

TÜRKÇE
AE-200A
KULLANIM KILAVUZU

İÇİNDEKİLER
!
. ÇALIŞTIRMADAN ÖNCE ALINACAK ÖNLEMLER ......................................................1
Kullanımla ilgili önlemler .......................................................................................................................... 1
@
. MAKÝNENÝN KURULUMU ...........................................................................................2
#
. GENEL BAKIŞ ...............................................................................................................3
1. Özellikler ................................................................................................................................................ 3
2. Spesikasyonlar .................................................................................................................................... 3
$
. KURULUM ......................................................................................................................4
1. Masa yüksekliği ..................................................................................................................................... 4
2. Ek masa .................................................................................................................................................. 5
3. Dikiş makinesi masasının ve ek masanın montajı ............................................................................. 5
4. Çalışma paneli montaj plakasının takılması ....................................................................................... 5
5. Çalışma panelinin bağlanması ............................................................................................................. 6
6. Yağlama .................................................................................................................................................. 7
7. İplik çardağının montajı ........................................................................................................................ 7
8. Kapakların çıkarılması .......................................................................................................................... 8
9. Makine kafasına iplik geçirilmesi ......................................................................................................... 9
10. İlmek uzunluğunun ayarlanması ...................................................................................................... 10
11. İğne takma .......................................................................................................................................... 10
12. Masuranın takılması .......................................................................................................................... 11
13. Hava kaynağının bağlanması ve ayarı ............................................................................................ 11
%
. İSTEĞE BAĞLI CİHAZLARIN MONTAJI .....................................................................12
1. Çift pedallı ünite için ........................................................................................................................... 12
2. İstieyicinin montajı ............................................................................................................................ 13
3. Masura sarıcısının montajı ve ayarı ................................................................................................... 21
4.
Kopan ipliği saptama cihazının montajı ve çalışma panelinin hazırlanması .......................................................... 23
5. Masurada kalan iplik miktarını saptayan cihazın montajı ................................................................ 26
^
. ÇALIŞMA PANELİNİN KULLANIMI .............................................................................33
1. Çalışma panelindeki düğmelerin kullanımı ile ilgili açıklamalar ..................................................... 33
2. Dikiş makinesinin temel çalışması .................................................................................................... 35
3. Dikiş çeşidi seçimi .............................................................................................................................. 37
4. Masurayı sarmak ................................................................................................................................. 38
5. Sayaç kullanımı ................................................................................................................................... 40
6. Dikiş verilerinin değiştirilmesi ........................................................................................................... 41
7. Başlangıç değeri dikiş çeşidini kullanmak ....................................................................................... 42
8. Dikiş verileri listesi .............................................................................................................................. 43
9. İstieyicinin çalışma sayısının seç .................................................................................................... 50
10. DİKİŞ ÇEŞİDİ TESCİL tuşunun kullanılması ................................................................................... 51
11. PARAMETRE TESCİL tuşunun kullanılması .................................................................................... 52
12. Çevrim dikişi yapılması ..................................................................................................................... 53
13. Bellek düğmesi verilerinin değiştirilmesi ........................................................................................ 55
14. Bellek düğmesi veri listesi ............................................................................................................... 56
15. Üst büzgünün belirlenmesi .............................................................................................................. 60
16. Manipülatör basıncının ayarlanması ............................................................................................... 61
17. Öğretmenin kullanılması ................................................................................................................... 62
18. Alt besleme miktarını okuma potansiyometresini düzeltilmesi .................................................... 64
ii

