

Page 1

ITALIANO
AE-200A
MANUALE D’ISTRUZIONI
Page 2

INDICE
!
. MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE ......1
Precauzioni per l'uso ................................................................................................................................ 1
@
. CONFIGURAZIONE DELLA MACCHINA ......................................................................2
#
. DESCRIZIONE ...............................................................................................................3
1. Caratteristiche ...................................................................................................................................... 3
2. Caratteristiche tecniche ........................................................................................................................ 3
$
. INSTALLAZIONE ...........................................................................................................4
1. Altezza del tavolo .................................................................................................................................. 4
2. Tavolo ausiliario .................................................................................................................................... 5
3. Installazione del tavolo ausiliario al tavolo della macchina per cucire ........................................... 5
4. Installing the operation panel mounting plate .................................................................................... 5
5. Collegamento del pannello operativo ................................................................................................ 6
6. Lubricazione ........................................................................................................................................ 7
7. Installazione del portalo ..................................................................................................................... 7
8. Rimozione dei coperchi ....................................................................................................................... 8
9. Inlatura della testa della macchina .................................................................................................... 9
10. Regolazione della lunghezza del punto........................................................................................... 10
11. Posizionamento dell'ago ................................................................................................................... 10
12. Inserimento della bobina .................................................................................................................. 11
13. Collegamento e regolazione della fonte di aria .............................................................................. 11
%
. INSTALLAZIONE DEI DISPOSITIVI OPZIONALI ........................................................12
1. Installazione dell'unità a 2 pedali ...................................................................................................... 12
2. Installazione dell'impilatore ................................................................................................................ 13
3. Installazione e regolazione dell'avvolgibobina ................................................................................. 21
4. Montaggio del dispositivo di rilevamento della rottura del lo e impostazione del pannello
operativo .............................................................................................................................................23
5. Installazione del dispositivo di rilevamento della quantità rimanente di lo della bobina ......... 26
^
. USO DEL PANNELLO OPERATIVO ............................................................................33
1. Spiegazione circa gli interruttori sul pannello operativo ................................................................ 33
2. Funzionamento di base della macchina per cucire ......................................................................... 35
3. Selezione del modello di cucitura ..................................................................................................... 37
4. Avvolgimento della bobina ................................................................................................................38
5. Uso del contatore ................................................................................................................................ 40
6. Cambiamento dei dati di cucitura ..................................................................................................... 41
7. Uso del modello di cucitura di valore iniziale .................................................................................. 42
8. Elenco dei dati di cucitura .................................................................................................................. 43
9. Copiatura del modello di cucitura ..................................................................................................... 50
10. Uso del tasto PATTERN REGISTRATION ........................................................................................51
11. Uso del tasto PARAMETER REGISTRATION ................................................................................... 52
12. Effettuazione del cucitura del ciclo ................................................................................................ 53
13. Cambiamento dei dati di interruttore di memoria .......................................................................... 55
14. Elenco dei dati di interruttore di memoria ...................................................................................... 56
15. Impostazione delle arricciature superiori ...................................................................................... 60
16. Impostazione della pressione del manipolatore ............................................................................ 61
i
Page 3

17. Uso dell'insegnamento ..................................................................................................................... 62
18. Correzione del potenziometro di lettura della quantità di trasporto inferiore ............................. 64
&
. MANIPOLAZIONE E REGOLAZIONE DELLE PARTI .................................................65
1. Regolazione dello slittamento del materiale e della pressione del manipolatore ......................... 65
2. Aria sofata per il trasporto ausiliario del materiale ........................................................................ 69
3. Interruttore area di lavoro ................................................................................................................... 69
4. Sensore del bordo del materiale ....................................................................................................... 70
5. Regolazione della distanza dal margine ........................................................................................... 70
6. Regolazione dell'altezza del rullo del manipolatore superiore ....................................................... 71
7. Dispositivo pin tuck S200 per la AE-200A ........................................................................................ 72
*
. REGOLAZIONE DELLA MACCHINA PER CUCIRE ...................................................79
1. Regolazione della leva di sollevamento del piedino premistoffa ................................................... 79
2. Tensione del lo .................................................................................................................................. 79
3. Molla tiralo ......................................................................................................................................... 80
4. Leva di sollevamento del piedino premistoffa ................................................................................ 80
5. Regolazione della pressione del piedino premistoffa .................................................................... 80
6. Regolazione della pressione del piedino mobile ............................................................................. 81
7. Regolazione della quantità di estrazione del lo tramite la leva tiralo ....................................... 81
8. Come regolare la quantità di olio (spruzzi di olio) nel crochet ...................................................... 82
9. Relazione fase ago-crochet ............................................................................................................... 84
10. Controlama ....................................................................................................................................... 85
11. Regolazione del tempismo di trasporto .......................................................................................... 85
12. Inclinazione della griffa di trasporto ................................................................................................ 86
13. Altezza della griffa di trasporto ........................................................................................................ 86
14. Posizione laterale della griffa di trasporto ...................................................................................... 86
15. Precauzioni da prendere quando si corregge la posizione longitudinale del piedino mobile .. 87
(
. MANUTENZIONE E CONTROLLO ..............................................................................88
1. Svuotamento del ltro-regolatore ...................................................................................................... 88
2. Pulizia del sensore .............................................................................................................................. 88
3. Lubricazione della sezione di rullo del manipolatore ................................................................... 88
4. Sostituzione del fusibile .................................................................................................................... 89
5. Elenco delle parti opzionali per la AE-200A .....................................................................................89
6. Lista del codici di errore ..................................................................................................................... 90
7. Carta di registrazione dei dati di impostazione per la AE-200A ..................................................... 93
ii
Page 4

!
.
MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE
Gli articoli seguenti devono essere controllati ogni giorno lavorativo prima di mettere in
funzione la macchina e prima dell'inizio delle ore lavorative.
1. Assicurarsi che la coppa dell'olio sia riempita di quantità predeterminata di olio.
2. Non fare funzionare mai la macchina a meno che la coppa dell'olio non sia stata riempita di olio.
3. Assicurarsi che il misuratore di pressione indichi la pressione dell'aria designata di 0,5 MPa.
* (Questo controllo è necessario in particolare quando il compressore è arrestato per un interval-
lo per colazione o qualcosa di simile.)
Se la pressione dell'aria compressa è minore o uguale al valore designato, inconvenienti quali
interferenza tra le parti può vericarsi. Perciò, è necessario controllare attentamente la pressione
dell'aria compressa.
4. Controllare se c'è bisogno di rifornire il lo dell'ago/lo della bobina.
5. Quando si esegue la cucitura immediatamente dopo aver acceso l'interruttore dell'alimentazione,
effettuare la cucitura di prova prima, poi procedere con la cucitura dei prodotti reali dopo la cucitura di prova.
6. Al ne di impedire il mancato rilevamento da parte del sensore, assicurarsi di pulire li di scarto
intorno al sensore per mezzo di un fucile ad aria compressa una o più volte al giorno.
Precauzioni per l'uso
1. Per un materiale largo, piegare il materiale verso l'operatore e cucirlo mettono la mano sul materiale. Se non si guida il tessuto a mano durante la cucitura, il materiale potrebbe deformarsi alla
ne della cucitura.
2. Anche per la cucitura di alcuni modelli di cucitura, potrebbe essere necessario mettere la mano
sul materiale alla ne della cucitura.
3. Vite di ssaggio per la base della barra del pressore
) Non allentare mai la vite di fissaggio 1 nella
base della barra del pressore. Se essa è allentata, il tempismo di movimento del piedino mobi-
1
le cambierà da quella corretta.
2) Quando è veramente necessario allentare la
vite di ssaggio 1, essa deve essere allentata
quando il piedino mobile si abbassa e viene a
contatto con la supercie della placca ago.
− −
Page 5

@
. CONFIGURAZIONE DELLA MACCHINA
D
O
N
P
L
M
T
H
G
B
Q
K
A
C
I
E
S
F
J
Testa della macchina (DLU-5498N-7)
A
Interruttore di avvio
B
Pannello operativo
C
Portalo
D
Manipolatore superiore
E
Tavolo ausiliario
F
Tavolo della macchina per cucire
G
Interruttore dell'alimentazione
H
Centralina di controllo
I
Supporto a T
J
R
Avvolgibobina
K
SC (regolatore di velocità) dell'aria sofata
L
Supporto a T
M
Dispositivo impilatore SS52 (opzionale)
N
Barra di sicurezza (opzionale)
O
Interruttore della valvola dell'aria
P
Sensore del bordo del materiale
Q
Unità a 2 pedali (opzionale)
R
Avvolgibobina (opzionale)
S
Pistola per aria compressa
T
− 2 −
Page 6

#
. DESCRIZIONE
Questa macchina automatica consiste di macchina per cucire a punto annodato, trasporto inferiore e superiore variabile con rasalo automatico, alzapiedino automatico, manipolatori inferiori e superiori che controllano il bordo del materiale con precisione, centralina di controllo che controlla l'intero sistema, pannello
operativo e tavolo ausiliario.
(La testa della macchina per cucire è DLU-5498N-7 specicamente sviluppata per la AE-200A.)
Il dispositivo impilatore (SS52), l'unità a 2 pedali, l'avvolgibobina e il dispositivo di rilevamento della quantità rimanente di lo della bobina sono forniti come opzioni.
1. Caratteristiche
) Funzionamento facile che non richiede abilità particolari (anche un operatore inesperto può effettuare
il lavoro equivalente a quello da un operatore esperto.)
2) L'efcienza aumentata è promessa. (La riorganizzazione di due pezzi di tessuto è richiesta durante il
lavoro manuale. Questa macchina elimina una tale riorganizzazione, riducendo così il tempo richiesto
per la cucitura.)
) Assicura l'alta qualità, migliorando così l'afdabilità. (La macchina per cucire unisce le parti con un ac-
curato allineamento della distanza dal margine, ottenendo così ottimi prodotti con qualità costante.)
4) La macchina per cucire permette all'operatore di azionarla dalla sua fronte laterale automaticamente o
manualmente per mezzo del pedale o in piedi o seduto.
5) L'unità a 2 pedali assicura il posizionamento preciso del materiale sulla macchina per cucire.
6) La distanza dal margine può essere impostata entro la gamma da a 0 mm.
7) Il trasporto irregolare del materiale può essere regolato facilmente.
2. Caratteristiche tecniche
Velocità di punto 200 - .500 sti/min
2 Lunghezza del punto 0 - 4 mm
Quantità di trasporto superiore 8 mm (Max)
4 Alzata piedino premistoffa (max) 0 mm (Pneumatico)
5 Distanza dal margine - 0 mm
6 Ago da utilizzare DBx #9 - #8 (Standard: #), 4 #75 (Tipo JE)
7 Condizioni di cucitura
A) Cucitura della curva
B) Misura del materiale
C) Numero di strati di materiale
8 Assorbimento 220VA
9 Alimentazione Trifase 200 - 240 V
0 Altezza del tavolo Regolabile fra 820 - .020 mm (Standard: 97 mm)
Dimensioni della macchina per cucire 2.75 (lunghezza) x .200 (larghezza) x .50 (altezza) (mm)
Tavolo ausiliario Standard: .200 (lunghezza) x 550 (larghezza) mm
2 Impilatore SS52 Tipo trattenimento costante del pezzo in lavorazione
Unità a 2 pedali Dotata di interruttore di sollevamento/abbassamento del piedino premi-
4 Peso 5 kg (quando tutte le opzioni sono installate)
5 Rumorosità Dichiarazione
00 mm R o più
.500 (lunghezza) x 500 (larghezza) o meno
2 o
Monofase 200 - 240 V
stoffa e interruttore di avvio a 2 stadi; commutazione velocità alta/bassa
- Livello di pressione acustica (LPA) dell'emissione continua equivalente dell'ambiente lavorativo :
Valore ponderato A di 80 dB ; (Include KPA = 2,5 dB); secondo la norma
ISO 082- C.6. -ISO 204 GR2, al ciclo di cucitura: 4 s attivato e 7 sal ciclo di cucitura: 4 s attivato e 7 s
disattivato.
− −
Page 7

$
. INSTALLAZIONE
1. Altezza del tavolo
3
3
:
L'altezza del tavolo può essere regolata entro la
gamma da 820 a 020 mm. L'altezza standard è di
97 mm.
) Installare il supporto del tavolo su un posto pia-
no.
2) Le rotelle 1 vengono fissate abbassando le
leve 2.
) Allentare i sei bulloni 3 montati sulla gamba de-
stra e sinistra del supporto del tavolo per regolare l'altezza del tavolo.
ATTENZIONE
Quando si regola l'altezza del tavolo, il tavolo non deve essere sollevato da una sola
persona, ma assicurarsi di sollevarlo in quattro o più persone per sostenere ciascuno dei
quattro angoli del tavolo.
917 mm (Standard)
1
2
[Altezza del tavolo del tavolo ausiliario]
3
) Installare il supporto del tavolo su un posto pia-
no.
2) Le rotelle 1 vengono ssate abbassando il lato
ON delle leve 2.
) Allentare i sei bulloni 3 montati sulla gamba de-
stra e sinistra del supporto del tavolo per regolare l'altezza del tavolo.
1
2
− 4 −
Page 8

2. Tavolo ausiliario
ATTENZIONE
Quando si installa il tavolo ausiliario, le parti relative possono staccarsi o il tavolo può cadere,
causando ferimenti. Per impedire ciò, assicurarsi di effettuare l'installazione del tavolo ausiliario
in due persone. Uno di loro deve sostenere il tavolo. Quando si installa il tavolo ausiliario al tavolo
della macchina per cucire, fare attenzione che le mani, le dita, ecc. non siano intrappolate tra di essi.
3.
Installazione del tavolo ausiliario al tavolo della macchina per cucire
ATTENZIONE
Quando si usano gli attrezzi, fare attenzione per impedire la caduta delle parti con conseguenti
ferimenti. Inoltre, fare attenzione al ne di evitare ferimenti causati dagli attrezzi stessi.
:
Regolare l'altezza del tavolo ausiliario all'altezza del
tavolo della macchina per cucire.
:
1
4
3
7
6
2
5
Fissare il distanziale 1 e la staffa di giuntura 4 del
tavolo ausiliario con le tre viti per legno 2 sul tavolo
ausiliario 3. Quindi, montare la staffa di giuntura sul
tavolo 7 con la vite ad alette 5 e la rondella 6.
4. Installing the operation panel mounting plate
ATTENZIONE
Quando si usano gli attrezzi, fare attenzione per impedire la caduta delle parti con conseguenti
ferimenti. Inoltre, fare attenzione al ne di evitare ferimenti causati dagli attrezzi stessi.
1
2
:
Installare la piastra di montaggio 1 del pannello sul
tavolo ausiliario 2 con le quattro viti per legno 3 e
le quattro rondelle 4.
4
3
4
3
− 5 −
Page 9

5. Collegamento del pannello operativo
Fare passare la spina 1 del cavo del pannello operativo attraverso il foro nella piastra di montaggio 2
2
1
3
del pannello operativo.
Mettere il pannello operativo 3 sulla piastra di montaggio 2 del pannello operativo.
1
2
Fare passare la spina 1 del cavo del pannello operativo attraverso il foro di passaggio del cavo nella
centralina di controllo 4.
4
1
Aprire il coperchio della centralina di controllo. Inserire la spina 1 del cavo del pannello operativo nel
connettore CN4 della scheda a circuito stampato
principale.
− 6 −
Page 10

6. Lubricazione
ATTENZIONE
:
Quando si inclina o si rimette a posto la macchina per cucire, fare attenzione che le dita o
altre parti del corpo non siano intrappolate.
Prima di mettere in funzione la macchina per cucire
2
1
1) Mettere il magnete 1 in dotazione con l'unità
nella sezione di vite di spurgo dell'olio.
2) Riempire la vaschetta 2 dell'olio con olio JUKI
New Defrix Oil No. 1 no a raggiungere il segno
HIGH A.
3) Quando il livello dell'olio scende al di sotto del
A
B
segno LOW B, rabboccare la vaschetta dell'olio
con l'apposito olio.
4) Ad azionamento della macchina per cucire
dopo le operazioni di lubricazione, si vedranno
3
spruzzi di olio attraverso l'indicatore visivo 3 del
livello dell'olio se la lubricazione è adeguata.
5) Tenere presente che la quantità di spruzzi di olio
non è proporzionale alla quantità di olio lubricante presente nella vaschetta dell'olio.
1. Quando la macchina per cucire viene
attivata per la prima volta dopo l'installazione o dopo un lungo periodo di inattività, assicurarsi di effettuare il rodaggio per circa 10 minuti usando il tasto di
avvolgimento della bobina montato sul
pannello operativo.
2. Assicurarsi di usare olio originale JUKI.
L'utilizzo di qualsiasi altro olio potrebbe
causare un inconveniente.
7. Installazione del portalo
1
1) Montare l'insieme del portalo. Inserire quindi il
portalo montato nel foro del tavolo.
2) Stringere il dado 1, nella misura in cui il portalo non si muoverà.
− −
Page 11

8. Rimozione dei coperchi
1
) Rimuovere il coperchio 1 del rullo del manipo-
latore superiore.
3
2
4
2) Mettendo il dito sotto la leva 2, sollevare la leva
per rilasciare il manipolatore superiore 4.
) Girare il manipolatore superiore per rimuovere il
coperchio 3 del rullo del manipolatore inferiore.
Dopo la rimozione dei coperchi del rullo del
manipolatore superiore e inferiore, rimettere a
posto il manipolatore superiore 4.
7
5
6
4) Per rimettere il manipolatore superiore 4 alla
sua posizione iniziale girandolo, girare il manipolatore superiore 4 nché esso non venga a
contatto con la vite di fermo 5, quindi premere
il manipolatore superiore 4 verso il basso 6.
Se si preme il manipolatore superiore
verso il basso 6 mentre lo si gira, la
parte inferiore del sensore 7 può venire
a contatto con il tavolo della macchina
e la piastra superiore della base della
macchina, causando un guasto.
− 8 −
Page 12

9. Inlatura della testa della macchina
ATTENZIONE
:
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
9
!0
3
1
2
4
8
5
A
6
7
!1
!2
!3
Inlare la testa della macchina nell'ordine illustrato nella gura.
Ficcare il perno guidafilo A nel foro sulla superficie superiore del braccio della macchina prima
dell'inlatura.
− 9 −
Page 13

10. Regolazione della lunghezza del punto
Lunghezza del trasporto inferiore
) Girare la manopola di regolazione 1 della lun-
ghezza del punto nel senso della freccia nché
A
2
1
un numero desiderato non sia allineato al puntino di riferimento A sul braccio della macchina.
2) I numeri sono espressi in millimetri (mm).
) Per cambiare la lunghezza del trasporto da un
valore più grande ad un valore più piccolo, girare la manopola di regolazione 1 della lunghezza del punto premendo la leva di trasporto 2
nel senso della freccia.
Lunghezza del trasporto superiore
Fare riferimento all'articolo
potenziometro di lettura della quantità di trasporto inferiore" a pagina 64
zione della lunghezza del trasporto superiore.
"^-18. Correzione del
per la modalità di regola-
11. Posizionamento dell'ago
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
:
D
2
C
1
B
A
* Spegnere il motore.
Usare l'ago DBx (DPx per la macchina per cucire
tipo DP).
) Girare il volantino per spostare la barra dell'ago
no alla sua posizione più alta.
2) Allentare la vite di tenuta 2 dell'ago. Tenere
l'ago 1 in modo che la parte incava A sia volta
esattamente verso destra B.
) Inserire l'ago nel senso della freccia facendolo
penetrare il più possibile nel foro nella barra dell'ago.
4) Stringere saldamente la vite di tenuta 2 dell'ago.
5) Assicurarsi che la scanalatura C nell'ago sia
volta esattamente verso sinistra D.
− 0 −
Page 14

12. Inserimento della bobina
1) Tenendo la bobina in modo che il lo all'interno
1
2
3
della bobina sia avvolto in senso orario, inserirla
nella capsula della bobina.
2) Fare passare il lo attraverso la scanalatura 1
nella capsula della bobina. Estrarre il lo verso
l'apertura 2 del lo, e il lo comparirà dall'apertura 2 del lo passando sotto la molla di tensione.
3) Assicurarsi che la bobina giri nel senso della
freccia quando si tira il lo 3 della bobina.
13. Collegamento e regolazione della fonte di aria
1
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
2
3
:
1) Inserire il tubo 1 dell'aria nel giunto pratico 2
in dotazione con l'unità.
2) Inserire il giunto pratico 2 nel giunto 3 no a
che non si scatti.
3) Regolare la pressione d'aria a 0,5 MPa (5 kgf/
cm2).
Se la pressione è insufciente, sollevare la ma-
nopola 4 e girarla in senso orario (nel senso C).
Se la pressione è troppo alta, girare la manopola in senso antiorario (nel senso D).
Quando la pressione d'aria è impostata su 0,5
MPa (5 kgf/cm2), abbassare la manopola 4 e
ssarla.
4
D
C
− 11 −
Page 15

%
. INSTALLAZIONE DEI DISPOSITIVI OPZIONALI
1. Installazione dell'unità a 2 pedali
ATTENZIONE
Assicurarsi di spegnere la macchina per cucire prima dell'installazione dell'unità a 2 pedali
al ne di evitare il danneggiamento delle parti elettriche.
:
1
2
1) Fare passare il cavo 2 dell'unità a 2 pedali attraverso il foro di passaggio dei cavi nella centralina di controllo 1.
3
2) Inserire la spina dell'unità a 2 pedali nel CN41
sulla scheda a circuito stampato principale della
centralina di controllo. Fissare il lo di messa a
terra sulla parte inferiore della centralina di controllo con la vite di ssaggio 3 del lo di messa
a terra.
− 12 −
Page 16

