

Page 1

POWERMATIC
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК PM 1800
WALTER MEIER (Производитель)
Введение
Спецификация данной инструкции является общей информацией. Данные технические характеристики были
актуальны на момент издания руководства по эксплуатации. Компания WALTER MEIER оставляет за собой
право на изменение конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
Спецификация
Модель PM1800
Артикул (380 В) 1791801
Эл. двигатель 380V, 50 гц
Потребляемая мощность эл. двигателя 5,5 кВт
Выходная мощность эл. двигателя 3,5 кВт
Скорость движения полотна ленточной пилы (SFPM) 1800 и 4200
Минимальная ширина полотна пилы 1,6 мм
Максимальная ширина полотна пилы 40 мм
Длина полотна пилы 4064 мм
Диаметр шкива 470мм
Размеры Стола ( Д х Ш х Т ) в мм . 610 x 610 x5,8мм
Наклон стола (градус). -15°/ 0°/+45°
Высота стола от Пола 90 градусов в мм 950мм
Диаметр вытяжного патрубка 100мм
Габаритные размеры (Д x Ш x В) 970х970х2060мм
Масса 320кг
Масса в упаковке (фунты). 902
Page 2
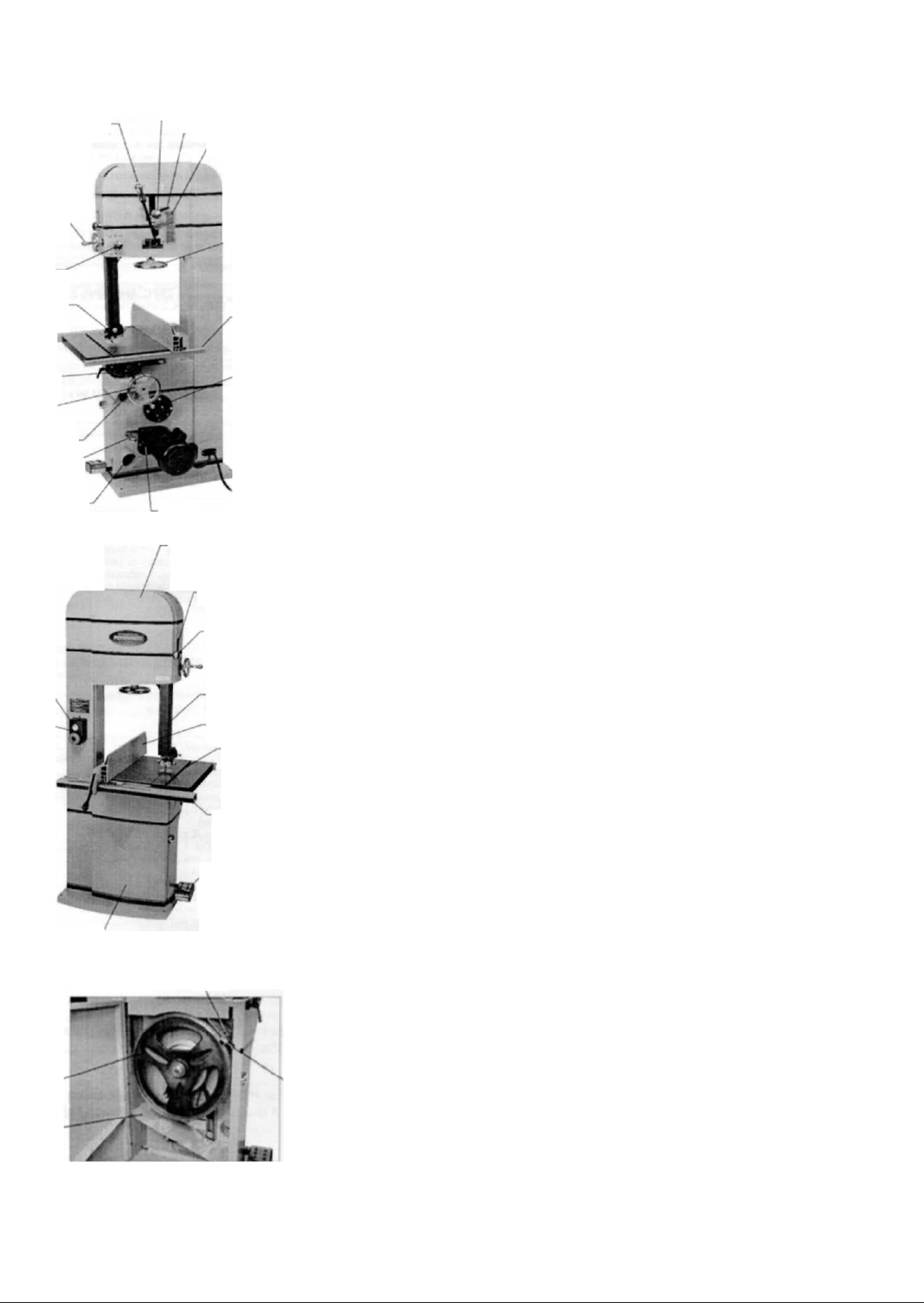
Особенности и Комплектация
1.
Рычаг быстрого ослабления натяжения
полотна
2.
Рукоятка регулировки наклона колеса
3.
Фиксатор наклона колеса
4.
Линейка натяжения полотна пилы
5.
Рукоятка подъёма верхней направляющей
6.
Фиксатор верхней направляющей
7.
Верхние ролики сопровождения
пильного полотна
8.
Штурвал натяжения пильного полотна
9.
Тыловая рельса для упора
10.
Центр Выравнивания Шкива
11
Фиксатор узла нижних роликов
сопровождения пильного полотна
12.
Штурвал узла наклона стола
13.
Верхний штуцер вытяжки опилок
14.
Ручка натяжения ремня мотора
15.
Нижний штуцер вытяжки опилок
16.
Фиксатор натяжения ремня мотора
1.
Магнитный Выключатель
2.
Ключ Безопасности
3.
Верхняя Дверь
4.
Смотровое окно
5.
Дверной замок
6.
Направляющая полотна пилы
7.
Упор для заготовки
8.
Паз для упора распила под углом до 45°
9.
Передняя рельса упора для заготовки
10.
Ножной тормоз полотна пилы
11
Нижняя Дверь
1.
Щетка Колеса
2.
Деревянная вставка
3.
Нижний шкив
4.
Отражатель опилок
4
7
6
8
9
10
11
12
13
14
15
16
3
4
6
7
8
9
10
11
123
4
Page 3

