

Page 1
ITALIANO
AB-1351
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
Page 2

INDICE
!
. Macchina (circa la macchina per cucire) .........................1
Precauzioni per l'uso ............................................................................................... 1
1. Congurazione ..................................................................................................... 2
2. Caratteristiche tecniche ....................................................................................... 3
2-1. Caratteristiche meccaniche ........................................................................................... 3
2-2. Caratteristiche elettriche ................................................................................................ 4
2-3. Forma di cucitura dei passanti ...................................................................................... 4
2-4. Caratteristiche tecniche del pressore del capo di vestito/piedino premistoffa ........ 6
(1) Pressore del capo di vestito ..........................................................................................................6
(2) Piedino premistoffa della macchina per cucire .............................................................................7
3. Installazione .......................................................................................................... 8
3-1. Rimozione dei materiali di imballaggio ........................................................................ 8
3-2. Fissaggio della macchina .............................................................................................. 9
3-3. Collegamento dell'accoppiatore dell'aria .....................................................................9
3-4. Collegamento della spina di alimentazione ................................................................ 10
3-5. Montaggio del portalo e installazione sulla macchina ........................................... 12
3-6. Installazione della barra di supporto della testa della macchina ............................. 12
3-7. Installazione del pannello operativo IP-420 ................................................................ 12
3-8. Installazione del tavolo ausiliario ................................................................................ 13
3-9. Installazione del pedale manuale (opzionale) ........................................................... 13
3-10. Installazione dell'unità di alimentazione del passante (opzionale) ....................... 14
3-11. Installazione della luce di marcatura addizionale (opzionale) ............................... 15
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ..................................... 16
4-1. Lubricazione ................................................................................................................ 16
4-2. Posizionamento dell’ago .............................................................................................. 16
4-3. Inlatura della testa della macchina ........................................................................... 17
4-4. Installazione e rimozione della capsula ...................................................................... 17
4-5. Inserimento della bobina .............................................................................................. 18
4-6. Regolazione della tensione del lo ............................................................................. 18
4-7. Regolazione della molla chiusura punto .................................................................... 19
4-8. Esempio di tensione del lo ........................................................................................ 19
5. Funzionamento della macchina per cucire ...................................................... 20
5-1. Interruttore di arresto di emergenza ........................................................................... 20
(1) Funzionamento dell'interruttore di arresto di emergenza ...........................................................20
(2) Precauzioni con l'interruttore di arresto di emergenza ...............................................................20
5-2. Avvolgimento della bobina........................................................................................... 21
(1) Per avvolgere la bobina mentre la macchina per cucire sta eseguendo la cucitura ..................21
(2) Per avvolgere la bobina indipendentemente ..............................................................................21
5-3. Dispositivo pinza del lo .............................................................................................. 22
5-4. Posizionamento del passante ...................................................................................... 23
5-5. Regolazione della tensione del passante ................................................................... 24
5-6. Impostazione dello spessore del passante ................................................................ 24
i
Page 3

5-7. Metodo per modicare la larghezza del passante ..................................................... 25
5-8. Metodo per regolare il fermo del tessuto ................................................................... 26
5-9. Interruttore di avvio ...................................................................................................... 26
@
. FUNZIONAMENTO (PANNELLO OPERATIVO) ................27
1. Introduzione ........................................................................................................ 27
2. Metodo per utilizzare il pannello operativo ...................................................... 31
2-1. Nome di ciascuna sezione del IP-420 ......................................................................... 31
2-2. Bottoni da usare in comune ......................................................................................... 32
2-3. Funzionamento fondamentale del IP-420 ................................................................... 33
2-4. Sezione di visualizzatore a cristalli liquidi quando la cucitura individuale del
passante è selezionata .................................................................................................... 34
(1) Schermo di immissione dei dati della cucitura individuale del passante ....................................34
(2) Schermo di cucitura individuale del passante .............................................................................36
2-5. Come commutare la forma di cucitura ....................................................................... 38
2-6. Come modicare la lunghezza del passante .............................................................. 39
(1) Come modicare le dimensioni del passante .............................................................................39
(2) La modica della lunghezza (intera lunghezza) del passante e le precauzioni da prendere ...... 41
La modica della lunghezza del passante tramite la selezione del telaio del piedino premistoffa
(3)
2-7. Come abbassare il pressore del capo di vestito e il piedino premistoffa ............... 42
2-8. Uso del contatore .......................................................................................................... 43
(1) Procedura di impostazione del contatore ...................................................................................43
(2) Procedura di rilascio del conteggio completato ..........................................................................46
(3) Come modicare il valore del contatore durante la cucitura .......................................................46
2-9. Come registrare un nuovo numero di modello di cucitura del passante ................ 47
2-10. Come nominare il numero di modello di cucitura del passante ............................. 49
2-11. Come selezionare il numero di modello di cucitura del passante ......................... 50
(1) Selezione nello schermo di immissione dei dati ........................................................................50
(2) Selezione tramite il tasto direct ...................................................................................................51
2-12. Come copiare il numero di modello di cucitura del passante ................................ 52
2-13. Funzione di insegnamento del passante .................................................................. 53
2-14. Come effettuare l'operazione passo per passo .......................................................55
(1) Operazione passo per passo della battuta d'arresto ..................................................................56
(2) Operazione passo per passo della posizione di cucitura ............................................................56
2-15. Funzione di annullamento della presa del passante per la prossima cucitura .... 58
2-16. Come effettuare l'impostazione della travetta .......................................................... 59
2-17. Display a cristalli liquidi al momento dell'impostazione della travetta .................. 60
(1) Schermo di immissione dei dati dell'unità LK..............................................................................60
(2) Schermo di cucitura dell'unità LK................................................................................................62
2-18. Come selezionare la forma di cucitura (impostazione della travetta) .................... 64
2-19. Elenco delle forme di cucitura ................................................................................... 65
2-20. Come modicare i dati di articolo (impostazione della travetta) ............................ 66
2-21. Come controllare la forma di cucitura ...................................................................... 67
...41
ii
Page 4

2-22. Come modificare il comando di tensione del filo per ciascun punto di entrata
dell'ago ............................................................................................................................. 68
(1) Come aggiungere/modificare il comando di tensione del filo per ciascun punto di entrata
dell'ago .......................................................................................................................................68
(2) Come cancellare il comando di tensione del lo per ciascun punto di entrata dell'ago .............. 69
2-23. Come registrare il nuovo modello di cucitura dell'utente ....................................... 71
2-24. Come cambiare la modalità di cucitura .................................................................... 72
2-25. Sezione di LCD quando la cucitura del ciclo è selezionata .................................... 73
(1) Schermo di immissione dei dati della cucitura del ciclo ..............................................................73
(2) Schermo di cucitura della cucitura del ciclo ................................................................................75
2-26. Come eseguire la cucitura del ciclo .......................................................................... 77
(1) Selezione dei dati di cucitura del ciclo ........................................................................................77
(2) Metodo per creare i dati di cucitura del ciclo ..............................................................................78
(3) Metodo per inserire i dati di cucitura del ciclo .............................................................................79
(4) Metodo per cancellare i dati di cucitura del ciclo ........................................................................80
(5) Metodo per cancellare il passo dei dati di cucitura del ciclo ....................................................... 80
2-27. Come revisionare i dati di cucitura ........................................................................... 81
(1) Metodo per modicare i dati di cucitura ......................................................................................81
(2) Elenco dei dati di cucitura ...........................................................................................................82
2-28. Come modicare i dati di interruttore di memoria ................................................... 93
(1) Metodo per modicare i dati di interruttore di memoria ..............................................................93
(2) Elenco dei dati di interruttore di memoria ...................................................................................94
2-29. Come impostare il dispositivo ................................................................................... 98
(1) Procedura di modica dell'impostazione del dispositivo ............................................................ 98
(2) Elenco delle impostazioni del dispositivo ....................................................................................99
2-30. Come regolare l'origine del piedino premistoffa ...................................................101
2-31. Uso della funzione di comunicazione ..................................................................... 102
(1) Dati che si possono trattare ......................................................................................................102
(2) Effettuazione della comunicazione tramite la carta di memoria ................................................102
(3) Comunicazione effettuata usando USB ....................................................................................102
(4) Il portare dentro dei dati ............................................................................................................103
(5) Per prendere dentro i dati plurali insieme .................................................................................104
2-32. Effettuazione della formattazione della carta di memoria ..................................... 106
2-33. Funzione di cucitura di prova .................................................................................. 107
2-34. Come usare le informazioni ..................................................................................... 109
(1) Come controllare visivamente le informazioni della manutenzione/ispezione ..........................109
(2) Come ripristinare l'avvertimento ................................................................................................111
(3) Come impostare l'ora .................................................................................................................111
2-35. Come ricominciare la cucitura dalla posizione in cui la macchina si è fermata per
il rilevamento della rottura del lo ............................................................................... 112
3. LISTA DEI CODICI DI ERRORE ........................................................................ 113
4. Elenco dei massaggi ........................................................................................ 126
#
. Manutenzione ..................................................................130
1. Manutenzione ................................................................................................... 130
1-1. Scarico dell'acqua di drenaggio ................................................................................ 130
1-2. Regolazione dell’altezza della barra ago .................................................................. 130
1-3. Regolazione della relazione fase ago - navetta ........................................................ 131
iii
Page 5

1-4. Regolazione dell’alzata del piedino premistoffa ...................................................... 132
1-5. Coltello mobile e contro-lama .................................................................................... 132
1-6. Dispositivo pinza del lo ............................................................................................ 133
1-7. Regolazione dello scartalo ...................................................................................... 133
1-8. Disco rivelatore della rottura del lo ......................................................................... 134
1-9. Drenaggio dell’olio di scarico .................................................................................... 134
1-10. Quantità di olio fornito al crochet ........................................................................... 134
1-11. Sostituzione del piedino premistoffa della macchina per cucire ......................... 135
1-12. Sostituzione della piastra di trasporto della macchina per cucire ....................... 135
1-13. Sostituzione della forchetta .................................................................................... 136
1-14. Sostituzione dei fusibili ............................................................................................ 136
1-15. Rifornimento dei posti designati con grasso ......................................................... 137
(1) Ingrassaggio della testa della macchina ..................................................................................137
(2) Ingrassaggio dei dispositivi .......................................................................................................139
1-16. Inconvenienti e rimedi .............................................................................................. 141
2. Opzione ............................................................................................................. 143
2-1. Parti opzionali ............................................................................................................. 143
2-2. Calibri ........................................................................................................................... 143
2-3. Varie ............................................................................................................................. 143
2-4. Tubi dell'olio siliconico ...............................................................................................143
iv
Page 6