1 2
Pedale sinistro, pedale a 2 stadi
1
(avvio manuale, arresto temporaneo)
1) Posizionare il materiale sulla macchina sotto il
modo di avvio manuale. Il LED situato alla sezione di interruttore area di lavoro lampeggia.
Quando si preme il pedale no al primo stadio,
il piedino premistoffa della macchina per cucire
si abbassa. Quando si preme il pedale fino al
secondo stadio con il piedino premistoffa della
macchina per cucire rimasto nella posizione
abbassata, la macchina per cucire comincia a
funzionare. Quando si preme il pedale fino al
primo stadio e lo si rilascia con il piedino premistoffa della macchina per cucire rimasto nella
posizione abbassata, il piedino premistoffa della
macchina per cucire si solleva.
2) Quando si preme il pedale durante la cucitura,
la macchina per cucire si arresta temporaneamente. Quando si preme ancora una volta il pedale, la macchina ricomincia la cucitura.
Pedale destro
2
(commutazione della velocità fra alta e bassa)
1) Quando si preme il pedale durante la cucitura,
la velocità di punto cambia dall'alta velocità alla
bassa velocità.
2) Quando si preme il pedale durante l'arresto temporaneo, il rasalo viene azionato per tagliare il
lo e la macchina per cucire si arresta.
2. Installazione dell'impilatore
ATTENZIONE
Assicurarsi di spegnere la macchina per cucire prima dell'installazione dell'unità a 2 pedali
al ne di evitare il danneggiamento delle parti elettriche.
:
Elettrovalvola a solenoide
dell'impilatore
− 13 −
Page 17

3
7
2
5
1
4
6
1) Installare l'elettrovalvola a solenoide asm. 1 sulla piastra di montaggio 3 dell'elettrovalvola a solenoide
con le viti di ssaggio 2.
2) Fissare il cilindro premimateriale asm. 4 sul lato della testa della macchina con le viti di ssaggio 5. In
questo momento, estendere l'estremità 6 del cilindro per assicurarsi che il cilindro prema leggermente il
materiale.
3) Fare passare il tubo dell'aria Ф4 7 dell'elettrovalvola a solenoide asm. attraverso il foro nel tavolo e collegarlo al cilindro 4.
4) Fissare la staffa !0 del tavolo sulla piastra di
9
supporto 8 con le viti 9.
!1
8
!0
!2!3
!4!5
5) Fissare temporaneamente il sostegno inferiore
sul supporto del tavolo con la vite e il dado !2
!1
e !3. Allentare quindi la vite e il dado !4 e !5.
− 14 −
Page 18
8
6) Fissare la parte principale dell'impilatore sul
sostegno inferiore !1 con la vite, la rondella e il
dado !6, !7 e !8.
!6!7!8
7) Spostare la parte principale dell'impilatore in
modo da disporre lo scartaquarti !9 all'interno
della piastra di supporto 8. Quindi, stringere
saldamente da !2 a !5 che sono stati stretti temporaneamente al punto 5).
!9
@0
@1
@2
Posizionare
all'interno
8) Fare ramicare il tubo dell'aria della pistola per
aria compressa. Collegare il tubo dell'aria all'accoppiatore Ф6 @1 dell'aria che viene dall'elettro-
valvola a solenoide @0 dell'impilatore. (Vedere lo
schema delle tubazioni dell'aria.)
− 15 −
Page 19

9) Collegare il cavo dell'elettrovalvola a solenoide
dell'impilatore al CN46 montato all'interno
@2
della centralina di controllo.
Scheda a
circuito
stampato
Schema delle tubazioni dell'aria
Collegare a 18
Elettrovalvola a solenoide di sollevamento
del piedino premistoffa
Leva di sollevamento del
piedino premistoffa
Elettrovalvola
a solenoide
del supporto
del pezzo in
lavorazione
Elettrovalvola a solenoide
dell'impilatore
Supporto
del pezzo in
lavorazione
Lato
centralina
Scollegare il tubo e
collegare al giunto Y
Pistola per aria compressa
− 16 −
Page 20

Regolazione del supporto del pezzo in lavorazione
・
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto. Inoltre, fare attenzione che le dita non vengano
intrappolate sotto il supporto del pezzo in lavorazione dell'impilatore poiché esso si
abbassa.
2
1
:
1) Regolare la pressione del supporto del pezzo in
lavorazione 1 al valore standard in modo che il
supporto del pezzo in lavorazione prema leggermente due strati di materiale e permetta a loro
di staccarsi in modo liscio quando la barra scartatessuto dell'impilatore viene azionata. (Spazio
)
A
2) Per regolare la pressione, allentare il contro-
dado 2 del supporto del pezzo in lavorazione
e girare il supporto del pezzo in lavorazione in
senso antiorario per diminuire la pressione o in
senso orario per aumentarla.
In senso orario In senso antiorario
B
A
3) La spugna B è una parte di consumo. Quando
si è consumata, sostituirla con una nuova. (Numero di parte: 18072603)
− 17 −
Page 21

Installazione della barra di sicurezza dell'impilatore
・
ATTENZIONE
:
Assicurarsi di montare le parti in modo sicuro e di stringere saldamente le viti ed i bulloni
poiché le parti possono staccarsi con conseguenti ferimenti.
Installare la barra di sicurezza sul tavolo della macchina per cucire.
Piastra di montaggio B della
barra di sicurezza
Barra di sicurezza B
Bullone di attacco
Barra di sicurezza A
Tavolo della macchina
per cucire
Piastra di montaggio A della
barra di sicurezza
Barra di sicurezza C
Barra di sicurezza D
Vite ad alette
1) Allentare le piastre di montaggio A e B della barra di sicurezza, nella misura in cui le barre di sicurezza A
e B possono essere inserite.
2) Unire le rispettive barre di sicurezza e inserirle rispettivamente nelle piastre di montaggio A e B, quindi
ssare con i bulloni di attacco.
3) Abbassare la barra di sicurezza D no a raggiungere la supercie del pavimento e ssare con la vite ad
alette.
− 18 −
Page 22

Regolazione del tempismo dell'impilatore
・
ATTENZIONE
:
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
(Supporto posteriore del pezzo in lavorazione)
ℓ
(Supporto anteriore del pezzo in lavorazione)
≒ ℓ’
ℓ ℓ’
Barra
anteriore
del
supporto
del pezzo in
lavorazione
1) Regolare il tempismo dell'impilatore in modo da
impilare simmetricamente i pezzi in lavorazione
sul tavolo di ricevimento del tessuto per quanto
riguarda il senso longitudinale del pezzo in lavorazione al ne di impilare i pezzi in lavorazione
con la stabilità.
Per i pezzi in lavorazione corti la lunghezza dei
quali è 650 mm o meno, regolare il numero di
punti sul pannello operativo in modo che la barra
anteriore del supporto del pezzo in lavorazione
venga azionata simultaneamente quando la
macchina per cucire nisce la cucitura.
Lunghezza: 650mm Lunghezza: 500mm
2
1
3
Procedura di impostazione del pannello operativo
Portare l'indicazione sul display LCD 1 allo stato
1
di macchina pronta per la cucitura.
Premere il tasto READY 2 per modicare l'indi-
2
cazione sul display LCD 1.
5
4
Premere il tasto DATA 3 per visualizzare [S01]
3
"Modo di avvio" sul display LCD 1.
− 19 −
Page 23

Premere il tasto ITEM SELECT 4 per far scorrere i dati di cucitura nché [S131] "Posizione di funziona-
4
mento dell'impilatore" non sia selezionata. Premere il tasto DATA CHANGE 5 per impostare il numero di
punti 6 al quale la barra anteriore del supporto del pezzo in lavorazione è attivata secondo la lunghezza
del materiale.
6
Dopo il completamento della procedura di impostazione, premere il
tasto READY 2 per portare il pannello operativo allo stato di macchina
pronta per la cucitura, quindi azionare la macchina per cucire.
2) Per togliere i pezzi in lavorazione impilati, com-
Barra posteriore del
supporto del pezzo in
lavorazione
mutare l'interruttore della valvola dell'aria.
Dopo aver tolto i pezzi in lavorazione, riposi-
zionare l'interruttore della valvola dell'aria nella
posizione precedente.
Interruttore della valvola dell'aria
4
3
Barra
posteriore
del supporto
del pezzo in
lavorazione
5
Per rilasciare la barra
del supporto del pezzo
in lavorazione
3) Per aumentare il numero di pezzi in lavorazione
il perno di bloccaggio 2 del tavolo, allentare
la maniglia 3 e abbassare il tavolo di
ricevimento 4 del tessuto.
tessuto ad un'altezza desiderata. Inserire il
perno di bloccaggio del tavolo nel foro 5 nel
tubo del tavolo di ricevimento del tessuto,
inserire la coppiglia spaccata 1 nel perno di
bloccaggio 2 del tavolo e ssare con la
maniglia 3.
Barra
anteriore del
supporto
del pezzo in
lavorazione
posteriore del supporto del pezzo in
lavorazione, allineare le sezioni di gomma
delle barre al centro del tavolo di ricevimento
4 del tessuto e ssare le barre del supporto
del pezzo in lavorazione stringendo i bulloni
6.
Per posizionare la barra
del supporto del pezzo
in lavorazione
da impilare sul tavolo di ricevimento del tessuto,
cambiare la posizione del tavolo.
Rimuovere la coppiglia spaccata 1, estrarre
1
Abbassare il tavolo di ricevimento 4 del
2
Allentare i bulloni 6 nella barra anteriore e
3
2
1
6
− 20 −
Page 24

3. Installazione e regolazione dell'avvolgibobina
ATTENZIONE
:
Fissare le parti in modo sicuro stringendo saldamente le viti con un cacciavite e una chiave
sufcientemente grande poiché le parti possono staccarsi con conseguenti ferimenti.
(1) Montaggio dell'avvolgibobina
8
2
A
1
B
A
8
4
8
5
C
3
6
7
1) Fissare l'avvolgibobina 2 sulla piastra di montaggio 1 dell'avvolgibobina con le due viti di ssaggio 8. Inoltre, fare passare i cavi legati in un
fascio dell'avvolgibobina 2 attraverso il foro B
nella piastra di montaggio 1 dell'avvolgibobina
e collegarli ai cavi di giunzione legati in un fascio
dell'avvolgibobina. Inserire l'altra estremità
7
di 7 nel CN61 sulla scheda a circuito stampato
principale.
2) Fissare la piastra di montaggio 3 del portalo
sulla piastra di montaggio 1 dell'avvolgibobina con le quattro viti di ssaggio 8. Montare il
portalo asm. 5 nel foro C in 3 e ssare con il
dado 6.
3) Installare il regolatore di tensione 4 sulla piastra di montaggio 1 dell'avvolgibobina con le
due viti di ssaggio 8.
(2) Installazione e inlatura dell'avvolgibobina
1) Installare l'avvolgibobina sul tavolo ausiliario con
A
2) Collocare il rocchetto di lo sul portarocchetto B
550mm
B
2
1
C
30mm
3) Fissare il braccio guidalo A e il portarocchetto
le viti di ssaggio 1 e 2 in modo da ottenere le
dimensioni indicate nella gura a sinistra.
e fare passare il lo attraverso il braccio guidalo A, quindi attraverso il regolatore di tensione
e avvolgerlo sulla bobina.
C
in modo che il portarocchetto B non interferi-
B
sca con il percorso del lo quando si dirige il lo
dal braccio guidalo A al regolatore di tensione
.
C
− 21 −
Page 25

(3) Avvolgimento e regolazione della bobina
Puntino
inciso
bianco di
riferimento
4
5
F
3
8
E
D
1
G
2
6
7
1) Inlare la bobina 1 sull'alberino 2 dell'avvolgibobina.
2) Avvolgere il lo sulla bobina per quattro o cinque volte nel senso della freccia D.
3) L'avvolgimento della bobina comincia premendo
la leva di arresto a scatto 3 dell'avvolgibobina
contro la bobina (nel senso della freccia E) (l'interruttore 5 è nello stato di ON (il puntino inciso
bianco di riferimento è visibile)) e si arresta automaticamente quando la bobina è stata avvolta
con una quantità predeterminata di lo (dall'80
al 90% del diametro esterno della bobina).
4) Allentare il controdado 4 del mozzo della leva
di arresto a scatto dell'avvolgibobina e regolare
la quantità di lo da avvolgere sulla bobina cambiando la posizione del mozzo 8 della leva di
arresto a scatto dell'avvolgibobina. (Quando il
mozzo è spostato nel senso F, la quantità di lo
da avvolgere sulla bobina aumenta.)
5) Regolare la tensione del lo applicata dal regolatore di tensione quando si avvolge la bobina,
ad un valore da 0,4 N a 0,5 N per mezzo della
manopola 7.
6) Allentare la vite 6 e regolare la posizione del
regolatore di tensione spostandolo nel senso G
(verso destra o sinistra) in modo da avvolgere il
lo intorno al centro della bobina.
1. Anche quando l'interruttore 5 è nello stato di ON (il puntino inciso bianco di riferimento è
visibile), l'avvolgibobina potrebbe non riuscire a funzionare. In questo caso, l'interruttore è internamente nello stato di OFF. Utilizzare l'avvolgibobina dopo avere spento e acceso di nuovo
l'interruttore per evitare tale inconveniente.
2. Assicurarsi di usare la bobina e la capsula della bobina originale JUKI.
− 22 −
Page 26

4. Montaggio del dispositivo di rilevamento della rottura del
lo e impostazione del pannello operativo
1
ATTENZIONE
:
Assicurarsi di montare le parti in modo sicuro e di stringere saldamente le viti ed i bulloni
poiché le parti possono staccarsi con conseguenti ferimenti.
1) Allentare il dado di regolazione 1 della tensione
del regolatore di tensione asm. No. 2. Rimuovere le parti da 1 a 5.
2) Fissare la piastra di montaggio 6 del sensore
2
3
4
5
8
6
con le viti 7 e 8. Fissare anche il contatto a
crimpare ad anello del cavo asm. della piastra di
rilevamento della rottura del lo con la vite 7.
7
!0
3) Infilare la guida di rilevamento 9 della rottura
del lo sulla molla di tensione del lo per posizionarla come illustrata nella gura a sinistra.
9
4) Fissare temporaneamente il cavo asm. !0 della
piastra di rilevamento della rottura del lo e la
boccola !1 della guida della piastra di rilevamento della rottura del lo con la vite di ssaggio !2
della piastra di rilevamento della rottura del lo.
!2
!1
− 23 −
Page 27

0,5 mm
2
3
!2
5) Montare di nuovo le parti da 1 a 5 che sono
state rimosse al punto 1).
6) Girare la piastra di rilevamento della rottura del
lo ad una posizione dove la quantità di pressione della piastra di rilevamento contro la molla
tiralo sia di 0,5 mm o meno. Stringere quindi la
vite !2.
Procedura di impostazione del pannello operativo
Portare l'indicazione sul display LCD 1 allo stato
1
di macchina pronta per la cucitura.
Premere il tasto READY 2 per modicare l'indi-
2
cazione sul display LCD 1.
1
5
Premere il tasto MODE 3 per chiamare [U01]
3
"Selezione del funzionamento del manipolatore"
4
Premere il tasto ITEM SELECT 4 per chiamare [U23] "Selezione dell'operazione di rilevamento della rot-
4
sul display LCD 1.
tura del lo" sul display LCD 1. Quindi, commutare l'impostazione a "Dispositivo montato" utilizzando il
tasto DATA CHANGE 5.
Dopo il completamento della procedura di impostazione, premere il tasto READY 2 per portare il pannel-
lo operativo allo stato di macchina pronta per la cucitura, quindi azionare la macchina per cucire.
− 24 −
Page 28

!3
7) Allentare le viti di ssaggio !3 della piastra fermacavi sul coperchio anteriore della centralina
di controllo. Sollevare la piastra fermacavi e fare
passare il cavo del cavo asm. !0 della piastra
di rilevamento della rottura del lo attraverso il
foro.
Rimuovere le quattro viti !4 che ssano il coper-
chio della centralina elettrica. Aprire il coperchio.
8) Inserire il connettore del cavo asm. !0 della piastra di rilevamento della rottura del lo nel CN60
CN60 (3P, giallo) sulla scheda a circuito stampato principale posta all'interno della centralina
di controllo.
!4
9) Fissare il coperchio della centralina di controllo,
abbassare la piastra fermacavi e fissare il coperchio con le viti.
Lato
centralina
Scheda a
circuito
stampato
− 25 −
Page 29

5. Installazione del dispositivo di rilevamento della quantità
rimanente di lo della bobina
(1) Impostazione del rilevamento della quantità rimanente di lo della bobina
Schermo di immissione dell'operatore
1) Premere il tasto per commutare lo schermo allo schermo di immissione dell'operatore.
2) Premere il tasto per cambiare l'articolo di
dati da U01 a U21.
3) Impostare se rendere valido o meno il rilevamento della quantità rimanente di lo della bobi-
Il rilevamento
della quantità
rimanente di lo
della bobina è
valido.
Il rilevamento
della quantità
rimanente di lo
della bobina è
non valido.
Schermo visualizzato quando si imposta il numero
di volte del rilevamento della quantità rimanente di
lo della bobina
Valore di
impostazione
na per mezzo del tasto o .
4) Determinare il numero di volte del rilevamento
della quantità rimanente di lo della bobina.
Premere il tasto per cambiare l'articolo di
dati da U21 a U22.
(In questo momento, l'articolo di dati non può
essere cambiato a U22 se l'articolo di dati U21 è
impostato su "non valido.")
Il valore impostato in questa sezione determina il
numero di volte del rilevamento della quantità rimanente di filo della bobina al quale il messaggio di
avvertimento sull'esaurimento del lo della bobina è
visualizzato sul pannello della macchina per cucire
(per impedire che la macchina per cucire proceda
alla cucitura seguente).
Se risulta eccessiva la quantità rimanente di lo della
bobina quando il messaggio di avvertimento sull'esaurimento del lo della bobina è visualizzato, regolare
aumentando il numero di volte sopraccennato. La
gamma di impostazione dei dati è da 0 a 19.
Quando si imposta il numero di volte del rilevamento
della quantità rimanente di lo della bobina su 0, il
rilevamento della quantità rimanente di lo della bobina è temporaneamente disattivato (OFF).
Se il rilevamento della quantità rimanente di lo della
bobina non funziona, in primo luogo controllare il valore di impostazione per questo articolo di dati.
− 26 −
Page 30