Распаковка
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
Сравните содержание Вашего контейнера со следующим списком частей и фотографиями, чтобы удостовериться, что все части не
повреждены. О недостающих частях, если таковые имеются, нужно сообщить Вашему продавцу. Прочитайте инструкцию полностью для
обслуживания станка и инструкцию по безопасности.
Содержание Контейнера
1Ленточнопильный станок (не показан)
1 Станина упора для заготовки с угольником и прижимом
1 Алюминиевая составляющая упора для заготовки
1 Передний рельс для перемещения упора
1 Тыловой рельс для перемещения упора
1 Направляющая с линейкой
1 Круглый упор для заготовки с прикручивающим барашком
1Полиэтиленовый Пакет, содержащий:
10 Винтов с головкой, 5/16"-18 x 3/4" (AA)
10 Гроверные шайбы, 5/16" (BB)
10 Плоские шайбы, 5/16" (CC)
1Упор для распилов под различными углами
1Инструкция по эксплуатации (не показана)
1Список деталей (не показанный)
Иллюстрация 2
ПРЕДУПРЕЖДЕНИЕ
Перед тем как производить дальнейшие действия, внимательно прочитайте эту инструкцию, чтобы ознакомиться с
правильной сборкой, обслуживанием и мерами предосторожности.
Установка
Инструменты, требуемые для сборки и регулирования:
Гаечные ключи от 10 до 19
Набор шестигранных ключей от 4 до 8
Щупы от 0.05 до 1 мм
Угольник
Измерительная линейка
Подъемная лебедка или грузоподъемник, с ремнями
Удалите всю упаковку и пенопласт со всего станка. Удалите любые винты или ремни, закрепляющие ленточнопильный станок к поддону.
ПРЕДОСТЕРЕЖЕНИЕ
Используйте подъемную лебедку или грузоподъемник с ремнями, чтобы снять станок с поддона. У используемых ремней должна быть
минимальная- 500кг. подъемная сила. НЕ помещайте вилы или ремни непосредственно ниже стола или против ручек, или рычагов помещают ремни под верхней частью консоли, как показано в иллюстрации 3.
Иллюстрация 2
Page 4
Переместите ленточнопильный станок в его постоянное местоположение, которое должно быть сухим и хорошо освещенным, с
достаточным местом со всех сторон, чтобы обращаться с широкой деталью или выполнить техническое обслуживание на станке.
Удостоверьтесь, что пол в состоянии выдержать массу станка. Если необходимо, ленточнопильный станок может быть закреплён к полу,
используя анкерные болты (не предоставленные) через четыре отверстия в основании.
Металлические детали, такие как поверхность стола и полотно пилы, имеют защитную антикоррозийную смазку нанесённую на заводе.
Это покрытие должно быть удалено мягкой тканью, увлажненной в растворителе или керосине. Не протирайте растворителем около
пластмассовых или резиновых частей; и не используйте абразивный материал, поскольку это может поцарапать лицевые поверхности.
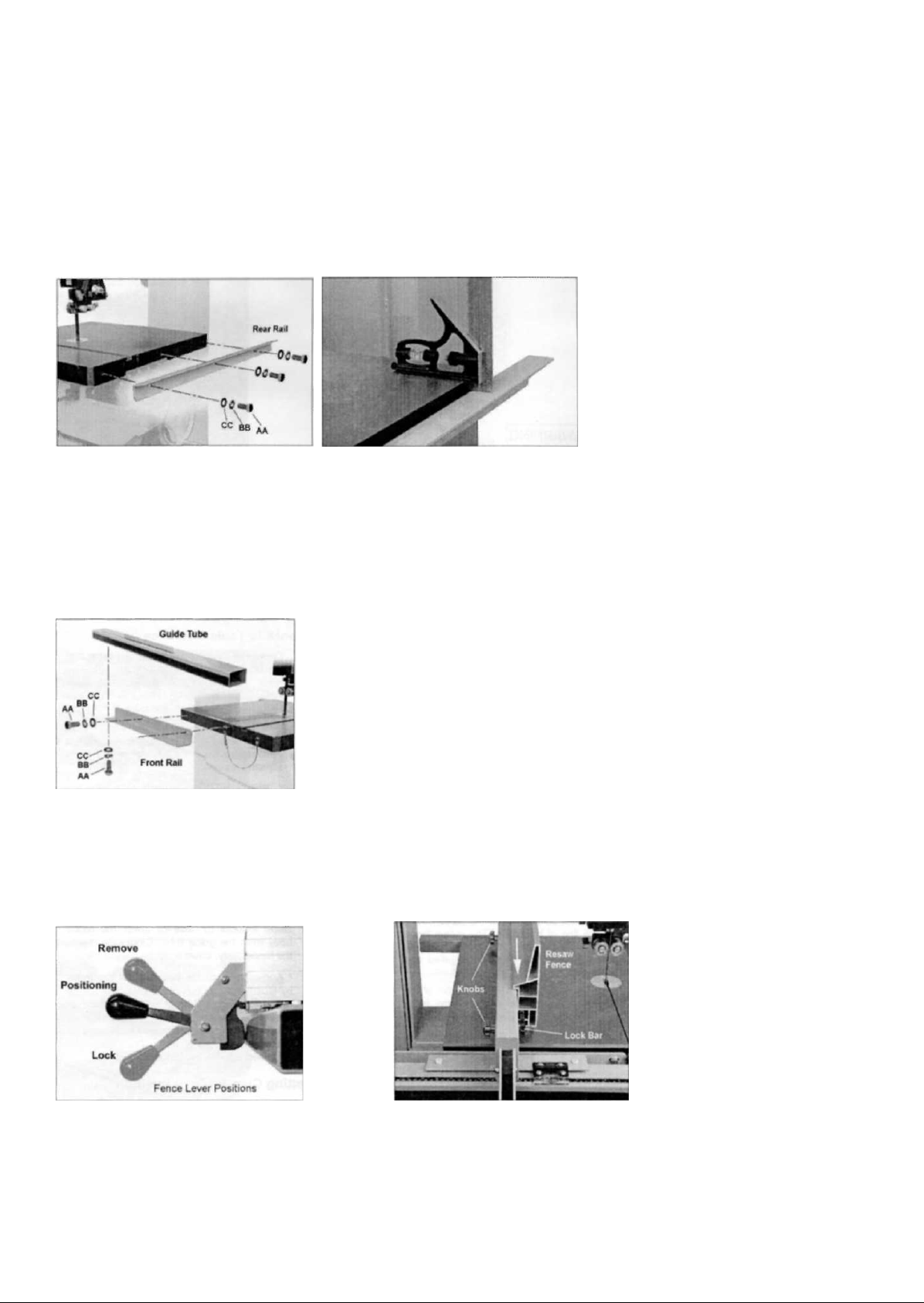
Монтаж
Тыловой рельс
Внимательно посмотрите на иллюстрации 4 и 5.
1. Установите тыловой рельс к тыльному краю стола, используя три 5/16-18 x 3/4 винта с головкой (AA), три гроверных шайбы 5/16 (BB), и
три 5/16 плоских шайбы (CC) как показано. Затяните только рукой (для регулировки).
2. Точное расстояние тылового рельса, по всей длине не важно, но тыловой рельс должен быть установлен параллельно плоскости стола.
Поместите измерительный прибор, такой как поверочный угольник (иллюстрация 5) с обеих сторон задней части стола, как показано.
Иллюстрация 4 иллюстрации 5
Измерение должно быть одинаковым в обоих концах тылового рельса. Приложите как необходимо.
3. Затяните крепёжные болты с достаточным усилием гаечным ключом.
Передний рельс и направляющая с линейкой
Внимательно посмотрите на иллюстрацию 6.
4. Установите передний рельс к переднему краю стола, используя два 5/16-18 x 3/4 винта с головкой (AA), две гроверные шайбы 5/16 (BB),
и две 5/16 плоские шайбы (CC), через пазовые отверстия в рельсе. Поместите винты приблизительно в центре паза; это может быть
изменено позже как необходимо. Затяните крепёжные болты с достаточным усилием гаечным ключом.
5. Установите направляющую с линейкой в пазовые отверстия нижней части передней рельсы, используя пять 5/16-18 x 3/4 винтов с
головкой (AA), пять гроверных шайб 5/16 (BB), и пять 5/16 плоских шайб (CC). Затяните крепёжные болты гаечным ключом. Не сильно
напрягаясь.
Иллюстрация 6
Монтаж Упора для прижима и движения заготовки
Станина упора для заготовки с угольником и прижимом
Внимательно посмотрите на иллюстрации 7 и 8.
Поместите станину упора с угольником и прижимом на направляющую с линейкой (как показано на иллюстрации 8). Поднимите рычаг
прижима упора полностью, это позволяет установить или удалить упор с направляющей. В среднем положении рычаг позволяет станине
упора скользить вдоль направляющей с линейкой. Самое нижнее положение рычага фиксирует упор на месте
(как показано на иллюстрации 7).
Иллюстрация 7 иллюстрация 8 (вертикальное положение),
Алюминиевая составляющая упора для заготовки
Внимательно посмотрите на иллюстрации 8 и 9.
Ослабьте барашки винтов крепления, алюминиевой части упора к станине, пока она не сможет свободно двигаться по всей длине
станины упора , в вертикальном положении, как показано на иллюстрации 8. Повторно закрутите барашки.
запомните: Алюминиевая составляющая упора для заготовки, может быть установлена в одном из двух положений; вертикально
(распиливают по толщине), как показано на иллюстрации 8; или горизонтально, как показано на иллюстрации 9. Горизонтальное
Page 5
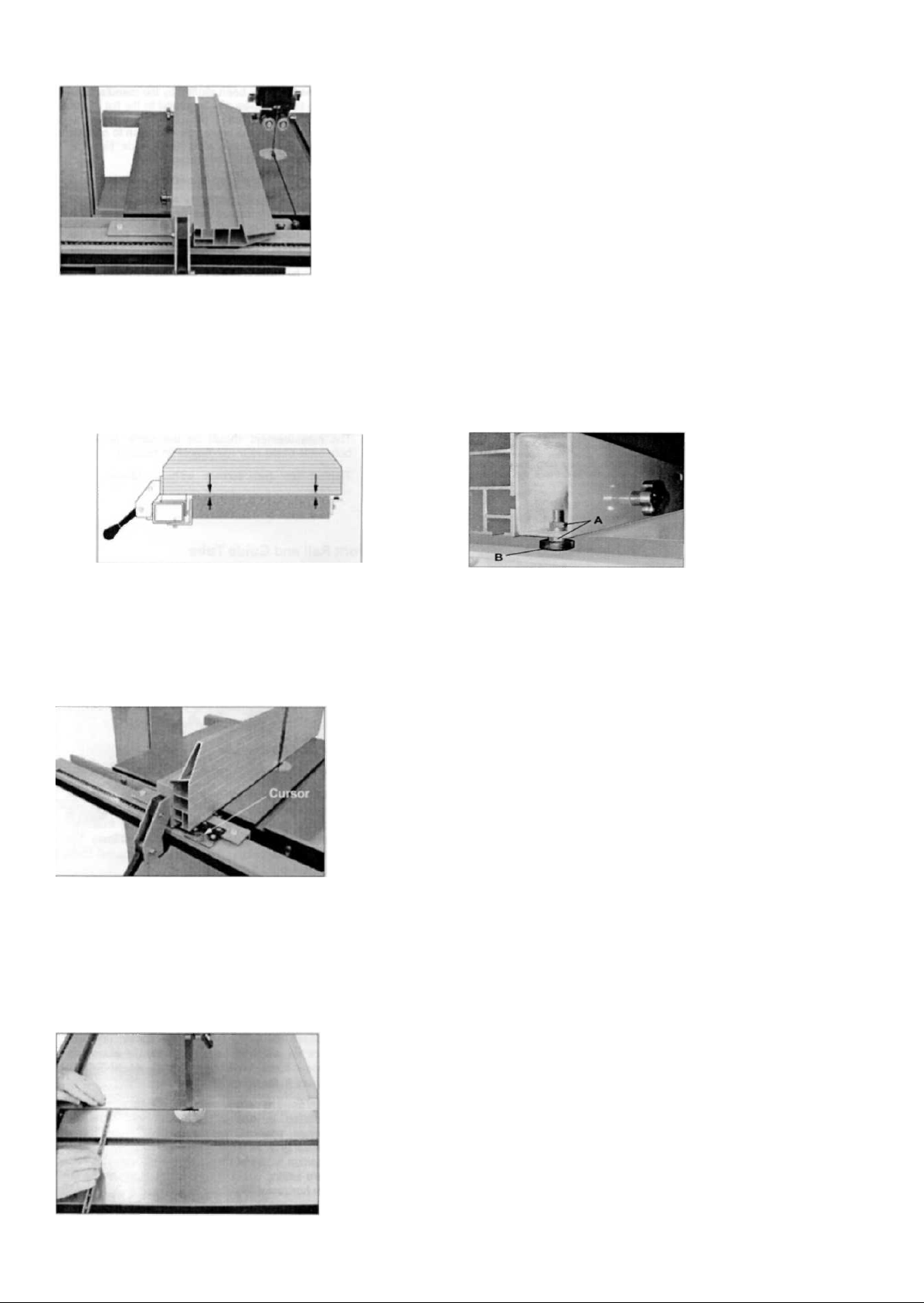
положение эффективно для мелких заготовок. (Установка упора на нуль курсором не может использоваться в горизонтальном положении
алюминиевой части упора).
Иллюстрация 9 (горизонтальное положение)
Установка зазора между столом и упором.
1. Установите зазор между столом и станиной упора. Упор не должен тереться по поверхности стола, и быть немного выше нее. Этот
промежуток должен быть одинаковым, по всей длине упора вдоль стола (иллюстрация 10).
2. Если зазор не одинаковый, используйте комбинацию следующих двух регулировок:
• Шестигранным ключом, вращайте два регулировочных винта из нейлона (A, иллюстрация 16) , чтобы поднять или понизить станину с
угольником со стороны направляющей с линейкой . По часовой стрелке поднимает станину упора, против часовой стрелки понижает.
• Проверьте зазор на противоположной стороне упора, для этого ослабляя одну гайку, подтягивайте другую (A, иллюстрация 11), чтобы
поднять или понизить скользящее колесо(B, иллюстрация 11) как необходимо. Когда зазор между упором и столом одинаков,
удостоверьтесь, что обе гайки ( А иллюстрация 11) затянуты.
Иллюстрация 10 иллюстрация 11
Указатель размера. Установка положения - Ноль
Внимательно посмотрите на иллюстрацию 12.
Упор должен быть установлен так, чтобы указатель размера на упоре совпал с отметкой ноль на направляющей с линейкой, при этом
алюминиевая часть упора должна быть закреплена в вертикальном положении на станине упора и касаться плоскости пильного полотна.
Само полотно должно быть установлено, полностью отрегулировано и натянуто.
1. Двигайте упор к плоской поверхности лезвия, как показано. (Не надавливайте упором на пильное полотно так, чтобы лезвие изогнуло).
2. Если указатель размера не в ноле, ослабьте два винта и двигая целиком деталь установите его как необходимо. Далее затяните винты.
Иллюстрация 12
Установка параллельности паза стола, с пильным полотном станка
Внимательно посмотрите на иллюстрации 13 и 14.
Стол был установлен изготовителем так, чтобы паз стола для установки упора распила под углом до 45 градусов был параллелен
плоскости пильного полотна; это не должно потребовать регулирования. Однако, в будущем может потребоваться проверить, что эта
установка все еще точна. Широкое полотно рекомендуется для технологического процесса.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Пильное полотно должно быть полностью натянуто и должным образом выставлено в направляющей (см. страницы 17 и 18).
3. Поместите измерительную линейку на столе вдоль ширины полотна пилы, удостоверяясь, что она прилегает к передней и задней частям
полотна. (Не отклоняйте полотно, двигая линейку). См. иллюстрацию 13.
Иллюстрация 13
Page 6
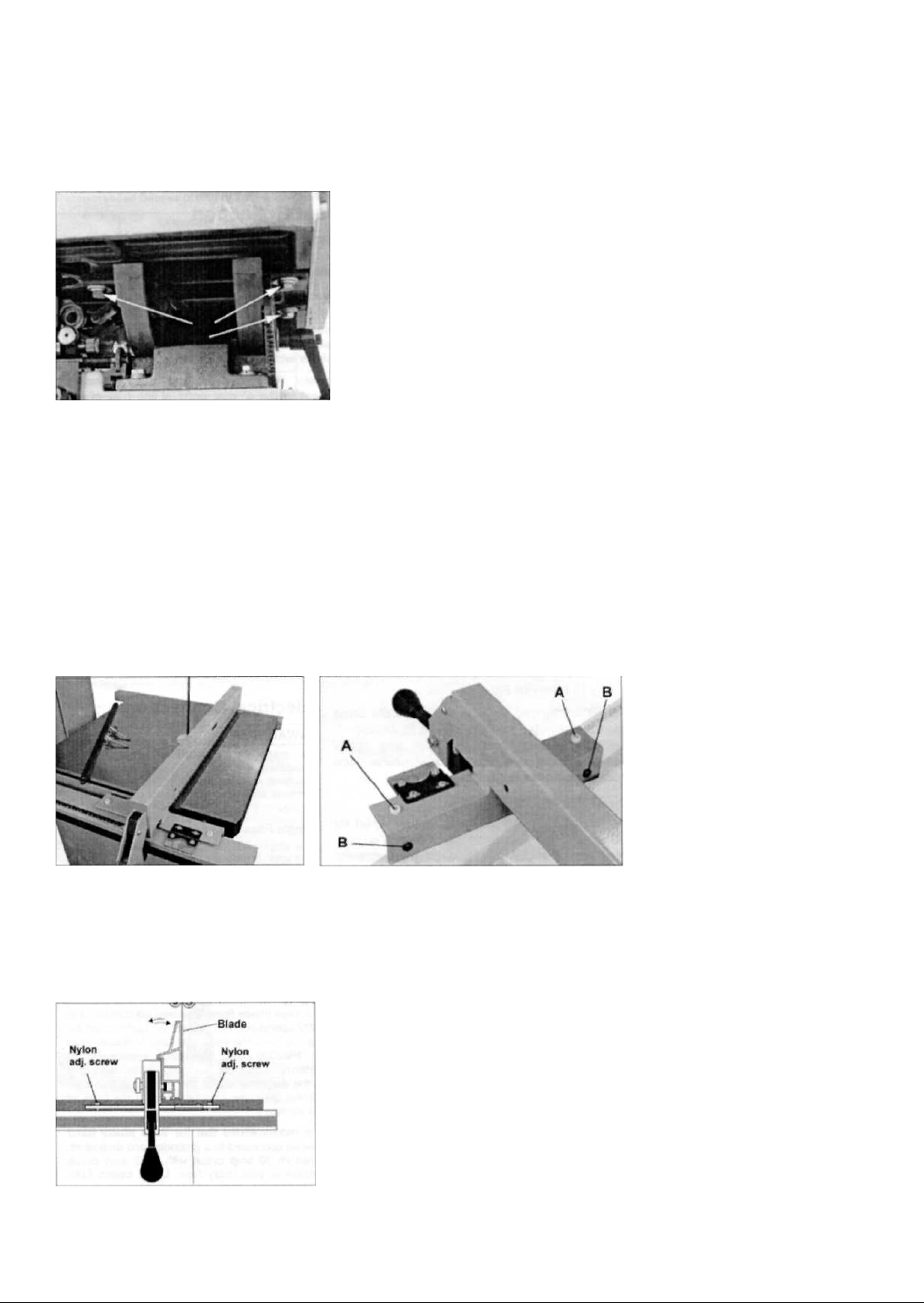
4. Используйте шаблон, чтобы тщательно измерить расстояние от паза стола для установки упора распила под углом до 45 градусов, до
края линейки. Проведите измерения с обеих (передней и задней частях) сторон стола - они должны быть одинаковыми.
5. Если паз стола для установки упора распила под углом до 45 градусов не параллелен полотну, надо ослабить четыре винта с головкой,
которые закрепляют стол к качающейся опоре (иллюстрация 14 показывает три из них).
Переместите стол как необходимо, пока паз для установки упора для распила под углом до 45 градусов, не встанет параллельно пильному
полотну.
6. Закрутите четыре винта с головкой.
Иллюстрация 14
Установка параллельности упора для заготовки к пильному полотну
Внимательно посмотрите на иллюстрации 15 и 16.
Упор для заготовки должен быть параллельным ширине плоской поверхности пильного полотна для точного пиления. Так как паз стола для
установки упора распила под углом до 45 градусов был установлен параллельно пильному полотну от изготовителя (и проверен
пользователем, как описано выше), Вы можете использовать паз стола для установки упора распила под углом до 45 градусов, чтобы
установить параллельность станины упора .
1. Снимите алюминиевую составляющую упора и крепёжную пластину на станине упора, далее двигайте станину упора к краю паза стола
для установки упора распила под углом до 45 градусов, как показано в иллюстрации 15. Станина упора должна быть параллельной краю
паза стола для установки упора распила под углом до 45 градусов вдоль всей длины станины упора.
2. Если регулирование необходимо, используйте один из обратных винтов регулирования (B, иллюстрация 16), чтобы повернуть станину
упора в соответствии с пазом стола для установки упора распила под углом до 45 градусов.
Упор для заготовки должен также быть параллельным вертикально (по длине полотна пила) . Сошлитесь на иллюстрацию 17.
3. Удостоверьтесь, что стол установлен под углом 90 ° к пильному полотну (см. "90 Установка стола °").
4. Установите упор для заготовки на стол и двигайте упор к полотну пилы; не упирайте в пильное полотно. Поверните любой из винтов
регулирования нейлона (А), пока упор для заготовки встанет параллельно, проверьте параллельность алюминиевой части упора у стола и
промеряя вертикально до верхнего края упора с помощью щупа между полотном пилы и упором.
Иллюстрация 15 иллюстрация 16
Плавность передвижения упора по направляющей
Плавность передвижения упора по направляющей с линейкой достигается вращением двух винтов (B, иллюстрация 16) из тела угольника.
Вращайте два винта одинаково (по часовой стрелке, с большим усилием двигать упор и наоборот) с помощью шестигранного ключа.
Поскольку эти винты также используются, чтобы выровнить упор по ширине пильного полотна, после установления плавности движения
упора, Вы должны проверить положение упора к пильному полотну дважды, как объяснено в разделе " Установка параллельности упора для
заготовки к пильному полотну ."
Иллюстрация 17
Page 7