&
. PARÇALARLA ÇALIŞMAK VE AYAR .........................................................................65
1. Malzeme kaymasını ve manipülatör basıncını ayarlamak ............................................................... 65
2. Malzeme beslemede yardımcı hava üemesi ................................................................................... 69
3. El Kumandalı Düğme .......................................................................................................................... 69
4. Malzeme sonu sensörü ....................................................................................................................... 70
5. Dikiş payının ayarlanması .................................................................................................................. 70
6. Üst manipülatör makarasında yükseklik ayarı ................................................................................. 71
7. AE-200A için S200 pile aygıtı .............................................................................................................. 72
*
. DİKİŞ MAKİNESİNİN AYARLANMASI .........................................................................79
1. Baskı ayağını kaldırma kolunun ayarlanması ................................................................................... 79
2. İplik gerginliği ...................................................................................................................................... 79
3. İplik alma yayı ...................................................................................................................................... 80
4. Baskı ayağını kaldırma kolu ............................................................................................................... 80
5. Baskı ayağı basıncının ayarlanması .................................................................................................. 80
6. Hareketli ayak basıncının ayarlanması .............................................................................................. 81
7. İplik alma kolunun iplik alma miktarının ayarlanması ...................................................................... 81
8. Çağanozdaki yağ miktarının (yağ damlalarının) ayarlanması ......................................................... 82
9. İğne ve çağanoz ilişkisi ....................................................................................................................... 84
10. Karşı bıçak ......................................................................................................................................... 85
11. Besleme zamanının ayarlanması ..................................................................................................... 85
12. Transport dişlisinin eğimi ................................................................................................................. 86
13. Transport dişlisinin yüksekliği ......................................................................................................... 86
14. Transport dişlisinin yatay konumu .................................................................................................. 86
15. Hareketli ayağın uzunlamasına konumunu düzeltirken alınması gereken önlemler .................. 87
(
. BAKIM VE KONTROL ..................................................................................................88
1. Filtre regülatörünün boşaltılması ...................................................................................................... 88
2. Sensörün temizlenmesi ...................................................................................................................... 88
3. Manipülatörün silindir kısmının yağlanması ..................................................................................... 88
4. Sigortanın değiştirilmesi .................................................................................................................... 89
5. AE-200A için isteğe bağlı parça listesi ..............................................................................................89
6. Hata kodu listesi .................................................................................................................................. 90
7. AE-200A için veri kayıt kağıdı ayarı ................................................................................................... 93
iii
!
. ÇALIŞTIRMADAN ÖNCE ALINACAK ÖNLEMLER
Her gün işe başlamadan ve makineyi çalıştırmadan önce aşağıdaki başlıkların kontrol edilmesi gerekir.
1. Yağ karterine önceden belirlenmiş miktarda yağ doldurulduğunu kontrol edin.
2. Yağ karteri yağ dolu değilse makineyi kesinlikle çalıştırmayın.
3. Basınç göstergesindeki değerin, belirlenmiş olan 0,5 MPa olduğunu kontrol edin.
* (Öğle yemeği gibi durumlarda kompresör kapatıldığı zaman bu kontrol özellikle yapılmalıdır.)
Hava basıncı eğer belirlenen değere eşit ya da daha düşükse, parçaların birbirine engel olması
gibi sorunlar çıkabilir. Dolayısıyla hava basıncını kontrol etmek şarttır.
4. Üst ipliği/masura ipliğini yenilemek gerekip gerekmediğini kontrol edin.
5. Güç şalterini AÇIK konuma getirir getirmez dikişe başlamak için önce bir deneme dikişi yapın,
asıl ürünleri dikmeye bu deneme dikişinden sonra başlayın.
6. Sensörün hatalı uyarı vermemesi için, sensörün etrafındaki iplik tozlarını günde bir ya da birkaç
kez hava tabancasıyla temizlemeyi unutmayın.
Kullanımla ilgili önlemler
1. Daha geniş malzemelerde, malzemeyi kendinize doğru katlayın ve elinizi üzerine koyarak dikin.
Dikiş sırasında kumaşı elinizle yönlendirmezseniz, dikiş sonunda malzeme çarpılabilir.
2. Bazı dikiş çeşitlerini dikerken, elinizi kumaşın sonuna da koymanız gerekir.
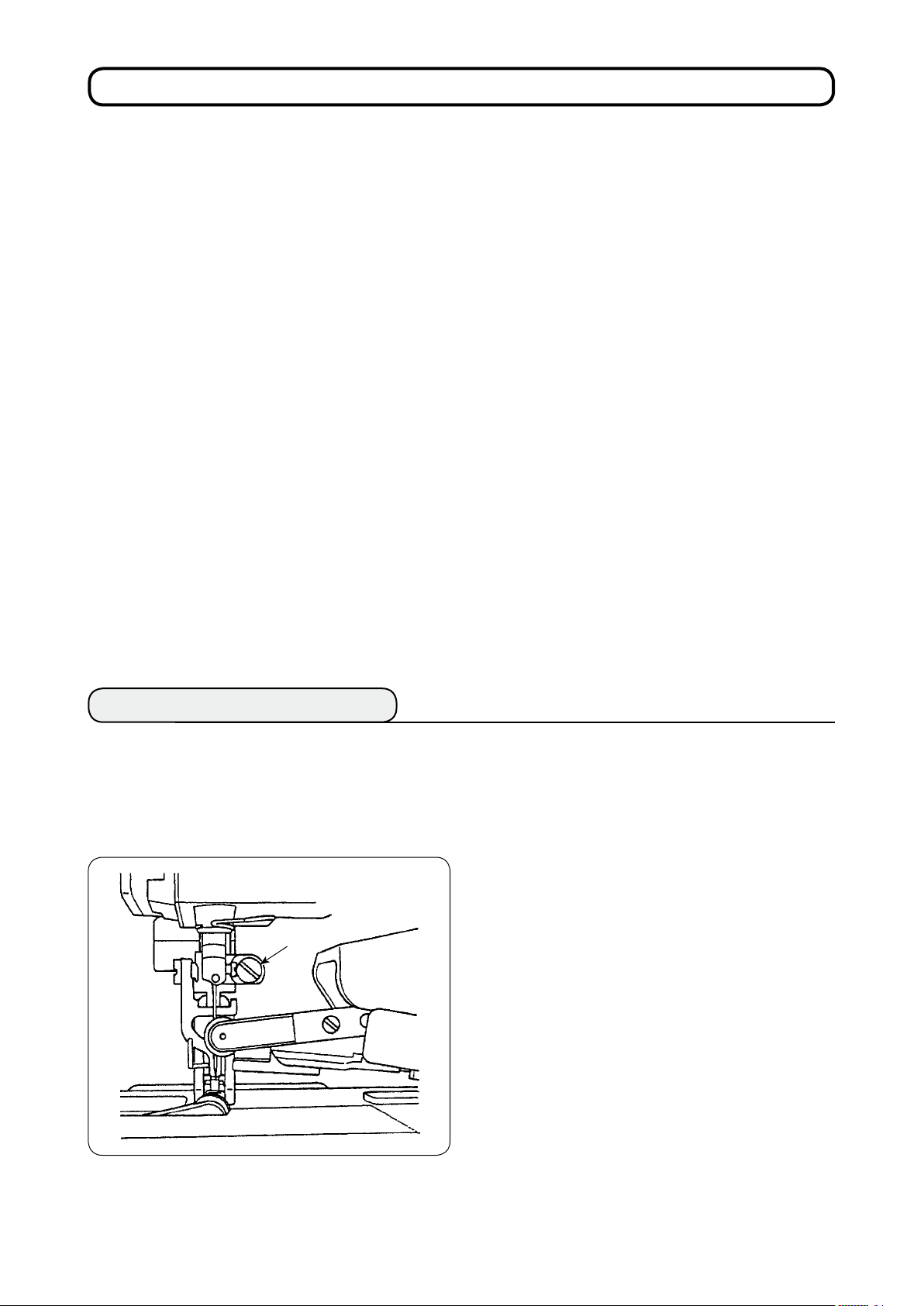
3. Baskı ayağı tabanı tespit vidası
) Baskı ayağı tabanındaki tespit vidasını 1 asla
gevşetmeyin. Gevşetilirse, ayağın ilerleme hareketi olması gerekenden farklı olur.
1
2) Tespit vidasını 1 gevşetmek şartsa, hareketli
ayak tam boğaz plakası yüzeyine değdiği anda
gevşetilmelidir.
− −
@
. MAKÝNENÝN KURULUMU
D
O
N
P
L
M
T
H
G
B
Q
K
A
C
I
E
S
F
J
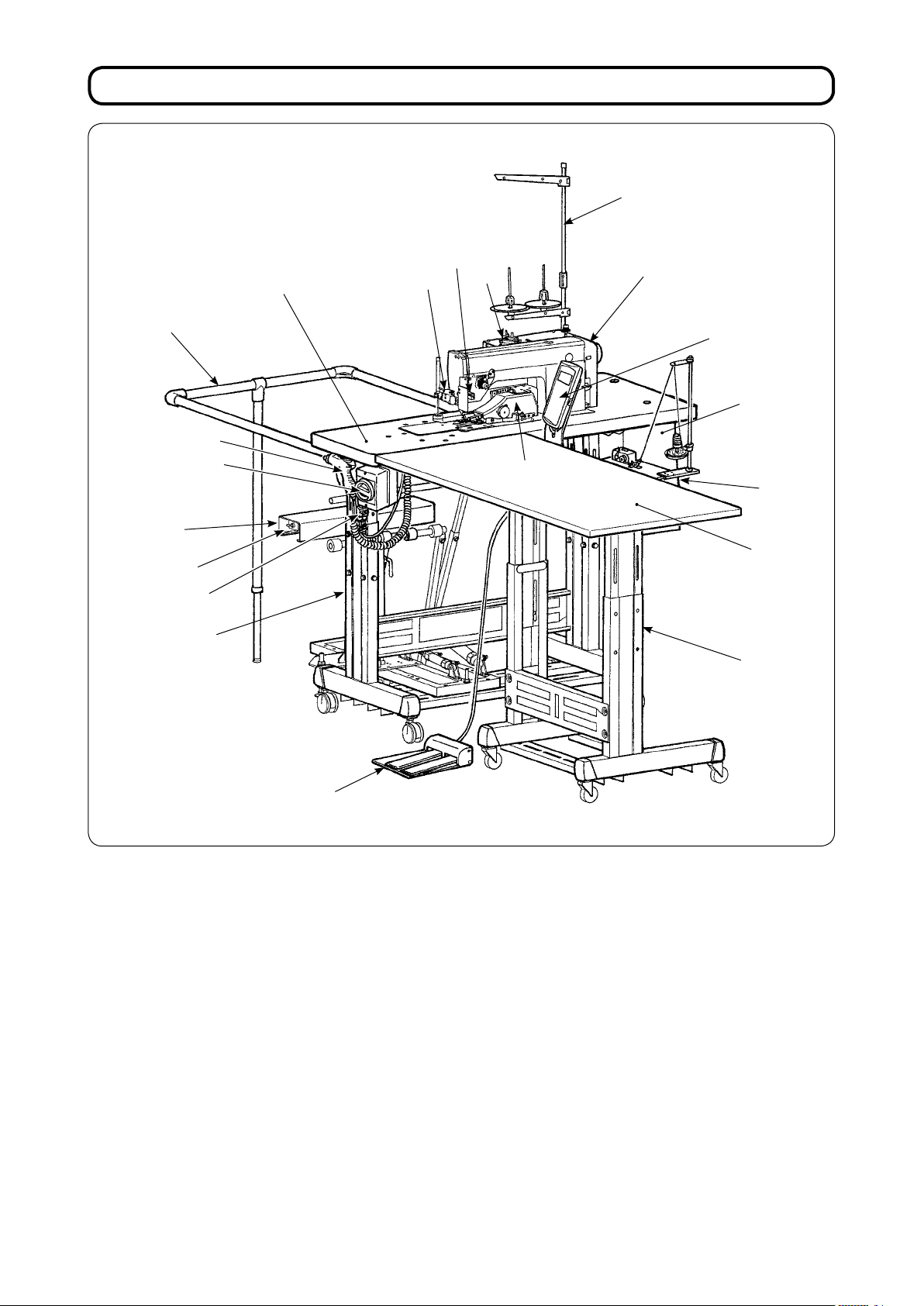
Makine kafası (DLU-5498N-7)
A
Çalıştırma düğmesi
B
Çalışma paneli
C
İplik çardağı
D
Üst manipülatör
E
Ek masa
F
Dikiş makinesi masası
G
Güç şalteri
H
Kumanda kutusu
I
T stand
J
R
Masura sarıcı
K
Hava üeyici SC (Hız kontrolü)
L
T stand
M
SS52 İstieyici cihaz (isteğe bağlı olarak temin edilir)
N
Güvenlik çubuğu (isteğe bağlı olarak temin edilir)
O
Hava val düğmesi
P
Malzeme sonu sensörü
Q
Çift pedallı ünite (isteğe bağlı olarak temin edilir)
R
Masura sarıcı (isteğe bağlı olarak temin edilir)
S
Hava tabancası
T
− 2 −
#
. GENEL BAKIŞ
Bu otomatik makine alt ve değişken üst besleme, otomatik iplik kesicili mekik dikiş makinesi, otomatik kaldırıcı, malzeme sonunu hassas şekilde kontrol eden alt ve üst manipülatörler, bütün sistemi denetleyen
kumanda kutusu, çalışma paneli ve ek masadan ibarettir.
(Dikiş makinesi kafası, AE-200A için özel olarak geliştirilmiş DLU-5498N-7 modelidir.)
İstieyici cihaz (SS52), çift pedallı ünite, masura sarıcı ve kalan masura ipliğini algılayan cihaz isteğe bağlı
olarak temin edilmektedir.
1. Özellikler
) Hiçbir beceri gerektirmeyen kolay çalıştırma (deneyimsiz bir operatör bile, usta bir operatör gibi çalışa-
bilir).
2) Verimlilikte artış garantidir. (Elle çalışma sırasında, iki kumaş parçasının yeniden düzenlenmesi gerekir.) Bu makine bu tür düzenlemeleri ortadan kaldırarak dikiş süresini kısaltır.
) Güvenilirliği geliştirmek için üstün kalite garanti edilir. (Dikiş makinesi, malzemeyi hep aynı dikiş payıy-
la dikerek birbirinin aynı ürünler üretir.)
4) Dikiş makinesi, operatörün pedal yardımıyla ayakta ya da oturarak çalışırken otomatik ya da manuel
olarak yan yüzünden çalışmasına imkan verir.
5) Çift pedallı ünite, malzemenin dikiş makinesine doğru yerleştirilmesini sağlar.
6) Dikiş payı ile 0 mm arasında ayarlanabilir.
7) Malzeme beslemedeki düzensizlik kolaylıkla ayarlanabilir.
2. Spesikasyonlar
İlmek hızı 200 ile 500 sti/min arasında
2 İlmek uzunluğu 0 ile 4 mm arasında
Üst besleme miktarı 8 mm (Maks.)
4 Baskı ayağı kaldırma (maks.) 0 mm (Hava sürüşlü)
5 Dikiş payı ile 0 mm arasında
6 Kullanılacak iğne DBx #9 - #8 (Standart: #), 4 #75 (JE tipi)
7 Dikiş durumu
A) Kavisli dikiş
B) Malzeme büyüklüğü
C) Malzemenin kat sayısı
8 Enerji tüketimi 220VA
9 Güç kaynağı faz 200 - 240 V
0 Masa yüksekliği 820 – 020 mm arasında ayarlanabilir (Standart: 97 mm)
Dikiş makinesi boyutları 275 (uzunluk) x 200 (genişlik) x 50 (yükseklik) (mm)
Ek masa Standart: 200 (uzunluk) x 550 (genişlik) mm
2 İstieyici SS52 İş parçasını sürekli tespit edici tip
Çift pedallı ünite Baskı ayağı yukarı/aşağı düğmesi ve 2 adımda çalıştırma düğmesi vardır;
4 Ağırlık 5 kg (isteğe bağlı tüm parçalar takılmışken)
5 Gürültü seviyesi Gürültü Bildirimi
00 mm R ya da daha büyük
500 (uzunluk) x 500 (genişlik) ya da daha az
2 ya da
Tek faz 200 - 240 V
yüksek/düşük hız değişimi
- İş istasyonunda sürekli sesin basınç seviyesine (LPA) denk: A-ağırlıklı değer 80
dB; (KPA = 2,5 dB dahil); ISO 082- C.6. uyarınca
-ISO 204 GR2 uyarınca, dikiş çevrimi: 4 s AÇIK ve 7 s KAPALI.
− −
$
. KURULUM
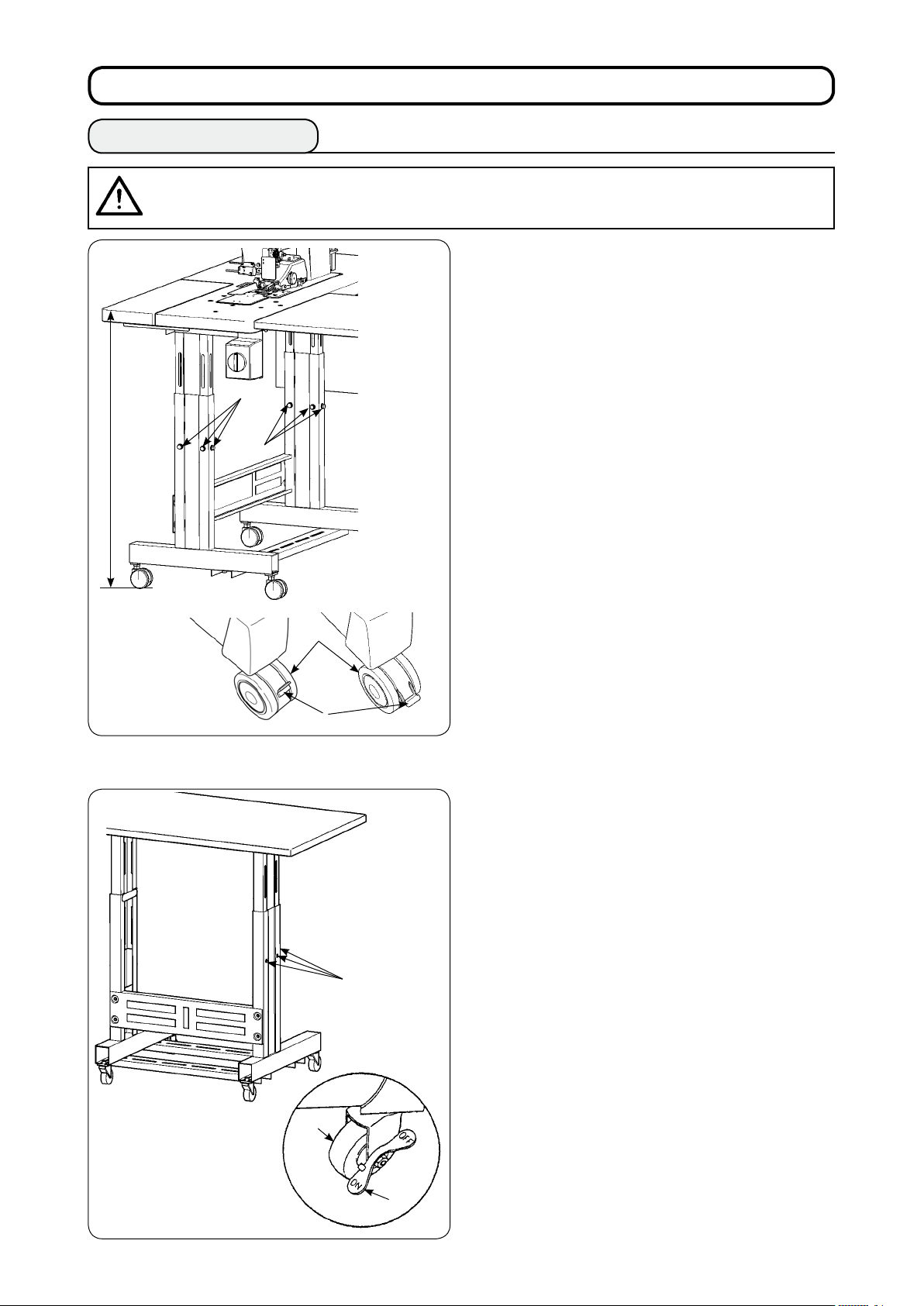
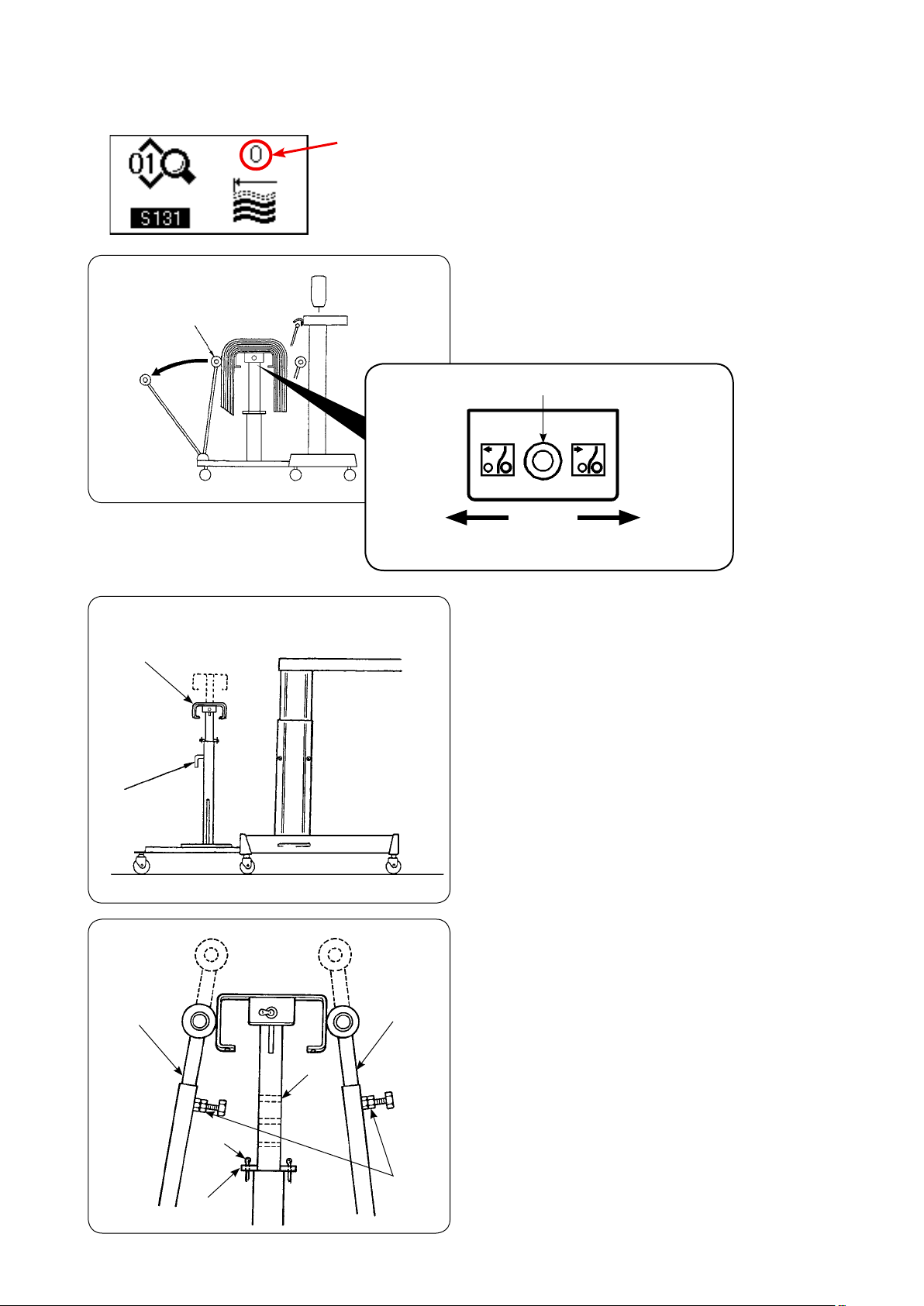
1. Masa yüksekliği
DİKKAT:
Masa yüksekliğini ayarlarken masayı tek işçi değil, masanın dört köşesinden tutan mutlaka
dört ya da daha fazla işçi kaldırmalıdır.
917 mm (Standart)
Masa yüksekliği 820 ile 020 mm arasında ayarlanabilir. Standart yükseklik 97 mm’dir.
) Masa tezgahını düz bir zemine yerleştirin.
2) Mobilya tekerlekleri 1, aşağı indirme kollarıyla
sabitlenir.
2
3
3
) Masa yüksekliğini ayarlamak için tezgahın sağ
ve sol bacaklarındaki altı adet cıvatayı 3 gevşetin.
[Ek masanın yüksekliği]
1
2
) Masa tezgahını düz bir zemine yerleştirin.
2) Mobilya tekerlekleri 1, kollar 2 ON (açık) yazılı
tarafa indirilerek sabitlenir.
) Masa yüksekliğini ayarlamak için tezgahın sağ
ve sol bacaklarındaki altı adet cıvatayı 3 gevşetin.
3
1
2
− 4 −
2. Ek masa
DİKKAT:
Yardımcı masayı monte ederken, ilgili parçalar masadan düşerek yaralanmalara sebep verebilir.
Bunu önlemek için, yardımcı masanın montajını mutlaka iki kişi birlikte yapın. Bu kişilerden
biri masaya destek vermelidir. Ek masayı dikiş makinesi masasına monte ederken ellerinizi,
parmaklarınızı vb. iki masanın arasına sıkıştırmamaya dikkat edin.
Ek masa yüksekliğini dikiş makinesi masasının yüksekliğine getirin.
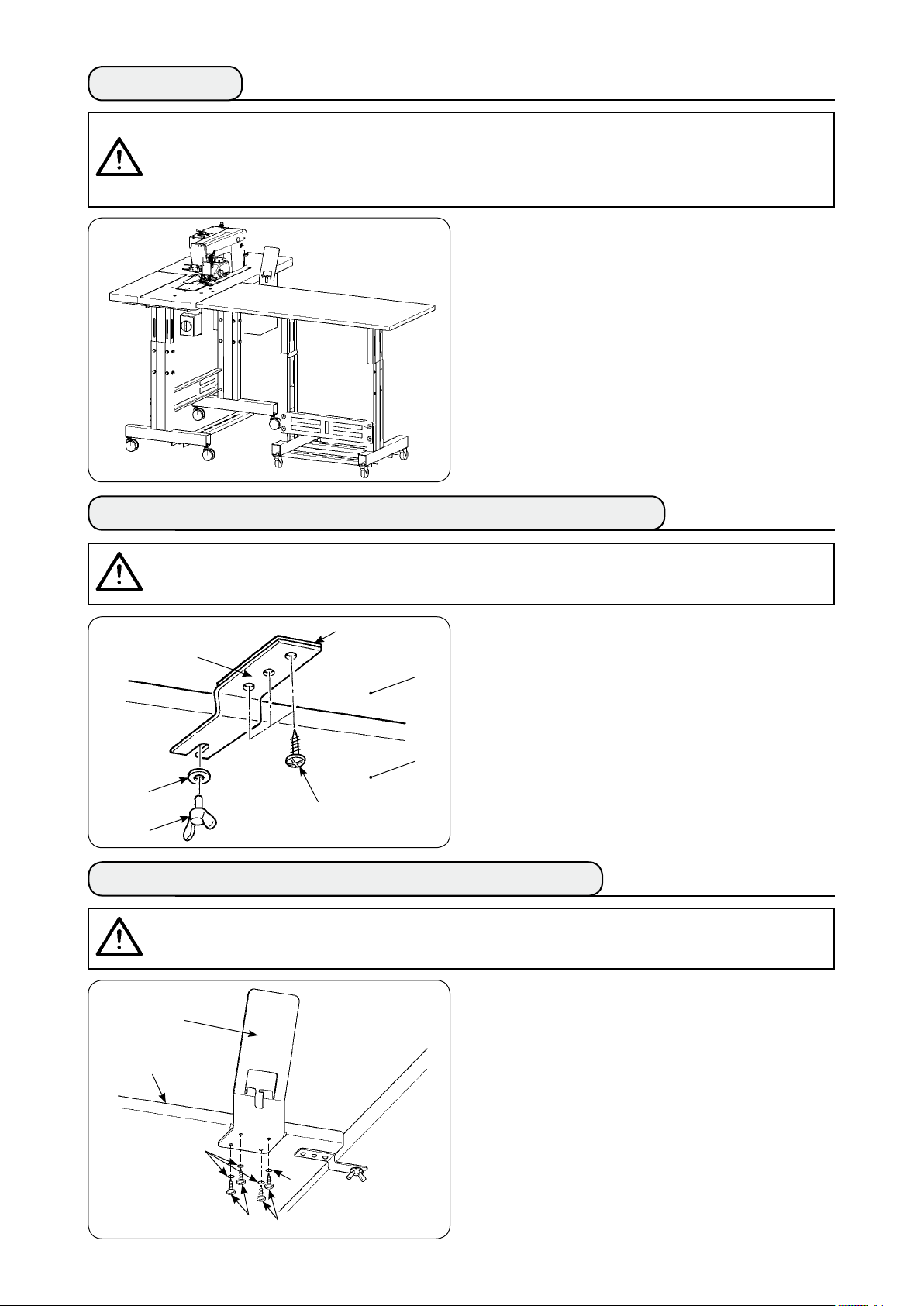
3. Dikiş makinesi masasının ve ek masanın montajı
DİKKAT:
Aletleri kullanırken, yaralanmaya sebep olabileceği için parçaların düşmesini önleyecek
tedbirler alın. Ayrıca aletin sizi yaralamamasına dikkat edin.
1
4
3
7
6
2
5
Pulu 1 ve ek masa bağlantı braketini 4, üç adet ahşap vidasıyla 2 ek masaya 3 tespit edin. Ardından,
silindirik başlı ayar vidası 5 ve pul 6 kullanarak
bağlantı braketini masaya 7 monte edin.
4. Çalışma paneli montaj plakasının takılması
DİKKAT:
Aletleri kullanırken, yaralanmaya sebep olabileceği için parçaların düşmesini önleyecek
tedbirler alın. Ayrıca aletin sizi yaralamamasına dikkat edin.
1
2
Dört adet ahşap vida 3 ve dört pul 4 kullanarak panel montaj plakasını 1 ek masaya 2 takın.
4
3
4
3
− 5 −
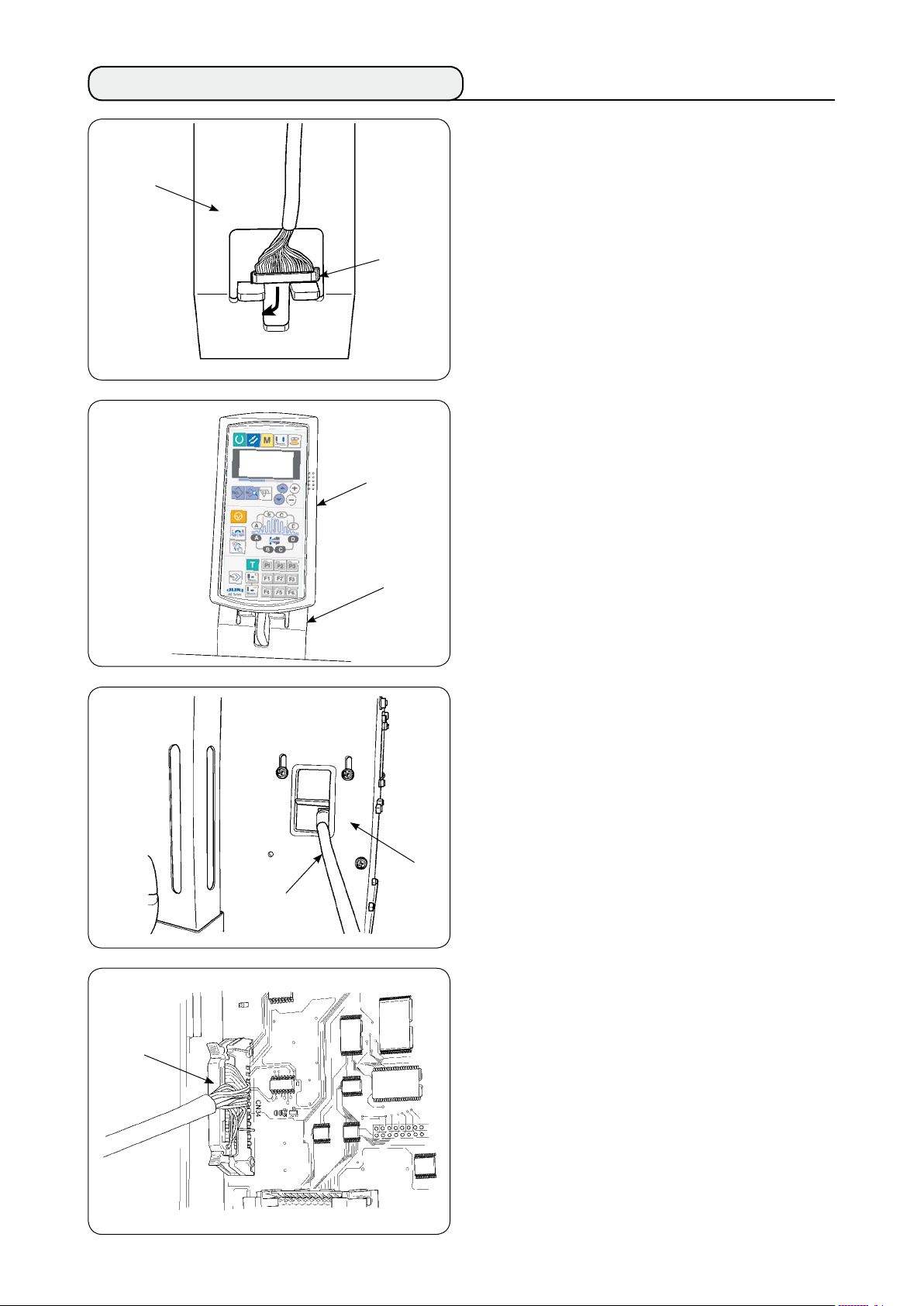
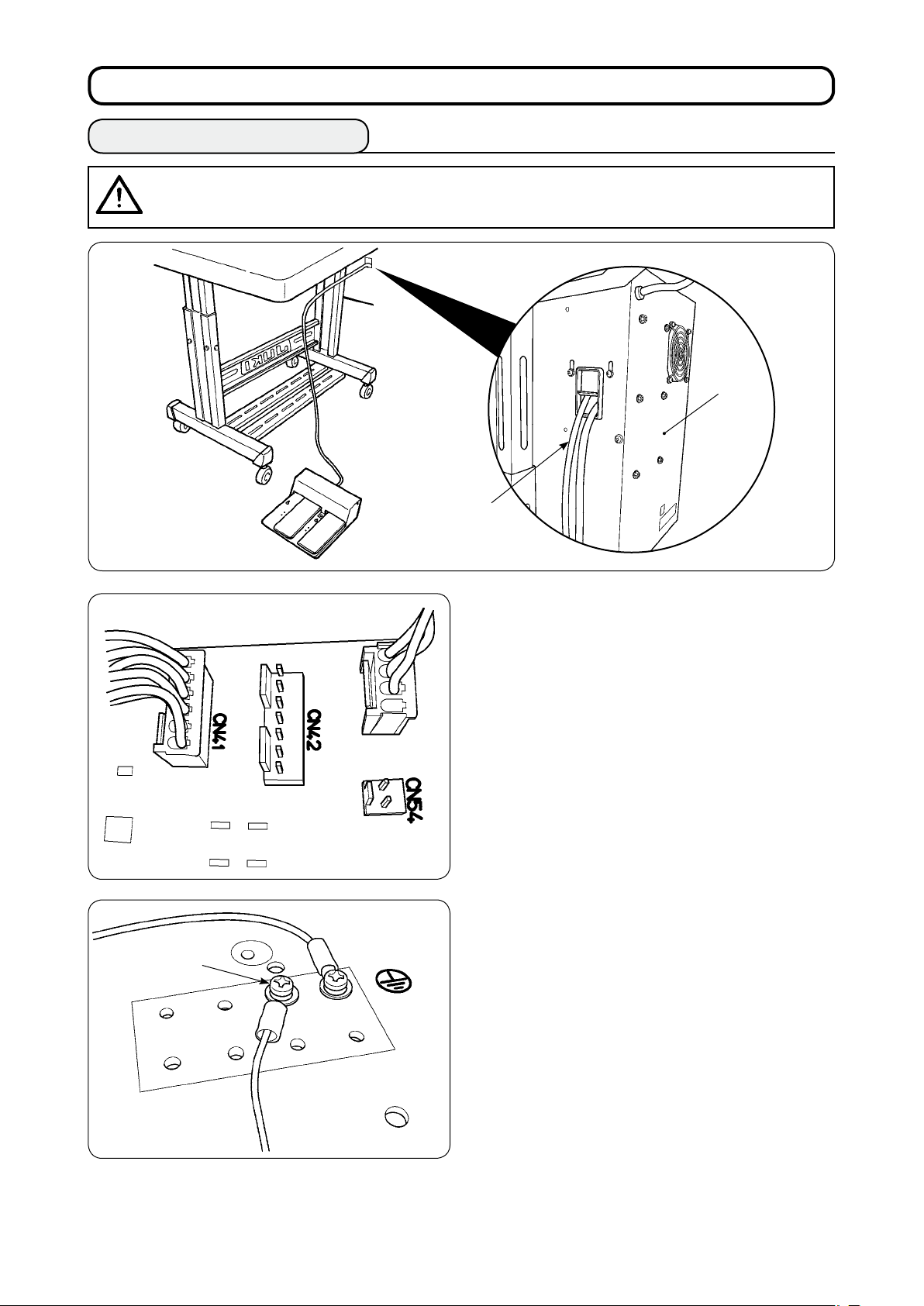
5. Çalışma panelinin bağlanması
2
1
3
Çalışma paneli kablo şini 1, çalışma paneli montaj
plakasındaki 2 delikten geçirin.
Çalışma panelini 3, çalışma paneli montaj plakasının 2 üzerine yerleştirin.
1
2
4
Çalışma paneli kablo şini 1, kumanda kutusundaki
kablo deliğinden geçirin.
4
Kumanda kutusunun kapağını açın. Çalışma paneli
kablo şini 1 ana PCB (baskılı devre kartı) konektörü CN4’e takın.
1
− 6 −
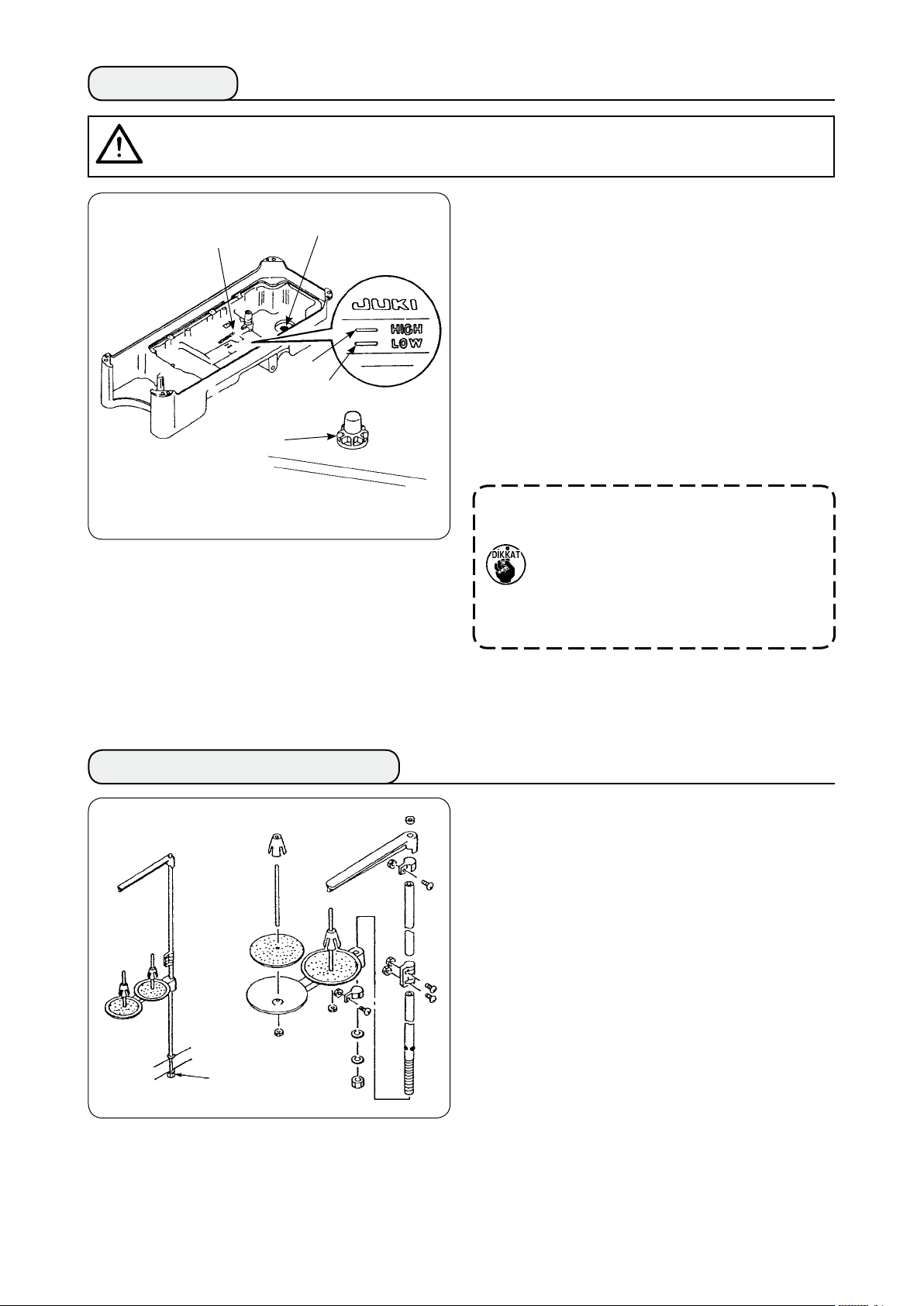
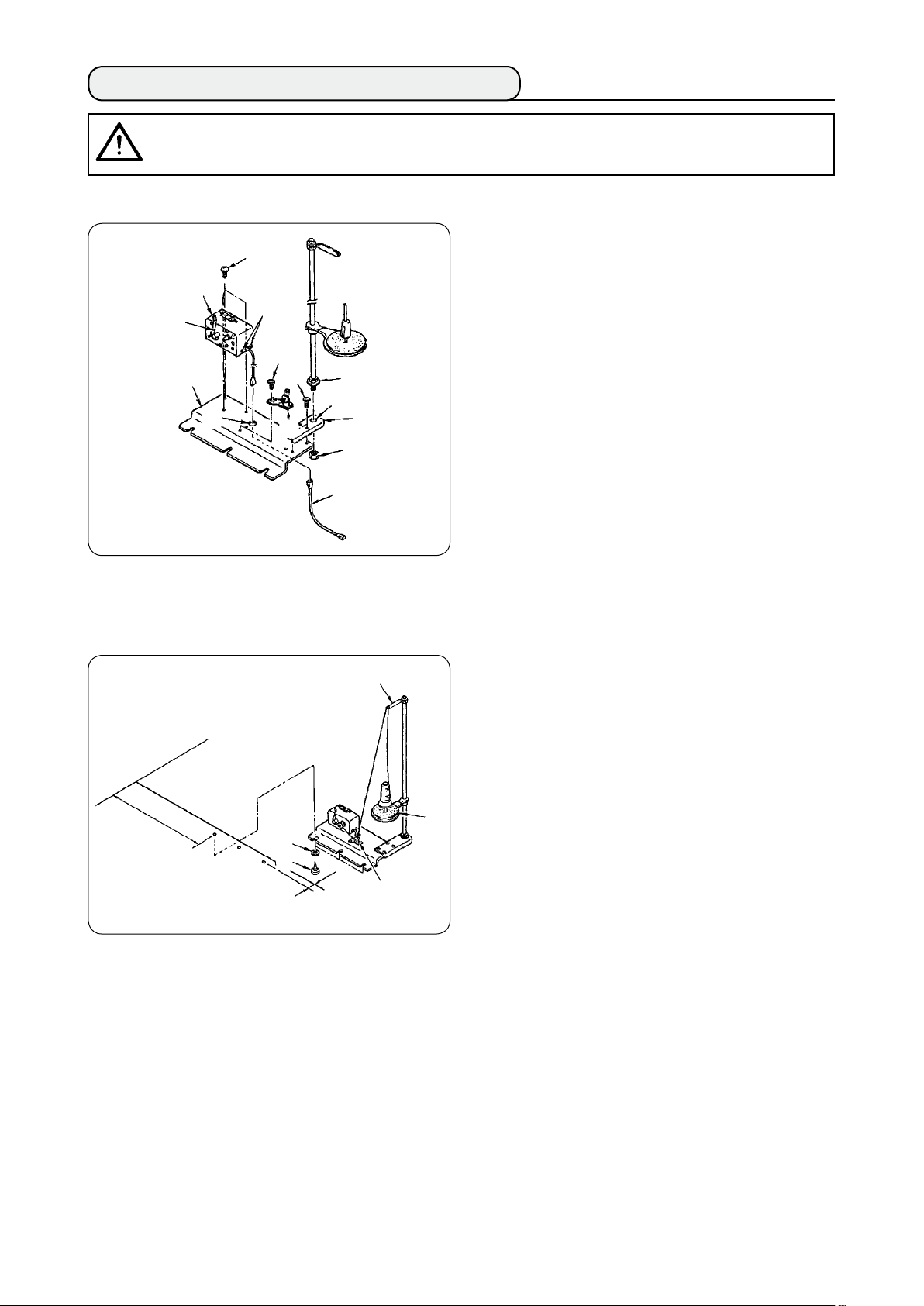
6. Yağlama
2
Dikiş makinesini çalıştırmadan önce.
1
A
B
3
) Üniteyle birlikte temin edilen mıknatısı 1 atık
yağ vidası kısmına yerleştirin.
2) Yağ karterini 2 HIGH işaretine A kadar JUKI
New Defrix Oil No. ile doldurun.
) Yağ seviyesi LOW işaretinin B altına düştüğü
zaman, yağ karterini belirtilen bu yağ ile tekrar
doldurun.
4) Yağ koyduktan sonra dikiş makinesini çalıştırır-
ken, yağlama eğer normal ise yağ kontrol camına 2 çarpan yağı görürsünüz.
5) Cama çarpan yağ miktarının, yağ karterindeki
yağ miktarını temsil etmediğini unutmayın.
1. Yeni kurulmuş ya da uzun süre kullanılmamış bir makineyi çalıştırırken,
çalışma paneline takılmış olan masura
sarım anahtarını kullanarak, dikiş makinesini yaklaşık 10 dakika alıştırma
amaçlı olarak mutlaka çalıştırın.
2. Mutlaka orijinal JUKI yağı kullanın.
Başka yağ kullanılırsa sorun çıkabilir.
DİKKAT:
Dikiş makinesini yatırırken ya da tekrar kaldırırken, parmaklarınızı ya da başka bir yerinizi
sıkıştırmamaya dikkat edin.
7. İplik çardağının montajı
1
) İplik çardağını monte edin. Ardından, monte
edilmiş iplik çardağını masadaki deliğe yerleştirin.
2) İplik çardağı sallanmayana kadar kilit somunu
sıkın.
1
− 7 −
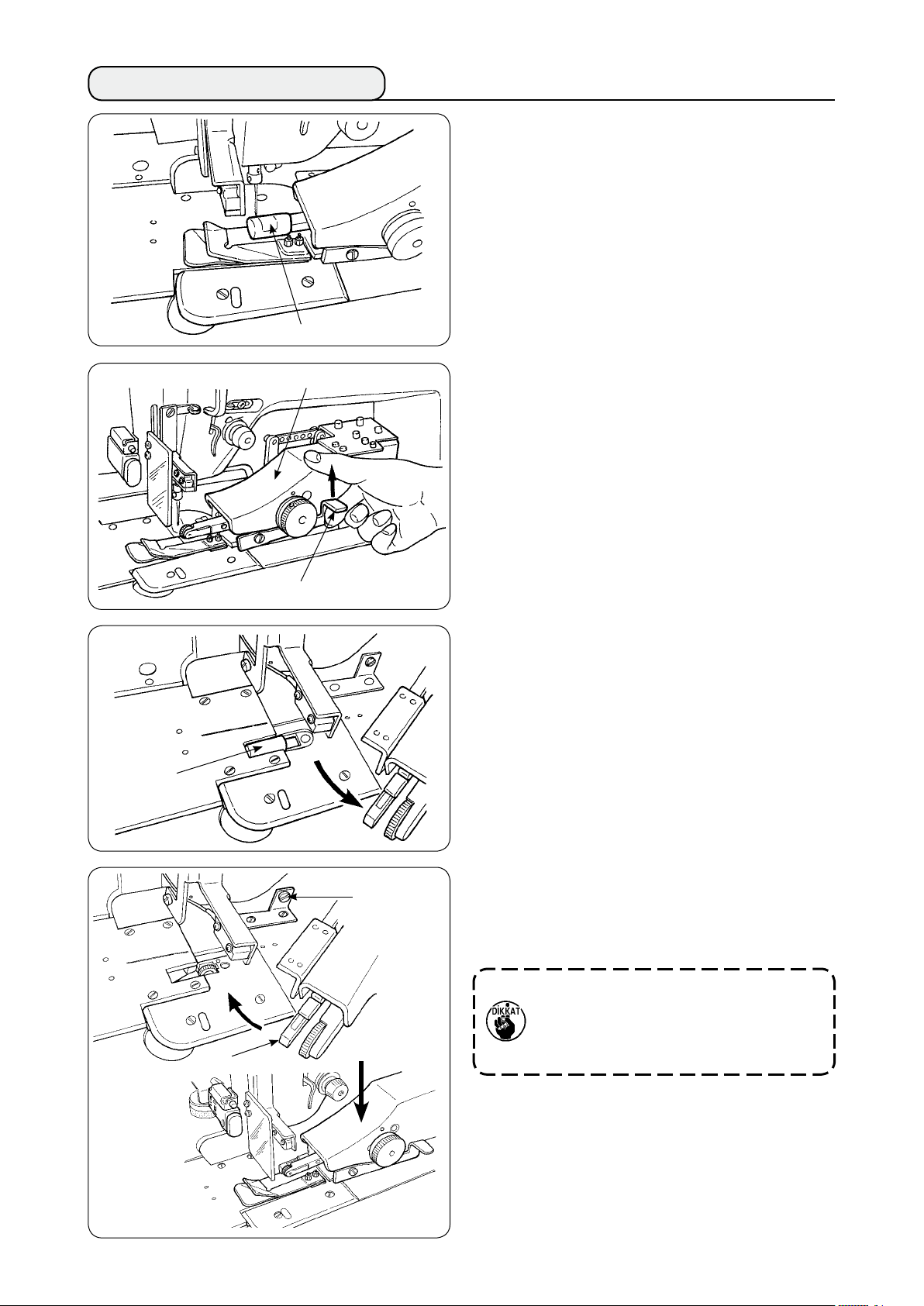
8. Kapakların çıkarılması
1
) Üst manipülatör makara kapağı 1 çıkarın.
3
2
4
2) Parmağınızı kolun 2 üzerine koyun, üst mani-
pülatörü 4 serbest bırakmak için kolu kaldırın.
) Alt manipülatör makara kapağını 3 çıkarmak
için üst manipülatörü çevirin. Üst ve alt manipülatör makara kapaklarını çıkardıktan sonra, üst
manipülatörü 4 yerine geri koyun.
7
5
6
4) Üst manipülatörü 4 döndürerek eski konumuna
getirmek için, üst manipülatörü 4 durdurucu vidaya 5 temas edene kadar döndürün, ardından
üst manipülatörü 4 aşağı doğru 6 bastırın.
Üst manipülatörü döndürürken aşağı
doğru 6 bastırırsanız, sensörün 7 alt
kısmı makinenin masasıyla ve yatak üst
plakasıyla temas ederek arızaya yol açabilir.
− 8 −
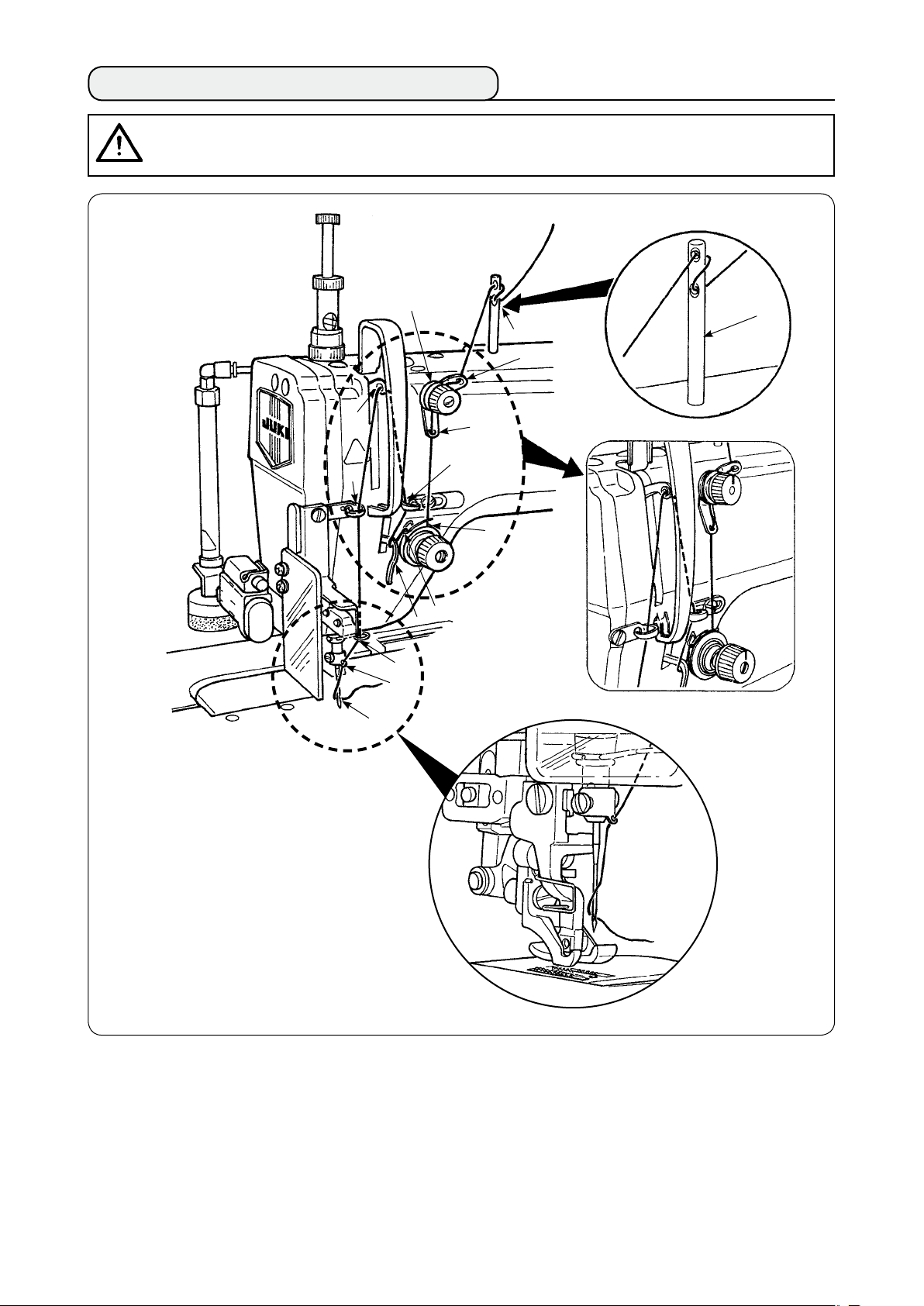
9. Makine kafasına iplik geçirilmesi
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
9
!0
3
1
2
4
8
5
A
6
7
!1
!2
!3
Makine kafasına şekilde gösterildiği gibi iplik geçirin.
İplik takmadan önce, iplik kılavuzu pimini A makine kolu üst yüzeyindeki deliğe sürün.
− 9 −
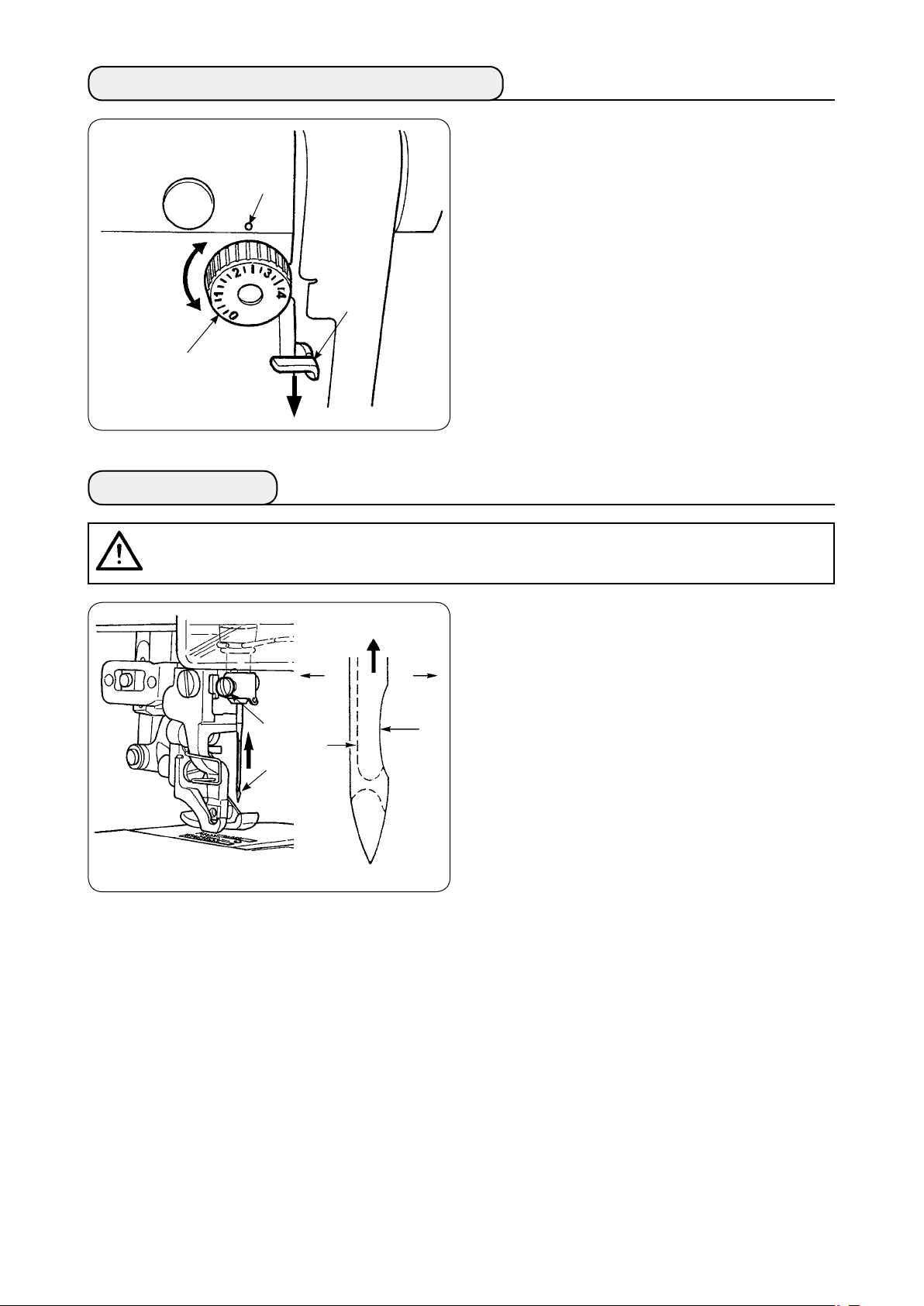
10. İlmek uzunluğunun ayarlanması
A
Alttan besleme uzunluğu
) İlmek kadranını 1, istediğiniz rakam ile makine
kolundaki işaret noktası A aynı hizaya gelene
kadar ok yönünde çevirin.
2) Rakamlar milimetre (mm) cinsinden verilmiştir.
) Besleme uzunluğu değerini küçültmek için, bes-
leme kolunu 2 ok yönünde bastırırken ilmek
kadranını 1 çevirin.
1
11. İğne takma
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
2
1
C
D
2
B
A
Üst besleme uzunluğu
Üst besleme uzunluğunun nasıl ayarlanacağı konusu
için, sayfa 64'te
ma potansiyometresinin düzeltilmesi"
bakınız.
* Motora giden gücü kapatın.
DBx iğne kullanın (DP tipi dikiş makinelerinde DPx
kullanın).
) İğne milini en yüksek konuma getirmek için kas-
nağı çevirin.
2) İğne kelepçesi vidasını 2 gevşetin. İğneyi 1,
çentik A tam sağa B bakacak şekilde tutun.
) İğneyi iğne milindeki deliğe ok yönünde ve so-
nuna kadar itin.
4) İğne kelepçesi vidasını 2 iyice sıkın.
5) İğnedeki yivin C tam sola D baktığını kontrol
edin.
"^-18. Alt besleme miktarını oku-
bölümüne
− 0 −
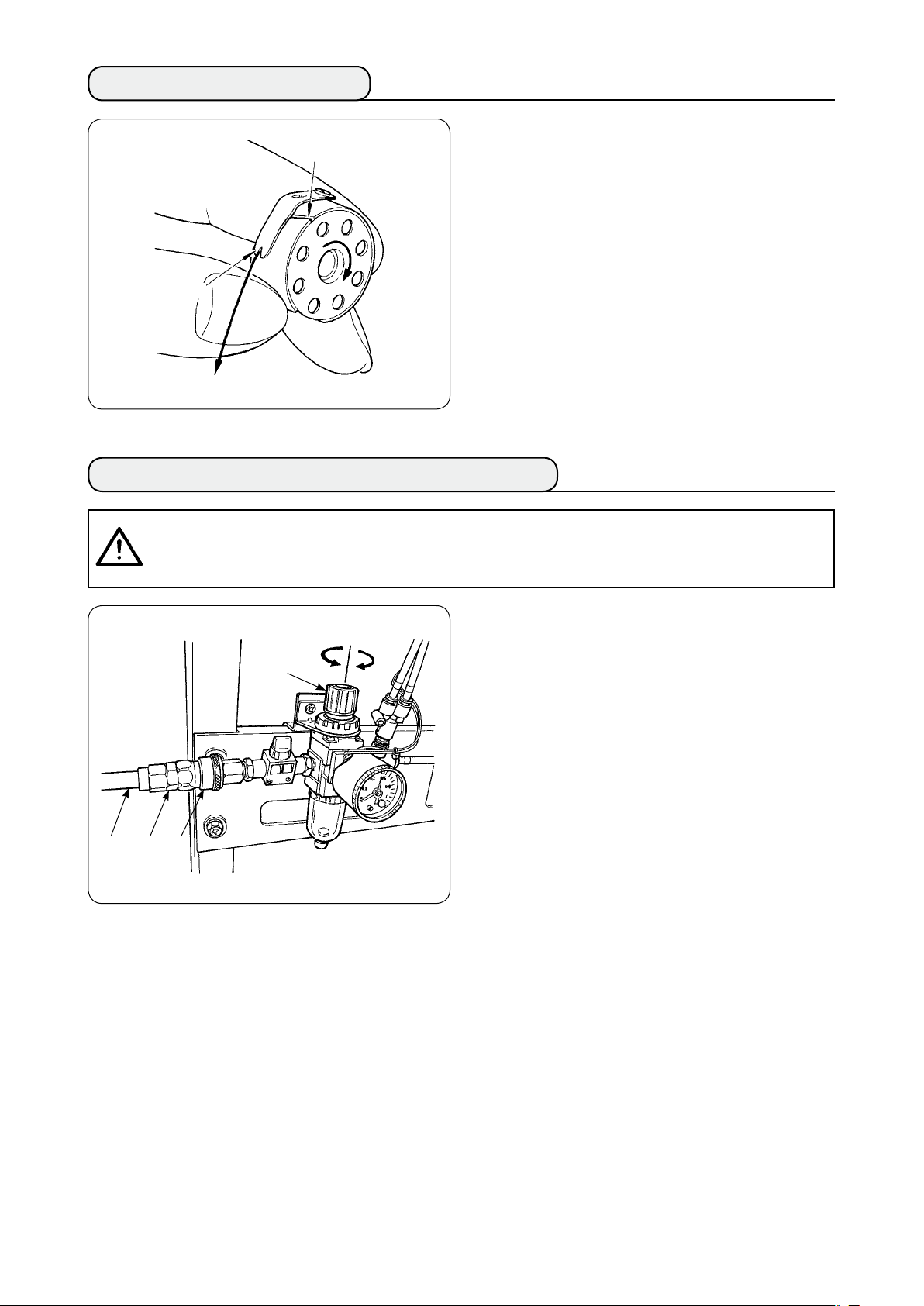
12. Masuranın takılması
) Masurayı, masuradaki iplik saat yönünde döne-
1
2
3
cek şekilde tutarak mekiğe yerleştirin.
2) İpliği mekikteki yarıktan 1 geçirin. İpliği iplik ge-
çiş yerine 2 doğru çekince, gergi yayının altındaki iplik geçiş yerinden iplik 2 çıkar.
) Masuradaki ipliği 3 çekerken, masuranın ok yö-
nünde döndüğünü kontrol edin.
13. Hava kaynağının bağlanması ve ayarı
1
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
makinenin gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını
kontrol edin.
2
3
) Hava hortumunu 1, üniteyle birlikte temin edi-
len tek dokunuş kolaylığı bağlantısına 2 takın.
2) Tek dokunuş kolaylığı bağlantısını 2, tıklama
sesi duyulana kadar bağlantıya 3 doğru itin.
) Hava basıncını 0,5 MPa (5kgf/cm2) olarak ayar-
layın.
Basınç yeterli değilse topuzu 4 kaldırıp saat
yönünde (C yönünde) çevirin. Basınç çok yüksekse topuzu saat yönü tersine (D yönünde)
çevirin. Hava basıncı 0,5 MPa (5 kgf/cm2) olarak
ayarlandığı zaman topuzu 4 indirip sabitleyin.
4
D
C
− −
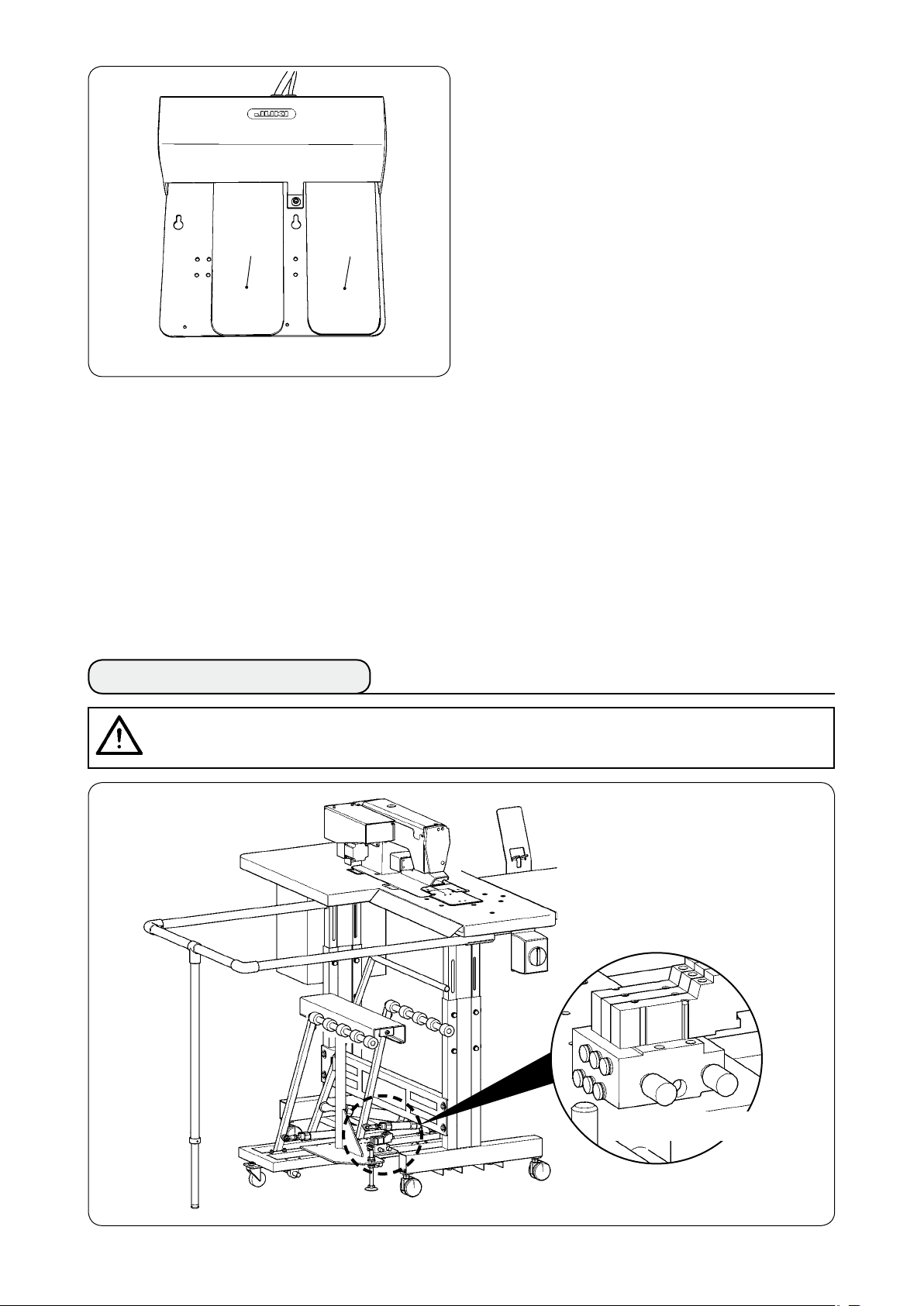
%
. İSTEĞE BAĞLI CİHAZLARIN MONTAJI
1. Çift pedallı ünite için
DİKKAT:
Elektrikli parçaları hasara karşı korumak için, çift pedallı üniteyi monte etmeden önce dikiş
makinesinin gücünü mutlaka kapatın.
1
2
) Çift pedallı ünite kablosunu 2, kumanda kutu-
sundaki 1 kablo deliğinden geçirin.
3
2) Çift pedallı üniteyi, elektrik kutusundaki ana
PCB (baskılı devre kartı) üzerindeki CN4’e takın. Topraklama kablosunu, topraklama kablosu
tespit vidasını 3 kullanarak elektrik kutusunun
altına tespit edin.
− 2 −
1 2
Sol pedal, 2 adımlı pedal (manuel çalışma,
1
durdurma)
) Malzemeyi, manuel çalıştırma modundayken
makineye yerleştirin. El kumandalı düğmedeki
LED yanıp söner. Pedalın ilk adımına bastığınızda, dikiş makinesinin baskı ayağı aşağı iner.
Pedalın ikinci adımına bastığınızda, dikiş makinesinin baskı ayağı en alt konumda kalırken
dikiş makinesi çalışmaya başlar.
Dikiş makinesinin baskı ayağı en alt konumday-
ken pedalın ilk adımına bastığınızda, dikiş makinesi baskı ayağı yukarı çıkar.
2) Dikiş sırasında pedala basarsanız makine durur.
Pedala tekrar basarsanız makine yeniden dikmeye başlar.
Sağ pedal (yüksek ve düşük hız arasında
2
geçiş)
) Dikiş sırasında pedala basarsanız, ilmek hızı
yüksek iken düşük hız olarak değişir.
2) Makine dururken pedala basarsanız, iplik kesici-
si çalışarak ipliği keser ve dikiş makinesi durur.
2. İstieyicinin montajı
DİKKAT:
Elektrikli parçaları hasara karşı korumak için, çift pedallı üniteyi monte etmeden önce dikiş
makinesinin gücünü mutlaka kapatın.
İstieyici solenoid val
− −
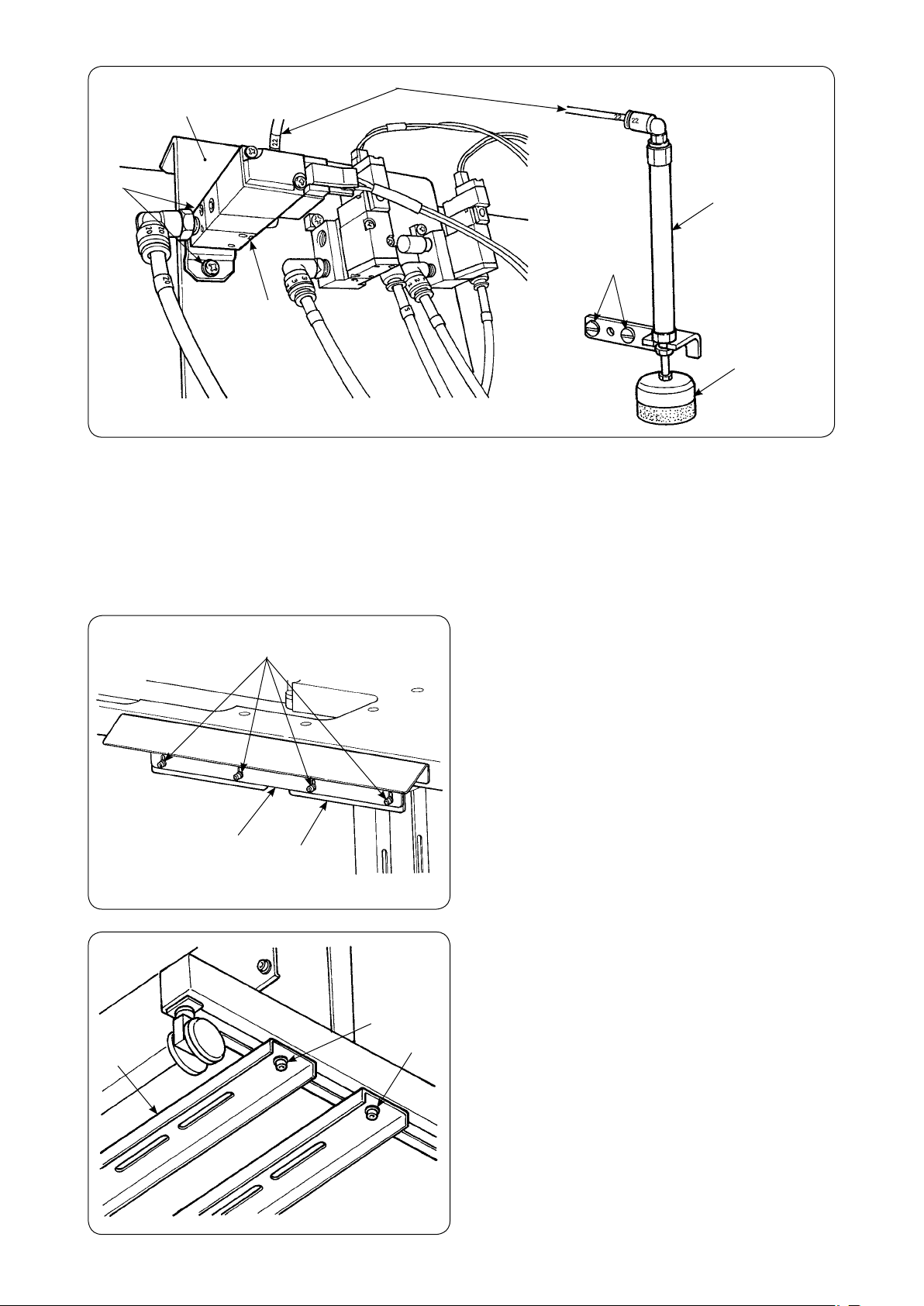
3
7
2
5
1
4
6
) Tespit vidalarını 2 kullanarak solenoid valf grubunu 1 solenoid valf montaj plakasına 3 takın.
2) Malzeme baskı ayağı silindir grubunu 4, tespit vidalarını 5 kullanarak makine kafası tarafına yerleştirin.
Silindirin malzemeyi haf tutmasını sağlamak için, silindirin üst ucunu 6 uzatın.
) Solenoid valn Ф4 hava borusunu 7 masadaki delikten geçirip silindire 4 bağlayın.
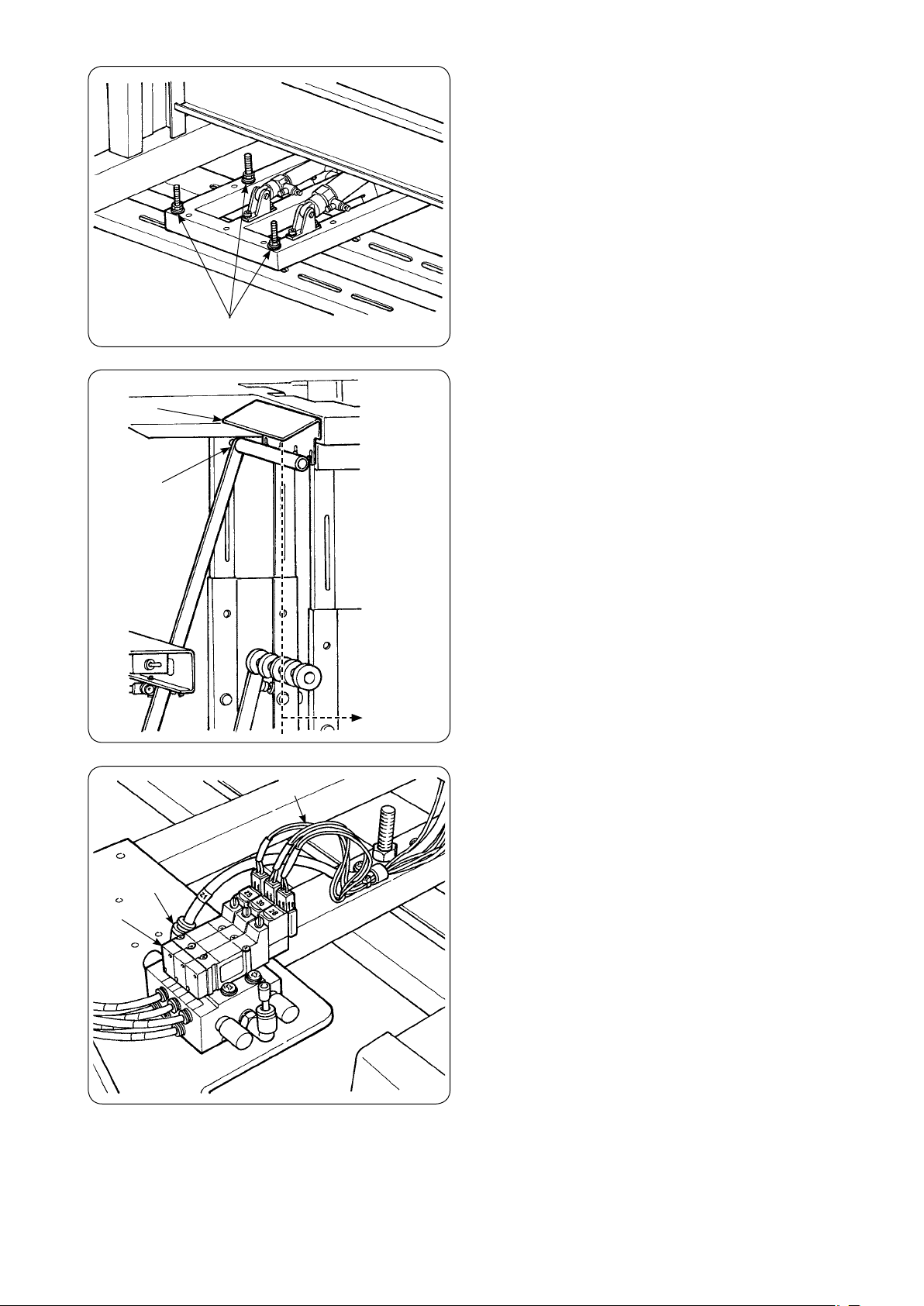
4) Vidaları 9 kullanarak masa braketini !0 taşıyıcı
9
plakaya 8 takın.
!1
8
!0
!2!3
5) !2 ve !3 vida somunlarını kullanarak taşıyıcı alt
dikmeyi !1 masa tezgahına geçici olarak yerleştirin. Ardından !4 ve !5 vida somunlarını gevşetin.
!4!5
− 4 −
8
!9
!6!7!8
6) İstieyici ana gövdesini, vida pulu ve somunları !6, !7, !8 kullanarak taşıyıcı alt dikmenin !1
üzerine tespit edin.
7) İstieyicinin ana gövdesini, giysi tokatlayıcısı
taşıyıcı plakanın 8 içinde kalacak şekilde
!9
hareket ettirin. Ardından, 5. adımda geçici olarak
tespit edilmiş olan !2 - !5’i iyice sıkın.
@0
@1
@2
İçeri yerleştirin
8) Hava tabancasının hava borusunu dallara ayırın. Hava borusunu, istieyici solenoid valnden
gelen Ф6 hava bağlantısına @1 bağlayın.
@0
(Hava borusu şemasına bakın.)
− 5 −
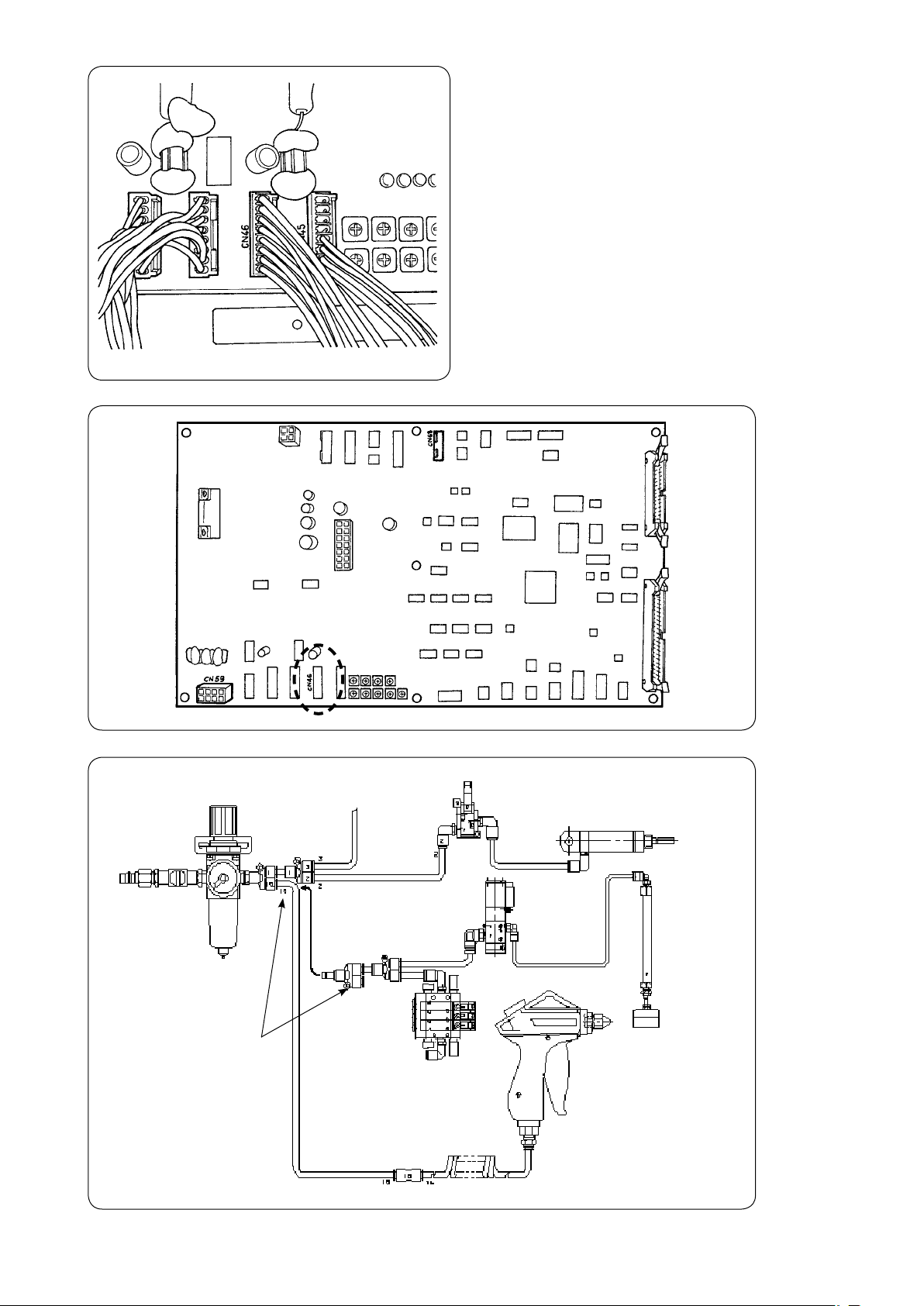
9) İstieyici solenoid valnin @2 kablosunu, kumanda kutusunun içine takılmış olan CN46’ya bağlayın.
PCB
(baskılı
devre
kartı)
Hava borusu şeması
18'e bağlayın
Baskı ayağı kaldırıcı solenoid valf
Baskı ayağını kaldırma kolu
İş parçası
tutucu
solenoid val
İstieyici solenoid val
KUTU
tarafı
İş parçası
tutucu
Boruyu çıkarıp Y
bağlantısını takın
Hava tabancası
− 6 −
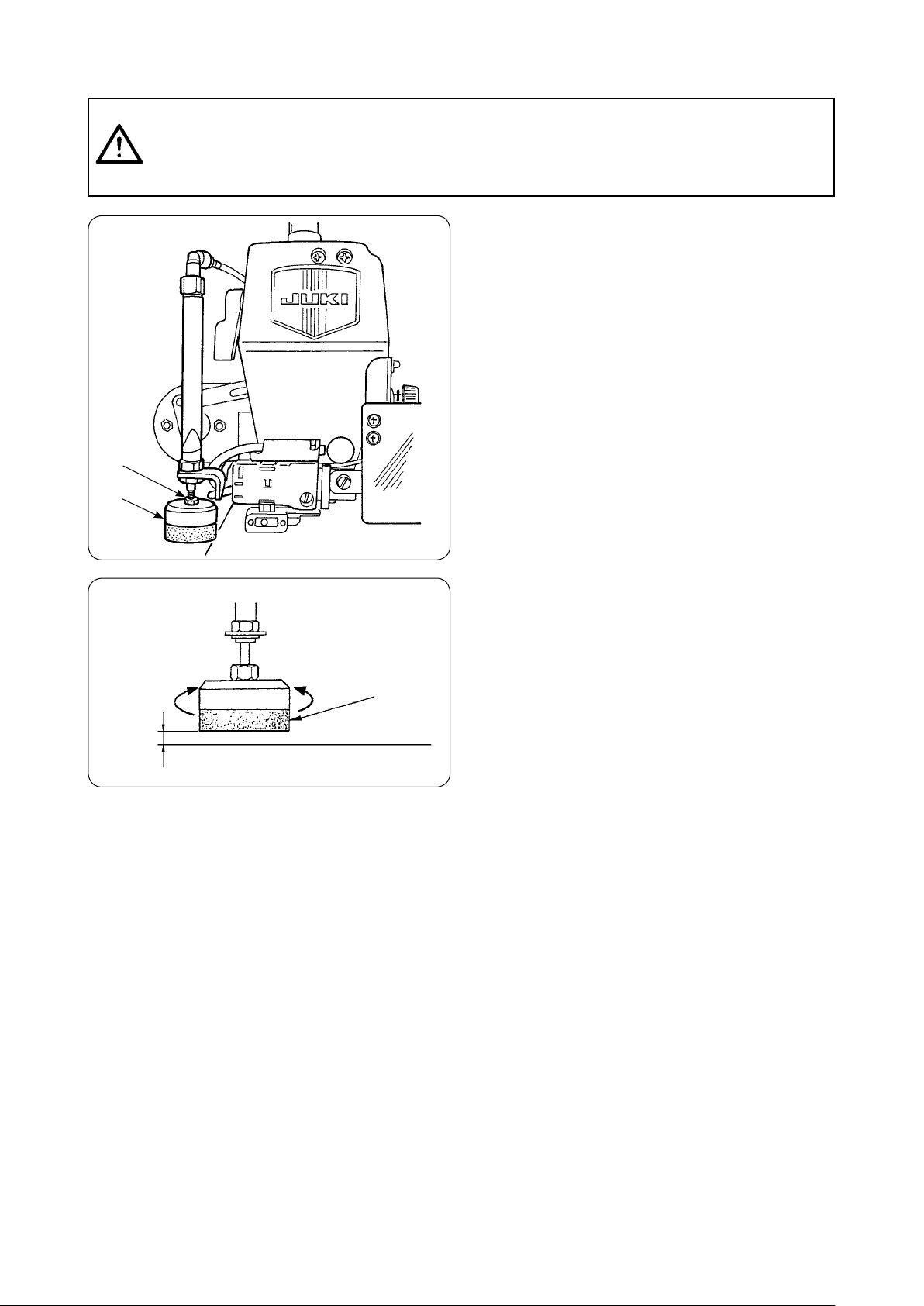
İş parçası tutucusunun ayarlanması
・
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
makinenin gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını
kontrol edin. Ayrıca, parmaklarınızı aşağı inen istifleyici iş parçası tutucunun altına
kaptırmamaya dikkat edin.
2
1
) İş parçası tutucusunun 1 basıncını standart de-
ğere ayarlayın, bu sayede iş parçası tutucusu iki
kat malzemeyi hafçe tutar ve istieyici kumaş
tokatlama çubuğu hareket ettiği zaman malzemenin düzgün çıkmasını sağlar. (A boşluğu)
2) Basıncı ayarlamak için iş parçası tutucu kilit
somununu 2 gevşetin, basıncı azaltmak için iş
parçası tutucusunu saat yönü tersine, arttırmak
için saat yönünde çevirin.
Saat yönünde Saat yönünün tersine
B
A
) B süngeri sarf malzemesidir. Aşındığı zaman
yenisiyle değiştirin. (Parça numarası: 807260)
− 7 −
İstieyici emniyet çubuğunun takılması
・
DİKKAT:
Parçaların sıkıca monte edildiğini kontrol edin, parçaların yerinden çıkması halinde
yaralanmalar olabileceği için vidaları ve cıvataları iyice sıkın.
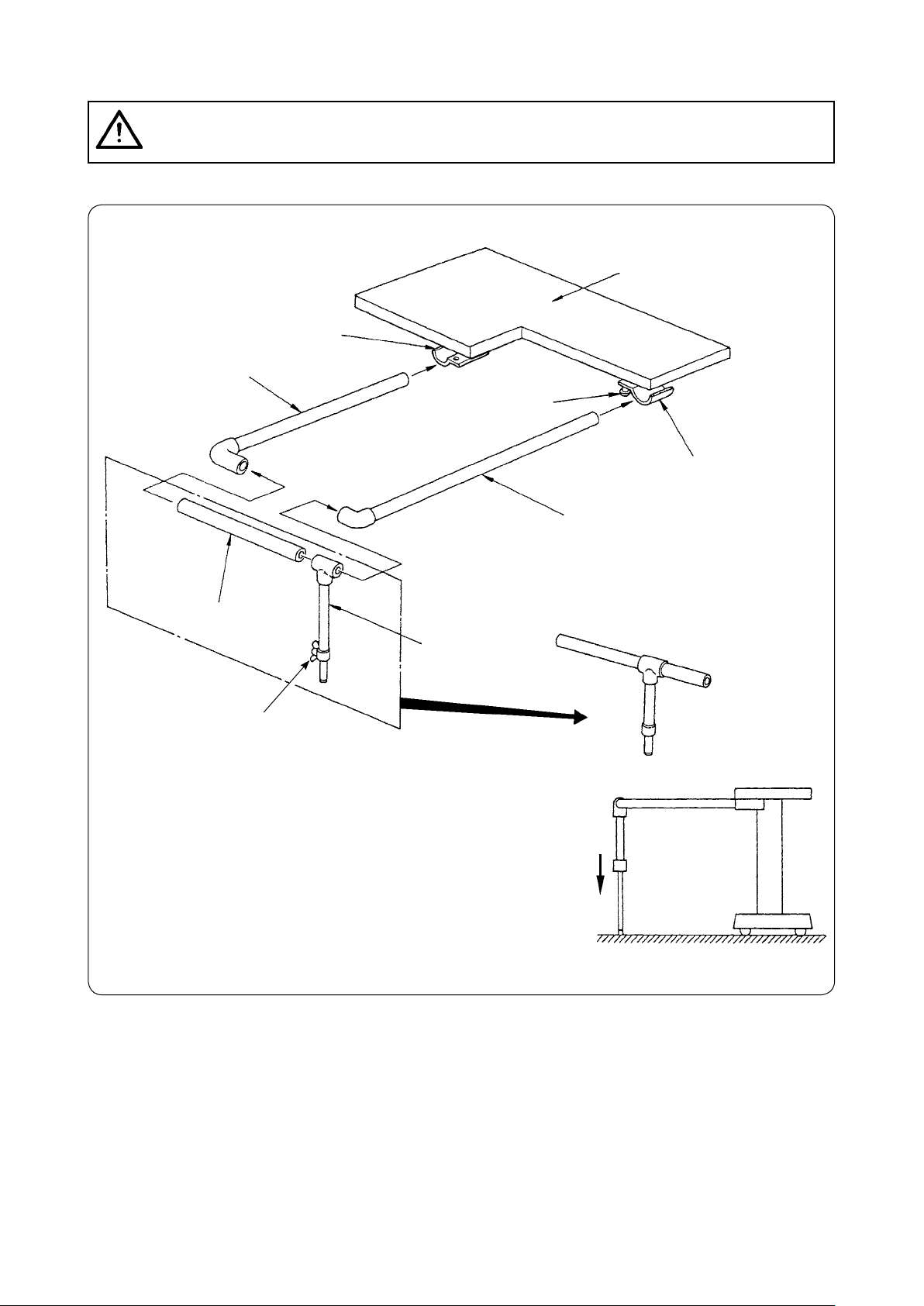
Emniyet çubuğunu dikiş makinesi masasına takın.
Emniyet çubuğu montaj plakası B
Emniyet çubuğu B
Dikiş makinesi masası
Montaj cıvatası
Emniyet çubuğu montaj plakası A
Emniyet çubuğu A
Emniyet çubuğu C
Emniyet çubuğu D
Kelebek başlı vida
) A ve B emniyet çubuğu montaj plakalarını, A ve B emniyet çubukları takılacak kadar gevşetin.
2) İlgili emniyet çubuklarını birleştirip A ve B montaj plakalarına takın, ardından
Montaj cıvatalarıyla tespit edin.
) D emniyet çubuğunu yere değecek kadar aşağı indirip kelebek vidayla tespit edin.
− 8 −
İstieyici zamanlamasının ayarlanması
・
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
makinenin gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını
kontrol edin.
(İş parçası arka tutucu)
ℓ
(İş parçası ön tutucu)
≒ ℓ’
ℓ ℓ’
Çalışma
parçasını
tutan
çubuk, ön
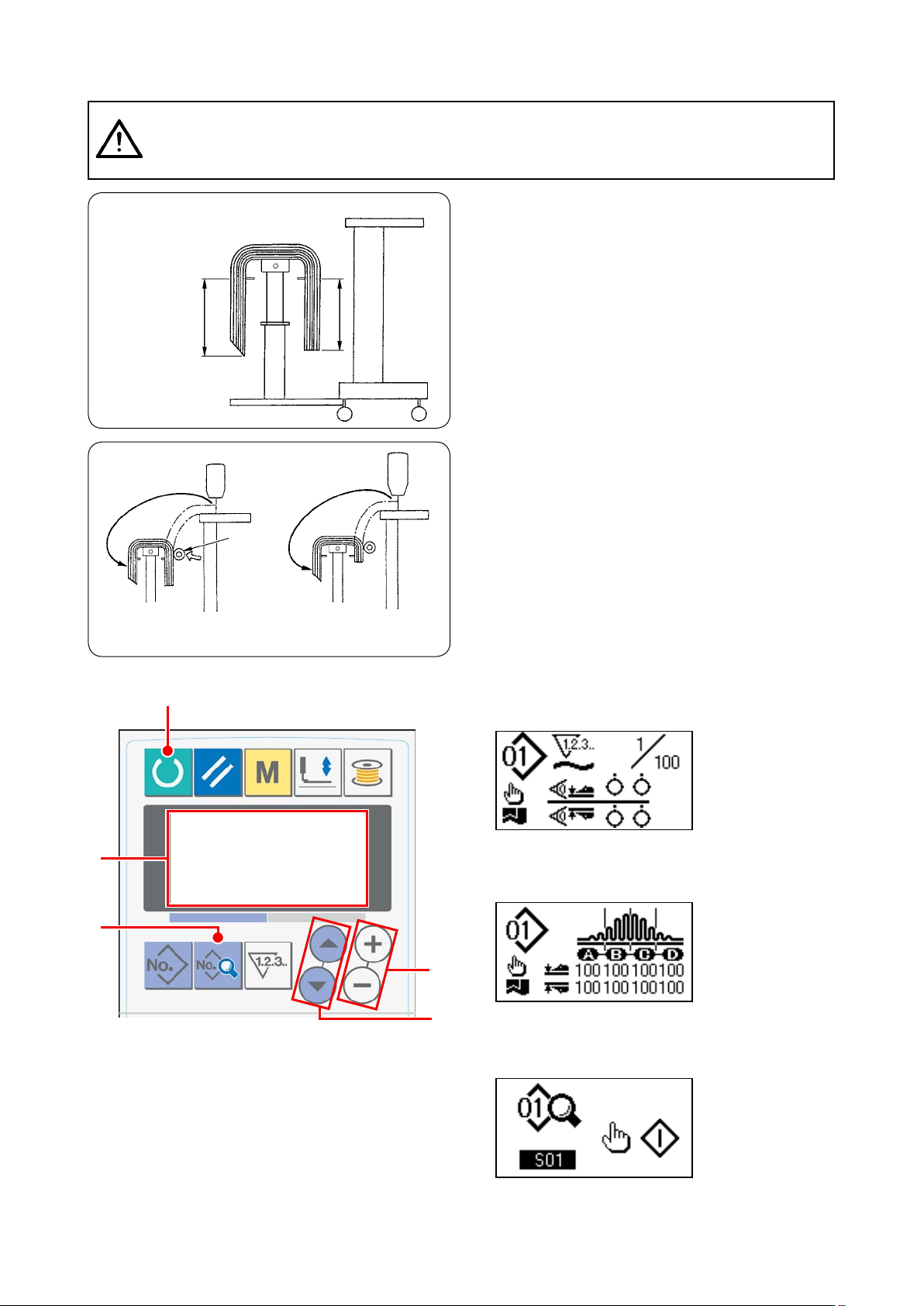
) İstifleyici zamanlamasını ayarlarken, kumaşın
toplandığı masada iş parçalarının uzunlamasına
simetrik olarak toplanmasını sağlayın ki iş parçaları dengeli olarak istiensin.
650 mm ya da daha kısa olan iş parçaları için,
dikiş makinesi dikişi bitirdiği anda iş parçası tutucu çubuğun önü harekete geçecek şekilde çalışma panelinin üzerindeki ilmek sayısını ayarlayın.
Uzunluk: 650mm Uzunluk: 500mm
2
1
3
Çalışma paneli ayar prosedürü
LCD 1 görünümünü dikiş hazır haline getirin.
1
LCD 1 görünümünü değiştirmek için HAZIR tuşu-
2
na 2 basın.
5
4
LCD’de 1 çalışma moduna geçmek için [S0]
3
VERİ tuşuna 3 basın.
− 9 −
Dikiş verilerine kaymak için, istieyici çalışma konumu seçilene kadar ÖĞE SEÇME tuşuna 4 basın. İş
4
parçası tutucu çubukta, malzeme uzunluğuna bağlı olarak ön tarafın çalıştırıldığı ilmek sayısını 6 belirlemek için VERİ DEĞİŞTİR tuşuna 5 basın.
6
Ayar prosedürü tamamlandıktan sonra, çalışma panelini hazır hale
getirmek için HAZIR tuşuna 2 basın, ardından makineyi çalıştırın.
2) İstiflenen iş parçalarını dışarı almak için hava
val düğmesini çevirin.
Çalışma parçasını tutan
çubuk, arka
İş parçalarını dışarı aldıktan sonra, hava valfi
düğmesini eski konumuna getirin.
Hava val düğmesi
4
3
Çalışma
parçasını
tutan çubuk,
arka
İş parçasını tutan çubuğu
serbest bırakmak için
) Kumaşın toplandığı masada istienen iş parçası
adedini arttırmak için masanın konumunu değiştirin.
1
çekip çıkarın, kolu 3 gevşetip kumaşın
toplandığı masayı 4 alçaltın.
2
yüksekliğe indirin. Masa kontrol pimini,
kumaşın toplandığı masa borusundaki deliğe
5 takın; çatal pimi 1 masa kilit pimine 2
takın ve kol ile 3 tespit edin.
3
cıvataları 6 gevşetin, bu çubukların çubuk
lastik kısımlarını kumaşın toplandığı masanın
4 ortasına hizalayın, iş parçasını tutan
çubukları cıvatalarla 6 tespit edin.
Çalışma
parçasını
tutan çubuk,
ön
İş parçasını tutan
çubuğu hazırlamak için
Çatal pimi 1 çıkarın, masa kontrol pimini 2
Kumaşın toplandığı masayı 4 istediğiniz
İş parçası ön ve arka katlama çubuklarındaki
2
5
1
6
− 20 −
3. Masura sarıcısının montajı ve ayarı
DİKKAT:
Vidaları daha büyük bir tornavida ve somun anahtarıyla iyice sıkın, aksi takdirde parçalar
çıkarak yaralanmalara yol açabilir.
(1) Masura sarıcısının montajı
8
2
A
1
B
A
8
4
8
5
C
7
6
3
) Masura sarıcısını 2, iki tespit vidası yardımıy-
la 8 masura sarıcı montaj plakasına 1 tespit
edin. Ayrıca masura sarıcısının 2 kablo demetini masura sarıcı montaj plakasındaki 1 B
deliğinden geçirip bunları masura sarıcı buatı
kablo demetine 7 bağlayın. 7’nin diğer ucunu
ana PCB (baskılı devre kartı) üzerinde CN6‘e
yerleştirin.
2) İplik çardağı montaj plakasını 3, dört tespit vidası yardımıyla 8 masura sarıcı montaj plakasına 1 tespit edin.
iplik çardağı grubunu 3’deki deliğe C monte
5
edip somun ile 6 tespit edin.
) Gerginlik düzenleyicisini 4, iki adet tespit vidası
yardımıyla 8 masura sarıcı montaj plakasına 1
tespit edin.
(2) Masura sarıcısının montajı ve iplik geçirilmesi
) 1 ve 2 tespit vidalarını kullanarak masura sarı-
550mm
A
B
2
1
C
30mm
cısını ek masaya monte edin ve soldaki şekilde
verilen boyutları koruyun.
2) İpliği makara tutucusuna B yerleştirin, iplik alıcı
kılavuz kolundan A geçirin, ardından gerginlik
düzenleyicisinden C geçirin ve masuraya sarın.
) İplik alıcı kılavuz kolu A ve makara tutucuyu B
tespit edin. Makara tutucu B, kılavuz grubundan
A
ken ipliğin izlediği yola müdahale etmemelidir.
gerginlik düzenleyicisine C iplik yönlendirilir-
− 2 −
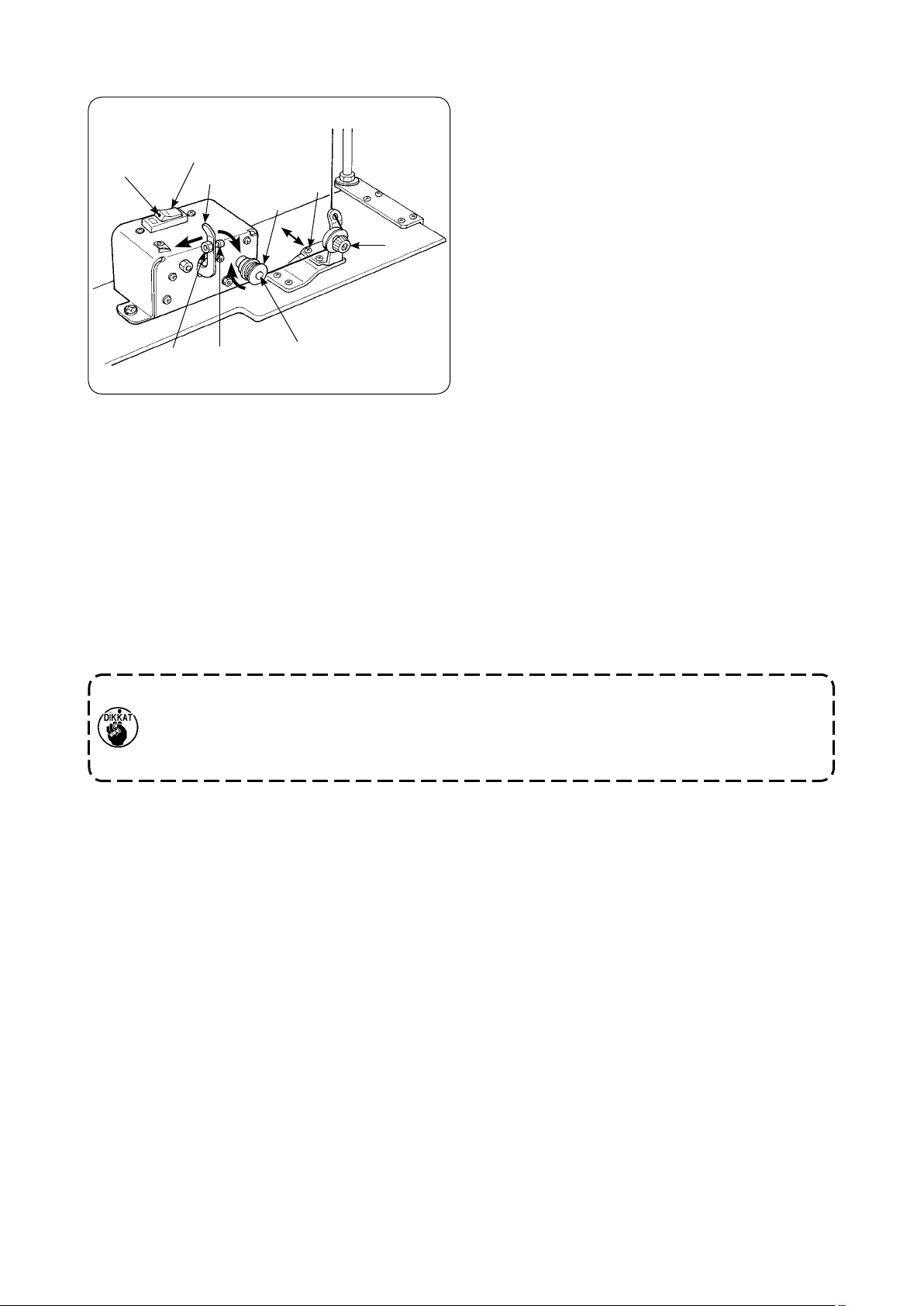
(3) Masuraya iplik sarma ve ayar
Beyaz
kabartma
işaret noktası
4
F
5
3
8
E
6
1
G
D
2
7
) Masurayı 1 masura sarıcı milinin 2 üzerine
yerleştirin.
2) İpliği masuranın üzerine ok D yönünde dört ya
da beş tur sarın.
) Masura sarıcısını durduran tırnak 3 masuraya
(ok E yönünde) bastırıldığı zaman masuranın
üzerine iplik sarılmaya başlar(şalter 5 AÇIK
konumda) (beyaz kabarma işaret noktası görülebilir) ve masuraya önceden belirlenen miktarda iplik sarıldığı zaman (masuranın dış çapının
%80 – 90’ı) otomatik olarak durur.
4) Masura sarıcıyı durduran tırnak topuzunun kilit
somununu 4 gevşetin ve masura sarıcıyı durduran tırnak topuzunun konumunu 8 değiştirerek masuraya sarılacak olan iplik miktarını
ayarlayın. (Topuz F yönünde hareket ettirilirse,
sarılacak olan iplik miktarı artar.)
(Tırnak ok yönünde F hareket ettirilirse, sarıla-
cak olan iplik miktarı artar.)
5) Masurayı sararken, topuz 7 yardımıyla gerginlik
düzenleyicinin uyguladığı iplik gerginliğini 0,4 N
ile 0,5 N arasında ayarlayın.
6) İpliğin masuranın ortasına sarılması için vidayı
gevşetin, gerginlik düzenleyicisini bir yönde
6
(sağa ya da sola) hareket ettirerek gerginlik
G
düzenleyicisinin konumunu ayarlayın.
1. Şalter 5 AÇIK konumdayken bile (beyaz kabartma işaret noktası gözle görülebilir) masura
sarıcı çalışmayabilir. Bu durumda şalter içten KAPALI konumdadır. Bu tür sorunları önlemek
için, masura sarıcısının şalteri KAPALI ve arkasından AÇIK konuma getirdikten sonra kullanmak gerekir.
2. Mutlaka orijinal JUKI masura ve mekik kullanın.
− 22 −
4.
Kopan ipliği saptama cihazının montajı ve çalışma panelinin hazırlanması
1
DİKKAT:
Vidaları daha büyük bir tornavida ve somun anahtarıyla iyice sıkın, aksi takdirde parçalar
çıkarak yaralanmalara yol açabilir.
) 2 numaralı gerginlik düzenleyici grubunun ger-
ginlik düzenleyici somununu 1 gevşetin. 1'den
'e kadar olan parçaları sökün.
5
2) 6 sensör plakası montaj plakasını 7 ve 8 vidalarıyla yerleştirin.
2
3
4
5
8
6
Kopan ipliği algılama plaka kablosu grubunun
halka krimp bağlantısını da vidayla 7 tespit
edin.
7
!0
9
) Kopan ipliği saptayan kılavuzu 9, soldaki şekil-
de gösterildiği gibi iplik germe yayının üzerine
koyun.
4) Kopan ipliği algılama plakası kablo grubunu !0
ve kopan ipliği algılama plakası kılavuz burcunu
kopan ipliği algılama plakası tespit vidasıyla
!1
geçici olarak tespit edin.
!2
!2
!1
− 2 −
0.5mm
5) ). adımda çıkarılmış olan 1'den 5'e kadar
olan parçaları yeniden monte edin.
6) Kopan ipliği algılama plakasını, algılama plakasını iplik alma yayına bastırma miktarının 0,5
mm ya da daha az olduğu konuma getirin. Ardından vidayı !2 sıkın.
!2
1
2
3
Çalışma paneli ayar prosedürü
LCD 1 görünümünü dikiş hazır haline getirin.
1
LCD 1 görünümünü değiştirmek için HAZIR tuşu-
2
na 2 basın.
5
LCD’de 1 [U0] manipülatörün çalışmasını iste-
3
4
mek için MOD tuşuna 3 basın.
LCD 1 üzerinde [U2] kopan ipliği algılama işleminin seçilmesini istemek için ÖĞE SEÇME tuşuna 4 ba-
4
sın. Ardından, VERİ DEĞİŞTİRME tuşunu 5 kullanarak cihaz uygulamasına geçin.
Ayar prosedürü tamamlandıktan sonra, çalışma panelini hazır hale getirmek için HAZIR tuşuna 2 basın,
ardından makineyi çalıştırın.
− 24 −
!3
7) Elektrik kutusunun ön kapağındaki kablo tutucu
plakanın tespit vidalarını !3 gevşetin. Kabloları
tutan plakayı yükseltin, kopan ipliği algılayan
plaka kablo grubu !0 demetini delikten geçirin.
Elektrik kutusu kapağını tespit eden dört vidayı
sökün. Kapağı açın.
!4
8) Kopan ipliği algılayan plakanın kablo gurubu !0
konektörünü, kumanda kutusunun içindeki ana
PCB'nin (baskılı devre kartı) üzerinde bulunan
CN60’a yerleştirin.
9) Elektrik kutusu kapağını tespit edin, kabloları
tutan plakayı alçaltın ve kapağı vidalarla tespit
edin.
PCB
(baskılı
devre
kartı)
!4
KUTU tarafı
− 25 −
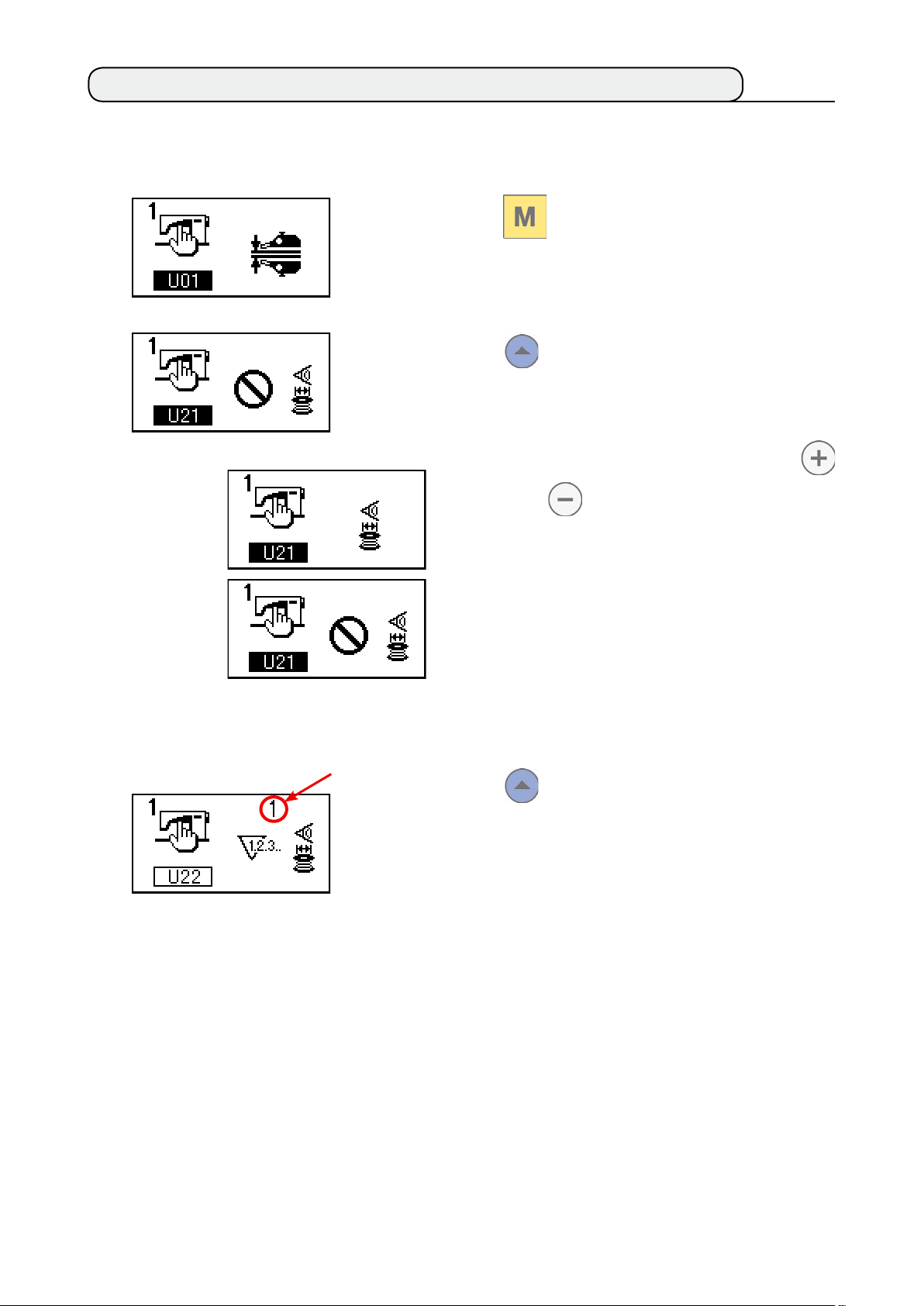
5. Masurada kalan iplik miktarını saptayan cihazın montajı
(1) Masurada kalan iplik miktarının algılanmasının düzenlenmesi
Operatör veri giriş ekranı
Masurada kalan
iplik miktarının
saptanması
arızalı
Masurada kalan
iplik miktarının
saptanması etkin
değil
) Ekranda operatör giriş ekranına geçmek için
tuşuna basın.
2) Veri öğesini U0’den U2’e değiştirmek için
tuşuna basın.
) Masurada kalan iplik miktarını algılamanın
ya da tuşuyla etkin hale gelip gelmeyece-
ğini belirleyin.
Masurada kalan iplik miktarını algılama sayısını
belirlerken görülen ekran.
Ayar değeri
4) Masurada kalan iplik miktarını algılama sayısını
belirleyin.
Veri öğesini U2’den U22’ye değiştirmek için
tuşuna basın.
(Eğer U2 veri öğesi etkisiz kılınmışsa, veri öğe-
si U22 olarak değiştirilemez.)
Bu bölümde belirlenen değer, dikiş makinesi panelinde iplik bitti uyarısının görüleceği masurada kalan
iplik miktarını saptama sayısını belirler (dikiş makinesinin bir sonraki dikişe geçmesini önlemek için)
Masurada iplik bitti uyarısı verildiği zaman masurada
hala iplik olduğunu düşünüyorsanız, yukarıda belirtilen sayıyı artırarak ayar yapın. Veri ayar aralığı 0 ile
9 arasındadır.
Masurada kalan iplik miktarını algılama sayısını 0
olarak belirlerseniz, masurada kalan iplik miktarını
algılama geçici olarak iptal edilmiştir.
Masurada kalan ipliği algılama çalışmıyorsa, önce
bu veri öğesi için belirlenen değeri kontrol edin.
− 26 −