!
. Macchina (circa la macchina per cucire)
Precauzioni per l'uso
Gli articoli seguenti devono essere controllati ogni giorno lavorativo prima di mettere in funzione la macchina e
prima dell'inizio delle ore lavorative.
1. Assicurarsi che la coppa dell'olio sia riempita di quantità predeterminata di olio.
2. Non fare funzionare mai la macchina a meno che la coppa dell'olio non sia stata riempita di
olio.
3.
Assicurarsi che il misuratore di pressione indichi la pressione dell'aria designata di 0,5 MPa.
* (Questo controllo è necessario in particolare quando il compressore è arrestato per un
intervallo per colazione o qualcosa di simile.)
Se la pressione dell'aria compressa è minore o uguale al valore designato, inconvenienti
quali interferenza tra le parti può vericarsi. Perciò, è necessario controllare attentamente la
pressione dell'aria compressa.
Controllare se c'è bisogno di rifornire il lo dell'ago/lo della bobina.
4.
5. Quando si esegue la cucitura immediatamente dopo aver acceso l'interruttore dell'alimenta
zione, effettuare la cucitura di prova prima, poi procedere con la cucitura dei prodotti reali
dopo la cucitura di prova.
Quando l'acqua di scarico si è accumulata nella sezione di regolatore, espellere l'acqua dal
6.
regolatore prima di iniziare il lavoro.
-
– 1 –
Page 7
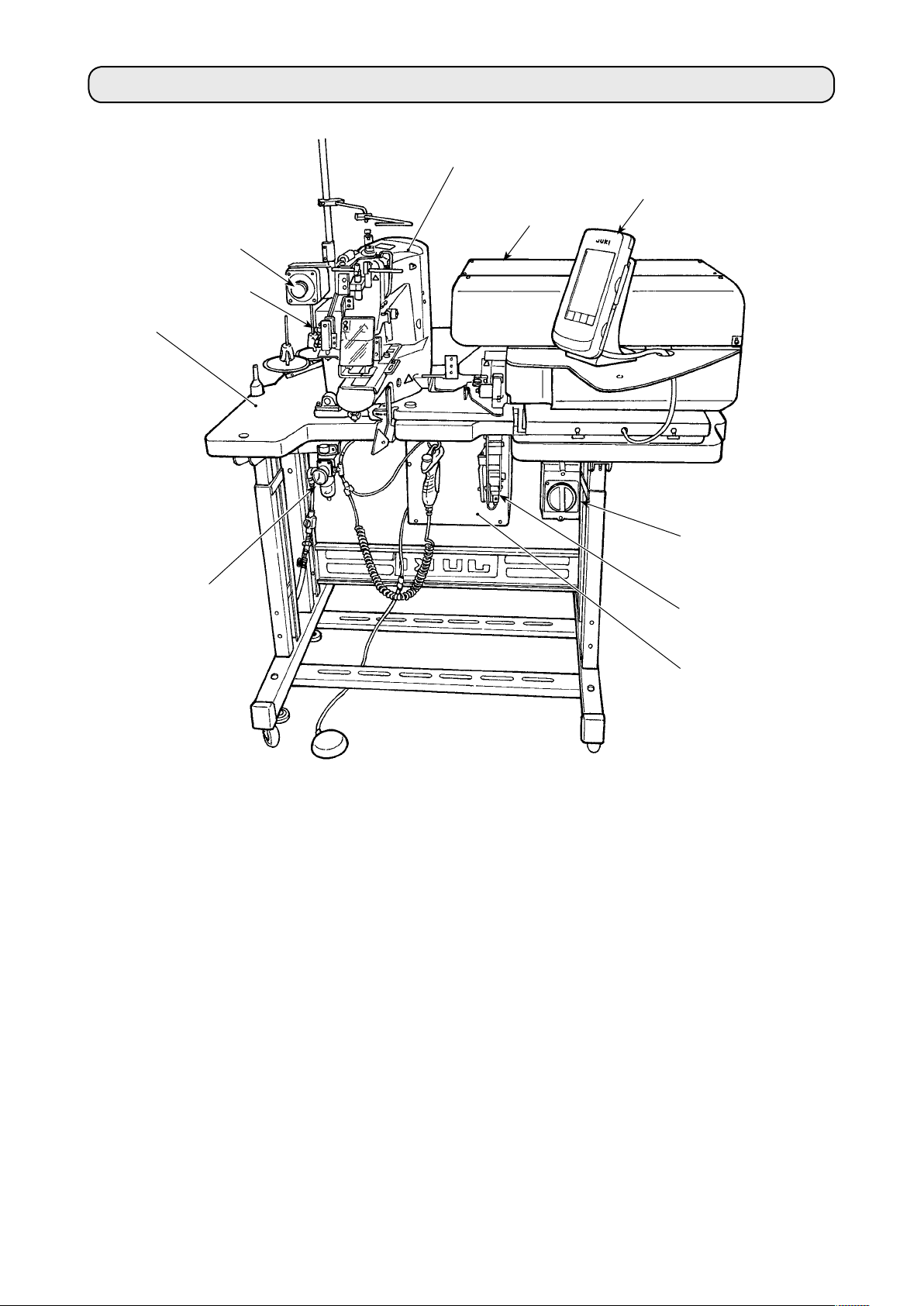
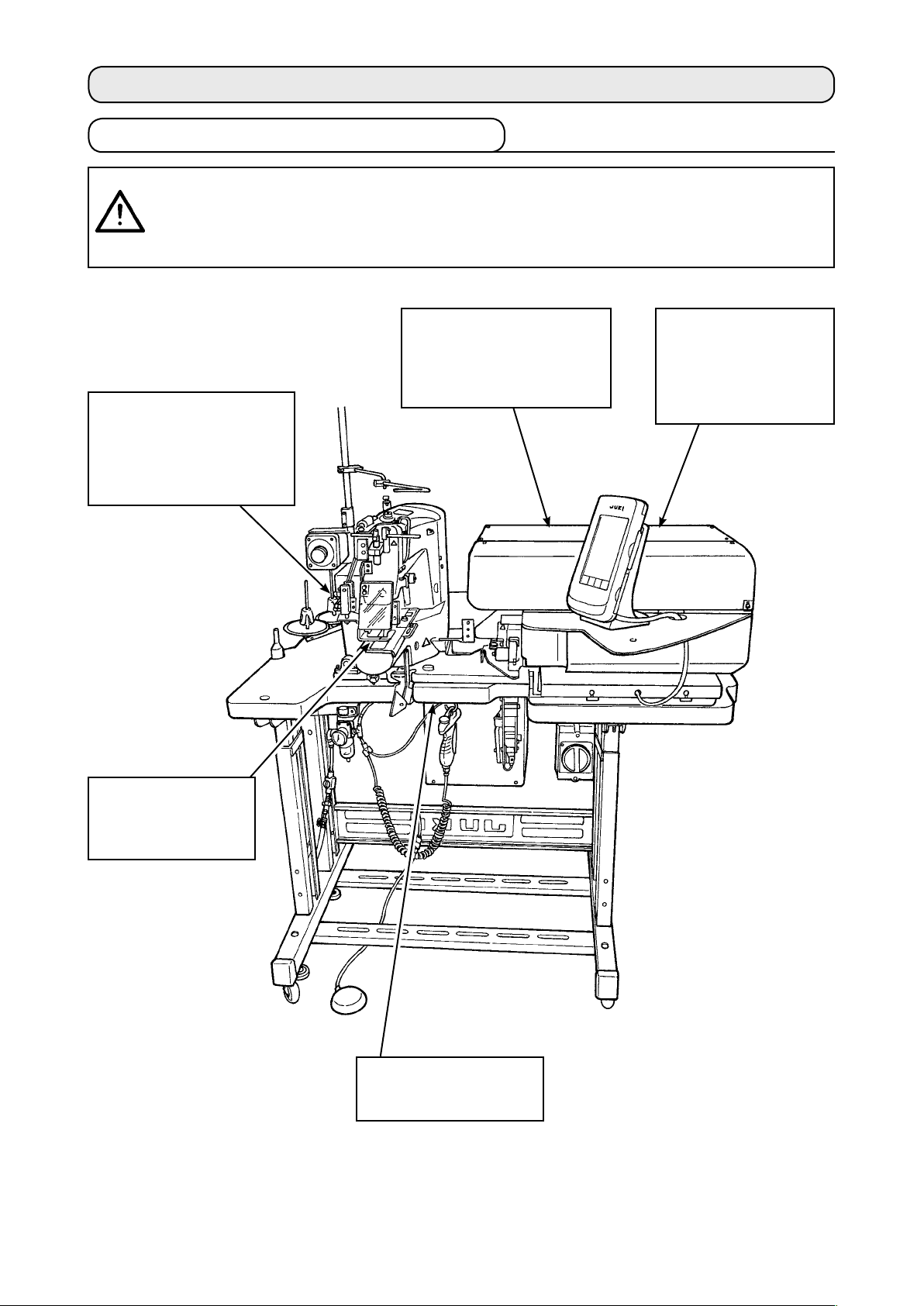
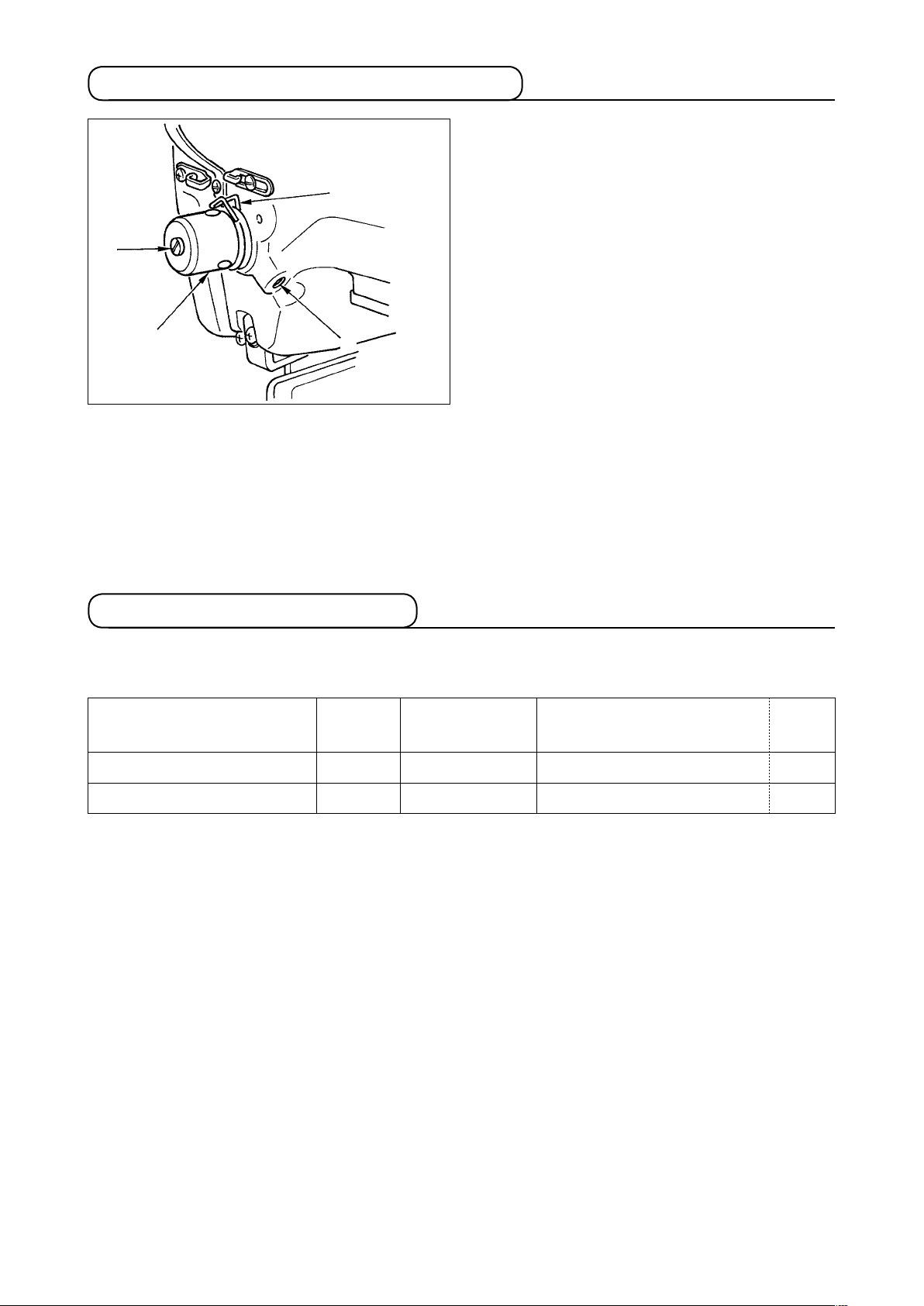
1. Congurazione
H
C
A
E
G
B
D
Questa macchina è costituita dalle seguenti nove sezioni:
ione meccanica della struttura del corpo principale (sostegno del tavolo, tavolo, coperchi,
Sez
A
interruttore di avvio, ecc.)
Un
B
ità di alimentazione del passante (dispositivo di alimentazione del passante, dispositivo di
introduzione del passante, ecc.)
Un
C
D
ità di rilascio della tensione dei passanti
ione di apparecchiatura di controllo pneumatico (apparecchiature pneumatiche, tubazioni
Sez
pneumatiche, ecc.)
Sez
E
F
G
H
I
J
ione di macchina per cucire
ispositivo di controllo
D
Pannello operat
Interruttore d
ità di estrazione del passante (opzionale)
Un
Interruttore dell'al
ivo
i arresto di emergenza
imentazione
J
I
F
La macchina è in grado di cucire automaticamente passanti desiderati solo azionando l'interruttore di
avvio dopo aver messo un materiale (capo di vestito) alla posizione predeterminata sulla macchina.
,
Quando si preme l'interruttore di arresto di emergenza
l'alimentazione dei dispositivi viene disatti-
H
vata per fermarli.
– 2 –
Page 8
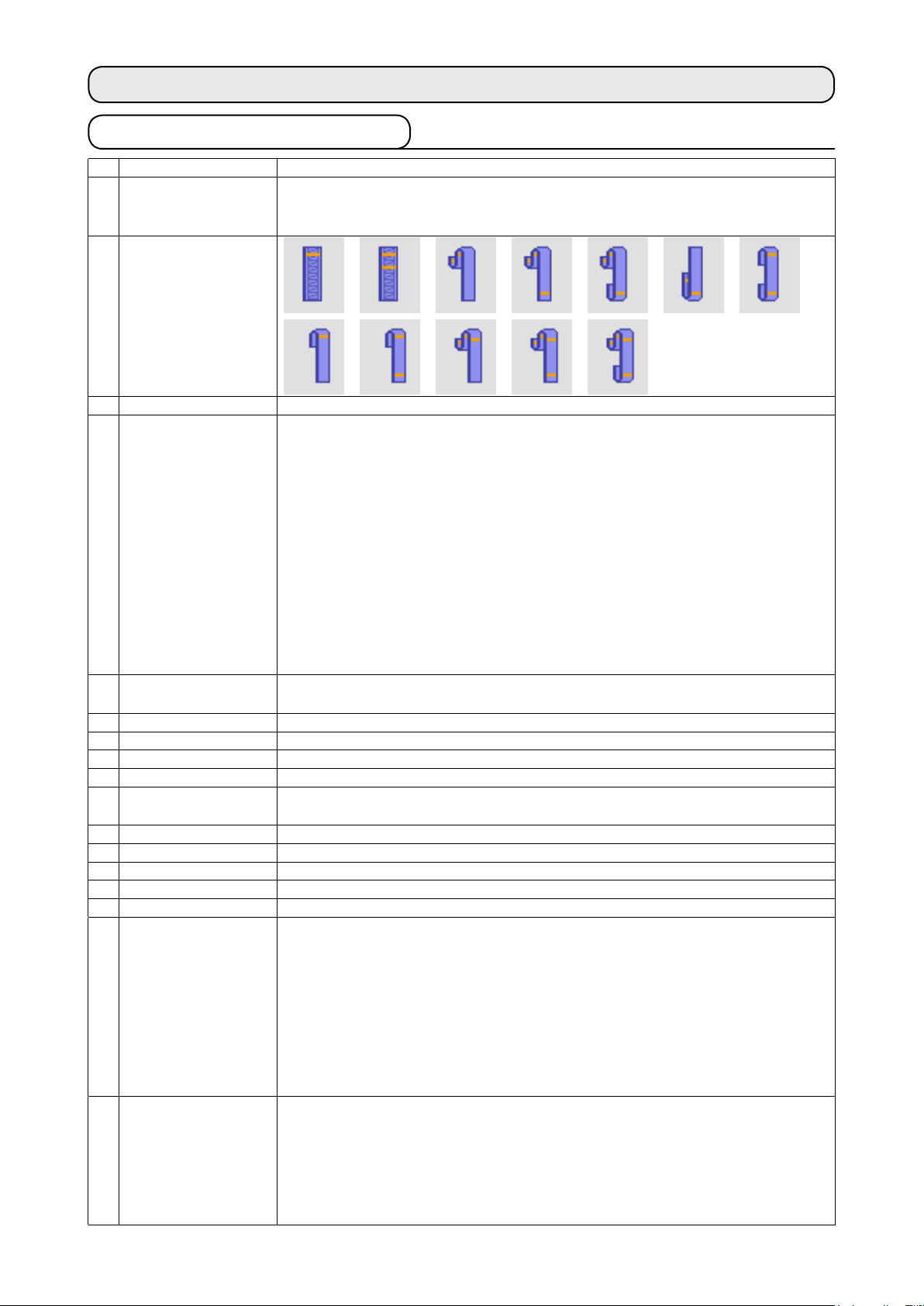
2. Caratteristiche tecniche
2-1. Caratteristiche meccaniche
1
Macchina per cucire in uso
2 Velocità di cucitura Numero di giri max 2.500 sti/min (intervallo regolabile: da 400 a 2500 sti/min)
3 Forma del passante
4 Larghezza del passante Da 8 a 20 mm
5 Modello standard di
cucitura
6
Alzata del piedino premistoffa
della macchina per cucire
7 Corsa della barra ago 45,7 mm (per la 1903A)
8 Ago Ago ORGAN DP x 17 #14 (Standard)
9 Crochet in uso Crochet standard semirotativo (x 1,0)
10 Filo Filato #50 (consigliato) Filo continuo #50
11 Funzionalità di
sicurezza
12 Olio lubricante Olio JUKI New Defrix Oil No. 2
13
Pressione di lavoro dell'aria
14 Consumo dell'aria 10 dm³
15 Dimensions Lar: 1.200 mm Lun: 850 mm Alt: 1.210 mm
16 Weight 205,5 Kg
17 Rumorosità
18 Marcatura laser Prodotto laser di classe 2
LK-1961/AB H (testa intermedia esclusiva della macchina AB-1351 basata sulla LK-1900A SS)
Il passo della cucitura deve essere impostato su 3,2 mm o meno. (Il passo della cucitura
viene immesso in incrementi di 100 sti/min.)
* Travetta lineare (modello esclusivo di cucitura per la AB-1351)
Il metodo di selezione del No. di modello di cucitura (tra i 12 punti, 15 punti, 21 punti, 28
punti, 36 punti e 41 punti) è adottato. La dimensione laterale del modello di cucitura viene
immessa sul pannello operativo. La dimensione longitudinale del modello di cucitura è
limitata a 0 mm, e quella laterale è limitata alla gamma da 6 mm a 23 mm.
(La dimensione longitudinale del modello di cucitura viene immessa in incrementi di 0,1 mm.)
* Travetta a zig-zag (modello esclusivo di cucitura per la AB-1351)
Il metodo di selezione del No. di modello di cucitura (tra i 28 punti, 36 punti, 42 punti, 56
punti e 64 punti) è adottato. Le dimensioni laterale e longitudinale del modello di cucitura
vengono immesse sul pannello operativo. La dimensione longitudinale del modello di
cucitura è limitata alla gamma da 1 mm a 3,2 mm, e quella laterale è limitata alla gamma
da 6 mm a 23 mm.
(La dimensione longitudinale/laterale del modello di cucitura viene immessa in incrementi di 0,1 mm.)
La distanza tra la supercie superiore della placca ago e la supercie inferiore del
piedino premistoffa è di 20 mm.
La macchina si arresta automaticamente nel caso in cui mancata pinzatura del passante
o rottura del lo venga rilevata.
0,5 Mpa
(ANR)/min o meno
Dichiarazione
- Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavorativo :
Valore ponderato A di 82,0 dB ; (Include KpA = 2,5 dB); secondo la norma ISO 10821-
C.6.3 -ISO 11204 GR2 a 2.500 sti/min per il ciclo di cucitura, 5.5s ON. (Modello di
cucitura: No. 4, 21 Punti, Velocità Max)
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 85,0 dB; (Include KWA = 2,5 dB) ; secondo la norma ISO 10821-
C.6.3 -ISO 3744 GR2 a 2.500 sti/min per il ciclo di cucitura, 5.5s ON. (Modello di cucitura: No. 4, 21 Punti, Velocità Max)
Uscita massima: 1,0mW
Lunghezza d'onda: 650nm
Standard di sicurezza
JIS C 6802:2005
IEC60825-1+A2:2007
– 3 –
Page 9
2-2. Caratteristiche elettriche
1
Numero di modelli di cucitura che
possono essere memorizzati in memoria
2 Numero d
essere memorizzati in memoria
3 Al
4 Assorb
imentazione in ingresso Monofase 200 - 240 V ca, 50/60Hz
i cicli che possono
imento Tipo trifase 200 V: 250 VA (assorbimento massimo istantaneo: 450 VA)
99 modelli di cucitura possono essere impostati.
Numero di programmi: 20
Per ciascun programma, al massimo 30 passanti possono essere impostati.
Trifase 200 - 240 V ca, 50/60 Hz (commutabile alla monofase 100 - 120 V)
Fluttuazioni della tensione di alimentazione: Tensione nominale ± 10% o meno
* Adattabile a 380/400/415 V ca con l'aggiunta di un trasformatore opzionale.
Tipo monofase 220 V: 280 VA (assorbimento massimo istantaneo: 670 VA)
* Assorbimento medio quando la macchina cuce 4.000 passanti in otto ore in
modalità di cucitura No. 4.
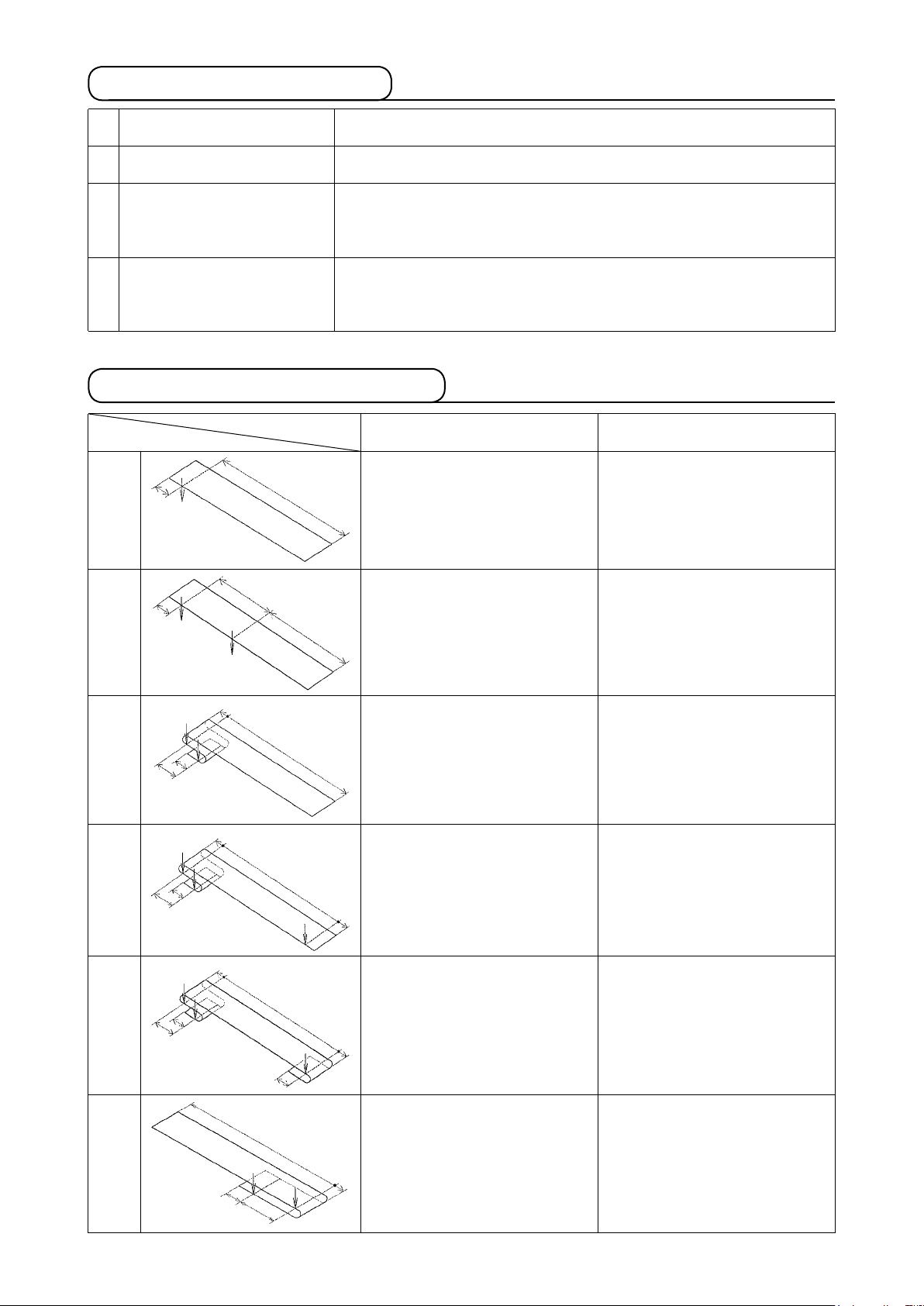
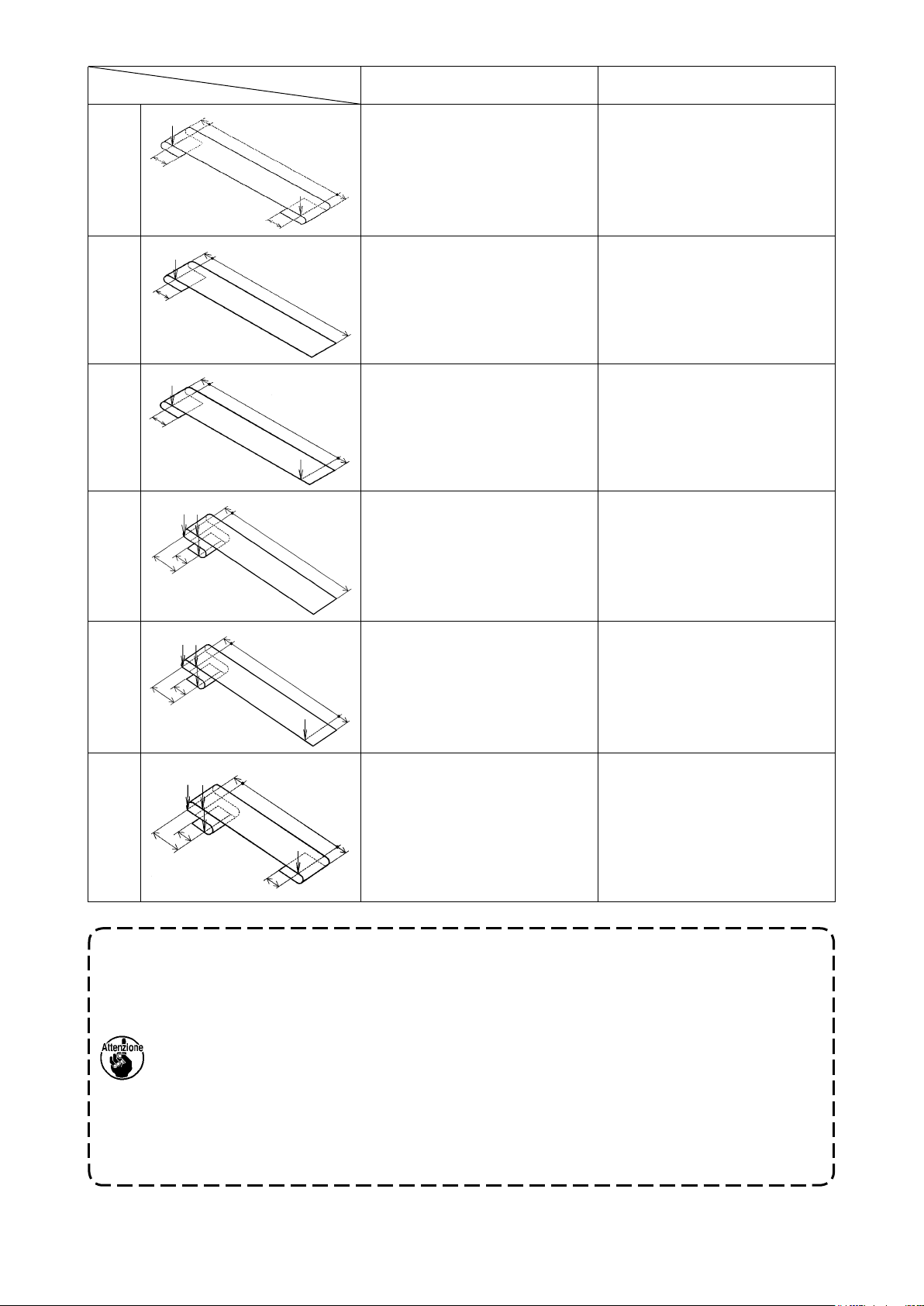
2-3. Forma di cucitura dei passanti
No.1
No.2
No.3
No.4
Piedino premistoffa per travetta
A = 4 mm * (-10 ~ 19)
A
A
D
A
C
D
A
C
B
B
C
B
B
B = 59 ~ 99 mm
A = 4 mm * (-10 ~ 19)
B = 15 ~ 30 mm
C = 45 ~ 99 mm
A = 4 mm * (-10 ~ 19)
B = 45 ~ 109 mm
C = 5 ~ 11 mm
D = (2) mm
A = 4 mm * (-10 ~ 19)
B = 30 ~ 50 mm
C = 5 ~ 11 mm
D = 5 ~ 30 mm
E
E = 6 mm * (-14 ~ 16)
lineare
Piedino premistoffa per travetta a
zig-zag
A = 6 mm * (-9 ~ 21)
B = 59 ~ 99 mm
A = 6 mm * (-9 ~ 21)
B = 15 ~ 30 mm
C = 45 ~ 99 mm
A = 6 mm * (-9 ~ 21)
B = 45 ~ 109 mm
C = 5 ~ 11 mm
D = (2) mm
A = 6 mm * (-9 ~ 21)
B = 30 ~ 50 mm
C = 5 ~ 11 mm
D = 5 ~ 30 mm
E = 12 mm * (-12 ~ 22)
No.5
No.6
D
B
A
C
F
B
A
C
A = 4 mm * (-10 ~ 19)
B = 30 ~ 61 mm
C = 5 ~ 11 mm
D = 2 ~ 8 mm
E
E = 2,5 mm * (-2,5 ~ 7,5)
F = 10 mm * (0 ~ 20)
A = 4 mm * (-16 ~ 19)
B = 45 ~ 99 mm
C = 15 ~ 30 mm
D = 2,5 mm * (-2,5 ~ 7,5)
D
A = 6 mm * (-9 ~ 21)
B = 30 ~ 61 mm
C = 5 ~ 11 mm
D = 2 ~ 8 mm
E = 4 mm * (-1 ~ 9)
F = 10 mm * (0 ~ 20)
A = 6 mm * (-9 ~ 21)
B = 45 ~ 99 mm
C = 15 ~ 30 mm
D = 4 mm * (-1 ~ 9)
– 4 –
Page 10
No.7
Piedino premistoffa per travetta
D
B
A
F
A = 10 mm * (0 ~ 1
B = 30 ~ 63 mm
D = 4 mm * (0 ~ 10)
E = 4 mm * (0 ~ 10)
E
F = 10 mm * (0 ~ 20)
Quantità di allentamento = 0 ~ 20 mm
lineare
5)
Piedino premistoffa per travetta a
zig-zag
A = 10 mm * (0 ~ 15)
B = 30 ~ 63 mm
D = 3 mm * (0 ~ 10)
E = 3 mm * (0 ~ 10)
F = 10 mm * (0 ~ 20)
Quantità di allentamento = 0 ~ 20 mm
No.8
No.9
No.10
No.11
D
A
D
A
D
A
C
D
A
C
B
B
B
B
A = 10 mm * (0 ~ 1
B = 49 ~ 109 mm
D = 4 mm * (0 ~ 10)
A = 10 mm * (0 ~ 1
B = 30 ~ 60 mm
D = 4 mm * (0 ~ 10)
E = 6 mm * (-14 ~ 16)
E
Quantità di allentamento = 5 ~ 30 mm
A = 4 mm * (-10 ~ 19)
B = 45
~ 109 mm
C = 5 ~ 11 mm
D = 4 mm * (0 ~ 4)
A = 4 mm * (-10 ~ 19)
B = 30 ~
C = 5 ~ 11 mm
D = 4 mm * (0 ~ 4)
E
E = 6 mm * (-14 ~ 16)
Quantità di allentamento = 5 ~ 30 mm
5
0 mm
5)
5)
A = 10 mm * (0 ~ 1
B = 45 ~ 109 mm
D = 3 mm * (0 ~ 10)
A = 10 mm * (0 ~ 15)
B = 30 ~ 60 mm
D = 3 mm * (0 ~ 10)
E = 12 mm * (-12 ~ 22)
Quantità di allentamento = 5 ~ 30 mm
A = 6 mm * (-9 ~ 21)
B = 45 ~ 109 mm
C = 5 ~ 11 mm
D = 3 mm * (0 ~ 4)
A = 6 mm * (-9 ~ 21)
B = 30 ~ 50 mm
C = 5 ~ 11 mm
D = 3 mm * (0 ~ 4)
E = 12 mm * (-12 ~ 22)
Quantità di allentamento = 5 ~ 30 mm
5)
No.12
C
1.
D
B
A
F
L'intervallo della lunghezza di alimentazione del passante (l'intera lunghezza di un passante
A = 4 mm * (-10 ~ 19)
B = 30 ~
C = 5 ~ 11 mm
D = 4 mm * (0 ~ 4)
E
E = 2,5 mm * (-2,5 ~ 7,5)
F = 10 mm * (0 ~ 20)
Quantità di allentamento = 4 ~ 16 mm
6 mm
5
A = 6 mm * (-9 ~ 21)
B = 30 ~ 56 mm
C = 5 ~ 11 mm
D = 3 mm * (0 ~ 4)
E = 4 mm * (-1 ~ 9)
F = 10 mm * (0 ~ 20)
Quantità di allentamento = 4 ~ 16 mm
visualizzata sul pannello operativo) è da 58 mm a 130 mm. Se viene impostata la lunghezza
di alimentazione del passante che supera l'intervallo di cui sopra, si vericherà un errore.
2. Nel caso in cui "distanza B + distanza D" superi i 66 mm per il modello di cucitura No.
4 o No. 5, "distanza B + quantità di allentamento/2" superi i 66 mm per il modello di
cucitura No. 7 o No. 12, o "distanza B + quantità di allentamento" superi i 66 mm per il
modello di cucitura No. 9 o No. 11, si vericherà un errore.
3. Le dimensioni della forma di cucitura del passante visualizzate sul pannello operativo
devono essere intese come riferimento. Le dimensioni variano a seconda del materiale
del passante. Assicurarsi di regolare le impostazioni delle dimensioni del passante in
modo che le dimensioni nite desiderate vengano ottenute.
* I valori numerici indicati tra parentesi sono i valori di impostazione. Non sono le dimen-
sioni nite.
– 5 –
Page 11
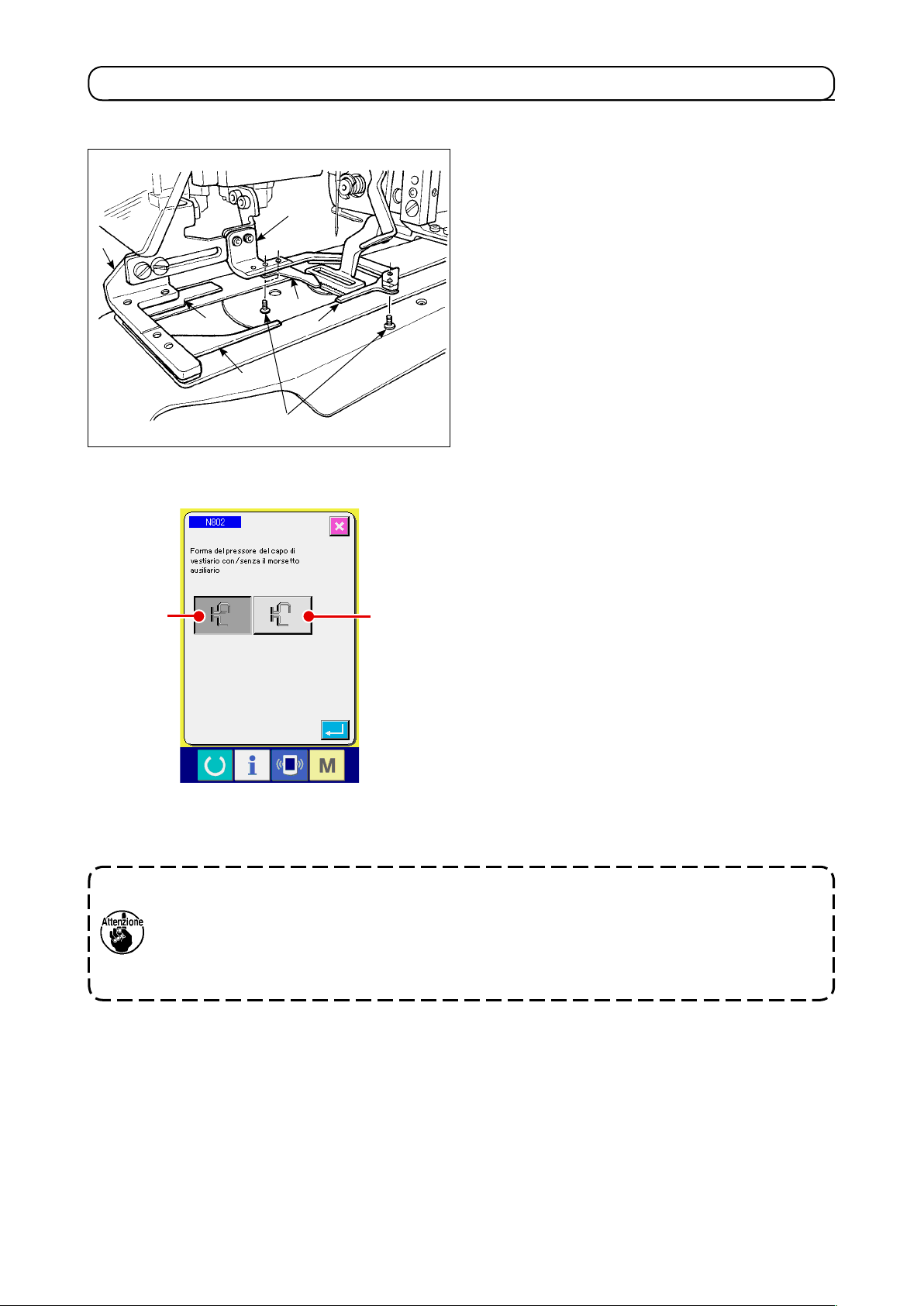
2-4. Caratteristiche tecniche del pressore del capo di vestito/piedino premistoffa
(1) Pressore del capo di vestito
Il pressore 1 E 2 del capo di vestito per il ssaggio del capo di vestito è dotato delle pinze ausilia-
1
ie 3, 4, 5 E 6 come montato d
r
i serie.
2
A
5
6
7
3
4
B
Tenere presente che sarà necessario rimuovere le
pinze ausiliarie 3
a seconda della forma di cucitu-
ra del passante.
caso dei due tipi di forme di cucitura; No. 2 e
Nel
No. 6, la pinza ausiliaria
Allentare le due viti 7
deve essere r
3
e rimuovere le pinze ausi-
liarie 3 dal pressore 1 del capo d
i vestito.
imossa.
Se il pressore del capo di vestito è stato cambiato,
impostare l'impostazione della macchina N802 secondo i
l pressore del capo di vestito realmente in
uso.
Dotato della p
A
Non dotato della p
B
Fare r
→
iferimento a
il dispositivo," p. 98
inza addizionale
inza addizionale
@
-2-29.
"
Come impostare
.
1. Per la forma No. 5 e No. 7 del passante, le pinze ausiliarie 4 e 6 vengono danneggiate
poiché vengono stronate dal perno della forchetta che arrotola il passante. Se le pinze
ausiliarie sono fortemente danneggiate, possono deformarsi o rompersi. È necessario
cambiare periodicamente le pinze ausiliarie con quelle nuove.
2. Installare le pinze ausiliarie perpendicolarmente ai pressori 1 e 2 del capo di vestito.
Assicurarsi che le pinze ausiliarie non interferiscano con altre parti.
– 6 –
Page 12
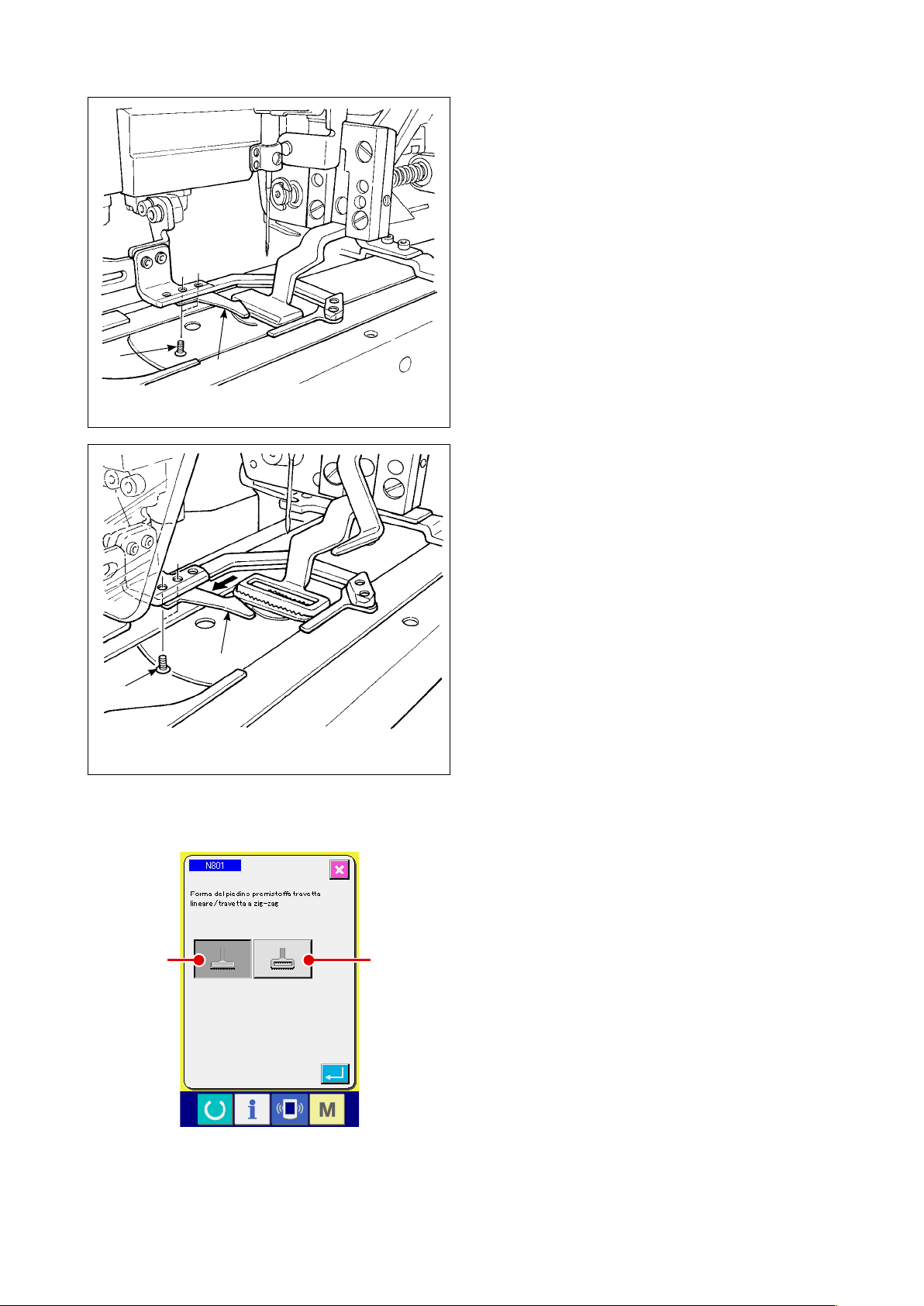
(2) Piedino premistoffa della macchina per cucire
Il piedino premistoffa della macchina per cucire
montato di serie è quello per travetta lineare.
Lo si usa quando la travetta lineare è usata per
cucire i vari generi di passanti.
7
3
Piedino premistoffa della macchina
per cucire per travetta lineare
3
7
Piedino premistoffa della macchina
per cucire per travetta a zig-zag
Tenere presente che, per eseguire la travetta a
zig-zag, il piedino premistoffa e la piastra di tra
sporto
tu
attualmente installati devono essere sosti-
iti con quelli per travetta a zig-zag, e la travetta
a zig-zag deve essere impostata sul pannello ope
rat
ivo.
Inoltre, quando il piedino premistoffa per travetta
a zig-zag è installato, la pinza ausiliaria
essere
riposizionata allentando le due viti 7 come
deve
3
mostrato nella gura a sinistra. (Fare riferimento a
"!-2-4 (1) Pressore del capo di vestito," p. 6.
)
-
-
A
B
Se il piedino premistoffa della macchina per cucire
è stato cambiato, impostare l'impostazione della
macchina N801 secondo il piedino premistoffa
realmente in uso.
P
inza per travetta lineare (valore iniziale)
A
inza per travetta a zig-zag
P
B
@
"
-2-29.
Come impostare
.
– 7 –
Fare r
→
iferimento a
il dispositivo," p. 98
Page 13
3. Installazione
3-1. Rimozione dei materiali di imballaggio
ATTENZIONE
:
1. Quando si solleva la macchina, non tenere uno dei dispositivi o la parte meccanica
della macchina per cucire ma tenere il tavolo.
2. When you move the machine, the machine head xation bolt must be attached to the
machine. Be sure to carefully keep the machine head xation bolt.
Togliere il coperchio.
Rimuovere la corda e il
materiale di imballaggio
utilizzati per ssare l'unità
di rilascio della tensione del
passante.
Togliere il coperchio.
Rimuovere la corda e il
materiale di imballaggio
utilizzati per ssare l'unità di
introduzione del passante.
Togliere il coperchio
della sezione superiore.
Rimuovere la corda e il
materiale di imballaggio
utilizzati per ssare
l'unità XY.
Rimuovere il nastro
adesivo utilizzato per
ssare il pressore del
capo di vestito.
Rimuovere il bullone di
ssaggio della testa della
macchina.
– 8 –
Page 14
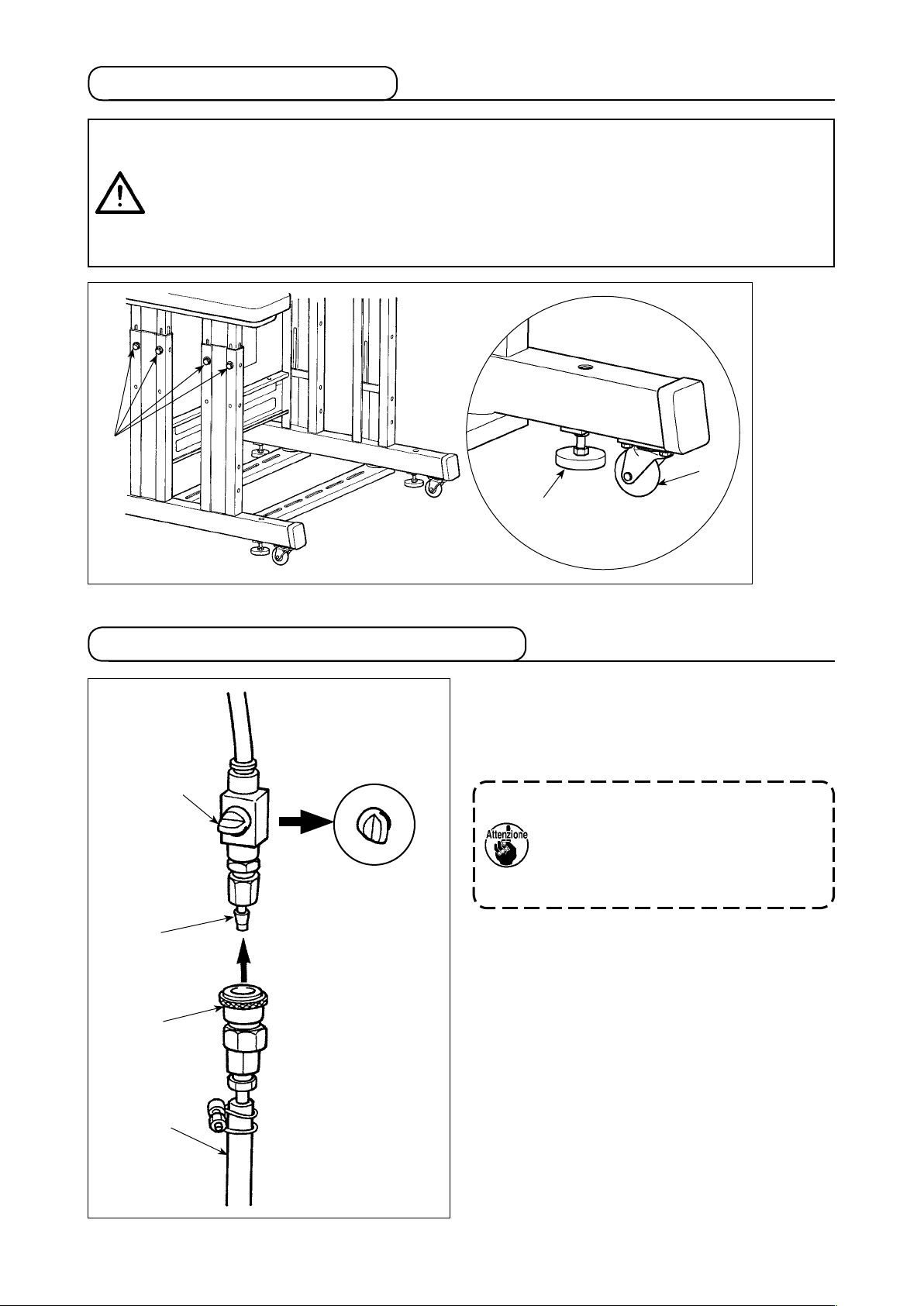
3-2. Fissaggio della macchina
3
ATTENZIONE
1. Al ne di evitare possibili incidenti che causino la morte o lesione personali, spostare
la macchina ad un luogo piano e stabile e ssarla abbassando i bulloni di regolazione
(in quattro punti) posti a lato delle rotelle 1.
2
2. Quando si regola l'altezza delle gambe per la macchina per cucire, i bulloni di ssaggio
della gamba devono essere allentati per muovere la gamba verso l'alto o verso
3
il basso. Quando i bulloni di fissaggio sono stati allentati, c'è il rischio di cadute
improvvise delle gambe. Pertanto, fare attenzione quando si allentano i bulloni.
:
1
2
3-3. Collegamento dell'accoppiatore dell'aria
Collegare l'accoppiatore 1
come accessorio al tubo 2
gare
lato del corpo pr
4
3
1
1. Dopo aver collegato l'accoppiatore
2. Assicurarsi che il manometro del
dell'aria in dotazione
dell'aria. Quindi, colle-
l'accoppiatore dell'aria all'accoppiatore 3 sul
incipale.
con il rubinetto 4 dell'aria chiu-
1
so, aprire attentamente il rubinetto
dell'aria per la fornitura di aria.
4
regolatore indichi 0,5 MPa.
2
– 9 –
Page 15
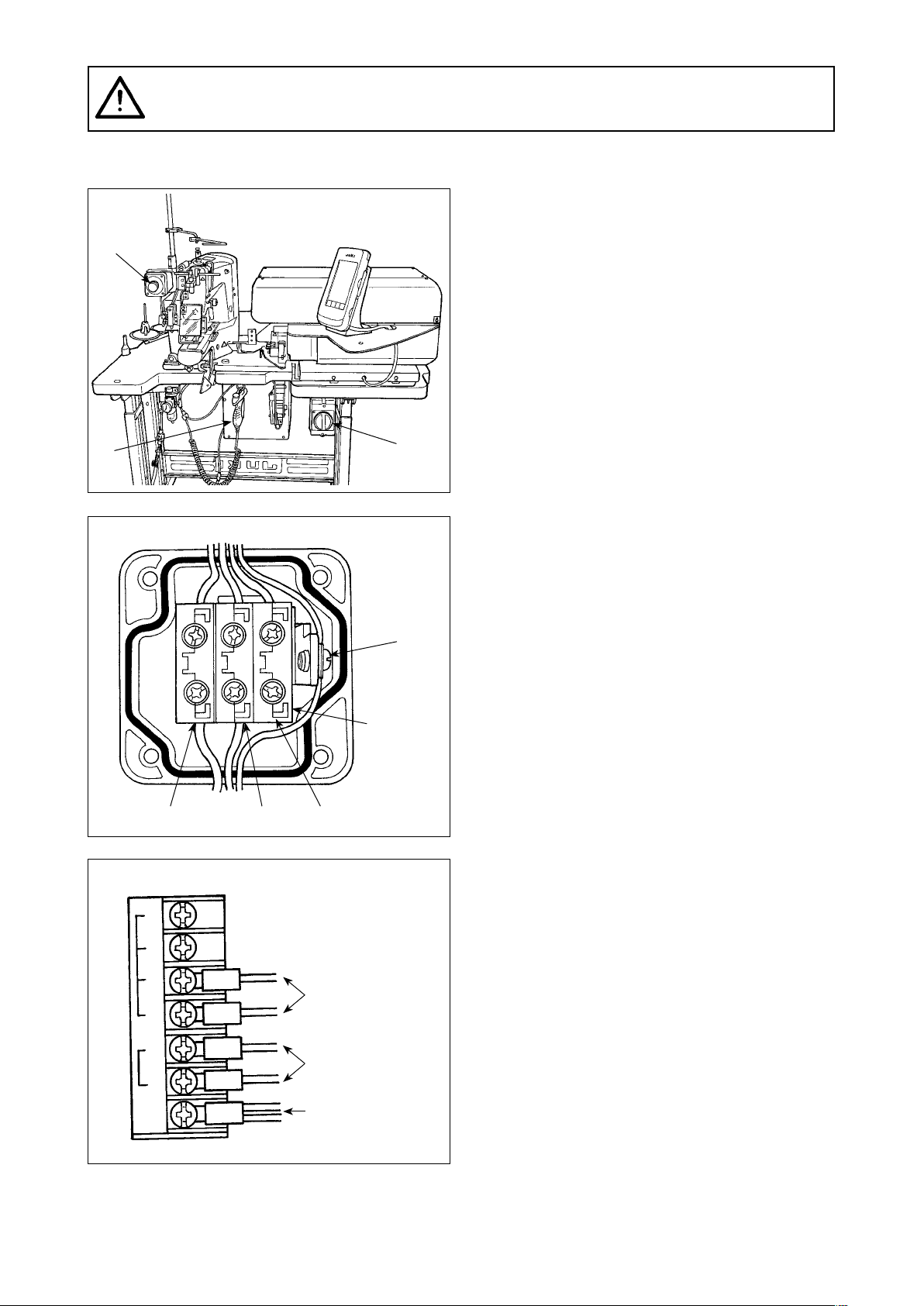
3-4. Collegamento della spina di alimentazione
ATTENZIONE
È necessario che una spina appropriata di alimentazione sia installata da parte di un perito
elettrico al ne di prevenire gli incidenti causati da dispersione verso terra o rigidità dielettrica.
Inoltre, assicurarsi di collegare la spina di alimentazione alla presa di corrente completa di terra.
:
Il metodo per collegare il prodotto all'alimentazione elettrica varia a seconda delle speciche del prodotto. Assicurarsi di collegare il prodotto all'alimentazione elettrica secondo le speciche di alimentazione.
Per il prodotto tipo monofase 200 - 240 V
1
Collegare il lo azzurro/marrone del cavo di alimentazione al morsetto di alimentazione (200 - 240
V ca) e quello giallo/verde al morsetto di terra rispettivamente.
Per
2
il prodotto tipo trifase 200 - 240 V
Collegare il lo rosso/bianco/nero del cavo di alimentazione al morsetto di alimentazione (200 - 240
V ca) e quello giallo/verde al morsetto di terra rispettivamente.
Per
3
il prodotto dotato di un trasformatore ad alta tensione opzionale
Collegare i li neri (tre) del cavo di alimentazione al morsetto di alimentazione (380 - 415 V ca) e
il lo giallo/verde al morsetto di terra rispettivamente. Il prodotto può essere collegato ai morsetti
i alimentazione 380/400/415 V in base all'impostazione della presa di ingresso del trasformatore.
d
(Impostazione standard al momento della consegna: 380 V)
Nel caso in cui il prodotto tipo monofase 200 - 240 V venga modicato a quello tipo trifase
4
380/400/415 V
Sono necessar
ie le parti opzionali.
• Trasformatore opzionale ad alta tensione No. di parte: 40005422
• Cavo di alimentazione No. di parte: 40070548
Nel caso dell'alimentazione trifase 380/400/415 V, questo prodotto viene azionato sotto lo
stato di connessione monofase.
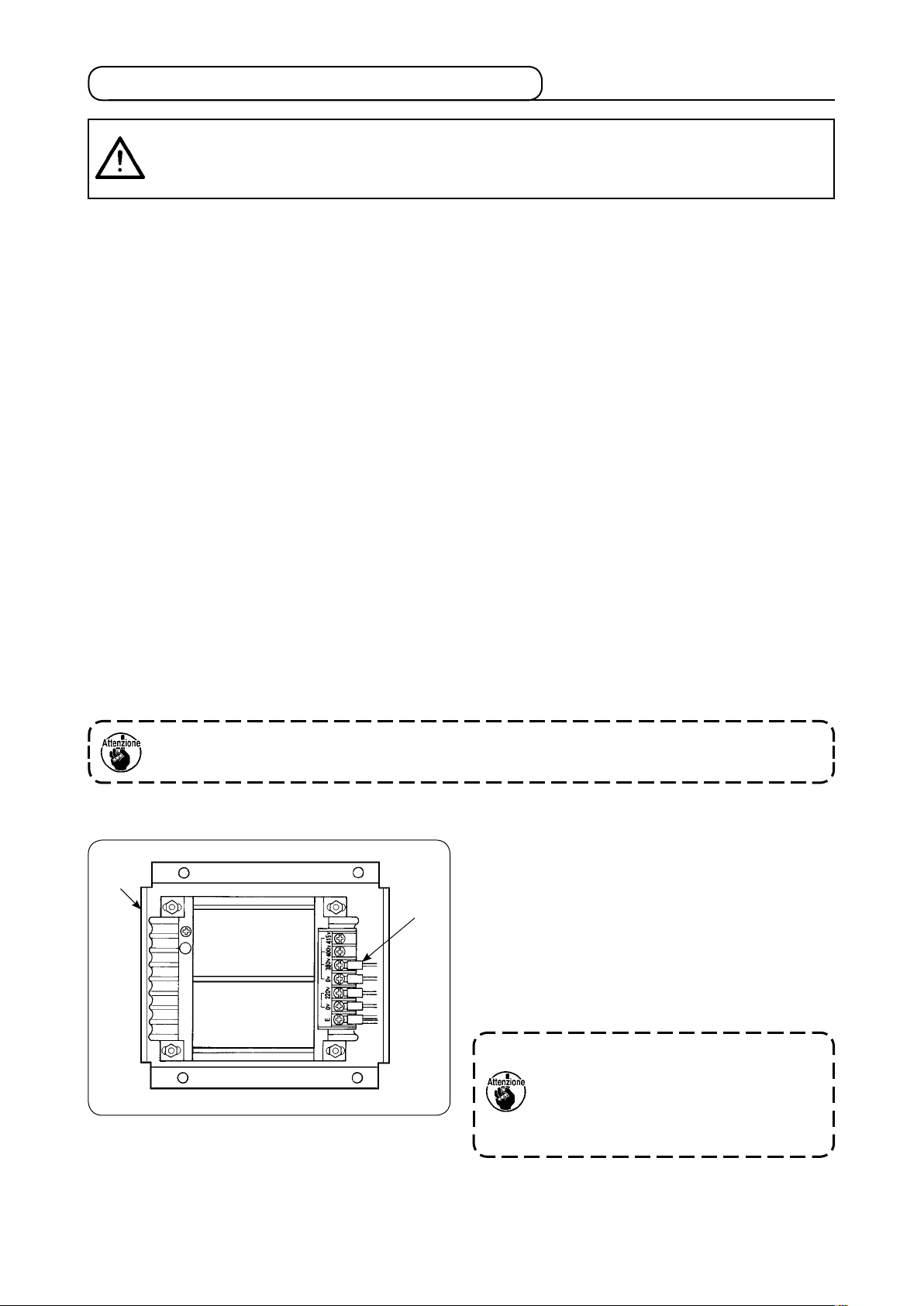
[Precauzione da prendere quando si cambia l'alimentazione del trasformatore opzionale ad alta tensione]
Per utilizzare il trasformatore opzionale ad alta
1
2
tensione 1
415 V, è necessario spostare il cavo di alimenta-
ne in ingresso 2
zio
ad alta tensione 1
con la tensione di ingresso di 400 V o
del trasformatore opzionale
corrispondentemente. Togliere
il cavo di alimentazione in ingresso 2 (marrone)
è collegato al terminale di alimentazione 380
che
V e collegarlo a quello per 400 V o 415 V.
Al fine di evitare possibili incidenti, il
lavoro di cui sopra deve essere effettuato dopo aver lasciato la machina
per cucire per 5 minuti o più con l'interruttore dell'alimentazione disattivato
e il cavo di alimentazione scollegato.
Il trasformatore opzionale ad alta tensione 1 è
posto sulla faccia laterale della centralina di controllo.
– 10 –
Page 16
ATTENZIONE
Al ne di evitare incidenti come scosse elettriche, assicurarsi di disattivare l'alimentazione e di
scollegare il cavo di alimentazione dalla presa di corrente prima di effettuare il seguente lavoro.
:
[Come installare il trasformatore opzionale ad alta tensione (No. di parte: 40090561)]
1) Allentare le quattro viti sul lato anteriore
dell'interruttore di arresto di emergenza
Apr
1
Rimuovere il cavo di alimentazione (li marro
ire la scatola dell'interruttore.
ne, azzurro, g
iallo/verde) dal lato secondario
(lato dove 2 è stampato).
2)
Collegare il cavo di alimentazione al trasfor-
matore opz
ionale. Collegare il cavo di alimen-
tazione (40005423: Cavo a tre li) in dotazio-
ionale.
2
3
ne al trasformatore opz
Filo marrone → 380/400/415 V (secondo le
speciche di alimentazione)
Filo blu → 0 V (accanto a 380 V)
Filo giallo/verde →
E (sul lato del terminale ad anello)
Collegare il cavo sul lato della centralina di con-
(Parte interna dell'interruttore di arresto di emergenza)
trollo (il cavo che è stato rimosso nel Punto 1).
Filo marrone → 220 V
Filo azzurro → (accanto a E)
Filo giallo/verde → E
1
.
-
2−1 2−2 2−3
(Cablaggio del trasformatore opzionale)
Cavo di
alimentazione in
dotazione
Sul lato della
centralina di
controllo
E 0V 220V 0V 380V 400V 415V
Comune (messa a
terra)
E
Lato
secondario
(indicato
come 2)
3) Installare il trasformatore opzionale sulla
faccia laterale della centralina di controllo 2.
iferimento a "ISTRUZIONI PER L'IN-
Fare r
STALLAZIONE DEL TRASFORMATORE AD
ALTA TENSIONE (40005426)" per la procedura d
4) Collegare il cavo di alimentazione in dota
z
i collegamento.
-
ione con l'unità all'interruttore di arresto di
emergenza 1.
Filo marrone → 2-1
Filo azzurro → 2-2
Filo giallo/verde → E
(I li marrone e azzurro, rispettivamente hanno
un terminale a forchetta.)
5) Stringere di nuovo le quattro viti dell'interruttore di arresto di emergenza 1. Fare atten-
ione a non lasciare un vuoto nell'interruttore.
z
6) Cambiare il cavo sul lato della spina di ali
mentaz
ione dell'interruttore dell'alimentazio-
-
ne. (40070548: Cavo a 4 li)
prire l'interruttore dell'alimentazione. Rimuove-
A
e i cavi di connessione sul lato di L1, L2 e L3.
r
Fili neri 1, 2 e 3 (sul lato del terminale a forchetta)
L1, L2 e L3 nell'
→
Filo giallo/verde → Messa a terra (nell'
tore dell'al
imentazione)
interruttore dell'alimentazione
interrut-
* Scartare il cavo montato sulla macchina al
momento della consegna.
– 11 –
Page 17
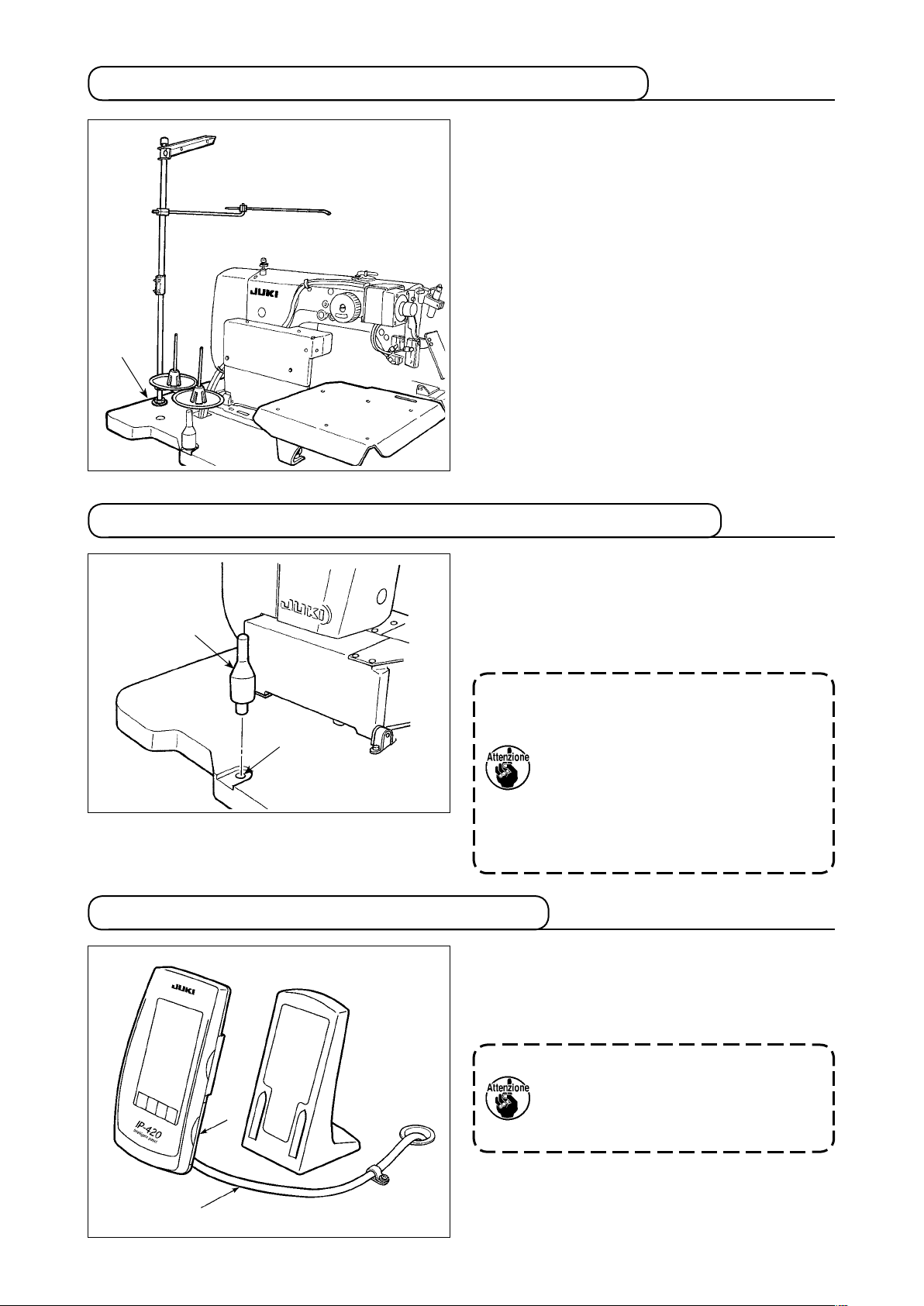
3-5. Montaggio del portalo e installazione sulla macchina
Inserire il portalo nel foro del tavolo 1 e ssarlo
tramite una rondella posta sulla parte superiore
del tavolo e un dado posto sulla parte inferiore del
tavolo.
1
3-6. Installazione della barra di supporto della testa della macchina
Montare saldamente la barra di supporto della
testa della macchina inclusa negli accessori in do-
ione.
taz
1
Conccare la barra di supporto 1 della testa della
macch
2
3-7. Installazione del pannello operativo IP-420
Aprire il coperchio sul lato destro 2 del IP-420 e
collegare il connettore del cavo 1 ssato con na-
stro adesivo sulla supercie superiore destra del
tavolo al IP-420.
ina nel foro 2 nel tavolo della macch
Quando si inclina la macchina per
cucire, inclinare la macchina per cucire lentamente in modo che nessuna
forza eccessiva venga applicata alla
barra di sostegno della testa.
Inoltre quando si rimette la macchina
per cucire nella sua posizione originale, fare attenzione che le mani non
vengano intrappolate tra la base e la
base della macchina per cucire.
ina.
1
2
Per proteggere il pannello operativo
IP-420 da malfunzionamenti dovuti all'elettricità statica, montare il pannello
operativo sulla base del pannello operativo.
– 12 –
Page 18

