

Jokab Safety Safety Products Catalog

—
MAIN CATALOG
Safety Products
ABB Jokab Safety
—
MAIN CATALOG
Safety Products
ABB Jokab Safety

—
INTRODUCTION
1
Safety products catalog
ABB Jokab Safety
SAFETY CONTROLLERS
OPTICAL SAFETY
DEVICES
SENSORS AND LOCK S
CONTROL DEVICES
26 379 48 5
EMERGENCY STOPS
AND PILOT DEVICES
PRESSURE SENSITIVE
DEVICES
CONTACTORS AND
MOTOR STARTERS
FENCING SYSTEMS

SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1

INTRODUCTION 1– 1
—
Introduction
1–2 Introduction
1–6 Standards and regulations
1

1– 2 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
Introduction
Company overview
ABB Jokab Safety has been helping machine builders to create production-friendly and
safe work environments for operators since 1988.
We develop products and solutions for machine safety
We make it simple to build safety systems. Developing products and solutions for machine safety has been our business
idea since the company Jokab Safety, now a part of ABB, was founded in Sweden in 1988.
Many industries around the world have discovered how much easier it has become to build protection and safety systems
with our components and guidance. Our extensive program of products, safety solutions and our long experience in machine safety makes us a safe partner.
Together we create a safe world!

INTRODUCTION 1– 3
—
Introduction
Company overview
Products and systems
We deliver machine safety solutions for single machines
or entire production lines. Our long experience of helping
customers making solutions for demanding environments
has made us experts in combining production demands with
safety demands for production-friendly solutions.
We market a wide range of safety products, which makes it
easy to build safety systems. We develop these intelligent
products continuously, in cooperation with our customers.
1
Our experience of safety requirements and standards
Directives and standards are very important to machine
builders and safety component manufacturers. We represent
Sweden in several international committees that develop
standards, for e.g. industrial robots, safety distances and
control system safety features. We work daily with the
practical application of safety requirements in combination
with production requirements. We are happy to share our
knowledge of standards with our customers. You can use
our experience for training and advice.
Markets and industries
Solutions from ABB Jokab Safety can be found in all types of
industries across the globe. But we pride ourselves in having
products and solutions that are especially well suited for
e.g.:
- Robotics
- Food and beverage
- General machinery (OEM)
Magne magnetic lock
to keep doors and hatches
locked during a process
to prevent unauthorised access
JSDH4 three-position device
for safe and ergonomic
inspection and troubleshooting
GKey safety lock
for safe locking of doors
1– 4 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
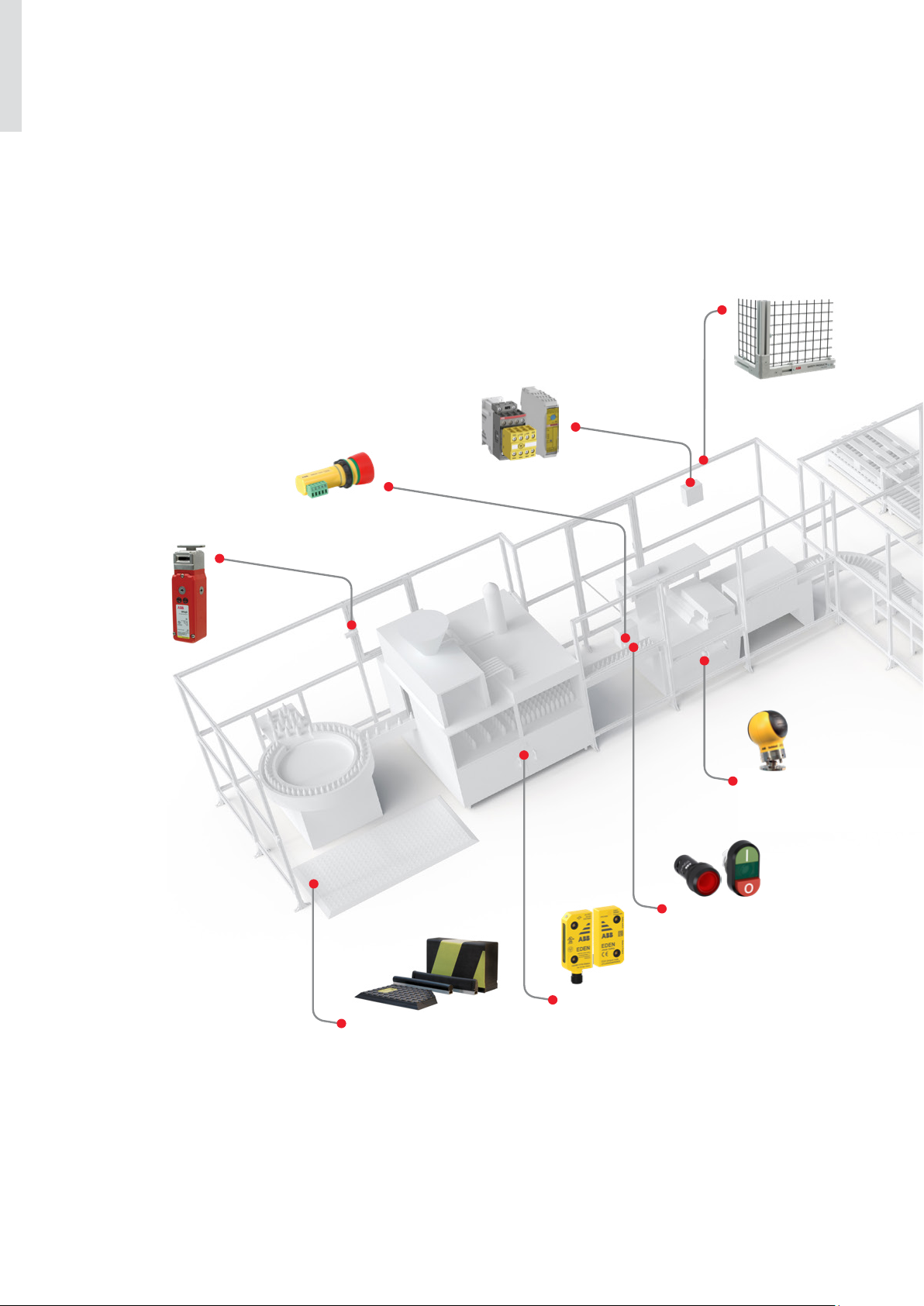
Our range of safety products
Contactors and electronic
compacts starters
Inca emergency stop
button
for compact panel
mounting
to control power and motors
Quick-Guard fencing system
MKey9 key switch
for safe locking of hatches and doors
Safeball control device
for an ergonomic and
safe two-hand control
Operators and signalling devices
for control and indication
Eden sensor
Mats, rails and bumpers
to detect the presence
of people
for reliable non-contact monitoring of
doors and hatches
ABB is the only supplier that can deliver complete safety solutions (including
output devices such as contactors and frequency converters) together with
automation solutions such as robotics, motors, drives and PLCs.
INTRODUCTION 1– 5
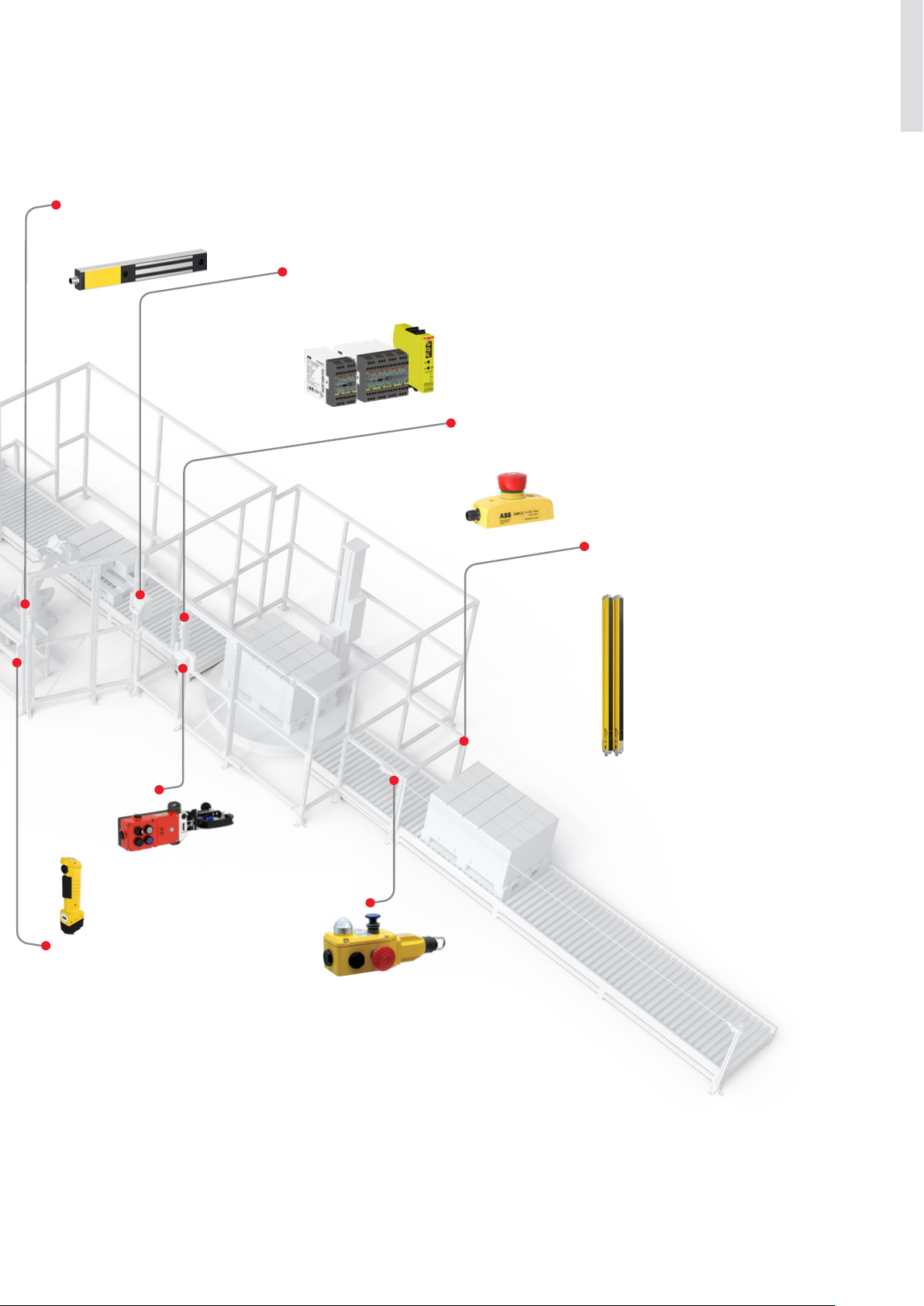
Magne magnetic lock
to keep doors and hatches
locked during a process
1
Pluto programmable safety controller,
Vital safety controller and Sentry safety relays
for flexible monitoring of safety devices
Smile emergency stop button
to safely stop machinery in hazardous
situations
GKey safety lock
for safe locking of doors
JSHD4 three-position device
for safe and ergonomic
inspection and troubleshooting
Orion light guards
for a production friendly
safety detection
LineStrong pull wire
emergency stop switch
for easy access of emergency stop
function
1– 6 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
European Directives and Standards
Directives and standards are of great importance for manufacturers of machines and safety components. In the European Union, the EU Directives gives requirements for the minimum level of health and safety, and these are mandatory for
manufacturers to fulfill. In every member country the Directives are implemented in national legislation.
Machines which have been placed on the market since 2010, must comply with the new Machinery Directive
2006/42/EC. Before that, the old Machinery Directive 98/37/EC was valid.
Although the requirements in the Directives are specific for Europe, they also apply to machines that are imported to Europe. And the Directives are supported by standards, of which many also are valid internationally.
The objectives of the Machinery Directive, 2006/42/EC,
are to maintain, increase and equalise the safety level of
machines within the members of the European Community.
Based on this, the free movement of machines/products
between the countries in this market can be achieved. The
Machinery Directive is developed according to “The New Approach” which is based on the following principles:
– The directives give the basic health and safety require-
ments, which are mandatory.
– Detailed solutions and technical specifications are found
in harmonised standards.
– Standards are voluntary to apply, but products designed
according to the harmonised standards will fulfill the
basic safety requirements in the Machinery Directive.
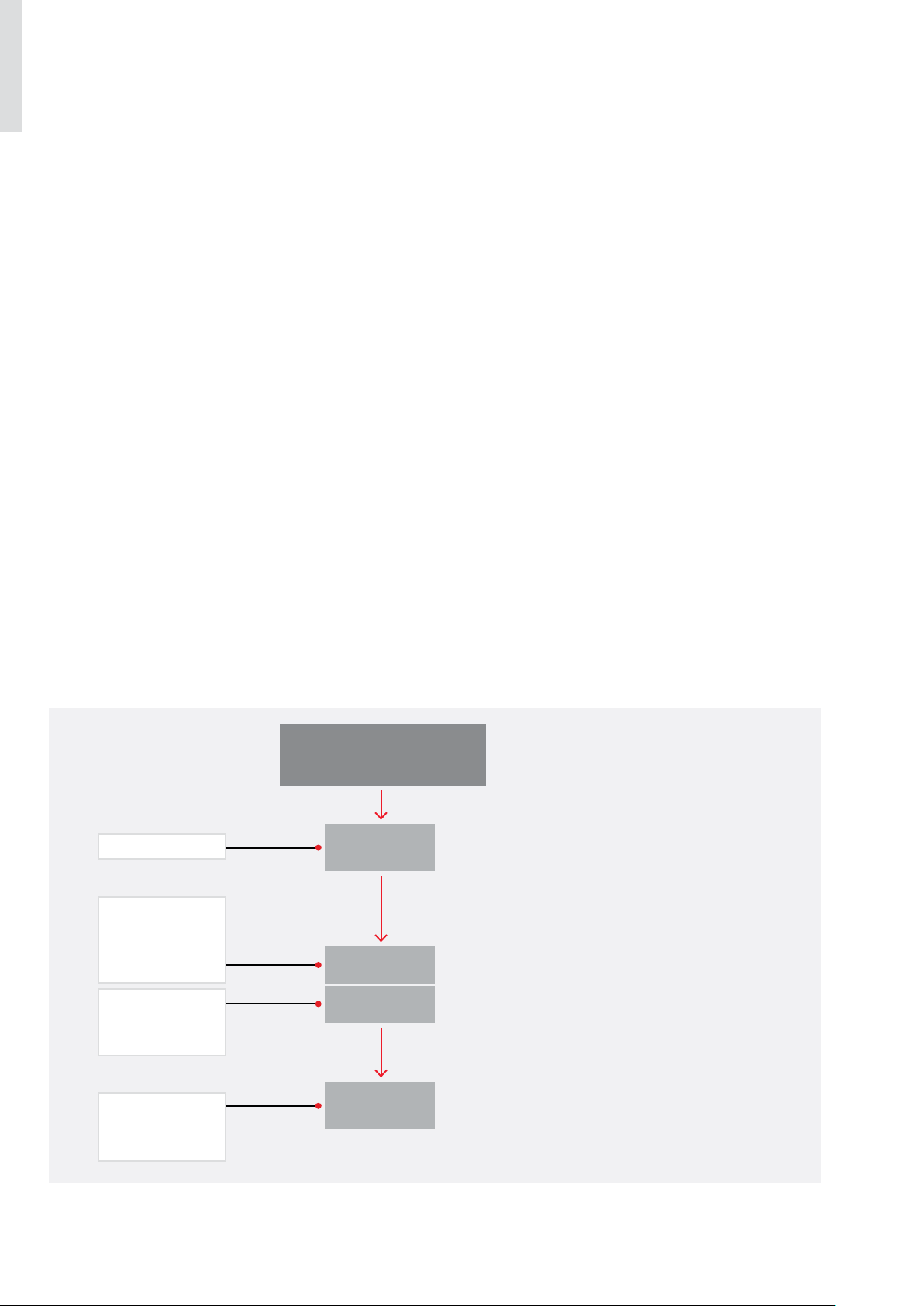
The Machinery Directive
2006/42/EC
Examples of
standards
EN ISO 1200
A-standards
Harmonised standards
Harmonised standards give support on how to fulfill the
requirements of the Machinery Directive. The relationship
between the Machinery Directive and the harmonised standards is illustrated by the diagram below.
