

РУССКИЙ
AE-200A
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ

СОДЕРЖАНИЕ
!
. ПРЕДОСТЕРЕЖЕНИЯ ПЕРЕД РАБОТОЙ ................................................................1
Предосторожности при использовании ................................................................................................. 1
@
. КОНФИГУРАЦИЯ МАШИНЫ ......................................................................................2
#
. КРАТКИЙ ОБЗОР .........................................................................................................3
1. Функции .................................................................................................................................................. 3
2. Технические характеристики .............................................................................................................. 3
$
. УСТАНОВКА .................................................................................................................4
1. Высота стола ......................................................................................................................................... 4
2. Вспомогательный стол ......................................................................................................................... 5
3. Сборка стола швейной машины и вспомогательного стола ........................................................... 5
4. Установка монтажной платы пульта управления ............................................................................ 5
5. Подсоединение пульта управления .................................................................................................... 6
6. Смазка .................................................................................................................................................... 7
7. Установка кронштейна для нити ........................................................................................................ 7
8. Удаление крышек ................................................................................................................................. 8
9. Продевание нити через головку машины .......................................................................................... 9
10. Регулировка длины стежков ........................................................................................................... 10
11. Подгонка иглы ................................................................................................................................... 10
12. Загрузка катушки .............................................................................................................................. 11
13. Подсоединение и регулировка источника воздуха ...................................................................... 11
%
. УСТАНОВКА ДОПОЛНИТEЛЬНЫX УСТРОЙСТВ ..................................................12
1. Установка блока с двумя педалями ................................................................................................. 12
2. Установка укладчика .......................................................................................................................... 13
3. Установка и регулировка устройство для каркасной намотки катушек ...................................... 21
4. Сборка устройства определения порыва нити и установка пульта управления ........................ 23
5. Установка устройства обнаружения количества нити остающегося на катушке ...................... 26
^
. КАК ИСПОЛЬЗОВАТЬ ПУЛЬТ УПРАВЛЕНИЯ ....................................................... 33
1. Пояснение о переключателях на пульте управления .................................................................... 33
2. Основная работа швейной машины ................................................................................................. 35
3. Выбор шаблона ................................................................................................................................... 37
4. Намотка катушка ................................................................................................................................ 38
5. Использование счетчика ................................................................................................................... 40
6. Изменение данных шитья .................................................................................................................. 41
7. Использование шаблона первоначальных значений ..................................................................... 42
8. Список данных шитья ......................................................................................................................... 43
9. Копирование швейного шаблона ...................................................................................................... 50
10. Использование клавиши регистрации шаблона ........................................................................... 51
11. Использование клавиши регистрации параметров ...................................................................... 52
12. Выполнение циклического шитья ................................................................................................... 53
13. Изменение данных переключения памяти .................................................................................... 55
14. Список данных переключения памяти ........................................................................................... 56
15. Установка верхней сборки ............................................................................................................... 60
16. Установка давления манипулятора ................................................................................................ 61
17. Использование программирования в режиме обучения ............................................................. 62
18. Исправление считывания потенциометром величины нижней подачи ткани .......................... 64
ii

