

Page 1
M- ITA910…11/10
MBS-910DAS ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS √
Инструкция по эксплуатации
Walter Meier AG
WMH Tool Group AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Fertigung) AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Tool) AG, CH-8117 Fälladen
www.jettools.com; info@jettools.com
Tel. +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а, тел.: +7 (812) 334-33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
www.jettools.ru; info@jettools.ru
1
Page 2
инструкция по эксплуатации станка JET мод. MBS-910DAS
Инструкция по эксплуатации ленточнопильного станка модели MBS-910DAS
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта
инструкция разработана для владельцев и обслуживающего персонала ленточнопильного станка по
металлу мод. MBS-910DAS с целью обеспечения надежного пуска в работу и эксплуатации станка, а
также его технического обслуживания. Обратите, пожалуйста, внимание на информацию этой
инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию,
особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите его в
эксплуатацию или будете проводить работы по техническому обслуживанию. Для достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста,
нашим указаниям
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее про-
дукты отвечали высоким требованиям клиентов
по качеству и стойкости.
JET гарантирует первому владельцу, что каж-
дый продукт не имеет дефектов материалов и
дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ С
НИЖЕПЕРЕЧИСЛЕННЫМИ ГАРАНТИЙНЫМИ
ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня продажи. Днем продажи является дата оформле-
ния товарно-транспортных документов и/или
дата заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и послегарантийный ремонт производится только в
сервисных центрах, указанных в гарантийном
талоне, или авторизованных сервисных цен-
трах.
1.3 После полной выработки ресурса оборудо-
вания рекомендуется сдать его в сервис-центр
для последующей утилизации.
1.4 Гарантия распространяется только на производственные дефекты, выявленные в процессе эксплуатации оборудования в период га-
рантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно
оформленных документов: гарантийного тало-
на, согласованного с сервис-центром образца с
указанием заводского номера, даты продажи,
штампом торговой организации и подписью покупателя, а так же при наличии кассового чека,
свидетельствующего о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары), напри-
мер: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги к ним; подошвы шлифовальных машин и т.п. (см. список смен-
ных принадлежностей (аксессуаров) JET);
.
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые
ролики, подшипники, зубчатые ремни и колеса
и прочее (см. инструкцию по оценке гарантий-
ности и ремонта оборудования JET). Замена их
является платной услугой;
- оборудование JET со стертым полностью или
частично заводским номером;
- шнуры питания, в случае поврежденной изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по на-
значению, указанному в инструкции по эксплуа-
тации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за действий
третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных
или иных внешних воздействий на оборудование, таких как дождь, снег повышенная влаж-
ность, нагрев, агрессивные среды и др.;
- при естественном износе оборудования (пол-
ная выработка ресурса, сильное внутреннее
или внешнее загрязнение, ржавчина);
- при возникновении повреждений из-за несо-
блюдения предусмотренных инструкцией условий эксплуатации (см. главу «Техника безопас-
ности»);
- при порче оборудования из-за скачков напряжения в электросети;
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых, материалов или веществ, не являющихся
отходами, сопровождающими применение по
назначению;
- при повреждения оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
2
Page 3
инструкция по эксплуатации станка JET мод. MBS-910DAS
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений,
несоблюдения правил смазки оборудования;
- при повреждении оборудования из-за небреж-
ной транспортировки. Оборудование должно
перевозиться в собранном виде в упаковке,
предотвращающей механические или иные повреждения и защищающей от неблагоприятно-
го воздействия окружающей среды.
1.8 Гарантийный ремонт частично или полно-
стью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в
период гарантийного срока является платной
услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется
обратиться в сервисный центр для профилак-
тического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными
нарушениями, невнимательностью, случайными
повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживани-
ем, а также естественным износом.
Гарантия JET начинается с даты продажи первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если будет установлено, что дефект отсутствует или
его причины не входят в объем гарантии JET,
то клиент сам несет расходы за хранение и об-
ратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. Безопасность
3.1 Применение согласно предписанию
Станок предназначен для распиливания обра-
батываемых резанием металлов и пластмасс.