Within ISO (The International Organization for Standardization) work is also going on in order to harmonise the safety
standards globally in parallel with the European standardisation work.
ABB Jokab Safety takes an active part in the working groups
both for the ISO and EN standards.
Giving basic concepts, principles for design,
and general aspects that can be applied to all
machinery
EN ISO 13857
EN 349
EN ISO 13849-1
EN ISO 13855
EN ISO 13850
EN ISO 14119
EN 60204-1
EN ISO 10218-1
EN 692
EN 693
B1-standards
B2-standards
C-standards
B1: Standards on particular safety aspects (e.g.
safety distances, surface temperature, noise)
B2: Standards on safeguards (e.g. two-hand
controls, interlocking devices, pressure sensitive devices, guards)
Dealing with detailed safety requirements for a
particular machine or group of machines

INTRODUCTION 1– 7
—
Machinery Directive
1
The Machinery Directive, for machines and safety components
From 2006/42/EC
From 2006/42/EC
1 § This Directive applies to the following products:
1 § This Directive applies to the following products:
a) machinery;
a) machinery;
b) interchangeable equipment;
b) interchangeable equipment;
c) safety components;
c) safety components;
d) lifting accessories;
d) lifting accessories;
e) chains, ropes and webbing;
e) chains, ropes and webbing;
f) removable mechanical transmission devices;
f) removable mechanical transmission devices;
g) partly completed machinery.
g) partly completed machinery.
The Machinery Directive gives a detailed definition of a
machine, which can be simplified as something that has
linked parts that are moving, where the energy source is not
human effort. Two or more machines that are put together
into a production line is also regarded as one machine.
CE-marking and Declaration of conformity
Machines manufactured or placed on the market from
december 29, 2009, shall be CE-marked and fulfil the
requirements according to the European Machinery Directive 2006/42/EC. This is also valid for old machines (manufactured before 1 January 1995) if they are manufactured
in a country outside the EEA and imported to be used in a
country in the EEA (European Economic Area).
For machines manufactured and/or released to the market
between january 1, 1995, and december 28, 2009, the old
Machinery Directive (98/37/EC) is valid.
NOTE!
Machines have to be accompanied by a Declaration of Conformity (according to 2006/42/EC, Annex II 1.A) that states
which directive and standards the machine fulfills. It also
shows if the product has gone through EC Type Examination.
Requirements for the use of machinery
For a machine to be safe it is not enough that the manufacturer has been fulfilling all valid/necessary requirements.
The user of the machine also has requirements to fulfill. For
the use of machinery there is a Directive 2009/104/EC.
It requires that the work equipment that is provided to
workers must comply with relevant Community directives.
This means that when repair/changes are made on the
machine it shall still fulfill the requirements of the Machinery
Directive. This doesn’t have to mean that a new CE-marking
is required (unless the changes are extensive).
NOTE!
This means that the buyer of a machine also has to make
sure that a new machine fulfills the requirements in the directives. If the machine does not fulfill the requirements the
buyer is not allowed to use it.
“Old” machines
For machines delivered or manufactured in the EEA before 1
January 1995 the following is valid.
From 2009/104/EC
From 2009/104/EC
(b) work equipment which, if already provided to
b) work equipment which, if already provided to
workers in the undertaking or establishment by
workers in the undertaking or establishment by
31 December 1992, complies with the minimum
31 December 1992, complies with the minimum
requirements laid down in Annex I no later than 4
requirements laid down in Annex I no later than
years after that date;
4 years after that date;
(c) without prejudice to point (a)(i), and by way of
c) without prejudice to point (a)(i), and by way of
derogation from point (a)(ii) and point (b), spe-
derogation from point (a)(ii) and point (b), spe-
cific work equipment subject to the requirements
cific work equipment subject to the requirements
of point 3 of Annex I, which, if already provided
of point 3 of Annex I, which, if already provided
to workers in the undertaking or establishment
to workers in the undertaking or establishment
by 5 December 1998, complies with the minimum
by 5 December 1998, complies with the minimum
requirements laid down in Annex I, no later than 4
requirements laid down in Annex I, no later than 4
years after that date.
years after that date.
Safety components have to be accompanied with a Declaration of Conformity.
Annex l contains minimum requirements for health and
safety. There can also be additional national specific requirements for certain machines.
NOTE!
The point in time when the Machinery Directive was implemented in each Member Country varies. Therefore it is
necessary to check with the national authorities in ones own
country, to find out what is considered as “old” and respectively “new” machines.
1– 8 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
Risk assessment
an important tool both when constructing a new machine and when assessing
risks on older machines
"Old" machines
Machinery that is placed on the market or put into
service before 1995 in the EEA.
Use of work equipment
2009/104/EC
Possible national
legislation on specific
machines
"New" machines
1. Machinery that is placed on the market or put into
service from 1995 in the EEA.
2. All machinery that are imported to the EEA irrespective of date of origin.
Use of work equipment
2009/104/EC
Note!
Not Annex 1 - instead use
applicable directives.
The Machinery Directive
98/37/EC (1995 - 2009)
2006/42/EC (from 2010)
EMC Directive
2014/30/EU
Low Voltage Directive
2014/35/EU
Possible more
directives
Risk assessment
A well thought-out risk assessment supports manufacturers/users of machines to develop production friendly safety
solutions. One result of this is that the safety components
will not be a hindrance. This minimizes the risk of the safety
system being defeated.
New machines
The following requirement is given by the Machinery Directive
From 2006/42/EC
The manufacturer of machinery or his authorised representative must ensure that a risk assessment is carried
out in order to determine the health and safety requirements which apply to the machinery. The machinery must
then be designed and constructed taking into account
the results of the risk assessment.
CE-marking +
Declaration of
conformity
The standard EN ISO 12100 gives guidance on the information required to allow risk assessment to be carried out.The
standard does not point out a specific method to be used. It
is the responsibility of the manufacturer to select a suitable
method.
Machines in use
A risk assessment must have been carried out on all machines that are in use; CE-marked as well as not CE-marked.
A risk assessment must also be performed when making
changes on a machine, to determine if the safety measures
needs to be adapted.
Documentation of risk assessment
The risk assessment shall be documented. The risk assessment should take into consideration the severity of the
potential injuries as well as the probability that they occur.
INTRODUCTION 1– 9
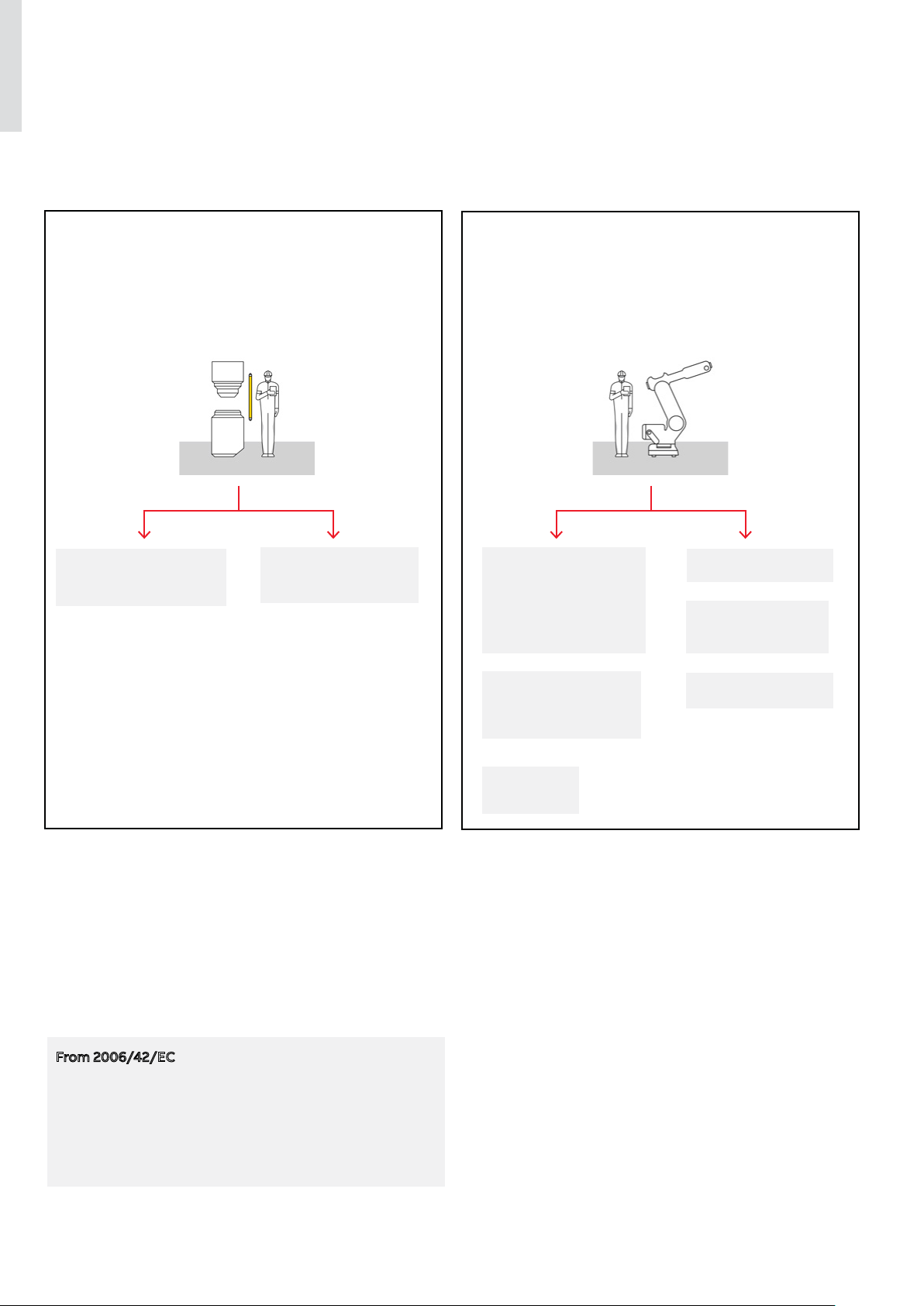
Protection or warning?
How is it possible to choose safety measures that are production friendly and in
every way well balanced? The Machinery Directive gives an order of priority for the
choice of appropriate methods to remove the risks. Here it is further developed in a
five step method.
Prioritize safety measures according to the 5-step-method
1. Eliminate or reduce risks by design and construction
2. Move the work tasks outside the risk area
3. Use guards/safety devices
4. Develop safe working routines/information/education
5. Use warnings as pictograms, light, sound etc.
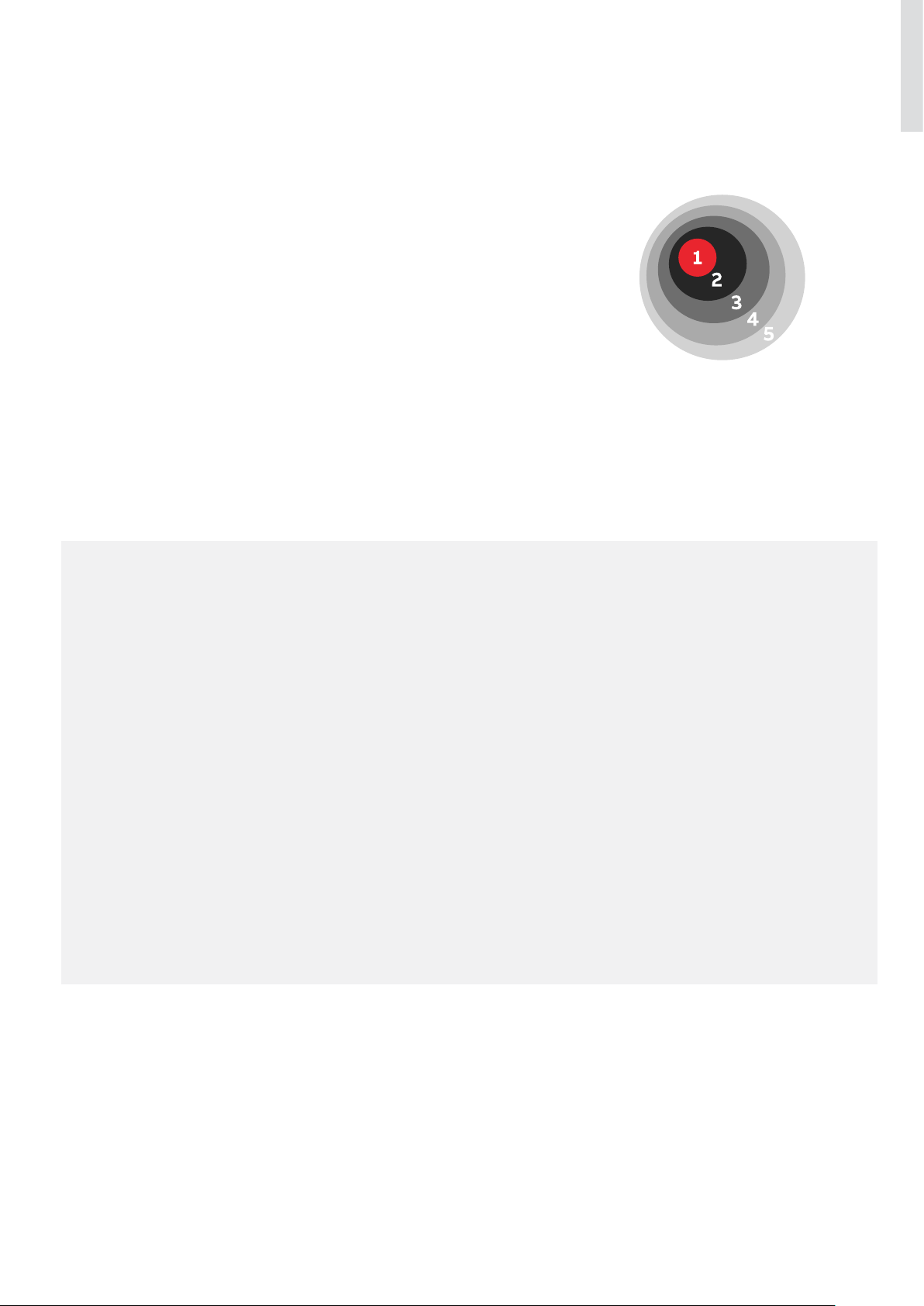
1
The further away from the center of the circle, the greater
responsibility for the safety is placed onto the user of the
machine. If full protection is not effectively achieved in one
measures.
