

I & M Mark EZ Series
3170 Wasson Road • Cincinnati, OH 45209
Phone 513.533.5600 • Fax 513.871.0105 (f)
info@richardsind.com • www.jordanvalve.com
Warning: Jordan Valve Control Valves must only be used, installed and repaired in accordance with these Installation & Maintenance Instructions. Observe all applicable public and company codes and regulations. In the event
of leakage or other malfunction, call a qualified service person; continued operation may cause system failure or
a general hazard. Before servicing any valve, disconnect, shut off, or bypass all pressurized fluid. Before disassembling a valve, be sure to release all spring tension.
InstallatIon
Sudden release of pressure may result personal
injury or equipment damage if the valve assembly
is installed where service conditions could exceed
the limits on the nameplates. Provide a relief valve
for overpressure protection as required by government or accepted industry codes and good engineering practices to avoid such injury or damage.
Upon ordering, the valve conguration and construction materials were selected to meet particular
pressure, temperature, pressure drop, and controlled uid conditions.
1. Prior to installation of the valve, inspect it and
any associated equipment for damage and
any foreign material. Ensure the valve interior
is clean, that pipelines are free of foreign
material, and that the valve is oriented so that
pipeline flow is in the same direction as the
arrow on the side of the valve.
2. Typical installation of the Mark EZ control
valve is with the actuator vertical above the
valve; however it may be installed in any orien tation unless limited by seismic criteria. Other
positions may result in uneven valve plug
and seat ring retainer wear, and
improper operation. With some applications,
the actuator may also need to be supported
when not in a vertical position. For more infor mation, contact your Jordan Valve Represen-
tative.
Installation & Maintenance Instructions for the
Mark EZ Series Globe Style Control Valves
3. Use accepted piping and welding prac-
tices when installing the valve in the line.
During the welding procedure internal
elastomeric parts may stay in place.
For flanged valves, use a suitable
gasket between the valve body flange
and pipeline flanges.
Note:
Post weld heat treating may be required depending on valve body materials used. It is recommended that all trim components be removed
if post weld heat treating is to be performed to
prevent damage to internal elastomeric and plastic parts, as well as internal metal parts. Shrunkt pieces and threaded connections may also
loosen. Contact your Jordan Valve representative
for more information.
4. With a leak-off bonnet construction,
remove the pipe plugs (key 14) to hook up
the leak-off piping.
Install a three-valve bypass around the
control valve assembly if continuous
operation is required during inspection
or maintenance.
5. Refer to the actuator mounting procedure
in the appropriate instruction manual if the
actuator and valve are shipped
separately.
Personal injury could result from packing leakage. Valve packing was tightened prior to shipment; however, the packing might require some
readjustment to meet specic service conditions.
Mark EZ SEriES GlobE StylE Control ValVE
MaIntenance
The Mark EZ Series valve components are subject to
normal wear and must be inspected and replaced on a
regular scheduled basis. Severe service conditions may
require shorter inspection and maintenance intervals.
This section includes instructions for packing lubrication,
packing maintenance, and trim maintenance.
Prior to performing any maintenance operations:
1. Disconnect any operating lines providing air
pressure, electric power, or a control signal to
the actuator. Ensure the actuator cannot
suddenly open or close the valve.
2. Use bypass valves or completely shut off the
process to isolate the valve from process pres-
sure. Relieve process pressure from both sides
of the valve. Drain the process media from both
sides of the valve.
3. Vent the pneumatic actuator loading pressure
and relieve any actuator spring pre-
compression.
4. Use lock-out procedures to be sure that the
above measures stay in effect.
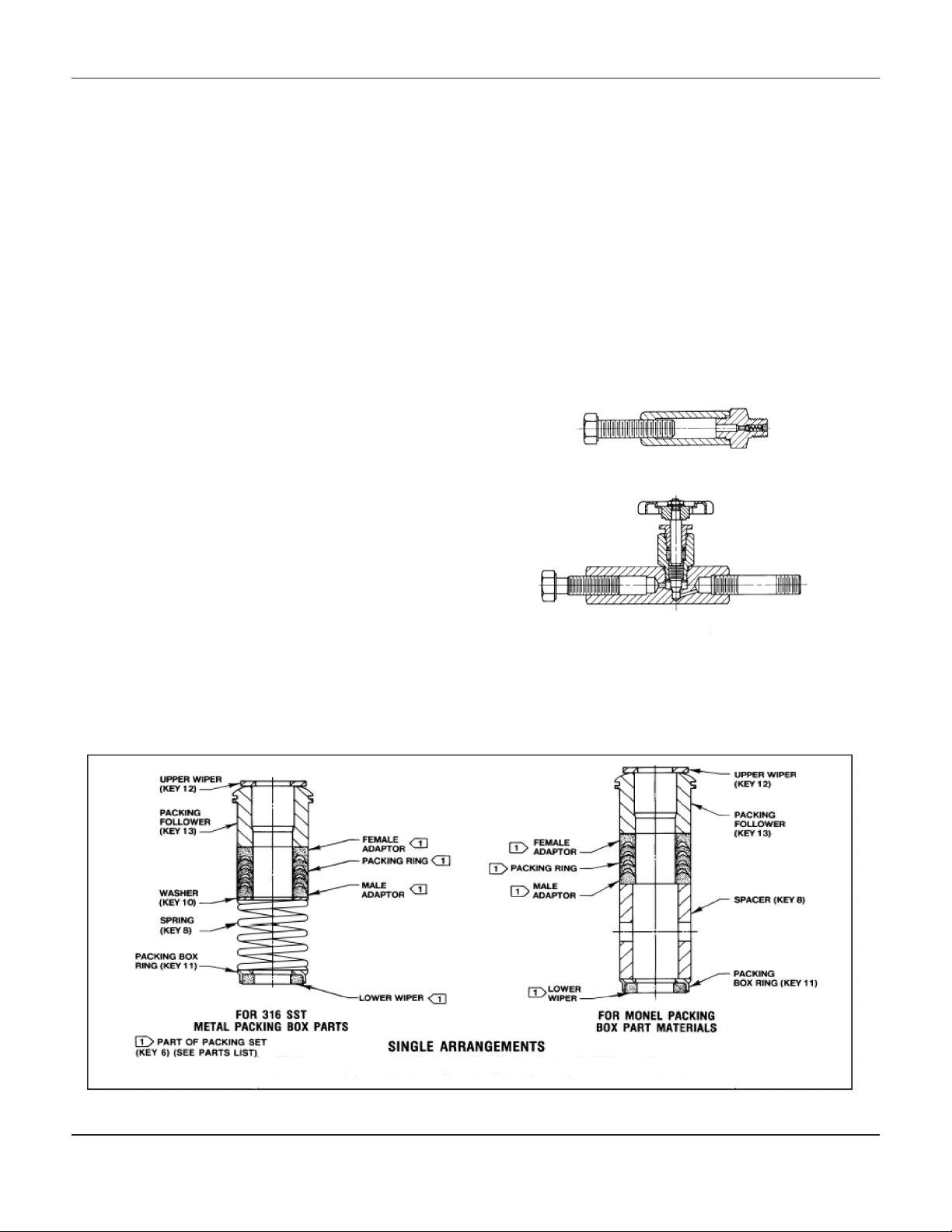
Packing Lubrication
An optional lubricator or lubricator/isolating valve
(figure 1) is available for PTFE/composition or other
packings that require lubrication. It will be installed
in an optional tapped hole in the bonnet. Use a good
quality silicon-based lubricant. Packing used in oxygen service or in processes with temperatures over
260°C (500°F) do not require lubrication. To operate
the lubricator, turn the cap screw clockwise to force
the lubricant into the packing box. The lubricator/isolating valve must first be opened and then closed after
lubrication is completed.
Lubricator
The valve packing box may contain process uids
that are pressurized, even when the valve has been
removed from the pipeline. Process uids may spray
out under pressure when removing the packing hardware or packing rings, or when loosening the packing box pipe plug.
Should a gasket seal be disturbed by removing or
shifting gasketed parts, install a new gasket upon
reassembly.
Lubricator/ Isolating Valve
Figure 1: Optional Packing Lubricator and
Lubricator/ Isolating Valve
Figure 2: PTFE V-Ring Packing Arrangements for Plain and Extension Bonnets
-2-

