

Page 1

SC1 genius
code n° 0000510179G
Ed. 06/11
SEGA CIRCOLARE
CIRCULAR SAW
КРУГЛОПИЛЬНЫЙ СТАНОК
SCIE CIRCULAIRE
SIERRA CIRCULAR
USO E MANUTENZIONE
OPERATION AND MAINTENANCE
ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ
FONCTIONNEMENT ET ENTRETIEN
USO Y MANUTENCION
Page 2

Data modifi ca
N°bolla modifi ca
Indice modifi ca
Data modifi ca
N°bolla modifi ca
Indice modifi ca
Emissione
S.M.C.
Data emissione
01/04/09
Codice
0000510179G
Data modifi ca
N°bolla modifi ca
Indice modifi ca
SCM INDUSTRIA S.p.A
47892 Gualdicciolo - Rep.San Marino
e-mail: info@minimax.sm
Nel presente manuale, alcune informazioni ed illustrazioni, possono differire dalla macchina in vostro possesso in quanto sono
descritte ed illustrate tutte le confi gurazioni inerenti alla macchina completa di tutti gli OPTIONAL; pertanto fare riferimento solo alle
informazioni strettamente legate alla confi gurazione della macchina da voi acquistata.
Con questo libretto desideriamo fornirvi tutte le informazioni necessarie alla manutenzione e all'uso corretto della macchina.
La rete di distribuzione è da questo momento al vostro servizio per qualunque problema di assistenza tecnica, parti di ricambio e per qualunque
nuova esigenza che possa far sviluppare la vostra attività.
Ogni vostra osservazione sul presente libretto è un contributo importante per il miglioramento dei servizi che l'azienda
può offrire ai propri clienti.
ITALIANO
Some information and illustrations in this manual may differ from the machine in your possession, since all the confi gurations
inherent in the machine complete with all the OPTIONS are described and illustrated. Therefore, refer only to that information strictly
connected with the machine confi guration you have purchased.
With this manual we would like to provide the necessary information for maintenance and proper use of the machine.
The distribution network is at your service for any technical problem, spare parts or any new requirement you may have for the development of
your activity.
Any observations you might wish to make on this handbook will be an important contribution to improve
the services the company offers its customers.
ENGLISH
Некоторые сведения и иллюстрации настоящего руководства могут не соответствовать имеющемуся у Вас станку в связи с тем, что в
руководстве описывается станок, оснащенный полным набором ОПЦИОНАЛЬНОГО оборудования. По этой причине руководствуйтесь
лишь той информацией, которая строго соответствует компоновке приобретенного Вами станка.
В руководстве представлены лишь необходимые сведения по эксплуатации и техническому обслуживанию станка.
С этого момента наша дистрибьюторская сеть находится в Вашем полном распоряжении по любым вопросам, касающимся сервиса,
запасных частей или нового оборудования, необходимость в котором может возникнуть по ходу развития Вашего предприятия.
Любые Ваши замечания по содержанию настоящей инструкции будут важным вкладом в улучшение качества услуг, которые наша
компания предоставляет потребителям.
РУССКИЙ
Certaines informations et illustrations, se trouvant dans cette notice, peuvent différer de la machine que vous possédez car ce sont
les confi gurations concernant la machine avec toutes les OPTIONS qui sont décrites et illustrées. Il faut donc voir uniquement les
informations strictement liées à la confi guration de la machine que vous avez achetée.
Avec cette notice nous voulons vous fournir les informations nécessaires pour l’entretien et l’utilisation correcte de la machine.
Le réseau de distribution est dès à présent à votre entière disposition pour tout problème d’assistance technique, pièces détachées et pour toute
nouvelle exigence pouvant vous aider à développer votre activité.
Toutes vos observations à propos de cette notice contribueront à l’amélioration des services que l’entreprise peut
offrir à ses clients.
FRANÇAIS
En el presente manual, algunas de las informaciones e ilustraciones podrían diferir de las de la máquina que usted posee, ya que están de-
scritas e ilustradas todas las confi guraciones inherentes a la máquina con todos los ELEMENTOS OPCIONALES; por consiguiente tomen
como referencia sólo la información estrechamente relacionada con la confi guración de la máquina que usted ha comprado.
Con este manual deseamos brindarles la información necesaria para el mantenimiento y el uso correcto de la máquina.
A partir de este momento, la red de distribución queda a su servicio para cualquier problema de asistencia técnica, para suministrar las piezas
de repuesto y para cualquier nueva exigencia que pueda contribuir al desarrollo de su actividad.
Cualquier observación que desee realizar sobre este manual representará una importante contribución a la mejora de los servicios
que la compañía ofrece a sus clientes.
ESPAÑOL
Per qualsiasi problema o informazione siamo a vostra completa disposizione:
Please do not hesitate to contact us for any help or information:
Pour tout problème, ou information, nous sommes à votre entière disposition :
Обращайтесь за помощью и информацией по адресам:
Estamos a su completa composición para cualquier problema o información que desee consultarnos:
dall'Italia:
from Italy:
de l’Italie:
из Италии:
de Italia:
Tel.0549 / 876910
Telefax 0549 / 999604
dall'estero:
from abroad:
de l’étranger:
из других стран:
del exterior:
Tel.00378 / 876912
Telefax 00378 / 999604
LIBRETTO USO E MANUTENZIONE SC1 genius
Italiano - Inglese - Russo - Francese - Spagnolo
Prima edizione
01/01/10
/
1258
00
01
01/07/10 01/06/111992 2254
02 04
23/03/11 1320
03
Page 3
– 5 –
INDICE
ITALIANO
5.1. UTENSILI - MONTAGGIO E REGISTRAZIONE ..........................
5.1.1 Sega circolare - Montaggio .......................................................
5.1.2 Sega circolare - regolazione ......................................................
5.1.2 GUIDA SEGA - REGOLAZIONE ................................................
6.1. QUADRO COMANDI ................................................................
6.1.1 Funzioni di comando ................................................................
6.1.2 Avviamento macchina ..............................................................
6.1.3 Arresto macchina .....................................................................
6.1.4 Arresto di emergenza ...............................................................
6.1.5 Fine lavoro ................................................................................
6.2. SEGA CIRCOLARE ....................................................................
6.2.1 Lavorazione ..............................................................................
6.2.2 Lavorazione con la guida parallela ............................................
6.2.3 Uso corretto delle lame circolari ................................................
7.1. CINGHIE TRAPEZOIDALI - SOSTITUZIONE E
TENSIONAMENTO ....................................................................
7.1.1 Cinghie trasmissione sega ......................................................
7.2. VERIFICA DISPOSITIVI DI SICUREZZA .....................................
7.3. PULIZIA GENERALE ..................................................................
7.4. LUBRIFICAZIONE GENERALE .................................................
7.5. SOSTITUZIONE E SMALTIMENTO ............................................
8.1. EVENTUALI INCONVENIENTI, CAUSE, RIMEDI .......................
1.1. SCOPO DEL MANUALE ............................................................
1.2. IDENTIFICAZIONE COSTRUTTORE E MACCHINA ..................
1.3. RACCOMANDAZIONI PER L’ASSISTENZA ...............................
2.1. DESCRIZIONE DELLA MACCHINA .........................................
2.2. CONDIZIONI PREVISTE D’UTILIZZO E CONTROINDICAZIONI
2.3. CARATTERISTICHE TECNICHE .................................................
2.4. POSTAZIONI DI LAVORO .........................................................
2.5. POLVERI EMESSE ......................................................................
2.6. LIVELLO DI RUMOROSITÀ' .......................................................
2.7. DISPOSITIVI DI SICUREZZA ....................................................
3.1. NORME DI SICUREZZA .............................................................
3.2 RISCHI RESIDUI ........................................................................
3.3. SEGNALI DI SICUREZZA E DI INFORMAZIONE .......................
4.1. SOLLEVAMENTO E SCARICO ...................................................
4.2. ZONA DI INSTALLAZIONE - CARATTERISTICHE .....................
4.3. INSTALLAZIONE PARTI SMONTATE - PREMESSA ...................
4.3.1 Pianetto vagone - Montaggio ....................................................
4.3.2 Telaio di squadro - Installazione ................................................
4.3.3 Installazione prolunga piano .....................................................
4.3.4 Riga per squadrare - Installazione ............................................
4.3.5 Piano di lavoro aggiunto - Installazione ....................................
4.3.6 Supporto tubo aspirazione - Installazione ...............................
4.3.7 Guida fi lo e sega - Installazione ...............................................
4.3.8 Protezioni - Installazione ............................................................
4.4. COLLEGAMENTO ELETTRICO .................................................
4.5. ASPIRAZIONE DEI TRUCIOLI ..................................................
INFORMAZIONI GENERALI
1.
NORME DI MESSA A PUNTO
NORME DI FUNZIONAMENTO
ESIGENZE DI MANUTENZIONE
GUIDA ALLA RICERCA DEI GUASTI
2.
SPECIFICHE TECNICHE
PRECAUZIONI PER LA SICUREZZA
(PRATICHE DI LAVORO SICURO)
3.
INSTALLAZIONE
5.
4.
6.
7.
8.
10
12
14
16
18
20
22
22
24
26
28
34
36
38
40
42
42
42
42
4
6
48
48
50
50
52
56
58
58
60
60
64
64
66
66
66
66
68
68
70
74
76
78
78
80
80
82
82
Page 4

– 6 –
INDEX
ENGLISH
1. 5.
SET - UP PROCEDURES
5.1. TOOL - ASSEMBLY AND ADJUSTMENT .................................
5.1.1 Circular saw - Assembly ..........................................................
5.1.2 Circular saw - adjustment ........................................................
5.2. SAW UNIT FENCE - ADJUSTMENT ......................................
6.1. CONTROL BOARD ................................................................
6.1.1 Control functions ......................................................................
6.1.2 Starting the machine ..............................................................
6.1.3 Stopping the machine .............................................................
6.1.4 Emergency stop ......................................................................
6.1.5 End of work .............................................................................
6.2. CIRCULAR SAW ......................................................................
6.2.1 Machining ...............................................................................
6.2.2 Working with the parallel guide ...............................................
6.2.3 Correct use for circular saw .....................................................
7.1. V-BELT REPLACEMENT AND TIGHTENING ...........................
7.1.1 Saw driving belts ....................................................................
7.2. CHECKING THE SAFETY DEVICES ........................................
7.3. OVERALL CLEANING ..............................................................
7.4. GENERAL LUBRICATION ........................................................
7.5. REPLACEMENT AND DISPOSAL ............................................
8.1. TROUBLES - CAUSES -WHAT TO DO .....................................
1.1. PURPOSE OF THIS MANUAL ...................................................
1.2. MANUFACTURER AND MACHINE IDENTIFICATION ..............
1.3. CUSTOMER SERVICE RECOMMENDATIONS .........................
2.1. DESCRIPTION OF THE MACHINE ...........................................
2.2. OPERATING CONDITIONS AND CONTRARY
DIRECTIONS ............................................................................
2.3. SPECIFICATIONS ....................................................................
2.4. WORKING PLACES ..................................................................
2.5. DUST EMISSION ......................................................................
2.6. NOISE LEVEL ...........................................................................
2.7. SAFETY DEVICES .....................................................................
3.1. SAFETY REGULATIONS ...........................................................
3.2. RESIDUAL RISKS .....................................................................
3.3. SAFETY AND INFORMATION SIGNALS ..................................
4.1. LIFTING AND UNLOADING .....................................................
4.2. INSTALLATION AREA - CHARACTERISTICS ...........................
4.3. INSTALLATION OF DISASSEMBLED PARTS
- INTRODUCTION .....................................................................
4.3.1 Slide table - Assembly .............................................................
4.3.2 Squaring frame - Installation .....................................................
4.3.3 Squaring ruler - Installation ......................................................
4.3.4 Suction tube support - installation ...........................................
4.3.5 Saw fence - Installation ............................................................
4.3.6 Protection - Installation .............................................................
4.3.7 Plane and saw fence - Installation ...........................................
4.3.8 Protection - Installation .............................................................
4.4. ELECTRICAL CONNECTION ....................................................
4.5. CHIP SUCTION ........................................................................
SPECIFICATIONS
SAFETY PRECAUTIONS
(SAFE WORKING PRACTICES)
3.
4.
INSTALLATION
OPERATING PROCEDURES
6.
MAINTENANCE REQUIREMENTS
7.
8.
TROUBLE - SHOOTING GUIDE
2.
GENERAL INFORMATION
11
13
15
17
19
21
23
23
25
27
29
35
37
39
41
43
43
43
43
47
49
49
51
51
53
57
59
59
61
61
65
65
67
67
67
67
69
69
71
75
77
79
79
81
81
83
83
Page 5

– 7 –
VERZEICHNIS
РУССКИЙ
5.1. ИНСТРУМЕНТЫ - МОНТАЖ И НАСТРОЙКА .........................
5.1.1 ДИСКОВАЯ ПИЛА - МОНТАЖ .................................................
5.1.2 ДИСКОВАЯ ПИЛА - РЕГУЛИРОВКА .......................................
5.2. НАПРАВЛЯЮЩАЯ ЛИНЕЙКА - РЕГУЛИРОВКА ....................
6.1. ПУЛЬТ УПРАВЛЕНИЯ .............................................................
6.1.1 Назначение органов управления ...........................................
6.1.2 Запуск станка ...........................................................................
6.1.3 Остановка станка ....................................................................
6.1.4 Аварийная остановка ..............................................................
6.1.5 Завершение работы ................................................................
6.2. ДИСКОВАЯ ПИЛА ....................................................................
6.2.1 Раскрой ....................................................................................
6.2.2 Раскрой по параллельной линейке .........................................
6.2.3 Правильное использование пильных дисков .........................
7.1. КЛИНОВИДНЫЕ РЕМНИ - ЗАМЕНА И ПОДТЯЖКА................
7.1.1 ПРИВОДНЫЕ РЕМНИ ПИЛЫ ....................................................
7.2. ПРОВЕРКА УСТРОЙСТВ БЕЗОПАСНОСТИ ............................
7.3. УБОРКА СТАНКА .......................................................................
7.4. СМАЗКА СТАНКА .......................................................................
7.5. ЗАПАСНЫЕ ЧАСТИ, СНЯТИЕ С ЭКСПЛУАТАЦИИ .................
8.1. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И
УСТРАНЕНИЕ ...........................................................................
1.1. НАЗНАЧЕНИЕ РУКОВОДСТВА.................................................
1.2. ИДЕНТИФИКАЦИЯ ИЗГОТОВИТЕЛЯ И СТАНКА ...................
1.3. РЕКОМЕНДАЦИИ ПО ОБРАЩЕНИЮ В СЕРВИС ...................
2.1. ОПИСАНИЕ СТАНКА ..............................................................
2.2. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ И ЗАПРЕЩЕННЫЕ
СПОСОБЫ ИСПОЛЬЗОВАНИЯ ..............................................
2.3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ......................................
2.4. РАБОЧИЕ МЕСТА ....................................................................
2.5. ВЫДЕЛЕНИЕ ПЫЛИ.................................................................
2.6. УРОВЕНЬ ШУМА ......................................................................
2.7. УСТРОЙСТВА БЕЗОПАСНОСТИ ............................................
3.1. ПРАВИЛА БЕЗОПАСНОСТИ ...................................................
3.2 ОСТАТОЧНЫЕ ОПАСНОСТИ ..................................................
3.3. ИНФОРМИРУЮЩИЕ И ПРЕДОСТЕРЕГАЮЩИЕ ЗНАКИ ......
4.1. ПОДЪЕМ И ВЫГРУЗКА ............................................................
4.2. ЗОНА УСТАНОВКИ - ТРЕБОВАНИЯ ......................................
4.3. МОНТАЖ НЕ СМОНТИРОВАННЫХ ЧАСТЕЙ -
ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ .........................................
4.3.1 КАРЕТКА - МОНТАЖ ...............................................................
4.3.2 ОПОРНАЯ РАМА ДЛЯ ПОПЕРЕЧНОГО РАСКРОЯ -
УСТАНОВКА .............................................................................
4.3.3 УСТАНОВКА УДЛИНИТЕЛЬНОГО ЭЛЕМЕНТА СТОЛА ........
4.3.4 ЛИНЕЙКА ДЛЯ ПОПЕРЕЧНОГО РАСКРОЯ - УСТАНОВКА ..
4.3.5 ДОПОЛНИТЕЛЬНЫЙ СТОЛ - УСТАНОВКА ...........................
4.3.6 ДЕРЖАТЕЛЬ ВОЗДУХОВОДА ВЫТЯЖКИ - УСТАНОВКА ....
4.3.7 НАПРАВЛЯЮЩАЯ ЛИНЕЙКА - УСТАНОВКА ........................
4.3.8 ОГРАЖДЕНИЯ - УСТАНОВКА .................................................
4.4. ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОСЕТИ ........................................
4.5. УДАЛЕНИЕ ОТХОДОВ ............................................................
ОБЩАЯ ИНФОРМАЦИЯ
1. 5.
ПРОЦЕДУРЫ НАЛАДКИ
РАБОЧИЕ ПРОЦЕДУРЫ
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ
6.
8.
ПОИСК НЕИСПРАВНОСТЕЙ
2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
МЕРЫ ПРЕДОСТОРОЖНОСТИ
(ТЕХНИКА БЕЗОПАСНОСТИ)
3.
ВВОД В ЭКСПЛУАТАЦИЮ
4.
11
13
15
17
19
21
23
23
25
27
29
35
37
39
41
43
43
43
43
47
49
49
51
51
53
57
59
59
61
61
65
65
67
67
67
67
69
69
71
75
77
79
79
81
81
83
83
Page 6
– 8 –
INDEX
FRANÇAIS
5.1. OUTILS - MONTAGE ET REGLAGE ...........................................
5.1.1. Scie circulaire - montage ..........................................................
5.1.2. Scie circulaire - réglage ............................................................
5.2. GUIDE SCIE - REGLAGE ..........................................................
6.1. TABLEAU DE COMMANDE .......................................................
6.1.1. Fonctions de commande ..........................................................
6.1.2. Mise en marche de la machine..................................................
6.1.3. Arret de la machine ...................................................................
6.1.4. Arret d'urgence ..........................................................................
6.1.5. Ende der arbeit ..........................................................................
6.2. USINAGE AVEC SCIE CIRCULAIRE ..........................................
6.2.1. Usinage ......................................................................................
6.2.2. Usinage avec guide parallèle ....................................................
6.2.3. Utilisation correcte des lames....................................................
7.1. COURROIES TRAPEZOIDA-LES - REMPLACEMENT ET MISE
SOUS TENSION .........................................................................
7.1.1 Courroies de transmission scie..................................................
7.2. VERIFICATION DES DISPOSITIFS DE SECURITE .....................
7.3. NETTOYAGE GENERAL.............................................................
7.4. GRAISSAGE GENERAL .............................................................
7.5. REMPLACEMENT ET DESTRUCTION .......................................
8.1. DEFAUTS, CAUSE, REMEDES ..................................................
1.1. BUT DU MANUEL ......................................................................
1.2. IDENTIFICATION DU FABRICANT ET DE LA MACHINE ...........
1.3. RECOMMANDATIONS POUR L’ASSISTANCE ...........................
2.1. DESCRIPTION DE LA MACHINE ..............................................
2.2. CONDITIONS PREVUES D’EMPLOI ET
CONTRE-INDICATIONS .............................................................
2.3. DONNEES TECHNIQUES COTES D'ENCOMBREMENT ..........
2.4. POSTES DE TRAVAIL ................................................................
2.5. POUSSIERES EMISES ...............................................................
2.6 NIVEAU DE BRUIT .....................................................................
2.7. DISPOSITIFS DE SECURITE ......................................................
3.1. PRECAUTIONS DE SECURITE ..................................................
3.2. RISQUES RESIDUELS ...............................................................
3.3. SIGNALISATIONS DE SECURITE ET D’INFORMATION ............
4.1. LEVAGE ET DECHARGEMENT ..................................................
4.2. EMPLACEMENT POUR L’INSTALLATION -
CARACTERISTIQUES ................................................................
4.3. INSTALLATION PARTIES DÉMONTÉES - INTRODUCTION .......
4.3.1. Tablette Wagon - Montage .........................................................
4.3.2. Cadre d'équerrage - Installation ...............................................
4.3.3. Einbau der tischverlängerung ...................................................
4.3.4. Règle d'équerrage - Installation ................................................
4.3.5. Table de travail ajoutée - Installation .........................................
4.3.6. Support tube aspiration - installation .........................................
4.3.7. Guide dégauchisseuse et scie - Installation ..............................
4.3.8. Protections - Installation .............................................................
4.4. BRANCHEMENT ELECTRIQUE .................................................
4.5. ASPIRATION DES COPEAUX ....................................................
INFORMATIONS GENERALES
1. 5.
NORMES POUR LA MISE AU POINT
NORMES POUR LE FONCTIONNEMENT
7.
NORMES POUR L'ENTRETIEN
6.
8.
GUIDE POUR LA RECHERCHE DES ANOMALIES
2.
DONNEES TECHNIQUES
PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE)
3.
INSTALLATION
4.
11
13
15
17
19
21
23
23
25
27
29
35
37
39
41
43
43
43
43
47
49
49
51
51
53
57
59
59
61
61
65
65
67
67
67
67
69
69
71
75
77
79
79
81
81
83
83
Page 7
– 9 –
INDICE
ESPAÑOL
5.1. HERRAMIENTAS - MONTAJE Y REGULACION ........................
5.1.2 Sierra circular - montaje .............................................................
5.1.3 Sierra circular -regulación ..........................................................
5.2. GUIA SIERRA - REGULACION ................................................
6.1. TABLERO DE MANDOS .............................................................
6.1.1 FUNCIONES DE CONTROL ......................................................
6.1.2 ARRANQUE MAQUINA .............................................................
6.1.3 PARADA DE LA MAQUINA ........................................................
6.1.4 PARADA DE EMERGENCIA .......................................................
6.1.5 FIN DEL TRABAJO ....................................................................
6.2. SIERRA CIRCULAR ...................................................................
6.2.1 ELABORACIONES .....................................................................
6.2.2 ELABORACIÓN CON GUÍA PARALELA ....................................
6.2.3 USO CORRECTO DE LAS HOJAS CIRCULARES .....................
7.1. CORREAS TRAPEZOIDALES - SUSTITUCION Y TENSION ......
7.1.1 Correas de transmisión sierra ....................................................
7.2 COMPROBACION DISPOSITIVOS DE SEGURIDAD .................
7.3. LIMPIEZA GENERAL .................................................................
7.4. LUBRICACION GENERAL .........................................................
7.5. SUSTITUCION Y ELIMINACION ................................................
8.1. POSIBLES INCONVENIENTES, CAUSAS, REMEDIOS .............
1.1. FINALIDAD DEL MANUAL ........................................................
1.2. IDENTIFICACION DEL FABRICANTE Y DE LA MAQUIN ..........
1.3. NOTAS IMPORTANTES SOBRE LA ASISTENCIA .....................
2.1. DESCRIPCION DE LA MAQUINA .............................................
2.2. CONDICIONES DE UTILIZACION PREVISTAS Y CONTRAINDI-
CACIONES ................................................................................
2.3. CARACTERISTICAS TECNICAS DIMENSIONES TOTALES ......
2.4. PUESTO DE TRABAJO ..............................................................
2.5. POLVOS EMITIDOS ...................................................................
2.6. NIVEL DE RUIDO .......................................................................
2.7. DISPOSITIVOS DE SEGURIDAD ...............................................
3.1. ADVERTENCIAS DE SEGURIDAD ............................................
3.2 RIESGOS RESIDUOS ................................................................
3.3. SEÑALES DE SEGURIDAD E INFORMACIÓN ..........................
4.1. ELEVACION Y ESCARGA ..........................................................
4.2. ZONA DE INSTALACION - CARACTERISTICAS .......................
4.3. INSTALACION DE LAS PARTES DESMONTADAS -
INTRODUCCION .......................................................................
4.3.1 Mesa Vagón - Montaje ...............................................................
4.3.2 Bastidor de escuadrado - Instalación ......................................
4.3.3 Regla para escuadrar - Instalación ..........................................
4.3.4 Regla para escuadrar - Instalación ..........................................
4.3.5 Mesa de trabajo añadida - Instalación ......................................
4.3.6 Soporte tubo aspiración - instalación ........................................
4.3.7 Guía a ras y sierra - Instalación .................................................
4.3.8 Protecciones - Instalación .........................................................
4.4. CONEXION ELECTRICA ............................................................
4.5. ASPIRACION DE VIRUTAS ........................................................
1. 5.
7.
6.
8.
2.
3.
4.
INFORMACIONES GENERALES NORMAS PARA LA PUESTA A PUNTO
ESPECIFICACIONES TECNICAS
INSTALACION
PRECAUCIONES DE SEGURIDAD
(MEDIDAS PARA UN TRABAJO SEGURO)
NORMAS DE FUNCIONAMIENTO
EXIGENCIAS PARA EL MANTENIMIENTO
GUIA PARA BUSCAR LAS AVERIAS
11
13
15
17
19
21
23
23
25
27
29
35
37
39
41
43
43
43
43
47
49
49
51
51
53
57
59
59
61
61
65
65
67
67
67
67
69
69
71
75
77
79
79
81
81
83
83
Page 8

