

目 录
!
章 机械篇
1. 规格
!
- 1
(1) 规格
!
- 1
(2) 钮扣形状
!
- 2
1) 4 眼、2 眼钮扣规格 .................................................................................................................!- 2
2) 柄扣、云石扣规格
!
- 2
3) 力扣规格
!
- 3
4) 计数器扣规格
!
- 3
(3) 构成
!
- 4
2. 安装
!
- 5
(1) 机台的组装
!
- 5
(2) 电源线的连接
!
- 6
1) 电压规格
!
- 6
2) 单相 200V 、220V 、230V 和 240V 的连接
!
- 6
(3) 缝纫机主体的安装
!
- 7
(4) 缝纫机的放倒方法
!
- 7
(5) 传送用固定板的拆卸
!
- 8
(6) 操作盘的安装
!
- 8
(7) 空气调节器的安装
!
- 9
(8) 电缆的连接
!
- 10
(9) 电线的处理
!
- 11
(10) 眼睛保护罩和手指防护器的安装
!
- 11
(11) 线架装置的安装
!
- 12
(12) 钮扣接盘的安装方法
!
- 12
3. 缝纫机的运转前
!
- 13
(1) 机针的安装方法
!
- 13
(2) 上线的穿线方法
!
- 13
(3) 力扣止动器的调整
!
- 14
(4) 钮扣卡的更换
!
- 15
(5) 绕线缝制的设置
!
- 16
(6) 捞取全面缝制的设置
!
- 16
4. 缝纫机的调整
!
- 17
(1) 机针和弯针的调整
!
- 17
1) 针杆高度的调整
!
- 17
2) 机针和弯针的间隙调整
!
- 17
(2) 靠线的位置调整
!
- 18
(3) 机针和针导向器的调整
!
- 19
1) 机针和针板的位置调整
!
- 19
2) 机针和针导向器的间隙调整
!
- 19
(4) 切线机构的调整
!
- 20
1) 活动刀的位置调整
!
- 20
2) 活动到分线爪的调整
!
- 20
(5) 挑线杆机构的调整
!
- 21
(6) 钮扣卡打开机构的调整
!
- 21
5. 维修保养
!
- 22
(1) 附件的更换
!
- 22
1) 钮扣设置销的更换 ( 选购品 )
!
- 22
2) 载扣销的更换
!
- 22
3) 压脚舌的更换
!
- 23
(2) 保险丝的更换
!
- 24
(3) 涂润滑脂的部位
!
- 25
6. 空气管路图
!
- 27
7. 机台图纸
!
- 28
(1) 机台
!
- 28
(2) 辅助机台
!
- 29
!
– 1
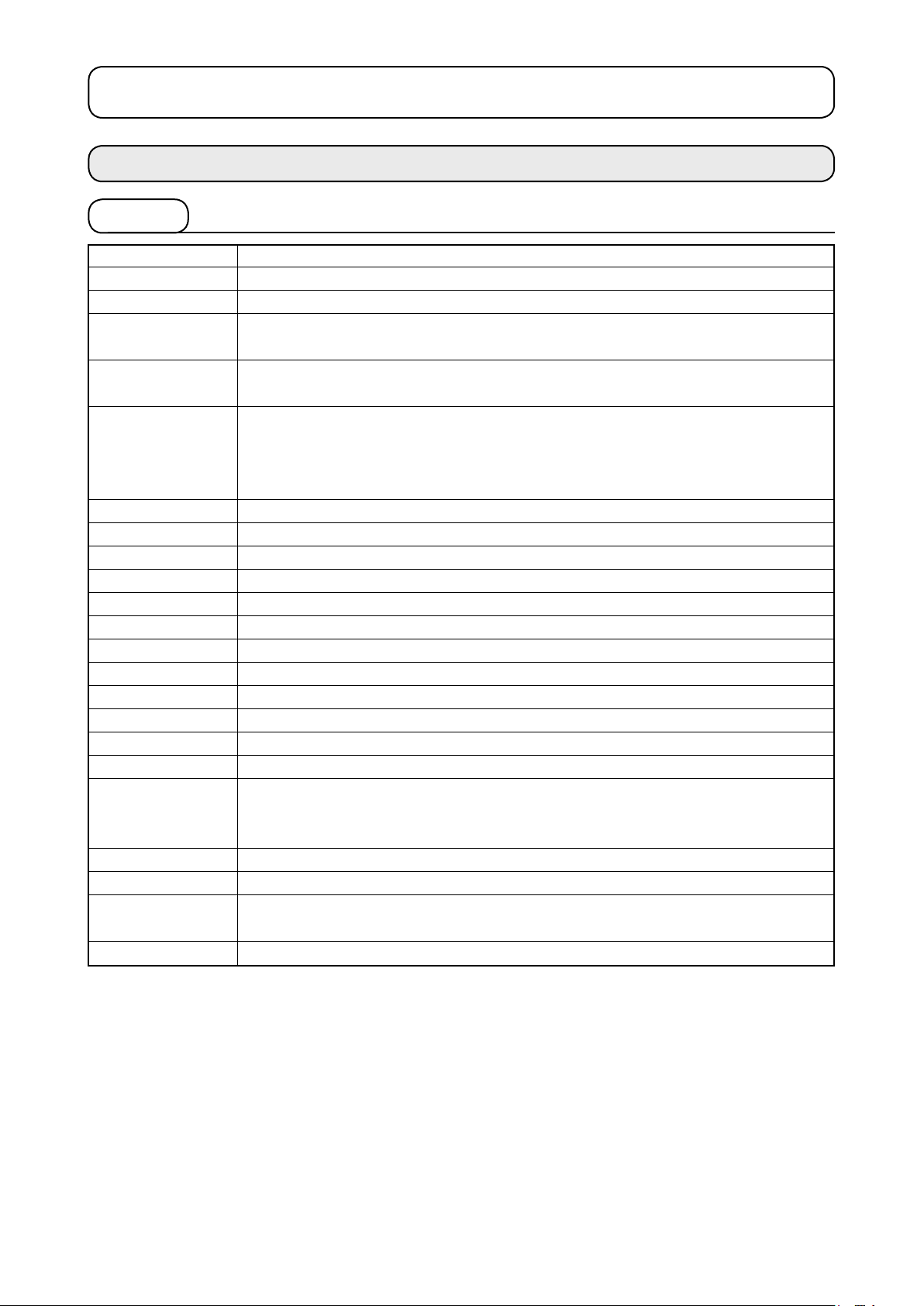
AMB-289
高速电子单线环绕线钉扣缝纫机
缝钉各种钮扣 ( 带对应钮扣 )
通过送布、摆针、切线的电子化 , 标准装备缝制复数的缝制图案功能 , 可以高效高质量地缝钉钮
扣 , 可以作为通用缝纫机使用的多用途的钉扣缝纫机
最高转速 1800rpm( 绕线 ),1200rpm( 钉扣 )
常用转速 1500rpm( 绕线 ),1000rpm( 钉扣 )
平缝 : 8mm ~ 38mm
绕线 : 最大 32mm
计数钮扣 : 8mm ~ 25mm
计数钮扣的绕线 : 布料和表面钮扣合计至 32mm
SM332EXTLG-NY( 标准 ) #12 ~ #18
针杆挑线杆 行程 60mm
脉冲马达驱动
脉冲马达驱动
脉冲马达驱动
空气驱动
空气驱动
有效张力 (VCM) 方式
宽 :600× 高 :400× 进深 :600
65kg
最多 99 图案
登记图案数 20 图案 (1 循环 30 图案 )
扣眼间隔 : 1.5 ~ 6.0mm(0.1mm 单位 )
绕线高度 : 0, 1.5 ~ 10.0mm(0.1mm 单位 )
交叉线数 : 2 ~ 64 条 (2 条单位 )
指定图案号码方式 ( 滚动 1 ~ 99 图案 )
图案数据、缝制、循环缝制数据
缝制次数计数方式 (0 ~ 9999) 上下
缝制计数也可以
单相 200V、220V、230V 和 240V 400VA
1. 规格
(1) 规格
型式
机种名称
用途
特点
缝制速度
钮扣尺寸
使用机针
挑线杆
机针摆动方式
送布方式
压脚提升方式
布压脚方式
切线方式
线张力调整
外形尺寸
机头质量
可以记忆数据数量
循环缝制数
基本形状设定范围
图案选择
存储器后备
缝制计数
电源
!
.
机械篇
!
– 2
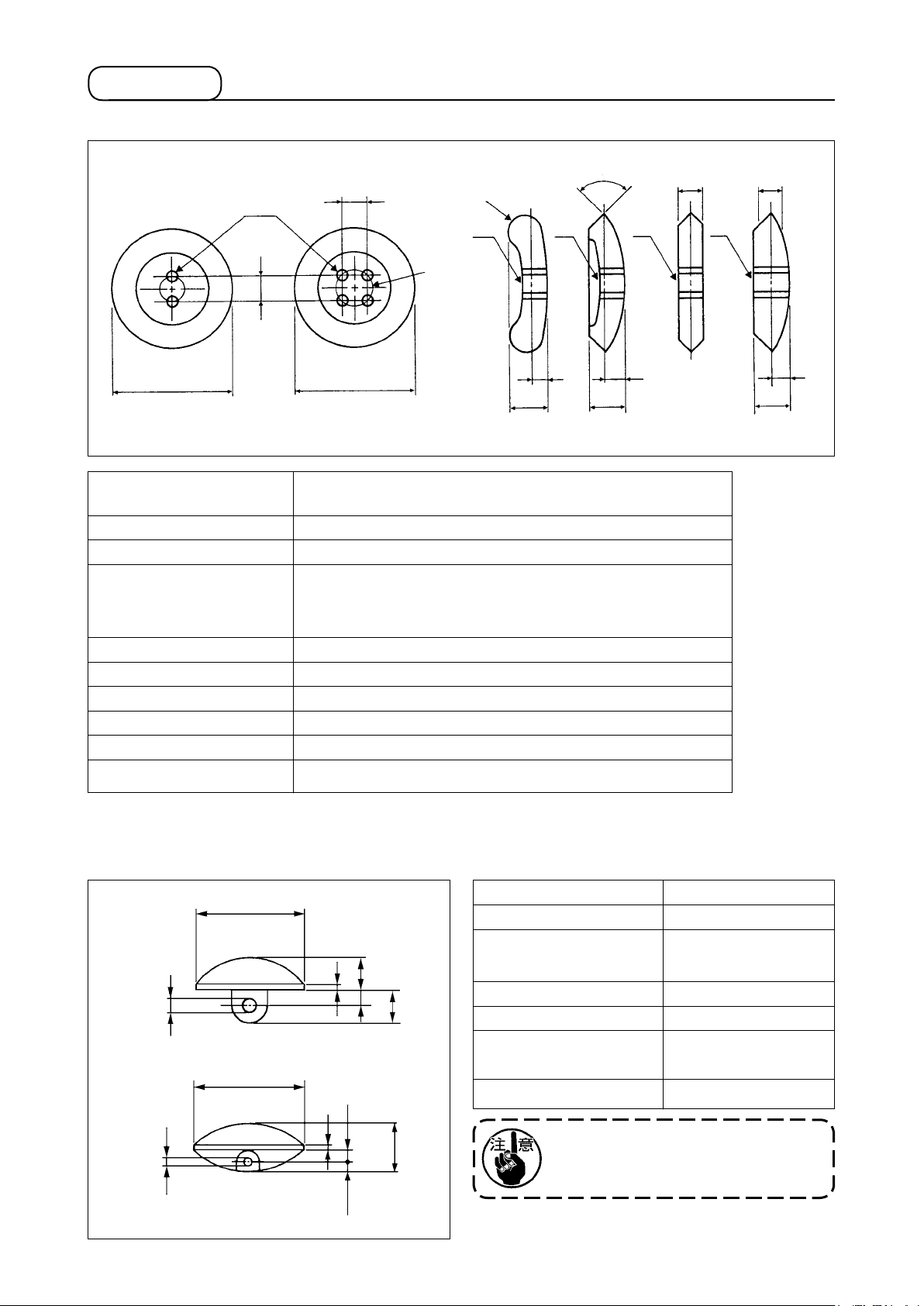
A : 扣眼的口径 φ1.5mm 以上
B : 钮扣的厚度 6.8mm 以下
C : 至扣眼心的距离 柄扣 :1mm~6mm
云石扣 :1.5mm 以上
D : 柄长度 8mm 以下
E : 钮扣侧面直线部 3.5mm 以下
F : 外径 最小外径 φ 8mm
最大外径 φ 32mm