Сбор опилок
Использование системы удаления опилок настоятельно рекомендуется для этого ленточнопильного станка. Это поможет держать
помещение чистым, так же как уменьшить потенциальные опасности для здоровья, вызванные вдыханием древесной пыли. У вытяжной
установки должна быть способность, достаточная для этого станка размером – 400 CFM,
Рекомендуется: Компания Walter Meier имеет собственные системы сбора опилок в наличии; см. представителя в своём регионе или
посетите наш веб - сайт, представителя компании в вашей стране.
Соедините шланги Вашей системы сбора опилок к 100мм штуцерам для выброса опилок на задней стороне ленточнопильного станка.
Хомутами сильно зажмите шланги (не предоставляются). См. иллюстрацию 18.
Иллюстрация 18
Подключения к электросети
ПРЕДУПРЕЖДЕНИЕ Подключение к электросети должны быть сделаны компетентным электриком в соответствии со всеми
требованиями по электробезопасности.
Соединительный кабель от автомата защиты до станка должен быть 4x1,5мм² (желательно медный четырёх жильный с сечением каждой
жилы не менее 1,5 квадрата). Автомат защиты 16А. Удостоверьтесь, что напряжение Вашего электропитания соответствует табличке на
электромоторе ленточнопильного станка.
После подключения электропитания включите станок на короткое время и убедитесь, что пильное полотно вращается в правильном
направлении. Если вращение обратное - поменяйте две фазы в штепселе местами и проверьте ещё раз.
Станок должен быть должным образом заземлен, чтобы предотвратить поражение электрическим током.
Следуйте процедуре заземления, прописанной в электротехнических правилах и нормах Вашей страны.
Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его мощность используется надлежащим образом.
Никогда не используйте станок, если включатель-выключатель не функционирует надлежащим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об неё нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо обращать внимание на то, чтобы вентиляционные прорези Эл.мотора были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку, производить только после полной остановки станка и отключении эл. питания.
РЕГУЛИРОВАНИЕ
Наклон Стола
Внимательно посмотрите на иллюстрации 20 и 21.
1. Ослабьте ручку фиксатора (A).
2. Для наклона в право , вращайте штурвал (B) против часовой стрелки, чтобы наклонить стол до 45 °.
3. Для левого наклона ослабьте ручку фиксатора (A) и вращайте штурвал (B) по часовой стрелке, поворот или два упирает стол в болт
остановки(C) в позицию 90 ° к пильному полотну. Отодвинув круглую пластину (D) в сторону, вращайте штурвал по часовой стрелке, чтобы
наклонить стол к -15 °.
Открытое отверстие в корпусе ленточнопильного станка позволяет болту остановки спускаться через него, В закрытом положении стол
остановиться в положении90 ° к пильному полотну.
4. Затяните ручку фиксатора (A, иллюстрация 20), чтобы зафиксировать положение стола.
ОТМЕТЬТЕ: круглая пластина (D) может быть зажата или ослаблена как желательно при использовании 5/32" (4-миллиметровый)
шестигранным ключом.
Кроме того, ручка фиксатора (A, иллюстрация 20) может крутиться на своей оси для более удобного положения. Просто подтяните ручку
прямо на рычаге и вращайте его на оси, далее отпустите в удобном положении и затяните..
Иллюстрация 20 иллюстрация 21
Page 8
Установка стола 90°
Внимательно посмотрите на иллюстрации 20 - 22.
Установление стола под углом 90 ° гарантирует, что стол всегда будет перпендикулярен пильному полотну после того, как стол будет
возвращен к горизонтальное положение. Поставьте стол и отрегулируйте эти 90 ° следующим образом:
1. Отключите ленточнопильный станок от источника эл.питания.
2. Удостоверьтесь, что пильное полотно имеет достаточное натяжение.
Иллюстрация 22
3. Ослабьте ручку фиксатора (A, иллюстрация 20), штурвалом (B) наклоняйте стол с болтом остановки (C) до упора на круглую пластину (D).
4. Удостоверьтесь, что алюминиевая вставка стола – в одном уровне с поверхностью стола, вращайте один или больше установочных
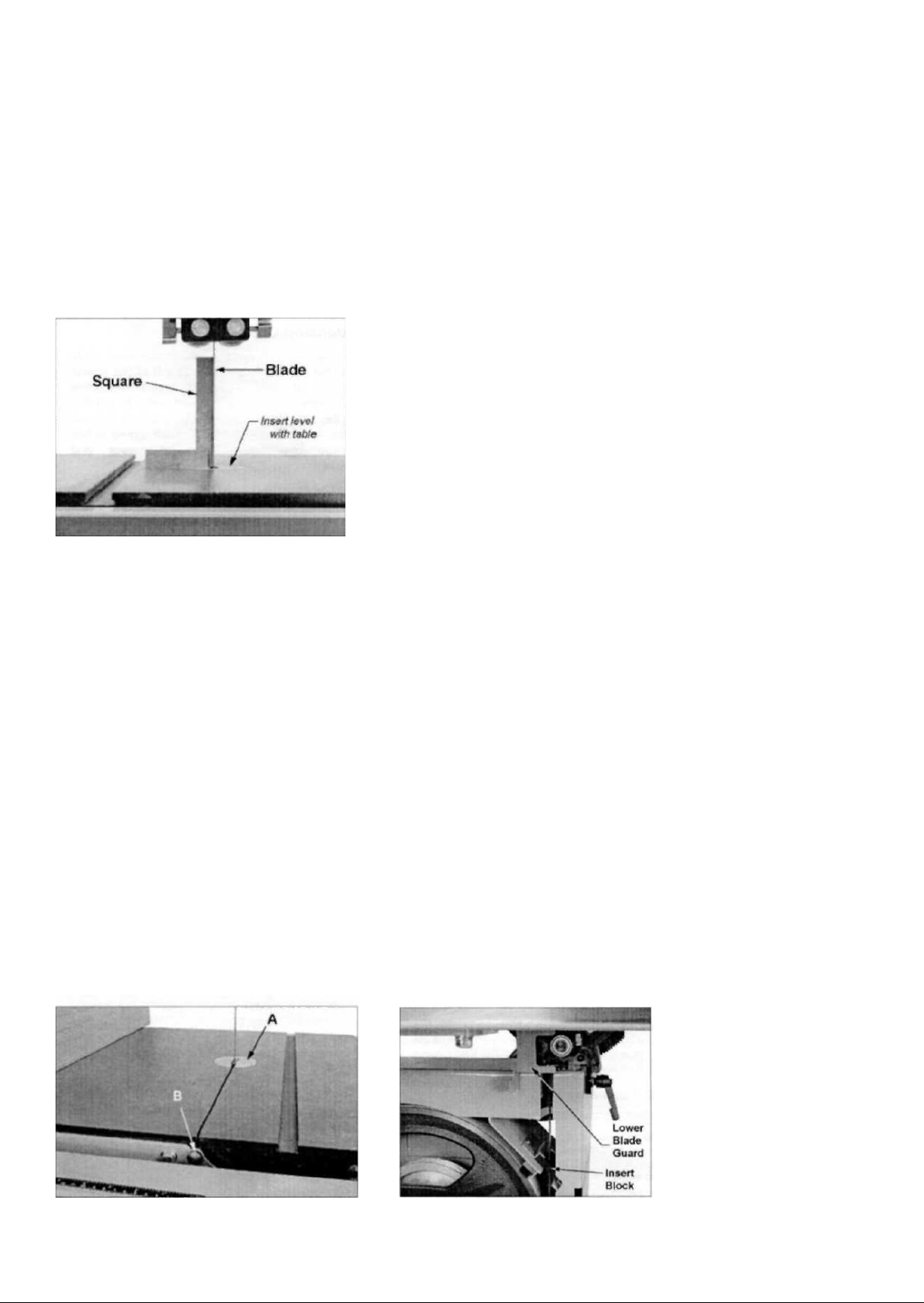
винтов с 5/164" (2-миллиметровый) под шестигранный ключ. Далее поместите поверочный угольник на стол против пильного полотна, чтобы
определить , 90 ° стол - к пильному полотну. См. иллюстрацию 22. ОТМЕТЬТЕ: не надавливайте угольником в пильное полотно.
5. Если стол и пильное полотно не совпадают, используют 9/16" (14-миллиметровый) гаечный ключ, для ослабления контргайки (E) затем
вращают болт остановки. Поверните болт остановки как необходимо, пока больше нет отклонений между углом стола и пильного полотна.
6. Закрутите контргайку (E), чтобы обеспечить остановку стола в этом положении.
7. Закрутите ручку фиксатора (А).
8. Удостоверьтесь, что указатель градуса наклона на линейке (F, иллюстрация 20) в ноле. В случае необходимости, ослабьте винт на
указателе и переместите указатель на ноль. Затем повторно закрутите винт.
Монтаж пильного полотна и замена
Одевайте перчатки, обращаясь с пильным полотном. Новые пильные полотна обычно упаковываются в намотанном положении; чтобы
предотвратить повреждения разматывая полотно делайте это медленно и аккуратно, надев перчатки для работы и небьющиеся очки.
PM1800 применяются пильные полотна от 1/16"(1.6мм) до 1-1/2"(40мм), шириной. Ленточнопильный станок укомплектован пильным
полотном следующих параметров: 0.03"(0,7мм) толщина, 3/4"(19мм) ширина, 4TPI (4 зуба на дюйм) .
Внимательно посмотрите на иллюстрации 23 и 24.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Удалите вставку стола (A, иллюстрация 23).
3. Вытащите клин стола (B) в конце щели.
4. Отодвиньте упор для заготовки от пильного полотна к колонне и поднимите верхнюю направляющую с роликами.
5. Переместите рычаг быстрого натяжения в "Полное Освобожденное " положение.
6. Откройте верхнюю и нижнюю двери, повернув дверные ручки. Откройте защиту роликов под столом и отодвиньте деревянную вставку
(иллюстрация 24).
7. Аккуратно удалите полотно с верхнего колеса, затем из верхнего и нижнего роликовых узлов сопровождения пильного полотна и с
нижнего колеса. Выдвиньте старое полотно через щель в столе.
иллюстрация 23 Иллюстрация 24
Page 9
8. Вставьте новое полотно через щель стола. Проведите через ролики в верхнем и нижнем роликовых узлах движения, пильное полотно.
Удостоверьтесь, что зубья полотна направлены вниз к столу, и к передней рельсе с направляющей. ( Если зубья не будут указывать вниз,
независимо от того, как Вы располагаете пильное полотно, значит полотно искривлено, вывернуто наизнанку. Выверните его в правильное
положение и повторно установите полотно ).
9. Пильное полотно наденьте на верхнее и нижнее колесо, старайтесь посередине полимерного покрытия .
10. Повторно установите вставку стола (A) и клин в торце стола (B).
11. Прежде, чем работать на ленточнопильном станке, новое полотно должно быть натянуто и правильно установлено . Прочитайте
раздел инструкции для натяжения и расположение пильного полотна.
Натяжение пильного полотна
Внимательно посмотрите на иллюстрацию 25.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Отодвиньте боковые ролики в верхнем и нижнем роликовых узлах сопровождения полотна, чтобы устранить любой контакт с ним.
3. Переместите рычаг быстрого натяжения в "Полное Натяжение" пильного полотна, установленного на верхнем колесе , как показано на
иллюстрации 25. ОТМЕТЬТЕ: Вы будете видеть натяжение полотна на линейке с указателем в каждом положении по ширине полотна.
4. Вращайте штурвал (C), пока указатель(D) на линейке не достигнет соответствующего указания размера ширины полотна.
Иллюстрация 25
Верхняя часть консоли: Первоначально используйте таблицу, с размерами полотен для натяжения . В процессе эксплуатации станка Вы
столкнётесь с различными изменениями пильных полотен , Вы можете решить необходимым, что надо изменить натяжение полотна для
пиления от начального указания на таблице. Имейте в виду, что натяжение изменяется не только от толщины пильного полотна, но также
и от плотности материала. Слишком малое или слишком сильное натяжение полотна может вызвать поломку зуба полотна или образовать
трещины в нём и отразится на качестве выполнения работ.
Обратите внимание, что для специфического полотна натяжение пиления надо подбирать не по таблице. Может оказаться перенагрузка
метала и после включения станка пильное полотно разорвётся.
ПРЕДУПРЕЖДЕНИЕ: Когда ленточнопильный станок не используется, переместите рычаг быстрого натяжения в "Частично ослабленное "
положение. Это продлит жизнь пильного полотна, полимерных шин, уменьшит нагрузку на колесах и других компонентах.
Положение плоскости пильного полотна на колесе
Внимательно посмотрите на иллюстрацию 26.
Будучи должным образом натянуто, пильное полотно должно быть правильно размещено на колесах. Положение плоскости полотна на
колёсах должно быть одинаковым, в то время как станок находится в работе. Положение плоскости пильного полотна на колесе должно
периодически проверяться, и обязательно после каждой замены пильного полотна. Изменение положения плоскости пильного полотна
производится вручную при отключённом эл.питании от станка.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Пильное полотно должно быть обязательно натянуто.
3. Удостоверьтесь, что ролики узла сопровождения пильного полотна и другие части станка не будут сталкиваться с двигающимся пильным
полотном. Понизьте направляющую верхнего роликового узла, сможете видеть пильное полотно через окно в верхней части консоли.
4. Установите рычаг быстрого натяжения в "Частично ослабленное " положение, как показано на иллюстрации 26.
5. Откройте верхнюю дверь, чтобы выставить пильное полотно на верхнем колесе. Вращайте колесо вручную, и наблюдайте положение
полотна на колесе через окно в верхней части консоли. Поскольку Вы вращаете колесо, перемещайте рычаг в положение "Полное
Натяжение". Полотно пилы должно продолжить перемещаться на центр колеса (иллюстрация 27).
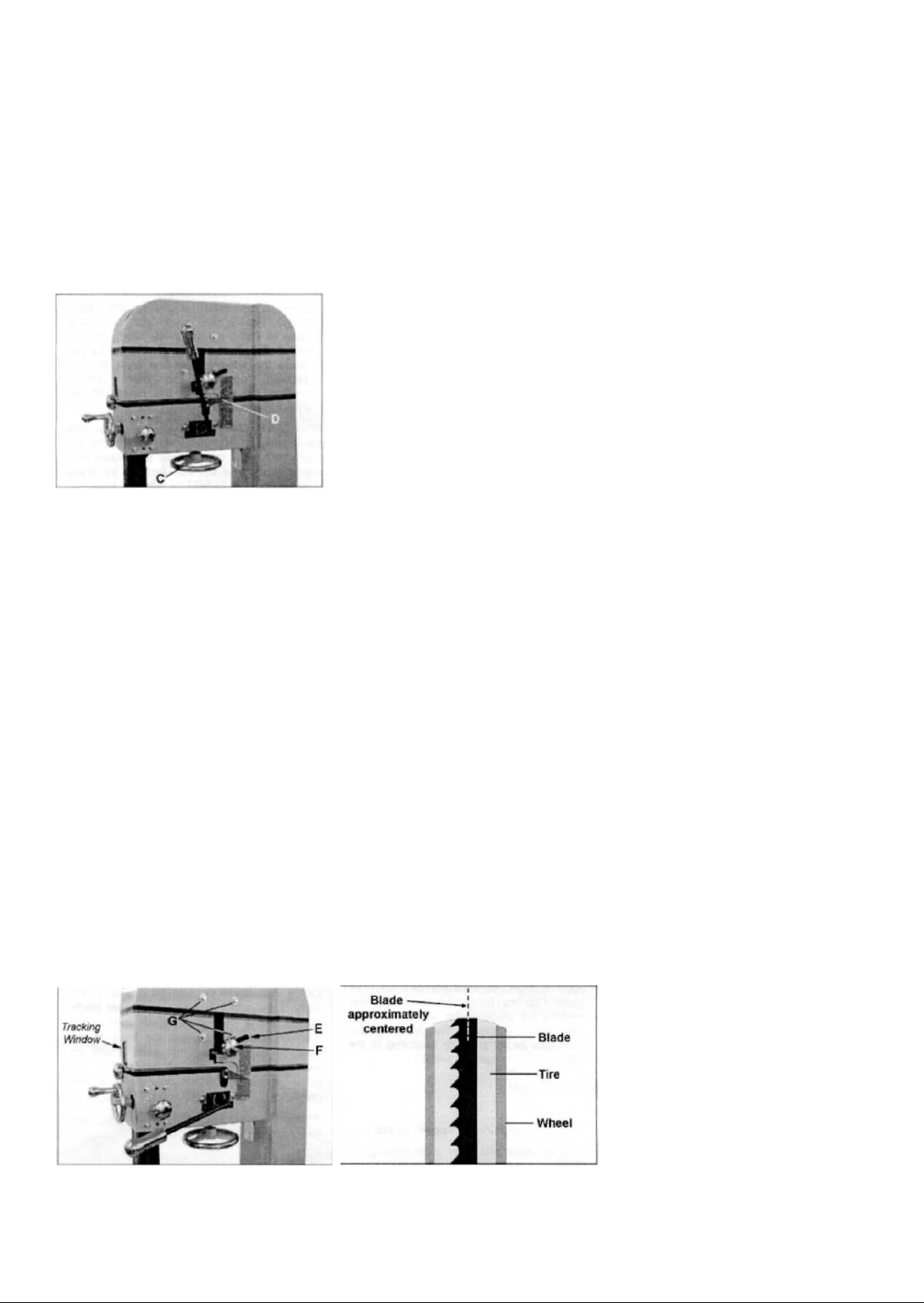
ПРИМЕЧАНИЕ: Рукояткой регулировки наклона колеса (F, иллюстрация 26), отцентрируйте пильное полотно на колесе (иллюстрация 27)
в это время пильное полотно должно быть в "Полном Натяжении". НЕ используйте винты (G, иллюстрация 26); они использовались
изготовителем для выравнивания колеса и не должны использоваться для регулировки наклона колеса.
6. Если пильное полотно имеет тенденцию перемещаться к краю колеса, ослабьте фиксатор наклона (E, иллюстрация 26) и немного
поверните рукоятку регулировки наклона колеса (F) правой рукой, продолжая вращать колесо левой рукой. Наблюдайте пильное полотно
через окно в верхней части консоли. Вращение рукояткой регулировки наклона колеса по часовой стрелке заставит пильное полотно
перемещаться к тыловому краю колеса. Вращение рукояткой регулировки наклона колеса против часовой стрелки заставит пильное
полотно перемещаться к переднему краю колеса.
Иллюстрация 26 иллюстрация 27
ПРИМЕЧАНИЕ: Это регулирование чувствительно; выполняйте это действие медленно и дайте время пильному полотну, чтобы
реагировать на изменения.
7. Когда пильное полотно - отрегулировано в центр колеса, повторно закрутите фиксатор наклона (E), и закройте верхнюю дверь.
Page 10
8. Перед запуском в работу станка поднимите рычаг быстрого натяжения пильного полотна в положение "Полное Натяжение". Включите его
на короткое время, чтобы наблюдать пильное полотно вращающееся на колесе через окно в верхней части консоли.
9. Сделайте дальнейшие регулировки как необходимо, отключив станок от Эл.питания.
Верхний узел роликов сопровождения пильного полотна
Ролики узла сопровождения пильного полотна должны быть установлены так, чтобы контакт между полотном и роликами произошел только,
когда полотно будет под давлением от заготовки. Чтобы приспособить верхние ролики узла надлежащим образом, проделайте следующее:
Внимательно посмотрите на иллюстрацию 28 - 31.
Иллюстрация 28
1. Отключите ленточнопильный станок от источника эл.питания.
2. Пильное полотно должно быть обязательно натянуто. Поместите рычаг быстрого натяжения пильного полотна в положение "Полное
Натяжение".
3. Понизьте направляющую верхнего роликового узла, чтобы ролики не касались стола в пределах 6-8 см. (Причину для этого поймёте
позже в разделе "Параллельность направляющей верхнего роликового узла"),
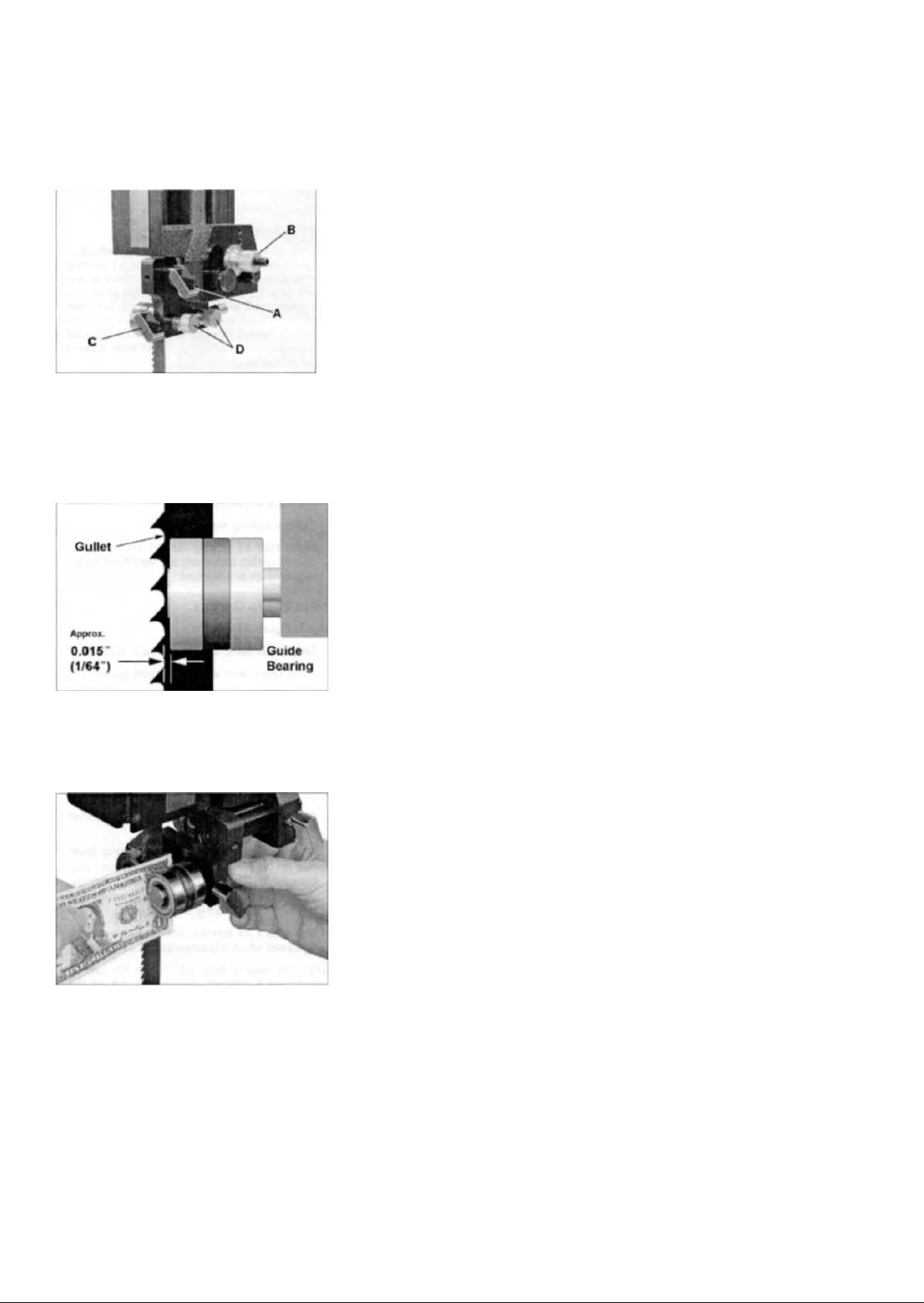
4. Ослабьте стопорный винт (A, иллюстрация 28).
5. Переместите весь кронштейн боковых роликов, вращая рифленую гайку (B), пока боковые ролики своим фронтальным вращающимся
краем приблизятся, приблизительно на 0.015" (0,4мм) позади нижней части зубьев полотна. См. иллюстрацию 30.
Иллюстрация 30
6. Закрутите стопорный винт (A), чтобы обеспечить это положение.
7. Ослабьте стопорный винт (C) одного из боковых роликов.
8. Ролик перемещается ближе или дальше от пильного полотна, с помощью эксцентрика. Вращая рифленую гайку (D), придвиньте ролик
приблизительно 0.004" (0,1мм) к пильному полотну. Быстрый способ определить этот интервал, помещая свежевыпущенную денежную
купюру- доллар (долларовая купюра - приблизительно 0.1мм толщиной) между полотном и роликом. См. иллюстрацию 31.
Приложите купюру к пильному полотну, придвиньте ролик вплотную к купюре, касаясь её без усилия.
Иллюстрация 31
9. Закрутите стопорный винт (C) и удалите денежную купюру.
10. Повторите процесс для ролика с противоположной стороны полотна.
Верхний Упорный ролик
Внимательно посмотрите на иллюстрации 29 и 32:
Упорный ролик предотвращает отклонение пильного полотна во время давления заготовкой. Упорный ролик имеет три проточки для того,
чтобы стабилизировать задний торец пильного полотна (см. иллюстрацию 32). Паз v-groove для не широких, тонких пильных полотен,
предназначенных для криволинейных распилов. Паз flat groove поддерживает более толстые пильные полотна. И standard surface
стандартная поверхность слева на упорном ролике для поддержки любых полотен по ширине и толщине.
Page 11
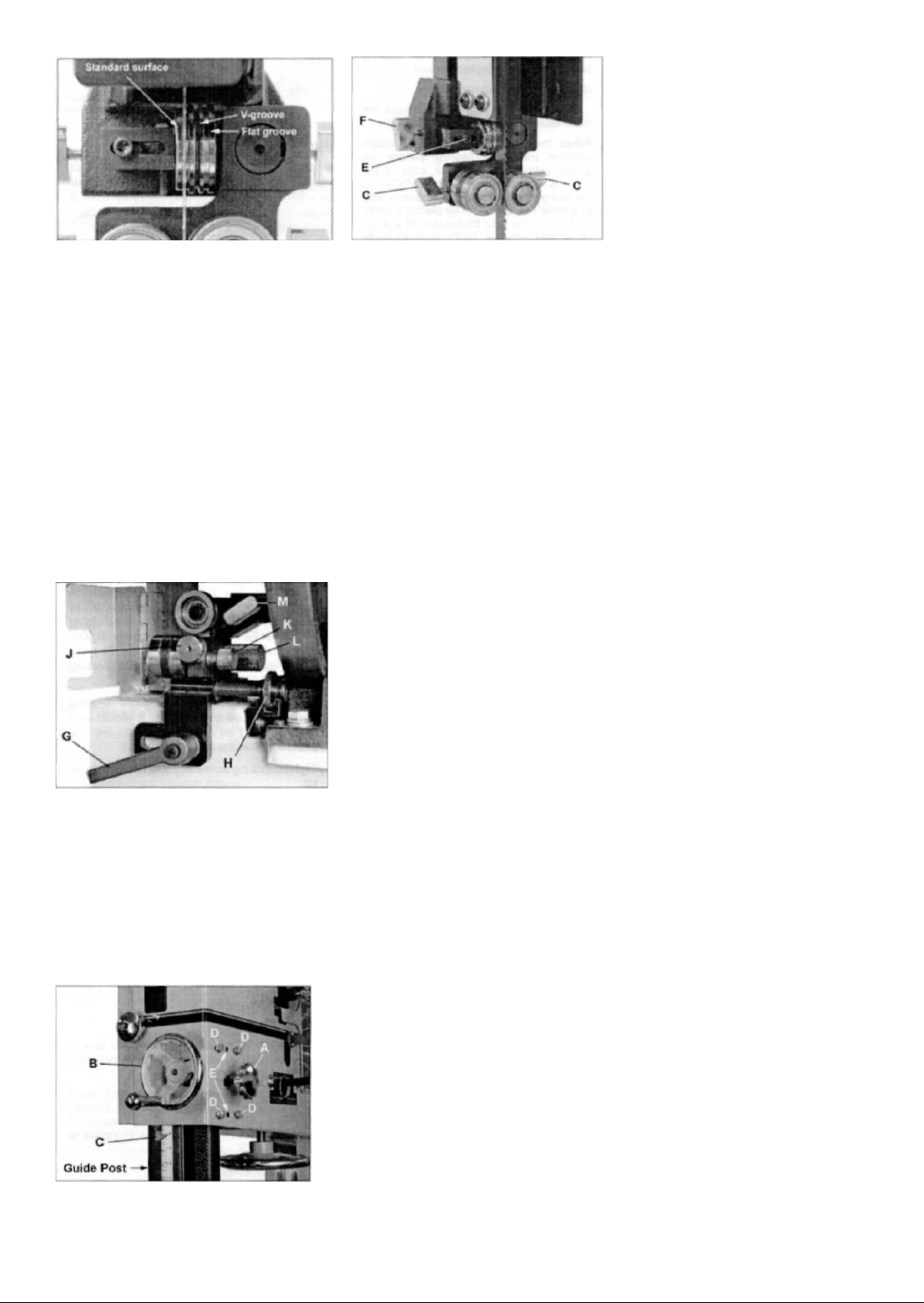
иллюстрация 32 Иллюстрация 29
1. Ослабьте винт с головкой под шестигранный ключ (E, иллюстрация 29) и подвиньте кронштейн с роликом необходимым пазом к тыльной
стороне пильного полотна.
2. Повторно затяните винт с головкой под шестигранный ключ (E).
3. Ослабьте стопорный винт (F) и выдвиньте ролик к тыльной стороне пильного полотна.
4. Установите ролик таким образом, чтобы между роликом, имеющим стандартную поверхность (или основание паза), и тыльной стороной
пильного полотна - приблизительно 0.015" (0,4мм). На стандартной поверхности удобный способ достигнуть этого интервала, поместить
долларовую купюру, свернутую дважды (четыре толщины купюры приблизительно 0,4мм) между пильным полотном и поверхностью
ролика. При установке полотна в паз, установите примерно, как видите глазом.
5. Закрутите стопорный винт (F).
6. Удостоверьтесь, что все стопорные винты на верхнем роликовом узле и креплении узла затянуты, когда регулировки закончены.
Нижние ролики пильного полотна
Внимательно посмотрите на иллюстрацию 33.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Откройте нижнюю дверь и защиту роликов под столом.
3. Установите нижние ролики узла сопровождения и нижний упорный ролик пильного полотна под столом, используя тот же самый
технологический процесс и измерения, что делали с верхним роликовым узлом и верхним упорным роликом, описанные выше.
Изменения: Ослабьте стопорную ручку (G), чтобы переместить кронштейн роликового узла, вращайте диск (H). Ослабьте винт с круглой
рефлёной головкой(J), чтобы двигать боковые ролики, используйте круглые ручки (K) и (L). Ослабьте стопорный винт (M), чтобы двигать
упорный ролик к пильному полотну.
4. Удостоверьтесь, что все винты, гайки и стопорная ручка затянуты, когда регулировки закончены.
Иллюстрация 33
Направляющая пильного полотна
Внимательно посмотрите на иллюстрацию 34.
1. Отключите ленточнопильный станок от источника эл.питания.
2. Ослабьте стопорную ручку (A) и поднимайте или понижайте направляющую пильного полотна и роликовый узел, вращая штурвал (B).
3. Поместите роликовый узел так, чтобы нижний край роликов был на 3/16" (5мм) выше материала, который будет распиливать. Или,
просто понизьте, направляющую пильного полотна и роликовый узел, указателем (C) до необходимой высоты Вашей заготовки, указанной
на линейке. Это обеспечивает минимальный просвет между заготовкой и нижним краем роликов, которые минимизируют отклонения
полотна, а так же увеличивает безопасность оператора.
4. Закрутите стопорную ручку (A).
Иллюстрация 34
Page 12

