

Page 1
I & M Mark ED & ET Series 8-Inch
3170 Wasson Road • Cincinnati, OH 45209
Phone 513.533.5600 • Fax 513.871.0105 (f)
info@richardsind.com • www.jordanvalve.com
Installation & Maintenance Instructions for the
Mark ED & ET Series 8-Inch Globe Style Control
Valve
Warning: Jordan Valve Control Valves must only be used, installed and repaired in accordance with these Installation & Maintenance Instructions. Observe all applicable public and company codes and regulations. In the event
of leakage or other malfunction, call a qualified service person; continued operation may cause system failure or
a general hazard. Before servicing any valve, disconnect, shut off, or bypass all pressurized fluid. Before disassembling a valve, be sure to release all spring tension.
IntroductIon
Contained in this manual are installation instructions,
maintenance and parts information for the Mark ED and
ET Series 8-inch Globe Style Control Valves. Refer to the
appropriate manuals for instructions for the accompanying actuator, positioner and additional accessories.
Only trained or experienced personnel should carry out
the operation and installation of all pressure equipment.
If you have any questions regarding the equipment, contact your Jordan Valve Controls representative.
MaIntenance
Before beginning any maintenance, it is important
to isolate the control valve and release all pressure
contained in the valve body and the actuator.
Disconnect any operating lines providing air
pressure, control signals or electrical power to the
actuator.
Note: Caution must be used in the disassembly.
The seating surfaces and surface nish of the
cage; seat ring, stem, and plug are critical for
proper sealing. Nicks and scratches will affect
the ability to seal the valve in the future.
InstallatIon
The Mark ED and ET Series 8” valve should not be
installed in systems that exceed the ANSI specified temperature and pressure ratings.
Inspect the valves for shipping damage and foreign
debris when uncrating.
1. Ensure the pipe is free of welding slag, chips,
and other debris by cleaning out the lines
before installation.
2. Install approved gaskets between the valve
body and the pipeline flanges.
3. Jordan Valve recommends a standard three-
valve maintenance bypass be installed. This
allows isolation of the valve body without shut
ting down the pipeline system.
4. Install the valve so that the flow direction arrow
on the body coincides with the actual process
flow through the valve.
5. Although the valve can be installed in any po-
sition, the typical installation has the actuator
vertical above the valve body. Support
for the actuator will be necessary if there is
vibration in the line or if the valve body is
positioned 45 degrees or more below vertical.
Disassembly
1. Disconnect and remove the actuator from
the body.
2. Remove the nuts or cap screws from the
bonnet flange.
3. Thread one of the actuator stem locknuts
onto the stem and continue threading it
down to the bottom of the thread run out.
4. Remove the bonnet by lifting it straight up
with a hoist. Attach the hoist by either a
double cable hoisting sling under
the bonnet or by the lifting rings attached
to the packing flange stud bolts or
on the 5” yoke bosses to
two yoke stud bolts 180° apart.
5. Caution must be used when lifting the
bonnet to ensure that it clears the
body and stud bolts completely. Any
damage to the seating surface
will compromise future sealing ability
6. To prevent damage to the seating surface,
place the bonnet-valve plug assembly on
a wooden or cushioned surface.
Page 2
Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Replacing the Plug Stem or Load Ring
1. Unscrew the locknuts from the stem.
2. Loosen the packing flange nuts.
3. Lean the bonnet over.
4. Draw the plug and stem out of the bonnet.
5. If valve plug is damaged it will be necessary
to replace both the valve plug and stem. If the
stem is damaged, a new valve stem can
be inserted in the original valve plug.