1.
INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISH
ITALIANO
- 10 -
Carefully consult this manual
before doing any adjustment or
maintenance services.
1.1. PURPOSE OF THIS
MANUAL
This manual has been drawn up by
the manufacturer and is enclosed
with the machine
(1)
.
The information contained is intended for skilled operators
(2)
.
This manual defi nes the purpose
for which the machine has been
manufactured and contains all the
necessary information for safe,
correct use.
Constant observance of the instructions contained in this manual
increases the level of safety of the
operator and the machine, guaranteeing a longer operating life.
To facilitate its reading, it has been
divided into sections pointing out
the most important operations. For
a quick research of the topics, it
is recommended to consult the
index.
To better stress the importance
of some basic passages, they
have been written in heavy type
and marked by some preceding
symbols:
Indi cates
imminent risks which may cause
serious injury to the operator or
other persons. Be careful and scrupulously follow the instructions.
A statement
advising of the need to take care
lest serious consequences result
in harm to material items such as
the asset or the product.
(1)
La defi nizione macchina, sostituisce la denominazione commerciale a cui fa riferimento il
manuale in oggetto (vedi copertina).
(2)
Sono le persone in possesso di esperienza,
preparazione tecnica, conoscenza normativa
e legislativa, in grado di svolgere le attività necessarie ed in grado di riconoscere ed evitare
possibili pericoli nell'eseguire la movimentazione,
l'installazione, l'uso e la manutenzione della
macchina.
(1)
The word “machine” replaces the commercial
denomination which this manual refers to (see
the cover).
(2)
Only experienced people having the proper
technical ability and knowledge of the regulations
and laws will be able to carry out the necessary
operations and to identify and avoid possible
damages during handling, installation, operation
and maintenance of the machine.
Consultare attentamente questo
manuale prima di procedere
a qualsiasi intervento sulla
macchina.
1.1. SCOPO DEL MANUALE
Questo manuale è stato redatto
dal Costruttore e costituisce parte integrante del corredo della
macchina
(1)
.
Le informazioni contenute sono
dirette a personale qualifi cato
(2)
.
Il manuale defi nisce lo scopo per
cui la macchina è stata costruita
e contiene tutte le informazioni
necessarie per garantirne un uso
sicuro e corretto.
La costante osservanza delle indicazioni in esso contenute aumenta
il livello di sicurezza dell’uomo e
della macchina, garantendo una
più lunga durata di funzionamento
della macchina stessa.
Per facilitarne la consultazione,
esso è stato suddiviso in sezioni
che ne identificano i concetti
principali; per una ricerca rapida
degli argomenti consultare l'indice
descrittivo.
I testi da non trascurare, sono stati
evidenziati in grassetto e preceduti da simboli quì di seguito illustrati
e defi niti.
I n d i ca
pericoli imminenti che potrebbero
provocare gravi lesioni all'operatore o ad altre persone; è necessario
prestare attenzione e seguire scrupolosamente le indicazioni.
Indica che è
nesessario prestare attenzione al
fi ne di non incorrere in serie conseguenze che potrebbero portare al
danneggiamento di beni materiali,
quali le risorse o il prodotto.
Page 9
- 11 -
1.
ESPAÑOL
FRANÇAIS
РУССКИЙ
ОБЩАЯ ИНФОРМАЦИЯ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
(1) Термин „станок” заменяет коммерческое наименование
станка, к которому относится настоящее руководство (см.
обложку).
(2) Лица, обладающие необходимым опытом, технической
подготовкой, знанием норм и правил, способные безопасно
выполнять все необходимые действия по перемещению,
установке, эксплуатации и обслуживанию станка.
(1)
La défi nition “machine” remplace celle commerciale à laquelle on fait référence dans ce manuel
(voir couverture).
(2)
Sont des personnes entraînées et avec une préparation technique, ainsi qu’une connaissance des
normes et des lois à même d’accomplir les opérations
nécessaires, de connaître et donc d’éviter de possibles danger pendant la manutention, l’installation,
l’emploi et l’entretien de la machine même.
(1)
La defi nición “máquina” sustituye la denominación
comercial a la cual hace referencia este manual (ver
la cubierta).
(2)
Son las personas que poseen la experiencia, preparación técnica, conocimiento de las normas y leyes,
que pueden efectuar las actividades necesarias y que
pueden reconocer y evitar posibles peligros durante
las operaciones de maniobra, instalación, uso y mantenimiento de la máquina.
Перед началом любых работ над
станком внимательно прочтите это
руководство.
1.1. НАЗНАЧЕНИЕ
РУКОВОДСТВА
Д а н н о е р у к о в о д с т в о было
сос тавлено Изготовителем и
является неотъемлемой частью
станка
(1)
.
С о д е р ж а щ а я с я в н е м
инфор мация пред назна чена
квалифицированному персоналу
(2)
.
В руко водстве о пределяетс я
назначение станка и дается полная
информация, необходимая для
обеспечения его правильной и
безопасной эксплуатации.
П о с т о я н но е с о б л ю д е н и е
содержащихся в руководстве
инструкций повышает безопасность
оператора и позволяет обеспечить
более долгую службу станка.
Для удобства чтения руководство
подразделяется на разделы в
соответ с т в и и с о с н о в н ы м и
обсуждаемыми вопросами. Для
ускорения поиска информации
рек омен дуетс я пользоваться
оглавлением.
Особо важные фрагменты текста
выделяются жирным шрифтом и
предваряются представленными
ниже значками.
Ук аз ыва ет
на нали чие пот е нциа л ьных
опаснос тей, ко то рые могут
стать причиной серьезных травм
оператора и других людей. Будьте
осторожны и точно следуйте
инструкциям!
Указывае т
на не обхо димос ть пр иняти я
мер п ред ост оро жно сти д ля
предотвр аще ния се рье зно го
материального ущерба.
Lire ce manuel avec attention avant
d’effectuer n’importe quelle opération
sur la machine.
1.1. BUT DU MANUEL
Ce manuel a été rédigé par la maison constructrice et fait partie intégrante des pièces livrées avec la
machine
(1)
.
Les rensei gnem ents y co ntenus s’adressent à du personnel
qualifi é
(2)
.
Ce manuel indique le but pour lequel
cette machine a été construite et
donne tous les renseignements nécessaires pour que son emploi soit
sûr et correct.
Le respect scrupuleux des normes
y contenues garantit la sécurité de
l’utilisateur et de la machine et permet
d’obtenir une certaine économie de
service et une plus longue durée de
vie de la machine.
Pour en faciliter la consultation, ce
manuel a été divisé en sections, identifi ant les sujets principaux. Pour une
localisation rapide des sujets consulter
l’index.
Pour mettre en évidence les parties du
texte à ne pas oublier, on les a mises
en gras et précédées par les symboles
montrés et défi nis ci de suite.
Signale des dangers imminents qui pourraient blesser
gravement l’ouvrier ou à d’autres personnes. Il faut faire attention et suivre
scrupuleusement les indications.
Indique qu’il
est nécessaire de faire la plus grande
attention afi n de ne pas courir des
risques pouvant entraîner de graves
conséquences, ainsi que l’endommagement des biens matériels, tels que
les ressources ou le produit.
Consultar detenidamente este
manual antes de efectuar cualquier
intervención en la máquina.
1.1. FINALIDAD DEL
MANUAL
Este manual ha sido redactado por
el fabricante y representa parte integrante de la máquina
(1)
.
Las informaciones contenidas están
dirigidas a personal cualifi cado
(2)
.
Este manual defi ne la fi nalidad para
la cual se ha construido esa máquina
y contiene todas las informaciones
necesarias para garantizar un uso
seguro y correcto.
La constante observancia de las normas contenidas en el manual garantiza la seguridad de los operadores y
de la máquina, la economía de trabajo
y una duración de funcionamiento de
la máquina misma más larga.
Para facilitar la lectura, el manual
ha sido dividido en secciones que
subrayan los conceptos principales.
Para una búsqueda rápida de los
varios asuntos, se aconseja consultar
el índice.
Con el fi n de poner en mayor evidencia
los pasajes más importantes, ellos han
sido escritos en letra negrita y están caracterizados por algunos símbolos que
se ilustran y explican a continuación:
Indica peligros inminentes que podrían provocar graves
lesiones al operador o a otras personas;
es necesario prestar atención y seguir
escrupulosamente las indicaciones.
Indica que es
necesario tener cuidado con el fi n de
no acarrear consecuencias graves
que podrían causar el daño de bienes
materiales, tales como los recursos o
el producto.
ВНИМАНИЕ
ОПАСНОСТЬ
Page 10
1.
INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISH
ITALIANO
- 12 -
Indicazioni
di particolare importanza.
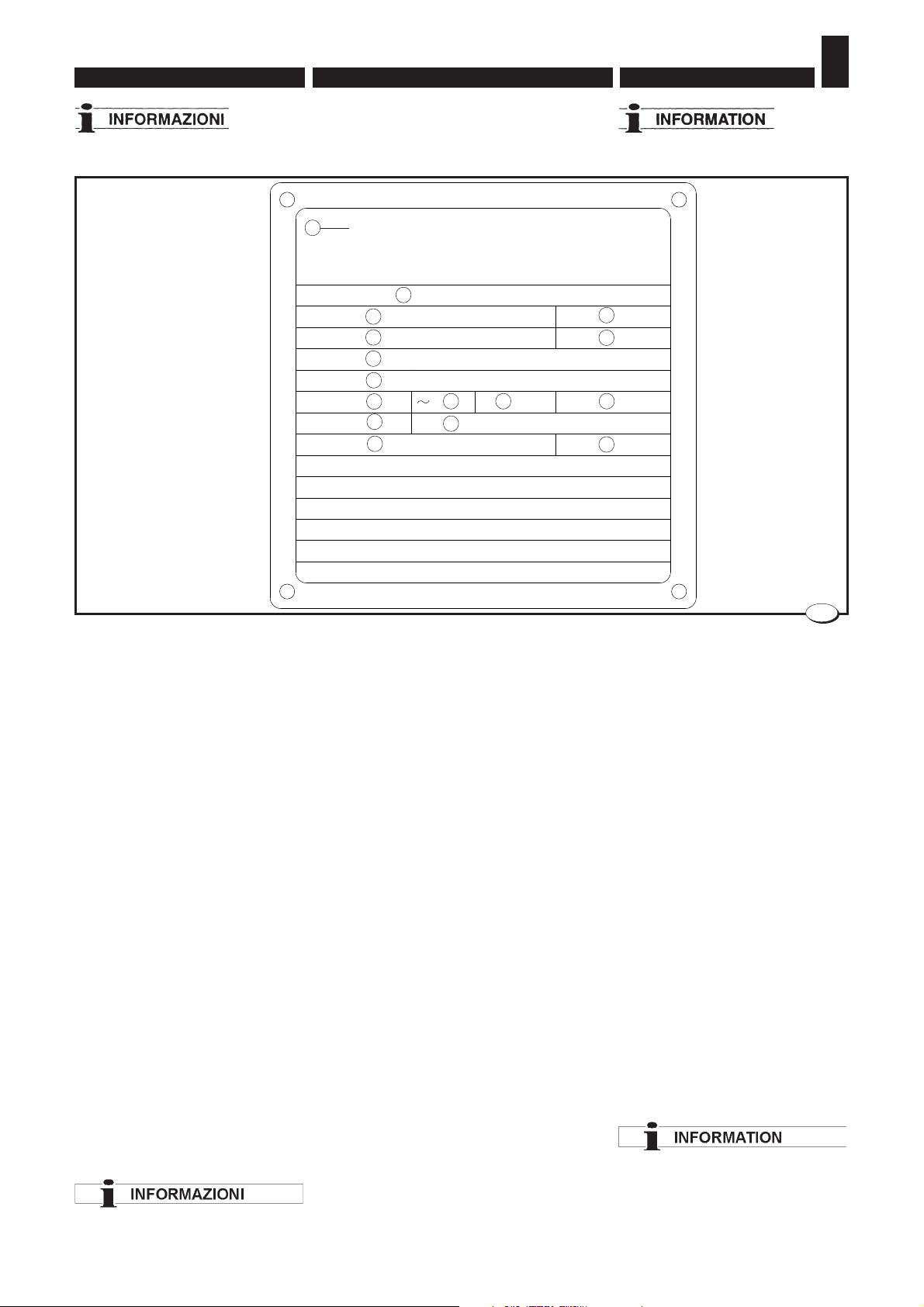
1.2. IDENTIFICAZIONE COSTRUTTORE E
MACCHINA
La targa di identifi cazione (fi g.1) è
fi ssata sul basamento della macchina e riporta i seguenti dati:
A - Identifi cazione del costrutto-
re
B - Marchio commerciale
C - Tipo macchina
D - Anno di produzione
E - Numero di serie
F - Peso in kilogrammi
G - Tensione nominale in volt
H - Numero fasi (corrente alter-
nata)
I - Corrente nominale in ampe-
re
L - Frequenza elettrica in hertz
M - Potere di interruzione di corto
circuito del dispositivo di protezione in kiloampere
N - Numero schema elettrico
O - Modello macchina
P - Composizione macchina
Q - Riferimento interno
R - Designazione
Questi dati devono essere sempre
precisati al costruttore per
informazioni, richieste ricambi,
ecc.
Important
information.
1.2. MANUFACTURER AND
MACHINE IDENTIFICATION
The identifi cation plate (fi g. 1) is
fi xed to the base of the machine
and carries the following data:
A - Manufacturer
B - Merchandise mark
C - Machine type
D - Production year
E - Serial number
F - Weight (kg)
G - Rated voltage (volt)
H - Phases number (alternate
current)
I - Rated current (ampere)
L - Frequency (hertz)
M - Short circuit breaking capacity
of the protective device (kA)
N - Wiring diagram number
O - Machine model
P - Machine version
Q - Internal references
R – Designation
Always specify this data to the
manufacturer for any information,
request of spare parts, etc.
REF.
YEAR
MARCA
MAKE
TYPE
TIPO
ANNO
Kg
MODELLO
U
I w.d.
V
kA
I A F Hz
n
cc
n
COMP.
SCM INDUSTRIA S.p.A.
Via Valdicella, n°7
47892 Gualdicciolo - Repubblica San Marino
DESIGNAZIONE
DESIGNATION
MODEL
SERIAL N°
B
C
E
G
M
O
P
A
I
H
N
D
F
L
Q
1
027_069_0.tif
R
Page 11
- 13 -
1.
ESPAÑOL
FRANÇAIS
РУССКИЙ
ОБЩАЯ ИНФОРМАЦИЯ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
Важная
информация.
1.2. ИДЕНТИФИКАЦИЯ
ИЗГОТОВИТЕЛЯ И
СТАНКА
Идентификационная табличка
(рис. 1) закреплена на станине
станка и несет следующую
информацию:
A - Изготовитель
B - Торговая марка
- Тип станка
- Год выпуска
- Серийный номер
- Масса (кг)
- Номинальное напряжение (В)
- Число фаз переменного тока
- Номинальный ток (А)
- Частота (Гц)
- Отключающая способность
устройства защиты от короткого
замыкания (кА)
- Номер электросхемы
- Модель станка
- Компоновка станка
- Отметка дл я внутреннего
пользования
R - Обозначение
Эти данные должны сообщаться
изготовителю всякий раз при
обращении за информацией, заказе
запчастей и т.п.
Indica-tions
d’importance particulière.
1.2. IDENTIFICATION DU FABRICANT ET DE LA MACHINE
La plaque signalétique (fi g. 1) est fi xée
sur le socle de la machine et contient
les informations suivantes:
A - Identifi cation du fabricant
B - Marque commerciale
C - Type machine
D - Année de production
E - Numéro de matricule
F - Poids en kilogrammes
G - Tension nominale en volt
H - Nombre phases (courant alterna-
tif)
I - Courant nominal en ampères
L - Fréquence électrique en Hertz
M - Pouvoir d’interruption de court
circuit du dispositif de protection
en kiloampères
N - Numéro schéma électrique
O - Modèle machine
P - Composition machine
Q - Référence interne
R – Designation
Ces renseignements doivent toujours
être fournis au fabricant pour toute
demande d’informations et de pièces
détachées, etc.
Indica-
ciones de importancia relevante.
1.2. IDENTIFICACION DEL FABRICANTE Y DE LA MAQUIN (fi g. 1)
La placa de identifi cación (fi g. 1) está
en la base de la máquina y en ella se
encuentran los datos siguientes:
A - Identifi cación del fabricante
B - Marca comercial
C - Tipo maquina
D - Año de producción
E - Numero de serie
F - Peso en kilogramos
G - Tensión nominal en volt
H - Numero fases (corriente alterna-
da)
I - Corriente nominal en ampere
L - Frecuencia electrica en hertz
M - Poder de interrupción de corto
circuito del dispositivo de protección in kiloamper
N - Numero esquema electrico
O - Modelo máquina
P - Composición máquina
Q - Referencia interna
R – Designation
Es necesario detallar siempre
estos datos al fabricante en caso
de informes, pedido de repuestos,
etc.
ИНФОРМАЦИЯ
Page 12
1.
INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISH
ITALIANO
- 14 -
1.3. RACCOMANDAZIONI
PER L’ASSISTENZA
Nel redigere questo libretto abbiamo preso in considerazione
tutte le operazioni che rientrano
nella consuetudine della normale
manutenzione.
Raccomandiamo di non eseguire
alcuna riparazione o intervento
non indicati in questo manuale.
Tutte quelle operazioni che richiedono smontaggio di parti, vanno
affidate al personale tecnico
autorizzato.
Per l’impiego corretto della macchina seguire le istruzioni di questo manuale.
Solo personale addestrato
ed autorizzato può usare la
macchina ed eseguire operazioni
di manutenzione, dopo aver letto
questo manuale.
Osservare le norme
antinfortunistiche, le regole
di sicurezza generale e della
medicina del lavoro.
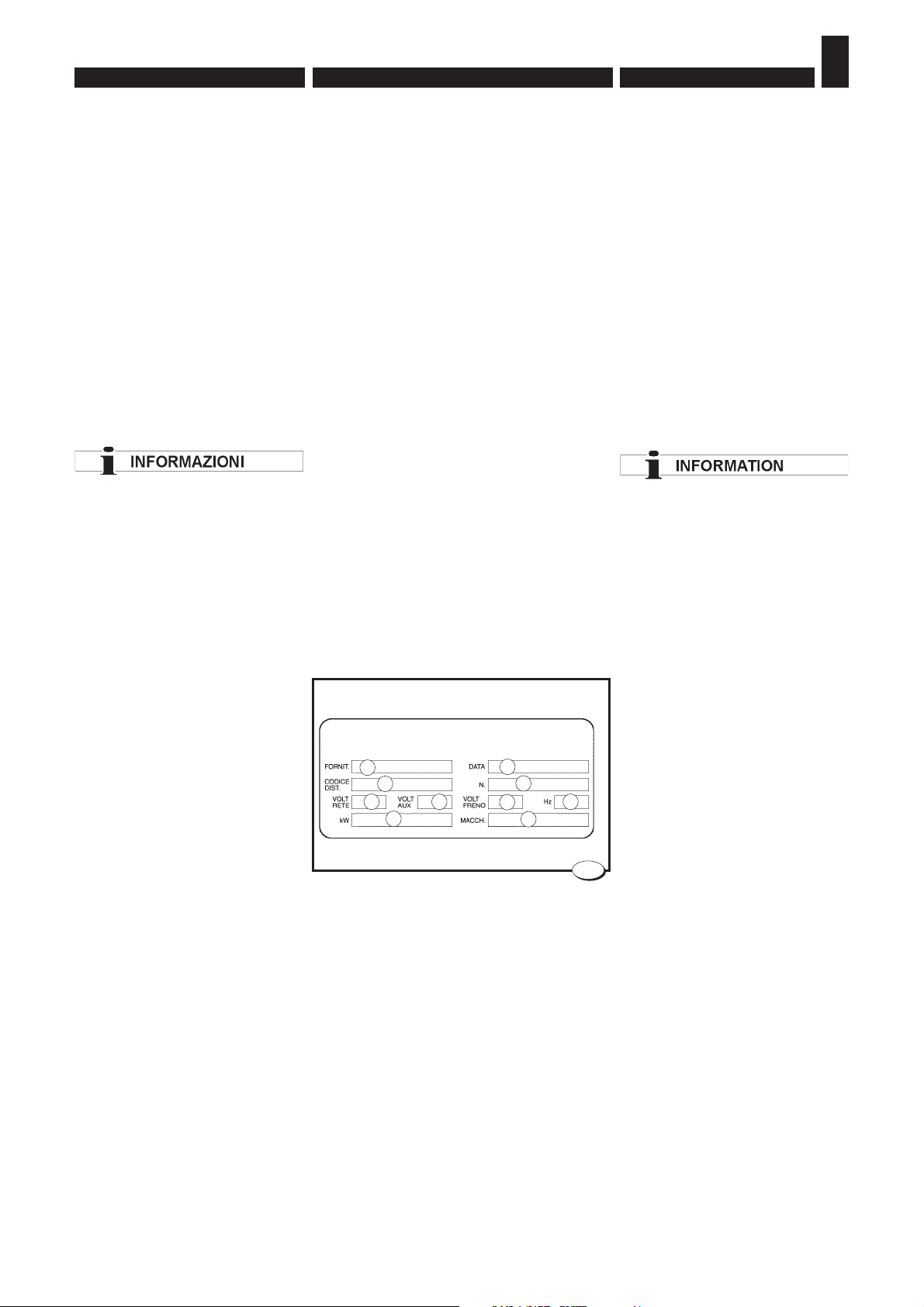
Per informazioni riguardanti specifi catamente l’impianto elettrico
fornire i dati riportati sulla targhetta
di fi g. 2 situata nella parte interna
dello sportello di accesso al vano
elettrico.
Legenda (fi g. 2)
A - Ditta che ha eseguito l’impian-
to elettrico.
B - Data di costruzione della cen-
tralina elettrica.
C - Numero distinta componenti
elettrici.
D - Numero schema elettrico.
E - Tensione di rete alimentazione
macchina (V).
F - Tensione di alimentazione
circuiti ausiliari (V).
G - Tensione di alimentazione
freno motore (V).
H - Frequenza elettrica in Hz.
I - Potenza assorbita dalla mac-
china.
L - Tipo macchina.
1.3. CUSTOMER SERVICE
RECOMMENDATIONS
Any operation concerning routine maintenance has been taken
into account while compiling this
manual.
Never carry out any repair or
operations which have not been
mentioned in this manual. Apply
to skilled and authorized technical
staff to carry out any operation dealing with parts disassembly.
Keep to the instructions contained
in this manual for the correct use
of the machine.
Only skilled and authorized staff
shall use and service the machine
after reading this manual.
Respect the accident-prevention
regulations and the general safety
and industrial medicine rules.
As for information concerning the
electric system, detail the data
indicated on the plate of fi g. 2,
located inside the electric system
access door.
Legend (fi g. 2)
A - Firm which carried out the
electric system
B - Electric control unit manufac-
turing date.
C - Electrical components bill
number.
D - Wiring diagram number.
E - Machine supply voltage (V).
F - Auxiliary circuits supply
voltage (V).
G - Motor brake supply voltage
(V).
H - Electric frequency in Hz.
I - Power absorbed from the
machine.
L - Machine type.
A
B
C
D
I
L
E F
G
H
2
009_064_0.tif
Page 13
- 15 -
1.
ESPAÑOL
FRANÇAIS
РУССКИЙ
ОБЩАЯ ИНФОРМАЦИЯ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
1.3. РЕКОМЕНДАЦИИ ПО
ОБРАЩЕНИЮ В СЕРВИС
В да нное рук оводство бы ли
включены все процедуры текущего
технического обслуживания станка.
Не рекомендуется выполнять
ремонт станка и иные операции,
не опис анные в нас тоящ ем
рук овод стве . Все оп ераци и,
требующие демонтажа частей
стан к а , дол жны п оручаться
авторизованному техническому
персоналу.
Для обеспечения правильной
эксплуатации станка необходимо
при держ иваться инст рук ций,
представленных в настоящем
руководстве.
До работы на станке и его
технического обслуживания
допускается опытный персонал,
ознакомившийся с содержанием
настоящего руководства.
Соблюдать законодательство
в области охраны труда, общие
правила техники безопасности и
санитарные нормы рабочего места.
И н ф о р м а ц и я о б
электр ооборудовани и ст анка
представлена на табличке рис.
2, расположенной на внутренней
стороне дверцы электрощита.
Пояснение (рис. 2)
A - Фирма-изготовитель блока
электроавтоматики станка.
B - Д ата выпуск а блок а
электроавтоматики.
C - Номер списка электрических
компонентов.
D - Номер электросхемы.
E - Напряжение питания станка
(В).
F - Нап ря ж е н и е питания
вспомогательных цепей (В).
G - Напряжение п и т а н и я
тормоза электродвигателя (В).
H - Частота напряжения (Гц).
I - Мощность, потребляемая
станком.
L - Тип станка.
1.3. RECOMMANDATIONS POUR
L’ASSISTANCE
Dans la rédaction de ce livret, on
a pris en considération toutes les
opérations faisant partie de l’entretien
de routine.
Il est donc recommandé de n’effectuer
aucune réparation ni opération nonindiquées dans ce manuel. Toutes les
opérations demandant le démontage
des parties, doivent être effectuées par
du personnel technique autorisé.
Pour l’emploi correct de la machine,
suivre attentivement les instructions
données dans le présent livret.
Cette machine ne peut être utilisée
ni entretenue que par du personnel
spécialisé et autorisé, après avoir lu ce
manuel.
Respecter les normes contre les
accidents, les consignes générales de
sécurité et de la médecine du travail.
Pour les informations concernant
notamment l’installation électrique,
fournir les données sur la plaquette
en fi g. 2, située à l’intérieur de la porte
d’accès à l’armoire électrique.
Legende (fi g. 2)
A - Entreprise qui a effectué l’instal-
lation électrique.
B - Date de fabrication du coffret
électrique.
C - N. de liste des composants élec-
triques.
D - N. de schéma de câblage.
E - Tension secteur pour l’alimenta-
tion de la machine (V).
F - Tension d’alimentation circuits
auxiliaires (V).
G - Tension d’alimentation frein mo-
teur (V).
H - Fréquence électrique en Hz.
I - Puissance absorbée.
L - Modèle de machine
1.3. NOTAS IMPORTANTES SOBRE LA ASISTENCIA
Durante la redacción de este manual
se han tomado en cuenta todas la
operaciones relativas al mantenimiento rutinario.
Se recomienda no efectuar cualquier
reparación o operación no mencionada en este manual. Solamente el
personal técnico autorizado podrá
cuidar todas las operaciones relativas
al desmontaje de las piezas.
Para un uso correcto de la máquina,
atenerse a las instrucciones indicadas en este manual.
Solamente el personal autorizado
y que tenga la formación adecuada
puede usar la máquina y prestar el
servicio de mantenimiento, después
de haber leido este manual.
Observar las normas de prevención
de accidentes, las reglas de
seguridad general y las de la
medicina del trabajo.
Para todos los informes relativos a
la instalación eléctrica, detallar los
datos indicados sobre la placa (fi g.
2) puesta en la parte interior del
portillo de acceso a los componentes
eléctricos.
Leyenda (fi g. 2)
A. Empresa que ha efectuado la
instalación eléctrica.
B Fecha de fabricación de la caja
de mandos eléctricos.
C Número lista componentes eléc-
tricos.
D Número del diagrama de co-
nexiones.
E Tensión de alimentación máquina
(V).
F Tensión de alimentación circuitos
auxiliares (V).
G Tensión de alimentación freno
motor (V).
H Frecuencia eléctrica in Hz.
I Potencia absorbida por la máqui-
na.
L Tipo de máquina.
Page 14
– 16 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
040_007_1 .tif
1
H
F
L
E
B
G
H
A
N
O
M
C
D
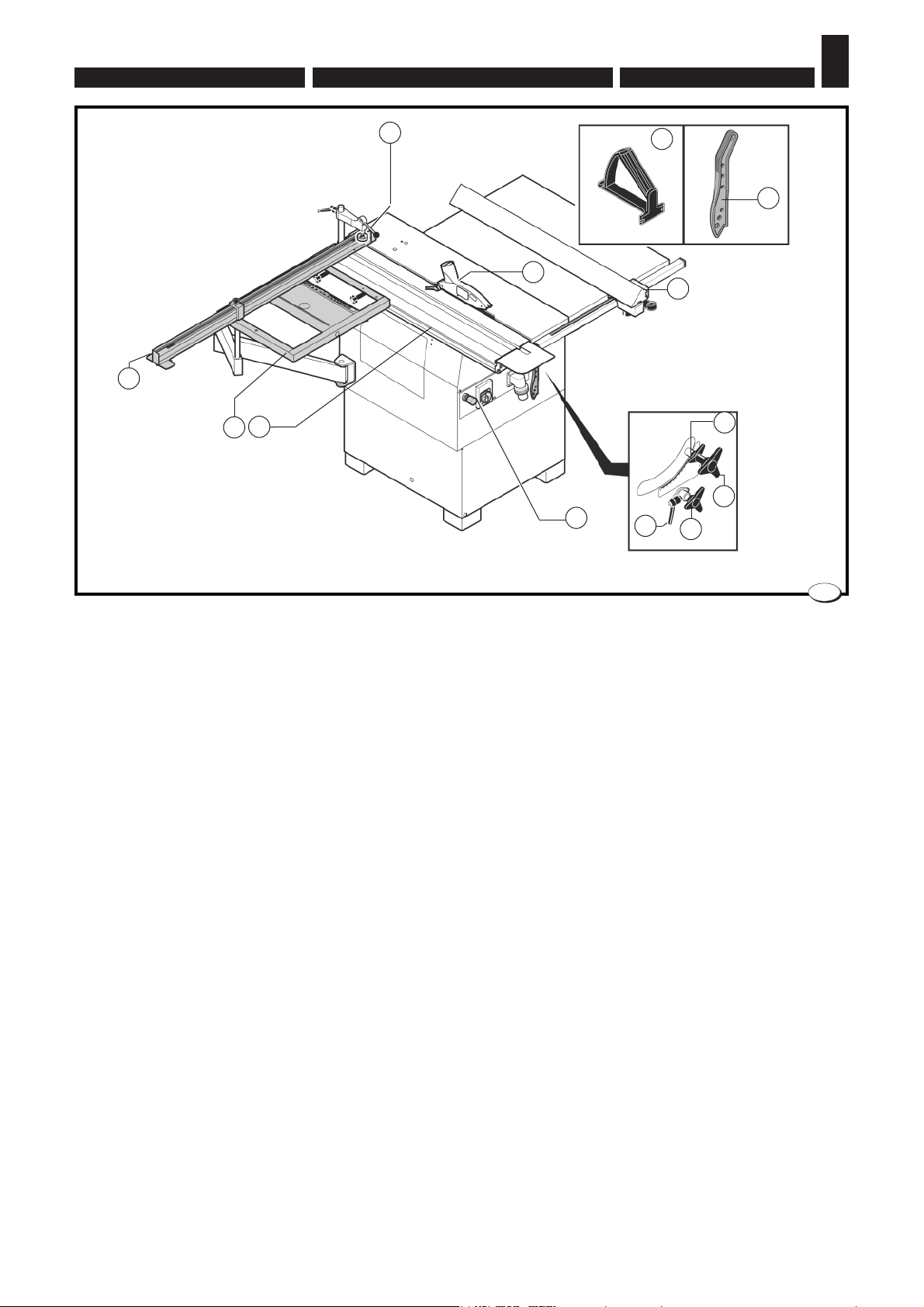
2.1. DESCRIPTION OF THE
MACHINE (fi g. 1)
The machine is a circular saw.
The saw blade tilting, makes any
kind of machining practicaland
easy.
Main components:
A - Surface saw
B - Saw assembly
C - Square up frame
D - Wagon-type aluminium slide
E - Guide for squaring
F - Presser
G - Control board
H - Wood thrust
L - Saw inclination
M - Saw lifting
N - Saw inclination lock
O - Saw lifting lock
2.1. DESCRIZIONE DELLA
MACCHINA (fi g. 1)
La macchina è una sega circo-
lare.
L' inclinazione della lama sega
rende pratico e facile qualunque
tipo di lavoro.
Organi principali:
A - Guida sega
B - Gruppo sega
C - Telaio di squadro
D - Carro vagone in alluminio
E - Guida per squadrare
F - Pressore
G - Quadro comandi
H - Spingilegno
L - Inclinazione sega
M - Sollevamento sega
N - Bloccaggio inclinazione sega
O - B loccaggio sollev amento
sega
Page 15

– 17 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
2.1. DESCRIPCION DE LA
MAQUINA
La máquina es una sierra circular
de hoja inclinable para trabajar la
madera.
La inclinación de la hoja sierra
hace cualquier tipo de trabajo
práctico y fácil.
Organos principales:
A - Guía sierra
B - Grupo sierra
C - Bastidor en ángulo recto
D - Carro-vagón aluminio
E - Guía para escuadrar
F - Prensador
G - Tablero de mandos
H - Elemento de empuje
L - Inclinación sierra
M - Elevación sierra
N - Bloqueo inclinación sierra
O - Bloqueo de la elevación sier-
ra
2.1. ОПИСАНИЕ СТАНКА (рис.
1)
Круглопильный станок.
Угол накло н а пилы м о ж ет
регулироваться, что расширяет
универсальность станка и
повышает удобство работы.
Основные элементы:
A - Направляющая линейка
B - Пильный узел
C - Опорная рама для поперечного
раскроя
D - Алюминиевая каретка
E - Линейка для поперечного
раскроя
F - Прижим
G - Пульт управления
H - Толкатель
L - Наклон пилы
M - Подъем пилы
N - Блокировка наклона пилы
O - Блокировка подъема пилы
2.1. DESCRIPTION DE LA
MACHINE (fi g. 1)
La machine est une scie circulaire.
L’inclinaison de la lame scie rendent
pratique et facilen’import quel type
d’usinage.
Organes principaux:
A - Guide scie
B - Ensemble scie
C - Bâti d’équerre
D - Chariot extractible en aluminium
E - Guide pour équarrir
F - Presseur
G - Tableau de commande
H - Pousse-bois
L - Inclinaison scie
M - Montée scie
N - Blocage inclinaison scie
O - Blocage élévation scie
Page 16

– 18 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
2.2. CONDIZIONI PREVISTE
D’UTILIZZO E CONTROINDICAZIONI
Questa macchina é stata progettata per tagliare, squadrare il
legno massello, i pannelli di fi bra,
i truciolari, i compensati e paniforte
rivestiti e non.
I materiali diversi da quelli citati qui
sopra non essendo assimilati al
legno sono di conseguenza vietati;
i danni provocati da una loro lavorazione vedrebbero come unico
responsabile l’utilizzatore.
La macchina è stata progettata
per impiegare esclusivamente
utensili conformi alla norma EN
847-1, adatti per il tipo di materiale
usato.
Collegare sempre la macchina
all’impianto di aspirazione che
deve essere suffi cientemente dimensionato (vedi cap.4).
E' vietato l'utilizzo della macchina
senza aver installato correttamente le protezioni.
E' vietato l'utilizzo di un trascinatore in quanto la macchina non è
predisposta elettricamente.
Seguire scrupolosamente le precauzioni per la sicurezza indicate
nel capitolo 3.
E' vietato eseguire modifi che alla
macchina; l'esecuzione di modifi che, fa decadere la Dichiarazione
di Conformità della macchina.
Per i danni che ne derivano
da un uso improprio l’unico
responsabile è l’utilizzatore.
2.2. OPERATING CONDITIONS AND CONTRARY
DIRECTIONS
This machine has been designed
for cutting, squaring, solid wood,
fi ber boards,
chipboard panels, ply-wood and
laminboard, coated and noncoated.
Materials different from those quoted
above, since dissimilar to wood,
are thus prohibited: the user is
solely responsible for any damage caused by machining such
materials.
The machine has been designed
to be used exclusively with tools
which comply with EN 847-1,
suitable for the type of material
machined.
Always connect the machine to a
suffi ciently dimensioned suction
system (see Chapter 4).
It is prohibited to use the machine
without having properly installed
the protections.
Use of a driver is prohibited since the
machine is not electrically set up.
Scrupulously follow the precautions for safety indicated in Chapter
3.
It is prohibited to make any modifi cations to the machine. If modifi cations are made, the Declaration of
Conformity is forfeited.
For damages deriving from
improper use the user is solely
responsible.
Page 17
– 19 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
2.2. CONDICIONES DE UTILIZACION PREVISTAS Y
CONTRAINDICACIONES
Esta máquina ha sido proyectada
para cortar, escuadrar y caja, duramen, paneles de fi bra, tableros
regenerados, madera contrachapada y tableros enlistonados con
o sin revestimiento.
Los materiales no mencionados
anteriormente, no siendo símiles a
la madera, están prohibidos para
su elaboración con la máquina; el
usuario es el único responsable
de los daños provocados por su
elaboración.
La máquina ha sido proyectada
para el uso exclusivo de herramientas conformes a la norma EN
847-1.
Conectar siempre la máquina al
equipo de aspiración, que debe
ser de las dimensiones sufi cientes
(véase cap.4).
Está prohibido el uso de la máquina
sin haber instalado correctamente
las protecciones.
Está prohibida la utilización de
un arrastrador ya que la máquina
no está predispuesta eléctricamente.
Seguir escrupulo-samente las precauciones de seguridad indicadas
en el capítulo 3.
Se prohibe aportar modifi caciones
a la máquina; la realización de
modifi caciones provoca la caducidad de la Declaración de Conformidad de la máquina.
El usuario es el único responsable
de los daños provocados por un
uso inapropiado de la máquina.
2.2. Т Р Е Б О В А Н И Я
К П Р И М Е Н Е Н И Ю И
ЗАПРЕЩЕННЫЕ СПОСОБЫ
ИСПОЛЬЗОВАНИЯ
Рассматр и в а е м ы й с т а н о к
предназначен для продольнопоперечного раскроя массивной
древесины, плит ДВП, ДСП,
столярных плит с отделкой и без
отделки.
О б ра б о т к а м ате р иа л о в ,
отличных от перечисленных
выше и отли ч ающих ся п о
составу от дерева запрещена.
Вся ответственность за ущерб,
п р и ч и н ен н ы й в с л е д с т в ие
обра б отки в с танк е так их
м ате р и а л о в, л о ж и т с я н а
владельца станка.
На станке должен использоваться
р е ж у щ и й и н с т р у м е н т,
соответствующий стандарту EN
847-1 и подходящий для типа
раскраиваемого материала.
Станок надлежит подсоединить к
системе аспирации надлежащей
производительности (см. главу 4).
Запрещается работать на станке
с не установленными защитными
ограждениями.
З а п ре щ а ется п р и м е н я т ь
автоподатчик, так как станок
не имеет с оот ветст вующей
электрической подготовки.
Н е о б х од и м о т щ а т ел ь н о
придерживаться всех инструкций
по те хнике б езопас н о сти,
представленных в главе 3.
Запрещается вносить изменения
в конструкцию станка. Внесение
измен е н ий в к о н струк ц и ю
прекращает действие Декларации
Соответствия станка.
Вся ответственность за ущерб,
причиненный вследствие
использования станка не по
назначению, ложится на его
владельца.
2.2. CONDITIONS PREVUES
D’EMPLOI ET CONTREINDICATIONS
Cette machine a été conçue pour
couper, équarrir, le bois massif, les
panneaux de fi bres, les panneaux
agglomérés de copeaux, les contreplaqués et les panneaux lamellés
revêtus ou non.
Des matériaux différents de ceux
énumérés ci-dessus, ne peuvent être
assimilés au bois et sont donc inter-
dits; les détériorations causées par
leur usinage seraient entièrement à
la charge de l’u tilisateur.
La machine a été conçue pour
utiliser exclusivement des outils
conformes à la norme EN 847-1,
adaptés pour le type de matériau
utilisé.
Il faut toujours connecter la machine
à l’installation d’aspiration qui doit
être suffi samment dimensionnée
(voir chap.4).
Il est interdit d’utiliser la machine si
les protections ne sont pas installées correctement.
Il est interdit d’utiliser un système
d’entraînement lorsque la machine
n’est pas préparée électriquement.
Respecter scrupuleusement les
consignes de sécurité fi gurant au
chapitre 3.
Il est interdit d’effectuer des modifi cations sur la machine; l’exécution de
modifi cations, annule la Déclaration
de Conformité de la machine.
Pour les dommages découlant
d’une mauvaise utilisation, seul
l’utilisateur est responsable.
ВНИМАНИЕ
Page 18

– 20 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
040_001_1 .tif
2
1440
1140
201.5
460
553 219.5 565
790
1243.5
863
606.5
717
2.3. CARATTERISTICHE
TECNICHE
(OPT) = Dispositivo a richiesta
Dimensioni d'ingombro
Altezza piano
di lavoro .........................900 mm
Sega
Lama sega
- Diametro massimo ... ø 250mm
- Diametro minimo ...... ø 245mm
- Diametro foro ............. ø 30 mm
- Tempo arresto lama ....~10 sec.
Velocità
di rotazione .............~3900 g/min
Massima larghezza di taglio
alla guida .....................~500 mm
Inclinazione lama sega ... 90÷45°
Massima altezza di taglio
con protezione:
- con lama a 90° ............~67 mm
- con lama a 45° ............~40 mm
Attacco aspirazione
alla sega .................... ø 120 mm
Protezione sega
Attacco aspirazione
protezione sega ........... ø 60 mm
2.3. SPECIFICATIONS
(OPT) = Optional device
Over-all dimensions
Work-table height ..........900 mm
Saw
Saw blade
- Maximum diameter .. ø 250 mm
- Minimum diameter ... ø 245 mm
- Hole diameter ............ ø 30 mm
- Blade stop time ............. 10 sec.
Rotation speed ..abt. 3900 r.p.m.
Maximum fence cutting
width ............................ ~500 mm
Saw blade tilting ..............90÷45°
Maximum cutting height
with - protection:
- with blade at 90° ..........~67 mm
- with blade at 45° ..........~40 mm
Saw suction system
coupling ...................... ø 120 mm
Saw protection
Saw protection suction
coupling ....................... ø 60 mm
Page 19

– 21 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
2.3. CARACTERISTICAS
TECNICAS
(OPT) = Dispositivo bajo pedido
Dimensiones totales
Altura mesa de trabajo ..900 mm
Sierra
Hoja sierra
- Diámetro máximo . ø 250 mm
- Diámetro mínimo: .... ø 245 mm
- Diámetro orifi cio ........ ø 30 mm
- Tiempo de detención hoia .........
10 seg.
Velocidad de
rotación .............~3900 rev/min
Ancho máximo de
corte en la guía .........~500 mm
Inclinación hoja sierra ..... 90÷45°
Altura máxima de corte
con protección:
- con hoja de 90° ........~67 mm
- con hoja de 45° ...........~40 mm
Conexión aspiración
a la sierra ................ ø 120 mm
Protección sierra
Conexión aspiración protección-
sierraprotection scie ..... ø 60 mm
2.3. ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ
(OPT) = ДОПОЛНИТЕЛЬНО
ЗАКАЗЫВАЕМАЯ ОСНАСТКА
Габаритные размеры
Высота стола .................900 мм
Пила
Пильный диск
- Максимальный
диаметр ...................... ø250 мм
- Минимальный
диаметр ...................... ø245 мм
- Диаметр отверстия .... ø30 мм
- Время остановки
пилы ..................................~10 с
Скорость
вращения ............~3900 об/мин
Максимальная ширина раскроя
по линейке ...................~500 мм
Наклон пилы .................. 90÷45°
Максимальная высота пропила
при наличии ограждения:
- пила под 90° ................~67 мм
- пила под 45° ................~40 мм
Вытяжной патрубок .... ø120 мм
Ограждение пилы
Вытяжной патрубок на
ограждении пилы ......... ø60 мм
2.3. DONNEES TECHNIQUES
(OPT) = Dispositif optionnel
Cotes d'encombrement
Hauteur de la
table du travail ...............900 mm
Scie
Lame de la scie
- Diamètre maximum . ø 250 mm
- Diamètre minimum .. ø 245 mm
- Diamètre trou .................... ø 30
- Temps d'arrêt lame ...........10 s.
Vitesse de rotation ..~3900 tr/min
Largeur maxi de coupe
au guide .......................~500 mm
Inclinaison de la lame
de la scie .......................90÷45°
Hauteur maximale de coupe
avec protection:
- avec lame à 90° ...........~67 mm
- avec lame à 45° ...........~40 mm
Connexion de l’aspiration
à la scie ..................... ø 120 mm
Protection de la scie
Fixation aspiration protection
scie .............................. ø 60 mm
Page 20
– 22 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
040_003_0.tif
A
B - C
B
4
Motors
Technical details: see data
plate on the motor.
Duty cycle: S6 - 40%
Conditions of service: see Sec.
4:2.
Motor power:
three - single .... 1,85 KW (50 Hz)
three - single ...... 2,2 KW (60 Hz)
Wa g on-t y pe alu m ini u m
slide
Wagon ................. 200x1140 mm
Ability to square with blade centre
panel. ........................... 1200 mm
Weights
Standard machine
version weight ............... ~170 kg
2.4. WORKING PLACES
The machine has been designed
to be used by a single user.
A - Parallel cutting
B - Slide machining
2.5. DUST EMISSION
Maximum dust emission value:
Saw cutting ...............0,58 mg/m
3
Motori
Dati tecnici: vedi targa di identifi cazione sul motore.
Tipo di servizio: S6 - 40%
Condizioni di servizio: vedi Par.
4:2.
Potenza motore:
trifase monofase 1,85 KW (50 Hz)
trifase - monofase 2,2 KW (60 Hz)
Carro vagone in alluminio
Vagone .................200x1140 mm
Capacità a squadrare con pannello
da centrolama ............. 1200 mm
Pesi
Peso macchina
versione standard ........ ~170 kg
2.4. POSTAZIONI
DI LAVORO
La macchina è stata concepita
per essere utilizzata da un solo
operatore.
A - Taglio parallelo
B - Lavorazioni al carro
2.5. POLVERI EMESSE
Valore massimo delle polveri
emesse:
Taglio sega ...............0,58 mg/m
3
Page 21

– 23 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
Motores
Datos técnicos: véase la placa de
identifi cación en el motor.
Tipo de servicio: S6 - 40%
Condiciones de servicio: véase
Pár. 4:2.
Potencia motor:
trifásico arranque - monofásico
arranque ........... 1,85 kW (50 Hz)
trifásico arranque - monofásico
arranque ..................................
2,2 kW (60 Hz)
Carro-vagón aluminio
Vagón ..................200x1140 mm
Capacidad de escuadrar con panel
de centro hoja .............1200 mm
Pesos:
Peso máquina
versión estándar .......... ~170 kg
2.4. PUESTO DE TRABAJO
La máquina ha sido proyectada
para la utilización por parte de un
solo operador.
A - Corte paralelo
B - Trabajo con carro
2.5. POLVOS EMITIDOS
Valor máximo de los polvos emitidos:
Corte sierra ............... 0,58 mg/m
3
Двигатели
Технические данные: см.
табличка паспортных данных
на двигателе.
Тип службы: S6 - 40%
Условия службы: см. Пар. 4:2.
Мощность двигателя:
трехфазный - однофазный 1,85
кВт (50 Гц)
трехфазный - однофазный . 2,2
кВт (60 Гц)
Алюминиевая каретка
Каретка ................200x1140 мм
Ширина поперечного
раскроя .......................1200 мм
Массы
Масса станка в базовом
исполнении .................. ~170 кг
2.4. РАБОЧИЕ МЕСТА
Конструкция станка
предусматривает работу на нем
лишь одного оператора.
A - Продольный раскрой
B - Раскрой на каретке
2.5. ВЫДЕЛЕНИЕ ПЫЛИ
Максимальная концентрация
пыли в воздухе:
Распиловка ...............0,58 мг/м3
Moteurs
Caractéristiques techniques: voir plaque d’identifi cation
sur le moteur
Type de service: S6 - 40%
Conditions de service: voir
Par. 4:2.
Puissance du moteur:
riphasé - monophasé mise .1,85
kW (50 Hz)
riphasé - monophasé mise .........
2,2 kW (60 Hz)
Chariot extractible en aluminium
Chariot ........................................
200x1140 mm
Capacité à équerrer avec panneau
du centre-lame ............................
1145 mm
Poids:
Poids machine
version standard .......... ~170 kg
2.4. POSTES DE TRAVAIL
La machine a été conçue pour
être utilisée par un seul opérateur.
A - Coupe parallèle
B - Usinages au chariot
2.5. POUSSIERES EMISES
Valeur maximum des poussières émises:
Coupe scie ................ 0,58 mg/m
3
ВНИМАНИЕ
Page 22

