

ESPAÑOL
AE-200A
MANUAL DE INSTRUCCIONES

INDICE
!
. PRECAUCIONES ANTES DE LA OPERACIÓN ...........................................................1
Precauciones para el uso ......................................................................................................................... 1
@
. CONFIGURACIÓN DE LA MÁQUINA ...........................................................................2
#
. RESEÑA .........................................................................................................................3
1. Prestaciones .......................................................................................................................................... 3
2. Especicaciones ................................................................................................................................... 3
$
. INSTALACIÓN ................................................................................................................4
1. Altura de la mesa ................................................................................................................................... 4
2. Mesa auxiliar .......................................................................................................................................... 5
3. Montaje de la mesa de la máquina de coser y la mesa auxiliar ........................................................ 5
4. Instalación de la placa de montaje del panel de operación .............................................................. 5
5. Conexión del panel de operación ........................................................................................................ 6
6. Lubricación ............................................................................................................................................ 7
7. Instalación del soporte de hilos ........................................................................................................... 7
8. Retiro de cubiertas ................................................................................................................................ 8
9. Enhebrado del cabezal de la máquina ................................................................................................ 9
10. Ajuste de la longitud de puntadas ................................................................................................... 10
11. Instalación de la aguja ...................................................................................................................... 10
12. Colocación de la bobina ................................................................................................................... 11
13. Conexión y ajuste de la fuente de aire ............................................................................................ 11
%
. INSTALACIÓN DE DISPOSITIVOS OPCIONALES ....................................................12
1. Instalación de la unidad bipedal ........................................................................................................ 12
2. Instalación de la apiladora ................................................................................................................. 13
3. Instalación y ajuste de la bobinadora ............................................................................................... 21
4. Ensamblaje del dispositivo detector de rotura de hilo y ajuste del panel de operación ............. 23
5. Instalación del dispositivo detector de cantidad remanente de hilo de bobina ........................... 26
^
. CÓMO UTILIZAR EL PANEL DE OPERACIONES .....................................................33
1. Explicación acerca de los interruptores del panel de operación ................................................... 33
2. Operación básica de la máquina de coser ........................................................................................ 35
3. Selección de un patrón ....................................................................................................................... 37
4. Bobinado de bobinas .......................................................................................................................... 38
5. Uso del contador ................................................................................................................................. 40
6. Modicación de datos de cosido ....................................................................................................... 41
7. Uso del patrón de valor inicial ........................................................................................................... 42
8. Lista de datos de cosido .................................................................................................................... 43
9. Copiado de un patrón de cosido........................................................................................................ 50
10. Uso de la tecla PATTERN REGISTRATION ...................................................................................... 51
11. Uso de la tecla PARAMETER REGISTRATION ................................................................................ 52
12. Ejecución del cosido cíclico ............................................................................................................ 53
13. Modicación de datos de interruptores de memoria ..................................................................... 55
14. Lista de datos de interruptores de memoria .................................................................................. 56
15. Fijación de fruncido superior ........................................................................................................... 60
16. Fijación de presión de manipuladores ............................................................................................ 61
17. Uso de la función de enseñanza ...................................................................................................... 62
18. Corrección del potenciómetro de lectura de la magnitud de transporte inferior ....................... 64
i