Обработка других материалов является недо-
пустимой или в особых случаях может производиться после консультации с производителем
станка.
Запрещается обрабатывать магний –
высокая опасность возгорания!
Применение по назначению включает в себя
также соблюдение инструкций по эксплуатации
и техническому обслуживанию, предоставлен-
ных изготовителем.
Станок разрешается обслуживать лицам, кото-
рые ознакомлены с его работой и техническим
обслуживанием и предупреждены о возможных
опасностях.
Необходимо соблюдать также установленный
законом возраст.
Использовать станок только в технически ис-
правном состоянии.
При работе на станке должны быть смонтиро-
ваны все защитные приспособления и крышки.
Наряду с указаниями по технике безопасности ,
содержащимися в инструкции по эксплуатации,
и особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые
технические правила работы на металлообра-
батывающих станках.
Каждое отклоняющееся от этих правил использование рассматривается как неправильное
применение и изготовитель не несет ответственности за повреждения, происшедшие в результате этого. Ответственность несет только
пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной
работы необходимо соблюдение имеющихся
предписаний по технике безопасности и ниже-
следующих указаний.
Прочитайте и изучите полностью инструкцию по
эксплуатации, прежде чем Вы начнете монтаж
станка и работу на нем.
Храните инструкцию по эксплуатации, защищая
ее от грязи и влаги, рядом со станком и пере-
давайте ее дальше новому владельцу станка.
На станке не разрешается проводить какиелибо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте безупречную работу и наличие необхо-
димых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением уполно-
моченных для этого работников.
В таких случаях не проводите на станке никаких
работ, обезопасьте станок посредством отклю-
чения от сети.
Для защиты длинных волос необходимо наде-
вать защитный головной убор или косынку.
Работайте в плотно прилегающей одежде.
Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
надевайте прогулочную обувь или сандалии.
3
Page 4
инструкция по эксплуатации станка JET мод. MBS-910DAS
Используйте средства индивидуальной защиты,
предписанные для работы согласно инструкций.
При работе на станке не надевать перчатки.
Для безопасного обращения с полотнами пилы
используйте подходящие рабочие перчатки.
При работе с длинными заготовками используйте специальные удлинительные приспособ-
ления стола, роликовые упоры и т. п.
При распиливании круглых заготовок обезопасьте их от прокручивания. При распиливании
неудобных заготовок используйте специально
предназначенные вспомогательные приспособ-
ления для опоры.
Устанавливайте направляющие полотна пилы
как можно ближе к заготовке.
Удаляйте заклинившие заготовки только при
выключенном моторе и при полной остановке
станка.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и
подачи заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял
на твердом и ровном основании.
Следите за тем, чтобы электрическая проводка
не мешала рабочему процессу и чтобы об нее
нельзя было споткнуться.
Содержите рабочее место свободным от ме-
шающих заготовок и прочих предметов.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь
и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воз-
действие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабочего
места.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок.
Не используйте станок поблизости от мест хра-
нения горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах
огнетушителей.
Не применяйте станок во влажных помещениях
и не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные
размеры заготовок.
Удаляйте стружку и детали только при оста-
новленном станке.
Работы на электрическом оборудовании станка
разрешается проводить только квалифициро-
ванным электрикам.
Немедленно заменяйте поврежденный сетевой
кабель.
Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при отключенном сетевом
штекере.
Немедленно заменяйте поврежденные полотна
пилы.
2.3 Остаточные опасности
Даже при использовании станка в соответствии
с инструкциями имеются следующие остаточ-
ные опасности:
Опасность повреждения двигающимся полот-
ном пилы в рабочей зоне.
Опасность от разлома полотна пилы.
Опасность из-за разлетающейся стружки и частей заготовок.
Опасность из-за шума и летящей стружки.
Обязательно надевайте средства индивидуальной защиты, такие как защитные очки и на-
ушники.
Опасность поражения электрическим током при
неправильной прокладке кабеля.