Mark EZ SEriES GlobE StylE Control ValVE
Packing Maintenance
This section covers PTFE V-ring packing as used in
plain and extension bonnets. Unless otherwise indicated, key numbers refer to figure 2 for PTFE V-ring
packing.
For spring-loaded single PTFE V-ring packing, the
spring (key 8, figure 2) maintains a sealing force on
the packing. If leakage is noted around the packing
follower (key 13, figure 2), check to be sure the
shoulder on the packing follower is touching the
bonnet. If the shoulder is not touching the bonnet,
tighten the packing flange nuts (key 5, figure 10),
until the shoulder is against the bonnet. If leakage
cannot be stopped in this manner, proceed to the
replacing packing procedure.
If there is unacceptable packing leakage with other
than spring-loaded packing, first try to limit the
leakage and establish a stem seal by tightening the
packing flange nuts.
If the packing is relatively new and tight on the stem,
and if tightening the packing flange nuts does not stop
the leakage, the valve stem may be worn or nicked
so that a seal cannot be made. The surface finish of
a valve stem is critical for making a good packing
seal. If the leakage comes from the outside diameter
of the packing, the leakage may be caused by nicks
or scratches around the packing box wall. If performing any of the following procedures, inspect the valve
stem and packing box wall for nicks and scratches.
Replacing Packing
The following section covers packing replacement as
used in plain and extension bonnets. Refer to figure 2
for PTFE V-ring packing.
1. Isolate the control valve from the line pressure and
release pressure from both sides of the valve body.
Drain the process media from both sides of the
valve. If using a power actuator, also shut off all
pressure lines to the power actuator, and release all
pressure from the actuator. Use lock-out procedures
to be sure that the above measures stay in effect while
you work on the equipment. Observe the warning at
the start of the Maintenance section.
2. Disconnect the operating lines from the actuator
and any leak-off piping from the bonnet. Disconnect
the stem connector and then remove the actuator
from the valve by unscrewing the yoke locknut (key
15, figure 10).
Loosen the bonnet by following the instructions
in the next step to avoid personal injury or property damage. Do not remove a stuck bonnet by
pulling on it with equipment that can stretch or
store energy in any other manner. The sudden
release of stored energy can cause uncontrolled
movement of the bonnet.
The following step also provides additional assurance that the valve body uid pressure has been
relieved.
3. Hex nuts (key 16, figure 11) attach the bonnet to
the valve. Loosen these nuts or cap screws approximately 3 mm (1/8 inch). Then loosen the body-tobonnet gasketed joint by either rocking the bonnet
or prying between the bonnet and valve body. Work
the prying tool around the bonnet until the bonnet
loosens.
4. Loosen the packing flange nuts (key 5, figure 10)
so that the packing is not tight on the valve stem.
Remove any travel indicator parts and stem locknuts
from the valve stem threads.
When lifting the bonnet, temporarily install a valve
stem locknut on the valve stem. Avoid damaging
the seating surface caused by the valve plug and
stem assembly dropping from the bonnet after being lifted part way out.
This locknut will prevent the valve plug and stem
assembly from dropping out of the bonnet.
5. Completely remove the cap screws (not shown)
or hex nuts (key 16, figure 11) that bolt the bonnet
and valve body together and carefully lift the bonnet
off.
6. Remove the locknut and separate the valve plug
and stem from the bonnet. Set the parts on a
protective surface to prevent damage to gasket or
seating surfaces.
-3-

Mark EZ SEriES GlobE StylE Control ValVE
Replacing Packing Continued,
7. Remove the bonnet gasket (key 10, figure 11)
and cover the opening in the valve to protect the
gasket surface and to prevent foreign material from
getting into the valve body cavity.
8. Remove the packing flange nuts, packing flange,
upper wiper, and packing follower (keys 5, 3, 12, and
13, figure 10). Carefully push out all the remaining
packing parts from the valve side of the bonnet using
a rounded rod or other tool that will not scratch the
packing box wall. Clean the packing box and the metal
packing parts.
9. Inspect the valve stem threads and the packing
box surfaces for any sharp edges which might cut
the packing. Scratches or burrs could cause packing box leakage or damage to the new packing. If the
surface condition cannot be improved by light sanding,
replace the damaged parts.
10. Remove the covering protecting the valve cavity
and install a new bonnet gasket (key 10, figure 11),
making sure the gasket seating surfaces are clean
and smooth. Then slide the bonnet over the stem
and onto the stud bolts (key 15, figure 11), or onto
the valve cavity if cap screws (not shown) are used
instead.
Using proper tightening procedures in step 11 compresses the spiral wound gasket (key 12, gure 12)
enough to both load and seal the seat ring gasket
(key 13, gure 11). The tightening procedures also
compresses the outer edge of the bonnet gasket
(key 10, gure 11) enough to seal the body-to-bonnet joint.
Use accepted bolting practices thread the nuts onto
the studs, and in a crisscross pattern tighten the
nuts. Because of the boltup characteristics of spiral
wound gaskets, tightening one cap screw or nut
may loosen an adjacent cap screw or nut. Repeat
the crisscross-tightening pattern several times until
each cap screw or nut is tight and the body-to-bonnet seal is made. When the operating temperature
has been reached, perform the torque procedure
once again.
11. Install bolting, using accepted bolting procedures.
The bolt torques in table 1 may be used as guidelines
unless accepted bolting procedures dictate otherwise.
12. Install new packing and the metal packing box
parts according to the appropriate arrangement in
figure 2. Place a smooth-edged pipe over the valve
stem and gently tap each soft packing part into the
packing box, being sure that air is not trapped
between adjacent soft parts.
13. Slide the packing follower, upper wiper, and
packing flange (keys 13, 12, and 3, figure 10) into
position. Lubricate the packing flange studs (key 4,
figure 10) and the faces of the packing flange nuts
(key 5, figure 10). Install the packing flange nuts.
The torque values discussed in step 14 and shown
in table 2 are recommended guidelines only and
are presented as a starting point for this procedure.
Tightening the packing ange nuts to a torque value
that exceeds the table guidelines, in order to obtain
a seal, may indicate other problems.
14. For spring-loaded PTFE V-ring packing,
tighten the packing flange nuts until the shoulder on
the packing follower (key 13, figure 10) contacts the
bonnet.
For other packing types, tighten the packing flange
nuts alternately in small equal increments until one of
the nuts reaches the minimum recommended torque
shown in table 2. Then, tighten the remaining flange
nuts until the packing flange is level and at a 90-degree angle to the valve stem.
15. Mount the actuator on the valve body and
reconnect the actuator and valve stem according to
the procedure in the appropriate actuator instruction
manual.
-4-