&
. MANIPULACIÓN Y AJUSTE DE PIEZAS ....................................................................65
1. Ajuste de deslizamiento del material y presión del manipulador ................................................... 65
2. Soplado de aire de transporte auxiliar de material .......................................................................... 69
3. Interruptor de mano ............................................................................................................................ 69
4. Sensor de n de material .................................................................................................................... 70
5. Ajuste del margen de costura ............................................................................................................ 70
6. Ajuste de la altura del rodillo manipulador superior ....................................................................... 71
7. Dispositivo de alforzado S200 para AE-200A ................................................................................... 72
*
. AJUSTE DE LA MÁQUINA DE COSER ......................................................................79
1. Ajuste de la palanca de elevación del pie prensatelas .................................................................... 79
2. Tensión de hilos .................................................................................................................................. 79
3. Muelle tira-hilo ..................................................................................................................................... 80
4. Palanca de elevación del pie prensatelas ......................................................................................... 80
5. Ajuste de la presión del pie prensatelas ........................................................................................... 80
6. Ajuste de la presión del prensatelas móvil ....................................................................................... 81
7. Ajuste de la cantidad de toma de hilo por la palanca tomahilos .................................................... 81
8. Cómo ajustar la cantidad de aceite (salpicaduras de aceite) en el gancho .................................. 82
9. Relación de aguja-gancho .................................................................................................................. 84
10. Contracuchilla ................................................................................................................................... 85
11. Ajuste de la sincronización del transporte ..................................................................................... 85
12. Inclinación del dentado de transporte ............................................................................................ 86
13. Altura del dentado de transporte ..................................................................................................... 86
14. Posición lateral del dentado de transporte ..................................................................................... 86
15. Precauciones que deben tenerse al corregir la posición longitudinal del prensatelas móvil ... 87
(
. MANTENIMIENTO E INSPECCIÓN .............................................................................88
1. Drenaje de regulador de ltro ............................................................................................................ 88
2. Limpieza de sensores ......................................................................................................................... 88
3. Lubricación de la sección de rodillos manipuladores ..................................................................... 88
4. Reemplazo de fusibles ........................................................................................................................ 89
5. Lista de piezas opcionales para AE-200A ......................................................................................... 89
6. Lista de códigos de errores ............................................................................................................... 90
7. Hoja de registro de datos de jación para AE-200A ........................................................................ 93
ii
!
. PRECAUCIONES ANTES DE LA OPERACIÓN
Los siguientes aspectos deberán verificarse diariamente antes de utilizar la máquina y
antes del inicio de la jornada de trabajo.
1. Asegúrese de que el colector de aceite esté lleno con la cantidad predeterminada de aceite.
2. Nunca opere la máquina a menos que el colector de aceite esté lleno de aceite.
3. Asegúrese de que el manómetro indique la presión de aire designada de 0,5 MPa.
* (Esto es necesario particularmente cuando se detiene el compresor para la hora de almuerzo o
similar.)
Si la presión del aire comprimido es igual a o menor que el valor designado, pueden surgir pro-
blemas tales como interferencias entre las piezas; por lo tanto, es necesario vericar cuidadosamente la presión del aire comprimido.
4. Verique si es necesario reaprovisionar el hilo de la aguja/bobina.
5. Para realizar el cosido inmediatamente después de haber activado (“ON”) el interruptor de alimentación eléctrica, realice la puntada de prueba primero, y luego proceda a coser los productos
reales después del cosido de prueba.
6. Para evitar que el sensor presente fallas de detección, asegúrese de limpiar, una o más veces al
día, las hilachas de alrededor del sensor mediante una pistola de aire.
Precauciones para el uso
1. Para coser un material más ancho, éste debe doblarse hacia el operador(a) y coserse mientras
se sujeta con la mano. Si no se guía la tela con la mano durante el cosido, la tela puede presen-
tar deformaciones al n del cosido.
2. Cuando se cosen algunos patrones, también es necesario poner la mano sobre el material al n
del cosido.
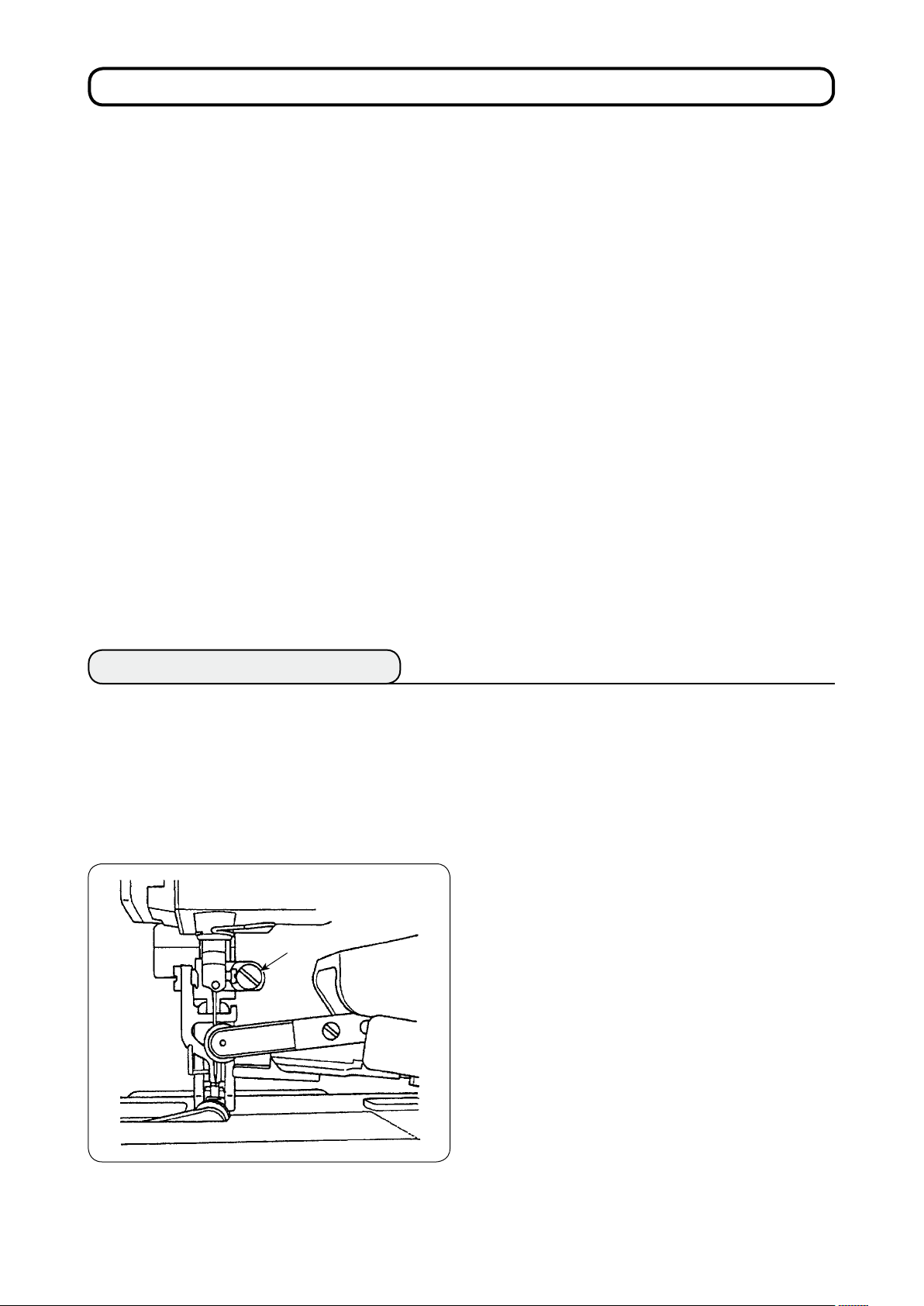
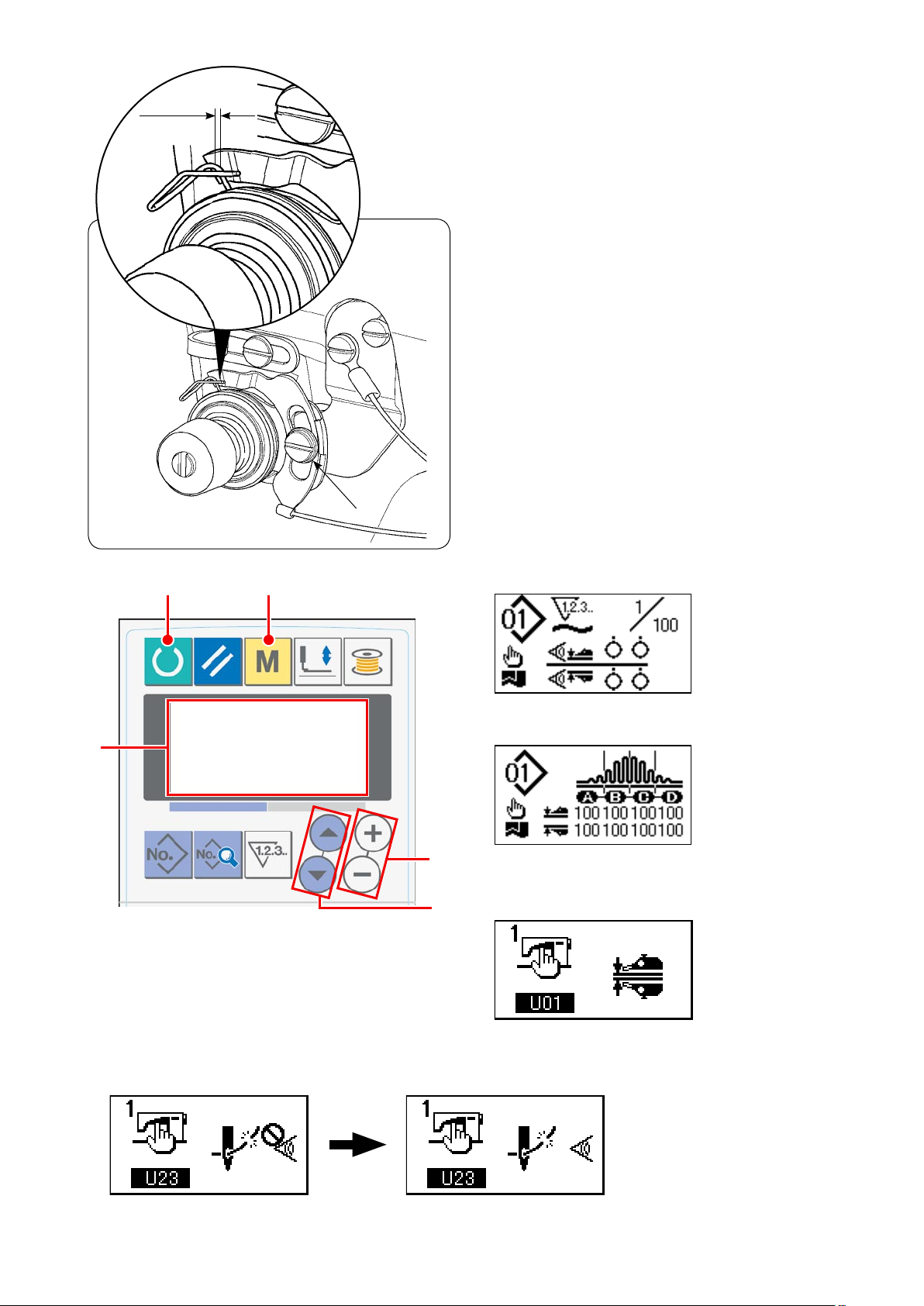
3. Tornillo de jación de la base de la barra prensadora
) Nunca aoje el tornillo de jación 1 de la base
de la barra prensadora. De lo contrario, la sincronización del movimiento del prensatelas mó-
1
vil cambiará a un valor incorrecto.
2) Cuando sea absolutamente necesario aojar el
tornillo de jación 1, se debe aojar cuando el
prensatelas móvil haya descendido y esté en
contacto con la supercie de la placa de agujas.
− −
@
. CONFIGURACIÓN DE LA MÁQUINA
D
O
N
P
L
M
T
H
G
B
Q
K
A
C
I
E
S
F
J
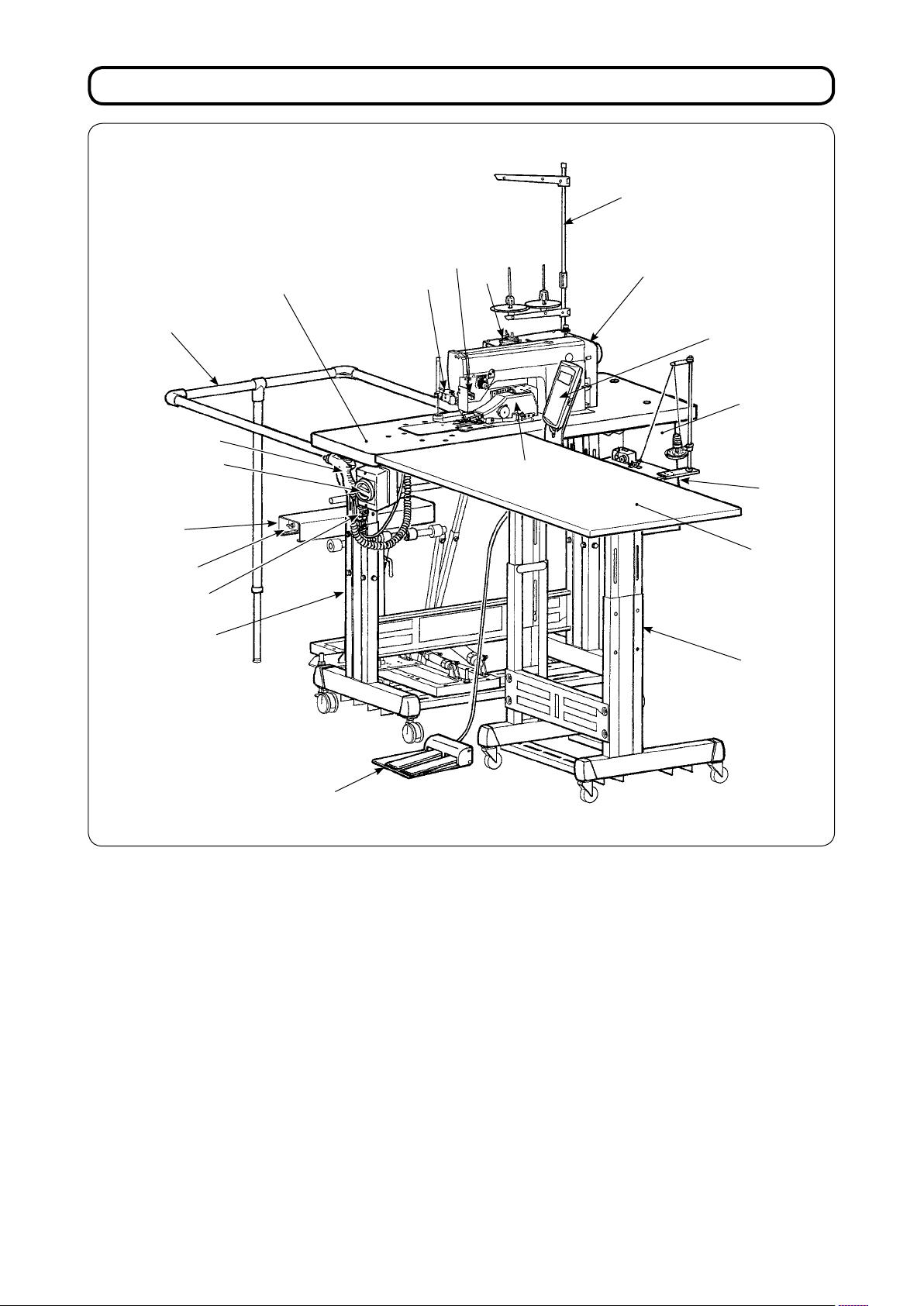
Cabezal de máquina (DLU-5498N-7)
A
Interruptor de arranque
B
Panel de operación
C
Soporte de hilos
D
Manipulador superior
E
Mesa auxiliar
F
Mesa de máquina de coser
G
Interruptor de corriente eléctrica
H
Caja de control
I
Pedestal en T
J
R
Bobinadora
K
Controlador de velocidad (SC) de soplado de aire
L
Pedestal en T
M
Apiladora SS52 (opcional)
N
Barra de seguridad (opcional)
O
Interruptor de válvula de aire
P
Sensor de n de material
Q
Unidad bipedal (opcional)
R
Bobinadora (opcional)
S
Pistola de aire
T
− 2 −
#
. RESEÑA
Esta máquina automática consta de lo siguiente: Transporte inferior y superior variable, máquina
pespunteadora con cortahilos automático, elevador automático, manipuladores superior e inferior que
controlan el n de material con precisión, caja de control que controla todo el sistema, panel de operación,
y mesa auxiliar. (El cabezal de la máquina de coser es DLU-5498N-7, desarrollada especícamente para
la máquina AE-200A.)
La apiladora (SS52), la unidad bipedal, la bobinadora, y el dispositivo detector de cantidad remanente de
hilo de bobina se suministran como opciones.
1. Prestaciones
) Operación fácil que no requiere habilidad. (Aun un operador o una operadora sin experiencia puede
ejecutar el trabajo de forma equivalente al de un operador u operadora hábil.)
2) Mayor eciencia. (En el trabajo manual se requiere el rearreglo de dos piezas de tela. Esta máquina
elimina dicho rearreglo, lo que acorta el tiempo requerido para el cosido.)
) Su gran calidad mejora su conabilidad. (La máquina de coser cose los materiales con un margen de
costura consistente; por lo tanto, los productos cosidos son uniformes.)
4) La máquina de coser permite que el operador u operadora pueda operar la máquina desde el lado
lateral con el pedal, ya sea automática o manualmente, y de pie o sentado(a).
5) La unidad bipedal asegura la colocación precisa del material en la máquina de coser.
6) El margen de costura puede ajustarse dentro de la gama d a 0 mm.
7) El transporte irregular del material puede ajustarse fácilmente.
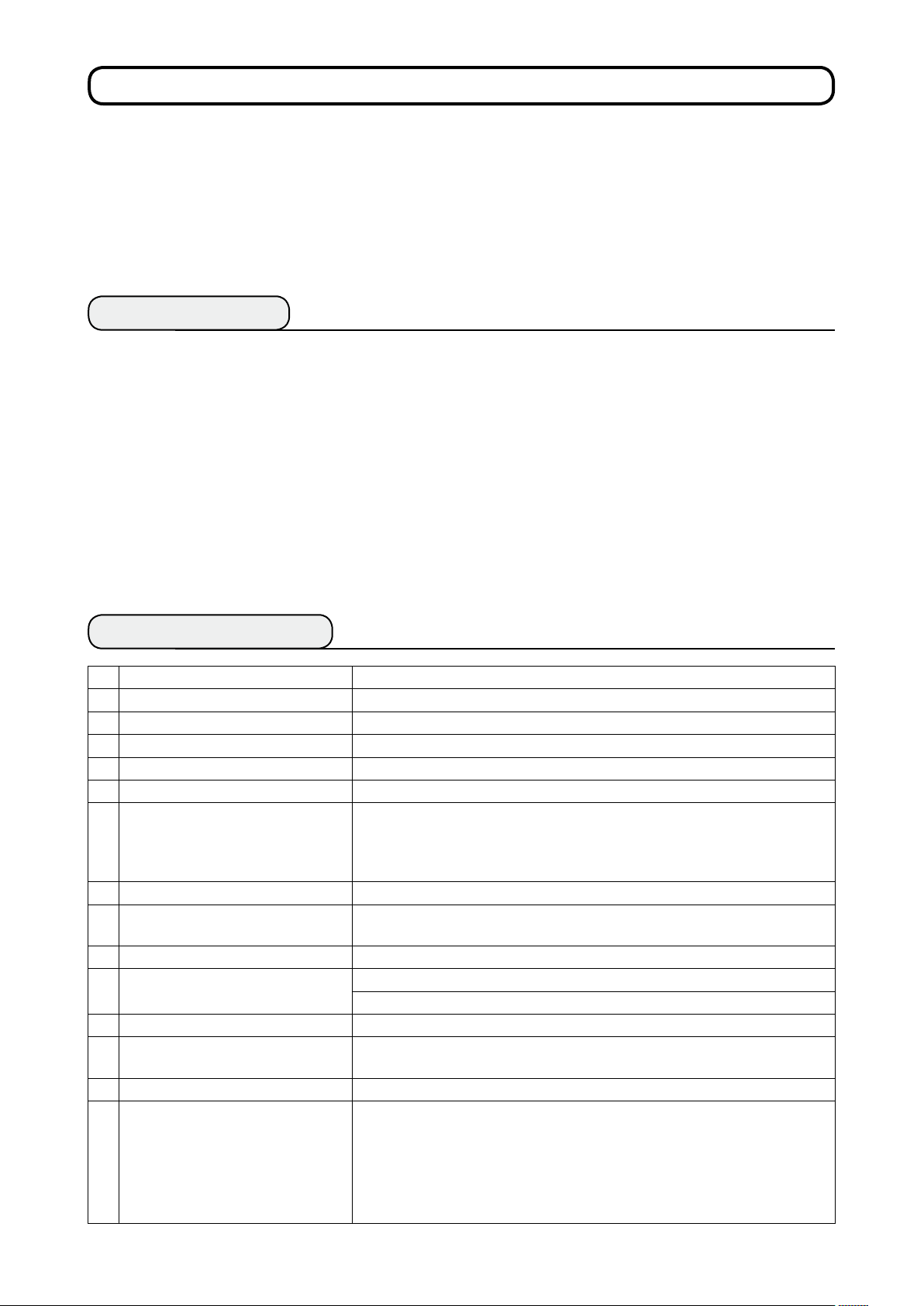
2. Especicaciones
Velocidad de puntada 200 - .500 sti/min
2 Longitud de puntada 0 - 4 mm
Magnitud de transporte superior 8 mm (Máx.)
4 Elevación de pie prensatelas (máx.) 0 mm (Neumático)
5 Margen de costura - 0 mm
6 Aguja a usar DBx #9 - #8 (estándar: $), 4 #75 (tipo JE)
7 Condiciones de cosido
A) Cosido en curva
B) Tamaño de material
C) Número de capas de materiales
8 Consumo de energía 220VA
9 Fuente de energía eléctrica Trifásica, 200 - 240 V
0 Altura de la mesa Ajustable entre 820 y .020 mm (estándar: 97 mm)
Dimensiones de la máquina de coser
Mesa auxiliar Estándar: .200 (longitud) x 550 (ancho) mm
2 Apiladora SS52 - Tipo retención constante de prenda de trabajo
Unidad bipedal Provista de interruptor de pie prensatelas arriba/abajo e interruptor de
4 Peso 5 kg (Cuando se instalan todas las opciones)
5 Ruido Declaración
00 mm R o más
.500 (longitud) x 500 (ancho) o menos
2 ó
Monofásica, 200 - 240 V
2.75 (longitud) x .200 (ancho) x .50 (altura) (mm)
arranque de 2 pasos; cambio alternado de alta/baja velocidad
- Nivel de presión de ruido de emisión continua equivalente (LPA) en el
puesto de trabajo:
Valor ponderado A de 80 dB (incluye KPA = 2,5 dB); de acuerdo con ISO
082-C.6. - ISO 204 GR2, en ciclo de cosido: 4 s activados y 7 s
desactivados.
− −
$
. INSTALACIÓN
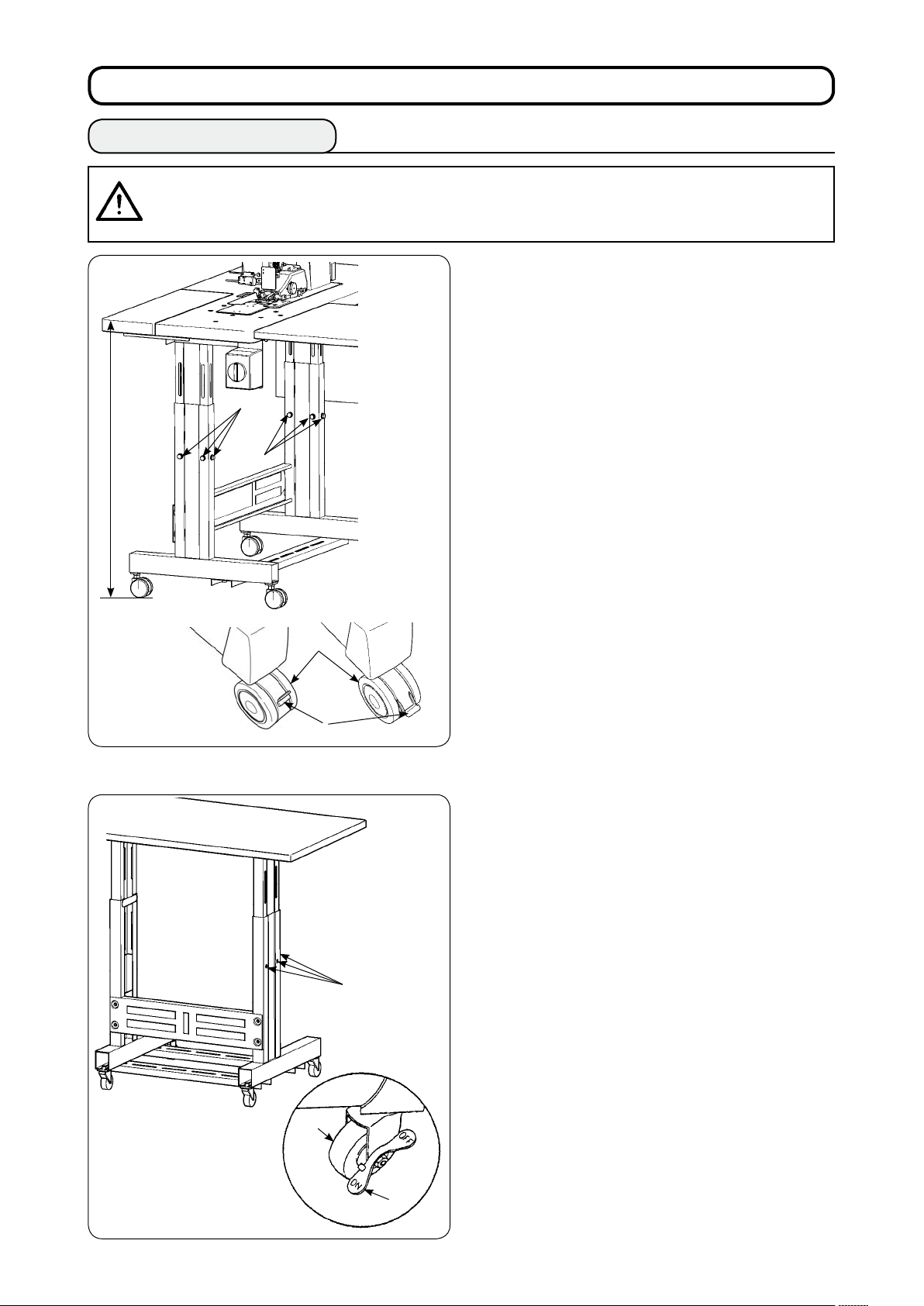
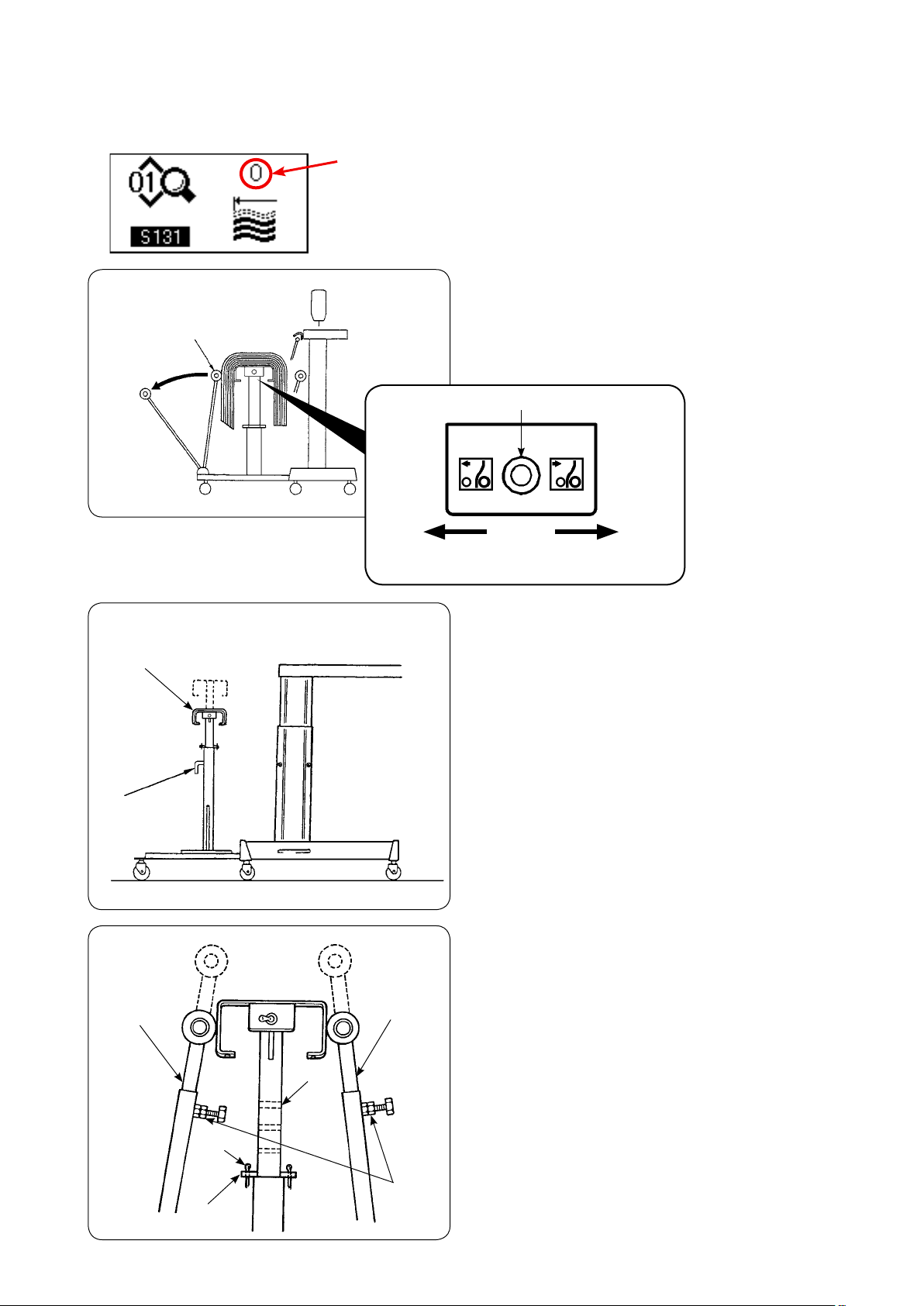
1. Altura de la mesa
3
3
:
La altura de la mesa puede ajustarse dentro de la
gama de 820 a .020 mm. La altura estándar es de
97 mm.
) Instale el pedestal de la mesa sobre una super-
cie plana.
2) Las roldanas pivotantes 1 se jan bajando las
palancas 2.
) Aoje los seis pernos 3 ubicados en las patas
derecha e izquierda del pedestal de la mesa
para ajustar la altura de la mesa.
PRECAUCIÓN
Para ajustar la altura de la mesa, asegúrese de que la mesa no sea levantada por un sólo
trabajador sino por cuatro o más trabajadores que sostengan cada una de las cuatro
esquinas de la mesa.
917 mm (Estándar)
[Altura de la mesa auxiliar]
1
2
) Instale el pedestal de la mesa sobre una super-
cie plana.
2) Las roldanas pivotantes 1 se fijan bajando el
lado ON de las palancas 2.
) Aoje los seis pernos 3 ubicados en las patas
derecha e izquierda del pedestal de la mesa
para ajustar la altura de la mesa.
3
1
2
− 4 −
2. Mesa auxiliar
PRECAUCIÓN
Al instalar la mesa auxiliar, las partes relacionadas pueden desprenderse o la mesa puede caerse causando
lesiones corporales. Para evitar esto, asegúrese de efectuar la instalación de la mesa auxiliar con dos
personas. Una de ellas debe sujetar la mesa. Cuando instale la mesa auxiliar acoplándola a la mesa de la
máquina de coser, tenga cuidado para no permitir que sus manos, dedos, etc. queden atrapados entre ellas.
:
Ajuste la altura de la mesa auxiliar a la altura de la
mesa de la máquina de coser.
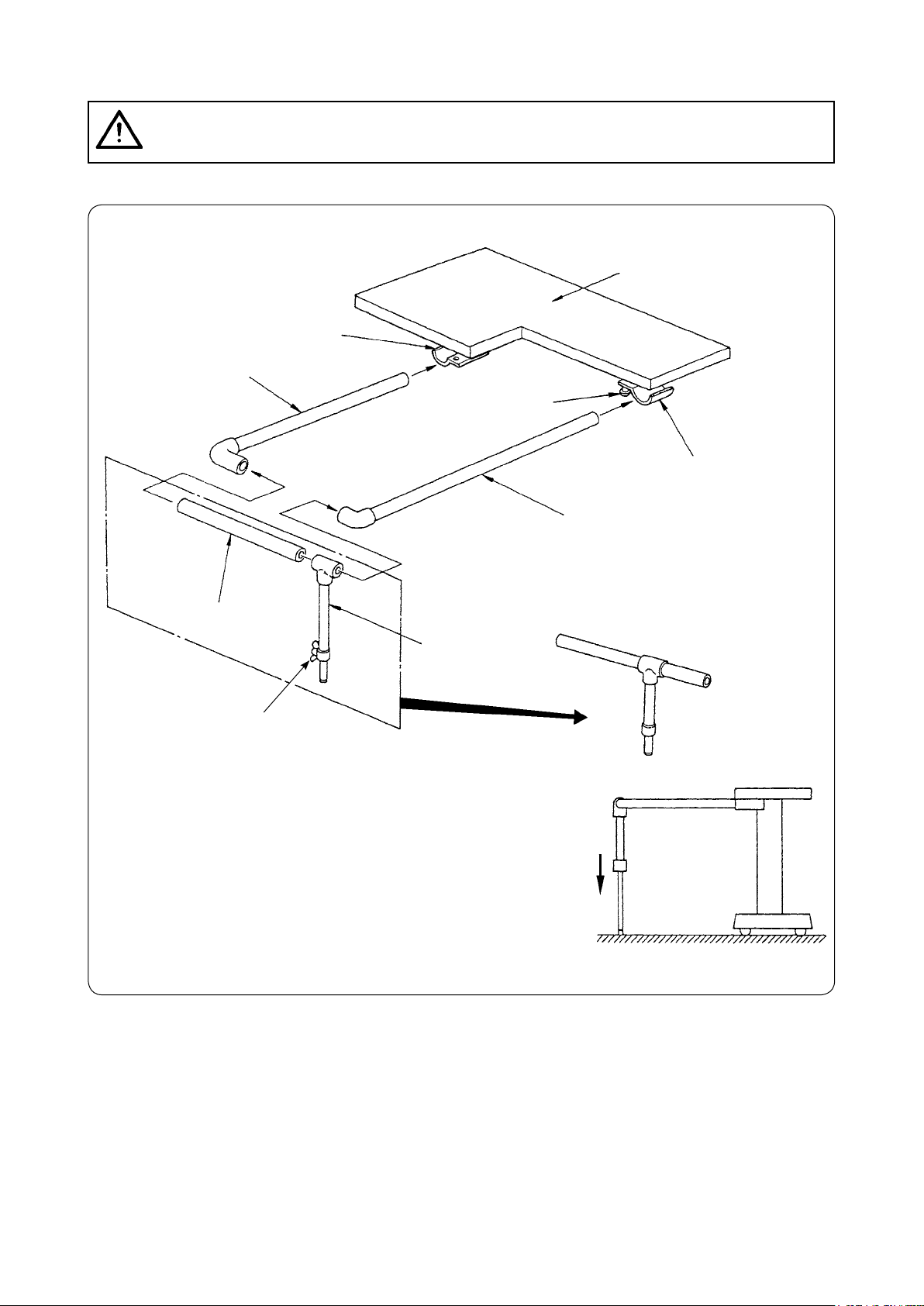
3. Montaje de la mesa de la máquina de coser y la mesa auxiliar
PRECAUCIÓN
Al usar herramientas, tenga cuidado para no dejar caer las piezas que puedan causar
lesiones corporales. Asimismo, tenga cuidado para no lesionarse con las herramientas.
:
1
4
3
7
6
2
5
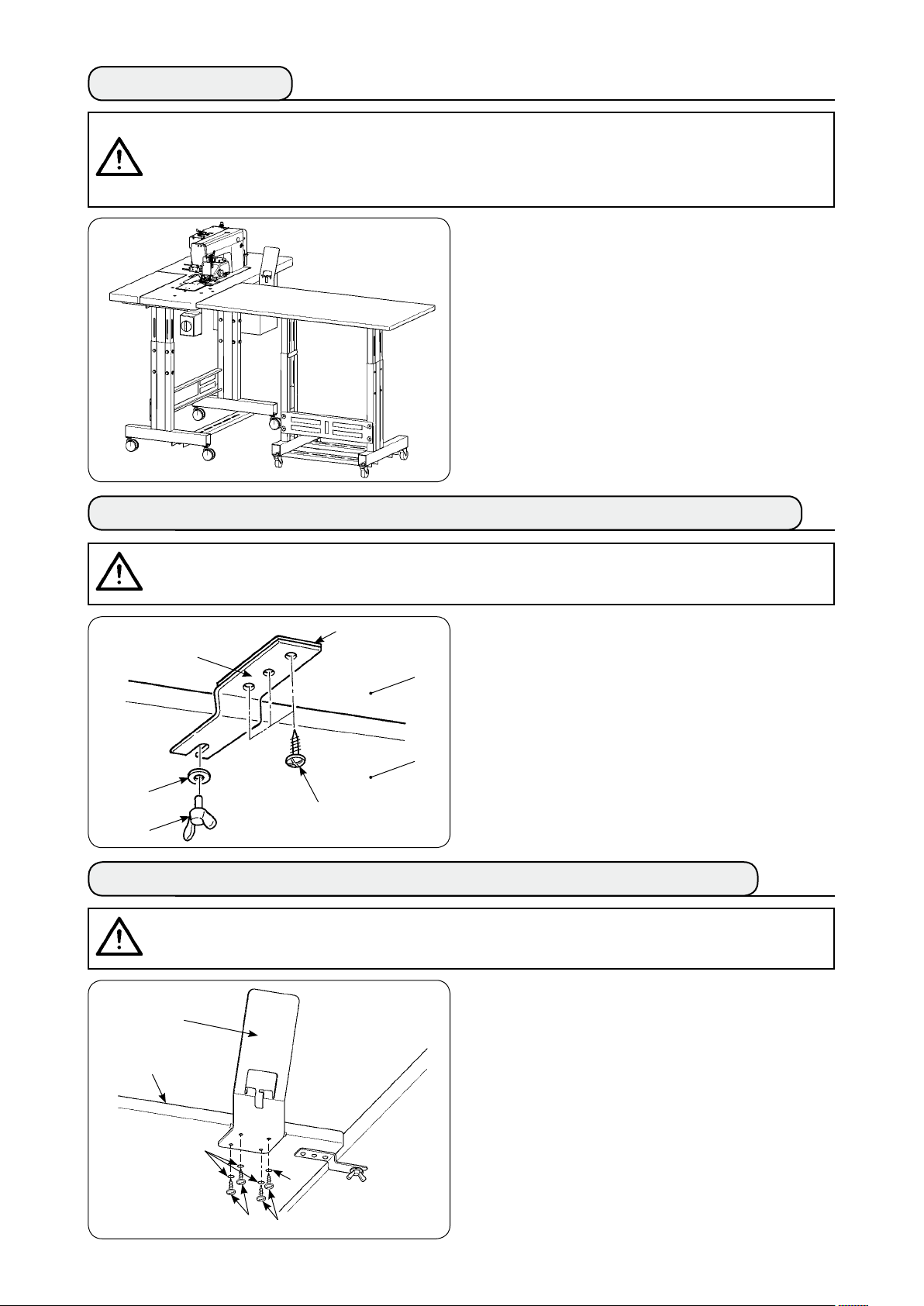
Fije, en la mesa auxiliar 3, el espaciador 1 y la
ménsula 4 de unión de la mesa auxiliar con los tres
tornillos de rosca para madera 2. Luego, instale la
ménsula de unión en la mesa 7 con el tornillo de
mariposa 5 y la arandela 6.
4. Instalación de la placa de montaje del panel de operación
PRECAUCIÓN
Al usar herramientas, tenga cuidado para no dejar caer las piezas que puedan causar
lesiones corporales. Asimismo, tenga cuidado para no lesionarse con las herramientas.
1
2
:
Instale la placa de montaje 1 del panel sobre la
mesa auxiliar 2 con los cuatro tornillos de rosca
para madera 3 y las cuatro arandelas 4.
4
3
4
3
− 5 −
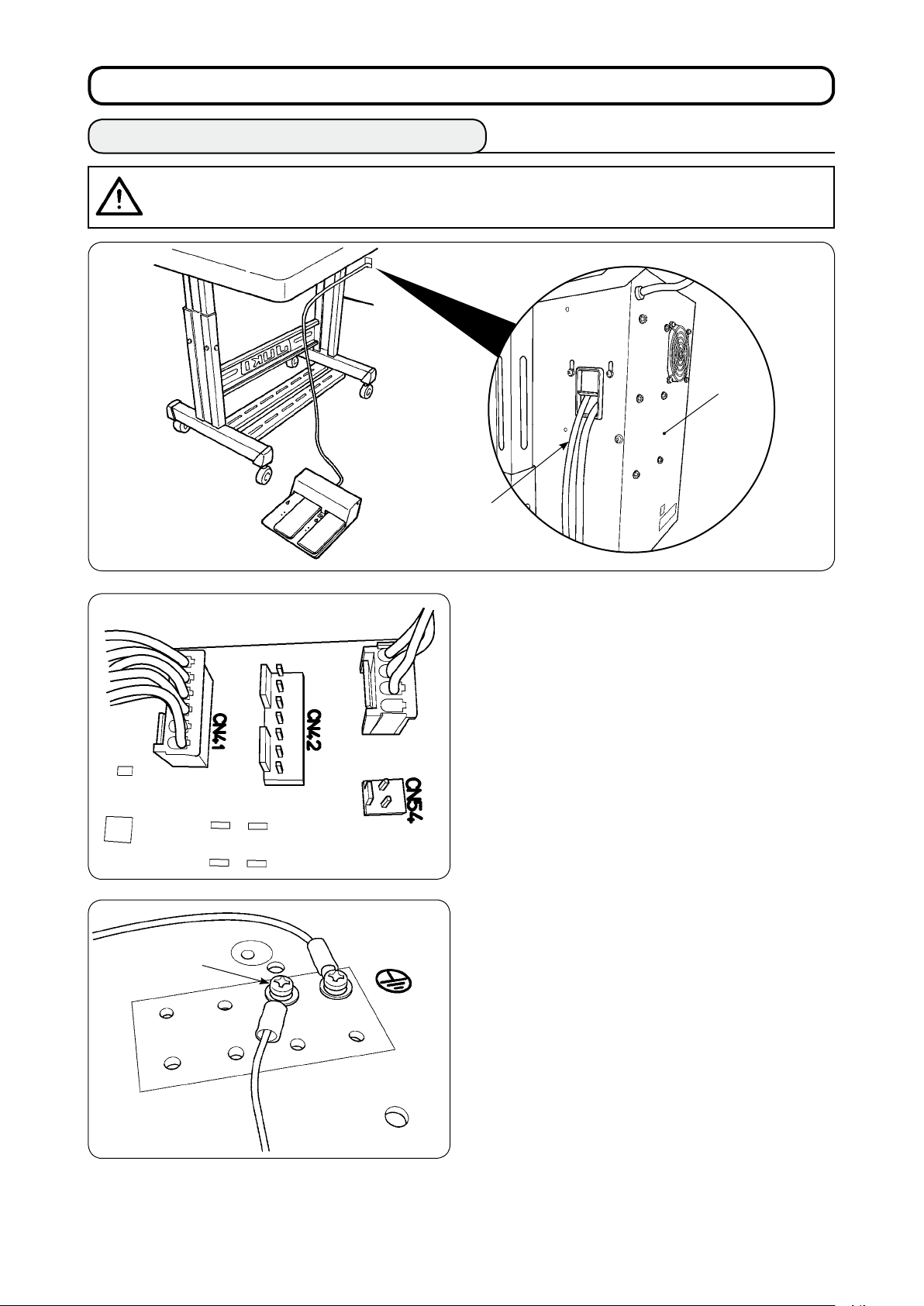
5. Conexión del panel de operación
2
1
3
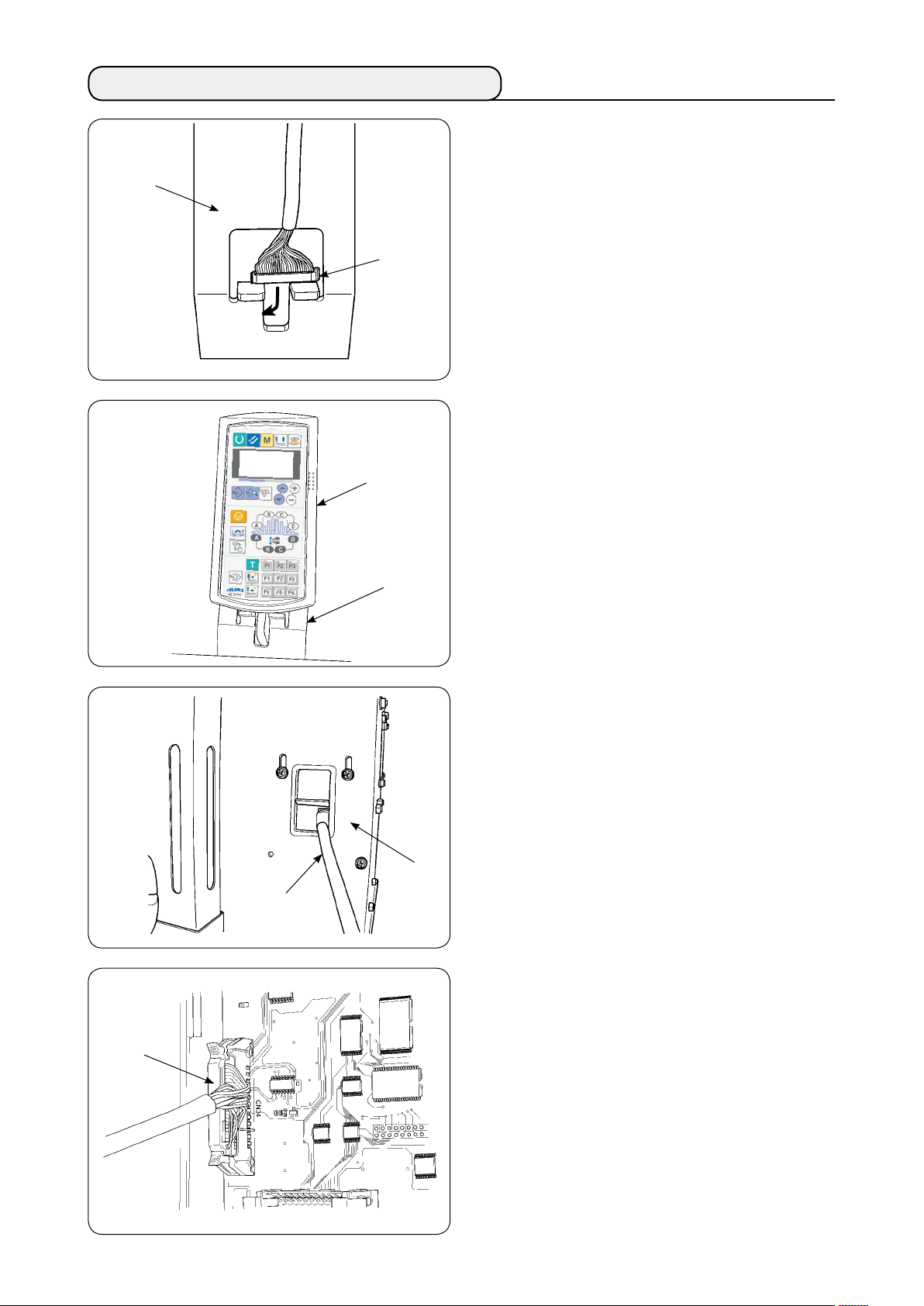
Haga pasar el enchufe 1 del cable del panel de
operación a través del agujero en la placa de montaje 2 del panel de operación.
Coloque el panel de operación 3 sobre la placa de
montaje 2 del panel de operación.
1
2
Haga pasar el enchufe 1 del cable del panel de
operación a través del agujero pasante de cable en
la caja de control 4.
4
Abra la cubierta de la caja de control. Inserte el enchufe 1 del cable del panel de operación en el conector CN4 del tablero PCB principal.
1
− 6 −
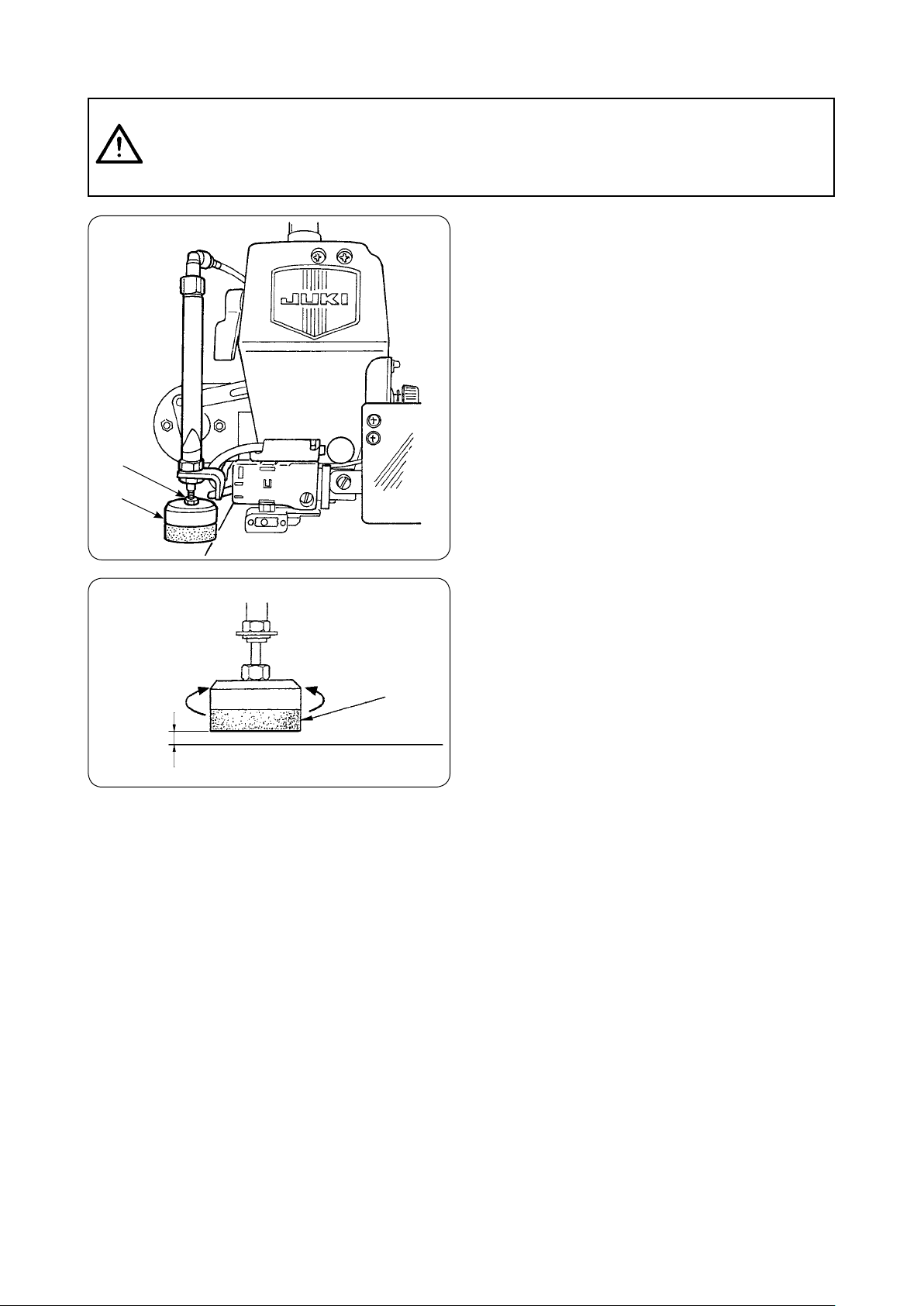
6. Lubricación
PRECAUCIÓN
:
Cuando incline o levante la máquina de coser, tenga cuidado para no permitir que sus
dedos u otras partes de su cuerpo queden atrapados.
Antes de usar la máquina de coser
2
1
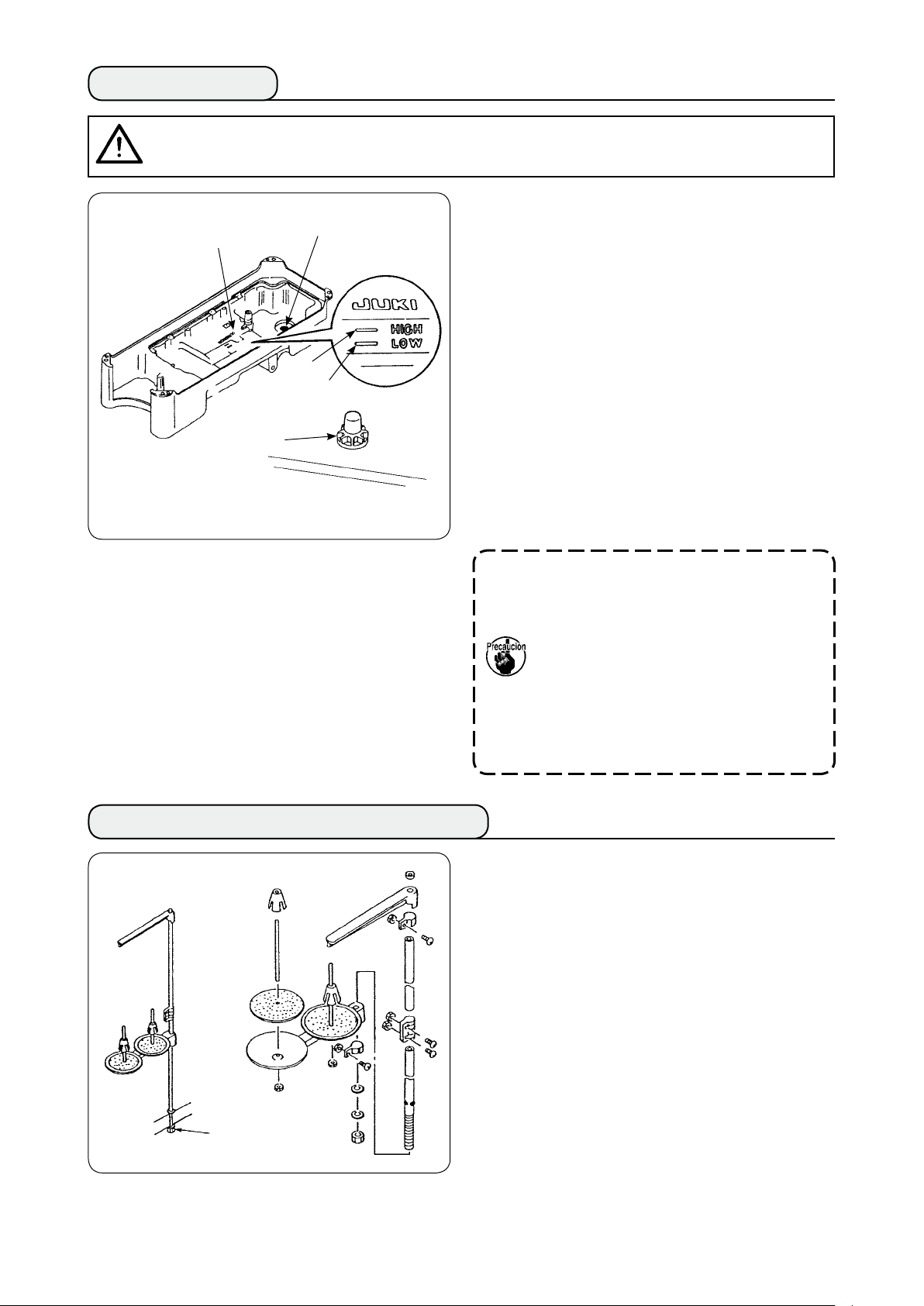
1) Coloque el imán 1 que se suministra con la
unidad en la sección del tornillo de aceite residual.
2) Llene el colector de aceite 2 con el aceite JUKI
New Defrix Oil No. 1 hasta la marca HIGH A.
3) Cuando el nivel de aceite desciende por debajo
A
B
de la marca LOW B, rellene el colector de aceite con el aceite especicado.
4) Cuando opere la máquina de coser después de
la lubricación, se observarán salpicaduras de
3
aceite a través de la mirilla de comprobación de
aceite 3 si la lubricación es normal.
5) Tenga en cuenta que la cantidad de aceite de
salpicadura no representa la cantidad de aceite
en el colector de aceite.
1. Cuando utilice la máquina de coser nueva por primera vez o después de un período prolongado de desuso, asegúrese
de hacer marchar la máquina de coser
durante aproximadamente 10 minutos
para su reacondicionamiento, utilizando
la tecla de bobinado del panel de operación.
2. Asegúrese de utilizar el aceite legítimo
de JUKI. Si se usa cualquier otro aceite,
esto puede causar malfuncionamiento.
7. Instalación del soporte de hilos
1
− −
1) Ensamble el soporte de hilos. Luego, insértelo
en el agujero de la mesa.
2) Apriete la contratuerca 1 de modo que el soporte de hilos no se balancee.
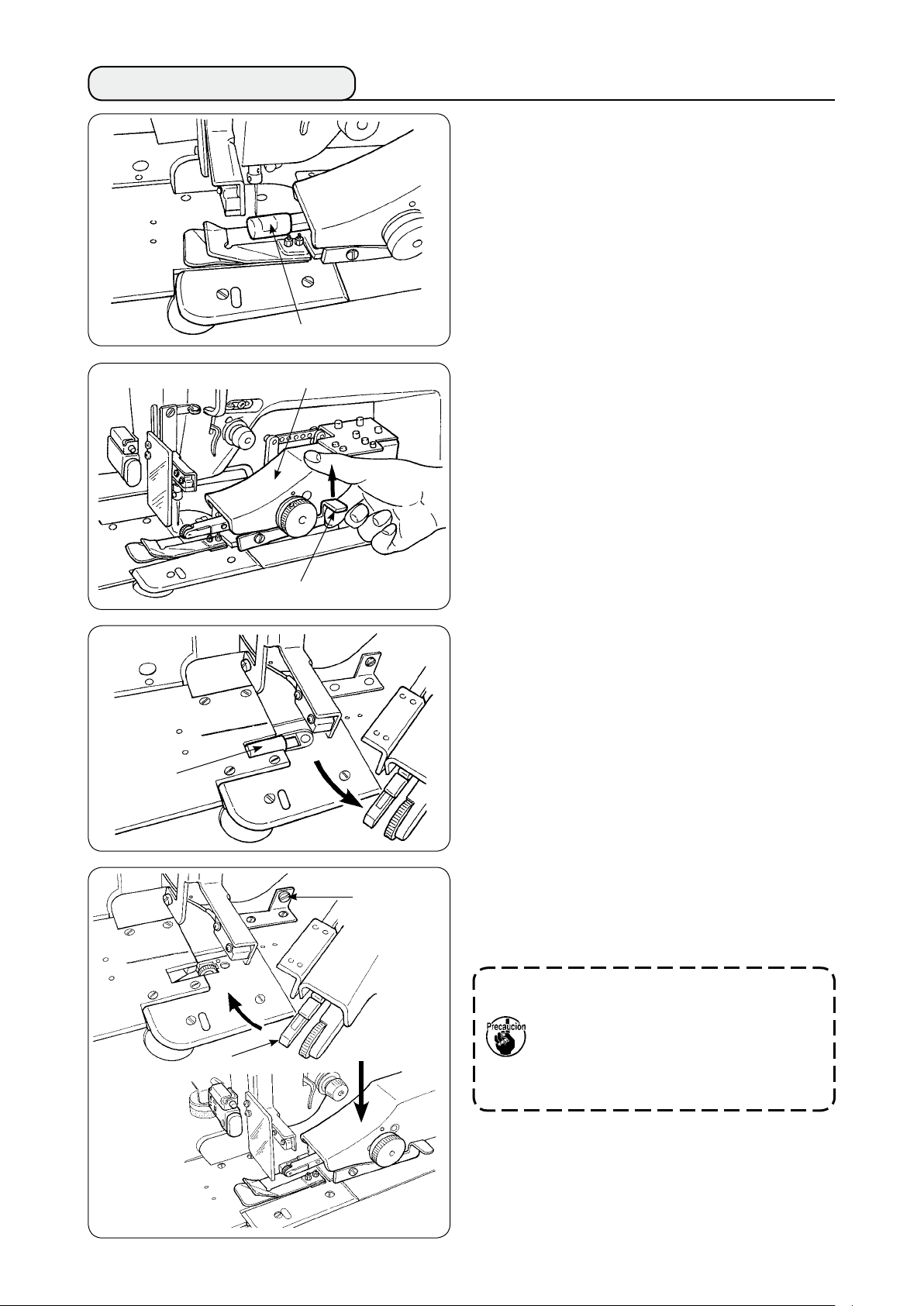
8. Retiro de cubiertas
1
) Retire la cubierta 1 del rodillo manipulador su-
perior.
3
2
4
2) Poniendo su dedo en la palanca 2, eleve la palanca para liberar el manipulador superior 4.
) Gire el manipulador superior para retirar la cu-
bierta 3 del rodillo manipulador inferior.
Después de retirar las cubiertas de los rodillos
manipuladores superior e inferior, reponga el
manipulador superior 4 en su posición.
7
5
6
4) Para girar el manipulador superior) Para girar el manipulador superior 4 a su posición inicial, gírelo hasta que entre en contacto
con el tornillo retén 5, luego presione el manipulador superior 4 hacia abajo 6.
Si cuando se está girando el manipulador superior, éste es presionado hacia
abajo 6, el sensor 7 del lado inferior
puede entrar en contacto con la mesa
de la máquina y la placa superior de la
base, lo que causará un malfuncionamiento.
− 8 −
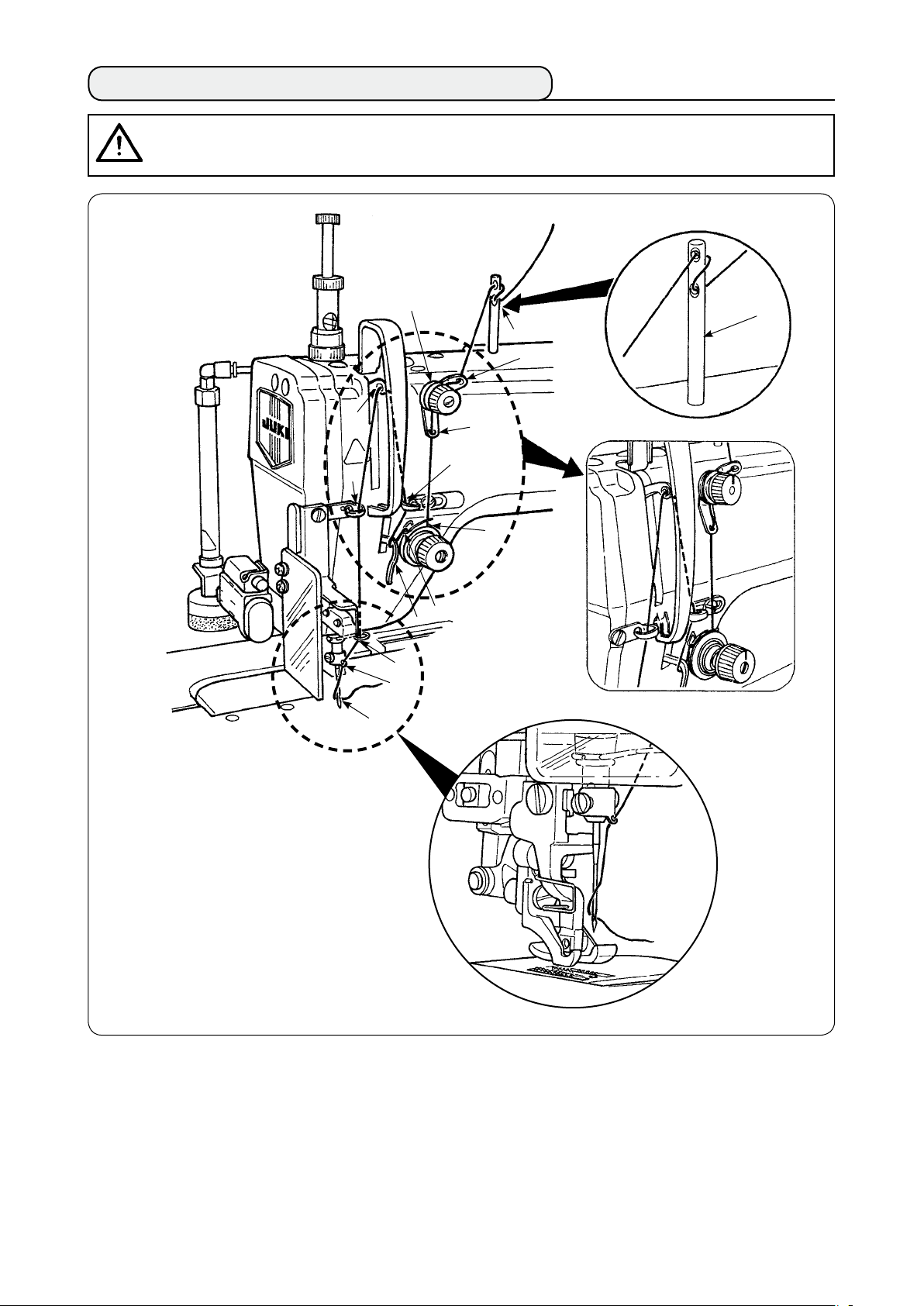
9. Enhebrado del cabezal de la máquina
PRECAUCIÓN
:
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
9
!0
3
1
2
4
8
5
A
6
7
!1
!2
!3
Ejecute el enhebrado del cabezal de la máquina siguiendo la secuencia que se ilustra en la gura.
Inserte el pasador A del guía del hilo en el agujero en la supercie superior del brazo de la máquina
antes de enhebrarlo.
− 9 −
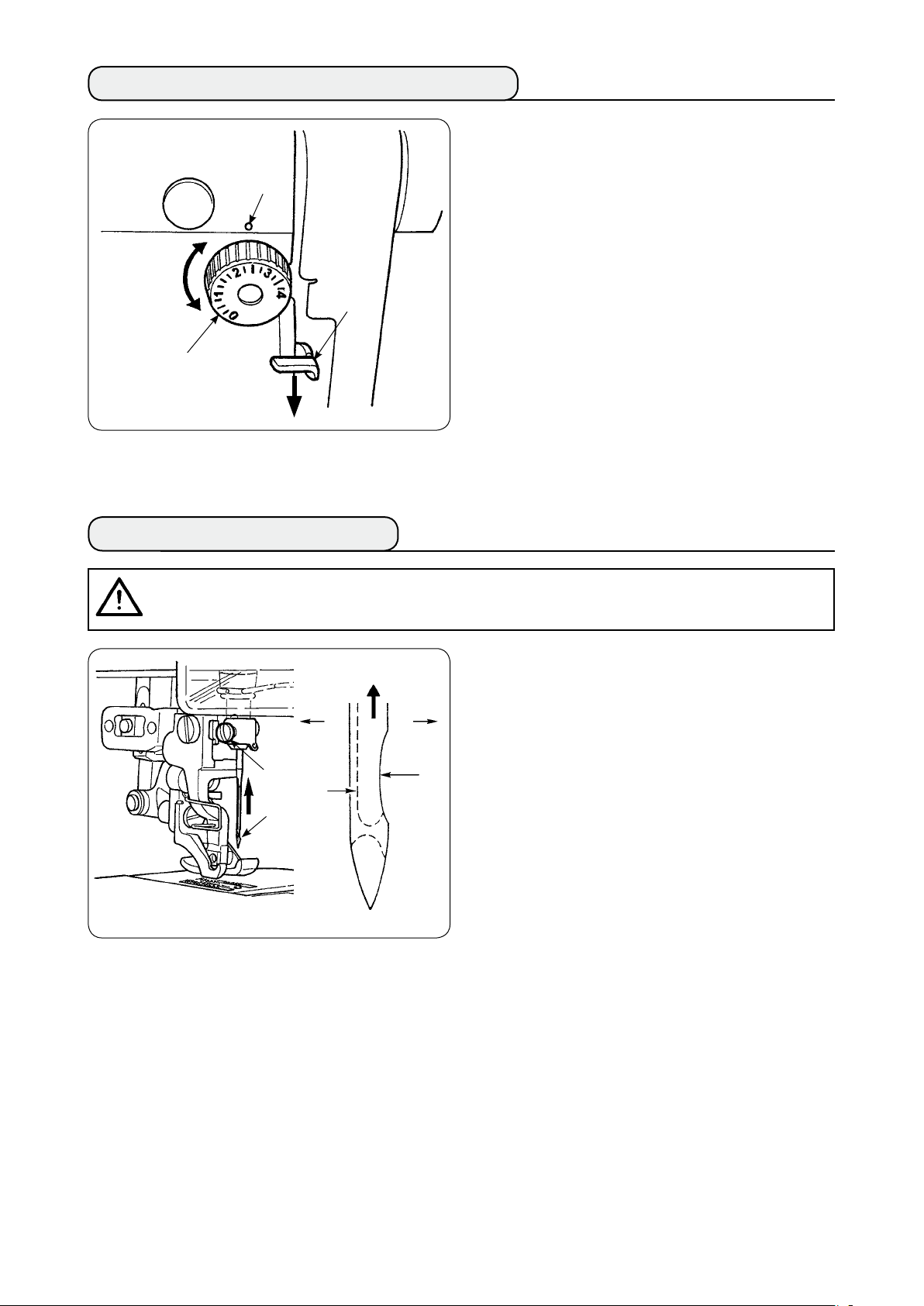
10. Ajuste de la longitud de puntadas
Longitud de transporte inferior
) Gire el disco de puntada 1 en la dirección de la
A
2) Los numerales se indican en milímetros (mm).
) Para modicar la longitud de transporte de un
2
echa hasta que el numeral deseado se alinee
con el punto demarcador A del brazo de la máquina.
valor mayor a un valor menor, gire el disco de
puntada 1 mientras presiona la palanca de
transporte 2 en la dirección de la echa.
1
11. Instalación de la aguja
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
:
D
2
C
1
B
A
Longitud de transporte superior
Para el modo de ajustar la longitud de transporte
superior, Consulte
ciómetro de lectura de la magnitud de transporte
inferior" en la página 64
* Desconecte la corriente eléctrica del motor.
Utilice la aguja DBx (DPx para la máquina de coser tipo DP).
) Gire el volante para mover la barra de agujas a
su posición más alta.
2) Aoje el tornillo de sujeción 2 de la aguja. Sostenga la aguja 1 de modo que su parte indentada A quede exactamente frente a la derecha
.
B
) Inserte la aguja completamente en el agujero de
la barra de agujas en la dirección indicada por
la echa hasta que no pueda avanzar más.
4) Apriete rmemente el tornillo de sujeción 2 de
la aguja.
5) Compruebe para asegurase de que la ranura
de la aguja quede exactamente frente a la
C
izquierda en dirección D.
"^-18. Corrección del poten-
.
− 0 −
12. Colocación de la bobina
1) Sosteniendo la bobina de forma que el hilo en la
1
2
3
bobina se enrolle en el sentido de las manecillas
del reloj, coloque la bobina en el portabobinas.
2) Haga pasar el hilo a través de la ranura 1 del
portabobinas. Extraiga el hilo hacia la abertura
de hilo, y el hilo aparecerá desde la abertura
2
de hilo por debajo del resorte tensor.