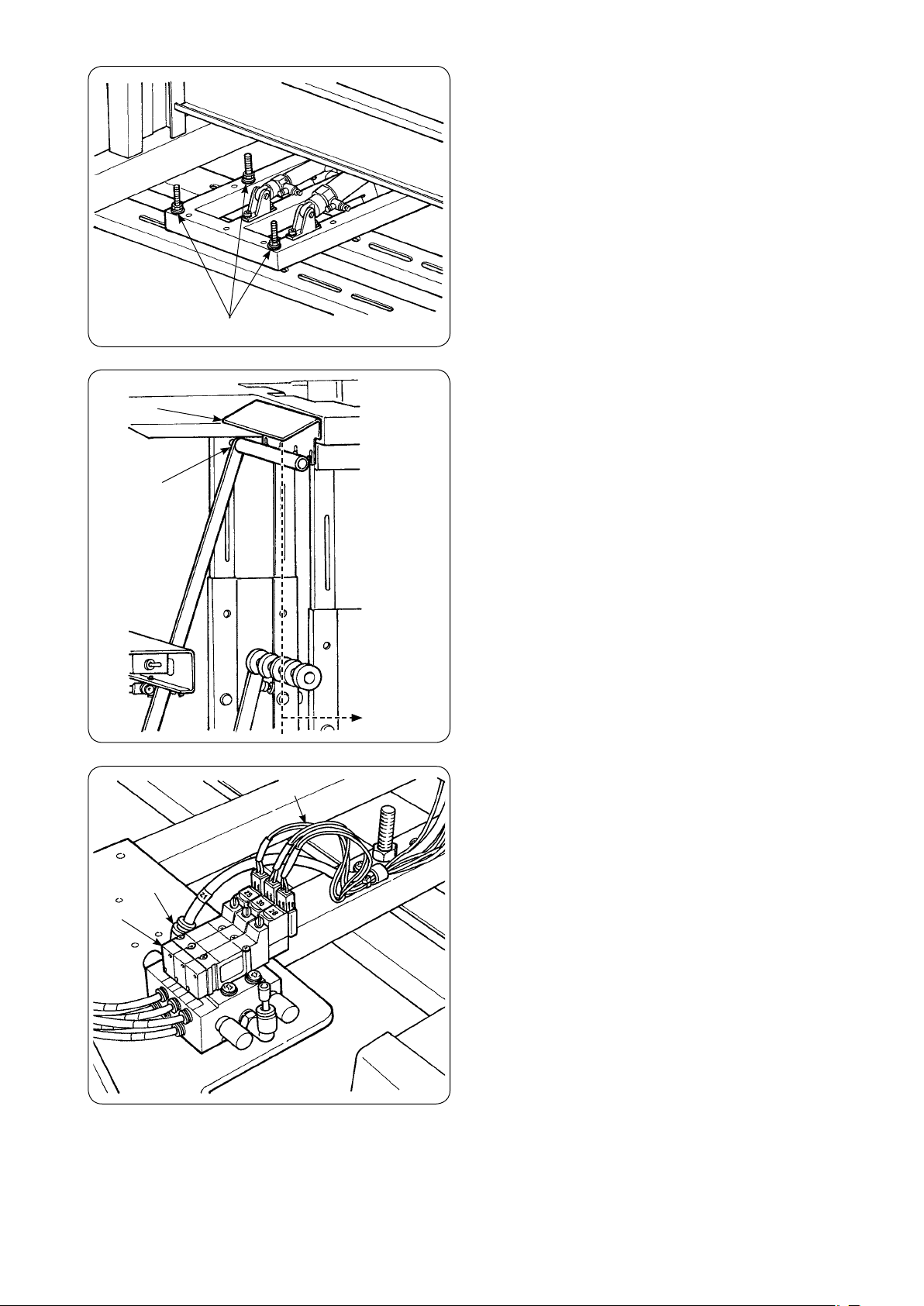
(2) Procedura di regolazione della posizione del sensore
Due sensori sono utilizzati nel dispositivo di rilevamento della quantità rimanente di lo della bobina. Il dispositivo non funziona correttamente a meno che questi sensori siano posizionati correttamente.
4
3
5
2
1
1. Sensore 1 della posizione iniziale
Uno dei due sensori, che è situato sul lato inferiore del dispositivo è il sensore 1 della posizione iniziale. Assicurarsi che la luce del sensore si spenga quando l'asta di rilevamento si nasconde nel crochet e si illumini
quando ritorna.
2. Sensore di rilevamento
2
Il sensore di rilevamento 2, che è situato sul lato superiore del dispositivo, rileva la quantità rimanente di lo
della bobina. La lunghezza rimanente del lo è cambiata spostando verso l'alto o verso il basso la posizione
di montaggio del sensore. Assicurarsi di regolare la posizione del sensore secondo il tipo di lo della bobina
da usare e la lunghezza della cucitura specicata per il processo.
1) Avvolgere uniformemente il lo della bobina da usare realmente per la cucitura sulla bobina. La lunghezza di avvolgimento del lo è approssimativamente come descritta qui sotto.
Esempio) Quando la lunghezza della cucitura è di 0,5 m:
0.5 m × 5 + 1.5 m = 4m
(Lunghezza del lo per
ciascun rilevamento)
(Numero di volte
del rilevamento)
(Lunghezza rimanente del lo della
bobina al momento del rilevamento)
2) Inserire la bobina nella capsula della bobina (esclusiva). Mettere la capsula della bobina nel crochet.
3) Allentare leggermente le due viti di ssaggio 3 del sensore di rilevamento.
4) Girare il perno eccentrico 5 per abbassare il sensore di rilevamento 2 a poco a poco dalla sua posizione più alta premendo giù il braccio 4 del solenoide con una sola mano.
5) Abbassare il sensore di rilevamento 2 nché la sua spia non si illumini.
6) Spostando con attenzione il braccio del solenoide su e giù, assicurarsi che la spia del sensore di rilevamento 2 lampeggi.
7) La posizione alla quale la spia si illumina e la posizione alla quale la spia si spegne non sono la stessa.
È necessario quindi controllare quanto sopra alla prima posizione.
8) Una volta che la posizione corretta del sensore è trovata, stringere saldamente la vite di ssaggio 3 del
sensore di rilevamento. In questo momento, stringere con attenzione la vite impedendo lo spostamento
del sensore.
− 27 −
Page 31

(3)
Installazione dei dispositivi di rilevamento della quantità rimanente di lo della bobina
Assicurarsi di installare il dispositivo di azionamento che è stato già regolato. In caso contrario,
la macchina per cucire potrebbe guastarsi.
4
3
5
2
1
6
3
1) Rimuovere dalla macchina per cucire i due montanti anteriori 6 della base della macchina ai
quali il dispositivo di rilevamento della quantità
rimanente di lo della bobina deve essere installato.
2) Installare i montanti 1 della base della macchina in dotazione con l'unità alla base della macchina disponendo lo statore 3, 4 della piastra
di base fra la base della macchina ed i montanti.
Ci sono due tipi di statori 3 e 4 della piastra
di base, uno per il lato sinistro e l'altro per il lato
destro. Assicurarsi di installarli correttamente.
4
1
− 28 −
Statore della piastra
di ba se pe r il lato
sinistro (Lato lontano)
Statore della piastra di
base per il lato destro
(Lato dell'operatore)
Area della
parte piana
Piccola
Area della
parte piana
Grande
Page 32

3) Fissare il dispositivo di azionamento 2 sullo
statore destro e sinistro 3 e 4 della piastra di
base con le viti 5 in dotazione con l'unità. In
questo momento, fissare con attenzione il dispositivo di azionamento 2 in modo che l'asta
di rilevamento sia volta correttamente verso il
centro dell'interno del crochet.
5
7
2
4) Allentare le viti di ssaggio 7 della piastra fermacavi sul coperchio anteriore della centralina
di controllo e sollevare la piastra fermacavi.
Fare passare il cavo del solenoide e il cavo del
sensore attraverso il foro.
Rimuovere le quattro viti 8 che ssano il coper-
chio della centralina elettrica. Aprire il coperchio.
8
− 29 −
Page 33

Scheda a
circuito
stampato
Cavo
(nero)
Cavo
(bianco)
Lato centralina
5) Inserire i pin che vengono dal solenoide nelle
prese libere del CN59 sulla scheda. Inserire il
pin nero nel No. 8 e il pin bianco nel No. 4.
Inserire il connettore del sensore nel CN68.
6) Chiudere il coperchio della centralina elettrica.
Premere i cavi che vengono dalla centralina
el ett ri ca co n la pi as tr a f er ma c av i. Non
dimenticare di stringere le viti del coperchio.
7) Accendere la macchina per cucire. Impostare il
rilevamento della quantità rimanente di lo della
bobina. (Fare riferimento all'articolo
"%-5-(1)
Impostazione del rilevamento della quantità
rimanente di filo della bobina" a pagina 26
per la procedura di impostazione.)
Circa gli errori
1. Se l'indicazione dell'errore [E998] appare sul
pannello operativo, spegnere la macchina per
cucire una volta e controllare che i connettori
siano completamente inseriti nella scheda.
2. Rimuovere il coperchio dal dispositivo di azionamento ed effettuare la pulizia. In particolare,
il sensore e la sezione di azionamento devono
essere puliti accuratamente.
− 30 −
Page 34

(4) Cucitura
1) Impostare il contatore di regolazione della quantità rimanente di lo della bobina su "1." Il valore del contatore può essere cambiato per mezzo dei tasti e .
2) Iniziare la cucitura normale. (Per la cucitura di prova, specicare la lunghezza della cucitura identica a
quella per il processo reale.)
3) La macchina per cucire continua a cucire e il rasalo viene azionato diverse volte. Alla ne il lo della
bobina si esaurisce e il sensore di rilevamento rileva l'esaurimento del lo della bobina. Quando l'esaurimento del lo della bobina è rilevato dal sensore, il valore visualizzato sul contatore cambia da "1" a "-1"
e il cicalino suona.
4) In questo momento, osservare la lunghezza reale del lo della bobina rimanente sulla bobina e regolare
il valore del contatore adeguatamente.
5) La lunghezza rimanente del lo della bobina quando l'esaurimento del lo della bobina è stato rilevato
dal sensore varia anche nelle condizioni più favorevoli. Questa variazione è causata dal tipo di lo o dalla lunghezza della cucitura. Come riferimento, la lunghezza rimanente del lo della bobina varia di circa
tre giri di lo attorno alla bobina. In questo momento, la lunghezza del lo è come mostrata nel seguente
esempio.
Regolare il contatore in modo che il lo della bobina rimanga per "metà della variazione della lunghezza
+ 0,5 m."
[Esempio della lunghezza del lo equivalente a tre giri di lo attorno alla bobina]
Filo spun #60, #80 Circa 2,5 m per tre giri attorno alla bobina
Filo Tetoron #60, #80 Circa 3 m per tre giri attorno alla bobina
Filo spun, Filo Tetoron #30 Circa 2 m per tre giri attorno alla bobina
6) Se il valore del contatore è aumentato di uno, la lunghezza rimanente del lo della bobina sarà ridotta di
lunghezza della cucitura di un'operazione di cucitura.
7) A causa della sopraccennata variazione nella lunghezza rimanente del lo della bobina, il lo della bobina potrebbe esaurirsi completamente durante la cucitura secondo la regolazione del valore del contatore. Regolare il contatore ad un valore di impostazione che assicuri che il lo della bobina non si esaurisca mai durante la cucitura secondo le condizioni di cucitura per ciascun processo di cucitura.
8) Se il lo della bobina si esaurisce durante la cucitura anche quando il contatore di regolazione della
quantità rimanente di lo della bobina è impostato su "1," o, al contrario, se la lunghezza rimanente del
lo della bobina è ancora troppo lunga anche quando esso è impostato su "19," la posizione del sensore
di rilevamento deve essere regolata. (Fare riferimento all'articolo
della posizione del sensore " a pagina 27
per la procedura di regolazione.)
"%-5-(2) Procedura di regolazione
Quando il lo della bobina si esaurisce → Abbassare la posizione del sensore di rilevamento.
Quando la lunghezza rimanente del lo della bobina è troppo lunga → Sollevare la posizione del
sensore di rilevamento.
− 31 −
Page 35

(5) Per il funzionamento adeguato del dispositivo di rilevamento della quantità
rimanente di lo della bobina
Questo dispositivo rileva meccanicamente la quantità rimanente di lo della bobina. Poiché il dispositivo effettua il rilevamento dopo il taglio del lo, si verica un certo grado di variazione nella quantità rimanente di
lo della bobina. Tale variazione può essere minimizzata prestando attenzione a quanto segue.
1. Come avvolgere il lo sulla bobina
Il dispositivo di rilevamento della quantità rimanente di lo della bobina rileva la quantità di lo toccando
direttamente il lo avvolto sulla bobina con la sua asta di rilevamento. È quindi importante che la bobina
sia avvolta uniformemente con il lo. In particolare, controllare con attenzione come il lo è avvolto sulla
bobina all'inizio dell'avvolgimento.
2. Lunghezza della cucitura
Poiché il dispositivo effettua il rilevamento dopo il taglio del lo, il grado di variazione nella quantità rimanente di lo della bobina varia secondo la lunghezza della cucitura di un'operazione di cucitura.
Generalmente, minore sarà il valore di impostazione della lunghezza della cucitura di un'operazione di
cucitura, minore sarà la variazione nella quantità rimanente di lo della bobina. Inoltre, quando i processi
multipli sono combinati per una cucitura in cui la lunghezza della cucitura varia da processo a processo,
la variazione potrebbe diventare più grande.
<Riferimento per la variazione>
Lunghezza del lo quando avvolto sulla bobina per tre giri
Filo spun #60, #80 Da 2 a 2,5 m circa
Filo Tetoron #60, #80 3 m circa
Filo spun, Filo Tetoron #30 2 m circa
− 32 −
Page 36

^
. USO DEL PANNELLO OPERATIVO
1. Spiegazione circa gli interruttori sul pannello operativo
2 3 4 5 6
1
8
7
9
!2
!3
!4
!1
!0
!9
!5
@0 @1 @2
!6 !7
!8
@4
@3
@6@5
@7
@8
@9
Il pannello operativo ha tre modi differenti a seconda del colore della luce di fondo.
Azzurro: Modo di immissione… Stato in cui i dati possono essere cambiati
Verde: Modo di cucitura... Stato in cui si può cucire
Giallo: Stato di errore... Stato in cui un errore si è vericato
#0
− 33 −
Page 37

Simbolo
1
2
3
Nome Funzione
Sezione di display
LCD
Tasto READY Da premere per iniziare la cucitura
Tasto RESET Da pr em e r e pe r ri p r is t i n a r e un
Tasto MODE Da premere per cambi are i dat i
I vari generi di dati quali il numero di
modello di cucitura e la forma sono
visualizzati.
Ogni volta che il tasto READY è
premuto, lo stato è commutato fra
lo stato "macchina pronta per la
cucitura" e lo stato "impostazione dei
dati."
errore, per spostare il trasporto alla
posizione iniziale o per ripristinare il
contatore
sull'interruttore di memoria
4
Tasto PRESSER
FOOT
Da premere per sollevare/abbassare
il piedino premistoffa
5
Ta st o BO BB I N
WINDER
Da premere per avvolgere una bobina
6
Tasto PATTERN
No.
Da usare per selezionare l'indicazione del No. di modello di cucitura
7
Tasto DATA Da usare per selezionare l'indicazio-
ne dei dati
8
Tasto COUNTER Da usare per selezionare l'indicazio-
ne del contatore
9
Simbolo
!6
!7
!8
!9
@0
@1
@2
@3
@4
@5
Nome Funzione
Tasto MANIPULATOR SECTION B
Tasto MANIPULATOR SECTION C
Tasto MANIPULATOR SECTION D
Tas to SH I RR I N G
SECTION A
Tas to SH I RR I N G
SECTION B
Tas to SH I RR I N G
SECTION C
Tas to SH I RR I N G
SECTION D
Tasto COPY Da premere per copiare un modello
Tasto TEACHING Da premere per effettuare l'insegna-
Tasto FORWARD Da usare per spostare la sezione di
Da usare per visualizzare gli articoli
di manipolatore
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di manipolatore
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di manipolatore
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di arricciature
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di arricciature
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di arricciature
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Da usare per visualizzare gli articoli
di arricciature
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
di cucitura
mento
insegnamento in avanti
Tasto ITEM
SELECT
!0
Tasto DATA
CHANGE
!1
Ta s to T EM PO RARY STOP
!2
Ta s t o R I G H T /
LEFT CHANGEO-
!3
VER
Tasto AUTO/MANUAL SELECT
!4
Tasto MANIPULATOR SECTION A
!5
Da usare per selezionare il No. di
modello di cucitura, il No. di dati,
ecc.
Da usare per cambiare i vari generi
di dati
Da usare per arrestare temporaneamente il funzionamento
Da usare, quando si copiano i dati,
per selezionare se i dati sono copiati
a commutazione tra destra e sinistra
Da usare per selezionare il modo
AUTO o MANUAL
Da usare per visualizzare gli articoli
di manipolatore
Ogni volta che il tasto è premuto,
l'articolo di impostazione è cambiato.
Tasto BACKWARD Da usare per spostare la sezione di
@6
Ta st o PAT TE RN
REGISTRATION
@7
Tasto PARAMETER
REGISTRATION
@8
SPEED VARIABLE
RESISTER
@9
VARIABLE RESISTOR per la regola-
#0
zione del LCD
insegnamento indietro
Questo è il tasto di scelta rapida con
cui un modello di cucitura può essere registrato. Questo tasto permette
di pren dere una scorcia toia per
l'indicazione dell'impostazione di un
modello di cucitura desiderato.
Questo è il tasto di scelta rapida
con cui un parametro può essere
registrato. Questo tasto permette di
prendere una scorciatoia per l'indicazione dell'impostazione di un modello di cucitura, di un parametro di
cucitura e di un dato di regolazione
desiderati.
La velocità di punto è aumentata
spostando questo resistore variabile
verso l'alto, oppure è diminuita spostandolo verso il basso.
Il contrasto dello schermo può essere regolato.
− 34 −
Page 38

2. Funzionamento di base della macchina per cucire
1) Accendere l'interruttore dell'alimentazione.
2) Selezionare il No. di modello di cucitura che si desidera cucire.
Quando la macchina per cucire viene accesa, il modello di cucitura No. B attualmente selezionato lampeggia sul pannello operativo. Se si desidera cambiare il No. di modello di cucitura, premere il tasto ITEM
SELECT !0 per selezionare un No. di modello di cucitura desiderato. Al momento della consegna, i modelli di cucitura dal No. 1 al No. 10, descritti nell'articolo
ra " a pagina 41
sono stati registrati in fabbrica. Selezionare uno da quei 10 No. di modello di cucitura. (Il
No. al quale un modello di cucitura non è registrato non viene visualizzato.)
2
B
"^-6. Cambiamento dei dati di cucitu-
Questo rappresenta [S01]
"Modo di avvio manuale."
La macchina per cucire
inizia la cucitura quando
il bottone START viene
premuto.
Questo rappresenta
[S04] "Modo di cucitura
di 2 strati di materiale
superiore e inferiore."
[In caso di impostazione diversa]
Questo rappresenta [S01] "Modo di avvio automatico."
Una volta che il materiale è posizionato sulla macchina,
la macchina per cucire inizia automaticamente la
cucitura quando è trascorso il tempo preimpostato.
Fare molta attenzione quando il modo di avvio
automatico è selezionato.
Questo rappresenta [S04] "Cucitura di 1 pezzo."
1
!0
Questo rappresenta i
valori di pressione del
manipolatore superiore
e inferiore per le sezioni
A, B, C e D.
!1
Quando si preme il tasto DATA CHANGE !1 mentre il display LCD 1 visualizza l'indicazione di
cui sopra, l'indicazione a quattro sezioni appare sul display LCD.
Indicazione della sezione
No. di modello di cucitura
attualmente selezionato
Numero di punti per sezione
Valore di pressione del manipolatore
superiore/inferiore
Arricciature superiori
− 35 −
Page 39

3) Portare la macchina per cucire nello stato di macchina pronta per la cucitura.
Quando si preme il tasto READY 2 , la luce di fondo del display LCD 1 cambia da blu a verde e la
cucitura è possibile.
Indicazione del contatore
No. di modello di cucitura
attualmente selezionato
Questo rappresenta [S01] "Modo
di avvio manuale."
La macchina per cucire inizia la
cucitura quando il bottone START
viene premuto.
Questo rappresenta
[S04] "Modo di cucitura
di 2 strati di materiale
superiore e inferiore."
[In caso di impostazione diversa]
Questo rappresenta [S01] "Modo di avvio automatico."
Una volta che il materiale è posizionato sulla macchina,
la macchina per cucire inizia automaticamente la
cucitura quando è trascorso il tempo preimpostato.
Fare molta attenzione quando il modo di avvio
automatico è selezionato.
Lo stato in cui il sensore
esterno del manipolatore
superiore non rileva il
materiale
Lo stato in cui il sensore esterno
del manipolatore inferiore non
rileva il materiale
Indicazione che appare quando il sensore
rileva il materiale
Lo stato in cui il sensore
rileva il materiale
Lo stato in cui il sensore interno del
manipolatore superiore non rileva il
materiale
Lo stato in cui il sensore interno del
manipolatore inferiore non rileva il
materiale
Questo rappresenta [S04] "Cucitura di 1 pezzo."
Quando si preme il tasto DATA CHANGE !1 mentre il display LCD 1 visualizza l'indicazione di
cui sopra, l'indicazione a quattro sezioni appare sul display LCD.
La sezione in corso di cucitura
No. di modello di cucitura
attualmente selezionato
Numero di punti per sezione
Valore di pressione del manipolatore
superiore/inferiore
Arricciature superiori
è mostrata in video inverso.
4) Iniziare la cucitura.
Posizionare il materiale sotto il piedino premistoffa. Premere il bottone di avvio. La macchina per cucire
comincia la cucitura.
* L'interruttore a pedale opzionalemente disponibile può essere selezionato.
− 36 −
Page 40

3. Selezione del modello di cucitura
(1) Selezione sullo schermo di selezione del modello di cucitura
1) Mettere il pannello operativo nel modo di
immissione.immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Chiamare lo schermo di selezione del
modello di cucitura.modello di cucitura.
Quando si preme il tasto PATTERN No. 7 , il
modello di cucitura No. B attualmente selezionato
lampeggia.
3) Selezionare un modello di cucitura.
Quando si preme il tasto ITEM SELECT !0
, i modelli di cucitura registrati sono visualizzati
uno dopo l'altro. Ora, selezionare il No. di modello
di cucitura che si desidera cucire.
2
B
1
7
!0
(2) Selezione per mezzo del tasto REGISTRATION
Questa macchina per cucire permette di registrare un No. di modello di cucitura desiderato all'interruttore REGISTRATION. Una volta che il modello di cucitura è registrato all'interruttore, si può selezionare
il modello di cucitura solo premendo l'interruttore. → Fare riferimento all'articolo
PATTERN REGISTRATION" a pagina 51
.
"^-10. Uso del tasto
− 37 −
Page 41