3-8. Installazione del tavolo ausiliario
1
2
3
4
2
Allentare il dado a farfalla posto sulla supercie superiore del tavolo. Installare il tavolo ausiliario per
l'attaccatura delle strisce sinistro 1 e destro 2.
nstallarli in modo che sia lasciato uno spazio libero di 3 mm tra la placca ago 3
I
e ciascun tavolo ausiliario.
Scollegare il connettore dell'interruttore di avvio montato di serie al momento della consegna. Inserire
dell'
quindi il connettore
4
interruttore di avvio montato sul tavolo ausiliario destro 2.
3-9. Installazione del pedale manuale (opzionale)
2
1
Aprire il coperchio della centralina di controllo. Inserire il connettore CN88 del pedale manuale nel connettore CN51 1
cavo attraverso 2 nella central
A
nella centralina di controllo tramite il cavo di giunzione (40073659). Fare passare il
ina di controllo.
Cambiare l'impostazione a "con il pedale opzionale" sull'impostazione della macchina N803 A.
@
iferimento a
Fare r
→
il dispositivo," p. 98
"
-2-29.
Come impostare
.
– 13 –
Page 19
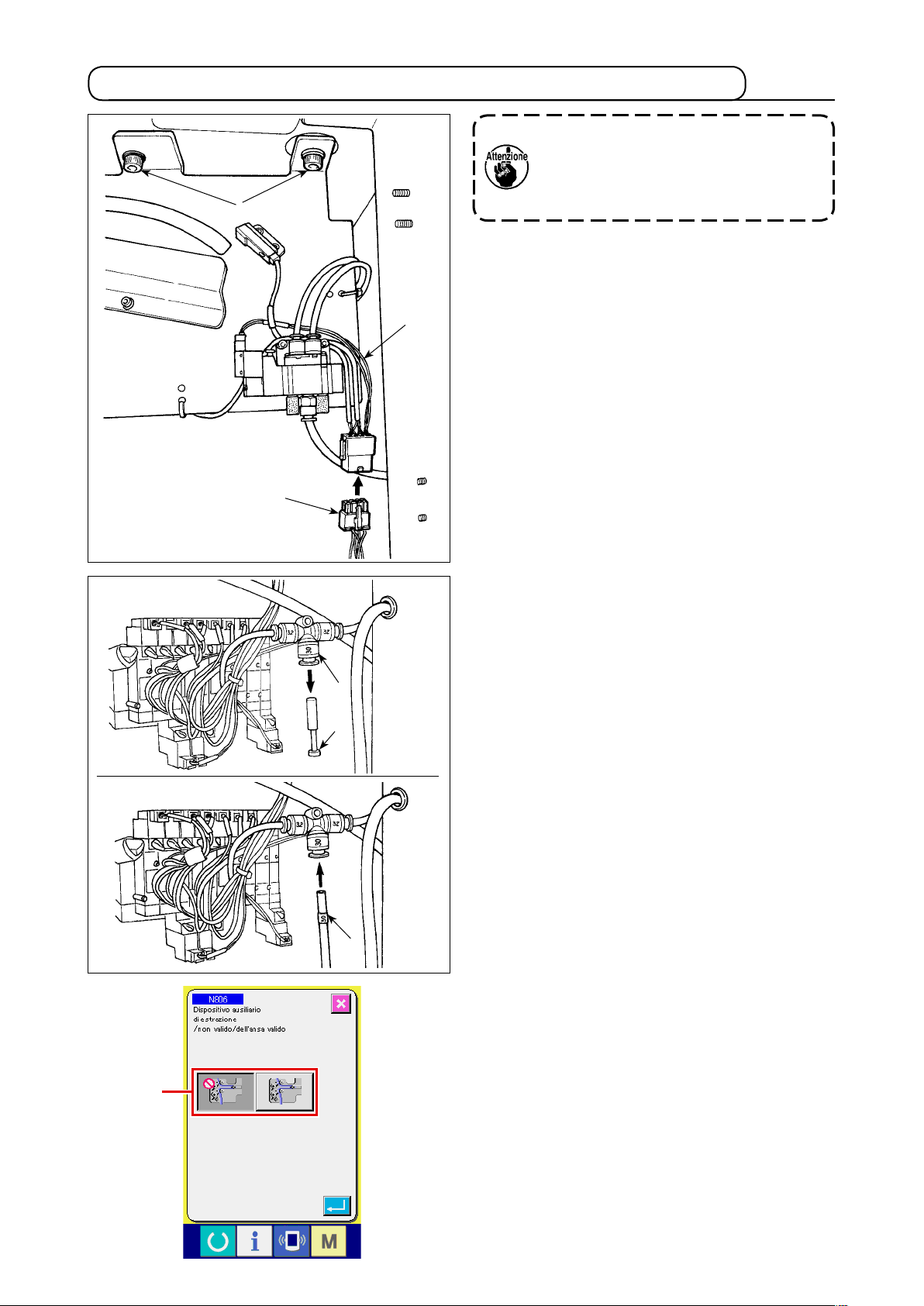
3-10. Installazione dell'unità di alimentazione del passante (opzionale)
Nel caso in cui l'unità di alimentazione
del passante deva essere installata sulla macchina, le parti del guidapassante
montate di serie al momento della con-
1
3
2
Montare l'unità di alimentazione del passante sul
tavolo e ssarla stringendo le viti 1
riore del tavolo.
Collegare il cavo di giunzione esclusivo
nello
principale.
Collegare il cavo di giunzione
sul lato dell'un
segna dovranno essere rimosse.
elettronico di giunzione posto dietro il corpo
al connettore 3
2
ità di alimentazione del passante.
sul lato infe-
al pan-
2
4
5
6
Estrarre il tappo
Collegare quindi il tubo 6 dell'ar
dall'accoppiatore 4 dell'aria.
5
ia sul lato dell'uni-
tà di alimentazione del passante all'accoppiatore
dell'ar
4
ia.
Cambiare l'impostazione a "con l'unità ausiliaria di
estrazione del passante" sull'impostazione della
macchina N806
A
.
A
– 14 –
Fare r
→
iferimento a
il dispositivo," p. 98
"
@
-2-29.
Come impostare
.
Page 20