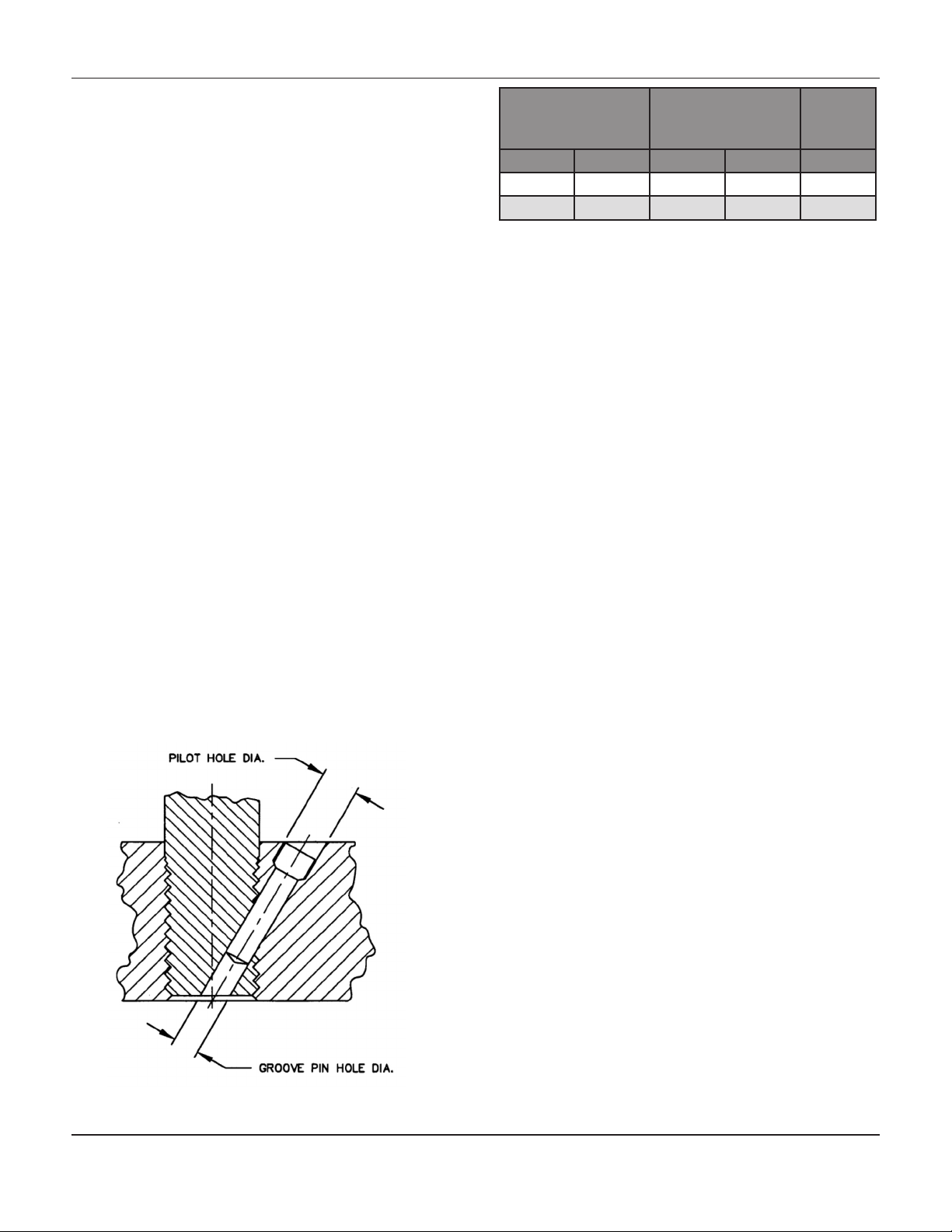
Replacing the Stem
1. Remove the old groove pin
2. Remove the old stem, and replace with new
stem.
3. Tighten the new stem until the thread bottoms
out against the plug.
4. Drill through the stem using the hole in the valve
plug as guide. Remove any chips or burrs and
drive in a new groove pin to lock the assembly.
Refer to Table 1 for groove pin drill sizes.
Valve Stem
Connection (VSC)
Inches mm Lbf•Ft N•m Inches
3/4 19.1 237-339 175-250 3/16
1 25.4 420-481 310-355 1/4
Table 1: Stem Torque and Groove Pin Drill Sizes
Torque
Min/Max Values
Groove
Pin Drill
Size
Assembly
1. Ensure all gasket surfaces are clean.
2. Replace the valve plug piston ring or seal
ring with a new ring.
3. Assembly for design:
3.1. Mark "ED” Design Bodies:
For valve bodies using a carbon filled
TFE piston ring, at the split, slightly
spread the ring and install it over
the stem and into the piston ring
groove on the valve plug.
Graphite piston rings are supplied
as a complete ring and must be
broken into two sections. The piston
ring can be broken in half by scoring,
and then breaking over a hard
surface i.e.) edge of a table. Ensure
the broken ends are
re-matched when the
piston ring is installed in the piston
ring groove.
Figure 1: Groove Pin Pilot Holes
3.2. Mark "ET” Design Bodies:
Apply a lubricant to both back-up
ring and seal rings. Install the back up ring over the stem and
into the piston ring groove. Place
the seal ring over the top edge of the
valve plug, so that it slips into
the groove on one
side of the valve plug.