4. Avvolgimento della bobina
(1) Procedura di avvolgimento della bobina
1) Posizionare una bobina.
Inlare una bobina sull'alberino dell'avvolgibobina il più possibile. Dirigere il lo come
illustrato e avvolgere il filo sulla bobina.
Quindi, premere la leva di avvolgimento 1
della bobina nel senso della freccia.
2) Mettere il pannello operativo nel
modo di avvolgimento della bobina.
È possibile mettere il pannello operativo
nel modo di avvolgimento della bobina pre-
mendo il tasto BOBBIN WINDER 6
o dal modo di immissione o dal modo di cucitura. Lo schermo di avvolgimento C della
bobina è visualizzato sul LCD.
1
3) Iniziare l'avvolgimento della bobina.
Quando si preme l'interruttore di avvio, la
macchina per cucire viene azionata per iniziare l'avvolgimento della bobina.
4) Arrestare la macchina per cucire.
Quando la bobina è stata avvolta con una quantità
predeterminata di lo, la leva di avvolgimento 1 della
bobina è rilasciata. Quindi, premere il taso BOBBIN
WINDER 6 o l'interruttore di avvio per arrestare
la macchina per cucire. Quindi, rimuovere la bobina e
tagliare il lo con la piastrina taglialo 3.
• Quando si preme il tasto BOBBIN WINDER 6
B
A
2
3
6
C
, la macchina per cucire si arresta e ritorna al
modo normale.
• Quando si preme l'interruttore di avvio, la macchina per cucire si arresta nel modo di avvolgimento
della bobina. Si consiglia di utilizzare l'interruttore di
avvio quando si avvolgono due o più bobine continuamente.
(2) Regolazione della quantità di filo della
bobina
TPer regolare la quantità di filo da avvolgere intorno
ad una bobina, allentare la vite 2, spostare la leva di
avvolgimento 1 della bobina nel senso A o B per la
regolazione e stringere la vite di ssaggio 2.
Senso A: La quantità di lo della bobina è diminuita.
Senso B: La quantità di lo della bobina è aumentata.
− 38 −
Page 42

(3) Regolazione dell'avvolgibobina
3
6
5
2
4
1
1) Regolare la tensione del guidalo ad un valore
da 0,5 N a 0,8 N (massimo) per mezzo della
manopola di regolazione 1 della tensione.
2) Allentare la vite di ssaggio 2 della leva di arresto a scatto dell'avvolgibobina e regolare spostando la leva di arresto a scatto 3 dell'avvolgibobina verso destra o sinistra in modo che il lo
sia avvolto uniformemente intorno alla bobina
per l'80 - 90% del suo diametro e l'operazione di
avvolgimento della bobina si arresti.
3) L'avvolgibobina può essere utilizzato con il
pressore 4 del filo della bobina spostato. Per
cambiare la posizione del pressore del lo della bobina, rimuovere la vite di ssaggio 5 del
pressore del filo della bobina e spostarlo alla
posizione della presa 6.
Se un'eccessiva quantità di lo è avvolto intorno alla bobina, il lo può essere
avvolto sull'albero dell'avvolgibobina,
causando un guasto.
− 39 −
Page 43

5. Uso del contatore
(1) Procedura di impostazione del valore del contatore
1) Chiamare lo schermo di impostazione del
2 3
D
contatore.
Quando si preme il tasto COUNTER 9 sotto
il modo di immissione, lo schermo di contatore A è
visualizzato sul LCD e l'impostazione è possibile. Il
valore del contatore può essere impostato soltanto
sotto il modo di immissione (la luce di fondo del display LCD 1 è blu). Se il pannello operativo è sotto il
modo di cucitura (la luce di fondo del display LCD 1
è verde), premere il tasto READY 2 per mettere il pannello operativo nel modo di immissione.
B
1
2) Selezionare il tipo di contatore.
Premere il tasto ITEM SELECT !0 per fare
lampeggiare il pittogramma B che rappresenta il tipo
di contatore. Premere il tasto DATA CHANGE
per selezionare un tipo desiderato di contatore
da quelli indicati qui sotto.
!1
9
!0 !1
3) Cambiare il valore del contatore.
Premere il tasto ITEM SELECT !0 per fare lampeggiare il valore di impostazione C del contatore. Premere il tasto DATA CHANGE !1 per immettere un valore di impostazione al quale il conta-
tore smette di contare.
C
A
4) Cambiare il valore attuale sul contatore.
Premere il tasto ITEM SELECT !0 per fare lampeggiare il valore attuale D. Premere il tasto
RESET 3 per eliminare il valore attuale che è contato sul contatore. È possibile anche revisionare il
valore attuale usando il tasto DATA CHANGE !1 .
(2) Tipi di contatore
Contatore in avanti del numero di pezzi
1
Ogni volta che un ciclo o una cucitura continua è eseguita, il valore attuale sul contatore aumenta. Quando il valore attuale raggiunge il valore di impostazione, lo schermo di conteggio
completato è visualizzato.
Contatore indietro del numero di pezzi
2
Ogni volta che un ciclo o una cucitura continua è eseguita, il valore attuale sul contatore diminuisce. Quando il valore attuale raggiunge 0 (zero), lo schermo di conteggio completato è
visualizzato.
Contatore non usato
3
(3)
Procedura di ripristino dello stato di conteggio completato
Quando lo stato di conteggio completato è raggiunto durante il lavoro di
cucitura, l'intero schermo di conteggio completato E lampeggia. Quando
si preme il tasto RESET 3 , il contatore è ripristinato e ritorna al
modo di cucitura. Quindi, il contatore comincia a contare di nuovo.
− 40 −
E
Page 44

6. Cambiamento dei dati di cucitura
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
No. di modello di cucitura
attualmente selezionato
2
Pittogramma che
rappresenta l'articolo di dati
2) Chiamare lo schermo di revisione dei dati
di cucitura.
Quando si preme il tasto DATA 8 , lo schermo di revisione A dei dati di cucitura per il No. di
modello di cucitura attualmente selezionato è visualizzato.
1
3) Selezionare i dati di cucitura da modicare.
Premere il tasto ITEM SELECT !0 per
selezionare l'articolo di dati che si desidera modi-
care.
Gli articoli di dati che non sono usati a causa della
No. di articolo
di dati
8
!0 !1
forma del modello di cucitura e quelli che sono stati
disabilitati vengono saltati e non vengono visualizzati.
4) Modicare i dati.
I dati di cucitura consistono di articoli di dati i valori per i quali sono da modicare e articoli di dati i pittogrammi per i quali sono da selezionare. L'articolo di dati il valore per il quale è da modicare è provvisto
di un numero alfanumerico quale . Il valore per l'articolo può essere modicato aumentando/diminuendo il valore di impostazione usando il tasto DATA CHANGE !1 .
L'articolo di dati il pittogramma per il quale è da selezionare è provvisto di un numero alfanumerico quale
. Il pittogramma per l'articolo può essere selezionato usando il tasto DATA CHANGE !1 .
Fare riferimento all'articolo
→
dati di cucitura.
"^-8. Elenco dei dati di cucitura" a pagina 43
per ulteriori dettagli sui
A
− 41 −
Page 45

7. Uso del modello di cucitura di valore iniziale
È facile programmare i nuovi dati di cucitura copiando il modello di cucitura di valore iniziale.
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
B
1
2
2) Chiamare il modello di cucitura di valore
iniziale.
Quando si preme il tasto PATTERN No. 7 ,
lo schermo di selezione A del modello di cucitura
è visualizzato. Il modello di cucitura No. B attualmente selezionato lampeggia. Selezionare INITIAL
VALUE PATTERN premendo il tasto ITEM
SELECT !0 .
7
3) Copiare il modello di cucitura di valore iniziale.
Copiare il modello di cucitura selezionato al punto sopraccennato ad un modello di cucitura normale e
usarlo.
Fare riferimento all'articolo
copiare.
"^-9. Copiatura del modello di cucitura" a pagina 50
per la procedura per
A
!0
− 42 −
Page 46

8. Elenco dei dati di cucitura
No. Articolo
S01 Modo di avvio − − Avvio manuale
Avvio manuale Selezione
Avvio automatico
(Una volta che il materiale è posizionato sulla macchina
per cucire, la macchina inizia la cucitura dopo un periodo di tempo preimpostato.)
S02 Allineamento automatico del materiale − − Con l'allineamen-
Senza l'allineamento automatico del materiale Selezione
Con l'allineamento automatico del materiale
S03 Tempo di ne della cucitura da 0 a 200 msec. 10
S04 Commutazione del numero di strati − − Cucitura di 2 stra-
Cucitura di 2 strati di materiale superiore e inferiore
Cucitura di 1 pezzo
Gamma di
impostazione
Selezione
Unità Valore iniziale
to automatico del
materiale
ti di materiale superiore e inferiore
S05 Commutazione tra la posizione superiore/inferiore del piedino
premistoffa all'arresto durante la cucitura
Il piedino premistoffa si arresta alla posizione
inferiore all'arresto durante la cucitura
Il piedino premistoffa si arresta alla posizione
superiore all'arresto durante la cucitura
S06 Commutazione della ne della cucitura − − L a cu ci t ur a fi-
La cucitura nisce quando tutti i materiali si allontanano dal manipolatore.
La cucitura nisce quando 1 pezzo di materiale
si allontana dal manipolatore.
S10 Arresto dopo il numero totale di punti da 0 a 9999 Numero
S11 Stato di arresto dopo il numero totale di punti − − A rr es to do p o il
Arresto dopo il taglio del lo Selezione
Arresto con l'ago abbassato
Arresto con l'ago abbassato e un punto è cucito
addizionalmente.
− − Il piedino premistoffa si arresta
Selezione
Selezione
di punti
alla posizione inferiore all'arresto
durante la cucitura
n i sc e q u a n do
tutti i materiali si
allontanano dal
manipolatore.
taglio del lo
0
S20 Velocità di "raschiare fuori" del manipolatore su-
periore
S21 Velocità di "tirare dentro" del manipolatore supe-
riore
S22 Velocità di "raschiare fuori" del manipolatore in-
feriore
− 43 −
da 0
da 0
da 0
a
a
a
9 Niente
unità
9 Niente
unità
9 Niente
unità
8
8
8
Page 47

No. Articolo
S23 Velocità di "tirare dentro" del manipolatore
inferiore
Gamma di
impostazione
da 0
9 Niente
a
Unità Valore iniziale
8
unità
S24 Livello di rilevamento della lanugine del
tessuto
S25 Impostazione della sezione di regolazione intermittente
della pressione del manipolatore
Niente impostazione della sezione di re-
golazione intermittente della pressione
del manipolatore
Impostazione della sezione A
Impostazione della sezione B
Impostazione della sezione C
Impostazione della sezione D
Impostazione della sezione E
Impostazione della sezione F
da 0 a 10 Niente
unità
0: Il rilevamento della
lanugin e del tes s ut o
non è effettuato.
− − N ie nt e im p os t az io n e
della sezione di regolazione intermittente della
pressione del manipolatore
Impostazione della sezione G
Impostazione della sezione H
Impostazione della sezione I
Impostazione della sezione J
S26 Numero di punti per l'intervallo intermit-
da 0 a 10 Numero
tente della pressione del manipolatore
superiore
S27 Numero di punti per l'intervallo intermit-
da 0 a 10 Numero
tente della pressione del manipolatore
inferiore
S28 Velocità A della macchina (coniglio) da 200 a
3500
0
di punti
Il valore iniziale non viene
visualizzato quando [S25]
"Impostazione della sezione di regolazione intermittente della pressione del
manipolatore" è impostata
su "Niente impostazione."
0
di punti
Il valore iniziale non viene
visualizzato quando [S25]
"Impostazione della sezione di regolazione intermittente della pressione del
manipolatore" è impostata
su "Niente impostazione."
pnt/min 3500
S29 Velocità B della macchina (tartaruga) da 200 a
3500
− 44 −
pnt/min 1500
Page 48

No. Articolo
S30 Inizio della cucitura - Selezione dell'inversione del tra-
sporto
Senza l'affrancatura
Con l'affrancatura
Gamma di
impostazione
Unità Valore iniziale
− − Senza l'affrancatura
S31 Inizio della cucitura - Numero di punti
d'inversione - A
S32 Inizio della cucitura - Numero di punti
d'inversione - B
da 0 a 15 Numero
di punti
da 0 a 15 Numero
di punti
4
Il valore iniziale non viene
visualizzato q uando [S30]
"Affrancatura all'inizio della
cucitura" è impostata su "L'affrancatura non viene eseguita."
4
Il valore iniziale non viene
visualizzato q uando [S30]
"Affrancatura all'inizio della
cucitura" è impostata su "L'affrancatura non viene eseguita."
S33 Inizio della cucitura - Stato di manipolatore d'inversione − − Senza il manipolatore
Senza il manipolatore
Con il manipolatore
S34 Fine della cucitura - Selezione dell'inversione del tra-
− − Senza l'affrancatura
sporto
Senza l'affrancatura
Con l'affrancatura
S35 Fine della cucitura - Numero di punti
d'inversione - C
S36 Fine della cucitura - Numero di punti
d'inversione - D
da 0 a 15 Numero
di punti
da 0 a 15 Numero
di punti
4
Il valore iniziale non viene
visualizzato q uando [S34]
"Affrancatura alla fine della
cucitura" è impostata su "L'affrancatura non viene eseguita."
4
Il valore iniziale non viene
visualizzato q uando [S34]
"Affrancatura alla fine della
cucitura" è impostata su "L'affrancatura non viene eseguita."
S37 Fine della cucitura - Stato di manipolatore d'inversione − − Senza il manipolatore
Senza il manipolatore
Con il manipolatore
S40 Sezione A - Quantità di arricciature da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione del valore assoluto" è
selezionata nel [U06] Indicazione delle arricciature.
S40 Sezione A - Rapporto di arricciature da 0 a 200 Percento 110
Visualizzato quando "Indicazione della percentuale" è
selezionata nel [U06] Indicazione delle arricciature.
− 45 −
Page 49

No. Articolo
S41 Velocità A su una sezione della
testa della macchina
Gamma di
impostazione
da 200 a
3500
Unità Valore iniziale
pnt/min 3500
S42 Posizione di commutazione A del-
le arricciature (numero di punti)
S43 Sezione B - Quantità di arricciatu-
re
S43 Sezione B - Rapporto di arriccia-
ture
S44 Velocità B su una sezione della
testa della macchina
S45 Posizione di commutazione B del-
le arricciature (numero di punti)
S46 Sezione C - Quantità di arricciatu-
re
S46 Sezione C - Rapporto di arriccia-
ture
S47 Velocità C su una sezione della
testa della macchina
da 0 a 9999 Numero
di punti
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min 3500
3500
da 0 a 9999 Numero
di punti
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min 3500
3500
0
0
S48 Posizione di commutazione C del-
le arricciature (numero di punti)
S49 Sezione D - Quantità di arricciatu-
re
S49 Sezione D - Rapporto di arriccia-
ture
S50 Velocità D su una sezione della
testa della macchina
S51 Posizione di commutazione D del-
le arricciature (numero di punti)
S52 Sezione E - Quantità di arricciatu-
re
S52 Sezione E - Rapporto di arriccia-
ture
S53 Velocità E su una sezione della
testa della macchina
da 0 a 9999 Numero
di punti
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min 3500
3500
da 0 a 9999 Numero
di punti
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S52]
a [S68] non sono visualizzati.
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min
3500
0
0
S54 Posizione di commutazione E del-
le arricciature (numero di punti)
da 0 a 9999 Numero
− 46 −
di punti
0
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S55]
a [S68] non sono visualizzati.
Page 50

No. Articolo
S55 Sezione F - Quantità di arricciatu-
re
S55 Sezione F - Rapporto di arriccia-
ture
S56 Velocità F su una sezione della
testa della macchina
Gamma di
impostazione
Unità Valore iniziale
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min
3500
S57 Posizione di commutazione F del-
le arricciature (numero di punti)
S58 Sezione G - Quantità di arricciatu-
re
S58 Sezione G - Rapporto di arriccia-
ture
S59 Velocità G su una sezione della
testa della macchina
S60 Posizione di commutazione G del-
le arricciature (numero di punti)
S61 Sezione H - Quantità di arricciatu-
re
S61 Sezione H - Rapporto di arriccia-
ture
S62 Velocità H su una sezione della
testa della macchina
da 0 a 9999 Numero
di punti
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S58]
a [S68] non sono visualizzati.
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min
3500
da 0 a 9999 Numero
di punti
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S61]
a [S68] non sono visualizzati.
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min
3500
0
0
S63 Posizione di commutazione H del-
le arricciature (numero di punti)
da 0 a 9999 Numero
di punti
0
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S64]
a [S68] non sono visualizzati.
S64 Sezione I - Quantità di arricciature da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
S64 Sezione I - Rapporto di arricciatu-
re
S65 Velocità I su una sezione della te-
sta della macchina
S66 Posizione di commutazione I delle
arricciature (numero di punti)
S67 Sezione J - Quantità di arricciatu-
re
da 0 a 200 Percento 110
Visualizzato quando "Indicazione
della percentuale" è selezionata nel
[U06] Indicazione delle arricciature.
da 200 a
pnt/min
3500
da 0 a 9999 Numero
di punti
Quando il numero di punti è impostato su 0 (zero), gli articoli da [S67]
a [S68] non sono visualizzati.
da 0 a 8,0 mm 2,4
Visualizzato quando "Indicazione
del valore assoluto" è selezionata
nel [U06] Indicazione delle arricciature.
0
− 47 −
Page 51

No. Articolo
Gamma di
impostazione
Unità Valore iniziale
S67 Sezione J - Rapporto di arricciature da 0 a 200 Percento 110
Visualizzato quando "Indicazione della percentuale" è selezionata nel [U06] Indicazione
delle arricciature.
S80 Sezione A - Pressione del manipola-
tore superiore
da 0 a 200 Niente
unità
100
S81 Sezione A - Pressione del manipola-
tore inferiore
S82 Posizione di commutazione A della
pressione del manipolatore superiore/inferiore (numero di punti)
S83 Sezione B - Pressione del manipola-
tore superiore
S84 Sezione B - Pressione del manipola-
tore inferiore
S85 Posizione di commutazione B della
pressione del manipolatore superiore/inferiore (numero di punti)
S86 Sezione C - Pressione del manipola-
tore superiore
S87 Sezione C - Pressione del manipola-
tore inferiore
S88 Posizione di commutazione C della
pressione del manipolatore superiore/inferiore (numero di punti)
S89 Sezione D - Pressione del manipola-
tore superiore
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
100
0
100
100
0
100
100
0
100
S90 Sezione D - Pressione del manipola-
tore inferiore
S91 Posizione di commutazione D della
pressione del manipolatore superiore/inferiore (numero di punti)
S92 Sezione E - Pressione del manipola-
tore superiore
S93 Sezione E - Pressione del manipola-
tore inferiore
S94 Posizione di commutazione E della
pressione del manipolatore superiore/inferiore (numero di punti)
S95 Sezione F - Pressione del manipola-
tore superiore
S96 Sezione F - Pressione del manipola-
tore inferiore
S97 Posizione di commutazione F della
pressione del manipolatore superiore/inferiore (numero di punti)
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli da [S92] a [S108] non sono
visualizzati.
100
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli da [S95] a [S108] non sono
visualizzati.
100
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli da [S98] a [S108] non sono
visualizzati.
− 48 −
Page 52

No. Articolo
S98 Sezione G - Pressione del manipo-
latore superiore
Gamma di
impostazione
Unità Valore iniziale
da 0 a 200 Niente
unità
100
S99 Sezione G - Pressione del manipo-
latore inferiore
S100 Posizione di commutazione G della
pressione del manipolatore superiore/inferiore (numero di punti)
S101 Sezione H - Pressione del manipo-
latore superiore
S102 Sezione H - Pressione del manipo-
latore inferiore
S103 Posizione di commutazione H della
pressione del manipolatore superiore/inferiore (numero di punti)
S104 Sezione I - Pressione del manipo-
latore superiore
S105 Sezione I - Pressione del manipo-
latore inferiore
S106 Posizione di commutazione I della
pressione del manipolatore superiore/inferiore (numero di punti)
S107 Sezione J - Pressione del manipo-
latore superiore
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
da 0 a 200 Niente
unità
da 0 a 9999 Numero
di punti
da 0 a 200 Niente
unità
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli
da [S101] a [S108] non sono
visualizzati.
100
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli
da [S104] a [S108] non sono
visualizzati.
100
100
0
Quando il numero di punti è
impostato su 0 (zero), gli articoli
da [S107] a [S108] non sono
visualizzati.
100
S108 Sezione J - Pressione del manipo-
latore inferiore
S120 Velocità di punto della testa della
macchina dopo il rilevamento del
da 0 a 200 Niente
unità
da 200 a
pnt/min 1500
3500
100
bordo del materiale
S130 Selezione del funzionamento dell'impilatore − − Arresto
Arresto
Questo articolo non viene visualizzato quando l'interruttore
MEMORY [U10] è impostato su
"Senza l'impilatore."
Funziona
S131 Posizione di funzionamento dell'im-
pilatore
S132 Selezione del numero di volte del
funzionamento dell'impilatore
da 0 a 999 Niente
unità
da 1 a 10 Niente
unità
0
Questo articolo non viene visualizzato quando l'interruttore
MEMORY [U10] è impostato su
"Senza l'impilatore."
1
Questo articolo non viene visualizzato quando l'interruttore
MEMORY [U10] è impostato su
"Senza l'impilatore."
− 49 −
Page 53