2
3) Compruebe para asegurarse de que la bobina
gira en la dirección indicada por la echa cuando se extrae el hilo 3 de la bobina.
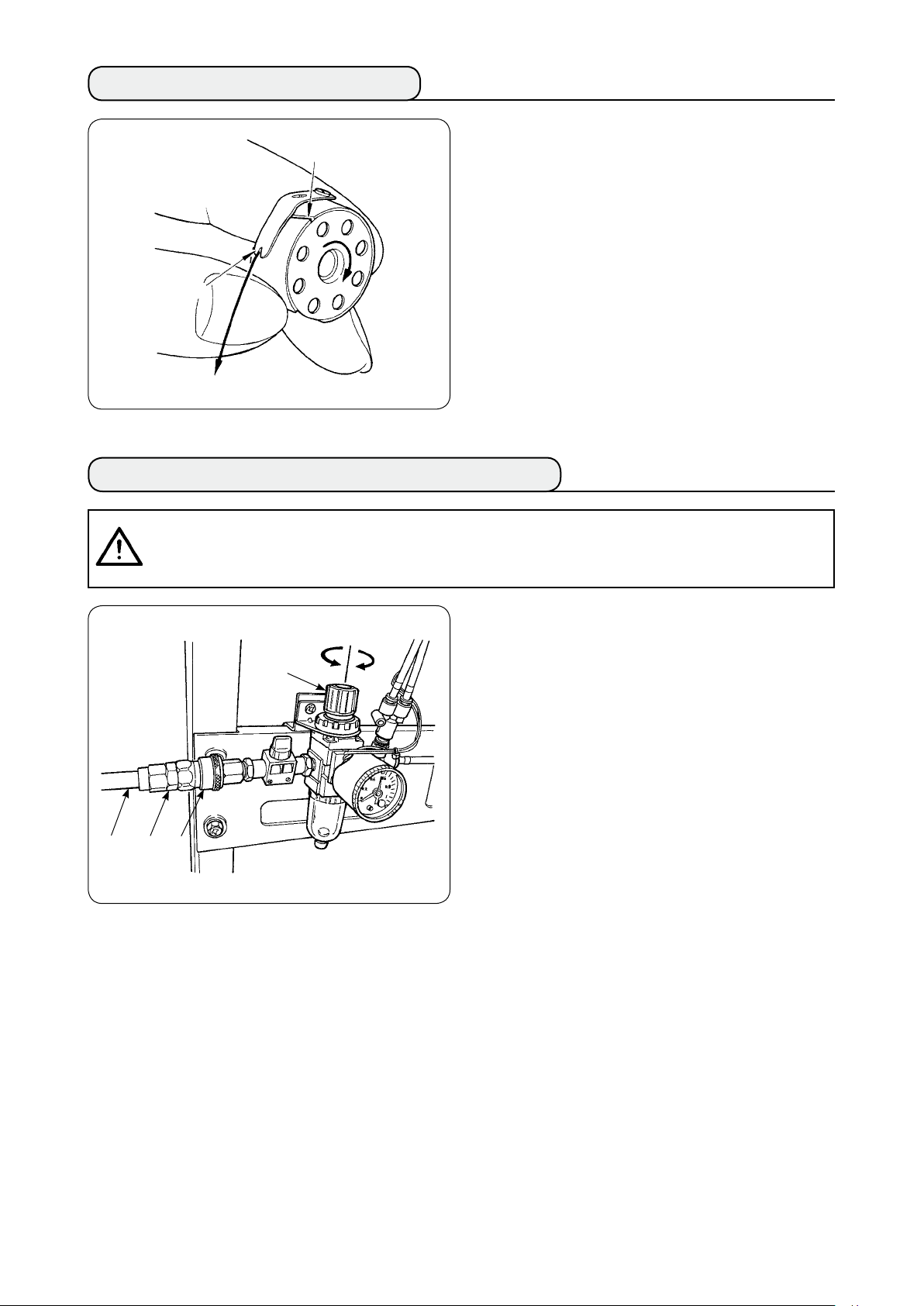
13. Conexión y ajuste de la fuente de aire
1
PRECAUCIÓN
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la
máquina de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal
de arranque.
2
3
:
1) Inserte la manguera de aire 1 dentro de la junta utilitaria de un toque 2 que se suministra con
la unidad.
2) Inserte la junta utilitaria de un toque 2 en la
junta 3 hasta que se encaje con un chasquido.
3) Ajuste la presión del aire a 0,5 MPa (5 kgf/cm2).
Si la presión es insuciente, eleve la perilla 4 y
gírela en el sentido de las manecillas del reloj (en
dirección C). Si la presión es demasiado alta,
gire la perilla en el sentido opuesto a las manecillas del reloj (en dirección D).
Una vez ajustada la presión del aire a 0,5 MPa (5
kgf/cm2), baje la perilla 4 y fíjela.
4
D
C
− 11 −
%
. INSTALACIÓN DE DISPOSITIVOS OPCIONALES
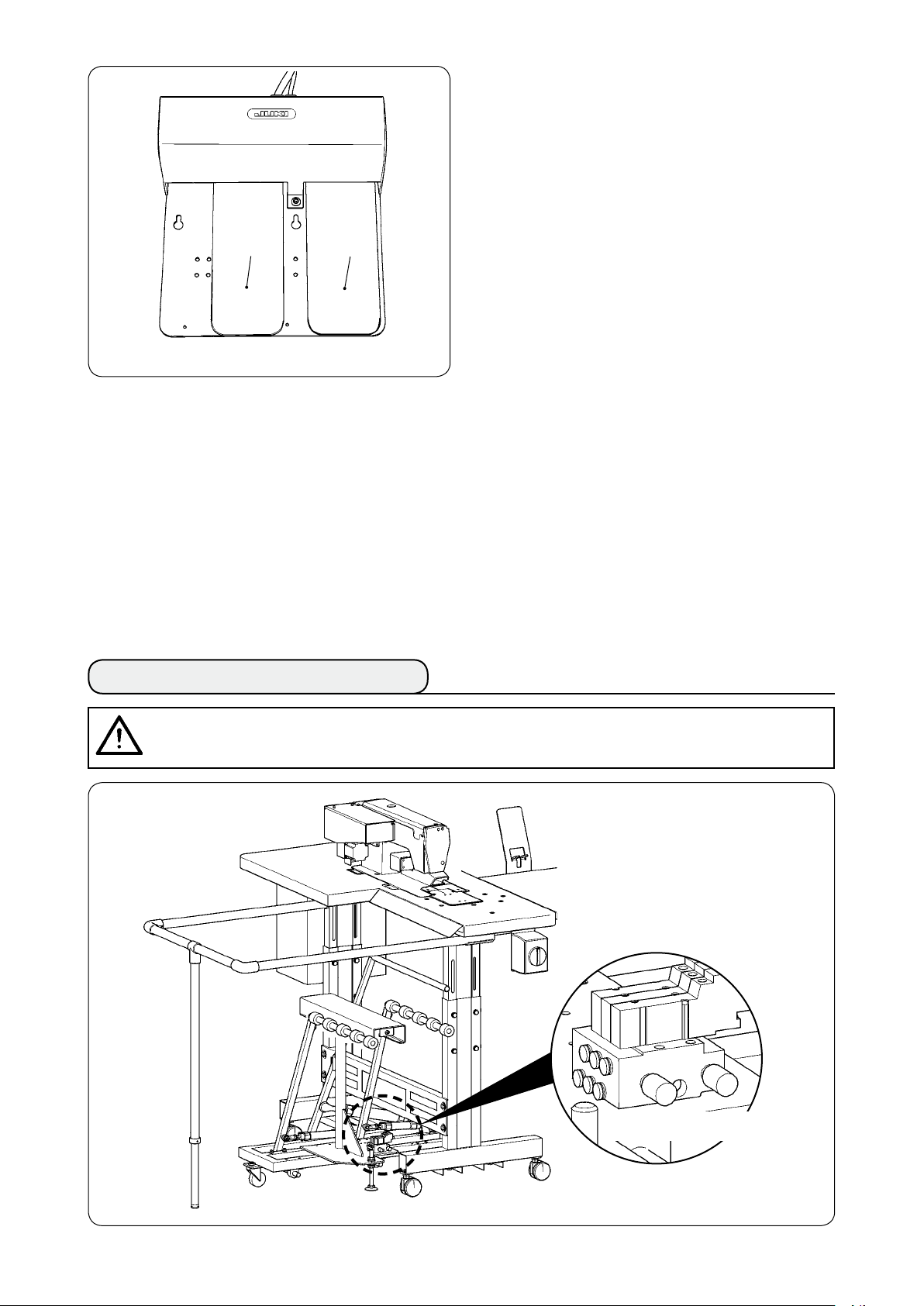
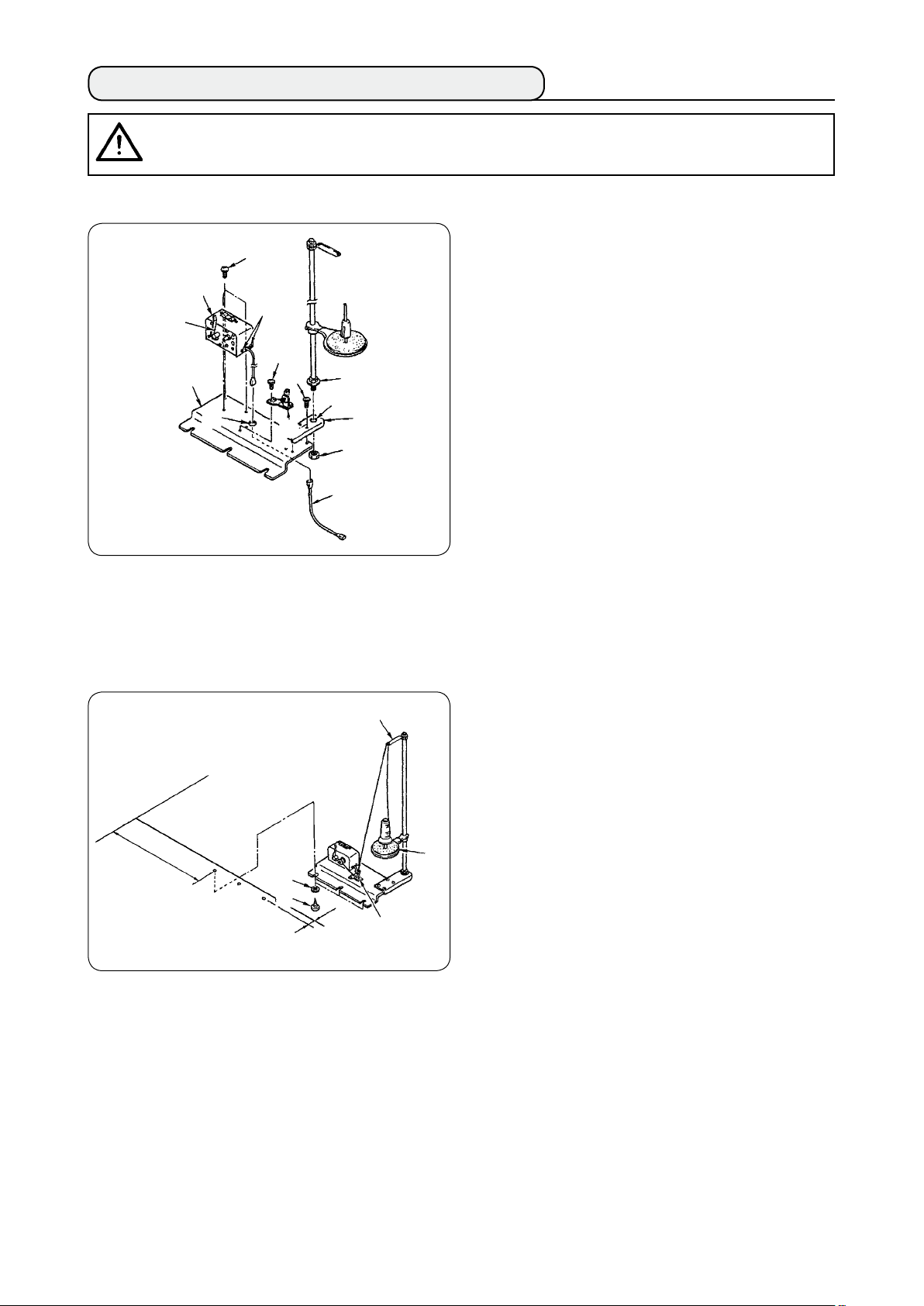
1. Instalación de la unidad bipedal
PRECAUCIÓN
Asegúrese de apagar la máquina de coser antes de instalar la unidad bipedal, para
proteger a las partes eléctricas contra daños.
:
1
2
1) Haga pasar el cable 2 de la unidad bipedal a
través del agujero pasante de cables en la caja
de control 1.
3
2) Enchufe la unidad bipedal a CN41 en el tablero
PCB principal de la caja eléctrica. Asegure el
conductor a tierra en la parte lateral de la caja
eléctrica con el tornillo de jación 3 del conductor a tierra.
− 12 −
1 2
Pedal izquierdo, pedal de 2 pasos (arranque
1
manual, pausa)
1) Coloque el material en la máquina de coser
en el modo de arranque manual. El LED en la
sección del interruptor de mano parpadea intermitentemente. Cuando se pisa el pedal en su
primer paso, el pie prensatelas de la máquina
de coser desciende. Cuando se pisa el pedal en
su segundo paso estando el pie prensatelas de
la máquina de coser en su posición más baja, la
máquina de coser empieza a funcionar.
Cuando se pisa el pedal en su primer paso y se
libera estando el pie prensatelas de la máquina
de coser en su posición más baja, el pie prensatelas de la máquina de coser se eleva.
2) Cuando se pisa el pedal durante el cosido,
la máquina de coser pasa al modo de pausa.
Cuando se pisa el pedal nuevamente, la máquina reinicia el cosido.
Pedal derecho (cambio alternado de velocidad
2
entre alta y baja)
1) Cuando se pisa el pedal durante el cosido, la
velocidad de puntada cambia de alta velocidad
a baja velocidad.
2) Cuando se pisa el pedal durante una pausa, el
cortahilos actúa cortando el hilo y la máquina de
coser se detiene.
2. Instalación de la apiladora
PRECAUCIÓN
Asegúrese de apagar la máquina de coser antes de instalar la unidad bipedal, para
proteger a las partes eléctricas contra daños.
:
Válvula de solenoide
de la apiladora
− 13 −
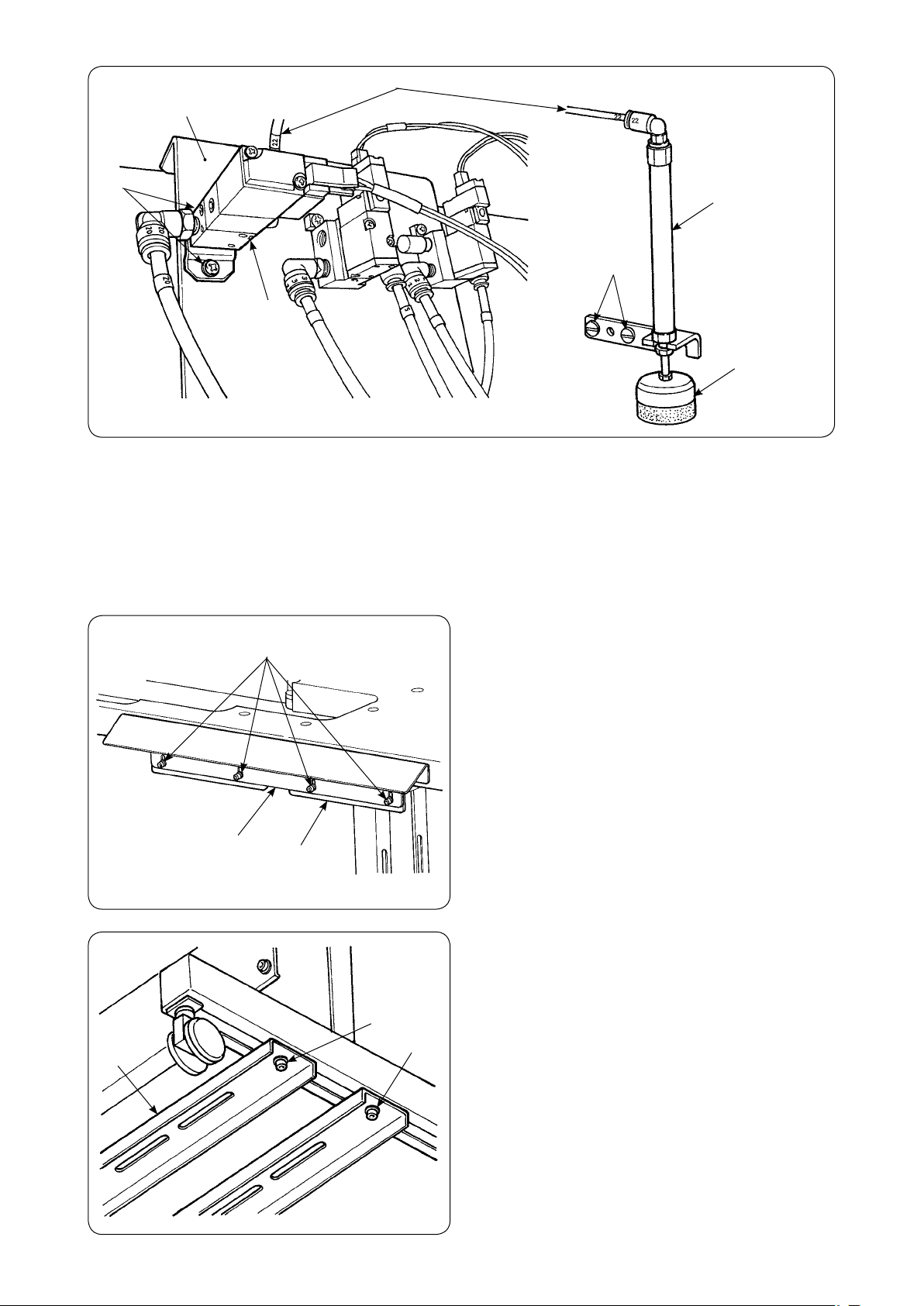
3
7
2
5
1
4
6
1) Instale el cjto. de la válvula de solenoide 1 sobre la placa de montaje 3 de la válvula de solenoide, con
los tornillos de jación 2.
2) Instale el cjto. del cilindro 4 del prensador de material al lado del cabezal de la máquina, con los tornillos de jación 5. En este momento, extienda el extremo superior 6 del cilindro para asegurarse de
que el cilindro sujeta ligeramente el material.
3) Haga pasar el tubo de aire de Ø4 7 del cjto. de la válvula de solenoide a través del agujero en la mesa
y conéctelo al cilindro 4.
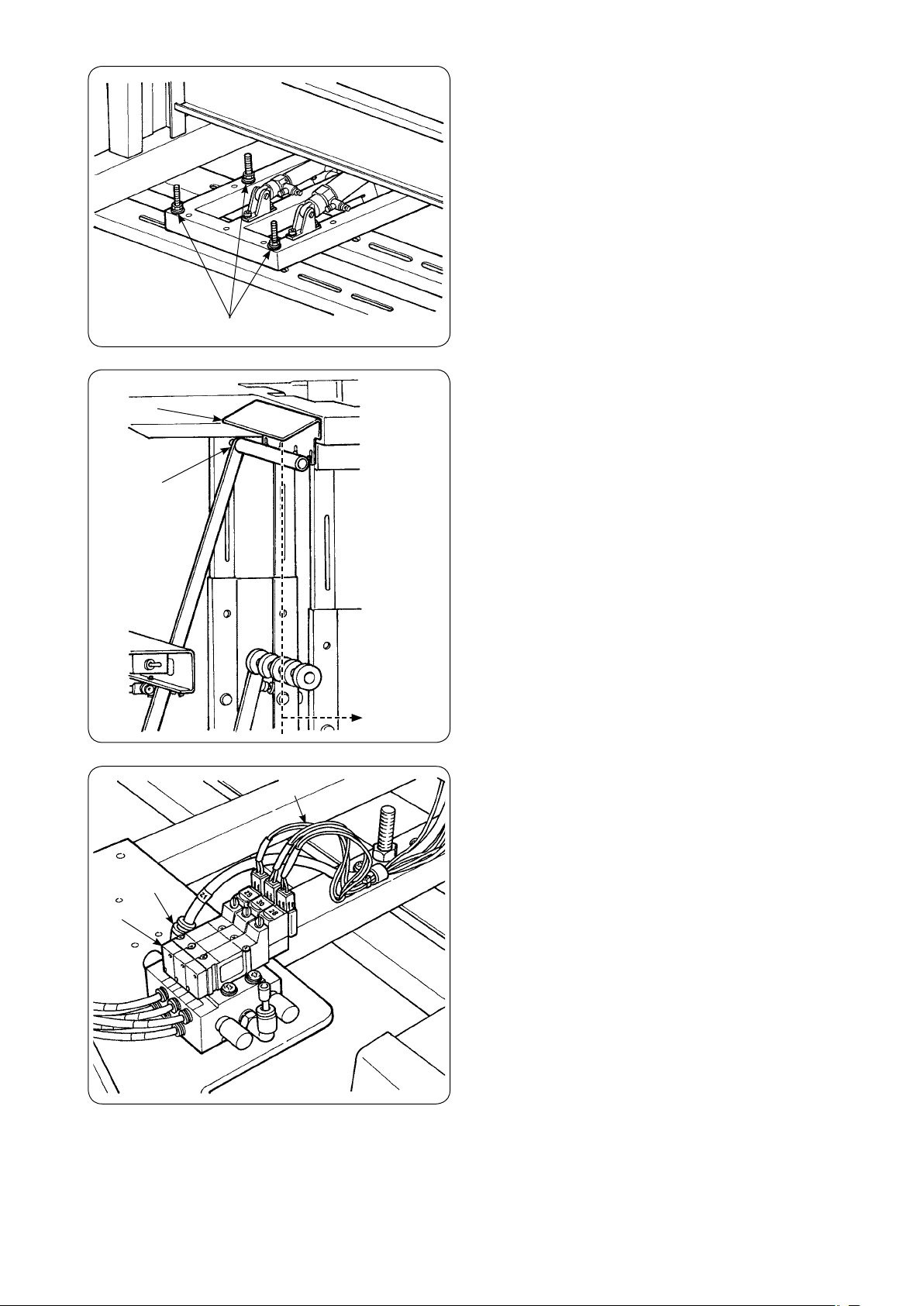
4) Instale la ménsula !0 de la mesa sobre la placa
9
de apoyo 8 con los tornillos 9.
!1
8
!0
!2!3
!4!5
5) Coloque provisionalmente el puntal de soporte
inferior !1 en el pedestal de la mesa con las
tuercas !2 y !3. Luego, aoje las tuercas !4 y
.
!5
− 14 −
8
6) Fije el cuerpo principal de la apiladora sobre el
puntal de soporte inferior !1 con las tuercas con
arandela !6, !7, y !8.
!6!7!8
7) Mueva el cuerpo principal de la apiladora de
modo que el retiraprendas !9 se posicione dentro de la placa de soporte 8. Luego, apriete
rmemente las tuercas !2 a !5, que se habían
apretado provisionalmente en el paso 5).
!9
@0
@1
@2
Colocar dentro
8) Bifurque el tubo de aire de la pistola de aire.
Conecte el tubo de aire al acoplamiento de aire
de �6�66 @1 proveniente de la válvula de solenoi-
de @0 de la apiladora. (Véase el diagrama de la
tubería de aire.)
− 15 −
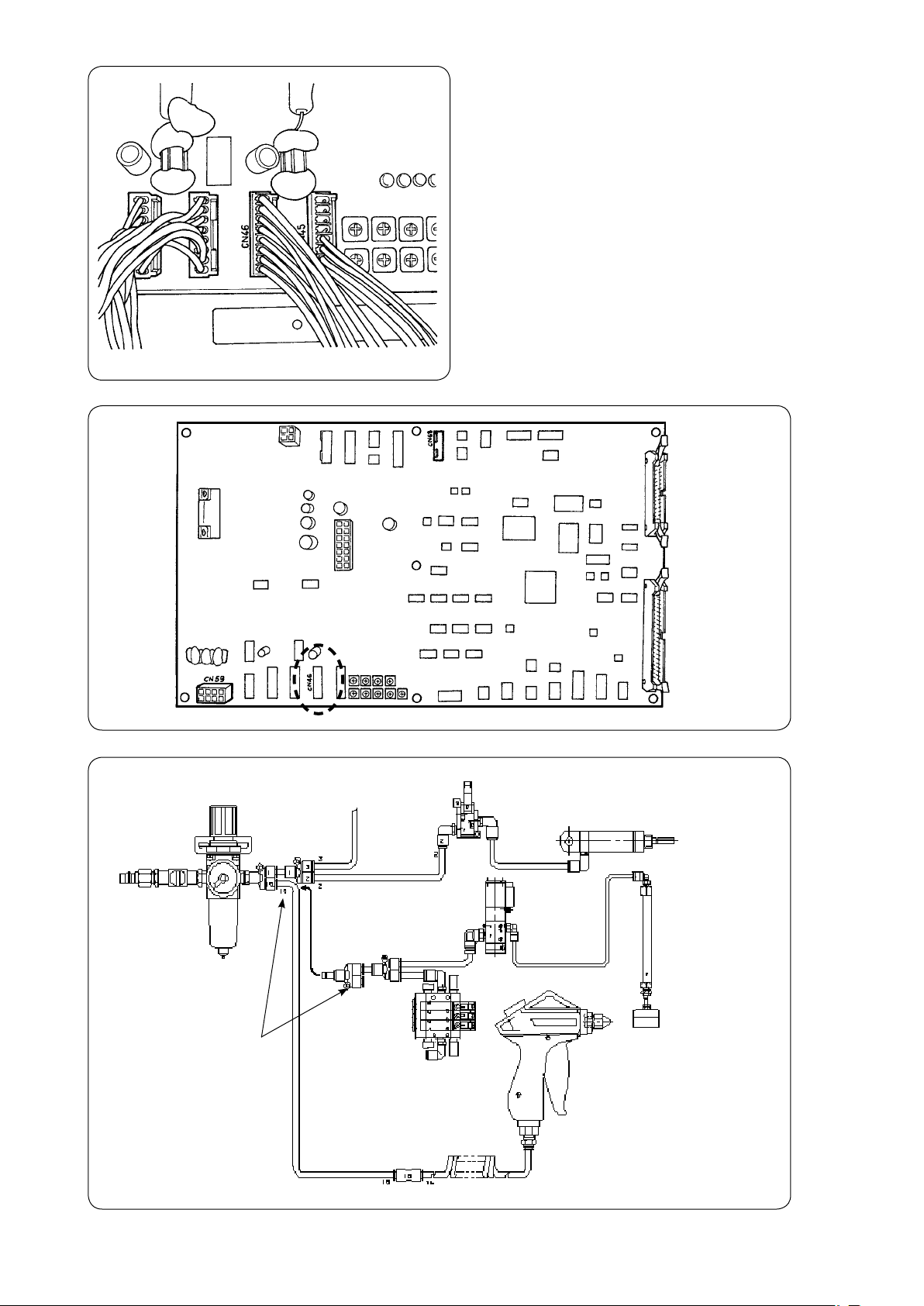
9) Conecte el cable de la válvula de solenoide @2
de la apiladora al conector CN46 ubicado dentro
de la caja de control.
Tablero
PCB
Diagrama de tubería de aire
Conectar a 18
Válvula de solenoide de elevación
del pie prensatelas
Palanca de elevación del pie
prensatelas
Válvula de
solenoide del
sujetaprendas
Válvula de solenoide de
apiladora
Lado de caja
Sujetaprendas
Desconectar el tubo y
conectarlo a la junta en Y
Pistola de aire
− 16 −
Ajuste del sujetaprendas
・
PRECAUCIÓN
:
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la
máquina de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal
de arranque. Además, tenga cuidado para no permitir que sus dedos queden atrapados
debajo del sujetaprendas de la apiladora cuando el mismo descienda.
1) Ajuste la presión del sujetaprendas 1 al valor
estándar de modo que el sujetaprendas sujete
ligeramente dos capas de tela permitiéndolas
salir suavemente cuando actúa la barra del retiratelas de la apiladora. (Separación A)
2) Para ajustar la presión, aoje la contratuerca 2
del sujetaprendas y gire el sujetaprendas en el
sentido de las manecillas del reloj para aumentar la presión, o en el sentido opuesto para disminuirla.
2
1
En el sentido
opuesto a las
manecillas del reloj
A
3) La esponja B es una pieza consumible. Por lo
tanto, cuando se haya desgastado, reemplácela
con una nueva. (Pieza número: 18072603)
En el sentido de las
manecillas del reloj
B
− 17 −
Instalación de la barra de seguridad de la apiladora
・
PRECAUCIÓN
:
Asegúrese de montar las piezas rmemente y de apretar los tornillos y pernos debidamente;
de lo contrario, las piezas pueden desprenderse y causar lesiones corporales.
Instale la barra de seguridad en la mesa de la máquina de coser.
Placa de montaje B de
barra de seguridad
Barra de seguridad B
Perno de montaje
Mesa de máquina de coser
Placa de montaje A de
barra de seguridad
Barra de seguridad A
Barra de seguridad C
Barra de seguridad D
Tornillo de mariposa
1) Aoje las placas de montaje A y B de la barra de seguridad hasta tal punto que las barras A y B puedan
insertarse.
2) Combine las barras de seguridad respectivas e insértelas en las placas de montaje A y B,
respectivamente; luego, fíjelas con los pernos de montaje.
3) Baje la barra de seguridad D hasta la supercie del piso y fíjela con el tornillo de mariposa.
− 18 −
Ajuste de la sincronización de la apiladora
・
PRECAUCIÓN
:
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la
máquina de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal
de arranque. Además, tenga cuidado para no permitir que sus dedos queden atrapados
debajo del sujetaprendas de la apiladora cuando el mismo descienda.
(Barra sujetaprendas trasera)
ℓ
(Barra sujetaprendas frontal)
≒ ℓ’
ℓ ℓ’
Barra
sujetaprendas,
frontal
1) Ajuste la sincronización de la apiladora de modo
que las prendas cosidas se apilen simétricamente sobre la mesa receptora de prendas con
respecto a la dirección longitudinal de la prenda,
para que las prendas se apilen con estabilidad.
Para prendas más cortas, cuya longitud sea de
650 mm o menor, ajuste el número de puntadas
en el panel de operación de modo que la barra
sujetaprendas frontal actúe simultáneamente
con el n de cosido de la máquina de coser.
Longitud: 650mm Longitud: 500mm
2
1
3
Procedimiento de ajuste del panel de operación
Ajuste el display en la pantalla de LCD 1 al
1
estado de listo para el cosido.
Pulse la tecla READY 2 para cambiar el display
2
en la pantalla de LCD 1.
5
4
Pulse la tecla DATA 3 para visualizar en la
3
pantalla de LCD 1 la función [S01] “Modo de
arranque”.
− 19 −
Pulse la tecla ITEM SELECT 4 para desplazar los datos de cosido hasta que se pueda seleccionar
4
[S131] “Posición de operación de la apiladora”. Pulse la tecla DATA CHANGE 5 para jar el número de
puntadas 6 que, al alcanzarse, la barra sujetaprendas frontal se activa de acuerdo con la longitud del
material.
6
Al término del procedimiento de ajuste, pulse la tecla READY 2 para
que el panel de operación retorne al estado listo para coser, luego haga
funcionar la máquina de coser.
2) Para retirar las prendas, cambie la posición de
ajuste del interruptor de la válvula de aire.
Barra sujetaprendas,
trasera
Después de haber retirado las prendas, reponga
el interruptor de la válvula de aire a su posición
previa.
Interruptor de válvula de aire
4
3
Barra
sujetaprendas,
trasera
Para liberar la barra
sujetaprendas
Barra
sujetaprendas,
frontal
Para jar la barra
sujetaprendas
3) Para aumentar el número de prendas a apilar
en la mesa receptora de prendas, ajuste la
mesa para disminuir su altura.
Retire la chaveta hendida 1, extraiga el
1
pasador de retenida 2, aoje la manija 3, y
baje la mesa receptora 4 de prendas.
Baje la mesa receptora 4 de prendas a la
2
altura deseada. Luego, inserte el pasador de
retenida en el agujero 5 del tubo de la mesa
receptora de prendas, inserte la chaveta
hendida 1 en el pasador de retenida 2 de
la mesa, y je con la manija 3.
Aoje los pernos 6 de las barras
3
sujetaprendas frontal y trasera, y alinee las
secciones de goma de dichas barras con el
centro de la mesa receptora 4 de prendas;
luego, je las barras sujetaprendas con los
pernos de apriete 6.
2
5
1
6
− 20 −
3. Instalación y ajuste de la bobinadora
PRECAUCIÓN
:
Fije debidamente las piezas apretando rmemente los tornillos con un destornillador grande
y llave; de lo contrario, las piezas pueden desprenderse y causar lesiones corporales.
(1) Montaje de la bobinadora
8
2
A
1
B
A
8
8
C
4
7
5
6
3
1) Fije la bobinadora 2 en la placa de montaje 1
de la bobinadora con los dos tornillos de jación
. Además, haga pasar el haz de cables de la
8
bobinadora 2 a través del agujero B en la placa de montaje 1 de la bobinadora, y conéctelos
al haz de cables 7 de unión de la bobinadora.
Inserte el otro extremo de 7 en CN61 del tablero PCB principal.
2) Instale la placa de montaje 3 del soporte de
hilos sobre la placa de montaje 1 de la bobinadora con los cuatro tornillos de jación 8. Coloque el cjto. de soporte de hilos 5 en el agujero
en 3 y asegúrelo con la tuerca 6.
C
3) Instale el regulador de tensión 4 sobre la placa
de montaje 1 de la bobinadora con los dos tornillos de jación 8.
(2) Instalación y enhebrado de la bobinadora
A
550mm
2
1
30mm
B
C
1) Instale la bobinadora sobre la mesa auxiliar con
los tornillos de jación 1 y 2 de modo que se
respeten las dimensiones indicadas en la ilustración de la izquierda.
2) Coloque el hilo en el portacarretes B y páselo
a través del brazo A de guía tomahilos, luego a
través del regulador de tensión C y rebobínelo
en la bobina.
3) Fije el brazo A de guía tomahilos y portacarrete
de modo que el portacarretes B no interera
B
con la trayectoria del hilo cuando el hilo se tiende desde el cjto. de guía A hasta el regulador
de tensión C.
− 21 −
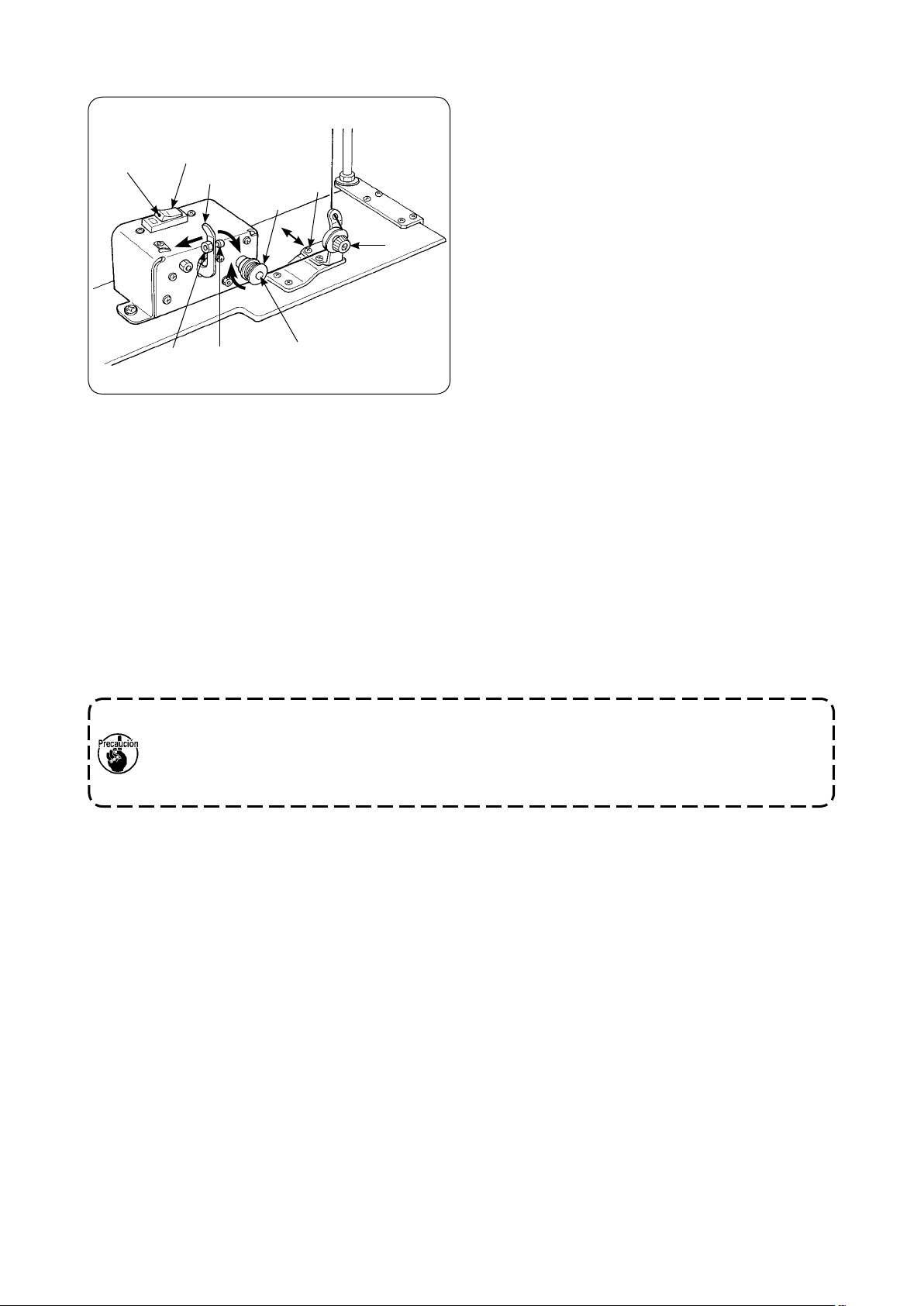
(3) Bobinado y ajuste de la bobina
Punto
demarcador
grabado
blanco
4
5
F
3
8
E
D
1
G
2
6
7
1) Coloque la bobina 1 sobre el husillo 2 de la
bobinadora.
2) Enrolle unas cuatro o cinco vueltas de hilo en la
bobina en la dirección de la echa D.
3) El bobinado de la bobina se inicia presionando
la traba de parada 3 de la bobinadora contra la
bobina (en la dirección de la echa E) (el interruptor 5 en estado activado (ON) (en donde el
punto demarcador grabado es visible) y se para
automáticamente cuando la bobina se haya bobinado con la cantidad predeterminada de hilo
(80 a 90% del diámetro exterior de la bobina).
4) Aoje la contratuerca 4 del cubo de la traba de
parada de la bobinadora y ajuste la cantidad de
hilo que se debe enrollar en la bobina cambiando la posición del cubo 8 de la traba de parada
de la bobinadora. (Cuando el cubo se mueve en
dirección F, aumenta la cantidad de hilo a enrollar en la bobina.)
5) Ajuste la tensión del hilo aplicada por el regulador de tensión, cuando se bobina la bobina,
dentro de una gama de 0,4 N a 0,5 N mediante
la perilla 7.
6) Aoje el tornillo 6 y ajuste la posición del regulador de tensión moviéndolo en la dirección G (a
la derecha o izquierda), de modo que el hilo se
enrolle alrededor del centro de la bobina.
1. Aun cuando el interruptor 5 se encuentre en estado activado (ON) (donde el punto demarcador grabado blanco es visible), es posible que la bobinadora no funcione. En este caso,
el interruptor está internamente en estado desactivado (OFF). La bobinadora debe usarse
después de desactivar y activar (OFF/ON) el interruptor para evitar dicho problema.
2. Asegúrese de utilizar la bobina y el portabobinas legítimos de JUKI.
− 22 −
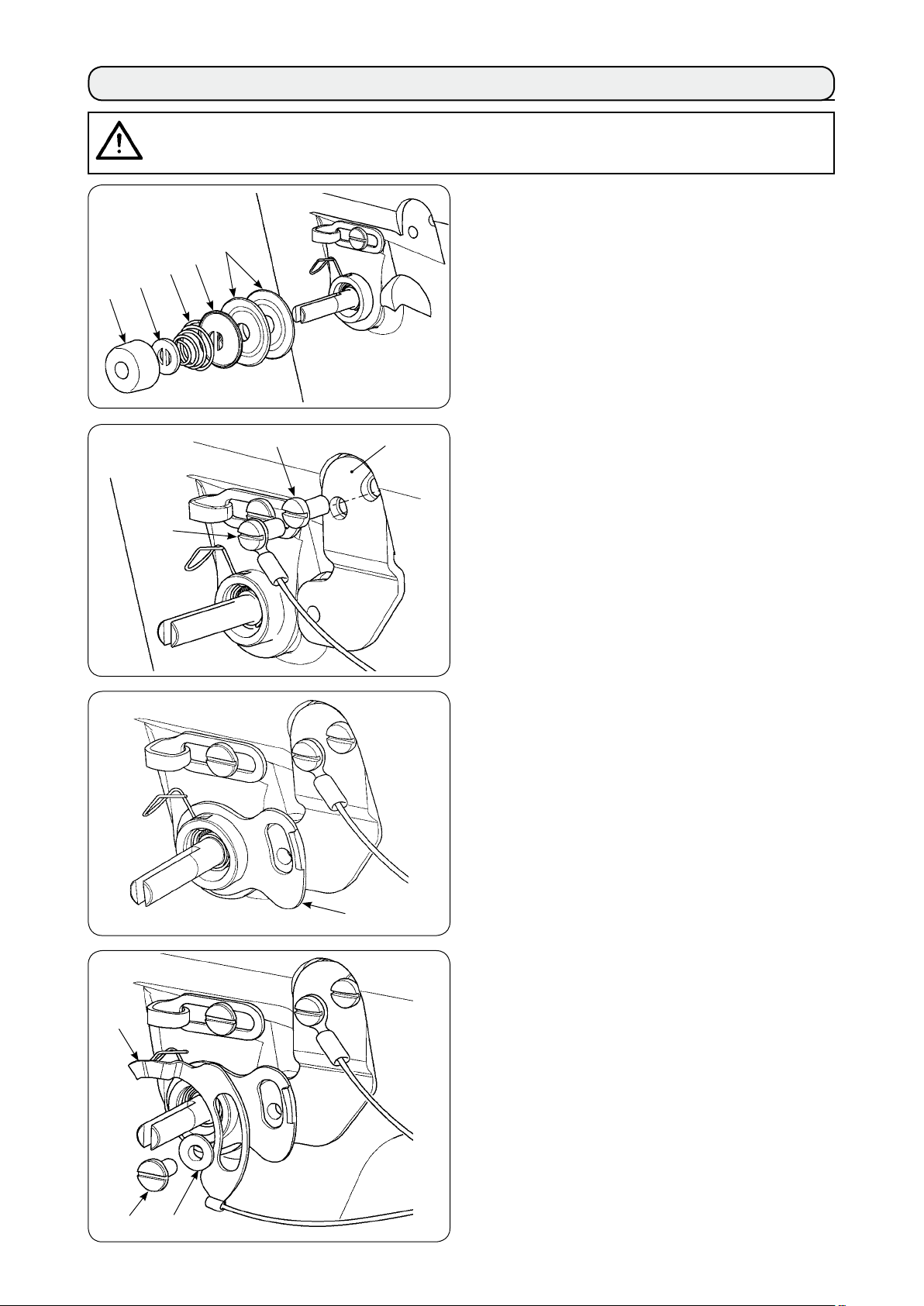
4.
Ensamblaje del dispositivo detector de rotura de hilo y ajuste del panel de operación
1
PRECAUCIÓN
:
Asegúrese de montar las piezas rmemente y de apretar los tornillos y pernos debidamente;
de lo contrario, las piezas pueden desprenderse y causar lesiones corporales.
1) Afloje la tuerca reguladora de tensión 1 del
cjto. regulador de tensión No. 2. Retire las piezas 1 al 5.
2) Instale la placa de montaje 6 de la placa sensora con los tornillos 7 y 8.
2
3
4
5
8
6
Fije también con el tornillo 7 el contacto de
engarce anular del cjto. de cable de la placa detectora de roturas de hilo.
7
!0
3) Instale la guía de detección 9 de roturas de hilo
sobre el resorte de tensión del hilo para posicionarla según se ilustra en el dibujo de la izquierda.
9
4) Fije provisionalmente el cjto. de cable !0 de la
placa detectora de roturas de hilo y el buje !1
de la guía de la placa detectora de roturas de
hilo con el tornillo de jación !2 de la placa detectora de roturas de hilo.
!2
!1
− 23 −
0,5 mm
2
3
!2
5) Reinstale las piezas 1 a 5 que se retiraron según el paso 1).
6) Gire la placa detectora de roturas de hilo a la
posición en donde la magnitud presionante de
la placa detectora contra el muelle tira-hilo es
de 0,5 mm o menos. Luego, apriete el tornillo
.
!2
Procedimiento de ajuste del panel de operación
Ajuste el display en la pantalla de LCD 1 al
1
estado de listo para el cosido.
Pulse la tecla READY 2 para cambiar el display
2
en la pantalla de LCD 1.
1
5
Pulse la tecla MODEL 3 para visualizar [U01]
3
“Selección de operación del manipulador” en la
4
Pulse la tecla ITEM SELECT 4 para visualizar [U23] “Selección de operación de detección de roturas de
4
pantalla de LCD 1.
hilo” en la pantalla de LCD 1. Luego, haga el cambio de la jación para habilitar el dispositivo mediante
la tecla DATA CHANGE 5.
Al término del procedimiento de ajuste, pulse la tecla READY 2 para que el panel de operación retorne
al estado listo para coser, luego haga funcionar la máquina de coser.
− 24 −
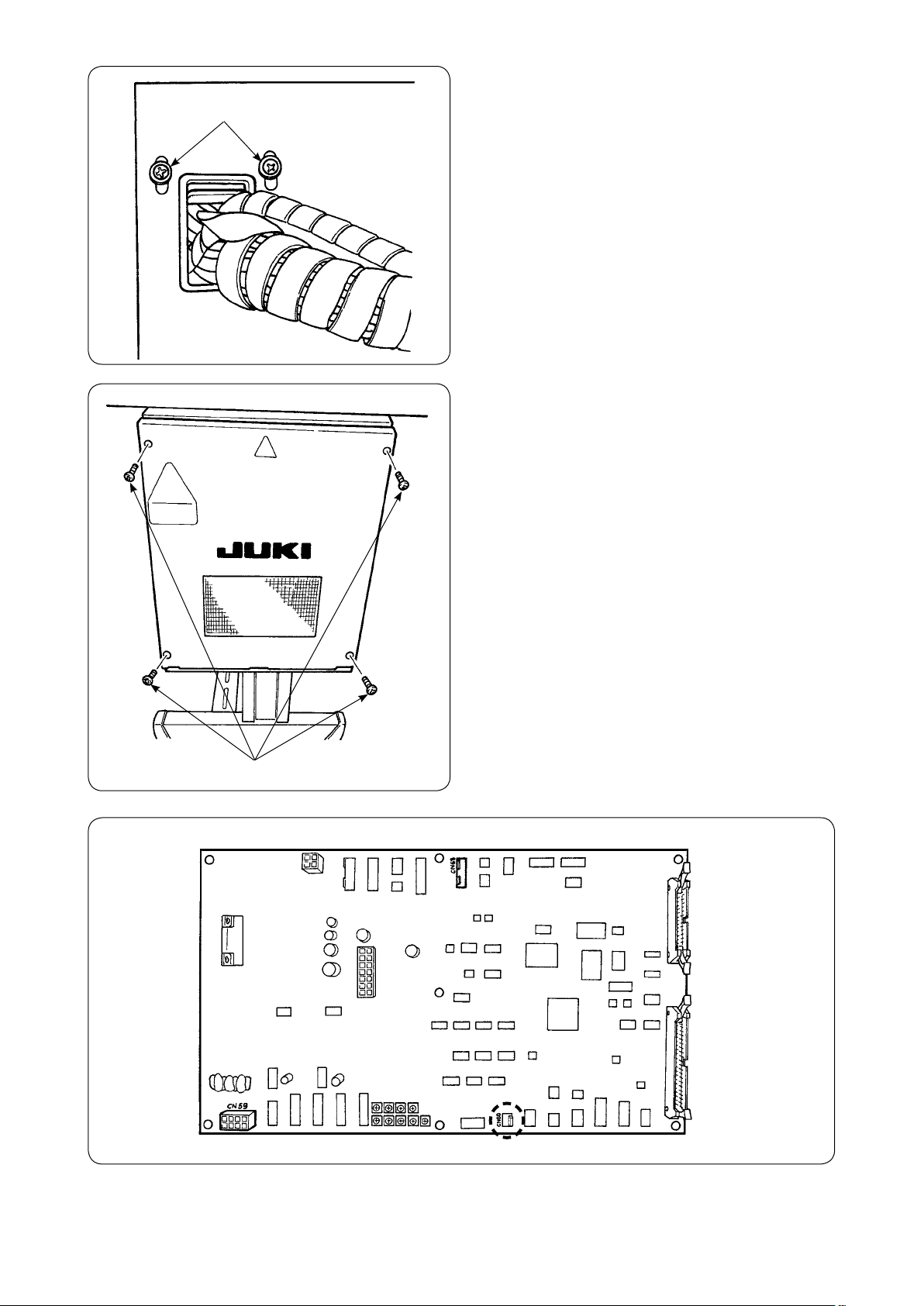
!3
7) Aoje el tornillo de jación !3 de la placa de sujeción de cables en la cubierta frontal de la caja
eléctrica. Eleve la placa de sujeción de cables
y haga pasar a través del agujero el cable del
cjto. de cable !0 de la placa detectora de roturas de hilo.
Retire los cuatro tornillos !4 utilizados para jar
la cubierta de la caja eléctrica. Abra la cubierta.
8) Inserte el conector del cjto. de cable !0 de la
placa detectora de roturas de hilo en CN60 (3P,
amarillo) del tablero PCB principal dentro de la
caja de control.
!4
9) Fije la cubierta de la caja eléctrica, baje la placa
de sujeción de cables y je la cubierta con los
tornillos.
Lado de caja
Tablero
PCB
− 25 −
5.
Instalación del dispositivo detector de cantidad remanente de hilo de bobina
(1) Fijación de detección de cantidad remanente de hilo de bobina
Pantalla de entradas por el operador(a)
Detección
de cantidad
remanente de
hilo de bobina
habilitada
Detección
de cantidad
remanente de
hilo de bobina
inhabilitada
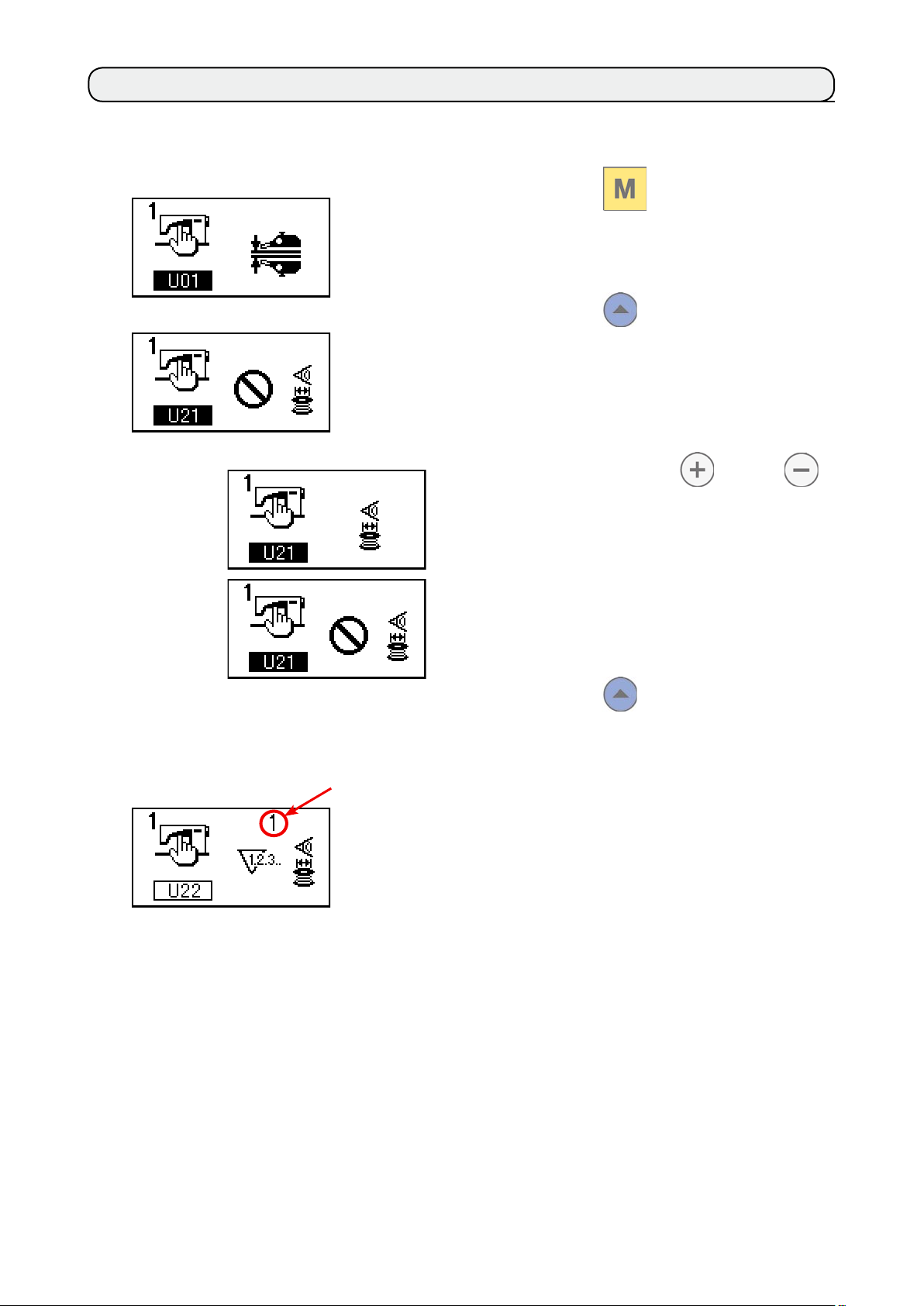
1) Pulse la tecla para cambiar la pantalla a
la pantalla de entradas por el operador(a).
2) Pulse la tecla para cambiar el ítem de datos de U01 a U21.
3) Haga el ajuste ya sea para habilitar o inhabilitar
la detección de la cantidad remanente de hilo de
bobina, mediante la tecla o la tecla .
4) Determine el número de veces de detección de
la cantidad remanente de hilo de bobina.
Pantalla visualizada cuando se ajusta el número de
veces de detección de cantidad remanente de hilo
de bobina
Valor prejado
Pulse la tecla para cambiar el ítem de da-
tos de U21 a U22.
(En este paso, el ítem de datos no puede cam-
biarse a U22 si el ítem de datos U21 se ha ajustado a inhabilitado.)
El valor ajustado en esta sección determina el número de veces de detección de la cantidad remanente de hilo de bobina al que se debe visualizar
el mensaje de advertencia de agotamiento de hilo
de bobina en el panel de la máquina de coser (para
evitar que la máquina de coser prosiga con el cosido
siguiente).
Si cree que aun hay hilo remanente en la bobina
cuando se visualiza el mensaje de advertencia de
agotamiento de hilo de bobina, haga el ajuste para
aumentar el número de veces arriba mencionado.
La gama para el ajuste es de 0 a 19.
Cuando se ajusta a 0 el número de veces de detección de la cantidad remanente de hilo de bobina, la
función de detección de la cantidad remanente de
hilo de bobina se desactiva (OFF) temporalmente.
Si la detección de la cantidad remanente de hilo de
bobina no funciona, compruebe primero el valor prejado para este ítem de datos.
− 26 −