3. Технические требования станка
3.1 Технические данные
MBS-910DAS
Зона обработки:
при 90° .............. ∅227 мм, □220 мм, 260x110 мм
при 45° .............. ∅150 мм, □145 мм, 175х137 мм
при 60° .................................. ∅90 мм, □85х87 мм
при 45° влево ... ∅110 мм, □110 мм, 160х110 мм
Скорость движения полотна ............ 36, 72 м/мин
Размеры ленточного полотна ...... 27х0,9х2455 мм
Диапазон поворота рамы ................ -45° / 0° / +60°
Диаметр шкивов .......................................... 295 мм
Бак для СОЖ .............................................8 литров
Насос для подачи СОЖ ............................. 0,05 кВт
Выходная мощность, S
Потребляемая мощность, S
100% ....................1,1 кВт
1
40% ...............2,1 кВт
6
Габаритные размеры ................ 1500x750x1750мм
Масса............................................................. 280 кг
Сетевое питание ......................... 380в ~3/PE 50Гц
Рабочий ток ........................................................ 2 A
Соединительный провод (H07RN-F): ..... 4x1,5 мм²
Устройство защиты потребителя .................... 16 A
4
Page 5
инструкция по эксплуатации станка JET мод. MBS-910DAS
*Примечание:
Спецификация данной инструкции является
общей информацией. Данные технические
характеристики были актуальны на момент
издания руководства по эксплуатации. Произ-
водитель оставляет за собой право на
изменение конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков указаны
предельные значения зон обработки, для оптимального подбора оборудования и увеличения
сроков эксплуатации выбирайте станки с запасом.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до 35⁰С и
относительной влажностью не более 80%.
Во избежание преждевременного выхода электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового или удлинительного
кабеля.
Обслуживающий персонал должен иметь
соответствующий допуск на эксплуатацию и
проведение работ на оборудовании оснащенного электродвигателем напряжением
питания 380В, 50Гц.
4.2 Уровень шума
Уровень звукового давления (согласно стандар-
ту EN 11202):
Холостой ход ...................................... 75,2 дб (A)
Обработка ........................................... 86,2 дб (A)
Приведенные значения относятся к уровню испускания шума и не являются необходимым
уровнем для безопасной работы.
Они должны дать возможность пользователю
станка лучше оценить подвержение опасности
и возможные риски.
4.3 Объем поставки
Биметаллическое ленточное полотно
Регулируемый концевой упор
Автоматический выключатель окончания рас-
пила
Гидравлическая система подачи
Система подвода СОЖ
Быстрозажимные тиски
Деталировка
Станки комплектуются одним ленточным полотном. Для правильного выбора шага зуба
ленточного полотна, подходящего для отрезки
Ваших заготовок пользуйтесь таблицей подбо-
ра полотен в каталоге JET или инструкции.
Помните: что в зависимости от профиля и сечения отрезаемой заготовки необходимо подбирать и устанавливать на станке ленточное
полотно с соответствующим шагом и формой
зуба. В инструкции представлены, носящие
информационный характер рекомендации по
выбору и эксплуатации ленточных полотен.