3-11. Installazione della luce di marcatura addizionale (opzionale)
Inserire il cavo di giunzione esclusivo 1 nel con-
del pannello elettronico di giun-
2
1
nettore CN85 2
zione posto dietro il corpo principale.
(Ci sono tre connettori CN85 compreso quello uti
lizzato al momento della consegna. Si può inserire
l cavo di giunzione in uno qualsiasi dei tre connet-
i
i.)
tor
-
– 15 –
Page 21
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
4-1. Lubricazione
ATTENZIONE
Al fine di evitare incidenti causati dall’avvio improvviso della macchina, spegnere la
macchina prima di effettuare le seguenti operazioni.
:
Controllare che lo spazio tra la linea inferiore B e
la linea superiore A
sia riempito con olio. Riempirlo
con olio usando l’oliatore in dotazione con la mac-
hina come accessori quando lio è scarso.
c
* Il serbatoio dell’olio che viene riempito con olio è
solo per lubricare la parte di crochet. È possibile
urre la quantità di olio quando il numero di giri
rid
usato è basso e la quantità di olio nella parte di cro
A
B
c
het è eccessiva. (Consultare
di olio fornito al crochet”, p.134
1. Non lubricare i posti tranne il
serbatoio dell’olio e il crochet di Attenzione 2 sottostante. Guasto dei
componenti sarà causato.
2. Quando si usa la macchina per
cucire per la prima volta o dopo un
lungo periodo di inattività, usare la
macchina dopo aver applicato una
piccola quantità di olio alla parte di
crochet. (Consultare "#-1-3. Rego-
lazione della relazione fase agonavetta”, p.131.)
"#-1-10. Quantità
.)
-
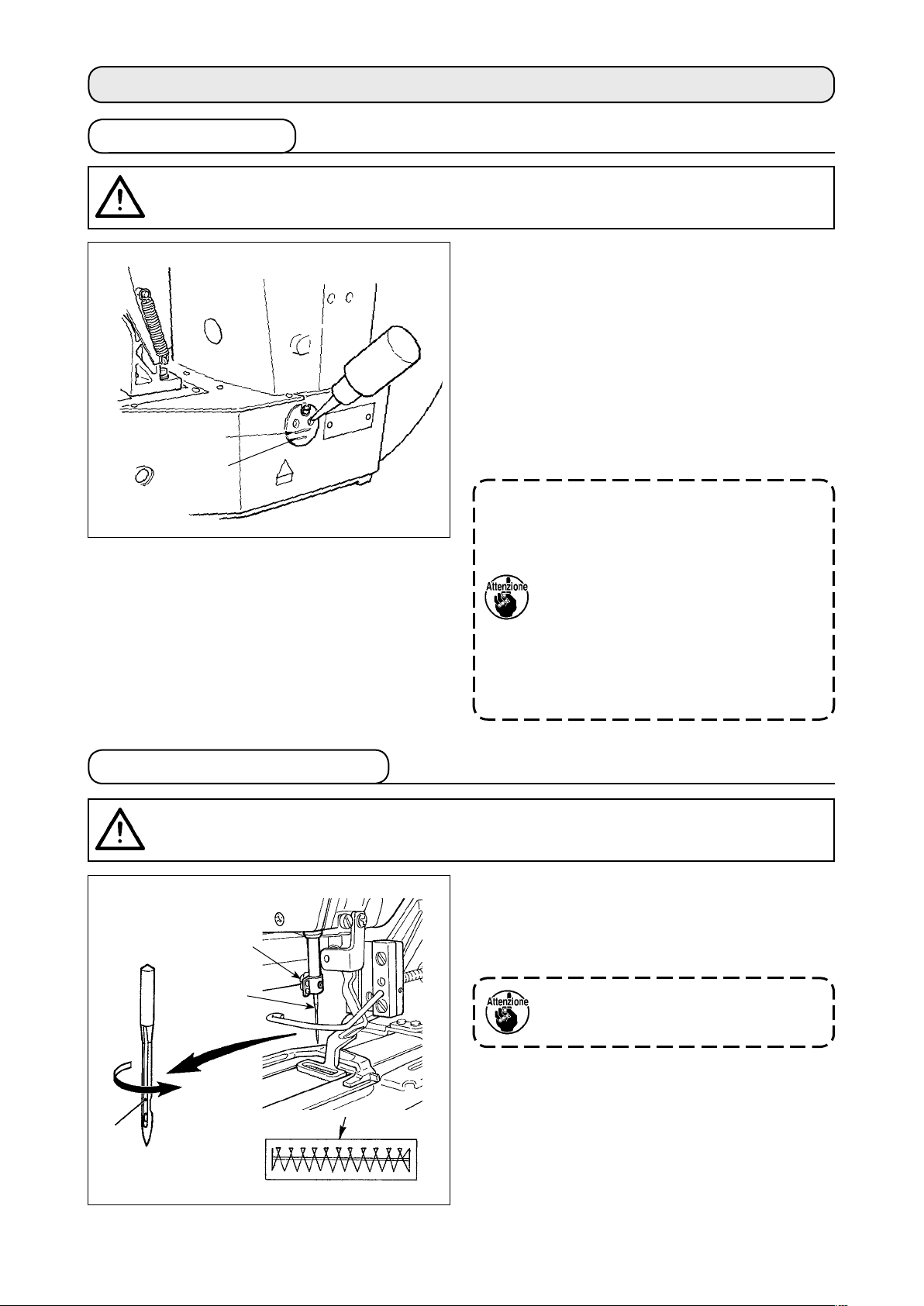
4-2. Posizionamento dell’ago
ATTENZIONE
Al fine di evitare incidenti causati dall’avvio improvviso della macchina, spegnere la
macchina prima di effettuare le seguenti operazioni.
B
3
:
1
2
A
Allentare vite di ssaggio 1, e tenere l’ago 2 con
la parte incava volta verso l’operatore. Infilarlo
quindi il più possibile net foro nella barra ago, e
stringere vite di ssaggio 1.
Se la cucitura mostrata in A viene prodotta, regolare l'orientamento dell'ago
leggermente in direzione B.
– 16 –
Page 22
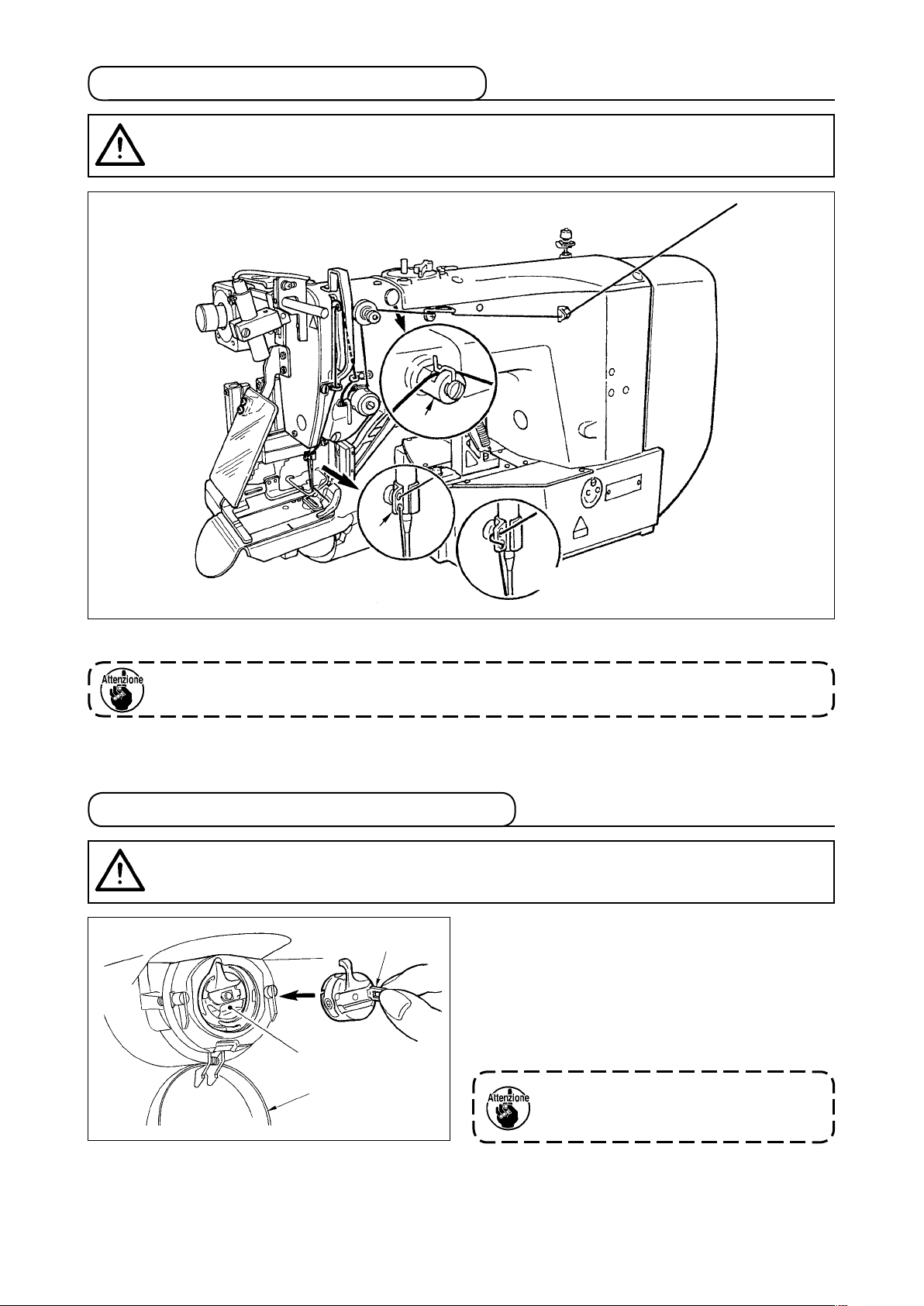
4-3. Inlatura della testa della macchina
ATTENZIONE
Al fine di evitare incidenti causati dall’avvio improvviso della macchina, spegnere la
macchina prima di effettuare le seguenti operazioni.
:
1
2
Per lo sintetico
Tirare il lo dopo aver inlato l'ago in modo che dalla cruna dell'ago escano 4 cm circa di lo.
Quando si utilizza l'olio siliconico, fare passare il lo attraverso il guidalo 1 per silicone. (Il
guidalo per silicone è una parte opzionale.)
4-4. Installazione e rimozione della capsula
ATTENZIONE
Al fine di evitare incidenti causati dall’avvio improvviso della macchina, spegnere la
macchina prima di effettuare le seguenti operazioni.
:
1) Aprire il coperchio del crochet 1.
3
2) Sollevare chiavistello 3 d
i capsula 2, e
rimuovere la capsula.
3) Per caricare la capsula, inserire completa
mente sull’albero della navetta, e ch
chiavistello.
2
1
Se l’inserimento non è completo, capsula 2 può scivolare via durante la
cucitura.
-
iudere il
– 17 –
Page 23
4-5. Inserimento della bobina
ATTENZIONE
Al fine di evitare incidenti causati dall’avvio improvviso della macchina, spegnere la
macchina prima di effettuare le seguenti operazioni.
:
3
2,5 cm
4
1
5
2
4-6. Regolazione della tensione del lo
1) Inserire bobina 1 in capsula 2 nel senso
mostrato nella gura.
Far passare il lo attraverso scanalatura 3 d
2)
capsula 2, e tirare quindi il lo. Con questa
operazione, il lo passerà sotto la molla di
tensione e verrà fuori dal foro del lo 4.
Far passare il lo attraverso foro del lo 5,
3)
ed estrarre il lo di 2,5 cm dal foro del lo.
Se la bobina è caricata nella capsula
nel senso inverso, per conseguenza il
lo della bobina estratto si troverà in
una condizione incostante.
i
1
Lungo
Corto
Regolazione della tensione del lo dell'ago
2
Se il regolatore di tensione No. 1 1 del lo viene
girato in senso orario, la lunghezza del lo rimanente sull'ago dopo il taglio del lo sarà diminuita.
e esso viene girato in senso antiorario, la lun-
S
ghezza sarà aumentata.
Accorciare la lunghezza nella misura in cui il lo
non si slerà.
(La lunghezza standard del lo rimanente sull'ago
i circa 4 cm.)
è d
La tensione del lo dell'ago è regolabile sul pannello operativo. La tensione del lo della bobina è
regolab
ile tramite 2.
La tensione del lo dell'ago da applicare alle sezioni di travetta può essere impostata per mezzo
bottone di impostazione A
del
della tensione del
lo sul pannello operativo.
A
– 18 –
Page 24
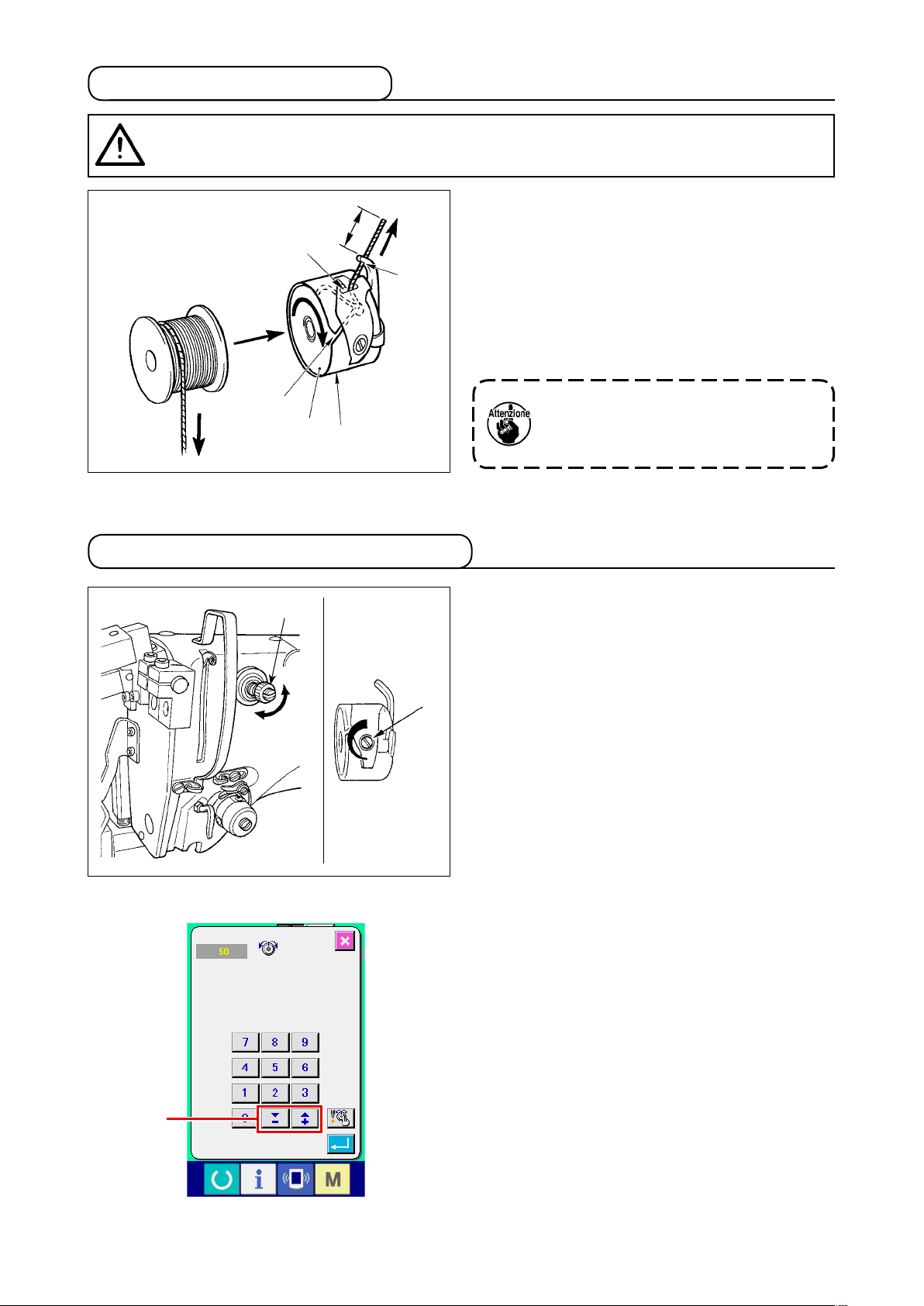
4-7. Regolazione della molla chiusura punto
1
4
3
2
La corsa standard della molla chiusura punto 1 è
da 8 a 10 mm, e la pressione quando comincia a
tirare il lo è tra 0,1 e 0,3N.
1)
Regolazione della corsa
, e g
Allentare vite di ssaggio
tensione del lo 3. G
irandola in senso orario,
2
irare gruppo
la quantità di movimento viene aumentata e
la quantità di trazione del lo aumenta.
2)
Regolazione della pressione
Per cambiare la pressione della molla tiralo,
inserire un cacciavite no nella fenditura del
palo di tensione del lo 4 mentre la v
ite 2 è
avvitata, e girarlo. Girandolo in senso orario,
la pressione della molla tiralo sarà aumentata. G
irandolo in senso antiorario, la pressione
della molla tiralo sarè diminuita.
4-8. Esempio di tensione del lo
Quando si usa la macchina per cucire per la prima volta, regolare la tensione del lo consultando la tabella sottostante.
Impostazione della
Filo Materiale
F
ilo di spun di poliestere #50 Lana Da 50 a 55 10 mm [13 mm]
Filo di lamento di poliestere #50 Lana Da 30 a 35 10 mm [13 mm] 0,1N
tensione del lo
dell’ago
ità di movimento della molla
Quant
tiralo [Quantità di trazione del lo]
Forza
0,2N
– 19 –
Page 25
5. Funzionamento della macchina per cucire
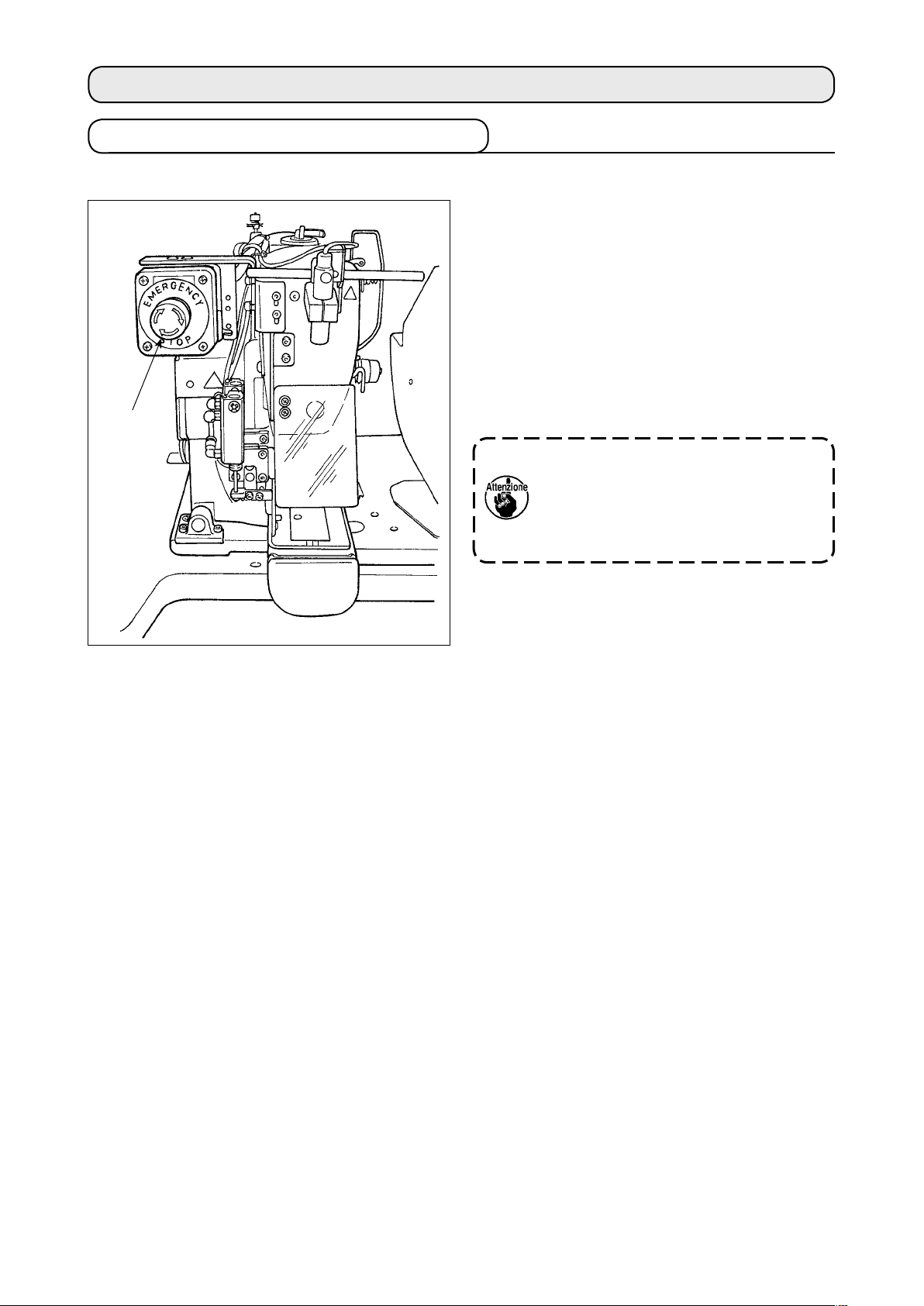
5-1. Interruttore di arresto di emergenza
(1) Funzionamento dell'interruttore di arresto di emergenza
L'interruttore di arresto di emergenza 1 è montato sulla parte superiore sinistra della testa della
macchina per cucire.
L'interruttore di arresto di emergenza viene attiva
premendo a fondo il bottone rosso. L'interrutto-
to
iene disattivato ruotandolo in senso antiorario.
re v
Se si attiva l'interruttore di arresto di emergenza
mentre la macchina è in funzione, l'alimenta-
1
zione viene disattivata e il funzionamento della
1
macchina viene interrotto.
Se si disattiva l'interruttore di arresto di emergenza 1 con l'interruttore
dell'alimentazione acceso, l'alimentazione viene attivata di nuovo. Fare attenzione alla riattivazione improvvisa
dell'alimentazione.
-
Per disattivare l'alimentazione per altri scopi all'in
fuor
i dell'arresto di emergenza, azionare l'interrut-
tore dell'al
imentazione.
(2) Precauzioni con l'interruttore di arresto di emergenza
Quando l'interruttore di arresto di emergenza 1 è attivato, l'alimentazione non può essere attivata anche se si attiva/disattiva l'interruttore dell'alimentazione. Il piedino premistoffa della macchina per cucire
potrebbe premere il morsetto del passante o l'asta di allentamento del passante secondo il tempismo
con il quale si aziona l'interruttore di arresto di emergenza
l'alimentazione alla macchina per cucire e sollevare manualmente il piedino premistoffa della macchi-
re
per cucire per spostarlo in modo da evitare interferenze. Poi, riattivare l'alimentazione alla macchina
na
per cucire.
. Se questo fenomeno si verica, disattiva-
1
-
– 20 –
Page 26
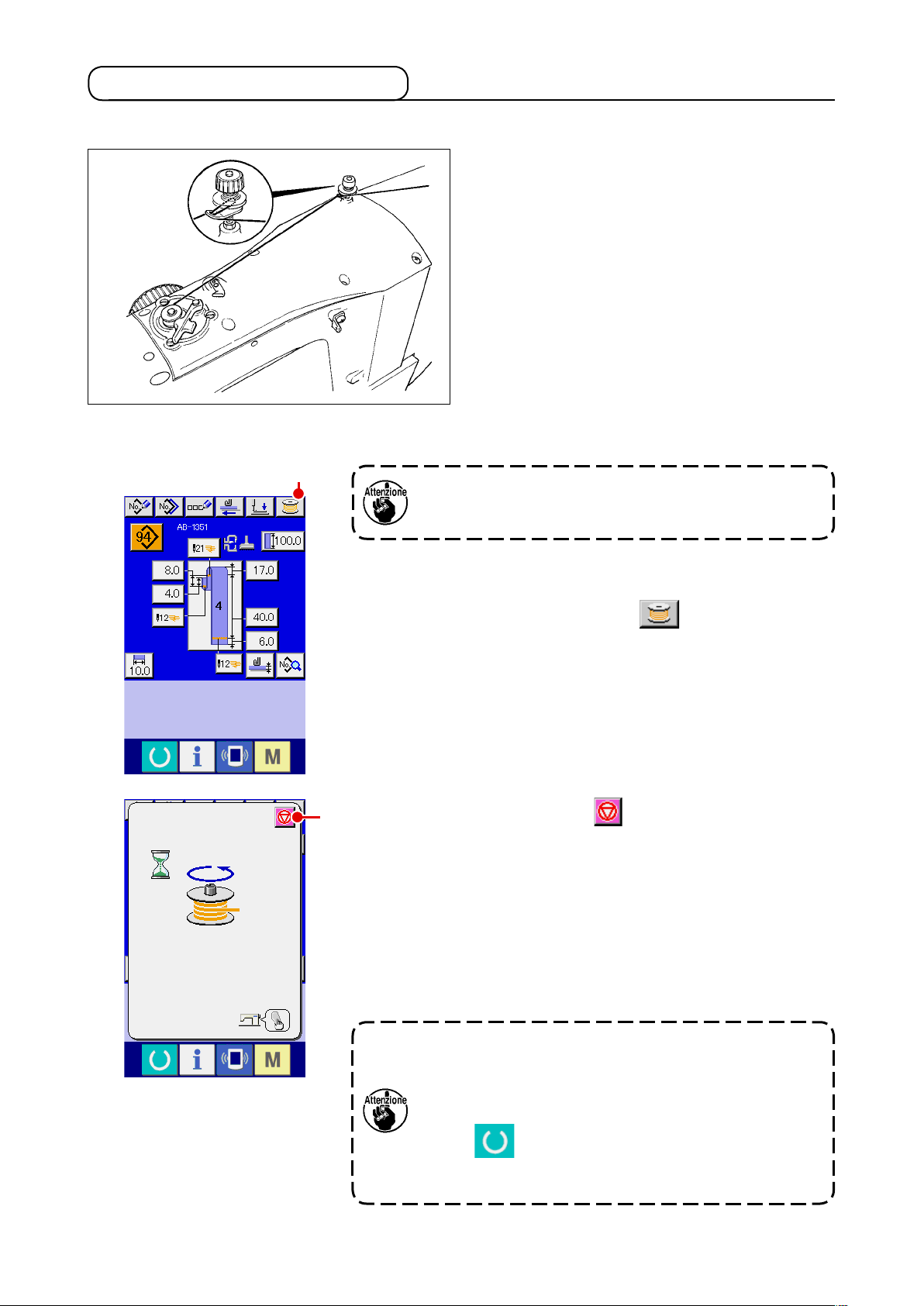
5-2. Avvolgimento della bobina
(1) Per avvolgere la bobina mentre la macchina per cucire sta eseguendo la cucitura
Inlare l'avvolgibobina e avvolgere il lo della bobina sulla bobina come illustrato in gura.
(2) Per avvolgere la bobina indipendentemente
A
Nel caso in cui si desideri effettuare solo l'avvolgimen-
to della bobina sulla macchina per cucire, slare l'ago
e rimuovere la bobina dal crochet.
Visualizzazione dello schermo di avvolgimento del lo
1
della bobina
Premere
il bottone di avvolgimento A della bobina nello
schermo di immissione (blu) dei dati di passante, e lo schermo
di avvolgimento della bobina viene visualizzato nello schermo.
vvio dell'avvolgimento della bobina
A
2
Premere l'interruttore di avvio, e la macchina per cucire ruota
per avviare l'avvolgimento della bobina.
Arresto della macchina per cucire
3
Premere
B
il bottone di arresto
B, e la macchina per cucire
si ferma e torna alla modalità operativa normale. Se si preme
di nuovo l'interruttore di avvio durante l'avvolgimento della
bobina, la macchina per cucire si ferma mantenendo abilitata
la modalità di avvolgimento del lo della bobina. Se si preme
d
i nuovo l'interruttore di avvio in questo stato, la macchina per
cucire inizia di nuovo l'avvolgimento della bobina. Utilizzare
questa procedura operativa quando si desidera avvolgere il
lo su più bobine.
L'avvolgimento della bobina non si avvia immediatamente dopo l'attivazione dell'alimentazione.
Per abilitare la funzione di avvolgimento della bobina,
impostare un numero di modello di cucitura o qualcosa di simile prima e poi premere il tasto di macchina
pronta per chiamare lo schermo di cucitura. In
questo stato, la funzione di avvolgimento della bobina
viene abilitata.
– 21 –
Page 27
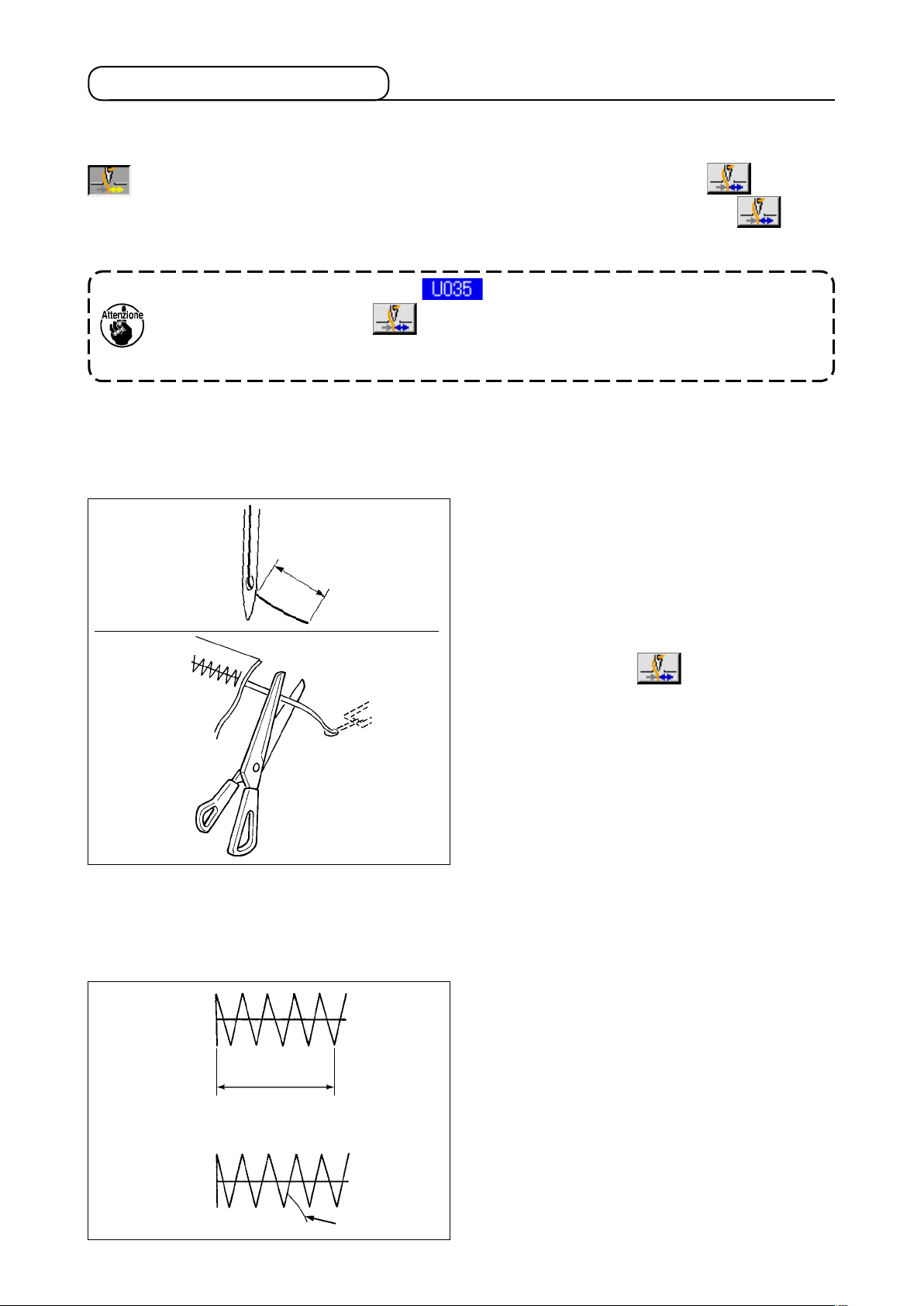
5-3. Dispositivo pinza del lo
L’inconveniente di cucitura (slamento del lo dell’ago, salti di punto o macchia del lo dell’ago) al momento della partenza ad alta velocità può essere prevenuto con il dispositivo pinza del lo.
Il dispositivo di pinzatura del lo funziona quando il bottone di pinzatura del lo è stato selezionato
, ma non funziona quando il bottone di pinzatura del lo non è stato selezionato .
La commutazione del movimento ON (abilitato)/OFF (escluso) viene effettuata con il tasto
.
Quando il dispositivo di pinzatura del lo è nello stato OFF, la macchina per cucire viene impostata automat
icamente sulla modalità di partenza dolce.
1. Quando l’interruttore di memoria è “1” (proibito), la pinza del lo non funziona.
Inoltre il tasto di pinzatura
2. Per quanto riguarda l’interruttore di memoria, consultare "@-2-28. Come modicare i
dati di interruttore di memoria”, p.93.
*
Le materie che richiedono particolare attenzione quando si usa il dispositivo pinza del lo dell’ago
del lo non viene visualizzato.
(1) In caso di “con la pinza del lo dell’ago (movimento)”, accorciare il lo dell’ago rimanente sull’ago all’ini-
zio della cucitura per l’uso. Quando la lunghezza del lo dell’ago è allungata, il lo dell’ago sul rovescio
d
el materiale tende a sporgersi. Inoltre, quando la lunghezza è eccessivamente allungata, è possibile
che l’estremità del lo dell’ago tenuta dalla pinza del lo dell’ago venga arrotolata nelle cuciture.
In caso di “con la pinza del lo dell’ago”, lo
1)
1)
standard della lunghezza del lo dell’ago è da
33 a 36 mm.
Da 33 a 36mm
Quando il lo dell’ago è lungo dopo aver
2)
sostituito il lo o qualcosa di simile oppu-
i esegue la cucitura tenendo il
.
3)
re quando s
lo dell’ago con la mano, spegnere il tasto
THREAD CLAMP
3) Quando il lo dell’ago tenuto con la pinza del
lo è arrotolato nelle cuciture, non tirare il materiale con forza e tagliare il lo dell’ago con-
nesso con le forb
ici o qualcosa di simile. Le
cuciture non vengono danneggiate dato che
esso è il lo dell’ago all’inizio della cucitura.
(2) È possibile regolare il lo dell’ago più corto mantenendo la cucitura stabilizzata all’inizio della cuci-
tura facendo funzionare la pinza del lo dell’ago e l’accumulo (aggrovigliamento del lo) del lo dell’
ago sul rovescio del materiale può essere ridotto. Tuttavia, per il modello la cui lunghezza del punto
per arrotolare dentro il lo dell’ago ordinatamente è corta, è possibile che il lo dell’ago si sporga dal
rovescio del materiale. Selezionare “con/senza la pinza del lo” consultando l’articolo sottostante.
Quando la lunghezza della cucitura è corta (meno
(Diritto)
di circa 10 mm), è possibile che l’estremità del lo
dell’ago
si sporga come la barba anche quando si
regola il lo dell’ago più corto.
10mm
(Rovescio)
Filo dell’ago
– 22 –
Page 28
5-4. Posizionamento del passante
3
2
1
Premere giù la staffa di rilevamento 3 della parte
sovrapposta e leva 1
dell'ingranaggio del dispo-
sitivo di alimentazione del passante e inserire il
passante nella guida nché il passante non venga
pos
izionato sotto l'ingranaggio 2.
Quando si dirige il passante sotto l'ingranaggio, inserirlo finché esso non
apparisca dal coltello tagliapassante.
Nel caso in cui la macchina per cucire sia acce-
*
s
a, quando la staffa di rilevamento 3 della parte
ovrapposta viene spinta verso l'alto, l'ingranaggio
s
viene ruotato dal motore per alimentare il passante.
Dirigere il passante nella direzione della freccia.
Infine, dirigere il passante nella sezione di rullo di
guida sul tavolo per lasciarlo pendere verso il basso.
Posizionare il passante sotto il rullo di guida in modo da evitare che il
passante venga bloccato o venga generato eccessivo attrito al momento
dell'alimentazione del passante.
Nel caso in cui l'unità opzionale di estrazione del
passante deva essere montata sulla macchina per
cucire, dirigere il passante come illustrato nella
gura a sinistra.
L'unità di estrazione del passante è dotata della capacità di rilevare due errori
diversi, uno è il caso in cui il passante
abbia nodi e l'altro è il caso in cui il
passante non possa essere alimentato
a causa di eccessivo attrito.
– 23 –
Page 29
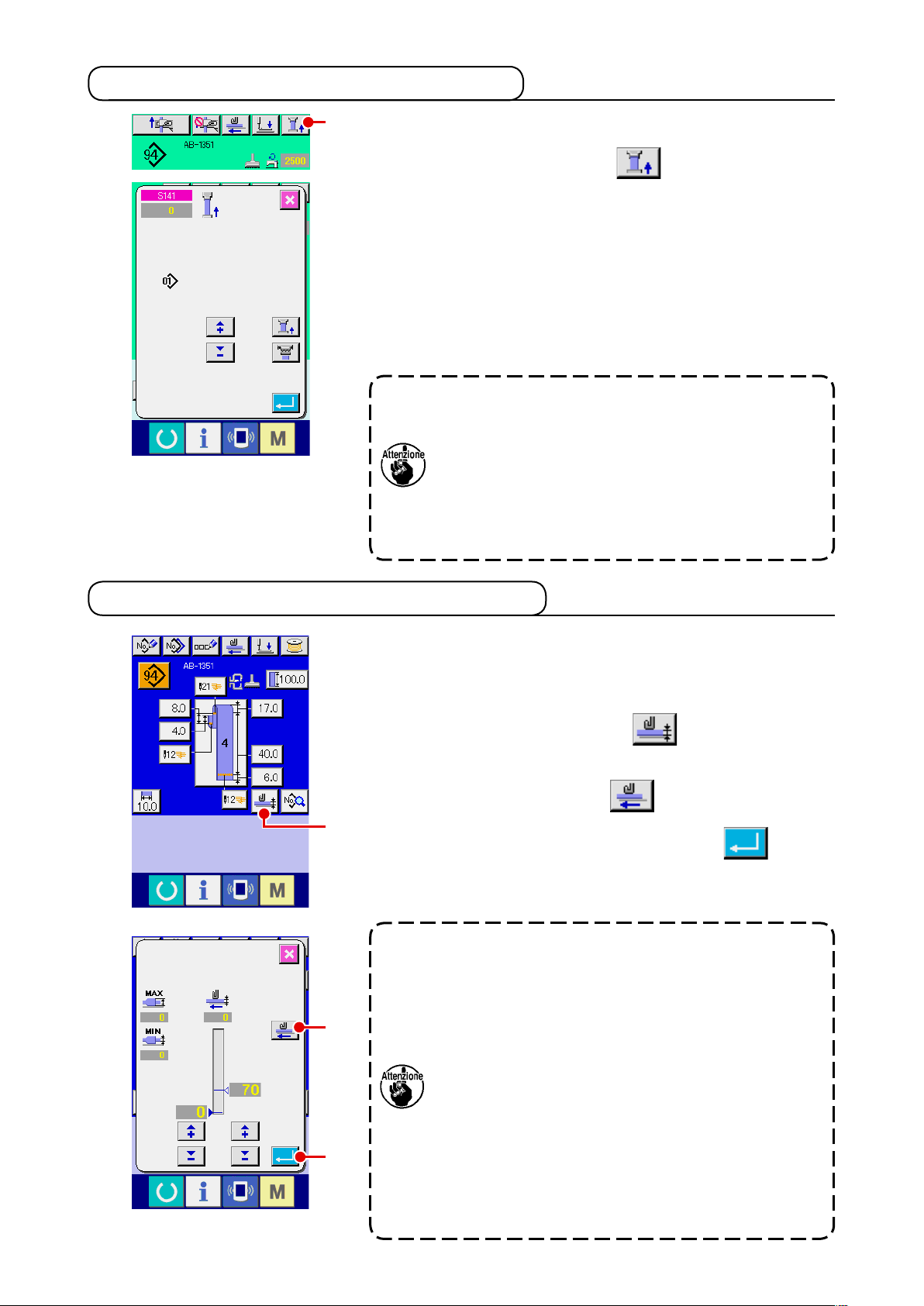
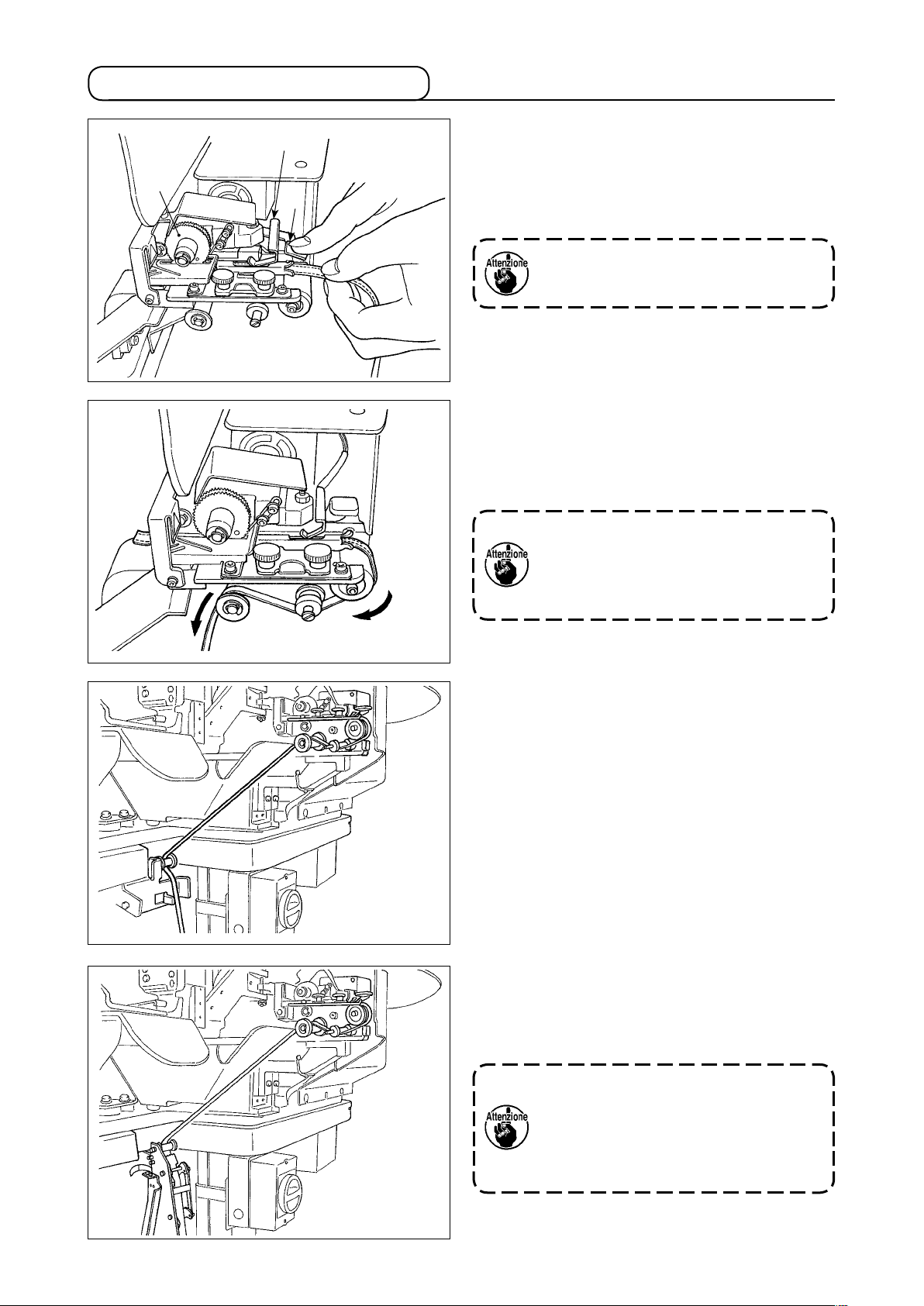
5-5. Regolazione della tensione del passante
A
Quando il passante è stato cambiato, assicurarsi di riregolare la
tensione del passante.
Premere il bottone di tensione
schermo di cucitura.
Più grandi sono le cifre dei valori negativi della tensione del
passante, minore è la tensione del passante. (La tensione del
passante può essere impostata e memorizzata in memoria per
iascun modello di cucitura.)
c
Come riferimento, regolare la tensione del passante in modo che
l'intera lunghezza del passante alimentato dalla sezione di ali
mentaz
passante sia circa 1 mm più corto dell'intera lunghezza del pas
sante v
ione del passante e pinzato alla sezione di pinzatura del
isualizzata quando si seleziona un modello di cucitura.
Se la macchina per cucire viene azionata con una
tensione del passante eccessivamente alta, l'intera
lunghezza del passante alimentato diventa più corto
di quanto richiesto. In questo caso, possono vericarsi i problemi tali che il passante non può essere
cucito alla lunghezza predeterminata o che l'estremità tagliata del passante non è retta. Per evitare
questi problemi, regolare la tensione del passante in
modo adeguato.
A del passante sullo
-
-
5-6. Impostazione dello spessore del passante
Quando si utilizza un passante nuovo, assicurarsi di impostare
lo spessore del passante.
Se i
l passante ha parti sovrapposte (giunture), anche lo spesso-
re della parte sovrapposta deve essere
Premere il bottone di insegnamento
passante nello schermo del pannello operativo.
Dirigere il passante da utilizzare in modo predeterminato e pre
mere i
si tiene premuto il tasto di alimentazione, il passante viene ali-
A
m
aver fatto passare sia la parte di spessore normale che la parte
sovrapposta del passante sotto la sezione di rilevamento della
parte sovrapposta.
1. Se lo spessore del passante è minore del valore
B
2. Come riferimento, lo spessore del passante è da
C
l bottone di alimentazione
entato. Assicurarsi di premere il tasto enter
predeterminato, il rilevatore della presenza/assenza del passante del dispositivo di introduzione del
passante potrebbe determinare che il passante sia
assente anche se il passante è presente. Se si veri-
ca l'errore di cui sopra, far funzionare la macchina
per cucire disabilitando la funzione di rilevamento
della presenza/assenza del passante.
1 a 1,8 mm. Se lo spessore del passante supera
l'intervallo di cui sopra, la sezione di pinzatura del
passante e il piedino premistoffa della macchina
per cucire possono interferire l'uno con l'altro. Per
evitare questo, assicurarsi di eseguire la cucitura
di prova in anticipo per confermare che non ci sia
l'interferenza tra di loro. E poi iniziare a cucire.
impostato.
A dello spessore del
-
B del passante. Finché
C dopo
– 24 –
Page 30
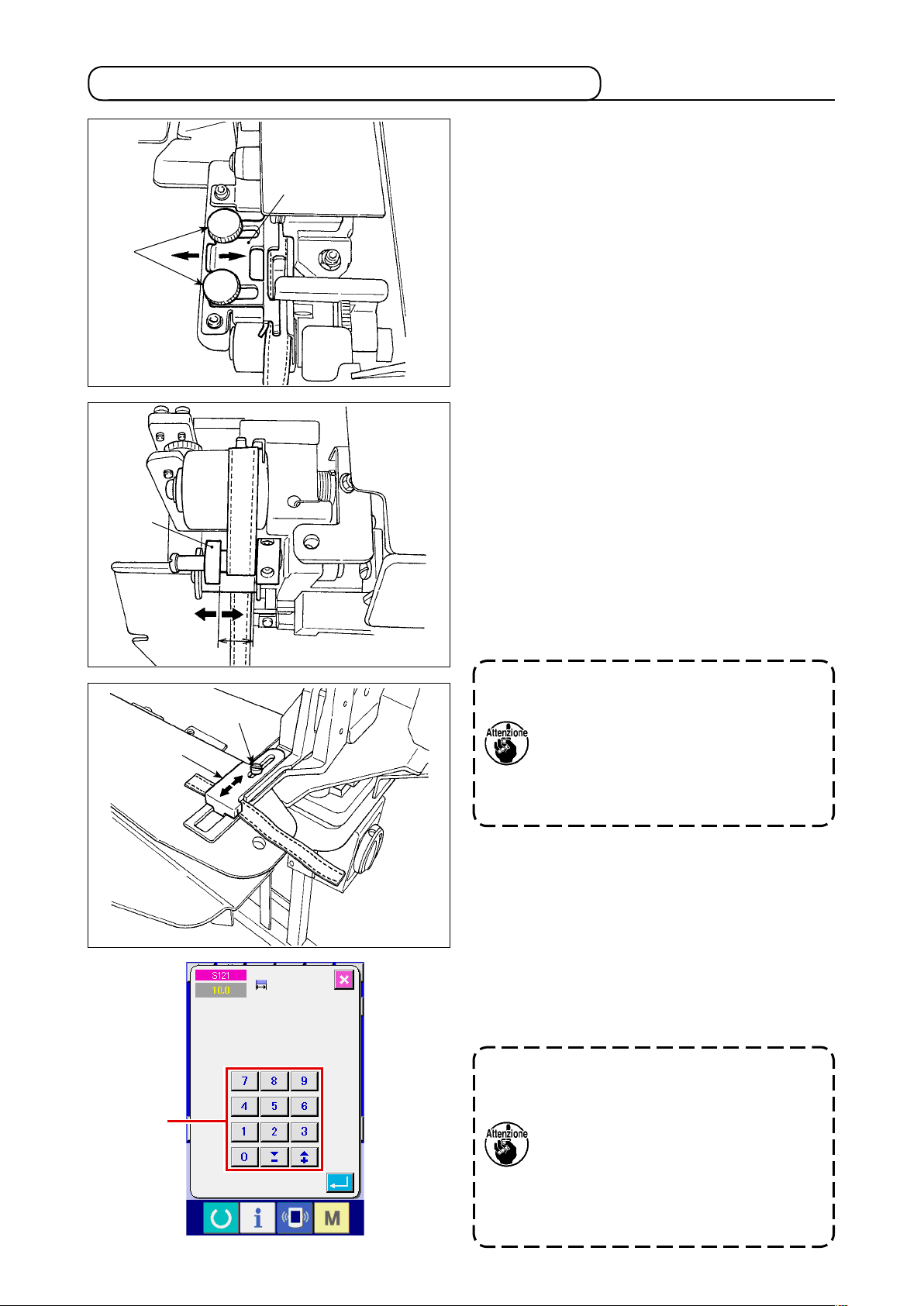
5-7. Metodo per modicare la larghezza del passante
1) Quando si desidera cambiare la larghezza
del passante, allentare le due viti 2 del gu
dapassante 1 per regolare la larghezza della
1
Regolare in modo che il passante passi at
2
Controllare che l'estremità del guidapassante
2) Regolare la posizione della guida 1 secondo
1
ida in base alla larghezza del passante.
gu
traverso la gu
senza eccessivo spazio laterale tra la guida
e il passante premendo leggermente la guida
contro
1
corrisponda alla larghezza del passante.
la larghezza del passante.
i-
-
ida del passante in modo liscio
il passante.
3
4
3) Allentare la vite di ssaggio 4 del morsetto
del passante. Regolare la posizione del morsetto super
iore 3 del passante secondo la
larghezza del passante.
La larghezza della sezione di guidapassante e quella della sezione di pinzatura del passante devono essere regolate
in modo che il passante passi in modo
liscio e che non sia presente un gioco
laterale. Se è presente un gioco laterale
eccessivo, la posizione di attaccatura
del passante può variare.
Immettere il valore della larghezza del pas-
4)
sante nella sez
ione di impostazione A della
larghezza del passante nello schermo del
pannello operativo. Allo stesso tempo, modi-
are le dimensioni della cucitura per attaccare
c
il passante. Fare riferimento a "@-2-6. Come
modicare la lunghezza del passante," p.
per il metodo per cambiare le dimensioni
39
della cuc
itura.
A
Se viene cucita la travetta la cui larghezza è molto più larga dell'impostazione
della larghezza della travetta specicata
attraverso il pannello operativo, il pressore del capo di vestito e il morsetto del
passante possono interferire l'uno con
l'altro (errore No. M596). Se viene dato
l'allarme, modicare l'impostazione della larghezza della travetta per ridurre la
larghezza della travetta.
– 25 –
Page 31