What is possible is dependant on the need for accessibility,
the severity of the risk, appropiate safety measures etc.
step, one has to go to the next step and find complementary
Example on prioritizing according to the 5-step-method
Priority Example of hazard and safety measure taken
1. Make machine safe by
design and construction
2. Move the work tasks outside the risk area
Hazard:
Safety measure:
Cuts and wounds from sharp edges and corners on machinery
Round off sharp edges and corners.
Hazard: Crushing of fingers from machine movements during inspection of
the production inside the risk area
Safety measure: Installation of a camera.
3. Use guard/safety
devices
Hazard: Crushing injuries because of unintended start during loading of work
pieces in a mechanical press
Safety measure: Install a light curtain to detect operator and provide safe stop of the
machinery.
4. Safe working routines/
information
Hazard: Crushing injuries because the machine can tip during installation and
normal use.
Safety measure: Make instructions on how the machine is to be installed to avoid the
risks. This can include requirements on the type of fastening, ground,
screw retention etc.
5. Warning Hazard: Burns because of hot surfaces in reach
Safety measure: Warning signs
Combine the 5-step-method with production friendly
thinking. This can give you e.g.
– fast and easy restart of machines after a safety stop
The likelihood that the safety solution will be well made, well
received and suitable for the application increases if each
risk is handled according to the 5-step-method.
– enough space to safely program a robot
– places outside the risk area to observe the production
– electrically interlocked doors, instead of guards attached
with screws, to be able to take the necessary measures
for removing production disturbances
– a safety system that is practical for all types of work
tasks, even when removing production disturbances
1– 10 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
Examples of regularly used EN/ISO standards
EN ISO 12100
EN ISO 13857
EN 349
(ISO 13854)
EN ISO 13850
EN 574
EN ISO 14120
EN ISO 13849-1
Safety of machinery - General principles for
design - Risk assessment and risk reduction
Safety of machinery - Safety distances to
prevent hazard zones being reached by upper and lower limbs
Safety of machinery – Minimum gaps to
avoid crushing of parts of the human body
Safety of machinery – Emergency stop –
Principles for design
Safety of machinery – Two-hand control
devices – Functional aspects – Principles for
design
Safety of machinery – Guards – General requirements for the design and construction
of fixed and movable guards
Safety of machinery – Safety-related parts
of control systems – Part 1: General principles for design
The primary purpose of this standard is to provide designers with an overall framework and guidance for decisions during the development of machinery to enable them
to design machines that are safe for their intended use.
This standard establishes values for safety distances to prevent danger zones being
reached by the upper and lower limbs. The distances apply when adequate safety can
be achieved by distances alone.
The object of this standard is to enable the user (e.g. standard makers, designers of
machinery) to avoid hazards from crushing zones. It specifies minimum gaps relative
to parts of the human body and is applicable when adequate safety can be achieved
by this method.
This standard specifies design principles for emergency stop equipment for machinery. No account is taken of the nature of the energy source.
This standard specifies the safety requirements of a two-hand control device and
its logic unit. The standard describes the main characteristics of two-hand control
devices for the achievement of safety and sets out combinations of functional characteristics for three types.
This standard specifies general requirements for the design and construction of
guards provided primarily to protect persons from mechanical hazards.
This standard provides safety requirements and guidance on the principles for
the design of safety-related parts of control systems. For these parts it specifies
categories and describes the characteristics of their safety functions. This includes
programmable systems for all machinery and for related protective devices. It applies
to all safety-related parts of control systems, regardless of the type of energy used,
e.g. electrical, hydraulic, pneumatic, mechanical. It does not specify which safety
functions and which categories shall be used in a particular case.
EN ISO 13849-2
EN 62061
EN ISO 13855
EN ISO 14119
EN 60204-1
Safety of machinery - Safety-related parts
of control systems - Part 2: Validation
Safety of machinery - Functional safety of
safety-related electrical, electronic and programmable electronic control systems
Safety of machinery - Positioning of
safeguards with respect to the approach
speeds of parts of the human body
Safety of machinery - Interlocking devices
associated with guards - Principles for design and selection
Safety of machinery - Electrical equipment
of machines - Part 1: General requirements
This standard specifies the procedures and conditions to be followed for the validation by analysis and testing of:
• the safety functions provided, and
• the category achieved of the safety-related parts of the control system in compliance with EN 954-1 (ISO 13849-1), using the design rationale provided by the designer.
The standard defines the safety requirements and guiding principles for the design of
safety-related electrical/electronic/programmable parts of a control system.
This standard provides parameters based on values for hand/arm and approach
speeds and the methodology to determine the minimum distances from specific sensing or actuating devices of protective equipment to a danger zone.
This standard specifies principles for the design and selection — independent of the
nature of the energy source — of interlocking devices associated with guards.
The standard provides measures to minimize defeat of interlocking devices in a
reasonably foreseeable manner.
This part of IEC 60204 provides requirements and recommendations relating to the
electrical equipment of machines so as to promote:
– safety of persons and property;
– consistency of control response;
– ease of maintenance.

INTRODUCTION 1– 11
—
Standards for safety in control systems
Building a protection system that works in practice and provides sufficient safety requires expertise in several areas.
The design of the safety functions in the protection system in order to ensure they provide sufficient reliability is a key
ingredient. As help for this there is, for example, the EN ISO 13849-1 standard. The purpose of this text is to provide
an introduction to the standard and its application in conjunction with our products. Please note that outside of the
European Union there are often other standards that are used in place of EN ISO 13849.
Introducing the standard
The generation change for standards on safety in control
systems introduced new concepts and calculations for
machine builders and machine users. The EN 954-1 standard
has been phased out and is replaced by EN ISO 13849-1
(PL, Performance Level) and EN 62061 (SIL, Safety Integrity
Level).
To calculate which PL level the system achieves you need to
know the following:
– The system’s structure (categories B, 1-4)
– The Mean Time To dangerous Failure of the component
(MTTF
)
d
– The system’s Diagnostic Coverage (DC)
1
PL or SIL? What should I use?
The standard you should use depends on the choice of technology, experience and customer requirements.
Choice of technology
– PL (Performance Level) is a technology-neutral concept
that can be used for electrical, mechanical, pneumatic and
hydraulic safety solutions.
– SIL (Safety Integrity Level) can, however, only be used for
electrical, electronic or programmable safety solutions.
Experience
EN ISO 13849-1 uses categories from EN 954-1 for defining the system structure, and therefore the step to the new
calculations is not so big if you have previous experience
of the categories. EN 62061 defines the structures slightly
differently.
Customer requirements
If you or your end customer comes from an industry that is
accustomed to using SIL (e.g. the process industry), requirements can also include safety functions for machine safety
being SIL rated.
We notice that most of our customers prefer PL as it is technology-neutral and that they can use their previous knowledge in the categories. In this text we show some examples
of how to build safety solutions in accordance with EN ISO
13849-1 and calculate the reliability of the safety functions
to be used for a particular machine. The examples in this
text are simplified in order to provide an understanding of
the principles. The values used in the examples can change.
What is PL (Performance Level)?
PL is a measure of the reliability of a safety function. PL is
divided into five levels (a-e). PL e gives the best reliability
and is equivalent to that required at the highest level of risk.
You will also need to:
– protect the system against simultaneous failure of both
channels (CCF)
– protect the system from systematic errors built into the
design
– follow certain rules to ensure software can be developed
and validated in the right way
The five PL-levels (a-e) correspond to certain ranges of
-values (probability of dangerous failure per hour).
PFH
D
These indicate how likely it is that a dangerous failure could
occur over a period of one hour. In the calculation, it is ben-
eficial to use PFH
-values directly as the PL is a simplifica-
D
tion that does not provide equally accurate results.
What is the easiest way of complying with the standard?
1. Use pre-calculated components.
As far as it is possible, use components with pre-calculated
PL and PFH
-values. You then minimise the number of calcu-
D
lations to be performed. All ABB Jokab Safety products have
pre-calculated PFH
-values.
D
2. Use a calculation tool.
With the calculation softwares FSDT or SISTEMA you avoid
making calculations by hand. You also get help to structure
your safety solutions and provide the necessary documenta-
tion.
3. Use Pluto or Vital
Use the Pluto programmable safety controller or Vital safety
controller. Not only is it easier to make calculations and
changes in the future, but above all it is easier to ensure a
higher level of safety.
1– 12 SAFET Y PRODUCTS CATALOG ABB JOKAB SAFETY
1
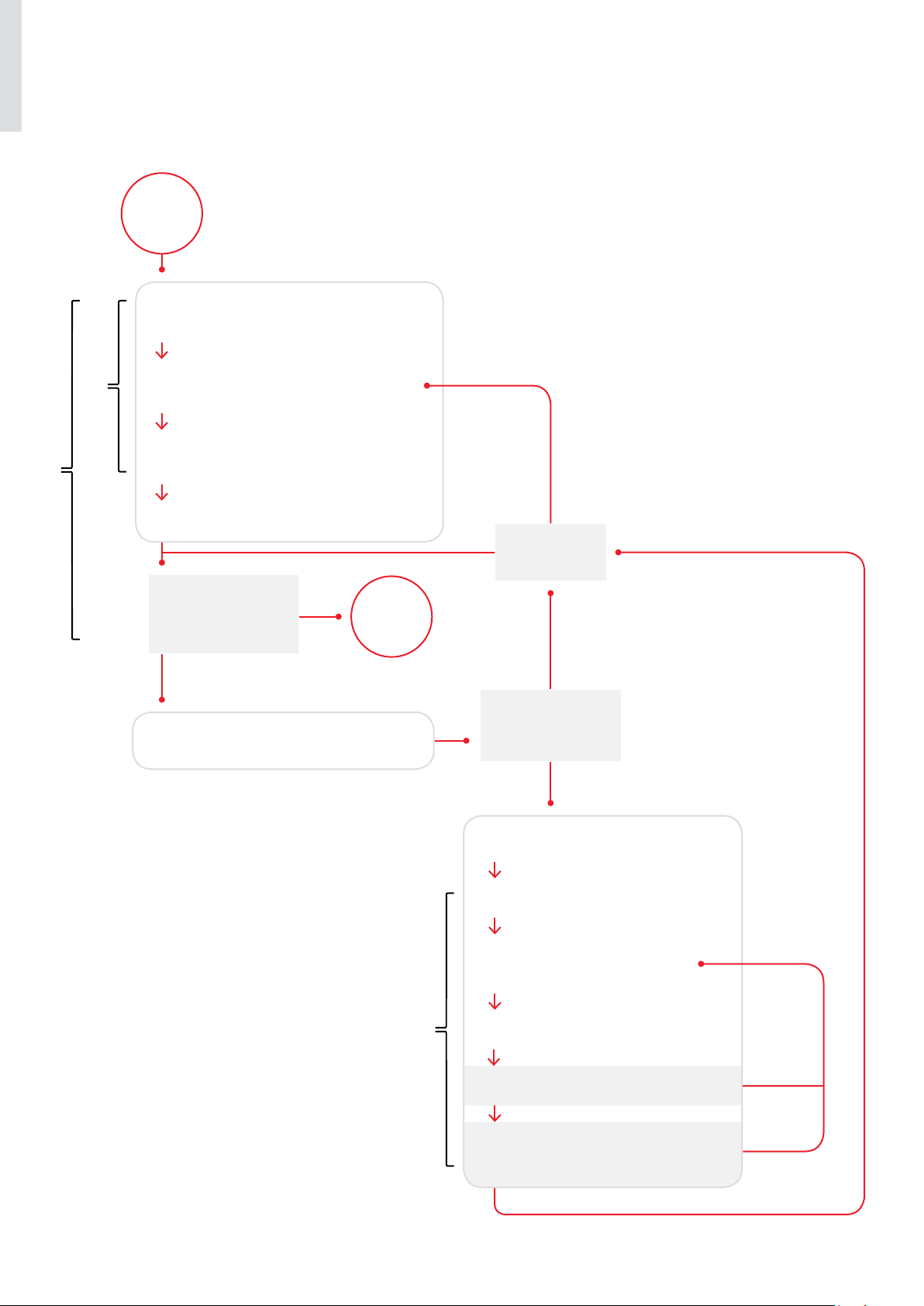
START
Step 1
Determine the system’s scope
(space, usage, time, environment)
Identify risk sources
(all work operations during the life cycle)
Risk analysis
Estimate the risk
(determine PL
with S, F and P)
r
Risk assessment
Evaluate the risk (is action required?)
No
Are new risks
Yes
generated?
Has the risk
been adequately
Yes
END
reduced?
No
Step 2
Reduce the risk
(redesign, use protection, information)
Is the measure
dependent on the
control system?
No
Yes
Step 3
Identify the safety functions
Determine PL
Design and implement the
solution for the safety function
r
Are all safety functions executed?
Calculate PL
Verify that PL ≥ PL
r
Yes
Validate
Have other require ments been met?
Yes
No
No
PL
low risk
INTRODUCTION 1– 13
1
Risk estimation
To calculate the performance level required (PL
).
r
S Severity of injury
S1 slight (normally reversible injury)
S2 serious (normally irreversible injury or death)
F Frequency and/or exposure to hazard
F1 seldom to less often and/or exposure time is short
F2 frequent to continuous and/or exposure time is
long
P Possibility of avoiding hazard or limiting harm
P1 possible under specific conditions
P2 scarcely possible
Risk assessment and risk minimisation
According to the Machinery Directive, the machine builder
(anyone who builds or modifies a machine) is required to
perform a risk assessment for the machine design and also
include an assessment of all the work operations that need
to be performed. EN ISO 12100 stipulates the requirements
for a risk assessment. It is this that EN ISO 13849-1 is based
on, and a completed risk assessment is a prerequisite for
being able to work with the standard.
Step 1 – Risk assessment
A risk assessment begins with determining the scope of the
machine. This includes the space that the machine and its
operators need for all of its intended applications, and all
operational stages throughout the machine’s life cycle.
All risk sources must then be identified for all work operations throughout the machine’s life cycle.
A risk estimation is made for each risk source, i.e. indication
of the degree of risk. According to EN ISO 13849-1 the risk is
estimated using three factors: injury severity (S), frequency
of exposure to the hazard (F) and the possibility you have
of avoiding or limiting the injury (P). For each factor two
options are given. Where the boundary between the two options lies is not specified in the standard, but the following
are common interpretations and our recommendations:
S1 bruises, abrasions, puncture wounds and minor
crushing injuries
S2 skeletal injuries, amputations and death
F1 less frequent than once a week
F2 once a week or more often
P1 slow machine movements, plenty of space, low
power
P2 quick machine movements, crowded, high power
By selecting S, F and P for the risk, you will get the PL
that is
r
necessary for the risk source.