Параллельность Направляющей пильного полотна
Направляющая должна быть параллельной пильному полотну в течение вертикального перемещения верхнего роликового узла; таким
образом роликовый узел поддержит свои регулировки к пильному полотну на любой высоте от стола, и их не должны будут изменять каждый
раз, когда направляющая перемещена. Эта регулировка была точно сделана изготовителем и не должна потребовать непосредственного
внимания, но это может быть проверено в будущем следующим образом:
1. Отключите ленточнопильный станок от источника эл.питания.
2. Поместите рычаг быстрого натяжения пильного полотна в положение "Полное Натяжение".
3. Верхний роликовый узел и направляющая должны быть установлены в нижнем положении по длине полотна. Кроме того, стол должен
быть перпендикулярным к пильному полотну (См. " Установка Стола 90°").
4. Ослабьте стопорную ручку (A, иллюстрация 34) и поднимите направляющую в верхнее положение.
5. Убедитесь, что движение направляющей прямо вверх и вниз, и регулировки роликов в узле не изменяются по всей длине пильного
полотна.
6. Если направляющая не идет прямо вверх и вниз (лезвие начинает отклонять, когда направляющая поднята), немного ослабьте четыре
винта с головкой (D, иллюстрация 34).
7. Левое и правое регулирование достигается, используя комбинацию четырех винтов с головкой (D); вперед/назад регулирование
достигается, используя два винта под шестигранный ключ (E).
8. Когда закончено выправление, надежно затяните четыре винта с головкой (D).
9. Повторно проверьте регулировку, поднимая и понижая направляющую пильного полотна.
Круглый упор для распиливания
Внимательно посмотрите на иллюстрацию 35.
Круглый упор для распиливания поставляется с ленточнопильным станком. Это обеспечивает единственную точку контакта, разделяя
заготовку в детали при криволинейном пилении.
Удалите алюминиевое ограждение на упоре и установите круглый упор к специальному пазу в станине упора для движения заготовки,
закрутив через паз винт с круглым барашком, как показано. Круглый упор обычно помещается так, чтобы его центр был приблизительно на
одной линии, с передним краем пильного полотна.
Иллюстрация 35
Упор для пиления под углом до 45 градусов
Внимательно посмотрите на иллюстрации 36 и 37.
Упор для пиления под углом 45 градусов предоставлен для операций раскряжевывания. Установите упор для пиления под углом 45
градусов, двигая конец балки упор для пиления под углом 45 градусов в T-паз стола.
Упор для пиления под углом 45 градусов должен соответствовать уютно в пределах щели скос пода углом 45 градус, все еще скользя легко.
У балки упор для пиления под углом 45 градусов есть две щели, каждый с зажимным винтом (иллюстрация 36). Смените друг друга один или
оба из этих зажимных винтов с 5/32" (4-миллиметровый) рывок ведьмы как необходимо устранить любую игру между балкой шаблона скос
пода углом 45 градус и пазом скос пода углом 45 градус.
Если щель стола/скос пода углом 45 градус будет квадратной к лезвию (см. "Параллель Стола Лесосеки, чтобы Переместить с помощью
бульдозерного полотна"), то шаблон скос пода углом 45 градус также будет квадратным к лезвию. Перед действием, однако, 90 ° лесосек
упор для пиления под углом 45 градусов должны быть проверены относительно пильного полотна, следующим образом.
1 . Поместите квадрат против среза упора для пиления под углом 45 градусов, и против плоской поверхности пильного полотна, как
показано. (Поместите квадрат против плоской поверхности лезвия, не зубья, которые установлены шире чем корпус лезвия). Широкое
полотно предпочтительней для этого технологического процесса.
2. Установите пластинами остановки 90° (C) из пути, и ослабьте ручку (A). Переместите корпус упора для пиления под углом 45 градусов,
пока это не поток с квадратом, затем повторно сжимать ручку (A).
3. Зацепите пластиной остановки (C), отступают, и ослабляют 90 муфт ведьмы остановки ° и регулируют винт, пока это не связывается с
пластинами остановки 90°.
4. Повторно затяните гайку.
5. Ослабьте стопорный винт у основания указателя, и переместите указатель так, чтобы это выстроилось в линию с указанием 90° на
шкале.
6. Повторно затяните стопорный винт.
Иллюстрация 36
Page 13