(2) Sensör konumunu ayarlama prosedürü
Masurada kalan iplik miktarını algılayan cihazda iki adet sensör kullanılır. Bu sensörlerin konumu hatalı olursa cihaz düzgün çalışmaz.
2
1
4
1. Başlangıç konumu sensörü
3
5
1
Bu iki sensörden cihazın alt tarafında bulunanı başlangıç konumu sensörüdür 1.
Algılayan çubuk çağanozda saklandığı zaman sensör ışığının söndüğünü, tekrar döndüğü zaman yandığını
kontrol edin.
2. Algılayan sensör
2
Cihazın üst tarafındaki algılayan sensör 2, masurada kalan iplik miktarını algılar. Sensörün montaj konumu
aşağı ya da yukarı kaydırılarak kalan iplik uzunluğu değiştirilebilir.
Masurada kullanılacak ipin tipine ve proses için belirlenen dikiş uzunluğuna göre sensör konumunu mutlaka
ayarlayın.
) Dikişte kullanılacak olan ipi masuranın üzerine eşit dağılacak şekilde sarın.
İpliğin sarım uzunluğu aşağıda kabaca tanımlanmıştır.
Örnek) Dikiş uzunluğu 0,5 m ise:
0,5 m × 5 + 1,5 m = 4m
(Her algılamada
iplik uzunluğu)
(Algılama sayısı) (Algılama sırasında masurada
kalan iplik uzunluğu)
2) Masurayı mekiğe takın (özel). Mekiği çağanoza koyun.
) Algılayan iki sensörün tespit vidalarını 3 biraz gevşetin.
4) Algılama sensörünü 2 en yüksek konumundan itibaren azar azar aşağı indirme için, solenoid kolunu 4
bir elinizle aşağı bastırırken eksantrik pimi 5 çevirin.
5) Sensörü 2, ilgili monitör lambası yanana kadar aşağı indirin.
6) Solenoid kolunu aşağı yukarı dikkatli hareket ettirerek, algılayıcı sensör 2 monitör lambasının yanıp
söndüğünü kontrol edin.
7) Monitör lambasının yandığı konum ve söndüğü konum farklıdır. Dolayısıyla yukarıdaki kontrolü önceki
konumda yapmak şarttır.
8) Sensörün doğru konumu bulunduktan sonra, algılayıcı sensör tespit vidasını 3 iyice sıkın. Ardından
sensörün yerinin değişmesini önlerken vidayı dikkatli sıkın.
− 27 −