Finally, the risk assessment includes a risk evaluation where
you determine if the risk needs to be reduced or if sufficient
safety is ensured.
r
P
1
F
1
P
2
S
1
F
P
2
1
P
2
P
1
F
P
1
S
2
2
P
1
F
2
P
2
a
b
c
d
e
high risk
Step 2 – Reduce the risk
If you determine that risk reduction is required, you must
comply with the priority in the Machinery Directive in the
selection of measures:
1. Avoid the risk already at the design stage. (E.g. reduce
power, avoid interference in the danger zone.)
2. Use protection and/or safety devices.
(E.g. fences, light grids or control devices.)
3. Provide information about how the machine can be
used safely. (E.g. in manuals and on signs.)
If risk reduction is performed using safety devices, the
control system that monitors these needs to be designed as
specified in EN ISO 13849-1.
Step 3 - Design and calculate the safety functions
To begin with you need to identify the safety functions on
the machine. (Examples of safety functions are emergency
stop and monitoring of gate.)
For each safety function, a PL
should be established (which
r
has often already been made in the risk assessment). The
solution for the safety function is then designed and implemented. Once the design is complete, you can calculate the
PL the safety function achieves. Check that the calculated
PL is at least as high as PL
and then validate the system
r
as per the validation plan. The validation checks that the
specification of the system is carried out correctly and that
the design complies with the specification.You will also need
to verify that the requirements that are not included in the
calculation of the PL are satisfied, that is, ensure that the
software is properly developed and validated, and that you
have taken adequate steps to protect the technical solution
from systematic errors.
1– 14 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
PFH
10
PL
D
-4
a
-5
10
b
-6
3x10
c
-6
10
d
-7
10
e
-8
10
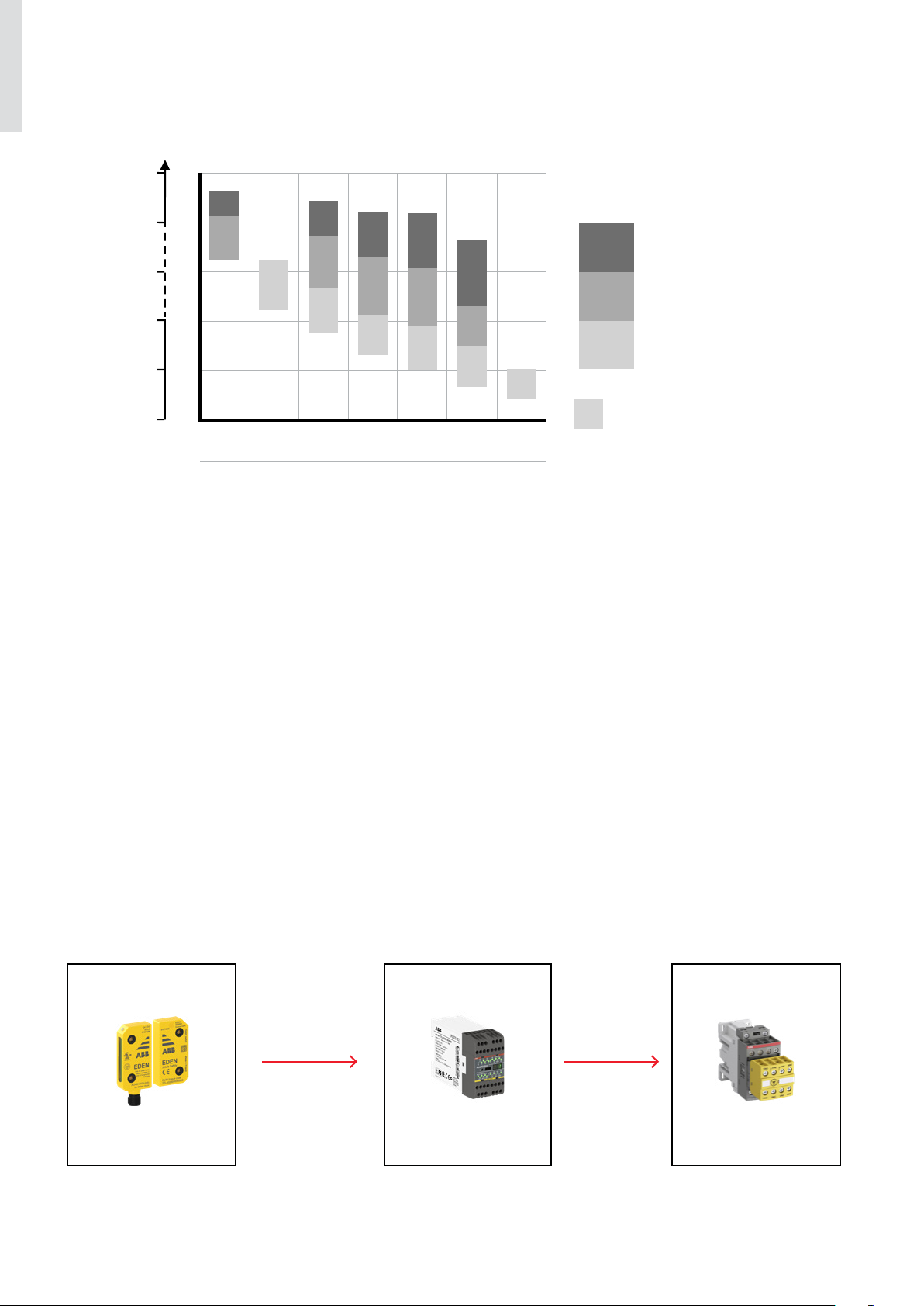
The relationship between categories, the DC
DC
noneDCnoneDClow
Cat.B Cat.1 Cat.2Cat.2 Cat.3Cat. 3 Cat.4
MTTF
d
low
MTTF
d
medium
MTTF
d
high
DC
mediumDClow
, MTTFd for each channel and PL. The table also shows the PFHD-range that corresponds to each PL.
avg
DC
mediumDChigh
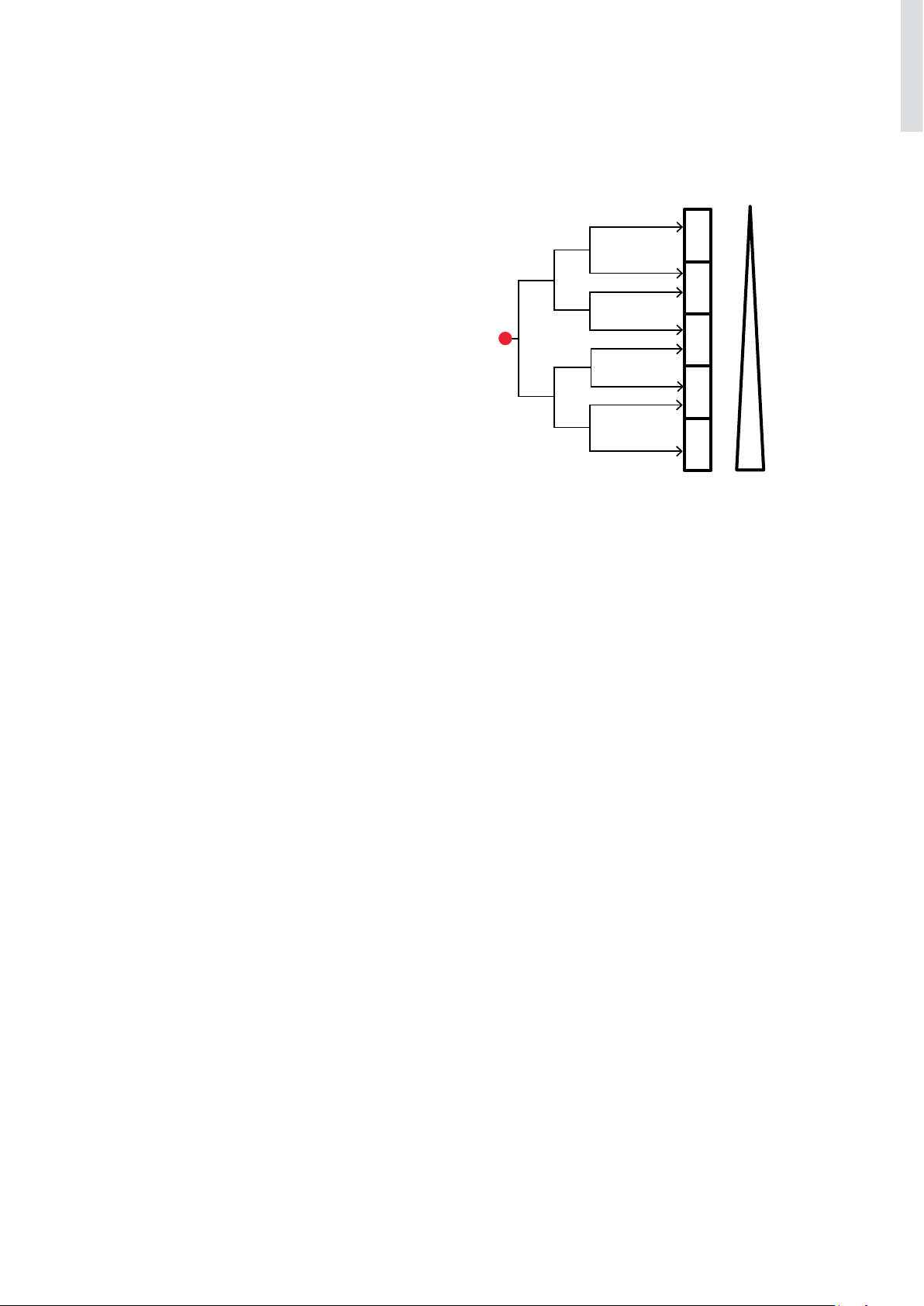
PL calculation in Step 3
When you calculate the PL for a safety function, it is easiest to split it into separate, well defined blocks (also called
subsystems). It is often logical to make the breakdown
according to input, logic and output (e.g. switch - safety
relay - contactors), but there may be more or fewer than
three blocks depending on the connection and the number
of components used (an expansion relay could for example
create an additional logic block) .
For each block, you calculate a PL or PFH
-value. It is easiest
D
if you obtain these values from the component manufacturer, so you do not have to calculate yourself. The manufacturer of switches, sensors and logic devices often have
Safety function (SF)
Input
PL and PFH
-values for their components, but for mechani-
D
cal devices (such as key switches or contactors) a PL-value
cannot be supplied since it depends on how often the
component will be used. You then need to calculate yourself
according to EN ISO 13849-1 or use default values from the
standard, if provided.
To calculate PL or PFH
category, DC and MTTF
for a block, you need to know its
D
. In addition, you need to protect the
d
system against systematic errors and ensure that an error
does not knock out both channels, and generate and validate any software used correctly. The following text gives a
brief explanation of what to do.
Logic
Output
PFH
PL/PFH
D, Tota l
D
PFH
=
D, Input
+
PL/PFH
PFH
D
D, Logic
+
PL/PFH
PFH
D, Output
D
INTRODUCTION 1– 15
Category
The structure for the component(s) in the block is assessed
to determine the category (B, 1-4) it corresponds to. For
category 4, for example, individual failures do not result in
any loss of the safety function.
In order to achieve category 4 with contactors, you need to
have two channels - i.e., two contactors - that can cut the
power to the machine individually. The contactors need to be
monitored by connecting opening contacts to a test input
on, for example a safety relay. For monitoring of this type to
work, the contactors need to have positive-guided contacts.
Diagnostic Coverage (DC)
A simple method to determine DC is explained in Appendix
E in EN ISO 13849-1. It lists various measures and what they
correspond to in terms of DC. For example, DC=99 % (which
corresponds to DC high) is achieved for a pair of contactors
by monitoring the contactors with the logic device.
Mean Time To dangerous Failure (MTTF
The MTTF
-value should primarily come from the manufac-
d
)
d
turer. If the manufacturer cannot provide values, they are
given from tables in EN ISO 13849-1 or you have to calculate
MTTF
using the B
d
-value, (average number of cycles until
10d
10% of the components have a dangerous failure). To calculate the MTTF
, you also need to know the average number
d
of cycles per year that the component will execute.
Calculation of the average number of cycles is as
follows:
B
10d
MTTFd =
0,1 x n
op
where
x hop x 3600
d
op
n
=
op
nop = Number of cycles per year
= Operation days per year
d
op
= Operation hours per day
h
op
= Cycle time (seconds)
t
cycle
Example: dop= 365 days, hop= 24 hours and t
onds (2 times/hour) which gives nop= 17,520 cycles. With a
B
=2·106 this gives a MTTFd=1,141 year which corresponds
10d
to MTTFd=high.
Note that when you calculate MTTF
cording to the total number of cycles the component will be
working. A typical example of this is the contactors that frequently work for several safety functions simultaneously. This
means that you must add the number of estimated cycles per
year from all the safety functions that use the contactors.
When MTTF
is calculated from a B
d
t
cycle
= 1,800 sec-
cycle
you have to calculate ac-
d
-value, also consider
10d
that if the MTTF
needs to be replaced after 10% of the MTTF
the T
-value). That is, a component with MTTFd = 160 years
10d
-value is less than 200 years, the component
d
-value (due to
d
needs to be replaced after 16 years in order for the conditions for achieving PL to continue to be valid. This is because
EN ISO 13849-1 is based on a “mission time” of 20 years.
Common Cause Failure (CCF)
In Appendix F of EN ISO 13849-1 there is a table of actions to
be taken to protect against CCF, to ensure a failure does not
knock out both channels.
Systematic errors
Appendix G of EN ISO 13849-1 describes a range of actions
that need to be taken to protect against incorporating faults
into your design.
PL for safety functions
PL is given in the table on the previous page. If you want to
use an exact PFH
-value instead, this can be produced using
D
a table in Appendix K in EN ISO 13849-1.
Once you have produced the PL for each block, you can
generate a total PL for the safety function in Table 11 of
EN ISO 13849-1. This gives a rough estimate of the PL. If you
have calculated PFH
total of PFH
for the safety function by adding together all
D
the values of the blocks. The safety function’s total PFH
for each block instead, you can get a
D
D
corresponds to a particular PL in Table 3 of EN ISO 13849-1.
Requirements for safety-related software
If you use a safety PLC for implementing safety functions, this places requirements on how the software is
developed and validated. To avoid error conditions, the
software should be readable, understandable and be
possible to test and maintain.
A software specification must be prepared to ensure
that you can check the functionality of the program. It is
also important to divide the program into modules that
can be tested individually. Paragraph 4.6 and Appendix J of EN ISO 13849-1 specify requirements for safety
related software.
The following are examples of requirements for software from EN ISO 13849-1:
– A development life cycle must be produced with
validation measures that indicate how and when the
program should be validated, for example, following
a change.
– The specification and design must be documented.
– Function tests must be performed.
– Validated functional blocks must be used whenever
possible.
– Data and control flow are to be described using, for
example, a condition diagram or software flow chart.