– 24 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
Condizioni di funzionamento – Taglio sega (secondo EN 1870-1:2007+ A1:2009)*
Operating conditions – Saw cutting (according to norm EN 1870-1:2007+ A1:2009)*
Descrizione grandezza misurata
Measured size description
Lw: livello della potenza sonora emessa dB (A)
re 1pW
[mW (A)]
Lw: sound power level dB (A)
re 1pW
[mW (A)]
Il valore massimo della pressione acustica istantanea, ponderato C, è inferiore a 130 dB (C).
The maximum istantaneus noise level pressure is under 130 dB (C).
*Si rimanda al Rdp 06158 per l’analisi delle condizioni di funzionamento impiegate differenti da quanto prescritto dalle norme sopra citate.
*Refer to the test document N° 06158 (Rdp 06158) to analyse the actual operating conditions used to make the test, different from those operating conditions prescribed by the
norm mentioned above.
VSA : A vuoto senza aspirazione
VSA : Idle working without suction
LAV : In lavoro
LAV : In operation
Lop: livello della pressione sonora al posto operatore dB
(A) e livello di picco [dB(C)]
Lop: sound pressure level at operator station dB (A) and
peak level [dB(C)]
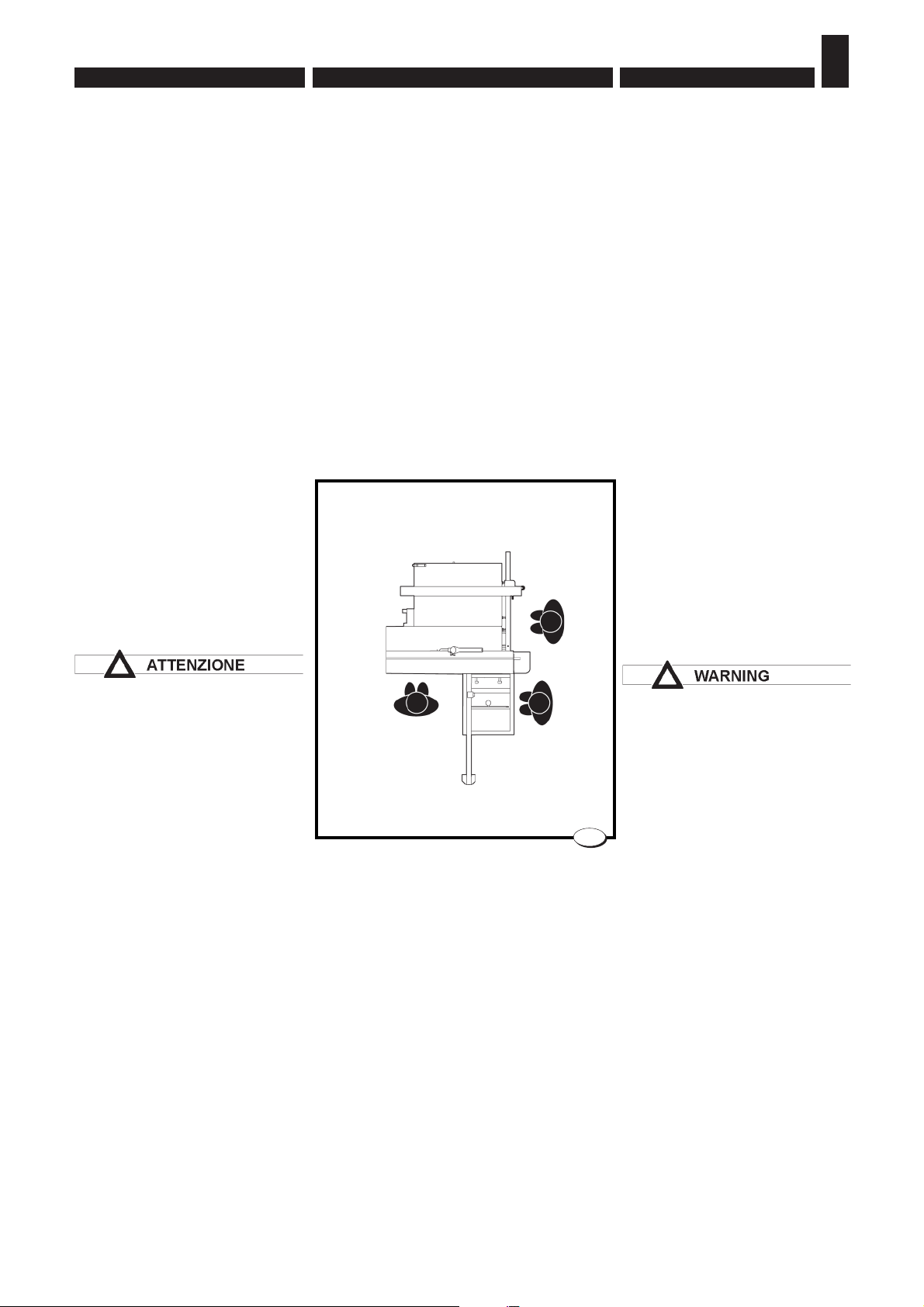
Posizioni operatore
Operator station
ENTRATA
INPUT
Norma di riferimento
Reference norm
EN ISO
11201:1995
EN ISO
3744:1995
Incertezza K
(probabilità 68.27%)
Uncertainity K
(probability 68.27%)
2.5
2.0
Taglio sega
Saw cutting
VSA
80.2
95.1
[3.2]
LAV
90.3
[99.0]
103.8
[23.8]
2.6. LIVELLO DI RUMOROSITÀ'
I valori misurati per il rumore
sono livelli di emissione e non
necessariamente livello di lavoro
sicuro. Mentre vi è una correlazione tra livelli di emissione e livelli
di esposizione, questa non può
essere usata affi dabilmente per
determinare se siano richieste o
no ulteriori precauzioni.
I fattori che infl uenzano il reale
livello di esposizione del lavoratore
includono la durata dell'esposizione, le caratteristiche dell'ambiente,
altre sorgenti di emissione, per es.
il numero delle macchine e altre
lavorazioni adiacenti. Anche i livelli
di esposizione permessi possono
variare da paese a paese. Queste
informazioni comunque mettono in
grado l'utilizzatore della macchina
di fare una migliore valutazione dei
pericoli e dei rischi.
Alcuni fattori che riducono l'esposizione al rumore sono:
- corretta scelta dell'utensile
- corretta selezione della velocità
- manutenzione degli utensili e
della macchina
- uso corretto dei protettori dell'u-
dito.
2.6. NOISE LEVEL
The noise levels measured are
emission levels and not necessarily the safe working level. Although
there is a correlation between the
emission levels and the exposure
levels, this cannot be used reliably
to determine whether or not further
precautions are required. The factors which affect the actual level
of operator exposure include the
duration of exposure, the ambient
characteristics and other sources
of emission, for example, the number of machines and other adjacent
machining. The permitted exposure values may also vary from
country to country. Nevertheless,
this information allows the user of
the machine to better evaluate the
dangers and risks.
Here are some factors which reduce the exposure to the noise:
- right tool selection
- machine and tool maintenance
- proper use of ear protective
means.
Page 23
– 25 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
2.6. NIVEL DE RUIDO
Los valores que se han medido
de ruido son niveles de emisión
y no indican necesariamente un
nivel de trabajo seguro. Mientras
que hay una correlación entre los
niveles de emisión y los niveles de
exposición, ésta no se puede usar
tranquilamente para determinar
la necesidad o no de ulteriores
precauciones.
Los factores que infl uyen en el
nivel real de exposición del trabajador incluyen la duración de la
exposición, las características del
lugar, otras fuentes de emisión, por
ej. el número de las máquinas y
otras elaboraciones adyacentes.
Los niveles de exposición también
pueden variar de país en país. De
todos modos estas informaciones
hacen que el usuario de la máquina
sea capaz de efectuar una valoración mejor de los peligros y de
los riesgos.
Условия работы – Sägenschnitt (nach Norm EN 1870-1:2007+ A1:2009)*
Condition de fonctionnement – Coupe scie (selon la norme EN 1870-1:2007+ A1:2009)*
Condiciones de funcionamiento – Corte sierra (según norma EN 1870-1:2007+ A1:2009)*
Положение оператора
Description de la grandeur mesurée
Descripción dimensión medida
Lw: уровень выделяемой звуковой мощности dB (A)
re 1pW
[mW (A)]
Lw: niveau de la puissance sonore émise dB (A)
re 1pW
[mW (A)]
Lw: nivel de potencia sonora emetida dB (A)
re 1pW
[mW (A)]
Максимальное значение взвешенного мгновенного звукового давления ниже 130 дБ (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).
El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
* Порядок анализа условий работы, отличных от описанных в вышеуказанных нормативах, см. в Rdp 06158.
*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne Absaugung
VSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : В работе
LAV : En usinage - LAV : En trabajo
Lop: уровень звукового давления на месте
оператора дБ (A) и пиковый уровень [дБ(C)]
Lop: niveau de la pression sonore au poste
opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del
operador dB (A) y nivel de pico [dB(C)]
Положение оператораr
Positions opérateur
Posiciones operador
ВХОД
ENTREE
ENTRADA
Исходный норматив
Norme de référence
Norma de referencia
EN ISO
11201:1995
EN ISO
3744:1995
Неопреде-ленность измерения K
(вероятность 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K (probabilidad
68.27%)
2.5
2.0
Sägenschnitt
Coupe scie
Corte sierra
VSA
80.2
95.1
[3.2]
LAV
90.3
[99.0]
103.8
[23.8]
2.6. УРОВЕНЬ ШУМА
Измеренные значения являются
величинами эмиссии шума, и при
этом не обязательно, что они
безопасны для работы. Несмотря
на наличие взаимосвязи между
уровнем экспозиции и уровнем
эмиссии, последняя не может
использоваться в качестве
надежного средства для ответа
на вопрос о том, необходимы или
нет дополнительные защитные
меры. В с остав факторов,
определяющих в еличину
экспо зиции дл я ра боче го
персонала, входят длительность
экспозиции, характеристики
рабочего помещения, наличие
других исто ч ников шума
(например, общее количество
станков, выполнение поблизости
других операций).
Кроме того максима л ьно
допустимый уровень экспозиции
мож ет бы ть раз личн ым в
разных странах. Тем не менее,
представленная информация
позволит владельцу станка
сделать более полную оценку
опасностей.
2.6 NIVEAU DE BRUIT
Les valeurs mesurées pour le bruit
sont les niveaux d’émission et pas
obligatoirement le niveau de travail
en toute sécurité.
Alors qu’il y a une corrélation
entre les niveaux d’émission et
les niveaux d’exposition, cette
dernière ne peut être utilisée de
manière fi able pour déterminer
s’il faut ou pas prendre d’autres
précautions. Les facteurs infl uençant le niveau réel d’exposition de
l’ouvrier comprennent la durée de
l’exposition, les caractéristiques
de l’environnement, d’autres
sources de bruit, par exemple le
nombre des machines et d’autres
travaux adjacents. Les niveaux
d’exposition permis peuvent également varier de pays à pays. Ces
informations permettent quand
même à l’utilisateur de la machine
de mieux évaluer les dangers et
les risques.
Page 24
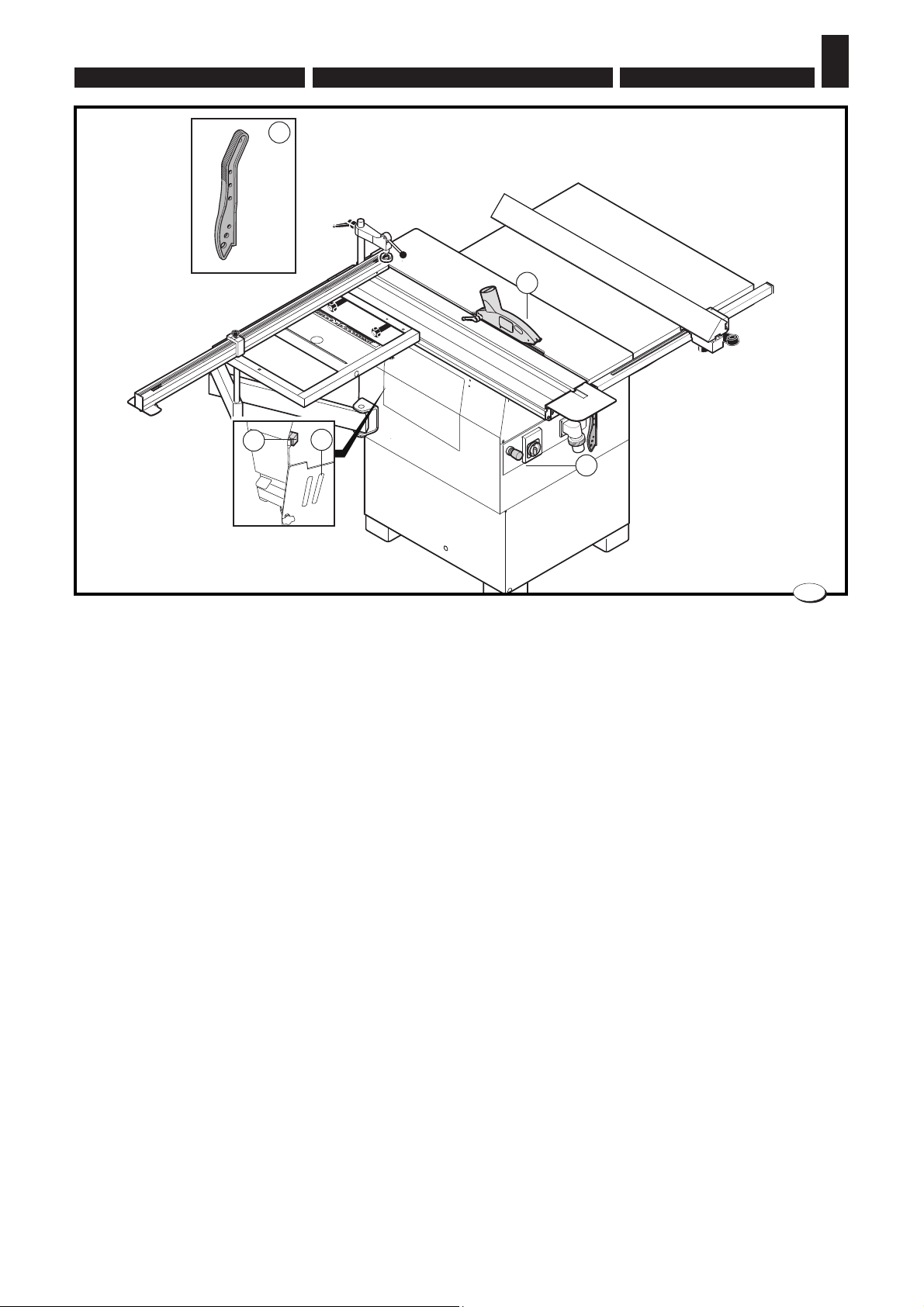
– 26 –
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISH
ITALIANO
2.
040_010_1.tif
040_010_1.tif
4
M
A
D
B
C
2.7. SAFETY DEVICES
The machine is equipped with
the following safety devices (it is
strictly prohibited to modify them
or deactivate them):
A - Saw unit microswitch ( Ver-
sione USA e CANADA).
It commands the machine stop
when the door M is open.
B - Piece pusher
C - Guard for saw operations
D - Emergency button
2.7. DISPOSITIVI DI
SICUREZZA
La macchina è dotata dei seguenti dispositivi di sicurezza (è
assolutamente vietato modifi carli
o disattivarli):
A - Microinterruttore portello
gruppo sega ( Versione USA
e CANADA).
Arresta la macchina all’aper-
tura del portello M.
B - Spingipezzo
C - Protezione per lavorazioni
alla sega.
D - Pulsante di emergenza
Page 25
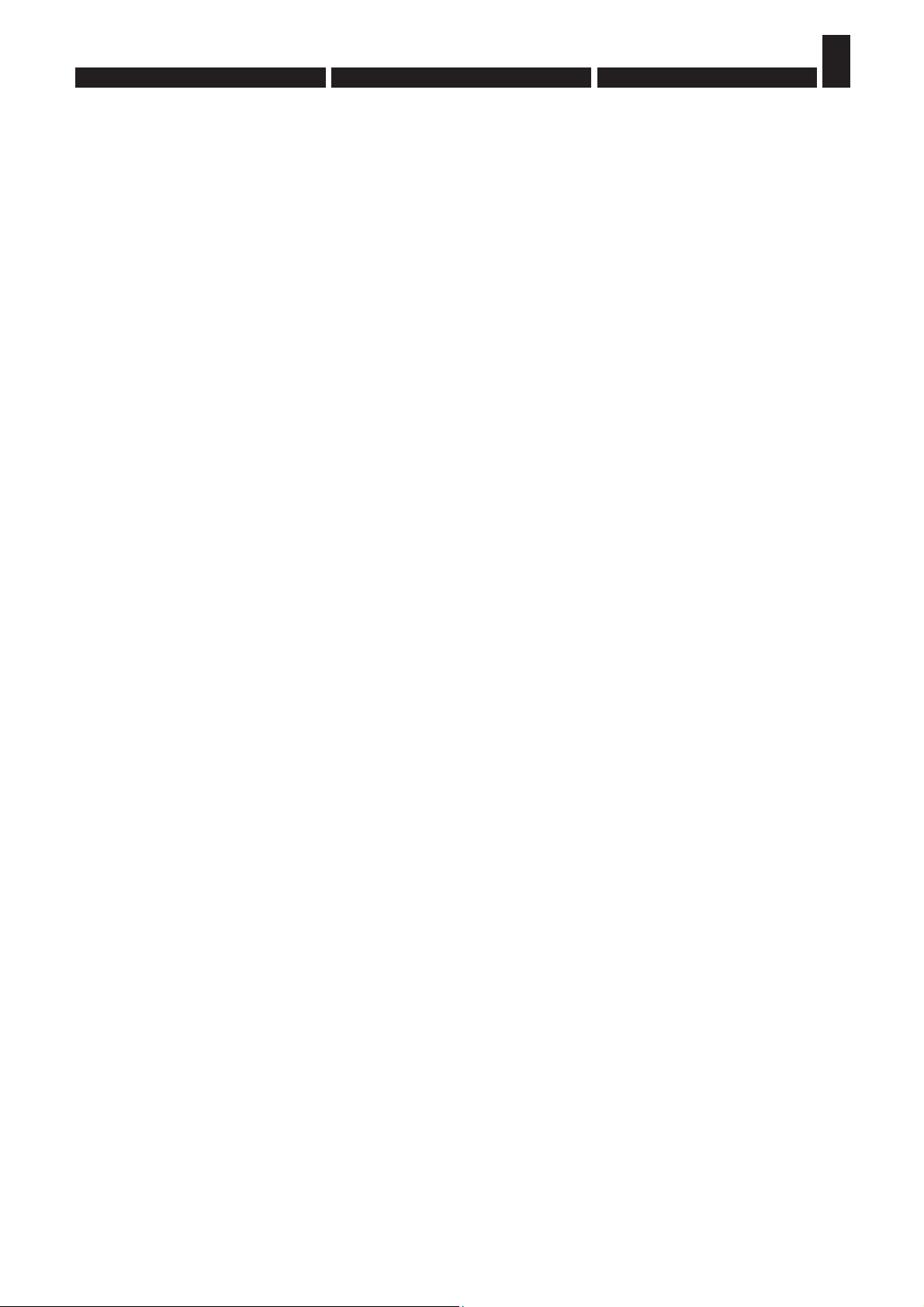
– 27 –
ESPAÑOL
FRANÇAIS
РУССКИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ • INFORMATIONS GENERALES
INFORMACIONES GENERALES
2.
2.7. DISPOSITIVOS DE SEGURIDAD
La máquina está equipada con los
siguientes dispositivos de seguridad
(está terminantemente prohibido
modifi carlos o desactivarlos):
A - Microinterruptor escotilla y
sierra (version U.S.A. y CANADA).
Para la máquina cuando se pro-
duce la abertura de la salida M.
B - Elemento de empuje pieza
C – Dispositivo de seguridad para
operaciones de sierra
D – Botón de emergencia
2.7. УСТРОЙСТВА
БЕЗОПАСНОСТИ
Станок оснащен следующими
устройствами безопасности
(демонтировать или выводить
их из действия категорически
запрещается):
A - Ко нце вой выключ атель
на дверце пильного узла
(варианты исполнения для
США и Канады).
Вызывает остановку станка
при открытии дверцы M.
B - Прижим
C - Ограждение пилы
D - Аварийная кнопка
2.7. DISPOSITIFS DE SECURITE
La machine est équipée des dispositifs de sécurité suivants (il est
strictement interdit de les modifi er ou
de les désactiver):
A - Microrupteur porte groupe
scie (version U.S.A. et CANADA).
Il arrête la machine en cas
d’ouverture de la porte M.
B - Pousseur pièce
C - Protection pour exécutions
avec la scie.
D - Poussoirs d’urgence
Page 26

3.
PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISH
ITALIANO
– 28 –
3.1. SAFETY REGULATIONS
Read carefully the operation and
maintenance manual before starting,
using, servicing and carrying out any
other operation on the machine.
The manufacturer disclaims all
responsibilities for damages to
persons or things, which might be
caused by any failure to comply
with the above mentioned safety
regulations.
Read carefully the safety plates located on the machine and follow all
the instructions.
The machine operator shall have all
necessary prerequisites in oder to
operate a complex machiery.
It is prohibited to use the machine
when under the infl uence of alcohol,
drugs or medication.
All the operators must be suitably
trained for use, adjustment and operation of the machine.
The operators must carefully read
the manual paying particular attention to the warning and safety notes.
Furthermore, they must be informed
on the dangers associated with use
of the machine and the precautions
to be taken, and must be instructed
to periodically inspect the guards and
safety devices.
A suitable padlock must be procured
to lock the main power switch. The
qualifi ed and authorised operator is
responsible for safekeeping of the
key.
Before carrying out adjustment, repair
or cleaning operations, disconnect the
power by setting the main switch to"0"
and pull the plug from the socket.
3.1. NORME DI SICUREZZA
Leggere attentamente il Manuale delle
istruzioni per l'uso e la manutenzione
prima di procedere alle operazioni di
avviamento, impiego, manutenzione,
o qualsiasi altro intervento sulla
macchina.
Il Costruttore declina ogni
responsabilità per danni a persone
o cose, conseguenti l’inosservanza
delle norme di sicurezza.
Esaminare attentamente le targhette
di sicurezza applicate sulla macchina
e rispettarne le indicazioni in esse
contenute.
L'operatore deve possedere tutti i
requisiti prescritti per l’utilizzo di una
macchina complessa.
E' vietato utilizzare la macchina sotto
l'infl uenza di alcool, droghe, o medicine.
E' obbligatorio che tutti gli operatori
siano adeguatamente formati per
l'utilizzazione, la regolazione ed il
funzionamento della macchina.
Gli operatori devono leggere attentamente il manuale prestando particolare attenzione alle note e avvertenze
di sicurezza; devono inoltre essere
informati sui pericoli associati con
l'uso della macchina e le precauzioni che devono essere osservate, e
devono essere istruiti ad effettuare
esami periodici sui ripari e dispositivi
di sicurezza.
E' indispensabile procurarsi un lucchetto idoneo al bloccaggio dell'interruttore generale di alimentazione
elettrica. L'operatore qualificato e
autorizzato è responsabile e custode
della chiave.
Prima di effettuare interventi di regolazione, riparazione o pulizia,togliere
tensione alla macchina mettendo
l'interruttore generale sullo "0" e scollegare la presa dalla spina.
Page 27

- 29 -
3.
FRANÇAIS
РУССКИЙ
ESPAÑOL
МЕРЫ ПРЕДОСТОРОЖНОСТИ (ТЕХНИКА БЕЗОПАСНОСТИ) • PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE) • PRECAUCIONES DE SEGURIDAD (MEDIDAS PARA UN TRABAJO SEGURO)
3.1. ПРАВИЛА БЕЗОПАСНОСТИ
Перед началом действий
по запуску, использованию,
обслуживанию станка
внимательно прочесть
руководство по эксплуатации.
Изготовитель не несет
ответственности за материальные
повреждения и ущерб здоровью
людей, если таковые были
причинены вследствие
несоблюдения правил техники
безопасности.
Внимательно изучить все знаки
безо пасности, размеще нные
на ст анке , и след ова ть их
предписаниям.
О п е р а т о р ста н к а о б я з а н
удовлетворять всем требованиям,
предъявляемым к операторам
сложного оборудования.
Запрещается работать на станке,
находясь под воздейст вие м
алкоголя , наркот и к о в и л и
лекарственных средств.
Операторы обяза ны прой ти
н а д л е ж а щ е е о б у ч е н и е
использованию и наладке станка.
Операторы обязаны внимательно
п р о ч е с т ь р у к о водст в о по
эксплуатации, обращая особое
внимание на предостережения
и з а м е ч ан и я п о т ех н и к е
безопасности. Кроме того, они
должны быть проинформированы
об опа с н о стях, с в я занных
с экспл уата цией ст анка, и
проинструктированы о процедурах
периодической проверки
защитных ограждений и устройств
безопасности.
Нео бходимо пред усмотреть
навесной замок для блокировки
г л а в н о г о в ы к л ю ч а т е л я
э л е к т р о п и т а н и я . К л ю ч
от него долже н храниться у
уполномоченного оператораналадчика.
Перед началом работ по наладке,
ремонту или уборке станка следует
обесточить станок, переведя
в положение O выключатель
питания и вынув вилку из розетки.
3.1. PRECAUTIONS DE SECURITE
Lire attentivement le Manuel
d’emploi et d’entretien avant de
n’importe quelle opération sur la
machine (mise en marche, emploi,
entretien ou autre).
Le Constructeur décline toute
responsabilité en cas de dommage
aux personnes ou aux objets dûs
au non accomplissement des
susvisées normes de sécurité.
De plus, il faut: contrôler attentivement les plaquettes de sécurité sur la
machine et observer les instructions
données.
L’opérateur de la machine devra
avoir toutes les qualités prévues pour
la manoeuvre d’une machine-outil
complexe.
Il est interdit d’utiliser la machine si
l’on est sous l’infl uence de l’alcool,
de drogues ou de médicaments.
Il faut obligatoirement que tous les
ouvriers soient formés pour l’utilisation, le réglage et le fonctionnement
de la machine.
Les ouvriers doivent lire attentivement la notice en faisant particulièrement attention aux remarques et
aux avertissements de sécurité. En
outre, ils doivent être informés sur
les risques associés à l’utilisation
de la machine, ainsi que sur les
précautions qui doivent être prises
et ils doivent être formés pour effectuer des contrôles périodiques
sur les protections et les dispositifs
de sécurité.
Il faut impérativement avoir un
verrou approprié pour le blocage
de l’interrupteur principal d’alimentation électrique. L’ouvrier qualifi é
et autorisé est responsable et doit
conserver la clé.
Avant d’effectuer des interventions
de réglage, de réparation ou de
nettoyage, couper la tension sur la
machine en plaçant l’interrupteur
général sur “O” et débrancher la prise
de la fi che.
Après une première période de
mise en place ou de nombreuses
3.1. ADVERTENCIAS DE
SEGURIDAD
Leer atentamente el manual de
instrucciones para la operación
y el mantenimiento antes de las
operaciones de arranque, empleo,
mantenimiento o cualquier otra
operación sobre la máquina.
El fabricante declina cualquier
responsabilidad por daños a las
personas o a las cosas, producto
del incumplimiento de las normas
de seguridad anteriormente citadas.
Examinar atentamente las tarjetas
de seguridad aplicadas sobre la
máquina y respetar las indicaciones
que contienen.
El operador de la máquina deberá
poseer todos los requisitos prescritos para la utilización de una
máquina compleja.
Se prohibe manejar de la máquina
bajo la infl uencia de bebidas alcohólicas, drogas o medicinas.
Es obligatorio que todos los operadores estén preparados apropiadamente para el uso, la regulación y el
funcionamiento de la máquina.
Los operadores deben leer el manual
detenidamente, prestando suma
atención a las notas y advertencias
de seguridad; además deben estar
informados acerca de los peligros
asociados al uso de la máquina y
de las precauciones que han de
observarse y estar formados para
efectuar exámenes periódicos de
las protecciones y los dispositivos
de seguridad.
Es indispensable disponer de un
candado adecuado para bloquear el
interruptor general de alimentación
eléctrica. El operador cualifi cado
y autorizado es el responsable de
guardar de la llave.
Antes de efectuar intervenciones
de regulación, reparación o limpieza, quitar la corriente a la máquina
poniendo el interruptor general en
el “O” y desconectar el enchufe de
la toma.
ВНИМАНИЕ
Page 28

3.
PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISH
ITALIANO
– 30 –
Dopo un primo periodo di assestamento o molte ore di lavoro, può verifi carsi
l'allentamento delle cinghie di trasmissione; questo provoca un aumento del
tempo di arresto dell'utensile (il tempo
di arresto deve essere inferiore a 10
sec.). Provvedere subito al loro tensionamento come descritto nel cap.7.
La zona di lavoro attorno alla macchina deve sempre essere mantenuta
pulita e sgombra per l’im mediato e
facile accesso ai comandi del quadro
elettrico.
Non introdurre nella macchina materiale diverso da quello previsto per il
suo utilizzo.
Il materiale da lavorare non deve
contenere parti metalliche.
Non lavorare mai pezzi troppo piccoli
o troppo grossi per la capacità della
macchina.
Non lavorare legni che presentano
difetti molto evidenti (spaccature, nodi,
parti metalliche, etc....).
Utilizzare rulliere o tavoli di estensione
quando si lavorano pezzi di dimensioni
elevate.
Non mettere le mani tra le parti e/o
materiali in movimento.
Non mettere le mani in prossimità
dell'utensile; eseguire l'avanzamento
del pezzo con l'aiuto di uno spintore.
Custodire gli utensili in maniera ordinata e lontano da persone non addette.
Non impiegare mai utensili incrinati,
deformati o non correttamente riaffi lati.
La macchina è stata progettata per
impiegare esclusivamente utensili
conformi alla norma EN 847-1, adatti
per il tipo di materiale usato; gli utensili
toupie devono essere tassativamente
del tipo per l'avanzamento manuale
(marcati MAN).
Non usare gli utensili oltre il limite di
velocità indicato dai costruttori.
Pulire accuratamente le superfi ci di
appoggio degli utensili ed assicurarsi
che siano perfettamente piane e prive
di ammaccature.
Maneggiare gli utensili utilizzando i
guanti di protezione.
Montare gli utensili nel giusto verso di
lavorazione.
Non avviare la macchina senza aver
correttamente installato tutte le protezioni.
After an initial bedding-in period or
many hours of operation, the driving
belts may slacken; this causes an
increase in the tool stopping time (the
stopping time must be less than 10
seconds). Immediately tighten them
as described in Chap. 7.
The working area around the machine
must be kept always clean and clear, in
order to have an immediate and easy
access to the switchboard.
Never insert materials which are different from those which are prescribed
for the machine utilization.
The material to be machined must not
contain any metal parts.
Never machine pieces which may be
too small or too wide ithrespect to the
machine capacity.
Do not work wood which has evident
defects (cracks, knots, metal parts,
etc.)
Use rollers or extension tables when
machining very large pieces.
Never place hands among the moving
parts and/or materials.
Keep hands clear from the tool; feed
the piece with the aid of a pusher.
Keep the tools tidy and far away from
those not authorized persons.
Never use tools which are cracked,
buckled or incorrectly ground.
This machine was designed to use
only tools which comply with EN 847-1,
suitable for the type of material machined. The spindle moulder tools must
be of the manual feed type (marked
MAN).
Never use the tools beyond the speed
limit recommended bythe producers.
Carefully clean the rest surfaces of
tools and make surethat they fi nd
perfectly horizontally positioned, and
withno dents at all.
Always wear gauntlets when handling
the tools.
Mount the tools in the right machining
direction.
Never start the machine before having
correctly installed all the protections.
Page 29

- 31 -
3.
FRANÇAIS
РУССКИЙ
ESPAÑOL
МЕРЫ ПРЕДОСТОРОЖНОСТИ (ТЕХНИКА БЕЗОПАСНОСТИ) • PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE) • PRECAUCIONES DE SEGURIDAD (MEDIDAS PARA UN TRABAJO SEGURO)
После начальной обкатки, а также
по прошествии большого срока
эксплуатации приводные ремни
станка могут ослабнуть. Из-за
этого может увеличиться время
остановки инструмента (время
остановки не должно превышать
10 с). При обнаружении данной
пробл емы незамедлительно
подтянуть ремни, как описано в
главе 7.
Для обеспечения оперативного
доступа к пульту управления
рабочая зона во круг станка
должна содержаться в чистоте и
быть свободной от посторонних
предметов.
Не подавать в станок детали
и з м а т е р иа л о в о т л и ч ных
от п редус м о т р е н н ых е г о
назначением.
В обрабатываемых деталях не
должно иметься металлических
включений.
Не о брабатывать слишк о м
крупные или слишком мелкие
заготовки.
Не обрабатывать заготовки с
сильными дефектами (трещинами,
су ч к а м и, металлически м и
включениями и т.п.).
При обработке заготовок больших
размеров применять рольганги и
расширительные столы.
Не располагать руки между
движущимися органами и/или
заготовками.
Не р аспола гать ру к вбли зи
инструмента. Для подачи заготовки
использовать толкатель.
ранить инструменты в порядке и
вне доступа посторонних лиц.
Не использовать поврежденный,
деформированный или плохо
заточенный инструмент.
На станке должны использоваться
р е ж у щ и й и н с т р у м е н т,
соответствующий стандарту EN
847-1 и подходящий для типа
рас краиваемого м атериа ла.
Фрезерный инструмент должен
принадлежать к типу инструмента
для станков с ручной подачей
(маркировка MAN).
Не пре вышать предель ную
скорость вращения, указанную
изготовителем инструмента.
heures de travail, les courroies de
transmission peuvent se détendre
; cela entraîne une augmentation
du temps d’arrêt de l’outil (le temps
d’arrêt doit être inférieur à 10 sec.).
Il faut immédiatement les retendre
comme indiqué au chapitre 7.
La zone de travail autour de la machine doit toujours être propre et
libre pour avoir un accès immédiat
et facile aux commandes du tableau
de distribution.
Ne pas introduire dans la machine
du matériel différent de celui prévu
pour son emploi.
Le matériau à usiner ne doit pas
être constitué par des parties métalliques.
Ne jamais usiner des pièces trop
petits ou trop gros parrapport à la
capacité de la machine.
Ne pas usiner des bois ayant des
défauts particulièrement évidents
(fentes, noeuds, parties métalliques,
etc.)
Utiliser des groupes rouleaux ou
des plateaux de prolongement pour
l’usinage de pièces d’importantes
dimensions.
Ne jamais mettre les mains entre
les parties et/ou les matériaux en
mouvement.
Ne pas approcher les mains de l’outil;
effectuer l’avancement de la pièce à
l’aide d’un pousseur.
Garder les outils d’une manière
rangée et loin des personnesqui ne
sont pas autorisées.
Ne jamais employer des outils fêlés,
déformés ou pascorrectement affi lés
de nouveau.
La machine a été conçue pour tra-
vailler exclusivement avec des outils
conforme à la réglementation EN
847-1, adaptés au type de matériau
utilisé; les outils toupie doivent être
obligatoirement du type pour l'avan-
ce manuelle (marqués MAN).
Ne jamais employer les outils au delà
des limites de vitesse indiquées par
les constructeurs.
Nettoyer soigneusement les surfaces d’appui des outils ets’assurer
qu’elles soient parfaitement horizontales et sansbosses.
Utiliser les outils se servant des gants
protecteurs.
Monter les outils dans le sens exact
d’usinage.
Tras un primer período de asentamiento o numerosas horas de trabajo
es posible que se afl ojen las correas
de transmisión, lo cual provoca un
aumento del tiempo de parada de
la herramienta (que debe ser inferior
a los 10 seg.). Proceder enseguida
a su tensión como se describe en
el cap.7.
Mantener siempre libre y limpia la
zona de trabajo alrededor de la máquina con el fi n de facilitar un acceso
simple e inmediato a los mandos del
tablero de control.
No se introduzca en la máquina material diferente del que está previsto
para su utilización.
El material a elaborar no debe contener componentes metálicos.
No trabajar nunca piezas demasiado
pequeñas o demasiado gruesas para
la capacidad de la máquina.
No elaborar maderas que presenten
defectos muy evidentes (rajaduras,
nudos, partes metálicas, etc.).
Utilizar grupos de rodillos o mesas
de extensión cuando se trabaje con
piezas de grandes dimensiones.
No se pongan las manos entre
las partes y/o el material en movimiento.
No poner las manos en proximidad
de la herramienta; realizar el avance
de la pieza con el auxilio de una pieza
de empuje.
Guardar las herramientas de manera
ordenada y lejos de personas no
autorizadas.
No emplear nunca herramientas
rajadas, deformadas o no correctamente reafi ladas.
La máquina ha sido proyectada para
utilizar exclusivamente herramientas
conformes con la norma EN 847-1,
adecuadas para el tipo de material
utilizado; las herramientas tupí deben ser obligatoriamente del tipo
indicado para el avance manual (con
la sigla MAN).
No utilizar las herramientas so-
brepasando el límite de velocidad
indicado por los fabricantes.
Limpiar esmeradamente las superfi cies de apoyo de las herramientas y
asegurarse de que estén perfectamente llanas y sinmachucaduras.
Manejar las herramientas utilizando
los guantes de protección.
Page 30