Mark EZ SEriES GlobE StylE Control ValVE
Trim Maintenance
The following procedures describe how the valve trim
can be completely disassembled. When inspection or
repairs are required, perform only those steps necessary to accomplish the task. Refer to the warning at the
start of the Maintenance section.
Disassembly
Key numbers referenced in the following steps are
found in figure 11, unless otherwise indicated.
1. Remove the actuator and the bonnet according
to steps 1 through 6 of the Replacing Packing
Procedure of the Maintenance section.
NOTE:
To avoid personal injury due to leaking uids, avoid
damaging gasket sealing surfaces.
The surface nish of the valve stem (key 7) is critical
for making a good packing seal. The inside surface
of the seat ring retainer is critical for smooth operation of the valve plug.
The seating surfaces of the valve plug and seat ring
(keys 2 and 9) are critical for proper shutoff.
Unless inspection reveals otherwise, assume all
these parts are in good condition and protect them
accordingly. Gasket selection criteria is provided on
page 20 of this instruction manual.
2. Packing parts can be removed if desired.
Replace these parts as described in the Re
placing Packing procedure.
With some valve plug sizes and congurations, the
seat ring retainer and bushing assembly (keys 3 and
26, gures 11 and 12) will come out of the valve body
with the valve plug and stem assembly, and in other
valve plug sizes and congurations, the valve plug
or tip will slide through the seat ring retainer and
bushing assembly, leaving the retainer and bushing
assembly in the valve body.
2. With the valve plug and stem assembly out of
the valve, either slide the seat ring retainer and
bushing assembly (keys 3 and 26), and
gaskets and shim (keys 10, 12, and 25)
up over the valve plug and stem or lift the
seat ring retainer and bushing assembly
and associated gaskets and shim out of
the valve body. If the valve plug is to be
reused, protect the valve plug seating surface to
prevent scratches.
3. For valves with metal seats, drive out the pin
(key 8) and unscrew the valve stem (key 7) from
the valve plug (key 2).
4. For valves with 1/4 and 3/8-inch ports and
composition seats, refer to figure 13. Drive out
the pin (key 8) and unscrew the valve stem (key
7) from the valve plug guide (key 27).
Unscrew the disk retainer (key 28) from
the valve plug guide. Remove the disk (key 29)
from the valve plug tip (key 30).
For valves with 1/2 through 2-inch ports and
composition seats, refer to figure 13. Drive out the pin
(key 8) and unscrew the valve stem (key 7) from the
valve plug guide (key 27). Drive out pin (key 31) and
unscrew the tip (key 30) from the valve plug guide. Remove the disk (key 29) from the valve plug guide.
Valves with Plain or Extension Bonnets
Perform the following steps to remove the valve trim.
1. Lift the valve plug and stem assembly or the
plug guide, disk retainer, and disk (keys 27,
28, and 29, figure 12) if used, out of the valve
body and set it on a protective surface.
-5-
Mark EZ SEriES GlobE StylE Control ValVE
Lapping Metal Seats
With metal-seat constructions, seating surfaces of
the valve plug and seat ring (key 2, figure 11) can be
lapped for improved shutoff. (Deep nicks should be machined out rather than ground out.) Use a good quality
lapping compound of a mixture of 280 to 600-grit. Apply
the compound to the bottom of the valve plug.
Assemble the valve to the extent that the seat ring
retainer is in place and the bonnet is bolted to the
valve body. A simple handle can be made from a
piece of strap iron locked to the valve plug stem with
nuts. Rotate the handle alternately in each direction to
lap the seats. After lapping, remove the bonnet and
clean the seat surfaces. Completely assemble as described in the assembly portion of the Trim Maintenance
procedure and test the valve for shutoff. Repeat the
lapping procedure if leakage is still excessive.
Assembly
The following procedure assumes that all the trim and
associated gaskets were removed from the valve body.
If these parts were not all removed, start the assembly procedure at the appropriate step. Key numbers
referenced in the following steps are found in figure 11,
unless otherwise indicated.
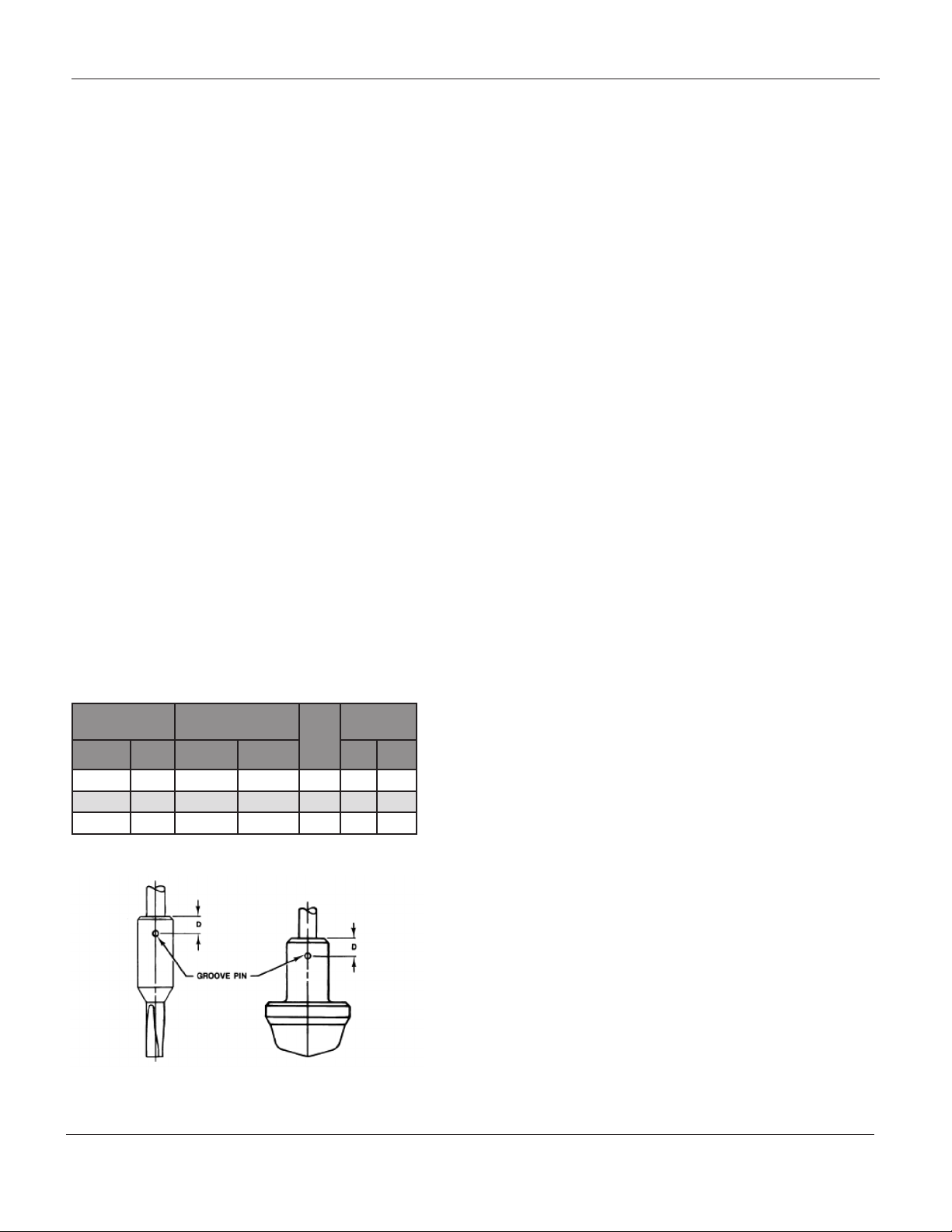
Table 1: Body to Bonnet Bolt Torques and Drill Size
Valve
Stem
mm Inch N•m Lbf•ft mm Inch
9.5 3/8 40-47 25-35 3/32 16 5/8
12.7 1/2 81-115 60-85 1/8 19 3/4
19.0 3/4 237-339 175-250 3/16 25 1
Bolt Torque
Drill
Size,
Inch
D
Dimension
Valves with Plain or Extension Bonnets
Perform the following steps to assemble and install
the trim.
To avoid weakening the stem that may cause failure
in service, never reuse an old stem with a new valve
plug. Using an old stem with a new plug requires
drilling a new pin hole in the stem, which will weaken
the stem. However, a used valve plug may be reused
with a new stem.
1. For valves with metal seats, screw the valve
stem (key 7) into the valve plug (key 2). Tighten
to the torque valve given in figure 9. Refer
to figure 3 to select the proper drill size. Drill
through the stem using the hole in the valve
plug as a guide. Remove any chips or burrs
and drive in a new pin (key 8) to lock the as
sembly.
2. For valves with 1/4 and 3/8-inch ports and
composition seats, refer to figure 12. Place the
disk (key 29) on the valve plug tip (key 30).
Place the disk retainer (key 28) over the disk,
and then thread the disk retainer onto the valve
plug guide (key 27).
To avoid failure in service for valves with 1/2 through
1-inch ports and composition seats, never reuse an
old valve plug guide with a new valve plug tip. Using
an old valve plug guide with a new plug tip requires
drilling a new pinhole in the valve plug guide, which
will weaken the guide. However, a used valve plug tip
may be reused with a new valve plug guide.
For valves with 1/2 through 1-inch ports and
composition seats, refer to figure 12. Insert the
disk (key 29) in the valve plug guide (key 27). Screw the
tip (key 30) onto the valve plug guide to clamp the disk
in place. Using a 3/32-inch bit, drill through the valve
plug guide using the hole in the tip as a drilling guide.
Remove any chips or burrs and drive in a new pin (key
31).
Figure 9. Bolt Torque for Plug/Stem Connection and
Plug/Adaptor Connection and Pin
Replacement
-6-