(2) Procedimiento de ajuste de posición de sensores
Se emplean dos sensores en el dispositivo detector de cantidad remanente de hilo de bobina. El dispositivo
no funciona debidamente si estos dos sensores no se encuentran posicionados correctamente.
2
1
1. Sensor de posición inicial
4
3
5
1
De los dos sensores, el sensor ubicado en el lado inferior del dispositivo es el sensor de posición inicial 1.
Compruebe para asegurarse de que la luz del sensor se apaga cuando la varilla detectora se esconde en el
gancho y se enciende cuando sale del mismo.
2. Sensor detector
2
El sensor detector 2, ubicado en el lado superior del dispositivo, detecta la cantidad remanente de hilo de
bobina. La longitud remanente del hilo se cambia moviendo hacia arriba o hacia abajo la posición de montaje del sensor. Asegúrese de ajustar la posición del sensor de acuerdo con el tipo de hilo de bobina a usar y
la longitud de cosido especicada para el proceso.
1) Enrolle uniformemente en la bobina el hilo de bobina que se usará en el cosido.
La longitud de bobinado del hilo es aproximadamente tal como se indica a continuación.
Ejemplo) Cuando la longitud de cosido es de 0,5 m:
0.5 m × 5 + 1.5 m = 4m
(Longitud del hilo
para cada detección)
(Número de veces
de detección)
(Longitud remanente de hilo de
bobina al momento de la detección)
2) Coloque la bobina en el portabobinas (exclusivo). Ponga el portabobinas en el gancho.
3) Aoje ligeramente los dos tornillos de jación 3 del sensor detector.
4) Gire el pasador excéntrico 5 para bajar el sensor detector 2 gradualmente desde su posición más alta,
mientras presiona el brazo 4 del solenoide con la otra mano.
5) Baje el sensor detector 2 hasta que se encienda su lámpara monitora.
6) Moviendo con cuidado el brazo del solenoide hacia arriba y hacia abajo, compruebe para asegurarse de
que la lámpara monitora del sensor detector 2 parpadee intermitentemente.
7) La posición en que la lámpara monitora se enciende y la posición en que la misma se apaga no son las
mismas. Por lo tanto, es necesario comprobar esto en la posición anterior.
8) Una vez que se haya encontrado la posición correcta del sensor, apriete rmemente el tornillo de jación 3 del sensor detector. En este punto, apriete el tornillo con cuidado evitando que el sensor se desplace.
− 27 −