остановка 45° может быть проверены точно так же, используя полнотомер, подобный, показан в иллюстрации 37.
Иллюстрация 37
Чтобы приспособить скос под углом 45 градус измеряют угол для операций:
1. Ослабьте ручку (A).
2. Вращайте корпус шаблона, пока указатель (B) не выстраивается в линию с желательным углом в масштабе. Вам, вероятно, придется
крепить на оси пластин остановки 90° (C) из способа позволить корпусу вращаться.
3. Затяните ручку (A).
4. Есть три остановки - в 90 °, и 45 ° левый и правый. Каждый из них может быть приспособлен, ослабляя гайку (D) и поворачивая винт (E) как
необходимо. Повторно затяните гайку (D), когда регулирование закончено.
Регулирование Скорости движения ленточной пилы
Внимательно посмотрите на иллюстрации 38 - 40.
Ленточная пила будет работать в 1800 и 4200 SFPM (футов в минуту). Иллюстрация 39 показывает соответствующее положение ремня,
чтобы достигнуть каждой скорости.
Иллюстрация 38
Изменение скорости:
1. Отключите ленточнопильный станок от источника эл.питания.
2. Ослабьте моторную стопорную ручку и поднимайте моторную ручку грузоподъемности до нормального ослабления ремня.
3. Зажмите моторную стопорную ручку, чтобы держать двигатель в поднятом положении.
4. Двигайте ремень на соответствующий набор шкивов.
5. Ослабив моторную стопорную ручку и позволит двигателю понижаться. Вес самого двигателя должен произвести надлежащее
натяжение для ремня. Проверьте натяжение, надавливая пальцем с умеренным давлением по центру ремня (иллюстрация 40).
Нормальное натяжение ремня отклонит на 1/2"(12,7мм). Если натяжение не достаточно сильное, надавите ручку на двигателе.
6. Затяните моторную стопорную ручку.
Натяжение ремня и Замена
Ремень на шкивах отрегулирован и установлен должным образом на заводе. Однако, натяжение ремня должно иногда проверяться, когда
ленточнопильный станок новый, поскольку новый ремень растянется немного во время процесса обкатки.
Если пояс становится изношенным, сломанным или шлифованным, он должен быть заменен следующим образом:
Внимательно посмотрите на иллюстрации 38 и 40.
иллюстрация 39 Иллюстрация 40
Page 14

1. Отключите ленточнопильный станок от источника эл.питания.
2. Откройте верхнюю и нижнюю двери и удалите пильное полотно.
3. Отвинтите гайку от оси нижнего колеса и снимите колесо.
4. Ослабьте моторную стопорную ручку.
5. Поднимите моторную ручку грузоподъемности и повторно закрутите моторную стопорную ручку, чтобы закрепить двигатель в
поднятом положении.
6. Удалите старый ремень и установите новый, удостоверяясь, что он разместился должным образом в пазах шкива.
7. Ослабьте моторную стопорную ручку, это позволит двигателю понижаться.
8. Вес самого двигателя должен произвести достаточное натяжение для ремня. Проверьте натяжение, надавливая пальцем с умеренным
давлением по центру ремня (иллюстрация 40). Нормальное натяжение ремня отклонит на 1/2"(12,7мм). Если натяжение не достаточно
сильное, надавите ручку на двигателе.
9. Затяните моторную стопорную ручку, повторно установите нижнее колесо, и установите надежно гайку на оси колеса.
10. Повторно установите пильное полотно проверьте натяжение и расположение на колёсах прежде, чем включать в работу.
Щетка Колеса
Внимательно посмотрите на иллюстрацию 41.
Щетка, расположенная рядом с нижним колесом, должна соприкасаться с шиной, чтобы после распиливания заготовки сметать
образовавшиеся опилки прежде, чем пильное полотно коснется шины колеса . Используйте два винта сверху, чтобы сделать любые
регулировки положения щетки.
Иллюстрация 41
Деревянная вставка
Внимательно посмотрите на иллюстрацию 41.
Деревянная вставка должна находиться в положении препятствующее тому, чтобы пыль и опилки падали на нижнее колесо. Если это
когда-либо становиться поврежденным, это должно быть заменено. Некоторые пользователи ленточнопильных станков делают вставку из
собственных отходов древесины.
Действие Средствами управления
Запуститься/остановиться
Контрольная лампа электропитания - У выключателя в середине есть лампа индикатор электропитания, которая светится всякий раз,
когда электропитание подключено к Ленточнопильному станку,. Отсутствие свечения индикатора, не означает отсутствие
электропитания в станке.. Проверьте индикаторную лампочку- могла перегореть.
ПРЕДУПРЕЖДЕНИЕ не полагайте, что никакой свет означает отсутствие электропитания в станке. Всегда проверьте сначала. Отказ
подчиниться может вызвать серьезное повреждение!
Внимательно посмотрите на иллюстрацию 42:
Иллюстрация 42
Запуск - Нажмите зеленый выключатель начала вращения
Когда электропитание присутствует в станке, зеленый свет всегда включен независимо от того, бежит ли Ленточное полотно или нет.
Остановка - Нажмите красный выключатель, чтобы остановиться.
ПРЕДУПРЕЖДЕНИЕ - Когда Ленточная пила останавливается, не нажимая кнопку остановки, это результат неправильного пиления с
помощью клина, выбивает плавкий предохранитель или выключатель, и т.д.:
1. Нажмите красную кнопку, чтобы перезагрузить основной выключатель.
2. Нажмите зеленую кнопку, чтобы перезапустить машину.
Page 15

Ключ Безопасности
Запуск/остановка включает Ленточную пилу, имеющею магнитный ключ безопасности. Когда в месте на выключателе как показано в
иллюстрации 42, магнитный ключ безопасности валит дерево с помощью клина реле, которое позволит машине запускаться и
останавливаться, когда соответствующие выключатели будут прессованы. Будучи магнитным, замок может быть удален, чтобы сделать
машину неоперабeльной и может быть скрыт для безопасного хранения, прилагая это на другую магнитную поверхность.
Используя Ленточную пилу, поместите ключ на покрытии выключателя, выстраиваясь в линию стрелка на ключе с УДАЛЯЮЩЕЙСЯ
стрелкой на покрытии. Тогда вращайте ключ так, чтобы стрелка выстроилась в линию со стрелкой ЗАМКА на покрытии. Это будет
препятствовать тому, чтобы ключ безопасности приехал вкладной из вибрации, когда машина будет использоваться.
Педаль тормоза
Когда кнопка остановки будет использоваться, чтобы отключить Ленточную пилу, лезвие будет медленно курсировать на остановку
(приблизительно 12 – 15резов второго сорта). Дополнительный метод остановки машины должен останавливать- педаль тормоза,
показанную в иллюстрации 43. Лезвие прекратит перемещать приблизительно четыре преза второго сорта после того, как педаль тормоза
будет нажата. Перезапустите процесс нажимая кнопку нзапуск на станине.
ОТМЕТЬТЕ: Ненужно злоупотреблять педалью тормоза, это может сократить жизнь тормозной ленты и задирать ремень.
Иллюстрация 43
ПРЕДУПРЕЖДЕНИЕ После того, как станок отключен, позволяют колесам и лезвию прибывать в полную остановку прежде, чем открыть
двери, внесение изменений, или отъезд области.
Работа на станке с заготовками
Следующий разделсодержит основную информацию, и не предназначен, чтобы покрыть все возможные заявления или методы, используя
Ленточнопильный станок Консультируйтесь с изданными источниками информации, пройдите обучение, и/или говорите с опытными
пользователями Ленточнопильных станков, чтобы получить мастерство и знание возможностей ленточнопильных станков.
Общий Технологический процесс
1. Удостоверьтесь, что лезвие приспособлено правильно для напряженности и набегания, и что верхние и более низкие поведения гида и
поведения толчка установлены в надлежащем отношении к лезвию.
2. Приспособьтесь гид отправляют так, чтобы поведения гида были только выше заготовки (о 3/16") разрешением минимального
подвергания лезвию.
3. Используя ограждение, переместите это в положение и захватите это к шине цепной пилы. Если Вы используете шаблон скос пода углом
45 градус для раскряжевывания, ограждение должно быть перемещено благополучно из пути.
4. Включите ленточную пилу и позвольте нескольким пиломатериалам второго сорта для машины достигать полной скорости.
ПРЕДУПРЕЖДЕНИЕ Когда бы ни было возможно, используйте толкателя, прижимного, приводной питатель, зажимное приспособление,
или подобное устройство, кормя запас, чтобы предотвратить Ваши руки, добирающиеся слишком близко до лезвия.
5. Поместите straightest край заготовки против ограждения для разрыва сокращался; или против скос пода углом 45 градус измеряют для
раскряжевывания. Выдвигайте заготовку медленно в лезвие, также держа это прессовало против ограждения или запомнило шаблон скос
пода углом 45 градус. Не вызывайте заготовку в лезвие.
Некоторые дальнейшие операционные верхушки:
Сделайте сокращения рельефа когда бы ни было возможно. Рельеф сокращался, дополнительное сокращение, сделанное через ненужную
часть заготовки до линии расположения. Когда то пересечение достигнуто лезвием, в то время как после линии расположения, ненужная
часть прибывает свободная. Это помогает предотвратить зажимание спинки лезвия в сокращении.
ПРЕДОСТЕРЕГИТЕ сокращаясь, не перекармливайте лезвие; перекармливание уменьшит жизнь лезвия, и может заставить лезвие
ломаться.
Сокращая жирную массу, оператор должен использовать стенды ролика, столы поддержки, или помощника, чтобы помочь стабилизировать
заготовку.
Разрыв
Разрыв сокращает продольно вниз заготовку, и с волокном (деревянного запаса). См. иллюстрацию 44. Всегда используйте толкателя
или подобное устройство, разрывая узкие части.
Page 16

Иллюстрация 44
Раскряжевывание
Раскряжевывание сокращается поперек волокон заготовки, используя шаблон скос пода углом 45 градус, чтобы накормить заготовку в
лезвие.
Правая рука должна закрепить заготовку, устойчивую против шаблона скос пода углом 45 градус, в то время как левая рука выдвигает
шаблон скос пода углом 45 градус мимо лезвия, как показано в иллюстрации 45.
Иллюстрация 45
Не используйте ограждение в соединении с шаблоном скос пода углом 45 градус. Отходы заготовки не должны быть ограничены во время
или после сокращающегося процесса.
ПРЕДУПРЕЖДЕНИЕ Используя ограждение в соединении с шаблоном скос пода углом 45 градус может вызвать закрепление и возможное
повреждение лезвия.
Распиловка
Распиловка - процесс разрезания запаса, чтобы уменьшить его толщину, или произвести доски, которые являются прореживателем чем
оригинальная заготовка, такая как фанера.
Идеальное лезвие для того, чтобы распилить по толщине является самым широким, с которым машина может обращаться, как шире лезвие
лучше, это может провести прямую линию.
Распиловка может быть выполнена, используя алюминиевое ограждение делительной пилы или булавку делительной пилы. Используя
ограждение делительной пилы, используйте предохранительную колодку, толкателя, или подобное устройство, чтобы держать отдельно
Ваши руки от лезвия. Булавка делительной пилы предлагает пункт точки опоры, которым Вы можете тщательно следовать за своей линией
расположения; это особенно полезно для распиливания кривых, когда ограждение не может использоваться, и трудно управлять
сокращением, от руки.
Иллюстрация 46 демонстрирует распиловку с алюминиевым ограждением делительной пилы; иллюстрация 47, с булавкой делительной
пилы.
Иллюстрация 47 иллюстрации 46
Лидерство Лезвия
Лидерство лезвия, или молевой лесосплав, то, когда лезвие начинает блуждать от сокращающейся линии, даже когда ограждение
ленточной пилы используется. Иллюстрация 48 показывает пример лидерства лезвия. Это больше является распространенным с
Page 17