5-8. Metodo per regolare il fermo del tessuto
Allentare le viti 1 e regolare la posizione del fermo del tessuto secondo la posizione di attaccatura del passante sul capo d
1
1
5-9. Interruttore di avvio
i vestito.
Nel caso in cui il fermo del tessuto
sia regolato ad una posizione che si
trova dietro il punto di entrata dell'ago
ad una distanza di 17 mm o più, può
esserci il rischio di intrappolamento
del capo di vestito tra la placca ago e
il fermo del tessuto. Nel caso in cui la
posizione del fermo del tessuto deva
essere regolata ad una distanza di 17
mm o più dall'entrata dell'ago verso il
lato opposto, il fermo del tessuto su
misura deve essere utilizzato per evitare il problema.
ATTENZIONE
Quando si preme l'interruttore di avvio, il pressore del capo di vestito scende. Allo stesso
tempo, il morsetto del passante si sposta verso la macchina per cucire ad alta velocità.
Fare molta attenzione a non avvicinare le mani al morsetto del passante durante il lavoro.
:
Dopo aver completato la preparazione per la cu-
citura, si può mettere la macchina per cucire in
funz
2
ione premendo l'interruttore di avvio 1.
Quando i
l morsetto 2
del passante ha pinzato il
passante, il funzionamento dell'interruttore di avv
io 1 v
iene accettato.
1. Fare funzionare la macchina per
cucire facendo attenzione a non
spostare le mani sopra il coperchio
1
3
2. Se non si tiene premuto l'interrutto-
2
3. Si può anche premere l'interruttore
3
1
di sicurezza 3 poiché le mani possono interferire con il morsetto del
passante.
re di avvio per un tempo sufcientemente lungo, la cucitura verrà
interrotta. Assicurarsi di tenere
premuto l'interruttore di avvio completamente.
di avvio mentre il morsetto del passante pinza il passante e si sposta
verso la posizione di attesa dopo
il completamento della cucitura. In
tal caso, il morsetto del passante
non si ferma alla posizione di attesa, ma si sposta direttamente alla
posizione di cucitura per iniziare la
cucitura successiva. Assicurarsi di
prestare molta attenzione durante
questa procedura.
– 26 –
Page 32

@
. FUNZIONAMENTO (PANNELLO OPERATIVO)
1. Introduzione
1) Genere di dati di cucitura trattati con il IP-420
Nome del modello di cucitura Descrizione
Dati a format vettore Archivio la cui estensione è “.VDT”
Leggere dalla carta d
Dati di cucitura File la cui estensione è ".EPD"
Leggere dal media. 999 modelli di cucitura max possono essere utilizzati.
2) Struttura del folder della carta memoria
Memorizzare ciascun archivio negli elenchi sottostanti della carta di memoria.
i memoria. 999 modelli di cucitura max possono essere usati.
Unità carta di
memoria
VDATA
Memorizzare i dati a
format vettore.
AB1351
Memorizzare i dati di
cucitura:
VD00
VD00
AB00 .EPD
AB00
.VDT
.VDT
.EPD
Dati a format
vettore:
Memorizzare in
/VDATA.
Dati di cucitura:
Memorizzare in
/AB1351.
I dati che non sono memorizzati negli elenchi suddetti non possono essere letti. Perciò,
fare attenzione.
– 27 –
Page 33

– 28 –
CompactFlash (TM)
3)
Inserimento del CompactFlash (TM)
■
1) Volgere il lato con l’etichetta del Compact-
Flash (TM) verso questo lato (pos
izionare la
tacca del bordo indietro) e inserire la parte
che ha un foro piccolo nel pannello.
2) Dopo aver posizionato la carta di memoria,
chiudere il coperchio. Chiudendo il coperchio,
l’accesso è possibile. Se la carta di memoria
e il coperchio non si chiude, controllare le
seguenti materie.
• La carta di memoria è sicuramente pre
-
muta nché tocchi il fondo?
•
Carta di
memoria
1. Quando il senso di inserimento della carta di memoria è sbagliato, il pannello e la carta
di memoria possono essere danneggiati.
2. Non inserire nessun articolo tranne il CompactFlash (TM).
3. Lo slot del media nel IP-420 è compatibile con il CompactFlash (TM) da 2GB o meno.
4. Lo slot del media nel IP-420 supporta il FAT16 che è il format del CompactFlash (TM). Il
FAT32 non è supportato.
5. Avere cura di usare il CompactFlash (TM) formattato con il IP-420. Per la procedura di
formattazione del CompactFlash (TM), vedere "@-2-32. Effettuazione della formattazio-
ne della carta di memoria", p.106.
Il senso di inserimento della carta di me-
moria è corretto?
Rimozione del CompactFlash (TM)
■
2
1
1) Tenere il pannelo manualmente, aprire il coperchio e premere la leva di rimozione della
carta di memoria
. La carta d
1
i memoria 2
viene espulsa.
Quando la leva 1 viene premuta fortemente, la carta di memoria 2 può
essere rotta sporgendo e cadendo.
2) Quindi estrarre la carta di memoria 2 per
completare la rimozione.
Page 34

Porta USB
4)
Inserimento di un dispositivo nella porta USB
■
Scollegamento di un dispositivo dalla porta USB
■
scorrere il coperchio superiore ed inserire il
Fare
dispositivo USB nella porta USB. Quindi, copiare i
dati da usare dal dispositivo USB sul corpo princi
pale.
D
opo il completamento della copiatura dei dati,
rimuovere il dispositivo USB.
Rimuovere il dispositivo USB. Rimettere il coper
ch
io a posto.
-
-
Precauzioni da adottare quando si usa la carta di memoria
• Non bagnare o toccarlo con le mani bagnate. Incendio o scosse elettriche saranno
causate.
• Non piegarlo, applicare forza o colpo forte ad esso.
• Non effettuare mai smontaggio o modiche di esso.
• Non mettere il metallo alla parte di contatto di esso. I dati possono scomparire.
• Evitare di conservarlo o usarlo nei luoghi sottostanti.
Luogo di alta temperatura o umidità
Luogo dove si vericano fenomeni di condensa
Luogo polveroso
Luogo dove è probabile che si verichi elettricità satica o rumore elettrico
– 29 –
Page 35

– 30 –
Precauzioni da prendere nella manipolazione di dispositivi USB
1
• Non lasciare il dispositivo USB o il cavo USB collegato alla porta USB quando la macchina per cucire è in
funzione. La vibrazione della macchina può danneggiare la sezione di porta con conseguente perdita di dati
memorizzati sul dispositivo USB o rottura del dispositivo USB o della macchina per cucire.
• Non inserire/rimuovere un dispositivo USB durante la lettura/scrittura del programma o dei dati di cucitura.
Ciò può causare la rottura dei dati o il malfunzionamento.
• Quando lo spazio di memoria di un dispositivo USB è diviso, solo una partizione è accessibile.
• Alcuni tipi di dispositivi USB potrebbero essere non riconosciuti correttamente da questa macchina per cucire.
• La JUKI declina ogni responsabilità per perdita di dati memorizzati sul dispositivo USB causata dall'uso del
dispositivo con questa macchina per cucire.
• Quando il pannello visualizza lo schermo di comunicazione o di elenco dei dati di modello di cucitura, l'azio-
namento del USB non è riconosciuto anche se si inserisce un media nello slot.
• Per i dispositivi USB ed i media come le carte dei CF, fondamentalmente soltanto un dispositivo/media
dovrebbe essere collegato/inserito alla/nella macchina per cucire. Quando due o più dispositivi/media sono
collegati/inseriti, la macchina riconoscerà soltanto uno di loro. Consultare le caratteristiche tecniche del USB.
• Inserire no in fondo il connettore USB nella porta USB sul pannello IP.
• Non disattivare l'alimentazione, mentre i dati sull'USB ash drive sono in uso.
Caratteristiche tecniche del USB
2
• Conforme allo standard USB 1.1
• Dispositivi applicabili *1 __________Dispositivi di memorizzazione quali la memoria del USB, il mozzo del
USB, FDD ed il lettore di schede
• Dispositivi non applicabili _________azionamento CD, azionamento di DVD, unità disco MO, azionamento di
nastro, ecc.
• Format supportato ______________FD (disco essibile) FAT 12
______________Altri (memoria del USB, ecc.) FAT 12, FAT 16, FAT 32
• Misura applicabile del media ______FD (disco essibile) 1,44MB, 720kB
______Altri (memoria del USB, ecc.) 4,1MB ~ (2TB)
•
Riconoscimento degli azionamenti
___Per i dispositivi esterni quale un dispositivo USB, si accede al dispositivo
che è riconosciuto in primo luogo. Tuttavia, quando un media è collegato
allo slot incorporato del media, sarà data la massima priorità all'accesso a
quel media. (Esempio: Se un media viene inserito nello slot del media, si
accederà al media anche quando la memoria del USB è stata già collegata alla porta USB.)
• Limitazione sul collegamento ______10 dispositivi max (quando il numero di dispositivi di memorizzazione
collegati alla macchina per cucire ha superato il numero massimo, 11o
dispositivo di memorizzazione e successivi non saranno riconosciuti a
meno che non siano scollegati una volta e ricollegati.)
• Consumo di corrente ____________Il consumo di corrente nominale dei dispositivi applicabili del USB è di 500
mA al massimo.
*1 : La JUKI non garantisce il funzionamento di tutti i dispositivi applicabili. Alcuni dispositivi potrebbero non funzionare a
causa di un problema di compatibilità.
Page 36

2. Metodo per utilizzare il pannello operativo
2-1. Nome di ciascuna sezione del IP-420
1
2
(Davanti)
(Lato destro)
6
7
8
9
!0
!1
!2
4 5
3
Pannello tattile
1
Tasto READY
2
Sezione di display LCD
・
La commutazione tra lo schermo di immissione dei dati e
→
(macchina pronta) lo schermo di cucitura viene effettuata.
Tasto INFORMATION
3
La commutazione tra lo schermo di immissione dei dati e
→
(informazione) lo schermo di informazione viene effettuata.
Taso COMMUNICATION
4
La commutazione tra lo schermo di immissione dei dati e
→
(comunicazione) lo schermo di comunicazione viene effettuata.
Tasto MODE (modo)
5
La commutazione tra lo schermo di immissione dei dati e
→
lo schermo di commutazione dello schermo che esegue
la varie impostazioni dettagliate può essere effettuata.
Controllo del contrasto
6
Controllo della luminosità
7
Pulsante per espulsione CompactFlash (TM)
8
Slot del CompactFlash (TM)
9
Interruttore di rilevazione del coperchio
!0
Connettore per l’interruttore esterno
!1
Connettore per il collegamento della centralina di controllo
!2
– 31 –
Page 37

– 32 –
2-2. Bottoni da usare in comune
I bottoni che eseguono le operazioni comuni in ciascuno schermo di IP-420 sono come segue:
Bottone CANCEL (annullamento)
In caso di cambiare lo schermo di modica dei dati,
Bottone ENTER (determ
Bottone UP SCROLL
(scorrimento verso l’alto) nel senso verso l’alto.
Bottone DOWN SCROLL
(scorrimento verso il basso) nel senso verso basso.
Bottone RESET (ripristino)
Bottone NUMERAL INPUT
(immissione del numerale)
Bottone CHARACTER INPUT
(immissione del carattere) immissione del carattere.
inazione) → Questo bottone determ
Questo bottone ch
→
il dato in corso di modica può essere annullato.
Questo bottone fa scorrere il bottone o il display
→
Questo bottone fa scorrere il bottone o il display
→
Questo bottone esegue il rilascio dell’errore.
→
Questo bottone visualizza i dieci tasti e
→
l’immissione del numerale può essere effettuata.
Questo bottone v
→
Consultare
→
di modello di cucitura del passante”, p.49
iude lo schermo rapido.
ina il dato cambiato.
isualizza lo schermo di
“@-2-10. Come nominare il numero
.
Bottone PRESSER DOWN
(abbassamento del pressore) il pressore, premere il bottone PRESSUER UP
Bottone BOBBIN WINDER
(avvolgibobina) della bobina.
Questo bottone abbassa
→
(sollevamento del pressore) visualizzato nello
schermo di abbassamento del pressore.
Questo bottone esegue l’avvolgimento del lo
→
Consultare
→
bina”, p.21
“!-5-2. Avvolgimento della bo-
il pressure.er sollevare
Page 38

2-3. Funzionamento fondamentale del IP-420
Accendere l’interruttore dell’alimentazione
1
Quando la macchina viene accesa per la prima volta, lo scher-
mo di selezione della lingua viene visualizzato. Impostare la
lingua che si usa. (È possibile cambiare con l’interruttore di
memor
Premere il tasto SET READY per passare allo stato di cu-
2
citura pronta.
ia
Quando si nisce lo schermo di selezione con il bottone CANCEL o il bottone ENTER senza effet-
tuare la selezione della lingua, lo schermo di selezione
della lingua viene visualizzato ogni volta che la macchina viene accesa.
).
A
Quando
il tasto READY (macchina pronta)
A viene
premuto, il colore di fondo del display a LCD viene cambiato a
verde, e la macchina per cucire viene messa allo stato in cui
la cucitura è possibile.
– 33 –
Page 39

– 34 –
2-4. Sezione di visualizzatore a cristalli liquidi quando la cucitura individuale
del passante è selezionata
(1) Schermo di immissione dei dati della cucitura individuale del passante
K
R
G
T
L
I
J
P
A
B C D E F
U
S
M
O
L
H
N
Q
Simbolo
A
B
C
D
E
F
Nome del bottone Descrizione
Bottone d
del nuovo modello di
cucitura
Bottone d
Bottone d
dei caratteri
Bottone d
Bottone d
abbassamento del
pressore
Bottone d
della bobina
i creazione
i copia Visualizza lo schermo di selezione del numero di modello di cucitura del passante di
i immissione
i alimentazione Inserire un passante nell'unità di alimentazione del passante e premere questo
i
i avvolgimento
Visualizza lo schermo di creazione del nuovo numero di modello di cucitura del
passante per consentire la registrazione dei dati di nuovo modello.
Consultare
→
del passante", p.47
fonte della copia per consentire la copia dei dati di modello di cucitura.
Consultare
→
passante", p.52
Visualizza lo schermo di immissione dei caratteri della cucitura individuale del
passante per consentire l'immissione del nome dei dati di modello di cucitura.
Consultare
→
passante", p.49
bottone per alimentare il passante.
La macch
di abbassamento del pressore.
Consultare
→
piedino premistoffa", p.42
Visualizza lo schermo di avvolgimento della bobina per permettere alla macchina di
avvolgere la bobina.
Consultare
→
"@-2-9. Come registrare un nuovo numero di modello di cucitura
.
"@-2-12. Come copiare il numero di modello di cucitura del
.
"@-2-10. Come nominare il numero di modello di cucitura del
.
ina abbassa il pressore del capo di vestito e viene visualizzato lo schermo
"@-2-7. Come abbassare il pressore del capo di vestito e il
.
"!-5-2. Avvolgimento della bobina”, p.21
.
Page 40

Simbolo
G
H
I
J
K
L
M
N
O
P
Q
Nome del bottone Descrizione
Bottone d
numeri di modello di
cucitura
Bottone d
cucitura
Bottone d
Bottone d
passante
Bottone d
Bottone d
passante
Bottone d
lunghezza del passante
Bottone d
dello spessore del passante
Bottone d
della parte sovrapposta del
passante
Bottone d
dei dati di cucitura
Schermo d
customizzazione dei dati di
cucitura/dati di regolazione
i elenco dei
i elenco dei dati di
i forma di cucitura Visualizza lo schermo di impostazione della forma di cucitura.
i larghezza del
i travetta Visualizza lo schermo di immissione dei dati individuali della LK per passare alla
i lunghezza del
i immissione della
i insegnamento
i cancellazione
i customizzazione
i
Visualizza lo schermo di elenco dei numeri di modello di cucitura del passante
per consentire la selezione dei dati di modello di cucitura.
Consultare
→
del passante", p.50
Visualizza lo schermo di elenco dei dati di cucitura. I dati dettagliati di cucitura
che non venono visualizzati nello schermo di immissione possono essere
selezionati per revisionare i dati di cucitura.
Consultare
→
sualizza lo schermo di impostazione della larghezza del passante.
Vi
modalità di impostazione della travetta. Il numero di bottoni da visualizzare nello
schermo varia a seconda della forma di cucitura.
Il numero di punti e il tipo di forma di cucitura (travetta lineare o travetta a zigzag) vengono visualizzati sul bottone.
Consultare
→
sualizza lo schermo di impostazione della lunghezza del passante. I bottoni
Vi
vengono visualizzati in base alla forma di cucitura e alla lunghezza del passante
che può essere impostata. Il numero di bottoni da visualizzare nello schermo
ia a seconda della forma di cucitura.
var
sualizza lo schermo di immissione della lunghezza del passante.
Vi
sualizza lo schermo di insegnamento dello spessore del passante.
Vi
Consultare
→
sualizza lo schermo di conferma per permettere di determinare se la parte
Vi
sovrapposta del passante rilevata (o l'assenza del passante rilevata) può essere
cancellata o meno.
Visualizza lo schermo di impostazione dei dati di cucirtura specicato nello schermo
di im
postazione della customizzazione dello schermo di immissione dei dati.
Visualizza lo schermo di impostazione dei dati di cucirtura o lo schermo di
impostazione dei dati di regolazione specicato nello schermo di impostazione
della custom
"@-2-11. Come selezionare il numero di modello di cucitura
.
"@-2-5. Come commutare la forma di cucitura", p.38
"@-2-16. Come effettuare l'impostazione della travetta", p.59
"@-2-13. Funzione di insegnamento del passante", p.53
izzazione dello schermo di immissione dei dati.
.
.
.
Simbolo
R
S
T
U
Nome dell'immagine Descrizione
Nome de
individuale del passante
elaio del piedino
T
premistoffa
Informaz
parte sovrapposta del
passante
Pressore del capo d
vestito
i dati di cucitura
ioni sulla
i
Visualizza il nome immesso nei dati di cucitura individuale del passante attualmente
selezionati.
Visualizza il piedino premistoffa per travetta lineare o quello per travetta a zig-zag
attualmente selezionato.
La parte sovrapposta r
Visualizza la presenza/assenza della pinza addizionale per il pressore attualmente
selezionato del capo di vestito.
: Piedino premistoffa per travetta lineare
: Piedino premistoffa per travetta a zig-zag
ilevata del passante viene visualizzata.
: Niente passante
: La parte sovrapposta del passante viene rilevata
: La pinza addizionale è presente.
: La pinza addizionale è assente.
– 35 –
Page 41

– 36 –
(2) Schermo di cucitura individuale del passante
L
R
G
H
N
J
I
B C DA
E
O
S
P
Q
K
M
F
Simbolo
A
B
C
D
E
F
G
Nome del bottone Descrizione
Bottone d
battuta d'arresto
Bottone d
della presa del passante
success
Bottone d
Bottone d
abbassamento del
pressore
Bottone d
passante
Bottone d
passo per passo
Bottone di modica del
valore del contatore
i operazione
i annullamento
ivo
i alimentazione Quando questo bottone viene premuto con un passante inserito nell'unità di
i
i tensione del
i operazione
segue l'operazione battuta d'arresto.
E
La macchina esegue la proibizione (annullamento) o il ripristino della presa del
passante per la cucitura successiva.
Consultare
→
la prossima cucitura", p.58
alimentazione del passante, l'unità alimenta il passante. Va, tuttavia, ricordato che
questo bottone non può essere premuto mentre la macchina per cucire è impegnato
n cucitura o esegue l'operazione battuta d'arresto.
i
La macch
visualizzato lo schermo di abbassamento del pressore. Va, tuttavia, ricordato che
questo bottone non può essere premuto mentre la macchina per cucire è impegnato
in cucitura o esegue l'operazione battuta d'arresto.
Consultare
→
piedino premistoffa", p.42
sualizza lo schermo di immissione della tensione del passante. In questo
Vi
momento, l'azione dell'interruttore di avvio è proibita.
sualizza lo schermo di selezione dell'operazione
Vi
passo per passo e sposta la modalità operativa alla modalità di operazione passo
per passo. Va, tuttavia, ricordato che questo bottone non può essere premuto
mentre la macch
Consultare
→
sualizza il valore attuale del contatore sul bottone. Quando questo bottone viene
Vi
premuto, lo schermo di modica del valore del contatore viene visualizzato.
Consultare
→
"@-2-15. Funzione di annullamento della presa del passante per
.
ina abbassa il pressore del capo di vestito e il piedino premistoffa e viene
"@-2-7. Come abbassare il pressore del capo di vestito e il
.
ina per cucire esegue l'operazione battuta d'arresto.
"@-2-14. Come effettuare l'operazione passo per passo", p.55
"@-2-8. Uso del contatore", p.43
.
.
Page 42

Simbolo
H
Nome del bottone Descrizione
Bottone d
del contatore
i commutazione
La visualizzazione del contatore può essere commutata tra il contatore di travette/
contatore di passanti/contatore del lo della bobina.
Il bottone v
cui sopra siano nello stato ON.
iene visualizzato solo nel caso in cui due o più contatori dei contatori di
I
J
K
Simbolo
L
M
N
O
P
Q
Bottone d
successiva del modello di
cucitura diretto
Bottone d
cucitura diretto
i pagina
i modello di
Consultare
→
Visualizza i numeri di modello di cucitura del passante registrati nella pagina
successiva sulla sezione J.
Visualizza il numero di modello di cucitura del passante specicato nello schermo
d
i selezione del modello di cucitura diretto.
: Contatore di travette
: Contatore di passanti
: Contatore del lo della bobina
"@-2-8. Uso del contatore", p.43
Una pressione su questo bottone attiva il piedino premistoffa e il pressore del capo di vestito, bisogna perciò
fare attenzione.
Bottone di cancellazione
della parte sovrapposta
del passante
Nome dell'immagine Descrizione
Numero d
cucitura del passante
escrizione del modello di
D
cucitura del passante
Larghezza del passante Vi
Nome de
individuale del passante
Numero d
macchina per cucire
elaio del piedino
T
premistoffa
i modello di
i dati di cucitura
i giri della
sualizza lo schermo di conferma per permettere di determinare se la parte
Vi
sovrapposta del passante rilevata (o l'assenza del passante rilevata) può essere
cancellata o meno.
Visualizza il numero attualmente selezionato di modello di cucitura del passante.
Visualizza la descrizione (forma di cucitura, le dimensioni) del modello di cucitura
del passante da cucire.
sualizza la larghezza del passante attualmente impostata.
Visualizza il nome immesso nei dati di cucitura individuale del passante
attualmente selezionati.
Visualizza il numero di giri (valore di impostazione) del modello di cucitura della
travetta in corso di cucitura.
Visualizza il piedino premistoffa per travetta lineare o quello per travetta a zig-zag
attualmente selezionato.
.
Informaz
R
sovrapposta del passante
Pressore del capo d
S
vestito
ioni sulla parte
La parte sovrapposta r
i
Visualizza la presenza/assenza della pinza addizionale per il pressore attualmente
selezionato del capo di vestito.
: Piedino premistoffa per travetta lineare
: Piedino premistoffa per travetta a zig-zag
ilevata del passante viene visualizzata.
: Niente passante
: La parte sovrapposta del passante viene rilevata
: La pinza addizionale è presente.
: La pinza addizionale è assente.
– 37 –
Page 43

– 38 –
2-5. Come commutare la forma di cucitura
Visualizzazione dello schermo di immissione dei dati della
1
cucitura individuale del passante
Solo nello schermo di immissione (blu) dei dati della cucitura
individuale del passante, la commutazione della forma di cucitura è abilitata. Nello schermo di cucitura (verde) della cucitura
individuale del passante, premere il tasto di macchina pronta
A
per visualizzare lo schermo di immissione (blu) dei dati
della cucitura individuale del passante.
Richiamo dello schermo di selezione della forma di cucitura
2
Premere il bottone di forma di cucitura A, e lo schermo
di selezione della forma di cucitura viene visualizzato.
Selezione del tipo di forma di cucitura e conferma dell'im-
3
missione
Le seguenti dodici forme di cucitura sono disponibili. Sele-
zionare quella desiderata tra queste forme. Selezionare un
tipo di forma di cucitura desiderato premendo uno dei bottoni
B
di selezione B della forma di cucitura, che corrisponde al
tipo desiderato. Premere quindi il bottone enter
C
, e la
forma di cucitura che è stata selezionata viene confermata e
C
lo schermo ritorna allo schermo di immissione dei dati della
cucitura individuale del passante.
Pittogramma Nome Pittogramma Nome
Forma No. 1 del passante
Forma No. 2 del passante Forma No. 8 del passante
Forma No. 3 del passante Forma No. 9 del passante
Forma No. 4 del passante Forma No. 10 del passante
Forma No. 5 del passante Forma No. 11 del passante
Forma No. 6 del passante
(tipo semiclassico)
Forma No. 7 del passante
(ambedue le estremità arrotolate)
Forma No. 12 del passante
Page 44

2-6. Come modicare la lunghezza del passante
(1) Come modicare le dimensioni del passante
Visualizzazione dello schermo di immissione dei dati della
1
cucitura individuale del passante
Le dimensioni del passante possono essere modicate nello
A
schermo d
passante. Nello schermo di cucitura (verde) della cucitura
individuale del passante, premere il tasto di macchina pronta
della cucitura individuale del passante.
R
ichiamo dello schermo di immissione della lunghezza
2
del passante
Quando s
si desidera modicare, il corrispondente schermo di immiss
ione della lunghezza del passante viene visualizzato. Come
esempio di procedura di modica della lunghezza del passante, prendere la lunghezza A del passante nella forma No. 4
i immissione dei dati della cucitura individuale del
per visualizzare lo schermo di immissione (blu) dei dati
i preme il bottone per la lunghezza del passante che
B
del passante. Premere il bottone
A per v
isualizzare lo
schermo di immissione della lunghezza del passante.
* La disponibilità delle lunghezze da A a F del passante dipende
dalla forma del passante (cioè, forme dal No. 1 al No. 12 del
C
passante). Pertanto, ci sono le lunghezze disponibili e quelle
non disponibili per ciascuna forma del passante.
* Il valore iniziale e l'intervallo impostabile di lunghezza del pas-
sante var
iano a seconda della forma del passante (cioè, forme
dal No. 1 al No. 12 del passante).
Immissione dei dati
3
Immettere un valore des
iderato con i tasti numerici e il bottone
+/- B.
Conferma dell'immissione
4
Premere
mess
il bottone enter
i vengono confermati.
C, ed
i dati che sono stati im-
* Per le altre lunghezze del passante, è possibile modicare i
dati seguendo le procedure sopra descritte.
1. Le dimensioni della forma di cucitura del passante visualizzate sul pannello operativo
devono essere intese come riferimento. Le dimensioni variano a seconda del materiale
del passante. Assicurarsi di regolare le impostazioni delle dimensioni del passante in
modo che le dimensioni nite desiderate vengano ottenute.
2. La dimensione A impostata da S002 e S003 è comune a tutte le forme di cucitura. Il valore di impostazione, quindi, rimane lo stesso anche se si cambia il modello di cucitura.
(Per le forme di cucitura No. 7, 8 e 9, la dimensione A impostata da S028 e S029 viene
utilizzata. Questo signica che l'intera lunghezza del passante può essere al di fuori
della gamma (E483) nel caso in cui la forma di cucitura sia stata cambiata.
– 39 –
Page 45

– 40 –
Impostazione della quantità di allentamento
5
Nel caso in cui la forma del passante No. 7, No. 9, No. 11 o
D
No. 12 sia stata selezionata, il bottone di impostazione
della quant
D
ità di allentamento compare sulla schermata di
immissione dei dati di cucitura individuale del passante. Quan-
do si preme il bottone di impostazione
D della quant
di allentamento, la schermata di impostazione della quantità di
allentamento viene visualizzata per consentire l'impostazione
della quantità di allentamento.
Nel caso in cui la forma del passante No. 7, No. 9, No. 11 o
No. 12 sia stata selezionata, la quantità di allentamento viene
visualizzata nella sezione E sulla schermata d
i cucitura indivi-
duale del passante.
ità
E
Page 46

(2) La modica della lunghezza (intera lunghezza) del passante e le precauzioni da prendere
G
uando si preme il bottone
Q
F, lo schermo di immissione
della lunghezza (intera lunghezza) del passante viene visualizza-
F
to
per permettere di cambiare la lunghezza (intera lunghezza) del
passante.
Immettere il valore desiderato con il bottone +/- G. Confermare
quindi l'immissione con il bottone enter
H.
Nel caso in cui la lunghezza (intera lunghezza) del passante sia stata cambiata, cambia la lunghezza finale
del passante indicata per ciascuna forma del passante
nella tabella qui sotto. Fare quindi attenzione.
Forma del passante
No.1 Lunghezza B del passante
H
No.2 Lunghezza C del passante
No.3 Lunghezza B del passante
No.4 Lunghezza E del passante
No.5 Lunghezza F del passante
ipo semiclassico) Lunghezza B del passante
No.6 (t
No.7 (ambedue le estrem
No.8 Lunghezza B del passante
No.9 Lunghezza E del passante
No.10 Lunghezza B del passante
No.11 Lunghezza E del passante
No.12 Lunghezza F del passante
ità arrotolate) Lunghezza F del passante
Lunghezza nale del
passante che sarà camb
iata
(3) La modifica della lunghezza del passante tramite la selezione del telaio del piedino
premistoffa
I
Le dimensioni /intera lunghezza del passante viene cambiata
cambiando il telaio (travetta lineare/travetta a zig-zag) del piedino
premistoffa. Quando si desidera cambiare il telaio del piedino pre
mistoffa, la selezione può essere fatta al
dell'imposta-
zione della macchina. Il telaio attualmente selezionato del piedino
premistoffa viene visualizzato in
@
are riferimento a
F
→
.
98
"
-2-29.
.
I
Come impostare il dispositivo," p.
– 41 –
-
Page 47

2-7. Come abbassare il pressore del capo di vestito e il piedino premistoffa
A
Quando si preme il bottone di abbassamento A del pressore
nello schermo di immissione (blu) dei dati della cucitura individuale
del passante oppure nello schermo di cucitura (verde) della cucitu
ra i
ndividuale del passante, lo schermo di abbassamento del pres-
iene visualizzato.
sore v
Anche se si preme il bottone di abbassamento del
pressore immediatamente dopo aver attivato l'alimentazione, il cicalino di errore suonerà e l'abbassamento
del pressore non si avvierà. Premere il tasto di mac-
china pronta per recuperare l'origine e richiamare lo schermo di cucitura prima di premere il bottone
di abbassamento del pressore.
-
B
Quando si preme il bottone di abbassamento
A del pressore, la macchina per cucire effettua la seguente operazione e visual
izza lo schermo di abbassamento del pressore.
Il pressore del capo di vestito scende e si sposta indietro.
Il piedino premistoffa della testa della macchina scende.
Quando si preme il bottone di sollevamento
B del pressore
nello schermo di abbassamento del pressore, la macchina per cuc
ire effettua la seguente operazione e ritorna allo schermo di im-
issione (o schermo di cucitura).
m
Il pressore del capo di vestito si sposta in avanti e sale.
Il piedino premistoffa della testa della macchina sale.
Quando si preme il bottone di abbassamento
del pressore o il bottone di sollevamento
A
il piedino premistoffa della testa della macchina e il
pressore del capo di vestito vengono azionati rispettivamente. Fare attenzione che le mani non vengano intrappolate nel pressore del capo di vestito e il piedino
premistoffa.
,
B
– 42 –
Page 48

2-8. Uso del contatore
(1) Procedura di impostazione del contatore
Visualizzazione dello schermo di impostazione del contatore
1
Premere l'interruttore il bottone COUNTER SETTING
A
A viene visualizzato nello schermo. Quando questo bot-
tone viene premuto, lo schermo di impostazione del contatore
viene visualizzato.
Selezione del tipo di contatore
2
Questa macchina per cucire ha quattro diversi contatori, cioè,
il contatore di travette, il contatore di passanti, il contatore del
numero di pezzi e il contatore del lo della bobina.
Quando il bottone BART
B
E
B, il bottone BELT LOOP COUNTER TYPE SELECT
ACKING COUNTER TYPE SELECT
C
D
F
G
H
C o il bottone NO. OF PCS. COUNTER TYPE SELECT
D viene premuto, il corrispondente schermo di selezione
del tipo di contatore viene visualizzato. In questo schermo il
tipo di contatore può essere selezionato singolarmente.
Pe
r impostare il contatore del lo della bobina, premere il botto-
ne di cambio pagina
E per cambiare la pagina visualiz-
zata sulla schermata. Poi premere il bottone di selezione
del tipo di contatore del lo della bobina per visualizzare la
F
schermata di selezione del tipo di contatore.
– 43 –
Page 49

[Contatore di travette]
Contatore in avanti:
Ogni volta che la macchina per cucire cuce una travetta, il contatore
aumenta il suo valore attuale di uno. Quando il valore attuale è pari al
valore preimpostato, lo schermo di conteggio nito viene visualizzato.
Contatore all'indietro:
Ogni volta che la macchina per cucire cuce una travetta, il contatore
diminuisce il suo valore attuale di uno. Quando il valore attuale
raggiunge "0", lo schermo di conteggio nito viene visualizzato.
Disuso del contatore:
Il contatore di travette non conta la forma nita anche quando la
macch
ina ha cucito la forma. Lo schermo di contatore del contatore di
cuciture non viene visualizzato.
[Contatore di passanti]
Contatore in avanti:
Ogni volta che la macchina per cucire cuce un passante, il contatore
aumenta il suo valore attuale di uno. Quando il valore attuale è pari al
valore preimpostato, lo schermo di conteggio nito viene visualizzato.
Contatore all'indietro:
Ogni volta che la macchina per cucire nisce tutti i passanti di un capo
d
i vestito in modalità di cucitura del ciclo, il contatore diminuisce il suo
valore attuale di uno. Quando il valore attuale raggiunge 0 (zero), lo
schermo di conteggio nito viene visualizzato.
Disuso del contatore:
Il contatore di passanti non conta la forma nita anche quando la
macch
ina ha cucito la forma. Lo schermo di contatore del contatore di
cuciture non viene visualizzato.
[Contatore del numero di pezzi]
Contatore in avanti:
Ogni volta che la macchina per cucire nisce tutti i passanti di un
capo d
i vestito in modalità di cucitura del ciclo, il contatore aumenta
il suo valore attuale di uno. Quando il valore attuale è pari al valore
preimpostato, lo schermo di conteggio nito viene visualizzato.
Contatore all'indietro:
Ogni volta che la macchina per cucire nisce tutti i passanti di un capo
d
i vestito in modalità di cucitura del ciclo, il contatore diminuisce il
suo valore attuale di uno. Quando il valore attuale raggiunge "0", lo
schermo di conteggio nito viene visualizzato.
Disuso del contatore:
Il contatore di passanti non conta la forma nita anche quando la
macch
ina ha cucito la forma. Lo schermo di contatore del contatore
del numero di pezzi non viene visualizzato.
[Contatore del lo della bobina]
Contatore in avanti:
Il valore indicato sul contatore aumenta di uno per ogni 10 punti della
travetta. Quando il valore attuale indicato sul contatore raggiunge
il valore di impostazione, la schermata di conteggio completo viene
visualizzata.
Contatore all'indietro:
Il valore indicato sul contatore diminuisce di uno per ogni 10 punti
della travetta. Quando il valore attuale indicato sul contatore raggiunge
lo zero (0), la schermata di conteggio completo viene visualizzata.
Disuso del contatore:
Il contatore del lo della bobina non funziona anche se la macchina
esegue la cuc
contatore del lo della bobina non sarà visualizzata.
itura. La schermata di conteggio completo per il
– 44 –
Page 50