&
. Управление и регулировка частей ...........................................................................65
1. Регулировка проскальзывания материала и давления манипулятора ........................................ 65
2. Воздуходувка вспомогательной подачи материала ....................................................................... 69
3. Ручной выключатель .......................................................................................................................... 69
4. Датчик конца материала ................................................................................................................... 70
5. Регулировка припуска на шов ........................................................................................................... 70
6. Регулировка высоты ролика верхнего манипулятора ................................................................... 71
7. Устройство узкой складки S200 для АЕ-200A ................................................................................. 72
*
. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ ................................................................... 79
1. Регулировка рычага подъема прижимной лапки ........................................................................... 79
2. Натяжение нити .................................................................................................................................. 79
3. Пружина натяжного приспособления нити ..................................................................................... 80
4. Рычаг подъема прижимной лапки .................................................................................................... 80
5. Регулировка давления прижимной лапки ....................................................................................... 80
6. Регулировка давления шагающей прижимной лапки .................................................................... 81
7. Регулировка натяжного приспособления для нити с помощью рычага натяжного
приспособления для нити .................................................................................................................. 81
8. Как отрегулировать количество масла (разбрызгивание масла) в крючке ................................ 82
9. Соотношение иглы и крючка ............................................................................................................. 84
10. Нож счетчика .................................................................................................................................... 85
11. Регулировка синхронизации подачи ............................................................................................... 85
12. Наклон упора для изменения скорости подачи ............................................................................ 86
13. Высота упора для изменения скорости подачи ............................................................................ 86
14. Боковое положение упора для изменения скорости подачи ...................................................... 86
15. Предосторожности, которые должны быть предприняты для исправления продольного
положения шагающей прижимной лапки ........................................................................................ 87
(
. ОБСЛУЖИВАНИЕ И ОСМОТР ................................................................................. 88
1. Осушение регулятора фильтра ........................................................................................................ 88
2. Очистка датчика ................................................................................................................................. 88
3. Смазка части ролика манипулятора ................................................................................................ 88
4. Замена плавких предохранителей ................................................................................................... 89
5. Список дополнительных частей для АЕ-200A ................................................................................. 89
6. Список кодов ошибок ......................................................................................................................... 90
7. Таблица записи установочных данных для АЕ-200А...................................................................... 93
iii
!
. ПРЕДОСТЕРЕЖЕНИЯ ПЕРЕД РАБОТОЙ
Следующие пункты должны проверяться каждый рабочий день перед работой машины и
перед началом рабочей смены.
1. Убедитесь в том, что масляный поддон заполнен определенным количеством масла.
2. Никогда не работайте на машине, если масляный поддон не заполнен маслом.
3. Убедитесь в том, что манометр показывает запроектированное давление воздуха 0,5 МПа.
* (Это необходимо особенно, когда компрессор остановлен во время перерыва на обед или для
подобной цели.)
Если давление сжатого воздуха равно или меньше запроектированной величины, могут воз-
никнуть неполадки, такие как помехи между частями. Поэтому необходимо тщательно проверить давление сжатого воздуха.
4. Проверьте, следует ли пополнить количество игольной нити или катушечной нити.
5. Чтобы немедленно начать шить после включения выключателя источника питания, выполните сначала пробное шитье, затем возобновите шитье фактических продуктов после пробного
шитья.
6. Чтобы не допустить отказа датчик при обнаружении, убедитесь, что очистили место вокруг
датчика от остатков нити, используя воздуходувку не менее одного раза в день.
Предосторожности при использовании
1. В случае более широкого материала, согните материал в свою сторону и прошивайте его, распологая свою руку на нем. Если Вы не ведете ткань рукой во время шитья, материал может
перекоситься в конце шитья.
2. Когда шьете некоторые шаблоны, также необходимо положить руку на материал в конце шитья.
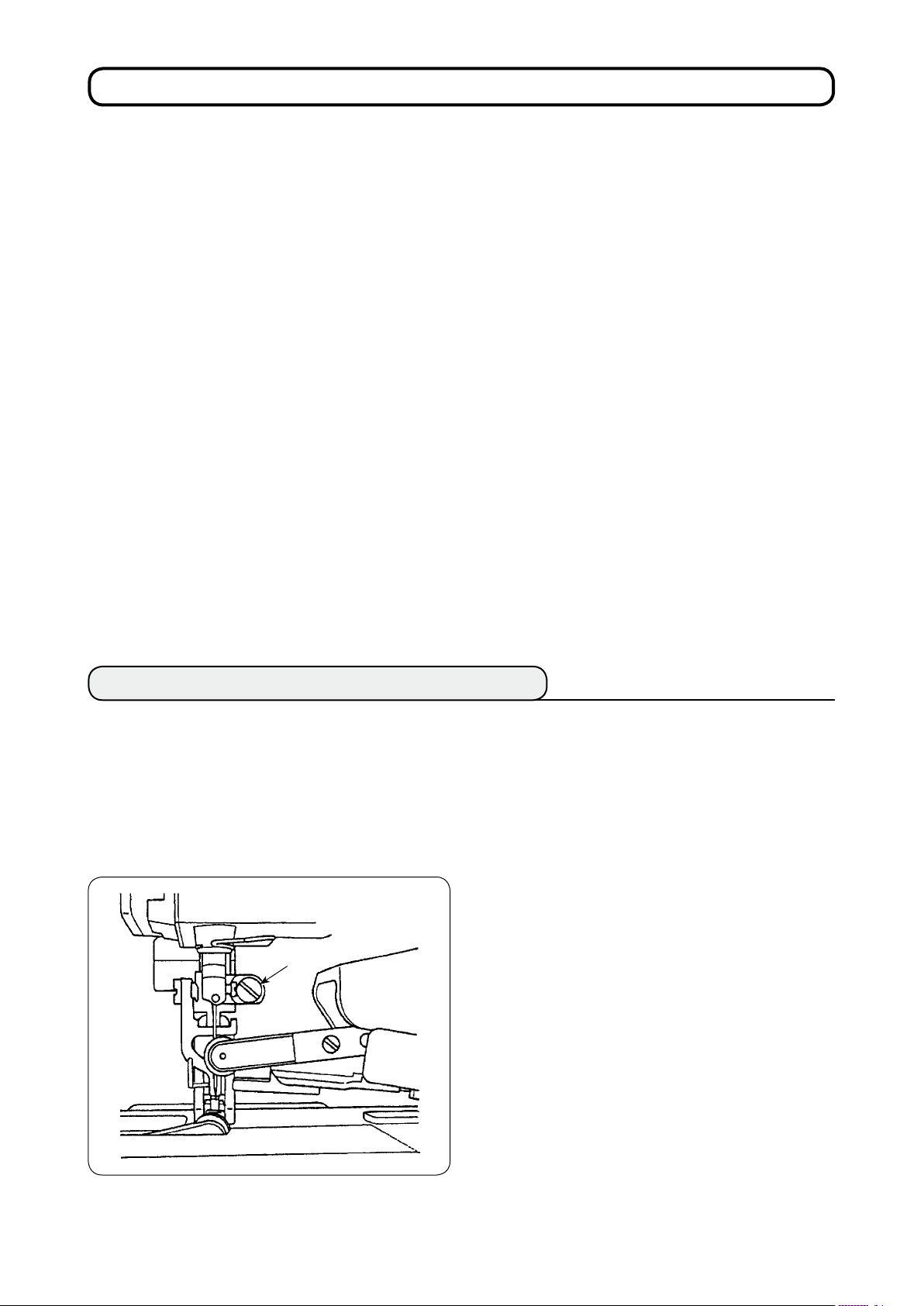
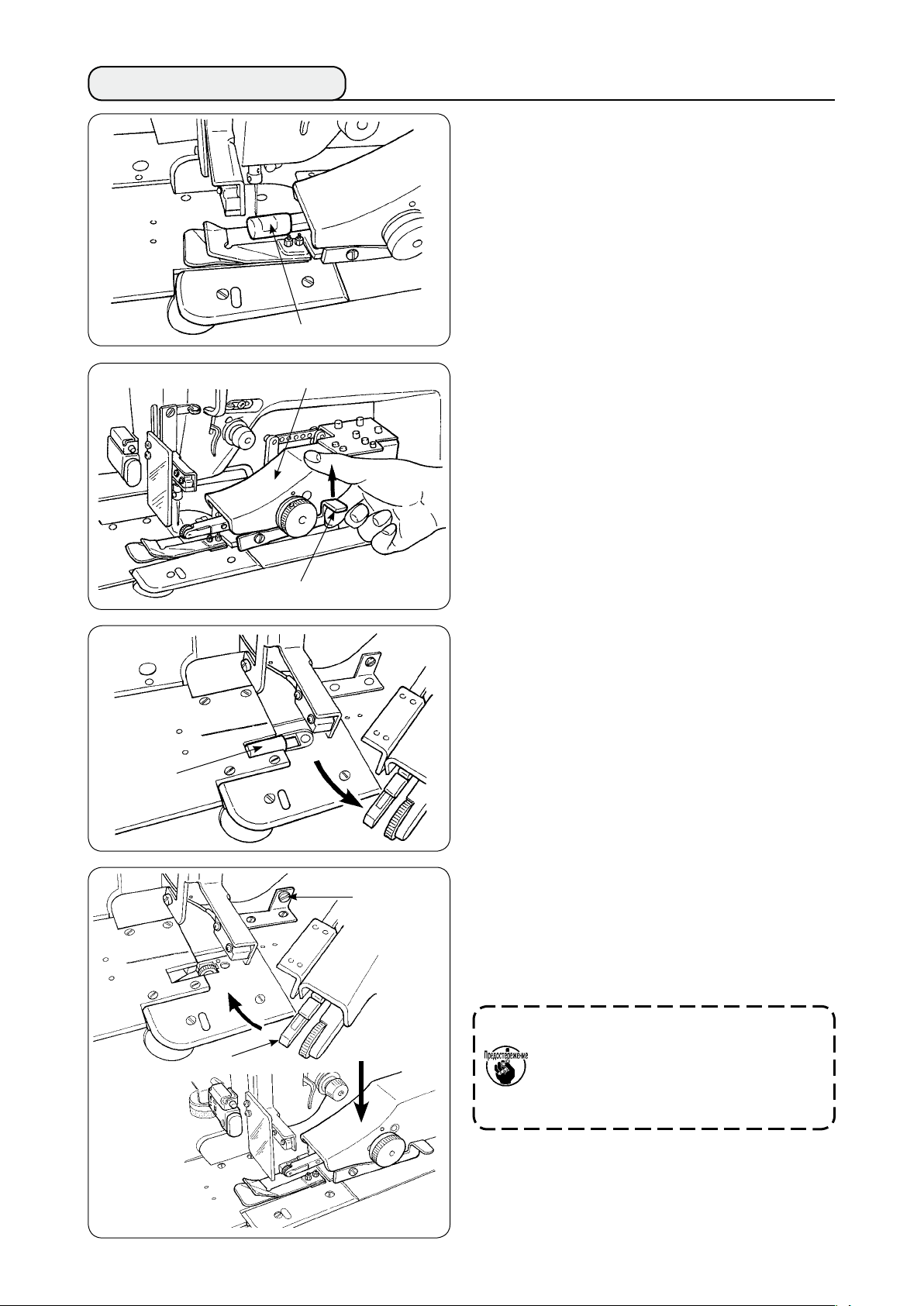
3. Установочный винт для основания пресса
) Никогда не ослабляйте установочный винт
в основании пресса. Если он будет ослаб-
1
лен, то нарушится синхронизация переме-
1
щения шагающей прижимной лапки.
2) Когда действительно необходимо ослабить
установочный винт 1, он должен быть ослаблен, когда шагающая прижимная лапка
опускается и соприкасается с поверхностью
игольной пластинки.
− −
@
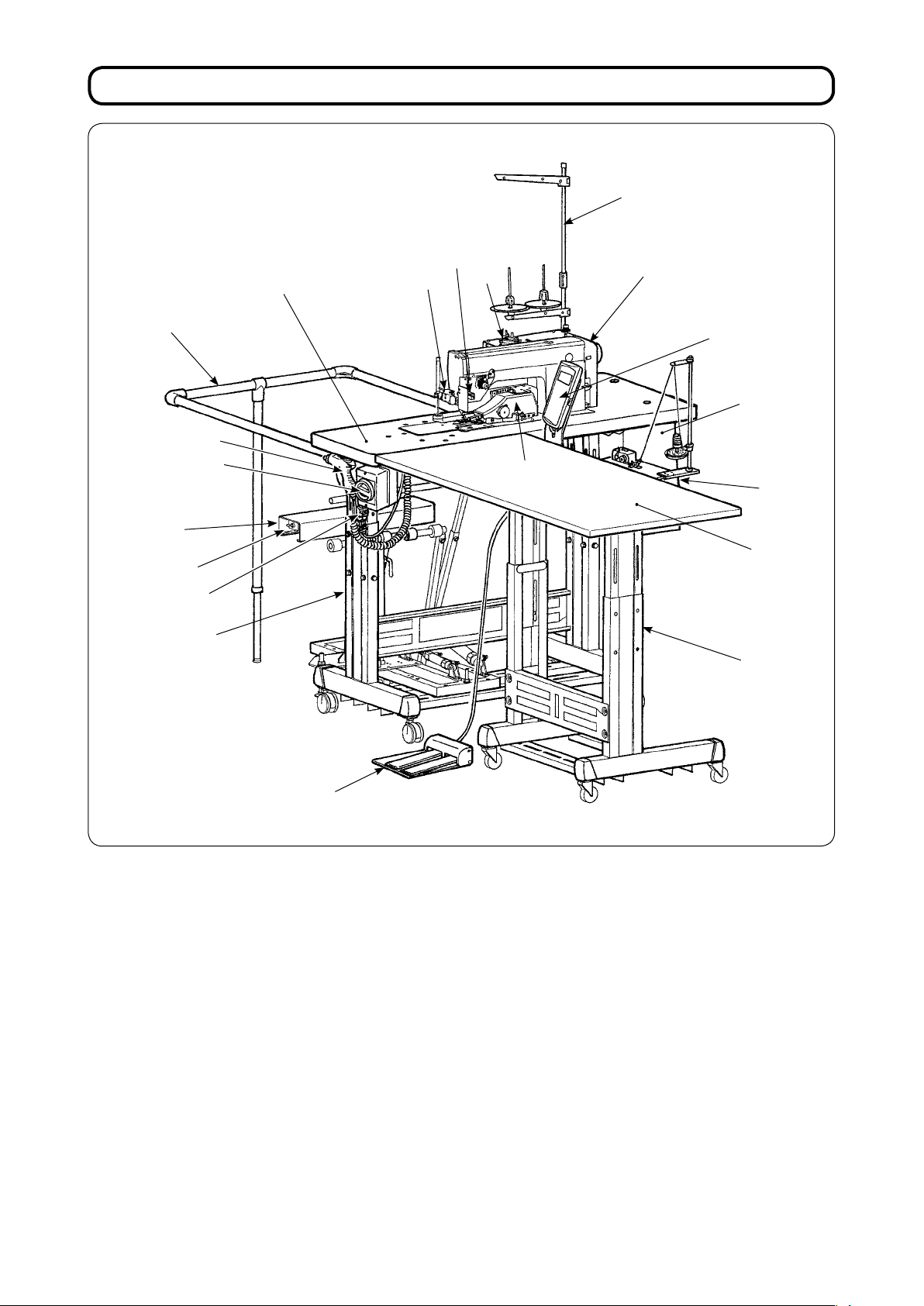
. КОНФИГУРАЦИЯ МАШИНЫ
D
O
N
P
L
M
T
H
G
B
Q
K
A
C
I
E
S
F
J
Головка машины (DLU-5498N-7)
A
Пусковой выключатель
B
Пульт управления
C
Кронштейн для нити
D
Верхний манипулятор
E
Вспомогательный стол
F
Стол швейной машины
G
Выключатель источника питания
H
Блок управления
I
Т-образная подставка
J
R
Устройство для каркасной намотки катушек
K
Скоростной регулятор воздуходувки
L
Т-образная подставка
M
Устройство укладчика SS52 (дополнительно)
N
Ограждение (дополнительно)
O
Выключатель воздушного клапана
P
Датчик конца материала
Q
Блок с двумя педалями (дополнительно)
R
Устройство для каркасной намотки катушек
S
(дополнительно)
Воздуходувка
T
− 2 −
#
. КРАТКИЙ ОБЗОР
Эта автоматическая машина состоит из комплексного двигателя ткани (верхний и нижний двигатели ткани) с независимыми регулировками, машины для шитья закрытыми стежками с автоматическим триммером нити, автоподъемного приспособления, верхнего и нижнего манипулятора,
которые точно управляют концом ткани, блока управления, который управляет всей системой,
пульта управления и вспомогательного стола.
(Головка швейной машины - DLU-5498N-7, специально разработана для АЕ-200A.)
Устройство укладчика (SS52), двухпедальный блок, устройство для каркасной намотки катушек и
устройство для определения оставшегося количества катушечной нити, поставляются дополнительно.
1. Функции
) Проста в использовании, не требует никаких навыков (Даже неопытный оператор способен
выполнить такую же работу, что и квалифицированный оператор.)
2) Обещаем высокую эффективность. (Во время ручной работы требуется перекомпановка
двух частей ткани. Эта машина устраняет необходимость такой перекомпановки, таким
образом, сокращая время, требуемое для шитья.)
) Гарантируется высокое качество, чтобы улучшить надежность. (Швейная машина прошивает
ткани швами с последовательным (плотным) зазором (припуском), таким образом, производя
одинаковые изделия.)
4) Швейная машина позволяет оператору работать автоматически или вручную посредством
педали, стоя или сидя.
5) Блок с двумя педалями гарантирует точное размещение материала на швейной машине.
6) Зазор шва может быть установлено в промежутке между от до 0 мм.
7) Подача неровного материала может быть легко отрегулирована.
2. Технические характеристики
Скорость шитья От 200 до 500 sti/min
2 Длина стежка От 0 до 4 мм
Максимальная величина подачи 8 мм (максимум)
4
Подъем прижимной лапки (максимальный)
5 Зазор шва от до 0 мм
6 Используемые иглы DBx #9 до #8 (Стандарт: #), 4 # 75 (тип JE)
7 Условия шитья
A) Шитье по кривой
B) Размер материала
C) Количество слоев материала
8 Потребление энергии 220ВA
9 Источник питания фазы 200 - 240В
0 Высота стола Регулируется между 820 и 020 мм (Стандарт: 97 мм)
Размеры швейной машины 275 (длина) x 200 (ширин) x 50 (высота) (мм)
Вспомогательный стол Стандарт: 200 (длина) x 550 (ширина) мм
2 Укладчик Тип постоянного сохранения обрабатываемой детали SS52
Блок с двумя педалями Поставляется с верхним/нижним переключателем прижимной
4 Вес 5 кг (когда все опции установлены)
5 Шум Заявление
0 мм (с пневмоприводом)
Радиус 00 мм или более
500 (длина) x 500 (ширина) или меньше
2 или
фаза 200 - 240В
лапки и двухшаговым пусковым выключатель; переключателем высокой /низкой скорости
- Эквивалентный непрерывный уровень звукового давления
(LPA) на рабочем месте: уровень шума по шкале А 80 децибелов; (включая KPA = 2,5 децибела); согласно Международной
Организации по Стандартизации (ISO) 082-C.6. - ISO 204
GR2, при швейном цикле: 4 сек включение и 7 сек выключение.
− −
$
. УСТАНОВКА
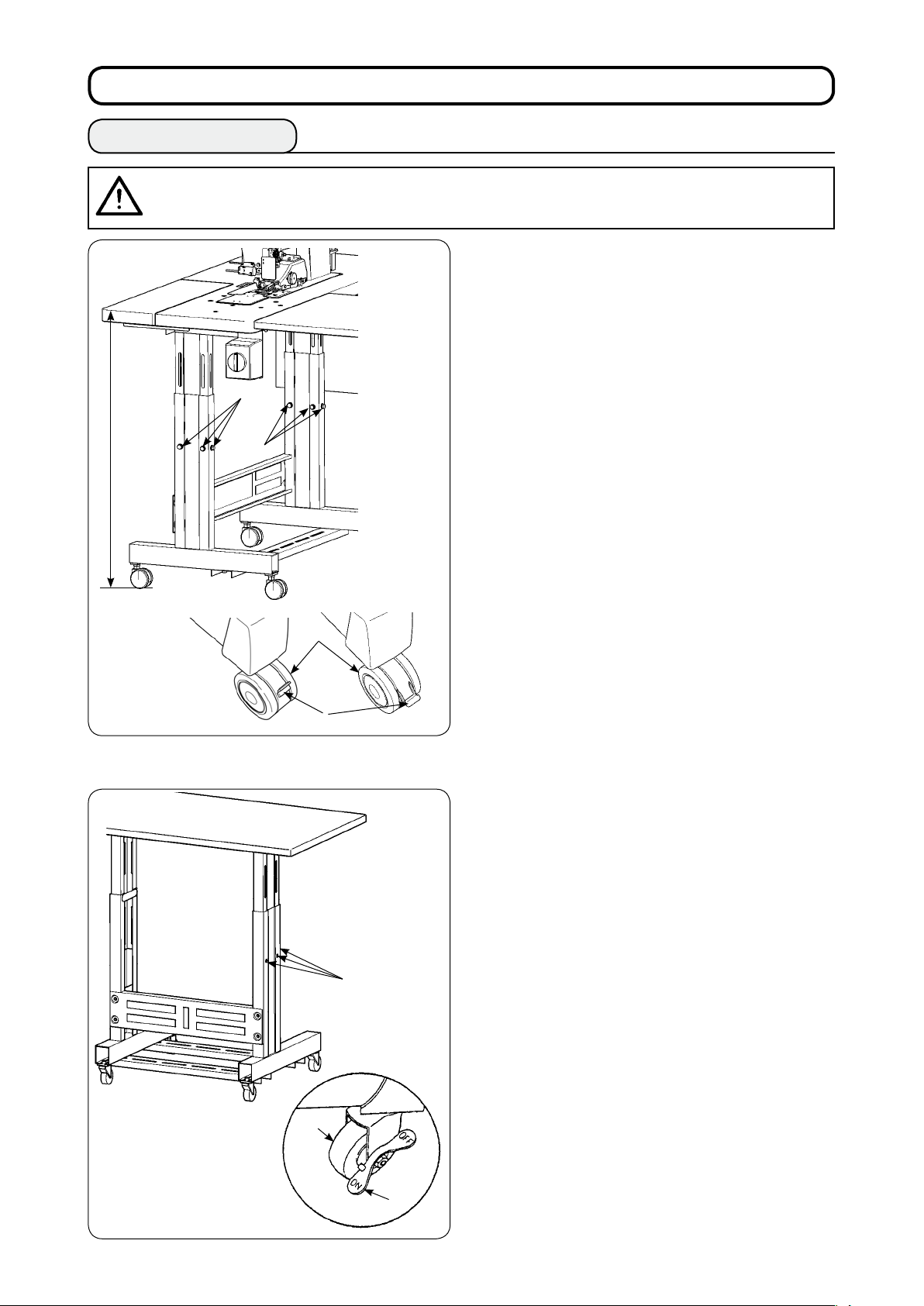
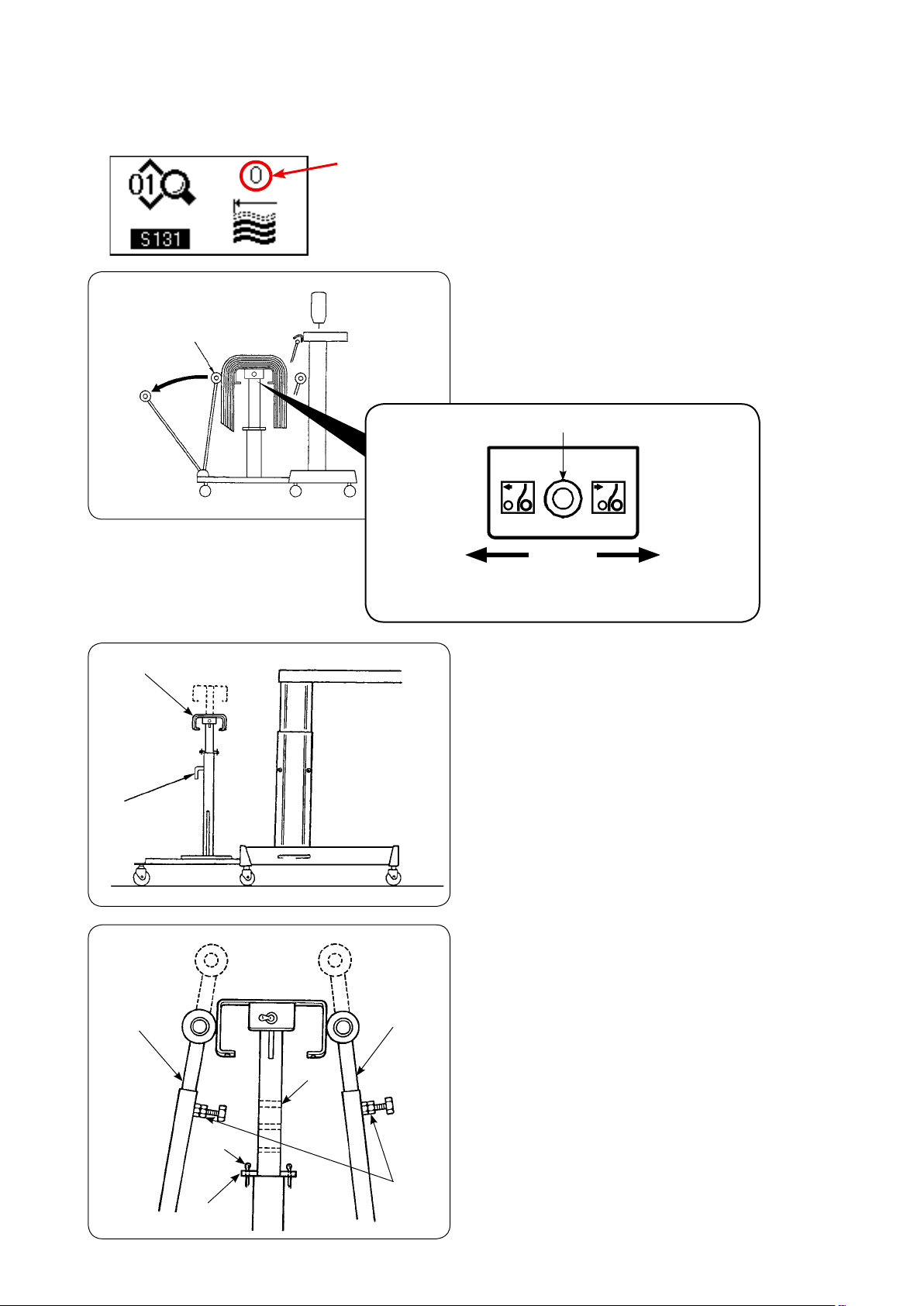
1. Высота стола
ПРЕДОСТЕРЕЖЕНИЕ:
Убедитесь, что стол поднимает не один рабочий, но четверо или больше человек для
того, чтобы поддержать каждый из четырех углов стола, регулируя высоту стола.
3
3
917 мм (Стандарт)
Высота стола может быть отрегулирована в
промежутке между 820 и 020 мм. Стандартная
высота составляет 97 мм.
) Установите основание стола на ровном мес-
те.
2) Колесики на ножках 1 фиксируются опускающимися рычажками 2.
) Ослабьте шесть болтов 3 установленных
на правой и левой ножках основания стола,
чтобы отрегулировать высоту стола.
1
2
[Высота вспомогательного стола]
) Установите основание стола на ровном мес-
те.
2) Колесики на ножках 1 фиксируются опусканием стороны «ON» рычажков 2.
) Ослабьте шесть болтов 3 установленных
на правой и левой ножках основания стола,
чтобы отрегулировать высоту стола.
3
1
2
− 4 −
2. Вспомогательный стол
ПРЕДОСТЕРЕЖЕНИЕ:
При установке вспомогательного стола, относящиеся к нему части или сам стол могут упасть, причинив
травмы. Чтобы предотвратить это, установку вспомогательного стола должны производить двое
рабочих. Один из них должен поддерживать стол. Устанавливая вспомогательный стол рядом со столом
швейной машины, следите за тем, чтобы Ваши руки, пальцы, и т.д. не были зажатыми между ними.
Отрегулируйте высоту вспомогательного стола
относительно высоты стола швейной машины.
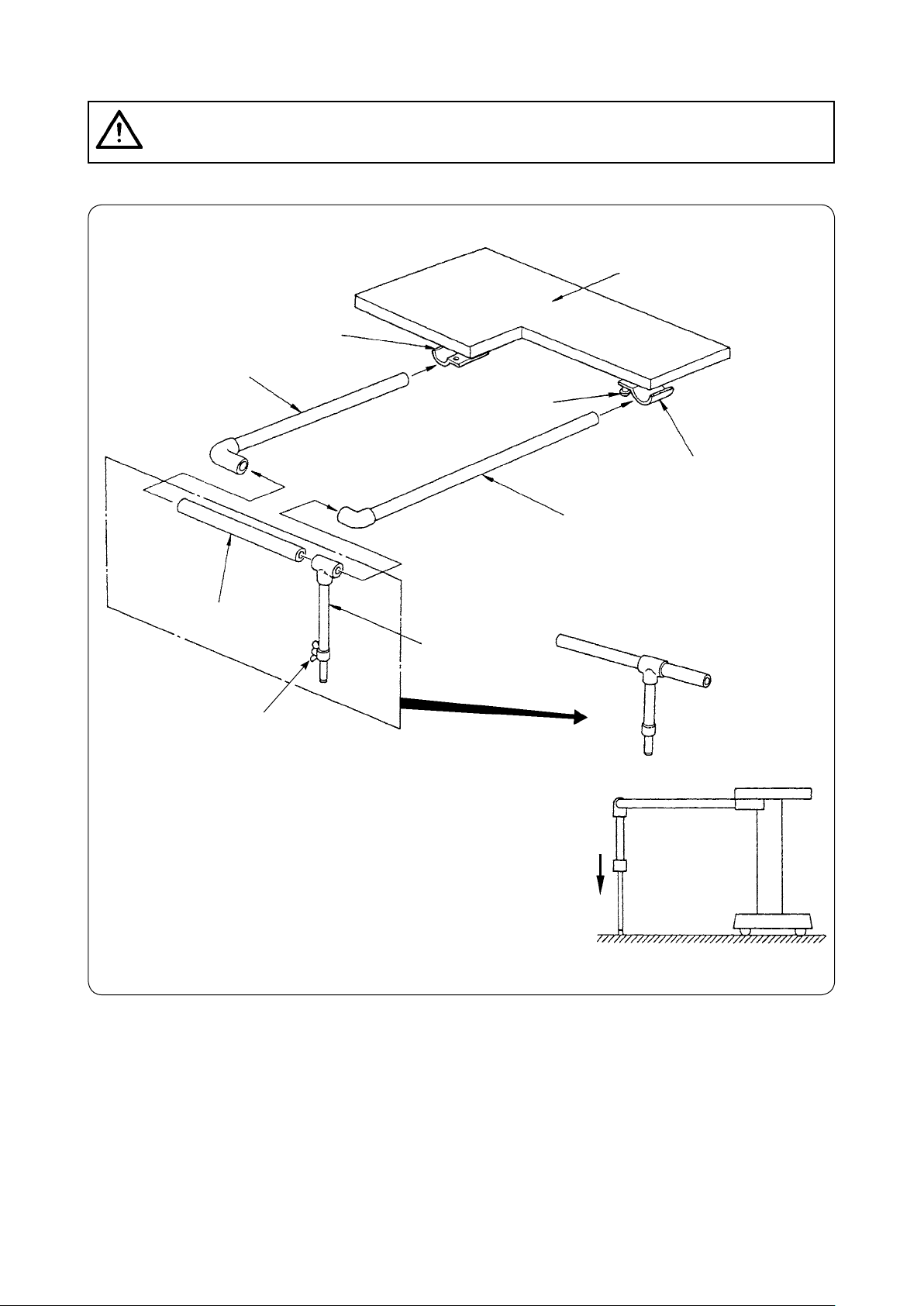
3. Сборка стола швейной машины и вспомогательного стола
ПРЕДОСТЕРЕЖЕНИЕ:
Используя инструменты, следите за тем, чтобы падающие части не нанесли травмы.
Будьте осторожны, чтобы не получить травму от инструментов.
1
4
3
7
6
2
5
Зафиксируйте прокладку 1 и соединительную
скобу 4 вспомогательного стола тремя винтами
на вспомогательном столе 3. Затем прикре-
2
пите соединительную скобу к столу 7 с помощью винта с накатанной головкой 5 и шайбы 6.
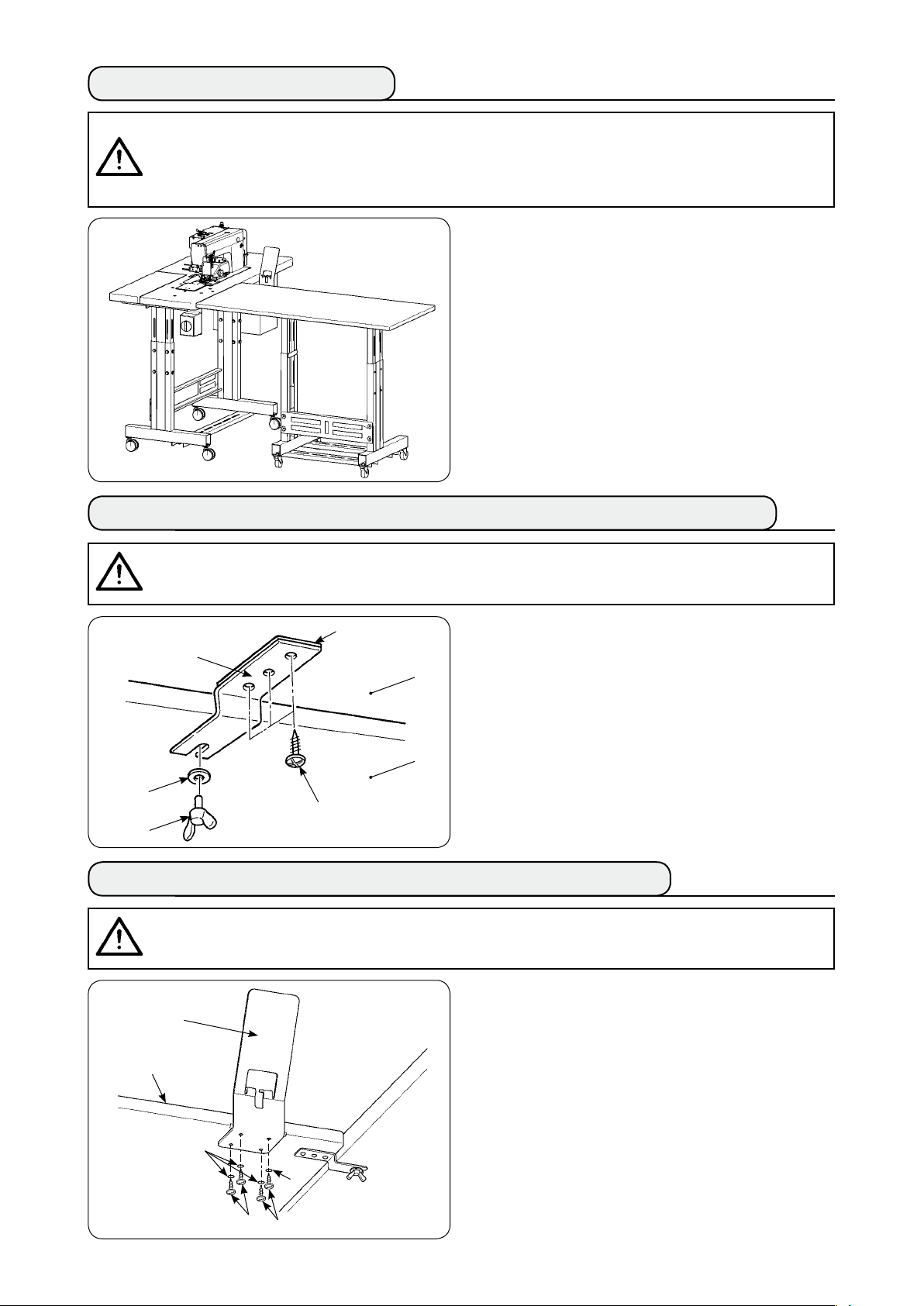
4. Установка монтажной платы пульта управления
ПРЕДОСТЕРЕЖЕНИЕ:
Используя инструменты, следите за тем, чтобы падающие части не нанесли травмы.
Будьте осторожны, чтобы не получить травму от инструментов.
1
2
Установите монтажную плату 1 на вспомогательном столе 2 с помощью четырех винтов 3
и четырех шайб 4.
4
3
4
3
− 5 −
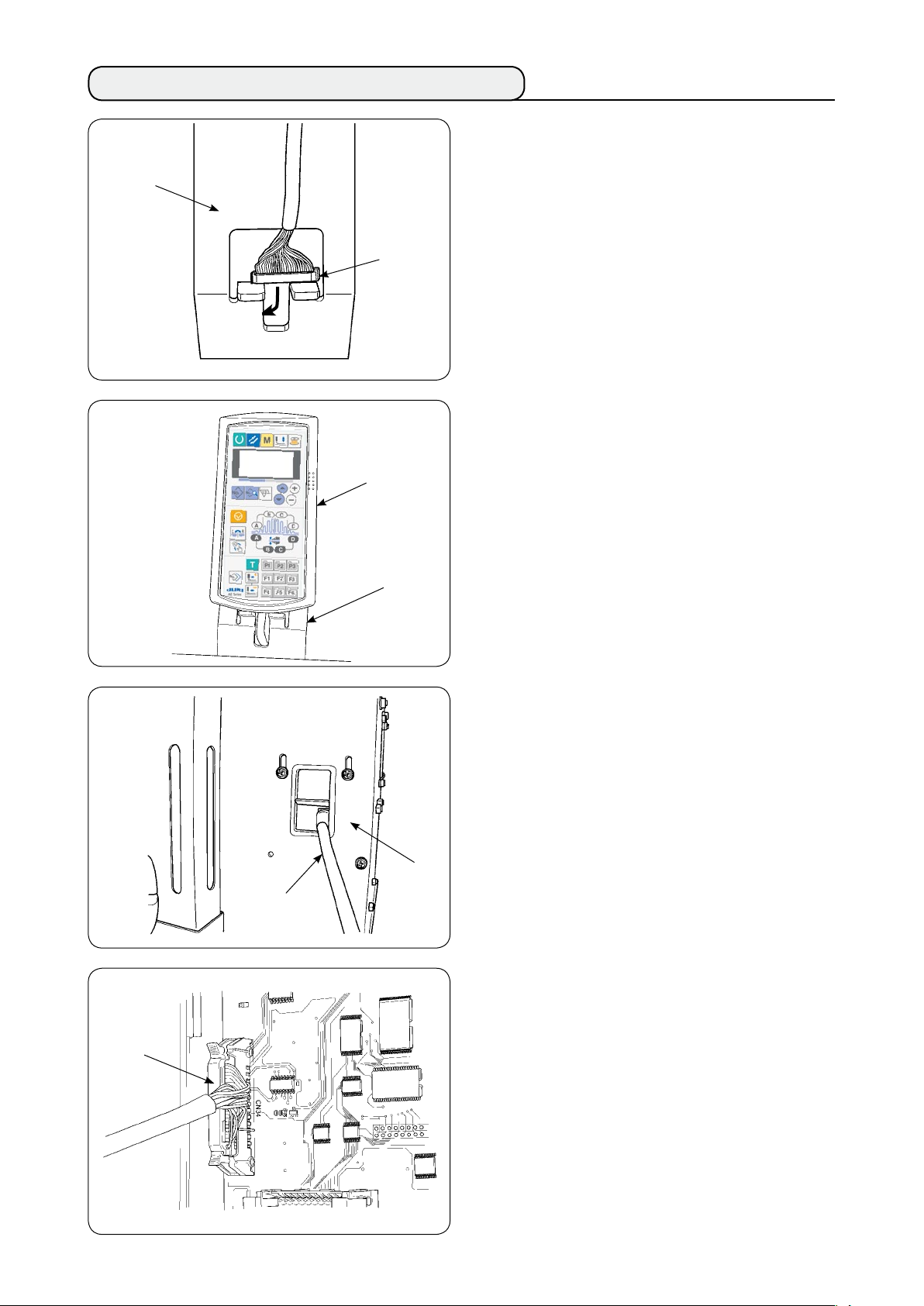
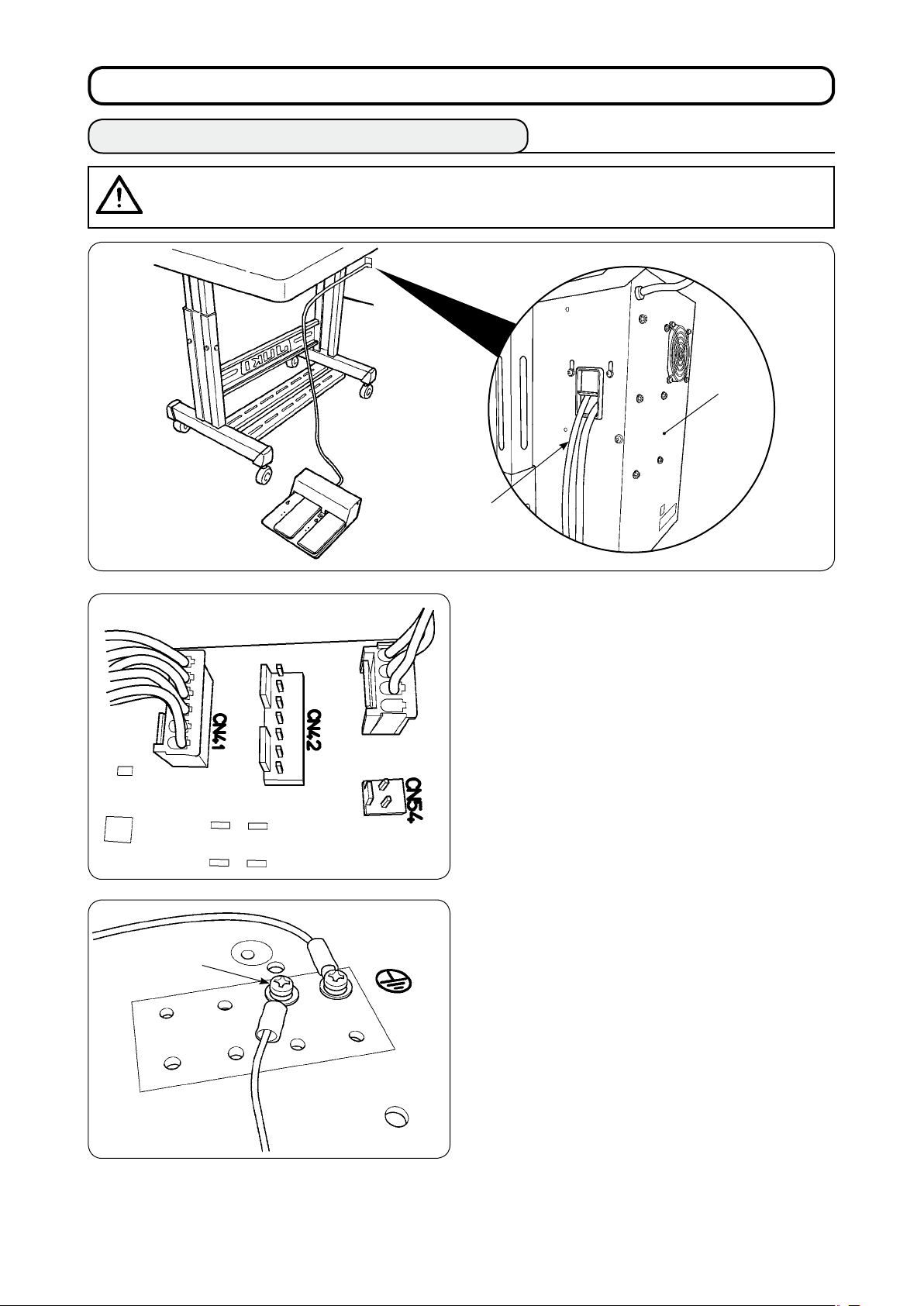
5. Подсоединение пульта управления
Пропустите штекер шнура пульта управления
через отверстие в монтажной плате пульта
1
2
1
3
управления 2.
Расположите пульт управления 3 на монтажной плате пульта управления 2.
1
1
2
4
Пропустите штекер шнура пульта управления 1
через отверстие для шнура в блоке управления
.
4
Откройте крышку блока управления. Вставьте
штекер шнура пульта управления 1 в разъем
главного блока управления процессом (печатной
платы) CN4.
− 6 −
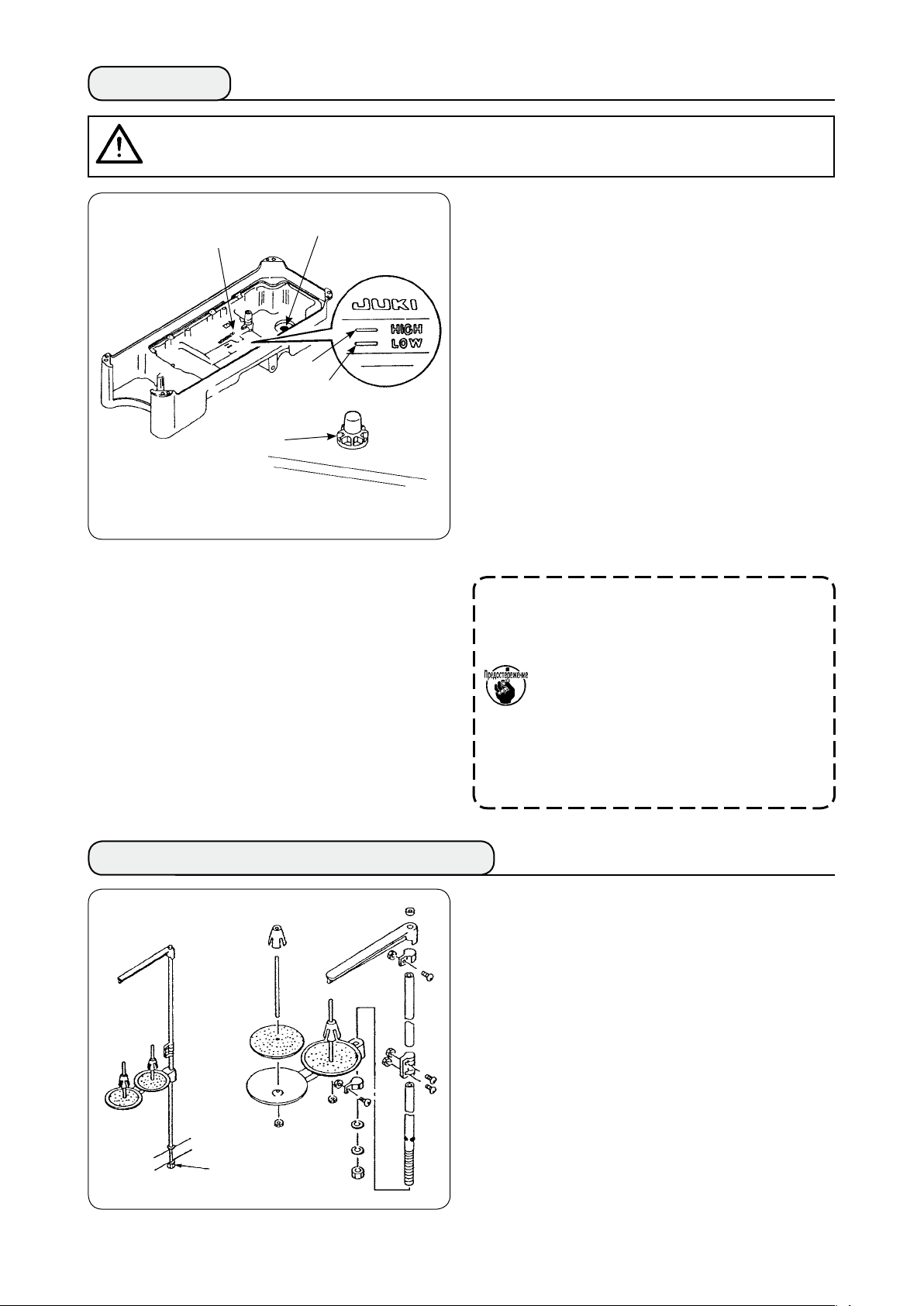
6. Смазка
ПРЕДОСТЕРЕЖЕНИЕ:
Наклоняя или повторно поднимая швейную машину, следите за тем, чтобы Ваши пальцы
или любая другая часть тела не были зажаты.
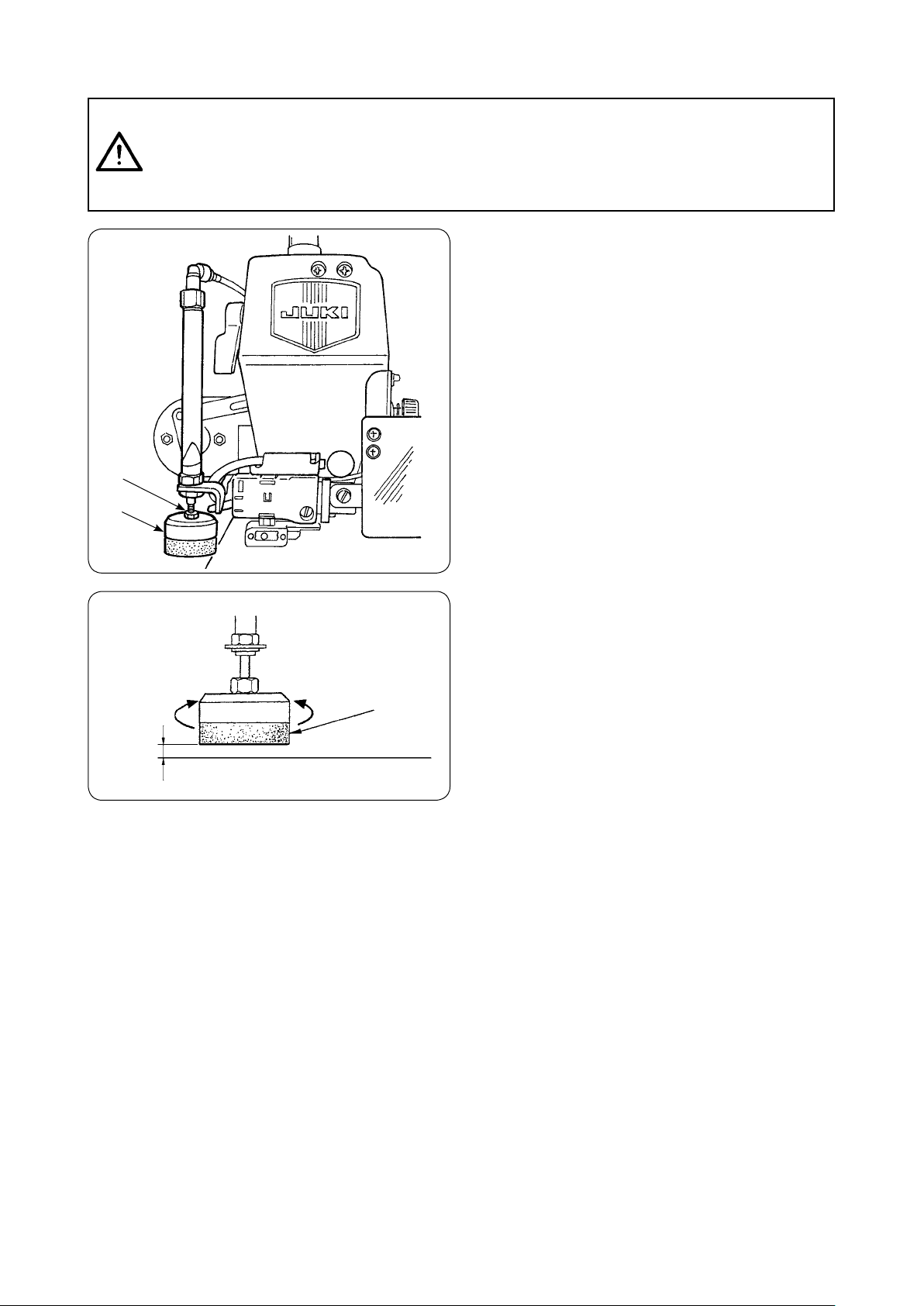
Перед тем, как начнете работать на швейной
2
1
машине
) Поместите магнит 1, поставляемый с изде-
лием, в винтовое отверстие для отработанного масла.
2) Запол няйте масля ный поддон 2 н овым
маслом Defrix JUKI до тех пор пока оно не
достигнут отметки «HIGH» (высоко) A.
A
B
) Когда уровень масла понизится ниже от-
метки «LOW» (низко) B, снова наполните
масляный поддон указанным маслом.
3
4) Когда будете работать на швейной машиной после смазки, Вы увидете через масляное смотровое окошко 3 плескание масла,
если смазка будет нормальной.
5) Имейте в виду, что количество плещущегося масла не является показателем количества масла в масляном поддоне.
7. Установка кронштейна для нити
1. Когда работаете на недавно установленной швейной машине или машине,
которая не использовалась длительный период, запустите швейную машину приблизительно на 10 минут с
целью обкатки, используя клавишу
катушечной намотки, расположенную
на пульте управления.
2. Убедитесь, что используете подлинное масло JUKI. Если будете использовать любое другое масло, могут
возникнуть затруднения в работе.
) Соб е р ит е кро н ш т ей н дл я нит и . За т е м,
вставьте собранный кронштейн для нити в
отверстие в столе.
2) Затяните контргайку 1 до такой степени,
чтобы кронштейн для нити не качался.
1
− 7 −
8. Удаление крышек
1
) Удалите крышку ролика верхнего манипуля-
тора 1.
3
2
4
2) Располагая палец на рычаге 2, поднимите
рычаг, чтобы отсоединить верхний манипулятор 4.
) Поворачивайте верхний манипулятор, что-
бы удалить крышку ролика нижнего манипулятора 3.
После удаления крышек роликов верхнего
и нижнего манипулятора, верните верхний
манипулятор 4 назад в его положение.
7
5
6
4) Чтоб ы ве рнуть в ерхний м анипул ятор 4
назад в его первоначальное положение,
вращайте верхний манипулятор 4, пока он
не придет в соприкосновение со стопорным
винтом 5, а затем нажмите верхний манипулятор 4 вниз 6.
Если нажмете верхний манипулятор
вниз 6, во время его вращения, нижняя сторона датчика 7 может прийти в
соприкосновение со столом машины и
верхней пластиной основания, что приведет к поломке.
− 8 −
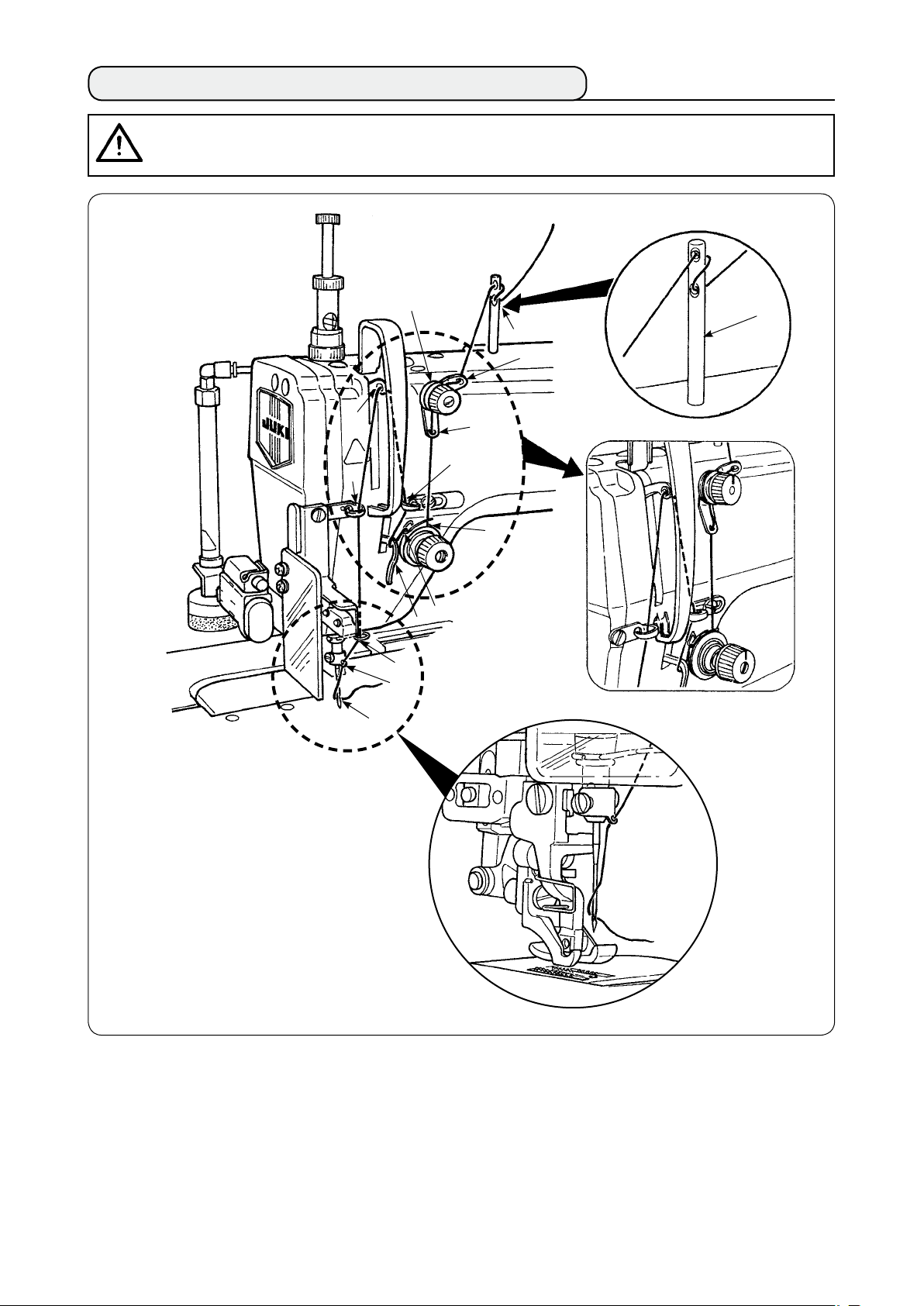
9. Продевание нити через головку машины
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
9
!0
!3
!2
!1
3
7
A
1
2
4
8
5
6
Продевайте нить через головку машины в таком порядке как показано на рисунке.
Ведите нитенаправительный штифт A в отверстие на верхней поверхности ручки машины прежде,
чем продеть нить.
− 9 −
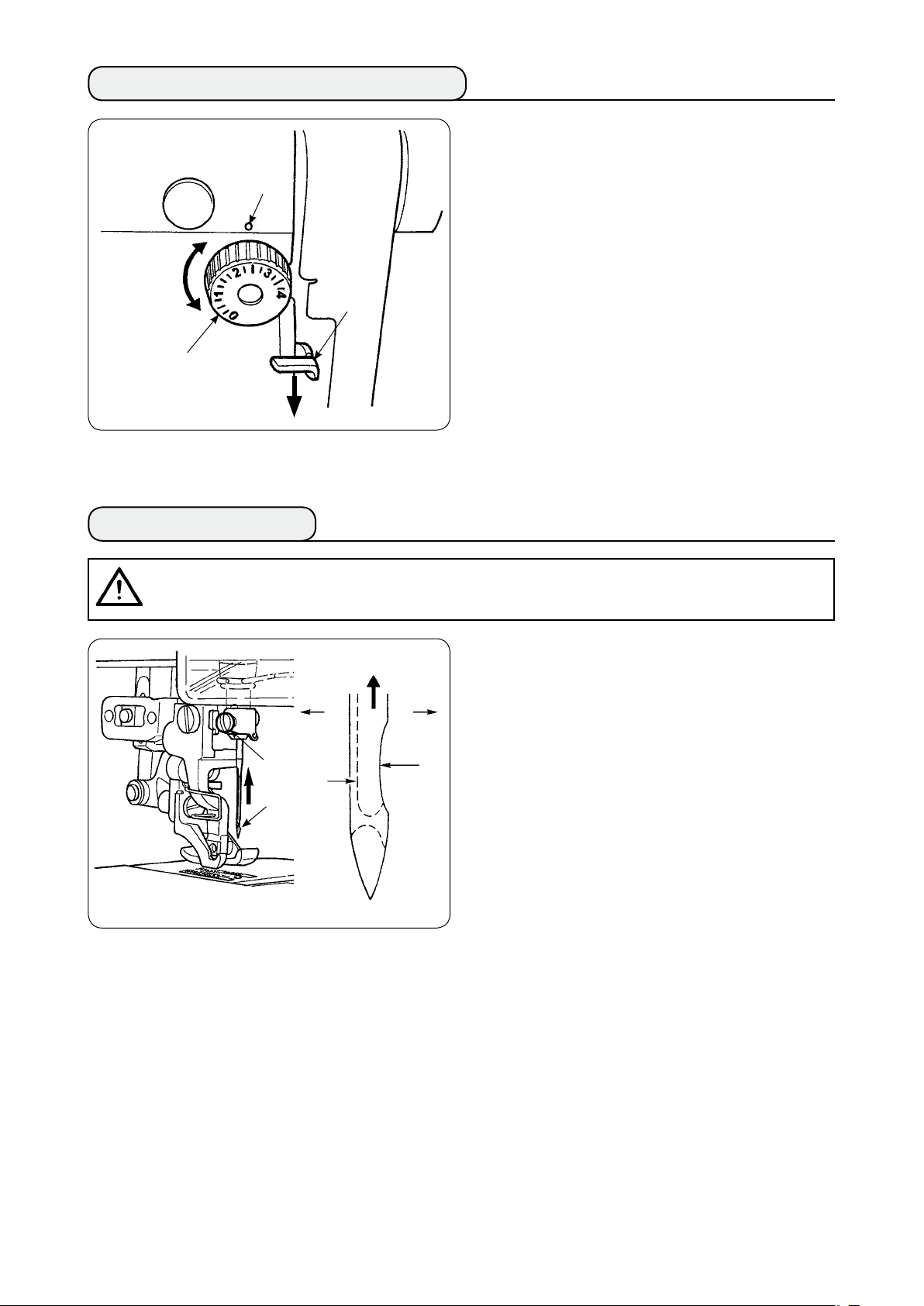
10. Регулировка длины стежков
A
2
Длина нижней подачи ткани
) Поворачивайте дисковый регулятор стеж-
ков 1 в направлении стрелки, пока желательная цифра не совместится с точкой
маркера A на ручке машины.
2) Цифры даны в миллиметрах (мм).
) Чтобы заменить длину подачи с большей
величины на меньшую, поворачивайте дисковый регулятор стежков 1, нажимая рычаг подачи 2 в направлении стрелки.
1
11. Подгонка иглы
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
2
1
C
D
B
A
Длина верхней подачи ткани
Обратитесь к
потенциометром величины нижней подачи ткани" на странице 64
вать длину верхней подачи ткани.
* Выключите электропитание мотора.
Используйте иглу DBx (DPx для швейной машины DP типа).
) Поверните маховик, чтобы передвинуть
игольницу к ее самому высокому положению.
2) Ослабьте игольный зажимной винт 2. Держите иглу 1 так, чтобы ее скос кромки A
смотрел точно вправо B.
) Вс т а вь т е и гл у по лн о ст ь ю в от ве рс т ие
игольницы в направлении стрелки, пока она
не пройдет дальше.
4) Надежно з атяните игольный з а жимной
винт 2.
5) Убедитесь, что щель C на игле направлена
точно влево D.
"^-18. Исправление считывания
для того, чтобы отрегулиро-
− 0 −
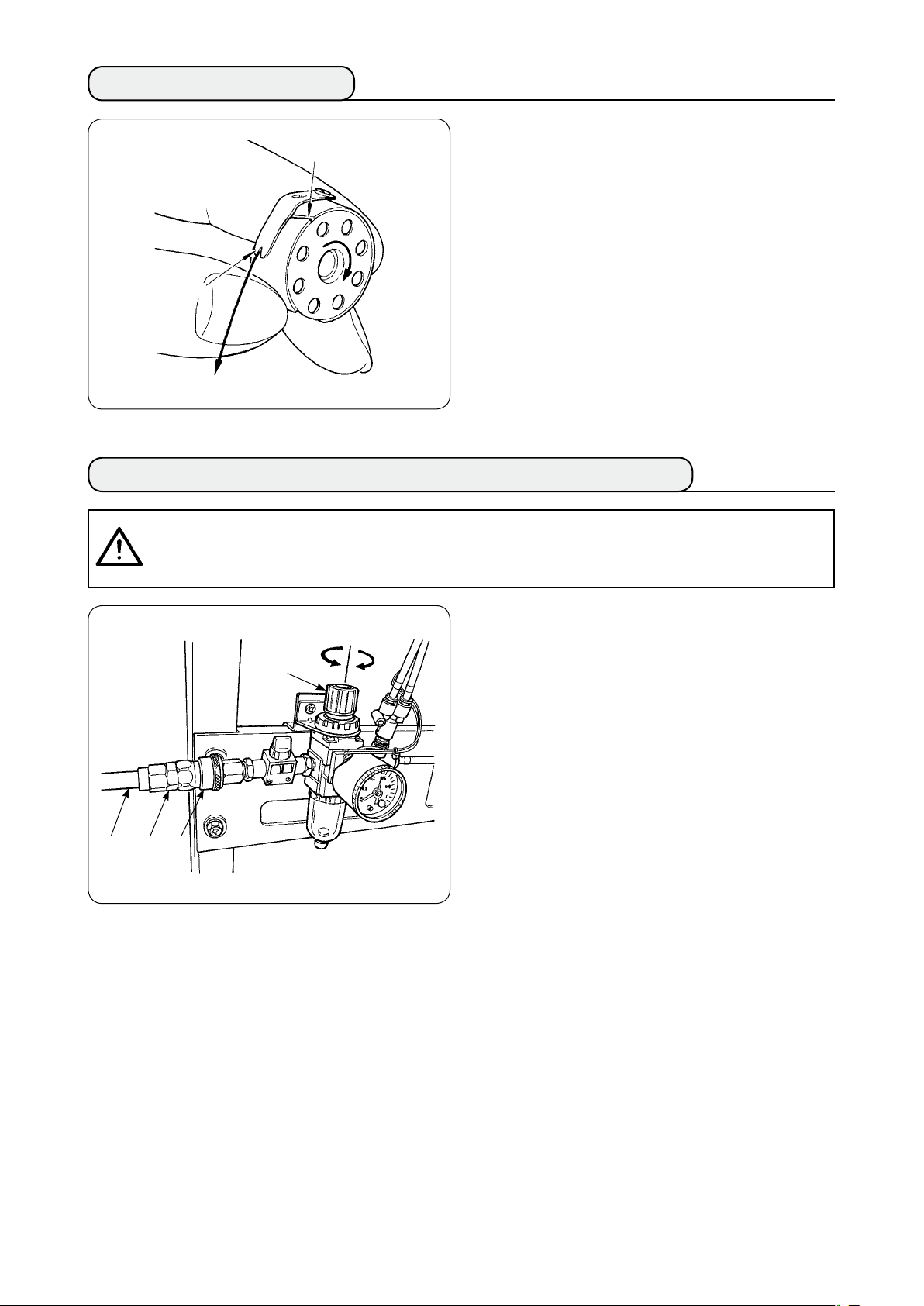
12. Загрузка катушки
) Держа катушку так, чтобы нить в катушке
1
2
3
была намотана по часовой стрелке, поместите ее в шпульный колпачок.
2) Пропустите нить через щель 1 в шпульном колпачке. Протяните нить к нитяному
отверстию 2, и она появится из нитяного
отверстия 2, пройдя под пружиной растяжения.
) Убедитесь, что катушка вращается в на-
правлении стрелки, когда нить 3 отматывается с катушки.
13. Подсоединение и регулировка источника воздуха
1
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите электропитание машины и удостоверьтесь, что машина не
работает, даже когда Вы нажимаете педаль запуска.
4
2
3
) Вставьте воздушный шланг 1 в соединение
D
C
одного касания 2 поставляемое вместе с
изделием.
2) Вставьте соединение одного касания 2 в
соединение 3, пока не раздастся щелчок.
) Отрегулируйте д авление воздуха до 0,5
МПа (5 кгс/см2).
Если давление слишком низкое, поднимите
кнопку 4 и поворачивайте ее по часовой
стрелке (в направлении C).
Если давление слишком высокое, повернуть
кнопку против часовой стрелки (в направлении D).
Когда давление воздуха установлено на 0,5
МПа (5 кгс/см2), опустите кнопку 4 и зафиксируйте его.
− −
%
. УСТАНОВКА ДОПОЛНИТEЛЬНЫX УСТРОЙСТВ
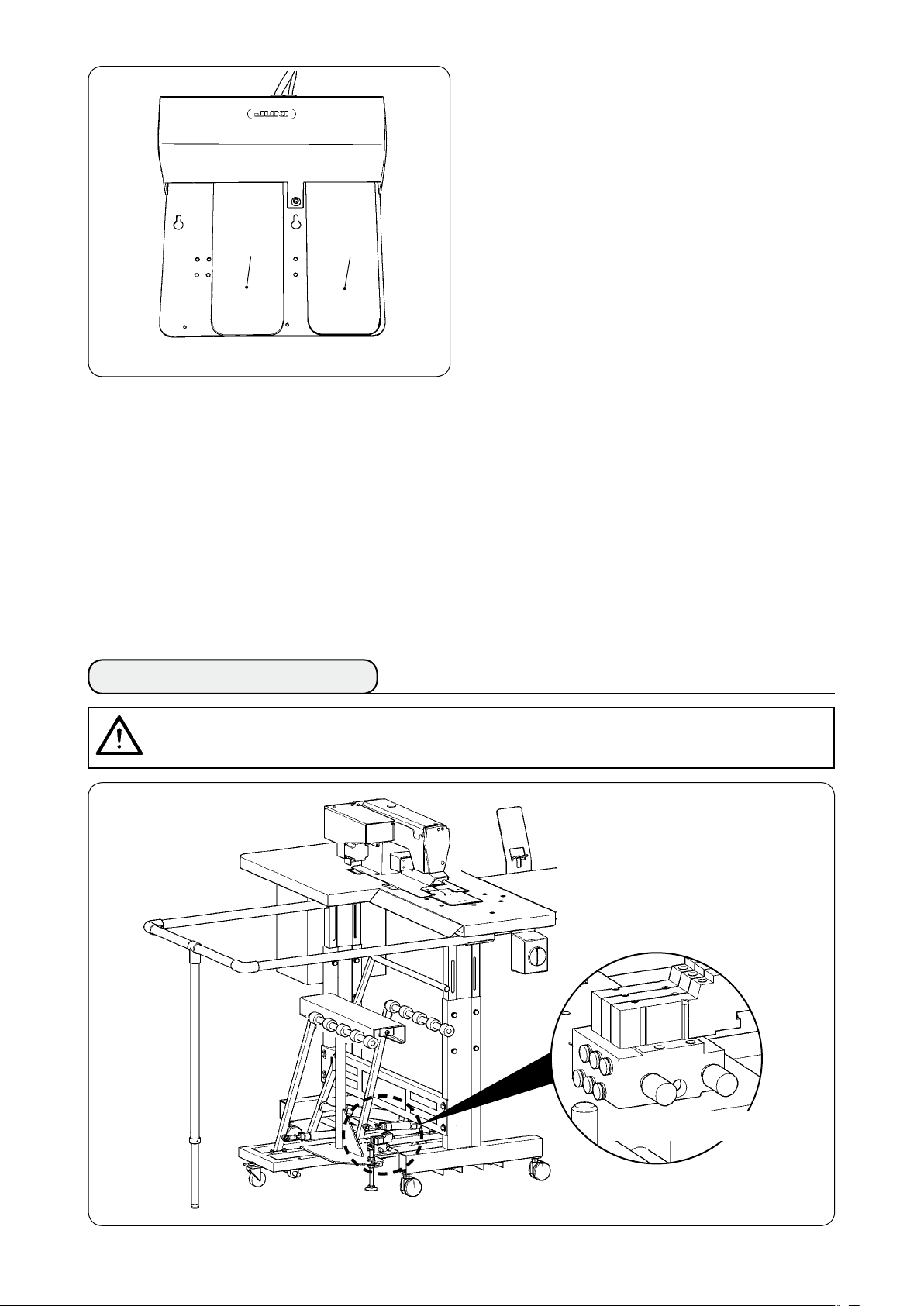
1. Установка блока с двумя педалями
ПРЕДОСТЕРЕЖЕНИЕ:
Убедитесь, что выключили электропитание швейной машины перед установкой блока с
двумя педалями, чтобы предохранить от повреждения электрические части.
1
2
) Пропустите шнур 2 блока с двумя педаля-
мя через отверстие для шнура в блоке управления 1.
3
2) Подключите устройство с двумя педалями к
CN4 на главном блоке управления процессом в распределительном ящике. Закрепите
заземляющий провод на нижней стороне
распределительного ящика с помощью установочного винта заземляющего провода
.
3
− 2 −
1 2
Левая педаль, двухшаговая педаль (ручной
1
запуск, пауза)
) Разместите материал на машине при руч-
ном режиме запуска. Светодиод мигает в
секторе ручного выключателя. Когда Вы
нажимаете педаль с первого шага, прижимная лапка швейной машины опускается.
Когда Вы нажимаете педаль со второго
шага с прижимной лапкой швейной машины, остающейся в самом низком положении, швейная машина начинает работать.
Когда Вы нажимаете педаль с первого шага
и отпускаете ее с прижимной лапкой швейной машины, находящейся в самом низком
положении, прижимная лапка швейной машины поднимается.
2) Когда Вы нажимаете педаль во время шить я, швейн ая машин а останавливается.