Cautiously stretch the seal ring to
work it over the top edge of
the valve plug. Avoid jerking sharply
on the seal, as the TFE in the seal
ring needs time to cold flow during
the stretching procedure. This
stretching procedure may make the
seal ring seem loose
in the groove, however it will contract
to its original size after installation of
the cage.
-2-
Page 3
Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Assembly Continued,
4. Replace the seat ring gasket, and install the seat
ring. If using a composition seat (TFE),
assemble it by placing the TFE disc onto
the disc retainer and then sliding this assembly
over the disc seat.
5. Place the cage onto the seat ring. Any rotational
orientation of the cage with respect to the valve
body is acceptable.
6. To ensure a good seal, clean all sealing surfaces
and examine surfaces for nicks and scratches.
Place the bonnet gasket in position.
7. Slide the valve plug assembly in the cage, and
then position the load ring on top of the cage.
8. Place the bonnet on the body ensuring that the
pipe plug (or lubricator) is on the downstream
side of the body.
9. Using good bolting practices, bolt the bonnet
to the body. Lubricate the studs and nuts us
ing good quality lubrication.
Tighten the bolts alternately.
Correct tightening of the bonnet bolts
accomplishes two objectives.
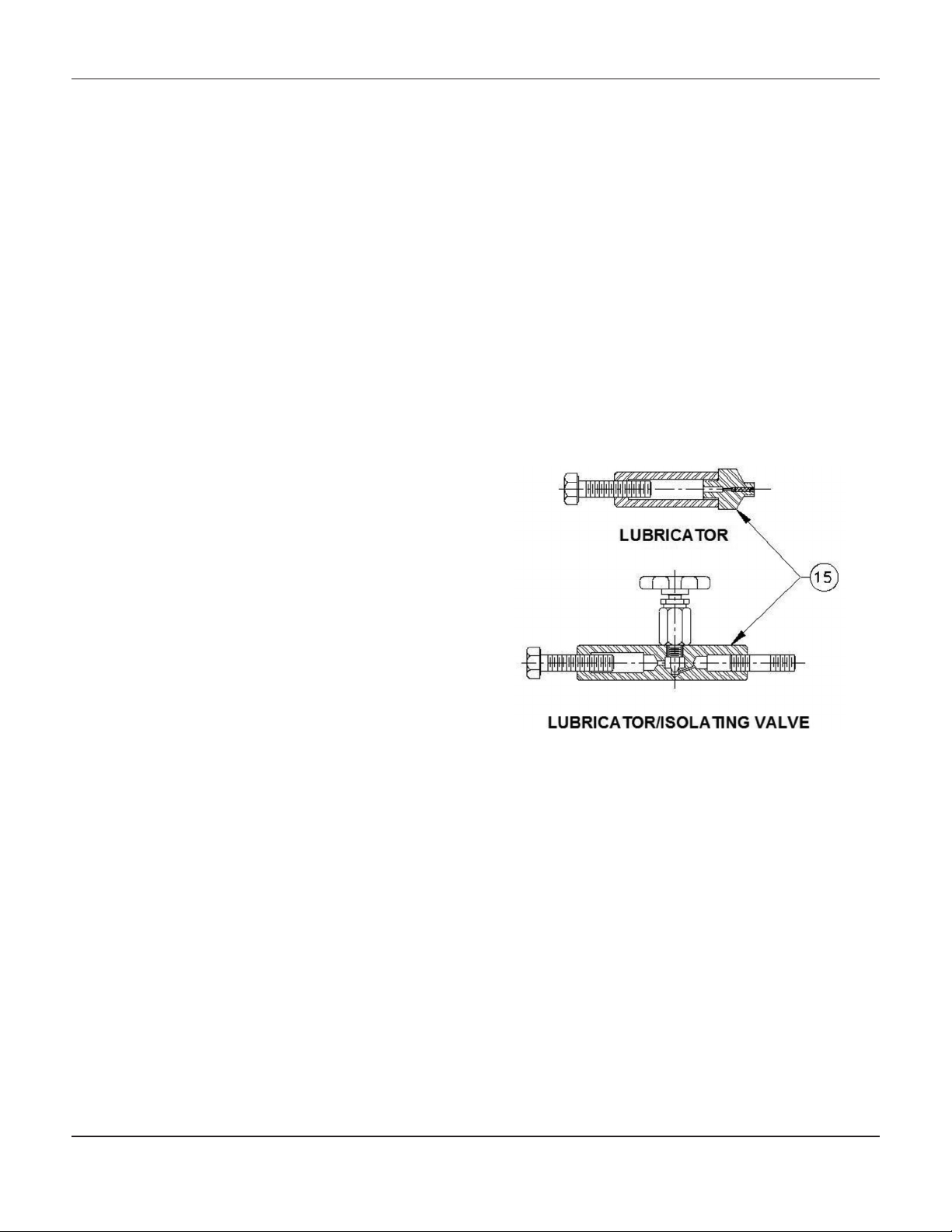
Packing Lubrication
The use of semi-metallic packing requires the use of a
lubricator or lubricator/isolating valve (Figure 2). The
lubricator or lubricator/isolating valve is mounted in
place of pipe plug (Figure 2, Key 15). For standard
service up to 450ºF, use Dow Corning lubricant or
equivalent. Do not lubricate packing used in oxygen
service.