G : 从扣眼心到钮扣端面 2mm 以下
使用供扣器时 , 有的形状不能使用 , 请
注意。
2) 柄扣、云石扣规格
A
C
F
E
A
F
E
B
B
D
C
G
(2) 钮扣形状
1) 4 眼、2 眼钮扣规格
B
A
C
B
D
D
H
F
G
E
1
H
F
G
E
2
G
E
3
H
F
G
E
3
A : 扣眼的口径 使用机针 :#12 ~ #16 时为 φ 1.5mm 以上
使用机针 :#16 ~ #18 时为 φ 2mm 以上
B : 扣眼间的距离 1.5 ~ 6.0mm (0.1mm 单位 )
C : 扣眼 所有的扣眼应距离钮扣中心均等
D : 外径 最小外径 φ 8mm
最大外径 φ 32mm
线尺寸 ± 0.25mm 以内
E1: 钮扣端圆型 钮扣端的 R 在半径 3mm 以内
E2: 钮扣端 V 型 角度在 120 °以内
E3: 钮扣端方型 角度的厚度在 5mm 以下
F : 凸起部厚度 5mm 以下
G : 扣眼附近的表面 应该平滑
H : 钮扣的厚度 8mm 以下
!
– 3
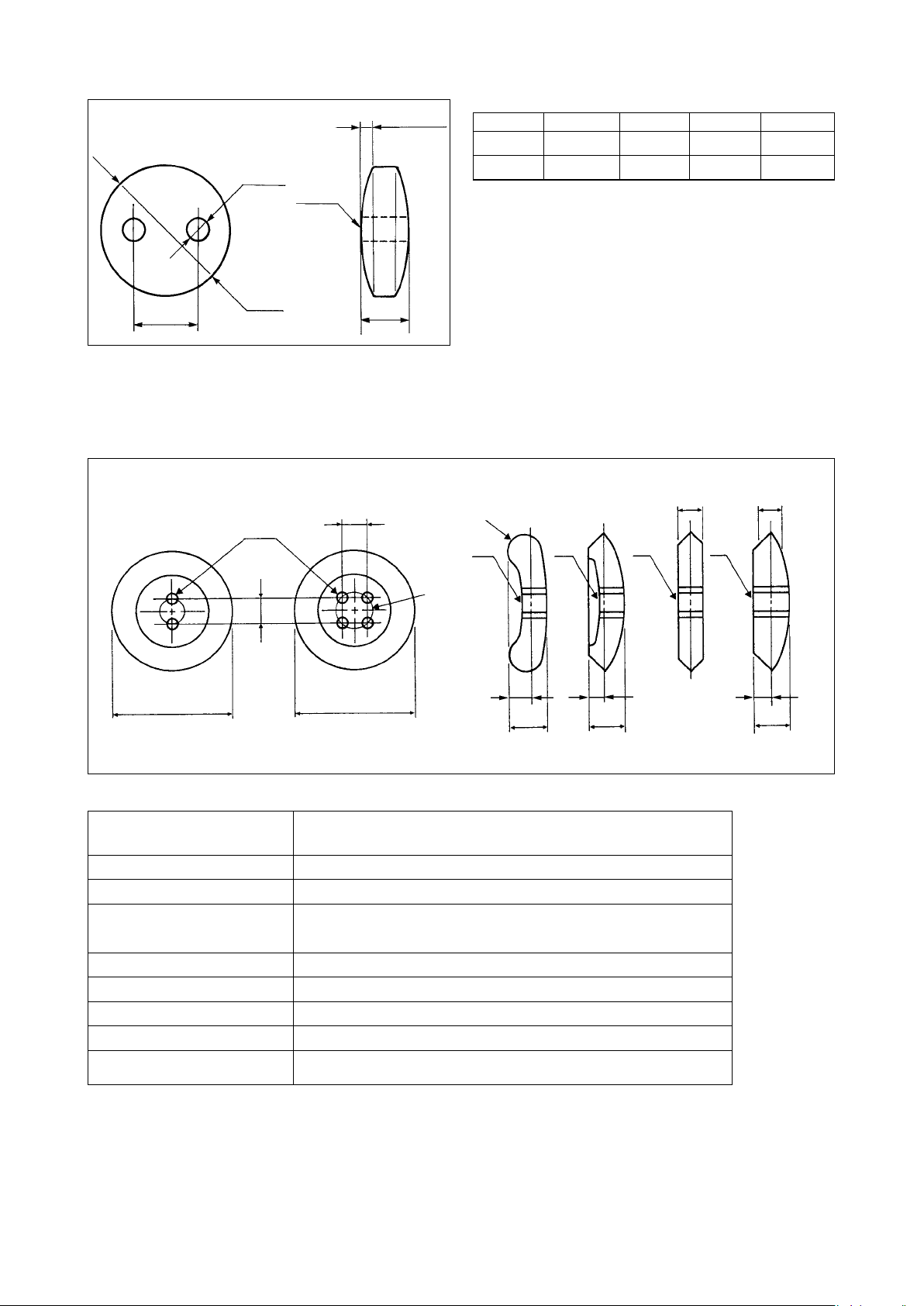
A : 扣眼的口径 使用机针 :#12 ~ #16 时为 φ 1.5mm 以上
使用机针 :#16 ~ #18 时为 φ 2mm 以上
B : 扣眼间的距离 1.5 ~ 6.0mm
C : 扣眼 所有的扣眼应距离钮扣中心均等
D : 外径 最小外径 φ 8mm
最大外径 φ 25mm
E1: 钮扣端圆型 钮扣端的 R 在半径 2mm 以内
E2: 钮扣端方型 角度的厚度在 5mm 以下
F : 钮扣端高度 2mm 以下
G : 扣眼附近的表面 应该平滑
H : 钮扣的厚度 5mm 以下
3) 力扣规格
表面
1mm 以下
*
1
孔间距
厚度
孔径
外径
外径 孔径 孔间距 厚度
A
型 8.5mm 2.5mm 3.1mm 2.0mm
B型 10.2mm 3.2mm 4.0mm 2.0mm
推荐尺寸
*1
请使用力扣表面凸部量在 1mm 以下的钮扣。
4) 计数器扣规格
B
A
C
B
D
D
H
F
G
E
1
H
F
G
G
E
2
H
F
G
E
2
推荐尺寸
!
– 4
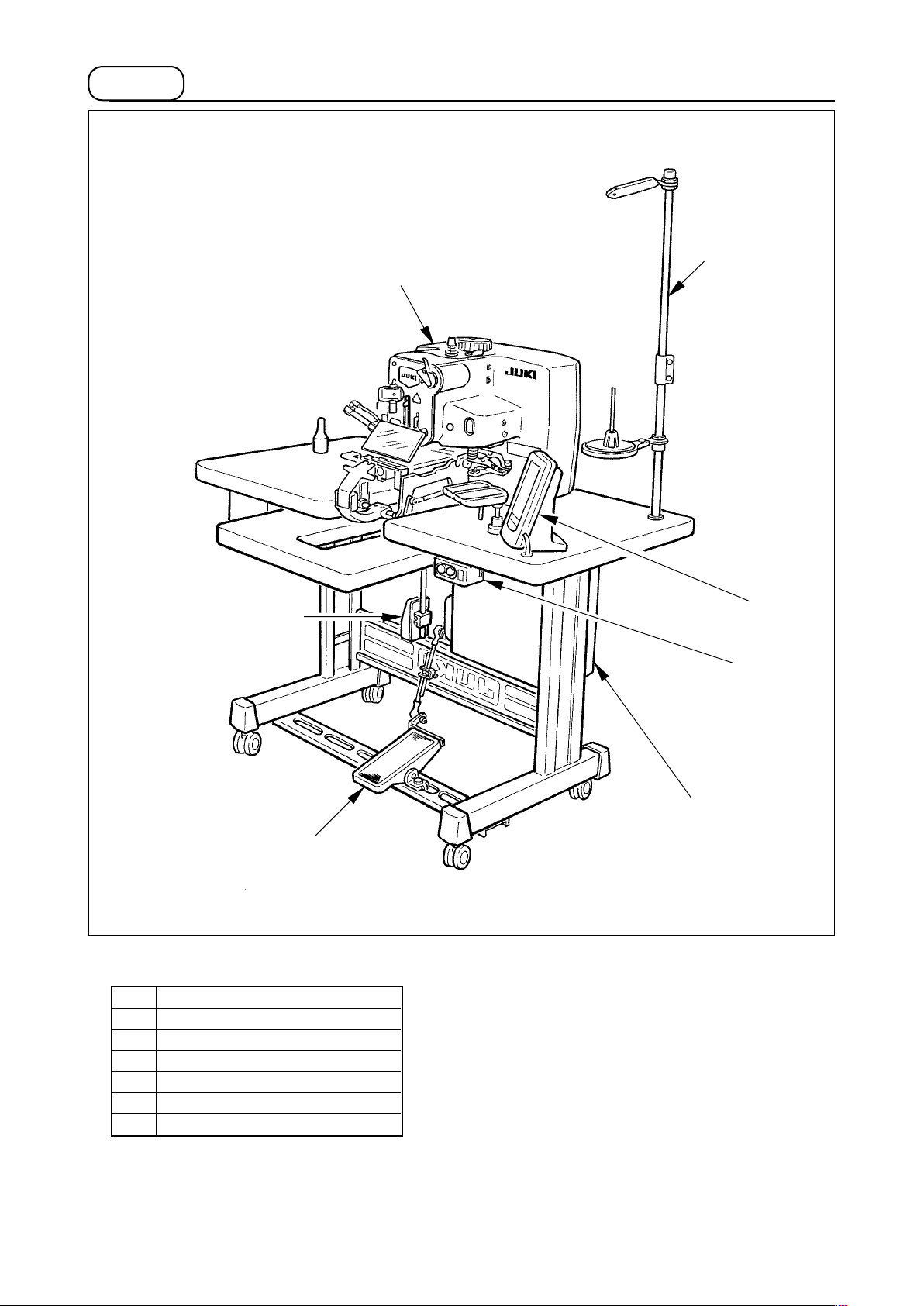
(3) 构成
1
电源 ON/OFF 开关
2
缝纫机机头 (AMB-289)
3
操作盘 (IP-200D)
4
电气箱 (MC-640)
5
脚踏板
6
起动开关
7
线架装置
AMB-289 由以下部分所构成。
1
2
5
4
3
6
7
!
– 5
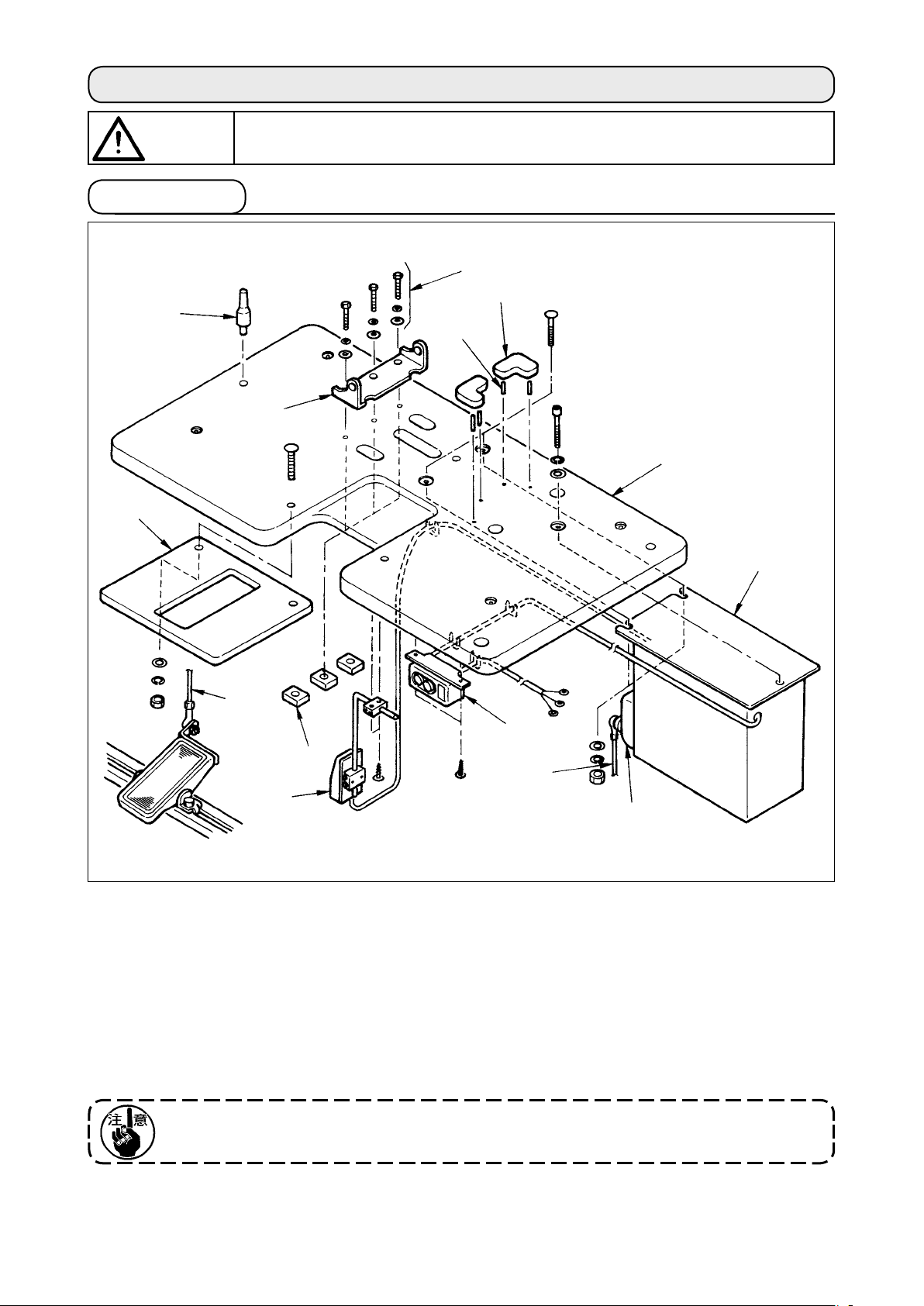
1) 请把控制箱2、电源开关3、辅助机台!3、起动开关4安装到机台1上。
注 ) 辅助机台!3应在起动开关4之前进行安装。
2) 用 U 形钉固定电源开关3、起动开关4的电缆线。
3) 把机架固定螺丝!1(3 个 ) 穿过机架5、安装到机台、再用螺母!2固定。
4) 把销子6打进机台、然后插进缓冲橡胶7。
5) 把机头支撑杆8固定到机台1。
6) 把踏板 ( 左侧 ) 和电气踏板传感器!0用附属的连接杆9连接起来。
请调整踏板位置 , 不让连接杆9和控制箱2相碰。
搬运缝纫机时 , 请至少 2 人以上进行。
(1) 机台的组装
2. 安装
危险
1
2
5
4
3
6
7
8
!
0
!1
9
!
2
9
!
3
!
– 6
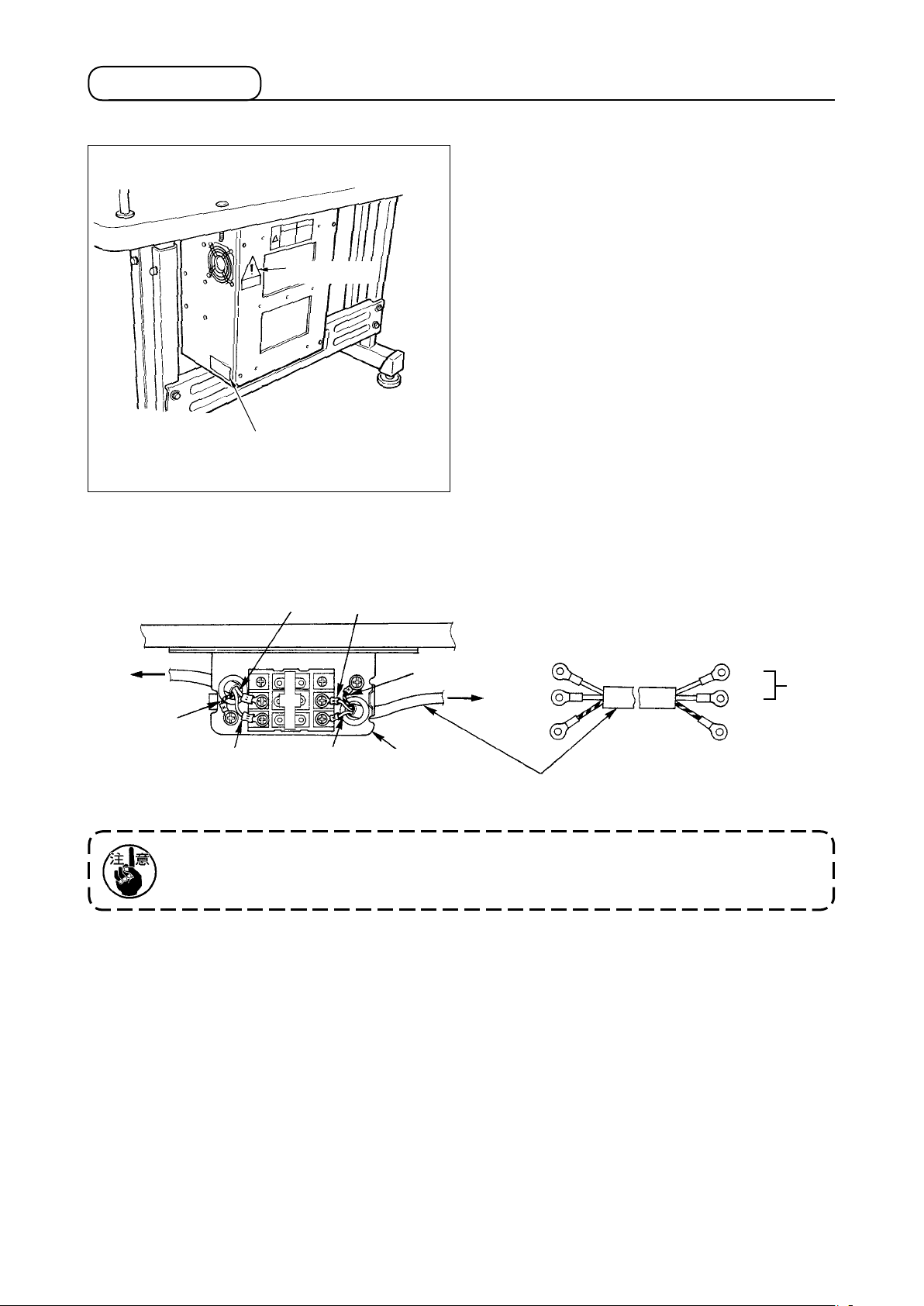
(2) 电源线的连接
1) 电压规格
在电压表示标签上写有电源规格。(3 相规格机 )
其它规格的缝纫机规格请参看电压注意标签和额定
规格标牌。
请根据规格选接电线。
在电压规格不同的状态下绝对不能使用。
2) 单相 200V 、220V 、230V 和 240V 的连接
控制箱
机台
绿 / 黄
绿 / 黄
褐色
褐色
电源开关
浅蓝
浅蓝
插头
绿 / 黄
AC200 V
AC220 V
AC230 V
AC240 V
浅蓝
褐色
额定规格标牌
电压注意标签
!
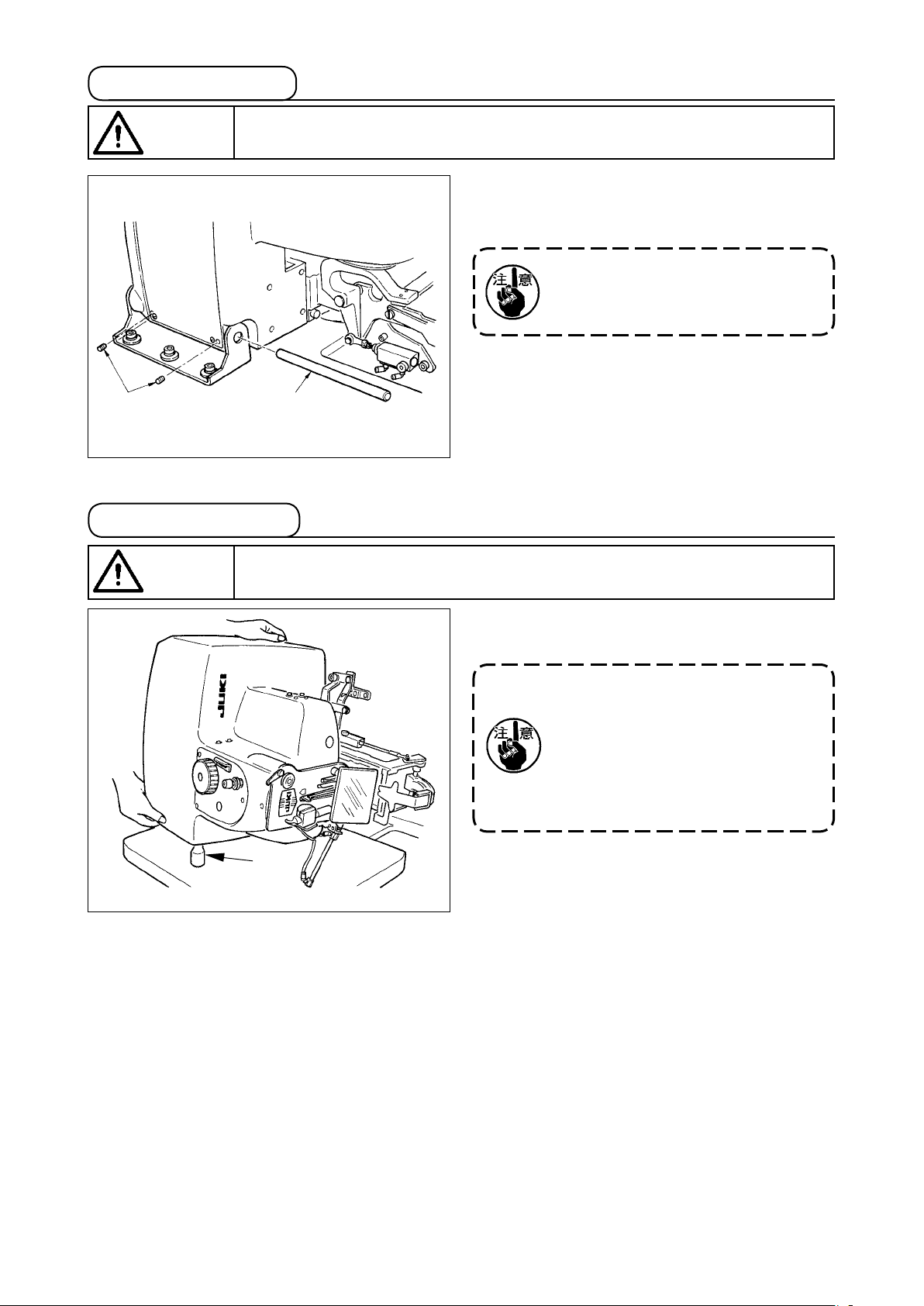
– 7
放倒缝纫机时 , 请轻轻地放倒 , 让缝纫机被机头支
撑杆1支撑住。
1. 放倒缝纫机之前 , 请先确认机台上
是否装有机头支撑杆1。
2. 为了防止缝纫机突然倒下 , 请一定把
缝纫机放到水平的地方 , 再放倒缝
纫机。
3. 请在机台上面不放任何物体。
请注意不要弄坏从缝纫机底面出来的配
线以及空气管。
(3) 缝纫机主体的安装
调整缝纫机和机架的孔 , 插入轴1。轴1的端面从
两侧伸出的状态 , 用螺丝2固定轴1。
(4) 缝纫机的放倒方法
1
放倒或抬起缝纫机时 , 请注意不要被缝纫机夹住手指。
为了防止突然的起动造成的事故 , 请关掉电源之后在进行操作。
搬运缝纫机时 , 请至少 2 人以上进行。
危险
危险
2
1