Когда Вы нажимаете педаль снова, машина
снова начинает шить.
Правая педаль (переключение скорости меж-
2
ду высокой и низкой)
) Когда Вы нажимаете педаль во время ши-
тья, скорость шитья переключается от высокой к низкой.
2) Когда Вы нажимаете педаль в течение паузы, триммер нити приводится в действие,
чтобы отрезать нить и швейная машина останавливается.
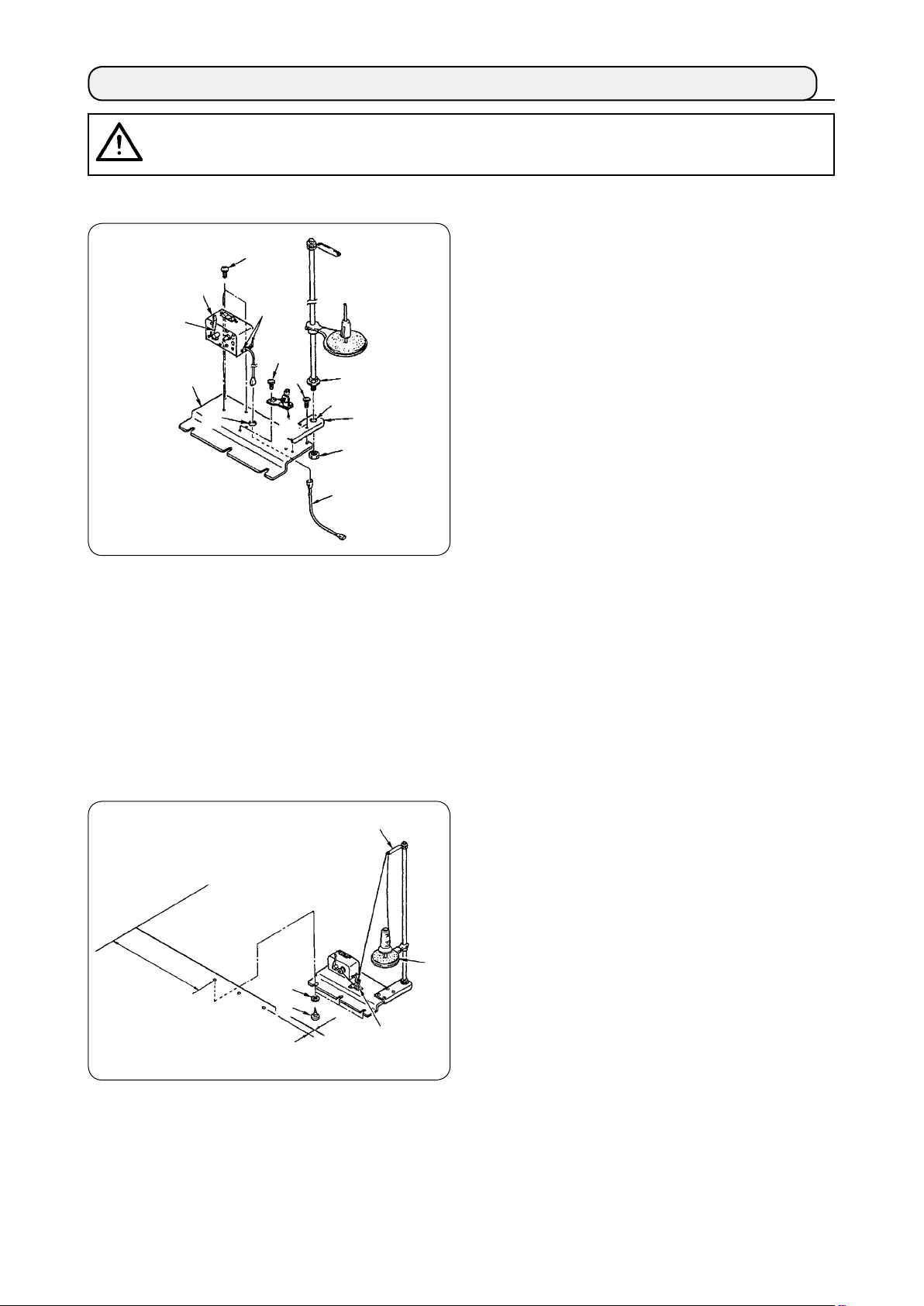
2. Установка укладчика
ПРЕДОСТЕРЕЖЕНИЕ:
Убедитесь, что выключили электропитание швейной машины перед установкой блока с
двумя педалями, чтобы предохранить от повреждения электрические части.
Электромагнитный клапан
укладчика
− −
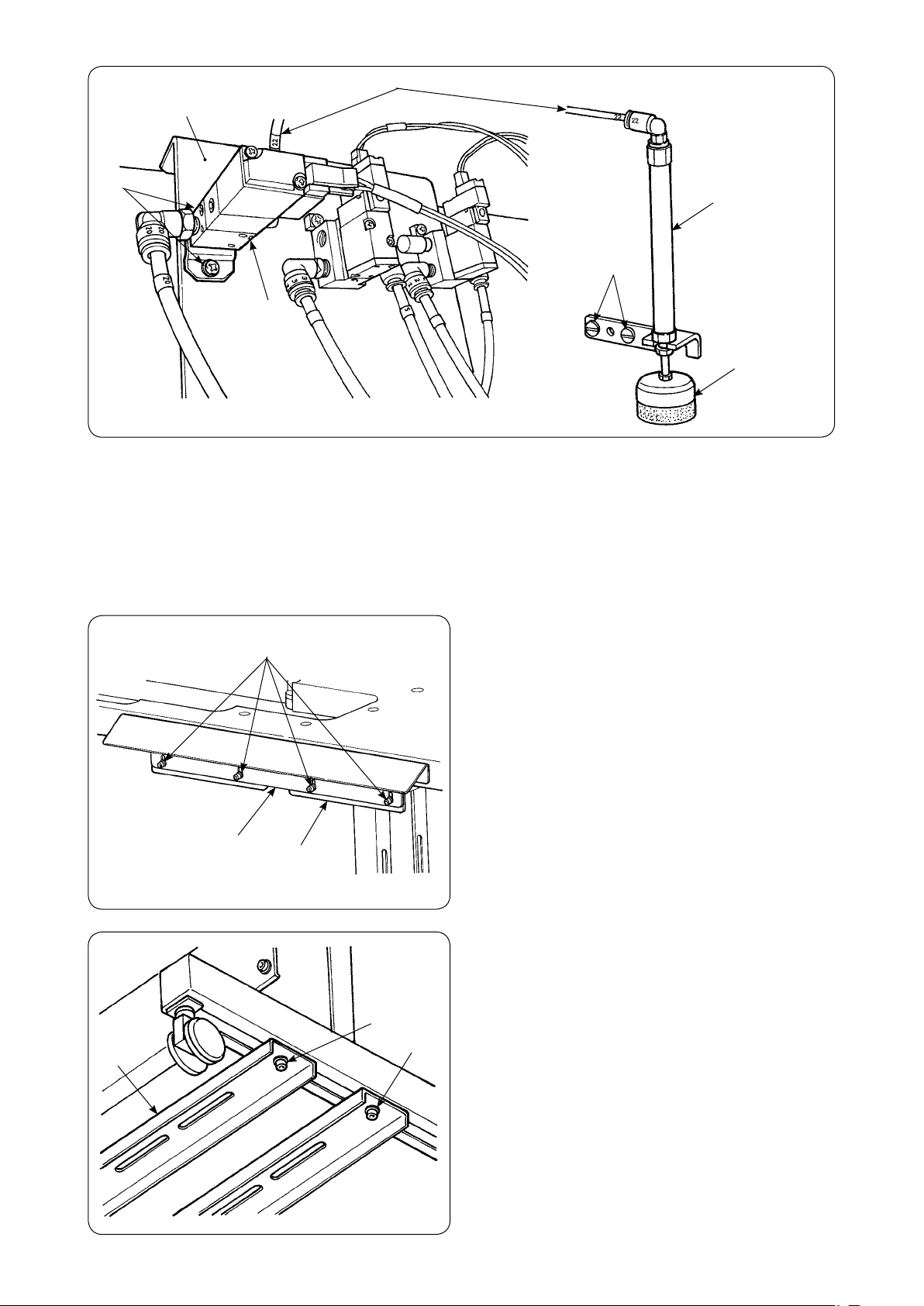
3
7
2
5
1
4
6
) Установите электромагнитный клапан 1 на монтажную плату 3 с помощью установочных
винтов 2.
2) Установите цилиндр гладильного пресса для материала 4 на стороне головки машины с помощью установочных винтов 5. В это время потяните за верхний конец 6 цилиндра, чтобы удостовериться, что цилиндр легко держит материал.
) Пропустите воздухопровод Ф4 7 электромагнитного клапана через отверстие в столе и соеди-
ните с цилиндром 4.
4) Закрепите скобу стола места !0 на опорной
9
пластине 8 с помощью винтов 9.
!1
8
!0
!2!3
5) Временно установите нижнюю опорную
стойку !1 на основании стола с помощью
винтовых гаек !2 и !3. Затем, ослабьте винтовые гайки !4 и !5.
!4!5
− 4 −
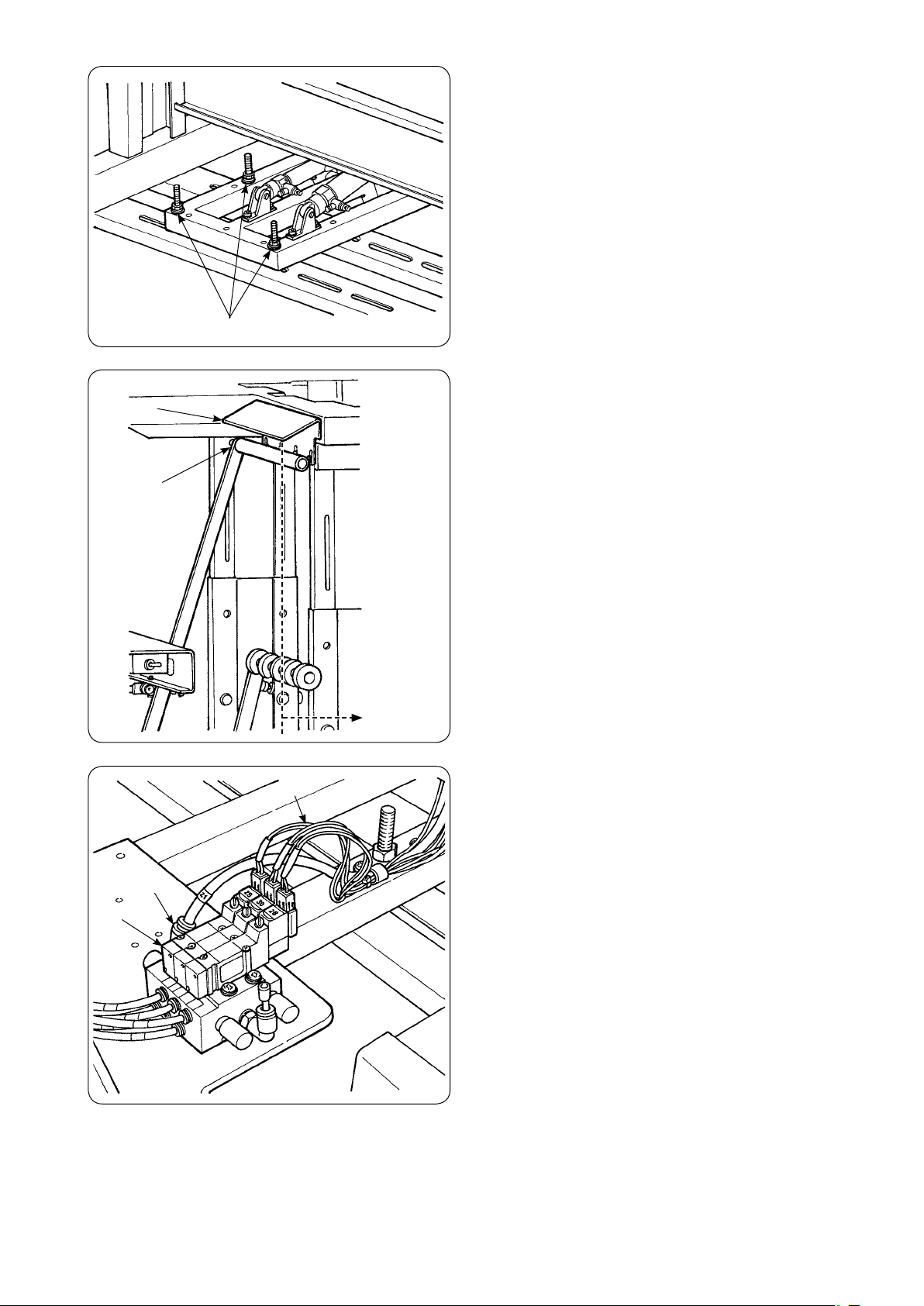
8
!9
!6!7!8
6) Надежно закрепите основную часть укладчика на нижней опорной стойке !1 с помощью винтовых гаек и шайб !6, !7 и !8.
7) Удалите основную часть укладчика так, чтобы обтирочное устройство корпуса одежды
размещалось в опорной пластине 8.
!9
Затем надежно подтяните !2 к !5, которые
временно затягивались в шаге 5).
@0
@1
@2
Разместите
внутри
8) Отведите воздухопровод воздуходувки. Соедините воздухопровод с пневматической
муфтой Ф6 @1, идущей от электромагнит-
ного клапана укладчика @0. (См. диаграмму
подачи воздуха по воздухопроводу.)
− 5 −
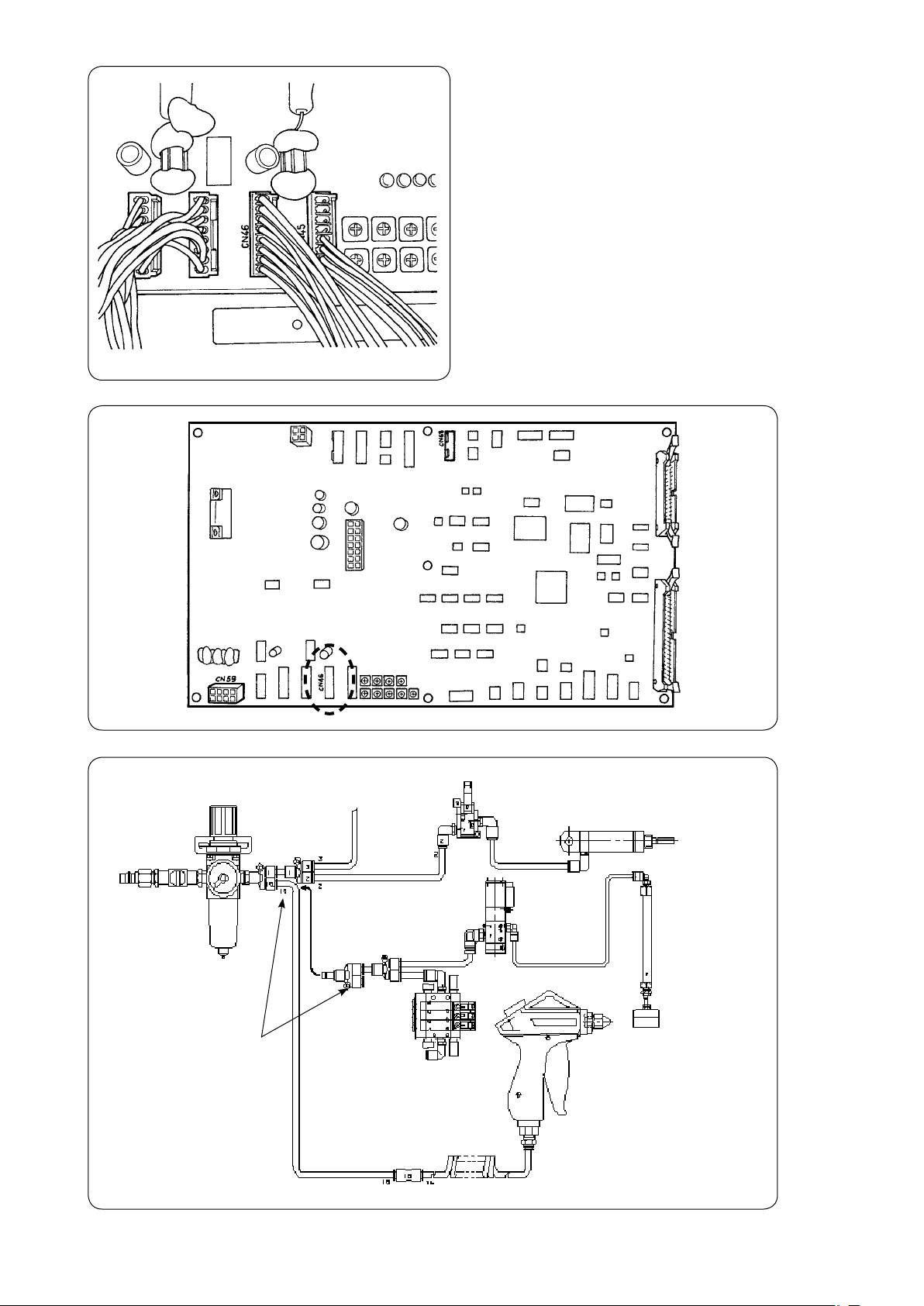
9) Подсоедините кабель электромагнитного
клапана укладчика @2 к CN46, установленной в блоке управления.
Блок
управления
процессом
Диаграмма подачи воздуха по воздухопроводу
Подсоедините к 18
Электромагнитный клапан,
поднимающий прижимную лапку
Рычаг, поднимающий
прижимную лапку
Электромагнитный
клапан держателя
обрабатываемой
детали
Электромагнитный клапан
укладчика
Сторона
коробки
Держатель
обрабатываемой
детали
Отсоедините трубку и
подсоедините к соединению Y
Воздуходувка
− 6 −
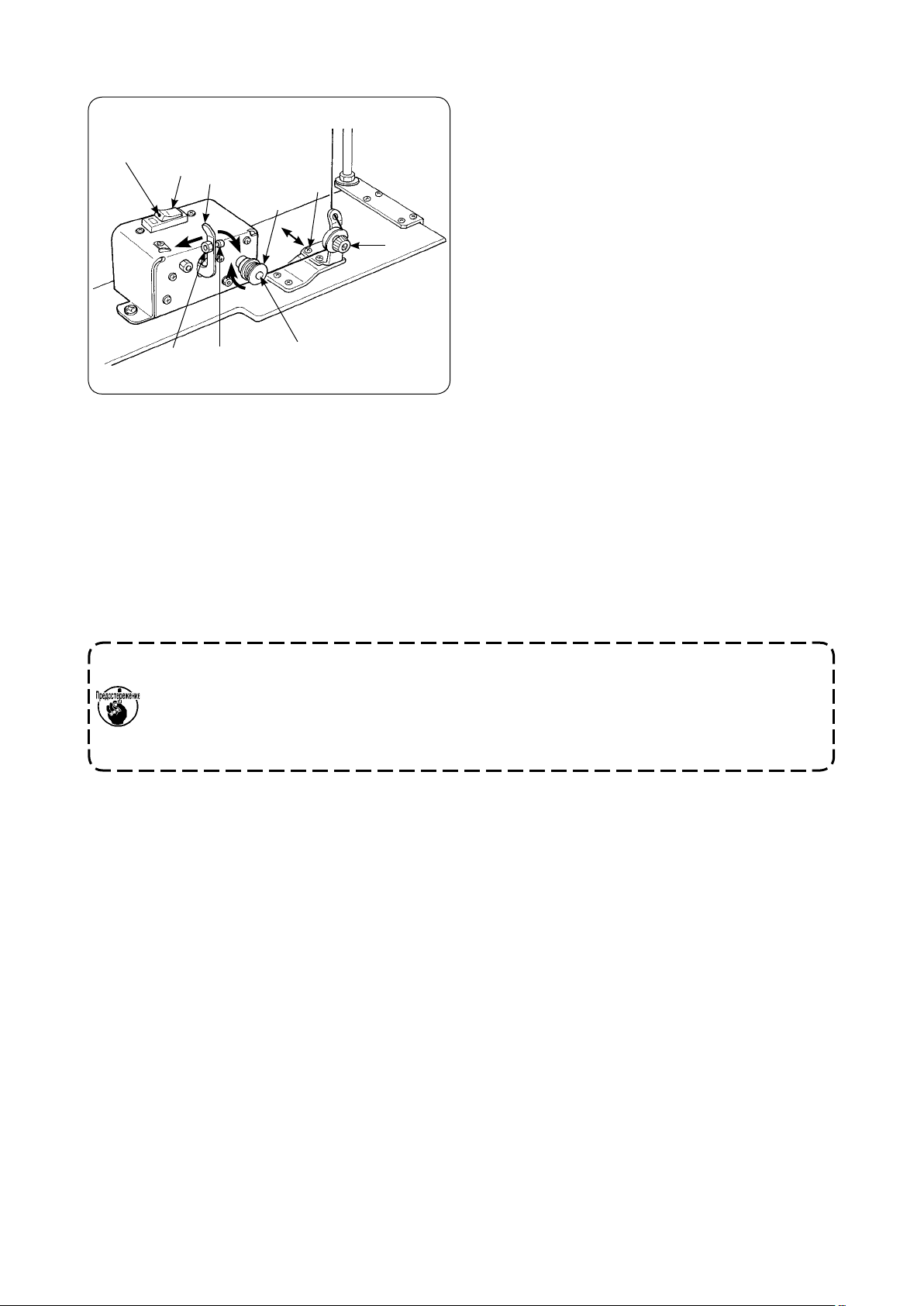
Регулировка держателя обрабатываемой детали
・
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите электропитание машины и удостоверьтесь, что машина не
работает, даже когда Вы нажимаете педаль запуска. Кроме того, следите за тем,
чтобы Вашим пальцы не оказались зажатыми под держателем обрабатываемой детали
укладчика, так как он опускается.
) Отрегулируйте давление держателя об-
рабатываемой детали 1 до стандартной
величины так, чтобы держатель обрабатываемой детали легко держал два слоя материала и позволил им гладко отрываться,
когда планка обтирочного устройства ткани
укладчика приводится в действие. (Зазор A)
2) Чтобы отрегулировать давление, ослабьте
контргайку де ржателя обрабатываемой
детали 2 и поверните держатель обрабатываемой детали против часовой стрелки,
2
чтобы уменьшить давление или по часовой
стрелке, чтобы увеличить его.
1
по часовой
стрелке
A
) Губка B является заменяемой частью. Ког-
да она сотрется, замените ее на новую. (Номер части: 807260)
против часовой
стрелки
B
− 7 −
Установка защитного ограждения укладчика
・
ПРЕДОСТЕРЕЖЕНИЕ:
Убедитесь, что надежно установили части и твердо затянули винты и болты, так как
части могут оторваться и причинить травмы.
Установите защитное ограждение на столе швейной машины.
Монтажная пластина В
защитного ограждения
Защитное ограждение В
Монтажный болт
Стол швейной машины
Монтажная пластина A
защитного ограждения
Защитное ограждение A
Защитное
ограждение C
Винт с накатной головкой
Защитное
ограждение D
) Ослабьте монтажные пластина А и В защитного ограждения до такой степени, чтобы можно
было вставить штанги A и B защитного ограждения.
2) Соберите соответствующие элементы защитного ограждения и вставьте их соответственно в
монтажные пластины A и B, а затем закрепите монтажными болтами.
) Перенесите защитное ограждение D вниз, на пол и закрепите с помощью винта с накатной го-
ловкой.
− 8 −
Регулировка синхронизации укладчика
・
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите электропитание машины и удостоверьтесь, что машина не
работает, даже когда Вы нажимаете педаль запуска.
(Задний держатель обрабатываемой детали)
ℓ
(Передний держатель
≒ ℓ’
обрабатываемой детали)
ℓ ℓ’
Передний
держатель
обрабатываемой
детали
) Отрегулируйте синхронизацию укладчика
так, чтобы обрабатываемые детали укладывались симметрично на столе приема
ткани в соответствии с продольным направлением обрабатываемой детали так, чтобы
обрабатываемые детали укладывались устойчиво.
Для более коротких обрабатываемых деталей, длина которых составляет 650 мм или
меньше, отрегулируйте количество стежков
на пульте управления так, чтобы планка переднего держателя обрабатываемой детали приводилась в действие одновременно с
прекращением машинной шитья.
Длина: 650 мм Длина: 500 мм
2
1
3
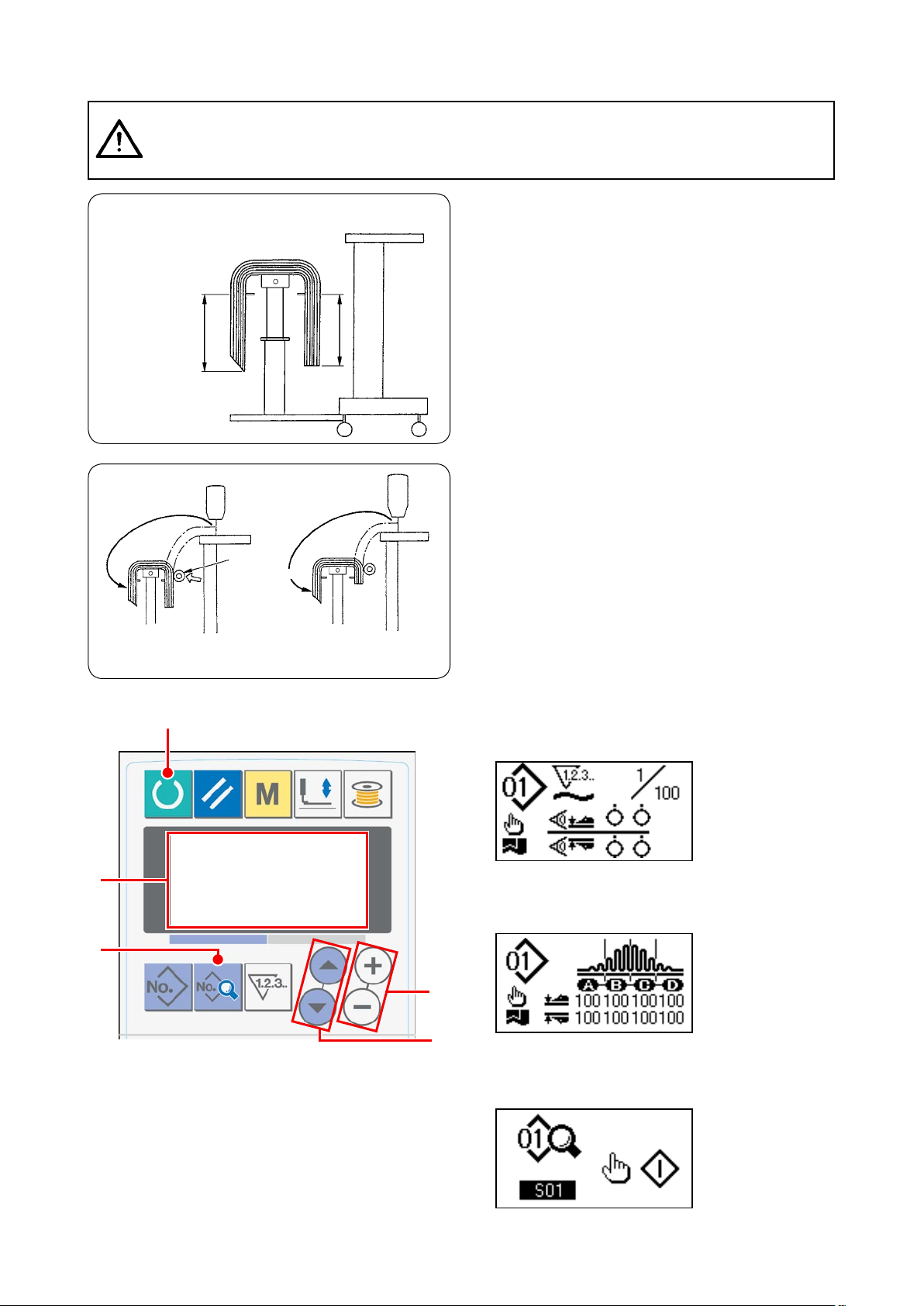
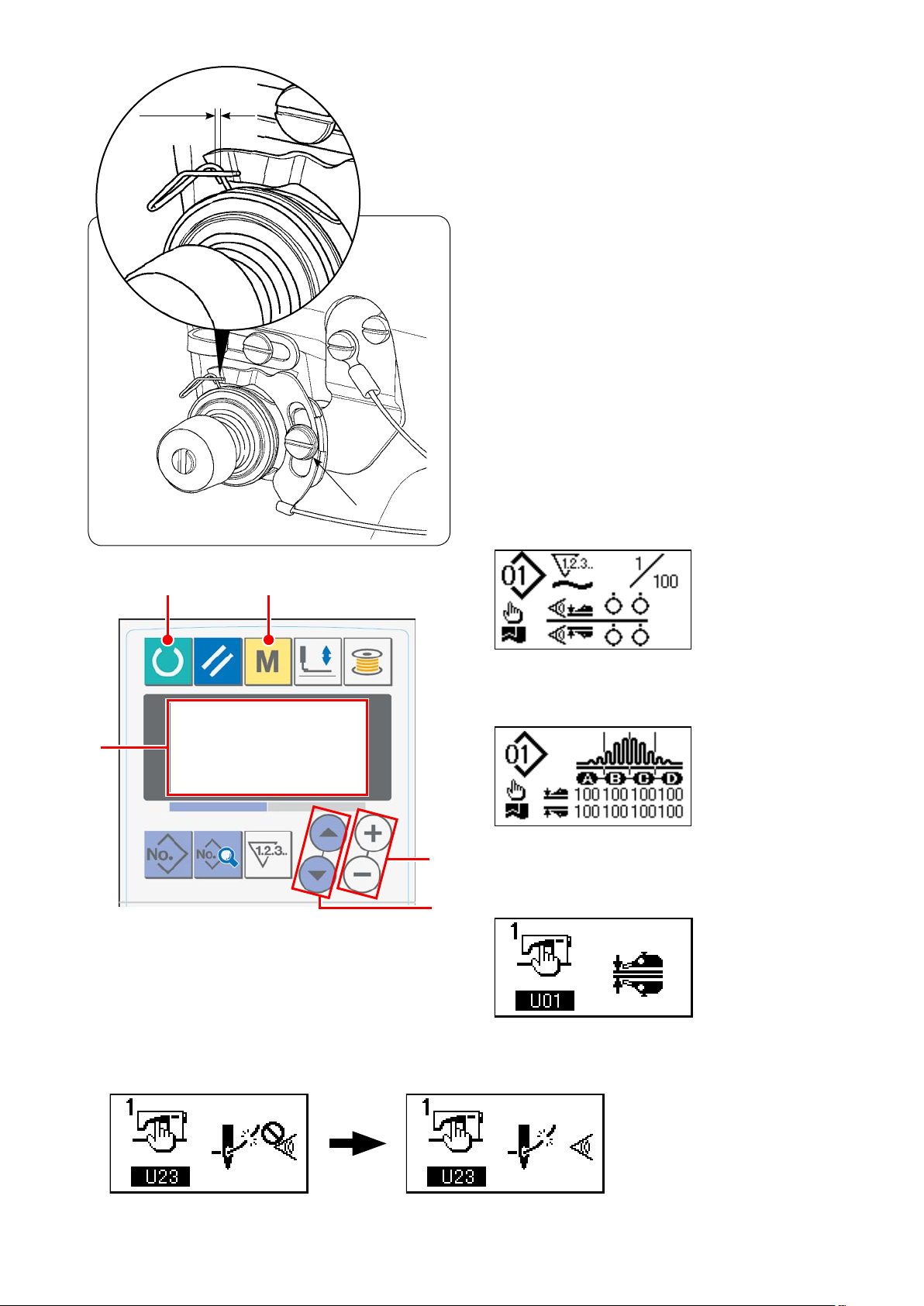
Процедура установки пульта управления
Переведите экран жидкокристаллического
1
дисплея 1 в состояние готовности к шитью.
Нажмите клавишу «READY» (готово) 2, что-
2
бы изменить изображение на жидкокристаллическом дисплее 1.
5
4
Нажмите клавишу «DATA» (данные) 3, чтобы
3
на жидкокристаллическом дисплее 1 появился [S0] режим пуска.
− 9 −
Нажмите клавишу «ITEM SELECT» (выбор пункта) 4, чтобы просмотреть данные шитья до тех
4
пор, пока не выберете рабочее положение укладчика [S]. Нажмите клавишу «DATA CHANGE
» (замена данных) 5, чтобы определить количество стежков 6, при котором планка переднего
держателя обрабатываемой детали задействуется в соответствии с длиной материала.
6
После завершения процедуры установки, нажмите клавишу
«READY» (готово) 2, чтобы привести пульт управления в состояние
установленной готовности, а затем запустите швейную машину.
2) Чтобы вынимать сложенные обрабатываемые детали, переключите выключатель
Задний держатель
обрабатываемой детали
воздушного клапана.
После того как выните обрабатываемые де-
тали, возвратите выключатель воздушного
клапана в его предыдущее положение.
Bыключатель воздушного клапана
4
3
Задний
держатель
обрабатываемой
детали
5
Чтобы освободить планку
переднего держателя
обрабатываемой детали
) Чтобы увеличить число обрабатываемых
деталей, которые могут быть сложены на
столе приема ткани, измените положение
стола.
1
извлеките стопорный штифт стола 2,
ослабьте ручку 3 и опустите стол для
приема ткани 4.
2
желаемой высоты. Вставьте стопорный
штифт стола в отверстие 5 в трубке
стола для приема ткани, вставьте штифт
разводного шплинта 1 в стопорный
штифт стола 2, и надежно затяните с
Передний
держатель
обрабатываемой
детали
помощью ручки 3.
3
и заднего держателя обрабатываемой
детали и совместите резиновые части
этих планок с центром стола для приема
ткани 4, и надежно затяните планки
держателей обрабатываемой детали,
затягивая болты 6.
Чтобы установить планку
переднего держателя
обрабатываемой детали
Удалите штифт разводного шплинта 1,
Опустите стол для приема ткани 4 до
Ослабьте болты 6 в планках переднего
2
1
6
− 20 −
3.
Установка и регулировка устройство для каркасной намотки катушек
ПРЕДОСТЕРЕЖЕНИЕ:
Надежно зафиксируйте части, крепко затягивая винты с помощью большой отвертки и
гаечного ключа, так как части могут оторваться, что может привести к травме.
(1) Сборка устройство для каркасной намотки катушек
) Зафиксируйте устройство для каркасной
намотки катушек 2 на монтажной пластине
устройства для каркасной намотки катушек
с помощью двух установочных винтов
1
. Кроме того, пропустите расщепленные
8
(фазные) провода катушечного зажима 2
через отверстие B в монтажной пластине
устройства для каркасной намотки катушек
и соедините их с расщепленными (фаз-
1
ными) проводами соединения устройства
для каркасной намотки катушек 7. Вставьте другой конец 7 в CN6 на главном блоке
управления процессом.
2) Установите монтажную пластину кронштейна для нити 3 на монтажную пластину устройства для каркасной намотки катушек 1
с помощью четырех установочных винтов
. Установите блок кронштейна для нити 5
8
в отверстии C в 3 и закрепите с помощью
гайки 6.
) Установите регулятор напряжения 4 на
монтажной пластине устройство для каркасной намотки катушек 1 с помощью двух
установочных винтов 8.
A
1
2
B
8
A
8
4
8
5
C
3
6
7
(2) Установка и продевание нити через устройство для каркасной намотки катушек
) Установите устройство для каркасной на-
550 мм
A
B
2
1
C
30 мм
мотки катушек на вспомогательном столе с
помощью установочных винтов 1 и 2 так,
чтобы размеры, показанные на чертеже
слева, были соблюдены.
2) Расположите нить на держателе катушки
и пропустите ее через ручку нитенапра-
B
вителя натяжного пр испособления A, а
затем через регулятор натяжения C и намотайте ее на катушку.
) Надежно закрепите ручку нитенаправителя
натяжного приспособления A и держатель
катушки B так, чтобы держатель катушки
не создавал п омех на пути движения
B
нити, когда нить направляется от ручки нитенаправителя натяжного приспособления
к регулятору натяжения C.
A
− 2 −
(3) Намотка и регулировка катушки
Белая
выгравированная
маркерная точка
5
3
F
E
6
1
G
7
D
тва для каркасной намотки катушек 2.
2) Намотайте нить на катушку в четыре или
пять мотков в направлении стрелки D.
) Намотка нити на катушку начнется при на-
жатии на защелку устройства для каркасной намотки катушек 3 напротив катушки
(в направлении стрелки E) (прерыватель
находится во включенном состоянии (где
5
видно выгравированную маркерную точку
белого цвета)), и автоматически останавли-
) Наденьте катушка 1 на шпиндель устройс-
вается, когда на катушку намотается определенное количество нити (80 - 90 % наруж-
4
8
2
ного диаметра катушки).
4) Ослабьте контргайку 4 бобышки ограничителя устройства для каркасной намотки катушек и
настройте количество нити, которое будет намотано на катушку, изменяя положение бобышки
ограничителя устройство для каркасной намотки катушек 8. (Когда бобышка перемещается
в направлении F, количестве нити, которое будет намотано на катушку увеличивается.) (Количество нити, которое будет намотано на катушку увеличивается, при перемещая защелки в
направлении стрелки F.)
5) Отрегулируйте натяжение нити с помощью регулятора натяжения при намотки катушки до 0,4
N - 0,5 N посредством кнопки 7.
6) Ослабьте винт 6 и отрегулируйте положение регулятора натяжения, перемещая его в направлении G (враво или влево) так, чтобы нить наматывалась вокруг центра катушки.
1. Даже когда прерыватель 5 находится во включенном состоянии (где видно выгравированную маркерную точку белого цвета), устройство для каркасной намотки катушек может
быть не в состоянии работать. В этом случае внутренне прерыватель все-таки находится
в выключенном состоянии. Устройство для каркасной намотки катушек должно использоваться после выключения и включения прерывателя, чтобы избежать такой неполадки.
2. Убедитесь, что используете фирменную катушку JUKI и шпульный колпачок.
− 22 −
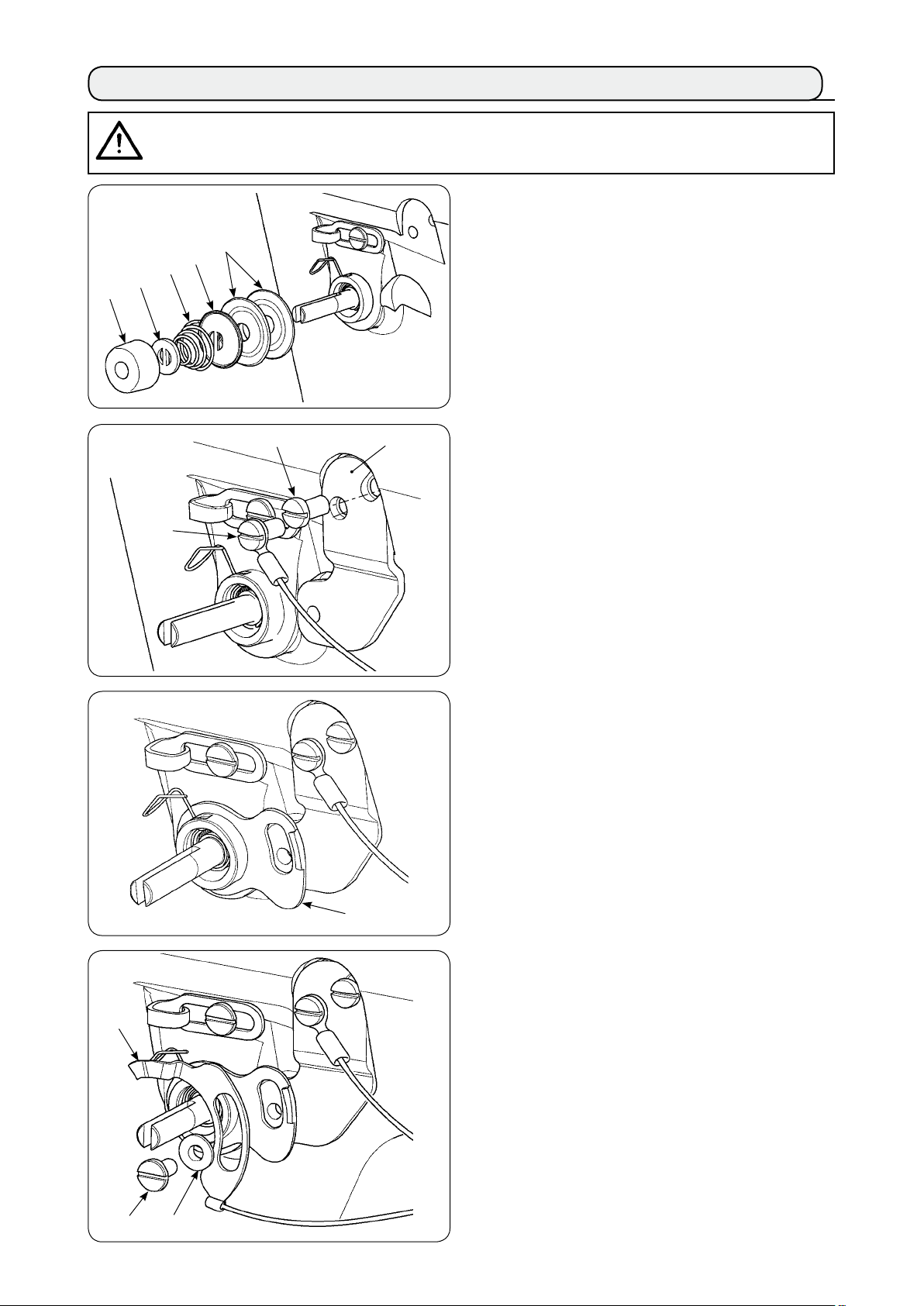
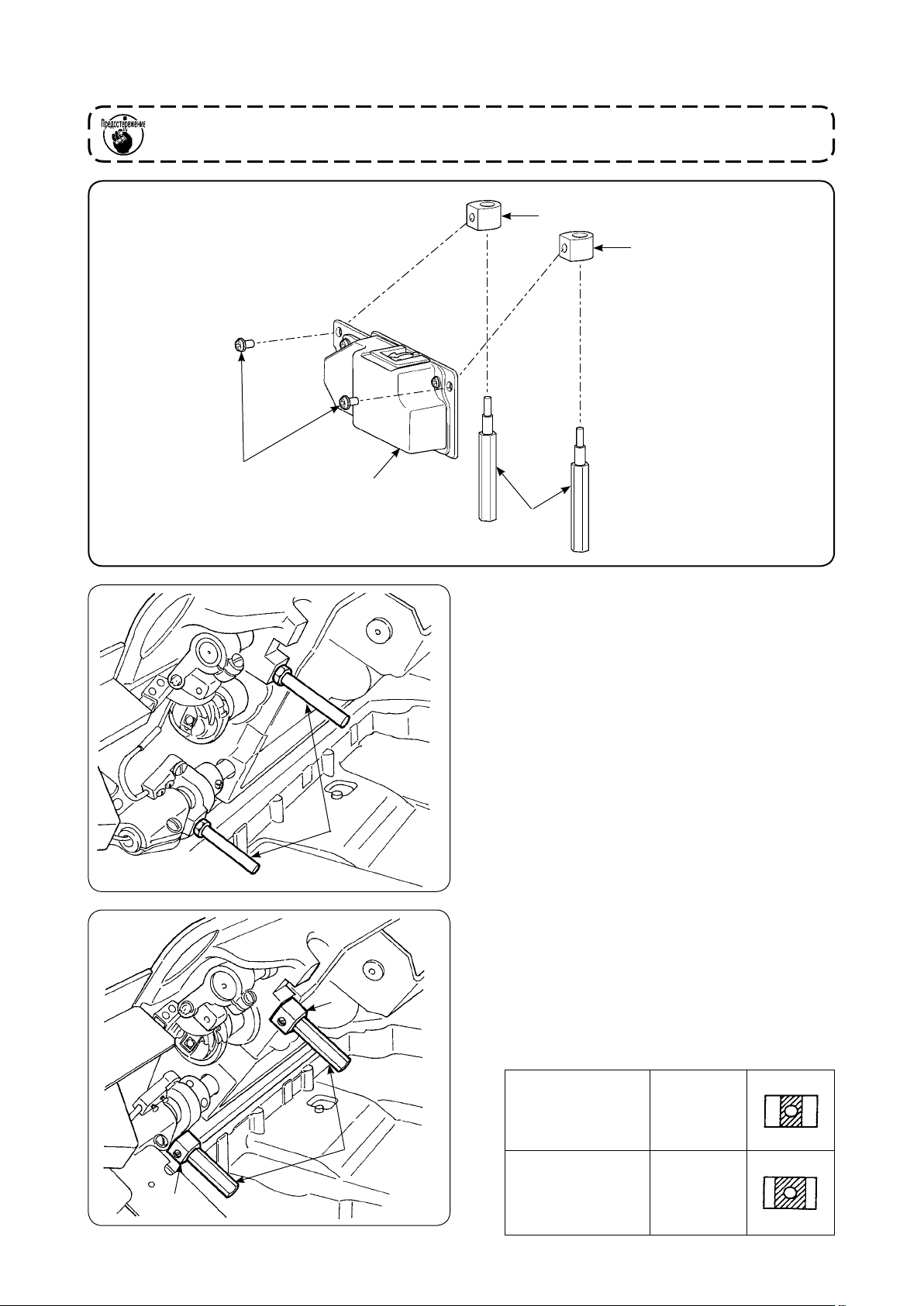
4.
Сборка устройства определения порыва нити и установка пульта управления
1
ПРЕДОСТЕРЕЖЕНИЕ:
Убедитесь, что надежно установили части и твердо затянули винты и болты, так как
части могут оторваться и причинить травмы.
) Ослабьте гайку регулирования натяжения
регулятора натяжения № 2. Удалите час-
1
ти 1 - 5.
2) Установите монтажную пластину пластины
датчика 6 с помощью винтов 7 и 8.
2
3
4
5
8
6
Надежно закрепите кольцевой обжимной
контакт провода пластины обнаруживающей порыв нити также с помощью винта 7.
7
!0
) Расположите нитенаправитель, обнаружи-
вающий порыв нити 9 на пружине натяжения нити как показано на чертеже слева.
9
4) Временно закрепите провод пластины,
обнаруживающей порыв нити !0 и втулку
нитенаправителя пластины, обнаруживающей порыв нити !1 с помощью установочного винта пластины обнаруживающей порыв
нити !2.
!2
!1
− 2 −
0,5 мм
5) Повторно соберите части 1 - 5, которые
были удалены в шаге ).
6) Поверните пластину, обнаруживающую порыв нити в положение, где величина сдавливания пластины, обнаруживающей порыв
нити, относительно пружины нитенатяжного приспособления составляет 0,5 мм или
меньше. Затем затяните винт !2.
1
2
3
!2
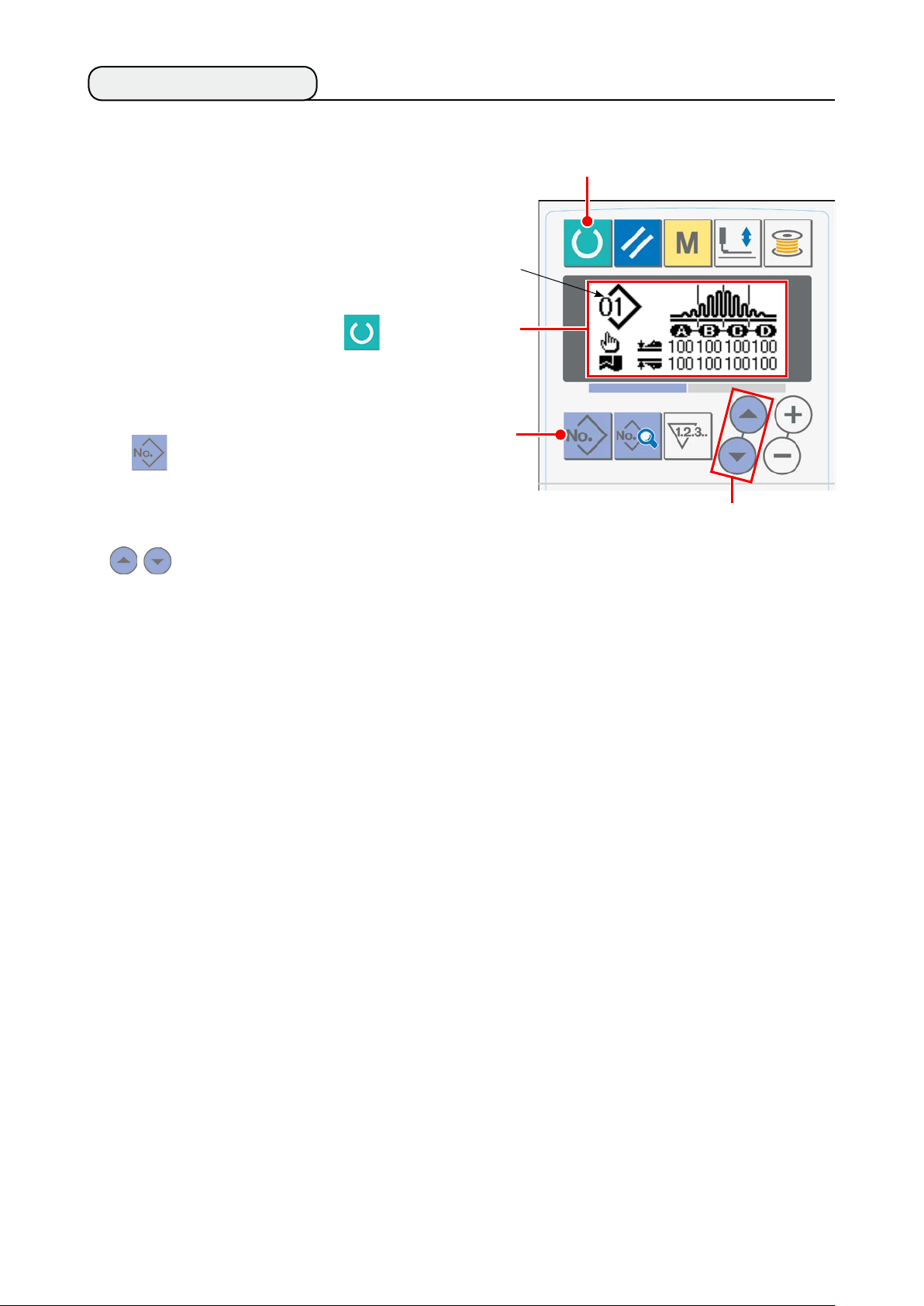
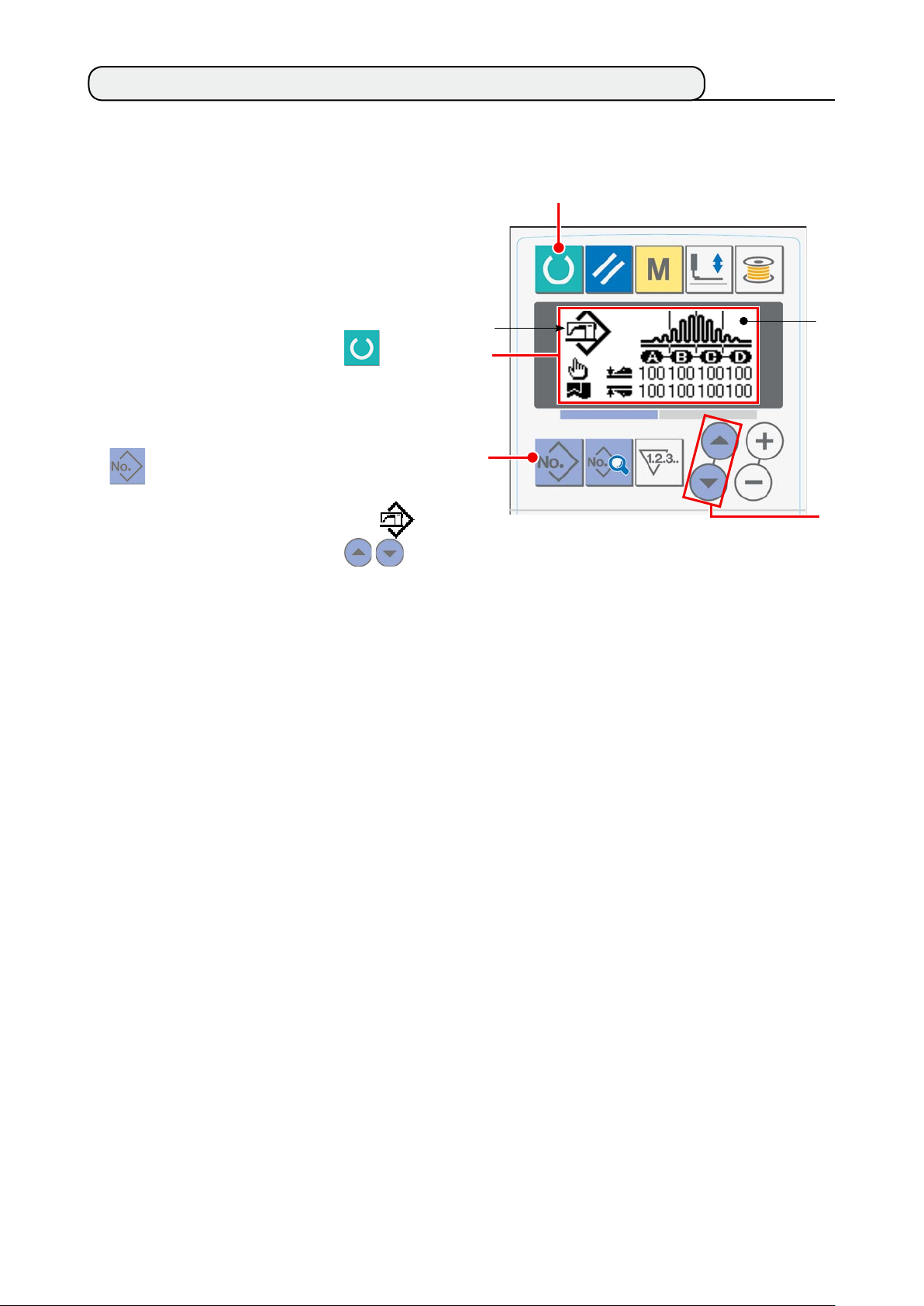
Процедура установки пульта управления
Переведите экран жидкокристаллического
1
дисплея 1 в состояние готовности к шитью.
Нажмите клавишу «READY» (готово) 2, что-
2
бы изменить изображение на жидкокристаллическом дисплее 1.
Нажмите клавишу «MODE» (режим) 3, что-
3
5
бы вызвать и выбрать работу манипулятора
[U0] на экране жидкокристаллического дис-
4
плея 1.
Нажмите клавишу «ITEM SELECT» (выбор пункта) 4, чтобы вызвать и выбрать на экране жидкокрис-
4
таллического дисплея 1 операцию обнаружения порыва нити [U2]. Затем переключите установку в
выполнение устройством команды, используя клавишу «DATA CHANGE» (замена данных) 5.
После завершения процедуры установки, нажмите клавишу «READY» (готово) 2, чтобы привести
пульт управления в состояние установленной готовности, а затем запустите швейную машину.
− 24 −
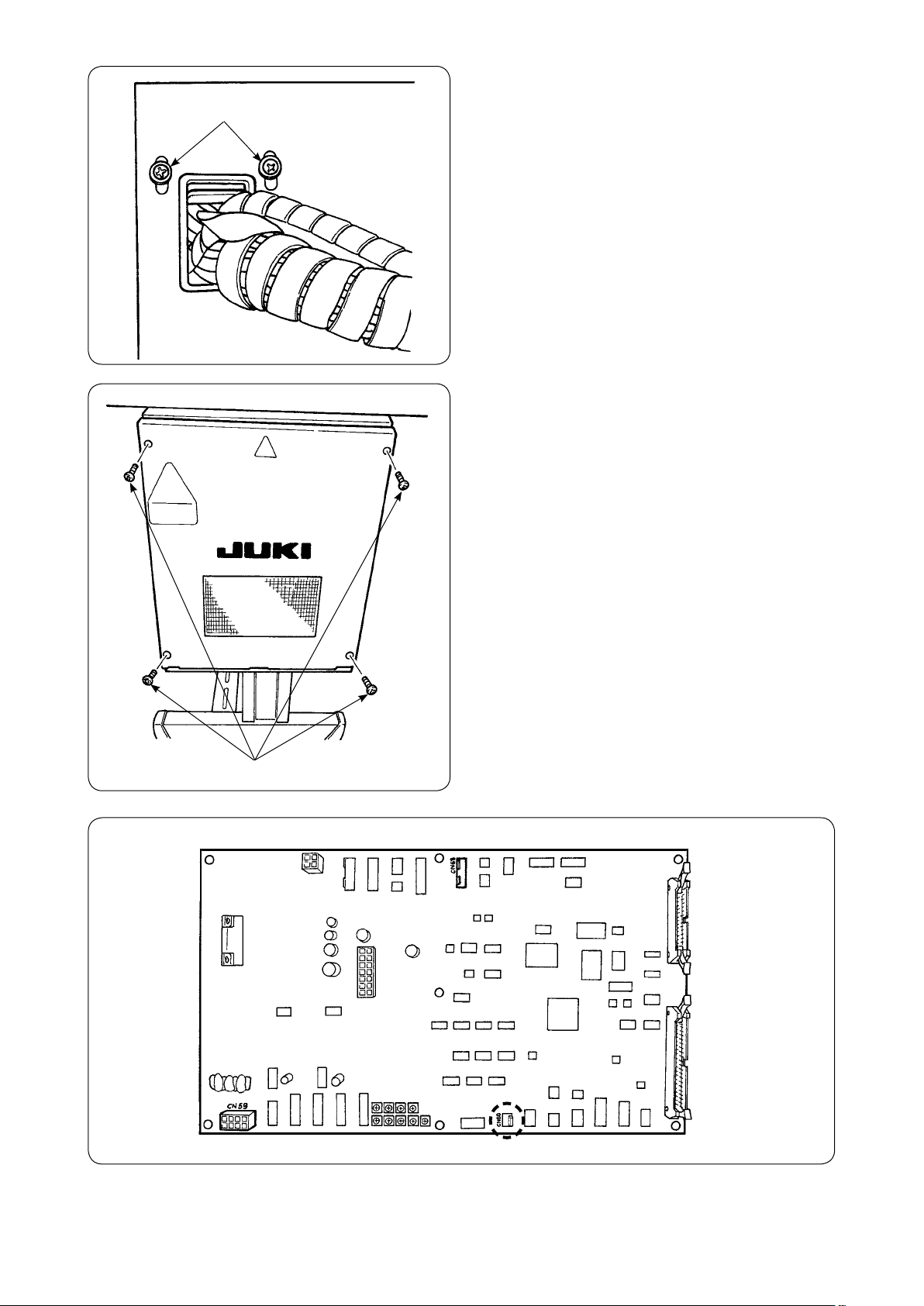
!3
7) Ослабьте установочные винты !3 на пластине, удерживающей шнур н а передней
крышке распределительного ящика. Поднимите пластину, удерживающую шнур, и пропустите шнур пластины, обнаруживающей
порыв нити !0, через отверстие.
Удалите четыре винта !4, которые исполь-
зуются для удержания крышки распределительного ящика. Откройте крышку.
8) Вставьте разъем провода пластины, обнаруживающей порыв нити !0 в CN60 (P,
желтый) на главном блоке управления процессом в блоке управления.
!4
9) Надежно закрепите крышку распределительного ящика, опустите пластину, удерживающую шн у р и надежно за к р е п ите
крышку с помощью винтов.
Сторона
коробки
Блок
управления
процессом
− 25 −
5.
Установка устройства обнаружения количества нити остающегося на катушке
(1) Установка обнаружения количества нити остающегося на катушке
Экран ввода данных оператором
Обнаружение
количества нити
остающейся
на катушке
работает
Обнаружение
количества нити
остающейся
на катушке не
работает
Экран появляется при установке числа раз
обнаружения количества нити остающейся на
катушке
Заданное
значение
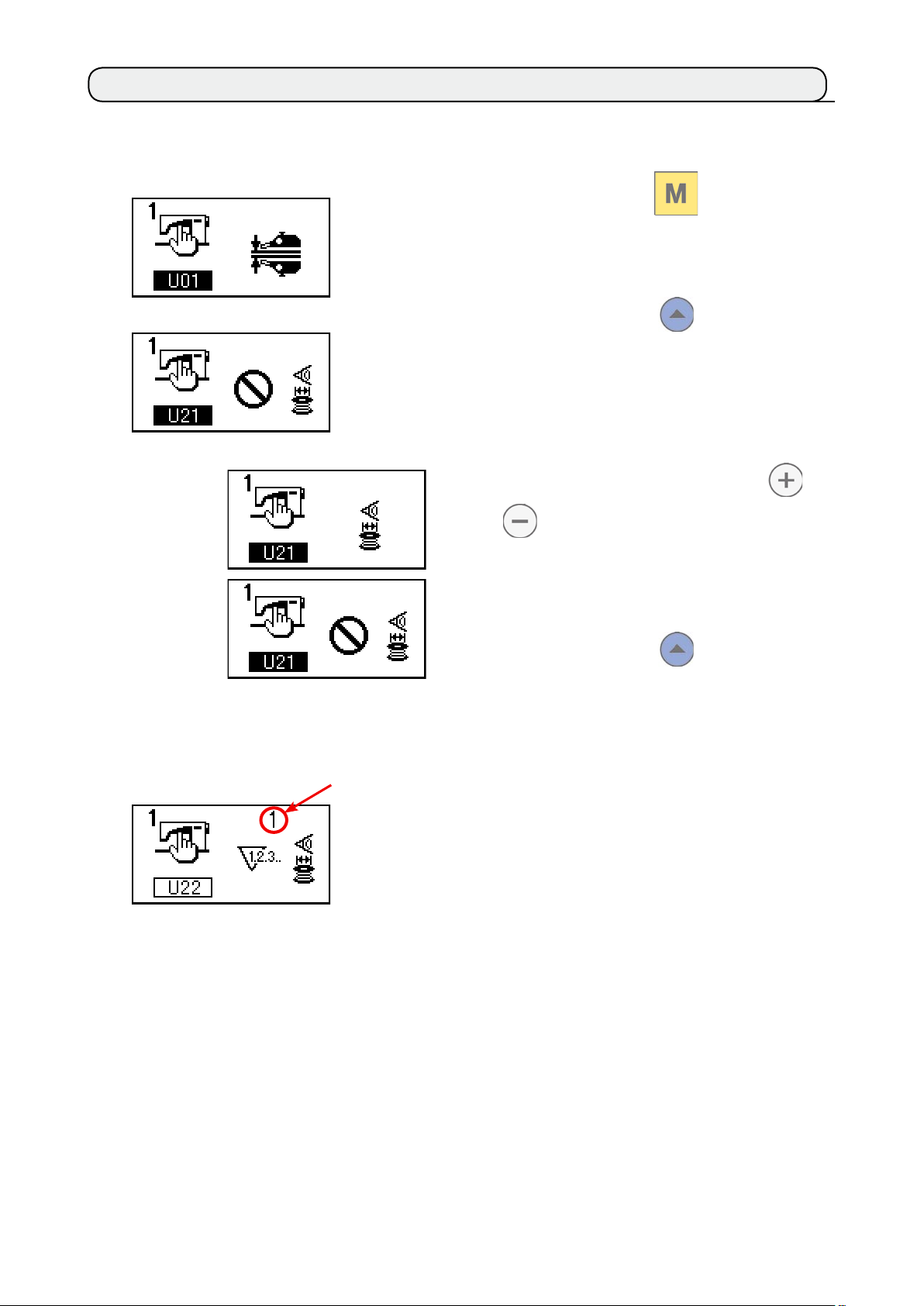
) Нажмите клавишу , чтобы переклю-
чить экран в режим экрана для ввода данных оператором.
2) Нажмите клавишу , чтобы заменить
пункт данных от U0 до U2.
) Определите, работает или нет функция об-
наружения количества нити остающегося
на катушке посредством клавиши или
.
4) Определите число раз обнаружения количества нити остающейся на катушке.
Нажмите клавишу , чтобы изменить
пункт данных U2 на U22.
(В это время пункт данных не может быть
изменен на U22, если пункт данных U2 является неактивным.)
Набор значений в этой части определяет число
раз обнаружения количества нити остающейся
на катушке, при котором нить на катушке заканчивается, и предупреждающее сообщение появляется на пульте управления швейной машины
(чтобы не позволить швейной машине перейти
к следующему шитью).
Если Вы думаете, что катушечная нить все еще
остается на катушке, когда катушечная нить
заканчивается и появляется предупреждающее
сообщение, отрегулируйте эту функцию, увеличивая вышеупомянутое количество раз. Диапазон регулировки данных от 0 до 9.
Когда Вы устанавливаете число раз обнаружения количества нити остающейся на катушке
равным 0, обнаружения количества нити остающейся на катушке временно оказывается выключено.
Если обнаружение количества нити остающейся на катушке, не работает, во-первых, проверьте заданное значение для этого пункта данных.
− 26 −
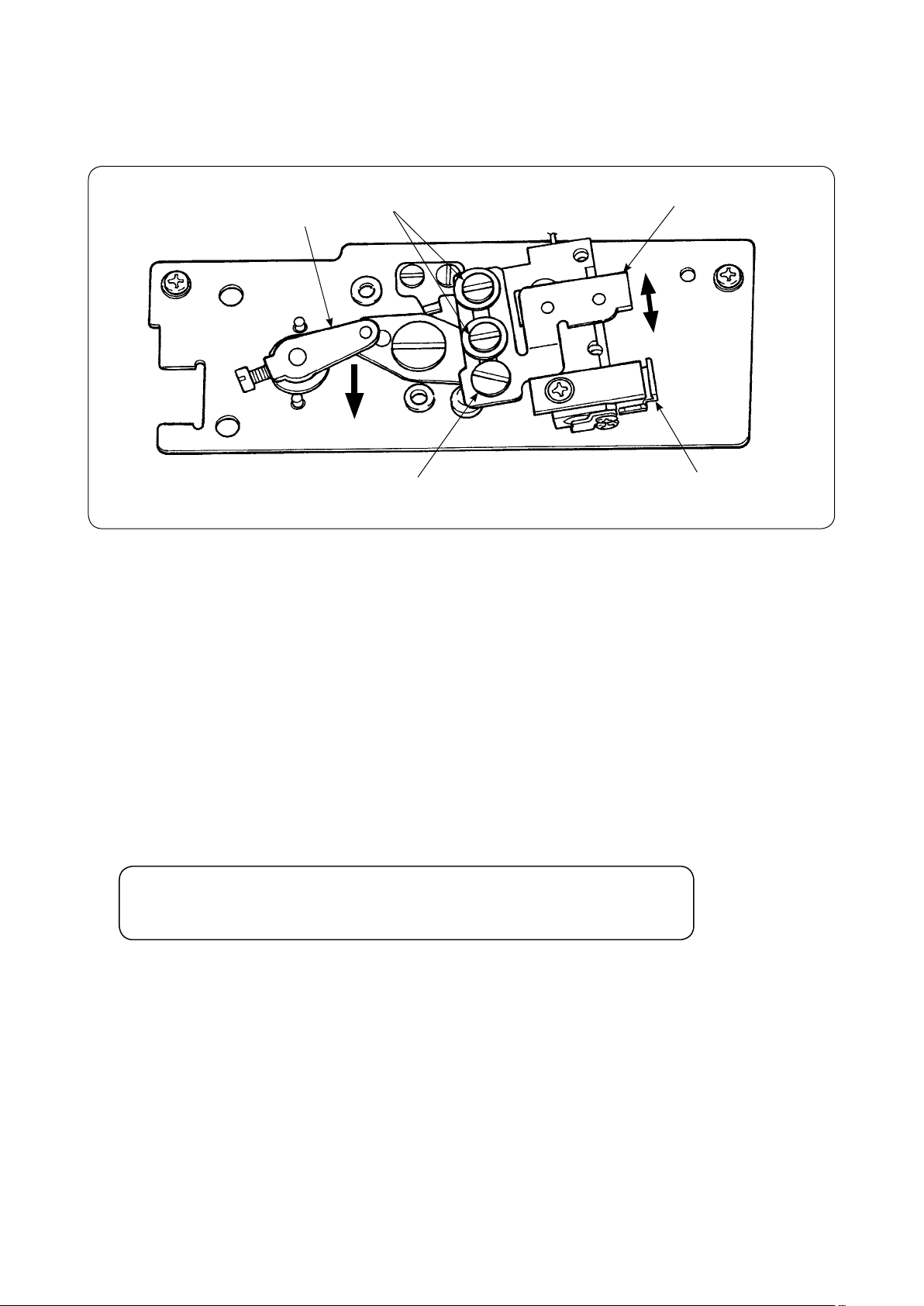
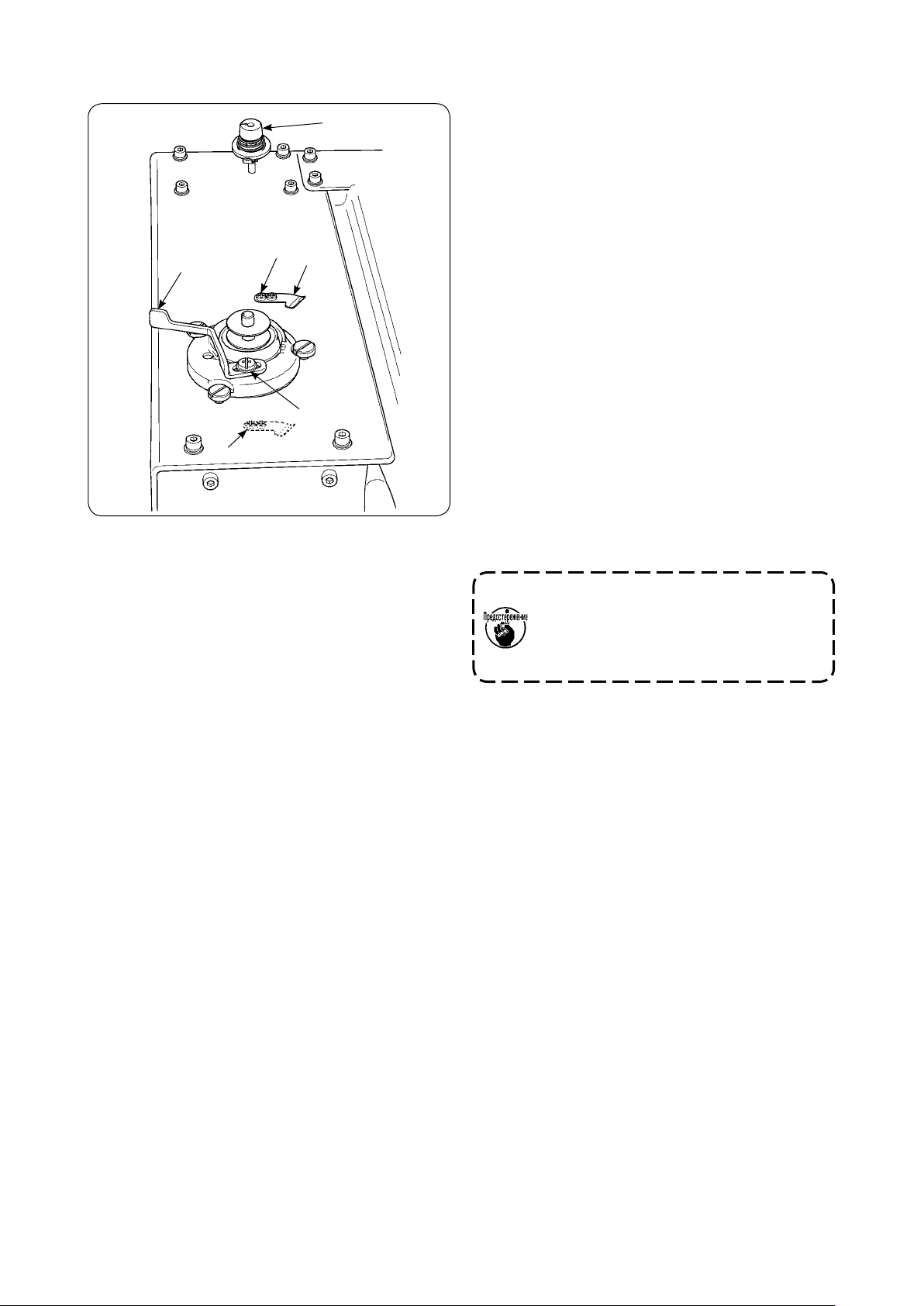
(2) Процедура регулировки положения датчика
Два датчика используются в устройстве обнаружения количества нити остающегося на катушке.
Устройство не будет работать должным образом, если те датчики неправильно установлены.
2
1
4
1. Датчик исходного положения
3
5
1
Один из двух датчиков, который расположен в нижней части устройства, является датчиком исходного положения 1. Убедитесь, что свет датчика выключается, когда детекторный стержень
прячется в крючке, и загорается, когда он возвращается.
2. Детектирующий датчик
2
Детектирующий датчик 2, который расположен в верхней части устройства, обнаруживает остающееся количество нити на катушке. Длина остающейся нити меняется, по мере перемещения
вверх или вниз установочной положения датчика. Убедитесь, что отрегулировали положение датчика согласно типу нити на катушке, которая будет использоваться, и длине шитья определенной
для процесса.
) Равномерно намотайте катушечную нить, которая будет фактически использоваться на катуш-
ке для шитья. Длина наматываемой нити определяется примерно так, как описана ниже.
Пример) Когда длина шитья составляет 0,5 м:
0,5 м × 5 + 1,5 м = 4 м
(Длина нити при каждом
детектировании)
(Количество
детектирований)
(Длина остающейся на катушке
нити во время детектирования)
2) Вставьте катушку в шпульный колпачок (специальный). Поместите шпульный колпачок в крючок.
) Немного ослабьте два винта 3 удерживающих детектирующий датчик.
4) Поверните эксцентриковый шип 5, чтобы постепенно опустить детектирующий датчик 2 с его
самого высокого положения, нажимая одной рукой на ручку соленоида 4.
5) Опускайте детектирующий датчик 2, пока не загорится его индикаторная лампа.
6) Осторожно перемещая ручку соленоида вверх и вниз, убедиться, что индикаторная лампа определения датчика 2 загорается и гаснет.
7) Положение, в котором индикаторная лампа загорается и положение, в котором она гаснет,
различаются. Поэтому необходимо проверить вышеупомянутое в прежнем положении.
8) Как только правильное положение датчика найдено, надежно закрепите детектирующий датчик с помощью винта 3. В это время осторожно затяните винт, так чтобы датчик не сместился.
− 27 −
(3)
Установка устройств для обнаружения количества нити, остающейся на катушке
Убедитесь, что установили приводное устройство, которое было уже настроено. В противном
случае швейная машина может выйти из строя.
4
3
5
2
1
6
3
) Удалите две передние стойки основания
у швейной машины, на которые должно
6
быть установлено устройство для обнаружения количества нити, остающейся на катушке.
2) Установите статоры опорной плиты 3, 4
на основание, размещая их между стойками
основания 1 поставляемыми вместе с изделием.
Есть два типа статоров опорной плиты 3
и 4, один для левой стороны и другого для
правой стороны. Убедитесь, что установили
их правильно.
4
1
− 28 −
Статор опорной
плиты для
левой стороны
(противоположная
сторона)
Статор опорной
плиты для правой
стороны (Сторона
оператора)
Область
плоского
сечения
Малая
величина
Область
плоского
сечения
Большая
величина