Modica del valore di impostazione del contatore
3
I
J
K
Premere il bottone
tone
J per
il contatore di passanti, il bottone
I per
per il contatore del numero di pezzi o il bottone
il contatore di travette, il bot-
K
G per
il contatore del lo della bobina per visualizzare la corrispondente schermata d
i immissione del valore di impostazione del
contatore.
A questo punto immettere il valore di impostazione.
Quando lo "0" è immesso nel valore di impostazione, la visua
lizzazione dello schermo di conteggio nito non viene eseguita.
-
L
M
N
Modica del valore attuale del contatore
4
Premere il bottone
tone
M per
L per
il contatore di passanti, il bottone
il contatore di travette, il bot-
per il contatore del numero di pezzi o il bottone
contatore del lo della bobina per visualizzare la corrispondente schermata d
i immissione del valore attuale del contatore.
A questo punto, immettere il valore attuale.
N
H per
il
– 45 –
Page 51

(2) Procedura di rilascio del conteggio completato
Quando lo stato di conteggio completato viene raggiunto durante il
lavoro di cucitura, lo schermo di conteggio completato viene visua-
izzato e il cicalino squittisce. Premere il bottone CLEAR (sgombro)
l
per ripristinare il contatore e lo schermo ritorna allo scher-
A
mo d
i cucitura. Il contatore quindi comincia a contare nuovamente.
A
(3) Come modicare il valore del contatore durante la cucitura
Visualizzare lo schermo di modica del valore del contatore
1
Quando si desidera correggere il valore del contatore duran-
te il lavoro di cucitura a causa dell’errore o qualcosa di simile,
premere il bottone COUNTER VALUE CHANGE (modica del
A
B
valore del contatore)
sullo schermo di cucitura. Lo
A
schermo di modica del valore del contatore viene visualizzato.
Modicare il valore del contatore
2
Immettere il valore che si desidera con i dieci tasti, oppure il
tasto “+” o “-“ B.
D
Determinare il valore del contatore
3
Quando
il bottone ENTER (determinazione)
C v
premuto, i dati vengono determinati.
Quando si desidera sgombrare il valore del contatore, preme-
C
il bottone CLEAR (sgombro)
re
D.
iene
– 46 –
Page 52

2-9. Come registrare un nuovo numero di modello di cucitura del passante
Questa sezione descrive come creare un nuovo modello di cucitura del passante utilizzando il seguente modello di cucitura del passante come un esempio.
Numero di modello di cucitura 15
Forma del passante No.5
Larghezza del passante 15 mm
Forma della travetta T
Larghezza della travetta 16 mm
ravetta lineare a 28 punti
A
Visualizzazione dello schermo di immissione dei dati
1
Quando è visualizzato lo schermo di immissione in modalità
di cucitura individuale del passante o in modalità di cucitura
del ciclo del passante, è possibile creare il nuovo modello di
cucitura. Premere il bottone di creazione nuova
visualizzare lo schermo di creazione del nuovo numero di mo-
i cucitura del passante.
il nuovo numero di modello di cucitura 15 con i tasti
. È possibile anche cercare un numero non regi-
B
trato di modello di cucitura tramite i bottoni +/-
).
Immissione del numero di modello di cucitura
2
Immettere
E
dello d
numerici
s
D
A per
(C,
B
F
D
C
Quando s
i preme il bottone enter
E, il nuovo numero di
modello di cucitura da creare viene confermato e lo schermo
di selezione della forma del passante viene visualizzato.
Selezione della forma del passante
3
Selezionare la forma No. 5 del passante con il bottone F.
Confermare
i dati immessi premendo il bottone enter
Quindi, lo schermo di immissione della larghezza del passante
viene visualizzato.
G
G.
– 47 –
Page 53

Immissione della larghezza del passante
4
H
L
I
J
Immettere 15 con
(I, J) per
impostare la larghezza del passante su 15 mm.
Premere il bottone enter
i tasti numerici H o
K per confermare l'immissio-
i bottoni +/-
ne. Quindi, lo schermo di selezione del modello standard di
cucitura viene visualizzato.
K
Selezione del modello standard di cucitura
5
Selezionare il modello standard di cucitura, travetta a 28 punti
con il bottone L. Premere
il bottone enter M per con-
fermare l'immissione. Quindi, lo schermo di immissione delle
informazioni della travetta viene visualizzato.
P
M
Immissione della larghezza della travetta
6
O
Quando s
N
i preme il bottone di valore di dimensione reale X
N nello schermo d
travetta, lo schermo di impostazione del valore di dimensione
reale X della prima travetta viene visualizzato.
Immettere 16 con i tasti numeric P o
(Q, R) per
impostare la larghezza della travetta su 16 mm.
Premere il bottone enter
ne. Lo schermo qu
indi ritorna allo schermo di immissione delle
informazioni della travetta.
i immissione delle informazioni della
i bottoni +/-
S per confermare l'
immissio-
Q
S
R
– 48 –
Page 54

T
ermine della creazione del nuovo modello di cucitura
7
Quando si preme il bottone di chiusura
O nello schermo
di immissione delle informazioni della travetta, lo schermo
ritorna allo schermo di immissione dei dati di passante. Veri
care che i parametri impostati siano inclusi nello schermo di
mmissione dei dati.
i
Se si preme il bottone di annullamento in uno degli
schermi che appaiono al punto 3 o ai punti successivi, lo schermo ritorna allo schermo di immissione dei
dati di passante. In questo caso, per quanto riguarda
i valori dei parametri che non sono stati impostai, saranno visualizzati i rispettivi valori iniziali nello schermo di immissione dei dati di passante.
2-10. Come nominare il numero di modello di cucitura del passante
È possibile immettere no a 14 caratteri per ciascun numero di modello di cucitura del passante.
A
Visualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (blu) dei dati della cucitura
individuale del passante, il nome del numero di modello di
cucitura del passante può essere immesso. Nello schermo di
-
B
itura (verde), premere il tasto di macchina pronta
cuc
visualizzare lo schermo di immissione (blu) dei dati.
Richiama dello schermo di immissione dei caratteri
2
Quando s
r
i, lo schermo di immissione dei caratteri viene visualizzato.
Immissione dei caratteri
3
I caratter
F
carattere B corr
caratteri alfanumerici (da
i preme il bottone di immissione
i possono essere immessi premendo il bottone di
ispondente al carattere desiderato. Fino a 14
a , da a ) e simboli ( ,
, , e ) possono essre immessi. Il cursore può esse-
re spostato tramite il bottone di spostamento del cursore verso
sinistra
destra
so, spostare
bottone di cancellazione
il bottone di spostamento del cursore verso
C o
D. Se s
i desidera cancellare il carattere immes-
il cursore sul carattere da cancellare e premere il
E.
A de
per
i caratte-
C
D
E
ermine dell'immissione dei caratteri
T
4
Quando si preme il bottone enter
immissione dei
F, l'
caratteri è terminata. Al termine dell'immissione dei caratteri, i
caratteri che sono stati immessi vengono visualizzati nella par
te super
iore dello schermo di immissione (blu) dei dati.
– 49 –
-
Page 55

2-11. Come selezionare il numero di modello di cucitura del passante
(1) Selezione nello schermo di immissione dei dati
Visualizzazione dello schermo di immissione dei dati
1
A
Il numero di modello di cucitura del passante può essere
selezionato nello schermo di immissione (blu) dei dati. Se lo
schermo di cucitura (verde) è visualizzato, premere il tasto di
per visualizzare lo schermo di immis-
macchina pronta
sione dei dati.
Richiama dello schermo di selezione del numero di mo-
2
dello di cucitura
C
Quando s
D
Selezione del numero di modello di cucitura del passante
3
Ogn
B
E
i preme il bottone di selezione
A del numero
di modello di cucitura del passante, lo schermo di selezione
del numero di modello di cucitura del passante viene visualiz
zato. Il numero d
te selez
ionato e i suoi dettagli vengono visualizzati nella parte
i modello di cucitura del passante attualmen-
-
superiore dello schermo e l'elenco dei bottoni di numero di
modello di cucitura del passante viene visualizzato nella parte
inferiore dello schermo.
i volta che si premono i bottoni di scorrimento su/giù
B, i bottoni registrati di numero di modello di cucitura C
del passante vengono visualizzati uno dopo l'altro. Il bottone
indica i dettagli dei dati di cucitura immessi per il numero di
modello di cucitura del passante. Premere il bottone di nu
mero d
i modello di cucitura C del passante corr
ispondente al
-
modello di cucitura che si desidera selezionare.
Conferma del numero di modello di cucitura del passante
4
Quando s
lez
ione del numero di modello di cucitura del passante viene
i preme il bottone enter
D, lo schermo d
chiuso per terminare la selezione.
* Se s
i desidera cancellare il numero registrato di modello di cu-
c
itura del passante, premere il bottone di cancellazione
Tenere presente, tuttavia, che il No. di modello di cucitura
.
E
del passante registrato nella cucitura del ciclo non può essere
cancellato.
– 50 –
i se-
Page 56

(2) Selezione tramite il tasto direct
A
ATTENZIONE
1. Assicurarsi di controllare il contorno del modello di cucitura dopo la selezione del
modello di cucitura. Se il modello di cucitura si estende oltre il piedino premistoffa,
l'ago interferisce con il piedino premistoffa.
2. Una pressione sul bottone di modello di cucitura diretto attiva il piedino premistoffa e il
pressore del capo di vestito, bisogna perciò fare attenzione.
:
Visualizzazione dello schermo di immissione dei dati o lo
1
schermo di cucitura
Quando
mo d
modello di cucitura
il modello di cucitura è già stato registrato nello scher-
i selezione del modello di cucitura diretto, il bottone di
v
iene visualizzato sul lato inferiore dello
A
schermo di cucitura senza eccezioni.
Selezione del No. di modello di cucitura
2
Quando
il bottone di modello di cucitura A v
iene premuto, il
No. di modello di cucitura del passante da visualizzare viene
cambiato. Visualizzare e premere il bottone del No. di modello
di cucitura del passante che si desidera cucire. Quando esso
viene premuto, il No. di modello di cucitura del passante viene
selezionato.
– 51 –
Page 57

2-12. Come copiare il numero di modello di cucitura del passante
È possibile copiare i dati di cucitura di un numero registrato di modello di cucitura del passante su un numero non registrato di modello di cucitura del passante. È proibito copiare il numero di modello di cuci-
tura
del passante sovrascrivendo quello esistente. Se si desidera sovrascrivere un numero di modello di
cucitura del passante, è necessario cancellare in anticipo il numero di modello di cucitura che non serve.
Consultare
→
"@-2-11. Come selezionare il numero di modello di cucitura del passante", p.50
.
B
A
V
isualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (blu) dei dati della cucitura
individuale del passante nel quale si seleziona il bottone di
modello di cucitura, il numero di modello di cucitura del pas
sante può essere copiato. Se lo schermo di cucitura (verde)
isualizzato, premere il tasto di macchina pronta
è v
visualizzare lo schermo di immissione (blu) dei dati.
Richiamo dello schermo di copia del modello di cucitura
2
Quando s
i preme il bottone di copia
A del modello d
cucitura, lo schermo di copia del bottone di modello di cucitura
(selezione del modello di cucitura di fonte della copia) viene
visualizzato.
Selezione del numero di modello di cucitura di fonte della
3
copia
Selez
C
ionare un numero di modello di cucitura del passante di
de
fonte della copia dal bottone di elenco
lo d
i cucitura del passante.
i numeri di model-
B
Quindi, quando si preme il bottone di immissione
della destinazione della copia, lo schermo di immissione della
destinazione della copia viene visualizzato.
-
per
i
C
D
E
F
Immissione del numero di modello di cucitura di destina-
4
zione della copia
Immettere un numero d
i modello di cucitura del passante
di destinazione della copia utilizzando i tasti numerici
poss
ibile anche cercare un numero non utilizzato di modello di
cucitura del passante tramite i bottoni +/-
vvio della copia
A
5
Premere il bottone enter
mero d
Lo schermo ritornerà allo schermo di copia del No. di modello
G
i modello di cucitura del passante.
G per avv
iare la copia del nu-
di cucitura del passante (selezione della fonte della copia) nel
quale il No. copiato di modello di cucitura del passante è sele
z
ionato.
* È possibile anche copiare i dati di cucitura del ciclo seguendo
le procedure simili.
– 52 –
. È
D
(F, E).
-
Page 58

2-13. Funzione di insegnamento del passante
Questa funzione serve per misurare lo spessore della parte sovrapposta del passante e per consentire
l'impostazione del rilevamento automatico della parte sovrapposta. "Abilitata/disabilitata" della funzione
di rilevamento automatico della parte sovrapposta può essere selezionato tramite l'interruttore di memor
ia. (Stato iniziale: Abilitata)
J
K
I
1. Per questa funzione, il bottone di alimentazione del passante deve essere premuto con
un passante posizionato sul dispositivo di alimentazione del passante.
2. Se c'è poca differenza tra lo spessore misurato più alto e quello più basso al momento
della conferma dei dati, lo schermo di avvertimento M601 viene visualizzato poiché l'errore (E379) "La quantità di alimentazione della parte sovrapposta del materiale è anor-
male" può vericarsi quando viene alimentato il passante reale.
Per utilizzare questa funzione, confermare i dati dopo l'insegnamento sia dello spessore normale che dello spessore della parte sovrapposta del passante.
Visualizzazione dello schermo di insegnamento per l'im-
1
postazione dello spessore del passante
Quando s
i preme il bottone di insegnamento
A del-
lo spessore del passante nello schermo di immissione dei
A
dati della cucitura individuale del passante o nello schermo
di immissione dei dati della cucitura del ciclo, lo schermo di
insegnamento per l'impostazione dello spessore del passante
viene visualizzato. Se lo schermo di cucitura (verde) è visua-
l
izzato, premere il tasto di macchina pronta
per visualiz-
zare lo schermo di immissione (blu) dei dati.
Misurazione dello spessore del passante
2
C
Quando s
i preme il bottone di alimentazione
B dopo
aver posizionato un passante sull'unità di alimentazione del
G
B
passante, l'unità di alimentazione alimenta il passante per
misurare lo spessore del passante. Il valore misurato viene
visualizzato in G. Finché il bottone di alimentazione è tenuto
H
premuto,
visualizzati il valore più grand J e
il valore indicato in G v
iene aggiornato. Vengono
il valore più piccolo K dello
spessore del passante calcolati sulla base dei valori misurati.
Correzione dei valori misurati
3
F
D
E
n base ai valori misurati, vengono calcolati automaticamente il
I
valore H
della parte sovrapposta del passante e il valore I
che è utilizzato per la determinazione della presenza
che è uti-
lizzato per la determinazione dell'assenza del passante. Se si
desiderano correggere i valori calcolati, è possibile modicarli
u
tilizzando i bottoni +/-
Conferma dell'immissione
4
Premere
il bottone enter
(E e F) per i rispettivi valori.
D, ed i dati che sono stati im-
messi vengono confermati.
Se si desiderano annullare i valori misurati, premere il bottone
di annullament
Il valore iniziale H per discriminare la parte sovrapposta del passante e il valore iniziale
per discriminare lo stato di assenza del passante possono essere impostati tramite gli
I
interruttori di memoria U504 e U505.
Fare riferimento "@-2-28. Come modicare i dati di interruttore di memoria," p.93 per il
metodo per modicare i dati di interruttore di memoria.
– 53 –
C per chiudere questo schermo.
Page 59

M
Nel caso in cui la parte sovrapposta
del passante venga rilevata
L
Indicazione sul pannello concernente il rilevamento della
5
parte sovrapposta del passante/rilevamento dell'assenza
del passante
Quando un passante v
iene estratto con questa funzione
abilitata dopo la conferma dei dati, lo stato del passante verrà
visualizzato nella sezione
sul pannello se la funz
M
ione determina la presenza di una parte sovrapposta sul passante o
l'assenza del passante.
Per r
ipristinare l'indicazione e ritornare all'indicazione normale
(cioè non è visualizzato niente), rimuovere la parte sovrap
posta se c'è la parte sovrapposta o r
manca il passante, e premere il bottone clear
d
i immissione.
ifornire di passante se
sullo schermo
L
-
M
Nel caso in cui l'assenza del
passante venga rilevata
L
– 54 –
Page 60

2-14. Come effettuare l'operazione passo per passo
L'operazione passo per passo è la funzione che consente il funzionamento passo per passo della mac
ch
ina per cucire. Per la AB-1351, due operazioni diverse, vale a dire, la battuta d'arresto e la posizione
di cucitura possono essere controllate tramite l'operazione passo per passo.
Quando si preme il bottone di operazione passo per passo
A nello schermo d
del passante o della cucitura del ciclo, lo schermo di selezione dell'operaz
schermo di immissione (blu) dei dati è visualizzato, premere il
tasto di macchina pronta
A
cucitura (verde).
Quando si preme il bottone di operazione passo per pass
B della battuta d'arresto, lo schermo camb
schermo di operazione passo per passo della battuta d'arresto. Quando s
so C della posizione di cucitura, lo schermo cambia
allo schermo di operazione passo per passo della posizione di
cucitura.
CB
ione passo per passo viene visualizzato. Se lo
i preme il bottone di operazione passo per pas-
i cucitura della cucitura individuale
per visualizzare lo schermo di
ia allo
-
– 55 –
Page 61

(1) Operazione passo per passo della battuta d'arresto
L'operazione battuta d'arresto può essere eseguita passo per passo.
Esecuzione dell'operazione passo per passo
1
C
D
Quando si preme il bottone di avanzamento
A del pas-
E
A
F
so, l'unità di alimentazione del passante svolge l'operazione di
iene visualizzata per mostrare il pro-
B
n° 1 passo. La gura E v
cesso di operazione di cui sopra come immagine indicativa.
Inoltre, il numero di passo in corso di revisione, il numero di
e
passi interi
il numero di modello di cucitura F del passan-
D
te in corso di revisione vengono visualizzati.
ermine dell'operazione passo per passo
T
2
Premere il bottone di annullamento
C per ch
iudere lo
schermo.
Esecuzione dell'operazione battuta d'arresto sequenziale
3
e si desidera eseguire l'operazione battuta d'arresto non pas-
S
so per passo, ma l'operaz
i operazione battuta d'arresto
ne d
ione sequenziale, premere il botto-
B per consentire di
vericare la sequenza dell'operazione battuta d'arresto.
(2) Operazione passo per passo della posizione di cucitura
L'operazione di cucitura del passante può essere eseguita passo per passo.
Esecuzione dell'operazione passo per passo
1
C
E
F
A
G
Quando s
N
B
so, l'unità di alimentazione del passante svolge l'operazione di
n° 1 passo. La gura F v
cesso d
i preme il bottone di avanzamento
iene visualizzata per mostrare il pro-
i operazione di cui sopra come immagine indicativa.
Inoltre, il numero di passo in corso di revisione, il numero di
il numero di modello di cucitura G del passan-
H
I
D
Modica dei dati di cucitura
2
Quando s
passi inter
te
in corso di revisione vengono visualizzati.
Nel caso del passo operativo in cui il morsetto del pas-
sante viene azionato, lo schermo di conferma viene
visualizzato. Tenere presente che il morsetto del pas-
sante va avanti se si preme il bottone nello schermo di
conferma.
e
E
i controlla l'operazione passo per passo, i dati di cu-
citura modicabili H vengono v
ni XY possono essere modicati tramite il bottone di modica
i parametri.
de
I
A del pas-
isualizzati. I valori delle direzio-
– 56 –
Page 62

L
Avvio della cucitura
3
C
Quando si procede con il passo di cucitura, viene visualizzato
M
J
K
Premere l'
T
4
il messaggio
ta con l'
sio
interruttore di avvio. A questo punto, il bottone di ten-
ne
del numero di giri max vengono visualizzati. Se si desiderano
impostare questi valori, è possibile modicare i rispettivi valori.
ermine dell'operazione passo per passo
il quale dice che la cucitura può essere avvia-
L
J del lo e il bottone di impostazione K
interruttore di avvio per iniziare la cucitura reale.
O
Quando si preme il bottone di annullamento
C, l'unità di
alimentazione del passante si sposta nella posizione di attesa
per completare l'operazione passo per passo.
Conferma dell'immissione
5
er confermare l'immissione, premere il bottone enter D.
P
Se si procede con l'operazione passo per passo senza preme-
il bottone enter
re
per passo premendo il bottone di annullamento
D o si interrompe l'operazione passo
i dati
C,
che sono stati immessi nel passo attuale verranno annullati.
Esecuzione della cucitura sequenziale del passante
6
Se s
i desidera effettuare la cucitura non passo per passo del
passante, ma la cucitura sequenziale del passante, premere il
bottone di avanzamento di 1 funzione
B.
La macchina per cucire quindi effettuerà l'operazione sequen-
ziale no al prossimo passo di inizio della cucitura. (Ogni volta
i preme il bottone, l'operazione passo per passo 3 v
che s
iene
effettuata.)
Come per 3, la macch
ina per cucire inizia la cucitura quando
si preme l'interruttore di avvio.
Nessuna cucitura eseguita
7
Nel passo di cucitura, se viene premuto il bottone skip
della cuc
M
itura, la macchina passerà al passo successivo
senza eseguire la cucitura.
Passo all'indietro
8
Quando s
il bottone di passo all'indietro
i desidera spostare il passo all'indietro, premendo
N, il sistema può essere
spostato all'indietro no al passo consentito dal sistema.
Sollevamento/abbassamento del pressore del capo di
9
vestito
Il pressore del capo di vestito può essere sollevato/abbassato
premendo l'
interruttore di avvio al primo passo
(
O
viene visualizzata) dell'operazione passo per passo della battuta d'arresto.
– 57 –
Page 63

2-15.
Funzione di annullamento della presa del passante per la prossima cucitura
Questa funzione è usata per vietare l'operazione battuta d'arresto dopo la ne della cucitura. Nel caso
in cui si sappia che la macchina verrà spenta dopo la ne della cucitura, o nel caso in cui non sia necessaria l'operazione battuta d'arresto del passante successivo poiché si cambia il prodotto, questa fun-
ione è usata per prevenire che il prossimo passante venga presa inutilmente.
z
A
Quando si preme il bottone A, il bottone viene portato nello
stato di premuto (stato di ON)
per vietare l'operazione bat-
tuta d'arresto dopo la ne della cucitura. Quando una sequenza di
cucitura del passante viene nita nello stato di ON, il bottone viene
ipristinato (stato di OFF).
r
Oltre alla fine della cucitura descritto qui sopra, nei
seguenti casi, l'annullamento della presa del passante
per la prossima cucitura (proibizione dell'operazione
battuta d'arresto dopo la ne della cucitura) può esse-
re ripristinato dallo stato in cui il bottone A è premuto:
• Quando si preme di nuovo il bottone che è nello
stato di ON (per metterlo nello stato di OFF);
• Quando il tasto di macchina pronta viene premuto
nello schermo di cucitura (verde) per ritornare allo
schermo di immissione (blu) dei dati;
• Quando l'alimentazione viene disattivata;
• Quando lo schermo di errore viene visualizzato;
• Quando si esegue la cucitura utilizzando la funzione
di operazione passo per passo (lo schermo cambia
allo schermo di selezione dell'operazione passo per
passo).
– 58 –
Page 64

2-16. Come effettuare l'impostazione della travetta
A
Passaggio allo schermo di immissione dei dati dell'unità
1
LK
Quando si preme il bottone di travetta
A nello schermo
di immissione dei dati della cucitura individuale del passante,
lo schermo di immissione dei dati dell'unità LK viene visualizzata. È possibile impostare la travetta in questo schermo.
Schermo di immissione
dei dati dell'unità LK
– 59 –
Page 65

2-17. Display a cristalli liquidi al momento dell'impostazione della travetta
(1) Schermo di immissione dei dati dell'unità LK
A B C D
L
E
G
J
I
F
M
H
K
Simbolo
A
B
C
D
Nome del bottone Descrizione
Bottone d
del nuovo modello di
cucitura dell'utente
Bottone di pinza del lo Seleziona "abilitata/disabilita" della pinza del lo.
Bottone d
abbassamento del
pressore
Bottone di inlatura Visualizza lo schermo di inlatura. Va, tuttavia, ricordato che il cicalino di allarme
i registrazione
i
Visualizza lo schermo di registrazione del nuovo modello di cucitura dell'utente.
Consultare
→
dell'utente", p.71
* Nel caso in cui la proibizione della pinza del lo sia selezionata con l'interruttore di
memoria U035, il bottone di pinza del lo non viene visualizzato.
Abbassa
schermo di abbassamento del pressore. Va, tuttavia, ricordato che il cicalino di
allarme per errore suona e la pressione sul bottone viene disabilitata se il tasto di
macchina pronta non è stato mai premuto no a quel momento.
Consultare
→
piedino premistoffa", p.42
per errore suona e la press
pronta non è stato mai premuto no a quel momento.
Consultare
→
"@-2-23. Come registrare il nuovo modello di cucitura
.
: La pinza del lo è abilitata
: La pinza del lo è disabilita
il pressore del capo di vestito e il piedino premistoffa e visualizza lo
"@-2-7. Come abbassare il pressore del capo di vestito e il
.
ione sul bottone viene disabilitata se il tasto di macchina
"!-5-2. Avvolgimento della bobina”, p.21
.
– 60 –
Page 66

Simbolo
E
Nome del bottone Descrizione
Bottone d
della forma di cucitura
i selezione
Visualizzare la forma di cucitura attualmente selezionata. Quando si preme il
bottone, lo schermo di elenco dei numeri di modello standard di cucitura viene
visualizzato nel caso in cui un modello standard di cucitura sia stato selezionato o
lo schermo di elenco dei modelli di cucitura dell'utente viene visualizzato nel caso in
cui un modello di cucitura dell'utente sia stato selezionato.
Consultare
→
della travetta)", p.64
"@-2-18. Come selezionare la forma di cucitura (impostazione
.
ottone di valore reale in
B
F
direzione X
Bottone d
G
della tensione del lo
Bottone d
H
del controllo della
ità max di cucitura
veloc
Bottone d
I
Bottone d
J
della quantità di
spostamento X
Visualizza il valore di dimensione reale in direzione X della forma di cucitura attualmente
selezionata. Quando si preme questo bottone, lo schermo di impostazione del valore
reale X/Y viene visualizzato.
Consultare
→
travetta)", p.66
i impostazione
i impostazione
i chiusura Visualizza lo schermo di immissione dei dati della cucitura individuale del passante
i impostazione
Visualizza, su questo bottone, il valore di tensione del lo dell'ago impostato nei
dati di modello di cucitura attualmente selezionati. Quando si preme il bottone, lo
schermo di impostazione della tensione del lo viene visualizzato.
Consultare
→
travetta)", p.66
Visualizza la velocità max controllata di cucitura attualmente impostata sul bottone.
Quando si preme il bottone, lo schermo di impostazione del controllo della velocità
max di cucitura viene visualizzato.
Consultare
→
travetta)", p.66
e la modalità operativa passa alla modalità di cucitura individuale del passante.
ualizza la quantità di spostamento della forma di cucitura attualmente selezionata
Vis
in senso X. Quando il bottone viene premuto, la schermata di impostazione della
quantità di spostamento X viene visualizzata.
Consultare
→
travetta)", p.66
"@-2-20. Come modicare i dati di articolo (impostazione della
.
"@-2-20. Come modicare i dati di articolo (impostazione della
.
"@-2-20. Come modicare i dati di articolo (impostazione della
.
"@-2-20. Come modicare i dati di articolo (impostazione della
.
K
Simbolo
L
M
Bottone d
della quantità di
spostamento Y
Nome dell'immagine Descrizione
Numero d
cucitura e tipo di modello
di cucitura
alore reale in direzione Y Vi
V
i impostazione
i modello di
ualizza la quantità di spostamento della forma di cucitura attualmente selezionata
Vis
in senso Y. Quando il bottone viene premuto, la schermata di impostazione della
quantità di spostamento Y viene visualizzata.
Consultare
→
travetta)", p.66
Visualizza il numero di modello di cucitura e il tipo di modello di cucitura (modello
standard di cucitura/modello di cucitura dell'utente) attualmente selezionati.
sualizza il valore di dimensione reale in direzione Y della forma di cucitura
attualmente selezionata.
Se il valore di dimensione reale in direzione Y è un qualsiasi valore diverso da 0.0, il
bottone di valore reale in direzione Y viene visualizzato.
"@-2-20. Come modicare i dati di articolo (impostazione della
.
: Modello standard di cucitura
: Modello di cucitura dell'utente
– 61 –
Page 67

(2) Schermo di cucitura dell'unità LK
J
K
L
A
B
N
O
F
H
P
Simbolo
A
C
D
I
E
Nome del bottone Descrizione
Bottone di pinza del lo Seleziona "abilitata/disabilita" della pinza del lo.
: La pinza del lo è abilitata
: La pinza del lo è disabilita
M
R
G
Q
Bottone d
B
abbassamento del
pressore
Bottone d
C
della tensione del lo
Bottone di modica del
D
valore del contatore
Bottone d
E
passo per passo
Bottone d
F
dell'impostazione della
manopola di velocità
i
i impostazione
i cucitura
i incremento
* Nel caso in cui la proibizione della pinza del lo sia selezionata con l'interruttore di
memoria U035, il bottone di pinza del lo non viene visualizzato.
Abbassa
pressore.
→
piedino premistoffa", p.42
Visualizza, su questo bottone, il valore di tensione del lo dell'ago impostato nei
dat
schermo di impostazione della tensione del lo viene visualizzato.
→
travetta)" p.66
sualizza il valore attuale del contatore sul bottone. Quando si preme il bottone, lo
Vi
schermo di modica del valore del contatore viene visualizzato.
→
sualizza lo schermo di cucitura passo per passo del salto della testa della
Vi
macchina. È possibile controllare la forma del modello di cucitura in questo
schermo.
→
Aumenta il numero di giri della macchina per cucire in incrementi di 100.
il piedino premistoffa e visualizza lo schermo di abbassamento del
Consultare
i di modello di cucitura attualmente selezionati. Quando si preme il bottone, lo
Consultare
Consultare
Consultare
"@-2-7. Come abbassare il pressore del capo di vestito e il
.
"@-2-20. Come modicare i dati di articolo (impostazione della
.
"@-2-8. Uso del contatore", p.43
"@-2-21. Come controllare la forma di cucitura", p.67
.
.
– 62 –
Page 68

Simbolo
G
Nome del bottone Descrizione
Bottone d
dell'impostazione della
manopola di velocità
i riduzione
Diminuisce il numero di giri della macchina per cucire in incrementi di 100.
H
I
Simbolo
J
K
Bottone d
della manopola di
velocità
Bottone d
commutazione del
contatore
Nome dell'immagine Descrizione
Numero d
cucitura e tipo di modello
di cucitura
Forma d
i impostazione
i
i modello di
i cucitura Visualizza la forma di cucitura attualmente selezionata.
Aumenta/diminuisce il numero di giri della macchina per cucire quando il bottone
viene spostato verso l'alto o verso il basso.
La visualizzazione del contatore può essere commutata tra il contatore di travette/
contatore del lo della bobina.
Il bottone v
contatore del lo della bobina siano nello stato ON.
Consultare
→
Visualizza il numero di modello di cucitura e il tipo di modello di cucitura (modello
standard di cucitura/modello di cucitura dell'utente) attualmente selezionati.
iene visualizzato solo nel caso in cui sia il contatore di travette che il
: Contatore di travette
: Contatore del lo della bobina
"@-2-8. Uso del contatore", p.43
: Modello standard di cucitura
: Modello di cucitura dell'utente
.
Numero d
L
Impostaz
M
controllo della velocità
max di cucitura
V
elocità di cucitura Visualizza la velocità di cucitura impostata con la manopola di velocità.
N
Bottone d
O
dimensione reale X
Bottone d
P
dimensione reale Y
sualizzazione della
Vi
Q
quantità di spostamento
X
Vi
R
sualizzazione della
quantità di spostamento
Y
i punti Visualizza il numero totale di punti della forma di cucitura attualmente selezionata.
ione del
i valore di
i valore di
Visualizza l'impostazione del controllo della velocità max di cucitura che è stata
impostata in modalità di impostazione.
Visualizza il valore di dimensione reale, in direzione X, della forma di cucitura
attualmente selezionata.
Visualizza il valore di dimensione reale, in direzione Y, della forma di cucitura
attualmente selezionata.
ualizza la quantità di spostamento della forma di cucitura attualmente selezionata
Vis
in senso X.
ualizza la quantità di spostamento della forma di cucitura attualmente selezionata
Vis
in senso Y.
– 63 –
Page 69