!
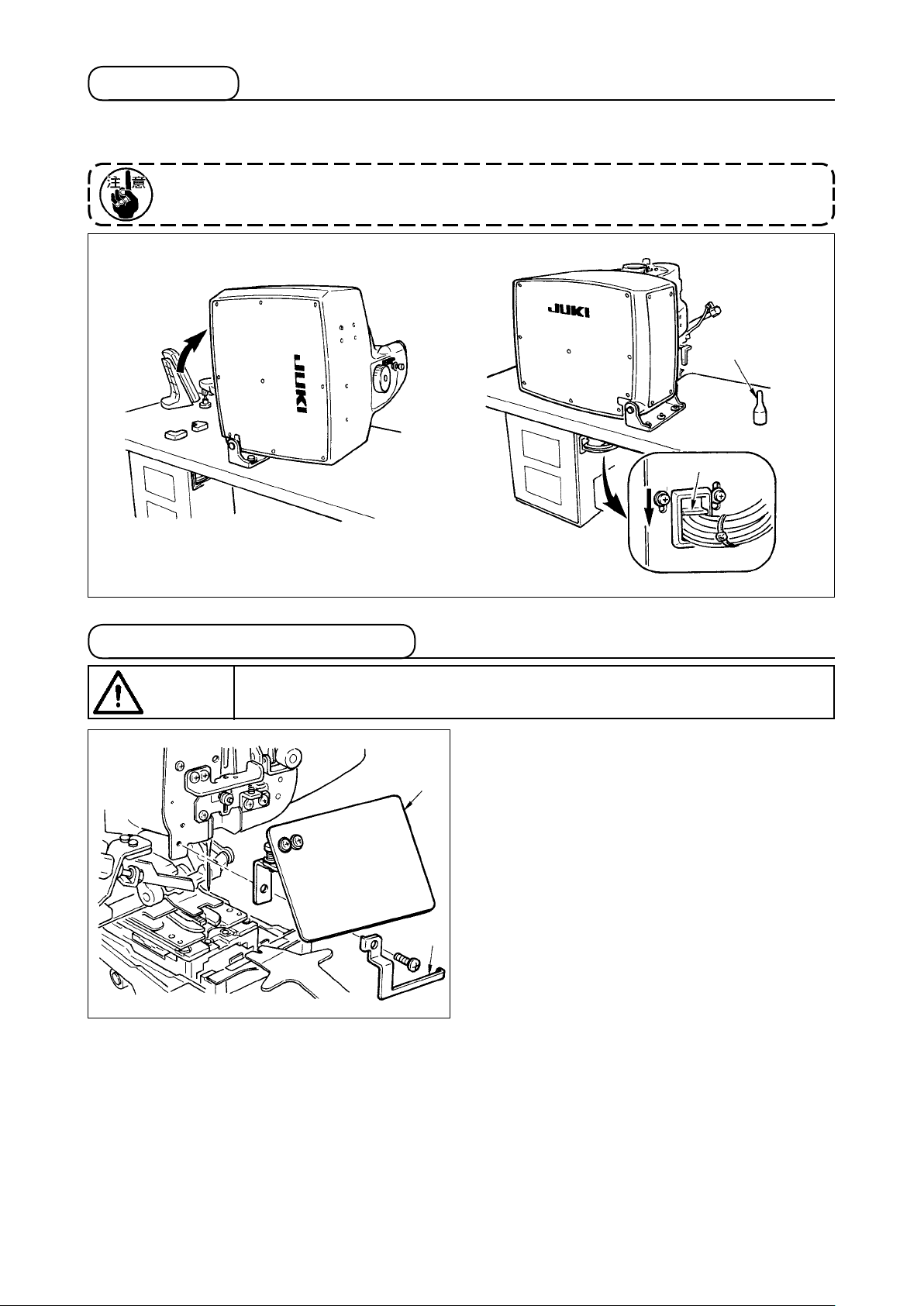
– 8
固定螺丝1、传送用固定板2在机头
单体搬运时需要 , 因此请注意妥善保管。
(6) 操作盘的安装
请把操作盘安装板1用木螺丝2固定到机台上 , 然
后把电缆线穿过机台孔3。
1
2
(5) 传送用固定板的拆卸
卸下固定螺丝1, 然后请再卸下传送用固定板2。
[ 参考 ]
¡
完整搬运时
完整搬运时 , 为了安全地搬运缝纫机 , 请用附属的
螺丝1、2 个平垫片2、螺母3固定到机台上。
1
2
3
1
2
3