Mark EZ SEriES GlobE StylE Control ValVE
Assembly Continued,
To avoid failure in service for valves with 1-1/2 and
2-inch ports and composition seats, never reuse an
old valve plug tip with a new valve plug guide. Using an old valve plug tip with a new valve plug guide
requires drilling a new pinhole in the valve plug tip
which will weaken the tip. However, a used valve plug
guide may be reused with a new valve plug tip.
For valves with 1-1/2 and 2-inch ports and
composition seats, refer to figure 13. Insert the
disk (key 29) in the valve plug guide (key 27). Screw the
tip (key 30) into the valve plug guide to clamp the disk in
place. Using a 3/32-inch bit, drill through the valve plug
tip using the hole in the valve plug guide as a drilling
guide. Remove any chips or burrs and drive in a new pin
(key 31).
To avoid failure in service, never reuse an old stem
with a new valve plug guide. Using an old stem with a
new valve plug guide requires drilling a new pin hole
in the stem, which will weaken the stem. However,
a used valve plug guide may be reused with a new
stem except for valves with ½ through 1-inch ports
and composition seats (see to gure 12). For these
constructions, a used valve plug guide should only be
used if the tip is
reused.
3. For all valves with composition seats, screw
the valve stem (key 7) into the valve plug guide
(key 27, figure 12). Tighten to the torque
value given in figure 10. Refer to figure 9
to select the proper drill size. Drill through
the stem, using the hole in the
valve plug guide as a drilling guide. Remove any
chips or burrs and drive in a new pin (key 8) to
lock the assembly.
5. If the valve plug (key 2) or valve plug tip (key
30, figure 12) will not slide through the seat ring
retainer and bushing assembly (keys 3 and 26),
proceed as follows:
a. Place the seat ring retainer and
bushing assembly (keys 3 and
26) over the stem of valve plug
and stem assembly or over the stem of
the valve plug guide and stem assembly.
b. Install the seat ring retainer and bush
ing assembly, which also includes the
valve plug and stem assembly or
valve plug guide and stem assembly,
on the top of the seat ring, ensur
ing that the seat ring retainer slips onto
the seat ring properly. Any rotation orien
tation of the seat ring retainer
with respect to the valve body is
acceptable.
c. Place the spiral wound gasket, shim,
and bonnet gasket (keys 12, 25, and 10)
on the shoulder of the seat ring retainer.
6. If the valve plug (key 2) or the valve plug tip
(key 30, figure 12) will slide through the seat ring
retainer and bushing assembly (keys 3 and 26),
proceed as follows:
a. Install the seat ring retainer and
bushing assembly on the top of
the seat ring, ensuring that the
seat ring retainer slips
onto the seat ring properly. Any rotation
orientation of the seat
ring retainer with respect to
the valve body is acceptable.
4. Install the seat ring gasket (key 13), and replace
the seat ring (key 9). With some valve plug sizes
and configurations, the valve plug or tip will slide
through the seat ring retainer and bushing assem
bly (keys 3 and 26), and in other configurations it
won’t.
-7-
b. Place the spiral wound gasket, shim,
and bonnet gasket (keys 12, 25,
and 10) on the shoulder of
the seat ring retainer.
c. Slide the valve plug and stem assem
bly or the valve plug guide and stem
assembly into the seat ring retainer and
bushing assembly (keys 3 and 26).