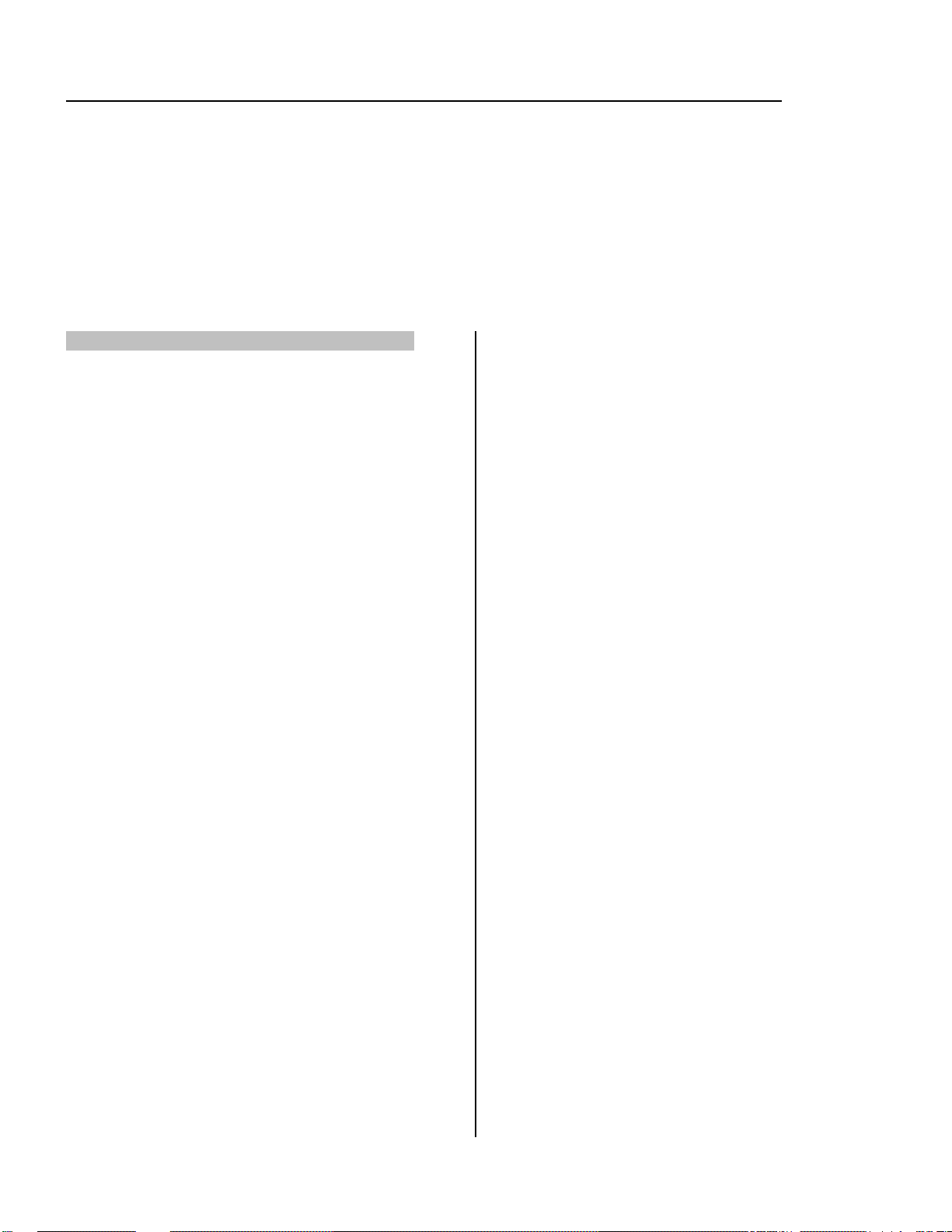
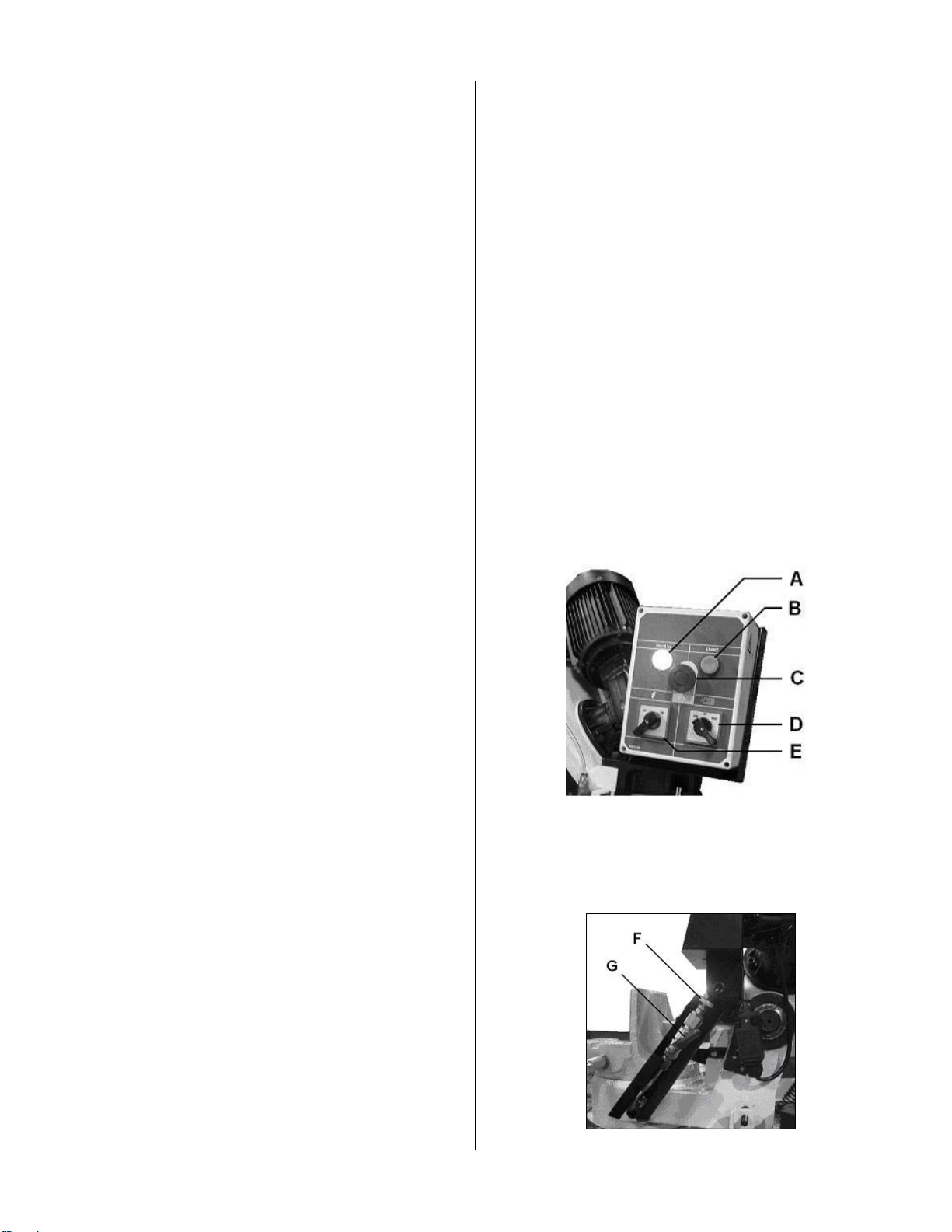
3.4 Описание станка
Рис.1
A .... Индикатор включения питания
B .... Кнопка запуска
C ... Кнопка Выключения/Аварийного отключения
D ... Переключатель скорости полотна
E .... Выключатель подвода СОЖ
Рис.1а
5
Page 6

инструкция по эксплуатации станка JET мод. MBS-910DAS
H
T R P
O
N
L
K J I
S
F .... Регулятор точной регулировки подачи
G ... Выключатель гидроцилиндра подачи
H ... Фиксатор поворотной пильной рамы
I ..... Маховик подвижной губки тисков
J .... Рукоятка быстрого зажима
K.... Рукоятка натяжения полотна
L .... Индикатор натяжения полотна
M ... Рукоятка подъема пильной рамы
N ... Регулируемые направляющие полотна
O ... Регулируемые направляющие полотна
P.... Пульт управления
M
Рис.2
Q ... Насос для подачи СОЖ (не показан)
R ... Регулируемый концевой упор
S.... Отверстия для подъема станка
T .... Отверстия для крепления станка
4. Транспортировка и пуск в эксплуатацию
4.1.Транспортировка и установка
Переместите станок из транспортировочной
тары на желаемое место.
Используйте такелажные ленты, расположив
их, таким образом, как показано на Рис. 3.
Внимание!:
Масса станка
MBS-910DAS…. 280 кг.
