

Page 1
Перевод оригинальных инструкций
Данное руководство должно всегда быть в комплекте со станком
ME25
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ОДНОСТОРОННИЙ
КРОМКООБЛИЦОВОЧНЫЙ СТАНОК ДЛЯ
ОБРАБОТКИ ДРЕВЕСИНЫ И МАТЕРИАЛОВ С
ПОХОЖИМИ ФИЗИЧЕСКИМИ
Rel. 0.0 / 02-2012 0000533475C RU
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 2

НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 3
ИЗГОТОВИТЕЛЬ: SCM INDUSTRIA S.p.A.
АДРЕС: Via Valdicella, 7 - 47892 - Gualdicciolo - Rep. San Marino
НАЗНАЧЕНИЕ: BORDATRICE MONOLATO PER LA LAVORAZIONE DEL
LEGNO E DI MATERIE CON CARATTERISTICHE FISICHE
SIMILI
КОД ДОКУМЕНТА: SCM INDUSTRIA S.p.A.
ТИП:
МОДЕЛЬ: ME25
ЗАВОДСКОЙ НОМЕР:
ТИП ДОКУМЕНТА: РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ДОКУМЕНТА: 0000533475C
ИЗДАНИЕ: Rel. 0.0 / 02-2012
СООТВЕТСТВИЕ:
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 4

НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 5

index
1 ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ ................................................... 1
1.1 Цель руководства ........................................................................................... 5
1.2 Идентификация станка................................................................................... 7
1.3 Отправка сообщения ...................................................................................... 8
1.4 Заметки для пользователя............................................................................ 9
1.4.1 Сокращения, используемые в брошюре ................................................. 9
1.4.2 Приложенная документация ...................................................................... 9
1.5 Символы, используемые в брошюре ....................................................... 10
1.6 Таблички на станке ....................................................................................... 12
1.7 Описание станка............................................................................................ 16
1.8 Предусмотренные условия эксплуатации................................................ 18
1.9 Используемые инструменты ...................................................................... 18
1.10 Окружающая среда ..................................................................................... 18
1.11 Запрещенные операции............................................................................. 19
1.12 Остаточные риски ....................................................................................... 20
1.13 Обучение операторов................................................................................. 21
1.14 Предосторожности по безопасности....................................................... 22
1.14.1 Личная безопасность .............................................................................. 22
1.14.2 Безопасность станка ............................................................................... 23
1.14.3 Безопасность инструментов.................................................................. 24
1.14.4 Безопасность рабочей области............................................................. 24
1.14.5 Безопасность технического обслуживания ........................................ 25
1.15 Аварийные условия.................................................................................... 26
1.16 Удаление - Хранение - Снос....................................................................... 26
1.16.1 Утилизация станка.................................................................................... 26
2 УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ ..................................... 1
2.1 Размещение и описание аварийных устройств (Рис. 2.1)........................ 2
2.2 Размещение и описание механизмов безопасности (Рис. 2.2) ............... 4
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ..................................................................... 1
3.1 Размеры обрабатываемой детали............................................................... 2
3.2 Технические данные....................................................................................... 2
3.3 Стандартные аксессуары .............................................................................. 4
3.4 Дополнительные аксессуары....................................................................... 4
3.5 Уровни шума .................................................................................................... 5
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 6

index
3.5.1 Образование пыли....................................................................................... 6
3.6 Размеры загромождения ............................................................................... 7
3.7 Рабочая область.............................................................................................. 8
4 УСТАНОВКА ............................................................................................................. 1
4.1 Подъем и выгрузка станка ............................................................................ 2
4.2 Монтаж............................................................................................................... 4
4.3 Установка частей, демотринованных в результате транспортировки.. 5
4.3.1 Снятие фиксаторов с обрабатывающих узлов ...................................... 5
4.3.2 ......................................................................................................................... 7
4.3.3 Монтаж удлинительных элементов стола и направляющей линейки7
4.4 Электрическое подключение и заземление ............................................... 8
4.5 Система всасывания стружки соединено с центральной установкой 12
4.6 Подключение к пневматической системе................................................. 14
5 КОМАНДЫ ................................................................................................................ 1
Щит управления ..................................................................................................... 2
5.2 Аварийные ситуации ...................................................................................... 4
5.3 Доступ к электрическому помещению ........................................................ 4
5.4 Осуществить общий контроль перед запуском......................................... 4
5.5 Запуск - остановка станка.............................................................................. 6
5.5.1 Задание температуры клея в режимах работы и паузы....................... 8
6 ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ................................ 1
6.1 Регулировка давления в пневмосистеме ................................................... 2
6.2 Регулировка направляющей линейки на входе ........................................ 3
6.3 Заправка кромки.............................................................................................. 4
6.3.1 Механизм подачи полосовой кромки ....................................................... 6
6.4 Регулировка подающего механизма............................................................ 8
6.5 Регулировка блока прикатывающих роликов на входе .......................... 9
6.6 Регулировка операции обрезки торцевых свесов.................................. 10
6.6.1 Регулировка торцовочного узла ............................................................. 11
6.7 Регулировка снятия свесов......................................................................... 12
6.7.1 Регулировка копиров узла снятия свесов............................................. 14
6.8 Циклевочный узел ........................................................................................ 16
6.8.1 Регулировка циклевочного узла ............................................................. 18
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 7

index
6.9 Регулировка щеточного узла ...................................................................... 20
6.10 Регулировка расхода клея......................................................................... 21
6.15 Подготовка станка к работе, работа на станке....................................... 22
6.15.1 Подготовка станка к работе.................................................................... 22
6.15.2 Работа на станке....................................................................................... 26
6.15.3 Облицовка кромок плит небольших размеров................................... 28
6.15.4 Рекомендации по работе ........................................................................ 29
20 ОБСЛУЖИВАНИЕ.................................................................................................... 1
20.1 Очистка станка............................................................................................... 2
20.2 Программная техническая поддержка ...................................................... 4
20.3 Периодическое смазывание ....................................................................... 8
20.4 Замена и регулировка ремней .................................................................. 10
20.4.1 Регулировка натяжения ремня подающего механизма .................... 10
20.4.1.1 Замера ремня механизма подачи....................................................... 11
20.4.2 Замена приводного ремня узла снятия свесов.................................. 13
20.4.3 Замена приводного ремня торцовочного узла................................... 14
20.7 Проверить механизмы безопасности...................................................... 15
20.7.1 Запчасти, имеющие воздействие на здоровье и безопасность
оператора............................................................................................................... 16
20.10 Замена инструментов............................................................................... 18
20.10.1 Замена ножа гильотины для отрезки кромки от рулона................. 19
20.10.2 Замена пилы торцовочного узла ........................................................ 20
20.10.3 Замена ножей на фрезах верхнего и нижнего агрегата снятия
свесов..................................................................................................................... 21
20.10.4 Замена циклей ........................................................................................ 22
20.10.5 Замена щеток .......................................................................................... 23
20.11 Замена клея................................................................................................ 24
20.37 Неисправность - причина - исправление.............................................. 25
20.60 Внеплановое обслуживание ................................................................... 32
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 8

Page 9
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
index
1.1 Цель руководства.....................................................................................5
1.2 Идентификация станка ............................................................................ 7
1.3 Отправка сообщения................................................................................ 8
1.4 Заметки для пользователя ......................................................................9
1.4.1 Сокращения, используемые в брошюре.................................................9
1.4.2 Приложенная документация....................................................................9
1.5 Символы, используемые в брошюре.................................................... 10
1.6 Таблички на станке.................................................................................12
1.7 Описание станка.....................................................................................16
1.8 Предусмотренные условия эксплуатации ............................................18
1.9 Используемые инструменты.................................................................. 18
1.10 Окружающая среда ................................................................................ 18
1.11 Запрещенные операции......................................................................... 19
1.12 Остаточные риски...................................................................................20
1.13 Обучение операторов ............................................................................21
1.14 Предосторожности по безопасности .................................................... 22
1.14.1 Личная безопасность .............................................................................22
1.14.2 Безопасность станка .............................................................................. 23
1.14.3 Безопасность инструментов ..................................................................24
1.14.4 Безопасность рабочей области............................................................. 24
1.14.5 Безопасность технического обслуживания ..........................................25
1.15 Аварийные условия................................................................................ 26
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 1/26
Page 10
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.16 Удаление - Хранение - Снос..................................................................26
1.16.1 Утилизация станка.................................................................................. 26
RU
Pag. 2/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 11
ME25
RU
(come leggere immagini)
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 3/26
Page 12

ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
(vuota_1-01)
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Pag. 4/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 13
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.1 ЦЕЛЬ РУКОВОДСТВА
(ad21_1-1_0.0)
Ответственный за размещение станка на рынке UE
в соответствии со статьей 9, абзац 2 директивы EMC 2004/108/CE
SCM GROUP S.p.A. Виа Эмилия,77, I-47921, Римини (РН) - ИТАЛИЯ
Настоящее руководство написано Производителем
станка
2
.
Содержащаяся в нем информация направлена на квалифицированный персонал
В данной брошюре изложена вся необходимая информация по техническому обслуживанию и корректной
эксплуатации станка, которая помогает предотвратить возникновение рисков для оборудования и
производственного процесса.
Руководство определяет цель, для которой был разработан станок, и содержит всю необходимую
информацию для:
- корректного использования
- практической экономии
- продолжительной цепи функционирования
Соблюдение указаний, которые содержатся в данном руководстве, улучшает условия производства в
области безопасности.
Для легкости использования, руководство разбито на разделы, которые раскрывают основные понятия.
Для быстрого поиска нужной темы, смотрите оглавление.
1
и составляет неотъемлемую часть оборудования
3
.
ССЫЛКИ-ИНФОРМАЦИЯ:
некоторые изображения в данной брошюре могут:
- точно не соответствовать фактическим конфигурациям станка, если это не влияет
на действие информации и описательных инструкций, и не наносит вреда.
- быть представлены без положений о безопасности, для более наглядного отображения
определенных частей, описанных в тексте.
ОПАСНОСТЬ-ВНИМАНИЕ:
защита безопасности необходима, чтобы обеспечить работу в безопасном режиме.
Строго запрещено работать без средств защиты безопасности.
В случае возникновения проблем технической поддержки, запасных частей, или при возникновении новых
потребностей, которые могут расширить область Вашей активности, с данного момента в Вашем
распоряжении сеть распределения SCM.
Данная брошюра поддерживает будущие ссылки и предназначена для постоянного наблюдения за
станком.
SCMнельзя призвать к ответственности за вред, нанесенный во время эксплуатации, который не описан в
данном руководстве, или во время технической поддержки, выполненной некорректно.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 5/26
Page 14
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
При возникновении необходимости получить консультацию по эксплуатации, обратитесь к региональному
агенту SCM:
1
Определения производителя SCM замещают полное название SCM INDUSTRIA S.p.A..
2
Определение станок заменяет коммерческое наименование "ME25".
3
Квалифицированный персонал должен обладать профессиональным опытом, технической подготовкой,
нормативными и законными знаниями, позволяющими выполнять необходимые действия, а также
избежать возможных рисков:
- при передвижении
- при установки
- при выполнении технического обслуживания станка.
Pag. 6/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 15

ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.2 ИДЕНТИФИКАЦИЯ СТАНКА
(ad21_1-2_0.0)
Станок снабжен идентификационными металлическими этикетками, выбитыми на основании.
Designazione Краткое описание и условное обозначение станка и
его функции
Marca Торговая марка
Anno Год изготовления
N° Serie Серийный номер
kg Вес в килограммах
Tipo Тип станка
Моdello Модель станка
Un V Номинальное напряжение в вольтах
~ Количество фаз(переменного тока)
In A Номинальный ток в амперах
F Hz Электрическая частота в герцах
Icc. kA Отключающая способность предохранительного
выключателя от короткого замыкания в
килоамперах
w.d. Номер электрической схемы
Comp. Комплектация станка
Ref. Внутренняя ссылка
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 7/26
Page 16
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.3 ОТПРАВКА СООБЩЕНИЯ
(ad21_1-3_0.0)
При написании или сообщении по телефону агенту SCM о некоторых вещах, относительно станка, всегда
указывать следующую информацию:
1) модель станка
2) регистрационный номер
3) напряжение и частота
4) дата приобретения
5) имя агента, у которого был приобретен станок
6) подробное описание возможного дефекта
7) подробная информация относительно выполнения особенной обработки
8) период использования - количество часов использования
Адрес производителя:
Сервисный отдел
из Италии: Teл. 0549/876910 - Факс. 0549/999604
из-за рубежа: Teл. 00378 - 0549/876912 - Факс. 00378 - 0549/999604
E-mail: info
minimax.sm
Отдел запасных частей
из Италии: Teл. 0541/674714 - Факс. 0541/674720
из-за рубежа: Teл. 0039 - 0541/674714 - Факс. 0039 - 0541/674720
E-mail: mastolfi
scmgroup.com
Pag. 8/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 17
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.4 ЗАМЕТКИ ДЛЯ ПОЛЬЗОВАТЕЛЯ
(ad21_1-4_0.0)
При составлении данной брошюры были учтены все обычные операции, входящие в стандартный процесс
обработки и технической поддержки.
Не рекомендуется осуществлять ремонт или другое вмешательство, не указанное в данном руководстве.
Все необходимые операции по замене частей должны быть поручены уполномоченному техническому
персоналу.
Для корректного использования станка необходимо следовать инструкциям данного руководства.
Только обученный и уполномоченный персонал может использовать станок и выполнять
процедуры по технической поддержке, после ознакомления с информацией данного руководства.
Необходимо соблюдать нормы по безопасности, правила общей безопасности и сохранения здоровья на
производстве.
Сохранить данное руководство для будущих ссылок.
ССЫЛКИ-ИНФОРМАЦИЯ:
- использовать только оригинальные запасные части SCM. В случае использования
неоригинальных запасных частей производитель не будет нести никакой
ответственности за вызванный этим ущерб.
1.4.1 СОКРАЩЕНИЯ, ИСПОЛЬЗУЕМЫЕ В БРОШЮРЕ
(ad21_1-4-1_0.0)
стр. = страница
рис. = рисунок
пар. = параграф
гл. = глава
пр. = пример
сс. = ссылка
ИСЗ = Индивидуальные средства защиты
1.4.2 ПРИЛОЖЕННАЯ ДОКУМЕНТАЦИЯ
(ad21_1-4-2_0.0)
Следующие приложения являются неотъемлемой частью данной инструкции:
- Электрические и пневматические схемы (прочитать номер электросхемы на идентификационной
табличке машины, в строке "W.D.")
- Каталог зап. частей
ССЫЛКИ-ИНФОРМАЦИЯ:
электрические схемы предназначены только для компетентных техников, поэтому они
приведены только на итальянском и английском языках.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 9/26
Page 18
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.5 СИМВОЛЫ, ИСПОЛЬЗУЕМЫЕ В БРОШЮРЕ
(ad21_1-5_0.0)
OPT
ОПЦИОНАЛЬНО = перечисленное оборудование доступно только по требованию
Позиция оператора.
ОПАСНОСТЬ-ОСТОРОЖНО: указывает неизбежные риски, которые могут повлечь
тяжелые травмы; необходимо обратить внимание.
ССЫЛКИ-ИНФОРМАЦИЯ: технические предписания особой важности.
ЧТЕНИЕ ИНСТРУКЦИИ: указание на то, что перед эксплуатацией станка необходимо
прочитать инструкцию и все ее приложения
ЗАПРЕЩЕНО: указывает, что нельзя выполнять действия, команды и прочее,
которые могут вызвать ситуации опасные для персонала и губительные для
оборудования.
ОСТОРОЖНОСТЬ-ПРЕДУСМОТРИТЕЛЬНОСТЬ: указывает на необходимость
принимать меры для избегания вредно влияющих событий.
СОСТОЯНИЕ СТАНОК ВЫКЛЮЧЕН
Перед выполнением любой операции обслуживания и/или регулировки станка необходимо
отключить все источники электрической и пневматической (если имеется) энергии. Убедиться
в том, что станок действительно остановлен и что отсутствует возможность его
несанкционированного включения (главный выключатель находится в положении "0" и закрыт
на замок, запорный клапан сжатого воздуха закрыт и заперт на замок).
Pag. 10/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 19
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
Персонал, работающий на станке, кроме того что должен быть профессионально подготовленным для
выполнения данной работы, обязан прочитать инструкции, обращая особое внимание на нормы
безопасности и на разделы, касающиеся собственной компетенции.
К станку относится следующий персонал:
ОПЕРАТОР
Профессионально обученный оператор, которому исполнилось 18 лет в соответствии с
действующим законодательством данной страны, в обязанности которого входят только
включение, эксплуатация, оснастка, регулировка (обязательно с активированными
защитными приспособлениями и при остановленном станке) и выключение станка в полном
соответствии с инструкциями, приведенными в данной публикации.
ЭЛЕКТРИК
Квалифицированный техник (электрик, владеющий профессиональными знаниями,
соответствующими действующим требованиям), в компетенцию которого входит только
выполнение операций с электрическим оборудованием с целью регулировки, обслуживания
и/или ремонта станка, в том числе под напряжением и с отключенными предохранительными
приспособлениями (с разрешения ответственного за технику безопасности), в полном
соответствии с инструкциями, приведенными в данной публикации, и документацией,
поставленной исключительно производителем.
ОПЕРАТОР, ОТВЕТСТВЕННЫЙ ЗА ТРАНСПОРТИРОВКУ
Профессионально обученный оператор, которому исполнилось 18 лет в соответствии с
действующим законодательством данной страны, в обязанности которого входит управление
погрузчиками, мостовыми кранами, автокранами с целью безопасной транспортировки станка
или его частей.
МЕХАНИК
Квалифицированный техник, в компетенцию которого входит только выполнение операций с
механическими, гидравлическими и пневматическими органами с целью регулировки,
обслуживания и/или ремонта станка, в том числе с отключенными предохранительными
приспособлениями (с разрешения ответственного за технику безопасности), в полном
соответствии с инструкциями, приведенными в данной публикации, и документацией,
поставленной исключительно производителем.
ОТВЕТСТВЕННЫЙ ЗА ТЕХНИКУ БЕЗОПАСНОСТИ ПРЕДПРИЯТИЯ
Квалифицированный техник, назначенный Заказчиком, владеющий профессиональными
знаниями по безопасности и охране здоровья работников на рабочих местах,
соответствующими действующим требованиям.
ТЕХНИК ПРОИЗВОДИТЕЛЯ
Квалифицированный техник, посланный производителем и/или уполномоченным дилером
для оказания технической помощи по требованию, планового или внепланового
обслуживания, а также операций, описание которых не приведено в данной инструкции,
требующих специфических знаний оборудования.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 11/26
Page 20
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
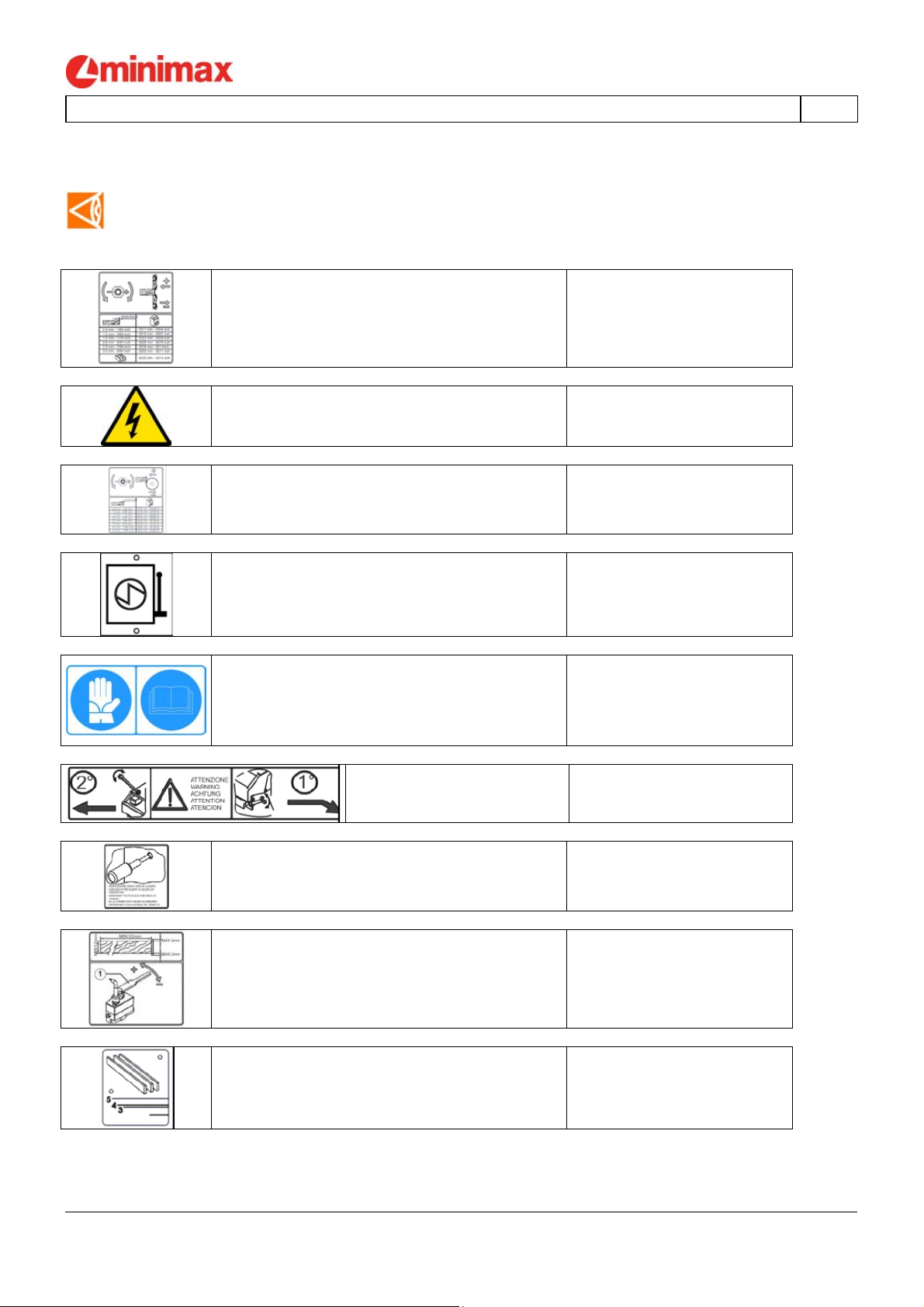
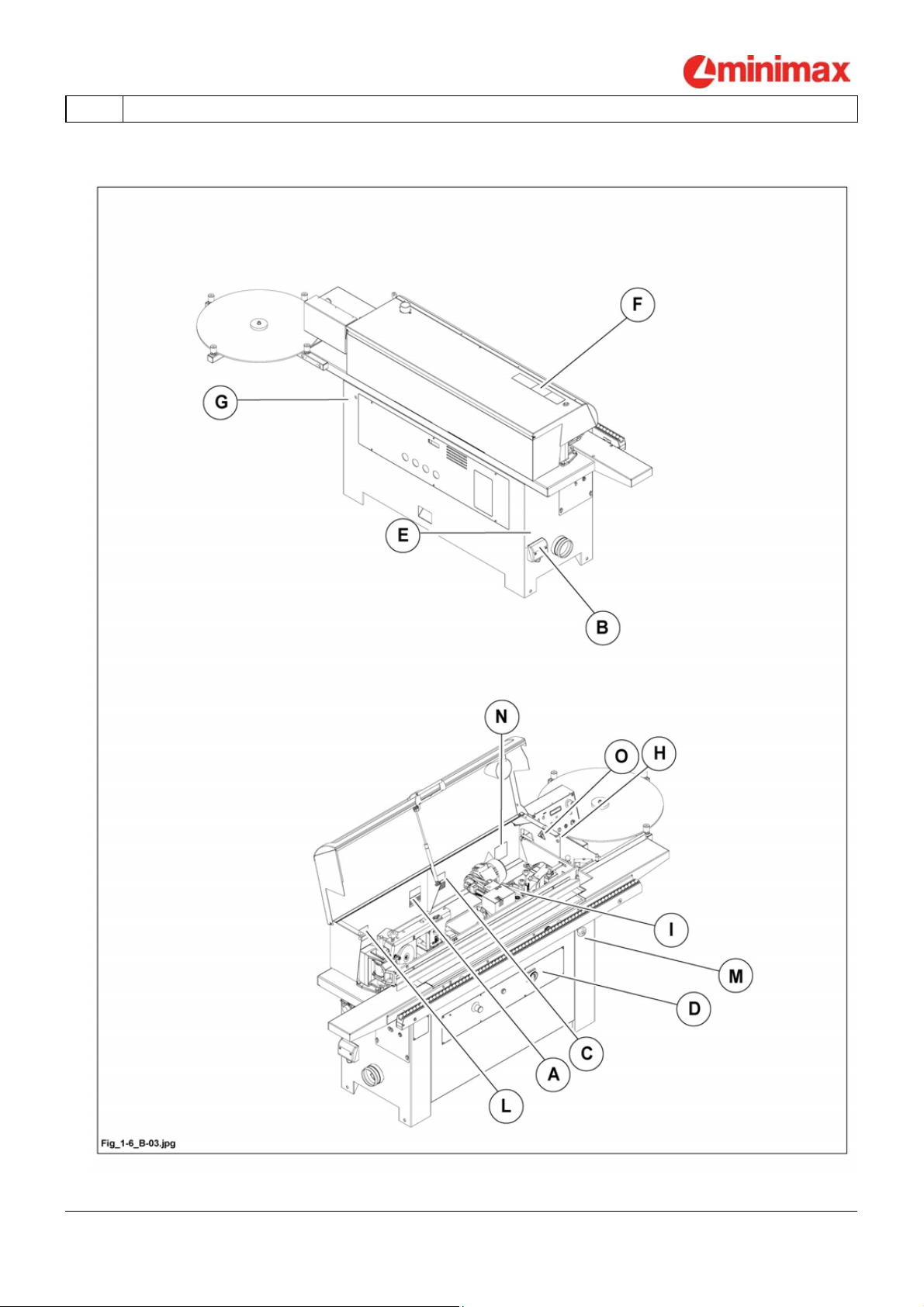
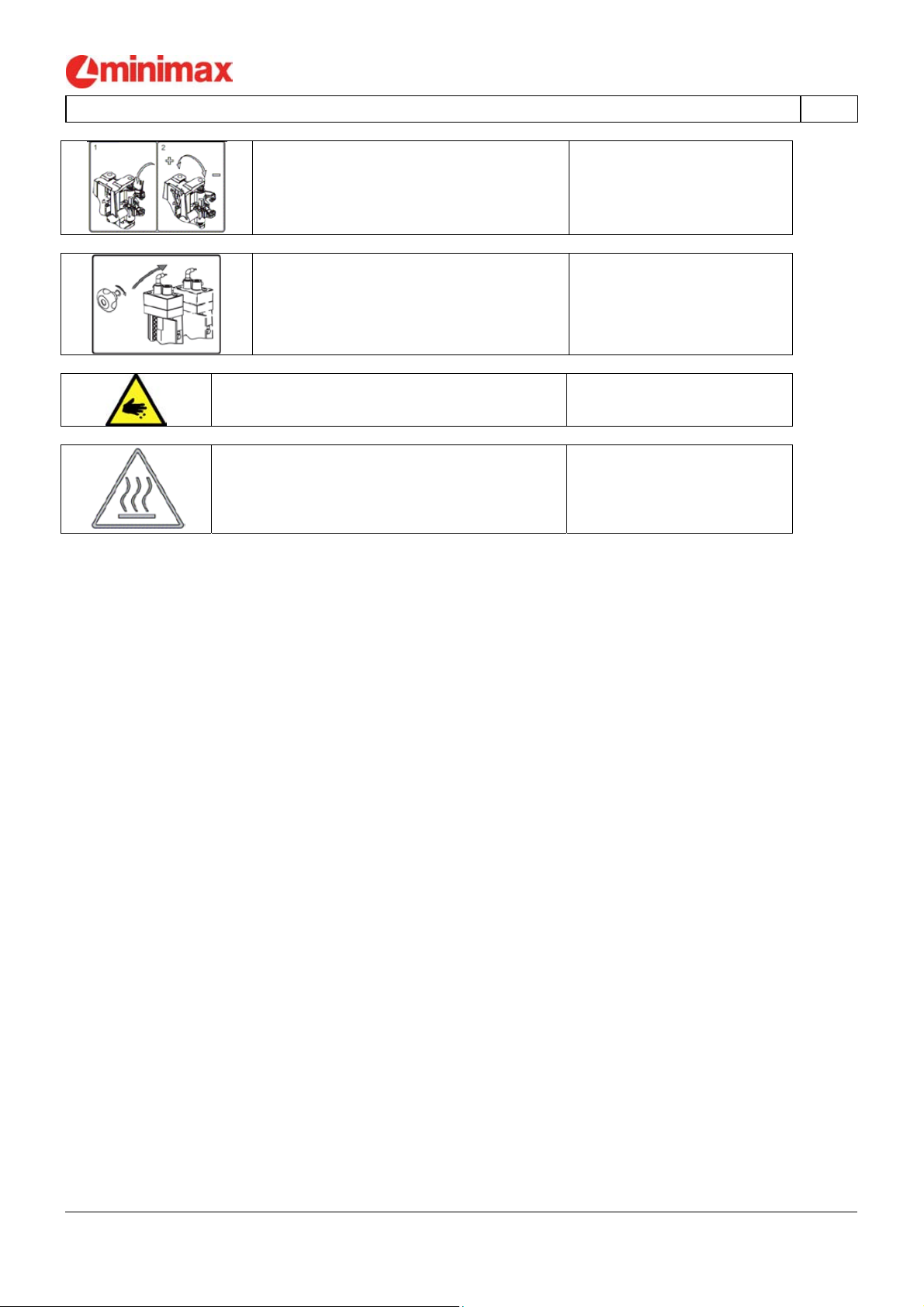
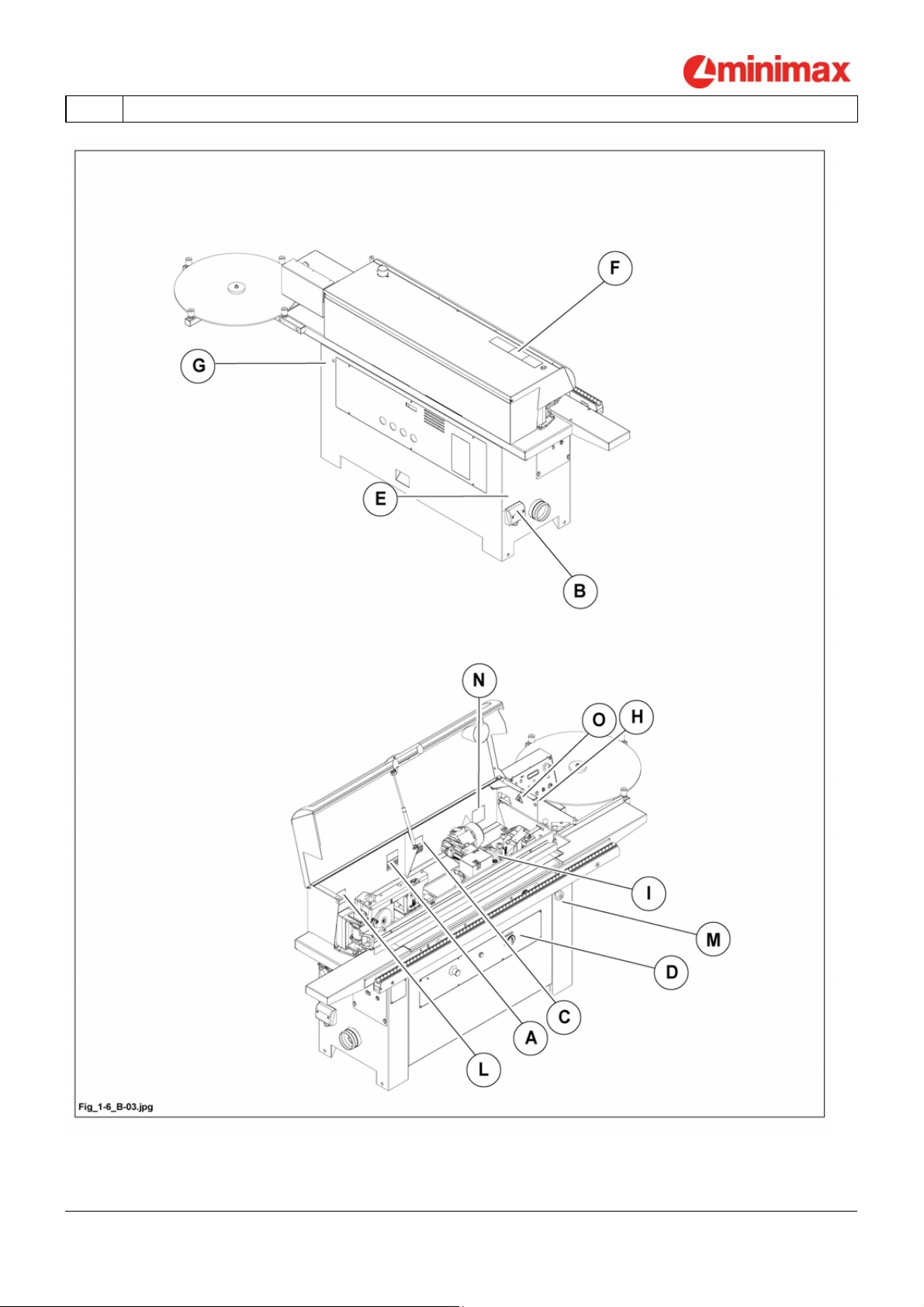
1.6 ТАБЛИЧКИ НА СТАНКЕ
(ad21_1-6_0.0)
ОСТОРОЖНОСТЬ -ПРЕДУСМОТРИТЕЛЬНОСТЬ:
оператор должен обращать внимание на знаки и таблички, расположенные на станке.
Регулировка узла снятия свесов - A -
Опасность наличия электрического
напряжения
- B -
Регулировка торцовочного узла - C -
Главный электрический выключатель с
замком: в положении ноль (OFF)
прекращает подачу электрической
энергии на станок
- D -
При работе с инструментом
использовать перчатки
Читать инструкцию и соблюдать
предписания производителя.
- E -
Регулировка по высоте
обрабатывающих узлов
- F -
Пресс-масленка для смазки механизма
клеевого вальца
- G -
Указывает максимальный свес кромки
- H -
Регулировка расхода клея
Регулировка блока прикатывающего
вальца
- I -
Pag. 12/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 21
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 13/26
Page 22
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
Регулировка циклевочного узла
Отвод в нерабочее положение
клеевого узла
Опасность отрезания верхних
конечностей (инструменты в движении)
Опасность: горячие поверхности - O -
RU
- L -
- M -
- N -
Pag. 14/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 23
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 15/26
Page 24

ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
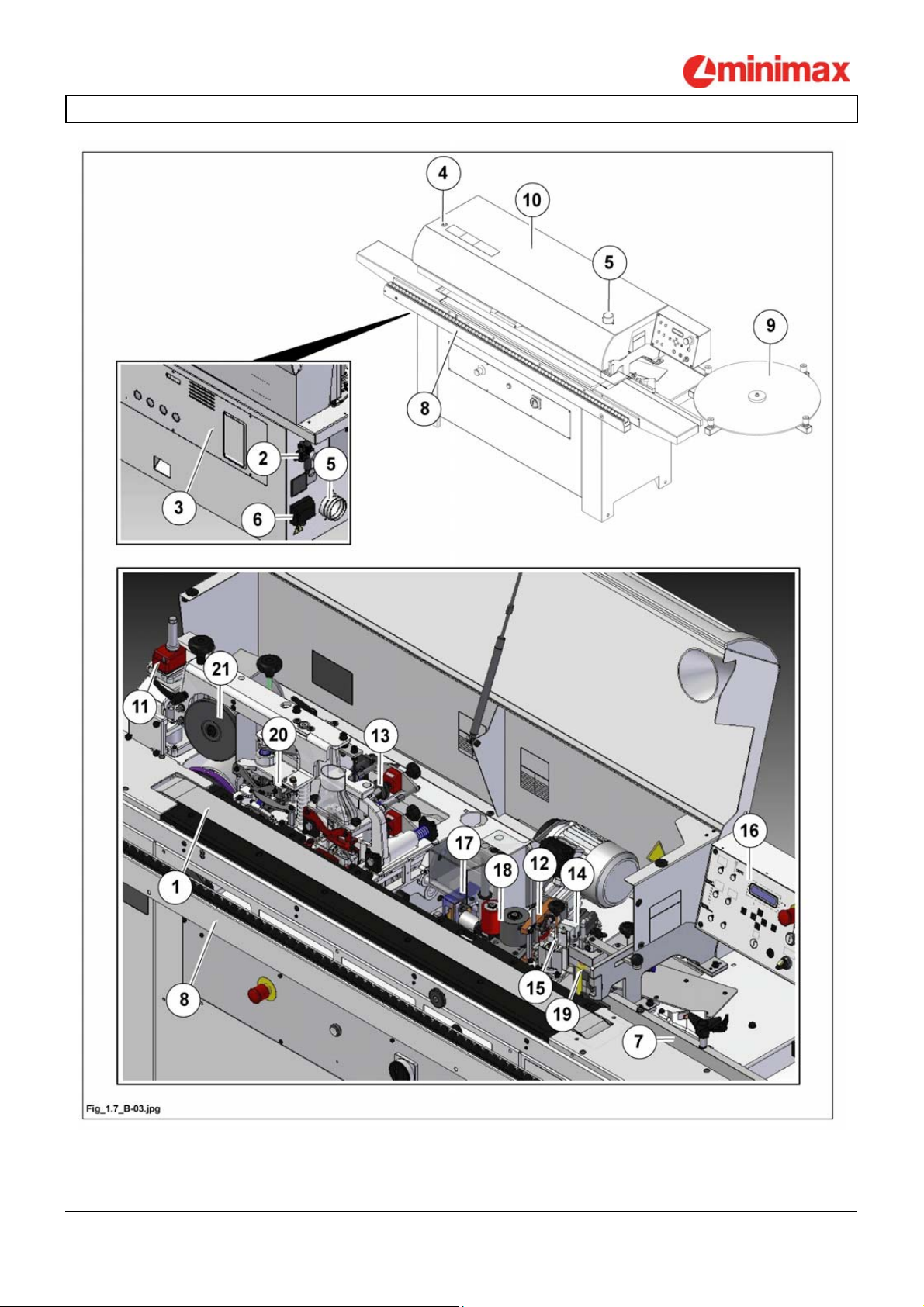
1.7 ОПИСАНИЕ СТАНКА
(ad21_1-7_0.0)
Кромкооблицовочный станок (в дальнейшем именуемый "станок") предназначен для облицовки кромочным
материалом прямолинейных кромок древесных плит прямоугольной формы.
Нижеприведенные иллюстрации основных органов станка предназначены для предварительного
ознакомления пользователя с ними для дальнейшего чтения инструкции. Необходимо, следовательно,
внимательно прочитать нижеследующее описание:
1 - Ленточный транспортер подачи плит
2 - Выход для подачи сжатого воздуха
3 - Отсек пневмооборудования
4 - Винт регулировки высоты прижима
5 - Выход для подсоединения вытяжки
6 - Клеммы для подсоединения электропитания
7 - Направляющая линейка на входе станка
8 - Переднее расширение рабочей поверхности
9 - Держатель рулона
10 - Защитный кожух
11 - Индикатор толщины плиты
12 - Гильотинный нож для отрезки кроки от рулона
13 - Агрегаты для снятия свесов
14 - Узел подачи кромки
15 - Направляющая для кромки
16 - Пульт управления
17 - Узел торцевой обрезки кромки
18 - Узел прикатывающих роликов
19 - Узел клеевой ванны
20 - Циклевочный узел
21 - Щеточный узел
Pag. 16/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 25
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 17/26
Page 26
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.8 ПРЕДУСМОТРЕННЫЕ УСЛОВИЯ ЭКСПЛУАТАЦИИ
(ad21_1-8_0.0)
Описываемый станок предназначен для облицовки кромочным материалом (из меламиновой бумаги, ПВХ,
АБС, массива древесины) мебельных плит из древесины и ее производных (ДСП, фанера и пр.). Станок
позволяет облицовывать только кромки плит, составляющих угол 90° с пластью.
Перед началом использования упомянутых выше продуктов следует внимательно прочесть паспорта
безопасности, предоставляемые их производителями или поставщиками.
В обязанности клиента входит требование у производителей или поставщиков применяемых продуктов
соответствующих специальных паспортов. Данные паспорта должны вкладываться в настоящее
руководство с тем, чтобы обеспечить должное информирование операторов и специалистов по
техническому обслуживанию станка.
1.9 ИСПОЛЬЗУЕМЫЕ ИНСТРУМЕНТЫ
(ad21_1-9_0.0)
Станок спроектирован для использования исключительно инструмента, предназначенного для
обработки вышеописанных материалов.
Придерживаться инструкций изготовителя по использованию, регулировке и ремонту
инструментов.
ЗАПРЕЩЕНО:
Запрещается превышать предел скорости, отмеченный на инструменте, и
использовать инструменты, не соответствующие нормам.
К использованию на станке допускаются только инструменты стандарта EN 847-1, подходящие для данного
обрабатываемого материала.
1.10 ОКРУЖАЮЩАЯ СРЕДА
(ad21_1-10_0.0)
Станок должен функционировать в следующих условиях окружающей среды.
Влажность: макс. 90%
Температура: Мин. + 1 градус Макс. +40 градусов
Возвышенность: макс. 1000 м над уровнем моря (для других отметок проконсультироваться с
производителем)
Всегда подключать к станку вытяжное оборудование, которое должно быть достаточных размеров
(см. параграф 4.5).
Станок должен функционировать только в закрытых условиях.
Станок предназначен для использования в промышленных условиях.
Данный станок не может работать во взрывоопасных условиях.
Pag. 18/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 27
ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.11 ЗАПРЕЩЕННЫЕ ОПЕРАЦИИ
(ad21_1-11_0.0)
• ЗАПРЕЩЕНО использовать станок кому бы то ни было, кроме обученных и допущенных операторов.
• ЗАПРЕЩЕНО использовать станок отличным образом от описанного в настоящей инструкции и
предусмотренного проектом.
• ЗАПРЕЩЕНО использовать станок для любой обработки без предусмотренных защитных
приспособлений, а также частично снимать или отключать их (ЗАПРЕЩЕНО снимать подвижные и
неподвижные защитные кожухи и отключать предохранительные микровыключатели).
• ЗАПРЕЩЕНО использовать станок для других целей, кроме вышеописанных (Гл.1.8).
• ЗАПРЕЩЕНО использовать станок в окружающих условиях, отличных от вышеописанных (Гл.1.10)
• ЗАПРЕЩЕНО работать с инструментом без индивидуальных средств защиты (не поставляемыхSCM)
рук (перчаток) и предплечий.
• ЗАПРЕЩЕНО использовать станок без индивидуальных средств защиты (не поставляемыхSCM)
слуха (наушников).
• ЗАПРЕЩЕНО использовать станок с выключенной системой вытяжки.
• ЗАПРЕЩЕНО использовать станок, не оценив необходимость использования индивидуальных
средств защиты от древесной пыли (не поставляемых SCM). Рекомендуется использование
индивидуальных средств защиты: древесная пыль является опасной и канцерогенной.
• ЗАПРЕЩЕНО использовать станок на неровном, грязном и замусоренном полу (например, стружкой,
отходами обработки).
• ЗАПРЕЩЕНО обрабатывать материалы, отличные от предусмотренных проектом и указанных в
настоящей инструкции.
• ЗАПРЕЩЕНО обрабатывать материалы с размерами, отличными от предусмотренных проектом для
данного станка и указанных в настоящей инструкции (Гл.3.1).
• ЗАПРЕЩЕНО использовать инструмент, характеристики которого не соответствуют нормативам, или
размеры которого не соответствуют техническим характеристикам станка.
• ЗАПРЕЩЕНО вносить в станок технические изменения.
• ЗАПРЕЩЕНО находиться в рабочей зоне детям, домашним животным и вообще посторонним лицам.
• ЗАПРЕЩАЕТСЯ удалять отходы обработки или части заготовки из зоны действия инструмента при
работающем станке.
ССЫЛКИ-ИНФОРМАЦИЯ:
при внесении пользователем технических изменений в станок Декларация Соответствия
станка теряет свою силу.
В случае ущерба, вызванного неправильной эксплуатацией станка, ответственность ложится
исключительно на пользователя.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 19/26
Page 28
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.12 ОСТАТОЧНЫЕ РИСКИ
(ad21_1-12_0.0)
При использовании любого типа инструмента станка необходимо предвидеть некоторые виды рисков.
Основная безопасность в Ваших руках.
Данный станок оснащен видами защиты, которые соответствуют рабочим условиям в области
безопасности.
Данные виды защиты эффективны до тех пор, пока они используются должным образом и эффективно
поддерживаются.
Несмотря на соблюдение всех норм безопасности и использование станка в соответствии с
правилами, предписанными настоящей инструкцией, остается риск, на который необходимо
обратить особое внимание:
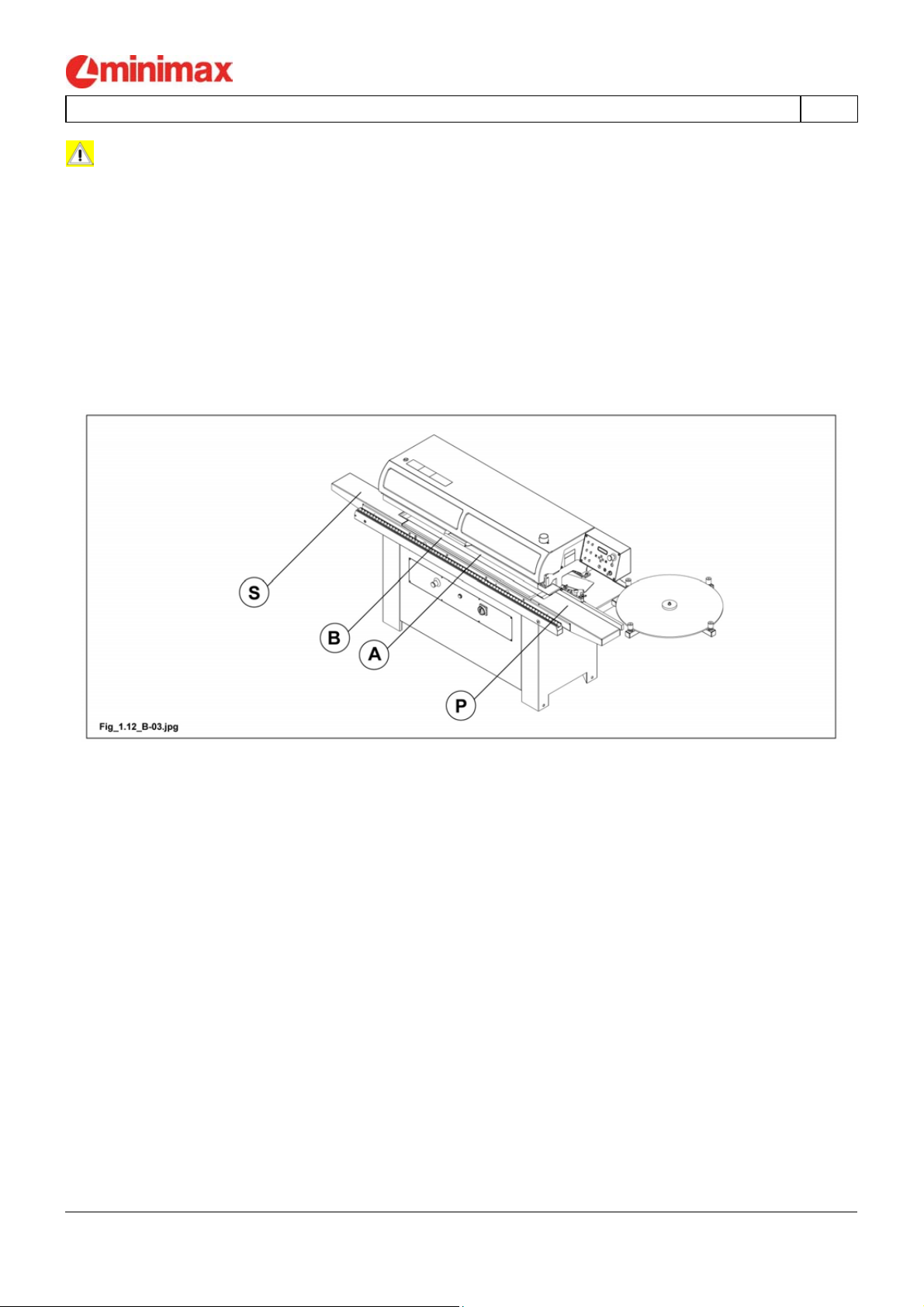
- В зоне загрузки заготовок P:
захват, сдавливание конечностей.
- В зоне подачи заготовок:
захват, порез или ампутация - в случае введения рук в пространство между верхней прижимной
балкой A и подающей лентой B.
- В зоне выгрузки заготовок S:
захват, сдавливание конечностей, порез или ампутация - в случае введения рук в пространство
между обрабатываемой заготовкой и опорной плитой A или между подающей лентой B и
опорной плитой.
- Вдыхание древесной пыли, возникающей в процессе работы станка.
- Вдыхание токсичных испарений, возникающих при нагреве клея.
- Поражение стружкой и мелкими фрагментами обрабатываемых материалов, вылетающими из
станка. Данная опасность возникает, в том числе, из-за возможного наличия у обрабатываемых
материалов неоднородных включений.
- Порезы и ссадины при контакте с режущими инструментами, установленными на
обрабатывающих узлах станка.
- Ожоги при контакте с инструментами и двигателями обрабатывающих узлов.
- контакт с инструментом
- контакт с движущимися частями станка
- риск, связанный со сколами и фрагментами древесины
- отделение и вылет вставок инструмента
- удар электрическим током, вызванный контактом с частями под напряжением
- опасность, связанная с неправильной установкой инструмента
- обратное вращение инструмента, вызванное неправильным электрическим подключением
- опасность, связанная вдыханием пыли в случае работы без респиратора.
Pag. 20/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 29

ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
Обратите внимание, что использование любого станка влечет риск.
Любые операции на станке (даже самые простые) необходимо выполнять с соответствующим
вниманием и концентрацией.
Ваша безопасность - в ваших руках.
1.13 ОБУЧЕНИЕ ОПЕРАТОРОВ
(ad21_1-13_0.0)
Необходимо, чтобы все операторы станка были должным образом обучены по эксплуатации и регулировке
станка.
Операторы должны почесть руководство и обратить особое внимание на положения по безопасности.
В особенности:
a) правила функционирования станка и корректного использования.
b) Как управлять частями во время обработки.
c) Положение рук по отношению к инструментам перед, во время и после обработки.
d) Выбор инструментов должен соответствовать типу обработки.
e) Обработанная древесина должна продвигаться в направлении противоположном вращению
инструмента.
f) Корректная скорость вращения должна соответствовать скорости используемого инструмента.
Кроме того, операторы должны быть информированы о рисках, связанных с использованием станка, и
предосторожностях, которые обязательны для соблюдения. Операторы должны сдавать периодические
экзамены по защитным устройствам и механизмам.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 21/26
Page 30
ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО
1.14 ПРЕДОСТОРОЖНОСТИ ПО БЕЗОПАСНОСТИ
(ad21_1-14_0.0)
1- Перед запуском станка необходимо внимательно прочитать данную инструкцию.
2- Внимательно прочитать таблички по безопасности, имеющиеся на станке, и соблюдать приведенные
предписания.
3- Станок разрешается использовать только надлежащим образом обученному персоналу.
4- Инструкция оператора должна включать в себя информацию о риске, связанном с использованием
станка, и меры безопасности, которые необходимо соблюдать.
5- Оператор должен быть обучен правильному использованию защитных приспособлений и устройств.
Кроме того, оператор должен периодически проверять функциональность этих защитных
приспособлений и устройств.
6- Оператор не должен оставлять станок без присмотра во время работы.
7- Данный станок разработан для использования только одним оператором.
8- Конструкция станка обеспечивает наилучшие характеристики и безопасные условия работы.
9- Производитель не несет никакой ответственности за возможный ущерб, вызванный
несанкционированными модификациями станка.
10- Запрещено использовать станок под воздействием алкоголя, наркотиков или медицинских препаратов,
вызывающих сонливость.
Основная безопасность в Ваших руках. При использовании любого типа инструмента станка
необходимо предвидеть некоторые виды рисков.
1.14.1 ЛИЧНАЯ БЕЗОПАСНОСТЬ
(ad21_1-14-1_0.0)
1- Перед использованием станка оператор должен прочесть и понять следующее руководство.
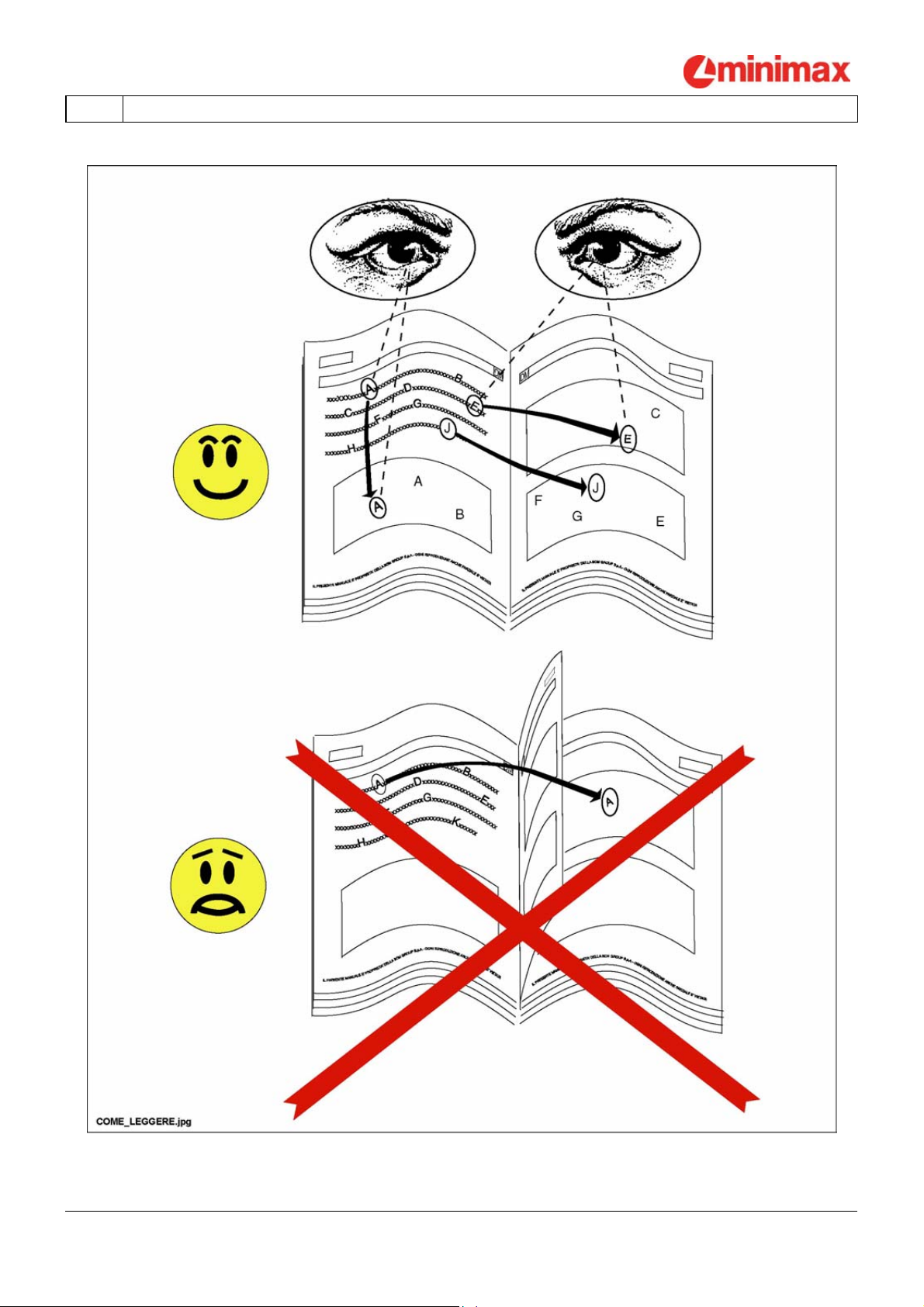
Ваши глаза являются главным инструментом безопасности: осмотритесь, перед тем, как двигаться.
2- Опыт показывает, что многие предметы, надетые на человеке, могут повлечь несчастные случаи:
уберите кольца, часы, различные браслеты; хорошо застегните рукава на запястьях, уберите галстук,
который, свисая, может запутаться в разных предметах, держите волосы собранными при помощи
походящих аксессуаров (чепец, резинка, шпилька, и т. д.) , используйте соответствующую обувь,
рекомендованную нормами безопасности во всех странах мира.
ПЕРЕД НАЧАЛОМ РАБОТЫ ВСЕГДА НАДЕВАТЬ СЛЕДУЮЩИЕ СРЕДСТВА ИНДИВИДУАЛЬНОЙ
ЗАЩИТЫ (НЕ ПОСТАВЛЯЕМЫЕ SCM):
A- Двойные кожаные фартуки со вставкой из синтетической ткани (не поставляются SCM) для
защиты от попадания разных видов осколков и частей инструментов.
B- Очки или защитные экраны для глаз.
C- Соответствующие системы для защиты слуха (чепцы, затычки и пр.).
D- Соответствующие системы для защиты от пыли (маски).
E- Перчатки только для перемещения инструментов.
F- Подходящая обувь с прочными носами из стали и резиновой подошвой.
Pag. 22/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 31

ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.14.2 БЕЗОПАСНОСТЬ СТАНКА
(ad21_1-14-2_0.0)
ОПАСНОСТЬ-ВНИМАНИЕ:
станок должен быть обязательно прикреплен к полу.
1- Относиться с особым вниманием к техническому состоянию станка, регулярно проверять защитные
ограждения и устройства безопасности.
2- Не включать станок, если на нем не были установлены и надежно закреплены все защитные
ограждения.
Монтаж и регулировка ограждений должны выполняться на выключенном станке.
3- Перед включением станка убедиться, что на рабочем столе и в зоне за защитным ограждением
отсутствуют отходы обработки и посторонние предметы.
4- Не обрабатывать в станке слишком мелкие или слишком крупные заготовки.
Допустимые размеры заготовок указаны в параграфе 3.1 "Размеры заготовок".
5- Не обрабатывать заготовки с размером меньшим, чем размер, на который был настроен станок.
6- Не обрабатывать заготовки с явно выраженными дефектами (кривизна поверхности, сколы, сучки,
металлические включения и т.п.).
7- Работать только при наличии смонтированных и полностью исправных защитных ограждений.
8- При обработке длинномерных заготовок применять рольганги или расширительные столы (не
поставляются SCM).
9- Патрубок стружкоприемника станка должен быть обязательно подсоединен к системе аспирации.
Работа на станке разрешается только с включенной системой аспирации.
10- При выполнении рабочих тестов во время наладки обрабатывающих узлов станка на нем должны
иметься все необходимые защитные ограждения.
11- Не предпринимать попыток по удалению отходов и фрагментов заготовок из зоны обработки при
работающем станке.
12- В целях противопожарной безопасности регулярно удалять из станка стружку и пыль. Данная
процедура должна выполняться на выключенном станке.
13- Запрещается выполнять наладку станка во время его работы.
Запрещено использовать станок при несоответствии данных условий.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 23/26
Page 32

ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.14.3 БЕЗОПАСНОСТЬ ИНСТРУМЕНТОВ
(ad21_1-14-3_0.0)
1- Перед установкой инструментов убедиться, что опорная поверхность хорошо очищена, не имеет
вмятин и безупречно ровная.
2- Установка и регулировки инструментов выполняется при выключенном станке, ОСТАНОВЛЕННОМ
ОБОРУДОВАНИИ, с помощью подходящих инструментов (калибр, компаратор).
3- Убедитесь, что инструменты должным образом уравновешены, заточены и тщательно закрыты.
Не заточенные инструменты не только сокращают качество обработки, но и увеличивают риск эжекции
элемента.
4- Установите инструменты в нужном направлении обработки.
5- Перед закреплением инструментов на шпинделе запрещено использовать кольца или втулки, не
указанные SCM.
6- Не применять деформированные инструменты или выходящие за пределы допусков,указанных
производителем SCM.
Убедиться, что допуски размеров и характеристики инструментов, подходящих для станка, сохранены.
7- Использовать инструмент, соответствующий установленным нормам.
8- Перед обработкой убедитесь, что инструменты не мешают ходу частей станка.
9- Начинать обработку только при достижении инструментами скорости режима.
1.14.4 БЕЗОПАСНОСТЬ РАБОЧЕЙ ОБЛАСТИ
(ad21_1-14-4_0.0)
Рабочая область должна быть достаточной площади и оснащена необходимой иллюминацией , чтобы
облегчить работу и техническое обслуживание. Оператор должен быть всегда за пределами опасной
области.
Пол должен быть выровнен, с хорошей опорой для избегания возможных рисков при скольжении, и не
содержать посторонних материалов (пр.: стружка, отходы ).
В рабочей области должен находиться только один уполномоченный оператор.
Оператор и другой персонал не должны находиться на траектории возможного выброса кусочков и частей
инструментов или вставки самих инструментов.
Если на траектории возможного выброса кусочков или частей инструмента находится другое рабочее место
(другой станок), или проход для персонала, необходимо установить защитные барьеры.
Pag. 24/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 33

ME25
RU
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
1.14.5 БЕЗОПАСНОСТЬ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
(ad21_1-14-5_0.0)
НЕ ДУМАЙТЕ, что ток питания может отключиться во время технического обслуживания....ВСЕГДА
ПРОВЕРЯЙТЕ ЕГО ЛИЧНО.
Бесприкословно следуйте указаниям по последовательности проведения контроля и технического
обслуживания устройств, которые подвергнуты проверке и/или износу.
1- Перед выолнением очистки, технического обслуживания, настройки, сборки или демонтажа некоторых
частей станка, необходимо установить главный выключатель в положение нуля, чтобы остановить
станок, отсоединить трубу сжатого воздуха на входе группы и прикрепить сигнальную табличку.
Ключ в единственном экземпляре должен храниться у лица, которое выполняет регулировку,
техническую поддержку и очистку станка.
2- Остановить станок перед тем, как выполнить очистку, удалить некоторые средства защиты для
осуществления технического обслуживания.
3- Общая очистка станка (особенно рабочих плоскостей) и пола вокруг, играет важную роль в
осуществлении безопасности.
4- Регулярно выполнять процедуры по очистке и технической поддержке: регулярно удалять стружку и
пыль для избегания риска пожара.
5- При осуществлении манипуляций с инструментами использовать защитные перчатки.
6- Инструменты должны регулярно подвергаться техническому обслуживанию и замене, при
необходимости.
7- При обнаружении любого дефекта и неисправности станка, включая защиту и инструменты,
необходимо немедленно сообщить ответственному лицу и принять необходимые меры.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 1 Pag. 25/26
Page 34