!
– 9
(7) 空气调节器的安装
1) 用螺丝3把滤清器安装板1安装到机台横支柱的右面。
2) 用螺丝4把空气调节器2固定到滤清器安装板1上。
3) 把弯管接头5固定到空气调节器2的右部。
4) 把空气软管6插到弯管接头5上。
5) 把异径 T 形接头7插到空气软管前端 , 然后把塞栓8插到 φ 6 的孔上。
异径 T 形接头7的分枝部 (φ 6) 请在使用高压气枪时使用。
高压气枪组件 (G57602540A0) 是选购品。
6) 把从机头主体引出来的空气管9插到异径 T 形接头7上。
7) 把压力传感器连接电缆!0插到空气调节器2的连接器!1上。
8) 请把压力传感器连接电缆!0卷绕到空气管9, 然后插到电气箱 (CN41) 上。
9) 请供给空气 , 并把空气压力调整到 0.5Mpa 。
参考
5
!0
!1
2
1
9
6
8
7
3
4

!
– 10
操作盘
缝纫机机头
CN34
CN44
CN43
CN40
CN39
CN38
CN33
CN16
CN14
1) 如图所示那样 , 把连接 MA IN 电路板的电缆中
右侧的 5 根 电 缆 (CN39 、40、41、43、44) 穿
过电缆夹 A , 插入到各插头上。CN38 不穿过电
缆夹 A , 直接插到差头上。
2)
连接 M A I N 电路板左侧的 2 根电缆直接插到
CN33 、34 。
3) 连接 SDC 电路板的电缆直接插入到 CN14、16。
4) 用紧固螺丝1固定好地线。
电缆线夹
A
CN16
CN14
1
(8) 电缆的连接
请按照下图所示的那样连接电缆。
起动开关
过滤调节器
CN41
MAIN
电路板
CN34
CN40
CN41
CN38
CN39
CN16
CN14
CN43
CN44
SDC
电路板
SDC
电路板
CN33
!
– 11
(10) 眼睛保护罩和手指防护器的安装
请一定安装眼睛保护罩1和手指防护器2之后再使
用缝纫机。
(9) 电线的处理
1) 请一边慢慢地放倒缝纫机 , 一边确认电缆没有被勾住。
2) 如图所示 , 用电线固定板1固定电线。
放倒缝纫机时 , 请确纫机头支杆2安装在机台上。
为了保护断针飞起弄伤眼睛 , 请一定安装起来。
危险
1
2
1
2