Lubricator -To add lubricant to the packing box, turn
the cap screw in a clockwise direction.
Lubricator/Isolating Valve - Open the isolating valve,
turn the cap screw in a clockwise direction, and then
close the isolating valve.
9.1. To compress the bonnet gasket to form
a seal with the body joint.
9.2. Bolt loads are transmitted to the cage
through the load ring, which creates a
sealing load for the seat ring gasket.
10. Mount the actuator to the bonnet and make up
the stem connection. Refer to “Making Up the
Stem Connection” for proper procedure.
Figure 2: Lubricator and Lubricator/
Isolating Valve
-3-
Page 4
Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Replacing TFE V-Ring Packing
1. After the stem and valve plug have been
detached from the bonnet, the following parts
can be removed:
1.1. Packing nuts
1.2. Packing flange
1.3. Wiper ring
1.4. Packing follower
2. The old packing can be removed by one of two
methods:
2.1. Remove the packing by pushing it out
using a rod inserted through bottom of
the bonnet.
2.2. Use a packing hook to remove the
packing. Note: To avoid damaging the
packing box walls use caution.
3. Clean the packing box bore, and all metal
parts. Complete all required maintenance.
4. Slide the valve plug into the cage already in
the valve body, install the load ring on the
cage, and use a new bonnet gasket. Mount
the bonnet to the valve body.
5. Complete the installation of the packing as il lustrated in Figure 3.
Note: Extra caution should be taken not to damage
the packing during the installation process.
6. Replace the packing flange (Key 27); tighten
the packing flange nuts (Key 29) until shoulder
of packing follower (Key 30) is approximately
5/8” from the top of the bonnet. If leakage is
detected around the packing follower, tighten
the packing flange nuts until leakage stops.
7. For graphite packing, tighten the packing
flange nuts to the maximum torque value in
Table 3. Then back off the nuts and retighten
them to the minimum torque value in Table 3.
8. For other Packing Types, in small equal incre ments tighten the flange nuts until one of the
nuts reach the minimum torque shown in Table
3. Then tighten the other nut until the packing
flange is level.
9. Mount the actuator and set the stem connector
to the required travel. Refer to “Making Up the
Stem Connection” procedure.
Lapping Metal Seats
In any valve body, a certain amount of leakage should
be expected with metal-to-metal seating. However, if
the leakage becomes excessive, lapping can enhance
the condition of the seating surfaces of the valve plug
and seat ring.
Deep nicks in the seating surfaces should be removed
by machining rather than lapping. There are many lapping compounds available commercially. Be sure to
use one of high quality.
Apply lapping compound to bottom of plug. In order
to position the cage and seat ring properly and to help
align the valve plug with the seat ring, bolt the bonnet to the body with gaskets (the old gaskets can be
used) in place during the lapping procedure. A simple
handle can be made from a piece of metal secured to
the valve stem with nuts.
Rotate the handle in opposite directions to lap the seating surfaces. Once lapping is complete, disconnect
bonnet, clean the seating surfaces, reassemble, and
then test for shutoff. If leakage is still excessive, repeat
lapping procedure.