(3)
Instalación del dispositivo detector de cantidad remanente de hilo de bobina
Asegúrese de instalar el dispositivo de accionamiento que ya se haya ajustado. De lo contrario,
la máquina de coser puede presentar un malfuncionamiento.
4
3
5
2
1
6
3
1) Retire los dos puntales 6 de la base frontal de
la máquina de coser en que se instalará el dispositivo detector de cantidad remanente de hilo
de bobina.
2) Instale en la base los estatores 3 y 4 de la
placa de asiento, colocados entre los puntales
de la base que se suministran con la unidad.
1
Existen dos tipos de estatores, 3 y 4, de la
placa de asiento: uno para el lado izquierdo y el
otro para el lado derecho. Por lo tanto, asegúrese de instalarlos correctamente.
4
1
− 28 −
Est ator de placa d e
asiento para lado izquierdo
(lado opuesto)
Est ator de placa d e
asiento para lado derecho
(lado de operador(a))
Área de
sección plana
Pequeña
Área de
sección plana
Grande

3) Fije el dispositivo de accionamiento 2 en los
estatores derecho e izquierdo, 3 y 4, de la placa de asiento con los tornillos 5 suministrados
con la unidad. En este punto, je el dispositivo
de accionamiento 2 de modo que la varilla detectora quede exactamente frente al centro del
interior del gancho.
5
7
2
4) Aoje los tornillos 7 en la placa de sujeción de
cables de la cubierta frontal de la caja de control
y eleve la placa de sujeción de cables. Haga pasar el cable del solenoide y el cable del sensor
a través del agujero.
Retire los cuatro tornillos 8 utilizados para jar
la cubierta de la caja eléctrica. Abra la cubierta.
8
− 29 −

Tablero
PCB
Lado de caja
5) Inserte las espigas provenientes del solenoide
en los receptáculos libres de CN59 del tablero.
Inserte la espiga negra en el No. 8 y la espiga
blanca en el No. 4.
Inserte el conector del sensor en CN68.
6) Cierre la cubierta de la caja eléctrica. Sujete los
cables que salen de la caja eléctrica con la placa de sujeción de cables. No se olvide de apretar los tornillos de la cubierta.
Cable
(negro)
Cable
(blanco)
7) Encienda la máquina de coser. Haga el ajuste
de la función de detección de la cantidad remanente de hilo de bobina. (Para el procedimiento
de ajuste, consulte
"%-5-(1) Fijación de detección de cantidad remanente de hilo de bobina”, en la página 26
.)
En caso de error
1. Si el display de error [E998] aparece en el panel
de operación, apague la máquina de coser y
compruebe que los conectores estén debidamente insertados en el tablero.
2. Retire la cubierta del dispositivo de accionamiento para su limpieza. En particular, el sensor
y la sección de accionamiento deben limpiarse
con cuidado.
− 30 −

(4) Cosido
1) Ajuste a “1” el contador de ajuste de cantidad remanente de hilo de bobina. El valor del contador puede
modicarse con las teclas y .
2) Inicie el cosido normal. (Para cosido de prueba, especique la longitud de cosido que sea idéntica a la
del cosido real.)
3) La máquina de coser continúa el cosido y el cortahilos actúa una y otra vez. Eventualmente, el hilo de
la bobina se agota y el sensor detecta el agotamiento del hilo de la bobina. Cuando el sensor detecta
el agotamiento del hilo de la bobina, el valor visualizado en el contador cambia de “1”a “-1” y suena el
zumbador.
4) En este momento, observe la longitud real del hilo remanente en la bobina y ajuste el valor del contador
apropiadamente.
5) La longitud remanente de hilo de bobina cuando el sensor ha detectado su agotamiento varía más o
menos aun en condiciones más favorables. Esta variación se debe al tipo de hilo o a la longitud de cosido. Como guía, la longitud remanente de hilo de bobina varía en aproximadamente tres vueltas de hilo
alrededor de la bobina.
En este momento, la longitud del hilo es tal como se muestra en el siguiente ejemplo.
Ajuste el contador de modo que el hilo remanente en la bobina sea “la mitad de variación de longitud 0,5Ajuste el contador de modo que el hilo remanente en la bobina sea “la mitad de variación de longitud 0,5
m”.
[Ejemplo de longitud de hilo equivalente a tres vueltas de hilo en la bobina.]
Hilo hilado #60, #80 Aproximadamente 2,5 m para tres vueltas en la bobina
Hilo tetrón #60, #80 Aproximadamente 3 m para tres vueltas en la bobina
Hilo hilado, hilo tetrón #30 Aproximadamente 2 m para tres vueltas en la bobina
6) Si el valor del contador se aumenta en uno, la longitud remanente de hilo de bobina se acortará en una
longitud de cosido.
7) Debido a la variación arriba mencionada en la longitud remanente de hilo de bobina, el hilo de la bobina
puede agotarse completamente durante el cosido dependiendo del ajuste del valor del contador. Por lo
tanto, ajuste el contador a un valor prejado que asegure que el hilo de la bobina nunca se agote durante el cosido, de acuerdo con las condiciones de cosido para cada proceso de cosido.
8) Si el hilo de la bobina se agota durante el cosido aun cuando se haya ajustado a “1” el contador de
ajuste de cantidad remanente de hilo de bobina, o, de lo contrario, si la longitud remanente de hilo de
bobina sigue siendo demasiado larga aun cuando se haya ajustado a “19”, debe ajustarse la posición
del sensor detector. (Para el procedimiento de ajuste, consulte
posición de sensores”, en la página 27
.)
"%-5-(2) Procedimiento de ajuste de
En caso de que se agote el hilo de bobina → Bajar la posición del sensor detector
En caso de que la longitud remanente de hilo de bobina es demasiado larga → Eleve la posición del
sensor detector
− 31 −

(5) Para una operación apropiada del dispositivo detector de cantidad remanente
de hilo de bobina
Este dispositivo detecta mecánicamente la cantidad remanente de hilo de bobina. Como el dispositivo ejecuta la detección tras un corte de hilo, la cantidad remanente de hilo de bobina varía en cierto grado. La variación en la cantidad remanente de hilo de bobina puede minimizarse prestando atención a lo siguiente.
1. Cómo está el hilo enrollado en la bobina
El dispositivo detector de cantidad remanente de hilo de bobina detecta la cantidad de hilo tocando directamente con su varilla detectora el hilo enrollado en la bobina. Por lo tanto, es importante que el hilo
esté enrollado uniformemente sobre la bobina. En particular, compruebe con cuidado si el hilo está enrollado correcta y uniformemente en la bobina al inicio del bobinado.
2. Longitud de cosido
Como el dispositivo ejecuta la detección tras un corte de hilo, el grado de variación en la cantidad remanente de hilo de bobina diere de acuerdo con la longitud de cosido de una operación de cosido.
Por regla general, a menor longitud de cosido de una operación de cosido, menor será la variación en la
cantidad remanente de hilo de bobina. En el caso en que se combinan múltiples procesos en el cosido
en que la longitud de cosido diere por cada proceso, la variación puede ser mayor.
<Guía de variación>
Longitud de tres vueltas de hilo enrollado en la bobina
Hilo hilado #60, #80 Aprox. 2 a 2,5 m
Hilo tetrón #60, #80 Aprox. 3 m
Hilo hilado, hilo tetrón #30 Aprox. 2 m
− 32 −

^
. CÓMO UTILIZAR EL PANEL DE OPERACIONES
1. Explicación acerca de los interruptores del panel de operación
2 3 4 5 6
1
8
7
9
!2
!3
!4
!1
!0
!9
!5
@0 @1 @2
!6 !7
!8
@4
@3
@6@5
@7
@8
#0
@9
El panel de operación presenta tres diferentes modos, cada uno identicado por el color de la iluminación de
fondo.
Azul: Modo de entrada de datos ... Estado en que los datos pueden modicarse.
Verde: Modo de cosido ... Estado en que el cosido está habilitado.
Amarillo: Estado de error ... Estado en que ha ocurrido un error.
− 33 −

Símbolo
Nombre Función
Sección de display
de LCD
1
Se visualizan diversos datos, tales
como número de patrón y forma.
Símbolo
!6
Nombre Función
Tecla MANIPULATOR
SECTION B (sección
B del manipulador)
Se usa para visualizar ítems del
manipulador.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Tecla READY
(listo para funcionar)
2
Tecla RESET
(reposición)
3
Tecla MODE (modo) Se pulsa para modicar datos en
Se pulsa para iniciar el cosido.
Cada vez que se pulsa la tecla READY, el estado cambia alternativamente entre el estado “listo para coser” y
el estado de “jación de datos”.
Se pulsa para efectuar la reposición tras un error, mover el transporte a su posición inicial, o efectuar la reposición del contador.
interruptores de memoria.
4
Tecla PRESSER FOOT
(pie prensatelas)
Se pulsa para elevar/bajar el pie
prensatelas.
5
Tecla BOBBIN
WINDER (bobinadora)
Se pulsa para bobinar una bobina.
6
Tecla PATTERN No.
(No. de patrón)
Se usa para seleccionar el display
de No. de patrón.
7
Tecla DATA (datos) Se usa para seleccionar el display
de datos.
8
Tecla MANIPULATOR
SECTION C (sección
!7
C del manipulador)
Tecla MANIPULATOR
SECTION D (sección
!8
D del manipulador)
Te c l a S H I R RI N G
SECTION A (sección
!9
A de fruncido)
Te c l a S H I R RI N G
SECTION B (sección
@0
B de fruncido)
Te c l a S H I R RI N G
SECTION D (sección
@1
D de fruncido)
SHIRRING
SECTION D key
@2
Tecla COPY (copiado) Se pulsa para copiar un patrón.
Se usa para visualizar ítems del
manipulador.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Se usa para visualizar ítems del
manipulador.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Se usa para visualizar ítems de
fruncido.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Se usa para visualizar ítems de
fruncido.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Se usa para visualizar ítems de
fruncido.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
Se usa para visualizar ítems de
fruncido.
Cada vez que se pulsa esta tecla, cambia el ítem de jación.
@3
Tecla COUNTER
(contador)
9
Tecla ITEM
SELECT
(selección
!0
de ítem)
Tecla DATA
CHANGE
(modicación
!1
de datos)
Te c l a TE M P OR AR Y
STOP (parada temporal)
!2
Te cl a R I G H T / L E F T
CHANGEOVER (cambio
al tern ativo dere cho/ iz-
!3
quierdo)
Tecla AUTO/MANUAL SELECT
(selección de modo automáti-
!4
co/manual)
Tecla MANIPULATOR
SECTION A (sección
!5
A del manipulador)
Se usa para seleccionar el display
del contador.
Se usa para seleccionar No. de
patrón, No. de datos, etc.
Se usa para modificar diversos
tipos de datos.
Se usa para detener la operación
temporalmente.
Se usa, durante el copiado de datos, para seleccionar si los datos
han de copiarse con cambio alternativo derecho/izquierdo.
Se usa para seleccionar el modo
automático o manual.
Se usa para visualizar ítems del
manipulador.
Cada vez que se pulsa esta tecla,
cambia el ítem de jación.
Tecla TEACHING (enseñanza)
@4
Tecla FORWARD (hacia adelante)
@5
Tecla BA C K W A R D
(hacia atrás)
@6
Tecla PATTERN REGISTRATION (registro de patrón)
@7
Tecla PARAMETE R
REGISTRATION (registro de parámetros)
@8
RESISTOR DE VELOCIDAD VARIABLE
@9
RESISTOR VARIABLE para ajuste de la
#0
pantalla de LCD
Se pulsa para ejecutar la función
de enseñanza.
Se usa para mover la sección de
enseñanza hacia adelante.
Se usa para mover la sección de
enseñanza hacia atrás.
Esta es una tecla de atajo o método abreviado para registrar un
patrón. Permite el atajo al display
de jación de un patrón deseado.
Esta es una tecla de atajo o método abreviado para registrar un
parámetro. Permite el atajo al
display de fijación de un patrón
deseado, parámetro de cosido y
datos de ajuste.
La velocidad de puntada se aumenta moviendo este resistor
hacia arriba, y se disminuye moviéndolo hacia abajo.
Permite ajustar el contraste de la
pantalla.
− 34 −

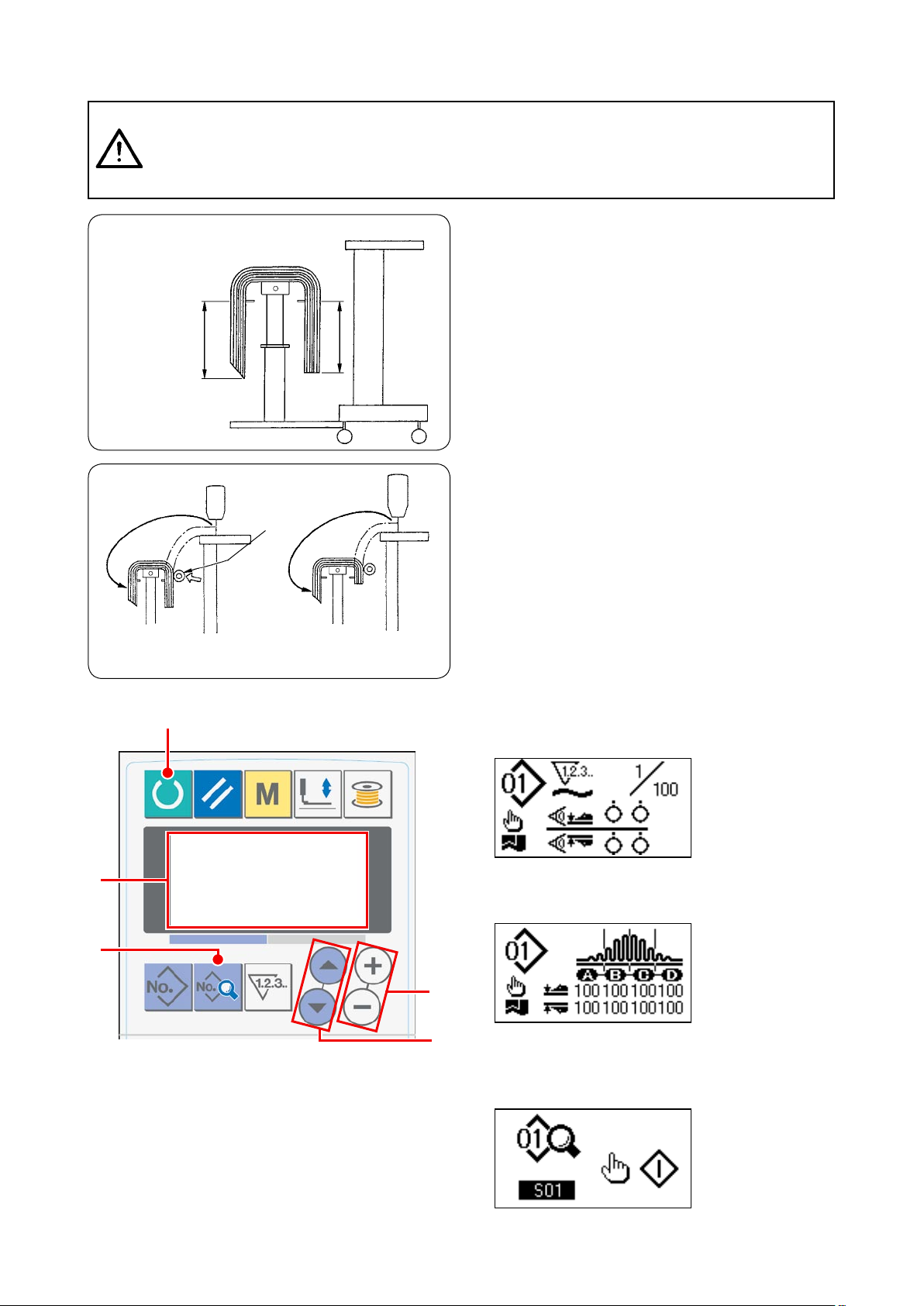
2. Operación básica de la máquina de coser
1) Active (ON) el interruptor de la corriente eléctrica.
2) Seleccione el No. de patrón que desee coser.
Cuando la máquina de coser se enciende, el No. de patrón actualmente seleccionado B parpadea intermitentemente en el panel de operación. Si desea cambiar el No. de patrón, pulse la tecla ITEM SELECT
, para seleccionar el No. de patrón deseado. Al momento de la entrega de la máquina de
!0
coser, los Nos. de patrón 1 a 10, descritos en
han registrado en fábrica. Seleccione uno de entre esos 10 números de patrón. (No se visualiza ningún
número para un patrón que no se haya registrado.)
2
B
"^-6. Modicación de datos de cosido” (página 41)
, se
[S01] representa el modo
de arranque manual.
La máquina de coser
empieza el cosido cuando
se pulsa el botón START.
[S04] representa el modo
de cosido de 2 capas de
tela, superior e inferior.
[En el caso de una jación diferente]
[S01] representa el modo de arranque automático.
Una vez que el material está colocado en la máquina
de coser, la máquina de coser empieza a coser tras
el intervalo de tiempo prejado.
Tenga mucho cuidado cuando se ha seleccionado
el modo de arranque automático.
[S04] representa el modo de cosido de 1 pieza.
1
!0
Representa los valores
de presión de los
manipuladores superior
e inferior para las
secciones A, B, C y D
!1
Cuando se pulsa la tecla DATA CHANGE !1 mientras que se visualiza el display anterior en la
pantalla de LCD 1, el display de cuatro secciones desaparece de la pantalla de LCD.
Display de secciones
No. de patrón actualmente seleccionado
Número de puntadas por sección
Valor de presión de manipuladores
superior/inferior
Fruncido superior
− 35 −

3) Ajuste la máquina de coser al estado listo par coser.
Cuando se pulsa la tecla READY 2 , la iluminación de fondo del display de LCD 1 cambia de azul
a verde que permite el cosido.
No. de patrón actualmente seleccionado
[S01] representa el modo de
arranque manual.
La máquina de coser empieza el
cosido cuando se pulsa el botón
START.
[S04] representa el modo
de cosido de 2 capas de
tela, superior e inferior.
Estado en que el sensor
exterior del manipulador
superior no detecta
ningún material
Estado en que el sensor exterior
del manipulador inferior no
detecta ningún material
Display que se visualiza cuando el sensor
detecta un material
Display de contador
Estado en que el sensor interior del
manipulador superior no detecta
ningún material
Estado en que el sensor interior
del manipulador inferior no detecta
ningún material
Estado en que el sensor
detecta un material
[En el caso de una jación diferente]
[S01] representa el modo de arranque automático.
Una vez que el material está colocado en la
máquina de coser, la máquina de coser empieza a
coser tras el intervalo de tiempo prejado.
Tenga mucho cuidado cuando se ha seleccionado
el modo de arranque automático.
[S04] representa el modo de cosido de 1 pieza.
Cuando se pulsa la tecla DATA CHANGE !1 mientras que se visualiza el display anterior en la
pantalla de LCD 1, el display de cuatro secciones desaparece de la pantalla de LCD.
La sección que se está
cosiendo se muestra en display
de video inverso.
No. de patrón actualmente seleccionado
Número de puntadas por sección
Valor de presión de manipuladores
superior/inferior
Fruncido superior
4) Inicio del cosido
Coloque el material bajo el pie prensatelas. Pulse el botón de inicio. La máquina de coser empieza a coser.
* Puede seleccionarse el interruptor de pedal, disponible opcionalmente.
− 36 −

3. Selección de un patrón
(1) Selección en la pantalla de selección de patrones
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color azul,
se permite cambiar patrones. Si el panel de operación se encuentra en el modo de cosido en que
dicha iluminación de fondo es de color verde, pulse
la tecla READY 2 para que el modo cambie al
modo de entrada de datos.
2)
Visualice la pantalla de selección de patrones.
Cuando se pulsa la tecla PATTERN No. 7 , el
№ de patrón actualmente seleccionado B parpadea
intermitentemente.
3) Seleccione un patrón.
Cuando se pulsa la tecla ITEM SELECT !0 ,
los patrones registrados se visualizan uno tras otro.
Seleccione el No. de patrón que desee coser.
2
B
1
7
!0
(2) Selección mediante la tecla REGISTRATION
Esta máquina de coser permite registrar en el interruptor REGISTRATION un No. de patrón deseado.
Una vez que el patrón se encuentra registrado en el interruptor, dicho patrón se puede seleccionar pulsando simplemente este interruptor. → Consulte
en la página 51
.
"^-10. Uso de la tecla PATTERN REGISTRATION”
− 37 −

4. Bobinado de bobinas
(1) Procedimiento de bobinado de bobinas
1) Coloque la bobina.
Coloque la bobina en el husillo de la bobinadora hasta que no pueda avanzar más.
Tienda el hilo tal como se ilustra y enrolle
el hilo sobre la bobina. Luego, presione la
palanca 1 de bobinado de la bobina en la
dirección de la echa.
2) Ajuste el panel de operación al
1
modo de bobinado de bobinas.
Para que el panel de operación pase al
modo de bobinado de bobinas, se puede
pulsar la tecla BOBBIN WINDER 6
ya sea desde el modo de entrada de datos o desde el modo de cosido. Luego, la
pantalla de bobinado C se visualiza en la
pantalla de LCD.
3) Inicie el bobinado de la bobina.
Cuando se pulsa el interruptor de arranque, la máquina de coser empieza a funcionar bobinando la bobina.
4) Detenga la máquina de coser.
Cuando la bobina se haya bobinado con la cantidad
predeterminada de hilo, se libera la palanca 1 de
bobinado de la bobina. Luego, pulse la tecla BOBBIN
WINDER 6 o el interruptor de arranque para
detener la máquina de coser. A continuación, retire la
bobina y corte el hilo con la placa de retención 3 del
cortahilos.
• Cuando se pulsa la tecla BOBBIN WINDER 6
B
A
2
3
6
C
, la máquina de coser se detiene y retorna al
modo normal.
• Cuando se pulsa el interruptor de arranque, la
máquina de coser se detiene en el modo de
bobinado de bobinas. Se recomienda usar el
interruptor de arranque cuando bobine dos o más
bobinas continuamente.
(2) Ajuste de la cantidad de hilo en la bobina
Para ajustar la cantidad de hilo a enrollarse en la bobina, aoje el tornillo 2, mueva la palanca 1 de bobinado de la bobina en dirección A o B para el ajuste, y luego apriete el tornillo de jación 2.
Dirección A: La cantidad de hilo en la bobina disminuye.
Dirección B: La cantidad de hilo en la bobina aumenta.
− 38 −

(3) Ajuste de la bobinadora
3
6
5
2
4
1
1) Ajuste la tensión de la guía tomahilos dentro de
la gama d 0,5 N a 0,8 N (máximo) mediante la
perilla reguladora 1 de tensión.
2) Aoje el tornillo de jación 2 de la palanca de
la traba de parada de la bobinadora y haga el
ajuste de modo que el hilo se enrolle uniformemente en la bobina hasta 80 a 90% de su diámetro, y la operación de enrollado del hilo sobre
la bobina se detenga cuando la palanca 3 de la
traba de parada de la bobinadora se mueve a la
derecha o izquierda.
3) La bobinadora puede usarse con la posición
cambiada de la prensadora 4 de hilo de bobina. Para reposicionar la prensadora de hilo de
bobina, retire el tornillo de jación 5 de la prensadora de hilo de bobina y reposiciónela en la
ubicación del agujero para roscar 6.
Si la cantidad del hilo enrollado en la
bobina es excesiva, el hilo puede enredarse en el husillo de la bobinadora,
causando malfuncionamiento.
− 39 −

5. Uso del contador
(1) Procedimiento de ajuste del valor del contador
1) Visualice la pantalla de ajuste del contador.
Cuando se pulsa la tecla COUNTER 9 en el
modo de entrada de datos, se visualiza la pantalla
del contador en el panel de LCD para permitir el
A
ajuste. El valor del contador se puede especificar
solamente en el modo de entrada de datos (la iluminación de fondo del display de LCD 1 es de color
azul). Si el panel de operación se encuentra en el
modo de cosido (la iluminación de fondo del display
de LCD 1 es de color verde), pulse la tecla REA-
DY 2 para que el panel de operación pase al
modo de entrada de datos.
2) Seleccione el tipo de contador.
Pulse la tecla ITEM SELECT !0 para que
el pictógrafo B, que representa el tipo de contador,
parpadee intermitentemente. Pulse la tecla DATA
CHANGE !1 para seleccionar el tipo de
contador deseado de entre los que se indican abajo.
3) Modique el valor del contador.
1
9
D
C
A
!0 !1
2 3
B
Pulse la tecla ITEM SELECT !0 para que el valor prejado C del contador parpadee intermitentemente. Pulse la tecla DATA CHANGE !1 para introducir el valor prejado, que al alcanzarse, el
contador deja de computar.
4) Modique el valor actual del contador.
Pulse la tecla ITEM SELECT !0 para que el valor actual D del contador parpadee intermitentemente. Pulse la tecla RESET 3 para borrar el valor actual computado por contador. También es
posible editar el valor actual mediante la tecla DATA CHANGE !1 .
(2) Tipos de contador
Contador UP (de cuenta progresiva) de No. de pzas.
1
Cada vez que se completa un ciclo o un cosido continuo, el valor actual del contador aumenta.
Cuando el valor actual alcanza el valor prejado, se visualiza la pantalla de n de cómputo.
Contador DOWN (de cuenta regresiva) de No. de pzas.
2
Cada vez que se completa un ciclo o un cosido continuo, el valor actual del contador disminuye. Cuando el valor actual llega a cero (0), se visualiza la pantalla de n de cómputo.
No se usa el contador
3
(3)
Procedimiento de reposición tras el estado de n de cómputo
Cuando se cumple la condición de n de cómputo durante el trabajo de
cosido, toda la pantalla E de n de cómputo parpadea intermitentemente.
Cuando se pulsa la tecla RESET 3 , se realiza la reposición del contador y la máquina vuelve al modo de cosido. Luego, el contador empieza
nuevamente el cómputo.
− 40 −
E