(3)
Masurada kalan iplik miktarını saptayan cihazların montajı
Önceden ayarlanmış olan sürücü cihazın takıldığını kontrol edin. Aksi takdirde dikiş makinesi
arızalanabilir.
4
5
2
1
3
6
3
) Masurada kalan iplik miktarını saptayan cihazın
monte edileceği iki ön yatak saplamasını 6 dikiş makinesinden çıkarın.
2) Taban plakası statorunu 3, 4, üniteyle birlikte
temin edilen yatak saplamaları 1 arasındaki yatağa monte edin.
Biri sol yan ve diğeri sağ yan için olmak üzere iki
tip taban plakası statoru, 3 ve 4, vardır. Doğru
monte ettiğinizi kontrol edin.
4
1
− 28 −
Sol yan taban plakası
statoru (uzak taraf)
Sağ yan taban plakası
statoru (Operatör tarafı)
Düz alan
Küçük
Düz alan
Büyük

) Sağ ve sol taban plakası statorları 3 ve 4 üze-
rindeki sürücü cihazı 2, üniteyle birlikte temin
edilen vidalarla 5 sabitleyin. Sürücü cihazı 2,
algılayıcı çubuk çağanozun içinin merkezine
doğru bakacak şekilde sabitleyin.
5
7
2
4) Kumanda kutusunun ön kapağındaki kablo tutucu plakadaki tespit vidalarını 7 gevşetin ve
kablo tutucu plakayı yukarı kaldırın. Solenoid
kablosunu ve sensör kablosunu delikten geçirin.
Elektrik kutusu kapağını tespit eden dört vidayı
sökün. Kapağı açın.
8
8
− 29 −

PCB
(baskılı
devre
kartı)
KUTU tarafı
5) Solenoidden çıkan pimleri, paneldeki CN59'un
boş alıcılarına takın. Siyah pimi 8 numaraya ve
beyaz pimi 4 numaraya takın.
Sensör konektörünü CN68’e takın.
6) Elektrik kutusu kapağını kapatın. Elektrik kutusundan gelen kabloları kablo tutucu plakayla
kelepçeleyin. Şimdi sıra, masurada kalan iplik
miktarını algılayan sensörün montajına geldi.
Kapaktaki vidaları sıkmayı unutmayın.
Kablo
(siyah)
Kablo
(beyaz)
7) Dikiş makinesinin güç şalterini AÇIK konuma
getirin. Masurada kalan iplik algılamasını ayarlayın. (Ayar prosedürü için sayfa 26’da bakınız
"%-5-(1) Masurada kalan iplik miktarı algıla-
manın ayarlanması"
.)
Hatalar hakkında
. Çalışma panelinde [E998] hata uyarısı görülür-
se, dikiş makinesinin güç şalterini kapatıp konektörlerin panele düzgün takılıp takılmadığını
kontrol edin.
2. Sürücü cihazı temizlemek için kapağını çıkarın.
Özellikle sensör ve sürücü kısmı dikkatli temizlenmelidir.
− 0 −

(4) Dikiş
) Masurada kalan iplik miktarı ayar sayacını "" değerine getirin. Sayaç değeri ve tuşları yardımıy-
la değiştirilebilir.
2) Normal dikişe başlayın. (Test dikişi için, gerçek prosesteki dikiş uzunluğu ile aynı uzunluğu seçin.)
) Dikiş makinesi dikişe devam eder ve iplik kesici tekrar tekrar iplik keser. Sonunda masuradaki iplik biter
ve algılayıcı sensör masuradaki ipliğin bittiğini algılar. Sensör masuradaki ipliğin bittiğini algıladığı zaman, sayaçta görülen değer "" iken "-" olur ve uyarı sesi duyulur.
4) Masurada kalan gerçek iplik miktarını kontrol edin ve sayaç değerini buna göre ayarlayın.
5) Masurada iplik bittiğinde sensör tarafından algılanan masura üzerinde kalan iplik miktarı, en uygun koşullarda bile farklılık gösterir. Bu değişiklik, iplik tipi ya da dikiş uzunluğu nedeniyle ortaya çıkar. Referans
olarak, masurada kalan ipliğin uzunluğu yaklaşık olarak masuranın çevresinde üç sarım kadar değişir.
İplik uzunluğu aşağıdaki örnekte gösterildiği gibidir. Sayacı, masurada kalan iplik miktarı "uzunluktaki de-
ğişimin yarısı +0,5 m" olacak şekilde ayarlayın.
[İplik uzunluğu örneği, masuraya üç tur iplik sarımına eşittir.]
Bükümlü iplik #60, #80 Masuranın etrafında üç tur için yaklaşık 2,5 m’dir.
Polyester iplik #60, #80 Masuranın etrafında üç tur için yaklaşık m’dir.
Bükümlü iplik, Polyester iplik #0 Masuranın etrafında üç tur için yaklaşık 2 m’dir.
6) Sayaç değeri bir arttırılırsa, masurada kalan iplik miktarı bir dikiş uzunluğu kadar azalır.
7) Yukarıda belirtildiği gibi masurada kalan iplik miktarındaki farklılık nedeniyle, sayaç değerinin ayarına
bağlı olarak masuradaki iplik dikiş sırasında tamamen bitebilir. Sayaç değerini, dikiş koşullarına bağlı
olarak hiçbir dikiş sırasında masuradaki iplik bitmeyecek şekilde ayarlayın.
8) Masurada kalan iplik miktarı ayarı sayaçta "" olmasına rağmen dikiş sırasında iplik bitiyorsa, ya da tersine sayaç değeri "9" olmasına rağmen masurada çok fazla iplik kalıyorsa algılayıcı sensörün yeri ayarlanmalıdır. (Ayar prosedürü için bakınız sayfa 27
Masuradaki iplik biterse → Algılayıcı sensörü biraz aşağı indirin.
"%-5-(2) Sensör konumunu ayarlama prosedürü"
)
Masurada kalan iplik çok uzun ise → Algılayıcı sensörü biraz yukarı çıkarın.
− −
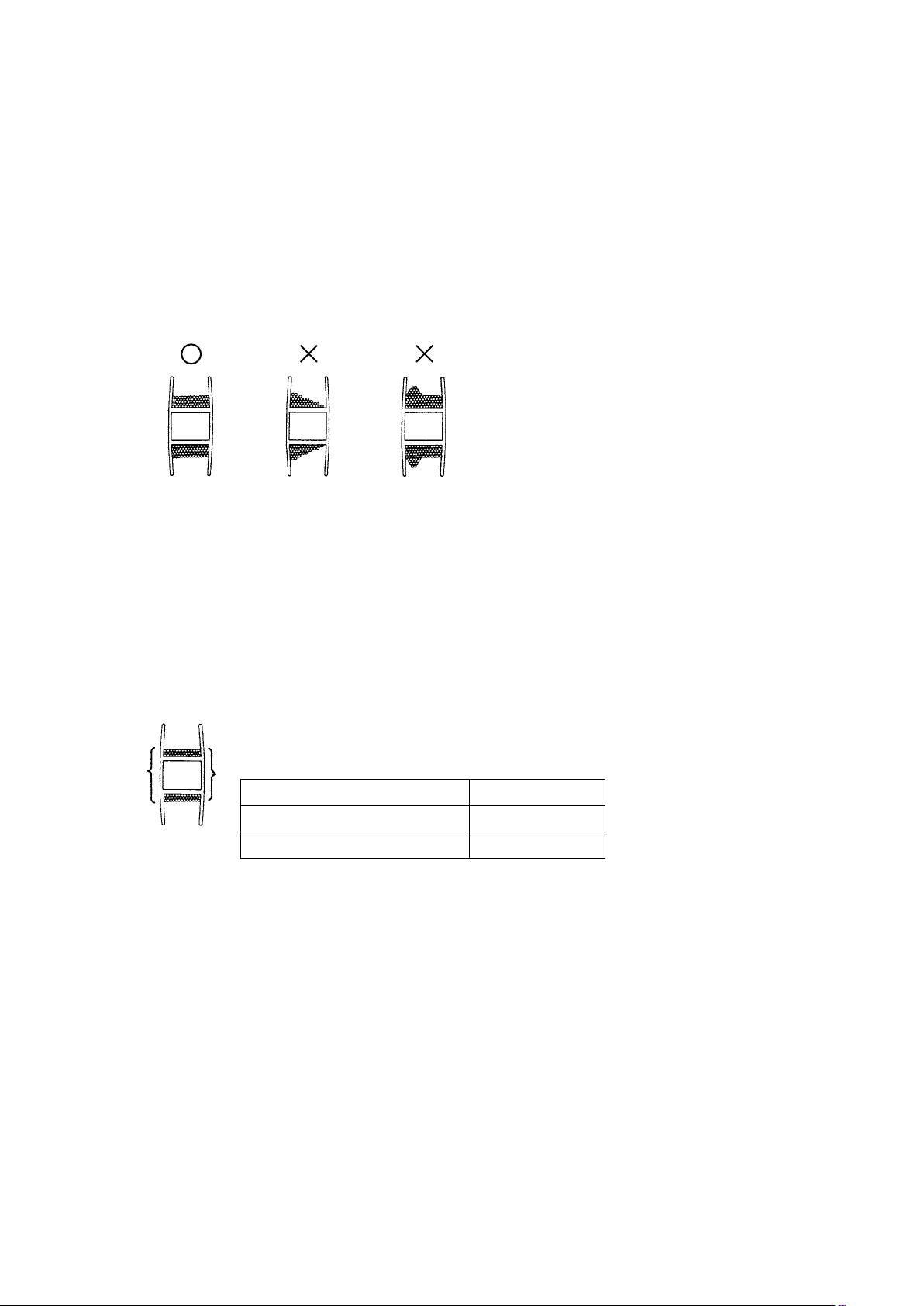
(5) Masurada kalan iplik miktarını saptayan cihazın düzgün çalışması için
Bu cihaz, masurada kalan iplik miktarını mekanik olarak saptar. Cihaz iplik kesildikten sonra algılama yaptığı
için, masurada kalan iplik miktarı bir miktar değişkenlik gösterir. Masurada kalan iplik miktarındaki değişkenlik, şu noktalara dikkat ederek en aza indirilebilir.
1. Masuraya iplik sarma şekli
Masurada kalan iplik miktarını saptama cihazı, masuraya sarılı ipliğe algılayıcı mille doğrudan dokunarak
iplik miktarını algılar. Dolayısıyla masuraya dengeli iplik sarılmış olması önemlidir. Özellikle sarım işleminin başında masuraya nasıl iplik sarıldığını dikkatli kontrol edin.
2. Dikiş uzunluğu
Cihaz algılamayı iplik kesme işleminden sonra yaptığı için, dikiş uzunluğuna bağlı olarak masurada kalan iplik miktarındaki farklılık derecesi değişir.
Genel olarak, dikiş işlemindeki dikiş uzunluğu kısaldıkça, masurada kalan iplik miktarında görülen farklılık azalır. Dikişte çoklu proseslerin birlikte uygulandığı yerlerde dikiş uzunluğu prosese göre değiştiği için
farklılık artabilir.
<Farklılık için Kılavuz>
Masuraya üç tur sarılan ipliğin uzunluğu
Bükümlü iplik #60, #80 Yaklaşık 2 – 2,5 m
Polyester iplik #60, #80 Yaklaşık m
Bükümlü iplik, Polyester iplik #0 Yaklaşık 2 m
− 2 −

^
. ÇALIŞMA PANELİNİN KULLANIMI
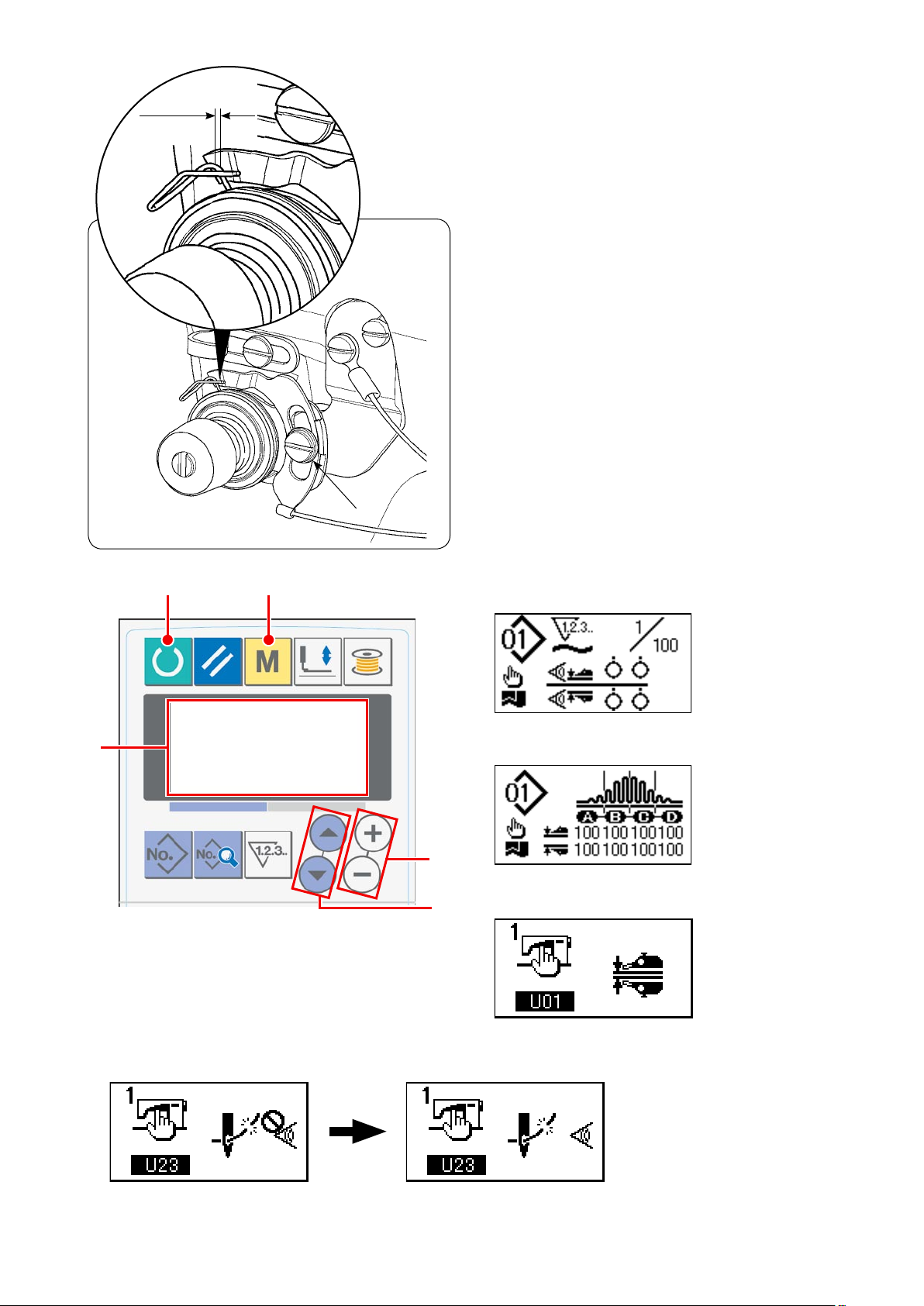
1. Çalışma panelindeki düğmelerin kullanımı ile ilgili açıklamalar
2 3 4 5 6
1
8
7
9
!2
!3
!4
!1
!0
!9
!5
@0 @1 @2
!6 !7
!8
@4
@3
@6@5
@7
@8
@9
Çalışma panelinde, arka aydınlatma rengine bağlı olarak üç farklı mod vardır.
Mavi: Giriş modu … Verilerin değiştirilebildiği durum
Yeşil: Dikiş modu … Dikiş dikilebilen durum
Sarı: Hata durumu … Hata meydana gelen durum
#0
− −

Sembol
1
İsim Fonksiyon
LCD ekran
bölümü
Dikiş çeşidi numarası ve şekli gibi çeşitli veriler izlenir.
Sembol
MANİPÜLATÖR B
ALANI tuşu
!6
İsim Fonksiyon
Manipülatör öğelerini seçmek için
kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
HAZIR tuşu Dikişe başlamak için buraya basılır
2
SIFIRLAMA tuşu Bir hatay ı sıf ırlam ak, b eslem eyi
3
MOD tuşu Bellek düğmesindeki verileri değiştir-
HA Z IR tuşun a her basıldı ğında ,
"dikişe hazır" hali ve "veri girişi" hali
arasında geçiş yapılır.
başlangıç konumuna getirmek ya da
sayacı sıfırlamak için buraya basılır
mek için buraya basılır
4
BASKI AYAĞI tuşu Baskı ayağını kaldırmak/indirmek için
buraya basılır
5
MASURA SARIM
tuşu
Masura sarmak için buraya basılır
6
DİKİŞ ÇEŞİDİ
Numarası tuşu
Dikiş çeşidi numarasını ekranını seçmek için kullanılır
7
VERİ tuşu Veri ekranını seçmek için kullanılır
8
MANİPÜLATÖR C
ALANI tuşu
!7
MANİPÜLATÖR D
ALANI tuşu
!8
BÜZGÜ ALANI A
tuşu
!9
BÜZGÜ ALANI B
tuşu
@0
BÜZGÜ ALANI C
tuşu
@1
BÜZGÜ ALANI D
tuşu
@2
KOPYALAMA tuşu Bir dikiş çeşidini kopyalamak için
@3
Manipülatör öğelerini seçmek için
kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
Manipülatör öğelerini seçmek için
kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
Büzgü öğelerini izlemek için kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
Büzgü öğelerini izlemek için kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
Büzgü öğelerini izlemek için kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
Büzgü öğelerini izlemek için kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
buraya basılır
SAYAÇ tuşu Sayaç ekranını seçmek için kullanılır
9
ÖĞE SEÇME tuşu Dikiş çeşidi numarası, veri numarası
vb. seçmek için kullanılır
!0
VERİ DEĞİŞTİRME
tuşu
!1
GEÇİCİ
DURDURMA tuşu
!2
SAĞ/SOL
DEĞİŞİM tuşu
!3
OTOMATİK/
MANUEL SEÇME
!4
tuşu
MANİPÜLATÖR A
ALANI tuşu
!5
Çeşitli verileri değiştirmek için kullanılır
İşlemi geçici olarak durdurmak için
kullanılır
Veri kopyalarken, verinin sağ ve sol
değişimli olarak kopyalanıp kopyalanmayacağını seçmek için kullanılır.
OTOMATİK ya da MANUEL modu
seçmek için kullanılır
Manipülatör öğelerini seçmek için kullanılır
Bu düğmeye her basışta ayarlanan
öğe değişir.
ÖĞRETME tuşu Öğretmek için buraya basılır
@4
İLERİ tuşu Öğretme bölümünü ileri aktarmak
@5
GERİ tuşu Öğretme bölümünü geri aktarmak
@6
DİKİŞ ÇEŞİDİ
TESCİL tuşu
@7
PARAMETRE
TESCİL tuşu
@8
HIZ DEĞİŞKENİ
DİRENCİ
@9
LCD ayarı için
DEĞİŞKEN
#0
DİRENÇ
için kullanılır
için kullanılır
Bir dikiş çeşidinin tescil edilebileceği kısayol tuşudur. İstenen bir dikiş
çeşidi ayar ekranı için kısayol belirlemeye imkan tanır.
Bir parametrenin tescil edilebileceği
kısayol tuşudur.
İstenen bir dikiş çeşidini, dikiş parametresini ya da ayar verilerini
izlemek üzere kısa yol belirlemek
mümkündür.
Bu değişken direnci yukarı çekerek
ilmek hızı arttırılabilir, aşağı çekerek
azaltılabilir.
Ekran kontrastı ayarlanabilir.
− 4 −

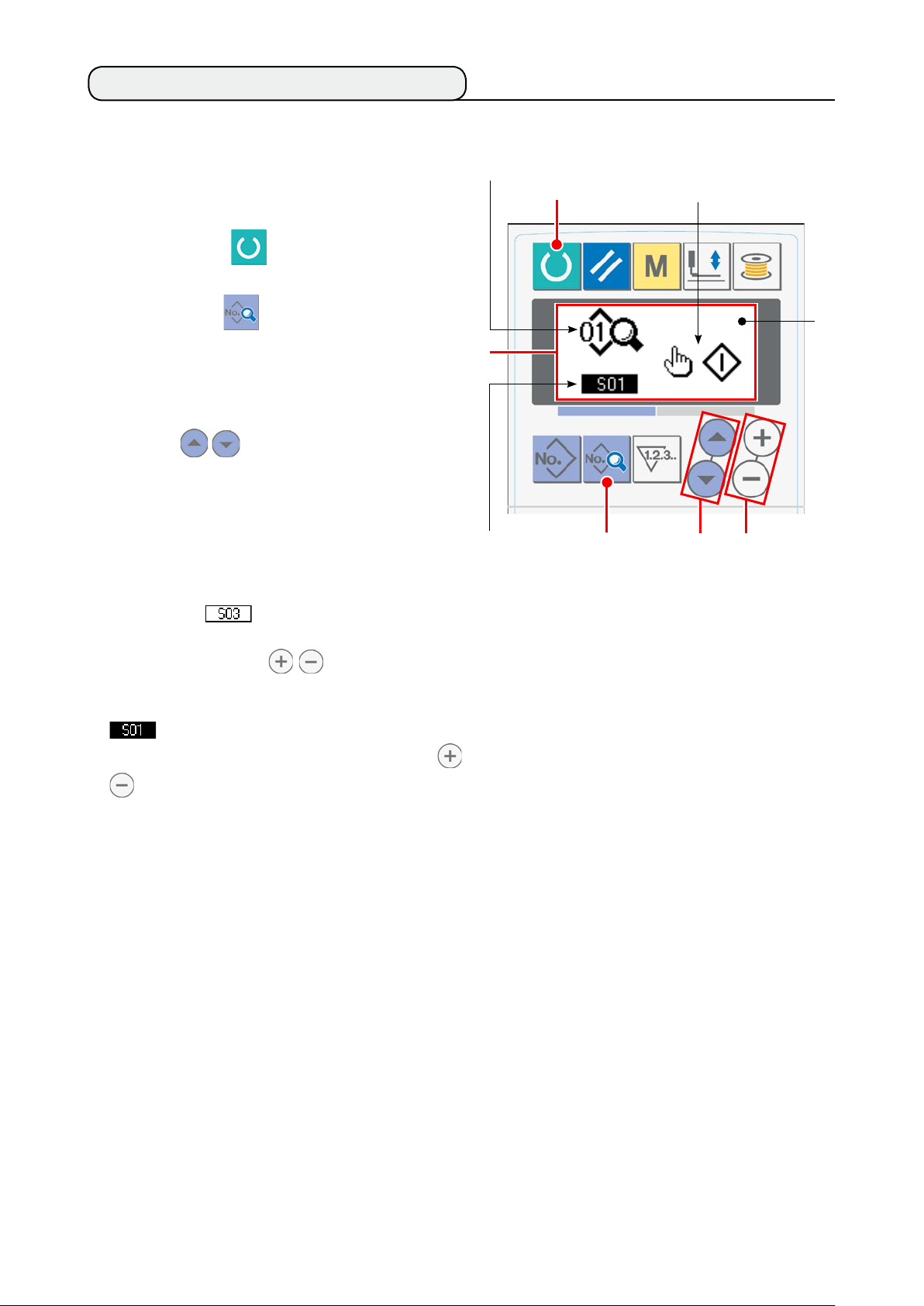
2. Dikiş makinesinin temel çalışması
1) Güç şalterini AÇIK konuma getirin.
2) Dikmek istediğiniz dikiş çeşidi numarasını seçin.
Dikiş makinesinin güç şalteri AÇIK konuma getirildiğinde, o an seçili olan dikiş çeşidi numarası B çalışma
panelinde yanıp söner. Dikiş çeşidi numarasını değiştirmek isterseniz, istediğiniz dikiş çeşidini seçmek
üzere ÖĞE SEÇME tuşuna !0 basın.
Dikiş makinesini satın aldığınızda, sayfa 4’de
"^-6. Dikiş verilerini değiştirme"
- arasındaki dikiş çeşidi numaraları fabrikada tescil edilmiştir. Bu dikiş çeşidi numarasından birini seçin. (Tescil edilmemiş dikiş çeşitlerinin numarası ekranda görülmez.)
2
B
bölümünde belirtilen
[S01] manuel çalıştırma
modunu temsil eder.
BAŞLAT düğmesine
basıldığı zaman dikiş
makinesi dikmeye başlar.
[S04] üst – ve alt –
kumaş 2 kat dikiş
modunu temsil eder.
[Farklı ayar halinde]
[S01] otomatik çalıştırma modunu temsil eder.
Malzeme makinenin üzerine yerleştirildiğinde,
önceden belirlenen süre geçtikten sonra dikiş
makinesi otomatik olarak dikmeye başlar.
Otomatik çalışma modu seçildiği zaman son
derece dikkatli olun.
[S04] 1 parçalı dikiş modunu temsil eder.
1
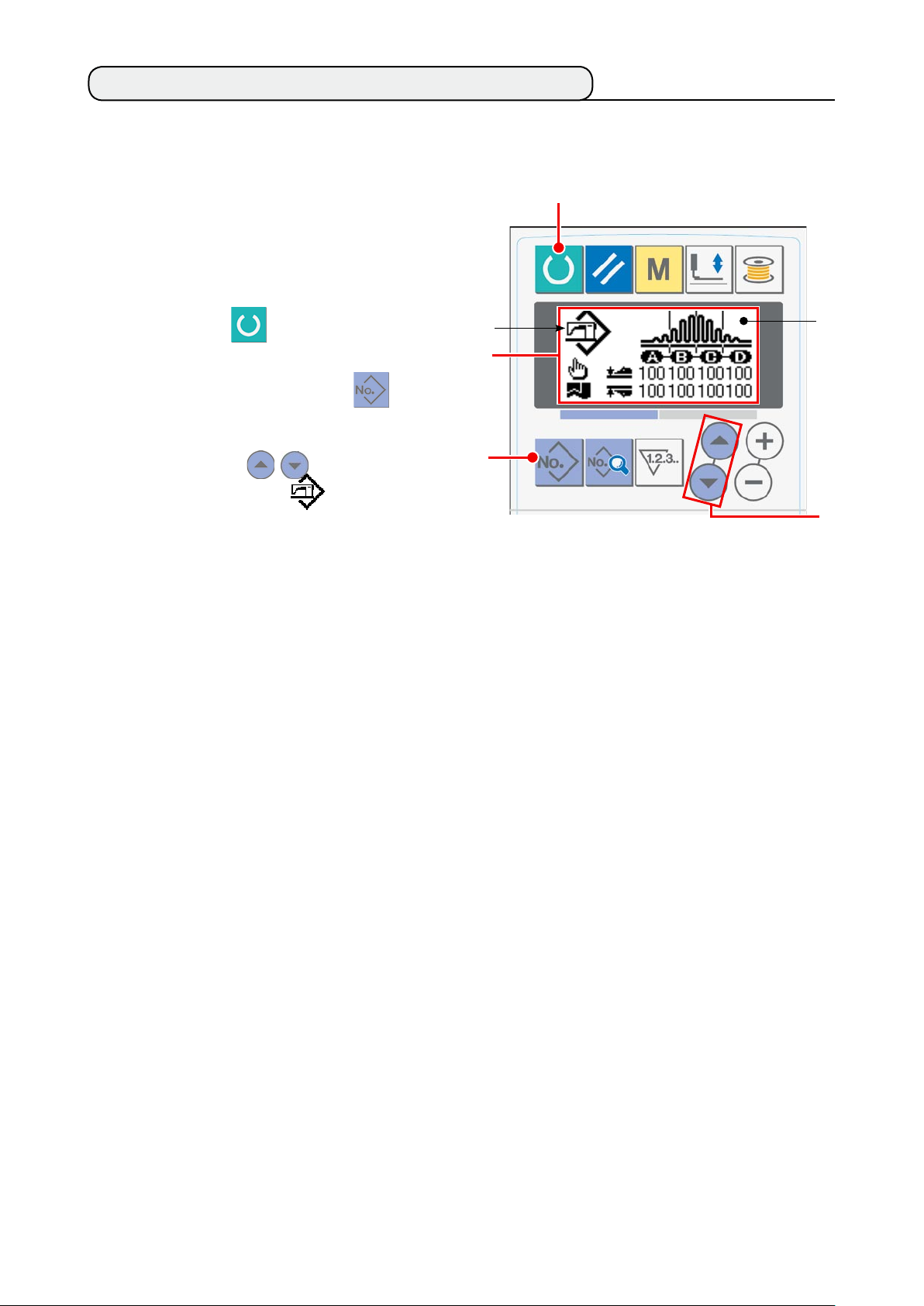
!0
A, B, C ve D bölümleri
için alt ve üst
manipülatörlerin basınç
değerlerini temsil eder
!1
LCD 1 görünümü yukarıdaki gibiyken, VERİ DEĞİŞTİRME tuşuna !1 basıldığında, LCD’de dört
bölümlü görünüm izlenir.
Kısmın görünümü
Mevcut seçili dikiş çeşidi numarası
Kısımdaki ilmek sayısı
Üst/alt manipülatörlerin basınç değeri
Üst büzgü
− 5 −

3) Dikiş makinesini dikişe hazır hale getirin.
HAZIR tuşuna 2 , bastığınızda, LCD ekranının 1 arka ışığı dikişe izin vermek üzere maviden yeşile
döner.
Sayaç ekranı
Mevcut seçili dikiş çeşidi numarası
[S01] manuel çalıştırma modunu
temsil eder.
BAŞLAT düğmesine basıldığı zaman
dikiş makinesi dikmeye başlar.
[S04] üst – ve alt –
kumaş 2 kat dikiş
modunu temsil eder.
Üst manipülatörün,
dış sensörün malzeme
algılamaması hali
Üst manipülatörün, iç sensörün
malzeme algılamaması hali
Alt manipülatörün, dış sensörün
malzeme algılamaması hali
Sensörün malzeme algılaması halinde
görülen ekran
Sensörün malzeme
algılaması hali
[Farklı ayar halinde]
[S01] otomatik çalıştırma modunu temsil eder.
Malzeme makinenin üzerine yerleştirildiğinde,
önceden belirlenen süre geçtikten sonra dikiş
makinesi otomatik olarak dikmeye başlar.
Otomatik çalışma modu seçildiği zaman son
derece dikkatli olun.
[S04] 1 parçalı dikiş modunu temsil eder.
Alt manipülatörün, iç sensörün
malzeme algılamaması hali
LCD 1 görünümü yukarıdaki gibiyken, VERİ DEĞİŞTİRME tuşuna !1 basıldığında, LCD’de dört
bölümlü görünüm izlenir.
Dikilen kısım ters ekran olarak
gösterilir.
Mevcut seçili dikiş çeşidi numarası
Kısımdaki ilmek sayısı
Üst/alt manipülatörlerin basınç değeri
Üst büzgü
4) Dikişe başlayın.
Malzemeyi baskı ayağının altına yerleştirin. Başlat düğmesine basın. Dikiş makinesi dikmeye başlar.
* İsteğe bağlı olarak temin edilen pedal düğme seçilebilir.
− 6 −