1
PL
low risk
1– 16 SAFETY PRODUC TS CATALOG ABB JOKAB SAFETY
1
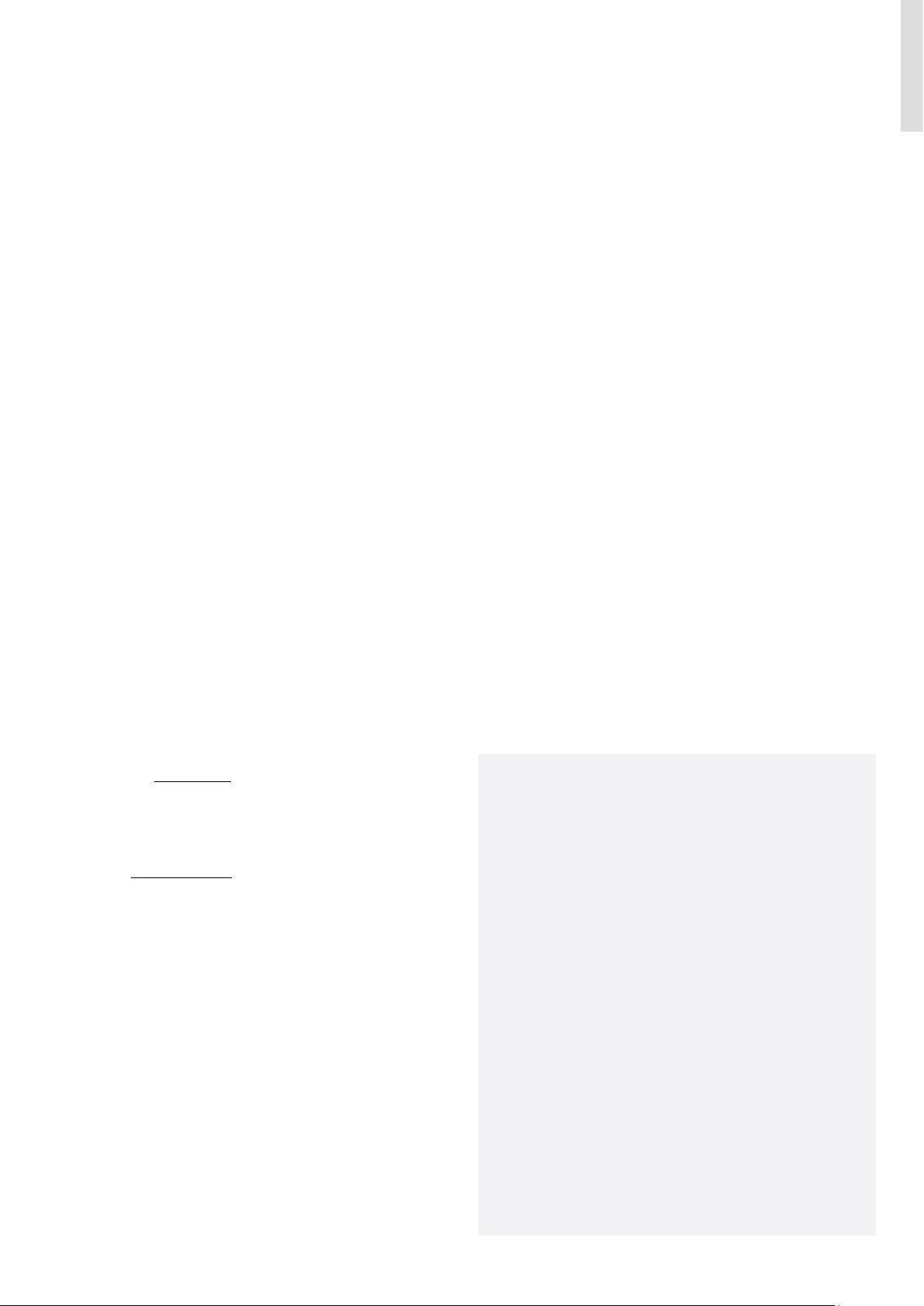
—
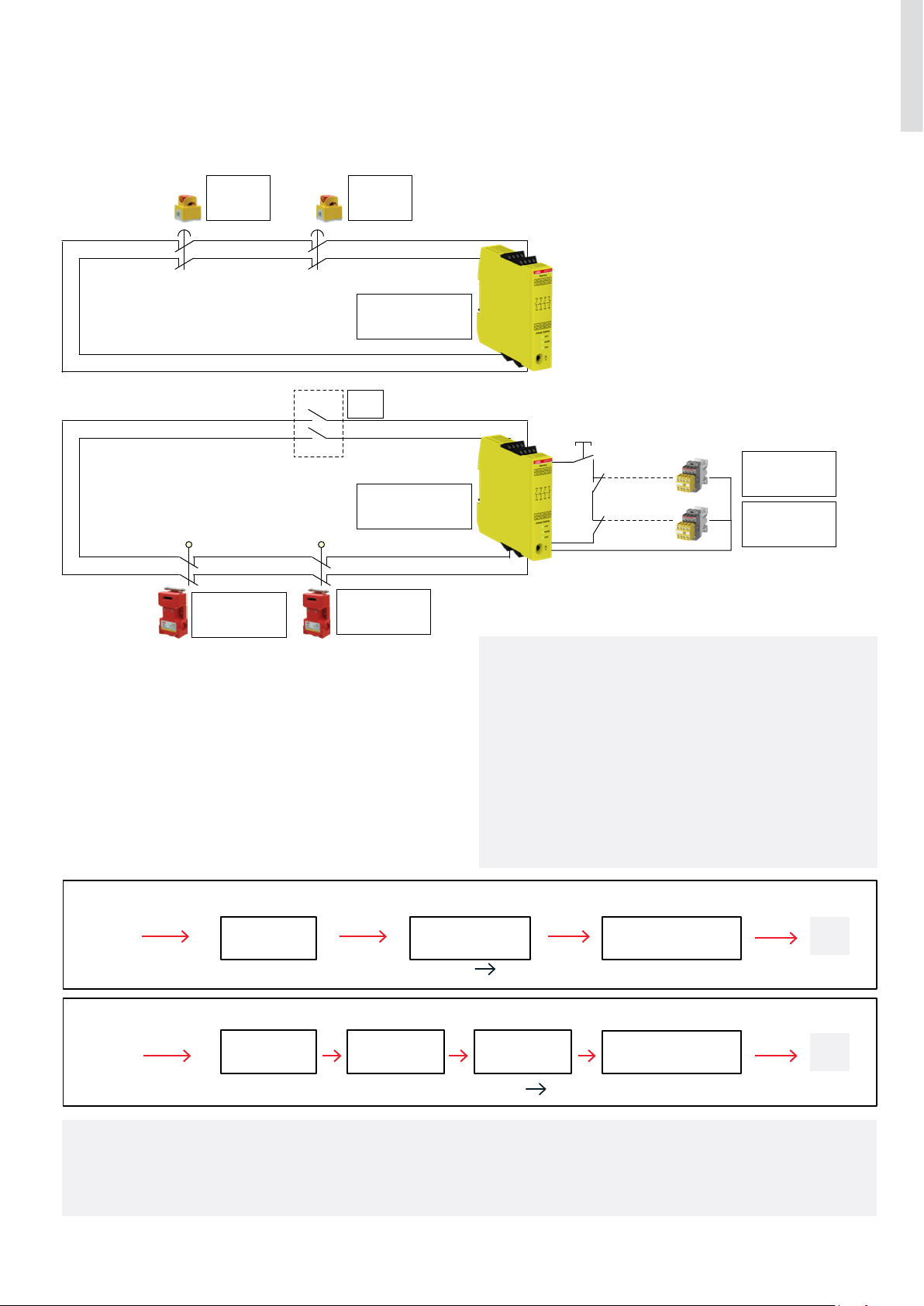
Case study 1 - Safety relay Sentry
Protection layout for a packaging machine with low risks
Key switch MKey5
Monitors that the door is
closed.
Safety relay Sentry
Monitors safety components.
Step 1 – Risk assessment
Food to be packaged is loaded into the cell manually
through the rear door. A batch is prepared for the packing
conveyor in the infeed hopper. The cell is reset and restarted. The packaging machine with conveyor belt only operates when both doors are closed and when the protection
system has been reset.
In the risk assessment it was established that the machine
is to be operated in three shifts (8 hours per shift) 365 days
a year. The total access to the danger zone is estimated to
be two times per hour (F2), including manual packaging and
tending operational disturbances. Unexpected start-ups are
not considered to cause serious injury but rather minor healable injuries (S1). The operator is considered not to have the
possibility of avoiding injury as the machine moves quickly
(P2).
The number of cycles for the safety function = 365 days/
year x (3x8) hours/day x 2 cycles/hour = 17,520 cycles/year
The assessment for the safety function required for access
to the machine is PL
= c (S1, F2, P2). In addition to this safety
r
function, an emergency stop function is needed. This is also
assessed as PL
=c.
r
Emergency stop button
To stop the machine in
case of danger.
Step 2 – Reduce the risk
As protection, an interlocked door is selected with the key
switch MKey5. Stopping time is short enough for the dangerous movement to have ceased before the operator can
access it. The emergency stop is placed within easy reach,
on both sides of the cell near the doors.
r
P
1
F
1
P
2
S
1
F
P
2
1
P
2
P
1
F
P
1
S
2
2
P
1
F
2
P
2
a
b
c
d
e
high risk
Determination of the PLr necessary for the safety function with interlocked
door for this example.
NOTE!
The assessment needs to be made for each safety function.
INTRODUCTION 1 – 17
1
S1
E-stop
B2
Key switch
S2
E-stop
K1
Sentry SSR10
K1
K2
Sentry SSR10
B1
Key switch
*
* Monitoring of contactors
with K2
Q1
Contactor
Q2
Contactor
Step 3 - Calculate the safety functions
The output subsystem that is composed of double moni-
-8
tored contactors has been calculated at 2.47x10
. The safety
functions are represented by block diagrams.
Safety functions 1 and 2 are identical. Therefore, only safety
function 1 is shown.
Safety functions 3 and 4 are identical. Therefore, only safety
function 3 is shown.
Safety function 1
=c
PL
r
PFH
D, MKey5
+ PFH
D, Sentry
Safety function 3
PLr=c
PFH
D, E-stop
+ PFH
D, Sentry
Input Logic
B1
MKey5 (PL c)
+ PFH
+ PFH
= 1.14x10-6 + 4.9x10-9 + 2.47x10-8 = 1.17x10-6 PL c
D, Contactors
Input Output
S1
E-stop (PL e)
= 4.3x10-8 + 4.9x10-9 + 4.9x10
D, Contactors
Logic
K1
Sentry (PL e)
K2
Sentry (PL e)
-9
+ 2.47x10-8 = 7.75x10-8 PL e
How safe is a mechanical switch?
Mechanical switches have a tendency to break if misused.
Manufacturer instructions must be followed, e.g. no
excessive force or dirty environment. For interlocking
switches in general EN ISO 14119 must be considered. It
handles e.g. the possibility to defeat a switch and requirements on key switches. Connecting key switches in series
gives a significant risk of masking errors, as stated in the
technical report ISO/TR 24119, which limits the maximum
achievable DC depending on the number of frequently
used doors connected in series.
Logic
K2
Sentry (PL e)
Output
Q1/Q2
Contactors (PL e)
Q1/Q2
Contactors (PL e)
Result
PL c
Result
PL e
The reason for not achieving more than PL c with Safety function 1 is that only one key switch is used per door, and a
key switch is mechanically a Category 1 device. For e-stop devices though, a fault exclusion for the mechanical parts
is allowed according to EN ISO 13849-2 if a maximum number of operations is considered. For this solution to reach a
higher PL, EN ISO 14119 and ISO/TR 24119 need to be consulted.