3.
PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISH
ITALIANO
– 32 –
L’operatore deve assicurarsi che
sia stata selezionata la velocità di
rotazione adeguata, e che questa sia
appropriata all’utensile utilizzato sulla
macchina.
Collegare le cappe di evacuazione
polveri ad un adeguato impianto di
aspirazione attenendosi alle indicazioni del cap.4.; l'aspirazione deve
essere sempre avviata all'accensione
della macchina.
Non aprire, in nessun caso, portelli o
protezioni con la macchina o l’impianto
in movimento.
Spiacevoli e numerose esperienze
hanno evidenziato che sulla persona
vi possono essere svariati oggetti in
grado di provocare gravi infortuni:
prima di iniziare a lavorare, togliersi
monili, orologi o altro.
Serrare bene attorno ai polsi, le
maniche dell’indumento da lavoro,
abbottonandole in modo sicuro.
Togliersi gli indumenti che penzolando,
potrebbero impigliarsi nei GRUPPI IN
MOVIMENTO.
Utilizzare sempre le robuste calzature
da lavoro, previste dalle norme antinfortunistiche di tutte le nazioni.
Adottare gli occhiali di protezione.
Usare appropriati sistemi di protezione
per l'udito (cuffi e, tappi, etc.) e per la
polvere (mascherine).
Non permettere alle persone non
autorizzate di riparare od eseguire la
manutenzione o
di effettuare qualsiasi
genere di intervento sulla macchina.
Modifi che arbitrarie sulla macchina,
escludono ogni responsabilità del costruttore, per i danni che ne possono
derivare.
Effettuare le operazioni di trasporto,
installazione e montaggio, solo da addetti in possesso delle indispensabili
competenze tecniche ed esperienza
in ciascuno dei settori previsti.
L'operatore non deve mai lasciare la
macchina incostudita durante il funzionamento.
Durante la sosta in un ciclo operativo
spegnere la macchina.
In caso di soste protratte, scollegare
l'alimentazione elettrica generale.
The operator must ensure that the right
rotation speed has been selected and
that the speed selected is proper for
the tool fi tted to the spindle.
Start machining only when the tools
have reached their operating speed.
Connect the dust suction hoods to an
adequate suction system, following the
instructions in Chap. 4; suction must
always be activated when the machine
is switched on.
Never open doors or protections
when the machine or the system is
operating.
Many unpleasant experiences have
shown that anybody may wear objects which could cause serious accidents.
Therefore, before starting working,
take any bracelet, watch or ring off.
Button the working garment sleeve
well around the wrists.
Take any garment off which, by hanging out, may get tangled in the MOVING UNITS.
Always wear strong working footwear,
as prescribed by the accident-prevention regulations of all countries.
Use protection glasses.
Use appropriate hearing protection
systems (headsets, earplugs, etc.)
and dust protection masks.
Never let unauthorized people repair,
service or operate the machine.
The manufacturer is not responsible
for any damage deriving from arbitrary
modifi cations made to the machine.
Any transport, assembly and dismantling is to be made only by trained
staff, who shall have specifi c skill for
the specifi ed operation.
The operator must never leave the machine unattended during operation.
During any working cycle break, switch
the machine off.
In case of long working cycle breaks,
disconnect the general power supply.
Page 31

- 33 -
3.
FRANÇAIS
РУССКИЙ
ESPAÑOL
МЕРЫ ПРЕДОСТОРОЖНОСТИ (ТЕХНИКА БЕЗОПАСНОСТИ) • PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE) • PRECAUCIONES DE SEGURIDAD (MEDIDAS PARA UN TRABAJO SEGURO)
Перед установкой тщательно
очищать посадочные поверхности
инс трументов. Пове рхн ости
должны быть идеально ровными
и не иметь следов деформации.
При обращении с инструментами
работать в защитных перчатках.
При установке инструментов
с о бл ю д ат ь н а п р ав л е н ие
обработки.
Н е в к л юч а т ь с та н о к б е з
ус т а н овл е н н ы х з а щ и т н ых
ограждений.
Перед началом работы оператор
обязан убедиться, что выбранная
скорость вращения соответствует
типу обработки и характеристиками
инструмента.
Стружкоприемники станка должны
быть подсоединены к надлежащей
системе аспирации, как указано
в главе 4. При включении станка
должно так ж е в к л ю ч аться
вытяжное устройство.
Ни при каких обстоятельствах не
открывать дверцы или защитные
ограждения работающего станка.
К а к п о к аз ы в а е т г о р ь к ий
опыт, р азличные предметы ,
находящиеся на теле человека,
м о г ут я вит ь с я п р и ч и ной
несч астн ого слу чая: пер ед
началом работы снять браслеты,
часы и т.п.
Над ежн о застегнут ь ру кава
рабочей одежды.
Снять свободно свисающие
предметы одежды, которые могут
быть затянуты ДВИЖУЩИМИСЯ
МЕХАНИЗМАМИ.
Работать в прочной защитной
обуви.
Работать в защитных очк ах.
Применять средства защиты
слуха (наушники, беруши и
т.п.) и д ыхат ель н ых п утей
(пылезащитные маски).
Не допускать посторонних лиц
до технического обслуживания,
ремонта станка или работы на
нем.
Н е с а н к ц и о н и р о в а н н о е
вмешательство в конструкцию
станка снимает с изготовителя
любую ответственность за ущерб,
который может быть причинен в
результате таких действий.
Тран спортиро вка, установка
и м о н т а ж станка должны
в ы по л н ят ь ся о буч е нн ы м
Ne pas mettre en marche la machine
sans avoir correctement installé
toutes les protections.
L’opérateur doit s’assurer que la
vitesse de rotation adéquate ait
été sélectionnée et que celle-ci
soit appropriée à l’outil utilisé sur la
machine.
Commencer l’exécution uniquement
lorsque les outils ont atteint la vitesse
de régime.
Raccorder les hottes d’évacuation
des poussières à un système d’aspiration approprié, en respectant les
consignes fournies au chapitre 4.
L’aspiration doit toujours être actionnée lors de la mise en fonction de la
machine.
Ne jamais ouvrir les portes ou les
protecteurs avec la machine ou
l’installation en mouvement.
Plusieurs expériences désagréables
ont mis en évidence qu’il y a des objets qui peuvent blesser gravement
l’opérateur: avant de commencer
les opérations, ôter tout bracelet,
montre, bague.
Serrer bien les manches de votre vêtement de travail autour de poignets
et les boutonner d’une façon sûre.
Oter les vêtements qui, en pendant,
pourraient s’accrocher aux GROUPES EN MOUVEMENT.
Utiliser toujours des chaussures
de travail robustes, prévues par les
normes de prévention contre les
accidents de chaque pays.
A
dopter des lunettes de protection.
Utiliser des systèmes de protection
appropriés contre le bruit (casque,
tampons, etc.) et contre la poussière
(masque).
Ne pas permettre aux personnes non
autorisées de réparer ni d’entretenir
la machine, ni d’effectuer n’importe
quelle opération sur la machine.
Le fabricant décline toute responsabilité en cas de dommages résultant
de modifi cations arbitraires effectuées sur la machine.
Les opérations de transport, d’installation et de montage devraient
être effectuées par des opérateurs,
compétents et experts dans tous les
domaines prévus.
Montar las herramientas en el correcto sentido de elaboración.
No arrancar la máquina sin instalar
antes todas las protecciones.
El operador tiene que asegurar que
se haya seleccionado la velocidad
de rotación adecuada, y que sea
adecuada al utensilio utilizado en
la máquina.
Iniciar el trabajo con la máquina sólo
cuando las herramientas hayan alcanzado su velocidad de trabajo.
Conectar las campanas de evacuación polvo a un adecuado equipo
de aspiración, siguiendo las indicaciones del cap. 4; la aspiración
debe iniciar contemporáneamente
al encendido de la máquina.
No abrir por ninguna razón los portillos o protecciones con la máquina o
la instalación en movimiento.
Desagradables y numerosas experiencias han evidenciado que en la
persona puede haber varios tipos de
objetos que pueden provocar graves
accidentes: antes de empezar a
trabajar, quitarse la pulsera,el reloj
y el anillo.
Cerrar bien los puños del traje de
trabajo, abrochandolos en modo
seguro.
Quitarse las prendas que cuelgan,
que podrían engancharse en los
GRUPOS EN MOVIMIENTO.
Utilizar siempre calzado resistente
para el trabajo, previsto en las
normas antiaccidentes de todas las
naciones.
Llevar gafas de protección.
Usar apropiados sistemas de protección para el oído (auriculares,
tapones, etc.) y contra el polvo
(mascarilla).
No se permita a las personas no
autorizadas reparar o efectuar manutenciones, ni cualquier tipo de
operaciones.
La responsabilidad del fabricante
por daños decade ante modifi caciones arbitrarias efectuadas a la
máquina.
Las operaciones de transporte, instalación y desmontaje, se recomienda
sean hechas solo por un encargado
que posea la competencia técnica
indispensable en cada uno de los
sectores previstos.
Page 32

3.
PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISH
ITALIANO
– 34 –
Eseguire periodicamente le operazione di manutenzione, pulizia e controllo
tempo arresto motori (massimo 10
sec.) come indicato nel cap.7.
3.2 RISCHI RESIDUI
Nonostante l'osservanza di tutte le
norme di sicurezza, e l'impiego secondo le regole descritte nel presente
manuale, si possono avere ancora dei
rischi residui fra i quali i più ricorrenti
sono:
- contatto con l'utensile
- contatto con le parti in movimento
(cinghie, pulegge, etc..)
- rinculo del pezzo o parti di esso
- infortuni dovuti a schegge o fram-
menti di legno
- eiezione di inserti di utensile
- folgorazione dovuta al contatto con
parti in tensione
- pericolo dovuto al montaggio sba-
gliato dell'utensile
- rotazione inversa degli utensili dovu-
ta all'errato collegamento elettrico
Tenete presente che l'uso di qualsiasi
macchina utensile implica dei rischi.
Affrontare ogni tipo di lavorazione
(anche la più semplice) con la giusta
attenzione e concentrazione.
La maggiore sicurezza è nelle vostre mani.
Periodically carry out the maintenance
and cleaning operations and check
the motor stopping time (maximum 10
sec.) as described in Chap. 7.
3.2 RESIDUAL RISKS
Despite observance of all the safety
regulations, and use according to the
rules described in this manual, residual
risks may still be present, among which
the most recurring are:
- contact with tool
- contact with moving parts (belts,
pulleys, etc..)
- recoil of the piece or part of it
- accidents due to wood splinters or
fragments
- tool insert ejection
- electrocution from contact with live
parts
- danger due to incorrect tool installation
- inverse tool rotation due to incorrect
electrical connection
Bear in mind that the use of any machine tool carries risks.
Use the appropriate care and concentration for any type of machining (also
the most simple).
The highest safety is in your
hands.
Page 33

- 35 -
3.
FRANÇAIS
РУССКИЙ
ESPAÑOL
МЕРЫ ПРЕДОСТОРОЖНОСТИ (ТЕХНИКА БЕЗОПАСНОСТИ) • PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE) • PRECAUCIONES DE SEGURIDAD (MEDIDAS PARA UN TRABAJO SEGURO)
пер сона лом, имеющим опыт
раб оты по с оот ветст вую щим
специальностям.
Оператор не должен оставлять
работающий станок без присмотра.
Выключать станок на время пауз в
производстве.
В случае долгого простоя станка
отсоединить его от электросети.
Регулярно проводить уб орку,
техническое обслуживание станка,
проверку времени остановки
двигателей (он о н е д олжн о
превышать 10 с), как указано в
главе 7.
3.2 ОСТАТОЧНЫЕ
ОПАСНОСТИ
Даже пр и со блю дении вс ех
правил техники безопасности
и ис п ол ь з о в а ни и с т а н к а
в соответствии инст рукциями
настоящего руководства, в процессе
эк с п л у атаци и по-прежнему
сохраняются некоторые опасности.
Наиболее существенными среди
них являются следующие:
- контакт с инструментом
- контакт с движущимися
частями (ремнями, шкивами и т.п.)
- выброс заготовки или ее
частей
- п о р а ж ение ще п о й и
фрагментами заготовки
- в ы л е т ф р а г м е н т о в
инструмента
- уд а р э л е к т рич е с к и м
током при контакте с частями под
напряжением
- опасности, обусловленные
неверным монтажом инструмента
- о б р а т но е в р а щ е н ие
инструмента из-за неправильного
подключения станка к электросети
Необходимо иметь в виду, что
работа на любом станке сопряжена
с опасностью.
Проявляйте должное внимание
и бдительность при выполнении
любо й д аже сам ой простой
операции.
Ваша безопасность находится в
Ваших собственных руках!
L’ouvrier ne doit jamais laisser la
machine sans surveillance pendant
le fonctionnement.
Pendant l’arrêt d’un cycle de travail,
arrêter la machine.
En cas d’arrêts prolongés du fonctionnement de la machine, déconnecter
l’alimentation électrique générale.
Effectuer périodiquement les opérations d’entretien, de nettoyage et de
contrôle du temps d’arrêt des moteurs
(maximum 10 secondes) comme indiqué au chap. 7.
3.2 RISQUES RESIDUELS
Même si l’on respecte toutes les
consignes de sécurité et que l’utilisation est conforme aux indications
fournies dans cette notice, il reste
malgré tout des risques résiduels
qui sont le plus souvent:
- le contact avec l’outil ;
- contact avec les parties en mouvement (courroies, poulies, etc.);
- le recul de la pièce ou d’une partie
de cette dernière ;
- les accidents provoqués par des
éclats ou des morceaux de bois;
- éjection d’éléments d’outil
- électrocution due au contact avec
les parties sous tension
- danger dû au mauvais montage de
l’outil
- rotation inverse des outils due au
mauvais branchement électrique
- le danger de respirer de la poussière si l’on travaille sans aspirateur.
Ne jamais oublier que l’utilisation
de toute machine outil implique des
risques pour l’utilisateur.
Tout type d’usinage doit être exécuté
(même le plus simple) avec la plus
grande attention et concentration.
Votre sécurité ne dépend que de
vous.
El operador no debe descuidar por
ningún motivo la máquina en funcionamiento.
Durante la parada de un ciclo operativo apagar la máquina.
En caso de paradas prolongadas,
desconectar la alimentación eléctrica.
Efectuar periódicamente las operaciones de mantenimiento, limpieza y
control del tiempo de parada de los
motores (máximo 10 seg.) como se
indica en el cap. 7.
3.2 RIESGOS RESIDUOS
No obstante la observación de todas
las normas de seguridad y el empleo
de la máquina según las indicaciones
descritas en el presente manual, aún
pueden existir riesgos residuos entre
los cuales los más comunes son los
siguientes:
- contacto con la herramienta
- contacto con las partes en movi-
miento (correas, poleas, etc.)
- retroceso de la pieza o partes de
la misma
- accidentes debidos a astillas o
fragmentos de madera
- expulsión de piezas de herramien-
ta
- fulguración debida al contacto con
piezas bajo tensión
- peligro debido al montaje erróneo
de la herramienta
- rotación inversa de las herramien-
tas debido a una conexión eléctrica
errónea
Tener en consideración que el uso
de cualquier máquina-herramienta
comporta algunos riesgos.
Afrontar todo tipo de trabajo (aun
el más sencillo) con la atención y
concentración debidas.
La mayor seguridad se encuentra
en vuestras manos.
Page 34

3.
PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISH
ITALIANO
– 36 –
A
C
1
050_007_0.tif
E
F
028_073_0.tif
2
D
A
D
D
F
C
D
E
3.3. SEGNALI DI SICUREZZA
E DI INFORMAZIONE
Questi segnali sono applicati sulla
macchina; in alcuni casi indicano
possibili situazioni di pericolo, in
altri servono come indicazione.
Prestare sempre la massima attenzione; a fi anco di ognuno di essi
è specifi cato il loro signifi cato.
SEGNAL I DI SIC U R EZZA
(FIG.1)
Indicano possibili situazioni di
pericolo:
A - Pericolo di shock elettrico:
non accedere alla zona con
macchina in tensione.
C- Targa obbligo: rispettare le
procedure indicate nel manuale
di uso e manutenzione. Utilizzare i guanti per maneggiare
gli utensili.
SEGNALI DI INFORMAZIONE
(FIG.2)
D - Indica il punto dove inserire i
ganci per il sollevamento della
macchina.
E - Indica il dispositivo di sezio-
namento dell'energia elettrica.
Scollegare la macchina dalla
rete elettrica ad ogni fi ne lavoro.
F - Targa caratteristiche tecni-
che: rispettare le velocità di
lavoro e le dimensioni utensili
minime e massime indicate.
3.3. SAFETY AND INFORMATION SIGNALS
This signals are applied on the
machine; in some cases they indicate possible danger conditions, in
others they serve as indication.
Always take the utmost care; the
meaning of each one of them is
specifi ed next to it.
SAFETY SIGNALS (FIG.1)
Indicate possible danger situations:
A - Danger of electric shock: do
not access the area when the
machine is powered.
C - Obligation plate: it is compul-
sory to comply with the procedures indicated in the use and
maintenance manual. Wear
gloves to handle the tools.
I N F O R M ATI O N S I G N A LS
(FIG.2)
D - Indicates the point where to
insert the hooks for lifting the
machine.
E -Indicates the electric energy
isolating device. Disconnect the
machine from the electrical network at the end of each job.
F - Technical characteristics info
plate: observe the required
work rate and the indicated
minimum/maximum tool sizes.
Page 35

- 37 -
3.
FRANÇAIS
РУССКИЙ
ESPAÑOL
МЕРЫ ПРЕДОСТОРОЖНОСТИ (ТЕХНИКА БЕЗОПАСНОСТИ) • PRECAUTIONS DE SECURITE
(TRAVAILLER EN SECURITE) • PRECAUCIONES DE SEGURIDAD (MEDIDAS PARA UN TRABAJO SEGURO)
3.3. ИНФОРМИРУЮЩИЕ И
ПРЕДОСТЕРЕГАЮЩИЕ
ЗНАКИ
Эти знаки размещены на станке
и служат для предупреждения
об опасностях либо сообщения
полезной информации.
В н и м а т е л ь н о с л ед у й т е
предписаниям знаков. Значение
знаков расшифровывается
ниже.
ПРЕДОСТЕРЕГАЮЩИЕ ЗНАКИ
(РИС. 1)
Указывают на наличие опасностей:
A - Опасность электрического
удара: держитесь вдали от этой
зоны, когда станок включен.
C- Табличка с предписаниями:
соблюд а й т е п р о цедуры,
изложенные в руководстве по
эксплуатации. При обращении
с инструментами работайте в
защитных перчатках.
ИНФ ОРМИРУЮЩИ Е ЗНАКИ
(РИС. 2)
D - Указывает место размещения
строп при подъеме станка.
E - Ук азывает н а устро йст во
отключения от электросети.
После завершения работы
о т к л юч и т е ст а н о к от
электросети.
F - Та б л и ч к а т е х н ич е ск и х
характеристик: соблюдайте
указанные значения рабочей
скорости и предел ь н ы х
размеров инструмента.
3.3. SIGNALISATIONS DE SECURITE ET D’INFORMATION
Ces signalisations sont appliquées
sur la machine ; dans certains cas,
elles indiquent des situations de
danger possible, dans d’autres elles
servent d’indication.
Prêter une attention particulière : leur
signifi cation est spécifi ée à côté de
chacune d’entre elles.
SIGNALISATIONS DE SECURITE
(FIG.1)
Indiquent les situations de danger
possibles :
A- Dan g e r d’éle c t rocution :
ne pas accéder à la zone avec
la machine sous tension.
C -Obligación de respetar los proce-
dimientos indicados en el manual
de uso y mantenimiento. Ponerse
guantes para manejar las herramientas.
SIGNALISATIONS D’INFORMATION (FIG.2)
D - Indique le point où les crochets
doivent être introduits pour le
levage de la machine.
E - Indique le dispositif de section-
nement de l’énergie électrique.
Die Maschine nach Beendigung
der Arbeit von der elektrischen
Versorgung abtrennen
F - Plaquette caractéristiques tech-
niques : respecter les vitesses
de travail et les dimensions
outils minimales et maximales
indiquées.
3.3. SEÑALES DE SEGURIDAD
E INFORMACIÓN
Estas señales se aplican a la
máquina; en algunos casos indican
posibles condiciones de peligro y en
otros casos informan.
Actúe siempre con la máxima precaución; al lado de cada señal se
detalla su signifi cado.
SEÑAL E S DE S E G URIDAD
(FIG.1)
Indican posibles situaciones de
peligro:
A - Peligro de shock eléctrico: no
acceda al área cuando la máquina esté encendida.
C- Obligación de respetar los proce-
dimientos indicados en el manual
de uso y mantenimiento.
SEÑALES DE INFORMACIÓN
(FIG.2)
D - Indica el punto dónde se deben
insertar los ganchos para elevar
la máquina.
E - Indica el dispositivo de seccio-
namiento de la energía eléctrica.
F - Placa de características técnicas:
respetar las velocidades de trabajo y las dimensiones mínimas
y máximas indicadas para las
herramientas.
Page 36
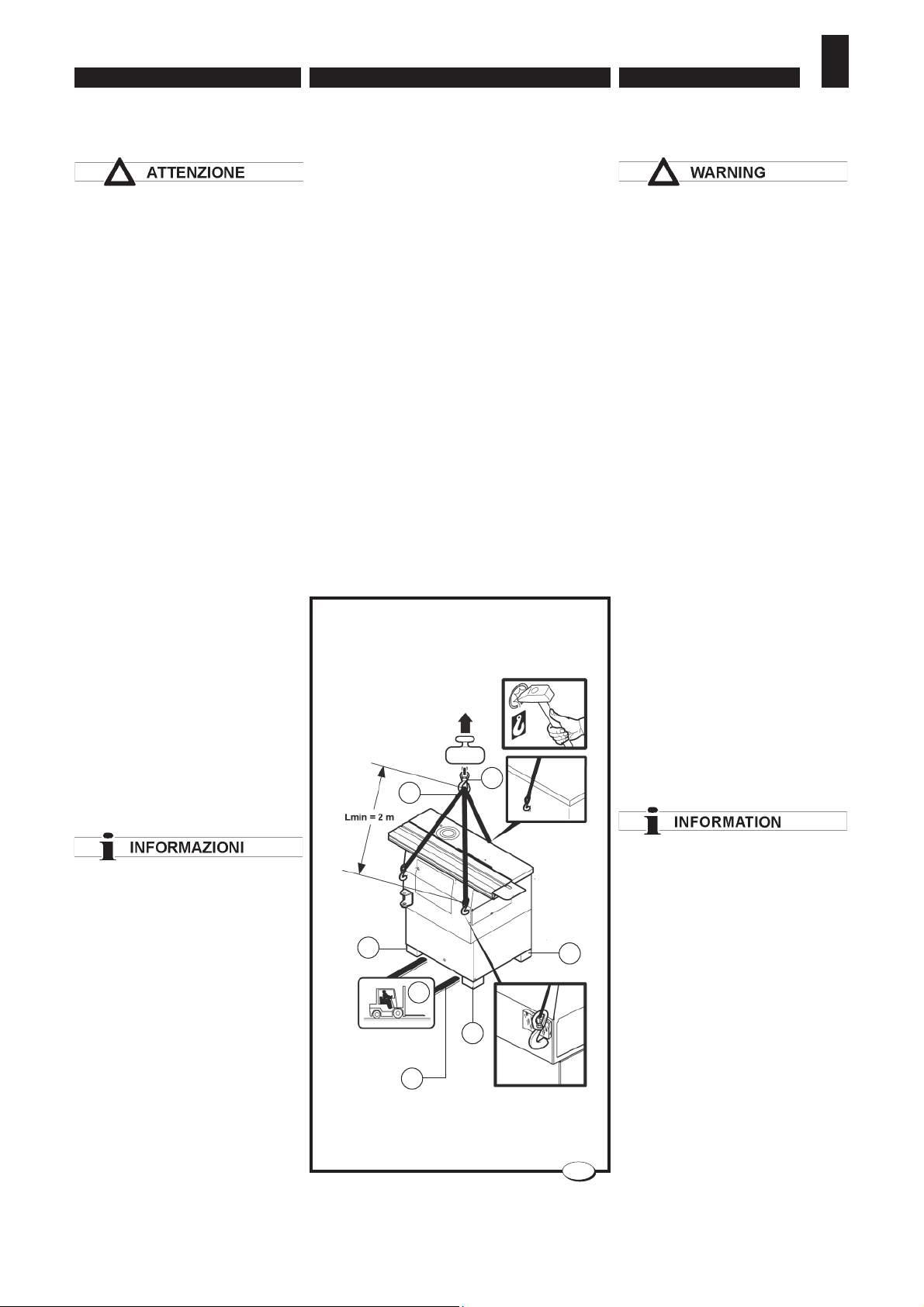
4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 38 –
040_011_2.tif
E
1
A
E
E
D
B
C
Kg 210
4.1. LIFTING AND UNLOADING
Lifting and handling should only
be carried out by skilled personnel
specially trained to execute this
kind of operations.
During loading and unloading,
avoid knocks to prevent damages
to persons or things.
Make sure no one is standing
under the overhung load and/or
within the bridge crane working
range during machine lifting and
handling.
Lifting may be carried out by bridge
crane or self-propelled lift truck. Before starting the manoeuvres, free
the machine of all the parts used
for transport or packaging that have
remained on the machine.
Check that the capacity of the
hoisting means is greater than
the gross weight of the machine
indicated in fi g. 1.
– Provide a fork lift truck A having
suitable carrying capacity;
– Insert the forks B as per the fi gu-
re (keeping them alongside the
two feet E) and check that these
protrude at least 15 cm from the
rear part of the base.
If lifting with a hook, open the
holes already prepared and
indicated by the plate as shown in
the fi gure.
If a bridge crane or a crane is available, proceed as follows:
– arrange appropriate lifting belts
C of the same length (approximately 2000 mm) of suitable
capacity;
– fasten the slings to the bridge
crane D having adequate lifting
power;
– lift the slings and position them
as is shown in the fi gure1;
– move the bridge crane by small
steps to allow the slings C to
settle, until optimum stability
conditions are reached;
4.1. SOLLEVAMENTO E
SCARICO
Le operazioni di sollevamento
e movimentazione devono
essere eseguite dal personale
specializzato ed addestrato a
questo tipo di manovre.
Durante la fase di carico e scarico
occorre evitare urti al fi ne di
evitare danni alla macchina e
alle persone. Nessuna persona
dovrà trovarsi in prossimità del
carico sospeso e/o comunque nel
raggio d’azione del carro ponte
durante la fase di sollevamento e
movimentazione della macchina.
Il sollevamento si può effettuare
tramite carro ponte o carrello
elevatore semovente. Prima di
cominciare le manovre, liberare
la macchina di tutte le parti che,
per esigenze di trasporto o imballaggio, risultino appoggiate su
di essa.
Controllare che la portata del mezzo di sollevamento sia adeguata al
peso lordo della macchina indicato
in fi g.1.
– Predisporre un carrello elevatore
A di portata adeguata;
– inserire le forche B come da
fi gura (tenendole accostate ai
due piedi E) e verifi care che
queste fuoriescano di almeno
15 cm dalla parte posteriore del
basamento.
In caso di sollevamento con
gancio è necessario aprire
le forature già predisposte e
segnalate dall'apposita targhetta
come indicato in fi gura.
Qualora si disponga di carro ponte
o gru procedere come segue:
– predisporre le apposite cinghie
di sollevamento C di ugual lunghezza (circa 2000 mm) aventi
portata adeguata;
– agganciare le cinghie al carro
ponte D di portata adeguata;
– sollevare le cinghie e posizio-
narle come rappresentato in
fi gura 1;
– procedere all’assestamento del-
le cinghie C, muovendo il carro
ponte con brevi spostamenti fi no
al raggiungimento della condizione di stabilità ottimale;
Page 37

– 39 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.1. ПОДЪЕМ И ВЫГРУЗКА
Операции подъема и
перемещения станка должны
выполняться опытным
специализированным
персоналом.
Во избежание травм персонала и
повреждения станка при подъеме
и выгрузке избегать столкновения
груза с окружающими
предметами. Нахождение людей
вблизи подвешенного груза
и в зоне действия мостового
крана во время выгрузки станка
запрещено.
Для подъ ема станка мо жно
использовать мостовой кран
или самоходн ый вилоч ный
пог рузчи к. Перед н ачалом
работы следует снять со станка
все части, которые для удобства
упаковки и транспортировки
были уложены на его корпусе.
Необходимо убедиться, что
грузоподъемность подъемного
механизма превышает вес
станка с упаковкой, указанный
на рис. 1.
– Подготовить к работе погрузчик A
надлежащей грузоподъемности;
– Ввести вилы B под станину, как
показано на рисунке (располагая
их как можно ближе к опорам E),
и убедиться, что они выходят с
противоположной стороны не
менее, чем на 15 мм.
Для подъема крюком необходимо
р а с к р ы т ь с п е ц и а л ь н о
предусмотренные отверстия,
помеченные соответствующими
знаками (см. рисунок).
Если в распоряжении имеется
мостовой или обычный кран,
д е й с т в о вать сл ед у ю щ и м
образом:
– Выбрать стр опы C равной
длины (примерно 2000 мм) и
надлежащей грузоподъемности;
– Заце пить ст ропы з а к рюк
мостового крана D надлежащей
грузоподъемности;
– Поднять стропы и разместить их,
как показано на рис. 1;
– П о с ре д с т во м к о р от к и х
перемещений крюка мостового
крана перевести стропы C в
пол оже ние м акси маль ного
равновесия;
4.1. LEVAGE ET DECHARGEMENT
Les opérations de levage et de
manutention de la machine doivent
être effectuées par du personnel
qualifi é et entraîné à ce genre de
manoeuvres.
Pendant la phase de chargement
et de déchargement de la machine
il faut éviter tout choc pouvant
endommager la machine ou blesser
des personnes. Personne ne
devra se trouver près de la charge
suspendue et/ou en tout cas dans
le rayon d’action du pont roulant
pendant la phase de levage et de
manutention de la machine.
Le levage peut s’effectuer à l’aide
d’un pont roulant ou d’un chariot
élévateur motorisé. Avant de commencer les manoeuvres, il faut dégager la machine de tous les éléments,
qui pour le transport ou l’emballage,
se trouvent sur cette dernière.
Contrôler que la capacité de l’engin
de levage est supérieure au poids
brut de la machine, indiqué à la
fi g.1.
– Préparer un chariot élévateur A
ayant une capacité de charge
convenable;
– introduire les fourches B comme
le montre la fi gure (elles doivent
être près des deux pieds E), puis
contrôler qu’elles dépassent d’au
moins 15 cm sur l’arrière du bâti.
En cas de levage avec crochet, il
est nécessaire ouvrir les ouvertures
déjà présentes et signalées par la
plaquette signalétique appropriée,
comme indiqué sur la fi gure.
En cas de pont roulant ou de grue,
procéder de la façon suivante:
– disposer les courroies de levage
spécifi ques C de longueur égale
(environ 2000 mm) ayant une portée adéquate;
– accrocher les élingues au pont
roulant D ayant une capacité de
charge convenable;
– soulever les élingues et les posi-
tionner comme le montre la fi gure
1;
– régler les élingues C, en bougeant
le pont roulant par de brefs déplacements jusqu’à ce qu’on atteigne
la condition optimum de stabilité;
4.1. ELEVACION Y ESCARGA
Las operaciones de elevación
y desplazamiento deben ser
efectuadas por personal
especializado, que tenga la
formación idónea para este tipo de
maniobras.
Durante la fase de carga y descarga
es necesario manejar la máquina
evitando choques, con el fi n de
prevenir daños a la máquina o a la
personas. Nadie debe encontrarse
cerca de la carga colgada y/o en
el radio de acción del puente-grúa
durante la fase de elevación y
desplazamiento de la máquina.
La elevación puede efectuarse mediante una grúa de puente o carretilla
elevadora semoviente. Antes de
comenzar las maniobras, extraer de
la máquina todas aquellas partes
que, por exigencias de transporte o
embalaje, resulten apoyadas sobre
la misma.
Controlar que la capacidad del medio
de elevación sea superior al peso
bruto de la máquina, indicado en
la fi g.1 .
– Preparar una carretilla elevadora A
que tenga una capacidad adecuada;
– introducir las horcas B como está
indicado en la fi gura (manteniéndolas a los lados de los dos pies
E) y controlar que las mismas
sobresalgan al menos 15 cm de
la parte trasera de la base.
Si se eleva mediante un gancho,
abrir los orifi cios ya preparados e
indicados por la placa tal y como se
muestra en la fi gura.
En caso de puente-grúa o grúa, obrar
como está indicado a continuación:
– predisponer las correspondientes
correas de levantamiento C de la
misma longitud (2000 mm aproximadamente) que tengan el alcance
adecuada;
– enganchar las correas al puente-
grúa D de capacidad idónea;
– elevar las correas y colocarlas como
está ilustrado en la fi gura 1;
– ajustar las correas C desplazando
el puente-grúa por medio de movimientos breves hasta alcanzar la
estabilidad óptima;
ВНИМАНИЕ
ИНФОРМАЦИЯ
Page 38

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 40 –
– sollevare lentamente e mo-
vimentare con la massima
cautela evitando le oscillazioni
anche minime e posizionare la
macchina nella zona di lavoro
prestabilita;
– rimuovere dai piani e da tutte le
superfi ci non verniciate, lo strato
di cera protettiva, utilizzando
solamente kerosene o derivati.
Non utilizzare solventi, benzina
o gasolio, che possono intaccare
la vernice opacizzandola o produrre ossidazione nelle diverse
parti.
4.2. ZONA DI INSTALLAZIONE - CARATTERISTICHE
E' vietato installare la macchina
in ambienti esplosivi.
La zona di installazione deve essere scelta valutando lo spazio di
lavoro in funzione delle dimensioni
dei pezzi da lavorare e tenendo
presente che attorno alla macchina deve rimanere uno spazio
di almeno 800 mm.
Verifi care inoltre la portata del solaio e la superfi cie del pavimento,
affi nché il basamento possa appoggiare uniformemente in piano
sui quattro punti.
La zona prestabilita dovrà disporre di una presa di distribuzione
dell’energia elettrica, di un raccordo dell’impianto di aspirazione
dei trucioli e dovrà essere adeguatamente illuminata (intensità
luminosa: 500 LUX).
– lift carefully and slowly, without
causing the load to swing, and
place the machine in the selected
setting;
– remove the protective wax coat
from all tables and unpainted
surfaces, using kerosene or its
derivative products.
Do not use any solvent, petrol or
gas oil, which might dull the paint
or oxidate machine parts.
4.2. INSTALLATION AREA CHARACTERISTICS
It is prohibited to install
the machine in explosive
environments.
The installation zone must be selected evaluating the work space
required depending on the dimension of the pieces to be machined,
and taking into account that a free
space of at least 800 mm must be
left around the machine.
It is also necessary to check the
fl oor capacity and its surface, so
that the machine base is evenly
resting on its four supports.
A power outlet and a chip-suction
system connection shall be close
to the selected machine setting
and it must be conveniently lighted
(luminous intensity: 500 LUX).
Page 39