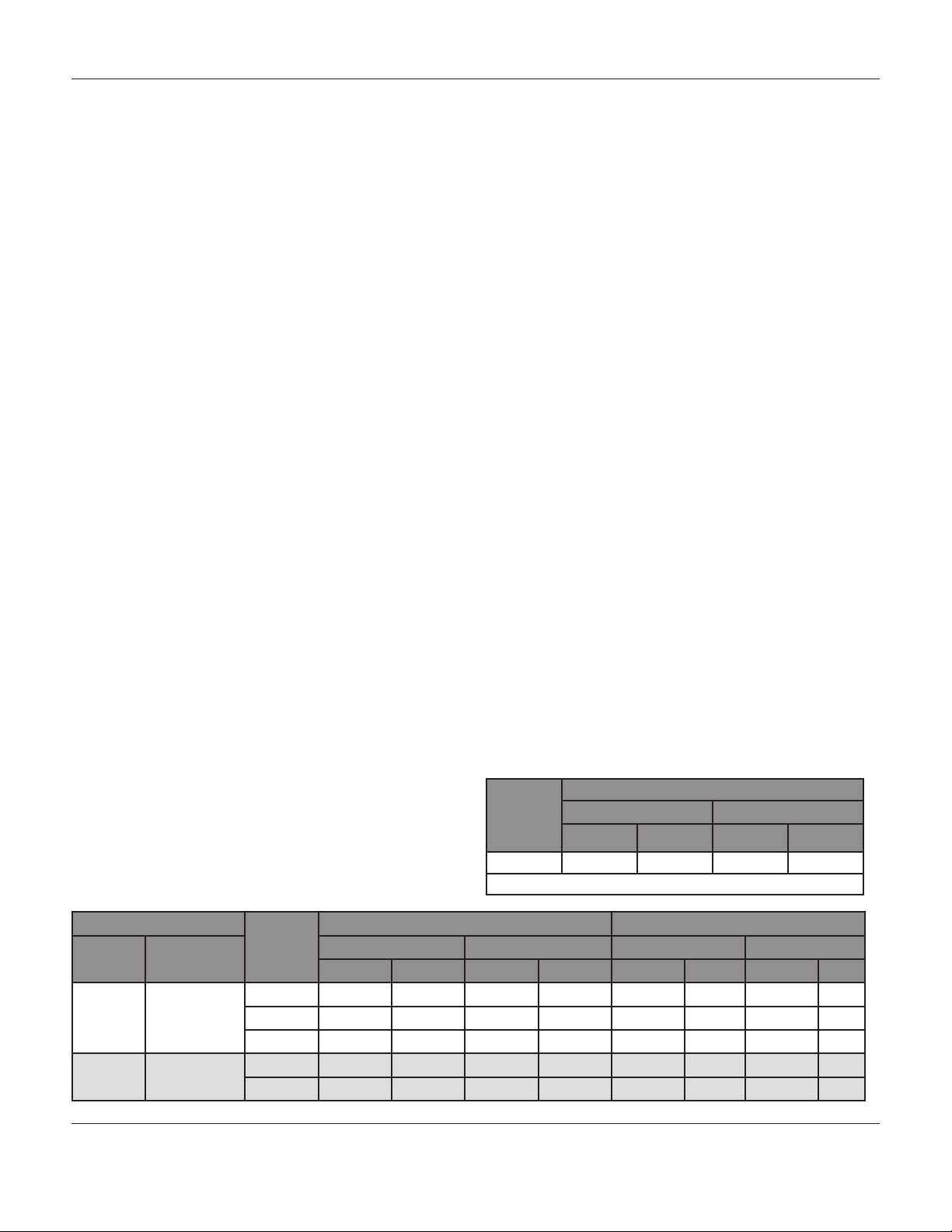
Table 2: Body to Bonnet Torque
Valve Size
Bolt Torques
SA 193-B7, B8M
N•m Lbf•Ft N•m Lbf•Ft
a
SA-193-B8M
b
8 746 550 529 390
Table 3: Torque Values for Packing Flange Nuts
Valve Stem Diameter
Inches Mm Min. Torque Max. Torque Min. Torque Max. Torque
ANSI
Rating
Lbf•in N•m Lbf•in N•m Lbf•in N•m Lbf•in N•m
PTFE Type Packing Graphite Type Packing
a- Strain Hardened; b- Annealed
3/4 19.1 150 47 5 70 8 99 11 149 17
300 64 7 95 11 133 15 199 23
600 87 10 131 15 182 21 274 31
1 25.4 300 108 12 162 18 226 26 339 38
600 149 17 223 25 310 35 466 53
-4-
Page 5

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Single Packing
All Yoke sizes
Notes:
a.) Grafoil is a registered trademark of Union Carbide
b.) Quickset is a registered trademark of Garlock Inc.