3. Dikiş çeşidi seçimi
(1) Dikiş çeşidi seçimi ekranından seçim
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
2) Dikiş çeşidi seçimi ekranını çağırın.
DİKİŞ ÇEŞİDİ Numarası tuşuna 7 bastığınızda, o an seçili olan dikiş çeşidi numarası B ya-
nıp söner.
3) Dikiş çeşidi tipini seçin.
ÖĞE SEÇME tuşuna !0 bastığınız zaman, tescilli dikiş çeşitleri sırayla ekranda görülür.
Dikmek istediğiniz dikiş çeşidi numarasını seçin.
B
1
7
2
!0
(2) TESCİL tuşuyla seçme
Bu dikiş makinesi, istediğiniz dikiş çeşidi numarasını TESCİL düğmesine tescil etmenize imkan tanır.
Dikiş çeşidi düğmeye kaydedildikten sonra, dikiş çeşidini seçmek için bu düğmeye basmak yeterlidir.
Bakınız
→
"^-10. Sayfa 51, DİKİŞ ÇEŞİDİ TESCİL tuşunun kullanılması"
.
− 7 −
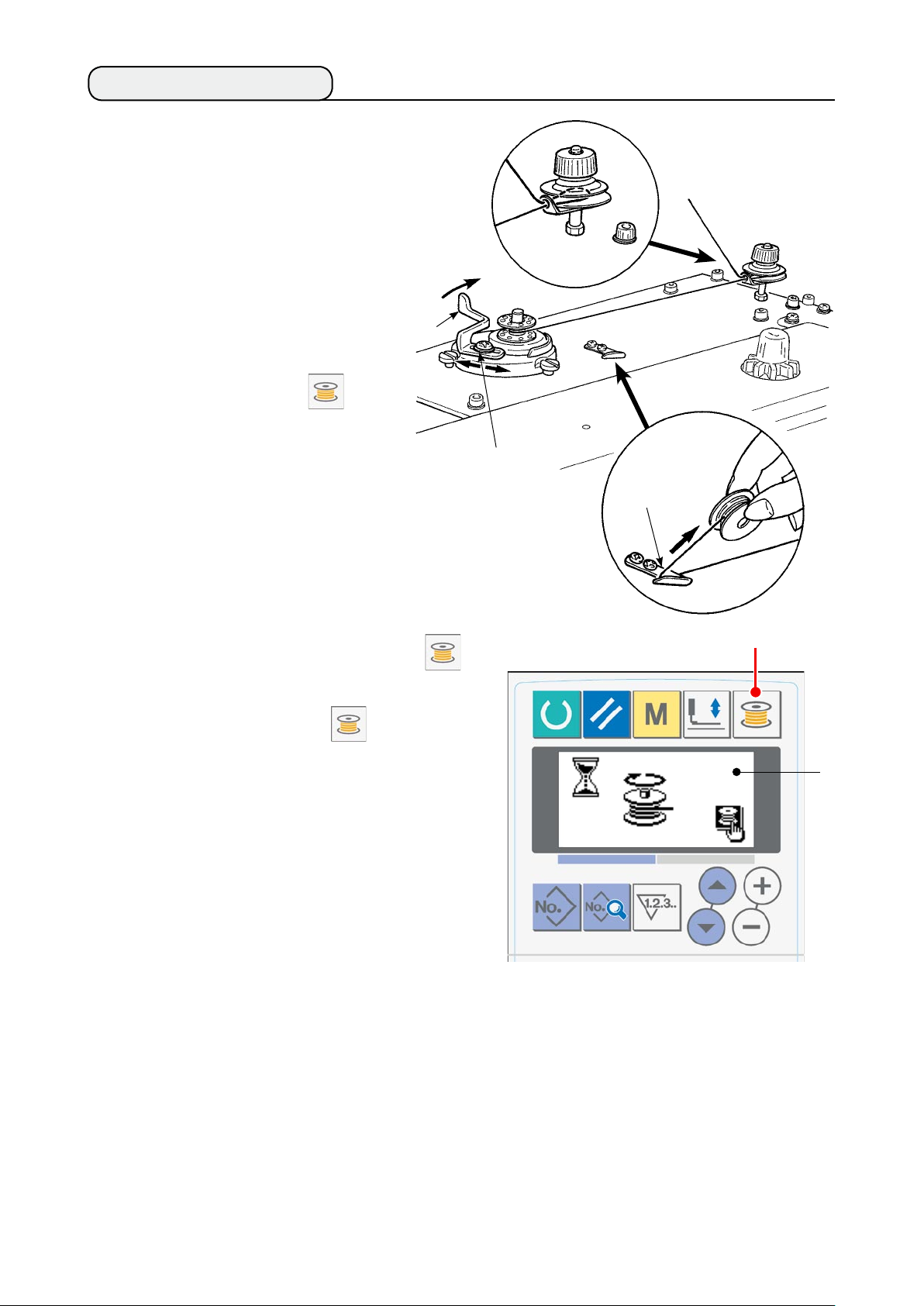
4. Masurayı sarmak
(1) Masura sarım prosedürü
1) Masurayı yerleştirin.
Masurayı masura sarım miline yerleştirip
sonuna kadar itin. İpi şekildeki gibi geçirip
masuranın üzerine sarın.
Sonra masura sarım koluna 1 ok yönünde
bastırın.
2) Çalışma panelini masura sarım
moduna getirin.
Giriş modunda ya da dikiş modundayken
MASURA SARIM tuşuna 6 basarak
çalışma panelini masura sarım moduna
getirmek mümkündür.
LCD'de masura sarım ekranı C görülür.
1
3) Masurayı sarmaya başlayın.
Başlat düğmesine bastığınızda, dikiş makinesi masurayı sarmaya başlar.
4) Dikiş makinesini durdurun.
Masuraya önceden belirlenen miktarda iplik sarıldıktan
sonra, masura sarım kolu 1 açılır. Dikiş makinesini
durdurmak için MASURA SARIM tuşuna 6 ya
da başlatma düğmesine basın. Masurayı çıkarıp iplik
kesici tutucu plakasıyla 3 ipliği kesin.
• MASURA SARIM tuşuna 6 basınca dikiş
makinesi durur ve normal moda döner.
• Başlat düğmesine bastığınızda, dikiş makinesi
masurayı sarma modunda durur. İki ya da daha
fazla masurayı sürekli sarmanız halinde başlatma
düğmesini kullanmanız önerilir.
B
A
2
3
6
C
(2) Masura ipliği miktarının ayarlanması
Masuraya sarılacak iplik miktarını ayarlamak için vidayı 2 gevşetin, masura sarım kolunu 1 ayar için A ya
da B yönünde kaydırıp tespit vidasını 2 sıkın.
Yönü: Bobindeki iplik miktarı azalır.
A
Yönü: Bobindeki iplik miktarı artar.
B
− 8 −

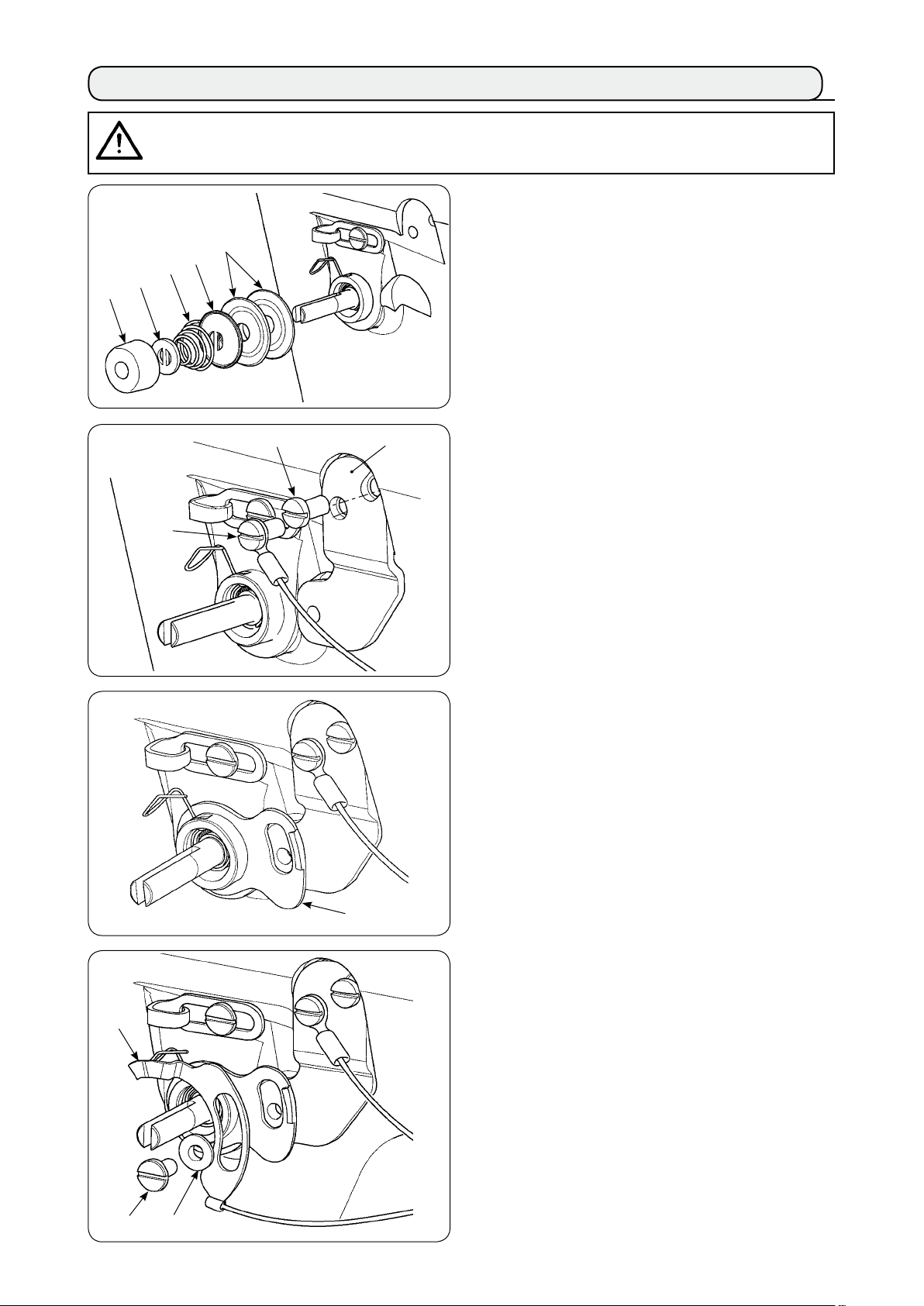
(3) Masura sarıcısını ayarlama
3
6
5
2
4
1
) Gerginlik düzenleyici topuzu 1 kullanarak,
iplik alıcı kılavuz gerginliğini 0,5 N ile 0,8 N
(maksimum)arasında ayarlayın.
2) Masura sarıcıyı durdurma mandalı kol tespit vidasını 2 gevşetin, masura çapının %80-90’ına
düzgün ip sarılacak şekilde ayarlayın, masura
sarıcı durdurma mandalı kolunu 3 sağa ya da
sola hareket ettirince masura sarma işlemi biter.
) Masura sarıcısı, alt iplik baskı parçası 4 ko-
numu değiştirilerek kullanılabilir. Alt iplik baskı
parçasını yeniden konumlandırmak için alt iplik
baskı parçasının tespit vidasını 5 çıkarıp kılavuzun 6 olduğu yerde konumlandırın.
Masuranın etrafına aşırı miktarda iplik
sarılırsa, masura sarıcı miline iplik dolanarak arızaya yol açabilir.
− 9 −
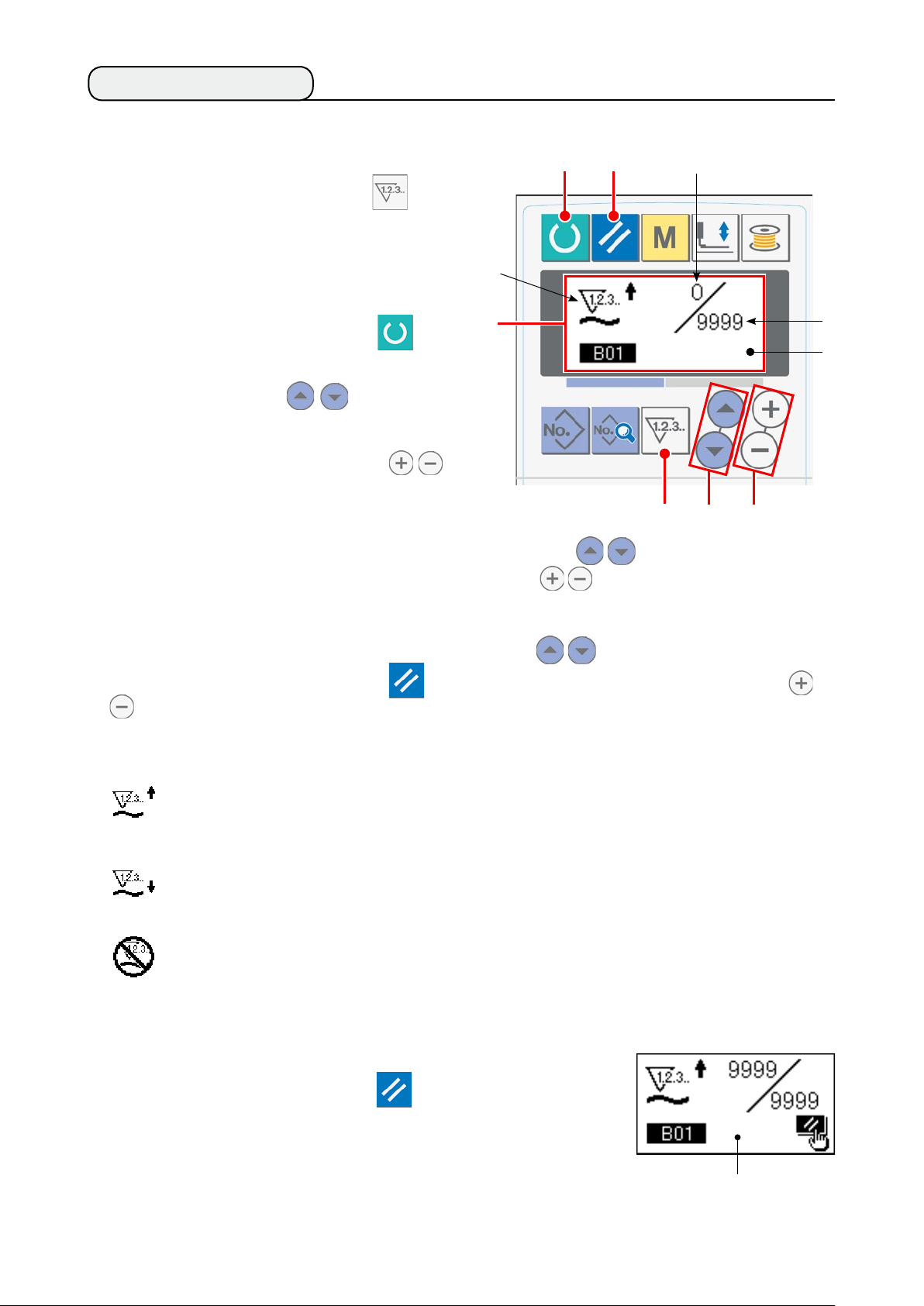
5. Sayaç kullanımı
(1) Sayaç değerini ayarlama prosedürü
1) Sayaç ayar ekranını çağırın.
Giriş modundayken SAYAÇ tuşuna 9 basınca,
ayar yapılmasına izin vermek üzere LCD’de Sayaç
ekranı A görülür. Sayaç değeri sadece giriş modunda (LCD ekranın 1 arka aydınlatması mavidir)
belirlenebilir. Çalışma paneli dikiş modundaysa (LCD
arka aydınlatma 1 yeşildir), çalışma panelinde giriş
moduna geçmek için HAZIR tuşuna 2 basın.
2 3
B
1
D
2) Sayaç tipini seçin.
ÖĞE SEÇME tuşuna !0 basıldığı zaman,
sayaç çeşidinin tipini temsil eden imge yanıp söner.
Aşağıda görülen sayaç tiplerinden istediğinizi seçmek için VERİ DEĞİŞTİRME tuşuna !1 ba-
sın.
9
3) Sayaç değerini değiştirin.
Sayaç ayar değerinin C yanıp sönmesi için ÖĞE SEÇME tuşuna !0 basın. Sayacın saymaya
son vereceği değeri girmek için VERİ DEĞİŞTİRME tuşuna !1 basın.
!0 !1
C
A
4) Sayaçtaki mevcut değeri değiştirin.
Mevcut değerin D yanıp sönmesi için ÖĞE SEÇME tuşuna !0 basın. Sayaçta o an sayılmış olan
değeri silmek için SIFIRLAMA tuşuna 3 basın. Mevcut değeri VERİ DEĞİŞTİRME tuşunu !1
kullanarak da değiştirmek mümkündür.
(2) Sayaç tipleri
Parça adedi sayısı ARTAN sayaç
1
Her çevrim ya da sürekli dikiş tamamlandığında, sayaçtaki mevcut değer artar. Mevcut değer
ayarlanan değere ulaştığında sayım bitti ekranı görülür.
Parça adedi sayısı AZALAN sayaç
2
Her çevrim ya da sürekli dikiş tamamlandığında, sayaçtaki mevcut değer azalır. Mevcut değer 0 (sıfır) olduğunda sayım bitti ekranı görülür.
Kullanılmayan sayaç
3
(3) Sayımın bitmesi halinde sıfırlama prosedürü
Dikiş sırasında sayımın tamamlanması halinde, sayım bitti ekranının
tamamı yanıp söner. SIFIRLAMA 3 tuşuna basınca sayaç sı-
E
fırlanır ve dikiş moduna döner. Ardından sayaç tekrar saymaya başlar.
− 40 −
E
6. Dikiş verilerinin değiştirilmesi
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
2) Dikiş verilerini düzenleme ekranını çağırın.
Seçili mevcut dikiş
çeşidi numarası
2
Veri öğesini temsil
eden resimli imge
VERİ tuşuna 8 bastığınız zaman, seçili olan
dikiş çeşidi numarasına ait dikiş verilerini düzenleme ekranına A geçilir.
3) Değiştirilecek dikiş verisini seçin.
Hedeenen veri öğesini seçmek için ÖĞE SEÇME
tuşuna !0 basın.
Dikiş çeşidinden dolayı kullanılamayan ve kullanım
dışı kalan veri öğeleri atlanır ve ekranda görülmez.
4) Veriyi değiştirin.
Dikiş verileri, değiştirilebilir olan veri öğelerinin
değerlerinden oluşur ve bunlar için seçilecek olan
resimli imgeler vardır. Değiştirilecek olan veri öğe-
sinin değeri, gibi alfanümerik bir rakamla
verilir. Değiştirilecek olan öğenin değeri, VERİ DE-
ĞİŞTİRME tuşuna !1 basıp arttırarak ya
da azaltarak değiştirilebilir.
Değiştirilecek olan veri öğesinin resimli simgesi,
gibi alfanümerik bir rakamla verilir. Öğeye
ait resimli simge, VERİ DEĞİŞTİRME tuşu !1
1
Veri öğesi
numarası
8
A
!0 !1
kullanılarak seçilebilir.
Dikiş verilerinin detayları için bakınız sayfa 4
→
"^-8. Dikiş verileri listesi”
.
− 4 −
7. Başlangıç değeri dikiş çeşidini kullanmak
Başlangıç değeri dikiş çeşidini kopyalayarak, yeni dikiş verileri kolaylıkla programlanabilir.
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
2) Başlangıç değeri dikiş çeşidini çağırın.
DİKİŞ ÇEŞİDİ Numarası tuşuna 7 bastığınızda, dikiş çeşidi seçimi ekranı A izlenir. Seçilmiş olan
mevcut dikiş çeşidi numarası B yanıp söner. ÖĞE
SEÇME tuşuna !0 basarak BAŞLANGIÇ
DEĞERİ DİKİŞ ÇEŞİDİ’ni seçin.
3) Başlangıç değeri dikiş çeşidini kopyalayın.
Yukarıdaki adımda seçilen dikiş çeşidini normal bir
dikiş çeşidine kopyalayarak kullanın.
Kopyalama prosedürü için sayfa 50’de bakınız
"^-9. Dikiş çeşidinin kopyalanması"
.
1
7
2
B
A
!0
− 42 −

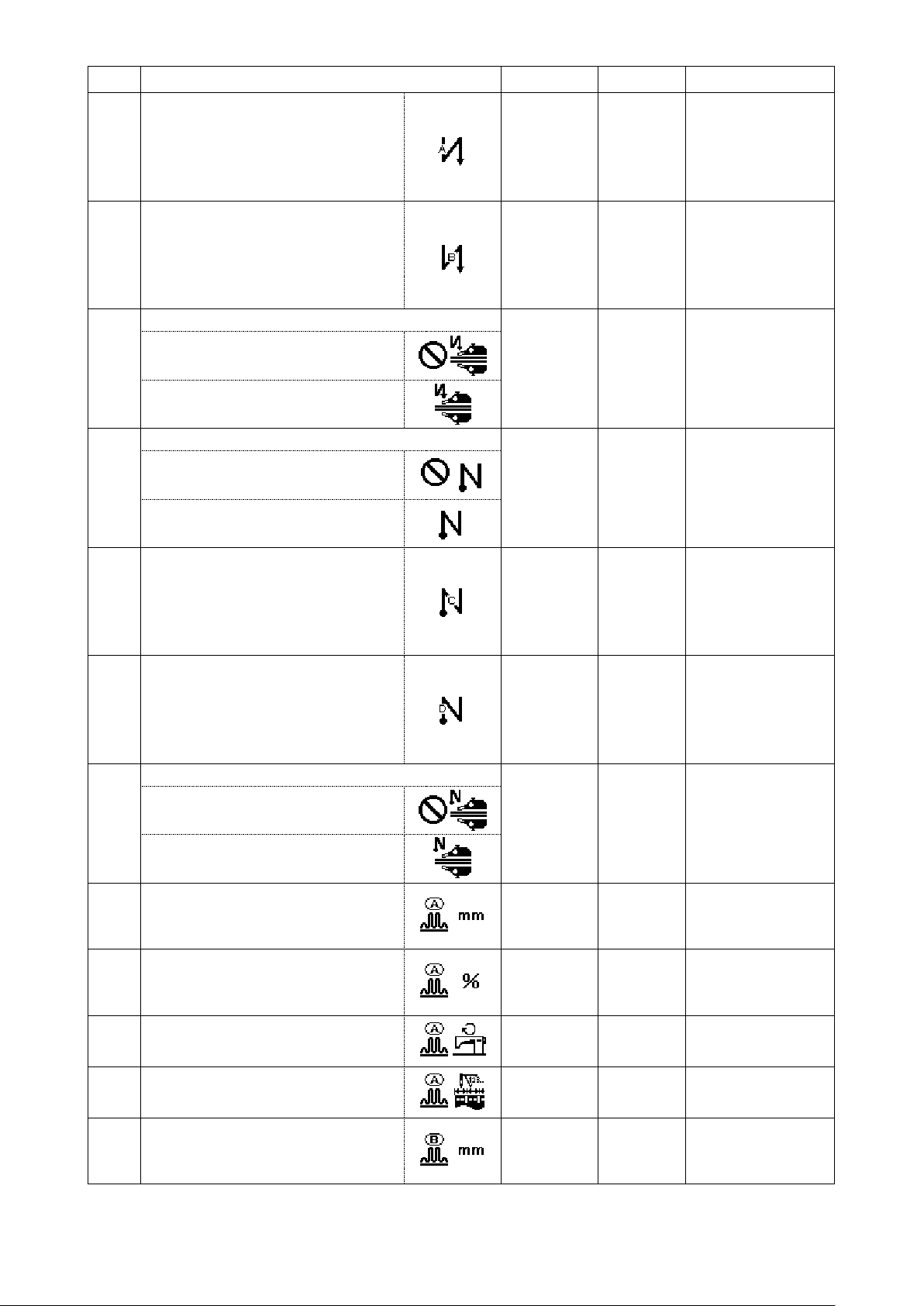
8. Dikiş verileri listesi
Numara
S0 Çalıştırma modu − − Manuel çalış-
Manuel çalışma Seçim
Otomatik çalıştırma
(Malzeme dikiş makinesinin üzerine yerleştirildiğinde,
önceden belirlenen süre geçtikten sonra dikiş makinesi
dikmeye başlar.)
S02 Otomatik malzeme hizalama − − Otomatik mal-
Otomatik malzeme hizalama olmadan Seçim
Otomatik malzeme hizalamalı
S0 Dikişin bitiş zamanı 0 - 200 msn 0
S04 Kat sayısı değişimi − − Üst ve alt mal-
Üst ve alt malzemeler 2 katlı dikiş Seçim
katlı dikiş
S05 Dikiş sırasında baskı ayağının üstte/altta duruş konumu arasın-
da değişiklik yapılması
Baskı ayağı, dikiş sırasında alt konumda durur Seçim
Öğe Ayar aralığı Birim
− − Baskı ayağı, di-
Başlangıç değeri
ma
zeme hiza l amalı
zemeler 2 katlı
dikiş
kiş sırasında alt
konumda durur
Baskı ayağı, dikiş sırasında üst konumda durur
S06 Dikiş sonunda değişiklik − − Mal zeme ma-
Malzeme manipülatörden uzaklaştığı zaman dikiş biter
adet malzeme manipülatörden uzaklaştığı zaman dikiş biter
S0 Toplam ilmek sayısından sonra duruş 0 - 9999 İlmek
S Toplam ilmek sayısından sonra duruş hali − − İplik kesildikten
İplik kesildikten sonra duruş Seçim
İğne aşağıdayken duruş
İğne aşağıdayken duruş ve bir ilmek fazladan
dikiş
S20 Manipülatörün üst kazıma hızı 0
S2 Manipülatörün üst kendine çekme hızı 0 - 9 Birim yok 8
Seçim
sayısı
9 Birim yok 8
-
ni pül atö rde n
uzaklaştığı zaman dikiş biter
0
sonra duruş
S22 Manipülatörün alt kazıma hızı 0 - 9 Birim yok 8
S2 Manipülatörün alt kendine çekme hızı 0 - 9 Birim yok 8
− 4 −

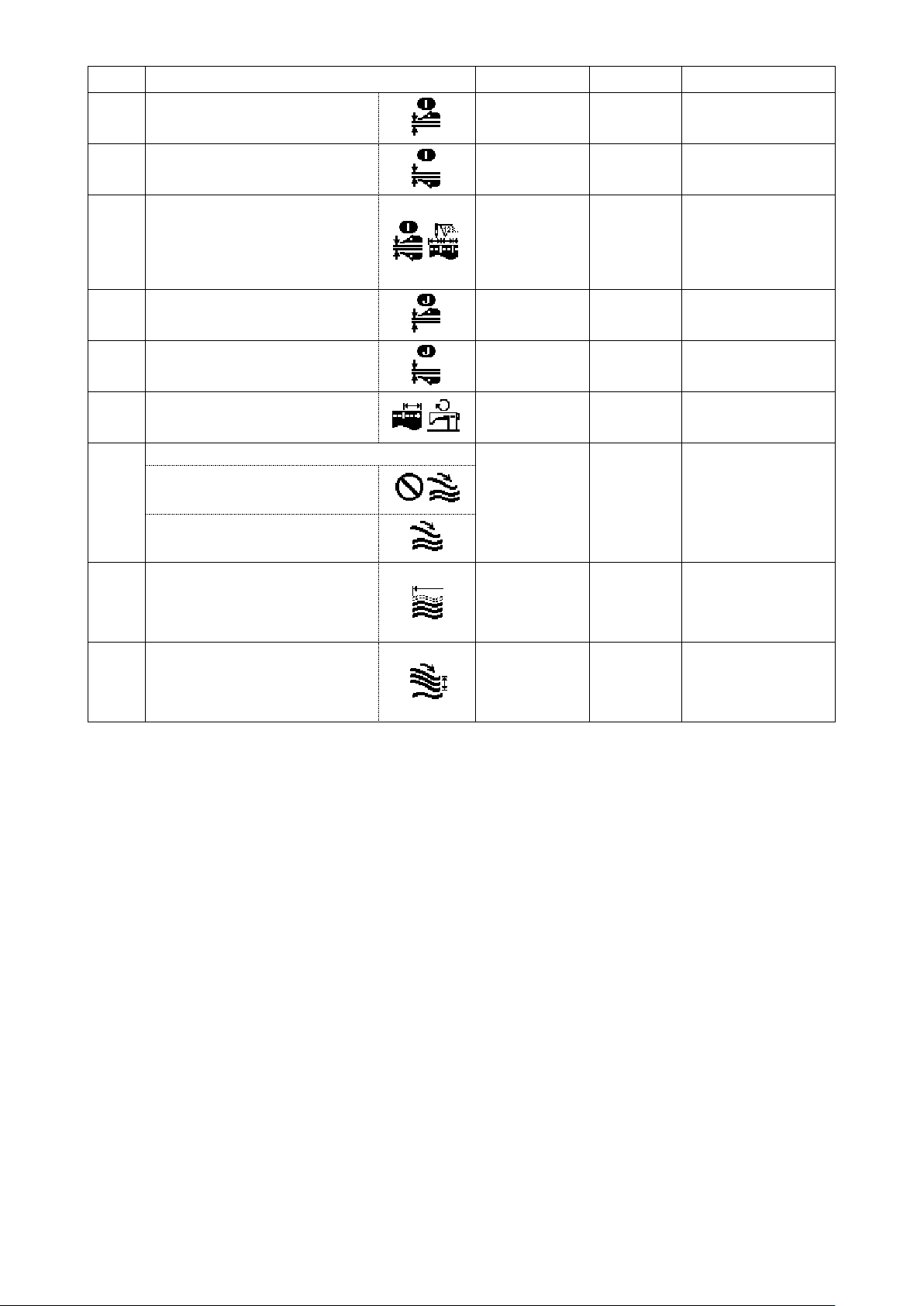
Numara
Öğe Ayar aralığı Birim
Başlangıç değeri
S24 Kumaşta hav saptama seviyesi 0 - 0 Birim yok 0: Kumaşta hav sapta-
ma yapılmaz.
S25 Manipülatör basıncı aralıklı ayar kısmının ayarlanması − − Manipülatör basıncı
Manipülatör basıncı aralıklı ayar kısmının ayarı yok
aralıklı ayar kısmının
ayarı yok
A kısmı ayarı
B kısmı ayarı
C kısmı ayarı
D kısmı ayarı
E kısmı ayarı
F kısmı ayarı
G kısmı ayarı
H kısmı ayarı
I kısmı ayarı
J kısmı ayarı
S26 Üst manipülatör basıncının kesintili za-
man aralığında ilmek sayısı
S27 Alt manipülatör basıncının kesintili za-
man aralığında ilmek sayısı
0 - 0 İlmek sayısı 0
[S25] Manipülatör basıncı
aralıklı ayar kısmı "Ayar
yok" şeklinde ayarlandığı
zaman başlangıç değeri
ekranda görülmez.
0 - 0 İlmek sayısı 0
[S25] Manipülatör basıncı
aralıklı ayar kısmı "Ayar
yok" şeklinde ayarlandığı
zaman başlangıç değeri
ekranda görülmez.
S28 Makinenin A hızı (tavşan) 200 - 500 sti/min 500
S29 Makinenin B hızı (kaplumbağa) 200 - 500 sti/min 500
S0 Dikiş başlangıcı - İğne ardı seçimi − − Geri beslemeli dikişsiz
Geri beslemeli dikişsiz
Geri beslemeli dikişli
− 44 −
Numara
S Dikiş başlangıcı - İğne ardı ilmek sayısı -
A
S2 Dikiş başlangıcı - İğne ardı ilmek sayısı -
B
Öğe Ayar aralığı Birim
0 - 5 İlmek sayısı 4
0 - 5 İlmek sayısı 4
Başlangıç değeri
Dikiş başlangıcında geri
bes lemeli dikiş [S 0]
eğer "G e r i be slemeli
dikişsiz" olarak ayarlanmışsa başlangıç değeri
görülmez.
Dikiş başlangıcında geri
bes lemeli dikiş [S 0]
eğer "G e r i be slemeli
dikişsiz" olarak ayarlanmışsa başlangıç değeri
görülmez.
S Dikiş başlangıcı - İğne ardı manipülatör durumu − − Manipülatörsüz
Manipülatörsüz
Manipülatörlü
S4 Dikiş sonu - İğne ardı seçimi − − Geri beslemeli dikiş-
Geri beslemeli dikişsiz
siz
Geri beslemeli dikişli
S5 Dikiş sonu - İğne ardı ilmek sayısı - C 0 - 5 İlmek sayısı 4
Dikiş sonunda geri beslemeli dikiş [S4] eğer
"Geri beslemeli dikişsiz"
olarak ay ar l a n mı ş s a
başlangıç değeri görülmez.
S6 Dikiş sonu - İğne ardı ilmek sayısı - D 0 - 5 İlmek sayısı 4
Dikiş sonunda geri beslemeli dikiş [S4] eğer
"Geri beslemeli dikişsiz"
olarak ay ar l a n mı ş s a
başlangıç değeri görülmez.
S7 Dikiş sonu - İğne ardı manipülatör durumu − − Manipülatörsüz
Manipülatörsüz
Manipülatörlü
S40 A Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında
"mutlak değer görünümü" seçildiğinde görülür.
S40 A Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında
"yüzde görünümü" seçildiğinde görülür.
S4 Makine kafası kısmı hızı A 200 - 500 sti/min 500
S42 Büzgü değiştirme konumu A (ilmek sayı-
0 - 9999 İlmek sayısı 0
sı)
S4 B Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında
"mutlak değer görünümü" seçildiğinde görülür.
− 45 −

Numara
Öğe Ayar aralığı Birim
Başlangıç değeri
S4 B Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S44 Makine kafası kısmı hızı B 200 - 500 sti/min 500
S45 Büzgü değiştirme konumu B
0 - 9999 İlmek sayısı 0
(ilmek sayısı)
S46 C Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S46 C Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S47 Makine kafası kısmı hızı C 200 - 500 sti/min 500
S48 Büzgü değiştirme konumu C
0 - 9999 İlmek sayısı 0
(ilmek sayısı)
S49 D Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S49 D Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S50 Makine kafası kısmı hızı D 200 - 500 sti/min 500
S5 Büzgü değiştirme konumu D
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S5] ile [S68] arasındaki veri öğeleri görülmez.
S52 E Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S52 E Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S5 Makine kafası kısmı hızı E 200 - 500 sti/min
S54 Büzgü değiştirme konumu E
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S55] ile [S68] arasındaki veri öğeleri görülmez.
S55 F Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S55 F Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S56 Makine kafası kısmı hızı F 200 - 500 sti/min
S57 Büzgü değiştirme konumu F
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S58] ile [S68] arasındaki veri öğeleri görülmez.
− 46 −

Numara
Öğe Ayar aralığı Birim
Başlangıç değeri
S58 G Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S58 G Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S59 Makine kafası kısmı hızı G 200 - 500 sti/min
S60 Büzgü değiştirme konumu G
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S6] ile [S68] arasındaki veri öğeleri görülmez.
S6 H Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S6 H Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S62 Makine kafası kısmı hızı H 200 - 500 sti/min
S6 Büzgü değiştirme konumu H
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S64] ile [S68] arasındaki veri öğeleri görülmez.
S64 I Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S64 I Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S65 Makine kafası kısmı hızı I 200 - 500 sti/min
S66 Büzgü değiştirme konumu I
(ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak belirlendiğinde, [S67] ile [S68] arasındaki veri öğeleri görülmez.
S67 J Kısmı – Büzgü miktarı 0 - 8,0 mm 2,4
[U06] Büzgü ekranında "mutlak
değer görünümü" seçildiğinde
görülür.
S67 J Kısmı – Büzgü oranı 0 - 200 Yüzde 0
[U06] Büzgü ekranında "yüzde
görünümü" seçildiğinde görülür.
S80 A kısmı – Üst manipülatör basın-
0 - 200 Birim yok 00
cı
S8 A kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S82 Üst/alt manipülatör basınç de-
0 - 9999 İlmek sayısı 0
ğiştirme konumu A (ilmek sayısı)
S8 B kısmı – Üst manipülatör basın-
0 - 200 Birim yok 00
cı
S84 B kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
− 47 −

Numara
S85 Üst/alt manipülatör basınç değiştir-
Öğe Ayar aralığı Birim
0 - 9999 İlmek sayısı 0
Başlangıç değeri
me konumu B (ilmek sayısı)
S86 C kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S87 C kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S88 Üst/alt manipülatör basınç değiştir-
0 - 9999 İlmek sayısı 0
me konumu C (ilmek sayısı)
S89 D kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S90 D kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S9 Üst/alt manipülatör basınç değiştir-
me konumu D (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak
belirlendiğinde, [ S92] ile
[S08] arasındaki veri öğeleri görülmez.
S92 E kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S9 E kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S94 Üst/alt manipülatör basınç değiştir-
me konumu E (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak
belirlendiğinde, [ S95] ile
[S08] arasındaki veri öğeleri görülmez.
S95 F kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S96 F kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S97 Üst/alt manipülatör basınç değiştir-
me konumu F (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak
belirlendiğinde, [ S98] ile
[S08] arasındaki veri öğeleri görülmez.
S98 G kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S99 G kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S00 Üst/alt manipülatör basınç değiştir-
me konumu G (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak
belirlendiğinde, [S0] ile
[S08] arasındaki veri öğeleri görülmez.
S0 H kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S02 H kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S0 Üst/alt manipülatör basınç değiştir-
me konumu H (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlmek sayısı 0 (sıfır) olarak
belirlendiğinde, [S04] ile
[S08] arasındaki veri öğeleri görülmez.
− 48 −
Numara
Öğe Ayar aralığı Birim
Başlangıç değeri
S04 I kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S05 I kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S06 Üst/alt manipülatör basınç değiştir-
me konumu I (ilmek sayısı)
0 - 9999 İlmek sayısı 0
İlme k sayısı 0 (s ı fı r )
olara k b elirlendiğind e,
[S07] ile [S08] arasındaki veri öğeleri görülmez.
S07 J kısmı – Üst manipülatör basıncı 0 - 200 Birim yok 00
S08 J kısmı – Alt manipülatör basıncı 0 - 200 Birim yok 00
S20 Malzeme sonu saptandıktan sonra
200 - 500 sti/min 500
makine kafasının ilmek hızı
S0 İstieyici çalışmasının seçimi − − Durma
Durma
BELLEK düğmesi [U0]
"İstifleyicisiz" olarak belirlendiği zaman bu öğe
görülmez.
Çalıştır
S İstieyicinin çalışma konumu 0 - 999 Birim yok 0
BELLEK düğmesi [U0]
"İstifleyicisiz" olarak belirlendiği zaman bu öğe
görülmez.
S2 İstieyicinin çalışma sayısının seç - 0 Birim yok
BELLEK düğmesi [U0]
"İstifleyicisiz" olarak belirlendiği zaman bu öğe
görülmez.
− 49 −

9. İstieyicinin çalışma sayısının seç
Tescilli dikiş çeşidi numarasındaki verileri, kullanılmayan bir dikiş çeşidi numarasına kopyalamak mümkündür.
Bir dikiş çeşidini üzerine yazarak kopyalamaya izin verilmemektedir. Dolayısıyla kullanılmayan dikiş çeşidini
önce silmek ve tescilli dikiş çeşidi numarasını üzerine yazdırmak gereklidir.
1) Çalışma panelini giriş moduna
getirin.
LCD ekranı 1 arka ışığının mavi olduğu
giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın
yeşil olduğu dikiş modunda ise, giriş mo-
duna geçmek için HAZIR tuşuna 2
basın.
2) Kopyalanacak kaynak dikiş çeşidi
numarasını seçin.
Kopyalanacak kaynağın dikiş çeşidi numarasını, dikiş çeşidi seçme ekranında seçin.
Bakınız sayfa 7
→
seçimi".
Dikiş çeşidi verilerini yeni programlamak
istiyorsanız, başlangıç değeri dikiş çeşidini
yeni bir dikiş çeşidine kopyalamak kolaylık
sağlar.
Bakınız sayfa 42
→
ğeri dikiş çeşidini kullanmak".
"^-3. Dikiş çeşidi
"^-7. Başlangıç de-
1
Kopyalama
için kaynak
dikiş çeşidi
numarası
@3
2 3
Kopyalama için hedef
dikiş çeşidi numarası (B)
A
!1
3) Kopyalama ekranını çağırın.
KOPYALA tuşuna @3 basıldığı zaman, kopyalama ekranı A izlenir.
4) Kopyalama için hedef dikiş çeşidi numarası seçin.
Kullanılmayan dikiş çeşidi numarası yanıp söner. Kaynak veriyi kopyalamak istediğiniz hedef dikiş çeşidi
numarasını seçmek için VERİ DEĞİŞTİRME tuşuna !1 basın.
Dikiş çeşidini silmek isterseniz çöp kutusunu seçin.
5) Kopyalamaya başlayın.
HAZIR tuşuna 2 bastığınız zaman kopyalama işlemi başlar. İki saniye sonra, kopyalama yoluyla
oluşturulan dikiş çeşidi numarası seçilmiş olarak giriş ekranına dönülür.
SIFIRLAMA tuşuna 3 basarsanız, veri kopyalama yapılmadan önceki ekrana dönülür.
* Çevrim verileri ve sürekli dikiş verileri de aynı şekilde kopyalanabilir.
− 50 −