) Закрепите приводное устройство 2 на пра-
вых и левых статорах опорной плиты 3 и
с помощью винтов 5 поставляемых с из-
4
делием. В это время осторожно закрепите
приводное устройство 2 так, чтобы детекторный стержень правильно стоял перед
центром внутренней части крючка.
5
7
2
4) Ослабьте установочные винты 7 на пластине, удерживающей шнур, на крышке блока управления и поднимите пластину, удерживающую шнур. Пропустите соленоидный
шнур и шнур датчика через отверстие.
Удалите четыре винта 8, которые исполь-
зуются, чтобы удерживать крышку распределительного ящика. Откройте крышку.
8
− 29 −

Блок
управления
процессом
Шнур
(черный)
Шнур
(белый)
Сторона
коробки
5) Вставьте штифты, выходящие из соленоида
в свободные гнезда CN59 на плате. Вставьте черный штифт в № 8 и белый штифт в №
4.
Вставьте разъем датчика в CN68.
6) Закро й т е кры ш к у р асп р е д е лите л ь н о го
ящика. Зажмите шнуры, выходящие из распределительного ящика, пластиной, удерживающей шнур. Теперь установите детектирующий датчик, который обнаруживает
остающееся количество нити на катушке.
Не забудьте затянуть винты на крышке.
7) Включите электропитание швейной машины. Установите обнаружения остающегося
количество нити на катушке. (Обратитесь к
"%-5-(1) Установка обнаружения количест-
ва нити остающегося на катушке " на странице 26
для процедуры установки.)
Об ошибках
. Если сообщение об ошибке [E998] появляет-
ся на пульте управления, выключите электропитание швейной машины и проверьте,
полностью ли разъемы вставлены в плату.
2. Удалите крышку с приводного устройства
для того, чтобы почистить его. В особенности датчик и ведущая часть должны быть
тщательно очищены.
− 0 −