PL
low risk
1– 18 SAFETY PRODUC TS CATALOG ABB JOKAB SAFETY
1
—
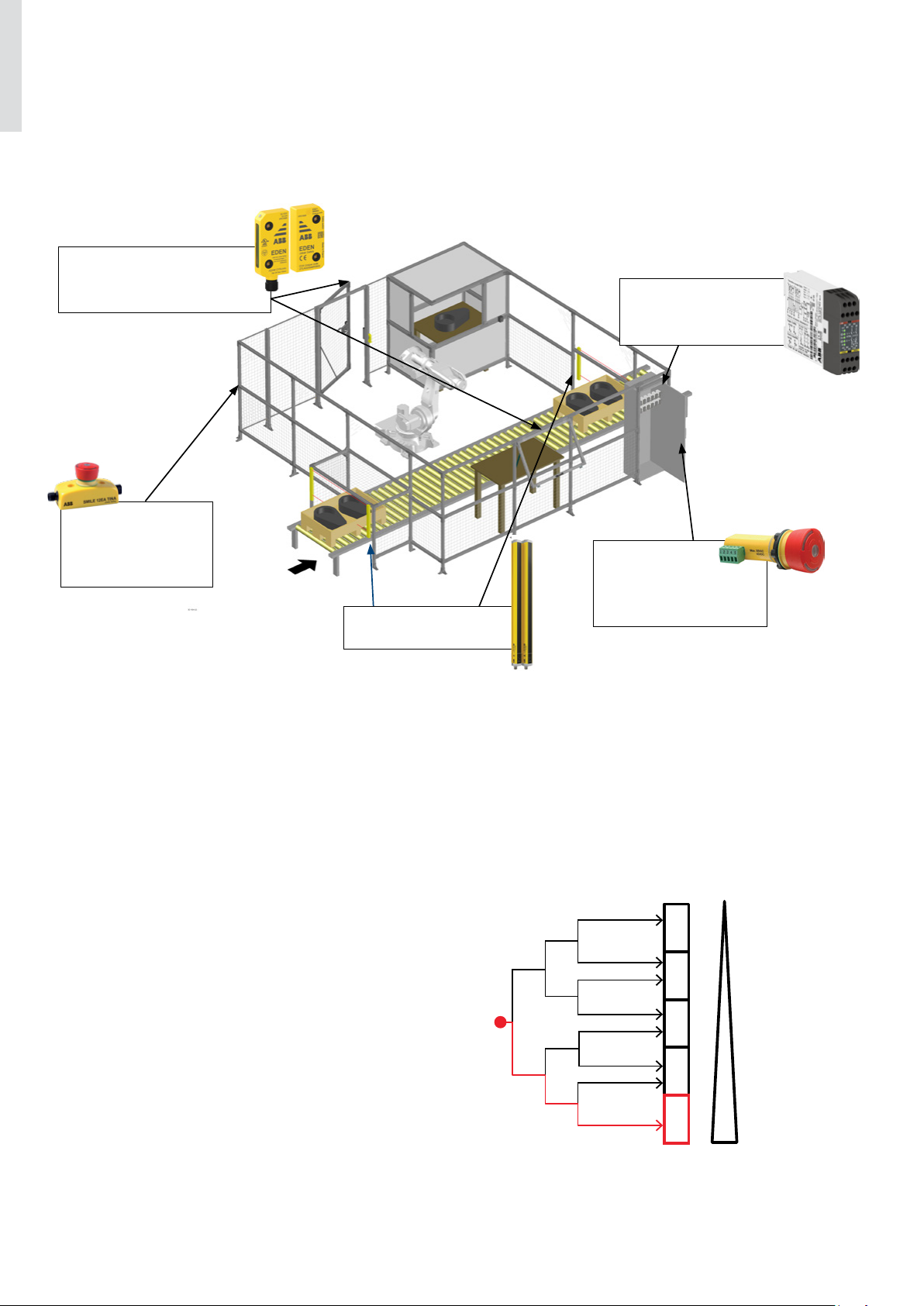
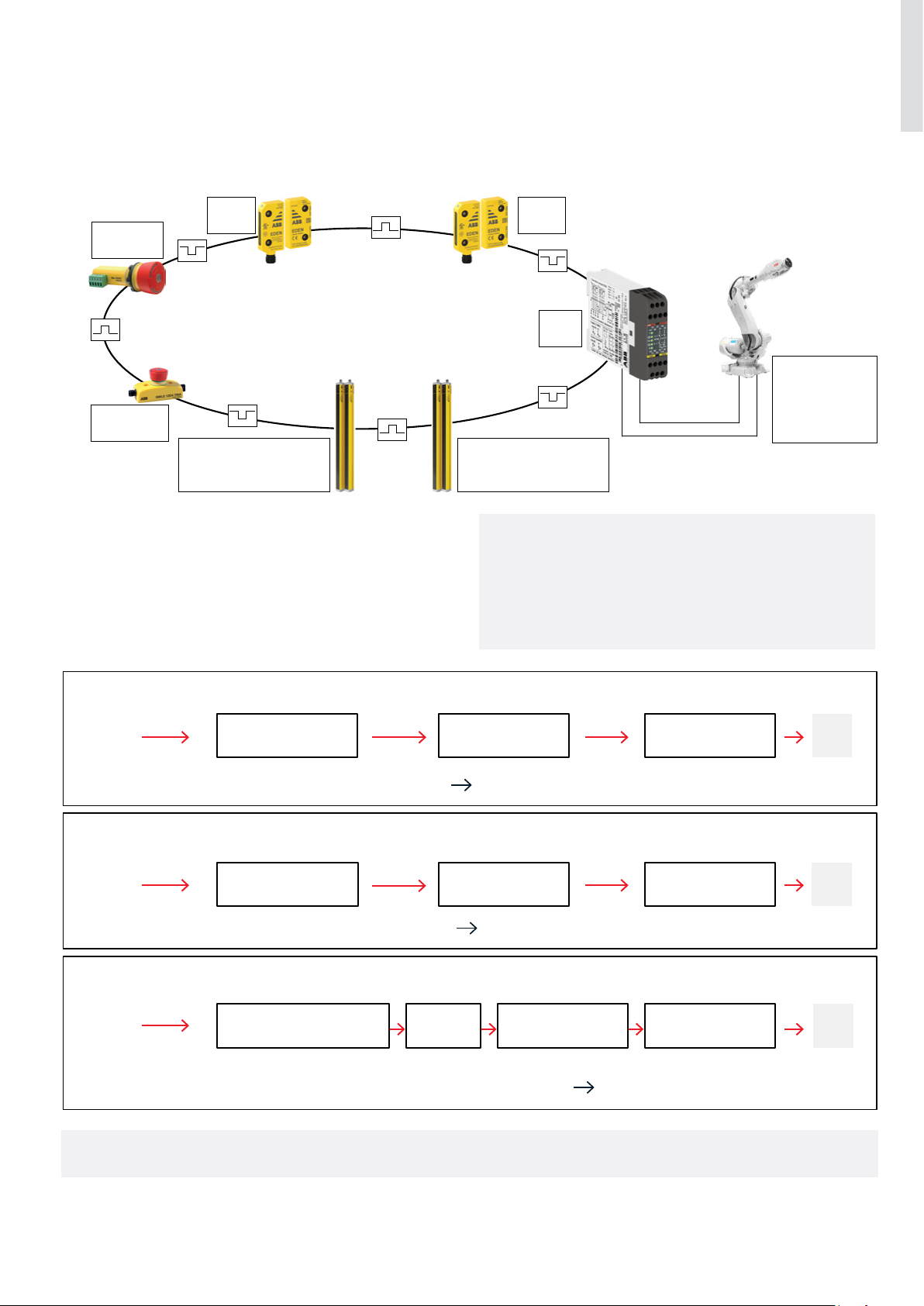
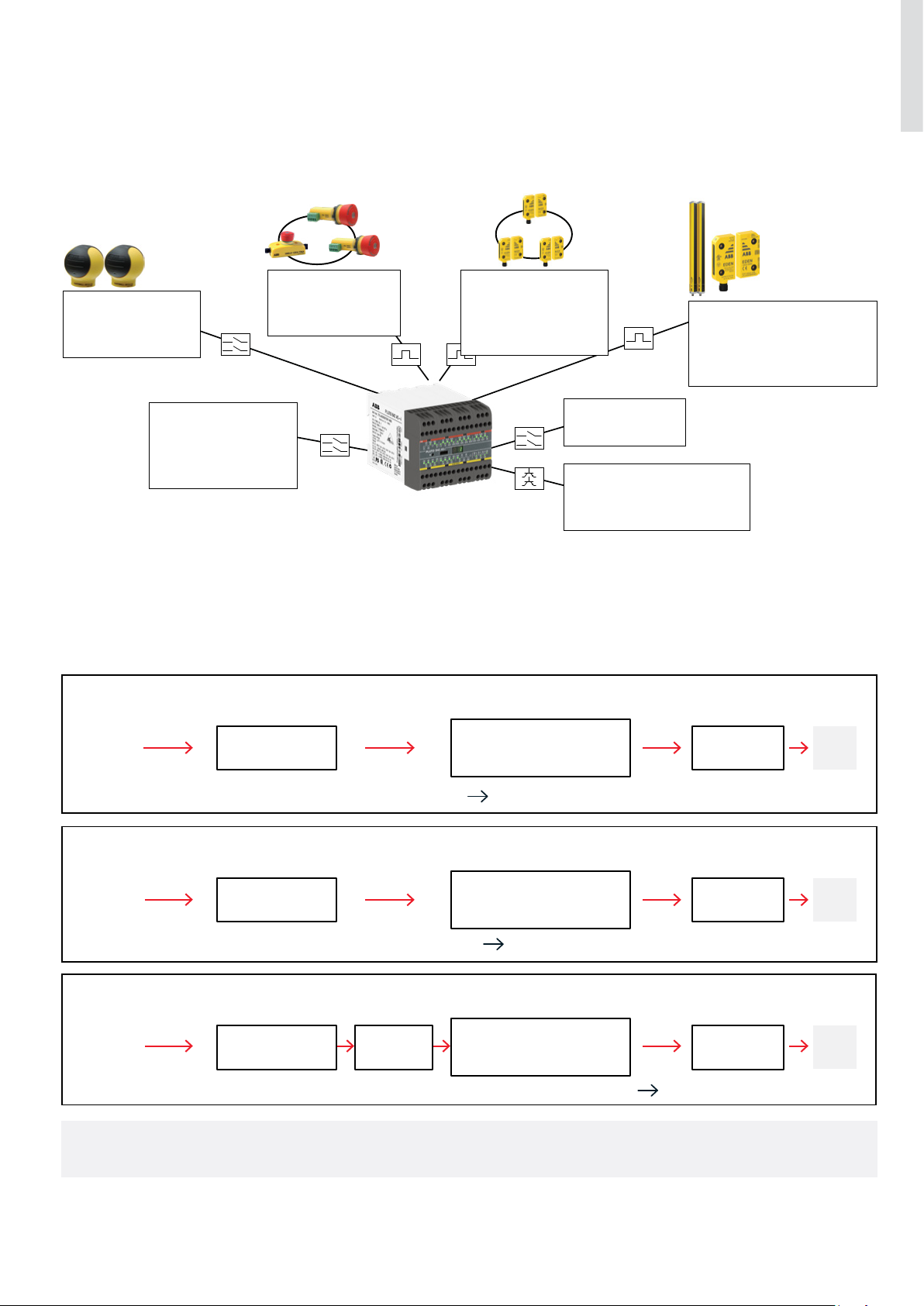
Case study 2 - Safety controller Vital
Protection layout for a robot cell with high risks
Non-contact sensor, Eden
Monitors that the doors and
hatches are closed.
Safety controller, Vital
Monitors safety
components in series.
Emergency stop
button, Smile Tina
To stop the machine
in case of danger.
Light curtain, Orion
Monitors the passages.
Step 1 – Risk assessment
The workpieces are transported into the robot cell where
the robot places them in a test cabinet. Approved workpieces leave the cell on the conveyor belt, while workpieces
that fail the tests are placed on the table for manual adjustments. The work that needs to be done in the robot cell is to
correct operational disturbances for the test equipment and
the conveyor belt (about once an hour), unloading from the
manual station (about once an hour), program adjustments
(once/week) and cleaning (once/week) (F2). Unexpected
start-ups of the robot are considered to cause potentially
serious injury (S2). The operator is considered not to have
the possibility of avoiding injury as the robot moves quickly
(P2). The risk estimation gives PLr=e (S2, F2, P2) for the
safety functions required for access to the machine.
The standard for robot systems/cells (EN ISO 10218-2) specifies that safety functions shall comply with at least PL d, unless the risk assessment determines otherwise. In this case
the risk assessment gives us PL
= e.
r
Step 2 – Reduce the risk
As protection, the door and hatch are interlocked with Eden noncontact sensors. To protect against entering the cell the wrong
way, transport of materials in and out is protected with light cur
tains and provided with muting to distinguish between material
and people. The emergency stop function is also a safety function
Emergency stop
button INCA Tina
To stop the machine in
case of danger.
that is required.
The energy to all hazardous machine functions shall be removed by all safety functions.
The solution with Vital makes it possible to implement a
robot application with only one safety controller, which does
not need to be configured or programmed. Vital makes it
possible to connect up to 30 safety functions in a single
DYNlink loop, with PL e in accordance with EN ISO 13849-1.
r
P
1
F
1
P
2
S
1
F
P
2
1
P
2
P
1
F
P
1
S
2
Determination of PLr for the safety function with interlocked door.
2
P
1
F
2
P
2
a
b
c
d
e
high risk
NOTE!
The assessment needs to be made for each safety function.
INTRODUCTION 1– 19
1
B2
S1
Eden
Inca Tina
S2
Smile Tina
B4
Orion 2E with OMC1,
MuteR2 and Tina 10B
Step 3 - Calculate the safety functions
The PFH
-value of the robot’s safety stop input is 5.79x10-8
D
(the value applies to ABB industrial robots with IRC5 controller). The safety functions are represented by block diagrams.
B5
Eden
K1
Vital
Q1
Machine
stop input
for robot,
redundant
B3
Orion 2E with OMC1,
MuteR2 and Tina 10B
Safety function 3 - muting of light guards
If the logic of the muting function is included in the light
guard, the PFH
the PFH
D
-value of the light guard should include
D
-values for the muting components. If the logic
is external (i.e. safety PLC) the muting sensors should
be added as separate blocks in the safety function.
Safety function 1
PLr=e
PFH
+ PFH
D, Eden
D, Vital
Safety function 2
=e
PL
r
PFH
D, Smile Tina
+ PFH
D, Vital
Safety function 3
PLr=e
PFH
+ PFH
D, Orion
D, Tina 10
+ PFH
+ PFH
+ PFH
Input
B1
Eden (PL e)
= 4.5x10-9 + 2.74x10-8 + 5.79x10-8 = 8.98x10-8 PL e
D, Robot
Input
S2
Smile Tina (PL e)
= 4.66x10-9 + 2.74x10-8 + 5.79x10-8 = 9.0x10-8 PL e
D, Robot
Input
B3
Orion with muting (PL e)
D, Vital
+ PFH
= 2.64x10-9 + 4.5x10-9 + 2.74x10-8 + 5.79x10-8 = 9.24x10-8 PL e
D, Robot
Tina 10B
(PL e)
Logic
K1
Vital (PL e)
Logic
K1
Vital (PL e)
Logic
K1
Vital (PL e)
Output
Q1
Robot (PL e)
Output
Q1
Robot (PL e)
Output
Q1
Robot (PL e)
Result
PL e
Result
PL e
Result
PL e
These safety functions with Vital meet PL e in accordance with EN ISO 13849-1. Note that the above functions are only
selected examples of the safety functions in the robot cell.
PL
low risk
PL
low risk
1– 20 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
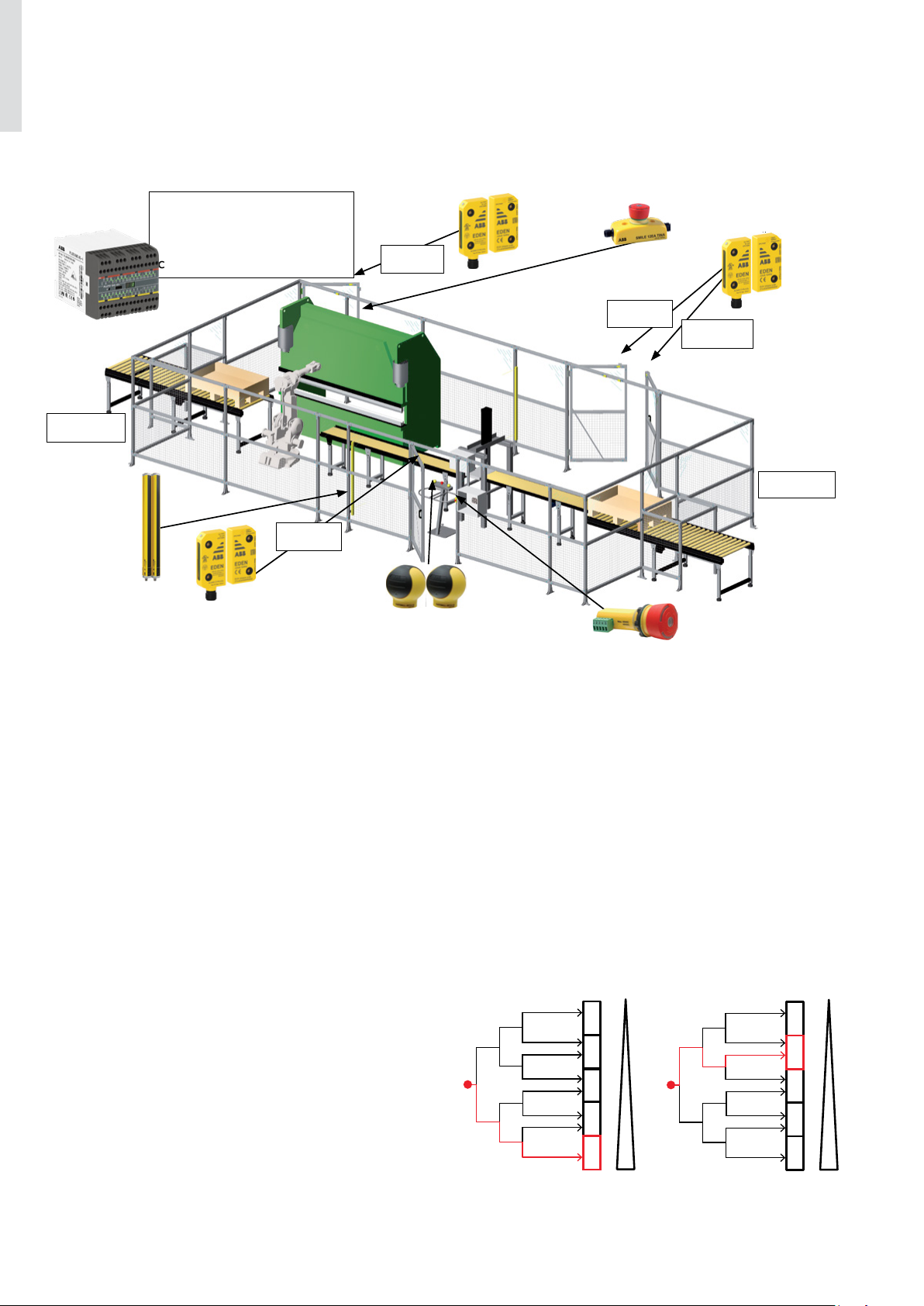
Case study 3 - Programmable safety controller Pluto
Protection layout for a production cell with high risks
Programmable safety
controller Pluto
Monitors safety
components.