Making Up the Stem Connection
Direct-Acting Actuators
1. Move the valve plug to the closed position.
2. Thread the actuator stem locknuts to the bottom
of the plug stem threads. Position the
travel indicator disc, cupped edge downward,
over the stem. Apply enough spring force to the
actuator stem to ensure the actuator is in the
“full up” position.
3. Move the actuator stem to the full downward po-
sition by applying full loading pressure
to the diaphragm case. Measure the distance
between the lower end of the actuator stem and
the travel indicator disc on the stem locknuts.
4. Slowly decrease the load on the actuator, allow
ing the stem to rise up approximately by 1/8”.
Using the two-piece stem connector and
cap screws, secure the actuator stem and valve
plug stem together.
5. Place the travel indicator disc against the bot-
tom of the stem connector. Secure the disc in
place with the upper locknut. Adjust the
travel indicator scale so it reads “closed.”
Double Packing
All Yoke sizes
6. Relieve the diaphragm loading pressure
and check for sufficient travel. i.e.) Move
ment of valve plug to the fully “Open”
position. Tighten the lower stem locknut
against the upper locknut. The connection
is now complete.
To increase desired length of travel:
a. Loosen both stem locknuts away
from the stem connector by ap-
proximately 1/4” and then tighten
them together.
b. This adjustment will allow a wrench
to be used on the locknuts to
screw the valve plug stem to the
desired position.
c. Caution: ensure that the valve plug
is not seated while being rotated.
Do not exceed the 1/8” adjustment
made in Step 4.
d. Retighten the stem connector and
locknuts after adjustment.
e. Reposition the travel indicator
scale to reflect the change.
Figure 3: Packing Arrangements
-5-
Page 6

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Making Up the Stem Connection Cont.,
Reverse-Acting Actuators
1. Close the valve plug ensuring the valve plug is on
the seat.
2. Supply enough spring force to the actuator stem to
ensure the actuator is in full “Down” position. Increase the loading pressure to the diaphragm case
to allow the actuator stem to rise sufficiently so the
locknuts can be screwed onto the valve plug stem.
Thread the locknuts down on the valve plug stem
as far as possible. Set the travel indicator on the
locknuts, “cupped” edge downward.
3. Slowly release the pressure in the diaphragm case,
allowing the actuator to return to the full down position. Measure the distance between the lower end
of the actuator stem and the travel indicator disc.
4. Increase the load on the actuator, causing the stem
to rise up by approximately 1/8”. Using the twopiece stem connector and cap screws, secure the
actuator stem and valve plug stem together.
5. Move the travel indicator disc against the bottom of
the stem connector.
6. Secure the disc with the upper locknut. Change the
travel indicator scale so that it reads closed.
7. Open the valve plug by increasing the diaphragm
loading pressure. Secure the lower stem locknut
against the upper locknut. The connection is now
complete.
8. To increase travel see “To increase desired length of
travel” instructions.
Parts orderIng
A serial number identifies every Mark E Series valve
body-bonnet assembly, which can be found on the front
of the valve. Please refer to this number when contacting your Jordan Valve representative.
-6-
Page 7

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Mark e serIes 8-Inch globe ValVes