Mark EZ SEriES GlobE StylE Control ValVE
Assembly Continued,
7. Mount the bonnet on the valve body and
complete the assembly according to steps
10 through 15 of the Replacing Packing
procedure, omitting steps 12 and 13 if new
packing is not being installed, and being
sure to observe the note prior to step 11.
Composition seats, refer to gure 12. Insert
the disk (key 29) in the valve plug guide (key
27). Screw the tip (key 30) into the valve
plug guide to clamp the disk in place. Using
a 3/32-inch bit, drill through the valve plug
tip using the hole in the valve plug guide as
a drilling guide. Remove any chips or burrs
and drive in a new pin (key 31).
Parts orderIng
Each valve is assigned a serial number,
which can be found on the valve body. This
same number also appears on the actuator
nameplate when the valve is shipped from
the factory as part of a control valve
assembly. Refer to the serial number when
contacting your Jordan Valve sales office for
technical
assistance.
Table 2. Recommended torques for Packing Flange Nuts (Not for
Spring Loaded Packing)
Valve
Stem
Diameter
mm in Nm Lbf
9.5 3/8
12.7 1/2
19.1 3/4
Pressure
Rating
CL125
CL150
CL250
CL300
CL600 6 49 8 73 3 23 4 35
CL125
CL150
CL250
CL300
CL600 9 81 14 122 4 39 7 58
CL125
CL150
CL250
CL300
CL600 21 182 31 274 10 87 15 131
Graphite Type Packing PTFE Type Packing
Minimum-
Torque
3 27 5 40 1 13 2 19
4 36 6 53 2 17 3 26
5 44 8 66 2 21 4 31
7 59 10 88 3 28 5 42
11 99 17 149 5 47 8 70
15 133 23 199 7 64 11 96
in.
Maximum
Torque
Nm Lbf
in.
Minimum
Torque
Nm Lbf
in.
Maximum
torque
Nm Lbf
in.
Table 2. Body to Bonnet Torque Guidelines
Torque
Valve Size
Inches
SA193-B7 SA193-B8M (1)
Bolt Material
Lb•ft Nm Lb•ft Nm
1 95 129 47 64
1-1/2 or 2 71 96 33 45
1.SA-193-B8M annealed
-8-

Mark EZ SEriES GlobE StylE Control ValVE
Mark EZ Series – Plain and Extension Bonnet
4
5
3
15
6
1
12
13
10
8
6
Figure 10. Plain Bonnet
12
3
15
4
5
13
2
1
Figure 11. Extension Bonnet
-9-
6
10
8
6

Mark EZ SEriES GlobE StylE Control ValVE
Parts List – Bonnet
Key Description Part Number
1 Bonnet, If you need a bonnet as a replacement part, order by valve size
and Stem diameter, serial number, and desired material.
2 Baffle, for extension bonnets only
3 Packing Flange, S31600, (316 SST)
4 Packing Flange Stud, S31600, (316 SST), 2 required
5 Packing Flange Nut, S31600, (316 SST) 2 required
6 Packing Set, PTFE, 2 required for double packing
9.5 mm (3/8 inch stem) 1R290001012
12.7 mm (1/2 inch stem) 1R290201012
19.1 mm (3/4 inch stem) 1R290401012
Packing Ring PTFE/Comp (for double packing)
7
8 Spring, S31600 (for single PTFE packing only)
8 Spacer, N04400 (Monel) (for single PTFE pcking only)
8 Lantern Ring (for double PTFE packing)
10 Special Washer, S31600, (for single PTFE packing)
Packing Box Ring, Single PTFE Packing
9.5 mm (3/8 inch) stem S31600 (standard for S31600 and S41600 trim) 1J873135072
12.7 mm (1/2 inch) stem S31600 (standard for S31600 and S41600 trim) 1J873235072
11
19.1 mm (3/4 inch) stem S31600 (standard for S31600 and S41600 trim) 1J873335072
PTFE Composition Packing
9.5 mm (3/8 inch) stem S31600 (standard for S31600 and S41600 trim) 1J873135072
11
19.1 mm (3/4 inch) stem S31600 (standard for S31600 and S41600 trim) 1J873335072
Upper Wiper, felt
12
13 Packing Follower
14 Pipe Plug (not shown)
14 Lubricator
14 Lubricator/Isolating Valve
15 Yoke Locknut
16 Pipe Plug (not shown)
27 Pipe Nipple, for lub/isolating valve,steel or equivalent (not furnished with
valve)
9.5 mm (3/8 inch stem) PTFE/comp (7 required) 1F3370X0012
12.7 mm (1/2 inch stem)PTFE/comp (10 required) 1E319001042
19.1 mm (3/4 inch stem) PTFE/comp (8 required) 1E319101042
N05500 (standard for N05500 trim) 1J873146222
N05500 (standard for N05500 trim) 1J873246222
N05500 (standard for N05500 trim) 1J873346222
Glass Filled PTFE (standard for N05500 trim) 17A6872X012
Glass Filled PTFE (standard for N05500 trim) 17A6874X012
9.5 mm (3/8 inch) stem 1J872606332
12.7 mm (1/2 inch) stem 1J872706332
19.1 mm (3/4 inch) stem 1J872806332
-10-

Mark EZ SEriES GlobE StylE Control ValVE
Figure 12. Mark EZ Series Control Valve
-11-

Mark EZ SEriES GlobE StylE Control ValVE
Parts List – Valve Body
Key Description Part Number
Valve Body, Order by valve size, serial number and desired material
1
Valve Plug See Following Table
2
Seat Ring Retainer, (part numbers for seat ring ret./bushing assy. are provided on a following table
1/2, 3/4, and 1 inch valve, CB7Cu-1 (17-4PH-SST) 25A6683X012
CF8M (316 SST) 25A6683X022
3
Stem See following table
7
Pin See following table
8
Seat Ring See following table
9
Bonnet Gasket See following table
10
Spiral Wound Gasket See following table
12
Seat Ring Gasket See following table
13
Cap Screw or Stud Bolt
15
Nut
16
Pipe Plug, for use in valve bodies with drain tapping only
17
Flow Arrow, SST
18
Drive Screw, SST, (4 required)
19
Shim See following table
25
Bushing, (see table for Bushing, Seat Ring Ret. Assy part numbers) See following table
26
Valve Plug Guide, (for compostion seats only) See following table
27
Disk Retainer, (for composition seats only)
6.4 mm (1/4 inch) port diameter, S31600 16A3441X012
28
9.5 mm (3/8 inch) port diameter, S31600 16A5706X012
Disk, PTFE (composition seats only)
6.4 mm (1/4 inch) port diameter 13A1226X062
9.5 mm (3/8 inch) port diameter 13A5125X042
12.7 mm (1/2 inch) port diameter 1P696806242
29
19.1 mm (3/4 inch) port diameter 1P696106242
25.4 mm (1 inch) port diameter 1P696906242
38.1 mm (1-1/2 inch) port diameter 1U279606242
50.8 mm (2 inch) port diameter 1U279906242
M35-1 (Monel) 25A6683X052
1-1/2 inch valve, CB7Cu-1 25A6685X012
CF8M 25A6685X022
M35-1 25A6685X052
2 inch valve, CB7Cu-1 25A6687X012
CF8M 25A6687X022
M35-1 25A6687X052
N05500 16A3441X042
S41600 16A3441X052
N05500 16A5706X042
S41600 16A5706X052
-12-