ME25
1 - ОБЩАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ
RU
1.15 АВАРИЙНЫЕ УСЛОВИЯ
(ad21_1-15_0.0)
ОПАСНОСТЬ-ВНИМАНИЕ:
в случае затопления места, где находится станок, следует немедленно отключить
питание. Перед возобновлением работы необходимо показать станок
специализированному технику.
ОПАСНОСТЬ-ВНИМАНИЕ:
в случае пожара немедленно отключить питание станка и действовать, используя
подходящие огнетушители в направлении источника возгорания. Не применять воду при
тушении огня. Даже если станок заблокирован и не имеет внешних повреждений, перед
возобновлением работы необходимо показать станок специализированному технику.
Для быстрого покидания рабочей области в случае опасности, рабочая область вокруг станка не должна
быть загромождена, о чем уже сказано в параграфе 3.7.
Следует напомнить, что станок не может работать во взрывоопасных условиях.
1.16 УДАЛЕНИЕ - ХРАНЕНИЕ - СНОС
(ad21_1-16_0.0)
В случае удаления, станок должен быть отсоединен от электрического оборудования, следуя инструкциям
параграфа о поднимании станка.
В случае долгого неиспользования станка, отключите его от электрического оборудования, тщательно
очистите, как описано в параграфе по обычной очистке, и накройте рабочие плоскости скольжения и валы
инструментов антикоррозийной защитой. Не храните станок в условиях повышенной влажности или
попадания атмосферных осадков.
Станок сконструирован из нетоксичных и не вредных материалов; в случае разрушения отсоединить
стальные материалы от пластиковых и сдать их в соответствующую утилизацию.
1.16.1 УТИЛИЗАЦИЯ СТАНКА
(ad21_1-16-1_0.0)
Станок изготовлен из нетоксичных и невредных материалов. При необходимости разборки и утилизации
станка отделить металлические части от пластиковых и сдать организации, занимающейся утилизацией
подобных отходов. Для соблюдения действующих законов и норм рекомендуем обращаться в
специализированную и авторизованную компанию.
Операторы, ответственные за перевозку станка, и обслуживающий персонал должны использовать
предусмотренные законами и действующими нормами индивидуальные средства защиты.
Порядок перевозки станка описан в главе 4.
Pag. 26/26 - Cap. 1 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 35

ME25
RU
2 - УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ
index
2.1 Размещение и описание аварийных устройств (Рис. 2.1)..................... 2
2.2 Размещение и описание механизмов безопасности (Рис. 2.2) ............4
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 2 Pag. 1/5
Page 36

ME25
2 - УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ
RU
2.1 РАЗМЕЩЕНИЕ И ОПИСАНИЕ АВАРИЙНЫХ
УСТРОЙСТВ (РИС. 2.1)
(ad21_2-1_0.0)
Имеется особое оборудование на случай аварии, которое позволяет оператору своевременно блокировать
функционирование станка, при необходимости.
ОПАСНОСТЬ-ВНИМАНИЕ:
в соответствии с предписаниями "Директивы по оборудованию" 2006/42/CE запрещается
снимать или отключать органы аварийной остановки.
Описание
A - Грибковая кнопка:
механизм, включение которого влечет аварийную остановку станка.
ОСТОРОЖНОСТЬ -ПРЕДУСМОТРИТЕЛЬНОСТЬ:
осуществлять периодический контроль функционирования механизмов, указанных выше.
ОПАСНОСТЬ-ВНИМАНИЕ:
о неисправностях, которые были выявлены во время контроля, необходимо
своевременно сообщать ответственному
, который должен отключить станок и
вызвать специалистов Сервисной Службы SCM.
Pag. 2/5 - Cap. 2 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 37

ME25
RU
2 - УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ
(vuota)
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 2 Pag. 3/5
Page 38

ME25
2 - УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ
RU
2.2 РАЗМЕЩЕНИЕ И ОПИСАНИЕ МЕХАНИЗМОВ
БЕЗОПАСНОСТИ (РИС. 2.2)
(ad21_2-2_0.0)
Механизмы безопасности представляют собой особенные виды защиты, которые защищают станок в
ситуации опасности.
ОПАСНОСТЬ-ВНИМАНИЕ:
в соответствии с предписаниями "Директивы по оборудованию" 2006/42/CE запрещается
снимать или отключать органы аварийной остановки.
Описание
A - Главный подвесной выключатель:
в положении ноль (ВЫКЛ) прерывает подачу электроэнергии на станок.
B - Защитный кожух:
Ограничивает доступ к движущимся органам.
C - Дверца:
Закрепляется винтами, ограничивает доступ к электрощиту.
D - Ограничительная планка, препятствующая подаче в станок заготовок с превышением размера
по толщине.
E - Предупреждающие таблички (треугольные с желтым фоном) прикреплены в разных частях
станка.
Обязательные знаки (с синим фоном), размещенные на различных элементах станка.
F - Стружкоприемники.
G - Микропереключатель на защитном кожухе:
При открытии кожуха B вызывает отключения всех систем станка, в том числе нагрев клея.
ОСТОРОЖНОСТЬ -ПРЕДУСМОТРИТЕЛЬНОСТЬ:
осуществлять периодический контроль функционирования механизмов, указанных выше.
ОПАСНОСТЬ-ВНИМАНИЕ:
о неисправностях, которые были выявлены во время контроля, необходимо
своевременно сообщать ответственному
, который должен отключить станок и
вызвать специалистов Сервисной Службы SCM.
Pag. 4/5 - Cap. 2 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 39

ME25
RU
2 - УСТРОЙСТВА БЕЗОПАСНОСТИ И АВАВАРИЙНОСТИ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 2 Pag. 5/5
Page 40

Page 41

ME25
RU
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
index
3.1 Размеры обрабатываемой детали.......................................................... 2
3.2 Технические данные ................................................................................ 2
3.3 Стандартные аксессуары ........................................................................4
3.4 Дополнительные аксессуары .................................................................. 4
3.5 Уровни шума.............................................................................................5
3.5.1 Образование пыли ................................................................................... 6
3.6 Размеры загромождения .........................................................................7
3.7 Рабочая область.......................................................................................8
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 3 Pag. 1/8
Page 42

ME25
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
RU
3.1 РАЗМЕРЫ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
(ad21_3-1_0.0)
РАЗМЕРЫ ЗАГОТОВОК
Минимальная длина облицовываемой стороны 190 mm
Минимальная ширина плиты 65 mm
Минимальная толщина плиты 12 mm
Максимальная толщина плиты 50 mm
Минимальная толщина плиты ЦИКЛИ
Максимальная толщина плиты ЦИКЛИ
ОПАСНОСТЬ: Не обрабатывать заготовок с размерами меньше указанных.
ОПАСНОСТЬ: Максимальная длина и ширина заготовок не определены. При обработке заготовок
значительно превышающих указанные минимальные размеры необходимо использовать удлиняющие
рольганги, регулируемые по высоте, на входе и выходе станка (не поставляются SCM).
16 mm
50 mm
3.2 ТЕХНИЧЕСКИЕ ДАННЫЕ
(ad21_3-2_0.0)
ОБЩИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Высота рабочей поверхности 904 мм
Минимальная / максимальная толщина рулонной кромки 0,4 / 2 мм
Максимальная толщина рулонной кромки
Минимальная толщина полосовой кромки 0,5 мм
Максимальная толщина полосовой кромки 5 мм
Максимальная толщина пачки полос в магазине
Максимальный диаметр рулона Ø 700 мм
Скорость подачи заготовок
Фрезы для снятия свесов R=2 мм
Фрезы для снятия свесов
Диаметр пил торцовочного узла (Z 20) Ø 90 мм
Радиус циклей R=2 мм
Радиус циклей
Рабочее давление в пневмосистеме станка 6,5 атм
Давление в пневмосети 8 атм
3 мм
45 мм
~ 7
м/мин
R=3 мм
R=3 мм
Расход воздуха на обработку плиты с L=3300 мм 125 н. л/мин
Емкость клеевого бачка ~ 1 кг
Рабочая температура клея ~ 190 ÷ 220 °C
Мощность нагревательного элемента клеевого бачка 1,4 кВт
Мощность привода механизма клеевого бачка (50 / 60 Гц) 0,18 – 0,21 кВт
Мощность двигателя конвейера подачи (50 Гц – 60 Гц – однофазное 60 Гц) 0,55 – 0,65 – 0,9 кВт
Pag. 2/8 - Cap. 3 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 43

ME25
RU
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Мощность двигателя узла снятия свесов (50 Гц – 60 Гц – однофазное 60 Гц) 0,75 – 0,9 – 1,3 кВт
Частота вращения фрез узла снятия свесов 12000 об/мин
Мощность двигателя торцовочного узла (50 Гц – 60 Гц – однофазное 60 Гц) 0,37 – 0,45 – 0,66 кВт
Частота вращения пилы торцовочного узла (50 Гц – 60 Гц) 12000 - 13800 об/мин
Мощность двигателя верхней щетки (50 Гц – 60 Гц – однофазное 60 Гц) 0,14 – 0,17 – 0,3 кВт
Мощность двигателя нижней щетки (50 Гц – 60 Гц – однофазное 60 Гц) 0,14 – 0,17 – 0,3 кВт
Масса нетто: см. идентификационную табличку на корпусе станка
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ СИСТЕМЫ АСПИРАЦИИ
Диаметр аспирационного выхода на станине Ø120 мм
Диаметр аспирационного выхода для вытяжки паров стружки Ø60 мм
Скорость воздуха в системе аспирации 20 м/с
Производительность системы аспирации 1017 м³/ч
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 3 Pag. 3/8
Page 44

ME25
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
RU
3.3 СТАНДАРТНЫЕ АКСЕССУАРЫ
(ad21_3-3_0.0)
Стальная прижимная балка с двумя рядами расположенных в шахматном порядке обрезиненных
прижимных роликов.
Транспортер подачи с зубчатой лентой высокого коэффициента трения армированной стальной
проволокой.
Ручной подъем прижимной балки с автоматической перенастройкой рабочих узлов на новую толщину
плиты.
Индикатор заданной толщины плиты.
Роликовая опора по всей длине станка.
Раздельные аспирационные выходы для вытяжки паров клея и централизованного удаления других
отходов.
Защитная кабина.
Температурный контроллер для регулирования температуры клея, интегрированный в ПЛК.
Автоматическое снижение температуры клеевого бачка после определенного времени простоя станка.
Приспособление для автоматического возврата не использованного клея.
Автоматический механизм подачи рулонной кромки с гильотиной для отрезки от рулона кромок с толщиной
до 3 мм.
Вращающийся держатель рулона с диаметром 730 мм.
Ролики прикатки кромки (2 ролика).
Регулировочный механизм с индикатором положения для настройки направляющей линейки на входе
станка на ширину кромки.
Торцовочный узел с агрегатом для отрезки под углом 90° свесов кромки на переднем и заднем торцах
плиты.
Регулировочный механизм с индикатором положения для настройки вылета пилы торцовочного узла на
толщину кромки.
Узел снятия свесов с вертикальными и горизонтальными плоскими копирами для точной установки
инструментов относительно обрабатываемой детали.
Регулируемая на толщину кромки направляющая линейка на входе станка.
3.4 ДОПОЛНИТЕЛЬНЫЕ АКСЕССУАРЫ
(ad21_3-4_0.0)
Циклевочный узел для чистовой обработки кромки ПВХ/АБС с толщиной от 2 до 3 мм с возможностью
отвода в нерабочее положение.
Комплект фрез для узла снятия свесов с радиусом R = 3 мм вместо R = 2 мм.
Щеточный узел с двумя независимыми наклонными агрегатами, регулируемыми по вертикали для
возможности оптимальной настройки чистящего/полирующего воздействия.
Механизм автоматической подачи реек массива с магазином.
Pag. 4/8 - Cap. 3 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 45

ME25
RU
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.5 УРОВНИ ШУМА
(ad21_3-5_0.0)
Условия работы – Облицовка кромок*
Коэффициент
охвата K
(вероятность
68.27%)
4.0
4.0
Облицовка кромок
VSA
LAV
77.9
[107.2]
70.4
83.8
81.2
[103.7]
91.3
Описание измеренной величины
Место нахождения
Lop: уровень
оператора
звукового давления
в месте нахождения
оператора дБ (A) и
ВХОД 68.0
пиковый уровень
[дБ(C)]
ВЫХОД
Lw: уровень излучаемой звуковой
мощности дБ (A)
re 1pW
[мВт (A)]
Применя-
емый
стандарт
EN ISO
11201:1995
EN ISO
3744:1995
Максимальное значение мгновенного звукового давления, скорректированное по С, не превышает
130 дБ (C).
VSA : Без заготовки, без аспирации LAV : При обработке заготовки
*Рабочие условия могут отличаться от предписываемых цитируемым стандартом. Их анализ
представлен в протоколе испытаний Rdp 02039.
ОПАСНОСТЬ-ВНИМАНИЕ:
Измеренные значения для шума представляют собой уровни передачи, которые не всегда
подходят для безопасной работы. Между тем существует соотношение между
уровнями передачи и уровнями экспозиции, которое не может гарантированно
использоваться для определения требований дальнейшей безопасности. Факторы,
которые определяют фактический уровень экспозиции работника, включают
продолжительность экспозиции, характеристики окружающей среды, другие источники
передачи, напр., количество станков и других прилегающих рабочих мест. Также,
доступные уровни экспозиции в разных странах могут быть разными. Тем не менее,
данная информация помогает пользователю станка произвести лучшую оценку риска и
опасности.
Некоторые факторы, уменьшающие экспозицию шума:
- корректный выбор инструмента
- техническое обслуживание инструментов и станка
- корректное использование средств защиты слуха
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 3 Pag. 5/8
Page 46

ME25
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
RU
3.5.1 ОБРАЗОВАНИЕ ПЫЛИ
(ad21_3-5-1_0.0)
ВЫДЕЛЕНИЕ ПЫЛИ
Условия работы – Облицовка кромки
Применяемый стандарт: BG-GS-HO- 05
Место нахождения оператора
ЗАПРЕЩЕНО:
НЕ ИСПОЛЬЗОВАТЬ СЖАТЫЙ ВОЗДУХ.
Концентрация выделяемой пыли [мг/м
< 2
3
]
ОПАСНОСТЬ-ВНИМАНИЕ:
Необходимо надеть на всасывающую сетку кожух для собирания пыли.
Работать только при присоединенном всасывающем оборудовании.
Pag. 6/8 - Cap. 3 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 47

ME25
RU
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.6 РАЗМЕРЫ ЗАГРОМОЖДЕНИЯ
(ad21_3-6_0.0)
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 3 Pag. 7/8
Page 48

ME25
3 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
RU
3.7 РАБОЧАЯ ОБЛАСТЬ
(ad21_3-7_0.0)
ОСТОРОЖНОСТЬ -ПРЕДУСМОТРИТЕЛЬНОСТЬ:
размеры, указанные выше, относятся к свободному пространству рабочей области.
Pp max / Lp max. = максимальная длина обрабатываемого элемента.
A Зона нахождения оператора при загрузке плит в станок.
B Зона нахождения оператора при выгрузке обработанных плит.
ОПАСНОСТЬ/ВНИМАНИЕ:
недостаток предусмотренного пространства может создать ситуацию опасности для
оператора и персонала вокруг станка.
Запрещается размещать предметы разного типа в пределах предусмотренной зоны.
Pag. 8/8 - Cap. 3 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 49

ME25
RU
4 - УСТАНОВКА
index
4.1 Подъем и выгрузка станка .......................................................................2
4.2 Монтаж ...................................................................................................... 4
4.3 Установка частей, демотринованных в результате транспортировки .5
4.3.1 Снятие фиксаторов с обрабатывающих узлов ......................................5
4.3.2 7
4.3.3 Монтаж удлинительных элементов стола и направляющей линейки..7
4.4 Электрическое подключение и заземление ...........................................8
4.5 Система всасывания стружки соединено с центральной установкой 12
4.6 Подключение к пневматической системе.............................................14
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 1/14
Page 50