!
– 12
(11) 线架装置的安装
1) 安装线架装置 , 把它安装到机台右上的孔里。
2) 拧紧固定螺母1, 不让线架装置松动。
3) 如果顶部可以配线时 , 请把电源线从线架杆
2
中穿过去。
(12) 钮扣接盘的安装方法
1) 把台座1用木螺丝2固定到机台上。
2) 把钮扣盘4放入基座1的孔、调整到容易取钮
扣的位置之后 , 用固定螺丝3进行固定。
1
2
4
3
1
2
关于送扣设置位置也有可能变更 , 建议
同时调整位置。
( 存储器开关 U04)
参考
!
– 13
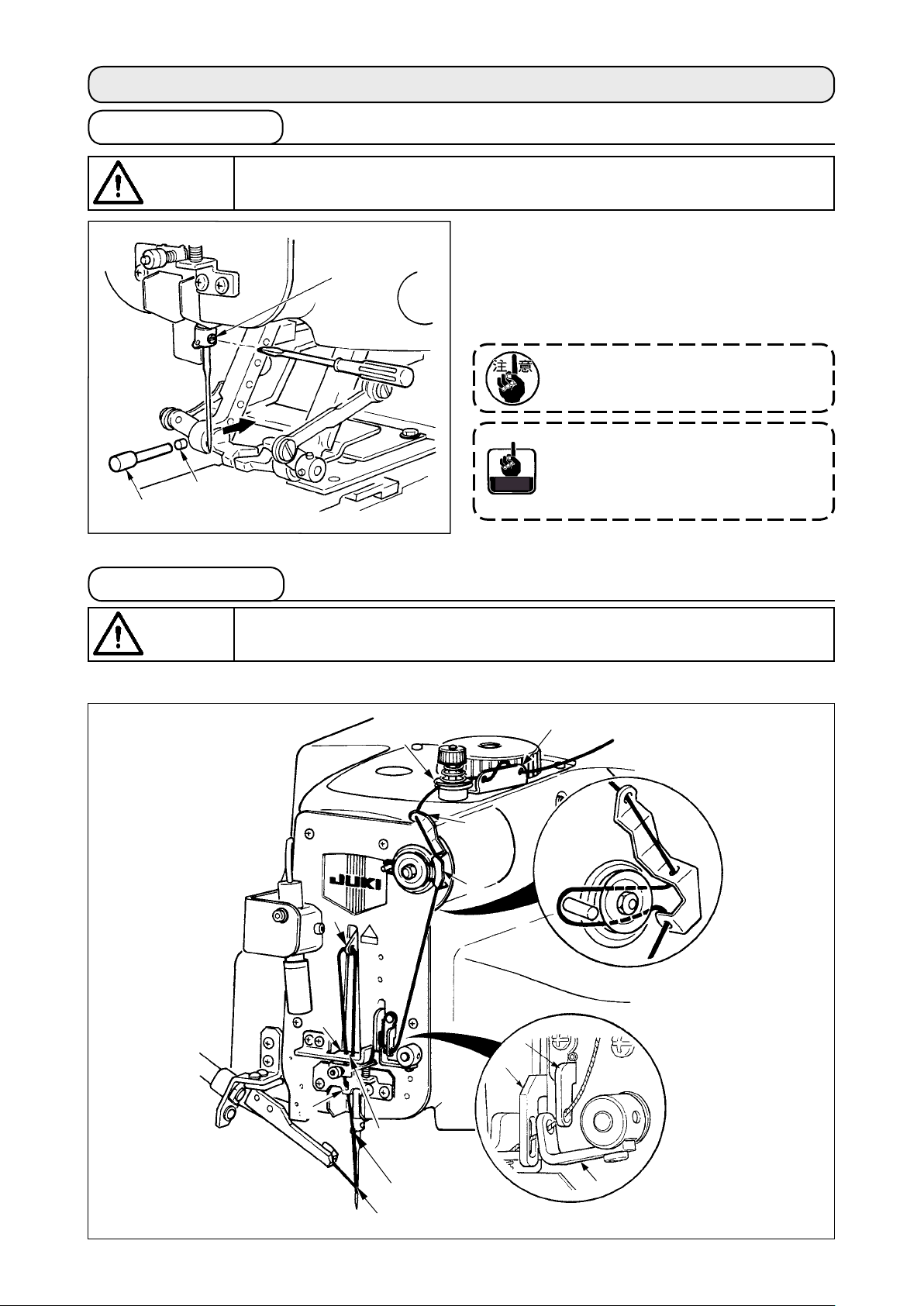
(2) 上线的穿线方法
3. 缝纫机的运转前
从缝纫机的正面看 , 把机针插进针杆顶到针孔的里
面 , 让机针的凹部朝向A侧 , 用一字形螺丝刀拧紧
固定螺丝1。
机针使用 SM332EXTLG-NY #11 ~ #18 。
安装机针时 , 请一定关掉电源。
建议把附属品塞栓2( 把附属品磁铁
3
插进前端 ) 放到机针上 , 确认机针是否垂
直。
注意
为了防止突然启动造成人身事故 , 请关掉电源 , 确认马达确实停止转动后再进行。
(1) 机针的安装方法
上线如图所示1~!3的顺序进行穿线。
注意
为了防止突然启动造成人身事故 , 请关掉电源 , 确认马达确实停止转动后再进行。
3
7
5
9
4
2
1
!3
!2
!1
!0
8
6
A
1
2
3
1
2
3
参考
!
– 14
1. 适用的最大尺寸是 φ 25 。
2. 安装下板时 , 请插到最里面后进行
固定。
在把使用的钮扣安放后的状态 , 拧松螺丝3把止动
器1和销子2的间隙调整为 0.5 ~ 1mm , 然后进行
固定。
1. 力扣的适用尺寸是 φ8 ~ φ25, 厚度
2mm 以下。
2. 下板制成容易安装 φ 8 ~ φ 10 的
力扣。在用抓脚
5 6
不能压住的钮
扣、规尺4的孔安放与机针相碰的
钮扣孔 芯间距宽的钮 扣时 , 请把下
板更换成力扣用下板。
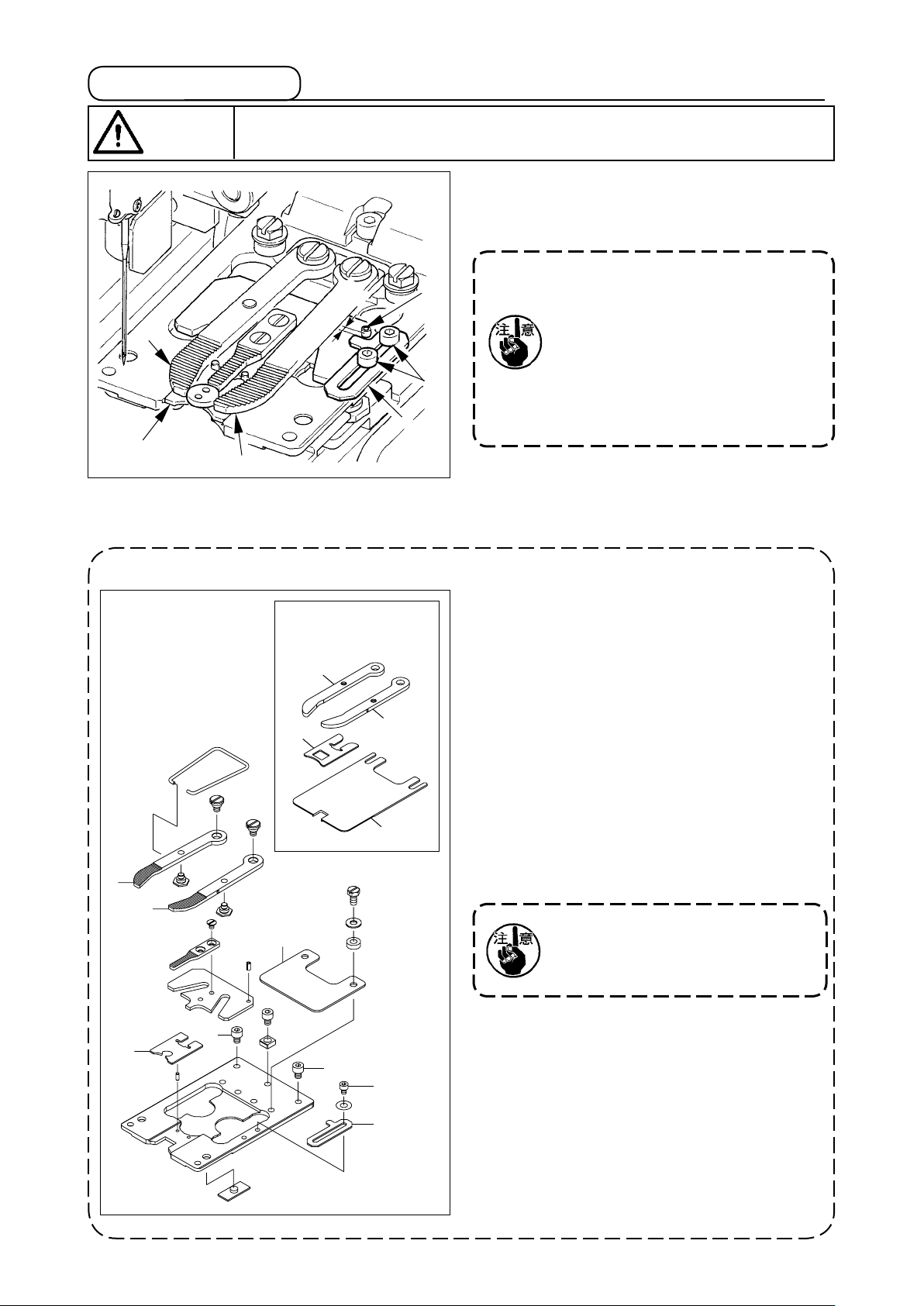
(3) 力扣止动器的调整
注意
为了防止突然启动造成人身事故 , 请关掉电源 , 确认马达确实停止转动后再进行。
[ 参考 ]
更换力扣用下板时 , 有采用组件的方法和更换零
部件的 2 种处理方法。
¡
用组件更换时
1) 购买力扣用下板组件 (40020807), 拧松螺丝8
(2 个 ), 更换下板。
¡
更换零部件时
1) 购买力扣B组件 (40021447), 拧松螺丝
8
(2 个 )
, 从机头卸下下板。
2) 把4、5、6、7的零部 件更换成力扣B组
件 (40021447)。
4
5
6
7
力扣B 组件
(40021447)
8
5
6
4
7
3
1
8
0.5
~
1mm
3
2
1
4
5
6

!
– 15
(4) 钮扣卡的更换
〈钮扣卡对应表〉
货号 品名 可以使用的钮扣外径 备考
40020932 钮扣卡小 φ 8 ~ 16mm 附属品
40020931 钮扣卡中 ( 标准 ) φ 14 ~ 25mm 安装到机头
40020930 钮扣卡大 φ 25 ~ 38mm 附属品
注意
为了防止突然启动造成人身事故 , 请关掉电源 , 确认马达确实停止转动后再进行。
更换钮扣卡1时 , 请用附属的专用螺丝刀3拧松
螺丝2进行更换。
1
2
3

!
– 16
(5) 绕线缝制的设置
请确认钮扣绕线定位槽 A、B 的前后是否
为呈直线状态。
1
2
(6) 捞取全面缝制的设置
[ 绕线附件的设置方法 ]
绕线工序图案时 , 请把附件凸部4放入下板凹部
5
。
进行力扣绕线工序时 , 请使用绕线附件 ( 附属品 )1。
调整绕线附件的高度时 , 请拧松螺丝2, 前后移动
支撑板3进行调整。
进行捞取全面缝制时 , 请在销位置夹住附属的垫片
A( 货号 :40020764)1。另外 , 经常使用时请用螺丝
2
加以固定。
请根据布料的厚度选择以下的下板垫。
1
2
4
5
3
槽 B
槽 A
槽 A
槽 B
绕线高度
品名
下板垫 A
下板垫 B
下板垫 C
板厚
t=1.6
t=2.0
t=2.6
货号
40020764
40020769
40020770
备考
附属品
选购品
选购品