9. Copiatura del modello di cucitura
I dati del No. di modello di cucitura registrato possono essere copiati ad un No. di modello di cucitura che
non è usato. La copia di un modello di cucitura effettuata scrivendo sopra è proibita. Perciò, è necessario
cancellare una volta il modello di cucitura non usato e scrivere sopra i dati del No. di modello di cucitura registrato.
No. di modello di cucitura
di destinazione di copia (B)
A
!1
1) Mettere il pannello operativo nel
modo di immissione.
Sotto il modo di immissione in cui la luce di
fondo del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se
il pannello operativo è posto sotto il modo di
cucitura in cui la luce di fondo è verde, pre-
mere il tasto READY 2 per commutare
il modo al modo di immissione.
2) Selezionare il No. di modello di
cucitura di fonte di copia.
Selezionare un No. di modello di cucitura di
fonte di copia sullo schermo di selezione del
modello di cucitura.
Fare riferimento all'articolo
→
ne del modello di cucitura " a pagina 37
Se si desidera nuovamente programmare i
dati di modello di cucitura, è utile copiare il
modello di cucitura di valore iniziale ad un
nuovo modello di cucitura.
Fare riferimento all'articolo
→
modello di cucitura di valore iniziale" a
pagina 42
.
"^-3. Selezio-
"^-7. Uso del
2 3
1
No. di
modello di
cucitura
di fonte di
copia
.
@3
3) Chiamare lo schermo di copia.
Quando si preme il tasto COPY @3 , lo schermo di copia A è visualizzato.
4) Selezionare un No. di modello di cucitura di destinazione di copia.
Il modello di cucitura No. B che non è usato lampeggia. Premere il tasto DATA CHANGE !1 per
selezionare un No. di modello di cucitura di destinazione al quale si desidera copiare i dati di fonte.
Se si desidera cancellare il modello di cucitura, selezionare lo scomparto di riciclaggio .
5) Iniziare la copia.
Quando si preme il tasto READY 2 , la copia comincia. Dopo due secondi, lo schermo ritorna allo
schermo di immissione nello stato in cui il No. di modello di cucitura che è stato creato copiando è selezionato.
Se si preme il tasto RESET 3 , lo schermo ritorna allo schermo precedente senza effettuare la copia di dati.
* Anche i dati di ciclo ed i dati di cucitura continua possono essere copiati nella stessa procedura.
− 50 −
Page 54

10. Uso del tasto PATTERN REGISTRATION
Si consiglia di registrare un No. di modello di cucitura frequentemente usato al tasto PATTERN REGISTRATION. Una volta che un No. di modello di cucitura è registrato, si può selezionare il modello di cucitura registrato solo premendo il tasto PATTERN REGISTRATION sotto il modo di immissione.
(1) Procedura di registrazione
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Chiamare lo schermo di registrazione del
modello di cucitura.
Quando si tiene premuto il tasto (da P1 a P3) @7
- al quale si desidera registrare un No.
di modello di cucitura per tre secondi, lo schermo
di registrazione A del modello di cucitura è visualizzato.
3) Selezionare un No. di modello di cucitura.
Il modello di cucitura No. B attualmente disponibile
lampeggia. Selezionare un No. di modello di cucitura che si desidera registrare al tasto PATTERN
REGISTRATION premendo il tasto ITEM SELECT
.
!0
Se si seleziona lo scomparto di riciclaggio , la
registrazione può essere ripristinata.
2 3
B
A
1
!0
@7
4) Iniziare la registrazione.
Quando si preme il tasto READY 2 , la registrazione comincia. Dopo due secondi, lo schermo ritorna allo schermo di immissione.
Se si preme il tasto RESET 3 , lo schermo ritorna allo schermo precedente senza effettuare la registrazione del modello di cucitura.
(2) Stato di registrazione al momento della consegna
Tasto REGISTRATION No. di modello di cucitura registrato
P1 Modello di cucitura No. 1
P2 Modello di cucitura No. 2
P3 Modello di cucitura No. 3
− 51 −
Page 55

11. Uso del tasto PARAMETER REGISTRATION
Si consiglia di registrare un parametro frequentemente usato al tasto PARAMETER REGISTRATION. Una
volta che un parametro è registrato, si può selezionare il parametro registrato solo premendo il tasto PARAMETER REGISTRATION sotto il modo di immissione.
Non solo un parametro ma anche un No. di modello di cucitura può essere registrato al tasto PARAMETER
REGISTRATION. Ciò signica che il tasto può essere utilizzato in maniera simile a quella descritta nell'articolo
"^-10. Uso del tasto PATTERN REGISTRATION" a pagina 51
.
(1) Procedura di registrazione
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Chiamare lo schermo di registrazione del
parametro.
Quando si tiene premuto il tasto (da F1 a F6) @8
- al quale si desidera registrare un para-
metro per tre secondi, lo schermo di registrazione
del parametro è visualizzato.
A
3) Selezionare un parametro.
L'articolo B che può essere registrato al tasto PARAMETER REGISTRATION lampeggia. Selezionare un articolo che si desidera registrare al tasto
PARAMETER REGISTRATION premendo il tasto
ITEM SELECT !0 .
Gli articoli che possono essere registrati sono i dati
di cucitura, i parametri ed i No. di modello di cucitura dell'interruttore di memoria (Livello 1).
Se si seleziona lo scomparto di riciclaggio , la
registrazione può essere ripristinata.
2 3
B
A
1
!0
@8
4) Iniziare la registrazione.
Quando si preme il tasto READY 2 , la registrazione comincia. Dopo due secondi, lo schermo ritorna allo schermo di immissione.
Se si preme il tasto RESET 3 , lo schermo ritorna allo schermo precedente senza effettuare la registrazione del modello di cucitura.
− 52 −
Page 56

12. Effettuazione del cucitura del ciclo
Questa macchina per cucire è in grado di cucire due o più pezzi di dati di modello di cucitura sotto il modo di
ciclo in sequenza. 15 modelli di cucitura possono essere immessi al massimo. Utilizzare la cucitura del ciclo
quando si cuciono più asole differenti in un prodotto da cucire. Inoltre, 20 cicli possono essere registrati al
massimo. Copiare i modelli di cucitura se necessario.
Fare riferimento all'articolo
/
"^-9. Copiatura del modello di cucitura" a pagina 50
(1) Selezione dei dati di ciclo
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Chiamare lo schermo di selezione del
modello di cucitura.
2
B
1
A
.
Quando si preme il tasto PATTERN No. 7 , lo
schermo di selezione A del modello di cucitura è visualizzato.
Il modello di cucitura No. B attualmente selezionato
lampeggia.
7
!0
3) Selezionare i dati di ciclo.
Quando si preme il tasto ITEM SELECT !0 , i modelli di cucitura registrati sono visualizzati uno
dopo l'altro no a raggiungere l'ultimo No. di modello di cucitura registrato. Quindi, il No. di dati di ciclo e il
No. di dati di cucitura continua registrati sono visualizzati. Ora, selezionare il No. di dati di ciclo che si desidera cucire.
4) Effettuare la cucitura.
Quando si preme il tasto READY 2 nello stato in cui i dati di ciclo sono selezionati, la luce di fondo
del display LCD 1 cambia a verde per indicare che la cucitura è possibile.
Soltanto i dati di ciclo No. 1 sono stati registrati in fabbrica al momento della consegna, ma nessun modello di cucitura è stato immesso ai dati di ciclo. Perciò, la macchina per cucire non è nello stato di macchina pronta per la cucitura.
Immettere i dati facendo riferimento all'articolo
pagina 54
.
"^-12-(2) Procedura di revisione dei dati di ciclo " a
− 53 −
Page 57

(2) Procedura di revisione dei dati di ciclo
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2
3
2) Chiamare il No. di dati di ciclo da
1
revisionare.
C
Quando si preme il tasto PATTERN No. 7
per chiamare lo schermo di selezione del modello di
cucitura, il modello di cucitura No. B attualmente selezionato lampeggia. Quando si preme il tasto ITEM
SELECT !0 , i modelli di cucitura registrati
sono visualizzati uno dopo l'altro fino a raggiungere
l'ultimo No. di modello di cucitura registrato. Quindi, il
No. di dati di ciclo e il No. di dati di cucitura continua
registrati sono visualizzati. Ora, selezionare il No. di
dati di ciclo che si desidera cucire.
7
8
!0
3) Mettere i dati di ciclo nello stato di revisione.
Quando si preme il tasto DATA 8 , l'indicazione "dati di ciclo in corso di revisione" C compare e il
modello di cucitura No. D che viene cucito in primo luogo lampeggia. In questo stato, i dati possono essere revisionati.
4) Selezionare un punto di revisione.
Quando si preme il tasto ITEM SELECT !0 , il punto di revisione si sposta in sequenza lampeggiando. Quando il punto di revisione si sposta all'ultimo pezzo di dati, il pittogramma di comando di addi-
zione è visualizzato.
D
!1
5) Cambiare i dati sul punto di revisione selezionato.
Quando si preme il tasto DATA CHANGE !1 , i dati sul punto di revisione possono essere cambiati.
Il No. di modello di cucitura registrato è visualizzato per consentire la selezione.
Quando si preme il tasto RESET 3 , i dati di modello di cucitura sul punto di revisione possono essere cancellati. Ripetere i punti 4) e 5) per revisionare i dati.
− 54 −
Page 58

13. Cambiamento dei dati di interruttore di memoria
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Chiamare lo schermo di revisione dei dati di
interruttore di memoria.
A
No. di articolo
di dati
Livello 1
Pittogramma che
rappresenta l'articolo di dati
Livello 2
Quando si preme il tasto MODE 4 , lo schermo di revisione A dei dati di interruttore di memoria
(Livello 1) è visualizzato. Quando si tiene premuto il
tasto per tre secondi o più, lo schermo di revisione
dei dati di interruttore di memoria (Livello 2) è vi-
B
sualizzato.
3) Selezionare i dati di interruttore di memoria
da modicare.
Premere il tasto ITEM SELECT !0 per selezionare l'articolo di dati che si desidera modica-
re.
4) Modicare i dati.
I dati di interruttore di memoria consistono di articoli
di dati i valori per i quali sono da modicare e articoli di dati i pittogrammi per i quali sono da selezionare. L'articolo di dati il valore per il quale è da modicare è provvisto di un numero alfanumerico quale
. Il valore per l'articolo può essere modicato
aumentando/diminuendo il valore di impostazione
usando il tasto DATA CHANGE !1 .
L'articolo di dati il pittogramma per il quale è da
selezionare è provvisto di un numero alfanumerico
quale . Il pittogramma per l'articolo può essere selezionato usando il tasto DATA CHANGE !1
B
2 4
1
!1
!0
.
Fare riferimento all'articolo
/
"^-14. Elenco dei
dati di interruttore di memoria " (a pagina 56)
per ulteriori dettagli sui dati di interruttore di memoria.
− 55 −
Page 59

14. Elenco dei dati di interruttore di memoria
(1) Livello 1
I dati di interruttore di memoria (Livello 1) sono i dati di funzionamento condivisi dalle macchine per cucire.
Questi dati sono comuni a tutti i modelli di cucitura.
No. Articolo
Gamma di
impostazione
Unità Valore iniziale
U01 Selezione del funzionamento del manipolatore − − Il manipolatore è
Il manipolatore è operativo.
operativo.
Inoperativo
U02 Selezione del funzionamento alla ne della cucitura − − Funzionamento
Funzionamento standard
standard
La macchina per cucire finisce la cucitura indipendentemente dal sensore del bordo del
materiale
Quando non esiste il tessuto inferiore sulla
macchina per cucire anche se il sensore del
bordo del materiale rileva il materiale, la macchina per cucire si arresta dopo il taglio del lo
senza cucire i punti d'inversione.
U03 Selezione dello stato di posizionamento del materiale − − Il sensore suppone
Il sensore suppone che il materiale sia posizionato sulla macchina per cucire soltanto quando il materiale è inserito sotto il sensore il più
possibile.
Il sensore suppone che il materiale sia posizionato sulla macchina per cucire quando il mate-
che il materiale sia
posiziona t o sulla
macchina per cucire soltanto quando
il materiale è inserito sotto il sensore il
più possibile.
riale è posizionato appena prima del sensore.
U04 Selezione del modo di cucitura di un pezzo − − Manipolatore
Manipolatore inferiore (normale)
inferiore
Un pezzo solo di materiale viene cucito usando il manipolatore superiore.
U05 Tempo di avvio automatico da 100 a 500 msec. 500
U06 Commutazione dell'indicazione delle arricciature − − Indicazione della
Indicazione del valore assoluto
La quantità di arric c i ature (m m ) vien e visuali z z ata
utilizzando gli articoli di dati di cucitura [S40, S43, S46, S49,
S52, S55, S58, S61, S64 e S67]. La quantità di arricciature
non cambia anche se la quantità di trasporto inferiore è
cambiata per mezzo della manopola.
percentuale
Indicazione della percentuale (rispetto alla
quantità di trasporto inferiore)
Il rapporto di arricciature (%) viene visualizzato utilizzando
gli articoli di dati di cucitura [S40, S43, S46, S49, S52,
S55, S58, S61, S64 e S67]. Se la quantità di trasporto
inferiore è cambiata per mezzo della manopola, la quantità
di arricciature verrà automaticamente cambiata al valore
corrispondente al rapporto preimpostato (%).
U07 Selezione del funzionamento del supporto del pezzo in lavora-
zione
Il supporto del pezzo in lavorazione funziona
− − Il supporto del pezzo in lavorazione
funziona.
quando l'impilatore funziona.
Il funzionamento del supporto del pezzo in lavorazione è proibito quando l'impilatore funziona.
− 56 −
Page 60

No. Articolo
Gamma di
impostazione
Unità Valore iniziale
U10 Montaggio/tipo di impilatore − − Senza l'impilatore
Senza l'impilatore
L'impilatore ad aria è montato.
Quando "Senza l'impilatore" è selezionato, gli
articoli di dati di cucitura
[S130], [S131] e [S132]
non vengono visualizzati.
L'impilatore standard a barre è montato.
U11 Temporizzatore 1 dell'impilatore da 0,0 a 9,9 0,1 sec. 0,5
Questo articolo non è
visua l i zz at o q ua n do
l'impilatore è impostato
su "Senza l'impilatore."
U12 Temporizzatore 2 dell'impilatore da 0,0 a 9,9 0,1 sec. 0,5
Questo articolo non è
visua l i zz at o q ua n do
l'impilatore è impostato
su "Senza l'impilatore."
U13 Temporizzatore 3 dell'impilatore da 0,0 a 9,9 0,1 sec. 1,5
Questo articolo non è
visua l i zz at o q ua n do
l'impilatore è impostato
su "Senza l'impilatore."
U15 Impostazione della velocità di partenza
da 200 a 3500 pnt/min 800
dolce per il 1o punto
U16 Impostazione della velocità di partenza
da 200 a 3500 pnt/min 800
dolce per il 2o punto
U17 Impostazione della velocità di partenza
da 200 a 3500 pnt/min 2000
dolce per il 3o punto
U18 Impostazione della velocità di partenza
da 200 a 3500 pnt/min 3000
dolce per il 4o punto
U19 Impostazione della velocità di partenza
da 200 a 3500 pnt/min 3500
dolce per il 5o punto
U20 Unità d'aggiornamento del contatore da 1 a 30 Niente
unità
U21 Selezione di con/senza il rilevamento della quantità rima-
− − Senza il dispositivo
nente di lo della bobina
Senza il dispositivo di rilevamento della
quantità rimanente di lo della bobina
Il dispositivo di rilevamento della quantità
rimanente di lo della bobina è montato.
1
di rilevamento della
quantità rimanente di
lo della bobina
U22 Numero di volte del rilevamento della
quantità rimanente di lo della bobina
U23 Selezione del funzionamento del rilevamento della rottura
del lo
Senza il dispositivo di rilevamento della
quantità rimanente di lo della bobina
Il dispositivo di rilevamento della quantità
rimanente di lo della bobina è montato.
− 57 −
da 0 a 19 Numero di
1
volte
− − Senza il dispositivo
di rilevamento della
quantità rimanente di
lo della bobina
Page 61

No. Articolo
U24 Abbassamento dell'ago al posizionamento del materiale − − Posizionamento del
Posizionamento del materiale con l'ago
sollevato
Posizionamento del materiale con l'ago
abbassato
(*1) Se si preme il bottone START prima
del posizionamento del materiale sulla
macchina per cucire, la barra ago si abbasserà.
U25 Selezione della sezione − − La sezione di quanti-
La sezione di quantità di arricciature e
la sezione di pressione del manipolatore
sono identiche.
La sezione di quantità di arricciature e
la sezione di pressione del manipolatore
sono separate.
(*) È possibile posizionare il materiale sulla macchina per cucire utilizzando la barra ago come riferimento con la barra ago
abbassata. Poiché la barra ago si arresta quando essa ha superato il suo punto più basso, regolare la posizione superiore
del piedino premistoffa. (Fare riferimento all'articolo "*-1. Regolazione della leva di sollevamento del piedino premistoffa" a
pagina 79.) Quando si preme il bottone START dopo aver posizionato il materiale sulla macchina per cucire, la macchina per
cucire inizia la cucitura.
Gamma di
impostazione
Unità Valore iniziale
materiale con l'ago
sollevato
tà di arricciature e la
sezione di pressione
de l ma n i p ol at or e
sono identiche.
(2) Livello 2
Quando l'interruttore MODE è tenuto premuto per tre secondi, la revisione degli articoli di dati categorizzati
come il Livello 2 è possibile.
No. Articolo
K01 Proibizione del cambiamento dell'impostazione del parametro − − Il cambia-
Il cambiamento è permesso.
Il cambiamento dei dati di cucitura e dei dati di
interruttore di memoria è impostato su "proibito."
K02 Impostazione della velocità limitata max da 200 a 3500 pnt/min 3500
K03 Correzione dell'origine del motore del passo del
trasporto
K04 Tempo di attesa per l'abbassamento del piedino
premistoffa
K05 Valore di correzione della pressione del manipo-
latore superiore
Gamma di
impostazione
da –10 a 10 − 0
da 0 a 100 msec. 50
da –30 a 30 − 0
Unità
Valore ini-
ziale
mento è
permesso.
K06 Valore di correzione della pressione del manipo-
latore inferiore
K07 Impostazione del tipo di sensore del manipola-
tore
K08 Inizio della cucitura - Velocità di rotazione della
testa della macchina per l'inversione del trasporto
K09 Fine della cucitura - Velocità di rotazione della
testa della macchina per l'inversione del trasporto
da –30 a 30 − 0
da 0 a 3 − 0
da 200 a 1900 pnt/min 800
da 200 a 1900 pnt/min 800
− 58 −
Page 62

No. Articolo
K10 Numero di punti di correzione A per l'affrancatura all'ini-
zio della cucitura
Gamma di
impostazione
da 0 a 5 Numero
Unità
di punti
Valore
iniziale
0
K11 Numero di punti di correzione B per l'affrancatura all'ini-
zio della cucitura
K12 Numero di punti di correzione C per l'affrancatura alla
ne della cucitura
K13 Numero di punti di correzione D per l'affrancatura alla
ne della cucitura
K14 Angolo di correzione A per l'uscita solenoide dell'inver-
sione del trasporto all'inizio della cucitura
K15 Angolo di correzione B per l'uscita solenoide dell'inver-
sione del trasporto all'inizio della cucitura
K16 Angolo di correzione D per l'uscita solenoide dell'inver-
sione del trasporto all'inizio della cucitura
K17 Valore di impostazione per la posizione di arresto della
barra dell'ago
K30 Correzione del potenziometro di lettura della quantità di
trasporto
[Spiegazione]
La quantità di trasporto inferiore impostata con la manopola è letta registrando la posizione massima (valore
del potenziometro) e il valore minimo della quantità di
trasporto.
K40 Modo di regolazione per la sostituzione della cinghia del
motore dell'albero principale
[Spiegazione]
Poiché il motore dell'albero principale viene ssato alla
posizione di 53 gradi, la cinghia del motore dell'albero
principale deve essere installata di nuovo dopo l'allineamento del motore dell'albero principale sul lato della
testa della macchina alla posizione del punto di riferimento.
K50 Avvio del modo di controllo del sensore
da 0 a 5 Numero
di punti
da 0 a 5 Numero
di punti
da 0 a 5 Numero
di punti
da –36 a 36 x 10 gradi 0
da –36 a 36 x 10 gradi 0
da –36 a 36 x 10 gradi 0
da –50 a 50 Gradi 0
− − −
− − −
− − −
0
0
0
1: Sensore interno (bordo del materiale) del tessuto
superiore
2: Sensore esterno del tessuto superiore
3: Sensore interno (bordo del materiale) del tessuto
inferiore
4: Sensore esterno del tessuto inferiore
5: Interruttore di avvio
6: Sensore di rilevamento del materiale
7: Sensore dell'origine del passo del trasporto superiore
8: Interruttore di inclinazione della testa della macchina
9: Sensore SDET
10: Sensore 1 (Avvio) del pedale di avvio
11: Sensore 2 (Piedino premistoffa) del pedale di avvio
12: Sensore 3 (Commutazione della velocità della testa
della macchina) del pedale di avvio
13: Rilevamento della quantità rimanente di lo della
bobina, origine
14: Rilevamento della quantità rimanente di lo della
bobina, niente lo
− 59 −
Page 63