маленькими, узкими лезвиями, и является почти всегда относящимся к плохому качеству лезвия, или нехватке надлежащих регуляторов.
Осмотрите ленточную пилу для следующего;
• Ограждение не параллельно, чтобы скосить под углом 45 градусов щель и лезвие.
• Лезвие не tensioned правильно.
• Лезвие является матовым.
• Зубья очень "установили" на одной стороне лезвия.
• Заготовка питается слишком быстро.
Если лезвие - подозреваемый, но замена его в настоящее время не является выбором, за лидерство лезвия можно временно дать
компенсацию, искажая ограждение:
1. Сократите часть отходов леса о той же самой длине как стол ленточной пилы, и соедините один край вдоль его длины, или разорвитесь,
это на столе видело, чтобы дать этому прямой край.
2. Чертите линию на параллели доски со строганым, или прямым краем доски.
3. Переместите ограждение ленточной пилы из пути, и тщательно сделайте сокращение от руки вдоль Вашей оттянутой линии на доске.
Остановитесь о на полпути на доске, и выключитесь, ленточная пила (позвольте лезвию прибывать в полную остановку), но не позволяйте
доске двигаться.
4. Зажмите доску к столу.
Иллюстрация 48
5. Двигайте ограждение ленточной пилы против доски, пока это не связывается с прямым краем доски в некоторый момент. Захватите
ограждение вниз.
6. Используйте обратные винты регулирования (B, иллюстрация 16), чтобы выстроиться в линию ограждение против доски.
7. Повторно сожмите четыре винта с головкой ведьмы.
Иллюстрация 48
ОТМЕТЬТЕ: Искажение ограждения, чтобы исправить лидерство лезвия эффективно для того специфического лезвия; когда новое лезвие
будет установлено, ограждение будет нуждаться в реорганизации и перепод прямым углом скосить под углом 45 градусов щель. См.
соответствующую секцию в этом руководстве.
Обслуживание
ПРЕДУПРЕЖДЕНИЕ прежде, чем сделать обслуживание на машине, разъедините это от электрической поставки, вытаскивая штепсель
или выключая основной выключатель! Отказ подчиниться может вызвать серьезное повреждение.
Уберите ленточную пилу регулярно, чтобы удалить любые смолистые шламы и опилки.
Держите щель скос пода углом 45 градус, и поведения гида, чистые и свободные от смолы.
Держите лезвие чистым и острым. Задерживайте это периодически для трещин или других признаков изнашивания.
Пояс лесосплава должен периодически проверяться. Если это выглядит носившим, износился, полированный или иначе поврежденный,
заменять это.
Удалите любые шламы из колес группы, чтобы избежать вибрации и потенциальной поломки лопасти долота.
Чистите пылесосом или сдуйте пыль изнутри кабинета. (Используйте надлежащее оборудование маски пыли).
Поверхность стола должна быть сохранена чистой и свободной от ржавчины для лучших результатов. Если ржавчина появляется, Вы
можете использовать смесь домашнего аммиака, хорошего коммерческого моющего средства и #000 стальной шерсти. Альтернативно,
коммерческие перевозчики ржавчины могут быть найдены во многих хозяйственных магазинах.
Примените легкое покрытие воска пасты к столу. Есть также продукты в форме аэрозоля, доступной в главных хозяйственных магазинах, и
поставляют каталоги. Независимо от того, что метод выбран, покрытие должно защитить металл и обеспечить гладкую поверхность, не
протравливая заготовки.
Если корд власти носят, сократите, или поврежденный в любом случае, замените его немедленно.
Места Смазывания:
Периодически примените свет, неукрепляя жир к стойке и свяжите систему почты гида (иллюстрация 49).
Page 18

Иллюстрация 49
Смажьте жиром скользящие поверхности цапф стола (иллюстрация 50). Также смажьте жиром область контакта масштаба с качающейся
опорой и handwheel механизма (иллюстрация 50) и другие механизмы, связанные с handwheel (иллюстрация 51).
Иллюстрация 51 иллюстрации 50
Смажьте жиром винт напряженности лезвия (иллюстрация 52).
Иллюстрация 52
Нефть любые булавки, шахты, и суставы. Не получайте нефть на шкивах или поясах.
Отметьте: Поведения на ленточной пиле запечатаны для жизни и не требуют смазывания.
Выбор Лезвия
Используя надлежащее лезвие для работы увеличит производительность Вашей ленточной пилы, помощь уменьшают необходимый, видел
обслуживание, и улучшать Вашу производительность. Таким образом, важно следовать за определенными руководящими принципами,
выбирая пильное полотно
Вот факторы, чтобы рассмотреть, выбирая лезвие:
• тип материала Вы будете сокращаться.
• толщина заготовки.
• особенности заготовки, такие как изгибы или кривые с маленькими вылетами стрелы крана.
Эти факторы важны, потому что они вовлекают фундаментальные понятия проекта пильного полотна. Есть пять (5) особенностей лезвия,
которые обычно изменяются, чтобы встретить определенные виды распиливания требований. Они:
1. ширина
2. подача (число зубьев в дюйм)
3. нарежьте зубцы форма (или форма)
4. "набор" зубьев
5. материал лезвия непосредственно
Ширина
Пильные полотна группы входят в различный стандарт widths, измеренный от спинки лезвия к верхушке зуба. Вообще, более широкие
лезвия используются для разрыва или создания прямых срезов, таких как распиловка. Более узкие лезвия часто используются, когда у
сокращаемой части есть кривые с маленькими вылетами стрелы крана. Сокращая прямые линии с узким лезвием, у лезвия может быть
тенденция сплавить лес молем (см. "Лидерство Лезвия").
Подача
Подача измерена в "зубьях в дюйм" (T.P.I). и может быть константа или переменная. Иллюстрация 53 показывает лезвия с различными
передачами.
Прекрасная подача (больше зубьев в дюйм) будет сокращаться медленно, но более гладко. Грубая подача (меньше зубьев в дюйм)
сократится быстрее, но более примерно.
Page 19

Как эмпирическое правило, чем более толстый заготовка, тем более грубый будет шаг лопаток. Если Вы должны сократить твердый или
очень хрупкий материал, Вы будете вероятно хотеть использовать лезвие с более прекрасной подачей, чтобы получить чистые срезы.
Используя лезвие со слишком немногими зубьями может вызвать вибрацию и грубое сокращение, в то время как слишком много зубьев
могут заставить делание впадину заполняться опилками и перегревать лезвие.
Как правило, используйте лезвие, которое будет иметь от 6 до 12 зубьев в заготовке в любой момент времени.
Иллюстрация 53 - Шаг лопаток
Форма
Иллюстрация 54 показывает общие типы формы зуба, или форму. Форма зуба имеет эффект на сокращение нормы.
Регулярное, или стандартное лезвие, равномерно сделал интервалы между зубьями, которые являются тем же самым размером как
делание впадину, и грабли нулевой степени (то есть угол резания). Они предлагают точный, чистые срезы по более медленным нормам.
Это обычно - хороший выбор для того, чтобы сократить кривые, и создание раскряжевывает.
У типа Вагонетки с опрокидывающимся кузовом есть меньше зубьев, и больший делает впадину с нулевыми граблями. Это позволяет
более быстрые сокращающиеся нормы чем Регулярный тип, с немного более грубым концом. Это полезно для распиловки и разрыва
толстого запаса, так же как сокращения сортов хвойной древесины.
Лезвие типа Крюка имеет большие зубья и делает впадину и положительный угол граблей для более агрессивного, быстрее сокращаясь,
распиливая по толщине или разрывая толстый запас, особенно твердолиственные породы.
Переменный зуб перемещает с помощью бульдозерного полотна особенности объединения других форм, со стилем зуба и делающий
интервалы изменяющийся на том же самом лезвии. Это производит гладкие сокращения в то время как увлажнительная вибрация.
Иллюстрация 54 - Форма Зуба Лезвия
Иллюстрация 55 - Набор лезвий
Набор
Термин "набор" относится к пути, в который зубы пилы изогнуты или помещены. Изгиб зубьев создает пропил, который более широк чем
спина лезвия. Это помогает оператору более легко крепить на оси заготовку через сокращения кривой, и разногласия уменьшений между
лезвием и заготовкой на прямых срезах.
Установленные образцы обычно отбираются в зависимости от типа материала, который должен быть сокращен. Три образца единого
набора показывают в иллюстрации 55.
Вообще, набор Подкоса используется для того, чтобы сократить металлические заготовки; Волнистый набор, когда толщина изменений
заготовки, таких как сокращение полого шланга трубки или structurals. Прямое, или Дополнительный, набор - тот, наиболее используемый
для работающих с деревом лезвий, и также используется, чтобы сократить пластмассы.
Материал
Пильные полотна группы могут быть сделаны из различных типов металлов. Самые общие включают весеннюю сталь, углеродистую сталь,
биметаллическую (легированная сталь, оборудованная краем стали кобальта высокой скорости, сваренным к этому), или верхушки
карбида.
Page 20

Из-за важности выбора лезвия рекомендуется, чтобы Вы использовали справочник выбора лезвия на странице 31. Кроме того, слушание
опытных пользователей ленточной пилы произведет ценную информацию относительно типов лезвий в настоящее время на рынке наряду
с их за и против.
Поломка пильного зуба
Пильные полотна группы являются подлежащими высоким усилиям, и валежник может иногда быть неизбежным. Однако, многими
факторами можно управлять, чтобы помочь предотвратить большинство поломки лопасти долота. Вот некоторые частые причины для
валежника:
1. Некоаксиальность гидов лезвия.
2. Кормление заготовки слишком быстро.
3. Используя широкое лезвие, чтобы сократить напряженную кривую вылета стрелы крана.
4. Чрезмерная напряженность.
5. Зубья являются матовыми или ненадлежащим образом набор.
6. Верхние гиды установлены слишком высоко от заготовки.
7. Дефектная сварка на лезвии.
Хотя не существенный, некоторые пользователи вокруг или "камень" спинка их лезвия. Это сделано, помещая обостряющийся камень на
столе и в легком контакте с обратными углами лезвия, поскольку лезвие бежит. Округление может помочь движению края задний сгиба
более гладко через пропил, smooths сварка, и помогает препятствовать тому, чтобы трещины начались в обратных углах.
Понимание Выбора Пильного полотна
Идентифицируйте материал и толщину Вашей заготовки. Диаграмма покажет рекомендуемую ПОДАЧУ, ТИП лезвия, и НАКОРМИТ НОРМУ.
Ключ: H - Вербуют L - Низко
S - Вагонетка с опрокидывающимся кузовом М. - Среда
R - Регулярный H – Высоко
Пример: 10/H/M означает 10 зубьев в дюйм / Лезвие Типа Крюка / Средняя Подача
MATERIAL/S
ТОЛЩИНА ЗАГОТОВКИ
½”1"3"
6 +"
ЛЕСА
ТВЕРДОЛИСТВЕНН
ЫЕ ПОРОДЫ
10/R/L
8/R/L
3/H/M
3/H/M
МЯГКАЯ
ДРЕВЕСИНА
10/R/L
8/R/L
3/H/M
3/H/M
НЕМЕТАЛЛЫ
УГЛЕРОД
10/R/L
6/R/L
3/S/M
3/S/M
СЛЮДА
32/R/L
———
АСБЕСТ
8/R/L
6/R/L
3/S/M
3/S/M
ЭБОНИТ
10/R/L
8/R/L
6/R/M
2/S/H
ПЛАСТМАССЫ
ФОРМИКА
14/R/M
10/R/M
4/H/H
4/H/H
МЕЙСОНИТОВЫЙ
10/R/L
4/S/L
3/S/M
3/H/M
MICARTA
14/R/M
10/R/M
4/H/H
3/H/H
PLEXIGLAS
10/R/L
6/R/L
3/S/M
3/S/M
БУМАГА
14/R/L
10/R/L
4/S/L
3/S/M
Для Сокращения Вылета стрелы крана
Изучите вытягивание части или опытный образец, или фактически измерьте наименьший сокращающийся вылет стрелы крана, требуемый,
и определите местонахождение этого вылета стрелы крана (в дюймах) на диаграмме в праве. Следуйте за кривой туда, где
приблизительная толщина режущей кромки определена. Если вылет стрелы крана падает между двумя из кривых, выберите самое широкое
лезвие, которое будет, видел этот вылет стрелы крана.
Этот технологический процесс должен использоваться для того, чтобы делать начальные выборы лезвия. Эти рекомендации могут,
конечно, быть приспособлены, чтобы ответить определенным требованиям сокращающейся работы. Компромиссы могут быть
необходимыми, если Вы не можете найти все необходимые спецификации в единственном лезвии.
Page 21

Поиск неисправностей - Эксплуатационные Проблемы
Неприятность
Вероятная Причина
Средство
Наклон стола не
закрепляет положение
под грузом.
Захват рычага не является напряженным.
Сожмите рычаг захвата (A, иллюстрация
20).
Механизм захвата с качающейся опорой
сломан или носится.
Замените механизм захвата с качающейся
опорой.
Стол не будет
наклоняться.
С качающейся опорой не смазан.
Смажьте с качающейся опорой.
С качающейся опорой зажат.
Демонтируйте и замените зажатые части.
Вибрация стола
распиливая.
Неправильная скорость движения
ленточной пилы.
Пояс положения для правильной скорости
(см. страницу 23). Также используйте
очищенную норму подачи для работать
материала.
Пояс лесосплава слишком слаб.
Напряженность увеличения на поясе
лесосплава, (см. страницу 23). Замените
пояс если носится.
Неправильный выбор подачи пильного
полотна.
Задержите диаграмму выбора лезвия и
используйте правильное лезвие (см.
страницу 31).
Опилки или остатки массы на колесе
группы. Или шину
изнашивают/повреждают.
Держите колеса группы чистыми.
Замените шины в случае необходимости.
Поведение (я) поддержки носят.
Замените поведения поддержки.
Поверхностный конец на
заготовка груба.
Скорость пильного полотна слишком
низка.
Скорость увеличения.
Подача пильного полотна слишком груба.
Изменитесь на более прекрасное лезвие
подачи.
Пильное полотно,
сокращающееся
неточно. Сокращения не
являются прямыми.
Живица или подача на лезвии.
Чистое лезвие.
Носившие зубья лезвия или
поврежденное лезвие.
Замените лезвие.
Page 22

Ограждение, не параллельное, чтобы
переместить с помощью бульдозерного
полотна.
Выровняйте ограждение должным
образом (см. страницу 13).
Неправильное регулирование гидов
лезвия.
Приспособьте гидов лезвия должным
образом (см. страницы 19-20).
Неправильная скорость движения
ленточной пилы используется.
Изменитесь на правильную скорость.
Заготовка, питаемая слишком
настоятельно.
Уменьшите силу подачи.
Верхние гиды лезвия, не расположенные
достаточно близко к заготовке.
Гиды должны быть о 3/16" выше заготовки.
Неправильный выбор пильного полотна
для той специфической сокращающейся
операции.
Изменитесь на правильное лезвие.
Напряженность лезвия также освещает.
Напряженность увеличения (см. страницу
17).
Лезвие не может быть
tensioned должным
образом.
Весна напряженности изнурена.
Замените весну напряженности
(представитель обслуживания контакта).
Лезвие застревает в
заготовка.
Неправильная напряженность лезвия или
поврежденное лезвие.
Правильный соответственно.
Лезвие, слишком широкое для
желательного вылета стрелы крана.
Выберите более узкое лезвие. См.
диаграмму на странице 31.
Неприятность
Вероятная Причина
Средство
Лезвие формирует
трещины в основе
зубьев.
Зубья, не подходящие для специфической
работы, или, неправильно установлены.
Замените надлежащим лезвием для
работы.
Толщина лезвия, не подходящая для
диаметра колеса группы.
Замените надлежащим лезвием толщины.
Лезвие, обостренное неправильно,
становится перегретым.
Обострите лезвие должным образом или
замените.
Колеса группы стали
разрегулированными.
Представитель обслуживания контакта.
Трещины на спинке
лезвия.
Заготовка, питаемая слишком быстро.
Уменьшите скорость подачи, чтобы
уменьшить напряжение на лезвии.
Сварка на лезвии, не отлично
выровненном.
Устраните спаянную часть, и повторно
сварите должным образом; или
приобретите новое лезвие. Вокруг спинки
нового лезвия.
Поведение толчка носят; вызванный
постоянным контактом со спиной лезвия.
Замените поведение толчка.
Приспособьте новое поведение согласно
инструкциям (см. страницу 20).
Лезвие ломается
преждевременно.
Слишком большая сила подачи. Уменьшите силу подачи.
Слишком грубый шаг лопаток.
Отнеситесь, чтобы переместить с
помощью бульдозерного полотна
диаграмму выбора; используйте более
прекрасное лезвие подачи.
Поведение поддержки, не должным
образом поддерживающее лезвие.
Задержите поведение поддержки для
правильного положения и признаков
изнашивания. Приспособьте или
замените как необходимо.
Переместите с помощью бульдозерного
полотна tensioned слишком сильно.
Уменьшите напряженность (см. страницу
17).
Лезвие ломается близко
к сварке.
Лезвие перегрето во время сварки.
Имейте лезвие, отожженное, или
устраните ломкую часть и сварку
правильно.
Page 23