(4) Шитье
) Установите счетчик, регулирующий количество нити, остающейся на катушке в "". Значение
счетчика может быть изменено посредством клавиши и .
2) Начните обычное шитье. (Для пробного шитья, определите длину шитья, которая такая же, как
и для фактического процесса.)
) Швейная машина продолжает шить, и триммер нити задействуется снова и снова. В конечном
счете, катушечная нить заканчивается, и детектирующий датчик обнаруживает, что катушечная нить закончилась. Когда датчик обнаружит полный расход катушечной нити, значения,
отображаемые на счетчике, меняются от "" до "-" и раздается звуковой сигнал.
4) В это время следите за фактической длиной нити, остающейся на катушке, и соответственно
отрегулируйте значение счетчика.
5) Длина нити остающейся на катушке, когда ее окончание было обнаружено датчиком, изменяется в большей или меньшей степени даже при самых благоприятных условиях. Это изменение
вызвано типом нити или длиной шитья. Как правило, длина нити остающейся на катушке изменяется приблизительно в пределах трех мотков нити на катушке.
В это время длина нити находится как показано в следующем примере.
Отрегулируйте счетчик так, чтобы катушечной нити осталось "половина изменения в длине + 0,5
м."
[Пример длины нити, эквивалентной трем моткам нити на катушке.]
Нить из волокон # 60, #80 Приблизительно 2,5 м на три мотка на катушке
Нить Tetoron # 60, #80 Приблизительно м на три мотка на катушке
Нить из волокон, нить Tetoron # 0 Приблизительно 2 м на три мотка на катушке
6) Если значение счетчика увеличится на единицу, то длина нити, остающейся на катушке, сократится на единицу длины шитья.
7) Из-за вышеупомянутого изменения в длине нити, остающейся на катушке, катушечная нить
может полностью закончиться во время шитья в зависимости от регулировки значения счетчика. Отрегулируйте счетчик до заданного значения, которое гарантирует, что катушечная нить
никогда не будет заканчиваться во время шитья в соответствии с условиями шитья для каждого процесса шитья.
8) Если катушечная нить заканчивается во время шитья, даже когда регулировка остающегося
количества катушечной нити приводит к показу на счетчике "" или, наоборот, если длина остающейся на катушке нити является все еще слишком большой, даже когда она установлена
как "9", положение детектирующего датчика должно быть отрегулировано. (Обратитесь к
"%-5-(2) Процедура регулировки положения датчика" на странице 27
для процедуры регули-
ровки.)
В случае, когда катушечная нить заканчивается → опустите детектирующий датчик.
В случае, когда длина нити, остающейся на катушки слишком большая →
поднимите детектирующий датчик.
− −

(5) Для правильного функционирования устройства для обнаружения количества
нити, остающейся на катушке
Это устройство механически обнаруживает количество нити, остающейся на катушке. Так как устройство выполняет детектирование после обрезки нити, количество нити, остающейся на катушке,
изменяется в определенной степени. Изменение в количестве нити, остающейся на катушке, может быть минимизировано, обращая внимание на следующее.
1. Как нить наматывается на катушку
Устройство для обнаружения количества нити, остающейся на катушке, обнаруживает количество нити, непосредственно касаясь нити, намотанной на катушку детекторным стержнем.
Поэтому важно, чтобы нить равномерно наматывалась на катушку. В особенности тщательно
проверяйте, как нить наматывается на катушку в начале перемотки.
2. Длина шитья
Так как устройство выполняет детектирование после обрезки нити, степень изменения в количестве нити, остающейся на катушке, отличается согласно длине шитья одной швейной
операции. Вообще, чем короче установлена длина шитья одной швейной операции, тем меньше изменение в количестве нити, остающейся на катушке. В случае, когда многие процессы
комбинируются для шитья, где длина шитья отличается в зависимости от процесса, изменение
может быть большим.
<Руководство изменением>
Длина нити, состоящая из трех мотков нити на катушке
Нить из волокон # 60, #80 Приблизительно от 2 до 2,5 м
Нить Tetoron # 60, #80 Приблизительно м
Нить из волокон, нить Tetoron # 0 Приблизительно 2 м
− 2 −

^
. КАК ИСПОЛЬЗОВАТЬ ПУЛЬТ УПРАВЛЕНИЯ
1. Пояснение о переключателях на пульте управления
2 3 4 5 6
1
8
7
9
!2
!3
!4
!1
!0
!9
!5
@0 @1 @2
!6 !7
!8
@4
@3
@6@5
@7
@8
@9
Пульт управления имеет разных режима в соответствии с цветом подсветки.
Синяя: Режим ввода … состояние, при котором данные могут быть изменены
Зеленая: Режим шитья … состояние, при котором шитье возможно
Желтая: Состояние ошибки … состояние, при котором произошла ошибка
#0
− −

Символ
1
2
3
Название Функция
Экран жидкокристал лического дисплея
Клавиша «
Готово»
Клавиша сброса Нажмите, чтобы сбросить ошиб-
Показываются различные виды
данных, такие как номер шаблона и форма.
Нажмите, чтобы начать шить
Каждый раз, когда нажмете эту
клавишу, происходит переключение состояния между "готовность
к шитью" и "установка данных".
ку, вернуть подачу в исходное
положение или сбросить счетчик
Символ
!6
!7
!8
Название Функция
Клавиша части В
манипулятора
Клавиша части C
манипулятора
Клавиша части D
манипулятора
Используется, чтобы показывать пункты манипулятора.
При каждом ее нажатии установочный пункт меняется.
Используется, чтобы показывать пункты манипулятора.
При каждом ее нажатии установочный пункт меняется.
Используется, чтобы показывать пункты манипулятора.
При каждом ее нажатии установочный пункт меняется.
Клавиша «Режим»
4
Клавиша
прижимной лапки
5
Клавиша устройства
для каркасной
намотки катуш
6
Клавиша номера
шаблона
7
Клавиша «Данные»
8
Клавиша счетчика
9
Клавиша выбора
пункта
!0
!1
Клавиша замены данных
Клавиша временной остановки
!2
Клавиша переключения правой/ левой сторо-
!3
ны
Нажмите, чтобы изменить данные при переключении с памятью
Нажмите, чтобы поднять/ опустить прижимную лапку
Нажмите, чтобы намотать нить
на катушку
ек
Показываются номера шаблонов,
которые можно использовать
Используется, чтобы выбрать
показ данных
Используется, чтобы выбрать
счетчик
Используется, чтобы выбрать номера шаблонов, номера данных и
т. д.
Используется, чтобы заменить
различные виды данных
Используется, чтобы временно
остановить работу
Используется, когда копируете
данные, чтобы выбрать или нет
данные скопированные с правым
и левым изменением.
Кл авиша части А
собирания в сборку
!9
Кл авиша части B
собирания в сборку
@0
Клав иша ч асти C
собирания в сборку
@1
Клав иша ч асти D
собирания в сборку
@2
Клавиша копирования
@3
Клавиша обучения
Используется, чтобы показывать пункты собирания в сборку. При каждом ее нажатии
установочный пункт меняется.
Используется, чтобы показывать пункты собирания в сборку. При каждом ее нажатии
установочный пункт меняется.
Используется, чтобы показывать пункты собирания в сборку. При каждом ее нажатии
установочный пункт меняется.
Используется, чтобы показывать пункты собирания в сборку. При каждом ее нажатии
установочный пункт меняется.
Нажмите, чтобы скопировать
шаблон
Нажмите, чтобы обучиться
@4
Клавиша «Вперед»
@5
Клавиша «Назад» Используется, чтобы переме-
@6
Клавиша регистрации шаблона
@7
Клавиша регистрации параметров
@8
Используется, чтобы переме-
щаться вперед по обучающему
разделу
щаться назад по обучающему
разделу
Это - горячая клавиша, с которой может быть зарегистрирован шаблон. Она позволяет
делать быстрый вызов нужного
шаблона при показе установок.
Это - горячая клавиша, с которой может быть зарегистрирован параметр. Она позволяет
делать быстрый вызов нужного
шаблона, параметра шитья и
регулировочных данных при
показе установок.
Клавиша выбора
автоматического/
ручного режима
!4
Кл авиша час ти
А манипулятора
!5
Используется, чтобы выбрать
автоматический/ ручной режим
Используется, чтобы показывать
пункты манипулятора.
При каждом ее нажатии установочный пункт меняется.
− 4 −
Переменный резистор скорости
@9
Переменный
резистор для
регулировки жид-
#0
кокристал лического дисплея
Скорость шитья увеличивается,
когда передвигаете этот резистор скорости вверх или уменьшается, когда передвигаете его
вниз.
Контрастность экрана может
быть отрегулирована.

2. Основная работа швейной машины
1) Включите выключателя источника питания.
2) Выберите номер шаблона, по которому Вы хотите шить.
Когда электропитание швейной машины включено, текущий выбранный номер шаблона B замигает на пульте управления. Если Вы хотите заменить номер шаблона, нажмите клавишу «ITEM
SELECT» выбора пункта !0 , чтобы выбрать нужный номер шаблона.
Когда машина только куплена, у нее в качестве заводской установки используются шаблоны №
- , описанные в
"^-6. Изменение данных шитья" на странице 41
ров шаблона (Для шаблонов, которые не были зарегистрированы, номер не показывается.)
2
B
. Выберите один из тех номе-
[S01] представляет собой
ручной режим запуска.
Швейная машина
начинает шить, когда
нажмете кнопку пуска.
[S04] представляет
собой двухслойный
режим шитья с верхним
и нижним слоем ткани.
[В случае различной установки]
[S01] представляет собой автоматический
режим запуска.
Как только материал размещен на машине,
швейная машина автоматически начинает
шить, когда наступит заданное время.
Будьте чрезвычайно осторожны, когда
выбран автоматический режим запуска.
[S04] представляет собой режим шитья 1 части.
1
!0
Представляет собой
величины давления
верхнего и нижнего
манипуляторов для
частей A, B, C и D.
!1
Когда Вы нажмете клавишу «DATA CHANGE» замены данных !1 , в то время как жидкокристаллический дисплей 1 дает показанное выше изображение, четыре колонки с данны-
ми появляются на этом дисплее.
Показ частей
Текущий выбранный номер шаблона
Количество стежков для данной части
Величина давления верхнего и нижнего
манипуляторов
Верхняя сборка
− 5 −

3) Приведите швейную машину в состояние готовности к шитью.
Когда Вы нажмете клавишу «Готово» 2 , фоновая подсветка жидкокристаллического дисплея 1 изменится с синей на зеленую, чтобы позволить шить.
Показ счетчика
Текущий выбранный номер шаблона
[S01] представляет собой ручной
режим запуска.
Швейная машина начинает шить,
когда нажмете кнопку пуска.
[S04] представляет
собой двухслойный
режим шитья с верхним
и нижним слоем ткани.
[В случае различной установки]
[S01] представляет собой автоматический
режим запуска.
Как только материал размещен на машине,
швейная машина автоматически начинает
шить, когда наступит заданное время.
Будьте чрезвычайно осторожны, когда
выбран автоматический режим запуска.
Состояние, когда верхний
манипулятор, внешний
датчик не обнаруживает
материал.
Состояние, когда нижний
манипулятор, внешний датчик не
обнаруживает материал.
Изображение, которое появляется, когда
датчик обнаруживает материал.
Состояние, когда датчик
обнаруживает материал.
Состояние, когда верхний
манипулятор, внутренний датчик
не обнаруживает материал.
Состояние, когда нижний
манипулятор, внутренний датчик
не обнаруживает материал.
[S04] представляет собой режим шитья 1 части.
Когда Вы нажмете клавишу «DATA CHANGE» замены данных !1 , в то время как жидкокристаллический дисплей 1 дает показанное выше изображение, четыре колонки с данны-
ми появляются на этом дисплее.
Часть, которая шьется,
показывается в обратном порядке.
Текущий выбранный номер шаблона
Количество стежков для данной части
Величина давления верхнего и нижнего
манипуляторов
Верхняя сборка
4) Начало шитья.
Разместите материал под прижимной лапкой. Нажмите кнопку пуска. Швейная машина начинает шить.
* Произвольно доступный выключатель педали может быть выбран.
− 6 −
3. Выбор шаблона
(1) Выбор на экране выбора шаблона
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
2) Вызов экрана выбора шаблона.
Когда Вы нажмете клавишу номера шаблона
, замигает текущий выбранный номер
7
шаблона B.
3) Выберите шаблон.
Когда Вы нажмете клавишу выбора пункта !0
зарегистрированные шаблоны будут
показаны один за другим. Теперь выберите
номер шаблона, по которому хотите шить.
2
B
1
7
!0
(2) Выбор посредством клавиши регистрации
Эта швейная машина разрешает регистрацию номера нужного шаблона для регистрационного
переключателя. Как только шаблон зарегистрирован для переключателя, Вы можете выбрать
шаблон, только нажимая этот переключатель. → Обратитесь к
регистрации шаблона” на странице 51
.
"^-10. Использование клавиши
− 7 −

4. Намотка катушка
(1) Процедура намотки катушки
1) Установите катушку.
Наденьте катушку на шпиндель устройства для каркасной намотки катушек до упора. Проведите нить как показано на рисунке и намотайте нить на
катушку.
Затем нажмите рычаг намотки катушки 1 в направлении стрелки.
2) Переведите пульт управления в
режим намотки катушки.
Можно перевести пульт управления в
режим намотки катушки, нажимая
клавишу устройства для каркасной на-
мотки катушек 6 или из режима
вв ода или и з режима ши тья. Экран
намотки катушки C показывается на
жидкокристаллическом дисплее.
1
B
A
2
3
3) Начало намотки катушки.
Когда Вы нажмете пусковой выключатель, швейная машина заработает и
начнет намотку катушки.
4) Остановка швейной машины.
Когда на катушку намотается определенное количество нити, отпустите рычаг намотки катушки 1. Затем нажмите клавишу устройства для
каркасной намотки катушек 6 или пусковой
выключатель, чтобы остановить швейную машину. Затем удалите катушку и отрежте нить с помощью пластины, удерживающей триммер 3.
• Когда Вы нажмете клавишу устройства для
каркасной намотки катушек 6 , швейная
машина остановится и вернется в обычный
режим.
• Когда Вы нажмете пусковой выключатель,
швейная машина остановится в режиме
намотки катушки. Рекомендуется использовать
пусковой выключатель, когда Вы перематываете
две или больше катушки непрерывно.
6
C
(2) Регулировка количества нити на катушке
Чтобы отрегулировать количество нити, которая будет намотана на катушку, ослабьте винт 2,
переместите рычаг намотки катушки 1 в направление A или B для регулирования и затяните
установочный винт 2.
Направление A: количество нити катушки уменьшается.
Направление B: количество нити катушки увеличивается.
− 8 −
(3) Регулировка устройства для каркасной намотки катушек
3
6
5
2
4
1
) Отрегулируйте натяжение нитенаправителя
натяжного приспособления до 0,4 N - 0,8 N
(максимум) посредством кнопки, регулирующей натяжение 1.
2) Ослабьте установочный винт рычага ограничителя устройства для каркасной намотки катушек 2 и отрегулируйте процесс так,
чтобы нить наматывалась равномерно на
катушку на 80 - 90 % ее диаметра и останавливайте процесс намотки катушки, перемещая рычаг ограничителя устройства для
каркасной намотки катушек 3 вправо или
влево.
) Устройство для каркасной намотки катушек
может использоваться с измененным положением прижимного устройства катушечной нити 4. Чтобы изменить положение
прижимного устройства катушечной нити,
открутите установочный винт прижимного
устройства катушечной нити 5 и переместите его в положение 6.
Если чрезмерное количество нити намотается на катушку, нить также может намотаться на шпиндель устройства для каркасной намотки катушек,
вызвав отказ в его работе.
− 9 −

5. Использование счетчика
(1) Процедура установки значений счетчика
1) Вызов экран установки счетчика.
Когда нажмете кла вишу счетчика 9 в
режиме ввода, экран счетчика A появится на
жидкокристаллическом дисплее, чтобы можно
было произвести установку. Значения счетчика
могут быть определены только в режиме ввода
(фоновая подсветка жидкокристаллического
дисплея 1 - синяя). Если пульт управления находится в режиме шитья (фоновая подсветка
жидкокристаллического дисплея 1 - зеленая),
нажмите клавишу «Готово» 2 , чтобы перевести пульт управления в режим ввода.
2) Выберите тип счетчика.
Нажмите клавишу выбора пункта !0 ,
чтобы получить пиктограмму B, которая мигает
и представляет собой тип счетчика. Нажмите
клавишу замены данных !1 , чтобы выбрать нужный тип счетчика из показанных ниже.
3) Изменение значения счетчика.
1
9
D
C
A
!0 !1
2 3
B
Нажмите клавишу выбора пункта !0 , чтобы заставить мигать заданное значение счетчика C. Нажмите клавишу замены данных !1 , чтобы ввести заданное значение, на кото-
ром счетчик прекратит отсчет.
4) Изменение текущего значения на счетчике.
Нажмите клавишу выбора пункта !0 , чтобы заставить мигать значение счетчика D. На-
жмите клавишу сброса 3 , чтобы удалить текущее значение на счетчике. Также возможно
отредактировать текущую значение, используя клавишу замены данных !1 .
(2) Типы счетчиков
Счетчик изделий с увеличением
1
Каждый раз, когда завершается один цикл или одно непрерывное шитье, текущее
значение на счетчике увеличивается. Когда текущее значение достигает заданного
значения, появляется экран, сообщающий о достижении цели отсчета.
Счетчик изделий с уменьшением
2
Каждый раз, когда завершается один цикл или одно непрерывное шитье, текущее
значение на счетчике уменьшается. Когда текущее значение достигает 0 (нулевое),
появляется экран, сообщающий о достижении цели отсчета.
Неиспользованные счетчики
3
(3) Процедура сброса состояния подсчета
Когда достигнуто цель отсчета во время шитья, мигает экран E,
сообщающий о полном достижении цели отсчета. Когда Вы нажме-
те клавишу сброса 3 , счетчик сбрасывается и возвращается
в режим шитья. Затем счетчик начинает отсчет снова.
− 40 −
E

6. Изменение данных шитья
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
Текущий выбранный
номер шаблона
2
Пиктограмма, которая
представляет пункт данных
A
2) Вызов экрана редактирования данных
1
шитья.
Когда нажмете клавишу «Данные» 8 ,
появляется экран редактирования данных шитья A для текущего выбранного номера шаблона.
3) Выбор данных шитья, которые будут
изменены.
Нажмите клавишу выбора пункта !0 ,
чтобы выбрать целевой пункт данных.
Пункты данных, которые не используются в
форме шаблона и не нужны, пропускаются и
не показываются.
Номер пункта данных
8
!0 !1
4) Изменение данных.
Данные шитья состаят из значений пунктов данных, которые должны быть изменены и пиктограмм, из которых должен быть сделан выбор. Значение пункта данных, которые должны быть
изменены, снабжено алфавитно-цифровым номером, таким как . Значение для пункта
может быть изменено увеличением/ уменьшением заданного значения, используя клавишу за-
мены данных !1 .
Пиктограмма пунктов данных, которые должны быть изменены, снабжена алфавитно-цифро-
вым номером, таким как . Пиктограмма для пункта может быть выбрана, используя клави-
шу замены данных !1 .
Обращайтесь к
→
"^-8. Cписок данных шитья" на странице 43
для деталей данных шитья.
− 4 −
7. Использование шаблона первоначальных значений
Легко программировать новые данные шитья, копируя шаблон первоначальных значений.
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
B
1
2
2) Вызов шаблона первоначальных значений.
Когда нажмете клавишу номера шаблона 7
появится экран выбора A. Замигает те-
,
кущий выбранный номер шаблона B. Выберите
шаблон первоначальных значений , нажи-
мая клавишу выбора пункта !0 .
7
3) Копирование шаблона первоначальных значений.
Скопируйте шаблон, выбранный в вышеупомянутом шаге, в обычный шаблон, и используйте
его.
Обратитесь к
ния.
"^-9. Копирование швейных шаблонов" на странице 50
для процедуры копирова-
A
!0
− 42 −

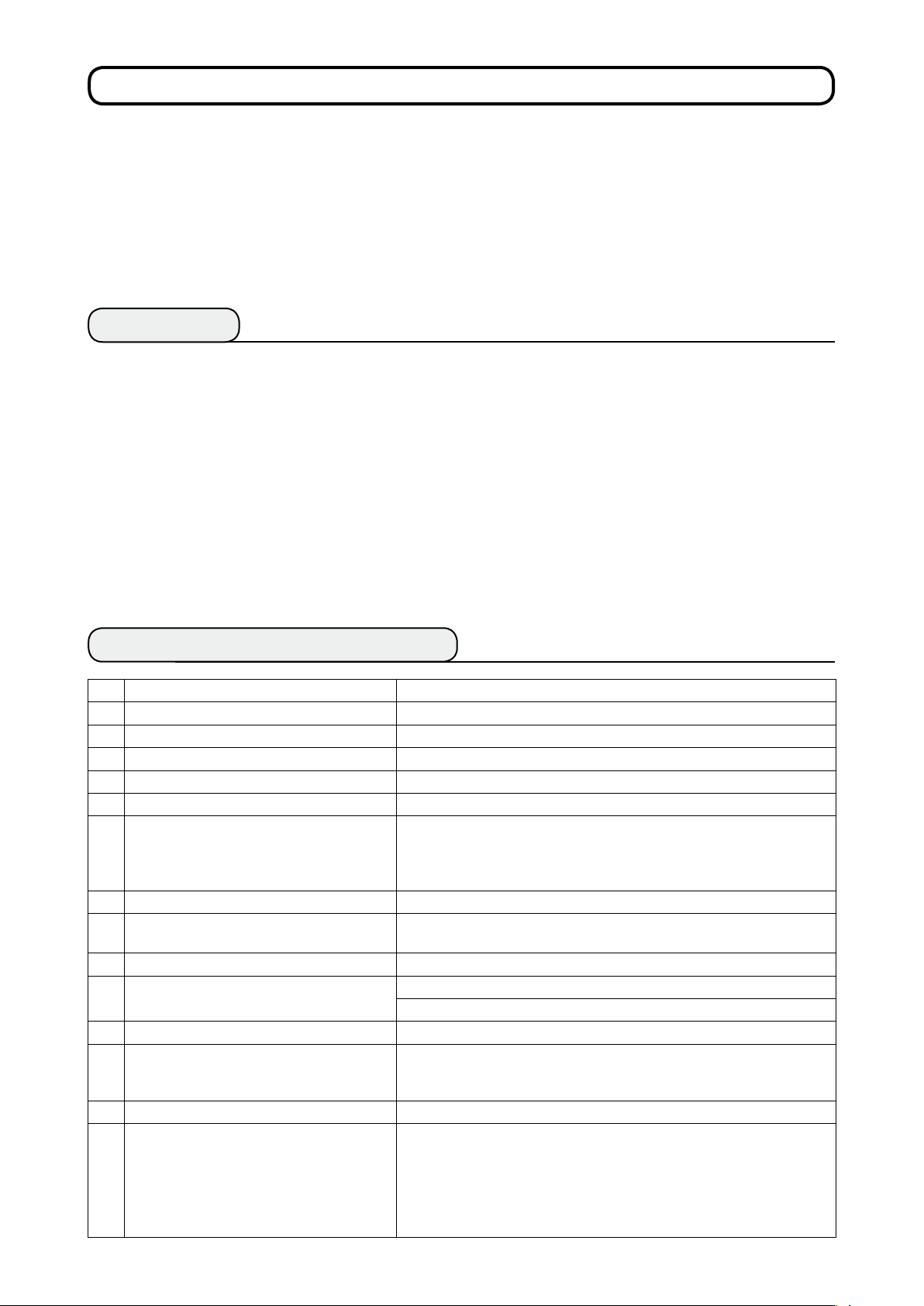
8. Список данных шитья
№ Пункт
S0 Режим пуска − − Ручной пуск
Ручной пуск Выбор
Автоматический пуск
(Как только материал размещен на машине, швейная машина автоматически начинает шить, когда
наступит заданное время.)
S02 Автоматическое совмещение материала − − С автомати-
Без автоматического совмещения материала
С автоматическим совмещением материала
S0 Время окончания шитья 0 - 200 мсек 0
S04 Переключение количества слоев ткани − − Двухслойный
Двух слойный режим шитья с верхним и
нижним слоем ткани
Шитье одного изделия
Диапазон
установок
Выбор
Выбор
Единицы
Первоначаль-
ное значение
ческим совмещением
материала
режим шитья
с верхним и
нижним слоем
ткани
S05 Переключение верхнего/ нижнего положения прижимной
лапки во время шитья
Прижимная лапка останавливается в нижнем положении при остановке во время шитья
Прижимная лапка останавливается в верхнем положении при остановке во время
шитья
S06 Переключение окончания шитья − − Шитье за-
Шитье заканчивается, когда весь материал
уйдет из манипулятора.
Шитье заканчивается, когда изделие уйдет из манипулятора.
S0 Остановка после выполнения определенно-
го количества стежков
S Состояние остановки после выполнения определенного
количества стежков
Остановка после отрезания нити Выбор
Остановка с подъемом иглы
− − Прижимная
лапка оста-
Выбор
Выбор
0 - 9999
− − Остановка
количество
стежков
навливается
в нижнем положении при
остановке во
время шитья
канчивается,
когда весь материал уйдет
из манипулятора.
после отрезания нити
0
Остановка с опусканием иглы и еще одним
дополнительно прошитым стежком
S20 Увеличение скорости верхнего манипулято-
ра
S2 Уменьшение скорости верхнего манипуля-
тора
S22 Увеличение скорости нижнего манипулято-
ра
− 4 −
0
9 Нет еди-
-
ниц
0 - 9 Нет еди-
ниц
0 - 9 Нет еди-
ниц
8
8
8