15. Impostazione delle arricciature superiori
Il metodo di impostazione della quantità di arricciature superiori può essere selezionato tra i due metodi differenti; cioè, "Specicazione della quantità di trasporto superiore" (espresso in mm) e "Specicazione della
percentuale rispetto alla quantità di trasporto inferiore" (espresso in %) tramite l'interruttore MEMORY "U06".
È possibile dividere la sezione di arricciature superiori in 10 sezioni al massimo e specicare la quantità di
arricciature per le rispettive sezioni separatamente. Allo stesso tempo, la velocità della testa della macchina
può essere impostata separatamente per quelle sezioni.
Esempio: Quando soltanto una sezione di una costura è arricciata
A B C D
Inizio Fine
Sezione di
cucitura
standard
Sezione di
arricciature
superiori
Sezione di cucitura
standard
Per la quantità di arricciature, "indicazione del valore assoluto" deve essere selezionata nell'articolo di dati
"U06" e si devono usare le quattro sezioni da A a D.
Numero Articolo di impostazione
S40 Sezione A - Quantità di arricciature
S41
S42
S43 Sezione B - Quantità di arricciature
S44
S45
S46 Sezione C - Quantità di arricciature
S47
S48
S49 Sezione D - Quantità di arricciature
S50
S51
Velocità A su una sezione della testa della
macchina
Posizione di commutazione A delle arricciature superiori (numero di punti)
Velocità B su una sezione della testa della
macchina
Posizione di commutazione B delle arricciature superiori (numero di punti)
Velocità C su una sezione della testa della
macchina
Posizione di commutazione C delle arricciature superiori (numero di punti)
Velocità D su una sezione della testa della
macchina
Posizione di commutazione D delle arricciature superiori (numero di punti)
Valore di
impostazione
2,5
2500
40
3,7
2500
40
2,5
2500
20
2,5
3500
0
Osservazioni
La quantità di trasporto superiore deve essere
impostata su 2,5 mm.
La velocità della testa della macchina deve
essere impostata su 2.500 pnt/min.
Sezione di 40 punti
La quantità di trasporto superiore deve essere
impostata su 3,7 mm.
La velocità della testa della macchina deve
essere impostata su 2.500 pnt/min.
Sezione di 40 punti
La quantità di trasporto superiore deve essere
impostata su 2,5 mm.
La velocità della testa della macchina deve
essere impostata su 2.500 pnt/min.
Sezione di 20 punti
La quantità di trasporto superiore deve essere
impostata su 2,5 mm.
La velocità della testa della macchina deve
essere impostata su 3.500 pnt/min.
Fino alla ne
Quando la posizione di commutazione delle arricciature superiori (numero di punti) è impostata
su "0," la sezione di arricciature superiori continua no alla ne. La macchina per cucire non si
sposta alla sezione seguente.
− 60 −
Page 64

16. Impostazione della pressione del manipolatore
La sezione di pressione del manipolatore superiore/inferiore può essere divisa in 10 sezioni al massimo. Il
valore di pressione può essere impostato separatamente per le rispettive sezioni.
Esempio: Quando una costura è cucita con una stessa pressione
Numero
S80 Sezione A - Pressione del manipolatore superiore
S81 Sezione A - Pressione del manipolatore inferiore
Posizione di commutazione A della pressione del
S82
manipolatore (numero di punti)
S83 Sezione B - Pressione del manipolatore superiore
S84 Sezione B - Pressione del manipolatore inferiore
Posizione di commutazione B della pressione del
S85
manipolatore (numero di punti)
S86 Sezione C - Pressione del manipolatore superiore
S87 Sezione C - Pressione del manipolatore inferiore
Posizione di commutazione C della pressione del
S88
manipolatore (numero di punti)
S89 Sezione D - Pressione del manipolatore superiore
S90 Sezione D - Pressione del manipolatore inferiore
Posizione di commutazione D della pressione del
S91
manipolatore (numero di punti)
Articolo di impostazione
Valore di im-
postazione
85
98
0
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
Osservazioni
Il materiale è premuto con il valore di pressione 85.
Il materiale è premuto con il valore di pressione 98.
La sezione no alla ne della cucitura
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Va bene qualsiasi valore.
Quando la posizione di commutazione del manipolatore (numero di punti) è impostata su "0,"
la sezione di pressione del manipolatore continua no alla ne. La macchina per cucire non si
sposta alla sezione seguente.
Esempio: Quando una costura è divisa in cinque sezioni e queste sezioni sono cucite rispettivamente con i
differenti valori di pressione
A B C D
S80 S83 S86 S89 S92
Inizio
Numero
S80 Sezione A - Pressione del manipolatore superiore
S81 Sezione A - Pressione del manipolatore inferiore
S82
S83 Sezione B - Pressione del manipolatore superiore 80
S84 Sezione B - Pressione del manipolatore inferiore 90
S85
S86 Sezione C - Pressione del manipolatore superiore 0 Il manipolatore è sollevato.
S87 Sezione C - Pressione del manipolatore inferiore 0 Il manipolatore è sollevato.
S88
S89 Sezione D - Pressione del manipolatore superiore 80
S90 Sezione D - Pressione del manipolatore inferiore 90
S91
S92 Sezione E - Pressione del manipolatore superiore 85
S93 Sezione E - Pressione del manipolatore inferiore 98
S94
S81 S84 S87 S90 S93
Articolo di impostazione
Posizione di commutazione A della pressione del
manipolatore (numero di punti)
Posizione di commutazione B della pressione del
manipolatore (numero di punti)
Posizione di commutazione C della pressione del
manipolatore (numero di punti)
Posizione di commutazione D della pressione del
manipolatore (numero di punti)
Posizione di commutazione E della pressione del
manipolatore (numero di punti)
E
Valore di pressione del manipolatore superiore
Valore di pressione del manipolatore inferiore
Fine
Valore di im-
postazione
85
98
10
10 Sezione di 10 punti
5 Sezione di 5 punti
30 Sezione di 30 punti
0 Sezione no alla ne della cucitura
Il materiale è premuto con il valore di pressione 85.
Il materiale è premuto con il valore di pressione 98.
Sezione di 10 punti
Osservazioni
Quando [S91] Posizione di commutazione D del manipolatore (numero di punti) è impostata su un
certo numero di punti (uno o più), le sezioni E da [S92] a [S94] sono visualizzate. Quando la posizione
di commutazione del manipolatore (numero di punti) è impostata su "0," la sezione di pressione del
manipolatore continua no alla ne. La macchina per cucire non si sposta alla sezione seguente.
− 61 −
Page 65

17. Uso dell'insegnamento
La funzione di insegnamento è la funzione che permette di controllare la cucitura facendo funzionare realmente la macchina per cucire cambiando la quantità di arricciature superiori e la pressione del manipolatore
superiore/inferiore.
La quantità di arricciature superiori e la pressione del manipolatore superiore/inferiore secondo le quali la
macchina per cucire ha funzionato possono essere registrate per ciascuna sezione di numero di punti.
1) Mettere il pannello operativo nel modo di
immissione.
Sotto il modo di immissione in cui la luce di fondo
del display LCD 1 è blu, il cambiamento del modello di cucitura è possibile. Se il pannello operativo è posto sotto il modo di cucitura in cui la luce
di fondo è verde, premere il tasto READY 2
per commutare il modo al modo di immissione.
2) Selezionare il numero di modello di cucitura
da usare per l'insegnamento.
Selezionare il No. di modello di cucitura da usare per
l'insegnamento sullo schermo di selezione del modello di cucitura.
2 3
!1
3) Entrare nel modo di insegnamento.
Premere il tasto TEACHING @4 sul pannello
operativo.
4) Iniziare l'insegnamento.
Lo schermo di insegnamento indicato qui sotto è visualizzato. La luce di fondo del display LCD è verde.
Il numero di punti è 0 (zero) per tutte le sezioni.
I dati di valore di pressione del manipolatore superiore/inferiore ed i dati di quantità di arricciature superiori che sono stati già registrati per il modello di cucitura selezionato per l'insegnamento sono visualizzati.
Schermo di insegnamento
La sezione di insegnamento lampeggia.
La sezione di insegnamento può essere spostata usando il tasto
FORWARD @5 o il tasto BACKWARD @6 .
!0
@4
@6@5
L'indicazione del valore assoluto e l'indicazione della percentuale
possono essere commutate selezionando l'indicazione della
quantità di arricciature.
Il punto selezionato per il cambiamento lampeggia. Selezionare l'articolo che può essere modicato usando il tasto ITEM SELECT !0 .
Gli articoli variabili sono il numero di punti, il valore di pressione del manipolatore superiore e la quantità di arricciature superiori.
Modicare il valore usando il tasto DATA CHANGE !1 .
− 62 −
Page 66

Quando si preme il bottone START dopo aver posizionato il materiale sulla macchina per cucire, la testa
della macchina comincia a ruotare e il numero di punti per la sezione relativa è aggiunto. Quando il sensore rileva il bordo del materiale e la macchina per cucire nisce la cucitura, il numero di punti per la sezione relativa è fatto ritornare a "0" (zero).
5) Finire l'insegnamento.
Quando si preme il tasto READY 2 , la macchina per cucire si arresta dopo il taglio del lo e il valore di pressione del manipolatore superiore/inferiore, la quantità di arricciature superiori, il numero di punti
per le sezioni sono registrati e l'insegnamento è nito.
Quando si nisce l'insegnamento senza il rilevamento del bordo del materiale (quando si nisce l'insegnamento arrestando la macchina durante la cucitura), il numero totale di punti per le sezioni da [A] a [J] è
impostato per il parametro di cucitura (Arresto dopo il numero totale di punti).
Quando si preme il tasto RESET 3 , la macchina per cucire si arresta dopo il taglio del lo e l'insegnamento può essere nito dopo l'eliminazione dei valori di impostazione.
− 63 −
Page 67

18.
Correzione del potenziometro di lettura della quantità di trasporto inferiore
Un potenziometro è utilizzato per leggere la quantità di trasporto inferiore della testa della macchina. Questo
potenziometro richiede la correzione in modo da paragonare il suo valore di lettura con la quantità reale di
trasporto.
1. Chiamata dello schermo di impostazione
Visualizzare il parametro a livello di manutenzione
[K30] .
Per chiamare lo schermo, premere il tasto READY
.
2
2 3
2. Procedura di impostazione
Selezionare "MIN" o "MAX" usando il tasto ITEM SELECT !0 .
Quando "MIN" è selezionato…. Prima impostare la quantità di trasporto su "0" (zero) girando la manopola
!0
di regolazione della quantità di trasporto inferiore. Poi premere il tasto READY
Quando "MAX" è selezionato…. Prima impostare la quantità di trasporto su "4" (quattro) girando la mano-
pola di regolazione della quantità di trasporto inferiore. Poi premere il tasto READY
la.
2
per registrarla.
2
per registrar-
3. Completamento dell'impostazione
Si può uscire dallo schermo di impostazione premendo il tasto RESET 3 .
− 64 −
Page 68

&
. MANIPOLAZIONE E REGOLAZIONE DELLE PARTI
1. Regolazione dello slittamento del materiale e della pressione del manipolatore
1
2
!1
!2
5 3
1) Quando si attiva l'alimentazione, lo schermo iniziale viene visualizzato sul display LCD 1.
2) Quando si preme il tasto DATA 2, [S01] "Modo
di avvio" viene visualizzato sul display LCD 1.
4
3) Premere il tasto MODE 3 per chiamare [U01]
"Selezione del funzionamento del manipolatore"
sul display LCD 1.
6
9
4) Premere il tasto del tasto DATA CHANGE
per arrestare il funzionamento del manipola-
4
tore.
5) Quando si preme il tasto READY 5, la seguente indicazione appare sul display LCD 1.
Quindi, il piedino premistoffa della macchina per
cucire si solleva e il LED 6 lampeggia.
− 65 −
Page 69

7
8
6) Girare il manipolatore superiore 7 per consentire la regolazione senza il manipolatore.
Dopo aver regolato la lunghezza del trasporto inferiore (fare riferimento all'articolo
della lunghezza del punto," p. 10
per la cucitura di prova che siano stati tagliati in dimensioni identiche sotto il piedino premistoffa della
8
per la procedura di regolazione), posizionare i due strati di materiale
"$-10. Regolazione
macchina per cucire. Premere l'interruttore START 9 per avviare la macchina per cucire. Continuare a
cucire nché il bordo !0 del materiale non sia raggiunto. Quindi, premere di nuovo l'interruttore START
per arrestare la macchina per cucire.
9
7) Regolare la quantità di arricciature secondo lo
slittamento tra i due strati di materiale dopo la
A
cucitura di prova.
Nel caso A, selezionare il parametro di cucitura
[S40] "Quantità di arricciature-sezione A." Diminuire quindi la quantità di arricciature.
Nel caso B, selezionare il parametro di cucitura
B
[S40] "Quantità di arricciature-sezione A." Aumentare quindi la quantità di arricciature.
!0
[S40] "Sezione A - Rapporto di arricciature"
(indicazione della percentuale)
!3
8) Operazione per modificare la quantità di arricciature
Nello stato descritto nel punto 5), premere il
tasto SHIRRING SECTION A !1 per selezionare [S40]. Se [S41] o [S42] viene visualizzato
premendo il tasto SHIRRING SECTION A !1,
premere di nuovo il tasto SHIRRING SECTION
A per selezionare [S40].
Dopo aver selezionato [S40], modicare il valore
percentuale !3 usando il tasto DATA CHANGE
. Premere il tasto READY 5 per effettuare di
4
nuovo la cucitura di prova e regolare di nuovo lo
slittamento tra i due strati di materiale. Ripetere
la cucitura di prova e la regolazione nché i bordi del materiale dei due strati di materiale non
combacino.
9) Regolazione della pressione del manipolatore
superiore/inferiore
Dopo aver regolato lo slittamento tra i due strati di
materiale, regolare la pressione del manipolatore
superiore/inferiore. Quando si preme il tasto READY 5, la seguente indicazione appare sul display
LCD 1. Quindi, il piedino premistoffa della macchina per cucire si solleva e il LED 6 lampeggia.
− 66 −
Page 70

5 3
10) Premere il tasto READY 5 per chiamare lo
schermo iniziale sul display LCD 1.
1
2
!1
!2
11) Premere il tasto MODE 3 per chiamare [U01]
"Selezione del funzionamento del manipolatore"
sul display LCD 1.
4
12) Premere il tasto del tasto DATA CHANGE
per rendere valido il funzionamento del
4
manipolatore.
13) Quando si preme il tasto READY 5, la seguente
indicazione appare sul display LCD 1. Quindi, il
piedino premistoffa della macchina per cucire si
solleva e la macchina per cucire è pronta per la
cucitura.
!4
!6
7
14) Rimettere il manipolatore superiore 7 alla sua
posizione iniziale girandolo.
15) Posizionare i materiali sulla guida del tessuto
con i bordi del materiale allineati alla linea di
allineamento !4 del materiale.
− 67 −
Page 71

16) Una volta che i materiali sono stati posizionati sulla macchina per cucire, l'indicazione del sensore sul
display LCD 1 viene portata nello stato di ON !5 e il LED 6 lampeggia. Quando si preme l'interruttore
START 9, la macchina per cucire comincia a funzionare ed esegue la cucitura mentre i manipolatori !6
lavorano per allineare i bordi del materiale. Quando la macchina
per cucire nisce la cucitura dei materiali, la macchina per cucire
automaticamente taglia il lo e si arresta.
!5
17) Se i bordi del materiale non sono allineati uno
all'altro alla ne della cucitura, modicare la pressione del manipolatore superiore/inferiore per allineare i bordi del materiale alla ne della cucitura.
A
Nel caso A, selezionare il parametro di cucitura
[S80] "Sezione A - Pressione del manipolatore
superiore" e diminuire il valore di pressione del
manipolatore superiore.
Nel caso B, selezionare il parametro di cucitura
B
[S81] "Sezione B - Pressione del manipolatore
inferiore" e diminuire il valore di pressione del
manipolatore inferiore.
Se la pressione del manipolatore è eccessivamente ridotta, la distanza dal margine non sarà
costante.
18) Operazione per modicare la pressione del manipolatore superiore
Premere il tasto MANIPULATOR PRESSURE SECTION A !2 per selezionare e chiamare [S80] "Sezione
A - Pressione del manipolatore superiore" sul display LCD 1.
Cambiamento dei dati di pressione del manipolatore superiore
!7
Dopo aver selezionato [S80], modicare il valore di pressione !7
del manipolatore superiore usando il tasto DATA CHANGE 4.
Quindi, posizionare i materiali sulla macchina per cucire e avviare
la macchina per cucire per eseguire la cucitura.
Quando la macchina per cucire esegue il taglio del lo alla ne
della cucitura, il valore di pressione !7 del manipolatore superiore
è confermato.
19) Operazione per modicare la pressione del manipolatore inferiore
Premere il tasto MANIPULATOR PRESSURE SECTION A !2 per selezionare e chiamare [S81] "Sezione
A - Pressione del manipolatore inferiore" sul display LCD 1.
Cambiamento dei dati di pressione del manipolatore inferiore
!7
Dopo aver selezionato [S81], modificare il valore di pressione
del manipolatore inferiore usando il tasto DATA CHANGE 4.
!7
Quindi, posizionare i materiali sulla macchina per cucire e avviare
la macchina per cucire per eseguire la cucitura.
Quando la macchina per cucire esegue il taglio del lo alla ne
della cucitura, il valore di pressione $17$ del manipolatore inferiore è confermato.
Pressione consigliata del manipolatore (per i modelli di cucitura lineare)
Materiali leggeri
Pressione del manipolatore superiore da 65 a 85 da 90 a 110 da 120 a 130
Pressione del manipolatore inferiore da 70 a 90 da 100 a 120 da 140 a 160
Se la pressione del manipolatore inferiore è impostata su 65 quando il passo del trasporto
inferiore è impostato su 2,5 mm o più, l'errore [E499] verrà visualizzato per disattivare la cucitura.
Materiali di media
pesantezza
Materiali pesanti
− 68 −
Page 72

2. Aria sofata per il trasporto ausiliario del materiale
(1) Ugelli d'aria per sofare il materiale
1) Gli ugelli d'aria sono disposti in sette punti sul
tavolo.
Gli ugelli d'aria A sono disposti in quattro punti
A
B
(2) Regolazione della pressione dell'aria sofata
1
davanti al centro dell'ago e quelli B sono disposti in tre punti dietro il centro dell'ago.
2) Regolare i regolatori di velocità per A e B a seconda del tipo di materiale, della forma e della
misura del pezzo in lavorazione. (Fare riferimento all'articolo
dell'aria sofata.
cità per aumentare la pressione dell'aria sofata
per i pezzi in lavorazione grandi e pesanti o per
diminuirla per quelli piccoli e leggeri.
1) Regolare la pressione dell'aria sofata per mezzo dei regolatori di velocità 1 e 2.
2) Il regolatore di velocità 1 è usato per la regolazione della pressione dell'aria sofata di A ed
il regolatore di velocità 2 è usato per la regolazione della pressione dell'aria sofata di B.
Non avvicinare la faccia all'uscita dell'aria sofata.
(2) Regolazione della pressione
) Regolare i regolatori di velo-
2
3. Interruttore area di lavoro
ATTENZIONE
Quando si preme l'interruttore di avvio, il piedino premistoffa della macchina per cucire si
abbassa. Fare attenzione che le dite non siano intrappolate sotto il piedino premistoffa.
2
1
:
Interruttore di avvio
1
1) Quando il materiale è posizionato sulla macchina per cucire sotto il modo di avvio manuale, il
LED 2 lampeggia. Quando si preme l'interruttore di avvio in questo stato, la macchina per
cucire comincia a funzionare.
2) Quando si preme l'interruttore mentre la macchina per cucire è in funzione, la macchina per
cucire si arresta temporaneamente. Quando si
preme ancora una volta l'interruttore, la macchina per cucire si avvia di nuovo.
− 69 −
Page 73

4. Sensore del bordo del materiale
1
2
1) Quando il sensore 1 del bordo del materiale rileva il bordo del materiale, la velocità di punto si
abbassa a 1.500 pnt/min se la velocità di punto
è superiore a 1.500 pnt/min. (Il valore impostato
in fabbrica è 1.500 pnt/min.)
2) Quando il nastro riettente 2 non riette la luce
sufcientemente, un malfunzionamento può essere causato. Se si vericano malfunzionamenti,
sostituire il nastro riettente con un nuovo. (Numero di parte: 40088020)
3) Il valore iniziale della velocità di punto della testa
della macchina dopo il rilevamento del bordo del
materiale è stato impostato in fabbrica su 1.500
pnt/min. Tuttavia, esso può essere cambiato ad
un valore da 200 a 3.500 pnt/min a seconda dei
processi di cucitura sul pannello operativo.
5. Regolazione della distanza dal margine
1) La distanza dal margine è cambiata girando la
manopola di regolazione 1 della distanza dal
margine. La distanza dal margine è regolabile
da 1 mm a 30 mm.
1
2) Assicurarsi che il braccio oscillante 2 si muova
su e giù in modo liscio premendolo con le dita.
2
− 70 −
Page 74

6. Regolazione dell'altezza del rullo del manipolatore superiore
1) Quando il sensore e la guida asm. 4 del tessuto sono stati sostituiti (fare riferimento alle
pagine 73 e 74 per la modalità di sostituzione
3
2
1
di questi), è necessario regolare lo spazio fra il
rullo 1 e la piastra di separazione 2.
4
5
7
6
2) Allentare la vite di ssaggio 5 e spostare il rullo
su e giù per regolare in modo che l'altezza
1
del rullo corrisponda alla guida asm. 4 del tessuto. È necessario regolare l'altezza del rullo 1
in modo che la parte inferiore (periferia) del rullo
non sporga dalla supercie inferiore della guida
del tessuto. Quindi, ssare il rullo con la vite
3
di ssaggio 5. Fissare il rullo allineando la faccia dell'estremità dell'albero 6 del manipolatore
superiore alla faccia dell'estremità del braccio di
azionamento 7 del manipolatore.
− 71 −
Page 75