– 41 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
– Медленно поднять и осторожно,
избегая раскачивания груза,
переместить станок в место,
выбранное для его установки;
– Удалить со столов и других
неокрашенных поверхностей
слой защитного воска, используя
керосин или его производные.
Не использовать растворителей,
бензина, дизельного топлива,
так как они могут вызвать
помутнение лакокрасочного
покрытия и привести к окислению
поверхностей.
4.2. ЗОНА УСТАНОВКИ ТРЕБОВАНИЯ
Запрещается устанавливать
станок во взрывоопасных
помещениях.
Для выбора зоны для установки
станка необход имо сделать
оценку требуе мого р абочего
пространства с учетом размеров
обрабатываемых заготовок. При
этом следует предусмотреть
свободное пространство вокруг
станка не менее 800 мм.
Также следует проверить
максимально допустимую нагрузку
на перекрытие и качество пола:
станина должна опираться на
него равномерно всеми четырьмя
опорами.
В выбранной зоне должна иметься
розетка электросети и выход
аспирационной системы. Зона
должн а хорошо освещать ся
(освещенность 500 люкс).
– soulever lentement et manuten-
tionner la charge en faisant très
attention et en évitant jusqu’aux
moindres oscillations, puis positionner la machine dans la zone
de travail établie;
– enlever la couche de cire de pro-
tection des surfaces non laquées
utilisant du kérosène ou dérivés.
Ne pas utiliser de solvants, d’essen-
ce ou de gazole, qui peuvent manger
la peinture en la rendant mate ou
produire l’oxidation des différentes
parties.
4.2. EMPLACEMENT POUR
L’INSTALLATION - CARACTERISTIQUES
Il est interdit d’installer la machine
dans des endroits où il y a des
risques d’explosion.
La zone d’installation doit être choisie
en évaluant l’espace de travail en
fonction des dimensions des pièces
à usiner, sans oublier qu’autour de la
machine il faut qu’il y ait un espace d’au
moins 800 mm.
Vérifi er aussi la capacité de charge du
plancher, ainsi que la surface du sol,
afi n que la base de la machine puisse
appuyer uniformément à plat sur les
quatre points.
La zone susmentionnée devra avoir
une prise de distribution de l'energie
électrique, un raccord de l'installation d'aspiration des coupeaux et
elle devra être éclairée de manière
adéquate (min.intensité lumineuse
recommandée: 500 LUX).
– elevar lentamente y desplazar la
carga con mucho cuidado evitando
las oscilaciones, aunque mínimas,
y colocar la máquina en la zona de
trabajo elegida;
– remover de los planos y de todas
las superficies no pintadas, la
capa de cera protectora, utilizando
únicamente queroseno o productos
derivados.
No utilizar solventes, gasolina o
gas-oil, que pueden corroer la
pintura opacándola o producir la
oxidación de las distintas partes.
4.2. ZONA DE INSTALACION CARACTERISTICAS
Está prohibido instalar la máquina
en lugares explosivos.
La zona de instalación debe ser seleccionada considerando el espacio
de trabajo en base a las dimensiones
de las piezas a elaborar y teniendo
presente que alrededor de la máquina debe quedar un espacio de al
menos 800 mm.
Controlar la capacidad del pavimento
y de la superfi cie del piso, ya que la
base debe apoyar uniformemente
sobre los cuatro puntos.
La zona elegida debe tener una
toma de distribución eléctrica cerca
de una conexión de la instalación
de aspiración virutas y deberá tener
una iluminación idónea (intensidad
luminosa: 500 LUX).
ВНИМАНИЕ
Page 40
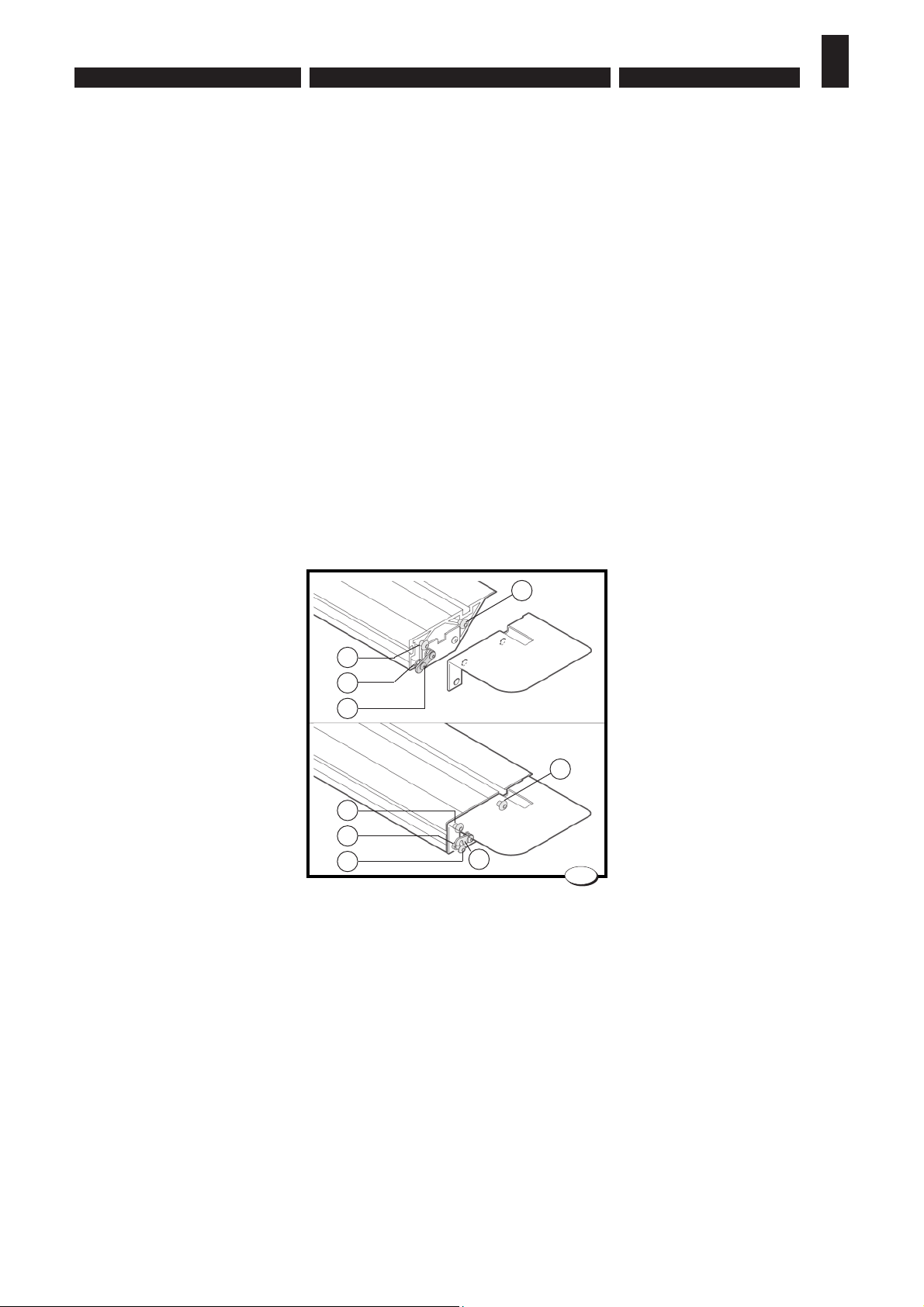
4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 42 –
040_084_0.tif
3
A
C
A
B
A
C
A
B
D
Ambiente.
La macchina può lavorare nelle
seguenti condizioni ambientali.
Umidità: max. 90%.
Temperatura: Min. +1 grado Max.
+40 gradi.
Altitudine: max. 1000 m s.l.m.
(oltre questa quota consultare il
costruttore).
Collegare sempre la macchina
all'impianto d'aspirazione che
deve essere suffi cientemente
dimensionato.
La macchina può lavorare solo in
ambienti chiusi.
La macchina è destinata ad
essere utilizzata in un ambiente
industriale.
Questa macchina non può lavorare in ambienti esplosivi.
4.3. INSTALLAZIONE PARTI
SMONTATE PREMESSA
4.3.1 Pianetto Vagone - Montaggio
Per l'installazione del vagone
procedere come segue:
– Svitare le due viti A, la vite B e
il controdado C.
– Posizionare il pianetto come
indicato in fi gura, rimontare le
viti A, B e il contradado C.
Assicurarsi che fra testa vite B e
il controdado C rimanga uno spa-
zio suffi ciente per assicurare una
corretta chiusura della levetta D.
Working enviroment.
The machine can work under these
conditions:
Max. humidity 90%
Temperature: Min. +1° C Max.
+40° C
Max. altitudine sea level: 1000 m
(in case of higher altitude apply to
the machine manufacturer)
Always connect the machine to
the suction system.
The machine may not be used in
the open air.
The machine was designed for
industrial use.
The machine may not operate in
explosive rooms.
4.3. INSTALLATION OF DISASSEMBLED PARTS
- INTRODUCTON
4.3.1 Slide table - Assembly
To install proceed as follows:
– Unscrew the two screws A, the
screw B and the lock nut C.
– Position the table as illustrated,
refi t the screws A, B and tighten
the lock nut C.
Make sure that between the head
of the screw B and the lock nut C
you leave enough space to guarantee correct lever D closing.
Page 41

– 43 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
ОКРУЖАЮЩАЯ СРЕДА
Станок должен функционировать в
следующих условиях окружающей
среды.
Влажность: макс. 90%
Температура: Мин. + 1 градус
Макс. +40 градусов
Возвышенность: макс. 1000 м над
уровнем моря (для других отметок
роконсультироваться с
производителем)
Всегда подключать к станку
вытяжное оборудование, которое
должн о б ыть доста точны х
размеров.
Станок должен функционировать
только в закрытых условиях.
Станок пред н а з н ачен для
использования в промышленных
условиях.
Данный станок не может работать
во взрывоопасных условиях.
4.3. МОНТАЖ НЕ
СМОНТИРОВАННЫХ
ЧАСТЕЙ –
ПРЕДВАРИТЕЛЬНЫЕ
СВЕДЕНИЯ
4.3.1 Каретка - Монтаж
Для установки каретки выполнить
следующие действия:
– Вывинтить пару винтов A
и винт B, открутить контргайку C.
– Расположить каретку, как
показано на рисунке. Вернуть в
исходное положение винты A, B и
контргайку C.
Убедиться, что между головкой
винта B и контргайкой C остается
достаточное пространство для
возможности поворота рычага D.
Environnement
La machine peut travailler dans
les conditions d'environnement
suivantes.
Humidité: max. 90%
Température: Min. +1° C Max. +40° C
Altitude: max. 1000 m au-dessus du
niveau de la mer (au-delà de cette
cote consulter le constructeur).
La machine peut travailler uniquement en milieux fermés.
La machine est destinée à être utilisée en milieu industriel.
Cette machine ne peut travailler en
milieux explosifs.
4.3. INSTALLATION PARTIES
DÉMONTÉES -
INTRODUCTION
4.3.1 Tablette Wagon -
Montage
Pour l'installation, procéder comme
suit :
– Dévisser les deux vis A, la vis B et
le contre-écrou C.
– Placer la tablette comme l'indique
la fi gure, remonter les vis A, B et
serrer le contre-écrou C.
S'assurer qu'entre la tête de la vis
B et le conte-écrou C, il reste assez
d'espace pour assurer une fermeture
correcte du levier D.
Ambiente
La máquina puede trabajar en las
siguientes condiciones ambientales:
Humedad: max. 90%
Temperatura: Min. +1 grado Max.
+40 grados
Altitud: max 1000 m s.n.m. (más allá
de esta cota consulta al constructor)
Conectar siempre la máquina con la
instalación de aspiración que tiene
que ser dimensionada
adecuadamente (ver párrafo 4.5).
La máquina puede trabajar solamente en ambientes cerrados.
La máquina tiene que ser utilizada
en un ambiente industrial.
Esta máquina no puede trabajar en
ambientes con peligro de explosión.
4.3. INSTALACION DE LAS
PARTES DESMONTADAS -
INTRODUCCION
4.3.1 Mesa Vagón - Montaje
Para la instalación, proceder del
siguiente modo:
– Destornillar los dos tornillos A, el
tornillo B y la contratuerca C.
– Colocar la mesa tal y como indica
la fi gura, volver a montar los tornillos A, B y apretar la contratuerca
C.
Asegurarse de que entre la cabeza
del tornillo B y la contratuerca C haya
el espacio sufi ciente para
asegurar un cierre correcto de la
palanca D.
Page 42
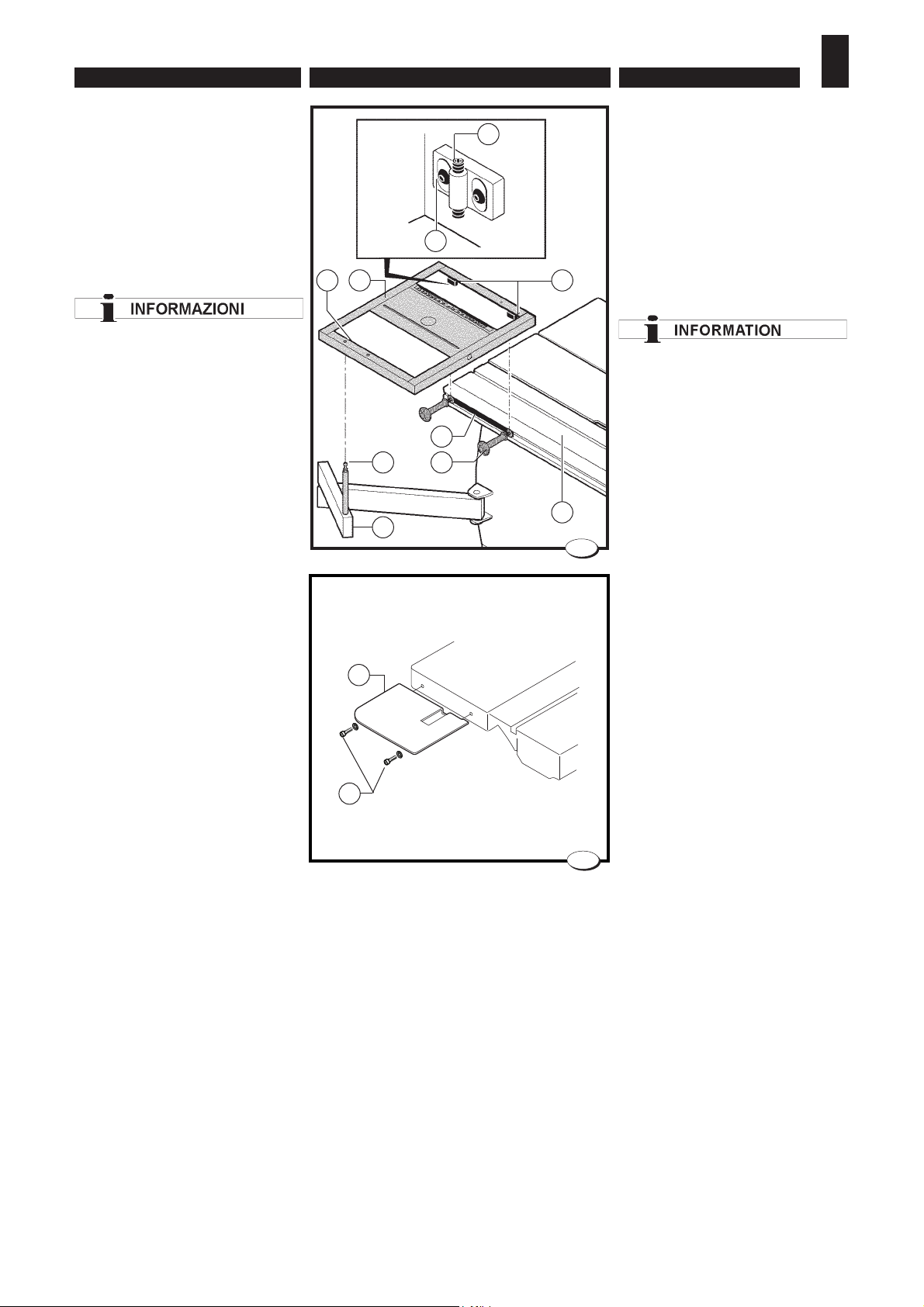
4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 44 –
M
040_015_1.tif
4
F
G
C
B
HE D
A
L
040_084_0.tif
5
B
A
4.3.2 Telaio di squadro Installazione
– Inserire il supporto B nella sca-
nalatura del carro vagone A.
– Posizionare la bandiera G come
in fi gura; appoggiare il telaio D
sul supporto B inserendo i due
pattini H nella scanalatura del
vagone e la vite F nel foro E.
La vite F deve alloggiare
perfettamente nell'apposito foro
presente sotto al telaio D.
– Livellare il piano D, se necessa-
rio, agendo sulla vite F.
– Serrare i pomelli C.
Il piano è già registrato ; per ulteriori regolazioni procedere come
di seguito indicato:
– allentare i pomelli C;
–
allentare le viti L e agire sui grani
M per regolare la posizione in
altezza.
4.3.3 Installazione prolunga
piano
– Posizionare il pianetto A come
indicato in fi gura, avvitare le viti B.
4.3.2. Squaring frame Installation
– Insert the support B in the groove
of the wagon A.
– Position the swinging support G
as shown in the fi gure; rest the
frame D on the support B, inser-
ting the two pads H in the groove
of the wagon, and the screw F in
the hol E.
The screw F must sit perfectly in
the special hole underneath the
frame D.
– Level the table D, if necessary,
turning the screw F.
– Tighten the knobs C.
The table is already registered; to
make further adjustments proceed
as follows:
– loosen knobs C;
– loosen screws L and move the
dowels M to adjust the height
position.
4.3.3 Installing the table extension
– Position the extension table A as
indicated in fi gure, screw in the
screws B.
Page 43

– 45 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.3.2 О пор н а я р а ма дл я
поперечного раскроя -
Установка
– Вставить опору B в паз на каретке
A.
– У с т а н о в и т ь п о в о р о т н ый
кронштейн G, как показано на
рисунке. Установить раму D на
опору B, вставив пару салазок H в
паз каретки, а винт F – в отверстие
E.
Винт F должен полностью войти
в соответствующее отверстие с
нижней стороны рамы D.
– П р и н е о б х о д и м о ст и
выровнять по горизонтали стол D
при помощи винта F.
– Затянуть барашков ые
винты C.
Стол уже был настроен заводомизготовителем. При необходимости
его на строй к а м ожет б ыть
выполнена следующим образом:
– Ослабить барашковые
винты C;
– Осла бить ви нты L и
отрегулировать высоту положения
стола при помощи шпилек M.
4.3.3 Установка удлинительного
элемента стола
– Установить стол A, как
показано на рисунке и завинтить
винты B.
4.3.2 Cadre d'équerrage Installation
– Insérer le support B dans la can-
nelure du chariot mobile A.
– Positionner la bande G comme
indiqué sur la fi gure ; poser le bâti
D sur le support B en insérant les
deux patins H dans la cannelure
du chariot et la vis F dans le trou
E.
La vis F doit être parfaitement
installée dans l’orifi ce se trouvant
sous le bâti D.
– Mettre à niveau le plateau D, le cas
échéant, en agissant sur la vis F.
– Serrer les pommeaux C.
La table est réglée en usine ; pour
des réglages supplémentaires,
procéder comme suit :
– desserrer les boutons C ;
– desserrer les vis L ; avec les vis
sans tête M, régler sa position en
hauteur.
4.3.3 Installation rallonge table
– Placer la tablette A comme il est
indiqué fi gure, visser les vis B.
4.3.2 Bastidor de escuadrado Instalación
– Introducir el soporte B en la ranura
del carro vagón A.
– Colocar la bandera G como se ilu-
stra en la fi gura; apoyar el bastidor
D sobre el soporte B introduciendo
los dos patines H en la ranura del
vagón y el tornillo F en el orifi cio
E.
El tornillo F debe entrar perfectamente
en el orifi cio correspondiente situado
debajo del bastidor D.
– Si es necesario, nivelar el plano D
mediante el tornillo F.
– Ajustar las perillas C.
La mesa está regulada; para efectuar más ajustes hay que proceder
como a continuación:
- afl ojar las perillas C;
- afl ojar los tornillos L e intervenir en
las espigas M para regular la altura.
4.3.3 Instalación de la extensión
de la mesa
–Colocar la mesa A tal y como indica
la fi gura y enroscar los tornillos B.
ИНФОРМАЦИЯ
Page 44

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 46 –
040_014_1.tif
6
S
Q
P
G
L
B
D
O
E
A
H
R
C
4.3.4 Riga per squadrare
- Installazione
– Appoggiare il gruppo riga A sul
piano O inserendo il fulcro B nel
foro C e il pomello D nel foro H;
– posizionare la riga all'angolazio-
ne desiderata attraverso l'asola
E e serrare il pomello D.
– inserire la colonnetta P con il
pressore Q nella scanalatura
del vagone G e ruotarla in senso
orario per bloccarla.
Quando il paraschegge R si usura,
avvicinarlo alla lama sega allentando le due viti S.
4.3.4 Squaring ruler - Installation
– Support rule unit A on table O
and insert fulcrum B into hole C
and knob D in hole H;
– Position the rule at required angle
using slot E and tighten knob D.
– Insert column P with presser Q
in the slot on the wagon G and
turn it in a clockwise direction to
lock.
When the splinter protection R is
worn, bring it near it to the saw blade, loosening the two screws S.
Page 45

– 47 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.3.4 Линейка для
поперечного раскроя
- Установка
– Установить узел линейки A
на стол O, вставив ось B в
отверстие C, а барашковый винт
D в отверстие H;
– Уста н о в и т ь лин е й к у на
требуемый угол, сдвинув ее
вдоль прорези E и затянуть
барашковый винт D.
– Вставить стойку P с прижимом Q
в паз на каретке G и повернуть ее
по часовой стрелке до фиксации.
Когда противоскольная пластина
R и з носит ся, е е сл едует
приблизить к пильному диску,
предварительно ослабив два
винта S.
4.3.4 Règle d'équerrage - Installation
– Appuyer le groupe ligne A sur le
plan O en introduisant le point d’ap-
pui B dans le trou C et le pommeau
D dans le trou H ;
– Positionner la ligne à l’angle
souhaité à travers la fente E et
serrer le pommeau D.
– introduire la colonne P avec le
presseur Q dans la rainure du
chariot G et la tourner dans le sens
horaire pour la bloquer.
- Lorsque “la protection contre les
éclats” R se détériore, l’approcher
de la lame en desserrant les deux
vis S.
4.3.4 Regla para escuadrar - Instalación
– Apoye el grupo regla A sobre la
superfi cie O introduciendo el pivote
B en el orifi cio C y el pomo D en el
orifi cio H;
– Coloque la regla en la angulación
deseada a través de la ranura E y
apriete el pomo D.
– insertar la columna P con el pren-
sador Q en la ranura del vagón
G y girarla hacia la derecha para
bloquearla.
Cuando el anti-astillas R se des-
gaste, aproxímelo a la hoja sierra
afl ojando los dos tornillos S.
Page 46
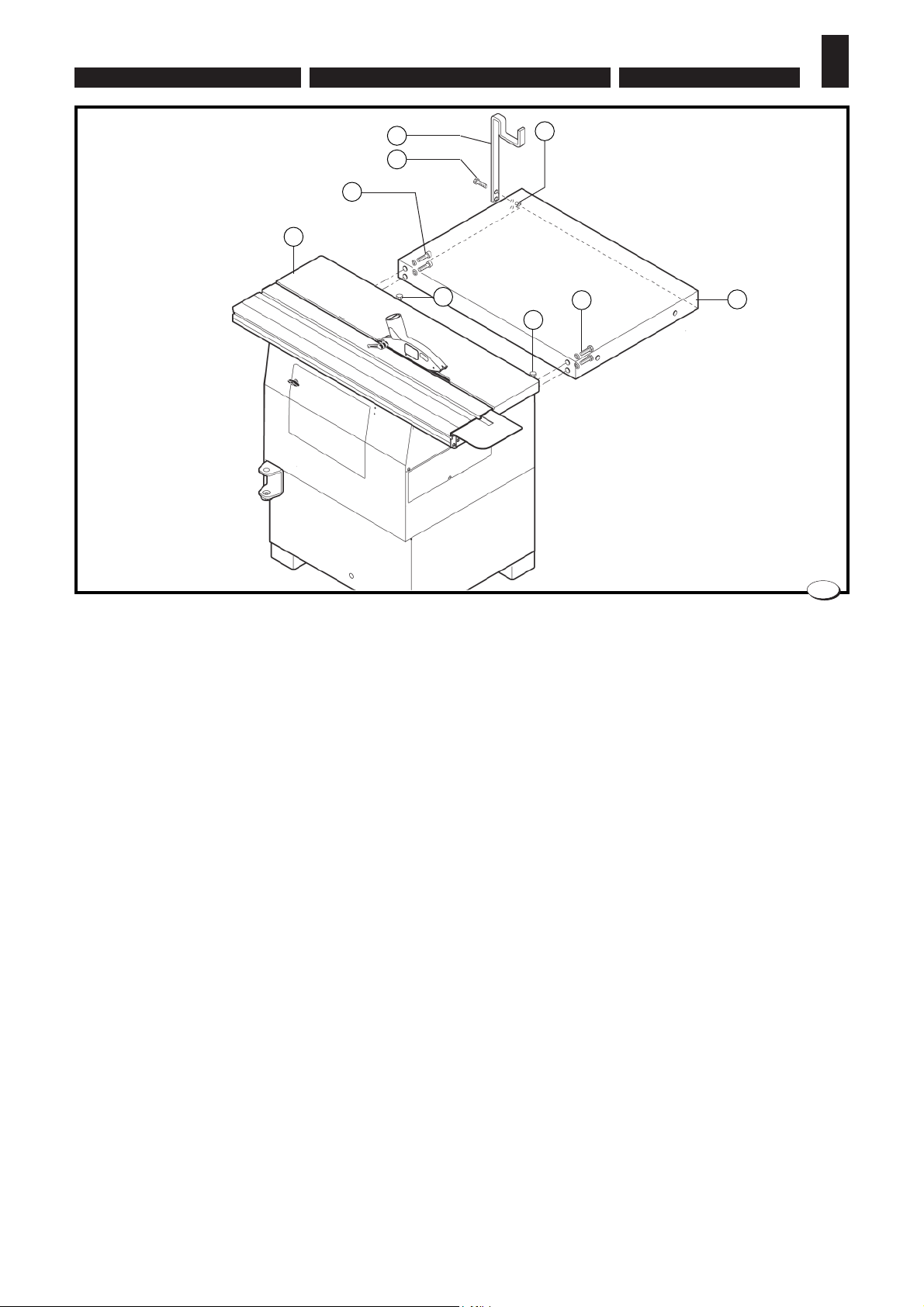
4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 48 –
4.3.5 Piano di lavoro aggiunto
- installazione
–
Fissare il piano aggiunto A al piano
di lavoro B avvitando le viti C.
–
Regolare il piano aggiunto agendo
sulle due viti di appoggio M.
4.3.6 Supporto tubo aspirazione - installazione
–
Fissare il supporto G mediante le
viti H e i dadi L.
4.3.5 Plane and saw fence Installation
– Fasten the additional table A to
the working table B tightening the
screws C.
– Adjust the added surface acting
on the two support screws M.
4.3.6 Suction tube support -
installation
– Fasten the support G using the
screws H and the nuts L.
7
L
C
G
C
H
A
B
M
M
Page 47
– 49 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.3.5 Дополнительный стол Установка
– Закрепить дополнительный стол
A на основном столе B винтами
C.
– Отрегулировать положение
дополнительного стола при
помощи опорных винтов M.
4.3.6 Держатель воздуховода
вытяжки - Установка
– Закрепить держатель G винтами
H и гайками L.
4.3.5 Table de travail ajoutée Installation
– Fixer la table ajoutée A à la table de
travail B en vissant les vis C.
– Régler le plan reporté en interve-
nant sur les deux vis d’appui M.
4.3.6 Support tube aspiration installation
– Fixer le support G au moyen des
vis H et des écrous L.
4.3.5 Mesa de trabajo añadida Instalación
– Sujetar la mesa añadida A a la
mesa de trabajo B atornillando
los tornillos C;
– Regule el plano adicional actuando
en los dos tornillos de apoyo M.
4.3.6 Soporte tubo aspiración instalación
– Fije el soporte G mediante los
tornillos H y las tuercas L.
Page 48

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 50 –
040_019_0.tif
9
A
B
E
C
8
040_053_0.tif
F
B
A
E
G
C
D
H
4.3.7 Guida fi lo e sega Installazione
–
Fissare la guida A al piano di lavoro
mediante le viti B. Inserire le spine
D nei rispettivi fori ed interponendo
i distanziali C.
–
Serrare i dadi H contro il piano
aggiunto facendo attenzione a non
deformare il tubolare G e infi ne
serrare i dadi E.
–
Montare la guida F sul tubolare
G.
4.3.8 Protezioni - Installazione
Le protezioni devono sempre
essere montate, e devono essere
posizionate in modo da coprire al
massimo gli utensili.
Protezione sega
– Sollevare il gruppo sega me-
diante il pomello A previo allen-
tamento del pomello B.
– Inserire la protezione C serran-
do la maniglia E.
4.3.7 Plane and saw fence Installation
– Fit the guide A to the work table
inserting the pins D in the respective holes and placing the
spacers C in between.
– Manually tighten nuts S against
the supplementary table A being
careful not to deform fence H,
and fi nally tighten nuts Q.
4.3.8 Protection - Installaton
The protections must always be
mounted and be positioned in
such as way as to completely
cover the tools.
Saw guard
– Lift the saw assembly by means
of the knob A after loosening the
knob B.
– Fit in the protection C and tighten
the handle E
Page 49

– 51 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.3.7 Направляющая
линейка - Установка
– Прикрепить линейку A к столу
винтами B. Вставить шпильки D в
отверстия, установив распорные
втулки C.
– П р и т я н у ть га й к и H к
д о п о л н и т е л ь н о м у с т ол у,
соблюдая о сторожн ость с
тем, чтобы не деформировать
профиль G. Затянуть гайки E.
– Ус тано вить ли нейк у F н а
профиль G.
4.3.8 Ограждения - Установка
Ограждения должны оставаться
все время смонтированными. Их
следует расположить так, чтобы
они максимально закрывали
режущий инструмент.
Ограждение пилы
– Поднять пилу рукояткой A,
предварительно ослабив
фиксатор B.
– Надеть ог ражд ение C и
затянуть фиксатор E.
4.3.7 Guide dégauchisseuse et
scie - Installation
– Fixer le guide H au plan de travail
B en insérant les goujons N dans
les trous respectifs et en plaçant
les entretoises M.
– Manually tighten nuts H against the
supplementary table being careful
not to deform fence G, and fi nally
tighten nuts E.
4.3.8 Protections - Installation
Les protections doivent toujours
être montées et placées de manière
à couvrir au maximum les outils.
Protecteur scie
– Soulever le groupe scie à l’aide du
pommeau A, après avoir desserré
le pommeau B.
– Introduire le protecteur C en ser-
rant la manette E.
4.3.7 Guía a ras y sierra Instalación
– Draai de moeren A met de hand
vast tegen de extra tafel, let erop
dat de geleider D niet vervormd
wordt, en draai vervolgens de
moeren C vast.
– Enroscar manualmente las tuer-
cas H contra el plano adicional
cuidando no deformar la guía G y,
por último, apretar las tuercas E.
4.3.8 Protecciones - Instalación
Las protecciones deben estar
siempre montadas y posicionadas
de modo que cubran al máximo los
utensilios.
Protección de la sierra
– Elevar el grupo sierra mediante
el pomo A habiendo afl ojado con
anterioridad el pomo B.
– Introducir la protección C apretan-
do la manija E.
ВНИМАНИЕ
Page 50

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 52 –
4.4. COLLEGAMENTO
ELETTRICO
Il collegamento elettrico e le
verifi che di seguito elencate
devono essere sempre eseguite
da un elettricista specializzato.
Lo schema elettrico della macchina e il catalogo delle parti di ricambio è situato nel pacco accessori
ed è parte integrante del presente
manuale.
Accertarsi con l’idonea strumentazione, della perfetta effi cienza
dell’impianto di messa a terra
dello stabilimento e del tronco di
linea a cui si dovrà collegare la
macchina.
Verifi care che il tronco di linea
a cui si dovrà collegare la macchina, sia protetto a monte da
un interruttore differenziale magnetotermico (SALVAVITA).
Verifi care che la tensione di linea
(V) e frequenza (Hz) corrispondano
a quella cui è stata predisposta la
macchina.
La condizione di lavoro ottimale per
la macchina é quella di fornire l'esatta
tensione riportata sulla targhetta di
identifi cazione tuttavia può adeguarsi a tensioni di lavoro superiori
o inferiori in un campo di tolleranza
di +/- 5%.
Al di fuori di questo campo provvedere alla regolazione della tensione
di alimentazione.
Leggere sulla targhetta di identifi cazione macchina, il valore della
corrente totale assorbita (Amp.)
Consultare la tabella di fi g. 10 per
usare la giusta sezione di cavi, e
per installare a monte della macchina fusibili del tipo "AD INTERVENTO RITARDATO".
<10 2.5 mm 12A AM
10 ÷ 14 4.0 mm 16A AM
14 ÷ 18 6.0 mm 20A AM
18 ÷ 22 6.0 mm 25A AM
22 ÷ 28 10.0 mm 32A AM
28 ÷ 36 10.0 mm 40A AM
Sezione cavi
Cable section
Fusibili ritardati
Fuse
Ampere assorbiti
Absorbed Amperes
10
4.4. ELECTRICAL CONNECTON
The electrical connection and the
checkings hereafter indicated are
always to be carried out by an
electrician.
The machine electric diagram and
spare parts catalogue are in the accessory pack and form an integral
part of this manual.
Using suitable instruments, check
the earth connection, the earth
electrodes installed in the factory and the electrical wiring the
machine will be connected to for
effi ciency.
Make sure a differential thermal
circuit breaker has been fi tted
upstream from the mains section connecting the machine
(SAFETY SWITCH).
Check that the mains voltage (V)
and frequency (Hz) are as those
indicated.
The machine works under ideal
conditions when the supplied
line voltage is the same voltage
specifi ed in the machine data plate;
however, higher or lower working
voltage values are also acceptable within a tolerance range of
+/- 5%.
If this tolerance range is exceeded,
input voltage must be corrected.
Check total absorbed power (Amp)
in the machine data plate.
Check table 10 to choose cables
having an appropriate cross section and to install “DELAYED OPERATION” fuses upstream from
the machine.
Page 51

– 53 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.4. ПОДКЛЮЧЕНИЕ
К ЭЛЕКТРОСЕТИ
Подключение станка к
электросети и описываемые ниже
проверки должны выполняться
квалфицированным электриком.
Электрическая схема станка и
каталог запчастей находятся в
упаковке с принадлежностями и
являются неотъемлемой частью
настоящего руководства.
Используя надлежащие приборы,
убедиться в исправности
системы заземления цеха и
работоспособности отводки от
электросети, к которой будет
подключаться станок.
Убедиться, что о т в о д к а
от электросети, к которой
п о д к л ю ч а е т с я с та н о к ,
защищена дифференциальным
выключателем с термомагнитным
расцепителем (ВЫКЛЮЧАТЕЛЬ
БЕЗОПАСНОСТИ).
Убедиться, что сетевое напряжение
(В) и частота (Гц) соответствуют
значениям, указанным на станке.
Оптимальной для станка является
ситуация, при которой подаваемое
напряжение в точности совпадает
с напряжением, указанным на
заводской идентификационной
табличке. При этом станок может
нормально работать, если сетевое
напряжени е откл оняется от
номинала в пределах +/- 5%.
В случае выхода за пределы
этого интервала необходимо
предусмотреть корректировку
напряжения питания.
По заводской идентификационной
табличке узнать общую величину
потребляемого станком тока (А).
Используя таблицу рис. 10, выбрать
сечение проводов и параметры
устанавливаемых перед станком
плавких предохранителей (которые
должны принадлежать к типу "С
ЗАДЕРЖКОЙ СРАБАТЫВАНИЯ").
4.4. BRANCHEMENT ELECTRIQUE
La connexion électrique et les
contrôles cités ci-bas doivent
toujours être effectués par un
électricien spécialisé.
Le schéma électrique de la machine
et le catalogue des pièces de rechange se trouvent dans le paquet des
accessoires et font partie intégrante
du présent manuel.
Contrôler au moyen des instruments
appropriés le bon état de l’installation
de la prise de terre de l’usine et du
tronçon de ligne auquel on devra
connecter la machine.
Vérifi er que le tronçon de ligne auquel
la machine devra être connectée, soit
protégé en amont par un déclencheur
différentiel magnétothermique (DISJONCTEUR).
Contrôler que la tension de la ligne
(V) et la fréquence Hz correspondent
bien à ce qui a été prévu pour la
machine.
La condition de travail optimale pour
la machine est celle de recevoir
la tension exacte indiquée sur la
plaquette d’identifi cation. Elle peut
cependant s’adapter à des tensions
de travail supérieures ou inférieures,
dans une marge de tolérance de
+/- 5%.
Au-delà de cette marge, il faut régler
la tension d’alimentation.
Lire sur la plaquette d’identifi cation
de la machine, la valeur du courant
absorbé total (ampère).
Consulter le tableau dans la fi g. 10
pour utiliser la section appropriée de
câble et pour installer en amont de
la machine des fusibles du type “A
ACTIONNEMENT RETARDE”.
4.4. CONEXION ELECTRICA
La conexión eléctrica y los
controles detallados a continuación
serán efectuadas siempre por un
electricista especializado.
El esquema eléctrico de la máquina
y el catálogo de las partes de repuesto están situados en el paquete de
accesorios y forman parte integrante
del presente manual.
Comprobar, mediante los instrumentos oportunos, la efi ciencia perfecta
de la instalación de puesta a tierra de
la nave y del tramo de línea a la cual
tendrá que acoplarse la máquina.
Controlar que el tramo de línea al
cual se debe conectar la máquina
esté protegido desde el principio
mediante un interruptor diferencial magnetotérmico.
Verifi car que la tensión de línea (V)
y la frecuencia Hz correspondan con
aquella para la cual la máquina fue
predispuesta.
La condición de trabajo óptima de
la máquina es la que permite suministrar el valor de tensión detallado
sobre la placa de identifi cación. Sin
embargo, es posible establecer
valores de tensión de trabajo superiores o inferiores dentro de un
límite de tolerancia que corresponde
a +/- 5% .
Para los valores de tensión que no
corresponden a dicho límite de tolerancia, hace falta ajustar la tensión
de la red.
Leer el valor de la corriente total absorbida (amperios) sobre la placa de
identifi cación de la máquina.
Consultar la tabla en la fi g. 10 para
el uso de los cables con sección
idónea y para instalar encima de
la máquina fusibles de “ACCION
RETARDADA”.
ВНИМАНИЕ
Page 52