№ Пункт
S2 Уменьшение скорости нижнего ма-
нипулятора
Диапазон
установок
Единицы
0 - 9 Нет еди-
Первоначальное зна-
чение
8
ниц
S24 Уровень обнаружения ворса ткани 0 - 0 Нет еди-
ниц
S25 Установка части прерывистой регулировки давле-
− − Нет установки части
ния манипулятора
Нет установки части прерывистой
регулировки давления манипулятора
Установка части А
Установка части B
Установка части C
Установка части D
Установка части E
Установка части F
Установка части G
0: обнаружение ворса
ткани не выполняется
прерывистой регулировки давления
манипулятора
Установка части H
Установка части I
Установка части J
S26 Количество стежков для прерывис-
того интервала давления верхнего
манипулятора
S27 Количество стежков для прерывис-
того интервала давления нижнего
манипулятора
0 - 0
0 - 0
количество
стежков
количество
стежков
0
Первоначальное значени е не п о казы в аетс я ,
ко гда [S25 ] уста новк а
части прерывистой регулировки давления манипулят ора устанавли вается в «Нет установки»
0
Первоначальное значени е не п о казы в аетс я ,
ко гда [S25 ] уста новк а
части прерывистой регулировки давления манипулят ора устанавли вается в «Нет установки»
S28 Скорость А машины (кролик) 200 - 500 sti/min 500
S29 Скорость В машины (черепаха) 200 - 500 sti/min 500
S0 Начало шитья – Выбор закрепки строчки − − Шитье без обратной
Шитье без обратной подачи
подачи
Шитье с обратной подачей
− 44 −

№ Пункт
S Начало шитья – количество стеж-
ков закрепки строчки - А
S2 Начало шитья – количество стеж-
ков закрепки строчки – B
S Начало шитья – состояние манипулятора закреп-
Диапазон
установок
0 - 5
Единицы
количество
стежков
0 - 5
количество
стежков
− − Без манипулятора
Первоначальное зна-
чение
4
Первоначальное значение
не п оказы ваетс я, когда
[S 0] шит ье с о бра тно й
подачей в начале шитья
устанавливается в «Шитье без обратной подачи».
4
Первоначальное значение
не п оказы ваетс я, когда
[S 0] шит ье с о бра тно й
подачей в начале шитья
устанавливается в «Шитье без обратной подачи».
ки строчки
Без манипулятора
С манипулятором
S4 Окончание шитья – выбор закрепки строчки − − Ши т ье без обрат н ой
Шитье без обратной подачи
подачи
Шитье с обратной подачей
S5 Оконча н ие шитья – количе с тво
стежков закрепки строчки - С
S6 Оконча н ие шитья – количе с тво
стежков закрепки строчки – D
S7 Окончание шитья – состояние манипулятора за-
0 - 5
0 - 5
количество
стежков
количество
стежков
4
Первоначальное значение
не п оказы ваетс я, когда
[S 4] шит ье с о бра тно й
подачей в конце шитья устанавливается в «Шитье
без обратной подачи».
4
Первоначальное значение
не п оказы ваетс я, когда
[S 4] шит ье с о бра тно й
подачей в конце шитья устанавливается в «Шитье
без обратной подачи».
− − Без манипулятора
крепки строчки
Без манипулятора
С манипулятором
S40 Часть А – размер сборки 0 - 8,0 мм 2,4
П о ка зы в а ет с я , ко г д а
выбирается «Показ абсолютных значений» в [U06]
Показ сборки.
S40 Часть А – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06] Показ сборки.
S4 Скорость А части головки машины 200 - 500 sti/min 500
S42 Положение А переключения сборки
(количество стежков)
0 - 9999
количество
стежков
S4 Часть B – размер сборки 0 - 8,0 мм 2,4
П о ка зы в а ет с я , ко г д а
выбирается «Показ абсолютных значений» в [U06]
Показ сборки.
− 45 −
0

№ Пункт
Диапазон
установок
Единицы Первоначальное значение
S4 Часть B – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S44 Скорость B части головки ма-
200 - 500 sti/min 500
шины
S45 Положение B переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
S46 Часть C – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S46 Часть C – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S47 Скорость C части головки ма-
200 - 500 sti/min 500
шины
S48 Положение C переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
S49 Часть D – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S49 Часть D – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S50 Скорость D части головки ма-
200 - 500 sti/min 500
шины
S5 Положение D переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S52] до [S68] не
показываются.
S52 Часть E – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S52 Часть E – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S5 Скорость E части головки ма-
200 - 500 sti/min
шины
S54 Положение E переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S55] до [S68] не
показываются.
S55 Часть F – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S55 Часть F – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S56 Скорость F части головки ма-
200 - 500 sti/min
шины
S57 Положение F переключения
сборки (количество стежков)
− 46 −
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S58] до [S68] не
показываются.

№ Пункт
Диапазон
установок
Единицы Первоначальное значение
S58 Часть G – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S58 Часть G – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S59 Скорость G части головки ма-
200 - 500 sti/min
шины
S60 Положение G переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S6] до [S68] не
показываются.
S6 Часть H – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S6 Часть H – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S62 Скорость H части головки ма-
200 - 500 sti/min
шины
S6 Положение H переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S64] до [S68] не
показываются.
S64 Часть I – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S64 Часть I – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S65 Скорость I части головки ма-
200 - 500 sti/min
шины
S66 Положение I переключения
сборки (количество стежков)
0 - 9999
количество
стежков
0
Когда количество стежков
установлено как 0, пункты
данных от [S67] до [S68] не
показываются.
S67 Часть J – размер сборки 0 - 8,0 мм 2,4
Показывается, когда выбирается «Показ абсолютных значений» в [U06] Показ сборки.
S67 Часть J – пропорция сборки 0 - 200 % 0
Показывается, когда выбирается «Показ процентов» в [U06]
Показ сборки.
S80 Часть А – давление верхнего
манипулятора
S8 Часть А – давление нижнего
манипулятора
S82 Позиция А переключения вер-
хнего/ нижнего манипулятора
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
00
00
0
(количество стежков)
S8 Часть B – давление верхнего
манипулятора
S84 Часть B – давление нижнего
манипулятора
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
00
00
− 47 −

№ Пункт
S85 Позиция B переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S86 Часть C – давлени е верхнего
манипулятора
Диапазон
установок
0 - 9999
Единицы
количество
стежков
0 - 200 Нет еди-
ниц
Первоначальное значе-
ние
0
00
S87 Часть C – давление нижнего ма-
нипулятора
S88 Позиция C переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S89 Часть D – давлени е верхнего
манипулятора
S90 Часть D – давление нижнего ма-
нипулятора
S9 Позиция D переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S92 Часть E – давление вер хнего
манипулятора
S9 Часть E – давление нижнего ма-
нипулятора
S94 Позиция E переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S95 Час ть F – давление вер хнего
манипулятора
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
0 - 200 Нет еди-
ниц
00
0
00
00
0
Когда количество стежков
установлено как 0, пункты
данных от [S92] до [S08] не
показываются.
00
00
0
Когда количество стежков
установлено как 0, пункты
данных от [S95] до [S08] не
показываются.
00
S96 Часть F – давление нижнего ма-
нипулятора
S97 Позиция F переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S98 Часть G – давление верхнего
манипулятора
S99 Часть G – давлен ие нижнего
манипулятора
S00 Позиция G переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
S0 Часть H – давление верхнего
манипулятора
S02 Часть H – давление нижнего ма-
нипулятора
S0 Позиция H переключения вер-
хнего/ нижнего манипулятора
(количество стежков)
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
0 - 200 Нет еди-
ниц
0 - 200 Нет еди-
ниц
0 - 9999
количество
стежков
00
0
Когда количество стежков
установлено как 0, пункты
данных от [S98] до [S08] не
показываются.
00
00
0
Когда количество стежков
установлено как 0, пункты
данных от [S0] до [S08]
не показываются.
00
00
0
Когда количество стежков
установлено как 0, пункты
данных от [S04] до [S08]
не показываются.
− 48 −

№ Пункт
S04 Часть I – давление верхнего ма-
нипулятора
Диапазон ус-
тановок
Единицы
Первоначальное
0 - 200 Нет единиц 00
значение
S05 Часть I – давление нижнего ма-
0 - 200 Нет единиц 00
нипулятора
S06 Позиция I переключен ия вер-
хнего/ нижнего манипулятора
(количество стежков)
S07 Часть J – давление верхнего ма-
0 - 9999
количество
стежков
К о г д а к ол ич е с тв о
стежков установлено
как 0 , пункты данных
от [S07] до [S08] не
показываются.
0 - 200 Нет единиц 00
0
нипулятора
S08 Часть J – давление нижнего ма-
0 - 200 Нет единиц 00
нипулятора
S20 Скорость шитья головки маши-
200 - 500 sti/min 500
ны после обнару жения конца
ткани
S0 Выбор работы укладчика − − Остановка
Остановка
Работа
Этот пункт не показываетс я, когда вы ключа т е ль п а м яти [U 0]
установлен в «Без укладчика»
S Положение работы укладчика 0 - 999 Нет единиц 0
Этот пункт не показываетс я, когда вы ключа т е ль п а м яти [U 0]
установлен в «Без укладчика»
S2 Выбор количества операций ук-
ладчика
- 0 Нет единиц
Этот пункт не показываетс я, когда вы ключа т е ль п а м яти [U 0]
установлен в «Без укладчика»
− 49 −

9. Копирование швейного шаблона
Можно скопировать данные зарегистрированного номера шаблона к номеру шаблона, который не
используется. Копирование шаблона переписыванием запрещено. Поэтому необходимо стереть
неиспользуемый шаблон и переписать его с помощью данных на зарегистрированном номере шаблоне.
1) Переведите пульт управления в
режим ввода.
При режиме ввода, когда фоновая подсветка жидкокристаллического дисплея
синяя, изменение шаблоны разреше-
1
но.
Если пульт управления находится в режиме шитья, когда фоновая подсветка
- зеленая, нажмите клавишу «Готово»
, чтобы переключиться в режим
2
ввода.
2) Выберите исходный номер шаблона
для копирования.
Выберите исходный номер шаблона для
копирования на экране выбора шаблона.
Обратитесь к
→
на странице 37.
Если Вы хотите заново программировать данные шаблона, полезно скопировать шаблон начального значения к
новому шаблону.
Обратитесь к
→
шаблона начального значения" на странице 42.
"^-3. Выбор шаблона"
"^-7. Использование
1
Исходный
номер
шаблона
- для
копирования
@3
2 3
Номер шаблона назначения
(В) для копирования
A
!1
3) Вызов экрана копирования.
То, при нажатии клавиши копирования @3 , появится экран копирования A.
4) Выберите номер шаблона назначения для копирования.
Шаблон № B, который не используется, мигает. Нажмите клавишу замены данных !1 ,
чтобы выбрать номер шаблона назначения, в который Вы хотите скопировать исходные данные.
Если Вы хотите стереть шаблон, выберите значок мусорной корзины .
5) Начало копирования.
При нажатии клавиши «Готово» 2 , начнется копирование. Две секунды спустя появится
экран для ввода данных с номером шаблона, который был создан при выборе копирования.
Если Вы нажмете клавишу сброса 3 , появится предыдущий экран без выполнения копирования данных.
* Циклические данные и данные непрерывного шитья могут также быть скопированы в той же
самой процедуре.
− 50 −

10. Использование клавиши регистрации шаблона
Рекомендуется зарегистрировать часто используемый номер шаблона с помощью клавиши регистрации шаблона. Как только номер шаблон зарегистрирован, Вы можете выбрать зарегистрированный шаблон, только нажимая клавишу регистрации шаблона в режиме ввода.
(1) Процедура регистрации
2 3
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
2) Вызов экрана регистрации шаблона.
Когда Вы держите нажатой клавишу (P – P)
B
A
1
- с помощью которой Вы хотите
@7
зарегистрировать номер шаблона в течение
трех секунд, появляется экран A регистрации
шаблона.
3) Выберите номер шаблона.
Текущий доступный номер шаблона B мигает.
Выберите номер шаблона, который Вы хотите
зарегистрировать с помощью клавиши регистрации шаблона, нажимая клавишу выбора
пункта !0 .
Если Вы выберете «мусорную корзину» ,
регистрация может быть сброшена.
4) Начало регистрации.
При нажатии клавиши «Готово» 2 , начнется регистрация. Две секунды спустя появится
экран для ввода данных.
Если Вы нажмете клавишу сброса 3 , появится предыдущий экран, не выполняя регистрацию шаблона.
!0
@7
(2) Состояние регистрации во время покупки
Клавиша регистрации
P Pattern No.
P2 Pattern No.2
P Pattern No.
Зарегистрированный
номер шаблона
− 5 −
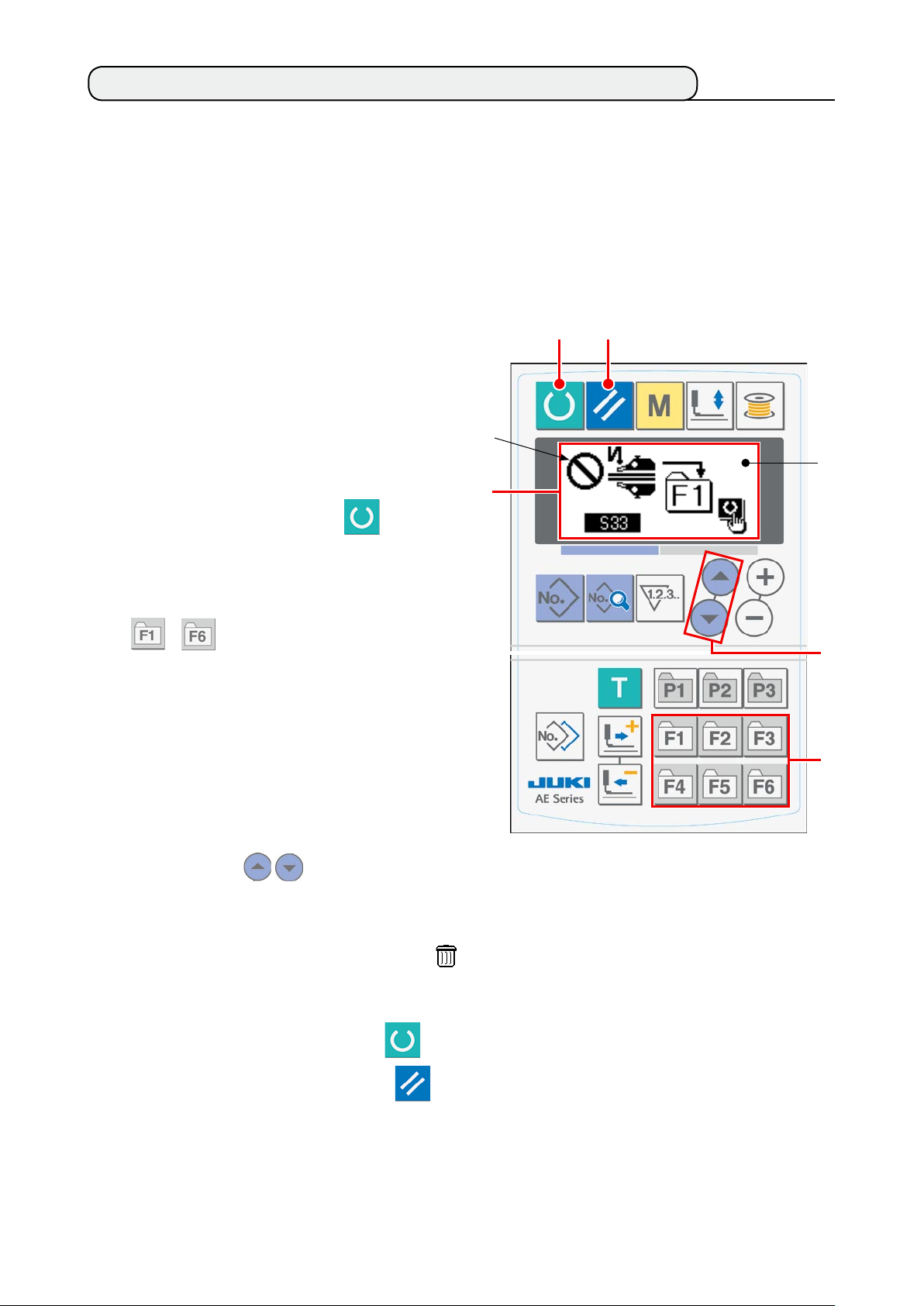
11. Использование клавиши регистрации параметров
Рекомендуется зарегистрировать часто используемый параметр с помощью клавиши регистрации
параметров.
Как только параметр зарегистрирован, Вы можете выбрать зарегистрированный параметр, только
нажимая клавишу регистрации параметров в режиме ввода.
Не только параметр, но также и номер шаблона могут быть зарегистрированы с помощью клавиши
регистрации параметров. Это означает, что клавиша может использоваться подобным способом,
как это описано в
"^-10. Использование клавиши регистрации шаблона" на странице 51
(1) Процедура регистрации
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
2 3
B
1
.
A
2) Вызов экрана регистрации параметров.
Когда Вы держите нажатой клавишу (F - F6)
- , с помощью который Вы хотите
@8
зарегистрировать параметр в течение трех секунд, появится экран A регистрации параметров.
3) Выбор параметра.
Пункт B, который может быть зарегистрирован с помощью клавиши регистрации параметров, мигает. Выберите пункт, который Вы
хотите зарегистрировать с помощью клавиши
регистрации параметров, нажимая клавишу
выбора пункта !0 .
Пункты, которые могут быть зарегистриро-
ваны, швейные данные, параметры и номера
шаблонов переключений памяти (уровень ).
Если Вы выберете «мусорную корзину» ,
регистрация может быть сброшена.
4) Начало регистрации.
!0
@8
При нажатии клавиши «Готово» 2 , начнется регистрация. Две секунды спустя появится
экран для ввода данных.
Если Вы нажмете клавишу сброса 3 , появится предыдущий экран, не выполняя регистрацию шаблона.
− 52 −

12. Выполнение циклического шитья
Эта швейная машина способна шить, используя данные двух или более швейных шаблонов последовательно в циклическом режиме. При этом может быть введено до 5 шаблонов. Используйте
циклическое шитье при прошивке нескольких различных петель в швейном изделии. Кроме того,
до 20 циклов могут быть зарегистрированы. Копируйте швейные шаблоны, где необходимо.
Обратитесь к
/
(1) Выбор циклических данных
"^-9. Копирование швейного шаблона" на странице 50.
1) Переведите пульт управления в режим
2
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
B
1
A
2) Вызов экрана выбора шаблона.
Когда нажмете клавишу номера шаблона 7
, появится экран выбора A.
Замигает текущий выбранный номер шаблона
.
B
7
!0
3) Выбор циклических данных.
При нажатии клавиши выбора пункта !0 , зарегистрированные шаблоны будут появляться один за другим, пока не будет достигнут последний зарегистрированный номер шаблона.
Затем появятся номер зарегистрированных циклических данных и номер данных непрерывного
шитья. Теперь выберите номер циклических данных, которые вам нужны для шитья.
4) Выполнение шитья.
Когда нажмете клавишу «Готово» 2 в состоянии, когда циклические данные выбраны, фоновая подсветка жидкокристаллического дисплея 1 станет зеленой, чтобы показать, что шитье
возможно.
Во время покупки данной машины на ней при отгрузке с завода были зарегистрированы только
циклические данные №, но ни один швейный шаблон не был еще введен в циклические данные.
Поэтому швейная машина не находится в готовом к шитью состоянии. По поводу ввода данных
обратитесь к
"^-12-(2) Процедура редактирования циклического шитья" на странице 54
.
− 5 −
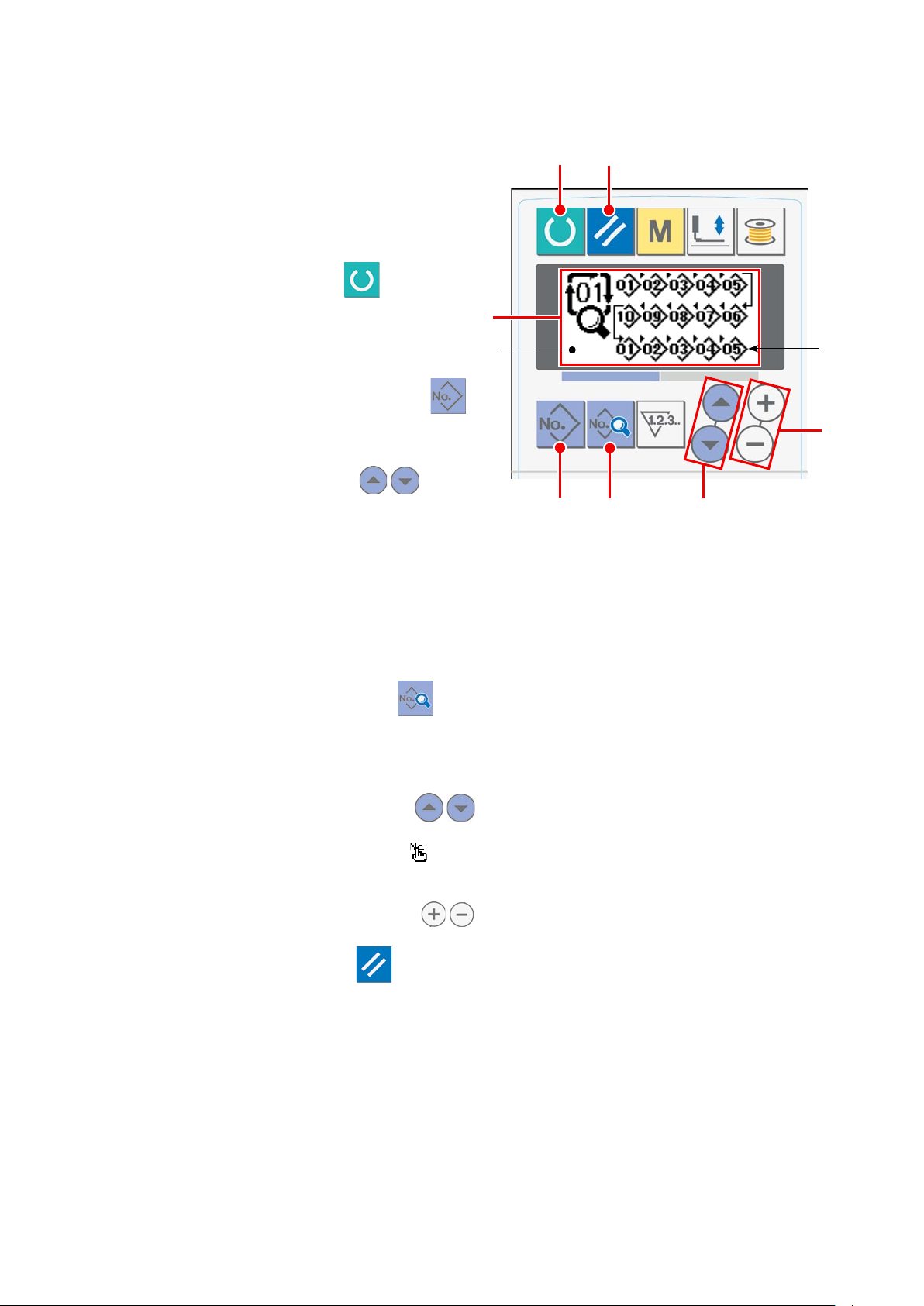
(2) Редактирование процедуры циклического шитья
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
1
2
3
2) Вызов номера циклических данных,
C
который будет отредактирован.
При нажатии клавиши номера шаблона 7
, чтобы вызвать экран выбора шаблона, текущий
выбраный номер шаблона B замигает. При на-
жатии клавиши выбора пункта !0 , зарегистрированные шаблоны будут появляться один
за другим, пока не будет достигнут последний
зарегистрированный номер шаблона.
Затем появятся номер зарегистрированных циклических данных и номер данных непрерывного
шитья. Теперь выберите номер циклических данных, которые вам нужны для шитья.
7
8
!0
3) Перевод циклических данных в состояние редактирования.
При нажатии клавиши «Данные» 8 , на экране C появляется надпись "cycle data under
editing" ("редактирование циклических данных") и номер шаблона D, который используется для
шитья, сначала мигает. В этом состоянии данные могут быть отредактированы.
4) Выбор пункта редактирования.
D
!1
При нажатии клавиши выбора пункта !0 редактируемый пункт последовательно передвигается и мигает. Когда редактируемый пункт двигается в последнюю часть данных, появля-
ется пиктограмма команды добавления .
5) Изменение данных в пункте, выбранном для редактирования.
При нажатии клавиши замены данных !1 , данные в редактируемом пункте могут быть
изменены. Зарегистрированный номер шаблона появляется, чтобы разрешить выбор.
При нажатии клавиши сброса 3 , данные шаблона в редактируемом пункте могут быть
стерты. Повторяйте шаги 4) и 5), чтобы отредактировать прочие данные.
− 54 −
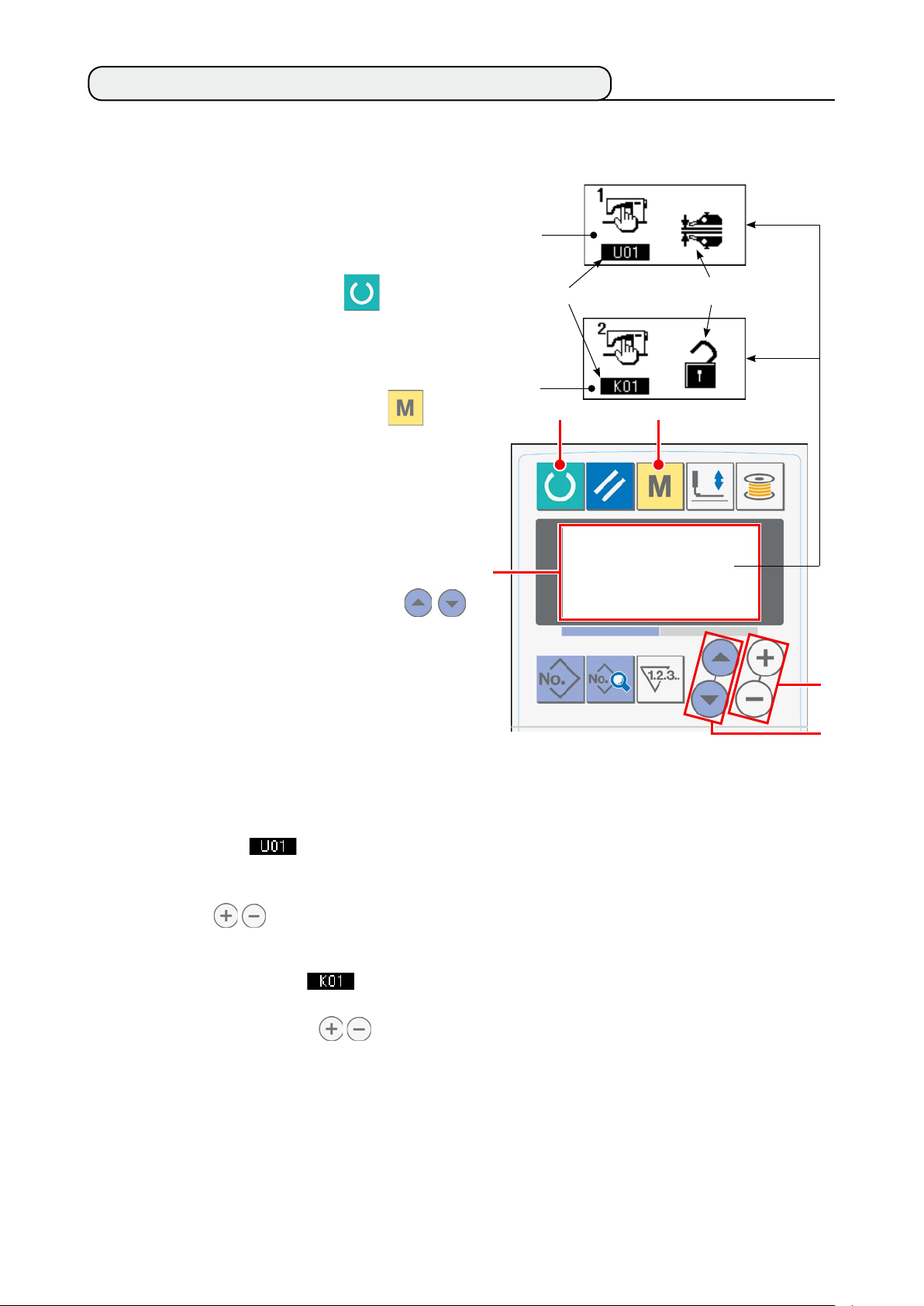
13. Изменение данных переключения памяти
1) Переведите пульт управления в режим
ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме
шитья, когда фоновая подсветка - зеленая,
нажмите клавишу «Готово» 2 , чтобы переключиться в режим ввода.
Номер пункта данных
A
уровень 1
Пиктограмма, которая
представляет пункт данных
2) Вызов экрана редактирования данных
переключения памяти.
При нажатии клавиши «Режим» 4 , появится экран редактирования данных (уровень
) переключения памяти A. Когда Вы держите
клавишу нажатой в течение более трех секунд,
появится экран редактирования данных (уровень 2) переключения памяти B.
3) Выберите данные переключения памяти,
которые будут изменены.
Нажмите клавишу выбора пункта !0
, чтобы выбрать пункт данных, который Вы хо-
тите изменить.
4) Измените данные.
Данные переключения памяти содержат пункты данных, значения которых могут быть изменены и те пиктограммы, из которых можно
выбрать нужные вам.
Значение пункта данных, который может быть
изменен, снабжено алфавитно-цифровым номером, таким как . Значение пункта может быть изменено увеличением/уменьшением
заданного значения, с помощью клавиши заме-
ны данных !1 .
Пиктограмма пункта данных, который может
быть изменен, снабжена алфавитно-цифровым номером, таким как . Пиктограмма
для пункта может быть выбрана, с помощью
клавиши замены данных !1 .
Обратитесь к
/
ключения памяти" (на странице 56)
лей данных переключения памяти.
"^-14. Список данных пере-
для дета-
уровень 2
B
2 4
1
!1
!0
− 55 −

14. Список данных переключения памяти
(1) Уровень 1
Данные переключения памяти (Уровень ) являются рабочими данными, совместно используемыми швейными машинами. Они предусмотрены для всех швейных шаблонов.
№ Пункт
Диапазон
установок
Едини-цыПервоначальное
значение
U0 Выбор работы манипулятора − − Манипулятор ра-
Манипулятор работает
ботает
Манипулятор не работает
U02 Выбор операции в конце шитья − − Стандартная опе-
Стандартная операция
рация
Швейная маши на заканчивает шить е
независимо от датчика, определяющего
конец материала
Когда больше не остается нижнего материала на швейной машине, хотя датчик,
определяющий конец материала, обнаруживает материал, швейная машина
останавливается после обрезки нити без
шитья назад наметочных стежков.
U0 Выбор состояние размещения материала − − Датчик предпола-
Датчик предполагает, что материал размещен на швейной машине только, когда
материал вставлен под датчиком и пока
он не пойдет далее.
Датчик предполагает, что материал размещен на швейной машине, когда материал размещен как раз перед датчиком.
гает, что материал ра з м е ще н на
швейн ой машине
только, когда мате р иал вста в лен
по д дат ч ико м и
пока он не пойдет
далее.
U04 Выбор режима шитья одной части − − Нижний манипуля-
Нижний манипулятор (обычный)
тор
Одна часть материала шьется с использованием верхнего манипулятора.
U05 Время автоматического запуска 00 - 500 мсек 500
U06 Переключение экрана собирания в сбор − − Показывается в
Показ абсолютных величин
Размер сборки (мм) показывается, с помощью пунктов данных шитья [S40, S4, S46, S49, S52, S55, S58,
S6, S64 и S67]. Размер сборки не изменяется даже
если величина нижней подачи ткани изменено посредством циферблатного регулятора.
процентах
Показ процентов (в соответствии с величиной нижней подачи ткани)
Отнош ение сборки (%)п ок азывает ся, с пом ощ ью
пунктов данных шитья [S40, S4, S46, S49, S52, S55,
S58, S6, S64 и S67]. Если величина нижней подачи
ткани будет изменено посредством циферблатного
регулятора, то размер сборки будет автоматически
изменен.
U07 Выбор работы прижимной лапки материала − − Прижимная лапка
Прижимная лапка материала работает,
когда укладчик работает
материала работает
Работа прижимной лапки материала запрещена, когда укладчик работает
− 56 −