Station 2
Door 4
Door 3
Door 2
Door 1
Step 1 – Risk assessment
The workpieces are fed into the cell through a conveyor belt
and positioned by the operator in the pneumatic machining
tool in station 1. The operator starts station 1 manually. The
operator then places the workpiece on the conveyor belt for
transfer to station 2. A light curtain prevents the operator
from entering station 2 unnoticed. The robot in station 2
places the workpiece in the hydraulic press. The workpiece
leaves the cell by transport out onto the conveyor.
The work that needs to be done in station 2 is, e.g. to address operational disturbances in the press and the robot
a few times a week (F2). Unexpected start-ups of the robot
are considered to cause serious injury (S2). The operator
is considered not to have the possibility of avoiding injury
as the robot moves quickly (P2). The risk estimation for the
safety function required for access to station 2 is PL
=e (S2,
r
F2, P2). This estimation would still be the same for the press.
For the safety function for the risks associated with the conveyor belt, the estimation S1, F2, P1 is made giving PL
= b.
r
Step 2 – Reduce the risk
As protection, interlocked doors are selected with the Eden
non-contact sensor. Station 1 with the pneumatic machining
tool is operated by a two-hand device. When the two-hand
device is released, the dangerous movement will be stopped
safely. Station 2 can be in automatic mode, when a light
curtain (Orion) and a non-contact sensor at door 4 (Eden)
protects the entry. If the door is opened or the light curtain
Station 1
is interrupted, energy to the hazardous functions in station
2 is removed. By opening doors 2 and 3 (also monitored by
Eden sensors) the conveyor belt and the pneumatic machining tool will stop safely. Manual reset must always be done
after actuation of any safety device.
When the protection system requires a number of safety
devices and that multiple machines must be stopped, Pluto
programmable safety controller is the most effective solution. If the protection system also has to work by zones and
in different modes of operation, this is another good reason
to use Pluto. With Pluto, PL e can be achieved regardless of
the number of connected safety devices.
Robot Conveyor belt
r
P
1
F
1
P
S
1
S
2
2
F
P
2
1
P
2
P
1
F
P
1
2
P
1
F
2
P
2
a
b
S
c
d
e
S
high risk
P
1
F
1
P
2
1
P
F
1
2
P
2
P
1
F
P
1
2
2
P
1
F
2
P
2
PLr= e for the robot and hydraulic press. PLr=b for the conveyor belt.
r
a
b
c
d
e
high risk
INTRODUCTION 1– 2 1
1
S2–S4
S1
Two-hand device,
Emergency stop,
Smile Tina
Safeball
Q1
Machine stop
input for robot,
redundant
Step 3 - Calculate the safety functions for the robot cell
The PFH
-value for the robot’s safety stop input is 5.79x10
D
-8
(the value applies to ABB industrial robots with IRC5 controller).
Safety function 1
Input
B1–B3
Non-contact sensor
Eden
B4–B5
Non-contact sensor
Eden/Light curtain Orion
with Tina 10A
Q2
Hydraulic press
Q3
Pneumatic machining
tool
Only safety functions to help remove energy to the industrial
robot are shown below. This is only a subset of the safety
functions. When energy is removed to multiple machines in
a cell, the safety functions can be defined in different ways
depending on the risk assessment. The safety functions are
represented by block diagrams.
Logic
Output
Result
PLr=e
PFH
+ PFH
D, Eden
Safety function 2
D, Pluto
B1
Eden (PL e)
+ PFH
D, Robot
Input
= 4.5x10-9 + 2x10-9 + 5.79x10-8 = 6.44x10
K1
Pluto, relay outputs (PL e)
-8
PL e
Logic
Q1
Robot (PL e)
Output
PL e
Result
PLr=e
PFH
D, Smile Tina
+ PFH
Safety function 3
S2
Smile Tina (PL e)
+ PFH
D, Pluto
D, Robot
Input
= 4.66x10
-9
+ 2x10-9 + 5.79x10-8= 6.46x10
K1
Pluto, relay outputs (PL e)
-8
PL e
Logic
Q1
Robot (PL e)
Output
PL e
Result
PLr=e
PFH
D, Orion
+ PFH
B5
Orion (PL e)
+ PFH
D, Tina 10
D, Pluto
+ PFH
Tina 10A
(PL e)
= 2.5x10-9 + 4.5x10-9 + 2x10-9 + 5.79x10-8 = 6.69x10
D, Robot
K1
Pluto, relay outputs (PL e)
-8
PL e
Q1
Robot (PL e)
PL e
These safety functions with Pluto meet PL e in accordance with EN ISO 13849-1. Note that the above functions are only
selected examples of the safety functions in the robot cell.
1– 22 SAFET Y PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
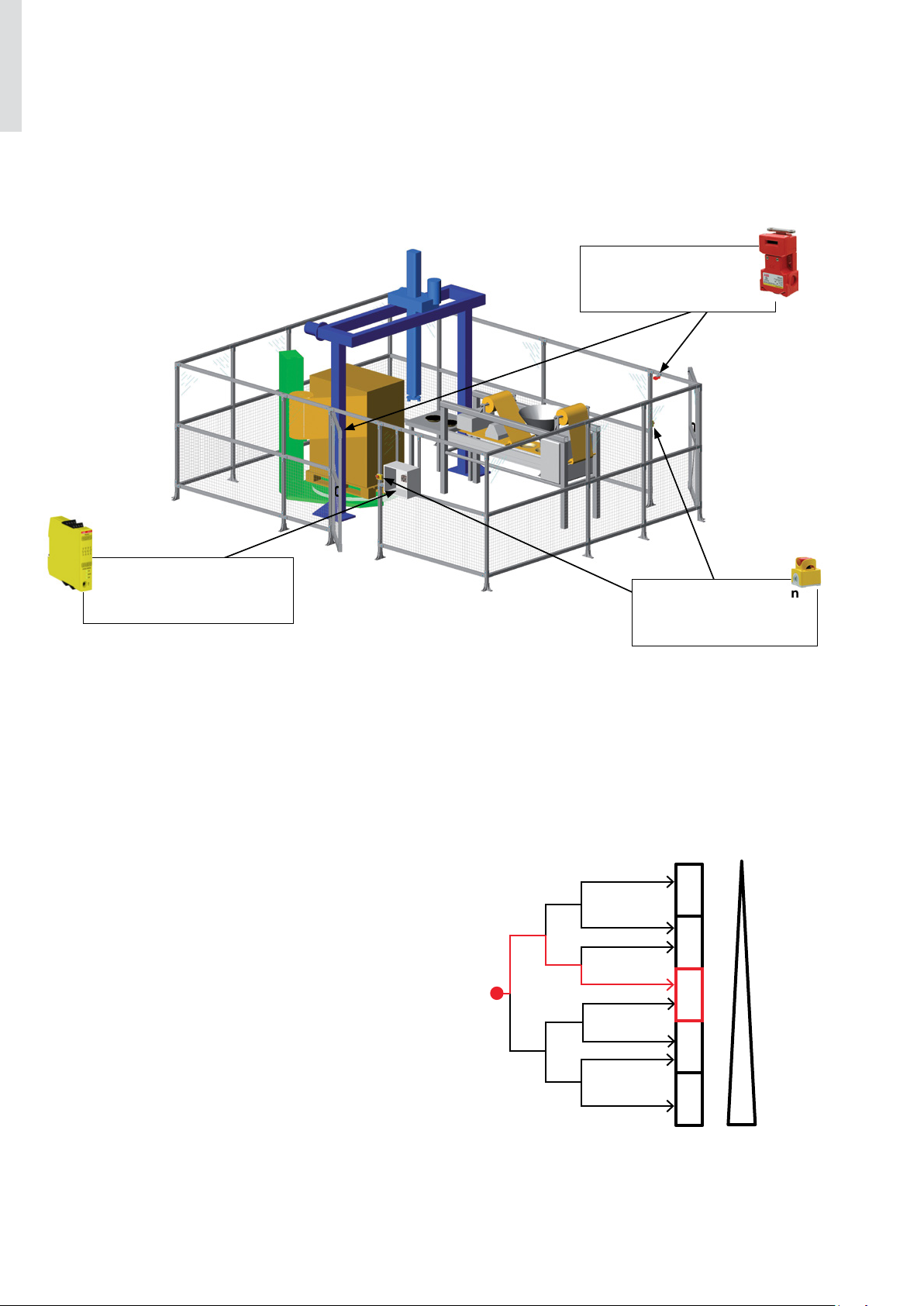
What defines a safety function?
Calculating that you have achieved the PL
that is required is not difficult, especially if you use “pre-calculated” safety
r
devices and logic units. But which parts should be included in each safety function?
This must be resolved before you start the calculations. To summarise in simple terms you can say that each safety
device should be a part of the safety function for each machine that is affected by the safety device in question. Three
safety devices that all remove the energy to three machines in a cell is therefore equal to nine safety functions. In the
section that follows, we explain the background.
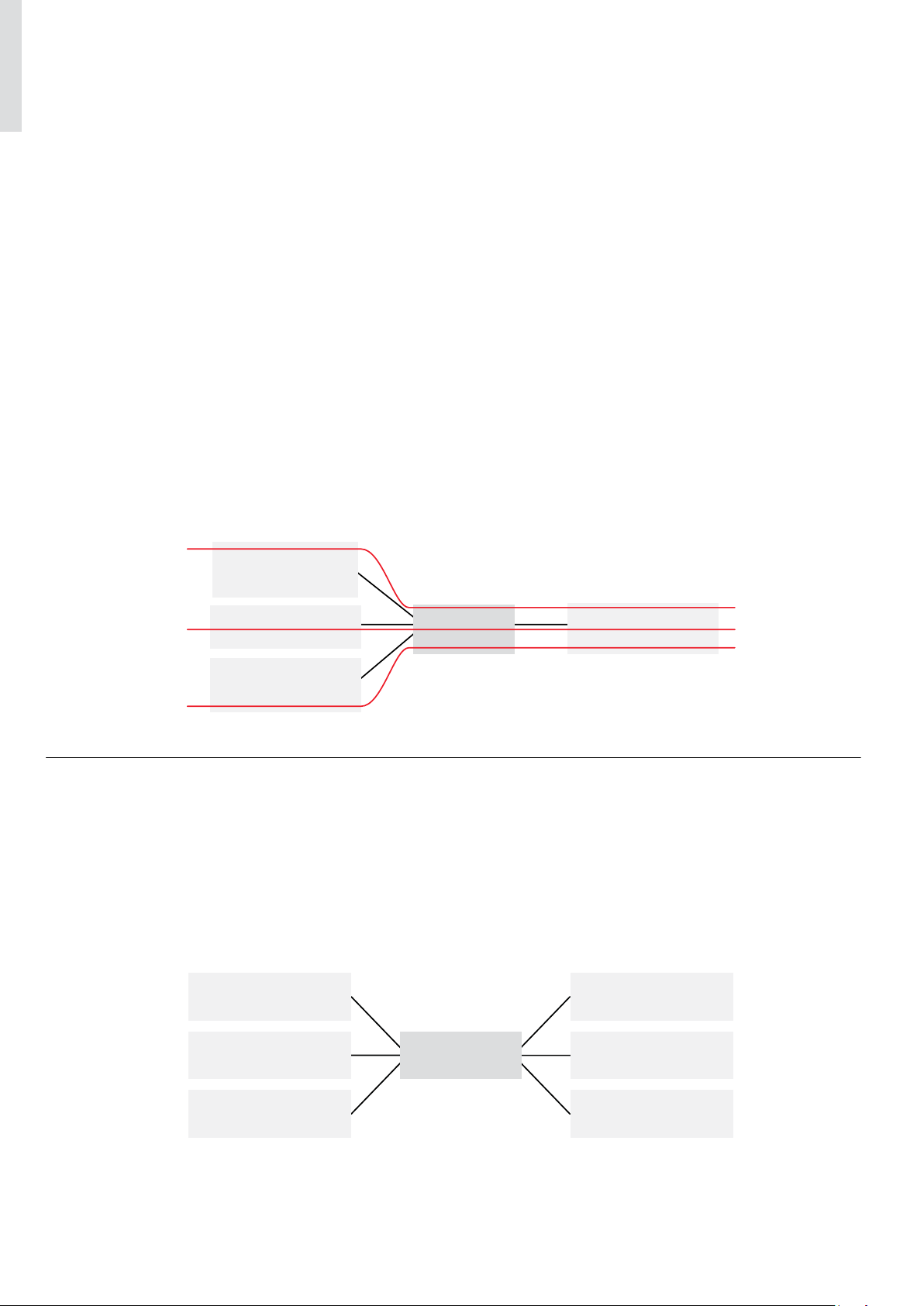
Multiple safety functions for a machine
Multiple safety devices are often used on a machine in order
to provide satisfactory and practical protection for the operators. In the following example, a machine is protected by
three safety devices connected to a logic device. The following figure illustrates this interconnection schematically.
SF1
F1
Three safety functions (SF) are defined for the machine
and are calculated as:
SF1: PFH
SF2: PFH
SF3: PFH
D, F1
D, B1
D, S1
+ PFH
+ PFH
+ PFH
D, K1
D, K1
D, K1
+ PFH
+ PFH
+ PFH
D, Q1
D, Q1
D, Q1
= PFH
= PFH
= PFH
D, SF1
D, SF2
D, SF3
Light curtain
SF2
B1
Interlocked switch
K1
Logic unit
Q1
Machine
S1
SF3
E-stop button
Multiple safety functions for multiple machines in a cell
It is quite common for several machines in a single cell/zone
to be protected by multiple safety devices. The following
figure illustrates the interconnection schematically for
an example. Each of the machines Q1 – Q3 is shut down
separately and independently by K1.
F1
Light curtain
B1
Interlocked switch
K1
Logic unit
S1
E-stop button
If the operator enters the cell, he is exposed in this case to
the same type of risk from all three machines. The power
to all three machines must be cut e.g. when the operator
enters the cell through the door interlocked by B1.