6. Modicación de datos de cosido
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
No. de patrón actualmente
seleccionado
2
Pictógrafo que representa
el ítem de dato
A
2) Visualice la pantalla de edición de datos de
1
cosido.
Cuando se pulsa la tecla DATA 8 , se visualiza la pantalla A de edición de datos de cosido para
el No. de patrón actualmente seleccionado.
3) Seleccione los datos de cosido que desee
modicar.
Pulse la tecla ITEM SELECT !0 para seleccionar el ítem de dato objetivo.
Los ítems de datos que no se utilizan debido a la
forma del patrón y que no se hayan inhabilitado se
omiten y no se visualizan.
No. de ítem de dato
8
!0 !1
4) Para modicar datos.
Los datos de cosido consisten en valores de ítems de datos modicables y correspondientes pictógrafos
seleccionables. El valor de un ítem de datos modicable está identicado con un valor alfanumérico, tal
como . El valor del ítem respectivo puede modicarse ya sea aumentando o disminuyendo el valor
prejado mediante la tecla DATA CHANGE !1 .
El pictógrafo correspondiente a ítems de datos modicables está identicado con un valor alfanumérico,
tal como . El pictógrafo para el ítem puede seleccionarse con la tecla DATA CHANGE !1 .
Para los detalles de datos de cosido, consulte
→
"^-8. Lista de datos de cosido” en la página 43
.
− 41 −

7. Uso del patrón de valor inicial
Es fácil programar nuevos datos de cosido copiando el patrón de valor inicial.
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
B
1
2
2) Visualice el patrón de valor inicial.
Cuando se pulsa la tecla PATTERN No. 7
, se visualiza la pantalla A de selección de patrones. El No. de patrón actualmente seleccionado B
parpadea intermitentemente. Seleccione INITIAL
VALUE PATTERN pulsando la tecla ITEM
SELECT !0 .
7
3) Copie el patrón de valor inicial.
Copie el patrón seleccionado según el paso arriba mencionado a un patrón normal y utilícelo.
Para el procedimiento de copiado, consulte
"^-9. Copiado de un patrón de cosido” en la página 50
A
!0
.
− 42 −

8. Lista de datos de cosido
No. Ítem
S01 Modo de arranque − − Arranque ma-
Arranque manual Selección
Arranque automático
(Una vez que el material está colocado en la máquina
de coser, la máquina de coser empieza a coser tras el
intervalo de tiempo prejado.)
S02 Alineación automática del material − − Con alineación
Sin alineación automática del material Selección
Con alineación automática del material
S03 Plazo de n de cosido 0 a 200 mseg 10
S04 Cambio alternativo de número de capas − − Cosido de ma-
Cosido de materiales de 2 capas, superior e
inferior
Cosido de 1 sóla capa
Gama de ajuste
Selección
Unidad Valor inicial
nual
automática del
material
teria l e s de 2
capas, superior
e inferior
S05 Cambio alternativo de posición superior/inferior del pie prensa-
telas en una parada durante el cosido
El pie prensatelas se detiene en la posición in-
ferior en una parada durante el cosido.
El pie prensatelas se detiene en la posición superior en una parada durante el cosido.
S06 Cambio alternativo de n de cosido − − El co s i d o fi -
El cosido naliza cuando todos los materiales
se mueven fuera del manipulador.
El cosido naliza cuando 1 pza. del material se
mueve fuera del manipulador.
S10 Parada tras número total de puntadas 0 a 9999 Número de
S11 Estado de parada tras número total de puntadas − − Pa ra d a t r a s
Parada tras corte de hilo Selección
Parada con la aguja abajo
Parada con la aguja abajo y se cose una puntada adicionalmente
− − El pie prensatelas se detiene
Selección
Selección
puntadas
en la posición
inferior en una
parada durante
el cosido.
naliza cuando
todos los materiales se mueven fuera del
manipulador.
corte de hilo
0
S20 Velocidad de rasqueteado superior del manipu-
lador
S21 Velocidad de retracción superior del manipula-
dor
S22 Velocidad de rasqueteado inferior del manipu-
lador
S23 Velocidad de retracción inferior del manipulador 0 a 9 Sin unidad 8
0
9 Sin unidad 8
a
0 a 9 Sin unidad 8
0 a 9 Sin unidad 8
− 43 −

No. Ítem
Gama de ajuste
Unidad Valor inicial
S24 Nivel de detección de pelusas de tela 0 a 10 Sin unidad 0: No se ejecuta la de-
tección de pelusas de
tela.
S25 Fijación de sección de ajuste intermitente de presión
del manipulador
Sin jación de sección de ajuste inter-
mitente de presión del manipulador
− − Sin fijación de sección
de ajuste intermitente
de presión del manipulador
Fijación de sección A
Fijación de sección B
Fijación de sección C
Fijación de sección D
Fijación de sección E
Fijación de sección F
Fijación de sección G
Fijación de sección H
Fijación de sección I
Fijación de sección J
S26 Número de puntadas para intervalo
intermitente de presión de manipulador
0 a 10 Número de
puntadas
superior
S27 Número de puntadas para intervalo
intermitente de presión de manipulador
0 a 10 Número de
puntadas
inferior
S28 Velocidad A de la máquina (conejo) 200 a 3500 puntadas/
min
0
El valor inicial no se visualiza cuando [S25] “Fijación
de sección de ajuste intermitente de presión del
manipulador” se ajusta a
“Sin jación”.
0
El valor inicial no se visualiza cuando [S25] “Fijación
de sección de ajuste intermitente de presión del
manipulador” se ajusta a
“Sin jación”.
3500
S29 Velocidad B de la máquina (tortuga) 200 a 3500 puntadas/
1500
min
S30 Inicio de cosido - Selección de puntada de remate − − Sin costura de trans-
Sin costura de transporte inverso
porte inverso
Con costura de transporte inverso
− 44 −

No. Ítem
S31 Inicio de cosido - Número de puntadas
de remate - A
S32 Inicio de cosido - Número de puntadas
de remate - B
S33 Inicio de cosido - Estado de manipulador de puntada
Gama de ajuste
Unidad Valor inicial
0 a 15 Número de
puntadas
El va l or inicia l no se
vi sualiza cua ndo [S3 0]
“Inicio de cosido - Número
de puntadas de remate”
se ajusta a “No se ejecuta
puntada de remate”.
0 a 15 Número de
puntadas
El va l or inicia l no se
vi sualiza cua ndo [S3 0]
“Inicio de cosido - Número
de puntadas de remate”
se ajusta a “No se ejecuta
puntada de remate”.
− − Sin manipulador
4
4
de remate
Sin manipulador
Con manipulador
S34 Fin de cosido - Selección de puntada de remate − − Sin costura de trans-
Sin costura de transporte inverso
porte inverso
Con costura de transporte inverso
S35 Fin de cosido - Número de puntadas de
remate - C
S36 Fin de cosido - Número de puntadas de
remate - D
S37 Fin de cosido - Estado de manipulador de puntadas de
0 a 15 Número de
puntadas
El valor inicial no se visualiza cuando [S34] “Fin
de cosido - Nú mero de
puntadas de remate” se
ajusta a “No se ejecuta
puntada de remate”.
0 a 15 Número de
puntadas
El valor inicial no se visualiza cuando [S34] “Fin
de cosido - Nú mero de
puntadas de remate” se
ajusta a “No se ejecuta
puntada de remate”.
− − Sin manipulador
4
4
cosido
Sin manipulador
Con manipulador
S40 Sección A - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se
se lecc iona “displa y de
valor absoluto” en [U06]
Display de fruncido.
S40 Sección A - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se
se lecc iona “displa y de
porcentaje” en [U06] Display de fruncido.
S41 Velocidad A de sección de cabezal de
máquina
200 a 3500 puntadas/
min
3500
S42 Posición A de cambio alternativo de
fruncido (número de puntadas)
− 45 −
0 a 9999 Número de
puntadas
0

No. Ítem
Gama de ajuste
Unidad Valor inicial
S43 Sección B - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S43 Sección B - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S44 Velocidad B de sección de cabezal
de máquina
200 a 3500 puntadas/
min
3500
S45 Posición B de cambio alternativo
de fruncido (número de puntadas)
0 a 9999 Número de
puntadas
0
S46 Sección C - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S46 Sección C - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S47 Velocidad C de sección de cabezal
de máquina
S48 Posición C de cambio alternativo
de fruncido (número de puntadas)
200 a 3500 puntadas/
min
0 a 9999 Número de
puntadas
3500
0
S49 Sección D - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S49 Sección D - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S50 Velocidad D de sección de cabezal
de máquina
200 a 3500 puntadas/
min
3500
S51 Posición D de cambio alternativo
de fruncido (número de puntadas)
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S52] a [S68]
S52 Sección E - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S52 Sección E - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S53 Velocidad E de sección de cabezal
de máquina
S54 Posición E de cambio alternativo
de fruncido (número de puntadas)
200 a 3500 puntadas/
min
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S55] a [S68]
S55 Sección F - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S55 Sección F - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
− 46 −

No. Ítem
S56 Velocidad F de sección de cabezal
de máquina
Gama de ajuste
Unidad Valor inicial
200 a 3500 puntadas/
min
S57 Posición F de cambio alternativo
de fruncido (número de puntadas)
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S58] a [S68]
S58 Sección G - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S58 Sección G - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S59 Velocidad G de sección de cabe-
zal de máquina
S60 Posición G de cambio alternativo
de fruncido (número de puntadas)
200 a 3500 puntadas/
min
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S61] a [S68]
S61 Sección H - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S61 Sección H - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S62 Velocidad H de sección de cabezal
de máquina
200 a 3500 puntadas/
min
S63 Posición H de cambio alternativo
de fruncido (número de puntadas)
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S64] a [S68]
S64 Sección I - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S64 Sección I - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S65 Velocidad I de sección de cabezal
de máquina
S66 Posición I de cambio alternativo
de fruncido (número de puntadas)
200 a 3500 puntadas/
min
0 a 9999 Número de
puntadas
0
Cuando el número de puntadas
se ha ajustado a 0 (cero), no se
visualizan los ítems de datos
[S67] a [S68]
S67 Sección J - Cantidad de fruncido 0 a 8,0 mm 2,4
Se visualiza cuando se selecciona “display de valor absoluto” en [U06] Display de fruncido.
S67 Sección J - Porcentaje de fruncido 0 a 200 Por ciento 110
Se visualiza cuando se selecciona “display de porcentaje” en
[U06] Display de fruncido.
S80 Sección A - Presión de manipula-
0 a 200 Sin unidad 100
dor superior
S81 Sección A - Presión de manipula-
dor inferior
0 a 200 Sin unidad 100
− 47 −

No. Ítem
S82 Posición A de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S83 Sección B - Presión de manipulador
superior
Gama de ajuste
Unidad Valor inicial
0 a 9999 Número de
puntadas
0 a 200 Sin unidad 100
0
S84 Sección B - Presión de manipulador
inferior
S85 Posición B de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S86 Sección C - Presión de manipulador
superior
S87 Sección C - Presión de manipulador
inferior
S88 Posición C de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S89 Sección D - Presión de manipulador
superior
S90 Sección D - Presión de manipulador
inferior
S91 Posición D de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S92 Sección E - Presión de manipulador
superior
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
0 a 200 Sin unidad 100
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
0 a 200 Sin unidad 100
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S92] a [S108]
0 a 200 Sin unidad 100
0
0
0
S93 Sección E - Presión de manipulador
inferior
S94 Posición E de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S95 Sección F - Presión de manipulador
superior
S96 Sección F - Presión de manipulador
inferior
S97 Posición F de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S98 Sección G - Presión de manipulador
superior
S99 Sección G - Presión de manipulador
inferior
S100 Posición G de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S101 Sección H - Presión de manipulador
superior
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S95] a [S108]
0 a 200 Sin unidad 100
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S98] a [S108]
0 a 200 Sin unidad 100
0 a 200 Sin unidad 100
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S101] a [S108]
0 a 200 Sin unidad 100
0
0
0
− 48 −

No. Ítem
S102 Sección H - Presión de manipula-
dor inferior
Gama de ajuste
Unidad Valor inicial
0 a 200 Sin unidad 100
S103 Posición H de cambio alternativo
de presión de manipulador superior/inferior (número de puntadas)
S104 Sección I - Presión de manipulador
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S104] a [S108]
0 a 200 Sin unidad 100
0
superior
S105 Sección I - Presión de manipulador
0 a 200 Sin unidad 100
inferior
S106 Posición I de cambio alternativo de
presión de manipulador superior/inferior (número de puntadas)
S107 Sección J - Presión de manipulador
0 a 9999 Número de
puntadas
Cuando el número de puntadas se ha ajustado a 0 (cero),
no se visualizan los ítems de
datos [S107] a [S108]
0 a 200 Sin unidad 100
0
superior
S108 Sección J - Presión de manipulador
0 a 200 Sin unidad 100
inferior
S120 Velocidad de puntada del cabezal
de la máquina tras la detección del
200 a 3500 puntadas/
min
1500
n de material
S130 Selección de operación de apiladora − − Parada
Parada
Est e í tem no s e visu aliz a
cuando el interruptor de memoria [U10] se ajusta a “Sin
apiladora”.
Operar
S131 Posición de operación de apiladora 0 a 999 Sin unidad 0
Est e í tem no s e visu aliz a
cuando el interruptor de memoria [U10] se ajusta a “Sin
apiladora”.
S132 Selección de número de veces de
operación de la apiladora
1 a 10 Sin unidad 1
Est e í tem no s e visu aliz a
cuando el interruptor de memoria [U10] se ajusta a “Sin
apiladora”.
− 49 −

9. Copiado de un patrón de cosido
Es posible copiar datos de un No. de patrón registrado a otro No. de patrón no utilizado. El copiado de un
patrón sobreescribiendo datos está prohibido. Por lo tanto, es necesario borrar el patrón no utilizado primero
y luego copiar al mismo los datos del No. de patrón registrado.
No. de patrón de destino
1) Ajuste el panel de operación al modo
de entrada de datos.
En el modo de entrada de datos en que la
iluminación de fondo del display de LCD 1
es de color azul, se permite cambiar patrones. Si el panel de operación se encuentra
en el modo de cosido en que dicha iluminación de fondo es de color verde, pulse
la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
2) Seleccione el № de patrón fuente
para el copiado.
En la pantalla de selección de patrones,
seleccione el No. de patrón fuente para el
copiado.
Consulte
→
trón”, en la página 37.
Si desea programar datos de un patrón
nuevamente, es recomendable copiar el patrón de valor inicial a otro patrón nuevo.
Consulte
→
inicial”, en la página 42.
"^-3. Selección de un pa-
"^-7. Uso del patrón de valor
2 3
1
No. de
patrón
fuente
para el
copiado
@3
(B) para copiado
A
!1
3) Visualice la pantalla de copiado.
Cuando se pulsa la tecla COPY @3 , se
visualiza la pantalla A.
4) Seleccione el No. de patrón de destino del copiado.
El No. de patrón B, no utilizado, parpadea intermitentemente. Pulse la tecla DATA CHANGE !1
para seleccionar el No. de patrón de destino a donde copiar los datos fuente.
Si desea borrar el patrón, seleccione el cubo de reciclaje .
5) Inicie el copiado
Cuando se pulsa la tecla READY 2 , se inicia el copiado. Al cabo de dos segundos, la pantalla se
restaura a la pantalla de entrada de datos, con el No. de patrón creado mediante copiado seleccionado.
Si se pulsa la tecla RESET 3 , la pantalla se restaura a la pantalla previa sin ejecutar el copiado.
* Los datos cíclicos y datos de cosido continuo también pueden copiarse mediante el mismo procedimiento.
− 50 −

10. Uso de la tecla PATTERN REGISTRATION
Se recomienda registrar en la tecla PATTERN REGISTRATION un № de patrón de uso frecuente. Una vez
que se haya registrado un No. de patrón, es posible seleccionar el patrón registrado simplemente pulsando
la tecla PATTERN REGISTRATION en el modo de entrada de datos.
(1) Procedimiento de registro
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
2) Visualice la pantalla de registro de patrones.
Cuando se pulsa y se mantiene pulsada la tecla (P1
a P3) @7 - en la que desee registrar un
No. de patrón durante tres segundos, se visualiza
la pantalla A de registro de patrones.
3) Seleccione un No. de patrón.
El No. de patrón actualmente seleccionado B parpadea intermitentemente. Seleccione el No. de
patrón que desee registrar en la tecla PATTERN
REGISTRATION pulsando la tecla ITEM SELECT
2 3
B
A
1
!0
@7
.
!0
El registro puede cancelarse seleccionando el
cubo de reciclaje .
4) Inicie el registro.
Cuando se pulsa la tecla READY 2 , se inicia el registro. Al cabo de dos segundos, la pantalla se
restaura a la pantalla de entrada de datos.
Si se pulsa la tecla RESET 3 , la pantalla se restaura a la pantalla previa sin que se ejecute el registro.
(2) Estado de registro al momento de la compra de la máquina de coser
Tecla REGISTRATION No. de patrón registrado
P1 Patrón No. 1
P2 Patrón No. 2
P3 Patrón No. 3
− 51 −

11. Uso de la tecla PARAMETER REGISTRATION
Se recomienda registrar en la tecla PARAMETER REGISTRATION un parámetro de uso frecuente.
Una vez que se haya registrado el parámetro, es posible seleccionar el parámetro registrado pulsando simplemente la tecla PARAMETER REGISTRATION en el modo de entrada de datos.
No solamente un parámetro sino también un No. de patrón pueden registrarse en la tecla PARAMETER REGISTRATION. Esto signica que esta tecla puede utilizarse de manera similar a la descrita en
de la tecla PATTERN REGISTRATION”, de la página 51
.
"^-10. Uso
(1) Procedimiento de registro
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
2)
Visualice la pantalla de registro de parámetros.
Cuando se pulsa y se mantiene pulsada la tecla (F1
a F6) @8 - en la que desee registrar un
parámetro durante tres segundos, se visualiza la
pantalla A de registro de parámetros.
3) Seleccione un parámetro.
El ítem B que puede registrarse en la tecla PARAMETER REGISTRATION parpadea intermitentemente. Seleccione el ítem que desee registrar en
la tecla PARAMETER REGISTRATION pulsando la
2 3
B
A
1
!0
@8
tecla ITEM SELECT !0 .
Los ítems que pueden registrarse son datos de co-
sido, parámetros y Nos. de patrón de interruptores
de memoria (nivel 1).
El registro puede cancelarse seleccionando el cubo
de reciclaje .
4) Inicie el registro.
Cuando se pulsa la tecla READY 2 , se inicia el registro. Al cabo de dos segundos, la pantalla se
restaura a la pantalla de entrada de datos.
Si se pulsa la tecla RESET 3 , la pantalla se restaura a la pantalla previa sin que se ejecute el registro.
− 52 −

12. Ejecución del cosido cíclico
Esta máquina de coser permite coser dos o más datos de patrones de cosido en el modo cíclico en secuencia. Pueden introducirse datos de hasta 15 patrones. Utilice el cosido cíclico al coser varios ojales diferentes
en una prenda de cosido. Además, pueden registrarse hasta 20 ciclos. Realice el copiado de patrones de
cosido de ser necesario.
Consulte
/
"^-9. Copiado de un patrón de cosido”, en la página 50
(1) Selección de datos cíclicos
.
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación
de fondo del display de LCD 1 es de color azul, se
permite cambiar patrones. Si el panel de operación se
encuentra en el modo de cosido en que dicha iluminación de fondo es de color verde, pulse la tecla READY
para que el modo cambie al modo de entrada
2
de datos.
2) Visualice la pantalla de selección de patrones.
Cuando se pulsa la tecla PATTERN No. 7 , se
visualiza la pantalla A de selección de patrones.
El No. de patrón actualmente seleccionado B parpadea intermitentemente.
3) Seleccione los datos cíclicos.
Cuando se pulsa la tecla ITEM SELECT !0 ,
se visualizan los patrones registrados uno tras otro
hasta el último № de patrón registrado. Luego, se visualizan el No. de datos cíclicos y el No. de de datos
de cosido continuo registrados. Seleccione el No. de
datos cíclicos que desee coser.
B
1
A
2
7
!0
4) Ejecute el cosido.
Cuando se pulsa la tecla READY 2 en el estado en que se han seleccionado datos cíclicos, la iluminación de fondo del display de LCD 1 cambia a verde para indicar que el cosido es posible.
Solamente los datos cíclicos No. 1 se han registrado en fábrica al momento de la entrega de la máquina,
pero no se ha introducido ningún patrón de cosido en los datos cíclicos, Por lo tanto, la máquina de coser
no entra al estado de listo para coser.
Introduzca los datos haciendo referencia a
cíclico” en la página 54
.
"^-12-(2) Procedimiento de edición de datos de cosido
− 53 −

(2) Procedimiento de edición de datos de cosido cíclico
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
2) Visualice el № de datos cíclicos que desee
editar.
Cuando se pulsa la tecla PATTERN No. 7 para
visualizar la pantalla de selección de patrones, el
patrón actualmente seleccionado B parpadea intermitentemente. Cuando se pulsa la tecla ITEM SELECT
, se visualizan los patrones registrados
!0
uno tras otro hasta el último No. de patrón registrado.
Luego, se visualizan el No. de datos cíclicos y el No.
de de datos de cosido continuo registrados. Seleccione el No. de datos cíclicos que desee coser.
1
C
2
7
3
8
D
!1
!0
3) Coloque los datos cíclicos en estado de edición.
Cuando se pulsa la tecla DATA 8 , se visualiza el display C “datos cíclicos en edición” y el patrón D,
que se cose primero, parpadea intermitentemente. En este estado, los datos pueden editarse.
4) Seleccione un punto de edición.
Cuando se pulsa la tecla ITEM SELECT !0 , el punto de edición se desplaza en secuencia parpadeando intermitentemente. Cuando el punto de edición se desplaza al último dato, se visualiza el pictógrafo de comando de adición.
5) Modique el dato en el punto de edición seleccionado.
Cuando se pulsa la tecla DATA CHANGE !1 , el dato en el punto de edición puede modicarse.
Se visualiza el No. de patrón registrado para permitir la selección.
Cuando se pulsa la tecla RESET 3 , el dato del patrón en el punto de edición puede eliminarse.
Repita los pasos 4) y 5) para editar datos.
− 54 −

13. Modicación de datos de interruptores de memoria
1) Ajuste el panel de operación al modo de
entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color
azul, se permite cambiar patrones. Si el panel de
operación se encuentra en el modo de cosido en
que dicha iluminación de fondo es de color verde,
pulse la tecla READY 2 para que el modo
cambie al modo de entrada de datos.
2) Visualice la pantalla de edición de datos de
interruptores de memoria.
Cuando se pulsa la tecla MODE 4 , se visualiza la pantalla de edición A de datos de interruptores de memoria (nivel 1). Cuando se mantiene
pulsado el interruptor durante tres segundos o más,
se visualiza la pantalla de edición B de datos de interruptores de memoria (nivel 2).
A
No. de ítem de datos
B
2 4
Pictógrafo que representa
el ítem de datos
Nivel 1
Nivel 2
3) Seleccione los datos de interruptores de
memoria a modicar.
Pulse la tecla ITEM SELECT !0 para seleccionar el ítem de datos que desee modicar.
4) Modique los datos.
Los datos de un interruptor de memoria consisten
valores de ítems de datos modificables y correspondientes pictógrafos correspondientes seleccionables.
El valor de un ítem de datos modicable está identicado con un valor alfanumérico, tal como
. El valor del ítem respectivo puede modicarse ya
sea aumentando o disminuyendo el valor prejado
mediante la tecla DATA CHANGE !1 .
El pictógrafo correspondiente a ítems de datos
modicables está identicado con un valor alfanumérico, tal como . El pictógrafo para el ítem
puede seleccionarse con la tecla DATA CHANGE
.
!1
Para los detalles de datos de interruptores de
/
memoria, consulte
rruptores de memoria” (en la página 56)
"^-14. Lista de datos de inte-
.
1
!1
!0
− 55 −

14. Lista de datos de interruptores de memoria
(1) Nivel 1
Los datos de interruptores de memoria (nivel 1) son datos de operación compartidos por las máquinas de
coser, y son comunes a todos los patrones de cosido.
No. Ítem
Gama de ajuste
Unidad Valor inicial
U01 Selección de operación del manipulador − − El manipulador es
Manipulador operante
operante
Inoperante
U02 Selección de operación al n del cosido − − Operación estándar
Operación estándar
La máquina de coser finaliza el cosido sin
considerar el sensor de n de material
Cuando no hay más tela inferior en la máquina de coser aun cuando el sensor de n de
material está detectando el material, la máquina de coser se detiene tras el corte de hilo
sin coser puntadas de remate.
U03 Selección de condición de colocación del material − − El sensor supone
El sensor supone que el material está colocado en la máquina de coser solamente cuando el material se ha insertado bajo el sensor
hasta que no pueda avanzar más.
El sensor supone que el material está colocado en la máquina de coser cuando el material
se coloca justo delante del sensor.
que el material está
colocado en la máquina de coser solamente cuando el
material se ha insertado bajo el sensor
hasta que no pueda
avanzar más.
U04 Selección de modo de cosido de una pieza − − Manipulador inferior
Manipulador inferior (normal)
Se cose una pieza de material usando el manipulador superior.
U05 Hora de arranque automático 100 a 500 mseg 500
U06 Cambio alternativo del display de fruncido − − Se visualiza en
Display de valor absoluto
La cantidad de fruncido (mm) se visualiza utilizando los
ítems de datos [S40, S43, S46, S49, S52, S55, S58, S61,
S64 y S67]. La cantidad de fruncido no varía aun cuando
se cambie la magnitud de transporte inferior mediante el
disco.
porcentaje
Display de porcentaje (con respecto a la
magnitud de transporte inferior)
El porcentaje (%) de fruncido se visualiza utilizando los
ítems de datos [S40, S43, S46, S49, S52, S55, S58,
S61, S64 y S67]. Si la magnitud de transporte inferior
se cambia mediante el disco, la cantidad de fruncido
cambiará automáticamente al valor correspondiente al
porcentaje (%) prejado.
U07 Selección de operación del prensador del material − − El prensador del
El prensador del material funciona cuando
material funciona.
funciona la apiladora.
Se prohíbe la operación del prensador del
material cuando funciona la apiladora.
− 56 −

No. Ítem
Gama de ajuste
Unidad Valor inicial
U10 Apiladora instalada/no instalada y tipo − − Sin apiladora
Sin apiladora
Apiladora neumática instalada
Cuando se selecciona
“Sin apiladora”, no se
visualizan los ítems de
datos [S130], [S131] y
[S132].
Apiladora de barra instalada
U11 Temporizador 1 de apiladora 0,0 a 9,9 0,1 seg 0,5
Este ítem no se visualiza
cuando la apiladora se
ajusta a “Sin apiladora”.
U12 Temporizador 2 de apiladora 0,0 a 9,9 0,1 seg 0,5
Este ítem no se visualiza
cuando la apiladora se
ajusta a “Sin apiladora”.
U13 Temporizador 3 de apiladora 0,0 a 9,9 0,1 seg 1,5
Este ítem no se visualiza
cuando la apiladora se
ajusta a “Sin apiladora”.
U15 Fijación de velocidad de inicio suave para
la 1ª puntada
U16 Fijación de velocidad de inicio suave para
la 2ª puntada
U17 Fijación de velocidad de inicio suave para
la 3ª puntada
U18 Fijación de velocidad de inicio suave para
la 4ª puntada
U19 Fijación de velocidad de inicio suave para
la 5ª puntada
200 a 3500 puntadas/
min
200 a 3500 puntadas/
min
200 a 3500 puntadas/
min
200 a 3500 puntadas/
min
200 a 3500 puntadas/
min
800
800
2000
3000
3500
U20 Unidad de actualización del contador 1 a 30 Sin unidad 1
U21 Selección de con/sin detección de cantidad remanente
de hilo de bobina
Sin dispositivo detector de cantidad rema-
nente de hilo de bobina
− − Sin dispos itivo detector de cantidad
remanente de hilo de
bobina
Dispositivo detector de cantidad remanente de hilo de bobina instalado.
U22 Número de veces de detección de canti-
dad remanente de hilo de bobina
0 a 19 Número
de veces
1
U23 Selección de operación de detección de roturas de hilo − − Sin dispos itivo de-
Sin dispositivo detector de cantidad remanente de hilo de bobina
tector de cantidad
remanente de hilo de
bobina
Dispositivo detector de cantidad remanente de hilo de bobina instalado.
− 57 −

No. Ítem
U24 Descenso de la aguja al colocarse el material − − Colocación del ma-
Colocación del material con la aguja elevada
Colocación del material con la aguja descendida
(*1) Si se pulsa el botón START antes de
colocar el material en la máquina de coser, la barra de agujas descenderá.
U25 Selección de sección − − La sección de canti-
La sección de cantidad de fruncido y la
sección de presión del manipulador son
idénticas.
La sección de cantidad de fruncido y la
sección de presión del manipulador son
separadas.
(*) Es posible colocar el material en la máquina de coser usando la barra de agujas como referencia con la barra de agujas
descendida. Como la barra de agujas se detiene cuando ha pasado su punto más bajo, ajuste la posición superior del pie
prensatelas. (Consulte "*-1. Ajuste de la palanca de elevación del pie prensatelas”, en la página 79.) Cuando se pulsa el
botón START después de colocar el material en la máquina de coser, la máquina de coser empieza a coser.
Gama de ajuste
Unidad Valor inicial
te rial con la aguja
elevada
dad de fruncido y la
sección de presión
del manipulador son
idénticas.
(2) Nivel 2
Cuando se pulsa y se mantiene pulsado el interruptor MODE durante tres segundos, se permite editar los
ítems de datos clasicados en el Nivel 2.
No. Ítem
K01 Prohibición de modicación de jaciones de parámetros − − Se permite
Se permite la modicación
La modicación de datos de cosido y datos de
interruptores de memoria se ajusta a “prohibida”.
K02 Fijación de máx. velocidad límite 200 a 3500 puntadas/
K03 Corrección de origen del motor de paso de
transporte
K04 Tiempo de espera para el descenso del pie
prensatelas
K05 Valor de corrección de presión de manipulador
superior
K06 Valor de corrección de presión de manipulador
inferior
Gama de ajuste
–10 a 10 − 0
0 a 100 mseg 50
–30 a 30 − 0
–30 a 30 − 0
Unidad Valor inicial
min
la modica-
ción
3500
K07 Fijación de tipo de sensor de manipulador 0 a 3 − 0
K08 Inicio del cosido - Velocidad de rotación del ca-
bezal de la máquina para puntadas de remate
K09 Fin del cosido - Velocidad de rotación del cabe-
zal de la máquina para puntadas de remate
200 a 1900 puntadas/
min
200 a 1900 puntadas/
min
800
800
− 58 −

No. Ítem
K10 Número de puntadas de corrección A para costura de
transporte inverso al inicio del cosido
Gama de
ajuste
0 a 5 Número de
Unidad
puntadas
Valor
inicial
0
K11 Número de puntadas de corrección B para costura de
transporte inverso al inicio del cosido
K12 Número de puntadas de corrección C para costura de
transporte inverso al n del cosido
K13 Número de puntadas de corrección D para costura de
transporte inverso al n del cosido
K14 Ángulo de corrección A para salida de solenoide de
puntadas de remate al inicio del cosido
K15 Ángulo de corrección B para salida de solenoide de
puntadas de remate al inicio del cosido
K16 Ángulo de corrección D para salida de solenoide de
puntadas de remate al inicio del cosido
K17 Valor prejado para posición de parada de barra de
agujas
K30 Corrección del potenciómetro de lectura de magnitud
de transporte
[Explicación]
La magnitud de transporte inferior ajustada con el
disco se lee registrando la posición máxima (valor
de potenciómetro) y valor mínimo de la magnitud de
transporte.
0 a 5 Número de
puntadas
0 a 5 Número de
puntadas
0 a 5 Número de
puntadas
–36 a 36 × 10
grados
–36 a 36 × 10
grados
–36 a 36 × 10
grados
–50 a 50 Grados 0
− − −
0
0
0
0
0
0
K40 Modo de ajuste para reemplazo de la correa del mo-
tor del eje principal
[Explicación]
Como el motor del eje principal se ja en la posición
de 53 grados, la correa del motor del eje principal
debe reinstalarse después de alinear el motor del eje
principal en el lado del cabezal de la máquina con la
posición del punto de referencia.
K50 Modo de comprobación de arranque de sensor
1: Sensor interior de tela (de n de material) superior
2: Sensor exterior de tela superior
3: Sensor interior de tela (de n de material) inferior
4: Sensor exterior de tela inferior
5: Interruptor de arranque
6: Sensor de detección de material
7: Sensor de origen de paso de transporte superior
8: Interruptor de inclinación de cabezal de máquina
9: Sensor de SDET
10: Sensor 1 de pedal de arranque (Inicio)
11: Sensor 2 de pedal de arranque (Pie prensatelas)
12: Sensor 3 de pedal de arranque (Cambio
alternativo de velocidad de cabezal de máquina)
13: Detección de cantidad remanente de hilo de
bobina, origen
14: Detección de cantidad remanente de hilo de
bobina, sin hilo
− − −
− − −
− 59 −