Лезвие, охлажденное слишком быстро
после сварки.
Имейте лезвие, отожженное, или
устраните ломкую часть и сварку
правильно.
Преждевременный
dulling зубов пилы.
Лезвие слишком прекрасная "подача".
Отнеситесь, чтобы переместить с
помощью бульдозерного полотна
диаграмму выбора (страница 31). Лезвие
использования с более грубой подачей.
Давление подачи также освещает.
Давление подачи увеличения.
Сокращение нормы слишком низко.
Давление подачи увеличения и
сокращение нормы.
Неправильный выбор лезвия.
Вновь исследуйте материал. Выберите
надлежащее лезвие из диаграммы
(страница 31).
Рубивший на щепу зуб или иностранный
объект квартировали в сокращении.
Остановите видение и удалите
поселенную частицу. Замените лезвие
если повреждено.
Поиск неисправностей - Механические и Электрические Проблемы
Неприятность
Вероятная Причина
Средство
Машина не будет
начинаться/перезапуска
ть или неоднократно
валит дерево с помощью
клина выключатель или
продувает плавкие
предохранители.
Никакая поступающая власть.
Проверьте, что машина связана с
источником власти, и что ключ
безопасности установлен на выключателе.
Корд поврежден.
Замените корд.
Перегрузка автоматический сброс не была
перезагружена.
Перезагрузите перегрузку, выдвигая в
полностью ОТ (красной) кнопки на
магнитном выключателе. Позвольте
нескольким минутам для машины
охлаждаться. Если проблема сохраняется,
задержите amp лесосеку на моторном
стартере.
Ленточная пила часто валит дерево с
помощью клина.
Одной причиной перегрузки защелок,
которые не являются электрическими в
природе, является слишком тяжелое
сокращение. Решение состоит в том,
чтобы уменьшить давление подачи в
лезвие. Если слишком тяжелое
сокращение не проблема, то задержите
amp лесосеку на реле перегрузки.
Подберите предельной нагрузке amps на
двигателе как отмечено на моторной
пластине. Если amp лесосека правильна
тогда есть вероятно вкладное
электрическое лидерство. Задержите amp
лесосеку на моторном стартере.
Построение защелок выключателя или
ударов плавкого предохранителя.
Проверьте, что ленточная пила находится
на петле правильного размера. Если
размер петли правилен, есть вероятно
вкладное электрическое лидерство.
Задержите amp лесосеку на моторном
стартере.
Page 24

Выключатель или моторный отказ (как
различить).
Если у Вас есть доступ к вольтметру, Вы
можете отделить отказ стартера от
моторного отказа первым, проверяющим
поступающим напряжением в 220 +/-20 и
во-вторых, задерживая напряжение между
стартером и двигателем в 220 +/-20. Если
поступающее напряжение является
неправильным, у Вас есть проблема
электропитания. Если напряжение между
стартером и двигателем является
неправильным, у Вас есть проблема
стартера. Если напряжение между
стартером и двигателем правильно, у Вас
есть моторная проблема.
Двигатель перегрет.
Уберите двигатель пыли или остатков
массы, чтобы позволить надлежащее
воздушное обращение. Позвольте
двигателю остывать перед перезапуском.
Моторный отказ.
Если электромотор - подозреваемый, у
Вас есть два дополнительных
оборудования: Сделайте так, чтобы
компетентный электрик проверил
двигатель на функцию или удалил
двигатель и взял это к компетентному
магазину ремонта электромотора и
проверил это.
Неприятность
Вероятная Причина
Средство
Машина не будет
начинаться/перезапуска
ть или неоднократно
валит дерево с помощью
клина выключатель или
продувает плавкие
предохранители.
(длительный)
Miswiring единицы.
Двойная проверка, чтобы подтвердить все
подключения к электросети правильна.
Обратитесь к монтажной схеме на
странице 47, чтобы сделать любые
необходимые исправления.
Отказ выключателя.
Если выключатель начала/остановки подозреваемый, у Вас есть два
дополнительных оборудования: Сделайте
так, чтобы компетентный электрик
проверил выключатель на функцию, или
купил новый выключатель
начала/остановки и установил, если это
было проблемой на изменении.
Ленточная пила не
подходит к скорости.
Корд расширения также освещает или
слишком долго.
Замените адекватным размером и
продольным кордом.
Низкий поток.
Свяжитесь с компетентным электриком.
Сменные части
Сменные части с удаленными дефектами кромок на следующих страницах. Чтобы заказать части или достигнуть нашего отдела
обслуживания, звоните 1-800-274-6848, с понедельника до пятницы (см. наш вебсайт для рабочего времени, www.powermatic.com). Наличие
Образцового Числа и Регистрационного номера Вашей доступной машины, когда Вы звоните, позволит нам служить Вам быстро и точно.
Page 25

Upper Wheel Assembly - Exploded View
Page 26

Upper Wheel Assembly - Parts List
Index No. Part No. Description Size Qty
1 JWBS18-135 ............ Hex Nut ............................................................... 5/8-18UNF, LH............ 1
2 PM1800-102 ............. Flat Washer..............................................................................................1
3 BB-6204W ................ Ball Bearing......................................................... 6204LLU .....................2
4 PM1800-104 ............. Retaining Ring..................................................... R47 .............................2
5 PM1800-105 ............. Upper Wheel Shaft...................................................................................1
6 PM1800-106 ............. Upper Wheel............................................................................................1
7 PM1800-107 ............. Blade........................................................................................................ 1
8 JWBS20QT-507 ...... Upper Wheel Shaft Bracket......................................................................1
9 PM2000-298 ............. Safety Key for Magnetic Switch................................................................ 1
10 JWBS18-214 ............ Nylon Nut ............................................................ 5/8"-18UNF, RH .......... 1
11 JWBS20QT-510 ....... Upper Wheel Bracket Base......................................................................1
12 JWBS18DX-133 ....... Tire...........................................................................................................1
13 PM1800-113 ............. Upper Door ..............................................................................................1
14 TS-2246122 ............Socket Head Burton Screw ................................. M6x12......................... 4
15 JWBS20-542 ............ Door Stud.................................................................................................1
16 TS-0561011 ............ Hex Nut............................................................... 1/4-20..........................1
17 JWBS20QT-511 ...... Bracket Shaft ...........................................................................................1
18 PM1800-118 ............. Socket Head Button Screw ................................. 3/8-16x3/4...................8
19 JWBS20QT-519 ....... Plate.........................................................................................................2
20 JWBS20QT-520 ...... Support Bracket .......................................................................................2
21 JWBS20QT-516 ....... Plate.........................................................................................................1
22 JWBS20QT-512 ....... Elevator Bracket.......................................................................................1
23 PM1800-123 ............. Spring ......................................................................................................1
24 PM1800-124 ............. Adjustment Screw ....................................................................................1
25 PM1800-125 ............. Blade Tension Arm Assembly ..................................................................1
26 PM 1800-126 ............ Tension Gauge Plate ...............................................................................1
27 PM1800-127 ............. Tension Gauge ..........................................................................................
28 TS-0206021 ............ Socket Head Cap Screw..................................... #10-24x1/2..................4
29 JWBS20QT-523 ....... Rack.........................................................................................................1
30 TS-0254031 ............ Socket Head Button Screw ................................. 1/4-20x5/8................... 1
31 PM 1800-131 ............ Tension Pointer........................................................................................1
32 JWBS20QT-549 ....... Gear Wheel.............................................................................................. 1
33 JWBS20QT-548 ...... Scale Shaft...............................................................................................1
34 PM1800-134 ............. Handle .....................................................................................................1
35 TS-0270031 ............ Socket Set Screw.................................................5/16-18x3/8................. 2
36 TS-0254021 ............ Socket Head Button Screw ................................. 1/4-20x1/2................... 2
37 JWBS18DXA-152 ...Switch Plate ............................................................................................... 1
38 PM 1800-138 ............ Magnetic Switch...................................................5HP, 1Ph .................... 1
................PM2000-293B........... Magnetic Switch.................................................. 5HP, 230V, 3Ph.......... 1
................PM2000-293C .......... Magnetic Switch.................................................. 5HP, 460V, 3Ph ..........1
39 PM 1800-139 ............ Saw Body................................................................................................. 1
40 TS-0680041 ............ Flat Washer..........................................................3/8............................... 6
41 TS-0060071 ............ Hex Cap Screw....................................................3/8-16x1-1/2 ............... 6
42 PM1800-142 ............. Lock Handle............................................................................................. 1
43 PM1800-143 ............. Lock Knob................................................................................................ 1
44 PM1800-144 ............. Tension Status Label ............................................................................... 1
45 TS-0560071 ............ Hex Nut................................................................#10-24 ........................ 2
46 TS-0720051 ............ Lock Washer........................................................#10..............................8
47 TS-0680011 ............ Flat Washer .........................................................#10.............................. 8
48 JWBS18DX-147 ....... Tracking Window ..................................................................................... 1
49 TS-0810012 ............ Round Head Slotted Machine Screw...................#10-24x1/4.................. 2
50 TS-0270051 ............ Socket Set Screw ................................................5/16-18x1/2................. 2
51 PM1800-151 ............. Handwheel............................................................................................... 1
52 JWBS20QT-515 ....... Thrust Bearing ......................................................................................... 1
53 PM1800-153 ............. Socket Head Cap Screw......................................1/4-20x1/4................... 2
54 TS-0680021 ............ Flat Washer ......................................................... 1/4 .............................. 4
55 PM1800-155 ............. Sliding Plate............................................................................................. 1
56 TS-081C022 ............. Phillips Pan Head Machine Screw .......................#10-24x3/8 ................. 2
Page 27

Index No. Part No. Description Size Qty
1 JWBS20-22 .............. Hex Nut ................................................................3/4-16 UNF LH ........... 1
2 TS-0680091 ............ Flat Washer..........................................................3/4 .............................. 1
3 PM1800-201............. Poly-V Belt ...........................................................370J............................ 1
4 PM1800-204............. Spindle Pulley .......................................................................................... 1
5 PM1800-205............. Brake Wheel ............................................................................................ 1
6 JWBS20-49.............. Key.......................................................................7x7x25........................ 1
7 PM1800-207 ............ Key.......................................................................7x7x70 .........................1
8 PM1800-208............. Lower Shaft...............................................................................................1
9 TS-0270051 ............ Socket Set Screw.................................................5/16-18x1/2..................2
10 PM1800-210 ............ Motor Pulley..............................................................................................1
11 JWBS18DX-133....... Tire ...........................................................................................................1
12 JWBS20-201 .......... Bearing Base ............................................................................................1
13 JWBS20-62.............. Adjusting Bolt............................................................................................4
14 TS-0720091 ............ Lock Washer........................................................3/8 ...............................5
15 TS-0060071 ............ Hex Cap Screw....................................................3/8-16x1-1/2 ................4
Page 28

16 BB-6206VV .............. Ball Bearing ......................................................... 6206LLU......................2
17 JWBS20-214............ Nylon Lock Hex Nut .............................................3/4-16 UNF RH............1
18 JWBS20-215............ Bearing Cover...........................................................................................1
19 TS-0720071 ........... Lock Washer........................................................1/4 ...............................4
20 JWBS20-217............ Hex Cap Screw....................................................1/4-20x3/8 ...................3
21 TS-0680031 ........... Flat Washer ......................................................... 5/16 .............................4
22 TS-0081031 ........... Hex Cap Screw ....................................................5/16-18x3/4 .................4
23 PM1800-223 ............ Dust Chute................................................................................................1
24 PM 1800-224 ........... Lock Knob.................................................................................................1
25 TS-081C052 .............Phillips Pan Head Machine Screw....................... #10-24x3/4 ..................1
26 PM1800-226 .............Lower Dust Chute.....................................................................................1
27 PM1800-227 .............Socket Head Button Screw..................................5/16-18x1 ....................2
28 PM1800-134 .............Handle .................................................................................................... 1
29 PM 1800-229 ............Motor Protector Plate................................................................................1
30 PM1800-230 .............Motor (includes #PM1800-229) ........................... 1Ph.............................. 1
........JWBS20QT-218MF .........Motor Fan (not shown) ........................................ 5HP ............................. 1
........JWBS20QT-218MFC.......Motor Fan Cover (not shown).............................. 5HP............................. 1
............... PM1800-230SC ........Starting Capacitor (not shown) ............................ 400MFD, 250VAC.......1
.........JWBS20QT-218RC .........Running Capacitor (not shown) ........................... 50uf, 450VAC..............1
.........JWBS20QT-218CC .........Capacitor Cover (not shown) ....................................................................1
.........JWBS20QT-218JB ..........Junction Box (not shown) .........................................................................1
........VBS18MW-218JBC.........Junction Box Cover (not shown)...............................................................1
.........JWBS20QT-218CS .........Centrifugal Switch (not shown) .................................................................1
................PM1800-230A...........Motor (includes #PM1800-229) ........................... 3Ph.............................. 1
31 TS-0270031 ............Socket Set Screw ................................................ 5/16-18x3/8 .................2
32 PM 1800-232 ............Lock Handle..............................................................................................1
33 TS-0060051 ............Hex Cap Screw ................................................... 3/8-16x1......................1
34 PM1800-234 .............Motor Handle............................................................................................ 1
35 PM 1800-235 ............ Lower Front Door .....................................................................................1
36 PM 1800-236 ............Lower Wheel.............................................................................................1
37 PM 1800-237 ............ Bushing .................................................................................................... 1
38 PM1800-238 ............. Bushing .................................................................................................... 1
39 PM 1800-239 ............ Brake Locking Bracket ............................................................................. 1
40 TS-0090061 ............Hex Cap Screw ................................................... 3/8-16x1-1/4................ 2
41 PM1800-241 ............. Nylon Lock Hex Nut............................................. 3/8-16.......................... 4
42 TS-081C032 ............. Phillips Pan Head Machine Screw....................... #10-24x1/2.................. 6
43 PM 1800-243 ............ Shelf ......................................................................................................... 1
44 TS-0680011 ............Flat Washer......................................................... #10............................ 10
45 TS-0560071 ............Hex Nut ............................................................... #10-24......................... 8
46 JWBS18DX-249 ......Insert Block............................................................................................... 1
47 TS-081C082 ............. Phillips Pan Head Machine Screw....................... #10-24x1-1/2............... 2
48 JWBS18-240 ............Brush........................................................................................................ 1
Index No. Part No. Description Size Qty
49 TS-0720051 .............Lock Washer.........................................................#10..............................2
50 PM1800-250..............Foot Brake .............................................................................................. 1
51 PM1800-251 ............. Plate ......................................................................................................... 1
52 TS-081C022..............Phillips Pan Head Machine Screw....................... #10-24x3/8.................. 2
53 PM1800-253 ............. Strain Relief.............................................................................................. 2
54 PM 1800-254 ............ Motor Cord ............................................................................................... 1
55 JWBS20QT-244........Power Cord ..........................................................tPh ..............................1
................ PM1800-255A...........Power Cord ..........................................................3Ph ............................. 1
56 TS-2246122 ..............Socket Head Button Screw...................................M6x12......................... 5
57 TS-0561011 .............Hex Nut ................................................................1/4-20 ......................... 5
58 JWBS20-542............. Door Stud ................................................................................................. 1
59 TS-0680021 ............ Flat Washer..........................................................1/4............................. 10
60 TS-0050021 ............ Hex Cap Screw ....................................................1/4-20x5/8 .................. 2
61 TS-0010061 ............ Hex Cap Screw ....................................................1/4-20x1-1/4 ............... 1
62 JWBS24-81A ............Plate......................................................................................................... 2
63 PM 1800-263 ............Brake Belt................................................................................................. 1
64 PM1800-264 .............Brake Band .............................................................................................. 1
65 PM1800-265 .............Bushing .................................................................................................... 1
66 PM1800-266 .............Foot Brake Cover ..................................................................................... 1
67 TS-0050011 ............ Hex Cap Screw....................................................1/4-20x1/2 .................. 4
68 TS-0640091 ............ Nylon Lock Hex Nut .............................................3/8-16 ......................... 4
69 TS-0680041 ............ Flat Washer..........................................................3/8 .............................. 9
70 PM1800-270 ............. Brake Locking Bracket ............................................................................. 2
71 PM1800-271 ............. Bushing.................................................................................................... 1
72 PM 1800-272 ............ Rubber Block ........................................................................................... 8
73 JWBS20-84 .............. Spring....................................................................................................... 1
74 JWBS20-88 .............. Limit Switch.............................................................................................. 1
75 TS-1540021 ............ Hex Nut................................................................ M4 .............................. 2
76 TS-2284302 ............ Phillips Pan Head Machine Screw....................... M4x30 ........................ 2
77 TS-0561031 ............ Hex Nut................................................................ 3/8-16 ......................... 2
78 PM1800-278............. Key.......................................................................7x7x60........................ 1
Page 29