10. DİKİŞ ÇEŞİDİ TESCİL tuşunun kullanılması
DİKİŞ ÇEŞİDİ TESCİL tuşuna sık kullanılan dikiş çeşidi numarası tescil etmeniz önerilir. Dikiş çeşidi tescil
edildikten sonra, tescil edilen dikiş çeşidini sadece giriş modundayken DİKİŞ ÇEŞİDİ TESCİL tuşuna basarak
seçebilirsiniz.
(1) Tescil prosedürü
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş
modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil
olduğu dikiş modunda ise, giriş moduna geçmek
için HAZIR tuşuna 2 basın.
2) Dikiş çeşidi tescil ekranını çağırın.
Dikiş çeşidi numarasını kaydetmek istediğiniz
tuşa (P ile P arasında bir tuş) @7 -
saniye basınca dikiş çeşidi tescil ekranı A gö-
rünür.
3) Dikiş çeşidi numarası seçin.
O an kullanım için müsait olan dikiş çeşidi numarası B yanıp söner. ÖĞE SEÇME tuşuna !0
basarak, DİKİŞ ÇEŞİDİ TESCİL tuşu-
na tescil etmek istediğiniz dikiş çeşidi numarasını seçin.
Çöp kutusunu seçerseniz tescil işlemi sıfırlanabilir.
2 3
B
A
1
!0
@7
4) Tescil işlemini başlatın.
HAZIR tuşuna 2 bastığınız zaman tescil işlemi başlar. Ekran, iki saniye sonra giriş ekranı haline döner.
SIFIRLAMA tuşuna 3 basarsanız, dikiş çeşidi tescil işlemi yapılmaz ve önceki ekrana dönülür.
(2) Ürünü satın aldığınız andaki tescil durumu
TESCİL tuşu Tescilli dikiş çeşidi numarası
P Dikiş çeşidi numarası
P2 Dikiş çeşidi numarası 2
P Dikiş çeşidi numarası
− 5 −
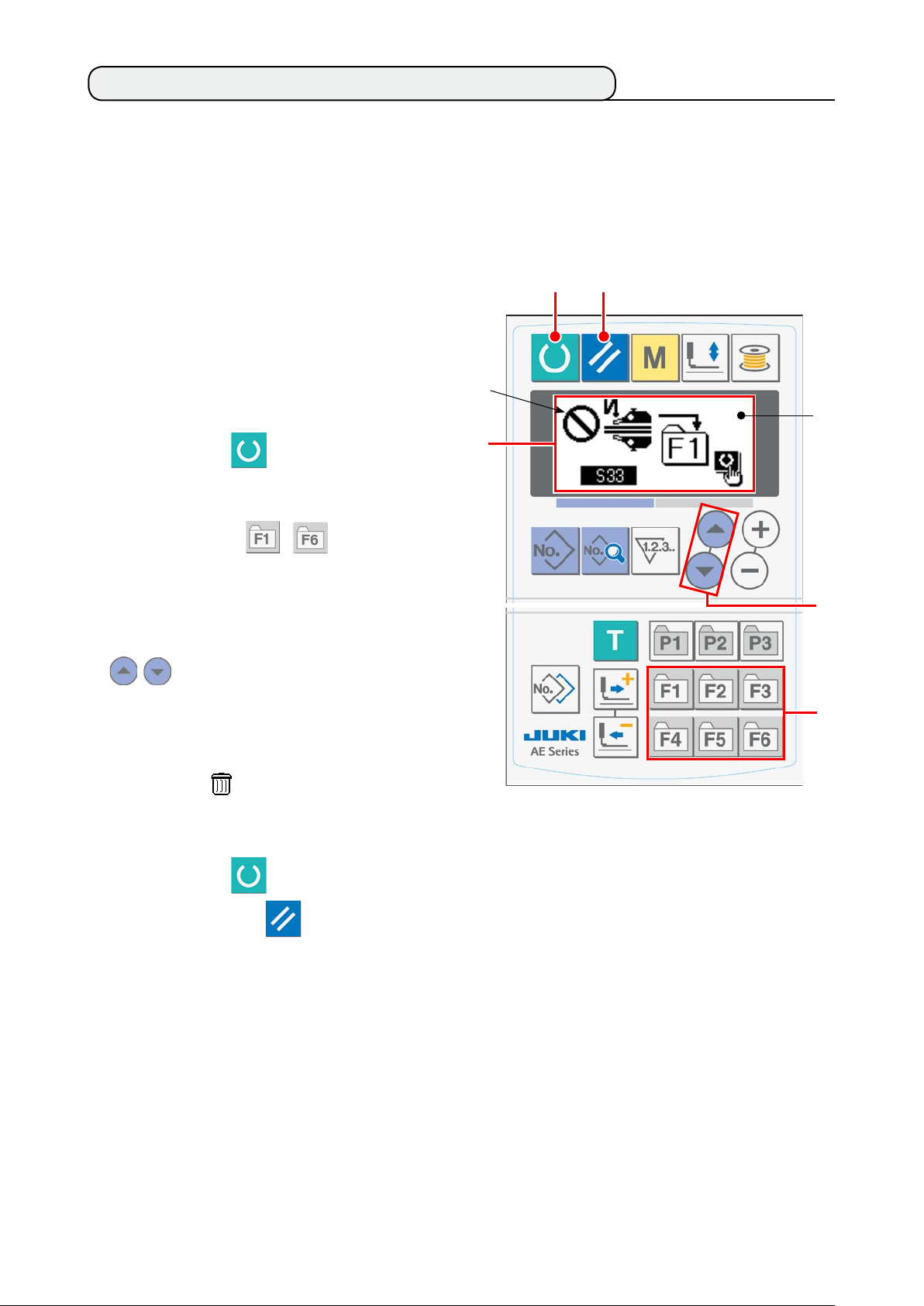
11. PARAMETRE TESCİL tuşunun kullanılması
PARAMETRE TESCİL tuşuna sık kullanılan bir parametre tescil etmeniz önerilir.
Parametre tescil edildikten sonra, tescil edilen parametreyi sadece giriş modundayken PARAMETRE TESCİL
tuşuna basarak seçebilirsiniz.
Sadece parametre değil, aynı zamanda parametre numarası da PARAMETRE TESCİL tuşuna tescil edilebilir. Yani bu tuş da, sayfa 5’de
şekilde kullanılabilir.
"^-10. DİKİŞ ÇEŞİDİ TESCİL tuşunun kullanılması"
bölümünde tarif edilen
(1) Tescil prosedürü
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
2) Parametre tescil ekranını çağırın.
Parametre tescil etmek istediğiniz tuşa (F ile F6
arasında bir tuş) @8 - üç saniye basınca,
parametre tescil ekranı A görünür.
3) Parametreyi seçin.
PARAMETRE TESCİL tuşuna kaydedilebilecek
olan B öğesi yanıp söner. ÖĞE SEÇME tuşuna !0
basarak, PARAMETRE TESCİL tuşuna
tescil etmek istediğiniz öğeyi seçin.
Tescil edilebilen öğeler arasında dikiş verileri, bellek düğmelerinin (. seviye) parametreleri ve dikiş
çeşidi numaraları vardır.
Çöp kutusunu seçerseniz tescil işlemi sıfırlanabilir.
2 3
B
A
1
!0
@8
4) Tescil işlemini başlatın.
HAZIR tuşuna 2 bastığınız zaman tescil işlemi başlar. Ekran, iki saniye sonra giriş ekranı haline döner.
SIFIRLAMA tuşuna 3 basarsanız, dikiş çeşidi tescil işlemi yapılmaz ve önceki ekrana dönülür.
− 52 −

12. Çevrim dikişi yapılması
Bu dikiş makinesi, çevrim modundayken iki ya da daha fazla dikiş çeşidi verisiyle dikiş dikebilir. En çok 5 dikiş çeşidi girilebilir. Dikilen ürün üzerinde birden fazla farklı düğme deliği varsa çevrim dikiş kullanın. En çok
20 çevrim kaydedilebilmektedir. Gerekirse dikiş çeşitlerini kopyalayın.
Bakınız sayfa 50
/
"^-9. Dikiş çeşidi kopyalamak"
(1) Çevrim verilerinin seçilmesi
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu
dikiş modunda ise, giriş moduna geçmek için HAZIR
tuşuna 2 basın.
.
2
2) Dikiş çeşidi seçimi ekranını çağırın.
DİKİŞ ÇEŞİDİ Numarası tuşuna 7 bastığınızda, dikiş çeşidi seçimi ekranı A izlenir.
Seçilmiş olan mevcut dikiş çeşidi numarası B yanıp
söner.
B
1
A
3) Çevrim verilerini seçin.
ÖĞE SEÇME tuşuna !0 bastığınız zaman,
tescilli son dikiş çeşidi numarasına ulaşıncaya kadar
tescilli dikiş çeşitleri sırayla ekranda görülür. Ardından tescilli çevrim veri numarası ve sürekli dikiş veri
numarası görülür. Dikmek istediğiniz çevrim veri numarasını seçin.
7
!0
4) Dikişi dikin.
Çevrim verileri seçiliyken HAZIR tuşuna 2 basınca, artık dikiş dikilebileceğini göstermek üzere LCD
ekranın 1 arka aydınlatması yeşil yanar.
Ürünü satın aldığınız sırada sadece çevrim veri numarası fabrika tescillidir, ancak çevrim verilerine hiçbir dikiş çeşidi girilmemiştir. Dolayısıyla dikiş makinesi dikişe hazır halde değildir.
Sayfa 54’te
rin.
"^-12-(2) Çevrim dikiş prosedüründe düzenleme yapmak"
bölümüne bakarak verileri gi-
− 5 −

(2) Çevrim dikiş prosedüründe düzenleme yapmak
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
2) Düzenlenecek çevrim veri numarasını
çağırın.
Dikiş çeşidi seçim ekranını çağırmak için DİKİŞ ÇE-
ŞİDİ Numarası tuşuna 7 bastığınızda, o an
seçili olan dikiş çeşidi numarası B yanıp söner. ÖĞE
1
C
2
3
D
SEÇME tuşuna !0 bastığınız zaman, son
dikiş çeşidi numarasına ulaşıncaya kadar tescilli di-
kiş çeşitleri sırayla ekranda görülür. Ardından tescilli
çevrim veri numarası ve sürekli veri numarası görülür.
Dikmek istediğiniz çevrim numarasını seçin.
7
8
!0
3) Çevrim verilerini düzenleme konumuna getirin.
VERİ tuşuna 8 bastığınız zaman "çevrim verileri düzenleniyor" ekranı C görünür ve dikilmekte olan
dikiş çeşidi numarası D yanıp söner. Bu durumda veriler düzenlenebilir.
4) Düzenlenecek noktayı seçin.
ÖĞE SEÇME tuşuna !0 basınca, düzenleme noktası sırayla kayarken yanıp söner. Düzenleme
noktasını son veri parçasına gittiğinde, ekleme komutu resimli simgesi ekranda görülür.
5) Seçilen düzenleme noktasındaki verileri değiştirin.
VERİ DEĞİŞTİRME tuşuna !1 basınca, düzenleme noktasındaki veriler değiştirilebilir.
Tescilli dikiş çeşidi numarası, seçilmesine imkan tanımak üzere ekranda görülür.
SIFIRLAMA tuşuna 3 basınca, düzenleme noktasındaki dikiş çeşidi verileri silinebilir.
Verileri düzenlemek için 4) ve 5) adımlarını tekrarlayın.
!1
− 54 −

13. Bellek düğmesi verilerinin değiştirilmesi
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil olduğu dikiş modunda ise, giriş moduna geçmek için
HAZIR tuşuna 2 basın.
A
1. Seviye
2) Bellek düğmesi verilerini düzenleme
ekranını çağırın.
MOD tuşuna 4 basınca, bellek düğmesi verileri (. seviye) düzenleme ekranına A geçilir. Tuşu
saniye ya da daha uzun süre basılı tutunca, bellek
düğmesi verileri (2. seviye) düzenleme ekran görünümüne B geçilir.
3) Değiştirilecek bellek düğmesi verilerini
seçin.
Değiştirmek istediğiniz veri öğesini seçmek için
ÖĞE SEÇME tuşuna !0 basın.
4) Veriyi değiştirin.
Bellek düğmesi verileri, değiştirilecek olan veri öğelerinin değerlerinden ve seçilecek olan resimli simgelerden oluşur.
Değiştirilecek olan veri öğesinin değeri, . gibi
alfanümerik bir rakamla verilir. Değiştirilebilir olan
öğenin değeri, VERİ DEĞİŞTİRME tuşuna !1
basıp bu değeri arttırarak ya da azaltarak değiştirilebilir.
Değiştirilecek olan veri öğesinin resimli simgesi,
gibi alfanümerik bir rakamla verilir. Öğeye ait
resimli simge, VERİ DEĞİŞTİRME tuşu !1
kullanılarak seçilebilir.
Bellek düğmesi verileri için bakınız
/
lek doüğmesi verileri listesi” (sayfa 56)
"^-14. Bel-
.
Veri öğesi numarası
B
2 4
1
Veri öğesini temsil eden
resimli simge
2. Seviye
!1
!0
− 55 −
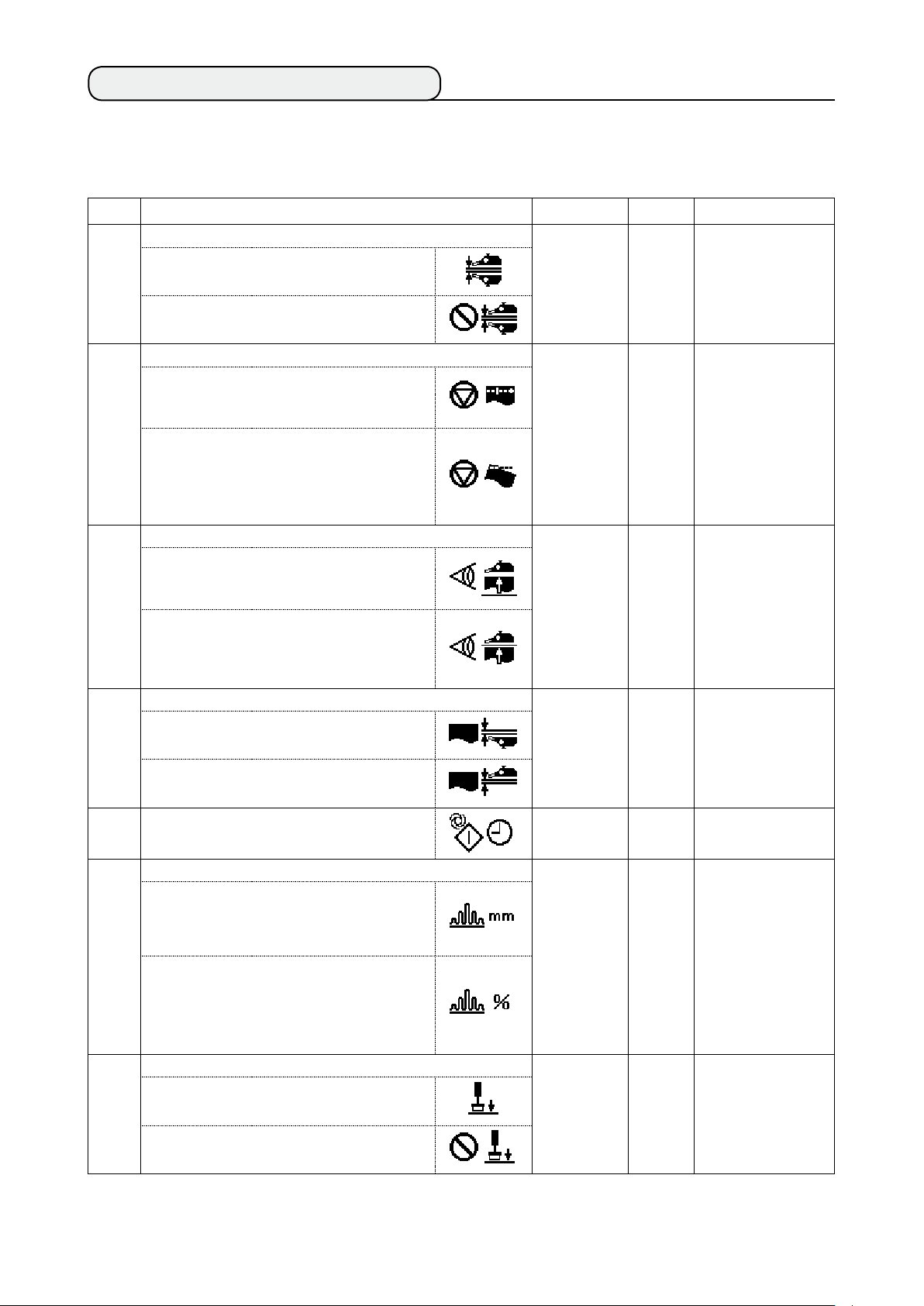
14. Bellek düğmesi veri listesi
(1) 1. Seviye
Bellek düğmesi verileri (. Seviye), dikiş makinelerinin paylaştığı çalışma verileridir. Bu veriler tüm dikiş çeşitlerinde ortaktır.
Numara
Öğe Ayar aralığı Birim Başlangıç değeri
U0 Manipülatör çalışmasının seçimi − − Manipülatör çalışır
Manipülatör çalışır durumda
durumda
Manipülatör çalışmıyor
U02 Dikiş sonunda çalışma seçimi − − Standart çalışma
Standart çalışma
Dikiş makinesi, malzeme sonu sensöründen
bağımsız olarak dikişi bitirir
Malzeme sonu sensörünün malzeme algılamasına rağmen dikiş makinesinde aşağıda
kumaş yoksa, dikiş makinesi iplik kestikten
sonra ileri geri gidip dikiş sonunu sağlamlamadan durur.
U0 Malzemeyi yerleştirme koşulunun seçimi − − Malzeme, sensörün
Malzeme, sensörün altına sokulduğunda ve
artık daha fazla gitmediğinde, sensör dikiş
makinesine malzeme koyulduğunu varsayar.
Sensör, malzeme dikiş makinesinin üzerine
koyulduğunda ve sensörün önüne geldiğinde
altına sokulduğunda
ve artık daha fazla
gitmediğinde, sensör dikiş makinesine
malzeme koyuldu-
ğunu varsayar.
dikiş makinesine malzeme koyulduğunu varsayar.
U04 Tek parça dikiş modunun seçimi − − Alt manipülatör
Alt manipülatör (normal)
Üst manipülatör kullanılarak tek parça malzeme dikilir.
U05 Otomatik başlama süresi 00 - 500 msn 500
U06 Büzgü ekranının değişimi − − Rakamlar % olarak
Mutlak değer ekranı
Dikiş verilerinin öğeleri [S40, S4, S46, S49, S52, S55,
S58, S6, S64 ve S67] kullanılarak büzgü miktarı (mm)
ekranda görülür. Kadran kullanılarak alt besleme miktarı
değiştirilse bile büzgü miktarı değişmez.
gösterilir
Yüzde ekranı (alt besleme miktarıyla ilgili)
Dikiş verilerinin öğeleri [S40, S4, S46, S49, S52, S55,
S58, S6, S64 ve S67] kullanılarak, yüzde ekranı (alt besleme miktarıyla bağlantılı) büzgü oranı (%) ekranda görülür. Kadran yardımıyla alt besleme miktarı değiştirilirse,
büzgü miktarı otomatik olarak önceden belirlenmiş olan
ilgili orana (%) döner.
U07 Malzemeyi bastırma ayağının çalışmasının seçimi − − Malzemeyi bastırma
İstieyici çalıştığı zaman malzemeyi bastırma
ayağı çalışır.
ayağı çalışır.
İstifleyici çalıştığı zaman, malzemeyi bastırma ayağının çalışması engellenir.
− 56 −

Numara
Öğe Ayar aralığı Birim Başlangıç değeri
U0 İstieyicinin uygulanması/tipi − − İstieyicisiz
İstieyicisiz
Havalı istieyici uygulanır
"İ stifl eyic isiz" seçi mi
tercih edildiğinde, dikiş verilerinin [S0],
[S] ve [S2] öğeleri
görülmez.
Standart çubuk istieyici uygulanır
U İstieme zamanlayıcısı 0,0 - 9,9 0, sn 0,5
İstifleyici "İstifleyicisiz"
olarak belirlendiği zaman bu öğe görülmez.
U2 İstieme zamanlayıcısı 2 0,0 - 9,9 0, sn 0,5
İstifleyici "İstifleyicisiz"
olarak belirlendiği zaman bu öğe görülmez.
U İstieme zamanlayıcısı 0,0 - 9,9 0, sn ,5
İstifleyici "İstifleyicisiz"
olarak belirlendiği zaman bu öğe görülmez.
U5 İlk ilmek için yumuşak başlangıç hızı 200 - 500 sti/min 800
U6 2. ilmek için yumuşak başlangıç 200 - 500 sti/min 800
U7 . ilmek için yumuşak başlangıç 200 - 500 sti/min 2000
U8 4. ilmek için yumuşak başlangıç 200 - 500 sti/min 000
U9 5. ilmek için yumuşak başlangıç 200 - 500 sti/min 500
U20 Sayaç güncelleme ünitesi - 0 Birim yok
U2 Masurada kalan iplik miktarının algılanması var/yok seçi-
mi
Masurada kalan iplik miktarını algılayan
− − Masurada kalan iplik
miktarını algılayan
cihaz olmadan
cihaz olmadan
Masurada kalan iplik miktarını algılayan
cihaz takılıdır.
U22 Masurada kalan iplik miktarını algılama
0 - 9 Sayı
sayısı
U2 Kopan ipliği algılama işleminin seçimi − − Masurada kalan iplik
Masurada kalan iplik miktarını algılayan
cihaz olmadan
miktarını algılayan
cihaz olmadan
Masurada kalan iplik miktarını algılayan
cihaz takılıdır.
− 57 −

Numara
U24 Malzeme yerleştirildiğinde iğnenin aşağı inmesi − − İğ ne yukarıd ayken
İğne yukarıdayken malzeme yerleştirme
İğne aşağıdayken malzeme yerleştirme
(*) Malzemeyi dikiş makinesinin üzerine
yerleştirmeden BAŞLAT düğmesine basarsanız iğne mili aşağı iner.
U25 Kısım seçimi − − Büzgü miktarı kısmı
Büzgü miktarı kısmı ve manipülatör basıncı kısmı aynıdır.
Büzgü miktarı kısmı ve manipülatör basıncı kısmı ayrıdır.
(*) İğne mili aşağıdayken iğne milini referans olarak kullanarak malzemeyi dikiş makinesinin üzerine yerleştirmek mümkündür.
İğne mili en alt noktayı geçtikten sonra duracağı için baskı ayağının üst konumunu ayarlar. (79. sayfada bakınız "*-1. Baskı
ayağını kaldırma kolunun ayarlanması ".) Malzemeyi dikiş makinesinin üzerine yerleştirdikten sonra BAŞLAT düğmesine
basarsanız dikiş makinesi dikmeye başlar.
Öğe Ayar aralığı Birim Başlangıç değeri
malzeme yerleştirme
ve manipülatör basıncı kısmı aynıdır.
(2) 2. Seviye
MOD düğmesi saniye ya da daha uzun süre basılı tutulursa, 2. Seviye olarak sınıandırılmış veri öğelerinin
düzenlenmesine imkan tanınır.
Numara
K0 Parametre ayarlarının değiştirilmesini engelleme − − Değişiklik
Değişiklik yapmak mümkündür
Dikiş verilerinde ve bellek düğmesi verilerinde
değişiklik yapılmasına "izin verilmez".
K02 Maksimum hız sınırı ayarı 200 - 500 sti/min 500
K0 Besleme adımı motor başlangıç noktasının dü-
zeltilmesi
K04 Baskı ayağının aşağı inmesi için bekleme süresi 0 - 00 msn 50
K05 Manipülatör basıncını düzeltmede üst değer –0 - 0 − 0
Öğe Ayar aralığı Birim
–0 - 0 − 0
Başlangıç
değeri
yapmak
mümkündür
K06 Manipülatör basıncını düzeltmede alt değer –0 - 0 − 0
K07 Manipülatör sensör tipinin belirlenmesi 0 - − 0
K08 Dikiş başlangıcı – İleri geri düğüm dikişinde ma-
kine kafasının dönüş hızı
K09 Dikiş sonu – İleri geri düğüm dikişinde makine
kafasının dönüş hızı
200 - 900 sti/min 800
200 - 900 sti/min 800
− 58 −

Numara
K0 Dikiş başlangıcında geri beslemeli dikiş için düzeltme
ilmeği A sayısı
Öğe Ayar aralığı Birim
0 - 5 İlmek
sayısı
Başlangıç
değeri
0
K Dikiş başlangıcında geri beslemeli dikiş için düzeltme
ilmeği B sayısı
K2 Dikiş sonunda geri beslemeli dikiş için düzeltme ilmeği
C sayısı
K Dikiş sonunda geri beslemeli dikiş için düzeltme ilmeği
D sayısı
K4 Dikiş başlangıcında ileri geri düğüm dikişi solenoid çı-
kışı için düzeltme açısı A
K5 Dikiş başlangıcında ileri geri düğüm dikişi solenoid çı-
kışı için düzeltme açısı B
K6 Dikiş başlangıcında ileri geri düğüm dikişi solenoid çı-
kışı için düzeltme açısı D
K7 Set value for the needle bar stopping position –50 - 50 Derece 0
K0 Besleme miktarı okuma değeri potansiyometre düzelt-
mesinin düzeltilmesi
[Açıklama]
Kadranla belirlenen alt besleme miktarı, maksimum
konum (potansiyometre değeri) ve besleme miktarının
minimum değeri kaydedilerek okunur.
0 - 5 İlmek
sayısı
0 - 5 İlmek
sayısı
0 - 5 İlmek
sayısı
–6 - 6 x 0 dere-
ce
–6 - 6 x 0 dere-
ce
–6 - 6 x 0 dere-
ce
− − −
0
0
0
0
0
0
K40 Ana mil motor kayışının değiştirilmesi için ayar modu
[Açıklama]
Ana mil motoru 5 derecede sabitlendiği için, ana mil
motoru makine kafası tarafında referans noktaya göre
hizalandıktan sonra ana mil motor kayışının yeniden
takılması gerekir.
K50 Sensör kontrol modunu başlatmak
: Üst kumaş içteki (malzeme sonu) sensör
2: Üst kumaş dıştaki sensör
: Alt kumaş içteki (malzeme sonu) sensör
4: Alt kumaş dıştaki sensör
5: Çalıştırma düğmesi
6: Malzeme algılayıcı sensör
7: Üst besleme adımı başlangıç noktası sensörü
8: Makine kafasını yatırma düğmesi
9: SDET sensör
0: Çalıştırma pedalı sensörü (Çalıştırma)
: Çalıştırma pedalı sensörü 2 (Baskı ayağı)
2: Çalıştırma pedalı sensörü (Makine kafası hız
değişimi)
: Masurada kalan iplik miktarının saptanması,
başlangıç noktası
4: Masurada kalan iplik miktarının saptanması,
iplik yok
− − −
− − −
− 59 −

15. Üst büzgünün belirlenmesi
Üst büzgü miktarı, BELLEK düğmesi "U06" kullanılarak iki farklı yöntemle seçilebilir; yani "Üst besleme miktarını belirlemek" (mm olarak) ve "alt besleme miktarıyla bağlantılı olarak yüzde cinsinden belirlemek" (% olarak).
Üst büzgü kısmını 0 kısma kadar bölmek ve ilgili kısımlardaki büzgü miktarını ayrı ayrı belirlemek mümkündür. Aynı zamanda bu kısımlar için makine kafası hızını ayarlamak da mümkündür.
Örnek: Dikişin sadece bir kesiminin büzülmesi hali
A B C D
Başlangıç Bitiş
Standart
dikiş
kısmı
Üst
büzgü
kısmı
Standart dikiş
kısmı
Büzgü miktarı için, "U06" veri öğesinde "mutlak değer ekran görünümü" seçilecek ve A’dan D’ye kadar dört
kısım kullanılacaktır.
Numara Ayar öğesi Ayar değeri Hatırlatmalar
S40 A Kısmı – Büzgü miktarı
S4 Makine kafası kısmı hızı A
S42
S4 B Kısmı – Büzgü miktarı
S44 Makine kafası kısmı hızı B
S45
S46 C Kısmı – Büzgü miktarı
S47 Makine kafası kısmı hızı C
S48
S49 D Kısmı – Büzgü miktarı
S50 Makine kafası kısmı hızı D
S5
Üst büzgü değiştirme konumu A (ilmek
sayısı)
Üst büzgü değiştirme konumu B (ilmek
sayısı)
Üst büzgü değiştirme konumu C (ilmek
sayısı)
Üst büzgü değiştirme konumu D (ilmek
sayısı)
2,5
2500
40
,7
2500
40
2,5
2500
20
2,5
500
0
Üst besleme miktarı 2,5 mm olarak belirlenmelidir.
Makine kafası hızı 2500 sti/min olarak
belirlenmelidir.
40-ilmek kısmı
Üst besleme miktarı ,7 mm olarak belirlenmelidir.
Makine kafası hızı 2500 sti/min olarak
belirlenmelidir.
40-ilmek kısmı
Üst besleme miktarı 2,5 mm olarak belirlenmelidir.
Makine kafası hızı 2500 sti/min olarak
belirlenmelidir.
20-ilmek kısmı
Üst besleme miktarı 2,5 mm olarak belirlenmelidir.
Makine kafası hızı 500 sti/min olarak
belirlenmelidir.
Sonuna kadar
Üst büzgü değişim konumu (ilmek sayısı) "0" olarak belirlendiği zaman, üst büzgü kısmı sonuna
kadar devam eder. Dikiş makinesi bir sonraki kısma ilerlemez.
− 60 −
16. Manipülatör basıncının ayarlanması
Bir dikiş, maksimum 0 üst/at manipülatör basıncı kısmının alt kısımlarına bölünebilir. Basınç değeri, ilgili kısımlar için ayrı ayrı belirlenebilir.
Örnek: Bir dikişin aynı basınçla dikilmesi halinde
Numara Ayar öğesi Ayar değeri Hatırlatmalar
S80 A kısmı – Üst manipülatör basıncı
S8 A kısmı – Alt manipülatör basıncı
S82 Manipülatör basıncı değiştirme konumu A (ilmek sayısı)
S8 B kısmı – Üst manipülatör basıncı
S84 B kısmı – Alt manipülatör basıncı
S85 Manipülatör basıncı değiştirme konumu B (ilmek sayısı)
S86 C kısmı – Üst manipülatör basıncı
S87 C kısmı – Alt manipülatör basıncı
S88 Manipülatör basıncı değiştirme konumu C (ilmek sayısı)
S89 D kısmı – Üst manipülatör basıncı
S90 D kısmı – Alt manipülatör basıncı
S9 Manipülatör basıncı değiştirme konumu D (ilmek sayısı)
85
98
0
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
Malzeme, 85 basınç değeriyle kenetlenir.
Malzeme, 98 basınç değeriyle kenetlenir.
Kısım, dikiş sonuna kadar devam eder
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Her değer uygundur
Manipülatör değişim konumu (ilmek sayısı) "0" iken, manipülatör basınç kısmı sonuna kadar
devam eder. Dikiş makinesi bir sonraki kısma ilerlemez.
Örnek: Bir dikişin beş kısma bölünmesi ve bu kısımların sırasıyla farklı basınç değerlerinde dikilmesi hali
A B C D
S80 S83 S86 S89 S92
Başlangıç
Numara Ayar öğesi Ayar değeri Hatırlatmalar
S80 A kısmı – Üst manipülatör basıncı
S8 A kısmı – Alt manipülatör basıncı
S82 Manipülatör basıncı değiştirme konumu A (ilmek sayısı)
S8 B kısmı – Üst manipülatör basıncı 80
S84 B kısmı – Alt manipülatör basıncı 90
S85 Manipülatör basıncı değiştirme konumu B (ilmek sayısı) 0 0-ilmek kısmı
S86 C kısmı – Üst manipülatör basıncı 0 Manipülatör yükselir.
S87 C kısmı – Alt manipülatör basıncı 0 Manipülatör yükselir.
S88 Manipülatör basıncı değiştirme konumu C (ilmek sayısı) 5 5-ilmek kısmı
S89 D kısmı – Üst manipülatör basıncı 80
S90 D kısmı – Alt manipülatör basıncı 90
S9 Manipülatör basıncı değiştirme konumu D (ilmek sayısı) 0 0-ilmek kısmı
S92 E kısmı – Üst manipülatör basıncı 85
S9 E kısmı – Alt manipülatör basıncı 98
S94 Manipülatör basıncı değiştirme konumu E (ilmek sayısı) 0 Dikişin sonuna kadar olan kısım
S81 S84 S87 S90 S93
E
Üst manipülatör basınç değeri
Alt manipülatör basınç değeri
Bitiş
85
98
0
Malzeme, 85 basınç değeriyle kenetlenir.
Malzeme, 98 basınç değeriyle kenetlenir.
0-ilmek kısmı
Manipülatör değişim konumu D (ilmek sayısı) [S91] için bazı ilmek sayıları (ya da daha fazlası)
belirlenmişse, E [S92] ve [S94] arasındaki kısımlar ekranda görülür. Manipülatör değişim konumu (ilmek sayısı) "0" iken, manipülatör basınç kısmı sonuna kadar devam eder. Dikiş makinesi
bir sonraki kısma ilerlemez.
− 6 −

17. Öğretmenin kullanılması
Öğretme fonksiyonu, üst büzgü miktarını ve alt/üst manipülatör basıncını değiştirirken dikiş makinesini çalıştırarak dikişin kontrol edilmesine imkan tanır.
Dikiş makinesi çalışırken uygulanan üst büzgü miktarı ve alt/üst manipülatör basıncı, ilmek sayısı bazında
kısım kısım kaydedilebilir.
1) Çalışma panelini giriş moduna getirin.
LCD ekranı 1 arka ışığının mavi olduğu giriş modundayken dikiş çeşidi değiştirilebilir.
Çalışma paneli eğer arka aydınlatmanın yeşil
olduğu dikiş modunda ise, giriş moduna geçmek
için HAZIR tuşuna 2 basın.
2) Öğretmek için hedef dikiş çeşidi
numarasını seçin.
Öğretmek için kullanılacak olan dikiş çeşidi numarasını, dikiş çeşidi seçme ekranında seçin.
3) Öğretme moduna girin.
Çalışma panelinde ÖĞRETME tuşuna @4
basın.
4) Öğretmeye başlayın.
Öğretme ekranı aşağıda görülmektedir. LCD ekranın arka aydınlatması yeşildir.
Tüm kısımlarda ilmek sayısı 0’dır (sıfır).
Öğretmek için seçilen dikiş çeşidine kaydedilmiş
olan alt/üst manipülatör basınç değeri ve üst büzgü miktarı verileri ekranda görülür.
2 3
!1
!0
@4
@6@5
Öğretme ekranı
Öğretme kısmı yanıp söner.
Öğretme kısmı İLERİ tuşu @5 ya da GERİ tuşu @6 kullanı-
larak yer değiştirilebilir.
Büzgü miktarı ekranı seçilerek mutlak değer ekranı ve yüzde
ekranı arasında geçi yapılabilir.
Yanıp sönen ışığı değiştirmek için seçilen nokta.
ÖĞE SEÇME tuşunu !0 kullanarak değiştirilebilen öğeyi seçin.
İlmek sayısı, üst manipülatör basınç değeri ve üst büzgü miktarı değiştirilebilen öğelerdir.
VERİ DEĞİŞTİRME tuşunu !1 kullanarak değeri değiştirin.
− 62 −
Malzemeyi dikiş makinesinin üzerine yerleştirdikten sonra BAŞLAT düğmesine basarsanız, makine kafası
dönmeye başlar ve ilgili kısma ait ilmek sayısı ilave edilir. Dikiş makinesinin dikişi bitirmesine izin vermek
üzere sensör tarafından malzeme sonu algılandığında, ilgili kısmın ilmek sayısı temizlenerek "0" (sıfır)
olur.
5) Öğretmeyi bitirin.
HAZIR tuşuna 2 bastığınızda, iplik kesildikten sonda dikiş makinesi durur ve kısımlara ait alt/üst
manipülatör basınç değeri, üst büzgü miktarı ve ilmek sayısı kaydedilir ve öğretme işlemi sona erer.
Malzeme sonu algılanmadan öğretme işlemine son verilirse (dikiş sırasında makine durdurularak öğretme
işlemine son verilirse), [A] ile [J] arasındaki kısımlarda toplam ilmek sayısı dikiş parametresi olarak
belirlenir (Toplam ilmek sayısından sonra dur).
SIFIRLAMA tuşuna 3 bastığınız zaman, iplik kesildikten sonra dikiş makinesi durur ve ayar değerleri silindikten sonra öğretme işlemine son verilebilir.
− 6 −

18. Alt besleme miktarını okuma potansiyometresini düzeltilmesi
Makine kafasının alt besleme miktarını okumak için bir potansiyometre kullanılır. Bu potansiyometre, okuduğu değeri gerçek besleme miktarıyla karşılaştırmak için düzeltme gerektirir.
1. Ayar ekranını çağırma
Bakım seviyesindeki parametrelerin [K0]
ekrana getirilmesi gerekir.
Ekranı çağırmak için HAZIR tuşuna
2
basın.
2 3
2. Ayar prosedürü
ÖĞE SEÇME tuşunu !0 kullanarak "MIN" ya da "MAX" seçin.
"MIN" seçildiğinde .... Önce alt besleme düzenleme kadranını çevirerek besleme miktarını "0" (sıfır) değe-
!0
rine getirin. Ardından kaydetmek için HAZIR tuşuna
"MAX" seçildiğinde .... Önce alt besleme düzenleme kadranını çevirerek besleme miktarını "4" (dört) de-
ğerine getirin. Ardından kaydetmek için HAZIR tuşuna
2
2
basın.
basın.
3. Ayarın bitirilmesi
SIFIRLAMA tuşuna 3 basarak ayar ekranından çıkabilirsiniz.
− 64 −

&
. PARÇALARLA ÇALIŞMAK VE AYAR
1. Malzeme kaymasını ve manipülatör basıncını ayarlamak
1
2
!1
!2
5 3
) Gücü AÇIK konuma getirdiğiniz zaman, LCD’de
başlangıç ekranı görülür.
1
2) VERİ tuşuna 2 bastığınız zaman, LCD’de 1
[S0] çalışma modu görülür.
4
) LCD’de 1 [U0] manipülatörün çalışmasını iste-
mek için MOD tuşuna 3 basın.
6
4) Manipülatörün çalışmasını durdurmak için VERİ
DEĞİŞTİRME 4 tuşunun tuşuna basın.
5) HAZIR tuşuna 5 bastığınız zaman, LCD’de 1
aşağıdaki ekran görülür. Ardından dikiş makinesinin baskı ayağı yukarı kalkar ve LED 6 yanıp
söner.
9
− 65 −