№ Пункт
Диапазон
установок
Единицы
Первоначальное
значение
U0 Применение/ тип укладчика − − Когда выберете
Без укладчика
Применяется воздушный укладчик
“Without stacker”
(без укладчика), не будут появляться пункты
данных шитья [S 0] ,
[S] и [S2].
Применяется стандартный планочный
укладчик
U Таймер укладчика 0,0 - 9,9 0, сек 0,5
Этот пункт не появляется , к огда укл адчик
установлен для “Without
stacker” (без укладчика)
U2 Таймер укладчика 2 0,0 - 9,9 0, сек 0,5
Этот пункт не появляется , к огда укл адчик
установлен для “Without
stacker” (без укладчика)
U Таймер укладчика 0,0 - 9,9 0, сек ,5
Этот пункт не появляется , к огда укл адчик
установлен для “Without
stacker” (без укладчика)
U5 Установка скорости мягкого запуска
200 - 500 sti/min 800
для первого стежка
U6 Установка скорости мягкого запуска
200 - 500 sti/min 800
для второго стежка
U7 Установка скорости мягкого запуска
200 - 500 sti/min 2000
для третьего стежка
U8 Установка скорости мягкого запуска
200 - 500 sti/min 000
для четвертого стежка
U9 Установка скорости мягкого запуска
200 - 500 sti/min 500
для пятого стежка
U20 Устройство обновления счетчика - 0 Нет
единиц
U2 Выбор с/ без обнаружения количества нити, остаю-
− − Без устройства для
щейся на катушке
Без устройства для обнаружения количества нити, остающейся на катушке
Применяется устройство для обнаружения количества нити, остающейся
на катушке
U22 Число раз обнаружения количества
нити, остающейся на катушке
0 - 9 Число
раз
обнаружения количества нити, остающейся на катушке
Число раз
U2 Выбор операции обнаружения обрыва нити − − Без устройства для
Без устройства для обнаружения количества нити, остающейся на катушке
обнаружения количества нити, остающейся на катушке
Применяется устройство для обнаружения количества нити, остающейся
на катушке
− 57 −

№ Пункт
U24 Опускание иглы при размещении материала − − Размещение мате-
Размещение материала с поднятой иглой
Размещение материала с опущеной
иглой
(*) Если Вы нажмете кнопку пуска перед размещением материала на швейной машине, игольница опустится.
U25 Выбор части − − Ч а с т ь р а з м е р а
Часть размера сборки и часть давления манипулятора идентичны.
Часть размера сборки и часть давления манипулятора разделены.
(*) Можно разместить материал на швейной машине с опущенной игольницей. Так как игольница останавливается, когда
она прошла свою нижнюю точку, отрегулируйте верхнее положение прижимной лапки. (Обратитесь к "*-1. Регулировка
подъемного рычага прижимной лапки " на странице 79.) При нажатии кнопки пуска после размещения материала на
швейной машине, швейная машина начинает шить.
Диапазон
установок
Единицы
Первоначальное
значение
риала с поднятой
иглой
сборки и часть давления манипулятора идентичны.
(2) Уровень 2
Когда переключатель режимов держите нажатым в течение сек, становится возможным редактирование пунктов данных, категоризированных в уровне 2.
№ Пункт
K0 Запрещение изменений установок параметра − − Изменения
Изменения разрешены
Изменения данных шитья и данных переключения памяти запрещены
K02 Установка ограничения максимальной ско-
рости
K0 Исправление исходной точки мотора шага
подачи
K04 Время ожидания для опускания прижимной
лапки
K05 Величина исправления давления верхнего
манипулятора
Диапазон
установок
200 - 500 sti/min 500
–0 - 0 − 0
0 - 00 мсек 50
–0 - 0 − 0
Единицы
Первона-
чальное
значение
разреше-
ны
K06 Величина исправления давления нижнего
манипулятора
K07 Установка типа датчика манипулятора 0 - − 0
K08 Начало шитья – скорость вращения головки
машины для задней прошивки
K09 Завершение шитья – скорость вращения го-
ловки машины для задней прошивки
–0 - 0 − 0
200 - 900 sti/min 800
200 - 900 sti/min 800
− 58 −

№ Пункт
K0 Число поправочных стежков А для прошивки при
обратной подаче при начале шитья
Диапазон
установок
0 - 5 Число
Единицы
стежков
Первона-
чальное
значение
0
K Число поправочных стежков B для прошивки при
обратной подаче при начале шитья
K2 Число поправочных стежков С для прошивки при
обратной подаче в конце шитья
K Число поправочных стежков D для прошивки при
обратной подаче в конце шитья
K4 Поправочный угол А для вывода соленоида за-
крепки строчки при начале шитья
K5 Поправочный угол B для вывода соленоида закреп-
ки строчки при начале шитья
K6 Поправочный угол D для вывода соленоида за-
крепки строчки при начале шитья
K7 Заданное значение для позиции остановки иголь-
ницы
K0 Поправка считывания потенциометром величины
подачи
(Пояснение)
Величина нижней подачи установленная с помощью циферблатного регулятора считывается с
помощью записи максимальной позиции (величина
потенциометра) и минимального значения величины подачи
K40 Режим регулировки для замены ремня мотора
главной оси
(Пояснение)
Так как мотор главной оси зафиксирован в положении под углом в 5º, ремень мотора главной оси
должен быть установлен заново после выравнивания мотора главной оси со стороны головки машины с позицией исходной точка.
0 - 5 Число
стежков
0 - 5 Число
стежков
0 - 5 Число
стежков
–6 - 6 х 0º 0
–6 - 6 х 0º 0
–6 - 6 х 0º 0
–50 - 50 градусы 0
− − −
− − −
0
0
0
K50 Запуск режима проверки датчика
: Внутренний датчик (конец ткани) верхней ткани
2: Внешний датчик верхней ткани
: Внутренний датчик (конец ткани) нижней ткани
4: Внешний датчик нижней ткани
5: Пусковой выключатель
6: Датчик обнаружения материала
7: Датчик начала отсчета шага верхней подачи
8: Переключатель наклона головки машины
9: SDET датчик
0: Датчик пусковой педали (пуск)
: Датчик пусковой педали 2 (Прижимная лапка)
2: Датчик пусковой педали (Переключение
скорости головки машины)
: Обнаружение количества нити, остающейся на
катушке, начало отсчета
4: Обнаружение количества нити, остающейся на
катушке, нет нити
− − −
− 59 −

15. Установка верхней сборки
Размер верхней сборки может быть выбран с помощью переключения памяти "U06" между двумя
различными методами; то есть, "Определение величины верхней подачи" (обозначается в мм) и "
Определение процента в соответствии с величиной нижней подачи " (обозначается в %).
Можно разделить часть верхней сборки на 0 частей и определить размер сборки для соответствующих частей отдельно. В то же самое время, скорость головки машины может быть установлена
отдельно для этих частей.
Пример: В случае, когда только одно часть шва - собранная сборка.
A B C D
Запуск Конец работы
Часть
стандартного
шитья
Часть
верхней
сборки
Часть
стандартного
шитья
Для размера сборки "Показ абсолютных величин" должен быть выбран в пункте данных "U06" и четыре части А - D должны использоваться.
Номер Пункт установки
S40 Часть А - размер сборки
S4 Скорость A головки машины
S42
S4 Часть B - размер сборки
S44 Скорость B головки машины
S45
S46 Часть C - размер сборки
S47 Скорость C головки машины
S48
S49 Часть D - размер сборки
S50 Скорость D головки машины
S5
Позиция А переключения верхней
сборки (число стежков)
Позиция B переключения верхней
сборки (число стежков)
Позиция C переключения верхней
сборки (число стежков)
Позиция D переключения верхней
сборки (число стежков)
Заданное
значение
2.5
2500
40
.7
2500
40
2.5
2500
20
2.5
500
0
Примечания
Величина верхней подачи должна быть
установлена на 2,5 мм.
Скорость головки машины должна быть
установлена на 2500 стежков/мин.
Часть с 40 стежками
Величина верхней подачи должна быть
установлена на ,7 мм.
Скорость головки машины должна быть
установлена на 2500 стежков/мин.
Часть с 40 стежками
Величина верхней подачи должна быть
установлена на 2,5 мм.
Скорость головки машины должна быть
установлена на 2500 стежков/мин.
Часть с 20 стежками
Величина верхней подачи должна быть
установлена на 2,5 мм.
Скорость головки машины должна быть
установлена на 500 стежков/мин.
До конца работы
Когда положение переключения (число стежков) верхней сборки установлено в "0", верхнее
часть сборки продолжается до конца. Швейная машина не переходит к следующ.
− 60 −

16. Установка давления манипулятора
шов может быть поделен максимум на 0 частей давления верхнего/ нижнего манипулятора. Величина давления может быть отдельно установлена для каждой соответствующей части.
Например: В случае, когда шов прошивается с одинаковым давлением
Номер Пункт установки
S80 Часть А - Давления верхнего манипулятора
S8 Часть А - Давления нижнего манипулятора
Позиция А переключения давления
S82
манипулятора (число стежков)
S8 Часть B - Давления верхнего манипулятора
S84 Часть B - Давления нижнего манипулятора
Позиция B переключения давления
S85
манипулятора (число стежков)
S86 Часть C - Давления верхнего манипулятора
S87 Часть C - Давления нижнего манипулятора
Позиция C переключения давления
S88
манипулятора (число стежков)
S89 Часть D - Давления верхнего манипулятора
S90 Часть D - Давления нижнего манипулятора
Позиция D переключения давления
S9
манипулятора (число стежков)
Заданное
значение
85
98
0
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
Примечания
Материал прижимается с величиной давления 85.
Материал прижимается с величиной давления 98.
Часть поднимается к концу шитья
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Подойдет любая величина
Когда позиция переключения манипулятора (число стежков) установлена на «0», часть давления манипулятора продолжается до конца. Швейная машина не переходит к следующ.
Например: В случае, когда шов делится на 5 частей, и эти части соответственно прошиваются с
давлением, имеющим разные величины.
A B C D
S80 S83 S86 S89 S92
Запуск
Номер Пункт установки
S80 Часть А - Давления верхнего манипулятора
S8 Часть А - Давления нижнего манипулятора
S82
S8 Часть B - Давления верхнего манипулятора 80
S84 Часть B - Давления нижнего манипулятора 90
S85
S86 Часть C - Давления верхнего манипулятора 0 Манипулятор поднимается
S87 Часть C - Давления нижнего манипулятора 0 Манипулятор поднимается
S88
S89 Часть D - Давления верхнего манипулятора 80
S90 Часть D - Давления нижнего манипулятора 90
S9
S92 Часть E - Давления верхнего манипулятора 85
S9 Часть E - Давления нижнего манипулятора 98
S94
S81 S84 S87 S90 S93
Позиция А переключения давления
манипулятора (число стежков)
Позиция B переключения давления
манипулятора (число стежков)
Позиция C переключения давления
манипулятора (число стежков)
Позиция D переключения давления
манипулятора (число стежков)
Позиция E переключения давления
манипулятора (число стежков)
E
Величина давления верхнего манипулятора
Величина давления нижнего манипулятора
Конец работы
Заданное
значение
85
98
0
0 Часть с 0 стежками
5 Часть с 5 стежками
0 Часть с 0 стежками
0 Часть поднимается к концу шитья
Материал прижимается с величиной давления 85.
Материал прижимается с величиной давления 98.
Часть с 0 стежками
Примечания
Предупреждение: Когда позиция переключения манипулятора D (число стежков) [S91] установлена
на некоторое число стежков (1 или более), появляются части Е [S92] - [S94].
Предупреждение: Когда позиция переключения манипулятора (число стежков) установлена на «0»,
часть давления манипулятора продолжается до конца. Швейная машина не переходит к следующ.
− 6 −

17. Использование программирования в режиме обучения
Обучающая функция - функция, которая позволяет проверять шитье, фактически управляя швейной машиной, изменяя величину верхней сборки и давление верхнего/ нижнего манипулятора. Величина верхней сборки и давление верхнего/ нижнего манипулятора, согласно которому швейная
машина работает, может быть записана в память по частям на основе числа стежков.
1)
Переведите пульт управления в режим ввода.
При режиме ввода, когда фоновая подсветка
жидкокристаллического дисплея 1 синяя, изменение шаблоны разрешено.
Если пульт управления находится в режиме шитья, когда фоновая подсветка - зеленая, нажми-
те клавишу «Готово» 2 , чтобы переключиться в режим ввода.
2) Выберите целевой номер шаблона для
программирования в режиме обучения.
Выберите номер шаблона, который будет использоваться для программирования в режиме
обучения на экране выбора шаблона.
3)
Вход в режим программирования в режиме обучения.
2 3
!1
Нажмите клавишу обучения @4 на пульте
управления.
4)
Начало программирования в режиме обучения.
Появля е т с я обучающий э к р а н , показанн ы й
ниже. Фоновая подсветка жидкокристаллического дисплея - зеленая. Число стежков для всех
частей – 0 (нулевое). Показываются данные величины давления верхнего/ нижнего манипулятора и величины верхней сборки, которые были
уже зарегистрированы для шаблона, выбранного для программирования в режиме обучения.
Экран программирования в режиме обучения
Часть программирования в режиме обучения мигает. Часть
программирования в режиме обучения может быть переме-
щена, используя клавишу «Вперед» @5 или клавишу «
Назад» @6 .
!0
@4
@6@5
Показ абсолютных величин и процентов может переключаться при выборе показа величины сборки .
Пункт, выбранный для изменения, мигает.
Выберите пункт, который может быть изменен, используя клавишу выбора пункта !0 .
Изменяемые пункты - число стежков, величина давления верхнего манипулятора и величина
верхней сборки.
Измените величину с помощью клавиши замены данных !1 .
− 62 −

При нажатии кнопки пуска после размещения материала на швейной машине, головка машины
начинает вращаться и число стежков для соответствующей части добавляется. Когда датчик
обнаруживает конец материала, чтобы позволить швейной машине закончить шить, число
стежков для соответствующей части обнуляется.
5) Завершение программирования в режиме обучения.
При нажатии клавиши «Готово» 2 , швейная машина останавливается после обрезки нити
и завершается программирование в режиме обучения, а также запись в память числа стежков
для частей, размера верхней сборки, величины давления верхнего / нижнего манипулятора.
В случае если программирование в режиме обучения завершается без детектирования конца материала (программирование в режиме обучения прекращается с останавкой машины во
время шитья), общее количество стежков для частей [А] - [J] установлено для параметра шить
(остановка происходит после выполнения общего количества стежков).
При нажатии клавиши сброс 3 , швейная машина останавливается после обрезки нити, и
программирование в режиме обучения может быть закончено после сброса заданного значения.
− 6 −

18.
Исправление считывания потенциометром величины нижней подачи ткани
Потенциометр используется, чтобы считывать величину нижней подачи ткани головки машины.
Этот потенциометр требует коррекции, чтобы сравнить величину, считываемую им с фактической
величиной подачи.
1. Вызов экрана установки
Должен появиться параметр уровня обслуживания
[K0] .
Чтобы вызвать экран, нажмите клавишу «Готово»
.
2
2 3
2. Процедура установки
Выберите "MIN" (минимум), или "MAX" (максимум), используя клавишу выбора пункта !0 .
Когда выбрана "MIN" .... Сначала обнулите величину подачи, поворачивая циферблатный регу-
!0
лятор нижней подачи ткани. Затем нажмите клавишу «Готово»
мять.
Когда выбрана "MAX" .... Сначала установите величину подачи в "4" (четыре), поворачивая ци-
ферблатный регулятор нижней подачи ткани.
Затем нажмите клавишу «Готово»
2
,
чтобы запись это в память.
2
,
чтобы запись это в па-
3. Завершение установки
Вы можете выйти из экрана установки, нажав клавишу сброса 3 .
− 64 −

&
. Управление и регулировка частей
1.
Регулировка проскальзывания материала и давления манипулятора
1
2
!1
!2
5 3
) Когда Вы включаете электропитание, на-
чальный экран появляется на жидкокристаллическом дисплее 1.
2) При нажатии клавиши «Данные» 2, отображение режима запуска [S0] появляется на
жидкокристаллическом дисплее 1.
4
) Нажмите клавишу «MODE» (режим) 3, что-
бы вызвать и выбрать работу манипулятора
[U0] на экране жидкокристаллического
дисплея 1.
6
4) Нажмите клавишу замены данных 4,
чтобы остановить операцию манипулятора.
5) При нажатии клавиши «Готово» 5, следующее изображение появляется на жидкокристаллическом дисплее 1. Затем прижимная лапка швейной машины поднимается, и светодиод 6 мигает.
9
− 65 −

7
!0
8
6) Поверните верхний манипулятор 7, чтобы позволить провести регулировку без манипулятора.
После регулировки длины нижней подачи ткани (обратитесь к
ка" страница 10
для процедуры регулировки), поместите два слоя материала 8 для пробной
"$-10. Регулировка длины стеж-
прошивки, которые были разрезаны с одинаковыми размерами под прижимной лапкой швейной машины. Нажмите пусковой выключатель 9, чтобы запустить швейную машину. Продолжайте шить, пока не достигните конца материала !0. Затем снова нажмите пусковой выключатель 9, чтобы остановить швейную машину.
7) Отрегулируйте размер сборки в соответствии с проскальзыванием между двумя слоями материала после пробной прошивки.
A
В случае A, выберите швейный параметр
[S40], "размер части A-сборки." Уменьшите
размер сборки.
В случае B, выберите швейный параметр
[S40], "размер части A-сборки." Увеличьте
B
Размер сборки.
Соотношение [S40] часть А –
сборка (показывается в процентах)
!3
8) Операция для изменения размера сборки
В состоянии, описанном в пункте 5), нажми-
те клавишу части А собирания в сборку !1,
чтобы выбрать [S40]. Если появятся [S4]
или [S42] пр и нажатии клавиши части А
собирания в сборку !1, нажмите еще раз
клавишу части А собирания в сборку, чтобы
выбрать [S40].
Выбрав [S40], измените процентное значе-
ние !3 с помощью клавиши замены данных
. Нажмите клавишу «Готово» 5, чтобы
4
выполнить снова пробную прошивку и повторно отрегулировать проскальзывание
между двумя слоями материала. Повторите
пробную прошивку и производите регулировку до тех пор пока концы двух слоев материала не встретятся.
9) Регулировка давления верхнего/ нижнего
манипулятора
Настроив проскальзывание между двумя
слоями материала, отрегулируйте давление
верхнего/нижнего манипулятора. При нажатии клавиши «Готово» 5, следующее изображение появляется на жидкокристаллическом дисплее 1. Затем прижимная лапка
швейной машины поднимается, и светодиод
мигает.
6
− 66 −

1
2
5 3
0) Нажмите клавишу «Готово» 5, чтобы вы-
звать начальный экран на жидкокристаллическом дисплее 1.
) Нажмите клавишу «MODE» (режим) 3, что-
бы вызвать и выбрать работу манипулятора
[U0] на экране жидкокристаллического
дисплея 1.
4
!1
!2
2) Нажмите клавишу амены данных 4,
чтобы активировать работу манипулятора.
) При нажатии клавиши «Готово» 5, сле-
дующее изображение появляется на жидкокри с т ал л и че с к ом дис п л е е 1. За те м
прижимная лапка швейной машины поднимается, чтобы позволить швейной машине
подготовиться к работе.
7
4) Поворачивайте верхний манипулятор 7 на-
зад к его начальному положению.
!4
!6
5) Поместите материал на выравнивателе
края настила выровняв концы материала с
выравнивающей линией материала !4.
− 67 −
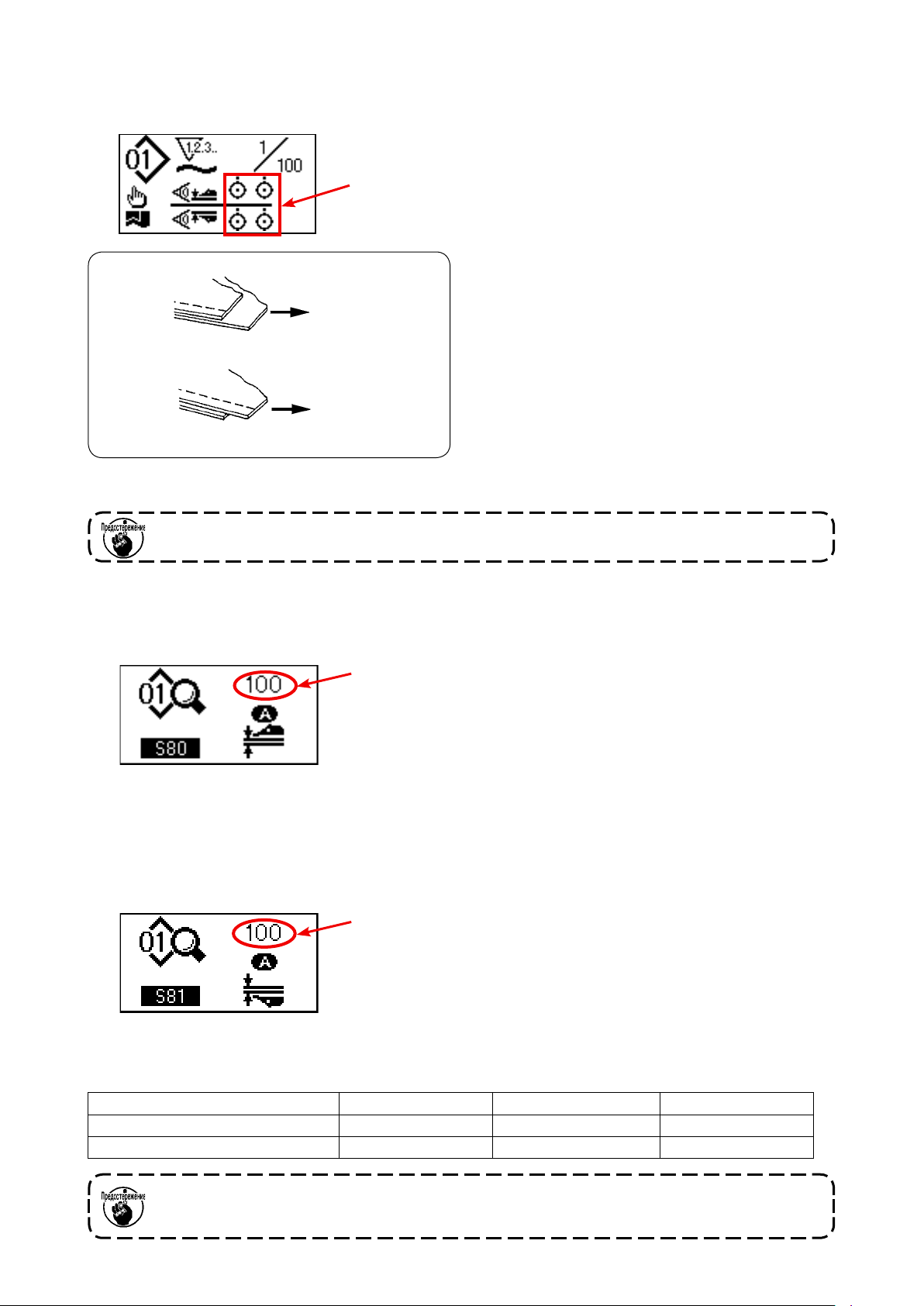
6) Как только Вы разместили материал на швейной машине, пиктограмма датчика на жидкокрис-
таллическом дисплее 1 становится активной !5 и светодиод 6 мигает. При нажатии пускового выключателя 9, швейная машина начинает работать, в то время как манипуляторы !6 ра-
ботают, чтобы выровнять концы материала. Когда швейная
машина заканчивает шитье, она автоматически отрезает
нить и останавливается.
!5
7)
Если концы материала не выравниваются
друг с другом в конце шитья, измените давле-
A
ние верхнего / нижнего манипулятора, чтобы
выровнять концы материала в конце шитья.
В случае A, выберите швейный параметр
[S80], часть А - прижимная лапка верхнего
манипулятора и уменьшите величину дав-
B
ления верхнего манипулятора.
В случае B, выберите швейный параметр
[S8], часть B - прижимная лапка нижнего
манипулятора и уменьшите давление нижнего манипулятора.
Если давление манипулятора будет чрезмерно уменьшено, то ширина припуска на шов будет
недостаточной.
8) Операция изменения давления верхнего манипулятора
Нажмите клавишу части А давления манипулятора !2, чтобы выбрать и вызвать [S80] часть А -
давления верхнего манипулятора на жидкокристаллическом дисплее 1.
Изменение данных давления верхнего манипулятора
!7
Выбрав [S80], измените величину давления верхнего мани-
пулятора !7, используя клавишу замены данных 4. Затем
поместите материал на швейной машине и запустите швейную машину, чтобы шить. Когда швейная машина выполняет обрезку нити в конце шитья, величина давления верхнего
манипулятора !7 является фиксированной.
9) Операция изменения давления нижнего манипулятора
Нажмите клавишу части А давления манипулятора !2, чтобы выбрать и вызвать [S8] часть А -
давления нижнего манипулятора на жидкокристаллическом дисплее 1.
Изменение данных давления нижнего манипулятора
!7
Выбрав [S8], измените величину давления нижнего мани-
пулятора !7, используя клавишу замены данных 4. Затем
поместите материал на швейной машине и запустите швейную машину, чтобы шить. Когда швейная машина выполняет обрезку нити в конце шитья, величина давления верхнего
манипулятора !7 является фиксированной.
Рекомендованное давление манипулятора (для линейных шаблонов)
Легкие ткани Средние по весу ткани Тяжелые ткани
Давление верхнего манипулятора 65 - 85 90 - 0 20 - 0
Давление нижнего манипулятора 70 - 90 00 - 20 40 - 60
Если давления нижнего манипулятора будет установлено в 65, когда шаг нижней подачи ткани будет установлен в 2,5 мм или больше, то появится сообщение об ошибке [E499] и машина
остановится.
− 68 −

2. Воздуходувка вспомогательной подачи материала
(1) Воздушные форсунки выдувания материала
) Воздушные форсунки установлены в семи
местах на столе.
Воз душные ф о рсунки A у становлен ы в
A
B
(2) Регулировка давления для обдува воздухом
1
четырех местах перед центром иглы, а остальные B установлены в трех местах позади центра иглы.
2) Отрегулируйте регуляторы скорости A и B
в соответствии с типом материала, формы
и размера обрабатываемой детали. (Обратитесь к
дува воздухом.
скорости, чтобы увеличить давление для
обдува воздухом для больших и тяжелых
обрабатываемых деталей или уменьшить
его для малых и легких деталей.
) Отрегулируйте давление для обдува возду-
хом посредством регуляторов скорости 1 и
.
2
2) Регулятор скорости 1 используется для
того, чтобы отрегулировать давление для
обдува воздухом A, и регулятор скорости
используется для того, чтобы отрегули-
2
ровать давление для обдува воздухом B.
(2) Регулировка давления для об-
) Отрегулируйте регуляторы
2
3. Ручной выключатель
ПРЕДОСТЕРЕЖЕНИЕ:
При нажатии пускового выключателя прижимная лапка швейной машины опускается.
Следите за тем, чтобы ваши пальцы не были прижаты прижимной лапкой.
2
1
Не перемещайте лицо около отверстий
для обдува воздухом.
Пусковой выключатель
) Когда материал размещен на швейной ма-
шине в режиме ручного запуска, светодиод
мигает. При нажатии пускового вклю-
2
чателя в этом состоянии, швейная машина
начинает работать.
2) Когда нажмете этот выключатель во время
работы швейной машины, швейная машина
остановится. При повторном нажатии этого
выключателя произойдет повторный запуск
швейной машины.
1
− 69 −

4. Датчик конца материала
1
2
) Когда датчик, определяющий конец мате-
риала 1 обнаруживает конец материала,
скорость шитья снижается до 500 sti/min,
если машина работает со скоростью 500
sti/min или больше. (Заводская установка 500 sti/min.)
2) Когда отражающая лента 2 не отражает в
достаточной степени свет, может произойти сбой. Если такой сбой произошел, замените отражающуюся ленту новой. (Номер
части: 40088020)
) Начальная величина скорости шитья голо-
вки машины после детектирования конца
материала установлена на заводе в 500
стежков/мин. Однако, она может быть изменена на 200 - 500 sti/min в соответствии
с процессом на пульте управления.
5. Регулировка припуска на шов
1
2
) Припуск на шов меняется с помощью пово-
рота ручки, регулирующей припуск на шов
. Он регулируется в пределах от мм до
1
0 мм.
2) Убедитесь, что поворотная ручка 2 гладко
двигается вверх и вниз, при нажатии на нее
пальцами.
− 70 −

6. Регулировка высоты ролика верхнего манипулятора
) Когда Вы заменили датчик и выравнива-
тель края настила 4 (обратитесь к страницам 7 и 74 в случае их замены) необходимо
3
2
1
отрегулировать зазор между роликом 1 и
разделительной пластиной 2.
4
5
7
6
2) Ослабьте установочный винт 5 и переместите ролик 1 вверх и вниз, чтобы отрегулировать так, чтобы высота ролика согласовывалась с выравнивателем края настила
. Н еобходим о от р егулиро в ать высоту
4
ролика 1 так, чтобы его нижняя сторона
(внешняя периферия) не проецировалась с
нижней лицевой поверхности выравнивателя края настила 3. Затем надежно закрепите ролик с помощью установочного винта
.
5
Надежно закрепите ролик с торцевой по-
верхностью оси верхнего манипулятора 6
в ыровненный с торцевой поверхностью ведущего рычага манипулятора 7.
− 7 −
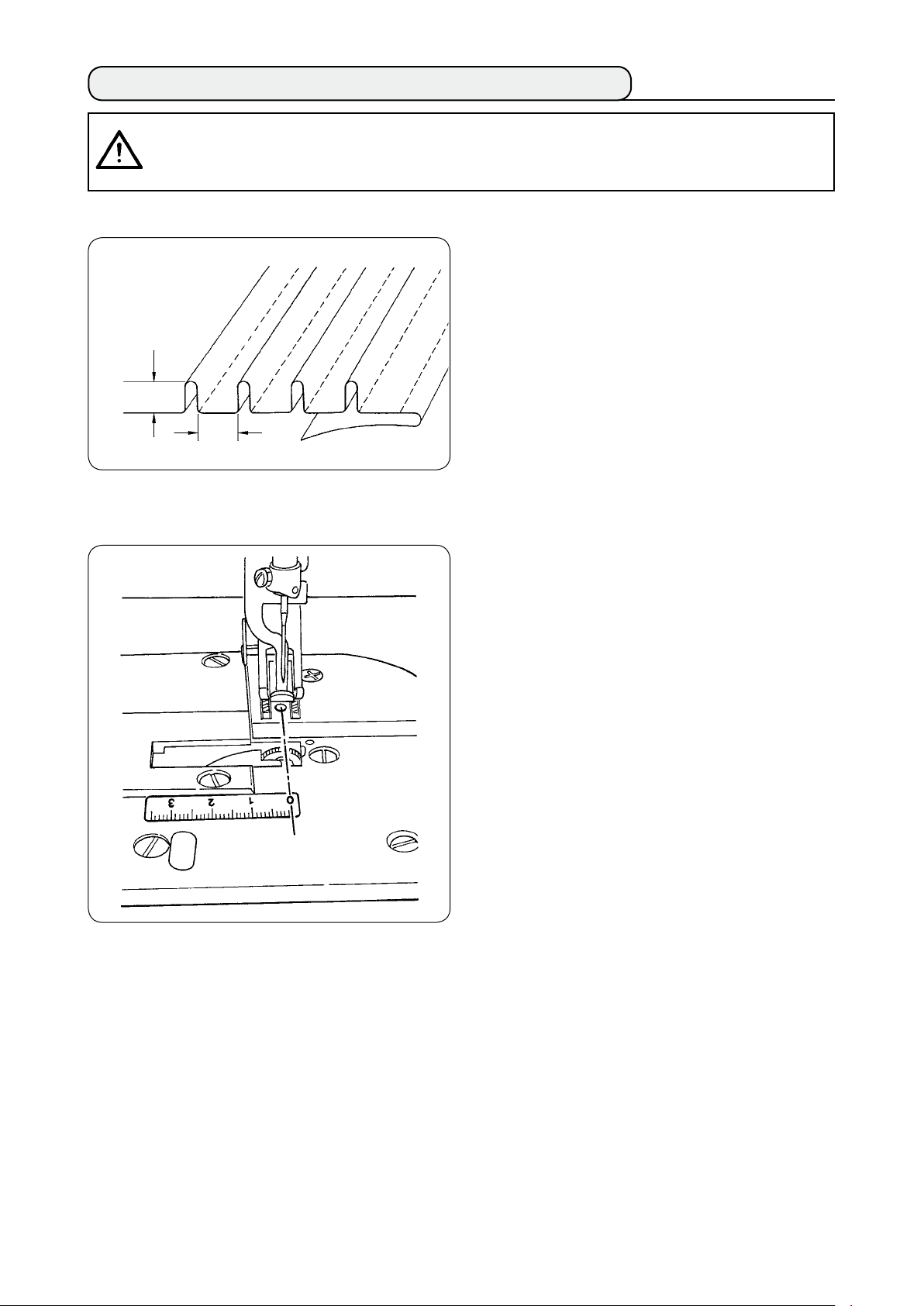
7. Устройство узкой складки S200 для АЕ-200A
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите электропитание машины и удостоверьтесь, что машина не
работает, даже когда Вы нажимаете педаль запуска.
(1) Технические характеристики
Высота гребня
узкой складки
Интервал
(2) Прикрепление шкалы
. Размер узкой складки
Высота гребня узкой складки: - 0 мм
Интервал: 4 - 25 мм
* Возможная комбинация спецификаций
"Высота гребня + Интервал = 50 мм" или
меньше.
2. Скорость стежка: наиболее оптимальная
скорость стежка - 2000 - 2500 sti/min.
Когда устройство узкой складки настраивается
на швейной машине, наклейка со шкалой, поставляемая с изделием, должна быть прикреплена к швейной машине.
Прикрепите наклейку со шкалой на швейную
машину, совместив ее 0 (нулевое) положение
с линией входа иглы, как показано на рисунке
слева.
− 72 −

(3) Замена датчика верхнего манипулятора и выравнивателя края настила
) Чтобы заменить датчик, наклоните швей-
ную машину и поверните верхний манипулятор.
Не допускайте падения верхнего манипулятора, когда Вы поворачиваете его.
2) Удалите два установочных винта держателя датчика 1.
1
Удалите держатель датчика.
2
3
) Удалите два установочных винта датчика
. Удалите датчик. Замените стандартный
2
датчик специальным датчиком узкой складки (номер части: 400840).
Когда закрепите манипулятор, отрегулируйте так, чтобы датчик не соприкасался с пазами в игольной пластинке
посредством двух датчиков 2.
4) Снимите разъем датчика 3 с датчика. При
этом, будьте осторожны при работе с разъемом, так как он очень тонкий.
Устанавливая разъем датчика, тщательно проверьте ориентацию
разъема. (Выровняйте с отметкой разъема.)
− 7 −

B
датчик конца
материала
4
5) Удалите два установочных винта 4 выравнивателя края настила. Удалите выравниватель края настила 5.
5
6) Уста новите оп орную п ластину линейки ,
A
подгибающей складки 6, с помощью двух
установочных винтов выравнивателя края
настила 4. Отрегулируйте опорную плас-
6
тину л и н е йки, по д г и бающей ск л адки 6
так, чтобы лицевая поверхность A опорной
пластины линейки, подгибающей складки
находилась на одном уровне с частью B
6
датчика конца материала B.
7
6
4
8
7) Установите линейку, подгибающую складки
на опорную пластину линейки, подгиба-
7
ющей складки 6, с помощью установочных
винтов линейки, подгибающей складки 8.
− 74 −

(4) Установка линейки
Из-за размещения частей, связанных с линейкой основной части, установите установочную плиту, как показано на рис. и рис. 2.
Рис. 1 Место установки линейки относительно направления параллельного ширине
Ослабьте винт, и линейку можно будет
Величина перемещения:
55 мм
Ручка
A
B
1
переместить направо на 25 мм.
Промежуток от линейки ширины подгибания
2
складок: 0 – 0,5 мм
Вход иглы
30мм
3
Зазор, где один слой используемого
4
материала гладко двигается
См. увеличенное изображение
(Рис. 3).
Основная часть
верхнего манипулятора
Установите установочную плиту на крайнем левом столе, и установите линейку узкой складки в
месте, которое удовлетворяет условиям 2 и 4.
Рис. 2 Место установки линейки относительно направления параллельного длине
линейка узкой
направляющий
рельс
складки
Поместите окно линейки в месте, где видна
обнаруживающая часть датчика.
7мм
Относительно фронтальной пластинки установите установочную плиту на столе машины так,
чтобы передний конец линейки узкой складки находился на расстоянии 7 мм от входа иглы (параллельно красной линии). При этом поместите линейку в месте, где видны две обнаруживающих части датчика под основанием.
− 75 −