79 TS-0680091 ............ Flat Washer ......................................................... 3/4.............................. 1
80 TS-0051071 ............ Hex Cap Screw.................................................... 5/16-18x1-1/2............. 1
81 PM1800-281............. Wire for Limit Switch (not shown) ............................................................ 1
82 PM1800-BA .............. Brake Assembly (index # 42,44,45,57,59,60,62,63,64) ........................... 1
Blade Guide Assembly - Exploded View
Blade Guide Assembly - Parts List
Index No. Part No. Description Size Qty
1 JWBS20-326.............C-Ring ................................................................ S15 ............................ 8
2 JWBS20-329.............Upper Shaft ............................................................................................ 2
3 BB-6202ZZ................ Ball Bearing........................................................ 6202zz ....................... 8
4 JWBS20-328.............Spacer .................................................................................................... 4
5 JWBS18DX-363........Nut.......................................................................................................... 1
6 TS-0267021 .............Socket Set Screw ............................................... 1/4-20x1/4 .................. 1
7 PM 1800-307 ............Locking Screw ........................................................................................ 5
8 JWBS20-349.............Thumb Knob........................................................................................... 3
9 TS-1521011 .............Socket Set Screw ............................................... M4x4 .......................... 8
10 PM 1800-310 ............C-Ring ................................................................ S-10 ........................... 2
11 PM1800-311 .............Retaining Ring.................................................... R-26........................... 2
Page 30

12 BB-6000ZZ................ Ball Bearing........................................................ 6000ZZ....................... 2
13 PM1800-313 .............Bearing Holder .......................................................................................2
14 PM1800-314 .............Bearing Support .....................................................................................2
15 TS-2245202 ..............Socket Head Button Screw................................. M5x20 ........................2
16 PM1800-316 .............Key ..................................................................... 5x5x40 .......................2
17 PM1800-317 .............Bearing Support Shaft ............................................................................1
18 TS-0270051 .............Socket Set Screw ............................................... 5/16-18x1/2 ................2
19 PM1800-319 .............Guide Bar Bracket ..................................................................................1
20 TS-0270131 .............Socket Set Screw ............................................... 5/16-18x2 ...................1
21 ............ 6295297....................Adjustment Knob ....................................................................................1
22 PM 1800-322 ............Bar..........................................................................................................1
23 PM 1800-323 ............Scale ......................................................................................................1
24 PM1800-324..............Blade Guard ...........................................................................................1
25 PM 1800-325 ............Magnet....................................................................................................1
26 TS-0680031 .............Flat Washer ........................................................ 5/16..........................11
27 TS-0561021 .............Hex Nut............................................................... 5/16-18.......................2
28 JWBS20-360 .............Bracket ...................................................................................................1
29 TS-0208031 .............Socket Head Cap Screw..................................... 5/16-18x5/8................2
30 PM 1800-330.............Shaft .......................................................................................................1
31 TS-0255031 .............Socket Head Button Screw................................. 5/16-18x5/8................4
32 PM 1800-332.............Plate .......................................................................................................1
33 JWBS18-309 .............C-Ring ................................................................ R12 ............................2
34 JWBS18-310 .............Shaft .......................................................................................................1
35 JWBS18-311 .............Gear .......................................................................................................1
36 JWBS18-306 .............E-Ring................................................................. E-8 .............................2
37 JWBS18-308 .............Bushing...................................................................................................1
38 JWBS18-307 .............Gear Base ..............................................................................................1
39 JWBS18-305 .............Worm......................................................................................................1
40 TS-0208071 .............Socket Head Cap Screw..................................... 5/16-18x1-1/4.............2
41 TS-0255021 .............Socket Head Button Screw................................. 5/16-18x1/2................4
42 JWBS18DX-304 ........Guide Bar Bracket ..................................................................................1
43 JWBS18DX-338 .......Base .......................................................................................................1
44 PM1800-344..............Thumb Knob ...........................................................................................1
45 PM 1800-345.............Lock Handle............................................................................................1
46 TS-0207021 .............Socket Head Cap Screw..................................... 1/4-20x1/2..................1
47 PM1800-347..............Pointer ....................................................................................................1
48 TS-081F052 ..............Phillips Pan Head Machine Screw.......................1/4-20x3/4.................. 1
49 PM1800-224............. Lock Knob...............................................................................................1
50 TS-0267041 ............ Socket Set Screw ................................................1/4-20x3/8.................. 2
51 PM1800-351 ............. Handwheel..............................................................................................1
52 ............3520B-126.................Handle ....................................................................................................1
53 TS-0270031 ............ Socket Set Screw ................................................5/16-18x3/8................ 2
54 PM 1800-354 ............ Lock Knob............................................................................................... 1
55 TS-0051051 ............ Hex Head Bolt......................................................5/16-18x1................... 4
56 TS-0720081 ............ Lock Washer........................................................5/16............................ 4
57 JWBS20-355 ............ Lock Bushing .......................................................................................... 1
Index No. Part No. Description Size Qty
58 TS-0207021 ............ Socket Head Cap Screw..................................... 1/4-20x1/2...................2
59 PM1800-359 ............. Knob......................................................................................................... 1
60 TS-0680021 ............ Flat Washer......................................................... 1/4...............................2
61 JWBS18DX-362 ....... Adjusting Bracket .....................................................................................1
62 JWBS18DX-361 ...... Adjusting Screw .......................................................................................1
63 JWBS18DX-360 ...... Shaft ........................................................................................................1
64 PM1800-364 ............. Lower Shaft.............................................................................................. 2
65 TS-0207041 ............Socket Head Cap Screw ..................................... 1/4-20X3/4 ..................2
66 JWBS20-339 ............ Threaded Lock Bushing ........................................................................... 1
67 JWBS18DX-337 ...... Bracket.....................................................................................................1
68 JWBS20-340 ............ Bolt...........................................................................................................1
69 PM1800-369 ............. Bearing Support Shaft..............................................................................1
70 PM1800-370 ............. Sliding Plate............................................................................................. 1
71 PM 1800-371 ............ Upper Guide Bracket ............................................................................... 1
72 TS-0267021 ............Socket Set Screw................................................ 1/4-20x1/4................... 2
Page 31

Table and Fence Assembly - Exploded View
Table and Fence Assembly - Parts List
Index No. Part No. Description Size Qty
1 ............. 6430055.................... Handle ..................................................................................................... 1
2 ............. 3215301 .................. Lock Plate................................................................................................ 1
3 ............. 6626031.................... Spring Pin ................................................................................................ 1
4 6813042 .................. Spring ...................................................................................................... 1
5 TS-0640081 ............ Nylon Lock Hex Nut .............................................5/16-18 ....................... 1
6 TS-0640071 ............ Nylon Lock Hex Nut ............................................ 1/4-20.......................... 2
7 3575080 .................. Pad........................................................................................................... 2
8..............TS-0271031 ............ Socket Set Screw.................................................3.8-16x3/8................... 2
9..............3076232.................... Lock Handle............................................................................................. 1
10............TS-0152031 ............ Carriage Bolt........................................................5/16-18x1-1/2 .............1
11 ............PM1800-411 ............. Socket Head Button Screw..................................1/4-20x1-1/4 ............... 1
Page 32

12 XF-5.......................... Nylon Adjustment Screw.......................................................................... 2
13 TS-081D021 ............. Phillips Flat Head Machine Screw........................#10-32x3/8.................. 2
14 ...........800708950D............. Cursor ......................................................................................................1
15 ...........800708950C............. Cursor Bracket......................................................................................... 1
16 TS-081D022 ............. Phillips Pan Head Machine Screw .......................#10-32x3/8..................2
17 PM1800-417 ............. Resaw Pin Lock Knob.............................................................................. 1
16 ...........TS-0720051 ............ Lock Washer........................................................#10..............................2
19 TS-0560081 ............ Hex Nut................................................................#10-32 ........................ 2
20 PM 1800-420 .......... Fence Body.............................................................................................. 1
21 PM1800-421............. Knob ........................................................................................................ 2
22 PM1800-422............. Lock Bar................................................................................................... 1
23 6295181.................. Sliding Pad............................................................................................... 1
24 TS-0561011 ............ Hex Nut................................................................1/4-20 .........................2
25 TS-0680021 ............ Flat Washer..........................................................1/4............................... 5
26 TS-0720071 ............ Lock Washer........................................................1/4...............................1
27 PM1800-427A.......... Table (for serial no. 081218000016 and higher) ......................................1
............... PM1800-427 ............ Table (for serial no. 081218000015 and lower)........................................1
28 PM1800-428 ............ Aluminum Resaw Fence ..........................................................................1
29 PM 1800-429 ........... Resaw Pin................................................................................................ 1
30 TS-0081031 ............ Hex Cap Screw....................................................5/16-18x3/4 ..............10
31 TS-0733051 ............ Lock Washer........................................................ 5/16 ..........................14
32 TS-0680031 ............ Flat Washer ......................................................... 5/16 .......................... 15
33 PM1800-433 ............ Front Rail ................................................................................................. 1
34 TS-081C022............. Phillips Pan Head Machine Screw .......................#10-24x3/8 ................. 2
35 PM1800-435 ............ Shaft ........................................................................................................ 1
36 PM1800-436 ............ Worm....................................................................................................... 1
37 PM1800-437 ............ Sheath .....................................................................................................1
38 PM1800-438 ............ Stop Bolt .................................................................................................. 1
39 TS-0561031 ........... Hex Nut................................................................ 3/8-16 ......................... 1
40 TS-0680O41 .......... Flat Washer ......................................................... 3/8 .............................. 4
41 PM1BD0-441............Taper Pin................................................................................................. 1
42 TS-2246122 ............Socket Head Button Screw..................................M6x12......................... 1
43 PM1800-443.............Gear ........................................................................................................ 1
44 PM1800-444.............Wrench Assembly.................................................................................... 1
45 PM1800-445.............Spring Pin............................................................3x10............................ 1
46 PM1800-446.............Guide Rail................................................................................................ 1
47............6295184....................Scale ....................................................................................................... 1
48 PM1800-448............ Table Insert.............................................................................................. 1
49 TS-1521011 ........... Socket Set Screw ................................................M4x4........................... 3
50 PM1800-450............ Rear Rail.................................................................................................. 1
...............PM1800-MGA...........Miter Gauge Assembly (Item 32, 49, 51 thru 62) ..................................... 1
51 PM1800-451.............Handle ..................................................................................................... 1
52 6295167 ...................Miter Gauge Body.....................................................................................1
53 6295168 ...................Pin ............................................................................................................1
54 6295169 ...................Pointer ......................................................................................................1
55............PM1800-455............. Socket Set Screw ................................................ M8x6 ...........................2
Index No. Part No. Description Size Qty
56………..6295171.....................Stop Block ................................................................................................ 1
57………..TS-1540031 .............Hex Nut................................................................ M5............................... 3
58………..TS-1533062...............Screw................................................................... M5x20......................... 3
59………..PM1800-459 ..............Miter Bar ...................................................................................................1
60………..6295163.....................Guide Disc ................................................................................................ 1
61………..PM1S0O-461.............Flat Head Screw .................................................. M6x9...........................1
62………..PM1800-462..............Pin ....................................................................... 3x6.............................. 1
63………..TS-0254031 .............Socket Head Button Screw.................................. 1/4-20x5/8...................1
64………..PM1800-464.............. Plate ......................................................................................................... 1
65………..TS-0254021 .............Socket Head Button Screw.................................. 1/4-20x1/2...................2
66………..PM1800-466.............. Lower Blade Guard ..................................................................................1
67………..PM1800-467.............. C-Ring ..................................................................S17 ............................. 1
68............ 2013-270................... Bevel Gear ...............................................................................................2
69............ 2013-275................... Bushing .................................................................................................... 3
70………..PM1800-470..............Shaft......................................................................................................... 1
71………..PM1800-471..............Carriage Bolt ............................................................................................ 1
72………..PM1800-472..............Front Trunnion.......................................................................................... 1
73………..TS-0270061 ............. Socket Set Screw ................................................ 5/16-18x5/8................. 4
74………..2013-259................... Rear Trunnion ..........................................................................................1
75………..PM1800-475.............. Angle Scale Plate..................................................................................... 1
76………..TS-0246031 ............. Flat Head Screw.................................................. 5/16-16x3/4................. 6
77………..TS-0680061 ............. Flat Washer..........................................................1/2............................... 1
78............ 6295158.................... Lock Handle............................................................................................. 1
79………..TS-081C022.............. Hex Cap Screw ....................................................#10-24x3/8.................. 1
80………..TS-0680011 ............. Flat Washer..........................................................#10..............................1
Page 33

81............ 6295155.................... Pointer...................................................................................................... 1
82………..2013-203................... Table Bracket ........................................................................................... 1
83………..TS-0680041 ............. Flat Washer..........................................................3/8............................... 4
84………..TS-0720091 ............. Lock Washer ........................................................3/8............................... 8
85………..TS-0060051 ............. Hex Head Bolt ......................................................3/8-16x1...................... 8
86.............3520B-126 ................Handle...................................................................................................... 1
87………..TS-0270051 ............. Socket Set Screw .................................................5/16-18x1/2................. 2
88………..PM1800-488.............. Ha ndwheel.............................................................................................. 1
89………..PM1800-489.............. C-Ring..................................................................S12............................. 2
90……….PM1800-490............... Gear Bracket............................................................................................ 1
91……….TS-0267021 .............. Socket Set Screw.................................................1/4-20x1/4 .................. 6
92.............2013-265 .................. Bearing Cover.......................................................................................... 1
93……….BB-6002ZZ................. Ball Bearing..........................................................6002ZZ ....................... 1
94……….TS-0208071 .............. Socket Head Cap Screw......................................5/16-18x1-1/4 ............. 4
95.............2013-267 .................. C-Ring..................................................................S15............................. 1
96 ........... 2013-284 ................. Key.......................................................................3x3x8.......................... 2
97……….PM1800-497 .............. Worm Shaft.............................................................................................. 1
98……….PM1800-498 .............. Scale........................................................................................................ 1
99……….TS-0810012 .............. Slotted Round Head Machine Screw ...................#10-24x1/4 ................. 2
100……...PM1800-FA ............... Fence Assembly (index# 1 thru 26, 28, and 80)....................................... 1
101………PM1800-MGA ........... Miter Gauge Assembly (index* 32, 49, and 51 thru 62) ........................... 1
Подключения к электросети - 5HP 3PH 230V
Page 34

Подключения к электросети - 5HP 3PH 460V
 Loading...
Loading...