7
8
6) Manipülatör olmadan ayar yapabilmek için üst manipülatörü 7 çevirin.
Alt besleme uzunluğunu ayarladıktan sonra (ayar prosedürü için bakınız
ayarlanması", sayfa 10
) , aynı yönde kesilmiş iki kat malzemeyi 8 deneme dikişi için dikiş makinesi
"$-10. İlmek uzunluğunun
baskı ayağının altına yerleşirin. Dikiş makinesini çalıştırmak için BAŞLAT 9 düğmesine basın. Malzeme
sonuna !0 gelene kadar dikişe devam edin. Dikiş makinesini durdurmak için BAŞLAT 9 düğmesine tekrar basın.
7) Deneme dikişinden sonra, iki kat malzeme arasındaki kaymaya bağlı olarak büzgü miktarını
A
ayarlayın.
hali için [S40] dikiş parametresini "A kısmı –
A
büzgü miktarı" seçin. Büzgü miktarını azaltın.
hali için [S40] dikiş parametresini "A kısmı –
B
büzgü miktarı" seçin. Büzgü miktarını artırın.
B
!0
[S40] A Kısmı – Büzgü oranı
(yüzde görünümü)
!3
8) Büzgü miktarını değiştirme işlemi
Madde 5'te bahsedilen koşulda, [S40]’ı seçmek
için BÜZGÜ KISMI A tuşuna !1 basın. BÜZGÜ
KISMI A tuşuna !1 basınca ekranda [S4] ya da
[S42] görünüyorsa, [S40]’ı seçmek için BÜZGÜ
KISMI A tuşuna tekrar basın.
[S40]’ı seçtikten sonra VERİ DEĞİŞTİRME tu-
şunu 4 kullanarak yüzde değerini !3 değiştirin.
Deneme dikişini tekrarlamak için HAZIR tuşuna
basın ve iki kat malzeme arasındaki kaymayı
5
tekrar ayarlayın. İki kat malzemenin sonu çakışana kadar deneme dikişi ve ayar işlemini tekrarlayın.
9) Alt/üst manipülatör basıncının ayarlanması
İki kat malzeme arasındaki kaymayı ayarladık-
tan sonra alt/üst manipülatör basıncını ayarlayın. HAZIR tuşuna 5 bastığınız zaman, LCD’
de 1 aşağıdaki ekran görülür. Ardından dikiş
makinesinin baskı ayağı yukarı kalkar ve LED 6
yanıp söner.
− 66 −

5 3
0) LCD 1 başlangıç ekranını değiştirmek için HA-
ZIR tuşuna 5 basın.
1
2
!1
!2
) LCD’de 1 [U0] manipülatörün çalışmasını iste-
mek için MOD tuşuna 3 basın.
4
2) Manipülatörün çalışmasını etkin kılmak için VERİ
DEĞİŞTİRME 4 tuşunun tuşuna basın.
) HAZIR tuşuna 5 bastığınız zaman, LCD’de 1
aşağıdaki ekran görülür. Ardından, dikiş makinesinin çalışmaya hazır hale gelmesi için baskı
ayağı yukarı kalkar.
!4
!6
7
4) Üst manipülatörü 7 başlangıç konumuna çevi-
rin.
5) Malzemeyi, malzeme uçlarını malzeme hiza-
lama çizgisiyle !4 aynı hizaya getirerek kumaş
kılavuzunun üzerine yerleştirin.
− 67 −
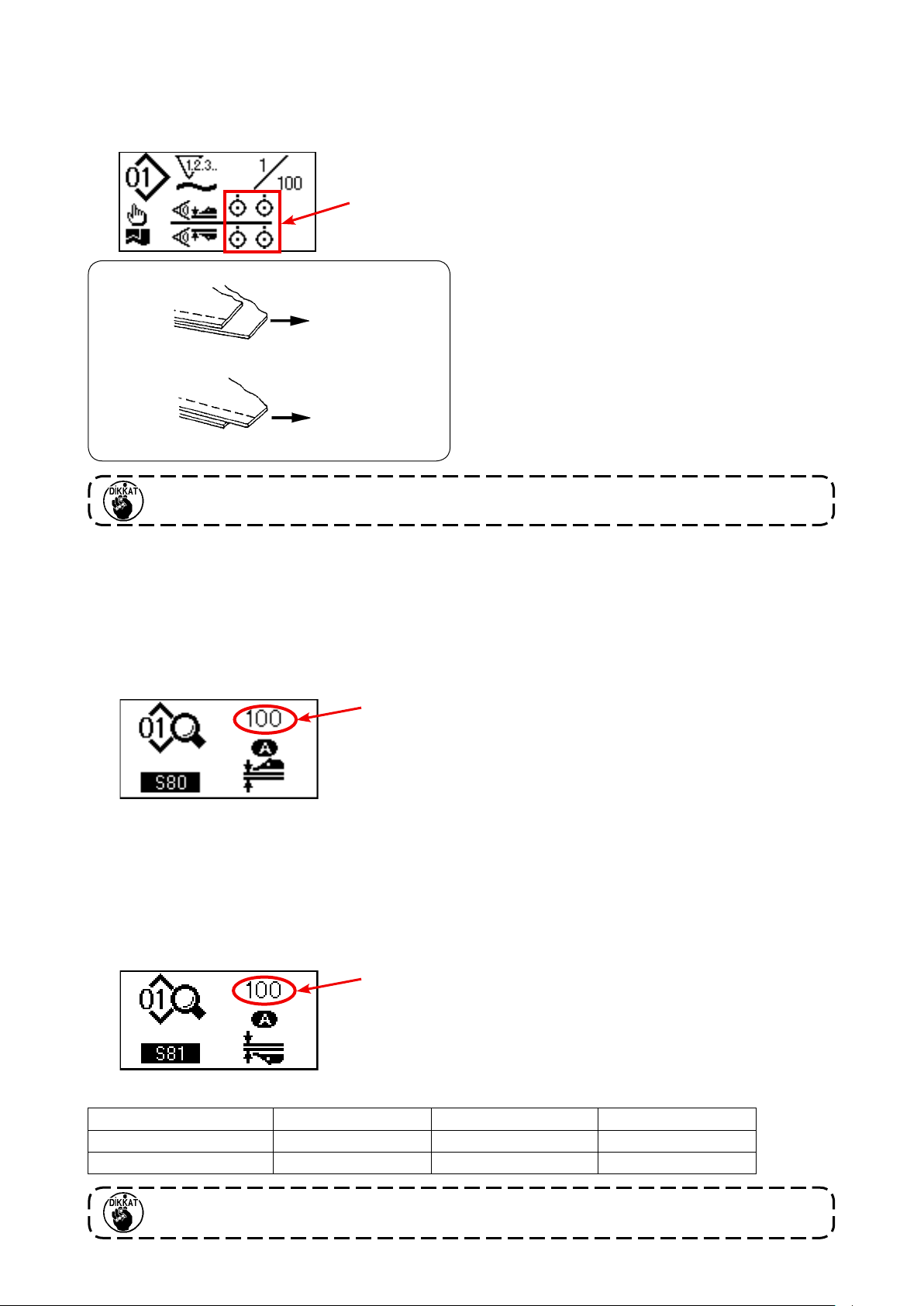
6) Malzemeyi dikiş makinesinin üzerine yerleştirdikten sonra, LCD 1 üzerindeki ekran sensörü AÇIK konu-
ma !5 getirilir ve LED 6 yanıp söner. BAŞLAT düğmesine 9 bastığınız zaman, manipülatörler !6 malzemelerin ucunu hizalamak için çalışırken dikiş makinesi çalışmaya başlar. Dikiş makinesi malzemeyi
diktikten sonra otomatik olarak ipliği keser ve durur.
!5
7) Malzemeleri ucu dikiş sonunda aynı hizada ol-
mazsa, uçların dikiş sonunda hizalanması için
A
alt/üst manipülatörlerin basıncını değiştirin.
halinde, kısım A – üst manipülatör baskı aya-
A
ğı [S80] dikiş parametresini seçin, üst manipülatör basınç değerini artırın.
halinde, kısım B – alt manipülatör baskı ayağı
B
B
[S8] dikiş parametresini seçin, üst manipülatör
basınç değerini artırın.
Manipülatör basıncı aşırı düşerse, dikiş payı genişliği her yerde eşit olmaz.
8) Üst manipülatör basıncını değiştirme işlemi
LCD’de 1 [S80] A kısmı - üst manipülatör basıncını seçip çağırmak için MANİPÜLATÖR BASINCI KISIM
A tuşuna !2 basın.
Üst manipülatör basınç verilerinin değiştirilmesi
[S80]’i seçtikten sonra VERİ DEĞİŞTİRME tuşunu 4 kullanarak üst manipülatör basınç değerini !7 de-
ğiştirin. Ardından malzemeleri dikiş makinesinin üzerine yerleştirip makineyi çalıştırarak dikiş dikin.
Dikiş makinesi dikiş sonunda iplik kestiği zaman, üst manipülatör basınç değeri !7 sabitlenir.
!7
9) Alt manipülatör basıncını değiştirme işlemi
LCD’de 1 [S8] A kısmı - alt manipülatör basıncını seçip çağırmak için MANİPÜLATÖR BASINCI KISIM
A tuşuna !2 basın.
Alt manipülatör basınç verilerinin değiştirilmesi
[S8]’i seçtikten sonra VERİ DEĞİŞTİRME tuşunu 4 kullanarak alt manipülatör basınç değerini !7 de-
ğiştirin. Ardından malzemeleri dikiş makinesinin üzerine yerleştirip makineyi çalıştırarak dikiş dikin.
Dikiş makinesi dikiş sonunda iplik kestiği zaman, alt manipülatör basınç değeri !7 sabitlenir.
!7
Önerilen manipülatör basıncı (lineer dikiş çeşitleri için)
Haf malzemeler Orta ağırlıkta malzemeler Ağır malzemeler
Üst manipülatör basıncı 65 - 85 90 - 0 20 - 0
Alt manipülatör basıncı 70 - 90 00 - 20 40 - 60
Alt besleme adımı 2,5 mm ya da daha fazlayken alt manipülatör basıncı 65 olarak belirlenirse,
dikiş dikilmesine engel olmak için ekranda [E499] hatası görülür.
− 68 −

2. Malzeme beslemede yardımcı hava üemesi
(1) Malzemeye üeyen hava nozülleri
) Masanın yedi yerinde hava nozülleri bulunmak-
tadır.
İğne merkezinin önünde dört yerde, iğne merke-
A
B
(2) Hava üeme basıncının ayarlanması
zinin arkasında üç yerde hava nozülleri (sırayla
ve B) vardır.
A
2) Malzeme tipi, şekli ve iş parçasının büyüklüğüne bağlı olarak A ve B için hız kumandalarını
ayarlayın. (Bakınız
ayarlanması
lışırken üfleme havası basıncını arttırmak için,
küçük ve haf parçalarla çalışırken azaltmak için
hız kumandalarını ayarlayın.
) 1 ve 2 hız kumandalarının yardımıyla hava
üeme basıncını ayarlayın.
2) A hava üeme basıncını ayarlamak için 1 hız
kumandası, B hava üeme basıncını ayarlamak
için 2 hız kumandası kullanılır.
(2) Hava üeme basıncının
.) Büyük ve ağır iş parçalarla ça-
1
3. El Kumandalı Düğme
DİKKAT:
Çalıştırma düğmesine bastığınızda, dikiş makinesinin baskı ayağı aşağı iner. Parmaklarınızı
baskı ayağının altına sıkıştırmamaya dikkat edin.
2
1
2
Yüzünüzü üeme havası çıkışına yaklaştırmayın.
Çalıştırma düğmesi
1
) Malzeme dikiş makinesinin üzerine manuel ça-
lışma modunda yerleştirildiğinde LED 2 yanıp
söner.
Çalıştırma düğmesine bu koşullarda bastığınız-
da, dikiş makinesi çalışmaya başlar.
2) Dikiş makinesi çalışırken düğmeye bastığınızda,
dikiş makinesi çalışmaya ara verir. Düğmeye bir
kez daha basılınca dikiş makinesi yeniden çalışmaya başlar.
− 69 −

4. Malzeme sonu sensörü
2
1
) Malzeme sonu sensörü 1 malzeme sonunu al-
gıladığı zaman, makine 500 sti/min ya da daha
yüksek hızda çalışıyorsa ilmek hızı 500 sti/min’
ya düşer. (Fabrika ayarı 500 sti/min’dır.)
2) Yansıtıcı bant 2 yeterli ışık yansıtmadığı zaman
hatalı çalışmaya sebep olabilir. Hatalı çalışma
halinde yansıtıcı bandı yenisiyle değiştirin. (Parça numarası: 40088020)
) Malzeme sonu algılandıktan sonra makine ka-
fasının ilmek hızı başlangıç değeri, fabrikada
500 sti/min olarak ayarlanmıştır. Ancak çalışma
paneli üzerinden 200 ile 500 sti/min arasında
değiştirilebilir.
5. Dikiş payının ayarlanması
1
2
) Dikiş payı, dikiş payı ayar topuzunu 1 çevirerek
değiştirilebilir. Bu değer mm ile 0 mm arasında ayarlanabilir.
2) Döner kolun 2, parmaklarla basıldığı zaman
aşağı yukarı rahat hareket ettiğini kontrol edin.
− 70 −

6. Üst manipülatör makarasında yükseklik ayarı
) Sensör ve kumaş kılavuzu grubunu 4 değiştir-
diğiniz zaman (nasıl değiştirileceği konusunda
bakınız sayfa 7, 74), silindir 1 ve ayırma pla-
3
2
1
kası 2 arasındaki boşluğun ayarlanması gerekir.
4
5
7
6
2) Tespit vidasını 5 gevşetip makarayı 1 aşağı
yukarı hareket ettirerek makara yüksekliğini
kumaş kılavuzu grubuna 4 göre ayarlayın. Makara 1 yüksekliğini ayarlayarak alt tarafının (dış
yüzey) kumaş kılavuzu 3 alt yüzeyinden dışarı
çıkmamasını sağlamak gerekir. Ardından makarayı tespit vidasıyla 5 sabitleyin.
Üst manipülatör milinin 6 uç yüzeyi ile manipü-
latör sürücü kolunun 7 uç yüzeyi hizalanacak
şekilde makarayı tespit edin.
− 7 −

7. AE-200A için S200 pile aygıtı
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
makinenin gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını
kontrol edin.
(1) Spesikasyonlar
Pile katının
yüksekliği
Genişlik
(2) Ölçeğin yapıştırılması
. Pile ölçüsü
Pile katının yüksekliği: - 0 mm
Genişlik: 4 - 25 mm
* Spesikasyonlar için olası kombinasyonlar
"Kat yüksekliği + Genişlik = 50 mm" şeklindedir.
2. İlmek hızı: En uygun ilmek hızı 2000 ile 2500 sti/
min arasındadır.
Pile aygıtı dikiş makinesine uyarlandığı zaman, üniteyle birlikte temin edilen ölçek etiketinin dikiş makinesine yapıştırılması gerekir.
Soldaki şekilde gösterildiği gibi ölçek etiketinin 0 (sıfır)
işaretini iğneni giriş çizgisiyle aynı hizaya getirerek
dikiş makinesine yapıştırın.
− 72 −
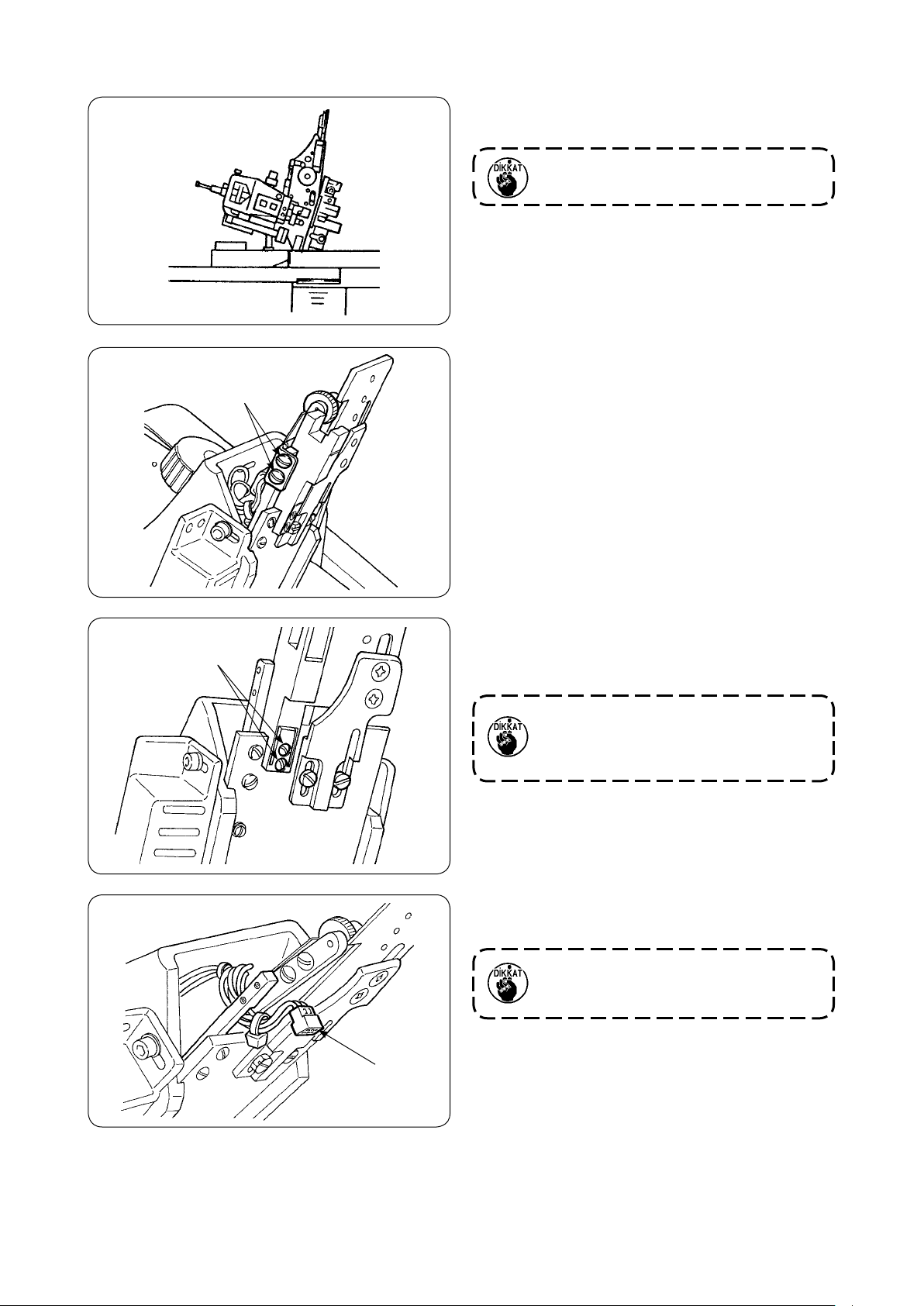
(3) Üst manipülatör sensörü ve kumaş kılavuzunun değiştirilmesi
) Sensörü değiştirmek için dikiş makinesini yatırıp
üst manipülatörü çevirin.
Üst manipülatörü çevirirken düşmemesine dikkat edin.
2) İki adet sensör tutucu tespit vidasını 1 çıkarın.
Sensör tutucusunu çıkarın.
1
2
) İki adet sensör tutucu tespit vidasını 2 çıkarın.
Sensörü çıkarın. Standart sensörü özel pile sensörüyle değiştirin (parça numarası: 400840).
Manipülatörü tespit ederken, sensörü
boğaz plakasındaki yuvalarla temas etmeyecek şekilde ayarlayın ve bunun için
iki sensörden 2 yararlanın.
4) Sensör konektörünü 3 sensörden çıkarın. Çok
ince olduğu için konektör kısmından tutun.
Sensör konektörünü takarken konektör
yönünü dikkatli kontrol edin. (Konektör
işaretiyle hizalayın.)
3
− 7 −

B
Malzeme sonu
sensörü
4
5) İki adet kumaş kılavuzu tespit vidasını 4 çıkarın. Kumaş kılavuzunu 5 çıkarın.
5
6) IKatlama cetveli taban plakasını 6 iki adet ku-
A
maş kılavuzu tespit vidasıyla 4 takın.
Katlama cetveli taban plakasını 6, bu plakanın
A yüzü ile malzeme sonu B sensörünün B
6
6
kısmı aynı hizada olacak şekilde ayarlayın.
7
6
4
7) Pile cetvelini 7, pile cetveli taban plakasının
üzerine 6 pile cetveli tespit vidalarıyla 8 takın.
8
− 74 −

(4) Cetvelin takılması
Ana gövde cetveliyle ilgili parçaların yerini belirlemek için, montaj tabanını Şekil ve Şekil 2’de görüldüğü
gibi yerleştirin.
Şekil 1 Cetvelin enine montaj yeri
Vidayı gevşeterek cetveli sağa doğru 25 mm kaydırın.
Hareket mesafesi 55 mm
Tutamak
A
B
1
Katlama genişliği cetvelinden olan mesafe:
2
0 ile 0,5 mm arasında
30mm
3
Tek kat malzemenin rahat hareket ettiği boşluk
4
Şeklin büyütülmüş haline bakınız
(Şekil 3).
İğne girişi
Üst manipülatörün
ana gövdesi
Montaj tabanını masanın en soluna takın, pile cetvelini 2 ve 4 koşulları sağlayan bir yere koyun.
Şekil 2 Cetvelin boyuna montaj yeri
Pile cetveli
7mm
Kayar ray
Cetvel camını, sensörün algılayan kısmının
görülür olduğu bir yere koyun.
Alın plakası için, montaj tabanını makine masasına koyarken pile cetvelinin ön ucunun iğne girişinden 7
mm ötede olması gerekir (kırmızı çizgiye paralel). Şimdi cetveli, iki sensörün tabanın altında kalan algılayan kısımlarının görülebilir olduğu bir yere koyun.
− 75 −

Şekil 3 Dikiş konumu
Pile yüksekliğini belirleyen cetvel
Şekil 4 Kullanıma örnek
Sol uç yüz
Malzeme
İğne girişi
5mm
3mm
Katlama genişliği cetveli
İki kat arasındaki genişliği
belirleyen cetvel
Malzemenin rahat geçeceği bir
boşluk bırakın
Manipülatör
Pile genişliği 5 mm ve yüksekliği mm olan bir pile
dikmek için, cetvelin montaj yeri Şekil ’te gösterilmiştir. Bitmiş pileler Şekil 4’teki gibidir.
3mm
5mm
Şekil 5
İlk pileyi dikerken,
malzemeyi elinizle
yönlendirirken
pileyi pile genişliği
cetveline dayayın.
İğne girişi
Dikiş prosedürü
Çalışma panelinde [S02] "otomatik malzeme hizalama" ekranında seçiminizi “otomatik malzeme hizalama yok" olarak yapın. [S04] "dikilecek parça adedi
değişimi" için seçiminizi "tek parça dikiş" olarak yapın.
İlk pile dikişi, referans olarak kullanılacağı için çok önemlidir. Pileyi dikerken
çok dikkatli olun. İlk malzemeyi dikerken
manipülatör basıncının nispeten daha
düşük bir değere ayarlanması gerektiğini
unutmayın.
− 76 −
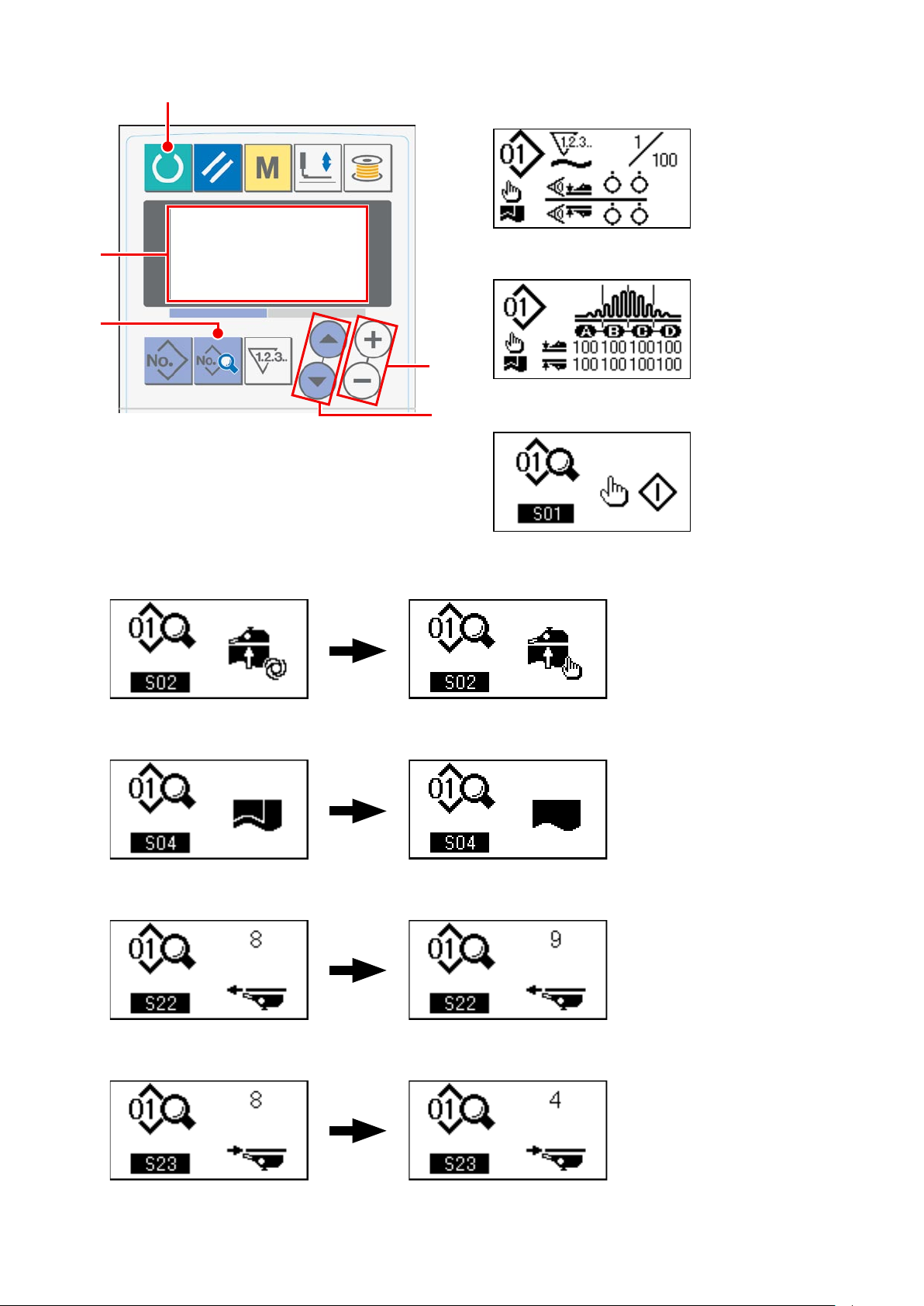
1
3
2
Çalışma paneli ayar prosedürü
LCD 1 görünümünü dikiş hazır haline getirin.
1
LCD 1 görünümünü değiştirmek için HAZIR tuşu-
2
na 2 basın.
5
LCD’de 1 çalışma moduna geçmek için [S0]
3
4
VERİ tuşuna 3 basın.
Dikiş verilerine kaymak için, otomatik malzeme hizalama seçilene kadar ÖĞE SEÇME tuşuna 4 basın.
4
VERİ DEĞİŞTİRME tuşunu 5 kullanarak "Otomatik malzeme hizalama olmadan" seçeneğini seçin.
Dikiş verilerine kaymak için, [S04] dikilecek olan pile sayısı değişimi seçilene kadar ÖĞE SEÇME tuşuna
5
basın. VERİ DEĞİŞTİRME tuşunu 5 kullanarak " parça dikiş" seçeneğini seçin.
4
[S22] Manipülatörün alt kazıma hızı seçilene kadar ÖĞE SEÇME tuşuna 4 basarak dikiş verilerini kaydı-
6
rın. VERİ DEĞİŞTİRME tuşunu 5 kullanarak 8 olan ayar değerini 9 olarak değiştirin.
[S2] Manipülatörün alt kendine çekme hızı seçilene kadar ÖĞE SEÇME tuşuna 4 basarak dikiş verilerini
7
kaydırın. VERİ DEĞİŞTİRME tuşunu 5 kullanarak 8 olan ayar değerini 4 olarak değiştirin.
Ayar prosedürü tamamlandıktan sonra, çalışma panelini hazır hale getirmek için HAZIR tuşuna 2 basın,
ardından makineyi çalıştırın.
− 77 −
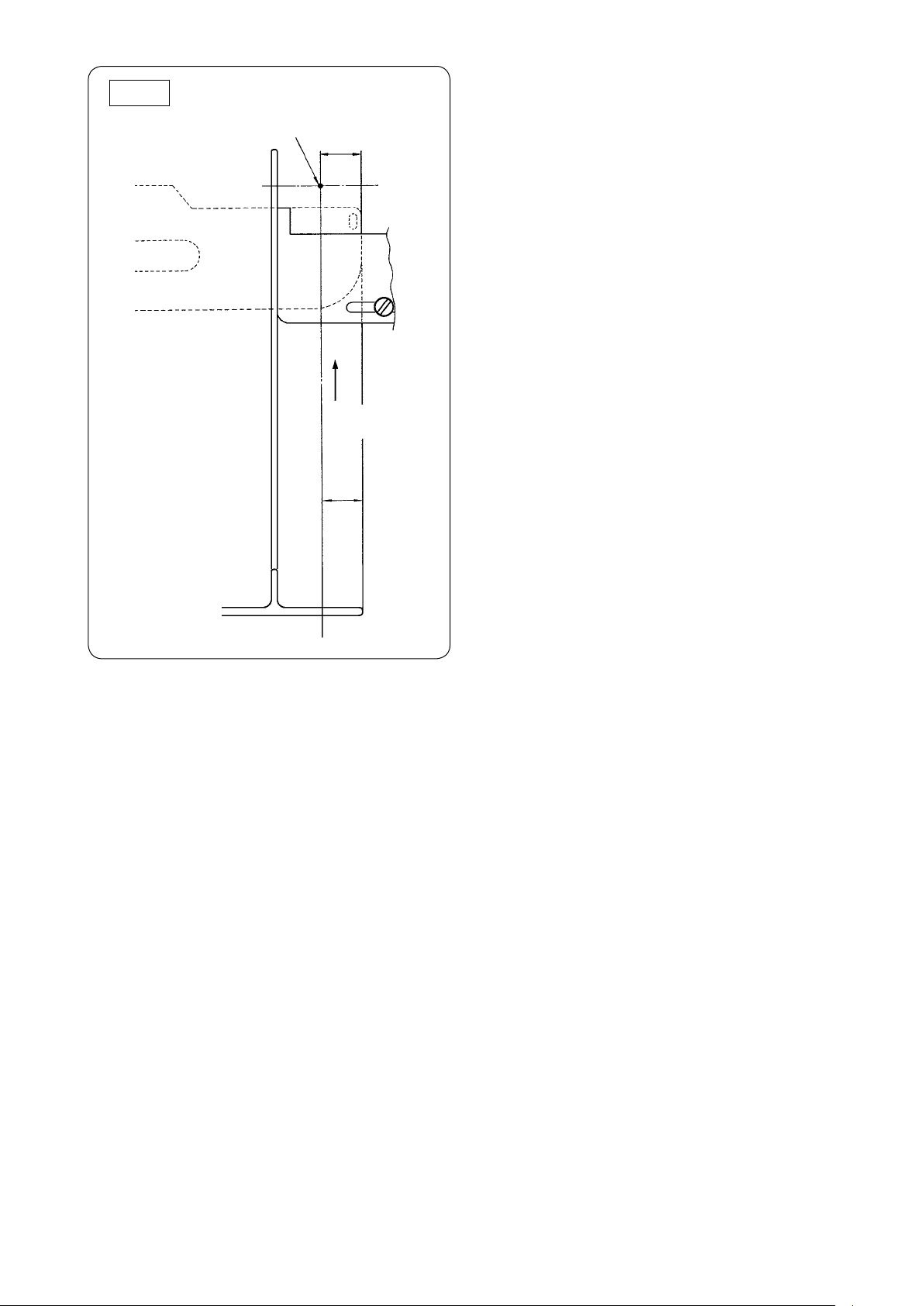
Şekil 6
İğne konumu
C
Uzunlamasına
yön
D
) Pile cetvelinin tutamağını Şekil ’de gösterilen
yönde A çekin. Cetvel malzemeden uzaklaşınca
malzemeyi Şekil 5’te gösterildiği gibi ikiye katlayın (kesikli çizgide) ve malzemeyi kılavuza bastırarak dikin. Malzemenin ilk parçasını dikerken,
malzemeyi demir ya da benzeri bir şeyle önceden ikiye katlayarak makinede katlama işlemi
için bir referans çizgisi oluşturmanız önerilir.
2) İlk malzeme parçasını katlama genişliği cetvelinin sol uç yüzüne koyun (bakınız Şekil ),
tutamağı B yönünde hareket ettirerek pile cetvelini malzemenin altına itin (bakınız Şekil ) ve
mıknatıslı kayar rayı tespit edin (bakınız Şekil 2).
Malzemenin üst ucunu, dikiş yönüne göre iğne
giriş konumunda yerleştirin, dikişi başlatmak
için çalıştırma düğmesine ya da pedala basın.
Düzgün bir dikiş elde etmek için, dikiş sırasında
malzemeyi sağ ya da sol elinizle yönlendirmeniz
önerilir.
) Manipülatör alt basıncını önce 90-20 arasında
ayarlayın. Sonra kullanılacak olan malzemeye
göre ayarlayın. En uygun ilmek hızı 2000 ile
2500 sti/min arasındadır.
4) Pile katı buruşursa üst besleme miktarını ayarlayın.
5) Katlama genişliği cetveli S, A, B ve C olmak
üzere dört tiptir. S tipi cetvel, düşük katlı pileler
içindir. C tipi cetvel, yüksek katlı pileler içindir.
Pile spesikasyonlarına göre cetveli değiştirin.
6) Şekil ’de görüldüğü gibi, pile cetveliyle katlama
genişliği cetveli arasındaki boşluk, pilelerin yüzey kalitesini büyük ölçüde etkiler.
Malzemeyi makinenin üzerine yerleştirirken,
malzemenin rahat hareket ettiğini kontrol edin.
Malzeme rahat hareket etmiyorsa, uygun şekil-
de düzeltmek için pile cetvelini elinizle bükün.
7) Şekil 6’daki gibi pile katı yüksekliğinin C 5 mm’
den fazla olduğu koşullarda, malzemenin D kısmını önce şekildeki C genişliğine getirin, sonra
dikişe başlayın.
− 78 −

*
. DİKİŞ MAKİNESİNİN AYARLANMASI
1. Baskı ayağını kaldırma kolunun ayarlanması
) Baskı ayağını kaldırma kolu, baskı ayağını mak-
1
2
simum 0 mm kaldırır.
2) Baskı ayağının yukarı kalkma miktarı, baskı
ayağını kaldırma kolu ayar vidası 1 yardımıyla
ayarlanabilir.
) Baskı ayağının daha fazla kalkması için somunu
ve ayar vidasını 1 gevşetin.
2
Dikiş makinesini çalıştırdığınızda eğer
baskı ayağı kaldırma kolu tarafından
baskı ayağı 3 yukarı kaldırılmış ise, iğne
mili hareketli ayağa 4 çarpabilir. Bu konuda dikkatli olun.
3
2. İplik gerginliği
1
B
2
A
C
3
E
4
F
[U25] ayarını, sayfa 58
malzeme yerleştirme" bölümünde tarif edildiği
gibi "Malzeme yerleşimi iğne aşağıdayken"
değiştirdiğinizde, baskı ayağı kaldırma kolunu kullanarak baskı ayağı yüksekliğini azaltın.
Bu ayar yapılmazsa, BAŞLAT düğmesine basıldığında iğne mili aşağı inerken baskı ayağı ve hareketli
ayakla temas eder. Dolayısıyla baskı ayağının yüksekliğini ayarlamak şarttır.
1. Üst iplik gerginliğinin ayarlanması
) İplik kesildikten sonra iğnede kalan ipliğin uzun-
luğu, gerginlik ayar somununu 1 saat yönünde
çevirerek kısaltılır.
A
2) Yukarıda bahsedilen iplik uzunluğu, numaralı
gerginlik ayar somununu saat yönü tersine B
çevirerek arttırılır.
) Üst iplik gerginliği, gerginlik ayar somununu 2
saat yönünde C çevirerek arttırılır.
4) Gerginlik, ayar somunu saat yönü tersine D çevirerek azaltılır.
"^-14. İğne aşağıdayken
olarak
D
2. Masura ipliği gerginliğinin ayarlanması
) Masura ipliği gerginliği, masura ipliği gerginlik
ayar yayını 3 saat yönünde E çevirerek arttırılır.
2) Gerginlik ayar yayı saat yönü tersine F çevrilerek azaltılır.
− 79 −− 79 −

3. İplik alma yayı
5
1
2
A
B
3
1
4. Baskı ayağını kaldırma kolu
1
B
A
1. İplik alma yayının 1 strokunu değiştirmek için
) Gergi makarası yuvasındaki tespit vidasını 2
4
gevşetin.
2) Gergi makarasını 3 saat yönünde A çevirerek
strok artırılır.
) Gergi makarasını saat yönü tersine B çevirerek
strok azaltılır.
2. İplik alma yayının 1 basıncını değiştirmek için
) Tespit vidasını 2 gevşetin, iplik gerginliği dü-
zenleyicisini (grup) 5 çıkarın.
2) Gergi makarasındaki tespit vidasını 4 gevşetin.
) İplik alma yayı basıncı, gergi makarasını 3 saat
yönünde A çevirerek artırılır.
4) İplik gerginliğini düzenleme yayı saat yönü tersine B çevrilerek gerginlik azaltılır.
) Baskı ayağını yukarıdayken durdurmak için, 1
baskı ayağı kaldırma kolunu A yönünde çevirin.
2) Baskı ayağı 5 mm yukarı kalktıktan sonra durur.
Baskı ayağı kaldırma kolu B yönünde aşağı
doğru çevrildiğinde, baskı ayağı başlangıç konumuna döner.
) Baskı ayağı, baskı ayağını kaldırma kolu yardı-
mıyla yaklaşık 0 mm yukarı kaldırılabilir.
5. Baskı ayağı basıncının ayarlanması
1
2
) Somunu 2 gevşetin. Baskı ayağı basıncı, baskı
A
B
2) Gerginlik, ayar somunu saat yönü tersine B çe-
) Ayar yaptıktan sonra somunu 2 sıkın.
4) Genel kumaş için baskı yayı düzenleyicisinin
h
− 80 −
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
yayı düzenleyicisini 1 saat yönünde A çevirerek artırılır.
virerek azaltılır.
standart yüksekliği h yaklaşık 45 mm’dir.
Baskı ayağı basıncı ve hareketli ayak
basıncı aşırı yüksekse, otomatik kaldırıcı
kullanıldığı zaman baskı ayağı en yüksek
konumuna çıkamayabilir.