15. Fijación de fruncido superior
La cantidad de fruncido superior puede seleccionarse con el interruptor MEMORY “U06” de entre dos métodos diferentes: “Especicar la magnitud de transporte superior” (indicada en mm) y “Especicar el porcentaje
con respecto a la magnitud de transporte inferior” (indicada en %).
Es posible dividir la sección de fruncido superior hasta en 10 secciones y especicar la cantidad de fruncido
para las respectivas secciones por separado.
Asimismo, la velocidad del cabezal de la máquina puede ajustarse por separado para dichas secciones.
Ejemplo: Para el caso en que el fruncido es aplicable solamente a una sección de una costura
A B C D
Inicio Fin
Sección
de cosido
estándar
Sección de
fruncido
superior
Sección de
cosido estándar
Para la cantidad de fruncido, debe seleccionarse el “display de valor absoluto” en el ítem de datos “U06”, y
deben usarse cuatro secciones, A a D.
Número Ítem de ajuste Valor prejado Observaciones
S40 Sección A - Cantidad de fruncido
S41
S42
S43 Sección B - Cantidad de fruncido
S44
S45
S46 Sección C - Cantidad de fruncido
S47
S48
S49 Sección D - Cantidad de fruncido
S50
S51
Velocidad A de sección de cabezal de
máquina
Posición A de cambio de fruncido superior (número de puntadas)
Velocidad B de sección de cabezal de
máquina
Posición B de cambio de fruncido superior (número de puntadas)
Velocidad C de sección de cabezal de
máquina
Posición C de cambio de fruncido superior (número de puntadas)
Velocidad D de sección de cabezal de
máquina
Posición D de cambio de fruncido superior (número de puntadas)
2,5
2500
40
3,7
2500
40
2,5
2500
20
2,5
3500
0
La cantidad de fruncido superior debe ajustarse
a 2,5 mm.
La velocidad del cabezal de la máquina debe
ajustarse a 2.500 puntadas/min.
Sección de 40 puntadas
La cantidad de fruncido superior debe ajustarse
a 3,7 mm.
La velocidad del cabezal de la máquina debe
ajustarse a 2.500 puntadas/min.
Sección de 40 puntadas
La cantidad de fruncido superior debe ajustarse
a 2,5 mm.
La velocidad del cabezal de la máquina debe
ajustarse a 2.500 puntadas/min.
Sección de 20 puntadas
La cantidad de fruncido superior debe ajustarse
a 2,5 mm.
La velocidad del cabezal de la máquina debe
ajustarse a 3.500 puntadas/min.
Hasta el n
Cuando la posición de cambio de fruncido superior (número de puntadas) se ajusta a “0”, la
sección de fruncido superior continúa hasta el n. La máquina de coser no se desplaza a la
siguiente sección.
− 60 −

16. Fijación de presión de manipuladores
Una costura puede dividirse, como máximo, en 10 subsecciones de la sección de presión del manipulador
superior/inferior. El valor de la presión puede ajustarse por separado para las respectivas secciones.
Ejemplo: Para el caso en que una costura es cosida con una presión igual
Número Ítem de ajuste
S80 Sección A - Presión del manipulador superior
S81 Sección A - Presión del manipulador inferior
S82
S83 Sección B - Presión del manipulador superior
S84 Sección B - Presión del manipulador inferior
S85
S86 Sección C - Presión del manipulador superior
S87 Sección C - Presión del manipulador inferior
S88
S89 Sección D - Presión del manipulador superior
S90 Sección D - Presión del manipulador inferior
S91
Posición A de cambio de presión de manipuladores (número de puntadas)
Posición B de cambio de presión de manipuladores (número de puntadas)
Posición C de cambio de presión de manipuladores (número de puntadas)
Posición D de cambio de presión de manipuladores (número de puntadas)
Valor prejado
85 El material es sujetado con un valor de presión de 85.
98 El material es sujetado con un valor de presión de 98.
0
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
xxx
La sección hasta el n del cosido
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Cualquier valor está bien.
Observaciones
Cuando la posición de cambio de manipuladores (número de puntadas) se ajusta a “0”, la
sección de presión de los manipuladores continúa hasta el n. La máquina de coser no se
desplaza a la siguiente sección.
Ejemplo: Para el caso en que una costura se divide en cinco secciones y cada una de estas secciones se
cose con un valor de presión diferente.
A B C D
S80 S83 S86 S89 S92
Inicio
Número Ítem de ajuste
S80 Sección A - Presión del manipulador superior
S81 Sección A - Presión del manipulador inferior
S82
S83 Sección B - Presión del manipulador superior 80
S84 Sección B - Presión del manipulador inferior 90
S85
S86 Sección C - Presión del manipulador superior 0 El manipulador se eleva.
S87 Sección C - Presión del manipulador inferior 0 El manipulador se eleva.
S88
S89 Sección D - Presión del manipulador superior 80
S90 Sección D - Presión del manipulador inferior 90
S91
S92 Sección E - Presión del manipulador superior 85
S93 Sección E - Presión del manipulador inferior 98
S94
S81 S84 S87 S90 S93
Posición A de cambio de presión de manipuladores (número de puntadas)
Posición B de cambio de presión de manipuladores (número de puntadas)
Posición C de cambio de presión de manipuladores (número de puntadas)
Posición D de cambio de presión de manipuladores (número de puntadas)
Posición E de cambio de presión de manipuladores (número de puntadas)
E
Valor de presión del manipulador superior
Valor de presión del manipulador inferior
Fin
Valor prejado
85 El material es sujetado con un valor de presión de 85.
98 El material es sujetado con un valor de presión de 98.
10
10 Sección de 10 puntadas
5 Sección de 5 puntadas
30 Sección de 30 puntadas
0 Sección hasta el n de cosido.
Sección de 10 puntadas
Observaciones
Cuando la posición D de cambio de manipuladores (número de puntadas) [S91] se ajusta a cierto
número de puntadas (uno o más), se visualizan las secciones E [S92] a [S94]. Cuando la posición
de cambio de manipuladores (número de puntadas) se ajusta a “0”, la sección de presión de los
manipuladores continúa hasta el n. La máquina de coser no se desplaza a la siguiente sección.
− 61 −

17. Uso de la función de enseñanza
La función de enseñanza es la función que permite comprobar el cosido operando la máquina de coser
mientras se cambia la cantidad de fruncido superior y la presión de los manipuladores superior/inferior.
La cantidad de fruncido superior y la presión de los manipuladores superior/inferior a las que la máquina de
coser funciona pueden registrarse sección por sección en base al número de puntadas.
1) Ajuste el panel de operación al modo
de entrada de datos.
En el modo de entrada de datos en que la iluminación de fondo del display de LCD 1 es de color azul,
se permite cambiar patrones. Si el panel de operación se encuentra en el modo de cosido en que
dicha iluminación de fondo es de color verde, pulse
la tecla READY 2 para que el modo cambie al
modo de entrada de datos.
2) Seleccione el número de patrón objetivo para
la función de enseñanza.
Seleccione el No. de patrón que desee usar para la
función de enseñanza en la pantalla de selección de
patrones.
2 3
!1
3) Ingrese al modo de enseñanza.
Pulse la tecla TEACHING @4 en el panel de
operación.
4) Inicie la función de enseñanza.
Se visualiza la pantalla de enseñanza que se muestra abajo. La iluminación de fondo del display de
LCD es de color verde. El número de puntadas para
todas las secciones es 0 (cero).
Se visualizan el valor de presión de los manipuladores superior/inferior y la cantidad de fruncido superior
que ya se han registrado para el patrón seleccionado
para la enseñanza.
Pantalla de enseñanza
La sección de enseñanza parpadea intermitentemente.
La sección de enseñanza puede desplazarse utilizando la tecla
FORWARD @5 o la tecla BACKWARD @6 .
!0
@4
@6@5
El display del valor absoluto y el display de porcentaje pueden
cambiarse alternativamente seleccionando el display de cantidad
de fruncido .
El punto seleccionado para modicación parpadea intermitentemente.
Seleccione el ítem que puede modicarse mediante la tecla ITEM SELECT !0 .
Los ítems modicables son: número de puntadas, valor de la presión del manipulador superior, y cantidad
de fruncido superior.
Modique el valor utilizando la tecla DATA CHANGE !1 .
− 62 −

Cuando se pulsa el botón START después de que se haya colocado el material en la máquina de coser,
el cabezal de la máquina empieza a girar y se adiciona el número de puntadas para la sección correspondiente. Cuando el sensor detecta el n del material que permite que la máquina de coser nalice el
cosido, el número de puntadas para la sección correspondiente se despeja a “0” (cero).
5) Finalice la función de enseñanza.
Cuando se pulsa la tecla READY 2 , la máquina de coser se detiene tras el corte de hilo; se registran el valor de la presión de los manipuladores superior/inferior, la cantidad de fruncido superior, y el número de puntadas para las secciones; y naliza la enseñanza.
En caso de que la enseñanza nalice sin detección de n de material (la enseñanza naliza por parada
de la máquina de coser durante el cosido), el número total de puntadas para las secciones [A] a [J] se ja
para el parámetro de cosido (parada tras número total de puntadas).
Cuando se pulsa la tecla RESET 3 , la máquina de coser se detiene tras el corte de hilo, y la enseñanza se puede nalizar después de despejar los valores ajustados.
− 63 −

18. Corrección del potenciómetro de lectura de la magnitud de transporte inferior
Se emplea un potenciómetro para leer la magnitud de transporte inferior del cabezal de la máquina. Este potenciómetro requiere corrección para comparar su valor de lectura con la magnitud real del transporte.
1. Visualización de pantalla de jaciones
Debe visualizarse el parámetro de nivel de mante-
nimiento [K30] (es decir, poten-
ciómetro de corrección de lectura de magnitud de
transporte).
Para visualizar la pantalla, pulse la tecla READY
.
2
2 3
2. Procedimiento de ajuste
Seleccione “MIN” o “MAX” con la tecla ITEM SELECT !0 .
Cuando se selecciona ‘MIN”: Primero, ajuste la magnitud de transporte a “0” (cero) girando el disco regu-
lador del transporte inferior. Luego, pulse la tecla READY
Cuando se selecciona “MAX”: Primero, ajuste la magnitud de transporte a “4” (cuatro) girando el disco re-
gulador del transporte inferior. Luego, pulse la tecla READY
2
para registrarlo.
para registrarlo.
2
3. Finalización del ajuste
Para salir de la pantalla de jaciones, pulse la tecla RESET 3 .
!0
− 64 −

&
. MANIPULACIÓN Y AJUSTE DE PIEZAS
1. Ajuste de deslizamiento del material y presión del manipulador
1
2
!1
!2
5 3
1) Cuando se conecta la alimentación eléctrica, se
visualiza la pantalla inicial en la pantalla de LCD
.
1
2) Cuando se pulsa la tecla DATA 2, se visualiza
[S01] “Modo de arranque” en la pantalla de LCD
.
1
4
3) Pulse la tecla MODE 3 para visualizar [U01]
“Selección de operación del manipulador” en la
pantalla de LCD 1.
6
4) Pulse la tecla de la tecla DATA CHANGE 4
para detener la operación del manipulador.
5) Cuando se pulsa la tecla READY 5, se visualiza el siguiente display en la pantalla de LCD 1.
A continuación, el pie prensatelas de la máquina
de coser se eleva y el LED 6 parpadea intermitentemente.
9
− 65 −

7
!0
8
6) Gire el manipulador superior 7 para permitir el ajuste sin el manipulador.
Después de haber ajustado la longitud de transporte inferior (para el procedimiento de ajuste, consulte
"$-10 Ajuste de la longitud de puntadas” en la p. 10
), para el cosido de prueba, coloque bajo el pie
prensatelas de la máquina de coser, dos capas de material 8 de las mismas dimensiones. Pulse el
interruptor START 9 para arrancar la máquina de coser. Continúe el cosido hasta el n del material !0.
Luego, vuelva a pulsar el interruptor START 9 para detener la máquina de coser.
7) Ajuste la cantidad de fruncido de acuerdo con
el deslizamiento entre las dos capas de material
A
después del cosido de prueba.
En el caso de A, seleccione el parámetro de
cosido [S40] “cantidad de fruncido de sección A”.
Disminuya la cantidad de fruncido.
En el caso de B, seleccione el parámetro de
B
cosido [S40] “cantidad de fruncido de sección A”.
Aumente la cantidad de fruncido.
[S40] “Sección A - Cantidad de fruncido”
(visualizada en porcentaje)
!3
8) Operación para cambiar la cantidad de fruncido
En el estado descrito en el paso 5), pulse la te-
cla SHIRRING SECTION A !1 para seleccionar
[S40]. Si se visualiza [S41] o [S42] cuando se
pulsa la tecla SHIRRING SECTION A !1, vuelva
a pulsar la tecla SHIRRING SECTION A !1 para
seleccionar [S40].
Después de haber seleccionado [S40], cambie
el porcentaje !3 mediante la tecla DATA CHANGE 4. Pulse la tecla READY 5 para ejecutar
la costura de prueba nuevamente y reajuste el
deslizamiento entre las dos capas de material.
Repita la costura de prueba y el ajuste hasta
que los extremos de las dos capas de material
coincidan.
9)
Ajuste de presión de manipuladores superior/inferior
Después de haber ajustado el deslizamiento en-
tre las dos capas de material, ajuste la presión
de los manipuladores superior/inferior. Cuando se pulsa la tecla READY 5, se visualiza el
siguiente display en la pantalla de LCD 1. A
continuación, el pie prensatelas de la máquina
de coser se eleva y el LED 6 parpadea intermitentemente.
− 66 −

5 3
10) Pulse la tecla READY 5 para visualizar la pantalla inicial en la pantalla de LCD 1.
1
2
!1
!2
11) Pulse la tecla MODE 3 para visualizar [U01]
“Selección de operación del manipulador” en la
pantalla de LCD 1.
4
12) Pulse la tecla de la tecla DATA CHANGE 4
para habilitar la operación del manipulador.
13) Cuando se pulsa la tecla READY 5, se visualiza el siguiente display en la pantalla de LCD 1.
A continuación, el pie prensatelas de la máquina
de coser se eleva para permitir que la máquina
de coser quede lista para su operación.
!4
!6
7
14) Gire el manipulador superior 7 para que vuelva
a su posición inicial.
15) Coloque los materiales sobre la guía de telas
con los extremos de los materiales alineados
con la línea de alineación !4 de materiales.
− 67 −

16) Una vez que se hayan colocado los materiales en la máquina de coser, el display de sensores en la
pantalla de LCD 1 pasa al estado activado (ON) !5 y el LED 6 parpadea intermitentemente. Cuando
se pulsa el interruptor START 9, la máquina de coser empieza a funcionar mientras que los manipula-
dores !6 trabajan para alinear los extremos de los materiales.
Cuando la máquina de coser naliza el cosido de los materiales,
la máquina de coser automáticamente corta el hilo y se detiene.
!5
17) Si los extremos de los materiales no están alineados entre sí al término del cosido, cambie la
presión de los manipuladores superior/inferior
para que los extremos de los materiales queden
A
alineados al término del cosido.
En el caso de A, seleccione el parámetro de
cosido [S80] “Sección A - Presión de manipulador superior” y disminuya el valor de la presión
del manipulador superior.
B
En el caso de B, seleccione el parámetro de
cosido [S81] “Sección B - Presión de manipulador inferior” y disminuya el valor de la presión
del manipulador inferior.
Si se disminuye excesivamente la presión de los manipuladores, la anchura de los márgenes
de cosido será irregular.
18) Operación para modicar la presión del manipulador superior
Pulse la tecla MANIPULATOR PRESSURE SECTION A !2 para seleccionar y visualizar [S80] “Sección
A - Presión de manipulador superior” en la pantalla de LCD 1.
Para modicar el valor de la presión del manipulador superior
!7
Después de haber seleccionado [S80], modifique el valorDespués de haber seleccionado [S80], modifique el valor !7
de la presión del manipulador superior mediante la tecla DATA
CHANGE 4. Luego, coloque los materiales en la máquina de
coser y arranque la máquina de coser para ejecutar el cosido.
Cuando la máquina de coser ejecuta el corte de hilo al términoCuando la máquina de coser ejecuta el corte de hilo al término
del cosido, se fija el valor !7 de la presión del manipulador
superior.
19) Operación para modicar la presión del manipulador inferior
Pulse la tecla MANIPULATOR PRESSURE SECTION APulse la tecla MANIPULATOR PRESSURE SECTION A !2 para seleccionar y visualizar [S81] “Sección
A - Presión de manipulador inferior” en la pantalla de LCD 1.
Para modicar el valor de la presión del manipulador inferior
!7
Después de haber seleccionado [S81], modifique el valorDespués de haber seleccionado [S81], modifique el valor !7
de la presión del manipulador inferior mediante la tecla DATA
CHANGE 4. Luego, coloque los materiales en la máquina de
coser y arranque la máquina de coser para ejecutar el cosido.
Cuando la máquina de coser ejecuta el corte de hilo al términoCuando la máquina de coser ejecuta el corte de hilo al término
del cosido, se fija el valor !7 de la presión del manipulador
inferior.
Presión recomendada de manipuladores (para patrones lineales)
Materiales livianos Materiales de peso medio Materiales pesados
Presión de manipulador superior 65 a 85 90 a 110 120 a 130
Presión de manipulador inferior 70 a 90 100 a 120 140 a 160
Si la presión del manipulador inferior se ajusta a 65 cuando el paso del transporte inferior está
ajustado a 2,5 mm o más, se visualizará el error [E499] para inhabilitar el cosido.
− 68 −

2. Soplado de aire de transporte auxiliar de material
(1) Boquillas de aire de soplado de material
1) Las boquillas de aire se proveen en siete ubicaciones de la mesa.
Las boquillas de aire A se proveen en cuatro
A
B
(2) Ajuste de la presión de purga del aire
1
ubicaciones delante del centro de la aguja y las
boquillas B se proveen en tres ubicaciones detrás del centro de la aguja.
2) Ajuste los controladores de velocidad para A
y B de acuerdo con el tipo de material, forma
y tamaño de la prenda a coser. (Consulte
Ajuste de la presión de purga del aire
te los controladores de velocidad para aumentar la presión de soplado de aire para prendas
grandes y pesadas o disminuirla para prendas
pequeñas y livianas.
1) Ajuste la presión de purga del aire mediante los
controladores de velocidad 1 y 2.
2) El controlador de velocidad 1 se usa para ajustar la presión de purga de A, y el controlador de
velocidad 2 para ajustar la presión de purga de
.
B
No ponga su cara cerca de la salida del
aire de purga.
(2)
.) Ajus-
3. Interruptor de mano
PRECAUCIÓN
Cuando se pulsa el interruptor de arranque, el pie prensatelas de la máquina de coser
desciende. Por lo tanto, tenga cuidado para no permitir que sus dedos queden atrapados
bajo el pie prensatelas.
2
1
:
2
Interruptor de arranque
1
1) Cuando el material se coloca en la máquina de
coser en el modo de arranque manual, el LED
parpadea intermitentemente.
2
Cuando se pulsa el interruptor de arranque en
este estado, la máquina de coser empieza a
funcionar.
2) Si se pulsa este interruptor cuando la máquina
de coser está en funcionamiento, la máquina de
coser para al modo de pausa. Si se pulsa este
interruptor de nuevo, se reinicia la operación de
la máquina de coser.
− 69 −

4. Sensor de n de material
1
2
1) Cuando el sensor 1 de n de material detecta
el n del material, la velocidad de puntada disminuye a 1.500 puntadas/min. si la máquina de
coser funciona a 1.500 puntadas/min. o más. (El
valor ajustado en fábrica es de 1.500 puntadas/
min.)
2) Cuando la cinta reflectora 2 no refleja la luz
sucientemente, puede causarse un malfuncionamiento. Si ocurre un malfuncionamiento, reemplace la cinta reectora con una nueva. (Pieza
número: 40088020)
3) El valor inicial de la velocidad de puntada del
cabezal de la máquina después de la detección
del n del material se ha ajustado en fábrica a
1.500 puntadas/min. Sin embargo, este valor
puede cambiarse dentro de la gama de 200 a
3.500 puntadas/min. de acuerdo con el proceso
en el panel de operación.
5. Ajuste del margen de costura
1
2
1) El margen de costura puede variarse girando la
perilla de ajuste 1 del margen de costura. Es
ajustable dentro de la gama de 1 mm a 30 mm.
2) Compruebe para asegurarse de que el brazo
oscilante 2 se desplaza suavemente hacia arriba y hacia abajo al presionarlo con sus dedos.
− 70 −

6. Ajuste de la altura del rodillo manipulador superior
1) Cuando se haya reemplazado el sensor y el
cjto. de guía de tela 4 (consulte las páginas 73
y 74 para el modo de reemplazarlos), es nece-
3
2
1
sario ajustar la separación entre el rodillo 1 y la
placa de separación 2.
4
5
7
6
2) Aoje el tornillo de jación 5 y mueva el rodillo
hacia arriba y hacia abajo para ajustarlo de
1
modo que la altura del rodillo coincida con la del
cjto. de guía de tela 4. Al ajustar la altura del
rodillo 1, es necesario tener en cuenta que su
lado inferior (periferia externa) no debe sobresalir de la supercie inferior de la guía de tela 3.
Luego, je el rodillo con el tornillo de jación 5.
Fije el rodillo asegurándose de que la cara ex-
trema del eje 6 del manipulador superior quede
alineada con la cara extrema del brazo impulsor
del manipulador.
7
− 71 −

7. Dispositivo de alforzado S200 para AE-200A
PRECAUCIÓN
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la
máquina de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal
de arranque.
:
(1) Especicaciones
Altura de cresta
de alforzas
Intervalo
(2) Fijación de la escala
1. Tamaño de alforzas
Altura de cresta de alforzas: 1 a 30 mm
Intervalo: 4 a 25 mm
* La posible combinación de especicaciones es
“Altura de cresta Intervalo = 50 mm” o menos.
2. Velocidad de puntada: La velocidad de puntada
más adecuada es de 2.000 a 2.500 puntadas/
min.
Cuando el dispositivo de alforzado se instala en la
máquina de coser, la etiqueta de la escala que se
suministra con la unidad debe adherirse a la máquina de coser.
Adhiera la etiqueta de la escala a la máquina de coser con su posición 0 (cero) alineada con la línea de
entrada de la aguja, tal como se muestra en la ilustración de la izquierda.
− 72 −

(3) Reemplazo del sensor del manipulador superior y la guía de tela
1) Para reemplazar el sensor, incline la máquina
de coser y gire el manipulador superior.
Al girar el manipulador, tenga cuidado
para no permitir que el mismo se caiga.
2) Retire los dos tornillos de jación 1 del sujetador del sensor. Retire el sujetador del sensor.
1
2
3) Retire los dos tornillos de jación 2 del sensor.
Cambie el sensor estándar con el sensor exclusivo de alforzado (número de pieza: 40084103).
Al jar el manipulador, hágalo de modo
que el sensor no entre en contacto con
las ranuras de la placa de agujas. Aprie-
te los dos tornillos de jación 2.
4) Retire el conector 3 del sensor. Asegúrese de
manipula el conector con cuidado dado que es
muy delgado.
Al instalar el conector del sensor, compruebe cuidadosamente la orientación
del conector. (Debe alinearse con la marca del conector.)
3
− 73 −

B
Sensor de n de
material
4
5) Retire los dos tornillos de jación 4 de la guía
de tela. Retire la guía de tela 5.
5
6) Instale la placa base 6 de la regla de anchura
A
de alforzado con los dos tornillos de jación 4
de la guía de tela.
Ajuste la placa base 6 de la regla de anchura
6
de alforzado de modo que ala supercie A de la
placa base 6 de la regla de anchura de alforzado quede al ras con la sección B del sensor B
de n de material.
7
6
4
7) Instale la regla de anchura de alforzado 7 sobre la placa base 6 de la misma, con los tornillos de jación 8.
8
− 74 −

(4) Instalación de la regla
Para la ubicación de las partes relacionadas de la regla del cuerpo principal, coloque la base de montaje
en el lugar indicado en la Fig. 1 y la Fig. 2.
Fig. 1 Lugar de montaje de la regla con respecto a la dirección lateral
El tornillo aojado y la regla pueden moverse a la derecha en 25 mm.
Magnitud de recorrido
55 mm
Manija
A
B
1
Espacio para la regla de anchura de alforzado:
2
0 a 0,5 mm
Entrada de aguja
30mm
3
Holgura que permite una capa del material
4
utilizado se mueva suavemente
Véase la vista ampliada (Fig. 3).
Cuerpo principal del
manipulador superior
Instale la base de montaje sobre la mesa de extrema izquierda, y coloque la regla de alforzado en la ubicación que satisfaga las condiciones 2 y 4.
Fig. 2 Lugar de montaje de la regla con respecto a la dirección longitudinal
Regla de alforzado
7mm
Riel de deslizamiento
Coloque la mirilla de la regla en el lugar en que
la sección de detección del sensor sea visible.
Con respecto a la placa frontal, instale la base de montaje sobre la mesa de la máquina de modo que
haya una separación de 7 mm entre el extremo frontal de la regla de alforzado y la entrada de la aguja (en
paralelo con la línea roja). Coloque la regla en el lugar en que las dos secciones de detección del sensor
bajo la base sean visibles.
− 75 −

Fig. 3 Posición de cosido
Regla que determina la
altura de alforzas
Fig. 4 Ejemplo de uso
Supercie de
extrema izquierda
Material
Entrada de aguja
5mm
3mm
Regla de anchura de alforzado
Regla que determina la anchura
de alforzado entre crestas
Debe existir una holgura a través del
cual el material pase suavemente
Manipulador
Para coser alforzas de 5 mm de ancho de alforzado
y 3 mm de alto, la ubicación de instalación de la regla es tal como se ilustra en la Fig. 3. Las alforzas
terminadas son como se ilustran en la Fig. 4.
3mm
5mm
Fig. 5
Cosa la primera
alforza presionada
contra la regla de
anchura de alforzado
mientras guía el material
con la mano.
Entrada de aguja
Procedimiento de cosido
Seleccione en el panel de operación: “sin alineación
automática de material” en [S02] “alineación automática de material”. Seleccione “cosido de una pieza” en [S04] “cambio de No. de piezas a coser” [S04]
El cosido de la primera alforza es muy
importante ya que sirve de referencia.
Por lo tanto, tenga sumo cuidado al coserla. Tenga en cuenta que la presión del
manipulador debe ajustarse a un valor
relativamente bajo para coser la primera
pieza del material.
− 76 −

2
Procedimiento de ajuste del panel de operación
Ajuste el display en la pantalla de LCD 1 al esta-
1
do de listo para el cosido.
1
Pulse la tecla READY 2 para cambiar el display
2
en la pantalla de LCD 1.
3
5
4
Pulse la tecla DATA 3 para visualizar en la pantalla
3
de LCD 1 la función [S01] “Modo de arranque”.
Pulse la tecla ITEM SELECT 4 para desplazar los datos de cosido hasta que se pueda seleccionar [S02]
4
“Alineación automática de material”. Seleccione “Sin alineación automática de material” mediante la tecla
DATA CHANGE 5.
Pulse la tecla ITEM SELECT 4 para desplazar los datos de cosido hasta que se pueda seleccionar [S04]
5
“Cambio alternativo de número de capas a coser”. Seleccione “cosido de 1 pieza” mediante la tecla DATA
CHANGE 5.
Pulse la tecla ITEM SELECT 4 para desplazar los datos de cosido hasta que se pueda seleccionar [S22]
6
“Velocidad de rasqueteado inferior del manipulador”. Modique el valor prejado de 8 a 9 mediante la tecla DATA CHANGE 5.
Pulse la tecla ITEM SELECT 4 para desplazar los datos de cosido hasta que se pueda seleccionar [S23]
7
“Velocidad de retracción inferior del manipulador”. Modique el valor prejado de 8 a 4 mediante la tecla
DATA CHANGE 5.
Al término del procedimiento de ajuste, pulse la tecla READY 2 para que el panel de operación retorne
al estado listo para coser, luego haga funcionar la máquina de coser.
− 77 −

Fig. 6
Posición de la aguja
C
Dirección
longitudinal
D
1) Mueva la manija de la regla de alforzado en la
dirección A, tal como se muestra en la Fig. 1.
Cuando la regla se haya alejado del material,
doble el material en dos (en la línea punteada),
tal como se muestra en la Fig. 5, y cosa el material presionado contra la guía. Para la primera
pieza del material, se recomienda doblar con
antelación el material en dos con una plancha o
similar para contar con una línea de referencia
al doblar el material en la máquina de coser.
2) Coloque la primera pieza del material sobre la
supercie de extrema izquierda de la regla de
anchura de alforzado (véase la Fig. 3), mueva
la manija en la dirección B de modo que la regla
de alforzado pueda insertarse bajo el material
(véase la Fig. 1), y je el riel de deslizamiento
con el imán (véase la Fig. 2). Coloque el extremo superior del material, con respecto a la dirección de cosido, en la posición de entrada de
la aguja, pulse el interruptor de arranque o pise
el pedal para iniciar el cosido. Se recomienda
guiar el material con la mano derecha o izquierda durante el cosido para lograr un acabado
perfecto.
3) Ajuste la presión del manipulador inferior dentro de la gama de 90 a 120 al principio. Luego,
ajústela de acuerdo con el material a coser. La
velocidad de puntada más adecuada es de 2.000
a 2.500 puntadas/minuto.
4) Si las crestas de las alforzas salen torcidas,
ajuste la magnitud de transporte superior.
5) Hay cuatro tipos diferentes de la regla de anchura de alforzado: S, A, B y C. La regla tipo S
es para alforzas con cresta baja. La regla tipo C
es para alforzas con cresta alta. Cambie la regla de acuerdo con las especicaciones de las
alforzas.
6) Tal como se muestra en la Fig. 1, la separación
entre la regla de alforzado y la regla de anchura
de alforzado tiene gran inuencia en la calidad
de acabado de las alforzas. Cuando coloque el
material en la máquina, asegúrese de comprobar que el material se mueve suavemente. Si
el material no se mueve suavemente, doble la
regla de alforzado con la mano para corregirla
debidamente.
7) Para las condiciones de cosido en que la altura
de la cresta de alforzas es más de 15 mm, tal
C
como se muestra en la Fig. 6, al principio ajuste
la sección D del material a la misma anchura
que de C en la gura, luego inicie el cosido.
− 78 −

*
. AJUSTE DE LA MÁQUINA DE COSER
1. Ajuste de la palanca de elevación del pie prensatelas
1) La máxima elevación del pie prensatelas me-
1
2
3
4
diante la palanca de elevación del pie prensatelas es de 10 mm.
2) La elevación del pie prensatelas puede ajustarse con el tornillo de ajuste 1 de la palanca de
elevación del pie prensatelas.
3) Para aumentar la elevación del pie prensatelas,
haga el ajuste aojando la tuerca 2 y ajustando
el tornillo 1.
Si la máquina de coser se arranca con el
pie prensatelas
ca de elevación del pie prensatelas, la
barra de agujas puede chocar contra el
prensatelas móvil 4. Por lo tanto, tenga
cuidado.
Cuando haya cambiado la jación de [U25] a “Colocación del material con la aguja descendida” según
lo descrito en
terial con la aguja descendida" en la página 58
disminuya la altura del pie prensatelas mediante la
palanca de elevación del pie prensatelas.
Si no se hace este ajuste, la barra de agujas entrará
en contacto con el pie prensatelas y el prensatelas
móvil cuando la barra de agujas desciende al pulsarse el botón START. Por lo tanto, asegúrese de ajustar la altura del pie prensatelas.
"^-14. [U24] Colocación del ma-
elevado por la palan-
3
,
2. Tensión de hilos
1. Ajuste de la tensión del hilo de aguja
1) La longitud del hilo remanente en la aguja tras
el corte del hilo puede acortarse girando la tuer-
1
A
B
2
C
D
2. Ajuste de la tensión del hilo de la bobina
1) La tensión del hilo de la bobina puede aumentarse girando el resorte regulador 3 de tensión del hilo de
la bobina en el sentido de las manecillas del reloj E.
2) La tensión del hilo de la bobina puede disminuirse girando el resorte regulador de tensión del hilo de la
bobina en el sentido opuesto a las manecillas del reloj F.
E
3
F
ca reguladora de tensión No. 1 1 en el sentido
de las manecillas del reloj A.
2) La longitud de hilo arriba mencionada puede
alargarse girando la tuerca reguladora de tensión No. 1 1 en el sentido opuesto a las manecillas del reloj B.
3) La tensión del hilo de la aguja puede aumentarse girando la tuerca reguladora de tensión No. 2
en el sentido de las manecillas del reloj C.
2
4) Dicha tensión puede disminuirse girando la tuerca reguladora de tensión No. 2 1 en el sentido
opuesto a las manecillas del reloj D.
− 79 −− 79 −

3. Muelle tira-hilo
1. Para cambiar la carrera del muelle tira-hilo
1) Afloje el tornillo de fijación 2 del receptáculo
del puntal de tensión.
2)
La carrera puede aumentarse girando el puntal de
tensión 3 en el sentido de las manecillas del reloj A.
1
5
4
3) La carrera puede disminuirse girando el puntal
de tensión 3 en el sentido opuesto a las manecillas del reloj B.
2. Para cambiar la presión del muelle tira-hilo
1) Aoje el tornillo de jación 2, y retire el (cjto.)
A
B
2
1
3
regulador 5 de tensión del hilo.
2)
Aoje el tornillo de jación 4 del puntal de tensión.
3) La presión del muelle tira-hilo puede aumentarse girando el puntal de tensión 3 en el sentido
de las manecillas del reloj A.
4) La tensión del hilo de la bobina puede disminuirse girando el resorte regulador de tensión
del hilo de la bobina en el sentido opuesto a las
manecillas del reloj B.
4. Palanca de elevación del pie prensatelas
1) Para detener el pie prensatelas en su posición
elevada, gire la palanca de elevación 1 del pie
prensatelas en dirección A.
2) El pie prensatelas se eleva 5 mm y se para.
El pie prensatelas regresa a su posición original
1
B
A
cuando se gira la palanca de elevación del pie
prensatelas hacia abajo en dirección B.
3) El pie prensatelas puede elevarse a aproximadamente 10 mm mediante la palanca de elevación del pie prensatelas.
1
1
5. Ajuste de la presión del pie prensatelas
B
:
1) Aoje la tuerca 2. La presión del pie prensatelas se puede aumentar girando el regulador 1
del resorte del prensatelas en el sentido de las
A
manecillas del reloj A.
2) Dicha tensión puede disminuirse girando la tuerca reguladora de tensión en el sentido opuesto
a las manecillas del reloj B.
3) Al término del ajuste, apriete la tuerca 2.
h
4) Para telas normales, la altura estándar h del
regulador del resorte del prensatelas es de
aproximadamente 45 mm.
− 80 −
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
1
2
Si la presión tanto del pie prensatelas
como del prensatelas móvil es demasiado alta, es posible que el pie prensatelas
no se eleve a su posición más alta cuando se utilice el elevador automático.