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 54 –
040_074_0.tif
14
021.096.tif
12
021.054.tif
A
L1
L2 L3
11
B
A
026_036_0 .tif
Versione Standard
Predisporre il cavo di alimenta-
zione in prossimità della presa A
(fi g. 11) in dotazione.
– Collegare i cavi di alimentazione
ai morsetti L1-L2-L3 della presa
in dotazione, e il cavo di terra al
morsetto contrassegnato con il
simbolo
;
– connettere la presa A alla spina
B (fi g. 12).
Versione U.S.A. - CANADA
(fi g.13)
– Introdurre il cavo all’interno della
morsettiera e collegare le fasi
ai morsetti L1-L2-L3, il neutro
(versione monofase) al morsetto
N e il cavo di messa a terra al
morsetto contrassegnato con il
simbolo .
ATTENZIONE AL
COLLEGAMENTO ELETTRICO
L'errata rotazione dell'utensile
causa pericolo all'operatore e
danni al prodotto.
Avviare per una frazione di
secondo il gruppo sega e
verifi care che il disco ruoti
in senso orario; nel caso la
rotazione non sia corretta,
togliere immediatamente tensione
ed invertire due delle tre fasi sui
morsetti (L).
Standard model
Prearrange the feeding cable near
the terminal board A (fi g. 11).
– Connect the cables to the termi-
nals L1-L2-L3 of the socket and
the earthing cable to the terminal
marked by the
Symbol ;
– connect socket A to plug B
(fi g. 12).
Version U.S.A.-CA NADA
(fi g.13)
– Drive the cable inside the terminal
board and connect the phases to
the terminals L1-L2-L3, the neu-
tral wire to the terminal N (single-
fase version) and the earthing
cable to the terminal marked by
the symbol .
CAREFUL WITH THE ELECTRICAL
CONNECTION
Incorrect rotation of the tool
causes danger to the operator and
damage to the product.
Activate the saw assembly for a
fraction of a second and check
that the disc turns clockwise.
Should rotation be incorrect,
immediately switch off the power
and invert two of the three phases
on the terminals (L).
L1
L2
L3
N
USA-CANADA
13
Page 53

– 55 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
Стандартное исполнение
Уложить к абель п итания до
прилагаемой розетки A (рис. 11).
– Подсоединить жилы фаз к
клеммам L1-L2-L3 прилагаемой
розетки, а жилу заземления к
клемме, помеченной знаком
;
– Подсоединить розетку A к вилке
B (рис. 12).
Исполнение США - Канада
(рис. 13)
– Ввести кабель внутрь клеммного
блока и подсоединить жилы
фаз к клем мам L1-L 2-L3,
жилу нейтрали (однофазное
исполнение) к клемме N, а
жилу заземления к клемме,
помеченной знаком .
ПРИ ПОДКЛЮЧЕНИИ БЫТЬ
ВНИМАТЕЛЬНЫМ!
Неверно выполненное
подключение создает опасность
для оператора и может привести к
повреждению изделия.
Запустить пилу на несколько
долей секунды и убедиться,
что диск вращается по часовой
стрелке. В случае неверного
направления вращения
немедленно отключить
напряжение и поменять местами
две из трех фаз на клеммах L.
Versión estándar
Preparar el cable de alimentación
donde se encuentra la toma A
(fi g. 11) suministrada.
– Conectar los cables de alimenta-
ción a los bornes L1-L2-L3 del enchufe suministrado con la máquina
y el cabo de tierra al borne indicado
mediante el símbolo
;
– conectar la toma A al enchufe B
(fi g. 12).
Versión U.S.A.-CANADA
(fi g. 13)
– Introducir el cable en el tablero de
bornes y conectar las fases a los
bornes L1-L2-L3, el neutro al borne
N (versión monofásica) y el cable
de tierra al borne señalado con el
símbol .
ATTENTION AU BRANCHEMENT
ELECTRIQUE
La mauvaise rotation de
l’outil entraîne des risques pour
l’ouvrier et détériore le produit.
Démarrer pendant une fraction
de seconde le groupe scie, puis
contrôler que le disque tourne
dans le sens horaire; si la rotation
n’est pas correcte, couper
immédiatement le courant et
inverser deux des trois phases sur
les bornes (L).
Versión estándar
Preparar el cable de alimentación
donde se encuentra la toma A
(fi g. 11) suministrada.
– Conectar los cables de alimenta-
ción a los bornes L1-L2-L3 del enchufe suministrado con la máquina
y el cabo de tierra al borne indicado
mediante el símbolo
;
– conectar la toma A al enchufe B
(fi g. 12).
Versión U.S.A.-CANADA
(fi g. 13)
– Introducir el cable en el tablero de
bornes y conectar las fases a los
bornes L1-L2-L3, el neutro al borne
N (versión monofásica) y el cable
de tierra al borne señalado con el
símbol .
CUIDADO CON LA CONEXIÓN
ELÉCTRICA
Si la herramienta gira incorrectamente
puede ser causa de peligro para el
operador, causando daños al producto.
Arranque por una fracción de segundo
el grupo de la sierra y compruebe que
el disco gire en el sentido de las agujas
del reloj; si la rotación es incorrecta,
corte inmediatamente la corriente e
invierta dos de las tres fases en los
bornes (L).
ВНИМАНИЕ
Page 54

4.
INSTALLAZIONE • INSTALLATION
ENGLISH
ITALIANO
– 56 –
040_021_2. tif
15
B
A
4.5. ASPIRAZIONE DEI
TRUCIOLI
Lavorare sempre con l'aspirazione
attivata.
L’impianto d’aspirazione
deve sempre essere avviato
contemporaneamente al motore
del gruppo operatore in funzione.
Una corretta aspirazione elimina i
rischi di inalazione polveri e favorisce un migliore funzionamento
della macchina.
Nelle tabelle sono riportati i valori
minimi di portata e velocità dell'aria
riferiti ad ogni singola aspirazione.
Assicurarsi che l’impianto d’aspirazione garantisca questi valori
nel punto di collegamento con le
bocche delle cuffi e.
Diametro bocche d'aspirazione:
Sega
cuffi a
superiore
cuffi a
inferiore
Velocita' minima dell'aria 20 m/s
Portata 170 m3/h 750 m3/h
Saw
Upper hood
Lower hood
Minimum air speed 20 m/s
Air fl ow 170 m3/h 750 m3/h
4.5. CHIP SUCTON
Always work with the suction
system on.
Always start the suction system
and the operator assembly motor
at the same time.
Proper suction eliminates the risks
of dust inhalation and aids better
functioning of the machine.
The tables list the minimum air fl ow
and speed values referenced to
each single suction operation.
Ensure that the suction system
guarantees these values at the
hood-mouth connection point.
A - aspirazione sega .. ø 120 mm
B - protezione sega ......ø 60 mm
Collegare le bocche all'impianto
di aspirazione con tubi fl essibili di
diametro adeguato. Serrare con
fascette.
Il tubo deve essere posizionato
in maniera tale da non ostacolare
l'operatore durante la lavorazione.
Suction mouth diameter:
A - Saw suction .......... ø 120 mm
B - Saw protection ........ ø 60 mm
Connect the mouths to the suction system with fl exible tubes of
adequate diameter. Tighten with
clamps.
The tube must be positioned in
such a way so as not to obstruct the
operator during machining.
Page 55

– 57 –
4.
FRANÇAIS
РУССКИЙ
ВВОД В ЭКСПЛУАТАЦИЮ • INSTALLATION • INSTALACION
ESPAÑOL
4.5. ПОДКЛЮЧЕНИЕ К
СИСТЕМЕ АСПИРАЦИИ
Работать только с включенным
вытяжным устройством.
Вытяжное устройство должно
включаться одновременно с
двигателем рабочего агрегата.
Прав ильно организ ован н ая
аспирация устраняет опасности,
обусловленные вдыханием пыли
и улучшает работу станка.
В т а бл и ц а х п р и в ед е н ы
минимально допустимые значения
производительности и скорости
пот ока воздуха на кажд ом
отдельном в ыходе с ист емы
аспирации.
Система аспирации должна
обеспечивать данные значения в
точках подсоединения к патрубкам
4.5. ASPIRATION DES
COPEAUX
L’aspiration doit toujours être active
pendant l’usinage.
Toujours mettre en marche
l’installation d’aspiration en même
temps que le moteur de l’ensemble
opérateur.
Une parfaite aspiration élimine les
risques de respirer la poussière et
optimise le fonctionnement de la
machine.
Les valeurs minimums de capacité
et de vitesse de l’air, par rapport à
chaque aspiration, sont indiquées
dans les tableaux.
Vérifi er que le système d’aspiration
assure ces valeurs au point de raccordement avec les aérateurs des
protections.
4.5. ASPIRACION DE VIRUTAS
Trabajar siempre con la aspiración
activada.
La instalación de aspiración
debe ser puesta en marcha
contemporáneamente al motor del
grupo operador en función.
Una aspiración correcta elimina
todo riesgo de inalación de polvo y
favorece el buen funcionamiento de
la máquina.
En las tablas se indican los valores
mínimos de caudal y velocidad del
aire con recpecto de cada una de las
aspiraciones.
Asegurarse de que el equipo de
aspiración garantice estos valores
en los puntos de conexión con las
bocas de las envolturas.
Sierra
Envoltura su-
perior
Envoltura
inferior
Velocidad mínima del aire 20 m/seg
Caudal 170 m3/h 750 m3/h
Пила
Производительность
нижний
стружкоприемник
Минимальная скорость воздуха 20 м/с
Leistung 170 m3/h 750 m3/h
Scie
Protection
supérieure
Protection
inférieure
Vitesse mini. de l’air 20 m/s
Capacité 170 m3/h 750 m3/h
стружкоприемников.
Диаметры патрубков:
A -пильный узел ø120мм
B -ограждение пилы ø60 мм
Подсоединить патрубки к системе
аспирации при помощи гибких
воздуховодов над лежа щего
диаметра. Закрепить воздуховоды
хомутами.
Воздухо воды до лжны быт ь
размещены таким о бразом,
чтобы не создавать помех работе
оператора.
Diamètre orifi ces d’aspiration:
A - aspiration scie ..... ø 120 mm
B - protection scie ....... ø 60 mm
Raccorder les orifi ces au système
d’aspiration à l’aide de tuyaux souples ayant un diamètre approprié.
Serrer à l’aide des colliers de serrage.
Le tuyau doit être placé de manière
à ne pas gêner l’ouvrier pendant
l’usinage.
Diámetro bocas de aspiración:
A - Aspiración sierra .. ø 120 mm
B - Protección sierra ... ø 60 mm
Conectar las bocas al equipo de
aspiración con tubos fl exibles de
diámetro adecuado. Ajustar con
abrazaderas.
El tubo debe estar ubicado en modo
que no obstaculice al operador durante el trabajo.
ВНИМАНИЕ
Page 56
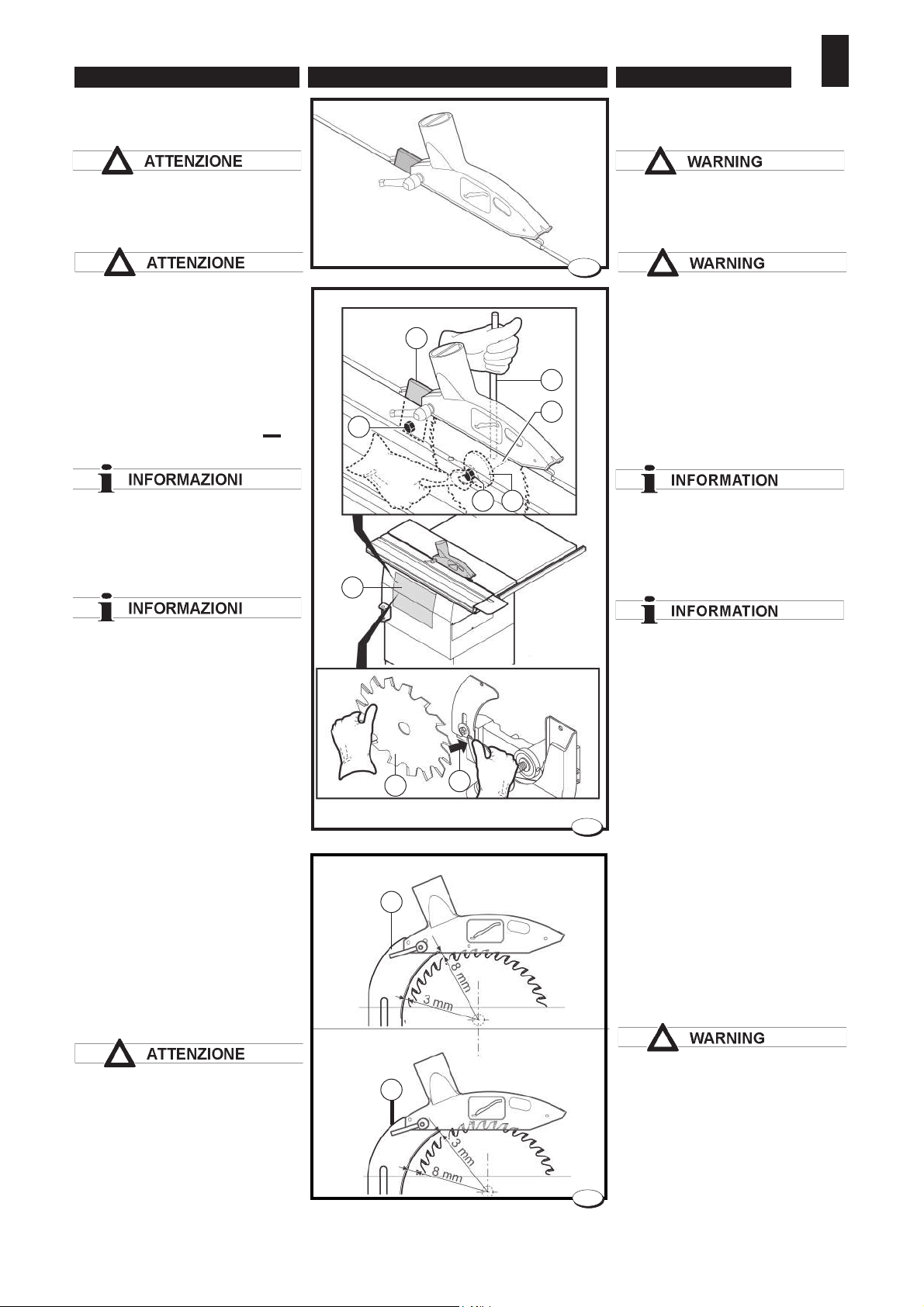
5.
NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISH
ITALIANO
– 58 –
F
3
F
040_083_0.tif
040_025_0.tif
040_026_2.tif
2
F
1
A
B
D
C
G
E
H
E
5.1. TOOL - ASSEMBLY AND
ADJUSTMENT
Use protective gloves.
5.1.1 Circular saw Assembly
Handle the tools with protective
gloves.
– Disconnect input power.
– Position the saw unit at 90° and
lower it as far as it will go.
Prepare the machine following
these instructions:
This operation must be performed
using access door A.
– Fit pin B into the saw shaft pulley
hole.
The locking nut C of the saw blade
is counter-clockwise; to unscrew it
turn it clockwise.
– Loosen the lock nut C using a
24 mm hex wrench and remove
fl ange D.
– In sequence mount the saw E, the
fl ange D and the nut C (to prevent
any vibration, thoroughly clean
the fl anges before mounting the
saw blade).
– To make is easier to insert the saw
E, you must widen the chip conveyor slightly and allow the saw
to pass through the space created
in correspondence to arrow H.
– Ti ght en the nut usi ng the
24 mm wrench and the pin B.
– Adjust the height of the riving knife
F by loosening the screws G.
Adjust the position of the riving
knife so that its distance from the
saw blade is between 3 and 8 mm
(see example in fi g.3).
The dividing knife is in the right
position when the saw guard
covers a part of the cutting edge of
the saw blade.
5.1. UTENSILI - MONTAGGIO
E REGISTRAZIONE
Usare guanti di protezione.
5.1.1 Sega circolare Montaggio
Maneggiare gli utensili
utilizzando i guanti di protezione.
– Disinserire la tensione di alimen-
tazione.
– Posizionare il gruppo sega a 90°
e abbassarlo al massimo.
Predisporre la macchina seguen-
do le indicazioni:
L'operazione deve essere
effettuata attraverso lo sportello
di accesso A.
– Inserire il perno B nel foro della
puleggia albero sega.
Il dado di bloccaggio C della lama
sega è sinistrorso; per svitarlo
occorre ruotarlo in senso orario.
– Allentare il dado di bloccaggio
C con chiave esagonale da 24
mm, ed estrarre la fl angia D.
– Montare in sequenza la sega E,
la fl angia D e il dado C (per evi-
tare eventuali vibrazioni, prima
di montare la lama sega pulire
accuratamente le fl ange).
– Per agevolare l'inserimento della
sega E, è necessario allargare
leggermente il convogliatrucioli
e far passare la sega stessa
attraverso la fessura creatasi in
corrispondenza della freccia H.
– Serrare il dado con la chiave da
24 mm utilizzando il perno B.
– Regolare la posizione in altezza
del coltello divisore F allentando
le viti G.
Regolare la posizione del coltello
divisore in modo che la sua
distanza dalla lama sega sia
compresa fra 3 e 8 mm
(vedi esempio fi g. 3).
Il coltello divisore è nella giusta
posizione quando la protezione
sega copre una parte del
tagliente della lama sega.
Page 57

– 59 –
5.
ПРОЦЕДУРЫ НАЛАДКИ • NORMES POUR LA MISE AU POINT
NORMAS PARA LA PUESTA A PUNTO
FRANÇAISРУССКИЙ ESPAÑOL
5.1. ИНСТРУМЕНТЫ –
МОНТАЖ И НАСТРОЙКА
Работать в защитных перчатках.
5.1.1 Дисковая пила -
Монтаж
При обращении с инструментами
работать в защитных перчатках.
– Отключить напряжение питания.
– Установить пилу под 90° и
опустить ее в крайнее нижнее
положение.
Подготовить станок к работе,
действуя в следующем порядке:
Операция выполняется через
технологическое отверстие с
дверцей A.
– Вставить стержень B в отверстие
шкива на валу пилы.
Гайка C крепления пильного
диска имеет левую резьбу.
Гайка откручивается по часовой
стрелке.
– Открутить гайку C гаечным ключом
на 24 мм и снять фланец D.
– Последовательн о уст ановить
пилу E, фланец D и гайку C (для
предотвращения вибрации перед
уста новк о й пи лы т щательн о
очистить фланец).
– Для удобства установки пилы E
необходимо слегк а расширить
стружкоприемник и продеть пилу
через щель, образующуюся в месте,
указанном стрелкой H.
– Затянуть гайку ключом на 24 мм,
удерживая вал стержнем B.
– Отрегулировать положение по
высоте расклинивающего ножа F,
предварительно ослабив винты G.
Расклинивающий нож
необходимо отрегулировать
таким образом, чтобы расстояние
от него до пильного диска
находилось в интервале от 3 до
8 мм
(см. пример на рис. 3).
Расклинивающий нож находится
в верном положении, когда
ограждение закрывает часть зуба
пилы.
5.1. TOOL - ASSEMBLY AND
ADJUSTMENT
Use protective gloves.
5.1.1 Circular saw Assembly
Handle the tools with protective
gloves.
– Disconnect input power.
– Position the saw unit at 90° and
lower it as far as it will go.
Prepare the machine following these
instructions:
This operation must be performed
using access door A.
– Fit pin B into the saw shaft pulley
hole.
The locking nut C of the saw blade
is counter-clockwise; to unscrew it
turn it clockwise.
– Loosen the lock nut C using a 24
mm hex wrench and remove fl ange
D.
– In sequence mount the saw E, the
fl ange D and the nut C (to prevent
any vibration, thoroughly clean the
fl anges before mounting the saw
blade).
– To make is easier to insert the saw
E, you must widen the chip conveyor slightly and allow the saw to
pass through the space created in
correspondence to arrow H.
– Tig hten th e n ut usin g t he
24 mm wrench and the pin B.
– Régler la position en hauteur du
couteau diviseur F en desserrant
les vis G.
Adjust the position of the riving
knife so that its distance from the
saw blade is between 3 and 8 mm
(see example in fi g.3).
The dividing knife is in the right
position when the saw guard covers
a part of the cutting edge of the saw
blade.
5.1. HERRAMIENTAS - MONTAJE Y
REGULACION
Usar guantes de protección.
5.1.1 Sierra circular - montaje
Manejar las herramientas utilizando
guantes de protección.
– Desconectar la tensión de la red.
– Posicionar el grupo sierra a 90° y
bajarlo al máximo.
Preparar la máquina siguiendo las
indicaciones
La operación tiene que efectuarse a
través de la puerta de acceso A.
– Introducir el perno B en el agujero
de la polea árbol sierra.
La tuerca de bloqueo C de la hoja
sierra se ajusta hacia la izquierda,
por tanto, para afl ojarla es necesario
girarla en el sentido de las agujas del
reloj.
– Afl ojar la tuerca de bloqueo C con
una llave hexagonal de 24 mm, y
extraer el soporte D.
– Montar en secuencia la sierra E, la
brida D y la tuerca C (para evitar
vibraciones, antes de montar la
hoja sierra limpiar muy bien las
bridas).
– Para facilitar la inserción de la
sierra E, hay que ensanchar ligeramente el transportador de virutas
e introducir la sierra a través de la
fi sura que se ha creado en correspondencia de la fl echa H.
– Ajustar la tuerca con la llave de 24
mm utilizando el perno B.
– Regular la posición en altura de
la cuchilla divisora F afl ojando los
tornillos G.
Regular la posición del cuchillo
divisor de manera que su distancia
de la hoja sierra esté entre 3 y 8 mm
(véase el ejemplo de la fi g.3).
La cuchilla divisoria se encuentra
en la posición correcta cuando la
protección de la sierra cubre una
parte del fi lo de la hoja sierra.
ВНИМАНИЕ
ВНИМАНИЕ
ВНИМАНИЕ
ИНФОРМАЦИЯ
ИНФОРМАЦИЯ
Page 58

5.
NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISH
ITALIANO
– 60 –
040_031_0.tif
4
B A
C
D
T
040_036_0. tif
040_035_0. tif
5
6
A
B
C
D E
D E
C
D
1
2
5.1.2 Sega circolare regolazione
Regolare la posizione del gruppo
sega in altezza (fi g.4) agendo sul
pomello A previo allentamento del
pomello B; serrare il pomello B a
regolazione eseguita.
Regolare l'inclinazione facendo
riferimento alla targa T agendo sul
pomello C previo allentamento del
pomello D; serrare il pomello D a
regolazione eseguita.
5.2. GUIDA SEGA - REGOLAZIONE
Il gruppo guida viene utilizzato per
tagli paralleli con sega circolare e
per esecuzioni di piallature a fi lo.
Posizioni per lavorazioni alla
sega
Quando si lavora alla sega la guida può assumere due posizioni :
A - per tagli di pezzi di grandi
dimensioni (fi g.5)
B - per tagli di pezzi bassi e stretti
(fi g.6).
La lettura degli spostamenti
della guida deve essere eseguita
attraverso l'apertura D del
supporto.
Per allontanare o avvicinare la
guida dalla lama occorre:
– allentare la maniglia C;
– far scorrere manualmente
il gruppo guida leggendo lo
spostamento sulla riga metrica
E attraverso l'apertura D del
supporto;
Con guida in posizione A
effettuare la lettura sulla
scala graduata prendendo
in considerazione il lato 2
dell'apertura D. Con guida in
posizione B effettuare la lettura
sulla scala graduata prendendo
in considerazione il lato 1
dell'apertura D.
– bloccare la maniglia C.
La lettura effettuata attraverso
l'apertura D è corretta solo se la
guida è posizionata come in
fi g. 5 e 6.
5.1.2 Circular saw - adjustment
Adjust the saw assembly position
in height (Fig. 4) turning the knob A
after loosening the knob B; tighten
the knob B after the adjustment has
been made.
Adjust the inclination referring to
the plate T and turning the knob C
after loosening the knob D; tighten
the knob D after the adjustment has
been made.
5.2. SAW FENCE ADJUSTMENT
The guide unit is used for parallel
cuts with the circular saw.
Sawing positions
When working with the saw, the
fence may assume two positions:
A - fo r cutti ng lar ge piec es
(fi g. 5)
B - to cut low and narrow pieces
(fi g. 6).
The guide movements must be
read through opening D on the
support.
In order to remove the fence or to
draw it near the blade it is necessary
to operate as follows:
– loosen the handle C;
– manually slide the guide unit
reading the shift on the metric
ruler E through the opening D of
the support.
With the guide in position A,
carry out the reading on the
graduated scale, considering
side 2 of the opening D. With the
guide in position B, carry out the
reading on the graduated scale,
considering side 1 of the opening
D.
– tighten the handle C.
Readings made through the
opening D are only correct if the
fence is positioned a shown in fi g.
5 and 6.
Page 59

– 61 –
5.
ПРОЦЕДУРЫ НАЛАДКИ • NORMES POUR LA MISE AU POINT
NORMAS PARA LA PUESTA A PUNTO
FRANÇAISРУССКИЙ ESPAÑOL
5.1.2 Дисковая пила Регулировка
Отре гул ировать п олож ение
пильного узла п о высот е
(рис. 4) при помощи рукоятки
A, п редварительно ослабив
фиксатор B. После завершения
регулировки затянуть фиксатор B.
О т р е г у л и р о в а т ь у г о л
наклона пилы рукояткой C,
п р е д в а р и тельн о о сла б и в
ф и кс а т о р D . Пр и эт о м
ориентироваться по шкале T.
После завершения регулировки
затянуть фиксатор D.
5.2. НАПРАВЛЯЮЩАЯ ЛИНЕЙКА
- РЕГУЛИРОВКА
Направляющая линейка служит
для базирования заготовок при
продольном раскрое дисковой
пилой и фуговании.
Положения для раскроя
Пр и вып олн е н и и р а с к р о я
направляющая линейка может
занимать два положения:
A - для раскроя крупных заготовок
(рис. 5)
B - для раскроя низких и узких
заготовок (рис. 6).
Координата положения линейки
считывается в окошке D опоры.
Для настройки положения линейки
отн осител ьно ди ска пил ы
необходимо:
– Ослабить фиксатор C;
– Вручную сдвинуть линейку,
считывая ее положение по
шкале E через окошко D на
опоре;
Когда лин ейка нах одится в
положении A, значение на шкале
считывается по стороне 2 окошка
D. Когда линейка находится
в положении B, значение на
шкале считывается по стороне
2 окошка D.
– Затянуть фиксатор C.
Показания, считываемые
по окошку D, являются
правильными, только если
линейка установлена как на рис.
5 и 6.
5.1.2 Circular saw - adjustment
Adjust the saw assembly position
in height (Fig. 4) turning the knob A
after loosening the knob B; tighten
the knob B after the adjustment has
been made.
Adjust the inclination referring to
the plate T and turning the knob C
after loosening the knob D; tighten
the knob D after the adjustment has
been made.
5.2. SAW FENCE ADJUSTMENT
The guide unit is used for parallel
cuts with the circular saw.
Sawing positions
When working with the saw, the fence
may assume two positions:
A - for c utting l a r ge piec e s
(fi g. 5)
B - to cut low and narrow pieces (fi g.
6).
The guide movements must be read
through opening D on the support.
In order to remove the fence or to
draw it near the blade it is necessary
to operate as follows:
– loosen the handle C;
– manually slide the guide unit re-
ading the shift on the metric ruler
E through the opening D of the
support.
With the guide in position A, carry
out the reading on the graduated
scale, considering side 2 of the
opening D. With the guide in
position B, carry out the reading on
the graduated scale, considering
side 1 of the opening D.
– tighten the handle C.
Readings made through the
opening D are only correct if the
fence is positioned a shown in fi g.
5 and 6.
5.1.2 Sierra circular -regulación
Regular la altura del grupo sierra (fi g.
4) actuando en el pomo A después
de haber afl ojado el pomo B; apretar
el pomo B una vez efectuada la regulación.
Regular la inclinación tomando como
referencia la placa T actuando sobre
el pomo C después de haber afl ojado
el pomo D; apretar el pomo D una vez
efectuada la regulación.
5.2. GUIA SIERRA - REGULACION
El grupo guía se utiliza para cortes
paralelos con sierra circular.
Posiciones para trabajos con sierra
Cuando se trabaja con la sierra, la
guía puede asumir dos posiciones:
A - Para cortes de grandes dimensio-
nes (fi g.5)
B - para cortes de piezas bajas y
estrechas (fi g.6).
La lectura de los desplazamientos de
la guía tiene que realizarse a través
de la abertura D del soporte.
Para alejar o acercar la guía a la hoja
hace falta:
– hacer correr manualmente el grupo
guía leyendo el desplazamiento en
la regla E a través de la abertura D
del soporte.
– afl ojar la manija C;
Con la guía en posición A realice
la lectura en la escala graduada
tomando en consideración el lado
2 de la apertura D. Con la guía
en posición B realice la lectura
en la escala graduada tomando
en consideración el lado 1 de la
apertura D.
– bloquear la manija C.
La lectura efectuada a través de la
apertura D es correcta solo si la guía
está colocada como en las fi g. 5 y 6.
ИНФОРМАЦИЯ
ИНФОРМАЦИЯ
ИНФОРМАЦИЯ
Page 60
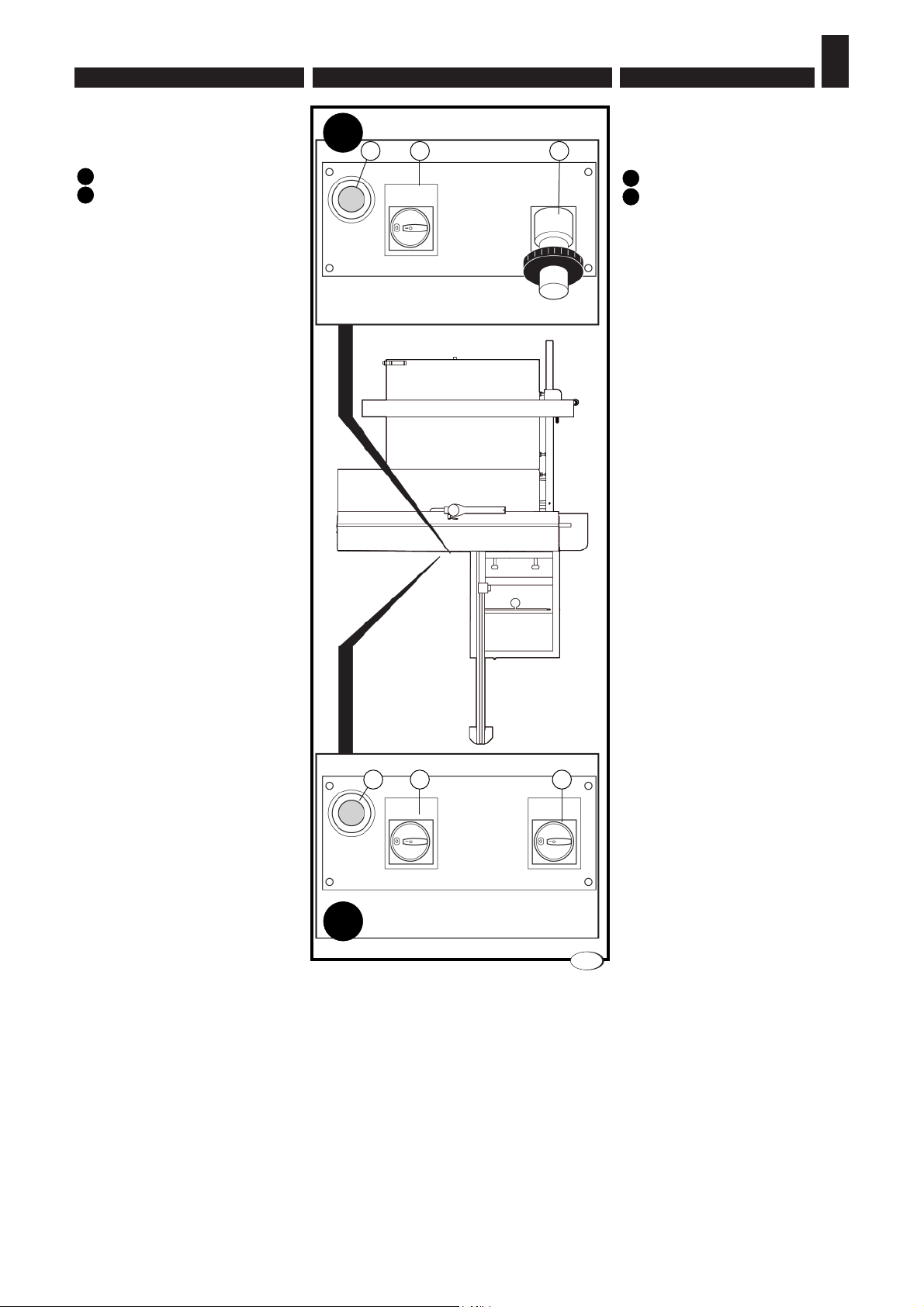
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 62 –
040_096_0.tif
1
1
2
A
E
B
A
D
B
6.1. QUADRO COMANDI
Legenda:
Versione standard
Versione USA e CANADA
Il quadro elettrico é costituito dai
seguenti dispositivi:
6.1.1 Funzioni di comando
A - Pulsante di emergenza
Disinserisce immediatamente
la tensione di alimentazione in
situazioni di emergenza.
Il pulsante è a ritenuta mecca-
nica. Per il ripristino ruotare il
pulsante in senso orario.
B - Magnetotermico
Inserisce e disinserisce la
tensione di alimentazione ai
gruppi operatori .
Con il selettore in posizione
I
i gruppi sono alimentati.Con il
selettore in posizione 0 i gruppi
si arrestano.
D - Presa elettrica
E - Interruttore generale luc-
chettabile
(Versione USA e CANADA)
Inserisce e disinserisce la
tensione di alimentazione.
O - Macchina non alimentata
I -
Macchina alimentata
Fusibili
(Versione USA e CANADA)
Sono posizionati all'interno del
quadro elettrico e proteggono il
circuito ausiliario di comando dai
sovraccarichi termici e l’avvolgimento primario del trasformatore.
6.1. CONTROL BOARD
Legend:
Standard version
U.S.A. and CANADA version
The electric board consists of the
following devices:
6.1.1 Control functions
A - Emergency pushbutton
It immediately disconnects
input power in case of emergency.
It is a mechanically-operated
push-button. Reset this button
by turning it clockwise.
B - Thermal switch
It connects and disconnects
the supply voltage to the working units.
When the selector is in position
I the units are powered. When
the selector is in position 0 the
units stop.
D - Electric socket
E - Padlocked main switch
(U.S.A. and CANADA ver-
sion)
It connects and disconnects
input power.
O - the machine is not pow-
ered;
I - the machine is powered.
Fuses
(U.S.A. and CANADA version)
They are fi tted inside the cubicle
and they protect the auxiliary
control circuit from thermal overloads and the transformer primary
winding.
1
2
1
2
Page 61
- 63 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
6.1. ПУЛЬТ УПРАВЛЕНИЯ
Пояснение:
Стандартное исполнение
Исполнение для США и Канады
На пульте управления имеются
следующие устройства:
6.1.1 Назначе ние орга нов
управления
A - Аварийная кнопка
Служит для незамедлительного
отк л ючени я на п ряжен ия
питан ия в ч резвычайных
ситуациях.
К н о п к а м е х а н и ч е с к и
фиксируется в нажатом
положении. Для высвобождения
кнопки ее следует повернуть
по часовой стрелке.
B - Выключатель
термомагнитного
расцепителя
Слу ж ит д ля в к люче ния/
отк л ючени я на п ряжен ия
питания рабочих агрегатов .
К о г д а в ы к л ю ч а т е л ь
находится в положении I,
п и т а н и е на а г р е г а т ы
подано. Когда выключатель
находится в положении 0
агрегаты отключены.
D - Электрическая розетка
E - Гла вный вык л юча т ель
(закрываемый на замок)
(исполнение для США и
Канады)
Слу жит дл я вкл ючен ия/
отк л ючен ия нап ряжен и я
питания.
O - Питание станка отключено
I - Питание станка включено
Предохранители
(исполнение для США и Канады)
Находятся внутри электрощита
и служат для защ ит ы ц епи
управления и первичной обмотки
тр ансформат ор а от токов
перегрузки.
6.1. TABLEAU DE COMMANDE
Legende:
Version standard
Version U.S.A. et CANADA
Le tableau de distribution se compose des dispositifs suivants:
6.1.1 Fonctions de commande
A - Bouton d’urgence
Il déclenche immédiatement la
tension d’alimentation dans toute
situation d’urgence.
Ce bouton est à retenue mé-
canique. Pour la remise à l’état
initial, tourner le bouton en sens
horaire.
B - Déclencheur magnétothermi-
que
Il branche et débranche le courant
aux groupes d'usinage.
Avec le sélecteur sur la position
I
les groupes sont alimentés. Avec
le sélecteur sur la position 0 les
groupes sont arrêtés.
D - Prise électrique
E - Interrupteur général
verrouillable
(version U.S.A. et CANADA)
Branche et débranche la tension
d’alimentation.
O - la machine n’est pas ali-
mentée;
I - la machine est alimentée.
Fusibles
(version U.S.A. et CANADA)
Logés dans le tableau de distribution,
ils protègent ils protègent le circuit
auxiliaire de commande des surcharges thermiques et le bobinage
primaire du transformateur.
6.1. TABLERO DE MANDOS
Leyenda:
Versiòn standard
Versiòn U.S.A. y CANADA
El cuadro eléctrico está constituido
por los siguientes dispositivos:
6.1.1 Funciones de control
A - Pulsador de emergencia
Desconecta inmediatamente
la tensión de la red en caso de
emergencia..
Pulsador de retención mecáni-
ca. Para la reactivación girar el
pulsador hacia el sentido de las
agujas del reloj.
B - Magnetotérmico
Conecta y desconecta la tensión
dealimentación a los grupos
operadores.
Con el selector en la posición
I
los grupos están alimentados.
Con el selector en la posición 0
los grupos se paran.
D - Presa elettrica
E - Interruptor general con
cierre
( versión U.S.A. y CANADA)
Conecta y desconecta la tensión
de la red.
O - la m á q u i n a no e s t á
alimentada;
I - l a m á q u i n a e s t á
alimentada.
Fusibles
( versión U.S.A. y CANADA)
Se encuentran en la parte interior
del tablero eléctrico y protegen el
circuito auxiliar de mando contra
sobrecargas térmicas y el devanado
primario del transformador.
1
2
2
1
2
1
Page 62