ME25
4 - УСТАНОВКА
RU
4.1 ПОДЪЕМ И ВЫГРУЗКА СТАНКА
(ad21_4-1_0.0)
ССЫЛКИ-ИНФОРМАЦИЯ:
на упаковке станка указывается:
- вес при подъеме
- зоны для зацепления
ОПАСНОСТЬ-ВНИМАНИЕ:
операции поднятия и перевозки станка должен выполнять специально обученный для
этой работы персонал. Во время погрузки-разгрузки избегать ударов для
предотвращения нанесения ущерба оборудованию и людям. Запрещено находиться рядом
с подвешенным грузом и вообще в зоне действия мостового крана во время поднятия и
перевозки станка.
Перед выгрузкой станка необходимо освободить его от частей, расположенных сверху, в соответствии с
требованиями по транспортировке и упаковке.
ОПАСНОСТЬ-ВНИМАНИЕ:
- станок должен быть выгружен при помощи подъемного крана или другого подъемного
оборудования, захватив веревками, как указано на рисунке 4.1.
При наличии мостового крана или автокрана выполнить следующее:
- взять две стропы (поз. C, рис. 4.1) соответствующей длины и грузоподъемности (минимальная длина
стропы 3000 мм);
- поднять стропы и установить их, как показано на рис. 4.1;
- подвесить стропы на мостовой кран (поз. D, рис. 4.1), имеющий соответсвующую грузоподъемность;
- короткими перемещениями мостового крана натянуть стропы (поз. C, рис. 4.1);
- медленно поднять и перевезти станок в место его установки, избегая даже минимального
раскачивания.
ОПАСНОСТЬ-ВНИМАНИЕ:
Стропы следует размещать с внешних сторон относительно направляющих штанг переднего
расширения F. Стропа должна располагаться вплотную к упору G и не касаться двигателя.
По выбору вышеуказанных предписаний, станок (при поставке цоколей или поддона) должен быть поднят
при помощи подъемной тележки, включая вилы под фундаментом, как указано на рисунке 4.1, соблюдая
все предосторожности для исключения всякой возможности кантования станка.
- Подготовить погрузчик (поз. A, рис. 4.1), имеющий соответствующую грузоподъемность;
- вставить вилку (поз. B, рис. 4.1), как показано на рисунке. Вилка погрузчика должна быть расположена
рядом с ножками станка (поз. E, рис. 4.1) и выступать по меньшей мере на 15 см из задней стороны
станины.
ОПАСНОСТЬ-ВНИМАНИЕ:
- Убедитесь, что кран, веревки и подъемная тележка имеют грузоподъемность больше
веса станка.
Pag. 2/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 51

ME25
RU
4 - УСТАНОВКА
Рис. 4.1
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 3/14
Page 52

ME25
4 - УСТАНОВКА
RU
4.2 МОНТАЖ
(ad21_4-2_0.0)
Выберите более удобную и освещенную область (рекомендованная минимальная плотность освещения
500 ЛЮКС), с возможностью дальнейшей подачи электропитания, а также для легкого удаления стружки и
осуществления технического обслуживания.
ОПАСНОСТЬ-ВНИМАНИЕ:
во время установки станка, необходимо также принять во внимание наличие
достаточного пространства для возможности дальнейшей обработки более длинных
элементов. Не создавайте условий сплющивания, провоцируемых наличием неподвижных
элементов окружающей среды, напр., перегородки, колонны и пр... (см. пар. 3.7).
Проверьте твердость поверхности пола так, чтобы основание станка стояло на однородной опоре в точках
соприкосновения. Рекомендуется размещать оборудование на бетонном полу, вместо асфальтного
покрытия.
Между ножками и полом рекомендуется вставить стальные пластины, по возможности, из
антивибрационного материала.
ОПАСНОСТЬ-ВНИМАНИЕ:
станок должен быть закреплен к полу.
Прикрепить к ножкам A (рис. 4.2) станка имеющиеся в комплекте поставки уголки B (рис.
4.2) и закрепить станок к полу анкерными болтами C (рис. 4.2) (не поставляемыми
продавцом).
Станок смазан маслом и густой смазкой.
Перед началом работы, тщательно удалить густую смазку с рабочих зон и с защитных приспособлений при
помощи подходящего безопасного растворителя.
Рис. 4.2
Pag. 4/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 53

ME25
RU
4 - УСТАНОВКА
4.3 УСТАНОВКА ЧАСТЕЙ, ДЕМОТРИНОВАННЫХ В
РЕЗУЛЬТАТЕ ТРАНСПОРТИРОВКИ
(ad21_4-3_0.0)
По требованиям к упаковке и транспортировке некоторые части должны быть демонтированы.
4.3.1 СНЯТИЕ ФИКСАТОРОВ С ОБРАБАТЫВАЮЩИХ
УЗЛОВ
(me25_4-3-1_0.0)
ССЫЛКИ-ИНФОРМАЦИЯ:
Некоторые органы станка были закреплены фиксаторами для защиты от повреждения во
время транспортировки.
Для снятия фиксаторов необходимо действовать следующим образом:
Фиксаторы обрабатывающих узлов:
- Ослабить винт A и поднять прижимной узел.
- Удалить показанные на рисунке фиксирующие хомуты.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 5/14
Page 54

ME25
4 - УСТАНОВКА
Фиксатор механизма качания клеевого вальца:
Вывинтить барашковый винт A до упора против часовой стрелки.
Данное действие освобождает механизм качания клеевого вальца B.
RU
ССЫЛКИ-ИНФОРМАЦИЯ:
Устройство уже было настроено на заводе-изготовителе и должно использоваться в двух
крайних положениях, а именно:
1) барашковый фиксатор затянут (повернут до упора по часовой стрелке); в этом положении
валец B выведен из работы и не наносит клей на кромку (данный режим бывает полезным
при необходимости повторного снятия свесов при уже наклеенной кромке).
2) барашковый фиксатор полностью ослаблен (повернут до упора против часовой стрелки);
в этом положении валец B находится в оптимальных рабочих условиях.
Pag. 6/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 55

ME25
RU
4 - УСТАНОВКА
4.3.2
(me25_4-3-2_0.0)
ОПАСНОСТЬ/ВНИМАНИЕ:
для монтажа рассматриваемых элементов требуется соответствующее оборудование
и участие двух человек.
Установить кронштейн A, вставив штыри B в соответствующие отверстия на станине. Закрепить кронштейн
винтами C.
4.3.3 МОНТАЖ УДЛИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ СТОЛА И
НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ
(me25_4-3-3_0.0)
- Разместить удлинительные элементы A, как показано на рисунке, и закрепить их специально
предусмотренными винтами.
- Надеть направляющую линейку B на штыри C. Установить рукоятку D. Закрутить самоконтрящуюся
гайку E, при этом убедившись, что движению направляющей линейки ничего не мешает.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 7/14
Page 56

ME25
4 - УСТАНОВКА
RU
4.4 ЭЛЕКТРИЧЕСКОЕ ПОДКЛЮЧЕНИЕ И ЗАЗЕМЛЕНИЕ
(ad21_4-4_0.0)
ОПАСНОСТЬ-ВНИМАНИЕ:
электрическое подключение и другие виды проверки, указанные в списке, всегда
выполняются специалистом - электриком.
Убедиться, что электрическая сеть на производстве оборудованию по показателям и снабжена
действующим заземлением.
В точке подключения станка предполагаемый ток короткого замыкания должен быть менее 10 kA.
Убедиться, что напряжение в сети соответствует требованиям станка
ССЫЛКИ-ИНФОРМАЦИЯ:
оптимальное условие работы станка заключается в точной подачи напряжения,
указанного на ярлыке на рисунке 4.3; тем не менее, рекомендуется обеспечить рабочее
напряжение в пределах +/-5%.
За пределами указанных допусков необходимо регулировать напряжение питания.
Значение общего поглощаемого тока указано на идентификационной табличке станка (Амп.).
ОПАСНОСТЬ-ВНИМАНИЕ:
обратитесь к таблице, указанной ниже, для использования кабелей подходящего сечения
и для установки сверху станка предохранителей типа "ЗАМЕДЛЕННОГО ВВОДА".
ПОГЛОЩАЕМЫЕ АМПЕРЫ СЕЧЕНИЕ КАБЕЛЯ
(mm²)
ПРЕДОХРАНИТЕЛИ
AM
0 Æ 10 2,5 12 A AM
10 Æ 14 2,5 16 A AM
14 Æ 18 4,0 20 A AM
18 Æ 22 6,0 25 A AM
22 Æ 28 10,0 32 A AM
28 Æ 36 10,0 40 A AM
36 Æ 46 16,0 50 A AM
46 Æ 54 16,0 63 A AM
54 Æ 76 25,0 80 A AM
76 Æ 92 35,0 100 A AM
92 Æ 110 50,0 125 A AM
ОПАСНОСТЬ-ВНИМАНИЕ:
машина не имеет зашиты против рисков поражения электрическим током по причине
косвенных прикосновений.
Защита машины против косвенных прикосновений возлагается на Клиента, который для
этой цели должен прибегнуть к специализированному персоналу (электрик-монтажник
электрических систем).
Pag. 8/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 57

ME25
RU
4 - УСТАНОВКА
ССЫЛКИ-ИНФОРМАЦИЯ:
Для этой цели уточняется, что в установках:
1) типа TT, питаемых от публичной сети распределения тока Низкого Напряжения,
2) типа TN, питаемых от публичной сети распределения тока Среднего Напряжения,
линия питания машины должна быть защищена устройствами дифференциального тока
типа A или B, соответствующим образом скоординированными с системой заземления
пользователя.
В помещениях с повышенным риском пожара максимальное значение дифференциального
тока срабатывания равно 1A (также при срабатывании с задержкой).
В случае установок типа TN, система должна быть типа TN-S, с проводом нейтрали
отделенным от проводника защиты.
Подключить станок к электрическому оборудованию, как указано ниже:
ОПАСНОСТЬ-ВНИМАНИЕ:
убедиться в том, что соединительный кабель не под напряжением.
Вставить кабель в клеммную коробку и присоединить фазы к клеммам R-S-T, нейтраль(в однофазной
версии) к клемме N, а кабель заземления к клемме, обозначенной символом (
/ PE ) (рис. 4.4).
ОПАСНОСТЬ-ВНИМАНИЕ:
В станке имеется электрическое устройство, делающее невозможным вращение
инструментов в неверном направлении.
Если устройство не дает запустить станок при первом включении (параграф 5.4), немедленно
отключить напряжение питания и поменять местами две из трех фаз на входных клеммах
станка (L1-L2-L3).
ОСТОРОЖНОСТЬ -ПРЕДУСМОТРИТЕЛЬНОСТЬ:
если станок должен соединяться кабелем питания в полвижной позиции, используйте
гибкий кабель из резины с маркировкой H07RN-F или A07RN-F.
Относительный захват соединения должен соответствовать нормам DIN 49463 и
международным стандартам IEC 309-1 и IEC 309-2.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 9/14
Page 58

ME25
4 - УСТАНОВКА
RU
ССЫЛКИ-ИНФОРМАЦИЯ:
документация, включающая в себя электрическую схему и сертификаты, находится в
чемодане с принадлежностями. Комплект плавких предохранителей станка
поставляется вместе с принадлежностями.
Pag. 10/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 59

ME25
RU
4 - УСТАНОВКА
(vuota000)
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 4 Pag. 11/14
Page 60

ME25
4 - УСТАНОВКА
RU
4.5 СИСТЕМА ВСАСЫВАНИЯ СТРУЖКИ СОЕДИНЕНО С ЦЕНТРАЛЬНОЙ УСТАНОВКОЙ
(ad21_4-5_0.0)
ОПАСНОСТЬ-ВНИМАНИЕ:
подключение системы всасывания необходимо для хорошего функционирования станка и
для сохранения здоровья оператора. Рекомендуется всегда работать с действующей
главной системой всасывания.
ССЫЛКИ-ИНФОРМАЦИЯ:
система вытяжки должна соответствовать требованиям нормы EN 12779:2004.
Выход для вытяжки паров клея из клеевого узла должен подсоединяться к отдельному
вытяжному устройству, не зависящему от устройства удаления пыли и стружки.
Устройство должно иметь исполнение в соответствии с действующими стандартами.
Убедиться в том, что при включении главного двигателя автоматически включается
также система вытяжки.
Подсоединить к оборудованию насадку для вытяжки стружки при помощи гибкого шланга подходящего
диаметра.
ССЫЛКИ-ИНФОРМАЦИЯ:
рекомендуется, чтобы всасывающий рукав был установлен снаружи всасывающей
насадки, чтобы не создавать помех для стружки.
Труба системы вытяжки должна быть расположена так, чтобы не мешать оператору во
время работы.
Подсоединить гибкие воздуховоду к аспирационным выходам A (диаметр 120 мм) и B (диаметр 60 мм).
Стянуть воздуховоды на патрубках специальными металлическими хомутами.
Система аспирации должна обеспечивать производительность 1100 м
3
/ч при скорости потока воздуха не
менее 20 м/с.
Установить контейнеры для сбора стружки напротив выходных отверстий С.
Данные значения должны быть проверены перед началом работы.
Если к центральному оборудованию подключены другие станки, необходимо провести испытания при всех
включенных всасывающих установках.
Хорошее функционирование системы всасывания сокращает риск вдыхания пыли.
Некоторые факторы, которые сокращают собирание пыли на оборудовании:
- техническое обслуживание инструментов, станка, всасывающего оборудования;
- корректное использование пылезащитных средств.
Pag. 12/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 61

ME25
RU
4 - УСТАНОВКА
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
Cap. 4 Pag. 13/14
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 62

ME25
4 - УСТАНОВКА
RU
4.6 ПОДКЛЮЧЕНИЕ К ПНЕВМАТИЧЕСКОЙ СИСТЕМЕ
(ad21_4-6_0.0)
- Подключить питающую трубу A с помощью быстроразъемного соединения B.
- Отрегулировать давление рукояткой C, ориентируясь по манометру D на редукторе. Давление
должно составлять не менее 6,5 атм.
ССЫЛКИ-ИНФОРМАЦИЯ:
Давление регулируется в сторону увеличения (от 4 до 6,5 атм.).
Убедиться, что в системе подачи сжатого воздуха отсутствует водяной конденсат и твердые
примеси (отходы обработки, масляная эмульсия, отложения).
Пневмосеть должна быть реализована с использованием труб с внутренним диаметром не менее 8
мм.
Убедиться, что на линии перед узлом фильтр-регулятор отсутствуют заужения сечения.
Давление воздуха в пневмосети должно составлять 7-8 атм.
Для подачи в станок используйте фильтрованный, осушенный воздух без масла. Наличие масла в
воздухе выводит из строя пневмооборудование станка.
В станке имеется устройство, не разрешающее запуск, если давление воздуха в пневмосистеме
составляет менее ~ 4 атм.
ОПАСНОСТЬ/ВНИМАНИЕ:
Отсечение пневматического контура станка осуществляется поворотом крана E.
На время проведения технического обслуживания кран E следует блокировать, вставляя
навесной замок в проушину F.
Pag. 14/14 - Cap. 4 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 63

ME25
RU
5 - КОМАНДЫ
index
5.1 Щит управления......................................................................................................2
5.2 Аварийные ситуации ................................................................................4
5.3 Доступ к электрическому помещению .................................................... 4
5.4 Осуществить общий контроль перед запуском...................................... 4
5.5 Запуск - остановка станка........................................................................ 6
5.5.1 Задание температуры клея в режимах работы и паузы........................ 8
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 5 Pag. 1/9
Page 64