Mark EZ SEriES GlobE StylE Control ValVE
Parts List – Valve Body Continued,
Key Description Part Number
Tip (composition seats only) See following table
30
Pin (composition seats only)
12.7 mm (1/2 inch) port diameter, S31600, and S41600 1B599038992
N05500 1B5990X0032
19.1mm (3/4 inch) port diameter, S31600, and S41600 1P730438992
31
25.4 mm (1 inch), and 38.1 mm (1-1/2 inch)port diameter, S31600, and S41600 1B599335072
50.8 mm (2 inch) port diameter, S31600, and S41600 1B599538992
Cap Screw (composition seat only)
32
Nameplate, stainless steel
33
Wire, lead
34
N05500 1P7304X0032
N05500 1B5993X00B2
N05500 1B599540032
-13-

Mark EZ SEriES GlobE StylE Control ValVE
M-Flute Valve Plug
1/4" Port Diameter
M-Form Valve Plug
1/4" & 3/8” Port Diameters
M-Form Valve Plug
1/2" – 1” Port Diameters
Figure 13. Composition Seats for Mark EZ Series Control Valve
Equal Percentage Valve Plug
1-1/2” & 2” Port Diameters
-14-

Mark EZ SEriES GlobE StylE Control ValVE
Parts List
Key 2* Equal Percentage (Including M-Form), Linear, and Quick-Opening Valve Plugs
Port
Diameter VSC"
Valve
Size,
Inch
1/2,
3/4,
1,
1-1/2
& 2
1-1/2
2,3,4
1. Valve stem connection.
2. Monel materials in hydrofluoric acid service require special options. Contact your sales office for assistance.
Valve
Plug
M- Form
Quick
Opening
Linear 25.4 1 9.5 3/8 15A6470X012 15A6614X012 15A6615X012 15A6470X042 15A6470X052
Equal
Percent-
age
Quick
Opening
Linear 38.1 1-1/2 9.5 3/8 15A6472X012 15A6618X012 15A6619X012 15A6472X042 15A6472X052
Equal
Percent-
age
Quick
Opening
Linear 50.8 2 12.7 1/2 15A6474X012 15A6622X012 15A6623X012 15A6474X042 15A6474X052
Equal
Percent-
age
mm in. mm in.
6.4 1/4
9.5 3/8 16A5708X012 16A5713X012 16A5711X012 16A5708X042 16A5708X052
12.7 1/2 15A6502X012 15A6659X012 15A6660X012 15A6502X042 15A6502X052
19.1 3/4 16A3335X012 16A3337X012 16A3339X012 16A3335X042 16A3335X052
6.4 1/4
9.5 3/8 16A5709X012 16A5714X012 16A5712X012 16A5709X042 16A5709X052
12.7 1/2 15A6503X012 15A6661X012 15A6662X012 15A6503X042 15A6503X052
19.1 3/4 16A3336X012 16A3338X012 16A3340X012 16A3336X042 16A3336X052
25.4 1 9.5 3/8 15A6490X012 15A6516X012 15A6636X012 15A6490X042 15A6490X052
25.4 1 9.5 3/8 15A6480X012 15A6634X012 15A6635X012 15A6480X042 15A6480X052
38.1 1-1/2 9.5 3/8 15A6492X012 15A6520X012 15A6521X012 15A6492X042 15A6492X052
38.1 1-1/2 9.5 3/8 15A6482X012 15A6638X012 15A6639X012 15A6482X042 15A6482X052
50.8 2 12.7 1/2 15A6494X012 15A6524X012 15A6525X012 15A6494X042 15A6494X052
50.8 2 12.7 1/2 15A6484X012 15A6642X012 15A6643X012 15A6484X042 15A6484X052
9.5 3/8
12.7 1/2
12.7 1/2 15A6491X012 15A6518X012 15A6519X012 15A6490X042 15A6491X052
12.7 1/2 15A6471X012 15A6616X012 15A6617X012 15A6471X042 15A6471X052
12.7 1/2 15A6481X012 15A6636X012 15A6637X012 15A6481X052 15A6481X052
12.7 1/2 15A6493X012 15A6522X012 15A6523X012 15A6493X042 15A6493X052
12.7 1/2 15A6473X012 15A6620X012 15A6621X012 15A6473X042 15A6473X052
12.7 1/2 15A6483X012 15A6640X012 15A6641X012 15A6483X042 15A6483X052
19.1 3/4 15A6495X012 15A6526X012 15A6527X012 15A6495X042 15A6495X052
19.1 3/4 15A6475X012 15A6624X012 15A6625X012 15A6475X042 15A6475X052
19.1 3/4 15A6485X012 15A6644X012 15A6645X012 15A6485X042 15A6485X052
S31600
(316 SST)
15A6500X012 15A6663X012 15A6664X012 15A6500X042 15A6500X052
15A6501X012 --- --- 15A6501X042 15A6501X052
S31600 w/
CoCr-A
(Alloy 6)
Seat
Plug Material
S31600 w/
CoCr-A Seat
& Guide
N05500(2)
(K-Monel)
*M-Flat trim available upon request, contact a Jordan Valve representative for more information.
S41600
(416 SST)
-15-