2-18. Come selezionare la forma di cucitura (impostazione della travetta)
Visualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (blu chiaro) dei dati, la
selezione della forma di cucitura è abilitata. Nello schermo di
A
cucitura (verde), premere il tasto di macchina pronta
visualizzare lo schermo di immissione (blu chiaro) dei dati.
R
ichiamo dello schermo di selezione della forma di cucitura
2
per
C
E
Quando si preme il bottone di selezione
A della forma
di cucitura, lo schermo di selezione della forma di cucitura
viene visualizzato.
Selezione del tipo desiderato di forma di cucitura
3
B
I seguenti due tipi diversi di forma di cucitura sono disponibili.
Se si desidera cambiare il modello standard di cucitura al mo
dello dell'utente o v
del tipo di forma di cucitura.
B
Pittogramma Nome Numero di modelli di cucitura max
D
* Fare riferimento a
tivo," p. 98
a z
ig-zag del modello standard di cucitura.
Selezione della forma di cucitura
4
F
Premere il bottone di forma di cucitura C che corr
iceversa, premere il bottone di selezione
Modello standard
di cucitura
Modello di cucitura
dell'utente
11
200
"@-2-29. Come impostare il disposi-
per la selezione della travetta lineare/travetta
isponde alla
forma desiderata.
-
Conferma della forma di cucitura
5
Premere il bottone enter
D per confermare la forma di
cucitura che è stata selezionata. Quindi, lo schermo di immis-
ione dei dati viene visualizzato.
s
Nel caso in cui il modello di cucitura dell'utente sia stato sele-
zionato, lo schermo a sinistra viene visualizzato. Il bottone di
selezione E del No. d
i modello di cucitura viene visualizzato
nello schermo. Premere il bottone di No. di modello di cucitura
che corrisponde alla forma desiderata.
Se si desidera controllare la forma di cucitura che è stata se
.
lezionata, premere il bottone di visualizzator
Quindi,
F
lo schermo di visualizzatore viene visualizzato per mostrare la
forma di cucitura che è stata selezionata.
– 64 –
-
Page 70

2-19. Elenco delle forme di cucitura
No.
1 21 0 12,0
2 28 0 12,0
3 36 0 16,0
4 41 0 16,0
5 12 0 12,0
6 15 0 12,0
7 28 2,5 12,0
Diagramma di entrata
dell'ago
Numero di
punti
Misura della cucitura (mm)
Lunghezza Larghezza
8 36 2,5 16,0
9 42 2,5 16,0
10
11
* La misura della cucitura indicata si applica quando il fattore di ingrandimento è del 100%.
56 2,5 16,0
64 2,5 16,0
– 65 –
Page 71

– 66 –
2-20. Come modicare i dati di articolo (impostazione della travetta)
Visualizzazione dello schermo di immissione dei dati
1
Nello schermo di immissione dei dati, i dati di articolo possono
A
essere modicati. Nello schermo di cucitura (verde), premere
B
C
E F
D
i
l tasto di macchina pronta
per visualizzare lo schermo
di immissione (blu chiaro) dei dati.
* Il valore di tensione del lo può essere modicato anche nel-
lo schermo d
isualizzazione dello schermo di immissione dei dati di
V
2
i cucitura.
articolo
Quando v
iene premuto il bottone di dati di articolo corrispon-
dente all'articolo che si desidera modicare, la schermata
d
i immissione dei dati di articolo viene visualizzata. Ci sono
seguenti sei articoli di dati.
Articolo Intervallo di immissione Valore iniziale
alore di dimensione reale X Da 6,0 a 23,0 (mm) 10,0 (mm)
A V
alore di dimensione reale Y Da 0,0 a 3,2 (mm) 0,0 (mm)
B V
C Tensione del lo Da 0 a 200 50
Controllo della veloc
D
cucitura
E Quant
F Quant
ità di spostamento X Da -23,0 a 23,0 (mm) 0,0 (mm)
ità di spostamento Y Da -3,2 a 3,2 (mm) 0,0 (mm)
ità max di
Da 400 a 2500 (sti/min) 2500 (sti/min)
* L'intervallo massimo di immissione e il valore iniziale della
velocità max limitata D d
ipendono dall'interruttore di memoria
U01.
*
Anche se il valore di impostazione della quantità di sposta-
mento X/Y
rientra nella gamma di immissione, il campo reale
di cucitura può raggiungere i limiti di spostamento della macch
ina per cucire. In questo caso, l'errore di fuori campo E042
si vericherà.
G
Ad esemp
ione reale X è la seguente.
s
Premere
io, la procedura di immissione del valore di dimen-
A per v
isualizzare lo schermo di immissione
dei dati di articolo.
Immissione dei dati
3
Immettere un valore des
iderato con i tasti numerici e i bottoni
+/- G.
Conferma dell'immissione
4
Quando s
i preme il bottone enter
i dati che sono stati
H,
immessi vengono confermati.
* Per gli altri dati di articolo, i dati possono essere modicati
H
· Se si disattiva l'alimentazione alla macchina per cucire senza aver premuto il bottone di
macchina pronta, i valori di impostazione del numero di modello di cucitura, dei valori di
dimensione reale X/Y, della velocità max di cucitura, della tensione del filo e della quantità di spostamento X/Y non saranno conservati.
· Se si modifica la quantità di spostamento Y, le dimensioni tra le travette cambieranno.
· Assicurarsi di controllare la forma di cucitura per mezzo della cucitura passo per passo
a salto della testa della macchina per cucire dopo aver cambiato la quantità di spostamento X/Y. Se il campo di cucitura supera il piedino premistoffa, l'ago può venire a contatto con il piedino premistoffa durante la cucitura con conseguente rottura dell'ago.
con la procedura analoga.
* I valor
re
i X/Y dei valori di dimensione reale X/Y possono esse-
immessi in uno stesso schermo.
Page 72

2-21. Come controllare la forma di cucitura
ATTENZIONE
Dopo la selezione del modello di cucitura, assicurarsi di controllare ogni volta la forma
del modello di cucitura che è stato selezionato. Se la misura del modello di cucitura è più
grande del piedino premistoffa, l'ago può interferire con il piedino premistoffa durante la
cucitura con conseguente rottura degli aghi.
:
Visualizzazione dello schermo di cucitura
1
Visualizzare lo schermo di immissione (blu chiaro) dei dati.
Quando si preme il tasto di macchina pronta
, il colore di
sfondo del LCD cambia da blu a verde. In questo schermo, la
cucitura è abilitata.
isualizzazione dello schermo di cucitura passo per pas-
V
2
so del salto della testa della macchina
Quando si preme il bottone di cucitura passo per passo
lo schermo di cucitura passo per passo del salto della testa
,
A
della macchina viene visualizzato.
Abbassamento del piedino premistoffa mediante l'inter-
3
ruttore di avvio
A
B
In questa modalità, la macchina per cucire non si avvia
anche se si preme l'interruttore di avvio.
Esecuzione della cucitura a salto con il piedino premistof-
4
fa abbassato
Controllare la forma di cucitura tramite il bottone di piedino
premistoffa all'indietro
stoffa in avanti
C
B e il bottone di piedino premi-
.
Quando s
i tiene premuto uno dei due
bottoni, il piedino premistoffa continua a muoversi anche se si
D
toglie il dito dal bottone.
Quando si desidera fermare il piedino premistoffa, premere il
tasto di arresto
stamento alla posizione di partenza"
F. Quando si preme il bottone di "spo-
E, lo schermo
viene chiuso e lo schermo di cucitura dell'unità LK viene visua-
izzato.
C
E
F
l
Se si preme il bottone di piedino premistoffa in avanti/all'indietro con la barra ago abbassata, la barra ago
viene automaticamente sollevata alla sua posizione
superiore prima che il piedino premistoffa si sposti.
Fare quindi attenzione.
Termine del controllo della forma di cucitura
5
Quando si preme il bottone di annullamento
mo ritorna allo schermo di cucitura.
– 67 –
D, lo scher-
Page 73

– 68 –
2-22. Come modicare il comando di tensione del lo per ciascun punto di
entrata dell'ago
(1) Come aggiungere/modicare il comando di tensione del lo per ciascun punto di entrata
dell'ago
Visualizzazione dello schermo di modica del comando di
1
tensione del lo
A
Premere
Se s
B
il bottone di tensione A del lo, nello scher-
mo di cucitura quando si seleziona il modello di cucitura
dell'utente, per visualizzare lo schermo di impostazione della
tensione del lo. Quando si preme il bottone di modica
del comando di tensione del lo nello schermo di imposta-
B
zione della tensione del lo, lo schermo di modica del comando di tensione del lo viene visualizzato.
i preme l'interruttore di avvio, il piedino premistoffa viene
abbassato.
In questa modalità, la macchina per cucire non si avvia
anche se si preme l'interruttore di avvio.
I
C
E
Specicazione della posizione del comando da modicare
2
Specicare la posizione alla quale si desidera aggiungere il
nuovo comando di tensione del lo, o nella quale si desidera
modicare il valore attuale di comando di tensione del lo tra-
ite il bottone di 1 punto all'indietro
D
Mediante
H
G
F
m
punto in avanti
D con
E o F, è poss
il piedino premistoffa abbassato.
ibile anche spostare il
punto di entrata dell'ago ad un altro punto di entrata dell'ago,
prima o dopo il punto attuale, in cui il valore di comando di ten
il bottone di 1
C o
sione del lo è impostato. Per interrompere lo spostamento del
unto di entrata dell'ago, premere il bottone di arresto
p
Quando si preme il bottone di ritorno
H all'or
schermo viene chiuso e lo schermo di cucitura dell'unità LK
viene visualizzato.
I valori indicati sullo schermo sono i valori assoluti (valore di
tensione del lo + valore di comando di tensione del lo).
-
G.
igine, lo
Page 74

Immissione del valore di comando di tensione del lo
3
Quando si preme il bottone di immissione
A, del
comando, lo schermo di immissione del valore di aumento/ri-
duzione della tensione del lo viene visualizzato. Immettere un
iderato utilizzando i tasti numerici e i bottoni +/- J.
i preme il bottone enter
immissione viene
K, l'
J
valore des
Quando s
confermata.
K
(2) Come cancellare il comando di tensione del lo per ciascun punto di entrata dell'ago
Visualizzazione dello schermo di modica del comando di
1
tensione del lo
Premere
il bottone di tensione
A del lo, nello scher-
A
B
mo di cucitura quando si seleziona il modello di cucitura
dell'utente, per visualizzare lo schermo di impostazione della
tensione del lo. Quando si preme il bottone di modica
del comando di tensione del lo nello schermo di imposta-
B
zione della tensione del lo, lo schermo di modica del comando di tensione del lo viene visualizzato.
– 69 –
Page 75

– 70 –
Specicazione della posizione del comando da cancellare
2
Specicare la posizione del comando che si desidera can-
I
C
E
cellare tram
bottone di 1 punto in avanti
ite il bottone di 1 punto all'indietro
D con
il piedino premistoffa
abbassato.
D
L
H
G
F
Med
iante
E o F, è poss
ibile anche spostare il
punto di entrata dell'ago ad un altro punto di entrata dell'ago,
prima o dopo il punto attuale, in cui il comando di tensione del
lo è impostato. Per interrompere lo spostamento del punto di
entrata dell'ago, premere
il bottone di arresto
Quando si preme il bottone di "spostamento alla posizione di
partenza"
H, lo schermo v
iene chiuso e lo schermo di
cucitura dell'unità LK viene visualizzato.
Nel caso in cui l'attuale punto di entrata dell'ago si trovi al co
mando di tensione del lo, il bottone di cancellazione
del comando viene visualizzato.
Cancellazione del comando di tensione del lo
3
C o
G.
il
-
L
Quando s
M
i preme il bottone di cancellazione
L del co-
mando, lo schermo di cancellazione del comando viene visua-
izzato. Quando si preme il bottone enter
l
il comando
M,
viene cancellato.
Page 76

2-23. Come registrare il nuovo modello di cucitura dell'utente
A
Visualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (blu chiaro) dei dati, il nuovo
modello di cucitura può essere registrato. Nello schermo di
cuc
itura (verde), premere il tasto di macchina pronta
visualizzare lo schermo di immissione (blu chiaro) dei dati.
Richiamo dello schermo di registrazione del nuovo mo-
2
dello di cucitura dell'utente
Quando s
i preme il bottone di nuova registrazione
schermo di registrazione del nuovo modello di cucitura dell'utente v
Immissione del numero di modello di cucitura dell'utente
3
iene visualizzato.
Immettere un nuovo numero di modello di cucitura dell'utente
B
. Se s
E
che si desidera registrare con i tasti numerici
te
il numero di modello di cucitura dell'utente che è già stato
utilizzato, E403 viene visualizzato quando si preme il bottone
enter
E. In questo caso, selezionare un altro numero
per
A, lo
i immet-
B
D
C
di modello di cucitura dell'utente che non è stato utilizzato.
È proibito registrare un nuovo modello di cucitura dell'utente
per
il numero di modello di cucitura dell'utente che è già stato
utilizzato.
È possibile anche cercare i numeri di modello di cucitura del
l'utente tram
Conferma del numero di modello di cucitura dell'utente
4
Quando s
ite i bottoni +/-
i preme il bottone enter
(C, D).
E, il nuovo numero da
registrare di modello di cucitura dell'utente viene confermato.
Quindi, lo schermo di immissione dei dati per la selezione del
modello di cucitura dell'utente viene visualizzato.
-
– 71 –
Page 77

– 72 –
2-24. Come cambiare la modalità di cucitura
Selezione della modalità di cucitura
1
Quando si preme l'interruttore nello stato in cui il model-
lo di cucitura sia già stato selezionato, il bottone di selezione
A
* L'aspetto del bottone d
Quando la cuc
Quando la cucitura del ciclo è selezionata:
A della modalità di cucitura viene visualizzato nello
schermo. Quando si preme questo bottone, la modalità di cu-
itura viene commutata tra la modalità di cucitura individuale e
c
la modalità di cucitura del ciclo.
i selezione della modalità di cucitura
varia a seconda della modalità di cucitura attualmente selezionata.
itura individuale è selezionata:
Page 78

2-25. Sezione di LCD quando la cucitura del ciclo è selezionata
Questo modello di macchina per cucire è in grado di cucire i passanti in sequenza combinando diversi
pezzi differenti di dati di modello di cucitura del passante. Al massimo 30 differenti modelli di cucitura
del passante possono essere immessi in un ciclo. Utilizzare la cucitura del ciclo per la cucitura dei pas-
i di due o più forme diverse di cucitura per un prodotto di abbigliamento.
sant
Al massimo 20 differenti pezzi di dati di cucitura del ciclo possono essere registrati. Utilizzare la cucitura
del ciclo creando il nuovo ciclo di cucitura o copiando quello esistente secondo le necessità.
Consultare
→
e
"@-2-12. Come copiare il numero di modello di cucitura del passante", p.52.
(1) Schermo di immissione dei dati della cucitura del ciclo
"@-2-9. Come registrare un nuovo numero di modello di cucitura del passante", p.47
R
G
S
Q
H
A B C E F
U
D
T
I
P
J
K
L
M
N
O
Simbolo
A
B
C
D
E
Nome del bottone Descrizione
Bottone d
dei nuovi dati di cucitura
del ciclo
Bottone d
di cucitura del ciclo
Bottone d
del nome dei dati di ciclo
Bottone d
del passante
Bottone d
abbassamento del
pressore
i registrazione
i copia dei dati
i immissione
i alimentazione
i
Visualizza lo schermo di registrazione del nuovo numero di dati di cucitura del ciclo.
Consultare
→
del passante", p.47
Visualizza lo schermo di copia del numero di modello di cucitura del passante della
cucitura del ciclo.
Consultare
→
passante", p.52
Visualizza lo schermo di immissione del nome dei dati di cucitura del ciclo.
Consultare
→
passante", p.49
Inser
ire un passante nell'unità di alimentazione del passante e premere questo
bottone. L'unità quindi alimenta il passante.
Abbassa
schermo di abbassamento del pressore.
Consultare
→
piedino premistoffa", p.42.
"@-2-9. Come registrare un nuovo numero di modello di cucitura
.
"@-2-12. Come copiare il numero di modello di cucitura del
.
"@-2-10. Come nominare il numero di modello di cucitura del
.
il pressore del capo di vestito e il piedino premistoffa e visualizza lo
"@-2-7. Come abbassare il pressore del capo di vestito e il
– 73 –
Page 79

– 74 –
Simbolo
F
G
H
I
J
K
L
M
N
O
P
Nome del bottone Descrizione
Bottone d
della bobina
Bottone d
di dati di cucitura del ciclo
Bottone d
modello di cucitura
Bottone d
della prossima pagina
Bottone d
dello spessore del passante
Bottone di elenco dei dati di
cucitura della cucitura del ciclo
Bottone d
Bottone d
Bottone d
passo
Bottone d
passo
Bottone d
della parte sovrapposta del
passante
i avvolgimento
i selezione del No.
i selezione del
i visualizzazione
i insegnamento
i scorrimento su Fa scorrere verso l'alto il numero di modello di cucitura del passante per
i scorrimento giù Fa scorrere verso il basso il numero di modello di cucitura del passante per
i inserimento del
i cancellazione del
i cancellazione
Consente di avvolgere la bobina.
Consultare
→
Visualizza, sul bottone, il numero attualmente selezionato di dati di cucitura
del ciclo. Quando si preme il bottone, lo schermo di selezione del No. di dati di
cucitura del ciclo viene visualizzato.
Visualizza, sul bottone, i numeri di modello di cucitura del passante registrati
O
nell'ordine della sequenza della cucitura e le loro forme del passante. Visualizza
lo schermo di immissione dei dati di modello di cucitura del passante.
* Il pittogramma del bottone/indicazione, del bottone
per il numero di modelli di cucitura del passante immessi.
Visualizzato quando il numero di modelli di cucitura del passante registrati nei
dati di cucitura del ciclo diventa 8 o più.
Vi
sualizza lo schermo di insegnamento dell'impostazione dello spessore del
passante.
Consultare
→
Visualizza lo schermo di elenco dei dati di cucitura della cucitura del ciclo.
visualizzare quello precedente.
visualizzare quello successivo.
Inser
isce un passo appena prima del numero di modello di cucitura del
passante attualmente selezionato.
Cancella
Vi
sualizza lo schermo di conferma per consentire di determinare se la parte
sovrapposta del passante rilevata (o l'assenza del passante rilevata) può
essere cancellata o meno.
"!-5-2. Avvolgimento della bobina”, p.21.
"@-2-13. Funzione di insegnamento del passante", p.53.
il passo attualmente selezionato.
o O v
H
iene visualizzato
Simbolo
Q
R
S
T
U
Nome dell'immagine Descrizione
Ord
ine di cucitura Visualizza l'ordine di cucitura dei dati di modello di cucitura del passante in corso di
immissione. Se lo schermo viene commutato allo schermo di cucitura, il modello di
cucitura del passante da cucire per primo verrà visualizzato in blu.
Nome de
del ciclo
Informaz
parte sovrapposta del
passante
T
elaio del piedino
premistoffa
Pressore del capo d
vestito
i dati di cucitura
ioni sulla
i
* Il pittogramma del bottone/indicazione, del bottone
numero di modelli di cucitura del passante immessi.
Visualizza il nome immesso nei dati di cucitura del ciclo attualmente selezionati.
Vi
sualizza le informazioni sulla parte sovrapposta rilevata del passante.
Visualizza il piedino premistoffa per travetta lineare o quello per travetta a zig-zag
attualmente selezionato.
Visualizza la presenza/assenza della pinza addizionale per il pressore attualmente
selezionato del capo di vestito.
: Nessun passante
: La parte sovrapposta del passante è rilevata
: Piedino premistoffa per travetta lineare
: Piedino premistoffa per travetta a zig-zag
H
iene visualizzato per il
o O v
: La pinza addizionale è presente.
: La pinza addizionale è assente.
Page 80

(2) Schermo di cucitura della cucitura del ciclo
K
L
M
F
G
N
A B D EC
O
T
P
Q
R
S
H
I
J
Simbolo
A
B
C
D
E
F
Nome del bottone Descrizione
Bottone d
battuta d'arresto
Bottone d
della presa del passante
success
Bottone d
del passante
Bottone d
abbassamento del
pressore
Bottone d
passante
Bottone di modica del
valore del contatore
i operazione
i annullamento
ivo
i alimentazione
i
i tensione del
Esegue l'operaz
La macchina esegue la proibizione (annullamento) o il ripristino della presa del
passante per la cucitura successiva.
Consultare
→
la prossima cucitura", p.58.
Quando s
alimentazione del passante, l'unità di alimentazione del passante alimenta il
passante.
uttavia, durante la cucitura o l'operazione battuta d'arresto questo bottone è
T
disabilitato, anche se esso viene premuto.
Abbassa
schermo di abbassamento del pressore.
Tuttavia, durante la cucitura o l'operazione battuta d'arresto questo bottone è
disabilitato, anche se esso viene premuto.
Consultare
→
piedino premistoffa", p.42.
sualizza lo schermo di immissione della tensione del passante. In questo
Vi
momento, l'azione dell'interruttore di avvio è proibita.
sualizza il valore attuale del contatore sul bottone. Quando si preme il bottone, lo
Vi
schermo di modica del valore del contatore viene visualizzato.
Consultare
→
ione battuta d'arresto.
"@-2-15. Funzione di annullamento della presa del passante per
i preme questo bottone dopo aver inserito il passante nell'unità di
il pressore del capo di vestito e il piedino premistoffa e visualizza lo
"@-2-7. Come abbassare il pressore del capo di vestito e il
"@-2-8. Uso del contatore", p.43.
– 75 –
Page 81

– 76 –
Simbolo
G
Nome del bottone Descrizione
Bottone d
del contatore
i commutazione
La visualizzazione del contatore può essere commutata tra il contatore di
travette/contatore di passanti/contatore del numero di pezzi/contatore del lo
della bob
Il bottone viene visualizzato solo nel caso in cui due o più contatori dei contatori
di cui sopra siano nello stato ON.
ina.
ottone di ordine di cucitura
B
H
all'indietro
Bottone di ordine di cucitura
I
in avanti
Bottone di operazione
J
passo per passo
Consultare
→
Rimette il modello di cucitura del passante da cucire a quella precedente.
: Contatore di travette
: Contatore di passanti
: Contatore del numero di pezzi
: Contatore del lo della bobina
"@-2-8. Uso del contatore", p.43
.
Una pressione su questo bottone attiva il piedino premistoffa e il pressore del capo di vestito, bisogna perciò fare attenzione.
Rimette il modello di cucitura del passante da cucire a quella successiva.
Una pressione su questo bottone attiva il piedino premistoffa e il pressore del capo di vestito, bisogna perciò fare attenzione.
Vi
sualizza lo schermo di selezione dell'operazione passo per passo e abilita la
modalità di operazione passo per passo. Tuttavia, durante l'operazione battuta
d'arresto questo bottone è disabilitato, anche se esso viene premuto.
Consultare
→
"@-2-14. Come effettuare l'operazione passo per passo", p.55
.
Simbolo
K
L
M
N
O
P
Q
R
S
T
Nome dell'immagine Descrizione
No. di dati di cucitura del ciclo
i modello di cucitura
No. d
del passante
izione del modello di
Descr
cucitura del passante
Larghezza del passante Vi
Nome de
del ciclo
T
elaio del piedino
premistoffa
Numero d
Ord
Ind
totale di modelli di cucitura
registrati
Pressore del capo d
i dati di cucitura
i giri per cucitura Visualizza il numero di giri (valore di impostazione) per il modello di cucitura della
ine di cucitura Visualizza l'ordine di cucitura in corso di esecuzione.
icazione del numero
i vestito Visualizza la presenza/assenza della pinza addizionale per il pressore
Visualizza il numero attualmente selezionato di dati di cucitura del ciclo.
Vi
sualizza il numero attualmente selezionato di modello di cucitura del passante.
Visualizza la descrizione del modello di cucitura del passante da cucire.
sualizza la larghezza del passante attualmente impostata.
Visualizza il nome immesso nei dati di cucitura del ciclo attualmente selezionati.
Visualizza il piedino premistoffa per travetta lineare o quello per travetta a zigzag attualmente selezionato.
travetta in corso di cucitura.
Visualizza il numero totale, di modelli di cucitura del passante, registrato nel
numero di dati di cucitura del ciclo in corso di cucitura.
attualmente selezionato del capo di vestito.
: Piedino premistoffa per travetta lineare
: Piedino premistoffa per travetta a zig-zag
: La pinza addizionale è presente.
: La pinza addizionale è assente.
Page 82

2-26. Come eseguire la cucitura del ciclo
In primo luogo è necessario cambiare la modalità di cucitura alla cucitura del ciclo prima di impostare i
dati. → Consultare
(1) Selezione dei dati di cucitura del ciclo
A
"@-2-24. Come cambiare la modalità di cucitura", p.72.
Visualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (rosa) dei dati, il numero di
dati di cucitura del ciclo può essere selezionato. Nello schermo d
i cucitura (verde), premere il tasto di macchina pronta
per visualizzare lo schermo di immissione (rosa) dei
dati.
Richiamo dello schermo di selezione del numero di dati di
2
cucitura del ciclo
Quando s
i preme il bottone di No. di dati di cucitura del ciclo
A, lo schermo di selezione del numero di dati di cucitu-
ra del ciclo viene visualizzato. Il numero attualmente selezio-
i dati di cucitura del ciclo e la sua descrizione vengono
nato d
visualizzati nella parte superiore dello schermo. Gli altri bottoni
registrati di numero di dati di cucitura del ciclo vengono visua
izzati nella parte inferiore dello schermo.
l
-
C
Selezione del numero di dati di cucitura del ciclo
3
Ogn
E
F
È possibile anche richiamare lo schermo di immissione del
D
i volta che si premono i bottoni di scorrimento su/giù
il bottone C di No. di dati di cucitura del ciclo viene
B,
visualizzato uno dopo l'altro.
numero di dati di cucitura del ciclo con il bottone di immissione
B
del numero e immettere direttamente il numero di dati
D
di cucitura del ciclo.
d
Ora, premere il bottone
i No. di dati di cucitura del ciclo
C
che si desidera selezionare.
Quando si premono i bottoni di conferma
passo, la forma di cucitura, ecc. registrati nei dati di cucitura
del ciclo vengono visualizzati uno dopo l'altro.
Conferma del numero di dati di cucitura del ciclo
4
Quando s
i preme il bottone enter
F, lo schermo di sele-
zione del numero di dati di cucitura del ciclo viene chiuso per
terminare la selezione.
E del
– 77 –
Page 83

– 78 –
(2) Metodo per creare i dati di cucitura del ciclo
Visualizzazione dello schermo di immissione dei dati
1
Solo nello schermo di immissione (rosa) dei dati, il numero di
dati di cucitura del ciclo può essere selezionato. Nello schermo
i cucitura (verde), premere il tasto di macchina pronta
A
d
per visualizzare lo schermo di immissione (rosa) dei dati.
Poiché nessun numero di modello di cucitura è registrato nello
schermo iniziale, il primo bottone di selezione del modello di
cucitura viene visualizzato nello stato di vuoto.
V
isualizzazione dello schermo di selezione del numero di
2
modello di cucitura
C
F
Quando s
i preme il bottone di selezione
A del modello
di cucitura, lo schermo di selezione del numero di modello di
cucitura viene visualizzato.
Selezione del numero di modello di cucitura
3
Ogn
i volta che si premono i bottoni di scorrimento su/giù
il bottone registrato di numero di modello di cucitura
B,
v
iene visualizzato uno dopo l'altro.
C
È possibile anche richiamare lo schermo di immissione del nu-
E
D
mero d
D
i modello di cucitura con il bottone di immissione
del numero e
immettere direttamente il numero di modello di
cucitura.
Il bottone visualizza la descrizione dei dati di modello di cucitura.
B
Ora, premere il bottone di No. di modello di cucitura che si de-
sidera selezionare.
Conferma del numero di modello di cucitura
4
Quando s
i preme il bottone enter E, lo schermo di
selezione del numero di modello di cucitura viene chiuso per
terminare la selezione.
Ripetizione delle procedure da 2 a 4 per il numero di mo-
5
delli di cucitura che si desiderano registrare
Una volta che la pr
di selezione
Ripetere le procedure da 2 a 4 per
ima registrazione è confermata, il 2° bottone
F del modello di cucitura sarà visualizzato.
il numero di modelli di
cucitura che si desiderano registrare.
È possibile selezionare il bottone di No. di modello di cucitura
premendo i bottoni di scorrimento su/giù
G. Il bot-
tone selezionato di No. di modello di cucitura viene visualizzato
H
in rosa
.
Quando si preme il bottone di No. di modello di cucitura H
v
isualizzato sul display, lo schermo di immissione dei dati di
modello di cucitura del passante viene visualizzato. In questo
schermo è possibile impostare ciascun parametro dei dati di
I
modello di cucitura separatamente.
Se si modica il parametro sulla schermata di immissione dei
dati di modello di cucitura del passante della schermata di cuci
tura del c
iclo, il parametro del modello di cucitura originale del
passante verrà modicato. Quando si imposta un parametro,
i conferma M589 viene visualizzata. Premere il
E purché nessun problema sarà causato
G
la schermata d
bottone enter
dalla modica del parametro.
Quando
Fare r
→
iferimento a
del passante," p.39
i dati combinati che sono stati creati richiedono più
"@-2-6. Come modicare la lunghezza
per ulteriori dettagli.
schermi, è possibile visualizzare lo schermo successivo con il
bottone di scorrimento
I dello schermo.
-
Page 84

(3) Metodo per inserire i dati di cucitura del ciclo
Determinazione della posizione di inserimento
1
C
Quando si preme il bottone di inserimento
modello di cucitura, un passo di cucitura viene inserito nella
posizione tra il numero precedente di modello di cucitura e il
numero attualmente selezionato di modello di cucitura (visua-
izzato in rosa). Determinare la posizione C in cui un passo di
B
l
cucitura deve essere immesso tramite i bottoni di scorrimento
A
su/giù
del No. d
A
Selezione del numero di modello di cucitura da inserire e
2
B e premere il bottone di inserimento
i modello di cucitura.
conferma dello stesso
Quando si preme il bottone di inserimento
modello di cucitura, lo schermo di elenco dei numeri di model-
i cucitura viene visualizzato.
lo d
Eseguire le procedure da 3 a 4 descr
Metodo per creare i dati di cucitura del ciclo," p.78.
Una volta che
il numero di modello di cucitura è confermato,
il numero selezionato di modello di cucitura viene visualizzato
nella posizione determinata di inserimento.
itte in
A del No. di
A del No. d
"@-2-26. (2)
i
– 79 –
Page 85

– 80 –
(4) Metodo per cancellare i dati di cucitura del ciclo
Selezione del numero di dati di cucitura del ciclo
1
ire le procedure da 1 a 3 descritte in
Esegu
lezione dei dati di cucitura del ciclo," p.77
i di cucitura del ciclo che si desiderano cancellare.
dat
B
Cancellazione dei dati di cucitura del ciclo
2
"@-2-26. (1) Se-
per visualizzare i
Quando s
i preme il bottone di cancellazione
la nestra pop-up di conferma della cancellazione dei dati
i cucitura del ciclo viene visualizzata nello schermo. Se si
A
d
preme
B nella nestra pop-up, i dati di cucitura del ciclo
che sono stati selezionati vengono cancellati.
(5) Metodo per cancellare il passo dei dati di cucitura del ciclo
Selezione del numero di dati di cucitura del ciclo
1
ire le procedure da 1 a 2 descritte in
Esegu
lezione dei dati di cucitura del ciclo," p.77
i cucitura del ciclo che contengono il passo che si desidera
B
d
cancellare nello stato di selezionato.
V
A
isualizzazione dello schermo di selezione del No. di mo-
2
dello di cucitura
Premere
i bottoni di scorrimento su/giù
A dei dati,
"@-2-26. (1) Se-
per mettere i dati
A per
C
E
mettere il bottone di selezione del modello di cucitura del pas-
so che s
B
i desidera cancellare nello stato di selezionato
, e premere
il bottone di cancellazione
Quindi, la nestra pop-up di cancellazione del passo dei dati
v
iene visualizzata.
Cancellazione del passo dei dati di cucitura del ciclo che
3
si desidera cancellare
Quando s
to de
i preme il bottone enter
i dati di cucitura del ciclo viene cancellato.
Se si preme il bottone di annullamento
D
ritorna allo schermo di immissione dei dati della cucitura del
ciclo senza cancellare il passo selezionato.
C del passo.
il passo seleziona-
D,
E, lo schermo
Page 86

2-27. Come revisionare i dati di cucitura
(1) Metodo per modicare i dati di cucitura
Visualizzazione dello schermo di immissione
1
Quando è visualizzato lo schermo di immissione dei dati per la
modalità di cucitura individuale del passante o la modalità di
cucitura del ciclo del passante, è possibile modicare i dati di
itura.
cuc
A
Selezione dei dati di cucitura da modicare
2
C
Quando si preme il bottone di elenco
A dei dati di cuci-
tura, lo schermo di elenco dei dati di cucitura viene visualizza-
to. Selezionare i dati che si desiderano modicare.
B
Selez
ionare il bottone di articolo di dat C che s
i desidera mo-
dicare premendo i bottoni di scorrimento su/giù
Modica dei dati di cucitura
3
I dati di cucitura si compone di due diversi tipi di articolo di
dati, il primo tipo di articolo di dati richiede la modica dei dati
numerici, e il secondo tipo di articolo di dati richiede la modi-
ca del p
ittogramma.
All'articolo di dati che richiede la modica dei dati numerici, è
assegnato un numero, ad esempi
visualizzato in rosa.
I dati numerici possono essere modicati tramite i tasti numerici e i bottoni +/- mostrati nello schermo di modica dei dati.
All'articolo di dati che richiede la modica del pittogramma, è
assegnato un numero, ad esemp
io
visualizzato in blu.
Il pittogramma può essere selezionato da quelli mostrati nello
schermo di modica.
B.
* Fare r
iferimento a (2) Elenco dei dati di cucitura per i dettagli
dei dati di cucitura.
Se si disattiva l'alimentazione alla macchina per cucire
senza aver premuto il tasto di macchina pronta, i valori
di impostazione dei dati di cucitura non verranno memorizzati in memoria.
Le dimensioni della forma di cucitura del passante visualizzate sul pannello operativo devono essere intese
come riferimento. Le dimensioni variano a seconda del
materiale del passante. Assicurarsi di regolare le impostazioni delle dimensioni del passante in modo che
le dimensioni nite desiderate vengano ottenute.
– 81 –
Page 87

– 82 –
(2) Elenco dei dati di cucitura
No. Articoli
Forma di cucitura del passante
*
Lunghezza A del passante della travetta lineare
Immi
*
*
*
*
*
*
*
*
*
*
*
*
*
piedino premistoffa per travetta lineare è usato
Lunghezza A del passante della travetta a zig-zag
Immi
piedino premistoffa per travetta a zig-zag è usato
Lunghezza B del passante per la forma di cucitura
No. 1
Lunghezza B del passante per la forma di cucitura
No. 2
Lunghezza C del passante per la forma di cucitura
No. 2
Lunghezza B del passante per la forma di cucitura
No. 3
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 3
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 3
Lunghezza B del passante per la forma di cucitura
No. 4
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 4
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 4
Lunghezza D del passante per la forma di cucitura
No. 4 (quantità di allentamento del passante)
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 4
: No.1 : No.2 : No.3
: No.4 : No.5 : No.6
: No.7 : No.9 : No.9
: No.10 : No.11 : No.12
ssione della lunghezza A del passante quando il
ssione della lunghezza A del passante quando il
Intervallo di
immissione / intervallo
di selezione
Dal No. 1 al No. 12 No.4
Da −10,0 a 19,0
(mm)
Da −9,0 a 21,0
(mm)
Da 59,0 a 99,0
(mm)
Da 15,0 a 30,0
(mm)
Da 45,0 a 99,0
(mm)
Da 45,0 a 109,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
Da 30,0 a 50,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 30,0
(mm)
Da −14,0 a 16,0
(mm)
Valori
iniziali
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
4,0
6,0
79,0
17,0
62,0
71,0
8,0
8,0
40,0
8,0
8,0
17,0
6,0
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
Page 88