Parts Reference
Key Part Name
1 Valve Plug Stem
2 Body
3 Bonnet Gasket
4 Load Ring
5 Groove Pin
6 Valve Plug
7 Seat Ring
8 Flow Arrow
9 Hex Nut
10 Stud Bolt or Cap Screw
11 Piston Ring (Design ED
Only)
13 Cage
Key Part Name
14 Seat Ring Gasket
15 Pipe Plug
16 Drive Screw
17 Disc Retainer (Soft Seat Only)
18 Disc Seat (Soft Seat Only)
19 Seal Ring (Design ET Only)
20 Disc (Soft Seat Only)
21 Packing Ring
22 Bonnet
23 Pipe Plug
24 Packing Spring / Lantern Ring
25 Special Washer
Key Part Name
26 Upper Wiper
27 Packing Flange
28 Stud
29 Nut
30 Packing Follower
31 Locknut (3-9/16” Yoke
Boss Only)
32 Packing Set
33 Pipe Plug
34 Packing Box Ring
35 Bolt
36 Nut (5” Yoke Boss Only)
Standard Bonnet
3-9/16” Yoke Boss, 3/4” Stem
Figure 4: Bonnet Assemblies, Mark E Series 8” Globe Valves
-7-
Extension Bonnet
5” Yoke Boss, 1” Stem
Page 8

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Mark ED Construction
Metal Seat Ring
Figure 5: Body Assemblies, Mark E Series 8” Globe Valves
Mark ET Construction
Soft Seat Ring
Mark e serIes 8-Inch globe ValVes
Parts Reference
Key Description Part Number
1 Valve Plug Stem, 316 SST See Following Table
2 Valve Body See Following Table
3
Bonnet Gasket
4
Load Ring
5 Groove Pin,
316 SST
6 Valve Plug See Following Table
7 Seat Ring 416 SST 20A3260X012
8 Flow Arrow, SST 1V106038982
9 Hex Nut, Steel (16 req’d), Steel Bodies Only 1A445224072
10 Stud Bolt, Steel (16 req’d) 1D945231012
Metal Seat -425oF to 800oF (-254oC to 427oC), material 10A3265X012
Over 800oF (427oC), Laminated Graphite 10A3265X022
Composition Seat, Nitrile 10A3265X032
-150oF to 600oF (-101oC to 316oC), 17-4PH SST 20A3267X012
-425oF to 1100oF (-254oC to 593oC), Inconel 718 20A3267X022
-400oF to 500oF (-240oC to 260oC), Corrosive Service, K Monel 20A3268X012
3/4” VSC (19.1 mm) 1V326035072
1” VSC (25.4 mm) 1V334035072
Alloy 6 20A3260X152
-8-
Page 9

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Parts Reference
Key Description Part Number
11 Piston Ring, Graphite,
Design ED Only
13
Cage
14 Seat Ring,
Gasket,
Metal Seat
15 Pipe Plug Steel (LCC & WCB Bodies) 1A771528992
16 Drive Screw (2 req’d), CD PL Steel 1A368228982
17 Disc Retainer, 316 SST, Composition Seats Only 10A4466X012
18 Disc Seat, 316, Composition Seats Only 20A4467X012
19 Seal Ring, TFE, Spring Loaded, -100oF to 450oF (-73oC to 232oC), Design ET Only 10A3261X012
20 Disc, TFE, -70oF to 400oF (-57oC to 204oC), Composition Seats Only 20A4468X012
21
Packing
Ring
22 Bonnet See Following Table
23 Pipe Plug (Tapped Extension
Bonnets Only)
24 Spring, 316 SST
(TFE V-Ring Packing Only)
Lantern Ring, 316 SST
(Laminated Graphite Packing, 2 req’d, Other Packing,
1 req’d)
25 Special Washer, 316 SST
(TFE V-Ring Packing Only)
Equal Percentage
Linear 17-PH SST 20A3247X012
Quick Opening 17-PH SST 20A3249X012
Metal Seat -425oF to 800oF (-254oC to 427oC), material 10A3266X012
Composition Seat, Nitrile 10A3266X032
316 SST (316 SST Bodies) 1A771535072
Graphite (2
req’d)
TFE (8 req’d) 3/4” Stem (19.1 mm) 1E319101042
Laminated
Graphite (4
req’d)
Non-Oxidizing Service 10A3262X012
Oxidizing Service 10A3262X022
17-PH SST 20A3245X012
316 SST Ni Coated 20A5467X012
316 SST CR PL 20A4348X012
316 SST Ni Coated 20A5468X012
316 SST CR PL 20A4349X012
316 SST Ni Coated 20A5469X012
316 SST CR PL 20A4350X012
-425oF to 800oF (-254oC to 427oC), material 10A3266X022
3/4” Stem (19.1 mm) 1D749001052
1” Stem (25.4 mm) 1D751801052
1” Stem (25.4 mm) 1D7518X0012
3/4” Stem (19.1 mm) 1V239601652