6. Ajuste de la presión del prensatelas móvil
PRECAUCIÓN
:
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
1) La presión del prensatelas móvil se puede aumentar presionando la perilla reguladora 1 de
3
presión del prensatelas móvil y girándola en el
sentido de las manecillas del reloj, y se puede
1
disminuir girándola en el sentido opuesto a las
manecillas del reloj.
(Asegúrese de girar la perilla reguladora de pre-
2
sión del prensatelas móvil presionándola rmemente.)
2) La presión estándar del prensatelas móvil se
obtiene cuando el anillo sujetador 3 (plateado)
ubicado dentro del agujero circular del resorte
del regulador de presión se alinea con la línea
blanca de la tuerca reguladora 2 de presión
cuando se presiona la perilla reguladora 1 de
presión del prensatelas móvil.
3) Ajuste la presión del prensatelas móvil de
acuerdo con el tipo de material y proceso haciendo referencia al valor estándar obtenido según lo descrito anteriormente.
Si la presión del prensatelas móvil es excesiva o si la presión del pie prensatelas
es menor que la presión del prensatelas
móvil, es posible que el pie prensatelas
se eleve por encima de su posición estándar. En este caso, es posible que el
pie prensatelas no proporcione una ade-
cuada eciencia de transporte o dañe el
material. Por lo tanto, tenga cuidado.
7. Ajuste de la cantidad de toma de hilo por la palanca tomahilos
A
:
1) Cuando cosa una tela pesada, aumente la can-
B
tidad de toma de hilo moviendo la guía tomahilos 1 hacia la izquierda A.
2) Cuando cosa una tela liviana, disminuya la can-
1
C
tidad de toma de hilo moviendo la guía tomahilos 1 hacia la derecha B.
3) La posición estándar de la guía 1 de hilo de
aguja se obtiene alineando la línea demarcadora C con el centro del tornillo.
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
− 81 −

8.
Cómo ajustar la cantidad de aceite (salpicaduras de aceite) en el gancho
PRECAUCIÓN
:
Como la cantidad de aceite se comprueba mientras la máquina está funcionando, el
gancho se encuentra girando a alta velocidad. Por lo tanto, tenga sumo cuidado cuando
ajuste la cantidad de aceite para evitar lesiones corporales.
Papel de conrmación de cantidad de aceite
1
(salpicaduras de aceite)
Aproximadamente
25mm
Aproximadamente 70 mm
* Utilice cualquier papel disponible sin importar
el material.
PRECAUCIÓN
:
Posición para conrmar la cantidad de aceite
2
(salpicaduras de aceite)
Gancho
Aproximadamente
3 a 10 mm
Papel de conrmación de
salpicaduras de aceite
* Coloque el papel de conrmación de cantidad de
aceite (salpicaduras de aceite) debajo del gancho.
Buje frontal del eje impulsor del gancho
Base
Coloque el papel
rmemente contra
el lado lateral de la
base.
Depósito de
aceite
Al comprobar la cantidad de aceite (salpicaduras de aceite) en el gancho, tenga mucho
cuidado para no permitir que sus dedos toquen el gancho.
5 3
1) Cuando se conecta la alimentación eléctrica, se
visualiza la pantalla inicial en la pantalla de LCD
.
1
1
2
2) Cuando se pulsa la tecla DATA 2, se visualiza
[S01] “Modo de arranque” en la pantalla de LCD
.
1
4
3) Pulse la tecla MODE 3 para visualizar [U01]
“Selección de operación del manipulador” en la
pantalla de LCD 1.
4) Pulse la tecla de la tecla DATA CHANGE 4
para detener la operación del manipulador.
− 82 −

5) Cuando se pulsa la tecla READY) Cuando se pulsa la tecla READYCuando se pulsa la tecla READY 5, se visualiza
el siguiente display en la pantalla de LCD 1. A
continuación, el pie prensatelas de la máquina de
coser se eleva y el LED 6 parpadea intermitentemente.
6
7
6) Cuando se gira la palanca de elevación del pie
prensatelas en la dirección A y se pulsa el interruptor START 7, el pie prensatelas de la máquina de coser desciende y el cabezal de la máquina
de coser empieza a girar.
7) Cuando se pulsa el interruptor START 7 nueva-
B
A
* Si el cabezal de la máquina no se ha calentado lo suciente, haga que la máquina marche en vacío durante
aproximadamente tres minutos. (Operación intermitente moderada)
* Coloque el papel de conrmación de cantidad de aceite (salpicaduras de aceite) debajo del gancho mientras
que la máquina de coser está en funcionamiento.
* Verique para asegurarse de que el nivel de aceite en el depósito de aceite se encuentre entre las marcas
HIGH (nivel alto) y LOW (nivel bajo).
* El lapso de tiempo requerido para comprobar la cantidad de aceite (salpicaduras de aceite) es de cinco se-
gundos. (Controle el lapso de tiempo con un reloj.)
mente después de haber comprobado la cantidad
de aceite, el cabezal de la máquina de coser se
detiene.
8) Al término de la comprobación de aceite, gire la
palanca de elevación del pie prensatelas en la dirección B para bajar el pie prensatelas de la máquina de coser.
Muestra que indica la cantidad adecuada de aceite
・
Salpicaduras de aceite
desde el gancho
Aproximadamente 1mm
Cantidad de aceite adecuada (pequeña)
Salpicaduras de aceite
desde el gancho
Aproximadamente 2mm
Cantidad de aceite adecuada (grande)
Ajuste de la cantidad de aceite (salpicaduras de aceite) en el gancho
・
B
A
1) La cantidad adecuada de aceite indicada en la
muestra de la izquierda deberá ajustarse namente para aumentarla o disminuirla de acuerdo con el
proceso de cosido. Tenga sumo cuidado para no
aumentar o disminuir la cantidad de aceite excesivamente.
Cantidad de aceite excesivamente pequeña = El
・
gancho se agarrotará (el gancho estará muy caliente).
Cantidad de aceite excesivamente grande = La
・
prenda de cosido se manchará de aceite.
2) Verifique la cantidad de aceite (salpicaduras de
aceite) tres veces (con tres hojas de papel). Ajuste
la cantidad de aceite a aquella que no varía entre
las tres veces de comprobación.
1) La cantidad de aceite (salpicaduras de aceite) en
el gancho se puede aumentar girando el tornillo de
ajuste de cantidad de aceite, montado en el buje
frontal del eje impulsor del gancho, en la dirección
(hacia “”, o disminuir girando dicho tornillo en
A
la dirección B (hacia “-“).
2) Al término del ajuste de la cantidad de aceite en el
gancho mediante el tornillo de ajuste de cantidad
de aceite, haga que la máquina de coser marche
en vacío durante aproximadamente 30 segundos.
Luego, compruebe la cantidad de aceite (salpicaduras de aceite).
− 83 −

PRECAUCIÓN
:
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
Ajuste de la cantidad de aceite en el bastidor
・
C
B
2
A
1
9. Relación de aguja-gancho
1) Ajuste la cantidad de aceite suministrada a la
palanca tomahilos y a la sección de manivela
de la barra de agujas girando el pasador de
2
ajuste 1 de cantidad de aceite.
2) La cantidad de aceite suministrada se minimiza
cuando el punto demarcador A del pasador de
aceite se desplaza cerca a la manivela 2 de la
barra de agujas cuando se gira el pasador de
ajuste en la dirección B.
3)
La cantidad de aceite suministrada se maximiza
cuando el punto demarcador A del pasador de aceite se desplaza a la posición directamente opuesta a
la manivela 2 de la barra de agujas cuando se gira
el pasador de ajuste en la dirección C.
PRECAUCIÓN
:
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
Ajuste la sincronización entre la aguja y el gancho de la siguiente manera:
1) Gire el volante para que la barra de agujas descienda a su posición más baja de su carrera.
Aoje el tornillo de jación 1 de la conexión de
la barra de agujas.
2) Determine la altura de la barra de agujas.
[Para aguja DB]
1
3
C
D
A
B
Alinee la línea demarcadora A de la barra de
agujas 2 con el extremo inferior del buje inferior
de la barra de agujas, y apriete el tornillo de
3
jación 1 de la conexión de la barra de agujas.
[Para aguja DA]
Alinee la línea demarcadora C de la barra de
agujas 2 con el extremo inferior del buje inferior
de la barra de agujas, y apriete el tornillo de
3
2
A
3
4
5
B
jación 1 de la conexión de la barra de agujas.
a
3) Determine la posición de montaje del gancho a.
[Para aguja DB]
Aoje los tres tornillos de jación del gancho. Gire el volante para alinear la línea demarcadora B con el ex-
tremo inferior del buje inferior 3 de la barra de agujas mientras que la barra de agujas 2 está ascendiendo.
[Para aguja DA]
Aoje los tres tornillos de jación del gancho. Gire el volante para alinear la línea demarcadora D con el ex-
tremo inferior del buje inferior 3 de la barra de agujas mientras que la barra de agujas 2 está ascendiendo.
4) En el estado arriba mencionado, alinee el lo 5 de la hoja del gancho con el centro de la aguja 4.
Haga el ajuste de modo que exista una separación de 0,04 a 0,1 mm (valor de referencia) entre la aguja
y el gancho; luego, apriete rmemente los tornillos de jación del gancho.
Si la separación arriba mencionada es menor que el valor especicado, se dañará el lo de la hoja
del gancho. Si dicha separación es mayor que el valor especicado, ocurrirán saltos de puntada.
* El número de pieza del gancho utilizado es 11038650 (estándar) ó 11141355 (JE). Cuando sea necesario
reemplazar el gancho, hágalo con un gancho cuyo número de pieza es el mismo del reemplazado.
− 84 −

10. Contracuchilla
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
・
coser, apague la máquina de coser con antelación.
Para evitar lesiones corporales o muerte, mantenga sus manos y dedos lejos de la hoja de la cuchilla.
・
Para evitar accidentes causados por la falta de familiaridad del trabajador con la máquina de coser
・
o ajuste inapropiado, el mantenimiento de la máquina de coser deberá ser ejecutado por un
técnico de mantenimiento familiarizado con la máquina de coser y capacitado en mantenimiento.
:
1) Cuando se haya embotado la cuchilla, reale la
a
C
b
contracuchilla 1 tal como se ilustra en la Fig. C
y reinstálela debidamente.
2) Cuando la contracuchilla se desplaza hacia la
derecha A de su posición de montaje estándar,
la longitud del hilo remanente tras el corte de hilo
1
c
será más larga que la longitud estándar en la
medida de la longitud desplazada de la cuchilla.
3) Cuando la contracuchilla se desplaza hacia la
izquierda B, la longitud del hilo remanente tras
1
B
A
el corte de hilo será más corta que la longitud
estándar en la medida de la longitud desplazada de la cuchilla.
Cuchilla móvil
a
Centro de aguja
b
Estándar: 4,0 mm
c
11. Ajuste de la sincronización del transporte
4
2
:
1) Retire el tapón de goma 1 y ejecute el ajuste.
2) Aoje los tornillos de jación 3 y 4 de la leva
excéntrica 2 de transporte y, para hacer el
ajuste, mueva la leva excéntrica de transporte
en la dirección de la flecha o en la dirección
opuesta a la misma. Luego, apriete rmemente
los tornillos de jación.
3) Para el ajuste a la sincronización estándar, hágalo de modo que la supercie superior del dentado
de transporte y el extremo superior del ojo de la
aguja se alineen con la supercie superior de la
(Estándar)
Aguja
Dentado de
3
transporte
(Se adelanta la sincronización de transporte)
Placa de
agujas
placa de agujas, cuando el dentado de transporte desciende por debajo de la placa de agujas.
4) Para adelantar la sincronización del transporte
con objeto de evitar el transporte desigual del
material, mueva la leva excéntrica de transporte
en la dirección de la echa.
5) Para retrasar la sincronización del transporte
con objeto de producir costuras bien tensadas,
(Se retrasa la sincronización de transporte)
mueva la leva excéntrica de transporte en la dirección opuesta a la echa.
Al término del ajuste, aplique el agente
de sellado al tapón de goma 1 e instale
éste en su posición.
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
1
− 85 −
Si la leva excéntrica de transporte se
mueve excesivamente de su posición
estándar, esto causará roturas de hilos.

12. Inclinación del dentado de transporte
PRECAUCIÓN
:
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
1) La inclinación (horizontal) estándar del dentado
de transporte se obtiene cuando el punto demarcador A en el eje de la barra de transporte
se alinea con la sección B del brazo 1 de la
base de la barra de transporte.
A
B
(Parte frontal elevada)
2) Para ajustar la inclinación del dentado de trans-
(Estándar)
Placa de
agujas
porte de modo que su parte frontal se eleve con
objeto de evitar pliegues o arrugas, aoje el tornillo de jación, inserte un destornillador en el eje
de la barra de transporte y gire el eje en la direc-
1
ción de la echa con un ángulo de 90 grados.
3) Para ajustar la inclinación del dentado de transporte de modo que su parte trasera se eleve
con objeto de evitar el transporte desigual del
material, gire el eje en la dirección opuesta a la
echa con un ángulo de 90 grados.
Cuando se haya ajustado la inclinación del dentado de transporte, es posible que la altura del
dentado de transporte haya cambiado. En este caso, asegúrese de comprobar nuevamente la
altura del dentado de transporte.
13. Altura del dentado de transporte
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
1
2
:
De 0,7 a 0,8mm
Dentado de
transporte
Placa de
agujas
1) Al momento de la entrega de la máquina, la
magnitud saliente del dentado de transporte con
respecto a la placa de agujas viene ajustada en
fábrica dentro de la gama de 0,7 a 0,8 mm.
2) Cuando se cosa una tela de peso liviano, puede
ocurrir el fruncido de puntadas si la magnitud
saliente del dentado de transporte es excesiva.
3) Para ajustar la altura del dentado de transporte
Aoje el tornillo de sujeción 2 del brazo im-
1
pulsor 1 del transporte.
Ajuste la altura del dentado de transporte
2
moviendo la barra de transporte hacia arriba o
hacia abajo.
Al término del ajuste, apriete rmemente el
3
tornillo de sujeción 2.
14. Posición lateral del dentado de transporte
1) Mediante los tornillos de jación 3 en el dentado de transporte, ajuste la posición lateral
del dentado de transporte 1 de modo que las
2
1
separaciones A a la derecha e izquierda entre
el dentado de transporte 1 y las ranuras en la
placa de agujas 2 sean paralelas e iguales. Al
término del ajuste, je el dentado de transporte
apretando dichos tornillos de jación.
3
AA
− 86 −

15. Precauciones que deben tenerse al corregir la posición longitudinal del prensatelas móvil
PRECAUCIÓN
Para evitar accidentes que pueden causarse por al arranque brusco de la máquina de
coser, apague la máquina de coser con antelación.
A
AB
:
1) La posición lateral estándar del prensatelas
móvil se obtiene cuando se proporciona una se-
paración de 1 mm en la sección A al maximizar
la magnitud de transporte superior y desplazar
el prensatelas móvil hacia el extremo frontal de
su carrera. Ajuste la posición longitudinal del
prensatelas móvil de modo que se eviten ruidos
anormales o carga extra cuando la máquina de
coser está en funcionamiento.
2) Para operar la máquina de coser con la posición
longitudinal del prensatelas móvil ligeramente
desplazada, asegúrese de que exista una separación de 1 mm o más en las secciones A y B
a la magnitud de transporte maximizada.
− 87 −

(
. MANTENIMIENTO E INSPECCIÓN
1. Drenaje de regulador de ltro
PRECAUCIÓN
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la máquina
de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal de arranque.
:
1
2
2. Limpieza de sensores
PRECAUCIÓN
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la máquina
de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal de arranque.
:
1) Drene el regulador 1 antes de usar la máquina
de coser para eliminar agua del regulador. (Aoje
la perilla 2 para drenar el regulador.)
2) El agua afecta los componentes controlados
neumáticamente. Por lo tanto, tenga cuidado.
3) Cuando baja la presión del aire, el interruptor
del manómetro del regulador 1 se activa causando un error.
1) Cuando el sensor está sucio con polvo, esto
puede causar malfuncionamiento. Elimine el
polvo de lentes, ranuras, partes angulares y
parte posterior del sensor y de la placa reectora soplando aire con la pistola de aire que se
suministra con la unidad.
2) Cuando el sensor está sucio con aceite, el polvo
se acumulará fácilmente sobre el sensor. Por lo
tanto, en caso de que el sensor esté sucio con
aceite, límpielo con bencina de inmediato.
Limpie cuidadosamente la ranura en el
sensor de la placa de agujas en particular.
3. Lubricación de la sección de rodillos manipuladores
PRECAUCIÓN
Para evitar accidentes debidos al arranque brusco de la máquina de coser, apague la máquina
de coser y asegúrese de que la máquina no funcione aun cuando se pise el pedal de arranque.
:
Manipulador superior
1) Si la sección del eje de los manipuladores superior/inferior genera ruidos anormales, aplique
una pequeña cantidad de grasa a la sección del
eje. (Las secciones indicadas con flechas negras en la ilustración.)
Manipulador inferior
− 88 −

4. Reemplazo de fusibles
PRECAUCIÓN
:
1. Para evitar accidentes causados por electrochoques, asegúrese de apagar la máquina
de coser y esperar cinco minutos antes de abrir la cubierta.
2. Asegúrese de abrir la cubierta de la caja de control después de haber desactivado
(OFF) el interruptor de alimentación, y reemplace el fusible con una nueva de la
capacidad designada.
Se usan tres fusibles.
Para protección de la energía del motor de avan
1
1
ce a pasos
2
3
5 A (fusible de acción retardada)
Para protección de la energía del motor de
2
avance a pasos y solenoide
3,15 A (fusible de acción retardada)
Para protección de la energía de la caja de control
3
2 A (fusible tipo fusión rápida)
5. Lista de piezas opcionales para AE-200A
Nombre de pieza Número de pieza
Dispositivo de alforzado 40088621
Unidad bipedal 40084064
Dispositivo detector de cantidad remanente de hilo de bobina 40088623
Apiladora 40088624
Dispositivo de bobinado eléctrico 40088627
Sensor 4/4 para materiales pesados 40084101
Guía de tela 4/4 para materiales pesados 40088212
Sensor 2/2 para materiales de peso liviano 40084102
Guía de tela 2/2 para materiales de peso liviano 40088211
Dispositivo detector de rotura de hilo 40088632
Placa de agujas para materiales de peso liviano 22881601
Dentado de transporte para materiales de peso liviano 22881700
Dentado de transporte superior de uretano 40088215
Guía de tela 4/4 para curvas pequeñas 18076257
Guía de tela 4/2 para curvas pequeñas 18076356
Guía de tela 2/2 para curvas pequeñas 18076059
Transformador de alto voltaje 40005422
− 89 −

Lista de códigos de errores
6.
Código de
error
E001
E007
E030
E031
E050
Pictógrafo Descripción del error
Noticación de inicialización de EEP-ROM en tablero
PCB de control principal
Notica que la memoria EEP-ROM se ha inicializado automáticamente porque no hay ningún dato escrito en ella o
los datos escritos en ella están corrompidos
Enclavamiento del motor del eje principal
Cuando se ha cosido un material que presentó gran resistencia a la aguja.
Desplazamiento de la barra de agujas de su posición
superior
Cuando la aguja no se para en su posición superior aun
cuando se ha intentado detener la máquina de coser con
su aguja arriba al arranque de la máquina de coser.
Caída de presión de aire
Interruptor de parada
Cuando se ha pulsado el interruptor de parada durante el
arranque de la máquina de coser.
Modo de recu-
perar
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Posibilidad de
rearranque tras
la reposición
Posibilidad de
rearranque tras
la reposición
Posibilidad de
rearranque tras
la reposición
Pantalla res-
taurada por
reposición
Pantalla
estándar
Pantalla
estándar
E052
E061
E062
E072
E302
E303
E499
Detección de rotura de hilo
Cuando se ha roto el hilo de aguja
Error de datos de interruptor de memoria
Cuando los datos del interruptor de memoria están corrompidos o es necesario actualizar revisiones.
Error de datos de cosido
Cuando los datos de cosido están corrompidos o es necesario actualizar revisiones.
Error de enclavamiento de motor (durante corte de hilo)
Conrmación de inclinación del cabezal de la máquina
Cuando el sensor de inclinación del cabezal de la máquina
está en estado desactivado (OFF).
Error de sensor de fase Z del eje principal
Sensor de fase Z anormal para el codicador del motor de
la máquina de coser.
Ajuste equivocado de la presión del manipulador inferior
Cuando el paso de transporte inferior es de 2,5 mm o más,
ocurre un error si la presión del manipulador inferior está
ajustada a 65 o menos.
Posibilidad de
rearranque tras
la reposición
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Posibilidad de
rearranque tras
la reposición
Desconecte la
alimentación
eléctrica
Posibilidad de
rearranque tras
la reposición
Pantalla
estándar
Pantalla
estándar
E703
Conexión del panel de operación a una máquina de
coser equivocada (error de modelo)
Cuando los códigos de modelo de los sistemas no son los
correspondientes durante la comunicación inicial.
− 90 −
Desconecte la
alimentación
eléctrica

Código de
error
Pictógrafo Descripción del error
Modo de recu-
perar
Pantalla res-
taurada por
reposición
E704
E730
E731
E733
E801
E802
Falta de correspondencia entre versiones de sistema
Cuando las versiones de software de los sistemas no son
los correspondientes durante la comunicación inicial.
Malfuncionamiento o fase abierta del codicador del
motor de eje principal
Cuando el codicador del motor de la máquina de coser es
anormal.
Falla en sensor de agujero o en sensor de posición del
motor de eje principal
Cuando el sensor de agujero o el sensor de posición para
el motor de la máquina de coser está defectuoso.
Rotación inversa del motor de eje principal
Cuando el motor de la máquina de coser ha girado en dirección inversa.
Fase abierta de fuente de alimentación eléctrica
Cuando la fuente de alimentación eléctrica tiene una fase
abierta.
Detección de interrupción instantánea de fuente de alimentación eléctrica
Cuando la fuente de alimentación de entrada se ha interrumpido instantáneamente.
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
E811
E813
E901
E902
E903
E904
Sobrevoltaje
Cuando el voltaje de entrada de la fuente de alimentación
eléctrica ha aumentado a 280 V o más.
Bajo voltaje
Cuando el voltaje de entrada de la fuente de alimentación
eléctrica ha disminuido a 150 V o menos.
Anormalidad en IPM de motor principal
Cuando el IPM del tablero PCB de servocontrol es anormal.
Sobrecorriente de motor de eje principal
Cuando una corriente excesiva ha circulado en el motor de
la máquina e coser.
Anormalidad en fuente de alimentación eléctrica del
motor de avance a pasos
Cuando la fuente de alimentación eléctrica del motor de
avance a pasos para tablero PCB de servocontrol uctúa
en ± 15% o más.
Anormalidad en fuente de alimentación eléctrica de solenoide
Cuando la fuente de alimentación eléctrica del solenoide
para tablero PCB de servocontrol uctúa en ± 15% o más.
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica
E915
E916
Comunicación anormal entre el panel de operación y
CPU principal
Cuando han surgido problemas en la comunicación de datos.
Comunicación anormal entre CPU principal y CPU del
eje principal
Cuando han surgido problemas en la comunicación de datos.
− 91 −
Desconecte la
alimentación
eléctrica
Desconecte la
alimentación
eléctrica

Código de
error
Pictógrafo Descripción del error
Modo de recu-
perar
Pantalla res-
taurada por
reposición
E943
E946
E998
E999
EEP-ROM defectuosa en tablero PCB de control principal
Cuando no se pueden escribir datos en la EEP-ROM.
Falla de escritura en EEP-ROM serial
Cuando no se pueden escribir datos en la EEP-ROM serial.
Error de origen del dispositivo detector de cantidad
remanente de hilo de bobina
Error de origen de fruncido superior
Desconecte la
alimentación
eléctrica
Posibilidad de
rearranque tras
la reposición
Desconecte la
alimentación
eléctrica
Posibilidad de
rearranque tras
la reposición
− 92 −

7. Hoja de registro de datos de jación para AE-200A
1 2 3 4 5 6 7 8 9 10
Estado como
Nombre de costura
se despacha
de la fábrica
Número de patrón 1 1 2 3
Proceso (unión de 2 capas, alforzado)
Cosido de 2 capas
Nombre de producto
Tipo de material
Hilo de aguja; tipo y espesor
Hilo de bobina; tipo y espesor
Aguja; tipo y grosor
Paño no peinado Paño no peinado
Hilo hilado #60 Hilo hilado #60
Hilo hilado #60 Hilo hilado #60
DB×1#11 DB×1#11
Anchura de borde de unión (mm)
Longitud de puntada de máquina de coser
Altura de resorte regulador de prensatelas
Perilla reguladora de prensatelas móvil
Ítem de jación de función
Ítem Descripción
S20 Velocidad de rasqueteado superior del manipulador 8 8 8 8
S21 Velocidad de retracción superior del manipulador 8 8 8 8
S22 Velocidad de rasqueteado inferior del manipulador 8 9 8 8
S23 Velocidad de retracción inferior del manipulador 8 4 8 8
S24 Nivel de detección de pelusas de tela 0 0
S25
Fijación de sección de ajuste intermitente de presión del manipulador
Número de puntadas para intervalo intermitente de
S26
presión de manipulador superior
Número de puntadas para intervalo intermitente de
S27
presión de manipulador inferior
Sin jación Sin jación
S28 Velocidad A de la máquina (conejo) 3500 2500 3500 3500
S29 Velocidad B de la máquina (tortuga) 1500 1500 1500 1500
S30 Inicio de cosido - Selección de puntada de remate Sin Sin Sin Sin
S31
Inicio de cosido - Número de puntadas de remate - A
S32
Inicio de cosido - Número de puntadas de remate - B
S33
Inicio de cosido - Estado de manipulador de puntada de remate
S34 Fin de cosido - Selección de puntada de remate Sin Sin Sin Sin
S35 Fin de cosido - Número de puntadas de remate - C - - - S36 Fin de cosido - Número de puntadas de remate - D - - - S37
Fin de cosido - Estado de manipulador de puntadas de cosido
S40 Sección A - Cantidad de fruncido - - - -
S40 Sección A - Porcentaje de fruncido
110 a130
S41 Velocidad A de sección de cabezal de máquina 3500 3500 3500 3500
S42
Posición A de cambio alternativo de fruncido (número de puntadas)
S43 Sección B - Cantidad de fruncido - - - S43 Sección B - Porcentaje de fruncido - - - -
S44 Velocidad B de sección de cabezal de máquina - - - S45
Posición B de cambio alternativo de fruncido (número de puntadas)
S46 Sección C - Cantidad de fruncido - - - S46 Sección C - Porcentaje de fruncido - - - S47 Velocidad C de sección de cabezal de máquina - - - S48
Posición C de cambio alternativo de fruncido (número de puntadas)
S49 Sección D - Cantidad de fruncido - - - S49 Sección D - Porcentaje de fruncido - - - -
S50 Velocidad D de sección de cabezal de máquina - - - S51
Posición D de cambio alternativo de fruncido (número de puntadas)
S80 Sección A - Presión de manipulador superior 70 a 100 100 100 100
S81 Sección A - Presión de manipulador inferior
Posición A de cambio alternativo de presión de
S82
manipulador superior/inferior (número de puntadas)
100 a 130 100 a 130
S83 Sección B - Presión de manipulador superior - - - S84 Sección B - Presión de manipulador inferior - - - -
Posición B de cambio alternativo de presión de
S85
manipulador superior/inferior (número de puntadas)
S86 Sección C - Presión de manipulador superior - - - S87 Sección C - Presión de manipulador inferior - - - -
Posición C de cambio alternativo de presión de
S88
manipulador superior/inferior (número de puntadas)
S89 Sección D - Presión de manipulador superior - - - S90 Sección D - Presión de manipulador inferior - - - -
Posición D de cambio alternativo de presión de
S91
manipulador superior/inferior (número de puntadas)
S130 Selección de operación de apiladora
Selección de es-
pecicaciones
S131 Posición de operación de apiladora - - - S132
Selección de número de veces de operación de la apiladora
Estado como
se despacha
de la fábrica
Alforza
Cosido de 2 capas Cosido de 2 capas
- 3×5mm
2.5mm 2.5mm
45mm 45mm
53mm 53mm
Sin jación Sin jación
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
110 110 110
0 0 0 0
- - - -
- - - -
- - - -
100 100
0 0 0 0
- - - -
- - - -
- - - -
Selección de es-
pecicaciones
- -
- - - -
− 93 −
 Loading...
Loading...