7. Dispositivo pin tuck S200 per la AE-200A
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
:
(1) Speciche
Altezza della
cresta del pin tuck
Intervallo
(2) Apposizione della scala
1. Misura del pin tuck
Altezza della cresta del pin tuck: da1 a 30 mm
Intervallo: da 4 a 25 mm
* La combinazione possibile di speciche è
"Altezza della cresta + Intervallo = 50 mm o
meno."
2. Velocità di punto: La velocità più adatta di punto
è da 2.000 a 2.500 pnt/min.
Quando si installa il dispositivo pin tuck alla macchina per cucire da dietro, l'etichetta della scala in dotazione con l'unità deve essere attaccata sulla macchina per cucire. Attaccare l'etichetta della scala sulla
macchina per cucire allineando la sua posizione 0
(zero) alla linea di entrata dell'ago come illustrato
nella gura a sinistra.
− 72 −
Page 76

(3) Sostituzione del sensore e della guida del tessuto del manipolatore superiore
1) Per sostituire il sensore, inclinare la macchina
per cucire e girare il manipolatore superiore.
Fare attenzion e ch e il man ipol ator e
superiore non cada quando si gira il
manipolatore superiore.
2) Rimuovere le due viti di ssaggio 1 del supporto del sensore. Rimuovere il supporto del sen-
1
sore.
2
3
3) Rimuovere le due viti di fissaggio 2 del sensore. Sostituire il sensore standard con il sensore esclusivo per pin tuck (numero di parte:
40084103).
Quando si ssa il manipolatore, regolare
in modo che il sensore non venga a
contatto con le scanalature nella placca
ago per mezzo delle due viti di ssaggio
.
2
4) Rimuovere il connettore 3 del sensore dal sensore. In questo momento, fare attenzione alla
manipolazione della sezione di connettore poiché essa è molto sottile.
Quando si installa il connettore del sensore, controllare con attenzione l'orientamento del connettore. (Allineare il contrassegno sul connettore a quello sul
sensore.)
− 73 −
Page 77

B
Sensore del bordo
del materiale
4
5) Rimuovere le due viti di ssaggio 4 della guida
del tessuto. Rimuovere la guida 5 del tessuto.
5
6) Installare la piastra di base 6 del misuratore
A
della larghezza della pieghettatura con le due
viti di ssaggio 4 della guida del tessuto.
Regolare la piastra di base 6 del misuratore
6
della larghezza della pieghettatura in modo che
la faccia A della piastra di base 6 del misuratore della pieghettatura sia a livello della sezione
B del sensore B del bordo del materiale.
7
6
4
7) Montare il misuratore 7 della larghezza della
pieghettatura sulla piastra di base 6 del misuratore della larghezza della pieghettatura con le
viti di ssaggio 8 del misuratore della larghezza
della pieghettatura.
8
− 74 −
Page 78

(4) Installazione del misuratore
Per la posizione delle parti relative al misuratore della parte principale, posizionare la base di montaggio
alla posizione indicata nella Fig. 1 e nella Fig. 2.
Fig. 1 Posizione di montaggio del misuratore nel senso laterale
Quantità di spostamento
55 mm
A
Maniglia
B
Il misuratore può essere spostato verso destra di 25 mm allentano la vite.
1
Spazio dal misuratore della larghezza della
2
pieghettatura: da 0 a 0,5 mm
Entrata dell'ago
30mm
3
Spazio in cui uno strato di materiale usato
4
si muova in modo liscio
Vedere la gura ingrandita (Fig. 3).
Parte principale del
manipolatore superiore
Installare la base di montaggio all'estremità sinistra del tavolo e posizionare il misuratore del pin tuck ad
una posizione che soddis le condizioni 2 e 4.
Fig. 2 Posizione di montaggio del misuratore nel senso longitudinale
Misuratore del pin tuck
7mm
Rotaia di scorrimento
Posizionare la nestra del misuratore ad una posizione
dove la sezione di rilevamento del sensore sia visibile.
Per quanto riguarda la piastra frontale, installare la base di montaggio sul tavolo della macchina in modo
che l'estremità anteriore del misuratore del pin tuck sia ad una distanza di 7 mm dall'entrata dell'ago (parallela alla linea rossa). In questo momento, posizionare il misuratore ad una posizione in cui le due sezioni di rilevamento del sensore siano visibili.
− 75 −
Page 79

Fig. 3 Posizione di cucitura
Misuratore che determina
l'altezza del pin tuck
Fig. 4 Esempio di uso
Faccia
dell'estremità
sinistra
Materiale
Misuratore della larghezza della
Entrata dell'ago
5mm
3mm
pieghettatura
Misu r at ore che de termi n a la
larghezza della pieghettatura fra
le creste
Lasciare uno spazio attraverso il
quale il materiale passi in modo liscio
Manipolatore
Per la cucitura dei pin tuck di 5 mm di larghezza della pieghettatura e di 3 mm di altezza, la posizione di
montaggio del misuratore è come illustrata nella Fig.
3. I pin tuck niti sono come illustrati nella Fig. 4.
3mm
5mm
Fig. 5
Cucire il primo pin
tuck premendo il
materiale contro il misuratore
della larghezza della
pieghettatura e guidando il
materiale a mano.
Entrata dell'ago
Procedura di cucitura
Selezionare "Senza l'allineamento automatico del
materiale" nel [S02] "Allineamento automatico del
materiale" sul pannello operativo. Selezionare "Cucitura di un pezzo" nel [S04] "Commutazione del numero di pezzi da cucire."
La cucitura del primo pin tuck è il più
importante poiché esso è usato come
riferimento. Fare molta attenzione quan-
do lo si cuce. Tenere presente che la
pressione del manipolatore deve essere
impostata su un valore relativamente
basso per la cucitura del primo pin tuck.
− 76 −
Page 80

2
Procedura di impostazione del pannello operativo
Portare l'indicazione sul display LCD 1 allo stato
1
di macchina pronta per la cucitura.
1
Premere il tasto READY 2 per modicare l'indi-
2
cazione sul display LCD 1.
3
5
4
Premere il tasto DATA 3 per visualizzare [S01]
3
"Modo di avvio" sul display LCD 1.
Premere il tasto ITEM SELECT 4 per far scorrere i dati di cucitura nché [S02] "Allineamento automatico
4
del materiale" non venga selezionato. Selezionare "Senza l'allineamento automatico del materiale" utilizzando il tasto DATA CHANGE 5.
Premere il tasto ITEM SELECT 4 per far scorrere i dati di cucitura nché [S04] "Commutazione del nu-
5
mero di strati da cucire" non venga selezionato. Selezionare "Cucitura di 1 pezzo" utilizzando il tasto
DATA CHANGE 5.
Premere il tasto ITEM SELECT 4 per far scorrere i dati di cucitura nché [S22] "Velocità di "raschiare
6
fuori" del manipolatore inferiore" non venga selezionata. Modicare il valore di impostazione da 8 a 9 utilizzando il tasto DATA CHANGE 5.
Premere il tasto ITEM SELECT 4 per far scorrere i dati di cucitura nché [S23] "Velocità di "raschiare
7
fuori" del manipolatore inferiore" non venga selezionata. Modicare il valore di impostazione da 8 a 4 utilizzando il tasto DATA CHANGE 5.
Dopo il completamento della procedura di impostazione, premere il tasto READYDopo il completamento della procedura di impostazione, premere il tasto READY 2 per portare il pannello
operativo allo stato di macchina pronta per la cucitura, quindi azionare la macchina per cucire.
− 77 −
Page 81

Fig. 6
Posizione dell'ago
C
Senso
longitudinale
D
1) Estrarre la maniglia del misuratore del pin tuck
nel senso A secondo le indicazioni della Fig.
1. Quando il misuratore è stato allontanato dal
materiale, piegare il materiale in due (alla linea
punteggiata) secondo le indicazioni della Fig. 5
e cucire il materiale premendolo contro la guida.
Per il primo pin tuck, si consiglia di piegare in
anticipo il materiale in due con un ferro o qualcosa di simile per fare una linea di riferimento
da usare per piegarlo sulla macchina per cucire.
2) Mettere il primo pin tuck sulla faccia dell'estremità sinistra del misuratore della larghezza
della pieghettatura (vedere la Fig. 3), spostare
la maniglia nel senso B in modo da inserire il
misuratore del pin tuck sotto il materiale (vedere
la Fig. 1) e ssare la rotaia di scorrimento con il
magnete (vedere la Fig. 2). Posizionare l'estremità anteriore del materiale rispetto al senso di
cucitura alla posizione dell'entrata dell'ago, premere l'interruttore di avvio o premere il pedale
per iniziare la cucitura. Si consiglia di guidare il
materiale con la mano destra o sinistra durante
la cucitura per ottenere una nitura accurata.
3) Prima impostare la pressione del manipolatore
inferiore su un valore da 90 a 120. Poi regolarla
secondo il materiale da usare. La velocità più
adatta di punto è da 2.000 a 2.500 pnt/min.
4) Se le creste del pin tuck si deformano, regolare
la quantità di trasporto superiore.
5) I misuratori della larghezza della pieghettatura
sono disponibili in quattro differenti tipi, S, A,
B e C. Il misuratore tipo S è per il pin tuck con
la cresta bassa. Il misuratore tipo C è per il pin
tuck con la cresta alta. Cambiare il misuratore
secondo le speciche del pin tuck.
6) Come mostrato nella Fig. 1, lo spazio lasciato
fra il misuratore del pin tuck e il misuratore della
larghezza della pieghettatura incide notevolmente sulla qualità di nitura dei pin tuck. Quando si
posiziona il materiale sulla macchina, assicurarsi che il materiale si muova in modo liscio. Se il
materiale non si muove in modo liscio, piegare a
mano il misuratore del pin tuck per correggerlo
adeguatamente.
7) Per le condizioni di cucitura in cui i pin tuck la
cui altezza C della cresta è maggiore di 15 mm
come mostrato nella Fig. 6, prima regolare la
sezione D del materiale alla stessa larghezza di
indicato nella gura, poi iniziare la cucitura.
C
− 78 −
Page 82

*
. REGOLAZIONE DELLA MACCHINA PER CUCIRE
1. Regolazione della leva di sollevamento del piedino premistoffa
1) L'alzata massima del piedino premistoffa per
1
2
mezzo della leva di sollevamento del piedino
premistoffa è di 10 mm.
2) L'alzata del piedino premistoffa può essere regolata per mezzo della vite di regolazione 1 della
leva di sollevamento del piedino premistoffa.
3) Per aumentare l'alzata del piedino premistoffa,
regolarla di nuovo allentando il dado 2 e la vite
di regolazione 1.
Se si aziona la macchina per cucire con
il piedino premistoffa
mite la leva di sollevamento del piedino
premistoffa, la barra dell'ago può urtare
contro il piedino mobile 4. Quindi fare
attenzione.
sollevato tra-
3
3
2. Tensione del lo
1
A
B
2
C
3
E
4
F
Quando l'impostazione di
mento del materiale con l'ago abbassato" a pagina 58
tramite la leva di sollevamento del piedino premistoffa.
Se tale regolazione non viene fatta, la barra ago
verrà a contatto con il piedino premistoffa e il piedino
mobile quando la barra ago si abbassa premendo il
bottone START. È quindi necessario regolare l'altezza del piedino premistoffa.
1. Regolazione della tensione del lo dell'ago
1) La lunghezza del filo rimanente all'ago dopo il
2) La lunghezza sopraccennata del lo viene au-
3) La tensione del lo dell'ago viene aumentata gi-
4) La tensione viene diminuita girando il dado di
, abbassare l'altezza del piedino premistoffa
taglio del lo viene ridotta girando il dado di regolazione No. 1 1 della tensione in senso orario A.
mentata girando il dado di regolazione No. 1
della tensione in senso antiorario B.
rando il dado di regolazione 2 della tensione in
senso orario C.
regolazione della tensione in senso antiorario D.
"^-14. [U24] Posiziona-
D
2. Regolazione della tensione del lo della bobina
1) La tensione del lo della bobina viene aumentata girando la molla di regolazione 3 della tensione del lo della bobina in senso orario E.
2) La tensione viene diminuita girando la molla di
regolazione della tensione del lo della bobina
in senso antiorario F.
− 79 −− 79 −
Page 83

3. Molla tiralo
1. Per cambiare la corsa della molla tiralo
1) Allentare la vite di ssaggio 2 dello zoccolo del-
1
5
4
l'alberino di tensione.
2) La corsa è aumentata girando l'alberino di tensione 3 in senso orario A.
3) La corsa è diminuita girando l'alberino di tensione in senso antiorario B.
2. Per cambiare la pressione della molla tiralo
1) Allentare la vite di ssaggio 2 e rimuovere il regolatore di tensione (asm.) 5 del lo.
A
B
2
1
3
2) Allentare la vite di fissaggio 4 dell'alberino di
tensione.
3) La pressione della molla tiralo è aumentata girando l'alberino di tensione 3 in senso orario A.
4) La tensione viene diminuita girando la molla di
regolazione della tensione del lo della bobina
in senso antiorario B.
4. Leva di sollevamento del piedino premistoffa
1) Per arrestare il piedino premistoffa alla posizione sollevata, girare la leva di sollevamento 1
del piedino premistoffa nel senso A.
2) Il piedino premistoffa si solleva di 5 mm e si arresta.
1
B
A
Il piedino premistoffa ritorna alla sua posizione
iniziale girando la leva di sollevamento del piedino premistoffa verso il basso nel senso B.
3) Il piedino premistoffa può essere sollevato di
circa 10 mm al massimo per mezzo della leva di
sollevamento del piedino premistoffa.
1
1
5. Regolazione della pressione del piedino premistoffa
B
:
1) Allentare il dado 2. La pressione del piedino
premistoffa è aumentata girando il regolatore 1
della molla del pressore in senso orario A.
A
2) La tensione viene diminuita girando la molla di
regolazione della tensione del lo della bobina
in senso antiorario B.
3) Dopo la regolazione, stringere il dado 2.
4) Per tessuto generale, l'altezza standard h del re-
h
golatore della molla del pressore è di circa 45 mm.
Se la pressione del piedino premistoffa e
la pressione del piedino mobile sono eccessivamente alte, il piedino premistoffa
potrebbe non riuscire a sollevarsi alla
sua posizione più alta quando l'alzapiedino automatico è utilizzato.
− 80 −
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
1
2
Page 84

6. Regolazione della pressione del piedino mobile
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
1
2
:
1) La pressione del piedino mobile è aumentata
premendo una volta e girando in senso orario
3
la manopola di regolazione 1 della pressione
del piedino mobile, oppure è diminuita girandola
in senso antiorario. (Assicurarsi di premere in
modo sicuro la manopola di regolazione della
pressione del piedino mobile prima di girarla.)
2) La pressione standard del piedino mobile è
ottenuta quando l'anello elastico di arresto 3
(argento) situato all'interno del foro circolare
nella molla regolatrice di pressione è allineato
alla linea bianca sul dado di regolazione 2 della
pressione quando la manopola di regolazione
della pressione del piedino mobile è premuta.
1
3) Regolare la pressione del piedino mobile secondo il tipo di materiale e il processo di lavoro
facendo riferimento al valore standard ottenuto
come precedentemente descritto.
Se la pressione del piedino mobile è
eccessiva o la pressione del piedino
premistoffa è più bassa della pressione
del piedino mobile, il piedino premistoffa potrebbe sollevarsi sopra la posizio-
ne standard. In questo caso, il piedino
premistoffa potrebbe non assicurare
un'adeguata efcienza di trasporto o potrebbe danneggiare il materiale. Quindi
fare attenzione.
7.
Regolazione della quantità di estrazione del lo tramite la leva tiralo
A
:
1) Quando si cuce un materiale pesante, aumenta-
B
1
C
re la quantità di estrazione del lo spostando il
guidalo 1 verso sinistra A.
2) Quando si cuce un materiale leggero, diminuire
la quantità di estrazione del lo spostando il guidalo 1 verso destra B.
3) La posizione standard del guidalo 1 dell'ago
è ottenuta allineando la linea di riferimento C al
centro della vite.
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
− 81 −
Page 85

8. Come regolare la quantità di olio (spruzzi di olio) nel crochet
ATTENZIONE
:
La quantità di olio deve essere controllata facendo girare il crochet ad alta velocità.
Prestare quindi molta attenzione quando si regola la quantità di olio al fine di evitare
possibili ferimenti.
Foglio di carta per il controllo della quantità di
1
olio (spruzzi di olio)
Circa 25mm
Circa 70 mm
* Utilizzare qualsiasi foglio di carta disponibile,
senza tener conto del tipo di materiale.
ATTENZIONE
:
Posizione per vericare la quantità di olio (spruzzi
2
di olio)
Crochet
Da 3 a 10 mm circa
Foglio di carta per
il controllo degli
spruzzi di olio
* Posizionare il foglio di carta per il controllo della
quantità di olio (spruzzi di olio) sotto il crochet.
Boccola anteriore dell'albero di
azionamento del crochet
Base della macchina
Fare aderire bene
il foglio di carta
alla faccia laterale
Vaschetta
dell'olio
della base della
macchina.
Quando si controlla la quantità di olio (spruzzi di olio) nel crochet, fare molta attenzione
che le dita non vengano a contatto con il crochet.
1
2
5 3
1) Quando si attiva l'alimentazione, lo schermo iniziale viene visualizzato sul display LCD 1.
2) Quando si preme il tasto DATA 2, [S01] "Modo
di avvio" viene visualizzato sul display LCD 1.
4
3) Premere il tasto MODE 3 per chiamare [U01]
"Selezione del funzionamento del manipolatore"
sul display LCD 1.
4) Premere il tasto del tasto DATA CHANGE
per arrestare il funzionamento del manipola-
4
tore.
− 82 −
Page 86

6
7
A
B
5) Quando si preme il tasto READY 5, la seguente indicazione appare sul display LCD 1.
Quindi, il piedino premistoffa della macchina per
cucire si solleva e il LED 6 lampeggia.
6) Quando si gira la leva di sollevamento del piedino premistoffa nel senso A e si preme l'interruttore START 7, il piedino premistoffa della
macchina per cucire si abbassa e la testa della
macchina per cucire comincia a ruotare.
7) Quando si preme di nuovo l'interruttore START
dopo aver controllato la quantità di olio, la te-
7
sta della macchina si arresta.
8) Dopo il completamento del controllo della quantità di olio, girare la leva di sollevamento del
piedino premistoffa nel senso B per abbassare
il piedino premistoffa della macchina per cucire.
* Se la testa della macchina non è sufcientemente calda, fare girare a vuoto la macchina per circa tre mi-
nuti. (Funzionamento intermittente moderato)
* Posizionare il foglio di carta per il controllo della quantità di olio (spruzzi di olio) sotto il crochet a macchi-
na per cucire in funzione.
* Assicurarsi che il livello dell'olio nella vaschetta dell'olio sia compreso fra HIGH e LOW.
* La durata richiesta per il controllo della quantità di olio (spruzzi di olio) è di cinque secondi. (Controllare
la durata con l'orologio.)
Esempio indicante la corretta quantità di olio
・
Spruzzi di olio
dal crochet
1) La corretta quantità di olio indicata negli esempi
sulla sinistra deve essere regolata nemente per
aumentare o diminuire a seconda dei processi
di cucitura. Quindi, fare molta attenzione a non
aumentare o ridurre eccessivamente la quantità
di olio.
Circa 1mm
Corretta quantità di olio (piccola)
Spruzzi di olio
dal crochet
Quantità troppo piccola di olio = Il crochet cor-
・
re il rischio di gripparsi (il crochet si riscalda).
Quantità eccessiva di olio = Il prodotto rischie-
・
rà di macchiarsi di olio.
2) Controllare la quantità di olio (spruzzi di olio) tre
volte (con tre fogli di carta). Regolare la quantità
di olio in modo che la quantità di olio sui tre fogli
di carta non cambi.
Circa 2mm
Corretta quantità di olio (grande)
Regolazione della quantità di olio (spruzzi di olio) nel crochet
・
1)
La quantità di olio (spruzzi di olio) nel crochet è aumentata girando la vite di regolazione della quantità
di olio montata sulla boccola anteriore dell'albero di
azionamento del crochet nel senso A (verso "+"),
oppure è diminuita girandola nel senso B
2)
B
A
Dopo la regolazione della quantità di olio nel crochet
con la vite di regolazione della quantità di olio, fare girare a vuoto la macchina per cucire per circa 30 secondi.
Controllare quindi la quantità di olio (spruzzi di olio).
− 83 −
(verso "-").
Page 87