Mark EZ SEriES GlobE StylE Control ValVE
Parts List
Key 3*, 26* Seat Ring Retainer and Bushing Assembly
Seat Ring Retainer/Bushing Material
Valve Size, Inch
CB7Cu-1/S17400
(17-4PH SST)
(316 SST/Alloy 6)
1/2, 3/4 & 1 25A6683X062 25A6683X072 25A6683X172
1-1/2 25A6685X072 25A6685X082 25A6685X142
2 Full 25A6687X062 25A6687X112 25A6687X192
Restricted 25A6687X092 25A6687X112 25A6687X182
1.Seat ring retainer (only) see parts list.
2. M flute constructions do not use bushings
Key 2*, 7*, and 8* Valve Plug/Stem Assembly for Plain Bonnet
Port
Valve
Size,
Inch
1/2,
3/4, 1,
1-1/2
& 2
1-1/2
2
1. Valve stem connection.
2. Monel materials in hydrofluoric acid service require special options. Contact your Jordan Valve sales office for assistance.
Valve
Plug
M-Flow 4.8 3/16 2V9269X00A2 1V1081X0142
M-Flute
(1 Flute)
M-Flute
(3 flutes)
M- Form
Quick
Opening
Linear
Equal
Percentage
Quick
Opening
Linear 15A6472X132 --- 15A6619X022 --- 15A6472X072
Equal
Percentage
Quick
Opening
Linear 15A6474X132 --- 15A6623X022 --- 15A6474X072
Equal
Percentage
Diameter VSC"
S31600
mm in. mm in.
6.4 1/4 9.5 3/8 --- --- 2U8682X0032 --- 1U8445X0032
6.4 1/4 2U8684X0032 1U8447X00E2
6.4 1/4
9.5 3/8 16A5708X092 16A5713X032 16A5711X022 16A5708X182 16A5708X112
12.7 1/2 15A6502X072 15A6659X022 15A6660X042 15A6502X102 15A6502X112
19.1 3/4 16A3335X112 16A3337X042 16A3339X022 16A3335X212 16A3335X132
6.4 1/4
9.5 3/8 --- --- 16A5711X042 --- 16A5708X132
12.7 1/2 15A6502X162 15A6659X082 15A6660X082 --- 15A6502X152
19.1 3/4 16A3335X142 16A3337X032 16A3339X092 --- 16A3335X182
25.4 1
25.4 1
25.4 1
38.1 1-1/2 9.5 3/8
50.8 2 12.7 1/2
9.5 3/8
12.7 1/2
9.5 3/8 --- 15A6516X022 15A6517X022 --- 15A6490X092
12.7 1/2
9.5 3/8 15A6470X092 --- 15A6615X022 --- 15A6470X102
12.7 1/2
9.5 3/8 15A6480X102 15A6634X042 15A6635X022 15A6480X152 15A6480X112
12.7 1/2
(316 SST)
15A6500X082 15A6663X022 15A6664X042 15A6500X152 15A6500X092
x
3/8
x
3/8
15A6470X072 --- 15A6615X032 --- 15A6470X122
x
3/8
15A6480X202 15A6634X072 15A6635X042 --- 15A6480X172
x
3/8
15A6492X102 15A6520X032 15A6521X022 --- 15A6492X082
15A6482X102 15A6638X032 15A6639X022 --- 15A6482X112
15A6494X082 --- 15A6525X022 --- 15A6494X072
15A6484X072 15A6642X042 15A6643X032 15A6484X102 15A6484X112
(1) (2)
CF8M/R30006
M35-1/N05500(3)
(Monel/K-Monel)
Plug Material
S31600 w/
CoCr-A
(Alloy 6)
Seat
--- --- 15A6664X022 --- 15A6500X252
--- --- --- --- 15A6490X072
S31600 w/
CoCr-A Seat
& Guide
(K-Monel)
N05500
(2)
S41600
(416 SST)
-16-

Parts List
Key 7* Stem
Valve
Size, Inch
1/2, 3/4,1,
1-1/2
2
Key 8* Pin
DESiGn EZ Control ValVE
Stem Diameter Stem Material
mm Inch S31600 N05500 Nitronic 50 (NACE)
9.5 3/8 1U388835162 10A8823XA22 1U3888X0222
12.7 1/2 1U388935162 1U3889X0012 1U3889X0042
12.7 x 9.5 1/2 x 3/8 1U530935162 1U530946222 1U5309X0082
12.7 1/2 1U388935162 1U3889X0012 1U3889X0042
12.7 x 9.5 1/2 x 3/8 1U530935162 1U530946222 1U5309X0082
19.1 3/4 1U226535162 1U226550192 1U2265X0042
Valve Size,
Inch
1/2 thru 2
1/2 thru
1-1/2
2
Valve Plug Style VSC
mm Inch S31600 (316 SST) N04400 (Monel)
M-Flow & M-Flute w/
9.5 3/8 1B599235072 1B599240032
metal seats
M-Flute w/comp seats &
M-Form
Linear, Equal Percentage
& Quick Opening
Linear, Equal Percent-
age &
9.5 3/8 1B599335072 1B5993X00B2
12.7 1/2 1D5423X00B2 1D5423X0012
9.5 3/8 1B599335072 1B5993X00B2
12.7 1/2 1D5423X00B2 1D5423X0012
12.7 1/2 1B599835072 1B599840032
19.1 3/4 1B813635072 1B8136X0102
Quick Opening (full cap)
Linear, Equal Percentage & Quick Opening
9.5 3/8 1B599335072 1B5993X00B2
12.7 1/2 1D5423X00B2 1D5423X0012
(1)
Pin Material
(restricted port)
1. Valve stem connection.
2. Monel materials in hydrofluoric acid service require special options. Contact your Jordan Valve sales office for assistance.
(2)
-17-

Parts List
Key 9* Seat Ring (non-vaned) for Metal Seats
DESiGn EZ Control ValVE
Valve
Size,
Inch
1/2,
3/4,
and
1
1-1/2
Port
Diameter
S31600
(316 SST)
mm in.
4.8 3/16 1V108335072 2V626250332 25A5710X012 1V108346222 1V108346172
6.4 1/4 1U285235072 2U855946052 25A5711X012 1U285246222 1U285246172
9.5 3/8 1U285335072 2U856046052 1U2853X0012 1U285346222 1U285346172
12.7 1/2 1U285435072 2U856146052 26A0651X012 1U825446222 1U285446172
19.1 3/4 1U285535072 2U856246052 --- 1U2855X0092 1U285546172
25.4 1 1U285635072 2U856346052 --- 1U285646222 1U285646172
4.8 3/16 15A6512X012 25A8564X012 25A6536X012 15A6512X042 15A6512X052
6.4 1/4 15A6513X012 15A6537X012 25A6539X012 15A6513X042 15A6513X052
9.5 3/8 17A6075X012 27A6076X012 27A6079X012 17A6075X042 17A6075X052
12.7 1/2 15A6538X012 15A6538X012 26A0653X012 15A6514X042 15A6514X052
S31600 w/
CoCr-A
(Alloy 6)
Seat
Plug Material
S31600 w/
CoCr-A Seat
& Bore
(1)
N05500
(K-MONEL)
S41600
(416 SST)
19.1 3/4 16A3350X012 26A3351X012 26A3352X012 16A3350X042 16A3350X052
25.4 1 15A6515X012 15A6654X012 --- 15A6515X042 15A6515X052
38.1 1-1/2 15A6504X012 15A6655X012 --- 15A6504X042 15A6504X052
4.8 3/16 15A6692X012 25A8565X012 25A6696X012 15A6692X042 15A6692X052
6.4 1/4 15A6693X012 25A6698X012 25A6697X012 15A6693X042 15A6693X052
2
9.5 3/8 17A4091X022 27A6080X012 27A6081X012 17A4091X052 17A4091X012
12.7 1/2 15A6694X012 25A6699X012 26A0656X012 15A6694X042 15A6694X052
19.1 3/4 16A3353X012 26A3354X012 26A3355X012 16A3353X042 16A3353X052
25.4 1 15A6695X012 25A1085X012 --- 15A6695X042 15A6695X052
38.1 1-1/2 15A6505X012 15A6656X012 --- 15A6505X042 15A6505X052
1. Monel materials in hydrofluoric acid service require special options. Contact your Jordan Valve sales office for assistance.
-18-