!
– 17
4. 缝纫机的调整
(1) 机针和弯针的调整
1) 针杆高度的调整
使用附属的同步标尺。
拧松螺丝1。
SM332EXTLG-NY( 标准针 ) 时A 面
SM332SUPLG-NY 时B 面
把与针杆下降到最下时的针板高度调整到一致。
请在机针摆动原点 ( 刻线 ) 进行调整。
[ 针一览表 ]
2) 机针和弯针的间隙调整
使用附属的同步规尺。
针杆高度与 SM332EXTLG-NY( 标准针 ) 时的 C 面和与
SM332SU PLG-NY 时的 D 面一致时 , 拧松螺丝1(2
处 ), 移动弯针2, 然后拧松螺丝4, 把机针和弯
针尖的
间隙调整为 0.05 ~ 0.1mm 。
另外 , 从正面观看 , 请把机针3左位置和弯针2前
端
调整为一致。
JUKI 货号 机针号码
MSM3AAN1100 NEEDLE SM332EXTLG-NY #11
MSM3AAN1200 NEEDLE SM332EXTLG-NY #12
MSM3AAN1400 NEEDLE SM332EXTLG-NY #14
MSM3AAN1600 NEEDLE SM332EXTLG-NY #16
MSM3AAN1800 NEEDLE SM332EXTLG-NY #18
MSM3ABN1100 NEEDLE SM332SUPLG-NY #11
MSM3ABN1200 NEEDLE SM332SUPLG-NY #12
MSM3ABN1400 NEEDLE SM332SUPLG-NY #14
MSM3ABN1600 NEEDLE SM332SUPLG-NY #16
MSM3ABN1800 NEEDLE SM332SUPLG-NY #18
0.05 ~ 0.1mm
一致
37.6mm
32.6mm
D
C
2
1
4
2
3
29.6mm
34.6mm
B
A
1
一致
刻线
!
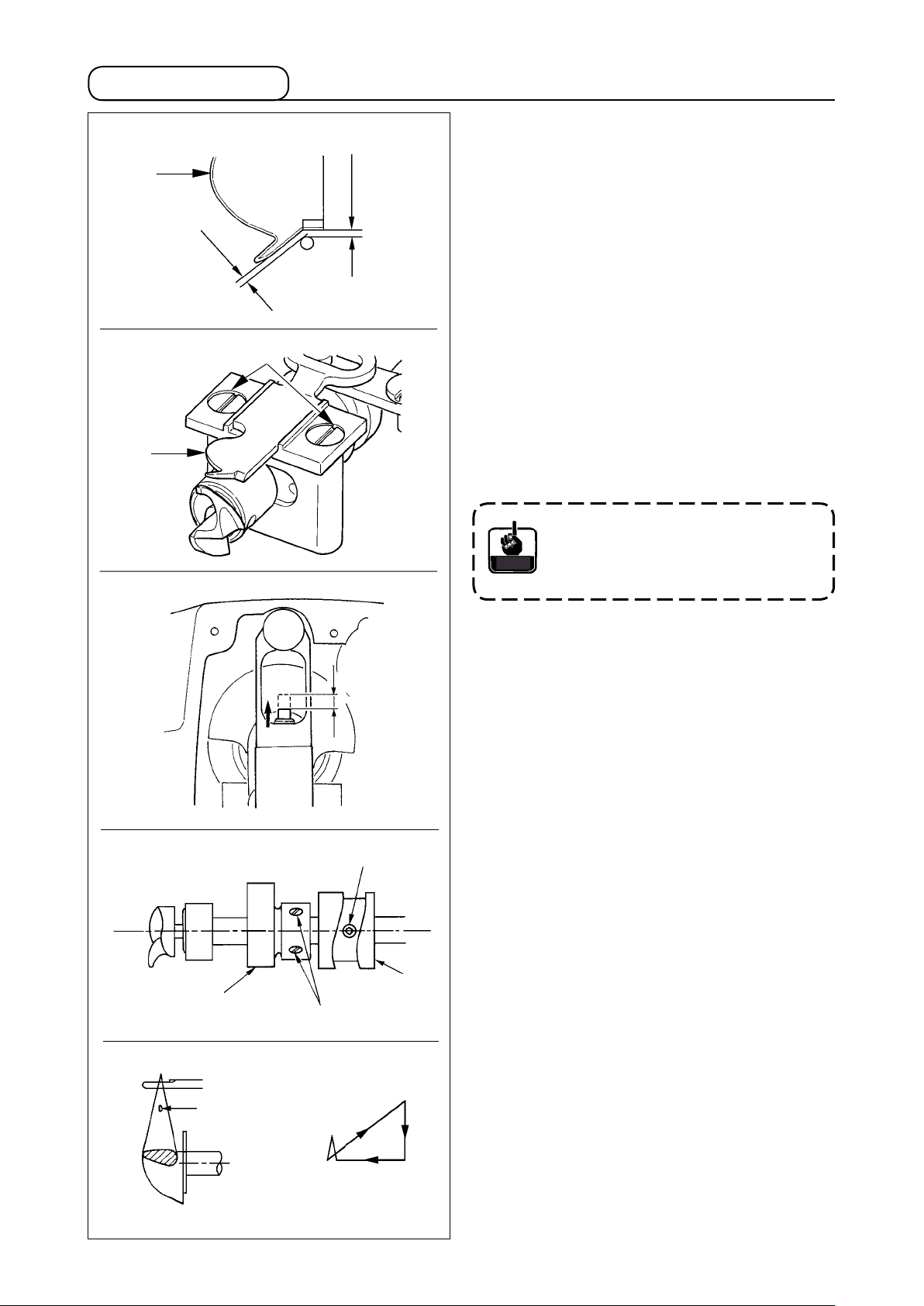
– 18
(2) 靠线的位置调整
1) 针杆在最下点位置时 , 靠线1的位置组装为与
机针的间隙前后 0.2 ~ 0.4、左右 0 ~ 0.2mm 的位
置。( 参照图 1)
2)
靠线1的左右位置 , 拧松固定螺丝2, 左右移
动靠线1进行调整。
3) 拧松固定螺丝3, 前后移动拢线凸轮4, 调整
靠线1器的前后位置。然后把针杆移动到最下
点 , 把拢线凸轮4的刻线移动到正下方 , 用固
定螺丝3固定 , 来调整此时拢线凸轮4的连动
同步。
4) 拢线连动的同步时间是在弯针尖刚刚通过线的
三角形后 , 拢线从左向右开始后退。
( 距离针杆最下点约 6mm 上升后的位置 )
5) 此调整 , 请拧松靠线三角凸轮5的固定螺丝
6
, 向转动方向转动进行调整。
工场出货时 , 拢线凸轮 4 和拢线三角凸
轮5上有电子笔标记 , 请将其作为同步
调整的标记。
6) 请拧松拢线凸轮4的固定螺丝3, 朝转动方向
转动 , 调整靠线运动轨迹 , 在机针上升时 , 保
持机针和靠线间隙 (0 ~ 0.2mm) 变成三角形。
图 1
靠线轨迹
0
~
0.2mm
0.2
~
0.4mm
3
4
6
5
1
2
1
约 6mm
弯针尖
参考

!
– 19
2) 机针和针导向器的间隙调整
(3) 机针和针导向器的调整
1) 机针和针板的位置调整
拧松螺丝1, 调整针板 , 让机针进入针孔的中心。
在针杆到达最下点时 , 拧松螺丝1, 把针导向器
2
和机针的间隙调整为 0 ~ 0.1mm 。
1
中心
1
2
0~0.1mm