6. Hareketli ayak basıncının ayarlanması
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
1
2
) Hareketli ayak basıncını düzenleme topuzuna
basıp saat yönünde çevirerek hareketli ayak
1
3
basıncı artırılır, saat yönü tersine çevirerek azaltılır.
(Hareketli ayak basıncı düzenleme milini iyice
bastırdıktan sonra çevirin.)
2) Hareketli ayak standart basıncı, hareketli ayak
basıncını düzenleme miline 1 basıldığı zaman
basınç düzenleme yayının içindeki dairesel delikteki yakalama halkası 3 (gümüş) ile basınç
düzenleme somunu 2 üzerindeki beyaz çizgi
aynı hizaya geldiğinde elde edilir.
) Malzeme tipi ve prosese bağlı olarak, yukarıdaki
gibi elde edilen standart değere göre hareketli
ayak basıncını ayarlayın.
Hareketli ayak basıncı çok yüksekse ya
da baskı ayağı basıncı hareketli ayak basıncından düşükse, baskı ayağı standart
konumdan daha yukarı yükselebilir. Bu
durumda baskı ayağı yeterince verimli
besleme yapamayabilir ya da malzemeye
zarar verebilir. Bu konuda dikkatli olun.
7. İplik alma kolunun iplik alma miktarının ayarlanması
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
) Ağır bir malzeme dikerken, iplik alma kılavuzunu
sola A götürerek iplik alma miktarını artırın.
A
B
1
C
1
2) Hafif bir malzeme dikerken, iplik alma kılavuzunu 1 sağa B götürerek iplik alma miktarını
azaltın.
) Üst iplik kılavuzunun 1 standart konumu, işaret
çizgisini C vida merkeziyle hizalayarak elde edilir.
− 8 −

8. Çağanozdaki yağ miktarının (yağ damlalarının) ayarlanması
DİKKAT:
Makine çalışırken yağ miktarının kontrollü olması için çağanoz yüksek hızda döner.
Yaralanmalara engel olmak için, yağ miktarını ayarlarken son derece dikkatli olun.
Yağ miktarı (yağ damlaları) doğrulama kağıdı
1
Yaklaşık
25 mm
Yaklaşık 70 mm
* Malzemeden bağımsız olarak herhangi bir
kağıt kullanın.
Yağ miktarının (yağ damlaları) doğrulanacağı konum
2
Çağanoz
Yaklaşık 3 mm ile
10 mm arasında
Yağ damlası
doğrulama kağıdı
* Yağ miktarı (yağ damlaları) doğrulama kağıdını
çağanozun altına koyun.
Çağanoz sürücü mil ön burç
Yatak
Kağıdı yatağın yan
Yağ karteri
yüzüne sıkıca takın.
DİKKAT:
Çağanozdaki yağ miktarını (yağ damlaları) kontrol ederken, parmaklarınızın çağanoza
değmemesine çok dikkat edin.
5 3
) Gücü AÇIK konuma getirdiğiniz zaman, LCD’de
başlangıç ekranı görülür.
1
1
2
2) VERİ tuşuna 2 bastığınız zaman, LCD’de 1
[S0] çalışma modu görülür.
4
) LCD’de 1 [U0] manipülatörün çalışmasını iste-
mek için MOD tuşuna 3 basın.
4) Manipülatörün çalışmasını durdurmak için VERİ
DEĞİŞTİRME 4 tuşunun tuşuna basın.
− 82 −

6
7
A
B
5) HAZIR tuşuna 5 bastığınız zaman, LCD’de 1
aşağıdaki ekran görülür. Ardından dikiş makinesinin baskı ayağı yukarı kalkar ve LED 6 yanıp
söner.
6) Baskı ayağı kaldırma kolunu A yönünde çevirip
BAŞLAT düğmesine 7 bastığınızda, dikiş makinesinin baskı ayağı aşağı iner ve dikiş makinesi
kafası dönmeye başlar.
7) Yağ miktarını kontrol ettikten sonra BAŞLAT
düğmesine 7 tekrar bastığınızda dikiş makinesi
kafası durur.
8) Yağ miktarını kontrol işlemi bittikten sonra, dikiş
makinesi baskı ayağını aşağı indirmek için baskı
ayağını kaldırma kolunu B yönünde çevirin.
* Makine kafası yeterince ısınmamışsa, makineyi yaklaşık üç dakika boşta çalıştırın. (Normal aralıklı çalış-
ma)
* Dikiş makinesi çalışırken yağ miktarı (yağ damlaları) doğrulama kağıdını çağanozun altına koyun.
* Yağ karterindeki yağ seviyesinin HIGH ve LOW (yüksek ve alçak) arasında olduğunu kontrol edin.
* Yağ miktarını (yağ damlaları) kontrol etmek için gerekli süre beş saniyedir. (Saate bakarak süre tutun.)
Uygun yağ miktarını gösteren örnek
・
Çağanozdan
sıçrayan yağ
) Soldaki örnekte gösterilen yaklaşık yağ mikta-
rı, dikiş prosesine uygun olarak artırmak ya da
azaltmak için hassas ayarlanmalıdır.
Yağ miktarını aşırı artırmaya ve azaltmamaya
dikkat edin.
Yaklaşık 1 mm
Yaklaşık yağ miktarı (az)
Çağanozdan
sıçrayan yağ
Yağ miktarı aşırı az =
・
Çağanoz tutukluk yapar (aşırı ısınır).
Yağ miktarı aşırı fazla =
・
Üründe yağ lekesi olur.
2) Yağ miktarını (yağ damlaları) üç kez (üç yaprak kağıtla) kontrol edin. Yapılan üç kontrolde
yağ miktarı değişmeyecek şekilde yağ miktarını
Yaklaşık 2 mm
Yaklaşık yağ miktarı (çok)
ayarlayın.
Çağanozdaki yağ miktarının (yağ damlalarının) ayarlanması
・
) Çağanozdaki yağ miktarı (yağ damlaları), çağa-
noz sürücü mil ön burcuna takılı yağ miktarı ayar
vidasını A yönünde ("+" işaretine doğru) çevirerek artırılır ya da B yönünde ("-" işaretine doğru)
çevrilerek azaltılır.
B
A
2) Çağanozdaki yağ miktarını yağ miktarı ayar vidasıyla ayarladıktan sonra, dikiş makinesini yaklaşık
0 saniye boşta çalıştırın. Ardından yağ miktarını
(yağ damlaları) kontrol edin.
− 8 −
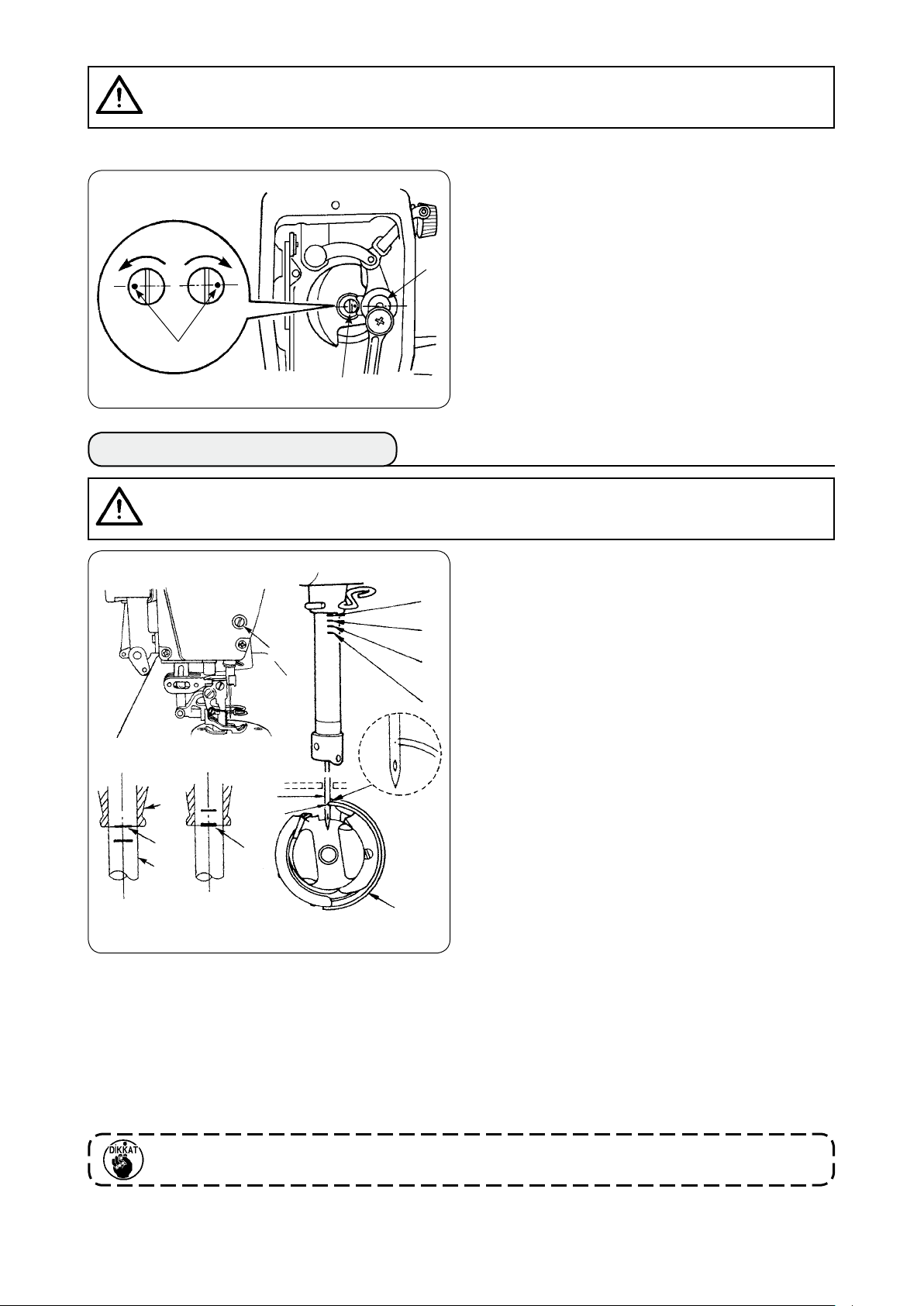
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
Çerçevedeki yağ miktarının ayarlanması
・
C
B
A
1
9. İğne ve çağanoz ilişkisi
2
) Yağ miktarı ayar pimini 1 çevirerek, iplik alma
koluna ve iğne mili krank kısmına 2 temin edilen yağ miktarını ayarlayın.
2) Ayar pimini B yönünde çevirerek ayar pimindeki
işaret noktasını A iğne mili krankına 2 yaklaştırırsanız, temin edilen yağ miktarı en aza iner.
) Ayar pimini C yönünde çevirerek ayar pimindeki
işaret noktasını A iğne mili krankına 2 tam zıt
yöne getirirseniz, temin edilen yağ miktarı maksimum olur.
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
İğne ve çağanoz arasındaki zamanlamayı aşağıdaki gibi ayarlayın:
) İğne milini strokun en alt noktasına getirmek için
kasnağı çevirin. İğne mili bağlantı tespit vidasını
gevşetin.
1
2) İğne mili yüksekliğini belirleyin.
[DB iğne için]
İğne mili 2 üzerindeki işaret çizgisini A iğne mili
1
3
C
D
A
B
alt burcunun 3 alt ucuyla hizalayıp iğne mili bağlantı tespit vidasını 1 sıkın.
[DA iğne için]
İğne mili 2 üzerindeki işaret çizgisini C iğne mili
A
2
3
4
5
B
a
alt burcunun 3 alt ucuyla hizalayıp iğne mili bağlantı tespit vidasını 1 sıkın.
) Çağanozun a montaj konumunu belirleyin.
[DB iğne için]
Çağanozdaki üç tespit vidasını gevşetin: İşaret
çizgisini B iğne mili alt burcunun 3 alt ucuyla hizalamak için, iğne mili 2 yukarı çıkarken kasnağı
çevirin.
[DA iğne için]
Çağanozdaki üç tespit vidasını gevşetin. İşaret
çizgisini D iğne mili alt burcunun 3 alt ucuyla hizalamak için, iğne mili 2 yukarı çıkarken kasnağı
çevirin.
4) Yukarıda belirtilen koşullarda, çağanozun keskin ucunu 5 iğne merkeziyle 4 hizalayın. İğne ile çağanoz
arasında yaklaşık 0,04 - 0, mm boşluk kalacak şekilde ayarlayın, ardından çağanoz tespit vidalarını iyice
sıkın.
Yukarıda bahsedilen boşluk eğer belirtilen değerden küçük ise, çağanozun sivri ucu zarar görür.
Boşluk belirtilen değerden küçük ise ilmeklerde atlama olur.
* Kullanılan çağanozun parça numarası 11038650 (standart) ya da 11141355’tir (JE). Gerektiği zaman, çağanozu aynı parça numaralı çağanoz ile değiştirin.
− 84 −
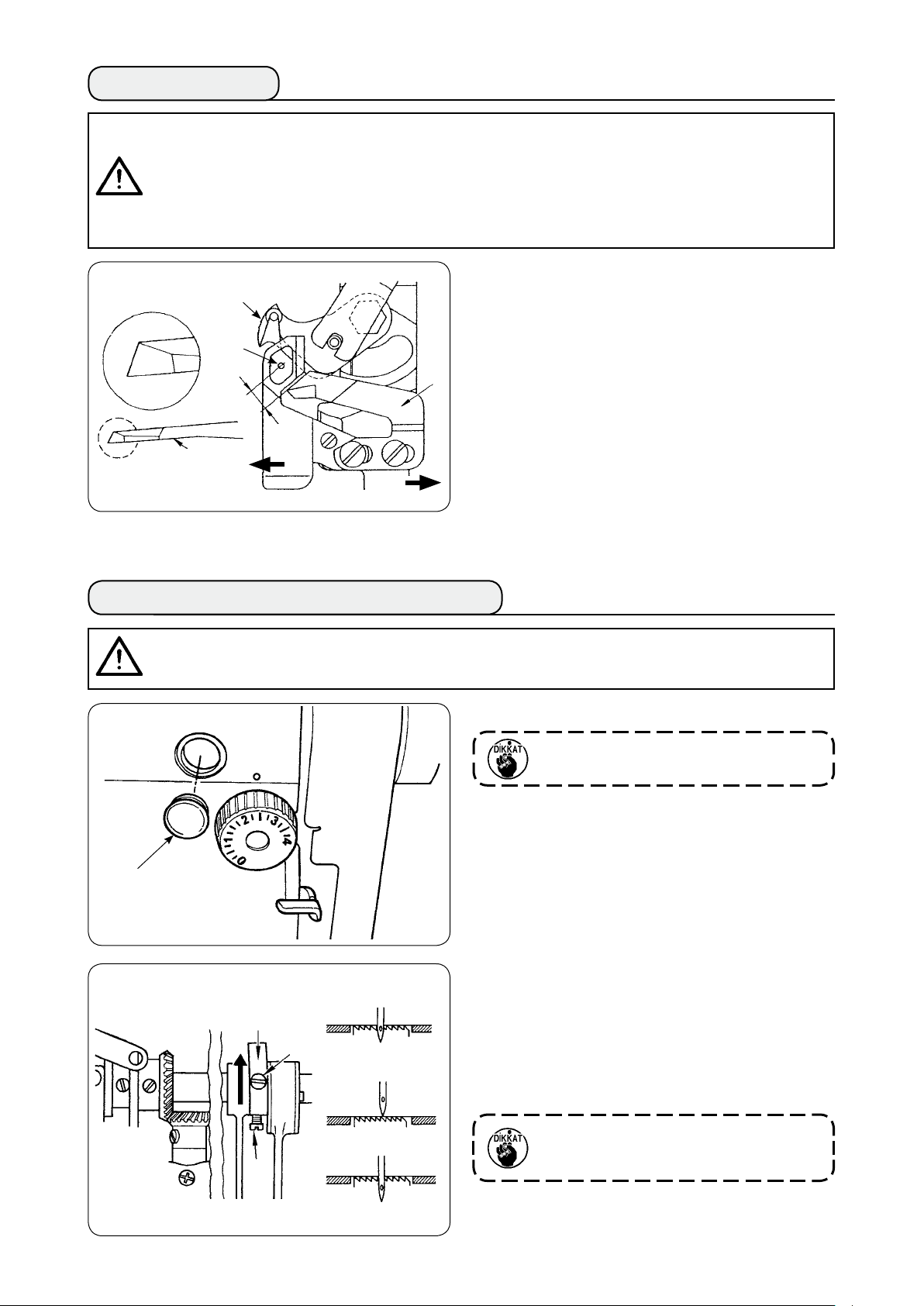
10. Karşı bıçak
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
・
gücü önceden kapatın.gücü önceden kapatın.
Yaralanmalara ve ölümlere engel olmak için, ellerinizi ve parmaklarınızı bıçağın keskin
・
yüzüne yaklaştırmayın.
Çalışan işçinin makineyi tanımaması ya da hatalı ayar yüzünden meydana gelen kazaları
・
önlemek için, dikiş makinesinin bakımını dikiş makinesini tanıyan ve bakım eğitimi almış
bir bakım teknisyeni yapmalıdır.
a
C
b
c
1
B
A
) Bıçak köreldiği zaman karşı bıçağı 1 Şekil C’
de görüldüğü gibi tekrar bileyin ve yerine tekrar
düzgün takın.
2) Karşı bıçağı eğer standart montaj konumundan
sağa doğru A kaydırırsanız, iplik kesildikten
1
sonra kalan iplik uzunluğu standart uzunluktan
bıçağın hareket uzunluğu kadar daha uzun olur.
) Karşı bıçağı eğer standart montaj konumundan
sola doğru B kaydırırsanız, iplik uzunluğu standart uzunluktan bıçağın hareket uzunluğu kadar
kısa olur.
Hareketli bıçak
a
İğnenin merkezi
b
Standart: 4,0 mm
c
11. Besleme zamanının ayarlanması
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
1
(Standart)
2
Transport
3
dişlisi
(Besleme zamanı daha
erkene alınır)
İğne
Boğaz
plakası
) Lastik tapayı 1 çıkarıp ayarlama yapın.
Ayar yaptıktan sonra lastik tapaya 1 sızdırmaz bileşen sürüp tekrar yerine takın.
2) 2 Eksantrik besleme kamındaki 3 ve 4 tespit
vidalarını gevşetin, ayar için eksantrik besleme
kamını ok yönünde ya da ters yönde hareket ettirin. Ardından tespit vidalarını iyice sıkın.
) Standart zamanlamayı ayarlamak için, transport
dişlisi tam boğaz plakasının altına geldiğinde,
transport dişlisinin üst yüzeyi ve iğne deliğinin
üst ucu aynı hizada olmalıdır.
4) Malzemenin düzensiz beslenmesini önlemek
amacıyla besleme süresini erkene almak için,
eksantrik kamı ok yönünde hareket ettirin.
5) İyi gerilmiş dikiş elde etmek amacıyla besleme
süresini geciktirmek için, eksantrik kamı ok yönünün tersine hareket ettirin.
4
(Besleme zamanı daha
geçe alınır)
− 85 −
Besleme eksantrik kamı standart konuma göre aşırı hareket ettirilirse iğne kırılmaları olur.

12. Transport dişlisinin eğimi
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
) Besleme milindeki işaret noktası A ile besleme
mili taban kolunun 1 B kısmı aynı hizadayken,
transport dişlisinin standart eğimi (yatay) elde
edilir.
A
B
(Ön kısım yükselir)
2) Transport dişlisinin eğimini ayarlayıp buruşuk-
(Standart)
Boğaz
plakası
lukları önlemek üzere ön kısmını yükseltmek için
tespit vidasını gevşetin, besleme miline bir tornavida sokup mili ok yönünde 90 derece açıyla
1
çevirin.
) Transport dişlisinin eğimini ayarlayıp malzeme-
nin düzensiz beslenmesini önlemek üzere arka
kısmını yükseltmek için, mili ok işaretinin tersi
yönde 90 derece açıyla çevirin.
Transport dişlisi eğimini ayarladığınız
zaman, transport dişlisi yüksekliği değişebilir. Dolayısıyla transport dişlisi yüksekliğini yeniden kontrol edin.
13. Transport dişlisinin yüksekliği
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
1
) Transport dişlisinin boğaz plakasından yaptığı
2
0,7 ile 0,8 mm arasında
2) Hafif malzeme dikerken, transport dişlisi aşırı
) Transport dişlisi yüksekliğini ayarlamak için
Transport
dişlisi
Boğaz
plakası
vidasını 2 gevşetin.
ettirerek transport dişlisi yüksekliğini ayarlayın.
14. Transport dişlisinin yatay konumu
) Transport dişlisinin 1 yatay konumunu ayarla-
2
1
çıkıntı miktarı, teslimat sırasında 0,7 – 0,8 mm
fabrika ayar değerindedir.
miktarda çıkıntı yapıyorsa ilmek toplanmasına
yol açabilir.
Besleme sürücüsü kolundaki 1 kelepçe
1
Besleme çubuğunu aşağı yukarı hareket
2
Kelepçe vidasını 2 iyice sıkın.
3
yın; transport dişlisindeki tespit vidaları 3 yardımıyla, transport dişlisi 1 ve boğaz plakasındaki
yivler arasındaki sağ ve sol boşlukların A
2
eşit ve paralel olmasını sağlayın. Ayar yaptıktan
sonra tespit vidalarını sıkarak transport dişlisini
sabitleyin.
3
AA
− 86 −

15. Hareketli ayağın uzunlamasına konumunu düzeltirken alınması gereken önlemler
A
) Üst besleme miktarını maksimuma çıkarıp hare-
ketli ayağı ayak strokunun ön uç konumuna getirerek A kısmında mm’lik boşluk elde edildiği
zaman, hareketli ayağın standart yatay konumu
elde edilir. Dikiş makinesin çalışırken anormal
gürültü ve aşırı yükün önüne geçmek için hareketli ayağın uzunlamasına konumunu ayarlayın.
2) Dikiş makinesini hareketli ayak uzunlamasına
konumundan biraz kaymışken çalıştırmak için,
besleme miktarı maksimumken A ve B kısım-
AB
larında mm ya da daha fazla boşluk olduğunu
kontrol edin.
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için,
gücü önceden kapatın.
− 87 −

(
. BAKIM VE KONTROL
1. Filtre regülatörünün boşaltılması
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için makinenin
gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını kontrol edin.
1
2
2. Sensörün temizlenmesi
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için makinenin
gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını kontrol edin.
) Regülatördeki suyu atmak için, dikiş makinesini
kullanmadan önce regülatördeki 1 suyu tahliye
edin. (Regülatördeki suyu tahliye etmek için topuzu 2 gevşetin.)
2) İçindeki su, pnömatik kontrol edilen parçaları etkiler. Bu konuda dikkatli olun.
) Hava basıncı düştüğü zaman, regülatörün 1
basınç manometresindeki anahtar hata vermek
üzere çalışır.
)
Sensör tozdan kirlendiği zaman hatalı çalışır.
Lensdeki, yivlerdeki, sensörün arkasındaki köşeli
kısımlardaki ve yansıtıcı plakadaki tozu, üniteyle
birlikte temin edilen hava tabancasıyla üeyin.
2) Sensör yağdan kirlendiği, sensör üzerinde kolay
toz birikir. Sensör yağlanmışsa, benzin ya da benzeri maddeyle hemen temizleyin.
Özellikle boğaz plakası sensöründeki
yivi dikkatli temizleyin.
3. Manipülatörün silindir kısmının yağlanması
DİKKAT:
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için makinenin
gücünü kapatın ve çalıştırma pedalına bassanız bile makinenin çalışmadığını kontrol edin.
) Üst/alt manipülatör milinden anormal ses geli-
Üst manipülatör
yorsa, mile çok az gres sürün. (Gres sürülecek
kısımlar şekilde koyu oklarla gösterilmiştir.)
Alt manipülatör
− 88 −
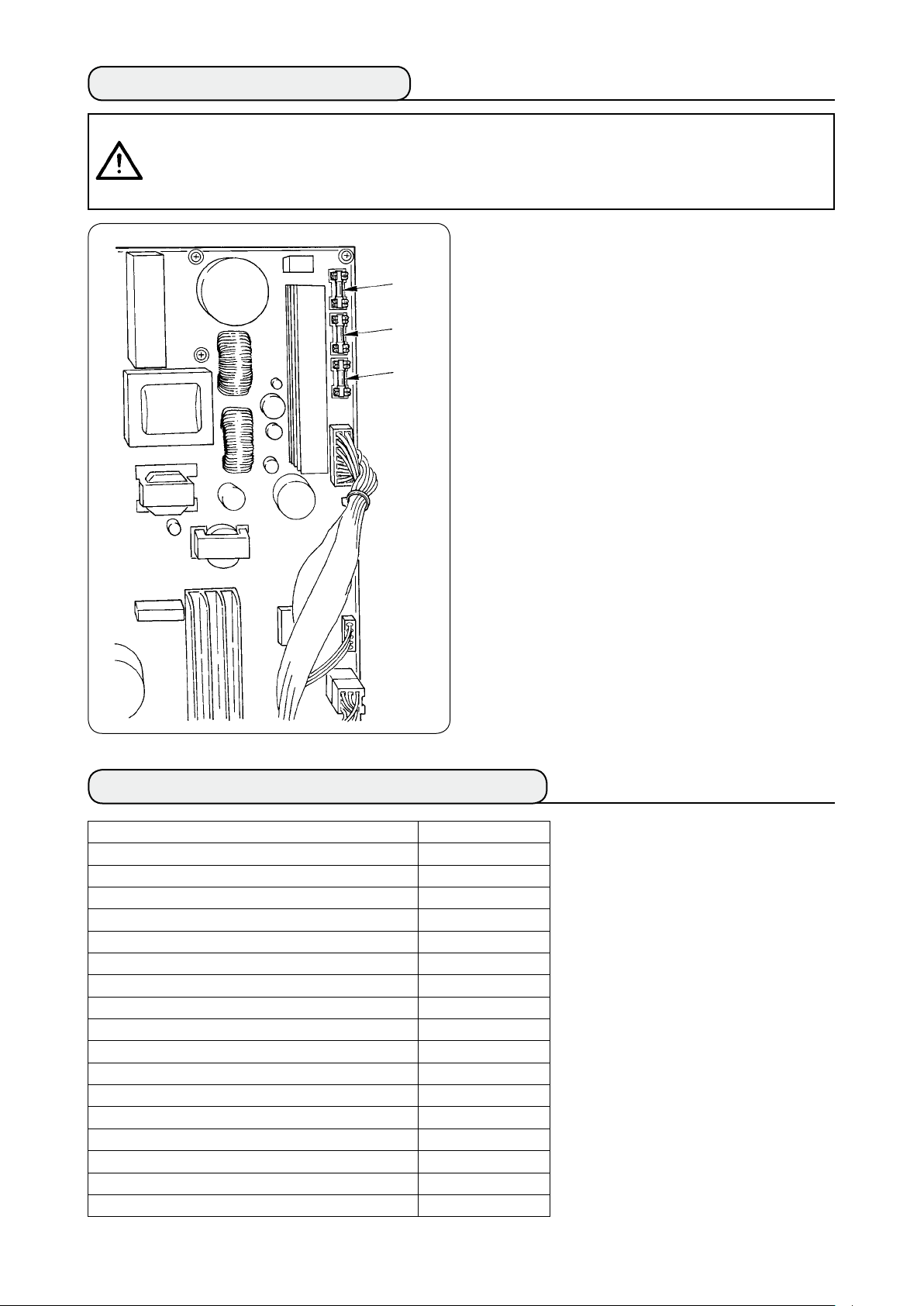
4. Sigortanın değiştirilmesi
DİKKAT:
1. Elektrik şokunun yol açacağı kazaları önlemek için, kapağı açmadan önce güç şalterini
mutlaka KAPALI konuma getirin ve beş dakika bekleyin.
2. Kumanda kutusunu açmadan önce güç şalterini mutlaka KAPALI konuma getirin ve
sigortayı yine belirtilen kapasitede olan yenisiyle değiştirin.
1
2
3
Üç adet sigorta kullanın.
Adım motor için güç besleme koruması 5 A
1
(Zaman geciktirme sigortası)
Solenoid ve adım motor için güç besleme
2
koruması ,5 A (Zaman geciktirme sigortası)
Kumanda kutusu için güç besleme koruması
3
2 A (Çabuk patlayan tipte sigorta)
5. AE-200A için isteğe bağlı parça listesi
Parça adı Parça numarası
Pile aygıtı 4008862
Çift pedallı ünite 40084064
Masurada kalan iplik miktarını saptayan cihaz 4008862
İstieyici cihaz 40088624
Elektrikli masura sarım cihazı 40088627
4/4 sensör, ağır malzemeler için 400840
4/4 kumaş kılavuzu, ağır malzemeler için 4008822
2/2 sensör, haf malzemeler için 4008402
2/2 kumaş kılavuzu, haf malzemeler için 400882
Kopan ipliği algılayan cihaz 4008862
Haf malzemeler için boğaz plakası 228860
Haf malzemeler için transport dişlisi 2288700
Üretan üst transport dişlisi 4008825
Kumaş kılavuzu 4/4, küçük kavisler için 8076257
Kumaş kılavuzu 4/2, küçük kavisler için 807656
Kumaş kılavuzu 2/2, küçük kavisler için 8076059
Yüksek voltaj transformatör 40005422
− 89 −

6. Hata kodu listesi
Hata kodu
Sembol res-
mi
Hata tanımı
Hata nasıl
giderilir
Sıfırlama
yoluyla ekran
eski haline
getirilir
E00
E007
E00
E0
E050
E052
ANA KONTROL baskılı devre kartında EEP-ROM’u ilk
haline getirme uyarısı
EEP-ROM üzerine hiç veri yazılmadığı için ya da yazılı
veriler bozuk olduğu için EEP-ROM’un otomatik olarak ilk
haline getirildiğini bildirir.
Ana mil motor-kilidi
İğneye büyük direnç gösteren malzeme dikildiği zaman
İğne milinin üst konumdaki yerinden sapması
Dikiş makinesi çalışmaya başladığı zaman iğne yukarıdayken siz dikiş makinesini durdurmaya çalıştığınız halde iğne
üst konumda durmadığı zaman
Hava basıncında düşme
Durdurma düğmesi
Dikiş makinesi çalışmaya başladığında durdurma düğmesine basıldığı zaman
İplik kopma algılaması
Üst iplik koptuğu zaman
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Standart ekran
Standart ekran
E06
E062
E072
E02
E0
E499
Bellek düğmesi veri hatası
Bellek düğmesi verileri bozulduğu ya da güncelleme gerektiği zaman.
Dikiş verisi hatası
Dikiş verileri bozulduğu ya da güncelleme gerektiği zaman.
Motor kilitleme hatası (iplik kesme sırasında)
Makine kafasını devirmeye onay verme
Makine kafası devirme sensörü KAPALI konumdayken
Ana mil Z fazı sensör hatası
Dikiş makinesi motoru kodlayıcısı için anormal Z fazı sensörü
Alt manipülatör basınç ayarı hatalı
Alt besleme adımı 2,5 mm ya da daha fazla olduğunda, alt
manipülatör basınç değeri 65 ya da daha düşük ayarlanmışsa hata meydana gelir.
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Gücü KAPALI
konuma getirin
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Standart ekran
Standart ekran
− 90 −

Hata kodu
Sembol res-
mi
Hata tanımı
Hata nasıl
giderilir
Sıfırlama
yoluyla ekran
eski haline
getirilir
E70
E704
E70
E7
E7
E80
Çalışma paneli farklı tipte bir dikiş makinesine bağlanmış (model hatası)
Sistemlerin model kodları ilk haberleşmede uyuşmadığı
zaman
Sistem versiyonunda uyuşmazlık
Sistemlerin yazılım versiyonları ilk haberleşmede uyuşmadığı zaman
Ana mil motoru kodlayıcısında hatalı çalışma ya da
açık faz hatası
Dikiş makinesi motor kodlayıcısında anormal durum olduğu
zaman.
Ana mil motor delik sensöründe ya da konum sensöründe arıza
Dikiş makinesinin delik sensörü ya da konum sensörü arızalı olduğu zaman.
Ana mil motorunun dönüş hareketi ters yönde
Dikiş makinesi motoru ters yönde dönme hareketi yaptığı
zaman.
Güç kaynağında açık faz
Gelen güç kaynağında açık faz olduğu zaman
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
E802
E8
E8
E90
E902
E90
Anlık güç kesintisi saptama
Gelen güç kaynağında anlık kesinti olduğu zaman
Aşırı voltaj
Gelen güç kaynağının voltaj değeri 280 V ya da daha yüksek değere çıktığı zaman
Düşük voltaj
Gelen güç kaynağının voltaj değeri 50 V ya da daha düşük değerde olduğu zaman
Ana motor IPM anormal
Servo kontrol baskılı devre kartında anormallik olduğu zaman
Ana mil motorunda aşırı akım
Dikiş makinesi motoruna aşırı akım gittiği zaman
Adım motor güç kaynağı anormal
Servo kontrol baskılı devre kartı adım motoru güç kaynağında % ±5 ya da daha fazla dalgalanma olursa
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
E904
E95
Solenoid güç kaynağı anormal
Servo kontrol baskılı devre kartı solenoid güç kaynağında
% ±5 ya da daha fazla dalgalanma olursa
Çalışma paneli ile ana CPU arasındaki iletişimde anormal durum
Veri iletişiminde sorun yaşandığında
− 9 −
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin

Hata kodu
Sembol res-
mi
Hata tanımı
Hata nasıl
giderilir
Sıfırlama
yoluyla ekran
eski haline
getirilir
E96
E94
E946
E998
E999
Ana CPU ile ana mil CPU’su arasındaki iletişimde
anormal durum
Veri iletişiminde sorun yaşandığında
Ana kumanda baskılı devre kartında arızalı EEP-ROM
EEP-ROM üzerine veri yazdırılamadığı zaman
Seri EEP-ROM üzerine hatalı yazdırma
Seri EEP-ROM üzerine veri yazdırılamadığı zaman
Masurada kalan iplik miktarını saptayan cihazda orijin
hatası
Üst büzgü orijin hatası
Gücü KAPALI
konuma getirin
Gücü KAPALI
konuma getirin
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
Gücü KAPALI
konuma getirin
Sıfırladıktan
sonra yeniden
başlatmak
mümkündür
− 92 −

7. AE-200A için veri kayıt kağıdı ayarı
2 4 5 6 7 8 9 0
Dikişin adı
Dikiş çeşidi numarası 2
Proses (2 kat birleştirme, pile) 2 kat dikiş Pile 2 kat dikiş 2 kat dikiş
Ürün adı
Malzeme tipi
Üst iplik; tipi ve iplik numarası
Masura ipliği; tipi ve iplik numarası
İğne; tipi ve numarası DB×# DB×#
Birleştirme kenarı genişliği (mm) - ×5mm
Dikiş makinesi ilmek uzunluğu 2,5mm 2,5mm
Baskı yayı düzenleyici yüksekliği 45mm 45mm
Hareketli ayak düzenleyici tutamak 5mm 5mm
Fonksiyon ayar öğesi
Öğe Tanım
S20 Manipülatörün üst kazıma hızı 8 8 8 8
S2 Manipülatörün üst kendine çekme hızı 8 8 8 8
S22 Manipülatörün alt kazıma hızı 8 9 8 8
S2 Manipülatörün alt kendine çekme hızı 8 4 8 8
S24 Kumaşta hav saptama seviyesi 0 0
Manipülatör basıncı aralıklı ayar kısmının
S25
ayarlanması
Üst manipülatör basıncının kesintili zaman
S26
aralığında ilmek sayısı
Alt manipülatör basıncının kesintili zaman
S27
aralığında ilmek sayısı
S28 Makinenin A hızı (tavşan) 500 2500 500 500
S29 Makinenin B hızı (kaplumbağa) 500 500 500 500
S0 Dikiş başlangıcı - İğne ardı seçimi Yok Yok Yok Yok
S Dikiş başlangıcı - İğne ardı ilmek sayısı - A - - - S2 Dikiş başlangıcı - İğne ardı ilmek sayısı - B - - - S Dikiş başlangıcı - İğne ardı manipülatör durumu - - - S4 Dikiş sonu - İğne ardı seçimi Yok Yok Yok Yok
S5 Dikiş sonu - İğne ardı ilmek sayısı - C - - - S6 Dikiş sonu - İğne ardı ilmek sayısı - D - - - S7 Dikiş sonu - İğne ardı manipülatör durumu - - - S40 A Kısmı – Büzgü miktarı - - - S40 A Kısmı – Büzgü oranı
S4 Makine kafası kısmı hızı A 500 500 500 500
S42 Büzgü değiştirme konumu A (ilmek sayısı) 0 0 0 0
S4 B Kısmı – Büzgü miktarı - - - S4 B Kısmı – Büzgü oranı - - - S44 Makine kafası kısmı hızı B - - - S45 Büzgü değiştirme konumu B (ilmek sayısı) - - - S46 C Kısmı – Büzgü miktarı - - - S46 C Kısmı – Büzgü oranı - - - S47 Makine kafası kısmı hızı C - - - S48 Büzgü değiştirme konumu C (ilmek sayısı) - - - S49 D Kısmı – Büzgü miktarı - - - S49 D Kısmı – Büzgü oranı - - - S50 Makine kafası kısmı hızı D - - - S5 Büzgü değiştirme konumu D (ilmek sayısı) - - - S80 A kısmı – Üst manipülatör basıncı
S8 A kısmı – Alt manipülatör basıncı
Üst/alt manipülatör basınç değiştirme konumu A
S82
(ilmek sayısı)
S8 B kısmı – Üst manipülatör basıncı - - - S84 B kısmı – Alt manipülatör basıncı - - - -
Üst/alt manipülatör basınç değiştirme konumu
S85
B (ilmek sayısı)
S86 C kısmı – Üst manipülatör basıncı - - - S87 C kısmı – Alt manipülatör basıncı - - - -
Üst/alt manipülatör basınç değiştirme konumu
S88
C (ilmek sayısı)
S89 D kısmı – Üst manipülatör basıncı - - - S90 D kısmı – Alt manipülatör basıncı - - - -
Üst/alt manipülatör basınç değiştirme konumu
S9
D (ilmek sayısı)
S0 İstieyici çalışmasının seçimi
S İstieyicinin çalışma konumu - - - S2 İstieyicinin çalışma sayısının seç - - - -
Fabrika
çıkışındaki durum
Taranmış çuha Taranmış çuha
Bükümlü iplik 60 numara Bükümlü iplik 60 numara
Bükümlü iplik 60 numara Bükümlü iplik 60 numara
Ayar yok Ayar yok Ayar yok Ayar yok
- - - -
- - - -
0 ile 0 arasında
70 ile 00 arasında
00 ile 0 arasında 00 ile 0 arasında
0 0 0 0
- - - -
- - - -
- - - -
Teknik özelliklerin
seçimi
Fabrika
çıkışındaki durum
0 0 0
00 00 00
00 00
Teknik özelliklerin
seçimi
- -
− 9 −
 Loading...
Loading...