ME25
5 - КОМАНДЫ
RU
5.1 ЩИТ УПРАВЛЕНИЯ
(ad21_5-1_0.0)
Электрический щит может изменяться в зависимости от конструкции станка и может состоять из следующих
элементов:
Номе
р
1
2
Изображение Описание / Назначение Применение / инструкция
Защитный автомат / Общий
выключатель питания с функцией
= питание на
0
станок не подано
блокировки навесным замком.
Служит для включения/выключения
общего питания станка.
Может быть заблокирован в
положении “0” навесным замком.
= питание на
I
станок подано
Аварийная кнопка. Служит для
экстренного отключения питания
станка в чрезвычайных ситуациях.
Нажата: станок в положении
аварийного останова.
Кнопка механически блокируется в
нажатом положении. Для
разблокировки повернуть кнопку по
часовой стрелке.
Для возврата к работе
повернуть по стрелке.
3
4
5
6
Показывает наличие
Индикатор сетевого напряжения
напряжения на
электрощите.
Кнопка RESET белого цвета с
индикаторной лампой /
Лампа горит - станок включен и
готов к началу обработки. Лампа не
горит - станок в аварийном
положении.
Служит для возврата станка в
рабочее положение после
устранения аварийных условий
Нажать для включения.
Лампа горит - напряжение
присутствует
ВНИМАНИЕ:
ПЕРЕГОРЕВШУЮ ЛАМПУ
СЛЕДУЕТ НЕМЕДЛЕННО
ЗАМЕНИТЬ!
(при нажатии должна загореться)
Кнопка запуска Запуск рабочих узлов станка
Кнопка остановки
Остановка рабочих узлов
станка
Pag. 2/9 - Cap. 5 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 65

ME25
RU
Номе
р
7
8
9
10
5 - КОМАНДЫ
Изображение Описание / Назначение Применение / инструкция
Поз.0 остановка (стабильное
Переключатель управления
конвейером подачи
Кнопка выбора рулонной кромки
Кнопка паузы
Кнопка подключения торцовочного
узла
положение)
Поз. I запуск (нестабильное
положение)
Работа с использованием
рулонной кромки.
По прошествии заданного
времени температура клея
автоматически снижается до
150°С.
Подключение торцовочного
узла
Работа с использованием
11
Кнопка выбора реек (до 2 мм)
реек из массива древесины
с толщиной до 2 мм.
Работа с использованием
реек из массива древесины
с толщиной от 2,5 до 5 мм.
12
Кнопка выбора реек (от 2,5 до 5 мм)
13
Кнопка подключения щеток
Подключение щеточного
узла (при наличии).
14
Функциональные клавиши
Служат для
программирования ПЛК
Служит для вывода
15
Дисплей
заданной температуры и
текущей температуры клея
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 5 Pag. 3/9
Page 66

ME25
5 - КОМАНДЫ
RU
5.2 АВАРИЙНЫЕ СИТУАЦИИ
(ad21_5-2_0.0)
На станке расположены следующие аварийные кнопки:
- одна - на шкафу управления (E1);
- одна - в области выхода элементов (E2).
ОПАСНОСТЬ-ВНИМАНИЕ:
Рекомендуется периодически нажимать кнопки аварийной остановки, чтобы проверить их
надлежащее функционирование.
о неисправностях, которые были выявлены во время контроля этих приспособлений,
необходимо своевременно сообщать ответственному
, который должен отключить станок
и вызвать электрика, механика или специалистов Сервисной Службы SCM.
5.3 ДОСТУП К ЭЛЕКТРИЧЕСКОМУ ПОМЕЩЕНИЮ
(me25_5-3_0.0)
ОПАСНОСТЬ/ВНИМАНИЕ:
доступ разрешен только квалифицированному персоналу (электрикам).
Электрический шкаф
Отключить напряжение в электросети и вывесить соответствующий предупреждающий плакат.
Перевести в положение 0 (ВЫКЛ) главный выключатель A, заблокировать его навесным замком и вывесить
соответствующий предупреждающий плакат.
Вывинтить винты V из корпуса электрощита.
Пульт управления
Отключить напряжение в электросети и вывесить соответствующий предупреждающий плакат.
Перевести в положение 0 (ВЫКЛ) главный выключатель A, заблокировать его навесным замком и вывесить
соответствующий предупреждающий плакат.
Вывинтить винты B из корпуса электрощита.
5.4 ОСУЩЕСТВИТЬ ОБЩИЙ КОНТРОЛЬ ПЕРЕД ЗАПУСКОМ
(ad21_5_4_0. 0)
Убедиться в следующем.
- Инструменты закреплены.
- Откидной кожух C закрыт.
- Станок подсоединен к системе аспирации.
- Станок подключен к пневмосети (повернуть D по часовой стрелке).
- Кнопки аварийного останова не нажаты (при необходимости разблокировать их).
- Главный выключатель A находится в положении I (ВКЛ).
Pag. 4/9 - Cap. 5 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 67

ME25
RU
5 - КОМАНДЫ
ОПАСНОСТЬ-ВНИМАНИЕ:
о неисправностях, которые были выявлены во время контроля этих приспособлений,
необходимо своевременно сообщать ответственному
, который должен отключить
станок и вызвать электрика, механика или специалистов Сервисной Службы SCM.
ЗАПРЕЩЕНО:
запрещено модифицировать или отключать установленные системы и приспособления.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 5 Pag. 5/9
Page 68

ME25
5 - КОМАНДЫ
RU
5.5 ЗАПУСК - ОСТАНОВКА СТАНКА
(ad21_5_5_0. 0)
Все органы управления относятся к пульту, описанному в параграфе 5.1.
ССЫЛКИ-ИНФОРМАЦИЯ:
выполнить виды контроля, как указано в параграфе 5.4.
Перед включением станка следует убедиться, что в нем отсутствуют заготовки.
Процедура запуска
- Вернуть станок в рабочее положение кнопкой (1) и убедиться, что индикаторная лампа загорелась.
- Следя за дисплеем (15), дождаться, когда клей нагреется до рабочей температуры.
- Выбрать требуемые обрабатывающие узлы нажатием соответствующих клавиш:
- Торцовочный узел - клавиша (7)
- Рулонна кромка - клавиша (18)
- Рейки массива с толщиной до 2 мм - клавиша (10)
- Рейки массива с толщиной от 2,5 до 5 мм - клавиша (9)
- Щетки
- Нажать кнопку (5) запуска станка.
- Повернуть переключатель (2) запуска конвейера подачи.
Начать загрузку плит в станок.
Станок в режиме паузы
Если станок не используется в течение небольшого времени, его можно оставить включенным, снизив
температуру клея до 100-160°C - безопасное значение, при котором не происходит порча клея. Для
перевода станка в данный режим нажмите кнопку (17). При этом светодиодный индикатор начнет мигать.
Для возврата в рабочий режим достаточно еще раз нажать кнопку (17).
- клавиша (8)
ЗАМЕЧАНИЯ/ИНФОРМАЦИЯ:
При первом включении станка необходимо подождать примерно 15 минут после нажатия
кнопки (1). Это время необходимо для нагрева клея до рабочей температуры.
Процедура остановки
- Убедиться, что в станке нет панелей.
- Нажать кнопку (3) для выключения обрабатывающих узлов и подающего конвейера.
ОПАСНОСТЬ/ВНИМАНИЕ:
Данный способ остановки станка не должен использоваться в случае опасности.
Для остановки станка при наличии опасности использовать аварийную кнопку (E).
Процедура завершения работы
- Повернуть общий выключатель питания G в положение 0.
- Перекрыть подачу сжатого воздуха рукояткой P.
Pag. 6/9 - Cap. 5 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 69

ME25
RU
5 - КОМАНДЫ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 5 Pag. 7/9
Page 70

ME25
5 - КОМАНДЫ
RU
5.5.1 ЗАДАНИЕ ТЕМПЕРАТУРЫ КЛЕЯ В РЕЖИМАХ РАБОТЫ И ПАУЗЫ
(me25_5-5-1_0.0)
Задание температуры клея
Температура клея в рабочем режиме и режиме паузы были установлены на заводе-изготовителе. Однако
их можно изменить в соответствии с собственными технологическими требованиями.
Изменение температур выполняется в следующем порядке:
- Нажать клавишу (17) для выбора температуры, которую требуется изменить (температура рабочего
режима или режима паузы).
- Нажать клавишу (12): значение температуры на дисплее начнет мигать.
- Изменить значение стрелками (4-14).
- Нажать клавишу (12) для сохранения измененного значения.
ДИАПАЗОН НАСТРОЙКИ РАБОЧЕЙ ТЕМПЕРАТУРЫ
от 190 до 220°C.
ДИАПАЗОН НАСТРОЙКИ ТЕМПЕРАТУРЫ РЕЖИМА ПАУЗЫ
от 100 до 160°C.
Задание времени автоматического перехода в режим паузы
Кроме этого можно изменить время перехода в режим паузы: время, по прошествии которого температура
клея автоматически снижается до нерабочего значения.
Процедура изменения времени имеет следующий вид:
- Нажать клавишу (17), чтобы вывести на дисплей температуру режима паузы.
- Нажать клавишу (12): значение температуры на дисплее начнет мигать.
- При помощи стрелок (6-13) выбрать из меню заданное время перехода в режим паузы (значение мигает).
- Изменить значение при помощи клавиш (4-14).
- Нажать клавишу (12) для сохранения измененного значения.
ДИАПАЗОН НАСТРОЙКИ ВРЕМЕНИ ПЕРЕХОЖА В РЕЖИМ ПАУЗЫ
от 4 до 30 минут.
Pag. 8/9 - Cap. 5 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 71

ME25
RU
5 - КОМАНДЫ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 5 Pag. 9/9
Page 72

Page 73

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
index
6.1 Регулировка давления в пневмосистеме ............................................... 2
6.2 Регулировка направляющей линейки на входе .....................................3
6.3 Заправка кромки .......................................................................................4
6.3.1 Механизм подачи полосовой кромки ......................................................6
6.4 Регулировка подающего механизма....................................................... 8
6.5 Регулировка блока прикатывающих роликов на входе .........................9
6.6 Регулировка операции обрезки торцевых свесов................................10
6.6.1 Регулировка торцовочного узла............................................................11
6.7 Регулировка снятия свесов ................................................................... 12
6.7.1 Регулировка копиров узла снятия свесов............................................. 14
6.8 Циклевочный узел ..................................................................................16
6.8.1 Регулировка циклевочного узла............................................................ 18
6.9 Регулировка щеточного узла.................................................................20
6.10 Регулировка расхода клея..................................................................... 21
6.15 Подготовка станка к работе, работа на станке .................................... 22
6.15.1 Подготовка станка к работе................................................................... 22
6.15.2 Работа на станке .................................................................................... 26
6.15.3 Облицовка кромок плит небольших размеров..................................... 28
6.15.4 Рекомендации по работе .......................................................................29
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 1/29
Page 74

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.1 РЕГУЛИРОВКА ДАВЛЕНИЯ В ПНЕВМОСИСТЕМЕ
(me25_6-1_0.0)
Давление в системе должно составлять ~6,5 атм. Данное значение уже установлено на заводеизготовителе. При необходимости его можно изменить, как описано в параграфе 4.6.
ССЫЛКИ-ИНФОРМАЦИЯ:
Давление регулируется в сторону увеличения (от 4 до 6,5 атм.).
Для слива конденсата нажать вверх на пробку E, когда узел фильтр-редуктор находится под
рабочим давлением.
В станке имеется устройство, не разрешающее запуск, если давление воздуха в пневмосистеме
составляет менее ~ 4 атм.
РЕГУЛИРОВКА ФУНКЦИЙ
A -Подающий валец для кромки из массива древесины
B - Цилиндр прижима кромки ~2 бар.
C - Прямой ход суппорта преследования торцовочного узла ~4 бар.
D - Обратный ход суппорта преследования торцовочного узла ~1,8 бар.
~ 4,5 бар.
ССЫЛКИ-ИНФОРМАЦИЯ:
Рабочее давление в отдельных узлах было настроено на заводе-изготовителе. При
необходимости дополнительной регулировки обратитесь в сервисный центр SCM.
Pag. 2/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 75

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
6.2 РЕГУЛИРОВКА НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ НА ВХОДЕ
(me25_5-2_0.0)
Направляющая линейка на входе станка регулируется в зависимости от толщины наклеиваемого
кромочного материала. Порядок регулировки имеет следующий вид:
- Ослабить фиксатор A, выполнить регулировку рычагом B, следя за перемещением по индикатору C.
- После завершения регулировки затянуть фиксатор A.
ССЫЛКИ-ИНФОРМАЦИЯ:
Значение, показываемое индикатором, соответствует толщине кромки в десятых долях
миллиметра (пример: толщина кромки = 1,5 мм, показываемое значение = 0015).
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
Cap. 6 Pag. 3/29
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 76

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.3 ЗАПРАВКА КРОМКИ
(me25_6-3_0.0)
Убедиться, что размеры кромки совместимы с толщиной плиты.
ССЫЛКИ-ИНФОРМАЦИЯ:
Кромка не должна выступать за пласти плиты более чем на 2 мм с каждой стороны.
РУЛОННАЯ КРОМКА
- Открыть кожух F.
- Поместить рулон H на держатель, соблюдая показанную на рисунке ориентацию.
- Поднять в крайнее верхнее положение и зафиксировать ограничители A и B.
- Вставить кромку между направляющей D и пружиной C и продвинуть ее до ролика E.
- Отрегулировать по высоте ограничители A и B, оставив зазор примерно 0,5 мм для прохода кромки.
- Отвести кромку N назад, совместив ее край с ножом O гильотины. В этом положении кромка готова к
началу работы.
ССЫЛКИ-ИНФОРМАЦИЯ:
Для правильности регулировки очень важно совместить край кромки с ножом гильотины.
Регулировка считается оптимальной, когда кромка прилегает к направляющей, и при этом ее
движение остается свободным.
Установленная в такое положение кромка готова к началу работы.
РЕЙКА ИЗ МАССИВА ДРЕВЕСИНЫ
При облицовке плит деревянными рейками последние заправляются так же, как это делается для
рулонного кромочного материала. Однако теперь пружина P должна давить на рейку N как можно слабее.
ССЫЛКИ-ИНФОРМАЦИЯ:
Длина рейки должна превышать длину плиты не более чем на 25-30 мм.
Пример:
Длина плиты: 300 мм
Длина рейки: 330 мм
Максимальный остаток рейки на каждой стороне: 15 мм
После завершения работы по наклейке кромок из массива очистить валец подачи кромки от
частиц древесины.
ОПАСНОСТЬ/ВНИМАНИЕ:
перед началом работ по уборке, техническому обслуживанию, наладке станка или замене
каких-либо его деталей необходимо разомкнуть главный выключатель электропитания,
заблокировать его навесным замком и вывесить соответствующий предупреждающий
плакат.
Pag. 4/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 77

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 5/29
Page 78

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.3.1 МЕХАНИЗМ ПОДАЧИ ПОЛОСОВОЙ КРОМКИ
(me25_6-3-1_0.0)
- Поднять в крайнее верхнее положение и зафиксировать ограничители A и B.
- Вставить рейки в промежуток между направляющей D и пружиной C. Пружина C должна давить на
рейку как можно слабее.
- Отрегулировать по высоте ограничители A и B, оставив зазор примерно 0,5 мм для прохода реек.
- Совместить рейки с ограничителем H.
- Отрегулировать упор H на толщину рейки и затянуть барашковый фиксатор L.
- Убедиться, что рейка движется без помех и что упор пропускает лишь одну рейку за раз.
ССЫЛКИ-ИНФОРМАЦИЯ:
Кромка не должна выступать более чем на 2 мм с каждой стороны плиты.
Длина рейки должна превышать длину плиты не более чем на 25-30 мм.
Пример:
Длина плиты: 300 мм
Длина рейки: 330 мм
Максимальный остаток рейки на каждой стороне: 15 мм
После завершения работы по облицовке плит рейками из массива надлежит очистить
подающий ролик от отходов древесины.
ОПАСНОСТЬ/ВНИМАНИЕ:
перед началом работ по уборке, техническому обслуживанию, наладке станка или замене
каких-либо его деталей необходимо разомкнуть главный выключатель электропитания,
заблокировать его навесным замком и вывесить соответствующий предупреждающий
плакат.
Pag. 6/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 79

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
Cap. 6 Pag. 7/29
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 80