!
– 20
1
2
3
13
~
14 mm
(4) 切线机构的调整
1) 活动刀的位置调整
[ 待机位置 ]
1. 拧松螺丝
1
, 把固定刀环
3
端面和针板
槽端的尺寸调整为 13 ~ 14mm , 然后移
动止动器
2
弄小间隙 , 固定螺丝
1
。
[ 切线位置 ]
1. 在仅空气接通 (ON) 的状态下 ( 电磁阀 No.14), 把
活动刀
7
刀尖和针板的长孔右端的间隙调整为
3 ~ 5mm, 然后固定螺丝
5
。然后拧松螺丝
5
,
移动气缸 , 弄小间隙 , 固定螺丝
5
。
2. 调整后 , 请确认活动刀环
4
是否动作灵活。
第 1 调整
第 2 调整
操作结束之后 , 请不
要忘记解除电磁阀的
锁定器
6
。
2) 活动到分线爪的调整
用螺丝刀等弄弯分线爪
1
, 把分线爪
2
和弯针
1
之间的间隙调整为 0.5 ~ 0.7 mm 。
1
2
分线爪前端部
0.5
~
0.7mm
6
7
3
~
5mm
1
2
0
3
4
5
!
– 21
8
4
5
7
9
!0
6
3
3~5mm
6~8mm
1
2
1
2
1
3
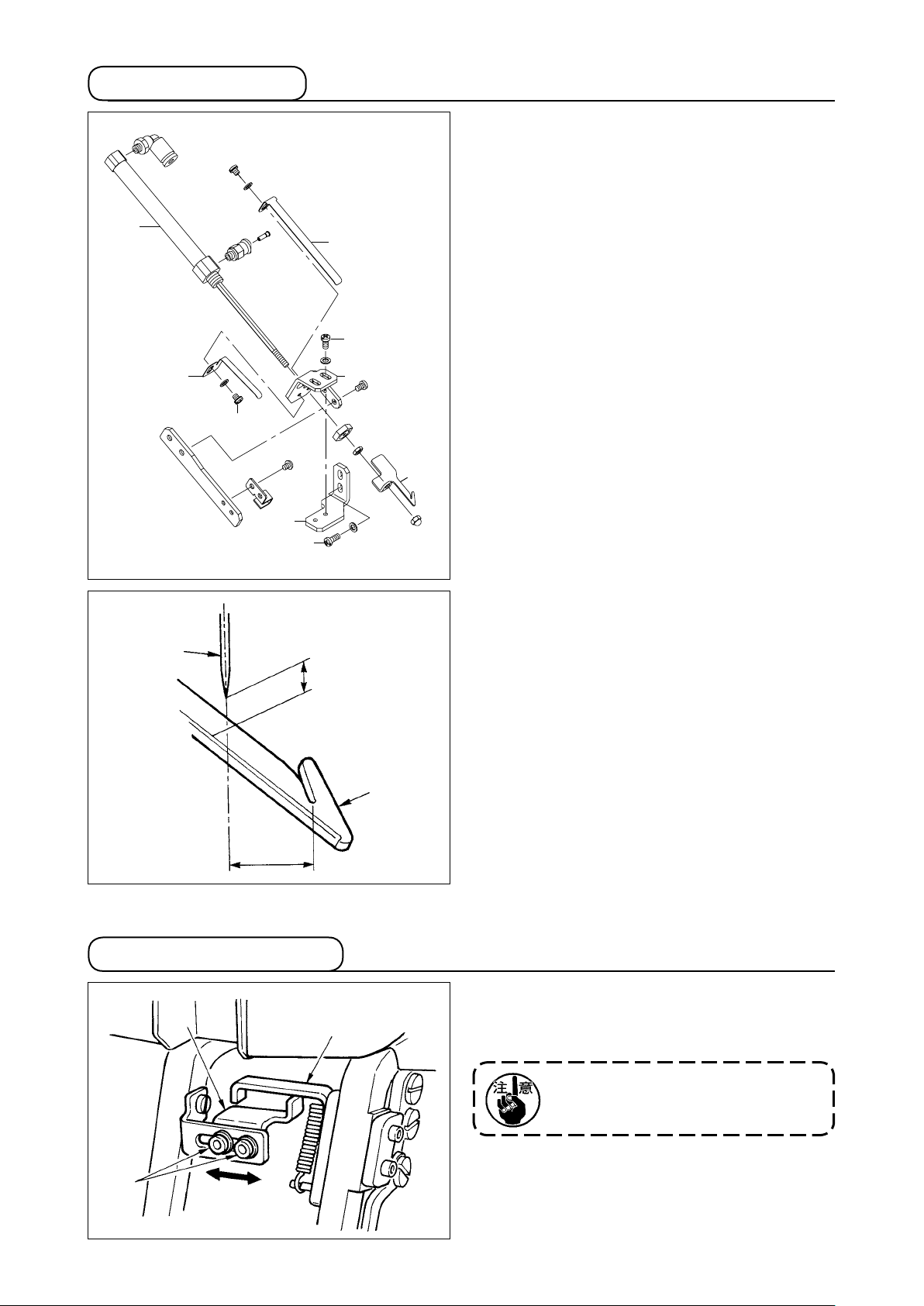
(5) 挑线杆机构的调整
(6) 钮扣卡打开机构的调整
1) 关闭 (OFF) 空气 , 让挑线杆1出来。
2) 在缝纫机停止位置 ( 针杆上死点 ), 用各个固定螺
丝5、6调整挑线杆气缸安装座 A3和 B4,
把机针2前端和挑线杆1上面的上下间隙调整
为 3 ~ 8mm, 把机针2前端和挑线杆1的夹线
部的左右尺寸调整为 6 ~ 8mm 。
3) 在气缸8的行程范围内 , 把挑线杆1和弹簧
A7的面调整为均等相接 , 然后固定弹簧 A7。
4) 用弹簧 B9调整线的夹持力。
5) 调整夹持力时 , 请在夹持了聚酯缝纫机线 #50
后 , 拧松螺丝!0, 把夹持力调整为用 20 ~ 25g
左右的力量可以拔出线。
变换成手放钮扣模式后 , 让钩 A1立起 , 可以把开
放量调整小。拧松螺丝2, 左右滑动钩 B3, 调整
开放量。
变换成供扣动作模式后 , 请不要忘记解
除钩 A1。
!
– 22
刻印 货号 尺寸
A
17856600
a 2.0
b 1.0
B
17856709
a 2.4
b 1.2
C
17856808
a 2.6
b 1.2
(1) 附件的更换
5. 维修保养
〈载扣销一览表〉
载扣器 (4 眼扣用 ) 载扣器 (2 眼扣用 )
1 2 3 4 5
刻印 货号 尺寸
D
17856907
a 2.8
b 1.2
E
17857004
a 2.8
b 1.4
F
17857103
a 3.0
b 1.2
F1
17857202
a 3.0
b 1.4
G
17857301
a 3.2
b 1.4
H
17857400
a 3.4
b 1.4
J
17857509
a 3.6
b 1.4
刻印 货号 尺寸
K
17857608
a 4.0
b 1.4
K1
17857707
a 4.0
b 1.8
L
17857806
a 5.0
b 1.8
刻印 货号 尺寸
M
17858002
a 2.0
b 1.0
N
17858101
a 2.4
b 1.2
P
17858200
a 2.6
b 1.2
Q
17858309
a 2.8
b 1.2
R
17858408
a 3.0
b 1.2
S
17858507
a 3.2
b 1.4
T
17858606
a 3.4
b 1.4
刻印 货号 尺寸
U
17858705
a 4.0
b 1.4
V
17858804
a 4.2
b 1.4
W
17858903
a 4.4
b 1.4
X
17859000
a 4.6
b 1.4
Y
17859109
a 4.8
b 1.4
Z
17859208
a 5.0
b 1.4
a
a
φ
b
a
a
a
a
a
a
标准规格
标准规格
φ
b
φ
b
φ
b
φ
b
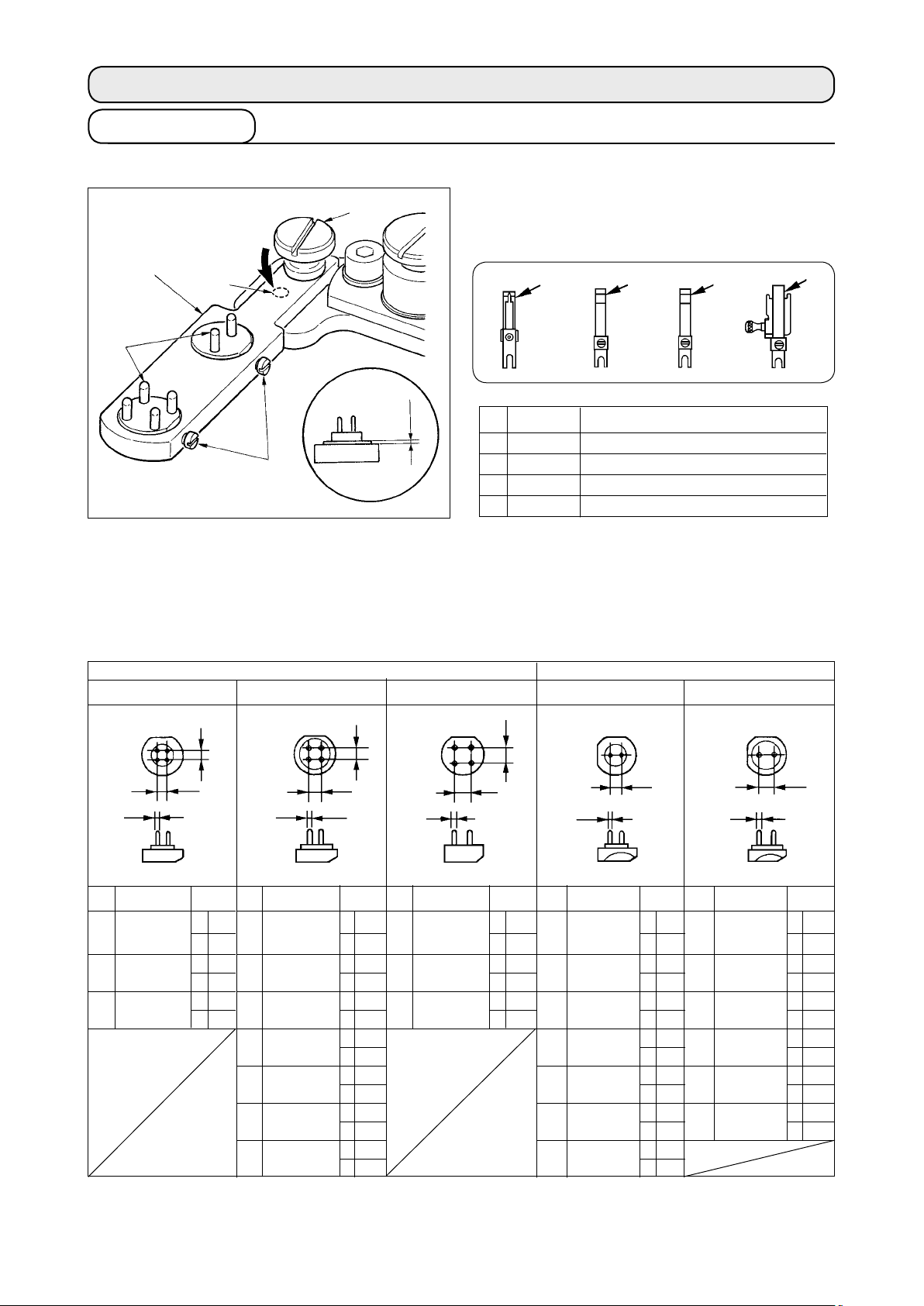
1) 钮扣设置销的更换 ( 选购品 )
更换钮扣设置销2时 , 请拧松旋钮1进行更换。但
是更换下列设置销时 , 请卸下旋钮1然后重新安装
到B 侧的螺丝孔上。
No. 货号 品名
1
17974056
云石钮扣用设置销
2
17974254
柄扣用设置销 (φ1.5 ~ 2.0)
3
17974452
柄扣用设置销 (φ2.0 以上 )
4
40023428
金钮扣用设置销
2) 载扣销的更换
更换载扣销4时 , 请拧松螺丝3进行更换。此时载扣销的高度应调整为距离设置销上面 0.3 ~
0.7mm 。
1
2
4
3
B
0.3~0.7mm
1
2
3
4

!
– 23
3
5
4
2
1
3) 压脚舌的更换
使用旧机型 AMB-189N 的标准 4 眼压脚舌 ( 货号 :
25006602) 时 , 请同时更换压脚舌止动导向器。
1) 压脚舌的更换
请卸下螺丝1, 更换压脚舌2。
2) 压脚舌止动导向器的更换
卸下螺丝3, 把压脚舌止动导向器4更换成附
属的压脚舌止动导向器 B( 货号 :40020763)5。
3) 最后 , 请变更存储器开关等级 K12 。

!
– 24
1
(2) 保险丝的更换
2
3
1. 为了防止触电事故 , 关掉电源 5 分钟之后在打开外罩。
2. 请一定关掉电源开关之后再打开控制箱的盖子 , 更换规定容量的保险丝。
使用 3 个保险丝。
1 脉冲马达电源保护用
5A( 延时保险丝 )
2
电磁 , 脉冲马达电源保护用
3.15A( 延时保险丝 )
3
控制电源保护用
2A( 速断型保险丝 )
危险
!
– 25
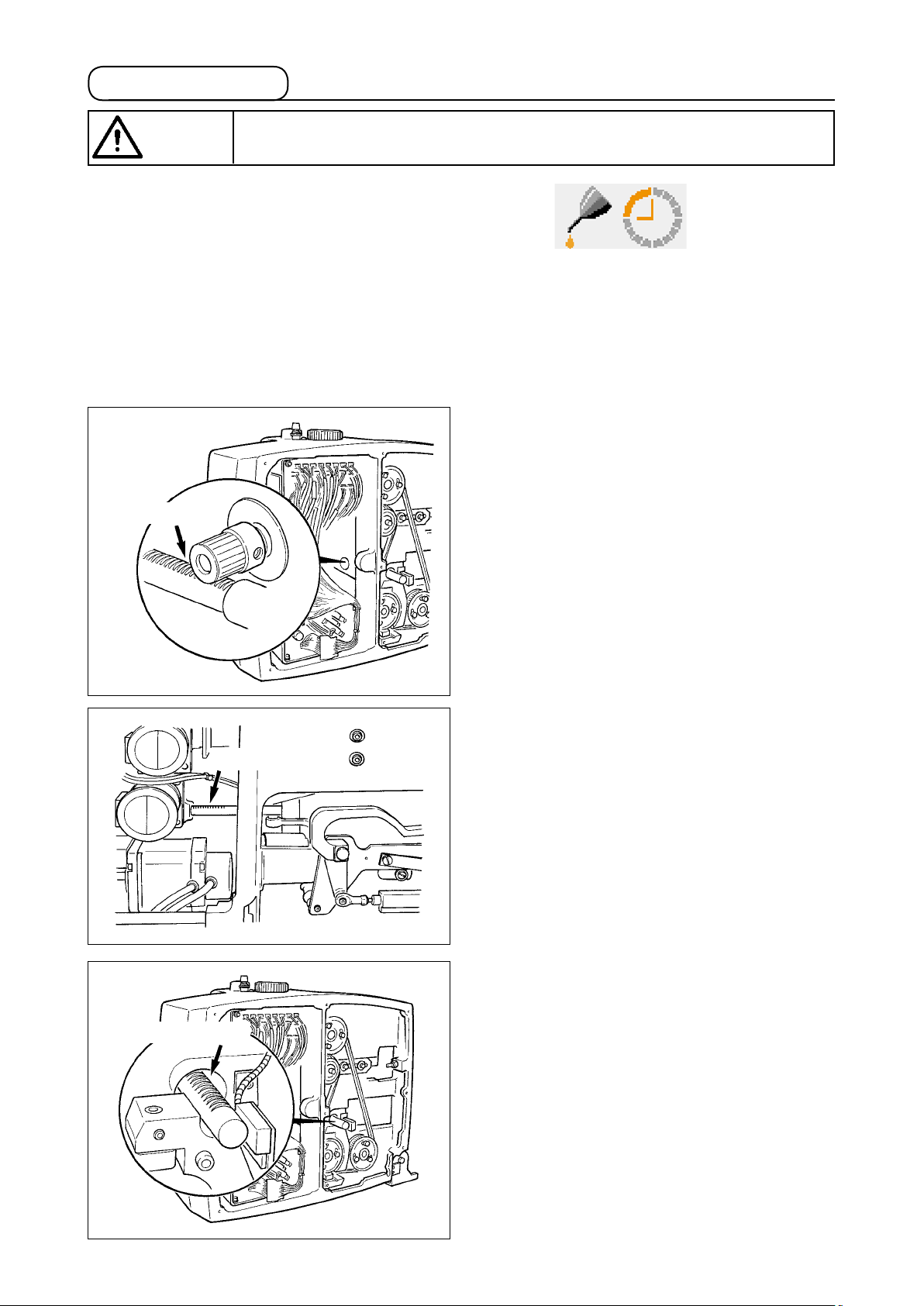
(3) 涂润滑脂的部位
注意
为了防止缝纫机的突然起动造成的事故 , 请关掉电源之后再进行操作。
后侧的齿条涂油部
齿条齿涂油部
○ 润滑脂管 ( 绿色、货号 13525506)
→ 请向齿条齿和凸轮部分涂抹。
1) 卸下后护罩 , 向 Y 形上传送齿条齿部涂抹润滑
脂。
2) 卸下后护罩和侧面护罩 , 向 Y 形下传送齿条齿
部涂抹润滑脂。
·
把下单元移动到最前方 , 向齿条部的前部涂抹
润滑脂。
·
把下单元移动到最后方 , 向齿条部的后部涂抹
润滑脂。
请以 6 个月左右为期间 , 定期地涂抹润滑脂 , 或者是操作盘上
( 需要涂抹润滑脂的
时间 ) 被显示出来后 , 涂抹润滑脂。附属品的专用润滑脂有 3 种。
前侧的齿条涂油部