ATTENZIONE
:
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
Regolazione della quantità di olio nel telaio
・
C
B
2
A
1
9. Relazione fase ago-crochet
1) Regolare la quantità di olio fornita alla leva tiralo e alla sezione di manovella 2 della barra
dell'ago girando il perno di regolazione 1 della
quantità di olio.
2) La quantità di olio fornita è minimizzata quando
il puntino di riferimento A sul perno di regolazione è portato vicino alla manovella 2 della
barra dell'ago girando il perno di regolazione nel
senso B.
3) La quantità di olio fornita è massimizzata quando il puntino di riferimento A sul perno di regolazione è portato alla posizione esattamente
opposta alla manovella 2 della barra dell'ago
girando il perno di regolazione nel senso C.
ATTENZIONE
:
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
Regolare il tempismo fra l'ago e il crochet come segue:
1) Girare il volantino per abbassare la barra dell'ago al punto più basso della sua corsa. Allentare la vite di ssaggio 1 del collegamento della
barra dell'ago.
2) Determinare l'altezza della barra dell'ago.
[Per l'ago DB]
Allineare la linea di riferimento A sulla barra 2
1
3
C
D
A
B
dell'ago all'estremità inferiore della boccola inferiore 3 della barra dell'ago e stringere la vite di
ssaggio 1 del collegamento della barra dell'ago.
3
4
5
[Per l'ago DA]
Allineare la linea di riferimento C sulla barra 2
dell'ago all'estremità inferiore della boccola infe-
A
2
B
riore 3 della barra dell'ago e stringere la vite di
ssaggio 1 del collegamento della barra dell'ago.
a
3) Determinare la posizione di montaggio del crochet a.
[Per l'ago DB]
Allentare tre viti di ssaggio del crochet. Girare il volantino per allineare la linea di riferimento B all'estre-
mità inferiore della boccola inferiore 3 della barra dell'ago mentre la barra 2 dell'ago si sta sollevando.
[Per l'ago DA]
Allentare tre viti di ssaggio del crochet. Girare il volantino per allineare la linea di riferimento C all'estre-
mità inferiore della boccola inferiore 3 della barra dell'ago mentre la barra 2 dell'ago si sta sollevando.
4) Nella condizione sopraccennata, allineare la punta 5 della lama del crochet al centro dell'ago 4. Regolare in modo da lasciare uno spazio da 0,04 a 0,1 mm (valore di riferimento) fra l'ago ed il crochet, quindi
stringere saldamente le viti di ssaggio del crochet.
Se lo spazio sopraccennato è più piccolo del valore specicato, la punta della lama del crochet
sarà danneggiata. Se lo spazio è più grande del valore specicato, si vericheranno salti di punto.
* Il numero di parte del crochet utilizzato è 11038650 (standard) o 11141355 (JE). Sostituire il crochet con
un crochet con lo stesso numero di parte se necessario.
− 84 −
Page 88

10. Controlama
ATTENZIONE
Al ne di evitare possibili incidenti causati dall'avvio improvviso della macchina per cucire,
・
spegnere la macchina prima di effettuare le seguenti operazioni.
Al ne di evitare possibili ferimenti, tenere le mani e le dita lontano dalla lama del coltello.
・
Al ne di evitare possibili incidenti causati dalla mancanza di familiarità dell'operatore con la
・
macchina o da una regolazione errata, la manutenzione della macchina per cucire deve essere
effettuata unicamente da un tecnico esperto di manutenzione che abbia la completa familiarità
con la macchina per cucire e sia stato specicamente addestrato in materia di manutenzione.
:
1) Quando il coltello si è smussato, aflare la con-
a
C
b
trolama 1 come illustrato nella Fig. C e installarla di nuovo correttamente.
2) Quando la controlama è spostata verso destra
dalla posizione di montaggio standard, la lun-
A
ghezza del filo rimanente dopo il taglio del filo
1
c
diventa più lunga della lunghezza standard per la
lunghezza dello spostamento della controlama.
3) Quando la controlama è spostata verso sinistra
, la lunghezza del lo diventa più corta della
1
B
A
B
lunghezza standard per la lunghezza dello spostamento della controlama.
Coltello mobile
a
Centro dell'ago
b
Standard: 4,0 mm
c
11. Regolazione del tempismo di trasporto
2
4
:
(Standard)
Griffa di
3
trasporto
(Il tempismo di trasporto è avanzato.)
(Il tempismo di trasporto è ritardato.)
Ago
Placca
ago
1) Rimuovere il tappo di gomma 1 ed effettuare la
regolazione.
Dopo il completamento della regolazione, applicare agente di tenuta al tappo di
gomma 1 e rimetterlo a posto.
2) Allentare le viti di ssaggio 3 e 4 della camma
eccentrica di trasporto 2 e spostare la camma
eccentrica di trasporto nel senso della freccia o
nel senso opposto alla freccia per la regolazione.
Quindi, stringere saldamente le viti di ssaggio.
3) Per regolare al tempismo standard, regolare
in modo che la supercie superiore della griffa
di trasporto e l'estremità superiore della cruna
dell'ago siano allineate alla supercie superiore
della placca ago quando la griffa di trasporto si
abbassa sotto la placca ago.
4) Per avanzare il tempismo di trasporto ai ni del-
la prevenzione del trasporto irregolare del materiale, spostare la camma eccentrica di trasporto
nel senso della freccia.
5) Per ritardare il tempismo di trasporto al ne di
produrre le costure ben tese, spostare la camma eccentrica di trasporto nel senso opposto
alla freccia.
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
1
− 85 −
Se la camma eccentrica di trasporto è
spostata eccessivamente dalla posizione
standard, la rottura dell'ago sarà causata.
Page 89

12. Inclinazione della griffa di trasporto
ATTENZIONE
:
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
1) L'inclinazione standard (orizzontale) della griffa
di trasporto è ottenuta quando il puntino di riferi-
A
B
(La parte anteriore è
sollevata.)
mento A sull'albero della barra di trasporto è allineato alla sezione B del braccio 1 della base
della barra di trasporto.
2) Per regolare l'inclinazione della griffa di tra-
(Standard)
Placca
ago
sporto in modo che la sua parte anteriore sia
sollevata ai ni della prevenzione del raggrinzamento, allentare la vite di ssaggio, inserire un
cacciavite nell'albero della barra di trasporto e
1
girare l'albero nel senso della freccia di 90°.
3) Per regolare l'inclinazione della griffa di tra-
sporto in modo che la sua parte posteriore sia
sollevata ai ni della prevenzione del trasporto
irregolare del materiale, girare l'albero nel senso
opposto alla freccia di 90°.
Quando l'inclinazione della griffa di trasporto è stata regolata, l'altezza della griffa di trasporto
può cambiare. Perciò, assicurarsi di controllare di nuovo l'altezza della griffa di trasporto.
13. Altezza della griffa di trasporto
2
:
1)
La quantità di sporgenza della griffa di trasporto
dalla placca ago è stata regolata in fabbrica ad un
valore da 0,7 a 0,8 mm al momento della consegna.
2) Nel caso della cucitura del materiale leggero, il
radunarsi dei punti può vericarsi se la quantità
Da 0,7 a 0,8 mm
di sporgenza della griffa di trasporto è eccessiva.
3) Per regolare l'altezza della griffa di trasporto
Allentare la vite di tenuta 2 del braccio di
Griffa di
trasporto
Placca
ago
1
azionamento 1 del trasporto.
Regolare l'altezza della griffa di trasporto
2
spostando la barra di trasporto verso l'alto o
verso il basso.
Stringere saldamente la vite di tenuta 2.
3
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
1
14. Posizione laterale della griffa di trasporto
1) Regolare la posizione laterale della griffa di tra-
sporto 1 in modo che lo spazio A destro e sinistro fra la griffa di trasporto 1 e le scanalature
2
1
nella placca ago 2 siano paralleli alle scanalature ed uguagli per mezzo delle viti di ssaggio
della griffa di trasporto. Dopo la regolazione,
3
ssare la griffa di trasporto stringendo le viti di
ssaggio.
3
AA
− 86 −
Page 90

15. Precauzioni da prendere quando si corregge la posizione
longitudinale del piedino mobile
ATTENZIONE
Al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina per
cucire, spegnere la macchina prima di effettuare le seguenti operazioni.
A
AB
:
1) La posizione laterale standard del piedino mo-
bile è ottenuta quando uno spazio di 1 mm è
lasciato nella sezione A massimizzando la
quantità di trasporto superiore e portando il piedino mobile alla posizione più avanzata della
sua corsa. Regolare la posizione longitudinale
del piedino mobile in modo da evitare il rumore
anomalo o il carico addizionale durante il funzionamento della macchina per cucire.
2) Per fare funzionare la macchina per cucire con
la posizione longitudinale del piedino mobile
leggermente spostata, assicurare uno spazio di
1 mm o più alle sezioni A e B con la quantità di
trasporto massimizzata.
− 87 −
Page 91

(
. MANUTENZIONE E CONTROLLO
1. Svuotamento del ltro-regolatore
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
:
2. Pulizia del sensore
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
:
2
1
1) Svuotare il regolatore 1 prima di usare la mac-
china per cucire per espellere l'acqua dal regolatore. (Allentare la manopola 2 per svuotare il
regolatore.)
2) L'umidità inuisce sui componenti pneumatica-
mente controllati. Perciò, fare attenzione.
3) Quando la pressione d'aria cala, l'interruttore del
manometro per il regolatore 1 viene attivato e
si verica un errore.
1)
Quando il sensore è sporco di polvere, sarà causato il malfunzionamento. Sofare via la polvere
dai lenti, dalle fenditure, dalla parte angolare al
retro del sensore e dalla piastra riettente con un
fucile ad aria compressa in dotazione con l'unità.
2) Quando il sensore è sporco di olio, la polvere si
accumulerà facilmente sul sensore. Qualora il
sensore fosse sporco di olio, rimuoverlo immediatamente con la benzina o qualcosa di simile.
Pulire accuratamente la fenditura nel
sensore della placca ago in particolare.
3. Lubricazione della sezione di rullo del manipolatore
ATTENZIONE
Al ne di evitare possibili ferimenti dovuti all'avvio improvviso della macchina per cucire,
assicurarsi di spegnere la macchina e assicurarsi che la macchina per cucire non funzioni
anche quando il pedale di avvio è premuto.
:
Manipolatore superiore
1) Se la sezione di albero del manipolatore supe-
riore/inferiore genera il rumore anomalo, applicare una piccola quantità di grasso sulla sezione di albero. (Le sezioni indicate con le frecce in
grassetto nell'illustrazione)
Manipolatore inferiore
− 88 −
Page 92

4. Sostituzione del fusibile
ATTENZIONE
:
1. Al ne di evitare possibili incidenti causati da scosse elettriche, assicurarsi di spegnere la
macchina per cucire e aspettare cinque minuti prima di aprire il coperchio.
2. Assicurarsi di spegnere l'interruttore dell'alimentazione prima di aprire il coperchio della
centralina di controllo e di sostituire il fusibile con un nuovo della portata specicata.
Utilizzare tre fusibili.
Per la protezione dell'alimentazione del motore
1
1
passo-passo
2
3
5 A (fusibile ritardato)
Per la protezione dell'alimentazione del solenoide
2
e del motore passo-passo
3,15 A (fusibile ritardato)
Per la protezione dell'alimentazione della
3
centralina di controllo
2 A (fusibile a fusione rapida)
5. Elenco delle parti opzionali per la AE-200A
Nome della parte Numero di parte
Dispositivo pin tuck 40088621
Unità a 2 pedali 40084064
Dispositivo di rilevamento della quantità rimanente
di lo della bobina
Dispositivo impilatore 40088624
Dispositivo elettrico di avvolgimento della bobina 40088627
Sensore 4/4 per i materiali pesanti 40084101
Guida del tessuto 4/4 per i materiali pesanti 40088212
Sensore 2/2 per i materiali leggeri 40084102
Guida del tessuto 2/2 per i materiali leggeri 40088211
Dispositivo di rilevamento della rottura del lo 40088632
Placca ago per i materiali leggeri 22881601
Griffa di trasporto per i materiali leggeri 22881700
Griffa di trasporto superiore in uretano 40088215
Guida del tessuto 4/4 per le curve piccole 18076257
Guida del tessuto 4/2 per le curve piccole 18076356
Guida del tessuto 2/2 per le curve piccole 18076059
Trasformatore ad alta tensione 40005422
40088623
− 89 −
Page 93

Lista del codici di errore
6.
Codice di
errore
E001
E007
E030
E031
E050
Pittogramma Descrizione dell’errore
Notica sull'inizializzazione della EEP-ROM sulla scheda a circuito stampato del controllo principale
Comunica che la EEP-ROM è stata inizializzata automaticamente poiché non erano scritti alcuni dati sulla EEPROM o i dati scritti su essa erano rotti.
Bloccaggio del motore dell'albero principale
Quando il materiale che frena l'ago è stato cucito
Spostamento della barra dell'ago dalla posizione superiore
Quando l'ago non riesce a arrestarsi alla sua posizione
superiore anche se l'operazione di arresto della macchina
per cucire con l'ago sollevato è stata effettuata all'avvio
della macchina per cucire
Abbassamento della pressione d'aria
Interruttore di arresto
Quando l'interruttore di arresto è stato premuto al momento dell'avvio della macchina per cucire
Come
ricuperare
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
È possibile
riavviare
dopo il ripristino.
È possibile
riavviare
dopo il ripristino.
È possibile
riavviare
dopo il ripristino.
Schermo restaurato con
il ripristino
Schermo
standard
Schermo
standard
E052
E061
E062
E072
E302
E303
Rilevamento della rottura del lo
Quando il lo dell'ago si è rotto
Errore di dati di interruttore di memoria
Quando i dati di interruttore di memoria sono rotti o l'aggiornamento della revisione è necessario
Errore di dati di cucitura
Quando i dati di cucitura sono rotti o l'aggiornamento della
revisione è necessario
Errore di bloccaggio del motore (durante il taglio del
lo)
Conferma sull'inclinazione della testa della macchina
Quando il sensore dell'inclinazione della testa della macchina è nello stato di OFF
Errore di sensore della fase Z dell'albero principale
Anomalia del sensore della fase Z per il codificatore del
motore della macchina per cucire
È possibile
riavviare
dopo il ripristino.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
È possibile
riavviare
dopo il ripristino.
Disattivare
l'alimentazione.
Schermo
standard
E499
Impostazione difettosa della pressione del manipolatore inferiore
Quando il passo del trasporto inferiore è di 2,5 mm o più,
un errore si verica se la pressione del manipolatore inferiore è impostata su 65 o meno.
− 90 −
È possibile
riavviare
dopo il ripristino.
Schermo
standard
Page 94

Codice di
errore
Pittogramma Descrizione dell’errore
Come
ricuperare
Schermo restaurato con
il ripristino
E703
E704
E730
E731
E733
E801
Collegamento del pannello operativo alla macchina per
cucire inattesa (errore di modello)
Quando il codice di modello del sistema del pannello non
corrisponde a quello della macchina per cucire durante la
comunicazione iniziale
Disaccordo della versione del sistema
Quando la versione del software di sistema del pannello
non corrisponde a quella della macchina per cucire durante la comunicazione iniziale
Malfunzionamento o mancanza della fase del codicatore del motore dell'albero principale
Quando il codicatore del motore della macchina per cucire è anomalo
Sensore difettoso del foro del motore dell'albero principale o sensore difettoso della posizione
Quando il sensore del foro o il sensore della posizione per
il motore della macchina per cucire è difettoso
Rotazione inversa del motore dell'albero principale
Quando il motore della macchina per cucire ha girato nel
senso inverso
Mancanza della fase dell'alimentazione
Quando l'alimentazione in ingresso ha una mancanza della
fase
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
E802
E811
E813
E901
E902
E903
Rilevamento dell'interruzione istantanea di corrente
Quando l'alimentazione in ingresso è stata interrotta istantaneamente
Sovratensione
Quando la tensione di alimentazione in ingresso è aumentata a 280 V o più
Bassa tensione
Quando la tensione di alimentazione in ingresso è diminuita a 150 V o meno
Anomalia IPM del motore principale
Quando la IPM della scheda a circuito stampato del servocomando è anomala
Sovracorrente del motore dell'albero principale
Quando si è vericato un usso di corrente eccessivo nel
motore della macchina per cucire
Anomalia dell'alimentazione del motore passo-passo
Quando l'alimentazione del motore passo-passo per la
scheda a circuito stampato del servocomando oscilla tra ±
15% o più
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
E904
E915
Anomalia dell'alimentazione del solenoide
Quando l'alimentazione del solenoide per la scheda a circuito stampato del servocomando oscilla tra ± 15% o più
Anomalia della comunicazione fra il pannello operativo
e la CPU principale
Quando si sono vericati gli inconvenienti nella comunicazione dei dati
− 91 −
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
Page 95

Codice di
errore
Pittogramma Descrizione dell’errore
Come
ricuperare
Schermo restaurato con
il ripristino
E916
E943
E946
E998
E999
Anomalia della comunicazione fra la CPU principale e
la CPU dell'albero principale
Quando si sono vericati gli inconvenienti nella comunicazione dei dati
EEP-ROM difettosa sulla scheda a circuito stampato
del controllo principale
Quando i dati non possono essere scritti sulla EEP-ROM
Scrittura difettosa sulla EEP-ROM di serie
Quando i dati non possono essere scritti sulla EEP-ROM
di serie
Errore di origine del dispositivo di rilevamento della
quantità rimanente di lo della bobina
Errore di origine delle arricciature superiori
Disattivare
l'alimentazione.
Disattivare
l'alimentazione.
È possibile
riavviare
dopo il ripristino.
Disattivare
l'alimentazione.
È possibile
riavviare
dopo il ripristino.
− 92 −
Page 96

7. Carta di registrazione dei dati di impostazione per la AE-200A
1 2 3 4 5 6 7 8 9 10
Nome della cucitura
Stato di consegna
dalla fabbrica
No. di modello di cucitura 1 1 2 3
Processo (giuntura dei 2 strati, pin tuck)
Cucitura di 2 strati
Nome del prodotto
Tipo di materiale
Filo dell'ago, tipo e titolo del lo
Filo della bobina, tipo e titolo del lo
Tessuto pettinato
a doppia altezza
Filo spun #60 Filo spun #60
Filo spun #60 Filo spun #60
Ago, tipo e numero DB×1#11 DB×1#11
Larghezza del bordo di giuntura (mm) - 3×5mm
Lunghezza del punto della macchina per cucire 2.5mm 2.5mm
Altezza del regolatore della molla del pressore 45mm 45mm
Manopola di regolazione del piedino mobile 53mm 53mm
Articolo di impostazione della funzione
Articolo
S20
Velocità di "raschiare fuori" del manipolatore superiore
S21
Velocità di "tirare dentro" del manipolatore superiore
S22
Velocità di "raschiare fuori" del manipolatore inferiore
S23
Velocità di "tirare dentro" del manipolatore inferiore
Descrizione
S24 Livello di rilevamento della lanugine del tessuto 0 0
Impostazione della sezione di regolazione inter-
S25
mittente della pressione del manipolatore
Numero di punti per l'intervallo intermittente della
S26
pressione del manipolatore superiore
Numero di punti per l'intervallo intermittente della
S27
pressione del manipolatore inferiore
Niente impo-
stazione
S28 Velocità A della macchina (coniglio) 3500 2500 3500 3500
S29 Velocità B della macchina (tartaruga) 1500 1500 1500 1500
S30
Inizio della cucitura - Selezione dell'inversione del trasporto
S31
Inizio della cucitura - Numero di punti d'inversione - A
S32
Inizio della cucitura - Numero di punti d'inversione - B
S33
Inizio della cucitura - Stato di manipolatore d'inversione
S34
Fine della cucitura - Selezione dell'inversione del trasporto
S35
Fine della cucitura - Numero di punti d'inversione - C
S36
Fine della cucitura - Numero di punti d'inversione - D
S37
Fine della cucitura - Stato di manipolatore d'inversione
S40 Sezione A - Quantità di arricciature - - - S40 Sezione A - Rapporto di arricciature
S41
Velocità A su una sezione della testa della macchina
S42
Posizione di commutazione A delle arricciature (numero di punti)
da 110 a130
S43 Sezione B - Quantità di arricciature - - - S43 Sezione B - Rapporto di arricciature - - - -
S44
Velocità B su una sezione della testa della macchina
S45
Posizione di commutazione B delle arricciature (numero di punti)
S46 Sezione C - Quantità di arricciature - - - S46 Sezione C - Rapporto di arricciature - - - -
S47
Velocità C su una sezione della testa della macchina
S48
Posizione di commutazione C delle arricciature (numero di punti)
S49 Sezione D - Quantità di arricciature - - - S49 Sezione D - Rapporto di arricciature - - - -
S50
Velocità D su una sezione della testa della macchina
S51
Posizione di commutazione D delle arricciature (numero di punti)
S80
Sezione A - Pressione del manipolatore superiore
S81 Sezione A - Pressione del manipolatore inferiore
Posizione di commutazione A della pressione del
S82
manipolatore superiore/inferiore (numero di punti)
S83
Sezione B - Pressione del manipolatore superiore
da 70 a 100
da 100 a 130 da 100 a 130
S84 Sezione B - Pressione del manipolatore inferiore - - - -
Posizione di commutazione B della pressione del
S85
manipolatore superiore/inferiore (numero di punti)
S86
Sezione C - Pressione del manipolatore superiore
S87 Sezione C - Pressione del manipolatore inferiore - - - -
Posizione di commutazione C della pressione del
S88
manipolatore superiore/inferiore (numero di punti)
S89
Sezione D - Pressione del manipolatore superiore
S90 Sezione D - Pressione del manipolatore inferiore - - - -
Posizione di commutazione D della pressione del
S91
manipolatore superiore/inferiore (numero di punti)
S130 Selezione del funzionamento dell'impilatore
Selezione della
S131 Posizione di funzionamento dell'impilatore - - - S132
Selezione del numero di volte del funzionamento dell'impilatore
Stato di consegna
dalla fabbrica
Pin tuck
Tessuto pettinato
a doppia altezza
Cucitura di 2 strati Cucitura di 2 strati
8 8 8 8
8 8 8 8
8 9 8 8
8 4 8 8
Niente impo-
stazione
Niente impostazione
Niente impostazione
- - - -
- - - -
Senza Senza Senza Senza
- - - -
- - - -
- - - -
Senza Senza Senza Senza
- - - -
- - - -
- - - -
110 110 110
3500 3500 3500 3500
0 0 0 0
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
100 100 100
100 100
0 0 0 0
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
specica
Selezione della
specica
- -
- - - -
− 93 −
 Loading...
Loading...