Parts List
Key 9* Seat Ring for Composition Seats
DESiGn EZ Control ValVE
Port
Plug Material
Diameter
Valve Size,
Inch
S31600
(316 SST)
N05500
(K-MONEL)
(1)
S41600
(416 SST)mm Inch
6.4 1/4 13A5872X012 13A5872X062 13A5872X022
1/2, 3/4, and 1
9.5 3/8 13A5873X012 13A5873X062 13A5873X032
6.4 1/4 16A3467X012 16A3467X042 16A3467X052
1-1/2
9.5 3/8 17A6078X012 17A6078X042 17A6078X052
6.4 1/4 16A3468X012 16A3468X042 16A3468X052
2
1. Monel materials in hydrofluoric acid service require special options. Contact your sales office for assistance.
9.5 3/8 17A6077X012 17A6077X042 17A6077X052
Key 10* Bonnet Gasket
Key 12* Spiral Wound Gasket
Key 13* Seat Ring Gasket
Key 25* Shim
Valve Size,
Inch
Key
Number
Gasket
(1)
Set 2
Gasket
(1)
Set 3
Gasket
Set 4
Set RGASKETX162 10A8170X042 ---
10 1R2859X0042 10A8163X012 1R2859X0042
1/2, 3/4, and 1
12 1R286099442 10A8184X012 1R286099292
13 1R2862X0062 10A8177X012 1R2862X0062
25 16A1936X012 16A1936X022 16A1936X022
Set RGASKETX172 10A8171X032 ---
10 1R3101X0032 10A8164X012 1R3101X0032
1-1/2
12 1R309999442 10A8185X012 1R309999292
13 1R3098X0052 10A8178X012 1R3098X0052
25 16A1937X012 16A1937X022 16A1937X022
Set RGASKETX182 10A8172X032 ---
10 1R3299X0042 10A8165X012 1R3299X0042
2
12 1R329799442 10A8186X012 1R329799292
13 1R3296X0042 10A8179X042 1R3296X0042
25 16A1938X012 16A1938X022 16A1938X022
1. See table one next page for description of gasket sets.
2. Consult your sales office for gasket set part number.
(1)
-19-

Mark EZ SEriES GlobE StylE Control ValVE
Parts List
Gasket Selection Criteria
Gasket Set Seat Ring
Gasket
316 SST/graphite
(1)
2
flat sheet
1. FGM gasket set.
Key 26* Bushing
Valve Size,
S17400 (17-4PH SST) Alloy 6 N05500 (K-Monel)
Inch
1/2, 3/4, and 1 15A6508X012 15A6508X022 15A6508X052
1-1/2 15A7511X012 15A7511X022 15A7511X052
2 (rest. port) 15A6509X012 15A6509X022 15A6509X052
2 (full port) 15A6510X012 15A6510X022 15A6510X052
1. Monel materials in hydrofluoric acid service require special options. Contact your sales office for assistance.
Key 27* Valve Plug Guide (composition seat only)
Valve
Valve
Stem
Connec-
tion
Port
Diameter
Plug
Bonnet
Gasket
316 SST/graphite
flat sheet
S31600
(316 SST)
Spiral
Wound Gasket
N06600 (Inconel)/
graphite
Material
N05500
(1)
(K-Monel)
Shim Temperature
Capabilities
–198 to 593_C
S31600
(–325 to 1100_F)
S41600
(416 SST)
CoCr-A (Alloy
(1)
S31600 w/
6)
mm in. mm in.
M-Flute 9.5 3/8 6.4 1/4 16A3440X012 16A3440X042 --- 19A5814X012
6.4 1/4 16A3440X012 16A3440X042 16A3440X052 19A5814X012
9.5 3/8
9.5 3/8 16A5703X012 16A5703X042 16A5703X052 19A5815X012
12.7 1/2 16A3445X012 16A3445X042 16A3445X052 17A7250X012
M- Form
19.1 3/4 26A3449X012 26A3449X042 26A3449X052 28A8115X012
9.5 3/8 16A5707X012 16A5707X042 16A5707X052 19A5815X012
12.7 1/2
12.7 1/2 16A3446X012 16A3446X042 16A3446X052 19A5817X012
19.1 3/4 26A3450X012 26A3450X042 26A3450X052 29A5812X012
9.5 3/8 25.4 1 26A3453X012 26A3453X042 26A3453X052 29A5806X012
12.7 1/2 25.4 1 26A3454X012 26A3454X042 26A3454X052 29A5807X012
9.5 3/8 38.1 1-1/2 26A3457X012 26A3457X042 26A3457X052 28A1253X012
Equal
Percent-
age
12.7 1/2 50.8 2 26A3460X012 26A3460X042 26A3460X052 29A5813X012
12.7 1/2 76.2 3 26A3470X012 26A3470X042 26A3470X052 29A5811X012
19.1 3/4 76.2 3 26A3471X012 26A3471X042 26A3471X052 29A5810X012
12.7 1/2 102 4 26A3463X012 26A3463X042 26A3463X052 29A5808X012
19.1 3/4 102 4 26A3464X012 26A3464X042 26A3464X052 29A5809X012
1. Monel materials in hydrofluoric acid service require special options. Contact your sales office for assistance.
-20-

Parts List
Key 30* Tip
Valve
Size,
Inch
M-Flute
(1 flute)
M-Flute
(3 Flutes)
1/2,
3/4,
1,
1-1/2
&2
M- Form
Percent-
Valve
Plug
Equal
age
MKEZIM/0214/2K
(1)
(416 SST)
S41600
Port
Diameter
Mark EZ SEriES GlobE StylE Control ValVE
Valve Stem
Connection
S31600
(316 SST) Alloy 6
Material
N05500
(K-Monel)
mm in. mm in.
--- 13A5863X032 13A5863X042 ---
6.4 1/4 9.5 3/8
--- 13A5865X032 13A5865X022 ---
6.4 1/4
9.5 3/8 16A5704X012 --- 16A5704X042 16A5704X052
9.5 3/8
13A6160X022 --- 13A6160X062 13A6160X012
12.7 1/2 1R9537X0022 --- 1R9537X0062 1R9537X0012
19.1 3/4 1R9540X0012 --- 1R9540X0072 1R9540X0042
9.5 3/8
12.7 1/2 1R9537X0022 --- 1R9537X0062 1R9537X0012
12.7 1/2
16A5704X012 --- 16A5704X042 16A5704X052
19.1 3/4 1R9540X0012 --- 1R9540X0072 1R9540X0042
25.4 1 9.5
3/8 &
&
1/2 1R953835072 --- 1R9538X0032 1R9538X0012
12.7
38.1 1-1/2 9.5 3/8 16A3458X012 --- 16A3458X042 16A3458X052
50.8 2 12.7 1/2 12A3889X012 --- 12A3889X042 12A3889X052
1. Monel materials in hydrofluoric acid service require special options. Contact your sales office for assistance.
Jordan Valve, a division of Richards Industries
3170 Wasson Road • Cincinnati, OH 45209
513.533.5600 • 800.543.7311 • 513.871.0105 (f)
info@richardsind.com • www.jordanvalve.com
 Loading...
Loading...