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 64 –
040_096_0.tif
1
1
2
A
E
B
A
D
B
6.1.2 Avviamento macchina
(fi g. 1)
Legenda:
Versione standard
Versione USA e CANADA
Prima di accendere la macchina
assicurarsi che tutti gli utensili
siano ben serrati.
Assicurarsi inoltre di aver
posizionato correttamente le
protezioni.
– Portare il selettore E in posizione
I.(Versione USA e CANADA)
– Portare il selettore del magne -
totermico B in posizione I.
– portarsi nella relativa postazione
di lavoro.
6.1.3 Arresto macchina
(fi g. 1)
– Portare il selettore del magne -
totermico B in posizione O.
– Portare il selettore E in posizione
O (Versione USA e CANADA)
Scollegare la macchina dalla rete
elettrica ad ogni fi ne lavoro.
6.1.4 Arresto di emergenza
(fi g. 1)
Premendo il pulsante di emer-
genza A si disattivano tutti i circuiti elettrici della macchina. Per
il ripristino ruotare il pulsante in
senso orario.
6.1.5 Fine lavoro
A lavoro terminato mettere la macchina in sicurezza, scollegando la
presa elettrica e luchettare in posizione "0" l'interruttore generale
B - E (fi g.1).
6.1.2 Starting the machine
(fi g. 1)
Legend:
Standard version
U.S.A. and CANADA version
Before starting the machine
make sure that all tools are
tightened hard.
Also ensure that the protections
have been positioned properly.
– Move the selector A to position I.
(U.S.A. and CANADA version)
– Set the selector of the magneto-
thermal switch B to position I.
– Move in the relevant working
site.
6.1.3 Stopping the
machine (fi g. 1)
– Set the selector of the magneto-
thermal switch B to position 0.
– Move the selector E to position
O (U.S.A. and CANADA version).
Disconnect the machine from the
electrical network at the end of
each job.
6.1.4 Emergency stop (fi g. 1)
All the electric circuits are disconnected by pushing the emergency
button A. IReset this button by
turning it clockwise.
6.1.5 End of work
When work has been completed
render the machine safe by disconnecting the electrical power supply
and positioning the thermal switch
B - E in position 0 (fi g. 1)
1
2
1
2
Page 63
- 65 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
6.1.2 Запуск станка (рис. 1)
Пояснение:
Стандартное исполнение
Исполнение для США и Канады
Перед включением станка
убедиться, что все инструменты
надежно закреплены.
Проверить правильность
расположения защитных
ограждений.
– Перевести выключатель E в
положение I (исполнение для
США и Канады)
– П е р е вес т и в ы к л юч ат ель
термомагнитного расцепителя
B в положение I.
– Занять правильное рабочее
положение.
6.1.3 Остановка станка
(рис. 1)
– П ереве с ти в ы к люч а т ель
т е р м о м а г н и т н о г о
расцепителя B в положение O.
– Перевести выключатель E в
положение O (исполнение для
США и Канады)
После завершения работы
отсоединить станок от
электросети.
6.1.4 Аварийная остановка
(рис. 1)
При нажатии аварийной кнопки A
все электрические цепи станка
отключаются. Для возврата к
работе повернуть аварийную
кнопку по часовой стрелке.
6.1.5 Завершение работы
После завершения работы
перевести станок в безопасное
п о л о ж ени е , от с о е д и н и в
провод питания от розетки и
заблокировав выключатель
питания B - E (рис.1) в положении
"0".
6.1.2 Mise en marche de la machine (fi g. 1)
Legende:
Version standard
Version U.S.A. et CANADA
Avant de démarrer la machine
s’assurer que tous les outils
soient bien serrés.
S’assurer de plus que les
protections soient dans une
position correcte.
– Amener le sélecteur A à la position
I. (version U.S.A. et CANADA)
– Placer le sélecteur de l’interrupteur
magnétique et thermique B sur la
position I.
– Se mettre dans la position de tra-
vail.
6.1.3 Arret de la machine
(fi g. 1)
– Placer le sélecteur de l’interrupteur
magnétique et thermique B sur la
position 0.
– Amener le sélecteur E à la position
0.(version U.S.A. et CANADA)
Débrancher la machine du réseau
électrique à chaque fi n de travail.
6.1.4 Arret d'urgence (fi g. 1)
En appuyant le bouton d’urgence
A, tous les circuit électriques de la
machine sont désactivés. Pour la remise à l’état initial, tourner le bouton
en sens horaire.
6.1.5 Fin travail
Le travail terminé, mettre la machine en sécurité, débrancher la prise
électrique et verrouiller le déclencheur
magnétothermi que B - E (fi g.1) sur la
position 0
6.1.2 Arranque maquina (fi g. 1)
Leyenda:
Versiòn standard
Versiòn U.S.A. y CANADA
Antes de poner en marcha la
máquina, asegurarse de que
todas las herramientas estén bien
apretadas.
Controlar también que las
protecciones hayan quedado
correctamente colocadas.
– Colocar el selector A en posición
I. ( versión U.S.A. y CANADA)
– Poner el selector del magnetotér-
mico B en la posición I.
– Llevarse al relativo puesto de traba-
jo.
6.1.3 Parada de la maquina
(fi g.1)
– Poner el selector del magnetotér-
mico B en la posición 0.
– Colocar el selector E en posición
0.( versión U.S.A. y CANADA)
Desconecte la máquina de la red
eléctrica cada fi n de trabajo.
6.1.4 Parada de emergencia
(fi g.1)
Apretando el pulsador de emergen-
cia A se desactivan todos los circuitos eléctricos de la máquina. Para la
reactivación girar el pulsador hacia el
sentido de las agujas del reloj.
6.1.5 Fin del trabajo
Al terminar el trabajo colocar la
máquina en condiciones de seguridad, desconectando la toma eléctrica y cerrar con un candado en
posición 0 el dispositivo de arranque
B - E (fi g.1).
1
2
1
2
1
2
ВНИМАНИЕ
ВНИМАНИЕ
Page 64

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 66 –
6.2. SEGA CIRCOLARE
La scelta del metodo per eseguire
un taglio con la sega circolare dipende dalle dimensioni del legno
da lavorare e dal tipo di lavorazione
da eseguire.
Regolare il gruppo sega come
descritto nel cap.5.
6.2.1 Lavorazione
Nelle lavorazioni di pannelli di
grandi dimensioni, posizionare la
guida per squadrare E e il telaio
di squadratura A come indicato
in fi gura; con questa posizione si
ottiene la massima lunghezza di
taglio.
Appoggiare il pannello C contro la
riga in alluminio E e bloccarlo con
il braccio stringipezzo D.
6.2. CIRCULAR SAW
The choice of the method to use
to make a cut with the circular saw
depends on the dimensions of the
wood to be machined and the type
of machining to be carried out.
Adjust the saw and engraver assembly as described in Chap. 5.
6.2.1 Machining
When working with large panels,
position the squaring fence E and
the squaring frame A as shown
in the diagram (see fi g.s 8-9); this
position provides maximum cutting
length.
Place the panel C against the aluminium ruler E and lock it with the
piece gripping arm D.
040_047_1.tif
3
E
C
D
A
Page 65

- 67 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
6.2. ДИСКОВАЯ ПИЛА
Метод раскроя дисковой пилой
зависит от размера заготовки и
требуемой операции.
Настройка пилы выполняется, как
описано в главе 5.
6.2.1 Раскрой
При раскрое пли т больших
размеров установить линейку
для поперечного раскроя E и
опорную раму A, как показано
на рисунке. При этом положении
длина раскроя максимальна.
Прижать плиту C к алюминиевой
лине йке E и з акре п ить ее
прижимом D.
6.2. USINAGE AVEC SCIE CIRCULAIRE
Le choix de la modalité, pour exécuter une coupe avec la scie circulaire, dépend des dimensions du
bois à usiner et du type d’usinage
à effectuer.
Régler le groupe scie comme indiqué
au chap.5.
6.2.1 Usinage
Dans les usinages de panneaux de
grandes dimensions, placer le guide
d'équerrage E et le cadre d'équerrage A comme l'indique la fi gure;
dans cette position on obtient une
longueur de coupe maximum.
Poser le panneau C contre la règle
en aluminium E et le bloquer avec le
bras serre-pièce D.
6.2. SIERRA CIRCULAR
La elección del método para efectuar
un corte con la sierra circular depende de las dimensiones de la madera
a elaborar y del tipo de elaboración
a efectuar.
Regular el grupo sierra como se
indica en el capítulo 5.
6.2.1 Elaboraciones
En los tratamientos de paneles de
grandes dimensiones, posicionar la
guía para escuadrar E y el bastidor
de escuadrado A como se indica en
la fi gura; con esta posición se obtiene
la máxima longitud de corte.
Apoyar el panel C contra la regla de
aluminio E y trabarlo con el brazo de
ajuste pieza D.
Page 66

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 68 –
040_057_1.tif
4
G
D
5
040_058_0.tif
B
A
D
C
Per tagli di pannelli con dimensioni più contenute, è più agevole
lavorare con la guida a squadrare
come indicato in fi gura.
Per tagli inclinati rispetto alla corsa
del carro, occorre posizionare la
guida a squadrare D in funzione
dell’inclinazione desiderata facendo riferimento alla scala G.
Bloccare sempre il pezzo
utilizzando il pressore quando si
usa il carro scorrevole.
Quando si lavorano pannelli di
notevoli dimensioni utilizzare dei
supporti di sostegno.
6.2.2 Lavorazione con la guida
parallela
Nell'esecuzione di tagli paralleli
usare la guida A.
Per il suo posizionamento e regolazioni seguire le istruzioni riportate
nel cap.5.
Posizionare il carro vagone e bloccarlo tramite la leva B.
Nel posizionamento del pezzo
contro la guida A l’operatore fa rife-
rimento alla scala millimetrata C.
Leggere la misura attraverso
l'apertura D.
When cutting smaller panels it is
easier to work with the squaring
fence as shown in the diagram.
For inclined cuts as regards to the
trolley stroke, the guide must be
positioned to square D depending
on the desired inclination referring
to scale G.
Always secure the workpiece
by means of the presser when a
sliding wagon is used.
Always use supports when
machining panels having great
dimensions.
6.2.2 Working with the parallel
guide
To perform parallel cuts use
fence A.
To position and adjust, follow the
instructions in chap.5.
Position the wagon as shown in
and lock it with the knob B.
Position the wagon carriage and
lock it with lever B.
For positioning the workpiece
against fence A refer to scale C.
Read the measurements using the
opening D.
Page 67

- 69 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
Для раскроя менее крупных плит
удобнее работать, располагая
линейку для поперечного раскроя,
как показано на рисунке.
Для расп ила п од углом по
отношению к направлению хода
кар ет ки следует устан овить
линейку для поперечного раскроя
D на требуемый угол, ориентируясь
по шкале G.
При использовании каретки
закреплять заготовку прижимом.
При раскрое крупных плит
использовать поддерживающие
опоры.
6.2.2 Раскрой по
параллельной линейке
Для выполнения параллельного
р а с к р о я и с п о л ь з о в а т ь
направляющую линейку A.
Инст рукц и и по н а с т р о й к е
н а п р а в л я ю щ е й л и н е й к е
приведены в главе 5.
Разместить в требуемом положении
каретку и зафиксировать ее
рычагом B.
При базировании заготовки по
линейке A оператор ориентируется
по шкале C.
Значение на шкале считывается
по окошку D.
Pour la coupe de panneaux de plus
petites dimensions, il est plus aisé de
travailler avec le guide d'équerrage
comme l'indique la fi gure.
Pour les coupes inclinées par rapport
à la course su chariot, il faut positionner le guide à équerrer D en fonction
de l’inclinaison désirée en se référant
à l’échelle G.
Bloquer toujours la pièce en
utilisant le presseur lorsqu’on
utilise le chariot coulissant.
Lorsqu’on travaille avec des
panneaux de grandes dimensions,
utiliser les supports spéciaux
prévus.
6.2.2 Usinage avec guide parallèle
Lors des coupes parallèles utiliser
le guide A.
Pour la mise en place et les réglages
suivre les instructions fi gurant au
chapitre 5.
Placer le chariot-wagon et le bloquer
avec le levier B.
Positionner la pièce contre le guide
A avec répère à l’échelle C.
Lire la mesure à travers l'ouverture
D.
Para cortar tableros más pequeños,
es más cómodo trabajar con la guía
de escuadrado tal como se indica
en la fi gura.
Para cortes inclinados respecto a
la carrera del carro, es necesario
que posicione la guía de escuadrar
D en función de la inclinación deseada teniendo como referencia la
escala G.
Bloquear siempre la pieza,
utilizando el prensador, cuando se
utilice el carro corredizo.
Durante el mecanizado de paneles
con dimensiones notables, usar los
soportes.
6.2.2 Elaboración con guía pa-
ralela
Para la realización de cortes paralelos
utilizar la guía A.
Para su posicionamiento y regulación seguir las instrucciones del
cap. 5.
Posicionar el carro vagón y bloquearlo por medio de la palanca B.
Durante el posicionamiento de la
pieza contra la guía A, el operador
hace referencia a la escala milimétrica C.
Leer la medida a través de la apertura D.
ВНИМАНИЕ
Page 68

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 70 –
040_048_1.tif
040_059_0.tif
040_050_1.tif
A
7
6
B
A
7
7
8
B
L'estremità della riga A
deve essere posizionata
longitudinalmente lungo una linea
immaginaria (B) che inizia a metà
della lama e scivola avanti di 45°
Questo per evitare che i denti in
salita della sega afferrino il pezzo
e lo lancino contro l'operatore.
Non mettere mai le mani in
prossimità delle lame segaincisore; usare sempre uno
spintore.
La macchina viene fornita con lo
spintore A (fi g.7) e con la manopola
B (fi g.8).
La manopola B può essere ap-
plicata a spintori di diverse dimensioni avvitandola con le viti in
dotazione.
A seconda delle dimensioni del
pezzo da lavorare scegliere il tipo
di spintore più idoneo.
The end of fence A must be
positioned lengthwise along an
imaginary line (B) which starts
half way down the blade and slips
forward by 45°.
This is to prevent that when the
saw lifts, the teeth grip the piece
and launch it against the operator.
Never put the hands near the saw
blade-engraver; always use a
pusher.
The machine is supplied with a
pusher A (Fig. 7) and with a knob
B (Fig.8).
The knob B may be applied to
pushers of different size, screwing
it on with the screws provided.
Depending on the dimensions of
the piece to be machined, select
the most suitable type of pusher.
Page 69

- 71 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
Край линейки A должен
находиться на воображаемой
линии B, выходящей из центра
пильного диска под углом
45°. При этом исключается
опасность захвата заготовки
поднимающимися вверх зубьями
пилы и ее выброса в сторону
оператора.
Не располагать руки вблизи
основной и подрезной пил,
использовать толкатель.
Станок комплектуется толкателем
A (рис.7) и рукояткой B (рис.8).
Рукоятка B может использоваться с
толкателями различных размеров.
Толкатель крепится к рукоятке
прилагаемыми винтами.
Толкатель выбирается исходя
их геометрических параметров
заготовки.
L‘extrémité du guide A doit être
placée longitudinalement sur une
ligne imaginaire (B) partant de la
moitié de la lame et descendant en
avant de 45°.
Ceci pour éviter que les dents de
la scie, en montée, n’accrochent
le morceau et le lancent contre
l’ouvrier.
Ne jamais mettre les mains à
proximité des lames scie- dispositif
de coupe; il faut toujours utiliser un
pousseur.
La machine est fournie avec le pousseur A (fi g.7) et avec la manette B
(fi g.8).
La manette B peut être appliquée
sur des pousseurs de différentes
dimensions en la vissant à l’aide des
vis fournies en équipement.
En fonction des dimensions de la
pièce à usiner sélectionner le type
de pousseur le plus approprié.
El extremo de la guía A debe
ubicada longitudinalmente respecto
de una línea imaginaria (B) que
comienza en la mitad de la cuchilla
y avanza a 45º.
De este modo se evita que los
dientes de la sierra en subida
aferren la pieza y la lancen contra el
operador.
Nunca acercar las manos a las
hojas sierra-tallador; servirse
siempre de una pieza de empuje.
La máquina se suministra con la
pieza de empuje A (fi g. 7) y con la
perilla B (fi g.8).
La perilla B puede ser aplicada a
piezas de empuje de diferentes
dimensiones, atornillándola con
los tornillos que se entregan con la
máquina.
Seleccionar el tipo de pieza de
empuje más adecuada según las
dimensiones de la pieza.
ВНИМАНИЕ
Page 70

6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
– 72 –
6.2.3 Uso corretto delle lame
circolari
Assicurarsi che la macchina sia
ben piazzata in modo da evitare
dannose vibrazioni.
Evitare di ritirare il materiale quando il taglio è già iniziato; procedere
con un avanzamento continuo
senza strappi.
La velocità di avanzamento del
pezzo contro la lama, specialmente in corrispondenza dei nodi,
non deve essere veloce e deve
essere rapportata allo spessore
dello stesso.
Non fare sostare i pezzi fra guida
sega e lama
Rimuovere sempre i rifi li che si
creano durante la lavorazione in
quanto potrebbero inserirsi fra
la lama e il copriforo creando
danni alla macchina o pericolo per
l'operatore.
Prima di eseguire la rimozione
spegnere la macchina e attendere
che la lama sega sia ferma.
Non urtare le placchette contro
oggetti metallici.
Quando i taglienti perdono il fi lo,
riaffi lare subito la lama.
Pulire spesso il corpo d’acciaio e
le placchette dalle incrostazioni
usando gli appositi liquidi in commercio. Lasciare a bagno la lama,
poi pulire con spazzola vegetale.
Non usare spazzole metalliche.
Scegliere la dentatura ricordando
che per avere un buon taglio è necessario che almeno 2-3 taglienti
lavorino nello stesso tempo A
(fi g. 9). Se lavora un solo tagliente
B (fi g.9) non si ottiene un buon
taglio.
È inoltre importante, quando è possibile, sollevare la lama fi no a fare
sporgere dallo spessore del legno
tutto il tagliente del dente.
6.2.3 Correct use for circular
saw
First make sure that the machine
does not vibrate.
Do not try to take off the material
when the cut has already started;
proceed with a continuous and
uniform speed.
Workpiece feeding towards the
blade (especially where there are
knots) should not be too fast (feeding speed should be in accordance with workpiece thickness).
Do not let workpieces stop between the saw fence and the blade.
Always remove any trimmings
produced during machining
because trimmings interposed
between the blade and the hole
covers might damage the machine
or be a source of danger for the
operator.
Turn off the machine and wait for
the cutting blade to stop before
removing.
Avoid contact of the tips against
metallic objects.
When necessary sharpen the saw
blade.
Often clean the steel body and the
tips with proper liquid products.
Let the saw blade in the bath,
then clean it with brush: don’t use
metallic brushes.
As regards the toothing at least
2-
3 teeth shall cut at the same time A
(fi g. 9).
If only one tooth cuts B (fi g. 9) you
don’t get a good cutting.
Whenever this is possible, it is
also critical to lift the blade until the
whole tooth cutting part protrudes
from the wood thickness.
024_057_0.tif
9
A
B
Page 71

- 73 -
РАБОЧИЕ ПРОЦЕДУРЫ • NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAISРУССКИЙ ESPAÑOL
6.
6.2.3 Правильное
использование пильных
дисков
Во избежание вредных вибраций
убед и ться в пр а вильно с ти
установки станка.
Не убирать материал, к огда
процесс распила уже был начат.
Подавать заготовку с постоянной
скоростью, без рывков.
Скорость подачи заготовки на
пилу, в особенности, в местах
сучков, не должна быть слишком
высокой. Скорость подачи зависит
от толщины заготовки.
Не за д ержива ть за готов к и
в п р о с т р а н с т в е м е ж д у
напр а вляю щей лине й кой и
пильным диском.
Убирать обрезки, образующиеся
в процессе раскроя - они могут
попасть в промежуток между
пилой и крышкой, что создаст
проблемы для работы станка и
угрозу для оператора.
Перед началом процедуры
по извлечению обрезков
отключить станок и дождаться
остановки пилы.
Избегать соударения режущих
напаек с металл и ч е с к и м и
деталями.
Пр и затуплении р е ж ущих
элементов немедленно заточить
пилу.
Регулярно очищать стальной диск
и напайки пилы от отложений,
используя доступные в продаже
с п е ц и а л ь н ы е о ч и щ а ю щ и е
жидкости. Сначала замочить пилу
в жидкости, затем, очистить ее
щеткой с растительным ворсом.
Не использовать металлических
щеток.
При выборе числа зубьев пилы
исходить из принципа, что для
качественного реза необходимо,
чтобы одновременно работали
не менее 2-3 резцов A (рис. 9).
При работе лишь одного резца
B (рис.9) качество реза не будет
высоким.
При возможности надлежит
поднять пилу на такую высоту,
чтобы в верхнем положении резец
зуба полностью выступал над
заготовкой.
6.2.3 Utilisation correcte des
lames
S’assurer de la bonne stabilité de la
machine, afi n d’éviter toutes vibrations.
Eviter d’enlever le matériau lorsque le
sciage est en cours; l’avance doit être
continue et exempte d’àcoup.
La vitesse d’avance de la pièce contre la lame, pariculièrement sur les
noeuds, doit être modérée et comparée à l’épaisseur la pièce-même.
Ne jamais écarter les pièces entre
guide scie et lame.
Toujours enlever les ébarbures
formées pendant l’usinage, car
elles pourraient s’introduire entre
lame et dispositif de couverture
du trou, ce qui endommagerait la
machine ou créerait des situations
de danger pour l’opérateur.
Avant d'effectuer le retrait, éteindre
la machine et attendre l'arrêt
complet de la lame.
Les plaquettes ne doivent jamais
venir en contact avec des objets
métalliques. Lorsque les arrêtes
tranchantes perdent le fi l, réaffûter
im-médiatement la lame.
Débarasser la lame d’acier et les plaquettes des incrustations avec des
dissolvants vendus en commerce.
Laisser tremper la lame et la nettoyer
à l’aide d’une brosse végétale. Ne jamais utiliser de brosse métallique.
Choisir la denture en tenant compte
que pour obtenir un bon sciage au
moin 2-3 tranchants doivent travailler
simultanément A (fi g. 9).
Si seule una arête tranchante travaille B (fi g. 9) la coupe n’est pas
bonne.
Il est aussi important, lorsque possible, de soulever la lame jusqu’à faire
sortir de l’epaisseur du bois tout le
tranchant de la dent.
6.2.3 Uso correcto de las hojas
circulares
Asegurarse de que la máquina esté
posicionada correctamente, con el fi n
de evitar vibraciones peligrosas.
Evitar el retiro del material durante
la operación de corte; es necesariò
seguir con un avance continuo sin
tirones.
La velocidad de avance de la pieza
contra la hoja, especialmente donde
se hallan los nudos, no debe ser
veloz, ni debe depender del espesor
de la pieza.
No dejar las piezas detenidas entre
la guía sierra y la hoja.
Eliminar siempre los recortes que
se forman durante el trabajo, ya que
podrían colocarse entre la hoja y la
protección del agujero causando
daños a la máquina o situaciones de
peligro para el operador.
Antes de retirar los paneles es
necesario apagar la máquina
y esperar que la sierra se haya
detenido.
No chocar las placas con objetos
metálicos.
Cuando los fi los cortantes pierden
el hilo, reafi lar inmediatamente la
hoja.
Limpiar a menudo las incrustaciones
del cuerpo de acero y de las placas
empleando los líquidos disponibles en
comercio. Dejar la hoja en el líquido,
luego limpiar con una escobilla vegetal.
No utilizar escobillas de alambre.
Durante la elección del dentado, recordar que con el fi n de obtener un corte
correcto, es necesario el trabajo de
2-3 fi los cortantes a la vez A (fi g. 9).En
caso de trabajo de un sólo fi lo cortante
B (fi g. 9), el corte no será perfecto.
Además es muy importante, cuando
sea posible, elevar la hoja hasta
cuando toda la parte cortante del
diente sobresale desde el espesor
de la madera.
ВНИМАНИЕ
Page 72

7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
– 74 –
É obbligatorio prima di ogni
intervento di manutenzione
mettere a O l'interruttore generale
e scollegare la spina dalla presa.
7.1. CINGHIE TRAPEZOIDALI
- SOSTITUZIONE E TENSIONAMENTO
Verifi care il grado di tensionamento
dopo le prime 10 ore di funzionamento della macchina.
Dei controlli periodici dovranno essere effettuati sulla cinghia almeno
ogni 6 mesi.
Non eccedere nel tensionamento
delle cinghie per non sovraccaricare i cuscinetti.
L’eccessivo tensionamento, provoca lo stiramento delle cinghie,
surriscaldamento e la rapida distruzione delle stesse.
Verificare almeno una volta al
mese il tempo di arresto dell'albero
pialla,della lama sega con utensile
e velocita' massima ammessa;
se il tempo di arresto supera i 10
secondi intervenire tensionando
o sostituendo le cinghie (nel caso
siano rovinate) come indicato nei
paragrafi che seguono.
A regolazione eseguita verifi care
nuovamente il tempo di arresto.
Before starting any servicing,
the main switch must be set to O
and the plug disconnected from
socket.
7.1. V-BELT REPLACEMENT
AND TIGHTENING
Check the belt tension after the fi rst
10 hours of machine operation.
At least every 6 months,it is necessary to perform a periodical check
on the belt.
Do not overstretch the belts not to
overload the bearings.
Overstretching may overheat and
destroy the belts.
At least once a month, verify the
stopping time of the saw blade with
the maximum allowed tool and
speed; if stopping time is above
10 seconds, intervene tensioning
or replacing the belts (if they are
ruined) as indicated in the following
paragraphs.
After the adjustments have been
made, again check the stopping
time.
Page 73

– 75 –
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО • NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ ESPAÑOL
Перед началом любых действий
по техническому обслуживанию
необходимо перевести в
положение O выключатель
питания и отсоединить вилку от
розетки.
7.1. КЛИНОВИДНЫЕ РЕМНИ –
ЗАМЕНА И ПОДТЯЖКА
Проверить натяжение приводных
ремней после первых 10 часов
работы станка.
Состояние приводного ремня
следует проверять не реже одного
раза за 6 месяцев.
Не перетягивать ремни, так как это
приводит к повышенной нагрузке
на подшипники.
Избыточное натяжение приводит к
растяжению ремней, их перегреву
и быстрому износу.
Не реже раза в месяц необходимо
проверять вр емя остановки
ножевого вала и пилы (при
установленных инструментах и
максимально допустимой скорости
вращения). Если время остановки
превышает 10 секунд, надлежит
подтянуть или заменить ремни
(в случае сильного износа), как
описано в следующих параграфах.
После завершения процедуры
выполнить повторную проверку
времени остановки.
Il est obligatoire, avant de
tout réglage, de mettre sur O
l’interrupteur général et de
débrancher la fi che de la prise.
7.1. COURROIES TRAPEZOIDA-LES - REMPLACEMENT ET MISE SOUS
TENSION (fi g. 1)
Contrôler la tension des courroies
après les dix premières heures de
fonctionnement de la machine.
Il faut vérifi er la performance de la
courroie au moins tous les 6 mois.
La tension des courroies ne devra
pas être excessive pour ne pas surcharger les paliers.
Une tension excessive entraîne
l’étirement des courroies, elles se
surchauffentet elles se détériorent
rapidement.
Vérifi er au moins une fois par mois
le temps d’arrêt de la lame de la scie
avec l’outil et la vitesse maximum
admise; si le temps d’arrêt dépasse
10 secondes intervenir en tendant ou
en substituant les courroies (si elles
sont endommagées) comme indiqué
dans les paragraphes qui suivent.
Après le réglage contrôler de nouveau le temps d’arrêt.
Antes de efectuar cualquier
regulación, es obligatorio poner
el interruptor general en pos. O y
desconectar el enchufe de la toma.
7.1. CORREAS TRAPEZOIDALES - SUSTITUCION Y
TENSION (fi g. 1)
Verifi car el grado de tensión después
de las primeras 10 horas de funcionamiento de la máquina.
Cada 6 meses es necesario controlar
periódicamente la correa.
No excederse en la tensión de las
cintas para no sobrecargar los cojinetes.
La excesiva tensión provoca el estiramiento de las correas, el recalentamiento y la rápida destrucción de
las mismas.
Controle por lo menos una vez al mes
el tiempo de parada de la hoja sierra
con herramienta y velocidad máxima admitida; si el tiempo de parada
supera los 10 segundos intervenga
otorgando tensión o sustituyendo
las correas (en el caso que se hayan
arruinado) como se indica en los
párrafos a continuación.
Una vez efectuada la regulación
comprobar de nuevo el tiempo de
parada.
ВНИМАНИЕ
Page 74

7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
– 76 –
040_065_0.tif
1
A
7.1.1 Cinghie trasmissione
sega (fi g.1)
– Aprire lo sportello.
– Abbassare completamente la
lama sega.
– Spingere il tenditore A verso il
basso e sfi lare la cinghia.
– Inserire la nuova cinghia.
Il giusto tensionamento della
cinghia è assicurato dal gruppo
tendicinghia A e non necessita di
alcuna regolazione.
7.2. VERIFICA DISPOSITIVI
DI SICUREZZA
La sicurezza della macchina è
conseguenza diretta dello stato di
effi cienza dei dispositivi di sicurezza utilizzati.
Controllare ogni 2 settimane i dispositivi seguenti :
- verifi care che i micro di sicurezza
descritti nel cap. 2 funzionino
correttamente (USA und CA-
NADA -Version).
- verifi care che premendo il pul-
sante di emergenza (vedi cap.6)
i motori si arrestino.
- accertarsi del buono stato delle
protezioni (vedi cap.6) verifi cando che funzionino correttamente
e che assicurino una protezione
effi cace.
7.1.1 Saw driving belts (fi g. 1)
– Open the door.
– Lower the saw blade as far as it
will go.
– Push the tensioning rod A down
and extract the belt.
– Fit a new belt.
Correct belt tension is guaranteed
by the belt tensioning unit A and
there is no need for adjustments.
7.2. CHECKING THE SAFETY
DEVICES
The safety of the machine is a
direct consequence of the state
of effi ciency of the safety devices
used.
Every 2 weeks check the following
devices:
- Check that the safety micro-
switches described in Chap. 2
function properly (U.S.A. and
CANADA version).
- Check that the motors stop when
you press an emergency stop
button (see chapter 6).
- Check the good state of the saw,
router (see Chap. 6), checking
that they function properly and
that they assure effi cient protection.
Page 75