!
– 26
3) 请向拢线凸轮和拢线三角凸轮部涂抹润滑脂。
•
放倒机头。
•
请卸下弯针护罩。
•
用手转动飞轮 , 向拢线三角凸轮部涂抹润滑
脂。
( 注意 ) 1. 涂抹时 , 请用布等把旧的润滑脂擦拭干净之后 , 再涂抹新润滑脂。
2. 在润滑脂涂布部位 , 用气枪等吹 , 吹走润滑脂时 , 请再次涂布润滑脂。
涡轮、涡轮盘部
拢线三角凸轮
涂抹部
拢线凸轮
涂抹部
○ JUKI 润滑脂 B 管 ( 白色、货号 40013640)
→ 卸下上护罩 , 向涡轮部涂抹润滑脂。
○ JUKI 润滑脂 A 管 ( 白色、货号 40006323)
→ 向其他的转动支点和滑环部等涂抹润滑脂。
•
利用涡轮上面的槽沟 , 用一字形螺丝刀一边转
动涡轮 , 一边向涡轮和涡轮盘活动部涂抹润滑
脂。
向拢线凸轮涂抹部涂抹润滑脂时 , 请使
用 J U K I 润滑脂 A 管 ( 白色、货号
40006323)。
!
– 27
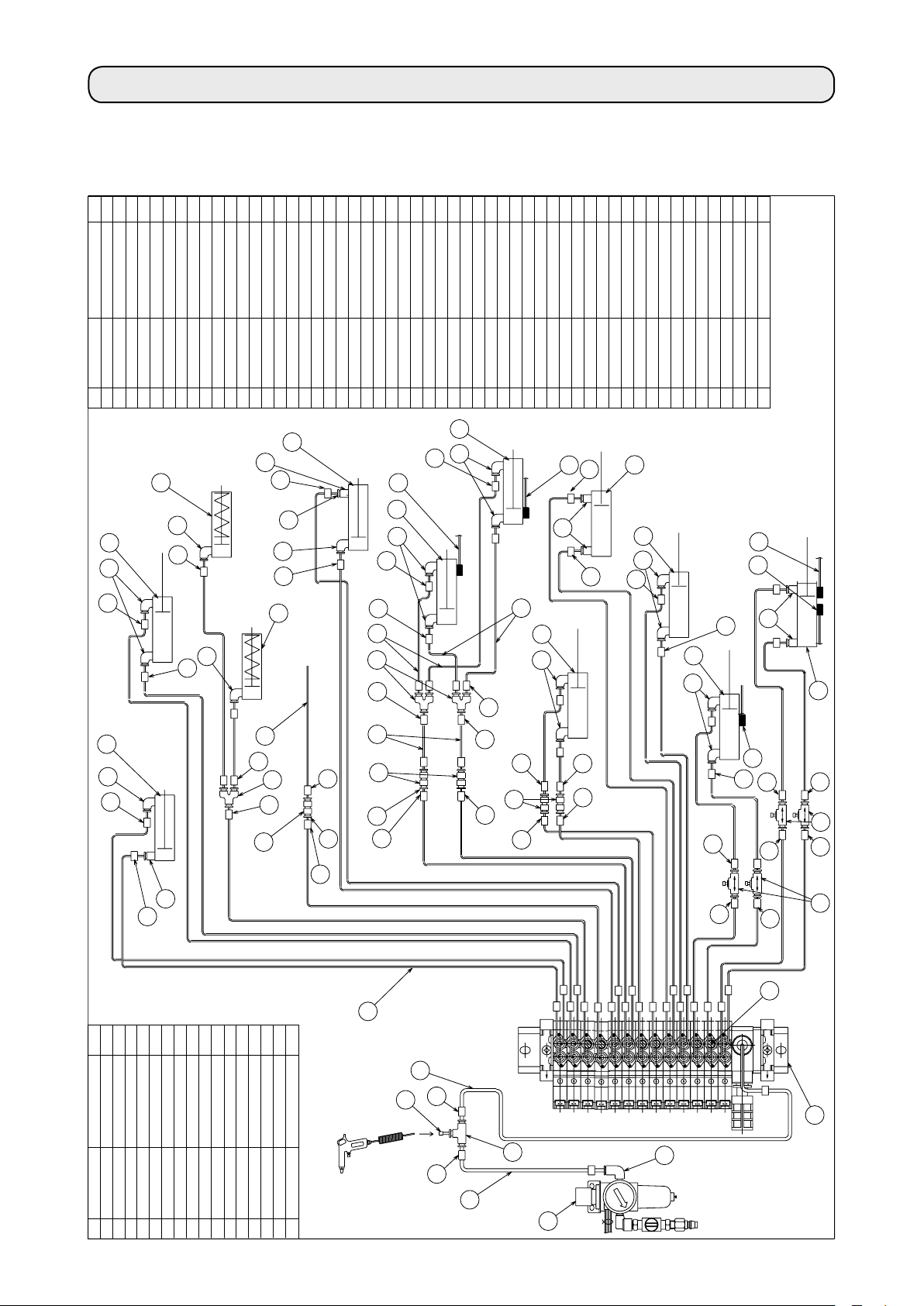
6. 空气管路图
22
22
22
4
2
32
1450
100
470
490
450
460
600
580
690
690
180
180
70
50
180
180
120
70
50
100
150
150
820
900
150
730
100
650
420
820
790
560
560
8
32
26
27
25
10
38
9
8
8
8
28
27
32
34
31
23
27
11
12
25
25
39
38
15
16
13
14
14
24
5
4
21
29
28
27
28
1
2
3
14
12
11
98765
4
36
P
26
18
17
22
21
21
16
14
26
14
29
1112
33
17
15
23
16
29
3
13
26
13
26
2
18
27
19
20
27
6
70
70
21
17
25
13
15
12
11
10
9
5
7
8
7
27
25
3
1
70
70
5 6
3 4
1 2
9
10
20
19
18
24
23
22
34
10
30
10
7
1
19
33
31
35
8
6
2420
23
33
31
35
34
37
3637
66
67
64
65
62
61
63
71
70
59
60
57
53
56
55
58
45
46
54
52
51
48
47
50
49
40
43
44
38
36
37
35
42
41
39
69
68
No. 货号 品名 数量
1 40019187 过滤调节器 1
2 40019195 水平卡盘开关总成 1
3 40019196 垂直卡盘开关总成 1
4 40019197 上送开关总成 1
5 40019198 下送开关总成 1
6 40019199 舌开放开关总成 1
7 40021002 电磁阀总成 1
8 BT0180101EB 软管 1m
9 BT0400251EB 软管 12m
10 BT0800501EB 软管 2m
11 G23013090A0 气缸 1
12 PA0600504A0 气缸 1
13 PA0801501A0 气缸 2
14 PA1002010A0 气缸 2
15 PA1002011A0 气缸 1
16 PA1007502A0 气缸 1
17 PA1502502A0 气缸 1
18 PA1602006B0 气缸 1
19 PA1602008A0 气缸 1
20 PA2001506A0 气缸 1
21 PC012406000 速度控制器 4
22 PC022403E00 插入环 3
23 PJ046052503 软管弯头 3
24 PJ210304010 半接头 2
25 PJ303040005 接头 5
26 PJ304020301 弯头 6
27 PL304040504 弯接头 7
28 PJ304085201 弯接头 1
29 PJ305020001 T 连接器 2
30 PJ305080001 T 形管 1
31 PJ308040002 快速偶联器 1
32 PJ301040502 软管弯头 4
33 PX50014000 插头 6
34 PX950001000 插头 1
35 18035006 线标记 1 4
36 18035105 线标记 2 4
37 18035204 线标记 3 4
38 18035303 线标记 4 4
39 18035402 线标记 5 4
40 18035501 线标记 6 4
41 18035600 线标记 7 4
42 18035709 线标记 8 4
43 18035808 线标记 9 4
44 18035907 线标记 10 4
45 18036004 线标记 11 4
46 18036103 线标记 12 4
47 18036202 线标记 13 4
48 18036301 线标记 14 4
49 18036400 线标记 15 4
50 18036509 线标记 16 4
51 18036608 线标记 17 4
52 18036707 线标记 18 4
53 18036806 线标记 19 4
54 18036905 线标记 20 4
55 18037002 线标记 21 4
56 18037101 线标记 22 4
57 18037200 线标记 23 4
58 18037309 线标记 24 4
59 18037408 线标记 25 4
60 18037507 线标记 26 4
61 18037606 线标记 27 4
62 18037705 线标记 28 4
63 18037804 线标记 29 4
64 18038000 线标记 31 4
65 18038208 线标记 33 4
66 18038307 线标记 34 4
67 18038406 线标记 35 4
68 18038505 线标记 36 4
69 18038604 线标记 37 4
70 18038703 线标记 38 4
71 18038802 线标记 39 4
切线驱动
松线驱动
线张力器驱动
第一线张力器驱动
气枪组件
(OP)
空气鼓风
挑线杆驱动
卡头反转垂直
驱动
卡头反转水平
驱动
卡头开闭驱动
捞布压脚驱动
舌开闭驱动
舌上下驱动
层合布压脚驱动

!
– 28
7. 机台图纸
涂装
涂装
表面
3×10 钻孔
钻 30
17 钻孔
涂装
C1( 全周 )
C1( 全周 )
(1) 机台
30 钻孔
4×2 钻孔深 10
钻 30
背面 6 × 2 钻孔深 10
JUKI 商标 ( 根据提供印刷 )
2×10 钻孔
16 钻孔
4×4 钻孔深 15
16 钻孔
背面 4 × 2 钻孔深 10
货号 40020990

!
– 29
(2) 辅助机台
415
15
360
335
315
60
430
265
165
20
20
10
10
20
20
10
10
2-11 钻孔
40
全周 R2
全周 R2
货号 17971805
 Loading...
Loading...