Рис. 3 Положение при шитье
Линейка, которая определяет
высоту узкой складки
Материал
Рис. 4 Пример использования
Лицевая
поверхность
левого конца
Вход иглы
5мм
3мм
Линейка ширины подгибания складок
(Линейка, которая определяет
ширину подгибания складок
между гребнями)
Обеспечьте зазор через который
материал гладко проходит
манипулятор
Для шитья с узкими складками с шириной подгибания 5 мм и высотой мм, установочное положение линейки такое, как показано на рис. .
Законченные узкие складки выглядят так, как
показано на рис. 4.
3мм
5мм
Рис. 5
Шейте первую
узкую складку
прижатой против линейки
ширины подгибания складок,
и при этом направляйте
материал рукой.
Вход иглы
Процедура шитья
Выберите "without automatic material alignment"
("без автоматического выравнивания материала") в [S02] "automatic material alignment" ("автоматическое выравнивание материала") на пульте управления. Выберите "one piece sewing"
("шитье одной части") в [S04] "changeover of No.
of pieces to be sewn" ("переключение количества
частей, которые будут прошиты") [S04].
Шитье первой узкой складки является
самым важным, так как она используется как ориентир. Будьте очень осторожны, когда шьете узкую складку.
Имейте в виду, что давление манипулятора должно быть установлено относительно низким для того, чтобы прошить
первую часть материала.
− 76 −

1
3
2
Процедура установки пульта управления
Переведите экран жидкокристаллического
1
дисплея 1 в состояние готовности к шитью.
Нажмите клавишу «READY» (готово) 2, что-
2
бы изменить изображение на жидкокристаллическом дисплее 1.
5
Нажмите клавишу «DATA» (данные) 3, чтобы
3
4
на жидкокристаллическом дисплее 1 появился [S0] режим пуска.
Нажмите клавишу выбора пункта 4, чтобы просмотреть данные шитья до [S02], и выберите
4
автоматическое выравнивание материала. Выберите "without automatic material alignment" ("без
автоматического выравнивания материала") используя клавишу замены данных 5.
Нажмите клавишу выбора пункта 4, чтобы просмотреть данные шитья до [S04], и выберите пе-
5
реключение числа слоев, которые будут прошиты. Выберите "-piece sewing" ("шитье части")
используя клавишу замены данных 5.
Нажмите клавишу выбора пункта 4, чтобы просмотреть данные шитья до [S22] и выберите сни-
6
жение скорости наклона манипулятора. Замените заданное значение с 8 на 9 клавишу, используя клавишу замены данных 5.
Нажмите клавишу выбора пункта 4, чтобы просмотреть данные шитья до [S2] и выберите сни-
7
жение скорости наклона манипулятора. Замените заданное значение с 8 на 4, используя клавишу замены данных 5.
После завершения процедуры установки, нажмите клавишу «READY» (готово) 2, чтобы привести
пульт управления в состояние установленной готовности, а затем запустите швейную машину.
− 77 −

Рис. 6
положение иглы
C
направление
параллельное
длине
D
) Потяните ручку линейки узкой складки в на-
правлении A, как показано на рис. . Когда
Вы уберете линейку от материала, сложите
материал вдвое (пунктирная линия) как показано на рис. 5 и прошейте, прижимая материал в направлении против направителя.
Для первой части материала рекомендуется
сложить материал вдвое и прогладить утюгом заранее, чтобы сделать линию отсчёта,
которая будет использоваться, чтобы сложить материал на швейной машине.
2) Поместите п е р в у ю часть м а т е риала на
лицевую сторону левой стороны линейки
ширины подгибания складок (см. рис. ),
переместите ручку в направление B таким
оброзо м, чтобы вставить лине йку узкой
складки под материал (см. рис. ), и гарантируйте направляющий рельс с магнитом
(см. рис. 2). Поместите верхний край материала относительно направления шитья в
положении входа иглы, нажмите пусковой
выключатель или нажмите педаль, чтобы
начать шить. Рекомендуется вести материал правой или левой рукой во время шитья,
чтобы достигнуть аккуратного завершения.
) Устано в ите сначала давление нижн е го
манипулятора с 90 до 20. Затем отрегулируйте его в соответствии с материалом,
который будет использоваться. Наиболее
подходящая скорость шитья 2000 - 2500 sti/
min.
4) Если гребни узких складок деформируются,
отрегулируйте величину верхней подачи.
5) Линейка ширины подгибания складок бывает четырех различных типов S, A, B и C. Типовая линейка S для узких складок с более
низким гребнем. Линейка C типа для узких
складок с более высоким гребнем. Замените линейку согласно характеристик узкой
складки.
6) Как показано на рис. , зазор между линейкой узкой складки и линейкой ширины подгибания складок сильно влияет на качество
отделки узких складок.
Когда Вы размещаете материал на машине,
убедитесь, что проверили, что материал
двигается гладко. Если материал не двигается гладко, согните линейку узкой складки
вручную, чтобы исправить это должным образом.
7) Для условий шитья, при которых высота
гребня узких складок C более 5 мм как показано на рис. 6, установите часть D материала сначала до той же самой ширины как
на рисунке, а затем начинайте шить.
C
− 78 −

*
. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ
1. Регулировка рычага подъема прижимной лапки
) Максимальный подъем прижимной лапки
1
2
3
4
посредством рычага подъема прижимной
лапки составляет 0 мм.
2) Подъем прижимной лапки может быть отрегулирован посредством регулировочного
винта 1 поднимающего рычага прижимной
лапки.
) Чтобы увеличить подъем прижимной лапки,
снова отрегулируйте его, ослабив гайку 2 и
регулировочный винт 1.
Если Вы запускаете швейную машину с
прижимной лапкой
щью рычага прижимной лапки, игольница может удариться о шагающую
прижимную лапку 4. Поэтому будьте
осторожны.
Когда Вы изменили установку [U25] на "Material
placement with the needle lowered" ("Размещению
материала с опущенной иглой") как описано в
"^-14. [U24] Размещение материала с опущен-
ной иглой" на странице 58
жимной лапки с помощью рычага прижимной
лапки. Если ее не отрегулируете, то игольница
придет в соприкосновение с прижимной лапкой
и шагающей прижимной лапкой, когда игольница опустится при нажатии кнопки пуска. Поэтому необходимо отрегулировать высоту прижимной лапки.
поднятой с помо-
3
, снизьте высоту при-
2. Натяжение нити
1
A
B
2
C
D
3
E
F
1. Регулировка натяжения игольной нити
) Длина нити, остающейся в игле после об-
резки нити, сокращается при повороте гайки, регулирующей натяжение нити № 1 по
часовой стрелке A.
2) Длина вышеупомянутой нити увеличивается при повороте гайки, регулирующей натяжение нити № против часовой стрелки B.
) Натяжение игольной нити увеличивается
при повороте гайки, регулирующей натяжение нити № 2 2 по часовой стрелке C.
4) Натяжение уменьшается, при повороте гайки, регулирующей натяжение нити № 2 против часовой стрелки D.
2. Регулировка натяжения катушечной нити
) Натяжение катушечной нити увеличивает-
ся при повороте пружины, регулирующей
натяжение катушечной нити 3 по часовой
стрелке E.
2) Натяжение уменьшается при повороте пружины, регулирующей натяжение катушечной нити против часовой стрелки F.
− 79 −− 79 −

3. Пружина натяжного приспособления нити
1. Чтобы изменить ход пружины натяжного при-
способления нити
) Ослабьте установочный винт 2 в гнезде шты-
4
ря натяжения.
2) Ход увеличивается при повороте штыря натяжения 3 по часовой стрелке A.
) Ход уменьшается при повороте штыря натя-
жения против часовой стрелки B.
2. Чтобы изменить давление пружины натяжного
приспособления нити
) Ослабьте установочный винт 2, и удалите ре-
гулятор натяжения нити 5.
2) Ослабьте установочный винт 4 в штыре натяжения.
) Давление пружины натяжного приспособле-
ния нити увеличивается при повороте штыря
натяжения 3 по часовой стрелке A.
4) Натяжение уменьшается при повороте пружины, регулирующей натяжение нити против
часовой стрелки B.
A
B
5
1
2
1
3
4. Рычаг подъема прижимной лапки
) Чтобы остановить прижимную лапку в под-
нятом положении, поверните рычаг подъема прижимной лапки 1 в направлении A.
2) Прижимная лапка поднимается на 5 мм и
останавливается. Прижимная лапка возвра-
1
B
A
щается к своему первоначальному положению при повороте рычага подъема прижимной лапки вниз в направлении B.
) Прижимная лапка может быть поднята при-
близительно на 0 мм посредством рычага
подъема прижимной лапки.
1
1
5. Регулировка давления прижимной лапки
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Ослабьте гайку 2. Давление прижимной
лапки увеличивается при повороте регулятора пружины прижимной лапки 1 по часо-
A
B
1
h
2
вой стрелке A.
2) Натяжение уменьшается при повороте гайки, регулирующей натяжение пружины против часовой стрелки B.
) После регулирования затяните гайку 2.
4) Для обычной ткани стандартная высота h
регулятора пружины прижимной лапки составляет приблизительно 45 мм.
Если давление прижимной лапки и шагающей прижимной лапки слишком высокое, прижимная лапка может быть не
в состоянии подойти к своему самому
высокому положению, когда используется автоматическое подъемное приспособление.
− 80 −

6. Регулировка давления шагающей прижимной лапки
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Давление шагающей прижимной ла п к и
увеличивается при нажатии вращающейся
3
1
2
) Отрегулируйте давление шагающей прижимной лапки согласно типу материала и процессу,
обращаясь к стандартной величине, полученной как описано выше.
кнопки регулировки давления 1 шагающей
прижимной лапки и при ее вра щении по
часовой стрелке или уменьшается при ее
вращении против часовой стрелки. (Убедитесь, что поворачиваете кнопку регулировки давления шагающей прижимной лапки и
надавливаете на эту кнопку при этом.)
2) Стандартное давление шагающей прижимной лапки достигается, когда пружинное
упорное кольцо 3 (серебряное), расположе нное в кр углом отверстии в пружине
регулятора давления совмещается с белой
линией на гайке, регулирующей давление
, когда вращающаяся кнопка регулировки
2
давления 1 шагающей прижимной лапки
нажата.
Если давление шагающей прижимной лапки является слишком большим, или давление прижимной лапки ниже чем давление шагающей прижимной лапки, прижимная лапка может
подняться выше стандартного положения. В этом случае, прижимная лапка, возможно, не
будет обеспечивать адекватную эффективность подачи или может повредить материал. Поэтому будьте осторожны.
7. Регулировка натяжного приспособления для нити с помощью рычага натяжного приспособления для нити
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) При шитье тяжелой ткани, увеличьте вели-
A
B
1
C
чину натяжения натяжного приспособления
для нити, перемещая нитенаправитель натяжного приспособления 1 влево A.
2) При шитье легкой ткани, уменьшите величину натяжения натяжного приспособления
для нити, перемещая нитенаправитель натяжного приспособления 1 вправо B.
) Стандартное положение игольного нитена-
правителя 1 получается при совмещении
маркерной линии C с центром винта.
− 8 −

8.
Как отрегулировать количество масла (разбрызгивание масла) в крючке
ПРЕДОСТЕРЕЖЕНИЕ:
Крючок вращается с высокой скоростью, так как количество масла должно проверяться
во время работы машины. Будьте очень осторожны, когда регулируете количество
масла, чтобы не получить травму.
Бумага для подтверждения количества масла
1
(разбрызгивание масла)
Около 25 мм
Около 70 мм
* Используйте любую имеющуюся бумагу
независимо от ее качества.
ПРЕДОСТЕРЕЖЕНИЕ:
Бумага для подтверждения
разбрызгивания масла
Положение бумаги для подтверждения
2
количества масла (разбрызгивание масла)
Крючок
Примерно от
3 до 10 мм
* Разместите бумагу для подтверждения количества
масла (разбрызгивание масла) под крючком.
Передняя втулка приводного вала крючка
Основание
Расположите бумагу
рядом с лицевой
поверхностью
основания
Масляный
резервуар
Когда проверяете количество масла (разбрызгивание масла) в крючке будьте очень
осторожны и не касайтесь пальцами крючка.
1
2
5 3
) Когда Вы включаете электропитание, на-
чальный экран появляется на жидкокристаллическом дисплее 1.
2) При нажатии клавиши «Данные» 2, отображение режима запуска [S0] появляется на
жидкокристаллическом дисплее 1.
4
) Нажмите клавишу «MODE» (режим) 3, что-
бы вызвать и выбрать работу манипулятора
[U0] на экране жидкокристаллического
дисплея 1.
4) Нажмите клавишу замены данных 4,
чтобы остановить операцию манипулятора.
− 82 −

6
7
A
B
5) При нажатии клавиши «Готово» 5, следующее изображение появляется на жидкокристаллическом дисплее 1. Затем прижимная
лапка швейной машины поднимается, и светодиод 6 мигает.
6) Когда поворнете рычаг подъема прижимной
лапки в направлении A, и нажмете пусковой
выключатель 7, прижимная лапка швейной
машины опустится и головка швейной машины начнет вращаться.
7) При повторном нажатии пускового выключателя 7 после проверки количества масла
головка швейной машины останавливается.
8) После завершения проверки количества масла, поверните рычаг подъема прижимной лапки в направлении B, чтобы опустить прижимную лапку швейной машины.
* Если головка машины не достаточно разогрета, дайте машине поработать в холостом режиме при-
близительно минуты. (Умеренная прерывистая работа)
* Поместите бумага для подтверждения количества масла (разбрызгивание масла) под крючоком, в
то время как швейная машина работает.
* Проверьте, чтобы убедиться, что уровень масла в масляном резервуаре находится между HIGH
(высокий) и LOW (низкий).
* Отрезок времени, требуемый для того, чтобы проверить количество масла (разбрызгивание масла),
составляет пять секунд. (Проверьте отрезок времени с часами.)
Пример показа соответствующего количества масла
・
разбрызгивание
масла с крючка
Около 1 мм
соответствующее количество масла (мало)
разбрызгивание
масла с крючка
Около 2 мм
соответствующее количество масла (много)
) Соответствующее количество масла, пока-
занное в примере слева, должно быть точно
отрегулировано, чтобы увеличиваться или
уменьшаться в соответствии с процессом шитья. Будьте очень осторожны, чтобы чрезмерно не увеличить и не уменьшить количество
масла.
Когда слишком мало масла = крючок
・
будет заедать (крючок будет горячим).
Когда слишком много масла = изделия
・
будут пачкаться маслом.
2) Проверьте количество масла (разбрызгивание
масла) три раза (тремя листками бумаги). Отрегулируйте количество масла так, чтобы оно
не изменялось в течение трех проверок.
Регулировка количества масла (разбрызгивание масла) в крючке
・
) Количество масла (разбрызгивание масла) в
крючке увеличивается при повороте винта,
регулирующего количество масла, установленного на передней втулке приводного оси
крючка в направлении A (к “+”), или уменьшается при его повороте в направлении B (к “-”).
B
A
2) После регулировки количества масла в крючке с помощью винта, регулирующего количество масла, дайте швейной машине поработать
в холостом режиме в течение приблизительно
0 секунд. Затем проверьте количество масла
(разбрызгивание масла).
− 8 −

ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
Регулировка количества масла в раме
・
C
B
A
1
9. Соотношение иглы и крючка
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
2
) Отрегулируйте количество масла, подаваемо-
го к рычагу натяжного приспособления нити
и к кривошипу игольницы
штифт, регулирующий количество масла 1.
2) Количество подаваемого масла уменьшается,
когда маркерная точка A на штифте, регулирующем количество масла, приближается к
кривошипу игольницы 2, при повороте штифта, регулирующего количество масла, в направлении B.
) Количество подаваемого масла увеличива-
ется, когда маркерная точка A на штифте,
регулирующем количество масла, движется
в сторону от кривошипа игольницы 2, при повороте штифта, регулирующего количество
масла, в направлении C.
, поворач ивая
2
Отрегулируйте синхронизацию между иглой и
крючком следующим образом:
3
1
C
D
A
) Поверните маховик, чтобы опустить иголь-
ницу до самой низкой точки ее хода. Ослабьте установочный винт 1 соединения
игольницы.
2) Определите высоту игольницы.
B
[Для иглы DB]
Выровняйте маркерную линию A на иголь-
нице 2 с нижним концом втулки игольницы
, и затяните установочный винт 1 соеди-
3
нения игольницы.
3
4
5
[Для иглы DA]
Выровняйте маркерную линию C на иголь-
нице 2 с нижним концом втулки игольницы
A
2
B
a
) Определите установочное положение крючка.
[Для иглы DB]
, и затяните установочный винт 1 соеди-
3
нения игольницы.
a
Ослабьте три установочных винта в крючке. Поверните маховик, чтобы выровнять маркерную
линию B с нижним концом втулки игольницы 3, в то время как игольница 2 поднимается.
[Для иглы DA]
Ослабьте три установочных винта в крючке. Поверните маховик, чтобы выровнять маркерную
линию D с нижним концом втулки игольницы 3, в то время как игольница 2 поднимается.
4) В вышеупомянутом состоянии, совместите точку лезвия крюка 5 с центром иглы 4. Отрегулируйте так, чтобы обеспечивался зазор 0,04 – 0, мм (справочная величина) между иглой и
крючком, затем надежно затяните установочные винты крючка.
Если этот зазор будет меньше указанной величины, то точка лезвия крюка будет повреждена. Если зазор будет больше указанной величины, то будет происходить пропуск стежка.
* Номер детали используемого крючка 11038650 (стандарт) или 11141355 (JE). Заменяйте этот крючок
крючком с тем же самым номером детали, когда необходимо.
− 84 −

10. Нож счетчика
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
・
машины, выключите заранее электропитание машины.
Чтобы предотвратить травму или смерть, держите подальше свои руки и пальцы от лезвия ножа.
・
Чтобы предотвратить несчастные случаи, вызванные отсутствием у работников хорошего знания
・
машины или неправильной регулировкой, швейная машина должна обслуживаться квалифицированным
техником, который хорошо знаком со швейной машиной и обучен для ее обслуживания.
) Когда нож затупится, повторно заточите
a
C
b
нож счетчика 1, как показано на рис. C и
вновь установите его должным образом.
2) Когда нож счетчика переместится вправо
A
длина нити, остающейся после обрезки,
1
c
становится больше стандартной длины изза длины перемещения ножа.
) Когда нож счетчика переместится влево B,
длина нити становится короче стандартной
1
B
A
длины из-за длины перемещения ножа.
Двигающийся нож
a
Центр иглы
b
Стандарт: 4 мм
c
11. Регулировка синхронизации подачи
от стандартного положения установки,
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Удалите резиновую затычку 1 и выполните
регулировку.
После завершения регулировки, обработайте герметиком резиновую затычку
и установите ее на место.
1
2) Ослабьте установочные винты 3 и 4 в кулачке эксцентрика подачи 2 и переместите
1
4
2
(Стандарт)
Игла
Упор для
изменения
3
скорости подачи
(Синхронизация подачи
усовершенствуется
(ускоряется))
(Синхронизация подачи
замедляется)
Игольная
пластинка
кулачок эксцентрика подачи в направлении
стрелки или в противоположного стрелке
направлении для регулировки. Затем надежно затяните установочные винты.
)
Чтобы отрегулировать синхронизацию до
стандартного состояния, добейтесь в результате регулировки того, чтобы верхняя
сторона упора для изменения скорости подачи и верхний конец игольного ушка совмещались с верхней стороной игольной пластинки, когда упор для изменения скорости
подачи опускается под игольную пластинку.
4) Чтобы усовершенствовать (ускорить) синхрониз ацию подачи с цель ю предотвращения неравномерной подачи материала,
переместите кулачок эксцентрика подачи в
направлении стрелки.
5) Чтобы замедлить синхронизацию подачи с
целью получения хорошо натянутых швов,
переместите кулачок эксцентрика подачи в
противоположном стрелке направлении.
Если переместите кулачок эксцентрика подачи слишком далеко от стандартного положения,
то игла сломается.
− 85 −

12. Наклон упора для изменения скорости подачи
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Стандартный наклон (горизонтальный) упо-
(Передняя часть
A
B
1
поднимается)
(Стандарт)
Игольная
пластинка
) Чтобы отрегулировать наклон упора для изменения скорости подачи так, чтобы ее задняя
часть была поднята с целью предотвращения неравной подачи материала, поверните ось в направлении противоположном стрелке на 90º.
Когда Вы отрегулировали наклон упора для изменения скорости подачи, высота упора для
изменения скорости подачи может измениться. Поэтому перепроверьте высоту упора для изменения скорости подачи.
ра для изменения скорости подачи получается, когда маркерная точка A на оси подающей тяги совмещается с частью B ручки
основания подающей тяги 1.
2) Чтобы отрегулировать наклон упора для
изменения скорости подачи так, чтобы ее
передняя часть была поднята с целью предотвращения стягивания строчки, ослабте
установочный винт, вставьте отвертку в ось
подающей тяги и поверните ось в направлении стрелки на 90º.
13. Высота упора для изменения скорости подачи
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Величина выступа упора для изменения ско-
1
2
0,7 – 0,8 мм
Упор для
изменения
скорости
подачи
Игольная
пластинка
рости подачи из игольной пластинки было
отрегулирована на заводе до 0,7 – 0,8 мм во
время отгрузки.
2) В случае шить я легкого мате риала может
происходить собирание стежков, если величина выступа упора для изменения скорости
подачи является чрезмерной.
) Чтобы отрегулировать высоту упора для из-
менения скорости подачи
Ослабте зажимной винт 2 в ручке управ-
1
ления подачи 1.
Отрегулируйте высоту упора для измене-
2
ния скорости подачи, перемещая подающую
тягу вверх или вниз.
Надежно затяните зажимной винт 2.
3
14. Боковое положение упора для изменения скорости подачи
) Отрегулируйте боковое положение упора
для изменения скорости подачи 1 так, чтобы правые и левые зазоры А между упором
2
1
для изменения скорости подачи 1, и щели
в игольной пластинке 2 были параллельны
и равны, посредством установочных винтов
в упоре для изменения скорости подачи.
3
После регулировки надежно закрепите упор
для изменения скорости подачи, затягивая
установочные винты.
3
AA
− 86 −

15.
Предосторожности, которые должны быть предприняты для
исправления продольного положения шагающей прижимной лапки
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной
машины, выключите заранее электропитание машины.
) Стандартное боковое положение шагаю-
щей прижимной лапки достигается, когда
зазор мм обеспечивается в части A, за
A
AB
счет увеличения величины верхней подачи
и приближения шагающей прижимной лапки к переднему предельному положению
его хода. Отрегулируйте продольное положение шагающей прижимной лапки, чтобы избежать ненормальной шумовой или
дополнительной нагрузки, в то время как
швейная машина работает.
2) Чтобы управлять швейной машиной с продольным положением шагающей прижимной лапки, немного смещенной, убедитесь,
что гарантировали зазор в мм или больше
в частях A и B с максимальной величиной
подачи.
− 87 −

(
. ОБСЛУЖИВАНИЕ И ОСМОТР
1. Осушение регулятора фильтра
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной машины, выключите
электропитание машины и удостоверьтесь, что машина не работает, даже когда Вы нажимаете педаль запуска.
2. Очистка датчика
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной машины, выключите
электропитание машины и удостоверьтесь, что машина не работает, даже когда Вы нажимаете педаль запуска.
2
1
) Осушите регулятор 1 прежде, чем исполь-
зовать швейную машину, чтобы удалить
воду из регулятора. (Ослабьте ручку 2,
чтобы оссушить регулятор.)
2) Вода, находящаяся внутри, воздействует на
узлы с пневматическим управлением. Поэтому будьте осторожны.
) Когда воздушное давление падает, выклю-
чатель манометра для регулятора 1 активируется, что вызывает ошибку.
) Когда датчик запылится, может произойти
2) Когда датчик запачкается маслом, пыль
3. Смазка части ролика манипулятора
ПРЕДОСТЕРЕЖЕНИЕ:
Чтобы избежать возможного несчастного случая при неожиданном запуске швейной машины, выключите
электропитание машины и удостоверьтесь, что машина не работает, даже когда Вы нажимаете педаль запуска.
верхний манипулятор
) Если часть верхнего / нижнего манипуля-
сбой. Сдуваййте пыль с линзы, щелей, угловой части позади датчика, и отражающей
пластины с помощью воздуходувки, поставляемой вместе с изделием.
легко соберется на нем. Если датчик всетаки запачкается маслом, очистите его немедленно с помощью бензина.
Особенно тщательно вымойте щель в
датчике игольной пластинки.
тора издает ненормальный шум, нанесите
небольшое количество смазки на часть оси.
(Части показаны с жирными стрелками на
иллюстрации.)
нижний манипулятор
− 88 −

4. Замена плавких предохранителей
ПРЕДОСТЕРЕЖЕНИЕ:
1. Чтобы предотвратить несчастные случаи, вызванные поражением электрическим током,
убедитесь, что выключили электропитание швейной машины и подождите пять минут
прежде, чем открыть крышку.
2. Перед тем, как открыть крышку блока управления, убедитесь, что выключили
электропитание с помощью выключателя электропитания, и замените плавкий
предохранитель новым определенной емкости.
Используются предохранителя
1
2
3
Для защиты шагового электромотора
1
5 А (предохранитель выдержки времени)
Для защиты шагового электромотора и соленоида
2
,5 А (предохранитель выдержки времени)
Для защиты блока управления
3
2 А (предохранитель быстрого действия)
5. Список дополнительных частей для АЕ-200A
Название части Номер части
Устройство узкой складки 4008862
Блок с двумя педалями 40084064
Устройство для обнаружения количества нити, остающейся на катушке 4008862
Укладчик 40088624
Электрическое устройство для намотки нити на катушки 40088627
Датчик 4/4 для тяжелых тканей 400840
Выравниватель края настила 4/4 для тяжелых тканей 4008822
Датчик 2/2 для легких тканей 4008402
Выравниватель края настила 2/2 для легких тканей 400882
Устройство обнаружения порыва нити 4008862
Игольная пластинка для легких тканей 228860
Упор для изменения скорости подачи для легких тканей 2288700
Уретановый верхний упор для изменения скорости подачи 4008825
Выравниватель края настила 4/4 для маленьких изгибов 8076257
Выравниватель края настила 4/2 для маленьких изгибов 807656
Выравниватель края настила 2/2 для маленьких изгибов 8076059
Трансформатор высокого напряжения 40005422
− 89 −

6. Список кодов ошибок
Код ошиб-киПикто
грамма
Описание ошибки
Как испра-
вить
Экран,
восстанов
ленный после
перезагрузки
E00
E007
E00
E0
E050
E052
Сообщение об инициализации EEP-ПЗУ на главном блоке управления процессом
Сообщает, что EEP-ПЗУ было автоматически инициализировано, так как не было данных записанных на EEPПЗУ, или записанные данные были повреждены
Блокировка мотора главной оси
Когда шьете материал, который оказывает сильное сопротивление игле
Смещение игольницы с верхнего положения
Когда игла не в состоянии остановиться в ее верхнем
положении, даже если Вы попытались остановить
швейную машину с ее поднятой иглой при запуске швейной машины
Падение воздушного давления
Выключатель машины
Когда выключатель был нажат во время запуска швейной машины
Обнаружение обрыва нити
Когда игольная нить порвалась
Выклю
чить питание
Выклю
чить питание
Запуск после
перезагру
зки
Запуск после
перезагру
зки
Запуск после
перезагру
зки
Запуск после
перезагру
зки
Стандартный
экран
Стандартный
экран
E06
E062
E072
E02
E0
E499
Ошибка данных переключения памяти
Когда данные переключения памяти повреждены или
необходимо их обновление или проверка
Ошибка данных шитья
Когда данные шитья повреждены, или необходимо их
обновление или проверка
Ошибка блокировки мотора (во время обрезки нити)
Подтверждение
Когда датчик наклона головки машины отключен
Ошибка датчика Z-фазы главной оси
Ненормальное состояние датчика Z-фазы для кодирующего устройства мотора швейной машины
Дефектная установка давления нижнего манипулятора
Когда шаг нижней подачи составляет 2,5 мм или больше, ошибка происходит, если давление нижнего манипулятора установлено на 65 или меньше.
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Запуск после
перезагру
зки
Выклю
чить питание
Запуск после
перезагру
зки
Стандартный
экран
Стандартный
экран
E70
Подключение пульта управления к несоответствующей
швейной машине (ошибка модели)
Когда модельные коды систем не согласуются во время
первоначального взаимодействия
− 90 −
Выклю
чить питание

Код ошиб-киПикто грам-
ма
Описание ошибки
Как испра-
вить
Экран,
восстанов
ленный после
перезагрузки
E704
E70
E7
E7
E80
E802
Системное несоответствие версии
Когда версии программного обеспечения и программного обеспечения системы не согласовываются во время
первоначального взаимодействия
Сбой или обрыв фазы кодирующего устройства мотора
главного оси
Когда кодирующее устройство мотора швейной машины
не в порядке
Дефектный датчик отверстия мотора главной оси или
датчик положения
Когда датчик отверстия или датчик положения для мотора швейной машины являются дефектными
Обратное вращение мотора главной оси
Когда мотор швейной машины вращался в обратном направлении
С разомкнутой фазой источника питания
Когда у источника входной мощности разомкнутая фаза
Мгновенное детектирование прекращения подачи энергии
Когда источник входной мощности был мгновенно отключен
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
E8
E8
E90
E902
E90
E904
Перенапряжение
Когда напряжение источника входной мощности увеличилось до 280В или больше
Низкое напряжение
Когда напряжение источника входной мощности уменьшилось до 50В или меньше
Ненормальная дифференциальная фазовая модуляция
главного мотора
Когда дифференциальная фазовая модуляция блока управления процессом сервоуправления ненормальная
Перегрузка по току мотора главной оси
Когда слишком большой электроток был подан в мотор
швейной машины
Ненормальный источник питания шагового мотора
Когда мощность источника питания шагового мотора для
блока управления процессом сервоуправления колеблется на ± 5 % или больше
Ненормальный источник питания соленоида
Когда мощность источника питания соленоида для блока
управления процессом сервоуправления колеблется на ±
5 % или больше
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
Выклю
чить питание
E95
E96
Ненормальное взаимодействие между пультом управления и главным центральным процессором
Когда возникли затруднения при передаче данных
Ненормальное взаимодействие между центральным
процессором главной оси и главным центральным процессором
Когда возникли затруднения при передаче данных
− 9 −
Выклю
чить питание
Выклю
чить питание
Код ошиб-киПикто грам-
ма
Описание ошибки
Как испра-
вить
Экран,
восстанов
ленный после
перезагрузки
E94
E946
E998
E999
Дефектное EEP-ПЗУ на главном блоке управления процессом
Когда данные не могут быть записаны в EEP-ПЗУ
Дефектная запись в последовательную EEP-ПЗУ
Когда данные не могут быть записаны в последовательную EEP-ПЗУ
Ошибка начала отсчета устройства для обнаружения
количества нити, остающейся на катушке
Ошибка начала отсчета верхней сборки
Выклю
чить питание
Запуск после
перезагру
зки
Выклю
чить питание
Запуск после
перезагру
зки
− 92 −

7. Таблица записи установочных данных для АЕ-200А
2 4 5 6 7 8 9 0
Название шитья
Номер шаблона 2
Процесс (двухслойное соединение, узкая складка)
Название изделия
Тип ткани
Игольная нить, тип и номер нити
Катушечная нить, тип и номер нити
Игла, тип и номер DBx№ DBx№
Ширина края соединения (мм) - ×5мм
Длина стежка швейной машины 2,5мм 2,5мм
Высота регулировки пружины прижимной лапки 45мм 45мм
Кнопка для регулировки шагающей прижимной лапки
Пункт функциональной установки
Пункт
S20 Увеличение скорости верхнего манипулятора 8 8 8 8
S2
Уменьшение скорости верхнего манипулятора
S22 Увеличение скорости нижнего манипулятора 8 9 8 8
S2
Уменьшение скорости нижнего манипулятора
S24 Уровень обнаружения ворса ткани 0 0
Установка части прерывистой регулировки
S25
давления манипулятора
Количество стежков для прерывистого
S26
интервала давления верхнего манипулятора
оличество стежков для прерывистого
S27
интервала давления нижнего манипулятора
S28 Скорость А машины (кролик) 500 2500 500 500
S29 Скорость В машины (черепаха) 500 500 500 500
S0 Начало шитья – Выбор закрепки строчки Без Без Без Без
S
Начало шитья – количество стежков закрепки строчки - А
S2
Начало шитья – количество стежков закрепки строчки - B
S
Начало шитья – состояние манипулятора закрепки строчки
S4 Окончание шитья – выбор закрепки строчки Без Без Без Без
S5
Окончание шитья – количество стежков закрепки строчки - С
S6
Окончание шитья – количество стежков закрепки строчки - D
S7
Окончание шитья – состояние манипулятора закрепки строчки
S40 Часть А – размер сборки - - - -
S40 Часть А – пропорция сборки
S4 Скорость А части головки машины 500 500 500 500
S42
Положение А переключения сборки (количество стежков)
S4 Часть B – размер сборки - - - -
S4 Часть B – пропорция сборки - - - -
S44 Скорость B части головки машины - - - -
S45
Положение B переключения сборки (количество стежков)
S46 Часть C – размер сборки - - - -
S46 Часть C – пропорция сборки - - - -
S47 Скорость C части головки машины - - - -
S48
Положение C переключения сборки (количество стежков)
S49 Часть D – размер сборки - - - -
S49 Часть D – пропорция сборки - - - -
S50 Скорость D части головки машины - - - -
S5
Положение D переключения сборки (количество стежков)
S80 Часть А – давление верхнего манипулятора 70 - 00 00 00 00
S8 Часть А – давление нижнего манипулятора
Позиция А переключения верхнего/ нижнего
S82
манипулятора (количество стежков)
S8 Часть B – давление верхнего манипулятора - - - -
S84 Часть B – давление нижнего манипулятора - - - -
Позиция B переключения верхнего/ нижнего
S85
манипулятора (количество стежков)
S86 Часть C – давление верхнего манипулятора - - - -
S87 Часть C – давление нижнего манипулятора - - - -
Позиция C переключения верхнего/ нижнего
S88
манипулятора (количество стежков)
S89 Часть D – давление верхнего манипулятора - - - -
S90 Часть D – давление нижнего манипулятора - - - -
Позиция D переключения верхнего/ нижнего
S9
манипулятора (количество стежков)
S0 Выбор работы укладчика
S Положение работы укладчика - - - -
S2 Выбор количества операций укладчика - - - -
Описание
Состояние при
отгрузке с завода
Двухслой
ное шитье
ткань плотного
переплетения с
глянцевой отделкой
Крученая нить №60 Крученая нить №60
Крученая нить №60 Крученая нить №60
5мм 5мм
установки
0 -0
00 - 0 00 - 0
Выбор технических
характеристик
Состояние при
отгрузке с завода
узкая
складка
ткань плотного
переплетения с
глянцевой отделкой
8 8 8 8
8 4 8 8
Без
установки
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
0 0 0 0
- - - -
- - - -
- - - -
0 0 0 0
- - - -
- - - -
- - - -
Выбор технических
характеристик
Двухслой
ное шитье
Без
0 0 0
Без
установки
00 00
- -
установки
Двухслой
ное шитье
Без
− 9 −
 Loading...
Loading...