Q1
Machine 1
Q2
Machine 2
Q3
Machine 3
INTRODUCTION 1– 23
1
Theoretical approach for multiple machines
The theoretical approach to calculate the safety function is
as follows:
B1
Interlocked
switch
K1
Logic unit
Q1
Machine 1
Q2
Machine 2
Q3
Machine 3
For the full safety function to be performed you require all
the components to be working. Note that if B1 or K1 has a
dangerous malfunction, the entire safety function is disabled. However, if for example machine Q1 has a dangerous
malfunction, and is not shut down, machines Q2 and Q3 will
still be shut down. One disadvantage in considering the safety function in this way is that you may have trouble achieving
required. But if you achieve the PLr required, you can
the PL
r
use the theoretical approach.
Sources:
http://www.dguv.de/medien/ifa/en/pra/en13849/safety_functions.pdf
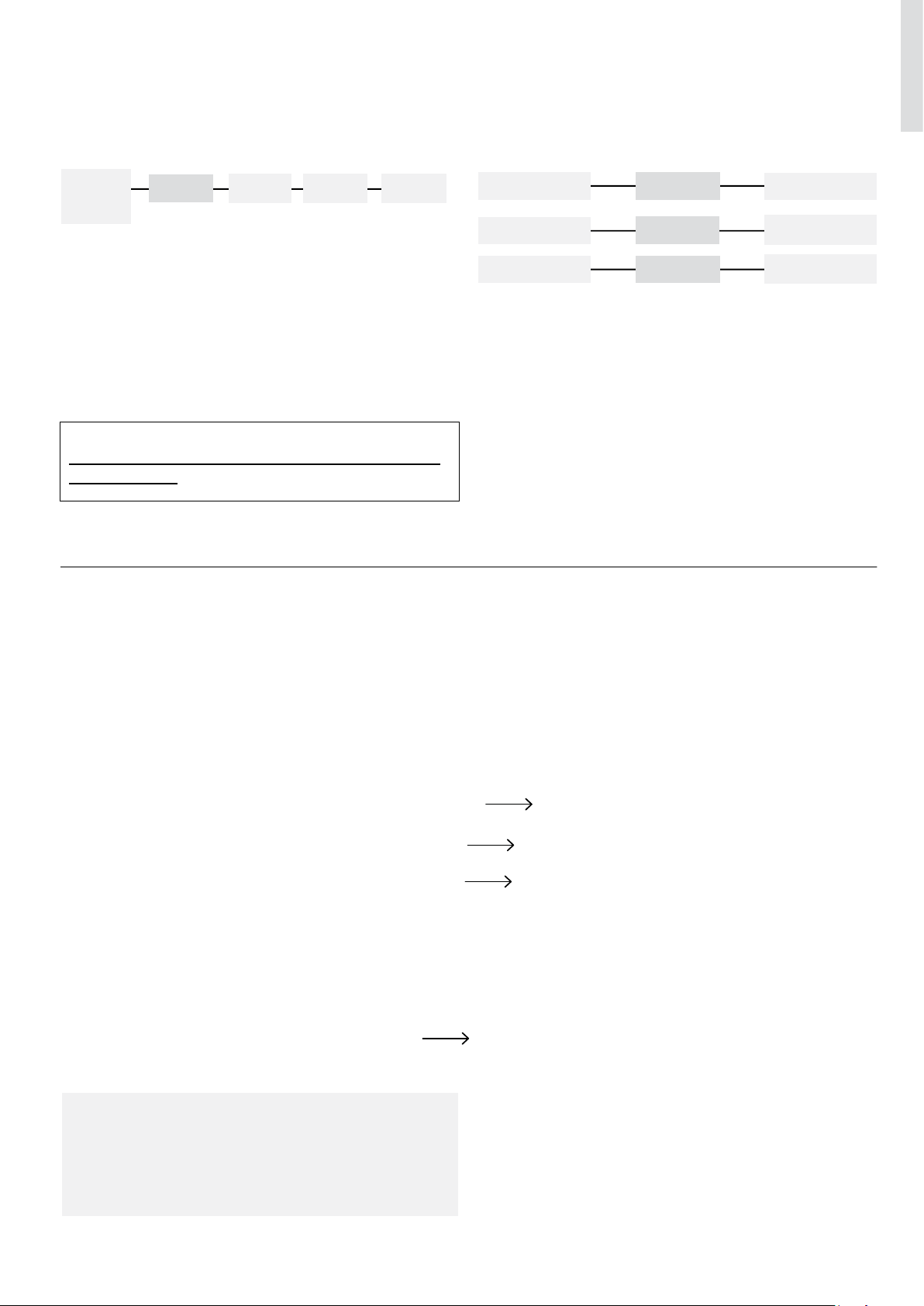
Practical approach for multiple machines
A more practical approach is to divide the safety function into three parts, one for each of the three machines.
B1
Interlocked switch
B1
Interlocked switch
B1
Interlocked
switch
K1
Logic unit
K1
unit
Logic
K1
unit
Logic
Q1
Machine
Q2
Machine
Q3
Machine 3
1
2
This is an approach that can provide a more accurate way of
looking at the safety functions, especially where a different
is required for the safety functions above. If machine
PL
r
Q1 is a robot and machine Q2 is a conveyor which is designed to have negligible risks, the different PL
required to
r
protect against risks from Q1 and Q2 will also be different.
This practical approach is therefore the one recommended.
The interpretation is based on information provided by
IFA (Institut für Arbeitsschutz der Deutschen Gesetzlichen
Unfallversicherung). For more information on this and other
issues, see Sources.
Example of safety functions for multiple machines in a cell
For a cell with three machines (one robot, one hydraulic
press and one pneumatic machining tool) a risk assessment
is made resulting in different PL
The robot and the hydraulic press requires PL
pneumatic machining tool requires PL
for the individual machines.
r
= e, while the
r
= d.
r
One of the safety functions is that a non-contact sensor
(Eden) supervised by a safety PLC (Pluto) shall disconnect
the energy to all three machines in the hazard zone:
– Eden B1 (PFH
– Pluto K1 (PFH
– Robot Q1 (PFH
– Hydraulic press Q2 (PFH
– Pneumatic machining tool Q3 (PFH
= 4.5x10-9)
D, B1
= 2x10-9)
D, K1
= 5.79x10-8)
D, Q1
= 8x10-8)
D, Q2
= 2x10-7).
D, Q3
Practical approach
If you use the practical approach the safety functions are as follows:
Robot:
PFH
D, B1
+ PFH
D, K1
+ PFH
= 4.5x10-9 + 2•10-9 + 5.79x10-8 = 6.44x10-8 PL e
D, Q1
Hydraulic press:
PFH
D, B1
+ PFH
D, K1
+ PFH
= 4.5x10-9 + 2•10-9 + 8x10-8 = 8.65x10-8 PL e
D, Q2
Pneumatic machining tool:
PFH
D, B1
+ PFH
D, K1
+ PFH
= 4.5x10-9 + 2x10-9 + 2x10-7 = 2.07x10-7 PL d
D, Q3
This is to be done in a similar way with other safety functions for the cell. For each safety device, you define the machines it
affects, and establish the various safety functions according to this.
Theoretical approach
What would the result be using the theoretical approach? Would the safety function achieve PL e?
All machines:
PFH
D, B1
= 4.5x10
+ PFH
-9
D, K1
+ PFH
D, Q1
+ PFH
D, Q2
+ PFH
D, Q3
+ 2x10-9 + 5.79x10-8 + 8x10-8 + 2x10-7 = 3.44x10-7 PL d
In this case, the safety function would not achieve a total PL e, which was required for the risks associated with the robot
and hydraulic press.
Conclusions
– Use the practical approach for multiple machines.
– Use safety devices/logic units with high reliability (low
) to make it easy to achieve the PLr required.
PFH
D
– With Vital or Pluto, it is easier to achieve the PL
re-
r
quired.
Please note that the examples on these pages are simplified in order to explain the principles. Values of products can also change.
1– 24 SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
1
—
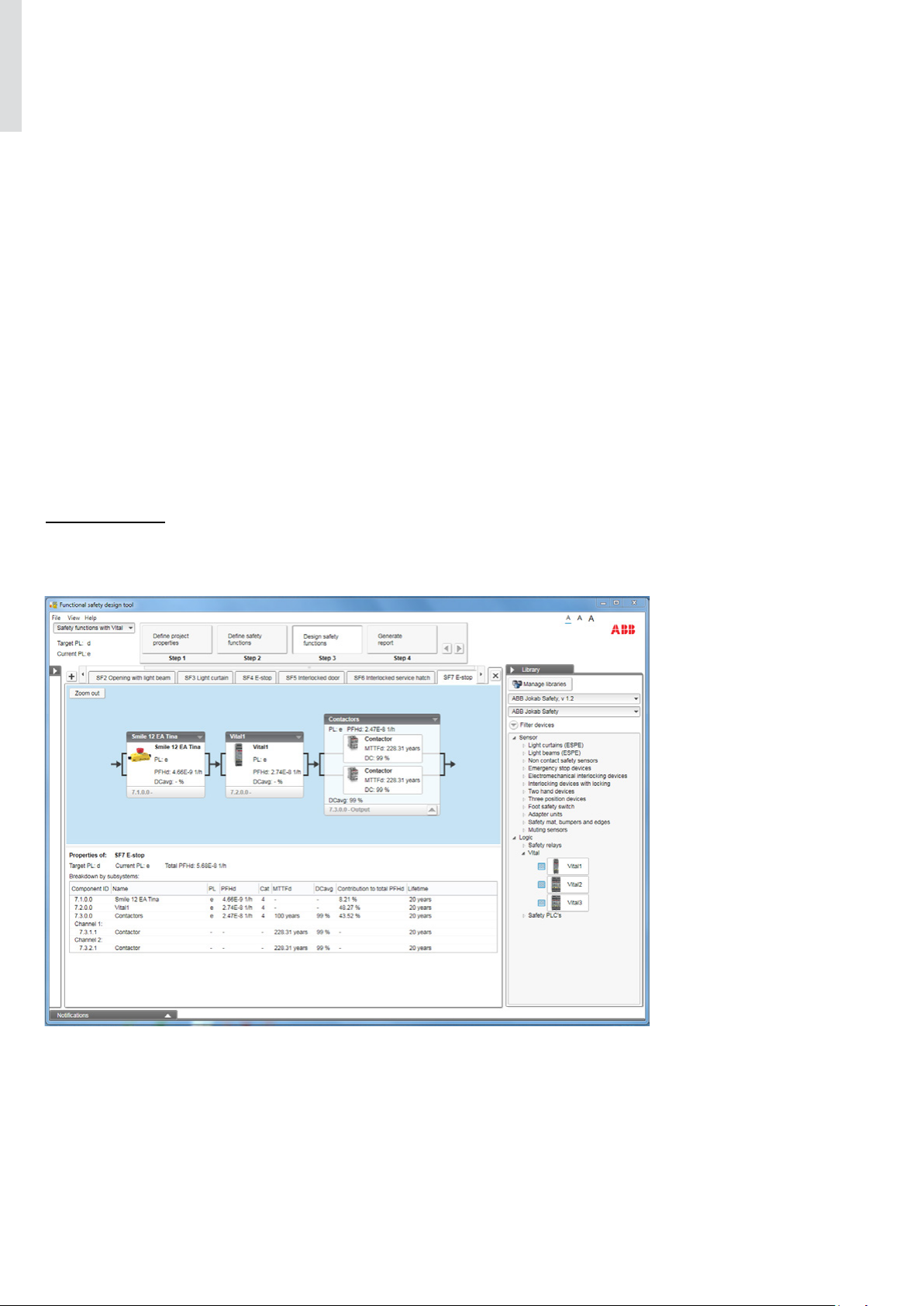
FSDT and SISTEMA
Tools for determining performance level (PL)
Tools to simplify the process of safety function design
FSDT is an ABB software for determining PL and SIL of safety functions and generating
technical documentation. The tool helps simplifying the process of safety function design,
verification and documentation. It supports the compliance of the requirements of both EN
ISO 13849-1 and IEC 62061 as well as the European Machinery Directive. Please turn to your
local ABB contact in order to purchase FSDT.
Another commonly used software tool for the calculation of PL according to EN ISO 13849-1
is SISTEMA, developed by IFA (The Institute for Occupational Safety and Health) in Germany. With SISTEMA it is possible to “build” safety functions, verify them and generate the
technical documentation required. The tool is freeware and can be downloaded from the IFA
website.
To simplify the use of FSDT and SISTEMA with our products we have created a library containing all of our safety products.
2TLC172300D0201
INTRODUCTION
1– 25
—
Applying IEC/EN 62061
If a safety function is designed in accordance with IEC/EN 62061, the level of reliability is expressed as the Safety
Integrity Level, SIL. There are a total of 4 levels, but in the IEC/EN 62061 standard SIL 3 is the highest level. SIL is similar
to PL (performance level) and uses the same PFH
components and systems.
Safety Integrity Level, SIL Probability of dangerous Failure per Hour (PFHD)
3 ≥10
2 ≥10-7 to <10
1 ≥10-6 to <10
There is a method in IEC/EN 62061 for assigning the Safety Integrity Level.
Severity (Se) Class (Cl)
3-4 5-7 8-10 11-13 14-15
4 SIL2 SIL2 SIL2 SIL3 SIL3
3 (OM) SIL1 SIL2 SIL3
2 (OM) SIL1 SIL2
1 (OM) SIL1
Cl=Fr+Pr+Av
OM=Other Measures
(probability of dangerous failure per hour) to express the reliability of
D
-8
-7
to <10
-6
-5
1
The severity of injury that can occur is divided into four
levels. Class is the addition of the values of frequency (Fr,
stated as a value between 1 and 5, where 5 represents the
highest frequency), probability that a dangerous event will
occur (Pr, stated as a value between 1 and 5, where 5 represents the highest proability) and the possibility of avoiding
or limiting injury (Av, stated as a value of 1, 3 or 5, where 5
represents the least chance of avoiding or limiting an injury).
The safety function that is to be designed must at least
fulfill the SIL that has been assigned to it in the risk assessment. The safety function consists of a number of subelements. Example: a door is interlocked by a non-contact
sensor which is in turn monitored by a Pluto safety PLC, with
outputs that break the power to two supervised contactors. The sensor is sub-element 1, Pluto is sub-element 2 and
the two supervised contactors are sub-element 3. If in the
assessment it has been established that SIL2 shall be used,
every individual sub-element in the safety function must
fulfill the SIL2 requirements. And the safety function must in
its entirety fulfill the SIL2 requirements.
Definition of protective safety in accordance with
IEC/EN 62061
"Function of a machine whose failure can result in an
immediate increase of the risk(s)"
If the SIL requirements are not fulfilled in any of the subelements or by the safety function in its entirety, a re-design
must be made.
Finally
This is just a brief introduction to the EN ISO 13849-1 and
IEC/EN 62061 standards. You are welcome to contact us for
more information and we are happy to guide you in how to
apply the standards to our products.
The information given in this document is not intended to
replace the standards - we strongly encourage you to purchase the standards if you are working with machine safety.

SAFETY PRODUCTS CATALOG ABB JOKAB SAFETY
2
 Loading...
Loading...