No. Articoli
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 4
*
Lunghezza B del passante per la forma di cucitura
No. 5
*
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 3
*
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 5
*
Lunghezza C del passante per la forma di cucitura
No. 5 (quantità di allentamento del passante)
*
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 5
*
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 5
*
Lunghezza F del passante per la forma di cucitura
No. 5
*
Lunghezza B del passante per la forma di cucitura
No. 6
*
Lunghezza C del passante per la forma di cucitura
No. 6
*
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 6
*
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 6
*
Lunghezza A del passante della travetta lineare per
la forma di cucitura No. 7
*
Lunghezza A del passante della travetta a zig-zag
per la forma di cucitura No. 7
*
Lunghezza B del passante per la forma di cucitura
No. 7
*
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 7
*
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 7
*
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 7
*
Intervallo di
immissione / intervallo
di selezione
Da −12,0 a 22,0
(mm)
Da 30,0 a 61,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
Da 2,0 a 8,0
(mm)
Da −2,5 a 7,5
(mm)
Da −1,0 a 9,0
(mm)
Da 0 a 20,0
(mm)
Da 45,0 a 99,0
(mm)
Da 15,0 a 30,0
(mm)
Da −2,5 a 7,5
(mm)
Da −1,0 a 9,0
(mm)
Da 0 a 15,0
(mm)
Da 0 a 15,0
(mm)
Da 30,0 a 63,0
(mm)
Da 0 a 10.0
(mm)
Da 0 a 10,0
(mm)
Da 0 a 10,0
(mm)
Valori
iniziali
12,0
(mm)
47,0
(mm)
8,0
(mm)
8,0
(mm)
3,0
(mm)
2,5
(mm)
4,0
(mm)
10,0
(mm)
62,0
(mm)
17,0
(mm)
2,5
(mm)
4,0
(mm)
10,0
(mm)
10,0
(mm)
40,0
(mm)
4,0
(mm)
3,0
(mm)
4,0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 83 –
Page 89

– 84 –
No. Articoli
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 7
*
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 7
*
Lunghezza F del passante della travetta a zig-zag
per la forma di cucitura No. 7
*
Quantità di allentamento del passante per la forma
di cucitura No. 7
*
Larghezza del passante
Quando la larghezza del passante viene cambiata,
*
*
la larghezza della travetta viene automaticamente
cambiata in base alla nuova larghezza del passante.
In questo momento, l'errore di larghezza della travetta
al di fuori della gamma (E435) può aver luogo per alcuni
valori
di impostazione della larghezza del passante.
Lunghezza del passante
Correzione della posizione del morsetto in senso
laterale
Questo i
posizione laterale del morsetto del passante quando si
cuciono i passanti.
Correzione della posizione longitudinale di
alimentazione del morsetto del passante
Qu
la posizione longitudinale del morsetto del passante
quando si alimentano i passanti.
Tensione del passante
Questo interruttore viene utilizzato per regolare
la tensione del passante applicata dal dispositivo
di introduzione del passante quando il dispositivo
posiziona il passante nella posizione di cucitura.
+: Aumenta la tensione del passante.
-: Diminuisce la tensione del passante.
→
tensione del passante," p.24
Abilitato/disabilitato del rilevamento della mancata
introduzione del dispositivo di introduzione del passante
nterruttore viene utilizzato per correggere la
esto interruttore viene utilizzato per correggere
ferimento a
Fare ri
"!-5-5. Regolazione della
per i dettagli.
Intervallo di
immissione / intervallo
di selezione
Da 0 a 10,0
(mm)
Da 0 a 20,0
(mm)
Da 0 a 20,0
(mm)
Da −2,0 a 40,0
(mm)
Da 8,0 a 20,0
(mm)
Da 58,0 a 130,0
(mm)
Da −3,0 a 3,0
(mm)
Da −5,0 a 5,0
(mm)
Da −100 a 100 −5
― Abi
Valori
iniziali
3,0
(mm)
10,0
(mm)
10,0
(mm)
0
(mm)
10,0
(mm)
100,0
(mm)
0
(mm)
0
(mm)
litato
Nel caso del materiale leggero, disabilitare questa impostazione
della funzione.
Correzione dell'alimentazione della sezione di taglio
del passante
Questa funzione riduce la quantità di alimentazione del
passante da pinzare con il dispositivo di introduzione del
passante immediatamente dopo il taglio del passante
che non è pinzato dal dispositivo di introduzione.
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
: Abilitato : Disabilitato
Da −3,0 a 0
(mm)
0
(mm)
Page 90

No. Articoli
Abilitato/disabilitato del sensore della posizione inferiore del
morsetto quando si cuce l'ultimo passante
Intervallo di
immissione / intervallo
di selezione
― Abilitato
Valori
iniziali
: Abilitato : Disabilitato
Il morsetto potrebbe andare sul pressore del capo di vestito quando
si cuce l'ultima parte del passante a seconda della misura della
cucitura. In questo caso, impostare questo articolo su "disabilitato."
Correzione della quantità di alimentazione per la
quantità di pinzatura
Quando si pos
iziona il passante, la lunghezza del
passante alimentato può essere corretta per la quantità
pinzata dal d
ispositivo di introduzione del passante.
Quantità di allentamento del morsetto del passante
per la prima cucitura
Quantità di allentamento del passante che viene ottenuta
spostando il morsetto del passante verso la pinza della
testa della macchina durante la prima cucitura.
+: Per aumentare la quantità di allentamento del passante
-: Per diminuire la quantità di allentamento del passante
Forma No. 3, 4, 5, 10, 11, 12: Quantità di
allentamento tra la prima cucitura e la seconda
cucitura
Per la forma No. 3, 4, 5, 10, 11 e 12, quanti
tà di
allentamento della tensione del capo di vestito che
viene ottenuta spostando il morsetto del passante dalla
seconda posizione di cucitura verso l'operatore.
+: Per aumentare la quantità di allentamento del passante
-: Per diminuire la quantità di allentamento del passante
Forma No. 3, 4, 5, 10, 11, 12: Limite di velocità
di spostamento alla 2
a
posizione di cucitura del
morsetto del passante
Per la forma No. 3, 4, 5, 10, 11 e 12, la veloci
spostamento alla 2
a
posizione di cucitura del morsetto
tà di
del passante può essere limitata per mezzo di questo
interruttore.
Forma No. 4, 5, 11, 12: Correzione della posizione
nale di cucitura in senso laterale del morsetto
Per la forma No. 4, 5, 11 e 12, la posizione nale di
cucitura può essere corretta in senso laterale.
Eseguire la correz
ione nel caso in cui la posizione del
passante si differenzia dalla posizione delle travette.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 4, 11: Correzione della posizione nale
di cucitura in senso longitudinale del morsetto
Per la forma No. 4 e 11, la di
stanza tra la pinza della
testa della macchina e il morsetto del passante
alla posizione nale di cucitura può essere ridotta
per mezzo di questo interruttore. Ciò può ridurre la
lunghezza del lo rimanente.
Attenzione: Se si sposta eccessivamente il piedino
premistoffa della testa della macchina
verso la posizione del morsetto, il
morsetto può essere scavalcato dal
piedino premistoffa. Per evitare ciò,
assicurarsi di controllare attentamente
la posizione di queste parti prima di
effettuare la regolazione.
Da −10,0 a 10,0
(mm)
Da 0 a 5,0
(mm)
Da 0 a 13,0
(mm)
Da 500 a 4000
(pps)
Da −6,0 a 6,0
(mm)
Da −5,0 a 5,0
(mm)
0
(mm)
0
(mm)
0
(mm)
4000
(pps)
0
(mm)
2,0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 85 –
Page 91

– 86 –
No. Articoli
Forma No. 4, 5, 11, 12: Limite di velocità di
spostamento del morsetto del passante alla
posizione nale di cucitura
Per la forma No. 4, 5, 11 e 12, la veloc
spostamento del morsetto del passante alla posizione
nale di cucitura può essere modicata per mezzo di
questo i
nterruttore.
Trasporto del capo di vestito: Quantità di
spostamento al lato opposto del capo di vestito
per l'operazione per evitare l'intrappolamento del
passante
Nel caso i
n cui U507 "Operazione per evitare
l'intrappolamento del passante" sia selezionata per
la forma No. 3, 4, 5, 10, 11 e 12, questa è la quantità
di spostamento al lato opposto del capo di vestito
prima che il morsetto del passante si sposti verso la 2
posizione di cucitura.
Modicando questa quantità, la posizione nella quale
il passante si espande può essere spostata per evitare
l'i
ntrappolamento del passante.
Trasporto del capo di vestito: Tempo di attesa
dello spostamento del morsetto del passante per
l'operazione per evitare l'intrappolamento del
passante
Nel caso i
n cui U507 "Operazione per evitare
l'intrappolamento del passante" sia selezionata per
la forma No. 3, 4, 5, 10, 11 e 12, il periodo di tempo
per ritardare l'inizio dello spostamento del morsetto
del passante verso la 2
a
posizione di cucitura viene
impostato rispetto al trasporto del capo di vestito.
Modicando questo periodo, la posizione nella quale il
passante si espande può essere spostata per evitare
l'i
ntrappolamento del passante.
Forma No. 6: Quantità di allentamento del morsetto
del passante alla 3
a
posizione di cucitura
Per la forma No. 6, quantità di allentamento del
passante che viene ottenuta spostando il morsetto del
passante verso l'operatore dopo che il morsetto si è
spostato verso il lato opposto no alla 3
cucitura Questo articolo riguarda la suddetta quantità di
allentamento del passante.
Regolare questa quantità se il tessuto è tirato oppure è
così allentato che viene superata la dimensione specicata
a
tra la 3
posizione di cucitura e il bordo del tessuto.
+: Per aumentare la quantità di allentamento del passante
-: Per diminuire la quantità di allentamento del passante
Forma No. 5, 12: Correzione della posizione di
arrotolamento del passante in senso laterale del
morsetto
Per la forma No. 5 e 12, la posizione in cui la forchetta
viene inserita nella travetta nale del modello di cucitura
può essere corretta in senso laterale del morsetto.
Forma No. 7: Correzione della posizione di
arrotolamento del passante in senso laterale del
morsetto
La posi
zione nella quale la forchetta viene inserita nella
a
2
travetta della forma No. 7 del modello di cucitura può
essere corretta in senso laterale del morsetto.
Forma No. 7, 8, 9: Correzione della posizione del
morsetto in direzione laterale per la pinzatura e
l'arrotolamento del passante
Per la forma No. 7, 8 e 9, vi
ene corretta la posizione
laterale del morsetto prima che il morsetto pinzi il
passante e lo arrotoli con la forchetta.
ità di
a
posizione di
Intervallo di
immissione / intervallo
di selezione
Da 1000 a 4000
(pps)
Da 0 a 50,0
(mm)
a
Da 0 a 999
(msec)
Da 0 a 13,0
(mm)
Da −6,0 a 6,0
(mm)
Da −6,0 a 6,0
(mm)
Da −7,0 a 7,0
(mm)
Valori
iniziali
4000
(pps)
25,0
(mm)
200
(msec)
4,0
(mm)
0
(mm)
0
(mm)
0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
Page 92

No. Articoli
Forma No. 7, 9: Correzione della posizione di
inserimento dell'asta di allentamento del passante
Per la forma No. 7 e 9, vi
ene corretta la posizione di
inserimento dell'asta di allentamento del passante.
(Poiché l'intervallo in cui l'asta di allentamento può
spostarsi
è limitato, è possibile che l'asta non possa
spostarsi alla posizione impostata.)
Forma No. 7: Correzione della posizione di
arrotolamento del passante in senso longitudinale
del morsetto
Per la forma No. 7, questo i
nterruttore viene utilizzato
per correggere la posizione longitudinale del morsetto
del passante quando si inserisce la forchetta nella 2
posizione di cucitura.
Trasporto del capo di vestito: Quantità di
spostamento al lato opposto per l'operazione di
riduzione della tensione del capo di vestito
Nel caso i
n cui U507 "Operazione per ridurre la
tensione del capo di vestito" sia selezionata per la
forma No. 3, 4, 5, 10, 11 e 12, questa è la quantità di
spostamento al lato opposto del trasporto del capo di
vestito prima che il trasporto si sposti alla 2
di cucitura.
Aumentando questo valore, la quantità che il morsetto
del passante tira il passante mentre il morsetto si
sposta può essere diminuita. (Se questo valore è
aumentato eccessivamente, il passante può staccarsi
quando
l morsetto del passante si sposta.)
i
Forma No. 7: Correzione della 2a posizione di
cucitura in senso laterale del morsetto
Per la forma No. 7, questo i
per correggere la posizione laterale del morsetto del
passante nella 2
a
posizione di cucitura.
nterruttore viene utilizzato
Effettuare la correzione, se la posizione del passante si
discosta dalla posizione di cucitura.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 3, 4, 5, 10, 11, 12: Correzione della 2a
posizione di cucitura in senso laterale del morsetto
Per la forma No. 3, 4, 5, 10, 11 e 12, questo
viene utilizzato per correggere la posizione laterale del
morsetto del passante nella 2
a
posizione di cucitura.
Effettuare la correzione, se la posizione del passante si
discosta dalla posizione di cucitura.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 2, 6: Correzione della 2a posizione di
cucitura in senso laterale del morsetto
Per la forma No. 2 e 6, questo i
utilizzato per correggere la posizione laterale del
morsetto del passante nella 2
nterruttore viene
a
posizione di cucitura.
Effettuare la correzione, se la posizione del passante si
discosta dalla posizione di cucitura.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
a
posizione
interruttore
Intervallo di
immissione / intervallo
di selezione
Da −20,0 a 20,0
(mm)
Da −3,0 a 3,0
(mm)
a
Da −10,0 a 10,0
(mm)
Da −6,0 a 6,0
(mm)
Da −3,0 a 3,0
(mm)
Da −3,0 a 3,0
(mm)
Valori
iniziali
0
(mm)
0
(mm)
0
(mm)
0
(mm)
0
(mm)
0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 87 –
Page 93

– 88 –
No. Articoli
Forma No. 6: Correzione della 3a posizione di
cucitura in senso laterale del morsetto
Per la forma No. 6, questo i
per correggere la posizione laterale del morsetto del
passante nella 3
a
posizione di cucitura.
nterruttore viene utilizzato
Effettuare la correzione, se la posizione del passante si
discosta dalla posizione di cucitura.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 5, 7, 12: Correzione della posizione di
arrotolamento del passante in senso laterale del
morsetto
Per la forma No. 5, 7 e 12, questa è la quanti
spostamento laterale del morsetto del passante prima
di rimuovere la forchetta dal passante.
Forma No. 7, 9: Quantità di allentamento dopo
che l'asta di allentamento si è spostata, in senso
longitudinale del morsetto
Per la forma No. 7 e 9, essa è la quanti
viene ridotta la tensione del capo di vestito spostando
il morsetto del passante in avanti dopo averlo spostato
verso il lato opposto per consentire che l'asta di
allentamento del passante possa essere inserita.
Forma No. 6: Quantità di allentamento tra la 2a e 3a
posizione di cucitura
Questa è la quanti
tà di allentamento della tensione
del capo di vestito durante lo spostamento alla 3
posizione di cucitura la quale viene ottenuta azionando
il trasporto del capo di vestito prima dello spostamento
a
alla 3
posizione di cucitura.
+: Per aumentare la quantità di allentamento del
passante
-:
Per diminuire la quantità di allentamento del passante
Forma No. 7, 9: Limitazione della velocità di
spostamento alla posizione della travetta
Per la forma No. 7 e 9, la veloci
si sposta alla 2
a
posizione di cucitura può essere
tà del morsetto quando
limitata.
Forma No. 3, 4, 5, 10, 11, 12: Correzione della
posizione longitudinale del morsetto del passante
a
nella 2
posizione di cucitura
Per la forma No. 3, 4, 5, 10, 11 e 12, questo
interruttore v
iene utilizzato per correggere la posizione
longitudinale del morsetto del passante quando si
abbassa la pinza della testa della macchina nella 2
posizione di cucitura.
Forma No. 4, 5: Correzione della quantità di
spostamento al lato opposto del morsetto del
passante durante la 2
a
cucitura
Per la forma No. 4 e 5, questo interruttore viene
utilizzato per correggere la quantità di spostamento al
lato opposto del morsetto del passante durante la 2
cucitura.
tà di
tà con la quale
a
a
a
Intervallo di
immissione / intervallo
di selezione
Da −3,0 a 3,0
(mm)
Da −6,0 a 6,0
(mm)
Da 0 a 13,0
(mm)
Da 0 a 40,0
(mm)
Da 1000 a 4000
(pps)
Da −3,0 a 3,0
(mm)
Da −20,0 a 20,0
(mm)
Valori
iniziali
0
(mm)
0
(mm)
0
(mm)
25,0
(mm)
4000
(pps)
0
(mm)
0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
Page 94

No. Articoli
Uso del pedale manuale: Quantità di spostamento
all'indietro del trasporto del capo di vestito dopo
che il pressore del capo di vestito si è abbassato
Ne
l caso in cui il pedale manuale sia stato programmato
tramite i dati di impostazione del dispositivo in modo
che i pressori anteriore e posteriore del capo di vestito
vengano azionati separatamente e che lo spostamento
del trasporto del capo di vestito sia abilitato dopo che
il pressore del capo di vestito si è abbassato, questa
è la quantità di spostamento del trasporto del capo
di vestito dopo che il pressore del capo di vestito si è
abbassato.
Fare ri
→
ferimento a
dispositivo," p. 98
"@-2-29. Come impostare il
per i dettagli della procedura di
modica dei dati di impostazione del dispositivo.
Forma No. 10, 11, 12: Funzione di spostamento della posizione
di pinzatura del passante
Per la forma No. 10, 11 e 12, questo
per selezionare la funzione che sposta la posizione di pinzatura
del passante spostando il morsetto con il passante premuto dal
piedino premistoffa dopo la 2
a
cucitura.
: Automatica
Abilitata/disabilitata dell'operazione di spostamento
della posizione di pinzatura del passante viene
automaticamente commutato in base al valore di
impostazione della dimensione del passante.
: Abilitata
L'operazione di spostamento della posizione di
pinzatura del passante viene effettuata in ogni
momento.
: Disabilitata
L'operazione di spostamento della posizione di
pinzatura del passante non viene effettuata.
Forma No. 10, 11, 12: Correzione della 3a posizione
di cucitura in senso longitudinale del morsetto
Per la forma No. 10, 11 e 12, la 3
a
posizione di cucitura
del morsetto può essere corretta in senso longitudinale.
Forma No. 10, 11, 12: Correzione della 3a posizione
di cucitura del trasporto del capo di vestito
Per la forma No. 10, 11 e 12, la 3
a
posizione di cucitura
del trasporto del capo di vestito può essere corretta.
Attenzione: Se questo dato di cucitura viene
cambiato, la dimensione B e la
dimensione D saranno cambiate.
Forma No. 10, 11, 12: Correzione della posizione di
pinzatura del passante in senso longitudinale del
morsetto
Per la forma No. 10, 11 e 12, la pos
al momento in cui il passante viene premuto dal piedino
premistoffa può essere corretta in senso longitudinale,
quando la funzi
one di spostamento della posizione di
pinzatura del passante è abilitata.
Forma No. 10, 11, 12: Correzione della posizione
di pinzatura del passante del trasporto del capo di
vestito
Per la forma No. 10, 11 e 12, può essere corretta la
posi
zione del trasporto del capo di vestito al momento
in cui il passante viene premuto dal piedino premistoffa,
quando la funzione di spostamento della posizione di
presa del passante è abilitata.
interruttore viene utilizzato
izione del morsetto
Intervallo di
immissione / intervallo
di selezione
Da 0 a 20,0
(mm)
―
Da −20,0 a 20,0
(mm)
Da −3,0 a 3,0
(mm)
Da −15,0 a 15,0
(mm)
Da −15,0 a 15,0
(mm)
Valori
iniziali
10,0
(mm)
Automatica
0
(mm)
0
(mm)
0
(mm)
0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 89 –
Page 95

– 90 –
No. Articoli
Forma No. 10, 11, 12: Correzione della quantità
di spostamento della posizione di pinzatura del
passante in senso longitudinale del morsettoe
Per la forma No. 10, 11 e 12, può essere corretta la
quanti
tà di spostamento della posizione di pinzatura del
passante la quale viene ottenuta spostando il morsetto
verso il lato lontano dopo che il piedino premistoffa
preme il passante, quando la funzione di spostamento
della posizione di presa del passante è abilitata.
Forma No. 7, 8, 9: Selezione dello stato del passante quando
si corregge la posizione in cui il morsetto del passante
arrotola il passante
Può essere selezionato lo stato del passante quando la posizione
del morsetto vi
9: Correzione della posizione di arrotolamento in senso laterale del
morsetto."
ene cambiata per mezzo di S174 "Forma No. 7, 8 e
: Il morsetto viene spostato con il passante teso.
: Il morsetto viene spostato con il passante tagliato su
un lato.
Intervallo di
immissione / intervallo
di selezione
Da −10,0 a 20,0
(mm)
― Con
Valori
iniziali
0
(mm)
l
i
passante
teso
*
*
*
*
*
*
*
*
*
*
*
*
Lunghezza B del passante per la forma di cucitura
No. 8
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 8
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 8
Lunghezza B del passante per la forma di cucitura
No. 9
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 9
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 9
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 9
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 9
Quantità di allentamento del passante per la forma
di cucitura No. 9
Lunghezza B del passante per la forma di cucitura
No. 10
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 10
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 10
Da 45,0 a 109,0
(mm)
Da 0 a 10,0
(mm)
Da 0 a 10,0
(mm)
Da 30,0 a 60,0
(mm)
Da 0 a 10,0
(mm)
Da 0 a 10,0
(mm)
Da −14,0 a 16,0
(mm)
Da −12,0 a 22,0
(mm)
Da 2,0 a 30,0
(mm)
Da 45,0 a 109,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
80,0
(mm)
4,0
(mm)
3,0
(mm)
40,0
(mm)
4,0
(mm)
3,0
(mm)
6,0
(mm)
12,0
(mm)
17,0
(mm)
79,0
(mm)
8,0
(mm)
8,0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
Page 96

No. Articoli
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 10
*
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 10
*
Lunghezza B del passante per la forma di cucitura
No. 11
*
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 11
*
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 11
*
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 11
*
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 11
*
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 11
*
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 11
*
Quantità di allentamento del passante per la forma
di cucitura No. 11
*
Lunghezza B del passante per la forma di cucitura
No. 12
*
Lunghezza C del passante della travetta lineare per
la forma di cucitura No. 12
*
Lunghezza C del passante della travetta a zig-zag
per la forma di cucitura No. 12
*
Lunghezza D del passante della travetta lineare per
la forma di cucitura No. 12
*
Lunghezza D del passante della travetta a zig-zag
per la forma di cucitura No. 12
*
Lunghezza E del passante della travetta lineare per
la forma di cucitura No. 12
*
Lunghezza E del passante della travetta a zig-zag
per la forma di cucitura No. 12
*
Lunghezza F del passante per la forma di cucitura
No. 12
*
Intervallo di
immissione / intervallo
di selezione
Da 0 a 4,0
(mm)
Da 0 a 4,0
(mm)
Da 30,0 a 50,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
Da 0 a 4,0
(mm)
Da 0 a 4,0
(mm)
Da −14,0 a 16,0
(mm)
Da −12,0 a 22,0
(mm)
Da 2,0 a 30,0
(mm)
Da 30,0 a 56,0
(mm)
Da 5,0 a 11,0
(mm)
Da 5,0 a 11,0
(mm)
Da 0 a 4,0
(mm)
Da 0 a 4,0
(mm)
Da −2,5 a 7,5
(mm)
Da −1,0 a 9,0
(mm)
Da 0 a 20,0
(mm)
Valori
iniziali
4,0
(mm)
3,0
(mm)
40,0
(mm)
8,0
(mm)
8,0
(mm)
4,0
(mm)
3,0
(mm)
6,0
(mm)
12,0
(mm)
17,0
(mm)
47,0
(mm)
8,0
(mm)
8,0
(mm)
4,0
(mm)
3,0
(mm)
2,5
(mm)
4,0
(mm)
10,0
(mm)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 91 –
Page 97

No. Articoli
Quantità di allentamento del passante per la forma
di cucitura No. 12
*
Forma No. 9: Correzione della 2a posizione di
cucitura in senso laterale del morsetto
Per la forma No. 9, la 2
essere corretta in senso laterale.
Eseguire la correzione nel caso in cui la posizione del
passante si differenzia dalla posizione delle travette.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 9: Correzione della 2a posizione di
cucitura in senso longitudinale del morsetto
Per la forma No. 9, la di
della macchina e il morsetto del passante alla 2
essere ridotta per mezzo di questo interruttore. Ciò può
ridurre la lunghezza del lo rimanente.
Attenzione: Se si sposta eccessivamente il piedino
premistoffa della testa della macchina
verso la posizione del morsetto, il
morsetto può essere scavalcato dal
piedino premistoffa. Per evitare ciò,
assicurarsi di controllare attentamente
la posizione di queste parti prima di
effettuare la regolazione.
Forma No. 11, 12: Limitazione della velocità
di spostamento del morsetto alla posizione di
inserimento dell'asta di allentamento
Per la forma No. 11 e 12, può essere limitata la velocità
del morsetto, la quale vi
sposta verso il lato lontano dopo il completamento della
a
3
cucitura al ne di inserire l'asta di allentamento.
Forma No. 10, 11, 12: Correzione della 3a posizione
di cucitura in senso laterale del morsetto
Per la forma No. 10, 11 e 12, la 3
può essere corretta in senso laterale.
Esegui
re la correzione nel caso in cui la posizione del
passante si differenzia dalla posizione delle travette.
+: Il passante viene spostato verso destra rispetto alla
posizione di cucitura.
-: Il passante viene spostato verso sinistra rispetto alla
posizione di cucitura.
Forma No. 10, 11, 12: Quantità di allentamento
dopo lo spostamento alla 3
senso longitudinale del morsetto
Per la forma No. 10, 11 e 12, questa è la quant
allentamento della tensione del capo di vestito la quale
viene ottenuta spostando il morsetto dalla 3
di cucitura verso il lato lontano.
+: Per aumentare la quantità di allentamento del passante
-: Per diminuire la quantità di allentamento del passante
Forma No. 10, 11, 12: Limite di velocità di spostamento
a
alla 3
posizione di cucitura del morsetto del passante
Per la forma No. 10, 11 e 12, la velocità di spostamento
a
alla 3
posizione di cucitura del morsetto del passante
può essere limitata per mezzo di questo interruttore.
Forma No. 6: Limite di velocità di spostamento alla
a
3
posizione di cucitura del morsetto del passante
Per la forma No. 6, la velocità di spostamento alla 3
posizione di cucitura del morsetto del passante può
essere li
mitata per mezzo di questo interruttore.
a
posizione di cucitura può
stanza tra la pinza della testa
a
può
ene impiegata quando esso si
a
posizione di cucitura
a
posizione di cucitura in
ità di
a
posizione
a
Intervallo di
immissione / intervallo
di selezione
Da 2,0 a 16,0
(mm)
Da −6,0 a 6,0
(mm)
Da −5,0 a 5,0
(mm)
Da 1000 a 4000
(pps)
Da −6,0 a 6,0
(mm)
Da 0 a 13,0
(mm)
Da 1000 a 4000
(pps)
Da 1000 a 4000
(pps)
Valori
iniziali
6,0
(mm)
0
(mm)
2,0
(mm)
4000
(pps)
0
(mm)
0
(mm)
4000
(pps)
4000
(pps)
* : I dati contrassegnati con l'asterisco (*) non vengono visualizzati nello schermo di elenco dei dati di cucitura.
Essi vengono visualizzati, tuttavia, dallo schermo di immissione dei dati.
: I dati nel riquadro grigio non vengono visualizzati nello stato standard. Per visualizzarli, fare
riferimento al Manuale di Manutenzione.
– 92 –
Page 98

2-28. Come modicare i dati di interruttore di memoria
(1) Metodo per modicare i dati di interruttore di memoria
Visualizzazione dello schermo di elenco dei dati di inter-
1
ruttore di memoria
A
C
Quando s
Selezione del bottone di dati di interruttore di memoria i
2
Premere
B
i preme il tasto di commutazione
tà operativa, il bottone di dati di interruttore di memoria
iene visualizzato nello schermo. Quando si preme questo
v
A
bottone, lo schermo di elenco dei dati di interruttore di memo-
ia viene visualizzato.
r
cui dati si desiderano modicare
i bottoni di scorrimento su/giù
lezionare il bottone di articolo di dati C
modicare.
i cui dati si desiderano
della modali-
B per se-
Modica dei dati di interruttore di memoria
3
Ci sono due tipi di dati di interruttore di memoria secondo il
metodo di modica dei dati: il primo viene cambiato modicando le c
gramma.
Agli articoli di dati che vengono modicati con le cifre, è asse-
gnato un numero
Per questi articoli di dati, i valori di impostazione possono
essere modicati con i tasti numerici e i bottoni +/- visualizzati
nello schermo di modica dei dati. Agli articoli di dati i cui dati
vengono modicati selezionando il pittogramma, è assegnato
un numero
il pittogramma può essere selezionato da quelli mostrati nello
schermo.
* Fare r
r
ifre e il secondo viene cambiato selezionando il pitto-
in rosa com
in blu come
iferimento a (2) Elenco dei dati di interruttore di memo-
ia per i dettagli dei dati di interruttore di memoria.
.
. Per questi articoli di dati,
– 93 –
Page 99

– 94 –
(2) Elenco dei dati di interruttore di memoria
No. Articoli
Funzione di rilevamento della parte sovrapposta abilitata/disabilitata
Abilitata/disabilitata della funzione di rilevamento della parte
sovrapposta viene selezionato con questo interruttore.
Abilitata Disabilitata
Posizione di taglio della parte sovrapposta (anteriore)
Nel caso in cui, quando l'estremità della linea di
giunzione (cioè giuntura) del passante viene rilevata,
la parte del passante prima della linea di giunzione
rilevata sia da tagliare come la parte difettosa, la
lunghezza della parte da tagliare del passante viene
immessa con questo interruttore (in mm). Poiché è
ile che la zona intorno alla linea di giunzione
probab
gon gradualmente verso la linea di giunzione, la
isione del rilevamento della linea di giunzione
prec
varia a seconda del materiale del passante. Questo
interruttore serve per compensare la precisione
del rilevamento. Inoltre, questo interruttore a volte
dovrebbe essere regolato a seconda della larghezza
del passante.
io anteriore della parte sovrapposta è abilitato
* Il tagl
solo quando "anteriore/posteriore" è selezionato per
la posizione di taglio della parte sovrapposta (livello 2
dell'interruttore di memoria, K551).
Fare riferimento al Manuale di Manutenzione per il
livello 2 dell'interruttore di memoria. Nello stato iniziale,
la parte anteriore del passante non viene tagliata.
Intervallo di immissione
/ intervallo di selezione
― Ab
Da 0 a 99
(mm)
Valori
iniziali
(mm)
ilitata
10
Posizione di taglio della linea di giunzione (posteriore)
La lunghezza del passante dall'estremità posteriore della
linea di giunzione alla posizione di taglio del passante
viene impostata con questo parametro (in mm).
Poiché è probabile che la zona intorno alla linea di
giunzione gon gradualmente verso la linea di giunzione,
la prec
isione del rilevamento della linea di giunzione
varia a seconda del materiale del passante. Regolare
questo parametro a circa 10 per regolare la lunghezza
di cui sopra a circa 10 mm a seconda del materiale del
passante. Se questa lunghezza non ha alcuna tolleranza,
la linea di giunzione può rimanere sul passante.
Valore iniziale dell'indicazione del rilevamento
della parte sovrapposta del passante
Questo
valore iniziale per determinare la parte sovrapposta
di un passante per il modello nuovamente creato di
cucitura del passante.
→
mento del passante", p.53
Valore iniziale dell'indicazione del rilevamento
dell'assenza del passant
Questo
valore iniziale per determinare lo stato di assenza del
passante per il modello nuovamente creato di cucitura
del passante.
→
mento del passante", p.53
interruttore viene utilizzato per impostare il
iferimento a
Fare r
interruttore viene utilizzato per impostare il
iferimento a
Fare r
"@-2-13. Funzione di insegna-
per i dettagli.
"@-2-13. Funzione di insegna-
per i dettagli.
Da 0 a 99
(mm)
Da 0 a 255 70
Da 0 a 255 0
10
(mm)
Page 100

No. Articoli
Morsetto del passante in attesa nella posizione
intermedia: Selezione della posizione longitudinale
Con questo interruttore, può essere selezionata la posizione
i attesa del morsetto del passante in senso longitudinale
d
nella posizione intermedia di attesa.
Se il lato opposto è selezionato, l'operatore dispone di uno
spazio più ampio per manipolare il prodotto cucito.
Intervallo di immissione
/ intervallo di selezione
― Standard
Valori
iniziali
Standard Lato opposto
Forma No. 3, 4, 5, 10, 11, 12: Selezione del metodo di
spostamento alla seconda posizione di cucitura
Per la forma No. 3, 4, 5, 10, 1
metodo per spostare il morsetto e il pressore del capo di
vestito alla seconda posizione di cucitura.
di vestito:
Selezionare questa impostazione quando il
passante galleggia eccessivamente
essendo tirato dal capo di vestito.
passante:
Selez
passante espanso interferisce con la pinza
della testa della macchina o l'ago.
Funzione di interblocco larghezza del passante/
larghezza della travetta
Questa è la funz
viene modicata, cambia automaticamente la larghezza
della travetta
del passante.
1 e 12, viene selezionato il
Standard: Operazione standard veloce
Operazione per ridurre la tensione del capo
Operazione per evitare l'intrappolamento del
ionare questa impostazione quando il
ione che, quando la larghezza del passante
in base al tasso di variazione della larghezza
― Standard
― Ab
ilitata
Abilitata Disabilitata
Velocità massima di cucitura
Velocità di cucitura del 1o punto
In caso di “con la pinza del lo”
Velocità di cucitura del 2o punto
In caso di “con la pinza del lo”
Velocità di cucitura del 3o punto
In caso di “con la pinza del lo”
Velocità di cucitura del 4o punto
In caso di “con la pinza del lo”
Da 400 a 2500 2500
Da 400 a 1500 1000
Da 400 a 2500 1500
Da 400 a 2500 2500
Da 400 a 2500 2500
– 95 –
 Loading...
Loading...