– 77 –
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО • NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ ESPAÑOL
7.1.1 Приводные ремни пилы
(рис. 1)
– Открыть дверцу.
– Опустит ь пилу в край не е
нижнее положение.
– Оттянуть вниз натяжитель A
и снять ремень.
– Надеть новый ремень
Правильное натяжение
ремня обеспечивается
натяжителем A, регулировка
натяжения не требуется.
7.2. ПРОВЕРКА УСТРОЙСТВ
БЕЗОПАСНОСТИ
Безопасность станка является
прямым следствием исправности
применяемых в нем устройств
безопасности.
Раз в две недели надлежит
выполнять следующие проверки
устройств безопасности:
- Прове р и ть п р а вильно с т ь
работы микровыключателей
безопасности, описанных в главе
2 (исполнение для США и Канады).
- Проверить, что при нажатии
а в а р и й н о й к н о пк и ( с м .
главу 6) двигатели станка
останавливаются.
- Убедиться в исп равности
ограждений (см. главу 6).
7.1.1 Courroies de transmission
scie (fi g. 1)
– Ouvrir le portillon.
– Faire descendre complètement la
lame scie.
– Pousser le tendeur A vers le bas
et extraire la courroie.
– Installer la nouvelle courroie.
Le tendeur de courroie A fait en
sorte que la courroie soit toujours
correctement tendue ; elle ne
requiert donc aucun réglage.
7.2. VERIFICATION DES DISPOSITIFS DE SECURITE
La sécurité de la machine dépend
directement du bon fonctionnement
des dispositifs de sécurité utilisés.
Contrôler toutes les 2 semaines les
dispositifs suivants:
- vérifi er que les microcontacts de
sécurité décrits au chap. 2 fonctionnent correctement; (version
U.S.A. et CANADA).
- Vérifi er si en pressant le bouton
d'arrêt d'urgence (voir rubr. 6), les
moteurs s'arrêtent.
- s’assurer du bon état des protec-
tions de la scie (voir chap. 6) en
contrôlant qu’elles fonctionnent
correctement et assurent une
protection effi cace.
7.1.1 Correas de transmisión
sierra (fi g. 1)
– Abrir la puerta.
– Bajar por completo la hoja de la
sierra.
– Empujar el tensor A hacia abajo y
sacar la correa.
– Insertar la nueva correa.
El tensado adecuado de la correa
está asegurado por el grupo tensor
de correa A y no precisa ningún
ajuste.
7.2. COMPROBACION DISPOSITIVOS DE SEGURIDAD
La seguridad de la máquina es una
consecuencia directa del estado
de efi cacia de los dispositivos de
seguridad utilizados.
Controlar cada dos semanas los
siguientes dispositivos:
- comprobar que los microinterrup-
tores de seguridad descritos en el
cap. 2 funcionen correctamente
(versión U.S.A. y CANADA).
- Asegurarse que al presionar el
botón de emergencia (véase el
cap.6) los motores se paren.
- asegurarse del buen estado de
las protecciones de la sierra,
(véase cap. 6) comprobando que
funcionen correctamente y que
aseguren una protección efi caz.
ИНФОРМАЦИЯ
Page 76
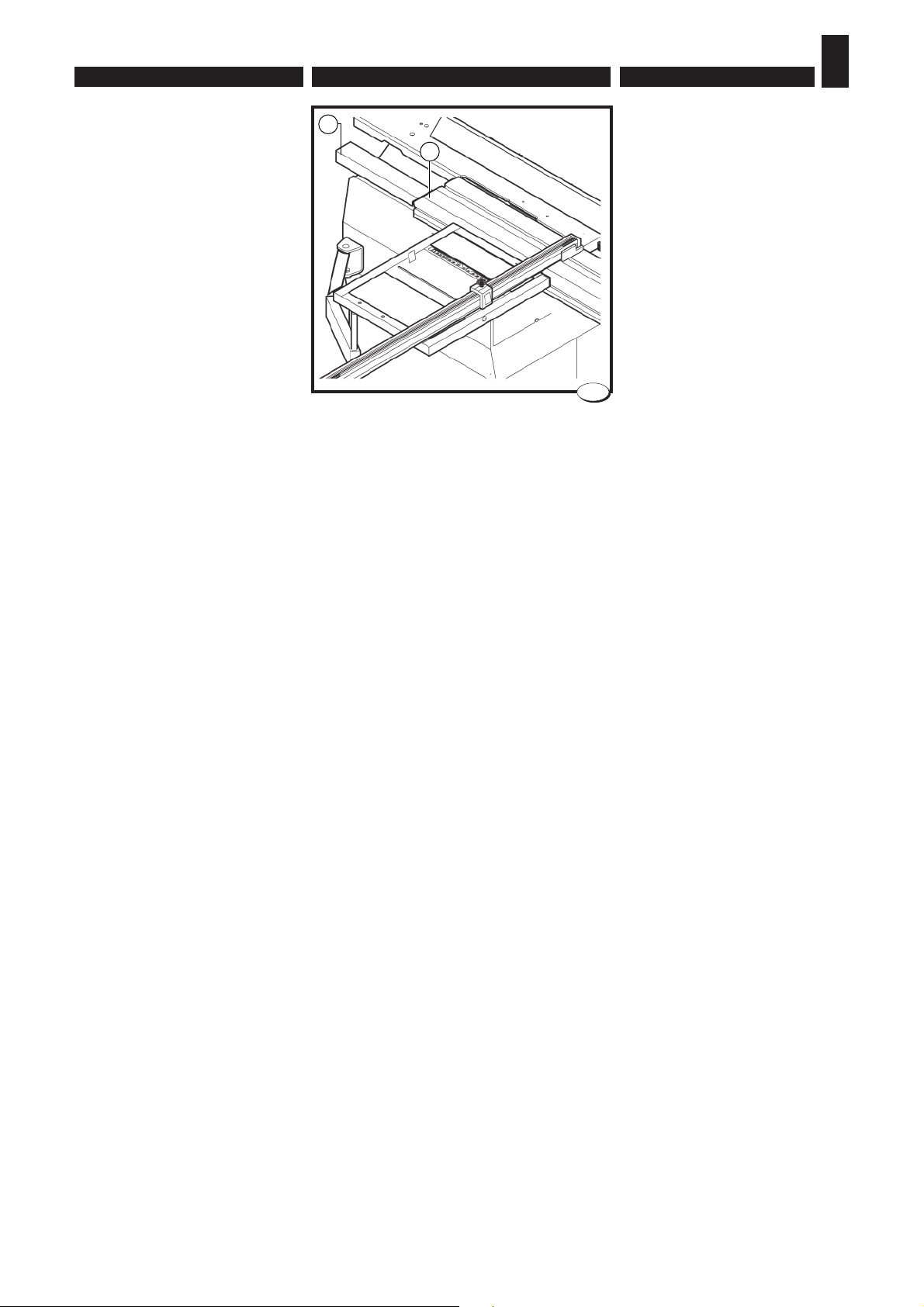
7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
– 78 –
040_067_1.tif
3
B
A
7.3. OVERALL CLEANING
After each working cycle, thoroughly clean the machine and all of
its parts, vacuum the shavings
and dust and remove any resin
residues.
Use compressed air only when
strictly necessary, using protective
glasses and a mask.
In particular, clean the following
parts (Fig. 2):
1) the wagon sliding rail A;
2) the wagon grooves B;
Use compressed air when ne-
cessary, using low pressure
guns and wearing protective
glasses and a mask.
Clean the whole inside of the
machine and all the various parts
regularly and whenever necessary.
7.4. GENERAL LUBRICATION
Weekly clean and lubricate all the
mobile couplings of the machine
with a thin fi lm of oil and grease.
Do not lubricate the carriage.
Protect all belts and pulleys to
avoid contamination with oil.
7.3. PULIZIA GENERALE
Dopo ogni ciclo di lavoro, pulire
accuratamente la macchina e tutti
i suoi organi, aspirando trucioli e
polvere, e rimuovere eventuali
residui di resina.
In particolare pulire le seguenti
parti (fi g.2):
1) la rotaia A di scorrimento del
vagone;
2) le scanalature B del vagone.
Usare l'aria compressa solo
quando è strettamente necessario, facendo uso di pistole a
bassa pressione e di indossare
occhiali di protezione e mascherina.
Periodicamente, quando necessario, completare la totale pulizia
all'interno della macchina e di tutti
i suoi organi.
7.4. LUBRIFICAZIONE
GENERALE
Pulire settimanamente e lubrifi care
con un leggero velo di olio e grasso
tutti gli accoppiamenti mobili della
macchina.
Non lubrifi care il carro vagone.
Proteggere tutte le cinghie e le
puleggie per evitarne la possibile
contaminazione con il lubrifi cante.
Page 77

– 79 –
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО • NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ ESPAÑOL
7.3. УБОРКА СТАНКА
П о с л е ка ж д о г о р а б оче г о
цикла н адлежит п роводит ь
тщательную уборку станка от
пыли, стружки и смолы.
В ч а с тнос т и , н е обх о димо
очищать следующие элементы
(рис. 2):
1) н а п р а в л я ю щ а я A
линейного перемещения каретки;
2) пазы B на каретке.
Использовать сжатый воздух
только , когда э то с трого
н е о б х о д и м о , п о л ь з у я с ь
пистолетами низкого давления,
а также носить защитные очки
и маску.
По н еобходимо сти следует
проводить генеральную уборку
внутренних органов станка.
7.4. СМАЗКА СТАНКА
Е ж е н е д ель н о оч и щ а т ь и
смазывать тонким слоем масла
или консистентной смазки все
механизмы станка.
Не смазывать каретку.
Защитить все приводные ремни
и шкивы от загрязнения смазкой.
7.3. NETTOYAGE GENERAL
Après chaque cycle d’usinage, nettoyer minutieusement la machine et
tous ses organes, en aspirant les copeaux, la poussière et en éliminant
les éventuels résidus de résine.
N’utiliser de l’air comprimé que lorsque c’est strictement nécessaire et
en portant des lunettes de protection
et un masque.
En particulier, nettoyer les parties
suivantes (fi g.2):
1) le rail A de coulissement du cha-
riot;
2) les cannelures B du chariot;
N’utiliser de l’air comprimé que lorsque c’est strictement nécessaire et
en portant des lunettes de protection
et un masque.
Périodiquement, quand c'est nécessaire, effectuer le nettoyage en
profondeur de la partie interne de
la machine et de tous ses organes.
7.4. GRAISSAGE GENERAL
Nettoyer chaque semaine et lubrifi er avec un léger fi lm d’huile et de
graisse tous les accouplements
mobiles de la machine.
Ne pas lubrifi er le chariot-wagon.
Protéger toutes les courroies et les
poulies pour ne pas les salir avec
le lubrifi ant.
7.3. LIMPIEZA GENERAL
Tras cada ciclo de trabajo, limpiar
bien la máquina y todas sus partes,
aspirando las virutas y el polvo y
eliminando también los eventuales
residuos de resina.
Usar aire comprimido sólo cuando
sea verdaderamente necesario,
utilizando gafas de protección y
mascarilla.
En especial, limpiar las siguientes
partes (fi g. 2):
1) El carril A de deslizamiento del
vagón.
2) Las ranuras B del vagón.
Use el aire comprimido sólo cuando sea
estrictamente necesario, haciendo
uso de pistolas de baja presión y póngase gafas de protección y máscara.
Al menos una vez cada 6 meses, o
cada 500 horas, quitar los cárteres
laterales para completar la limpieza
total de la máquina y de todos sus
órganos.
7.4. LUBRICACION GENERAL
Limpiar semanalmente todos los
acoplamientos móviles de la máquina y lubricarlos con una fi na película
de aceite y grasa.
No lubrifi car el carro vagón.
Proteger todas las correas y las
poleas para evitar una posible contaminación con el lubricante.
Page 78
7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
– 80 –
7.5. SOSTITUZIONE E SMALTIMENTO
Qualora fosse necessario, le parti della
macchina devono essere sostituite con
componenti originali di fabbricazione al
fi ne di garantire la loro effi cacia.
Sul catalogo parti di ricambio
con la lettera "C" sono stati
contrassegnati i codici dei ricambi
che incidono sulla sicurezza e sulla
salute degli operatori.
Questi ricambi possono essere installati anche da personale esperto
incaricato dall'utilizzatore.
Per tutti gli altri ricambi, rivolgersi
al SERVICE del Concessionario/
Rivenditore del Fabbricante oppure
contattare direttamente il SERVICE
del Fabbricante.
Per la rimozione della macchina scollegarla dall'impianto elettrico e da quello
pneumatico ed attenersi alle istruzioni
dei paragrafi per il sollevamento.
In caso di una prolungata inattività della macchina, scollegarla dall'impianto
elettrico, eseguire una pulizia accurata
nel modo come già detto per la pulizia
ordinaria e coprire i piani di lavoro, di
scorrimento e alberi portautensili con
protettivo antiruggine.
Non immagazzinare la macchina in
ambienti umidi e proteggerla dagli
agenti atmosferici.
La macchina è costruita con materiali
non tossici nè nocivi; in caso di demolizione separare i materiali ferrosi da
quelli plastici ed avviarli alla rispettiva
rottamazione.
E' obbligatorio che gli operatori
addetti alla moviemntazione ed
i manutentori utilizzino i DPI
previsti in base ai rischi relativi
al tipo d'impiego e conformi alle
leggi e normative vigenti.
7.5. REPLACEMENT AND DISPOSAL
Should replacement become necessary, the machine parts must
be replaced with original components in order to guarantee their
effi ciency.
In the spare parts catalogue the
letter "C" indicates the codes of
spare parts which affect operator
health and safety.
These spare parts can be installed
by expert personnel instructed by
the user.
For all other spare parts contact
the Manufacturer's Dealer SERVICE or contact the Manufacturer's
SERVICE directly.
To remove the machine, disconnect it from the electric and
pneumatic system. Follow the
instructions in chap. 4.
In case of extended inactivity of
the machine, disconnect it from the
electrical and pneumatic system.
Thoroughly clean it as already described for ordinary cleaning and
cover the work and sliding tables
and the tool holder spindles with
antirust protection. Do not store the
machine in humid environments
and protect it from atmospheric
agents.
The machine is constructed in nontoxic unharmful materials. In case
of demolition, separate the ferrous
material from the plastic materials
and send them to the respective
scrap yards.
The operators moving the
machine and the maintenance
personnel must wear the IPE
required for the risks involved
with the type of use and in
compliance with the applicable
laws and standards.
Page 79
– 81 –
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО • NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ ESPAÑOL
7.5. ЗАМЕНА И УТИЛИЗАЦИЯ
ДЕТАЛЕЙ
Для замены деталей станка должны
использоваться оригинальные
запчасти изготовителя.
ВНИМАНИЕ
В каталоге запчастей буквой "C"
помечены коды тех деталей,
которые непосредственно влияют
на безопасность и здоровье
операторов.
Д а н н ы е д е т а л и м о г у т
у с т а н ав л и ват ь с я , в т о м
числе опытным персоналом,
прив лекаем ым владельце м
станка.
Д л я за м е н ы о с т а ль н ы х
деталей следует обращаться
в С Е Р В И С д и л е р а /
дистрибьютора Изготовителя
либо непосредственно в СЕРВИС
Изготовителя.
Для демонтажа станка отсоединить
его от электро- и пневмосети и
далее следовать инструкциям
пар а г р а ф а , посвященного
подъему станка.
Если планируется длительный
простой станка, отсоединить
его от электросети, выполнить
тщательную уборку, как указано
в соответствующем параграфе,
и покрыть поверхности столов,
п о в е р х н о ст и с к оль ж е ни я
и инс т румент а льные в алы
сред с твом д ля защ и ты от
ржавчины.
Не хранить станок в местах
с высок ой влаж ность ю. При
хранении защитить станок от
возд е й с т в ия атмосфе р н ы х
осадков.
Станок изготовлен из нетоксичных
б е з в ред н ы х м а т е р и а ло в .
Для у т и л и з а ц и и о тделить
металлические детали от
пластмассовых и направить их
соответствующие пункты приема
отходов.
ВНИМАНИЕ
Работники, участвующие в
перемещении и техническом
обслуживании станка,
обязаны использовать СИЗ,
предусмотренные действующими
нормами безопасности.
7.5. REMPLACEMENT ET
DESTRUCTION
Si c’est nécessaire, les composants de la
machine doivent être remplacés par des
composants d’origine, afi n de garantir
leur bon fonctionnement.
Sur le catalogue pièces détachées, les
codes des pièces relatives à la santé
et la sécurité des opérateurs sont
contremarqués par la lettre "C".
Ces pièces détachées peuvent être installées aussi par des personnes expertes
désignées par l'utilisateur.
Pour toutes les autres pièces détachées,
s'adresser au SERVICE du Concessionnaire/Revendeur du Fabricant ou bien
contacter directement le Fabricant.
Pour le déplacement de la machine; la
débrancher de l'installation électrique
et de celle pneumatique, s'en tenir aux
instructions dans le chapitre 4.
En cas d'inactivité prolongée de la
machine, la débrancher de l'installation
électrique et de celle pneumatique,
effectuer un nettoyage soigneux de la
façon déjà décrite pour le nettoyage
ordinaire et couvrir les tables d'usinage,
de coulissement et les arbres porte-outils
avec une protection antirouille. Ne pas
emmagasiner la machine en milieux
humides et la protéger contre les agents
atmosphériques.
La machine est construite avec des
matériaux ni toxiques ni nocifs, en cas
de démolition séparer les matériaux
ferreux de ceux plastiques et les faire
parvenir dans les diffèrents endroits de
démolition.
Les opérateurs chargés du levage
et du transport ainsi que les agents
de maintenance ont l'obligation de
porter les EPI préconisés pour les
risques auxquels ils sont exposés
et conformes aux lois et à la
réglementation en vigueur.
7.5. SUSTITUCION Y ELIMINACION
En caso de necesidad, las piezas de
la máquina deben ser sustituidas por
piezas de repuesto originales con el fi n
de poder garantizar su efi cacia.
En el catálogo partes de recambio
con la letra "C" se han marcado los
códigos de los recambios que afectan
a la seguridad y a la salud de los
operadores.
Estos recambios también pueden ser
instalados por personal experto encargado por el usuario.
Para todos los demás repuestos, hay
que dirigirse a la ASISTENCIA del Concesionario/Revendedor
del Fabricante, o bien hay que ponerse
en contacto directamente con la ASISTENCIA del Fabricante.
Para la remoción de la máquina desconectar la instalación eléctrica y la
neumatica, seguir las instrucciones de
la seccion 4.
En caso de prolungada inactividad de
la máquina, desconectar la instalación
eléctrica y la instalación neumática,
ejecutar una limpieza adecuada en el
modo descripto para la limpieza ordinaria y cubrir las mesas de trabajo,
de deslizamiento y eje portautensilios
con protección anti-óxido. No depositar
la máquina en ambientes humedos y
protegerla de los agentes atmosfericos.
Es obligatorio que los operadores
encargados del desplazamiento y del
mantenimiento utilicen los DPI previstos
según los riesgos relativos al tipo de uso
y conformes con las leyes y normativas
vigentes.
La máquina ha sido construida
con material no tóxico ni nocivo,
en caso de demolición separar los
materiales ferrosos de los plásticos,
y proceder a la eliminación.
Page 80

8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 82 -
040_0103_1.tif
2
A
L1
L2
L3
025_008_0 / 026_036_0 .tif
1
L1
L2
L3
N
USA-CANADA
A
8.1. EVENTUALI INCONVENIENTI, CAUSE, RIMEDI
Per qualsiasi informazione o problema contattare il concessionario
di zona o il nostro centro assistenza (vedi recapito telefonico
pag.3).
Gli interventi da eseguire devono
essere effettuati da personale
tecnico specializzato.
Prima di accedere all'interno
del quadro elettrico, mettere a
zero O l'interruttore generale
posto a monte della macchina,
e chiuderlo con l'aiuto di un
lucchetto.
Inconveniente
ALL'ACCENSIONE LA
MACCHINA NON PARTE
O SI FERMA DURANTE LA
LAVORAZIONE
Causa
1 - Mancanza di energia elettrica
su una o più fasi.
2 - Fusibili interrotti (Versione USA
e CANADA).
3 - Emergenza inserita.
4 - Termi co di protezione A
(fi g. 2) inserito a causa di:
- un eccessivo assorbimento
di corrente dovuto ad un uso
improprio della macchina
(lavoro troppo pesante in
rapporto alla potenza del
motore).
- sezione del cavo insuffi ciente
in rapporto alla potenza del
motore (vedi riferimenti collegamento elettrico cap.4)
- caduta di tensione dovuta alla
eccessiva lunghezza del cavo
di alimentazione.
- parte elettrica in corto circui-
to
5 - Micro di sicurezza inserito
(Versione USA e CANADA).
8.1. TROUBLES - CAUSES
-WHAT TO DO
For any information or problem
contact your area dealer or our
technical service centre (see telephone number on Page 3).
The necessary interventions
must be carried out by special-
ised technical personnel.
Before accessing the electric
panel, set the main switch at the
top of the machine to O and lock
it with a padlock.
Trouble
THE MACHINE DOES NOT
START WHEN IT IS TURNED
ON OR STOPS DURING A
MACHINING CYCLE
Cause
1 - Lack of line voltage.
2 - Fuses blown (U.S.A. and
CANADA version).
3 - Emergency on.
4 - Overload switch A (fig. 2)
triggered because:
- excessive current absorption
caused by improper machine use (work too heavy in
relation to motor power).
- cable too small for motor power (see electrical connection specifi cations chap.4)
- drop in voltage due to excessive length of power supply
cable.
- short circuit in the electric
system.
5 - Safety microswitch on (U.S.A.
and CANADA version).
Page 81

- 83 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
8.1. ВОЗМОЖНЫЕ
НЕИСПРАВНОСТИ, ИХ
ПРИЧИНЫ И УСТРАНЕНИЕ
За информацией или помощью
обращайтесь к местному дилеру
или в наш сервисный центр (см.
телефоны на стр. 3).
Работы должны выполняться
квалифицированным
техническим персоналом.
Перед началом ремонтных
работ в электрощите перевести
в положение O выключатель
питания, установленный на
линии перед станком и закрыть
его на ключ.
Неисправность
СТАНОК НЕ ЗАПУСКАЕТСЯ
П Р И ВК Л ЮЧ Е Н И И И Л И
ОСТАНАВЛИВАЕТСЯ ВО ВРЕМЯ
РАБОТЫ
Причина
1 - От су тст вие н апряж ения
одной или нескольких фаз.
2 - Перегорели предохранители
(исп олн е ние для С Ш А и
Канады).
3 - Нажата аварийная кнопка.
4 - С р а б о т а л з а щ и т н ы й
выключатель A (рис. 2) по
одной из следующих причин:
- перегрузка по току из -за
ненадлежащего использования
станка (слишком тяжелая
обработка для имеющейся
мощности двигателя).
- сечения кабеля недостаточно
для имеющейся мощности
двигателя (см. инструкции по
электрическому подключению
в главе 4).
- падение напряжения из-за
сли шко м бо льш ой д лин ы
кабеля питания.
- короткое замыкание в одной
из цепей.
5 - С р а б о т а л к о н ц е в о й
выключатель безопасности
(исп олн е ние для С Ш А и
Канады).
8.1. DEFAUTS, CAUSE, REMEDES
Pour toute information ou problème,
contacter le concessionnaire de
zone ou notre service après-vente
(voir coordonnées téléphonique
page 3).
Les interventions à exécuter doivent
être effectuées par un personnel
technique spécialisé
Avant d’accéder à l’intérieur de
l’armoire électrique, mettre à zéro
O l’interrupteur général situé en
amont de la machine, et la ver-
rouiller.
Defaut
LA MACHINE NE SE MET PAS
EN MARCHE OU S'ARRETE
PENDANT L'USINAGE
Cause
1 - Manque de tension d’alimenta-
tion.
2 - Fusibles grillés (version U.S.A. et
CANADA).
3 - Poussoir d’urgence activé.
4 - Thermique de protection A (fi g.
2) enclenché à cause de :
- une absorption excessive de
courant due à un usage impropre de la machine (usinage trop
lourd par rapport à la puissance
du moteur).
- section du câble insuffi sante
par rapport à la puissance du
moteur (voir informations branchement électrique Ch 4)
- chute de tension due à la
longueur excessive du câble
d’alimentation.
- partie électrique en court-cir-
cuit.
5 - Microcontact de sécurité enclen-
ché (version U.S.A. et CANA-
DA).
8.1. POSIBLES INCONVENIENTES, CAUSAS, REMEDIOS
Para cualquier tipo de información o
problema contacte con su distribuidor en la zona o su centro de servicio
técnico (ver número de teléfono en
la Página 3).
Las operaciones a realizar deben
ser efectuadas por personal técnico
especializado.
Antes de acceder al interior del cua-
dro eléctrico, llevar el interruptor
general situado al inicio de la má-
quina a la posición O y trabarlo con
candado.
Inconveniente
EN EL ENCENDIDO LA MAQUI-
NA NO ARRANCA
O SE PARA DURANTE EL TRA-
BAJO
Causa
1 - Falta de tensión de alimenta-
ción.
2 - Fusibles interrumpidos (versión
U.S.A. y CANADA).
3 - Emergencia activada.
4 - Térmico de protección A (fi g. 2)
activado por causa de:
- una excesiva absorción de co-
rriente debido a un uso impropio
de la máquina (trabajo demasiado pesado con respecto a la
potencia del motor).
- sección del cable insufi ciente
con respecto a la potencia del
motor (véanse las referencias
conexión eléctrica cap.4)
- caída de tensión debida a la
excesiva longitud del cable de
alimentación.
- parte eléctrica en cortocircuito.
5 -Microinterruptor de seguridad
conectado (versión U.S.A. y
CANADA).
ВНИМАНИЕ
Page 82

8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 84 -
What to do
1 - With a tester check that there
is power on the three phases L
(Fig. 1)
2 - Check that the fuses are un-
damaged and, if necessary,
replace them (the fuses are
positioned inside the electrical
equipment).
3 - Disconnect the emergency but-
ton, by turning it clockwise.
4 - Put the problem right, wait for
the overload switch to cool
down and start the machine up
again.
5 - Check that the planing table is
in the correct position and the
blade and spindle access guard
door is as shown in chapter 2.
Trouble
THE MOTOR TURNS BUT
THE TOOL STOPS WHEN
IT COMES INTO CONTACT
WITH THE PIECE TO MA-
CHINE
Cause
1 - The motor belt is loose or ru-
ined.
What to do
1 - Tighten the belt or change it fol-
lowing the instructions in Chap.
7.
Rimedi
1 - Verifi care con un tester che ci
sia tensione sulle tre fasi L (fi g.
1).
2 - Controllare l'integrità dei fusibili
ed eventualmente sostituirli (i
fusibili sono posizionati all'interno dell'apparecchiatura
elettrica).
3 - Disinserire il pulsante d'emer-
genza ruotandolo in senso
orario.
4 - Risolvere la causa, attendere
che la termica si raffreddi e
riavviare la macchina.
5 - Verifi care il corretto posiziona-
mento della piana fi lo, sportello
protezione accesso lama e toupie come indicato nel cap.2.
Inconveniente
IL MOTORE GIRA MA
L'UTENSILE SI FERMA
QUANDO È A CONTATTO CON
IL PEZZO DA LAVORARE
Causa
1 - La cinghia del motore si è al-
lentata o è rovinata.
Rimedi
1 - Tensionare la cinghia o cam-
biarla seguendo le istruzioni
del cap.7.
Page 83

- 85 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
Способы устранения
1 - П р о ве р и ть т е с т е р о м
напряжение на трех фазах L
(рис. 1).
2 - П р о в е р и т ь и п р и
необхо ди мости заме ни ть
п р е д о х р а н и т е л и
(расположены внутри щита
электроавтоматики).
3 - Выс воб одит ь ава р ийн у ю
кнопку, повернув ее по часовой
стрелке.
4 - У с т р а н и ть п р о б л е му,
д о ж д а т ь с я охлаж д е н и я
выключателя и по вторно
включить станок.
5 - Провер ит ь прав ильность
расположения фуговального
стола, дверцы доступа в
отсек пилы и фр езы, как
описано в главе 2.
Неисправность
В А Л Д В И Г А Т Е Л Я
ВРАЩАЕТСЯ, НО ИНСТРУМЕНТ
ОСТА Н А В Л И ВАЕТСЯ П Р И
КОНТАКТЕ С ЗАГОТОВКОЙ
Причина
1 - Ослаблен или поврежден
приводной ремень агрегата.
Способы устранения
1 - Подтянуть или заменить
ремень, следуя инструкциям
главы 7.
Remedes
1 - Contrôler, avec un testeur, que
la tension se trouve bien sur les
trois phases L (fi g. 1).
2 - Contrôler le bon état des fusibles
et, le cas échéant, les remplacer
(les fusibles sont placés à l’intérieur de l’armoire électrique).
3 - Désactiver le poussoir d’urgence
en le tournant dans le sens horaire.
4 - Résoudre le problème, attendre
que le thermique refroidisse et
relancer la machine.
5 - Vérifi er le positionnement de la
dégauchisseuse, le portillon qui
protège l'accès à la lame et la
toupie, comme l'indique la rubr.
2.
Defaut
LE MOTEUR TOURNE MAIS
L’OUTIL S’ARRETE LORSQU’IL
EST EN CONTACT AVEC LA
PIECE A USINER
Cause
1 - La courroie du moteur s’est
détendue ou est abîmée.
Remedes
1 - Tendre la courroie ou la rempla-
cer en suivant les instructions
fournies au chap. 7.
Remedios
1 - Mediante un comprobador con-
trolar la presencia de tensión
sobre las tres fases L (fi g.1).
2 - Controlar la integridad de los
fusibles y sustituirlos si es necesario (los fusibles se encuentran
situados dentro de la instalación
eléctrica).
3 - Desactivar el pulsador de emergen-
cia girándolo en el sentido de las
agujas del reloj.
4 - Solucionar la causa, esperar a
que la térmica se enfríe y volver
a arrancar la máquina.
5 - Comprobar el correcto posicio-
namiento de la mesa refrentadora, de la puerta protección
acceso hoja y toupie conforme
a las explicaciones del cap.2.
Inconveniente
EL MOTOR GIRA PERO LA
HERRAMIENTA SE DETIENE
CUANDO ENTRA EN CONTACTO
CON LA PIEZA A ELABORAR
Causa
1 - La correa del motor está fl oja o
deteriorada.
Remedio
1 - Tensar la correa o cambiarla
siguiendo las instrucciones del
punto 7.
Page 84
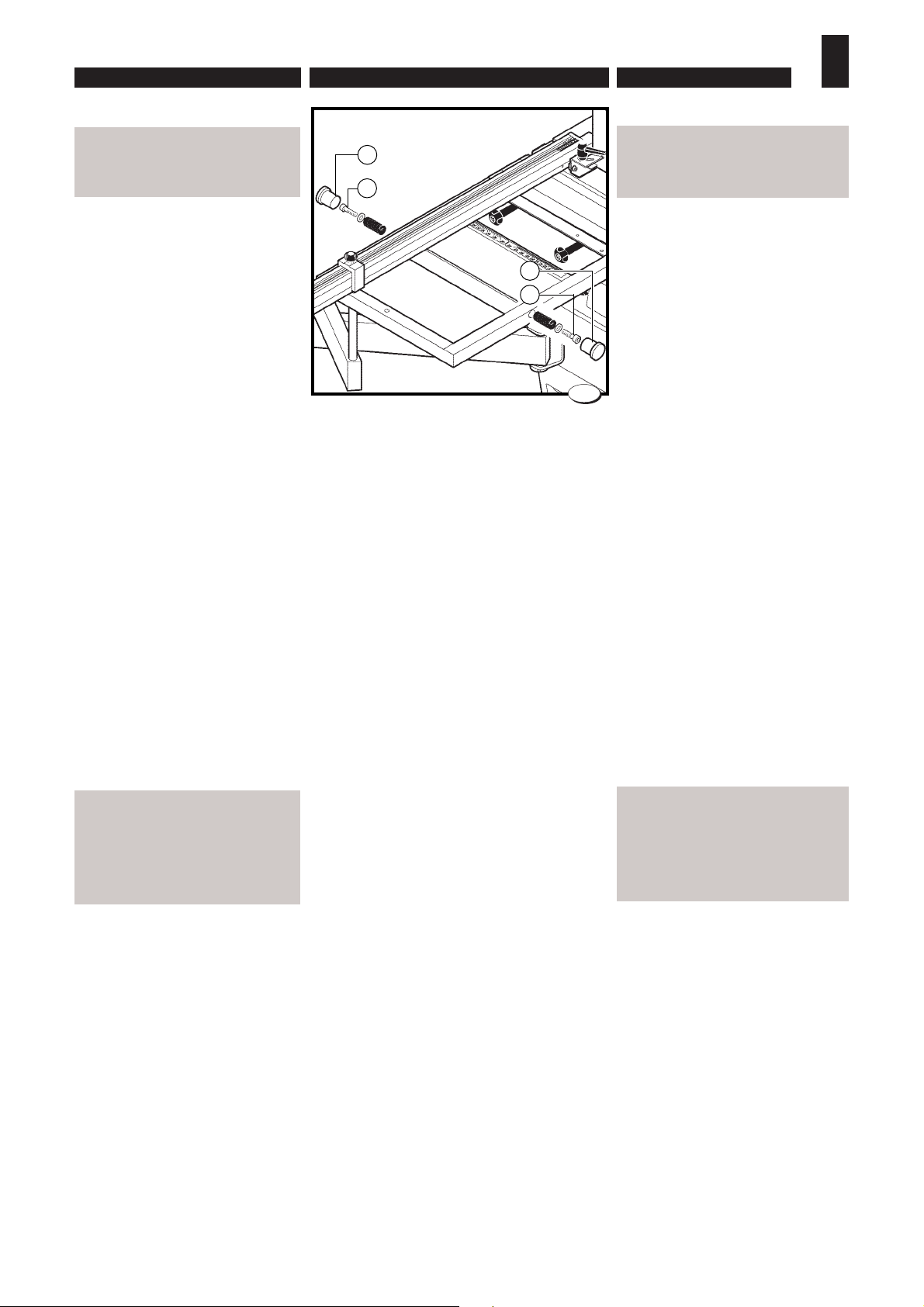
8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 86 -
040_070_1.tif
3
B
A
B
A
Inconveniente
LA RIGA TELESCOPICA
NON SI POSIZIONA
CORRETTAMENTE A 90°.
Causa
1 - Le battute nel telaio non sono
regolate.
Rimedi
1 - Togliere i due tappi A e agire
sulle viti B di registrazione
(fi g. 3).
Inconveniente
IL PANNELLO SCORRE
A FATICA DURANTE IL
TAGLIO (È STRETTO FRA
GUIDA E LAMA)O NON
VIENE TAGLIATO CON I LATI
PARALLELI.
Causa
1- La guida per tagli paralleli
si è sregolata (deve essere
parallela alla lama con una
leggera apertura di uscita di
0,10 mm).
Rimedi
1 - Rivolgersi al nostro centro assi-
stenza (vedi recapito telefonico
pag.3).
Trouble
THE TELESCOPIC RULER
DOES NOT POSITION
CORRECTLY AT 90°
Cause
1 - The end-stops in the frame are
not adjusted.
What to do
1 - Remove the two caps A and
turn the adjusting screws B (Fig.
3).
Trouble
THE PANEL SLIDES WITH DIF-
FICULTY DURING CUTTING
(IT IS TIGHT BETWEEN THE
FENCE AND THE BLADE) OR
IS NOT CUT WITH SIDES PA-
RALLEL.
Cause
1- The parallel cutting fence
is badly positioned (this must
be parallel with the blade with
a slight opening exit of 0.10
mm).
What to do
1 - Contact our technical service
(see telephone number on
Page 3).
Page 85

- 87 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
Неисправность
ТЕЛЕСКОПИЧЕСКАЯ ЛИНЕЙКА
НЕ УСТАНАВЛИВАЕТСЯ В
ПОЛОЖЕНИЕ 90°.
Причина
1 - Уп оры о порн ой ры ме не
отрегулированы.
Способы устранения
1 - Снять пару заглушек A и
отрегулировать упоры винтами
B (рис. 3).
Неисправность
ДЛЯ ПОДАЧИ ПЛИТЫ ПРИ
РАСПИЛЕ ТРЕБУЕТСЯ СЛИШКОМ
БОЛЬШОЕ УСИЛИЕ (ПЛИТА
ЗАЖИМАЕТСЯ МЕЖДУ ЛИНЕЙКОЙ
И ПИЛОЙ) ИЛИ НАРУШЕНА
ПАРАЛЛЕЛЬНОСТЬ РАСКРОЯ НА
ПРОТИВОЛЕЖАЩИХ СТОРОНАХ.
Причина
1- Н а ру ш ен а н ас т р о йк а
параллельной линейки (она
должна иметь небольшое
расхождение за пилой - 0,10
мм).
Способы устранения
1 - Обратиться в сервисный
центр изготовителя (см.
телефонные номера на стр.
3).
Defaut
LA LAME DE L’INCISEUR SE DE-
PLACE.
Cause
1- La goupille de blocage A (fi g.3-4)
est desserrée.
Remedes
1- Régler le ciseleur comme décrit
au chap. 5, puis serrer la vis A
(fi g.3).
Defaut
LE PANNEAU COULISSE DIFFI-
CILEMENT PENDANT LA COUPE
(IL EST SERRE ENTRE LA
GLISSIERE ET LA LAME) OU LA
COUPE DE SES COTES N’EST
PAS PARALLELE.
Cause
1- La glissière, pour les coupes pa-
rallèles, s’est déréglée (elle doit
être parallèle à la lame avec une
légère ouverture de sortie de 0,10
mm).
Remedes
1- Contacter notre service après-
vente (voir coordonnées téléphoniques page 3).
FRANÇAISDEUTSCH
Inconveniente
LA HOJA ENTALLADOR PIERDE
SU POSICIÓN.
Causa
1- La espiga de bloqueo A (fi g.
3-4) está fl oja.
Remedio
1- Ajustar el tallador como se
describe en el cap. 5 y apretar la
tuerca A (fi g.3).
Inconveniente
EL PANEL SE DESPLAZA
CON DIFICULTAD DURANTE
EL CORTE (ESTÁ SITUADO
ENTRE GUÍA Y HOJA) O NO ES
CORTADO CON LOS LADOS
PARALELOS.
Causa
1- La guía para cortes parale-
los se ha desregulado (debe estar
paralela a la hoja, con una ligera
apertura de salida de 0,10 mm).
Remedio
1- Contacte con nuestro servicio
técnico (ver número de teléfono
en la Página 3).
 Loading...
Loading...