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.4 РЕГУЛИРОВКА ПОДАЮЩЕГО МЕХАНИЗМА
(me20_6-4_0.0)
Высота подающего механизма настраивается таким образом, чтобы показания индикатора C совпадали с
толщиной облицовываемой плиты (цифры черного цвета - миллиметры, цифры красного цвета - десятые
доли миллиметра).
Регулировка выполняется в следующем порядке:
- Ослабить винт A. Выполнить регулировку механизма по высоте, вращая винт B прилагаемым ключом.
Одновременно происходит настройка по высоте узла снятия свесов.
- Затянуть винт A.
ССЫЛКИ-ИНФОРМАЦИЯ:
Неверная настройка высоты механизма может нарушить правильную подачу заготовки, что
ведет к сбоям в работе станка и производственному браку.
При выполнении регулировки винт A должен быть ослаблен!
для избежания механического люфта регулировать рабочее положении движением снизу
вверх.
ОПАСНОСТЬ/ВНИМАНИЕ:
Попытка регулировки прижимов при затянутом винте A может вызвать необратимое
смещение осей и как следствие нарушение в подаче заготовок.
Pag. 8/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 81

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
6.5 РЕГУЛИРОВКА БЛОКА ПРИКАТЫВАЮЩИХ РОЛИКОВ НА ВХОДЕ
(me25_6-5_0.0)
При облицовке плит кромочным материалом из массива древесины с толщиной более 2 мм необходимо
выполнить соответствующую настройку прикатывающих роликов.
Процедура регулировки имеет следующий вид:
- Вращая ручку A, установить указатель B на требуемое значение толщины.
При использовании кромочных материалов с толщиной менее 2 мм необходимо вернуть настройки узла в
начальное положение. Для этого повернуть ручку A до упора против часовой стрелки.
ССЫЛКИ-ИНФОРМАЦИЯ:
Для повышения усилия обрезиненного ролика E действовать следующим образом:
- Ослабить винт C.
- Увеличить натяг пружины D.
- Затянуть винт C.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 9/29
Page 82

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.6 РЕГУЛИРОВКА ОПЕРАЦИИ ОБРЕЗКИ ТОРЦЕВЫХ СВЕСОВ
(me25_6-6_0.0)
Торцовочный узел служит для обрезки свесов кромочного материала на переднем и заднем краях плиты.
В случае изменения толщины кромочного материала следует отрегулировать вылет пилы, вращая рукоятку
A. Величина смещения считывается по индикатору B. (Толщина кромочного материала 1 мм эквивалентна
показаниям 0010 на индикаторе.)
Pag. 10/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 83

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
6.6.1 РЕГУЛИРОВКА ТОРЦОВОЧНОГО УЗЛА
(me25_6-6-1_0.0)
ССЫЛКИ-ИНФОРМАЦИЯ:
Копир настраивается на заводе-изготовителе и не требует последующих регулировок.
Регулировка является деликатной операцией, в связи с чем, ее следует выполнять, лишь
когда есть полная уверенность, что неполадка вызвана копиром (предварительно проверить
все причины, указанные в главе 20).
При появлении дефектов обрезки кромки на ПЕРЕДНЕМ или ЗАДНЕМ торце плиты надлежит
отрегулировать положение пилы относительно копира, действуя в следующем порядке:
РЕГУЛИРОВКА ОБРЕЗКИ КРОМКИ НА ПЕРЕДНЕМ ТОРЦЕ
Ослабить гайку E и настроить положение пилы A относительно копира B при помощи гайки F.
РЕГУЛИРОВКА ОБРЕЗКИ КРОМКИ НА ЗАДНЕМ ТОРЦЕ
Ослабить гайку D и настроить положение пилы A относительно копира G при помощи гайки C.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 11/29
Page 84

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.7 РЕГУЛИРОВКА СНЯТИЯ СВЕСОВ
(me25_6-7_0.0)
Агрегаты снятия свесов предназначены для удаления посредством фрезерования свесов кромки по двум
пластям плиты. При этом возможны следующие варианты обработки:
1 - Формирование закругленной фаски с радиусом до R=2 мм (R=3
2 - Формирование прямого угла с заходом на заданную глубину.
).
Положение фрезерных агрегатов в поперечном направлении регулируется в зависимости от толщины
кромочного материала при помощи рукояток E, предварительно ослабив гайку B.
- Для уменьшения глубины съема повернуть рукоятку по часовой стрелке.
- Для увеличения глубины съема повернуть рукоятку против часовой стрелки.
ССЫЛКИ-ИНФОРМАЦИЯ:
Калибровка индикаторов положения была выполнена на заводе изготовителе. Показания
индикаторов A не совпадают с размером кромки, поэтому ниже приводится таблица с
ориентировочными данными для перевода значений. Значения таблицы представлены как в
миллиметрах, так и в дюймах.
ССЫЛКИ-ИНФОРМАЦИЯ:
Для устранения ошибок, связанных с механическими зазорами, выход в конечную позицию
должен всегда выполняться вращением рукояток E против часовой стрелки. Например, для
установки значения 15 необходимо отойти на значение 10, а затем выйти на 15.
При необходимости отрегулировать съем кромки в направлении стрелки при помощи рукояток E.
Pag. 12/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 85

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 13/29
Page 86

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.7.1 РЕГУЛИРОВКА КОПИРОВ УЗЛА СНЯТИЯ СВЕСОВ
(me25_6-7-1_0.0)
При регулировке копиров изменяется высота фрез относительно заготовки, что ведет к увеличению или
уменьшению величины съема кромки.
ССЫЛКИ-ИНФОРМАЦИЯ:
Копиры регулируются на заводе-изготовителе и не требуют дополнительной настройки в
процессе использования станка. Регулировка копиров является деликатной процедурой,
поэтому ее рекомендуется предпринимать, только будучи полностью уверенным, что
неисправность связана именно с ними (предварительно проанализировать все
неисправности, представленные в главе 20).
Поднять прижим и выполнить регулировку, действуя в следующем порядке:
- Ослабить винты A.
- Отрегулировать положение верхнего копира винтами C. Для увеличения съема вращать винты против
часовой стрелки, для уменьшения - по часовой стрелке.
- Отрегулировать положение нижнего копира винтами E. Для увеличения съема вращать винты против
часовой стрелки, для уменьшения - по часовой стрелке.
- Затянуть винты A.
ССЫЛКИ-ИНФОРМАЦИЯ:
Пары винтов C (и E) должны вращаться одинаковым образом с тем, чтобы сохранить
параллельность копиров относительно рабочей поверхности.
При необходимости отрегулировать величину съема в направлении стрелок, изменив положение копиров.
ССЫЛКИ-ИНФОРМАЦИЯ:
Для регулировки съема в горизонтальном направлении не нарушать настройку копира F - вместо
этого использовать механизм, регулирующий положение фрез по горизонтали.
Pag. 14/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 87

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 15/29
Page 88

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.8 ЦИКЛЕВОЧНЫЙ УЗЕЛ
(me25_6-8_0.0)
Циклевочный узел предназначен для чистовой обработки кромки. Узел можно отвести в нерабочее
положение посредством рычага G.
Pag. 16/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 89

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
(vuota001)
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 17/29
Page 90

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.8.1 РЕГУЛИРОВКА ЦИКЛЕВОЧНОГО УЗЛА
(me25_6-8-1_0.0)
ССЫЛКИ-ИНФОРМАЦИЯ:
Копиры регулируются на заводе-изготовителе и не требуют дополнительной настройки в
процессе использования станка. Регулировка копиров является деликатной процедурой,
поэтому ее рекомендуется предпринимать, только будучи полностью уверенным, что
неисправность связана именно с ними (предварительно проанализировать все
неисправности, представленные в главе 20).
Качество обработки кромки напрямую зависит от характеристик плиты. Если плита выпукла,
вогнута
или ее кромки не образуют угла 90° с остальными гранями, настраивать станок бесполезно, так как
хорошего результата все равно не добиться.
КОПИРЫ
При регулировке копиров изменяется расстояние по вертикали между инструментом и плитой, за счет чего
меняется величина съема.
Поднять прижим и выполнить регулировку, действуя в следующем порядке:
- Ослабить винты A.
- Отрегулировать положение верхнего копира винтами C. Для увеличения съема вращать винты против
часовой стрелки, для уменьшения - по часовой стрелке.
- Отрегулировать положение нижнего копира винтами E. Для увеличения съема вращать винты против
часовой стрелки, для уменьшения - по часовой стрелке.
- Затянуть винты A.
ССЫЛКИ-ИНФОРМАЦИЯ:
Пары винтов C (и E) должны вращаться одинаковым образом с тем, чтобы сохранить
параллельность копиров относительно рабочей поверхности.
При необходимости отрегулировать величину съема в направлении стрелок, изменив положение копиров.
ССЫЛКИ-ИНФОРМАЦИЯ:
Для регулировки съема в горизонтальном направлении не нарушать настройку копира F - вместо
этого использовать механизм, регулирующий положение фрез по горизонтали.
ГОРИЗОНТАЛЬНАЯ РЕГУЛИРОВКА ЦИКЛЕВОЧНОГО УЗЛА
- Ослабить винты L.
- Отрегулировать величину съема гайками H:
- При закручивании гаек величина съема уменьшается.
- При откручивании гаек величина съема увеличивается.
Pag. 18/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 91

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 19/29
Page 92

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.9 РЕГУЛИРОВКА ЩЕТОЧНОГО УЗЛА
(me25_6-9_0.0)
Щеточный узел предназначен для полировки кромки плиты и ее очистки от отходов обработки.
ВЕРХНЯЯ ЩЕТКА
- Для увеличения / уменьшения воздействия верхней щетки на заготовку ослабить фиксатор A и выполнить
регулировку рукояткой B (вращать по часовой стрелке для увеличения воздействия, против часовой
стрелки - для уменьшения).
НИЖНЯЯ ЩЕТКА
- Для увеличения / уменьшения воздействия верхней щетки на заготовку ослабить фиксатор A и выполнить
регулировку рукояткой С (вращать по часовой стрелке для уменьшения воздействия, против часовой
стрелки - для увеличения).
После завершения регулировки затянуть фиксатор A.
Pag. 20/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 93

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
6.10 РЕГУЛИРОВКА РАСХОДА КЛЕЯ
(me25_6-10_0.0)
Клей наносится на облицовываемую кромку плиты при помощи вальца A.
Расход клея настраивается в зависимости от плотности материала (при увеличении пористости
поверхности следует увеличить расход клея).
Регулировка расхода клея производится рычагом E.
ОПАСНОСТЬ-ВНИМАНИЕ:
Для защиты от ожога работать в перчатках!
Выполнять операции загрузки при температуре не выше ~50°С. Значение температуры
проверяется по дисплею контроллера.
ССЫЛКИ-ИНФОРМАЦИЯ:
Перед каждым началом работы необходимо проверять количество клея в емкости.
Для доступа в емкость поднять крышку за рукоятку F.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 21/29
Page 94

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.15 ПОДГОТОВКА СТАНКА К РАБОТЕ, РАБОТА НА СТАНКЕ
(me25_6-15_0.0)
6.15.1 ПОДГОТОВКА СТАНКА К РАБОТЕ
(me25_6-15-1_0.0)
РУЛОННАЯ ИЛИ ПОЛОСОВАЯ КРОМКА
- Убедиться, что ширина и тип кромки совместимы с облицовываемой плитой.
- Заправить кромку или полосу в станок и выполнить соответствующие регулировки (см. параграф 6.3).
РЕГУЛИРОВКА НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ НА ВХОДЕ
- Отрегулировать направляющую линейку на входе станка на толщину кромки (см. параграф 6.2).
Pag. 22/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 95

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
РЕГУЛИРОВКА ПРИКАТЫВАЮЩИХ РОЛИКОВ
- Отрегулировать прикатывающие ролики в зависимости от типа обработки (см. параграф 6.5).
РЕГУЛИРОВКА ПИЛЫ ТОРЦОВОЧНОГО УЗЛА
- Выполнить регулировку вылета пилы торцовочного узла на толщину кромки (см. параграф 6.6).
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 23/29
Page 96

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
РЕГУЛИРОВКА АГРЕГАТОВ СНЯТИЯ СВЕСОВ
- Отрегулировать глубину съема в зависимости от толщины кромки при помощи рукояток E. При настройке
руководствоваться данными таблицы, закрепленной рядом с индикаторами положения (см. параграф 6.7).
РЕГУЛИРОВКА ЦИКЛЕВОЧНОГО УЗЛА
- При необходимости подключить циклевочный узел
(см. параграф 6.8).
Pag. 24/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 97

ME25
RU
РЕГУЛИРОВКА ЩЕТОК
- Отрегулировать щетки
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
(см. параграф 6.9).
РЕГУЛИРОВКА ВЫСОТЫ АВТОПОДАТЧИКА
- Отрегулировать высоту автоподатчика, выставив на индикаторе C значение, равное толщине
облицовываемой плиты (цифры черного цвета - миллиметры, цифры красного цвета - десятые доли
миллиметра). Выполнять регулировку при ослабленном винте A. После завершения настройки затянуть
винт A прилагаемым ключом.
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 25/29
Page 98

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.15.2 РАБОТА НА СТАНКЕ
(me25_6-15-2_0.0)
- Проверить уровень клея в бачке.
- Закрыть кожух станка.
- Настроить контроллер PLC в зависимости от типа обработки и включить станок (см. параграф 5).
- Дождаться нагрева клея до рабочей температуры.
ССЫЛКИ-ИНФОРМАЦИЯ:
Запуск станка невозможен, пока температура клея не выйдет на рабочий уровень.
- Отрегулировать расход клея.
- Прижать заготовку к направляющей линейке и ввести ее на транспортер станка.
- Станок автоматически подаст заготовку и нанесет на нее кромку указанным способом.
- Плита, подаваемая автоподатчиком, вызовет срабатывание путевого выключателя A. По сигналу путевого
выключателя кромка будет подана вперед, так что ее край окажется на 15 мм за точкой B.
- Кромка соединится с плитой в точке B.
- Плита пройдет перед блоком прикатывающих роликов G, а затем вступит в контакт с копиром H
торцовочного узла. В результате этого торцовочные агрегаты сместятся и выполнят обрезку свесов кромки
сначала на переднем, а потом на заднем крае плиты.
- Узел снятия свесов P автоматически подстроится под толщину плиты посредством копиров N и выполнит
снятие свесов вдоль верхней и нижней пласти.
- После высвобождения плитой микропереключателя (1) гильотина отрезает кромку.
- После высвобождения плитой микропереключателя (2) торцовочный агрегат начинает сопровождать
плиту и выполняет рез.
- Плита проходит перед циклевочным узлом, который автоматически подстраивается под толщину плиты.
Циклевочный узел можно вывести из работы в том случае, если радиусы закругления облицовываемой
кромки не соответствуют радиусам установленных циклей.
- Щетки, когда они предусмотрены, автоматически подстраиваются под толщину плиты. Их можно вывести
из работы при помощи соответствующей команды с пульта управления.
- Выполнить обработку остальных кромок плиты, загружая деталь в механизм подачи станка.
ССЫЛКИ-ИНФОРМАЦИЯ:
После подготовки станка к работе рекомендуется выполнить пробную облицовку кромки
плиты, чтобы проверить правильность настройки станка.
Pag. 26/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Page 99

ME25
RU
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
Cap. 6 Pag. 27/29
Page 100

ME25
6 - ФУНКЦИОНИРОВАНИЕ СТАНКА И ЕГО ЭКСПЛУАТАЦИЯ
RU
6.15.3 ОБЛИЦОВКА КРОМОК ПЛИТ НЕБОЛЬШИХ РАЗМЕРОВ
(me25_6-15-3_0.0)
Если ширина плиты меньше 100 мм рекомендуется использовать плиту-толкатель A той же толщины,
снабженный выступом (с размерами не более 10 x 15 мм).
Толкатель должен покрывать всю длину облицовываемой заготовки.
ССЫЛКИ-ИНФОРМАЦИЯ:
Приставив толкатель A к заготовке, прижать заготовку к направляющей линейке и ввести ее
под механизм подачи.
Pag. 28/29 - Cap. 6 НАСТОЯЩЕЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЯВЛЯЕТСЯ СОБСТВЕННОСТЬ SCM INDUSTRIA S.P.A, ЛЮБОЕ
ПЕРЕИЗДАНИЕ, ДАЖЕ ЧАСТИЧНО
 Loading...
Loading...