1” Stem (25.4 mm) 1U676801652
Steel (Steel Bonnets) 1A767524662
316 SST (316 SST Bonnets) 1A767535072
3/4” Stem (19.1 mm) 1F125637012
1” Stem (25.4 mm) 1D582937012
3/4” Stem (19.1 mm) 0N028435072
1” Stem (25.4 mm) 0U099735072
3/4” Stem (19.1 mm) 1F125036042
1” Stem (25.4 mm) 1H982236042
-9-
Page 10

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Parts Reference
Key Description Part Number
Upper Wiper, Felt
26
(Not req’d for Laminated Graphite Packing)
27 Packing Flange, Steel 3/4” Stem (19.1 mm) 1E944823072
28 Stud, Steel (2 req’d) 3/4” Stem (19.1 mm) 1E944931032
29 Nut, Steel (2 req’d) 3/4” Stem (19.1 mm) 1E944624112
30 Packing Follower, 316 SST 3/4” Stem (19.1 mm) 1E944735072
31 Locknut, Steel (3-9/16” Yoke Boss Only) 1E832723062
Packing Set, TFE V-Ring
32
(Includes male adaptor, female adaptor, lower
wiper and three packing rings)
33 Pipe Plug Steel (Steel Bonnets) 1A767524662
34 Packing Box Ring, 17-4PH SST 3/4” Stem (19.1 mm) 1J873335012
35 Cap Screw, Steel (8 req’d) (5” Yoke Boss only) 1A936224052
36 Nut, Steel (8 req’d) (5” Yoke Boss only) 1A343324122
3/4” Stem (19.1 mm) 1J872806332
1” Stem (25.4 mm) 1J872906332
1” Stem (25.4 mm) 0V002425052
1” Stem (25.4 mm) 0V002531032
1” Stem (25.4 mm) 1L692124112
1” Stem (25.4 mm) 1H982335072
3/4” Stem (19.1 mm) 1R290401012
1” Stem (25.4 mm) 1R290601012
316 SST (316 SST Bonnets) 1A767535072
1” Stem (25.4 mm) 1J873435012
Key 1: Valve Plug Stem
Valve
Stem Size
in mm in mm
3/4 19.1 3/4 19.1 Plain Bonnet, 19-3/8” Stem 1K588035162
1 25.4 1 25.4 Style 1 Extension Bonnet
Stem
Connec-
tion
Specications Part Number
Style 1 Extension Bonnet, 21” Stem 1U928235162
2” Travel, 24-3/16”
657 Actuator
667 Actuator, 2” – 3” Travel, 23-3/16” Stem 10A3282X012
Stem
3” Travel, 23-3/16”
Stem
1K7891X0012
10A3282X012
-10-
Page 11

Mark ED anD ET SEriES 8-inch GlobE STylE conTrol ValVES
Key 2: Valve Body
End Connection Steel (LCC) Steel (WCB) 316 SST
Without Drain Plug Tapping
RF Flg
RTJ Flg
Butt Weld Sch 40 30A3222LX012 30A3222WX012 30A3222X062
With Drain Plug Tapping
RF Flg
RTJ Flg
Butt Weld Sch 40 30A3230LX012 30A3230WX012 30A3230X062
MKEDandET8INCHIM/0214/2K
150 lb 30A3224LX012 30A3224WX012 30A3224X062
300 lb 30A3225LX012 30A3225WX012 30A3225X062
600 lb 30A3226LX012 30A3226WX012 30A3226X062
150 lb 30A3227LX012 30A3227WX012 30A3227X062
300 lb 30A3228LX012 30A3228WX012 30A3228X062
600 lb 30A3229LX012 30A3229WX012 30A3229X062
Sch 80 30A3223LX012 30A3223WX012 30A3223X062
150 lb 30A3232LX012 30A3232WX012 30A3232X062
300 lb 30A3233LX012 30A3233WX012 30A3233X062
600 lb 30A3234LX012 30A3234WX012 30A3234X062
150 lb 30A3235LX012 30A3235WX012 30A3235X062
300 lb 30A3236LX012 30A3236WX012 30A3236X062
600 lb 30A3237LX012 30A3237WX012 30A3237X062
Sch 80 30A3231LX012 30A3231WX012 30A3231X062
Key 2: Valve Body
Stem Size Valve Stem Connection Material
316 SST
in mm in mm 416 SST
Hardened
3/4 19.1 3/4 19.1 21A5356X012 21A5356X022 21A5362X012
1 25.4 1 25.4 21A5356X012 21A5357X022 21A5363X012
316 SST
Hard Faced Seat
& Guide
Key 22 Bonnet, Same material as body
3-9/16” Yoke Boss
Material Style
Plain 30A5471X012 ---
Steel
316 SST Style 1 Extension Tapped 30A3279X062 30A3280X062
Style 1 Extension Tapped 30A3279X012 30A3280X012
Untapped 30A3270X012 30A3274X012
Untapped 30A3270X062 30A3274X062
3/4” Stem
5” Yoke Boss
1” Stem
Jordan Valve, a division of Richards Industries
3170 Wasson Road • Cincinnati, OH 45209
513.533.5600 • 800.543.7311 • 513.871.0105 (f)
info@richardsind.com • www.jordanvalve.com
 Loading...
Loading...