Убедитесь, что Ваши подъемные устройства
обладают достаточной грузоподъемностью
и находятся в надлежащем состоянии. Никогда не стойте под подвешенным грузом.
Рис.3
Станок спроектирован для работы в закрытых
помещениях и должна быть неподвижно установлена на прочной и выровненной поверхно-
сти.
По соображениям упаковки станок поставляет-
ся не полностью смонтированным.
4.2 Монтаж
Если Вы при распаковке обнаружили повреж-
дения вследствие транспортировки, немедленно сообщите об этом Вашему продавцу, не за-
пускайте станок в работу.
Утилизируйте, пожалуйста, упаковку в соответствии с требованиями охраны окружающей
среды.
Удаляйте защитную смазку от ржавчины с по-
мощью мягких растворителей.
4.3 Подключение к электрической сети
Подсоединение к сети со стороны клиента, а
также применяемые удлинительные проводни-
ки должны соответствовать предписаниям.
Напряжение сети и частота должны соответствовать рабочим параметрам, указанным на
фирменной табличке.
Установленное потребителем защитное уст-
ройство должно быть рассчитано на 16 А.
Применяйте для подсоединения только про-
водники с обозначением H07RN-F.
Подключение и ремонт электрического оборудования разрешается проводить только квали-
фицированным электрикам.
6
Page 7

инструкция по эксплуатации станка JET мод. MBS-910DAS
4.4 Пуск в эксплуатацию
Рис.4
Станок включается посредством нажатия зеленого кнопочного выключателя (В); при нажатии
красного кнопочного выключателя (С) станок
отключается.
Насос для подачи смазочно-охлаждающей
эмульсии (Е) можно включать и выключать не-
зависимо.
Переключатель скоростей (D) можно использовать только при выключенном питании двигателя.
Внимание:
Не меняйте скорость во время работы станка.
Неправильная эксплуатация может повредить
выключатель.
Указание:
Станок оборудован автоматическим выключателем окончания распила.
Функционирование пилы следует остановить
лишь после полного завершения распиливания.
Концевой выключатель окончания распила
должен быть соответственно отрегулирован.
5. Работа станка
Поддерживайте длинные обрабатываемые изделия при помощи роликовых столов или роли-
ковых опор.
Используйте в работе только острые и безде-
фектные ленточные полотна.
Не производите измерения во время работы
станка.
Не зажимайте в тисках слишком короткие изделия.
Используйте смазочно-охлаждающую жидкость
для понижения температуры, уменьшения трения и продления срока службы ленточного по-
лотна.
Убедитесь, что смазочно-охлаждающая жидкость содержится в станке в достаточно объеме.
Используйте только водорастворимые смазоч-
но-охлаждающие эмульсии и удаляйте ее в соответствии с требованиями окружающей среды.
Не распиливайте магний – большая опасность возгорания!
6. Работы по наладке и регулировке.
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен от непроизволь-
ного включения.
Вытащите сетевой штекер!
6.1 Изменение скорости движения пилы
Придерживайтесь правила: чем тяжелее
распиливать изделие, тем ниже должна
быть скорость движения пилы
Низкая скорость (35 или 40 м/мин) для мягкой
стали, легированной стали или бронзы.
Высокая скорость (70 или 80 м/мин)
для алюминия или других легких материалов.
ВНИМАНИЕ!:
Не изменяйте скорость движения пилы во
время работы станка.
6.2 Замена полотна.
Отключите станок от источника питания.
Полотно должно удовлетворять требованиям
технической спецификации.
Перед установкой проверьте полотно на пред-
мет наличия дефектов (трещин, поломанных
зубцов, деформаций). Не используйте неис-
правные ленточные полотна.
Во время работы с полотном надевайте подходящие перчатки.
Поднимите пильную раму в вертикальное положение и зафиксируйте её (закройте кран гидроцилиндра F b G).
Откройте кожухи маховика.
Двигайте направляющую ленточной пилы (N,
Рис. 2) в сторону, противоположную вращению
колеса.
Снимите щеткодержатель.
Ослабьте натяжение ленточного полотна и
снимите его.
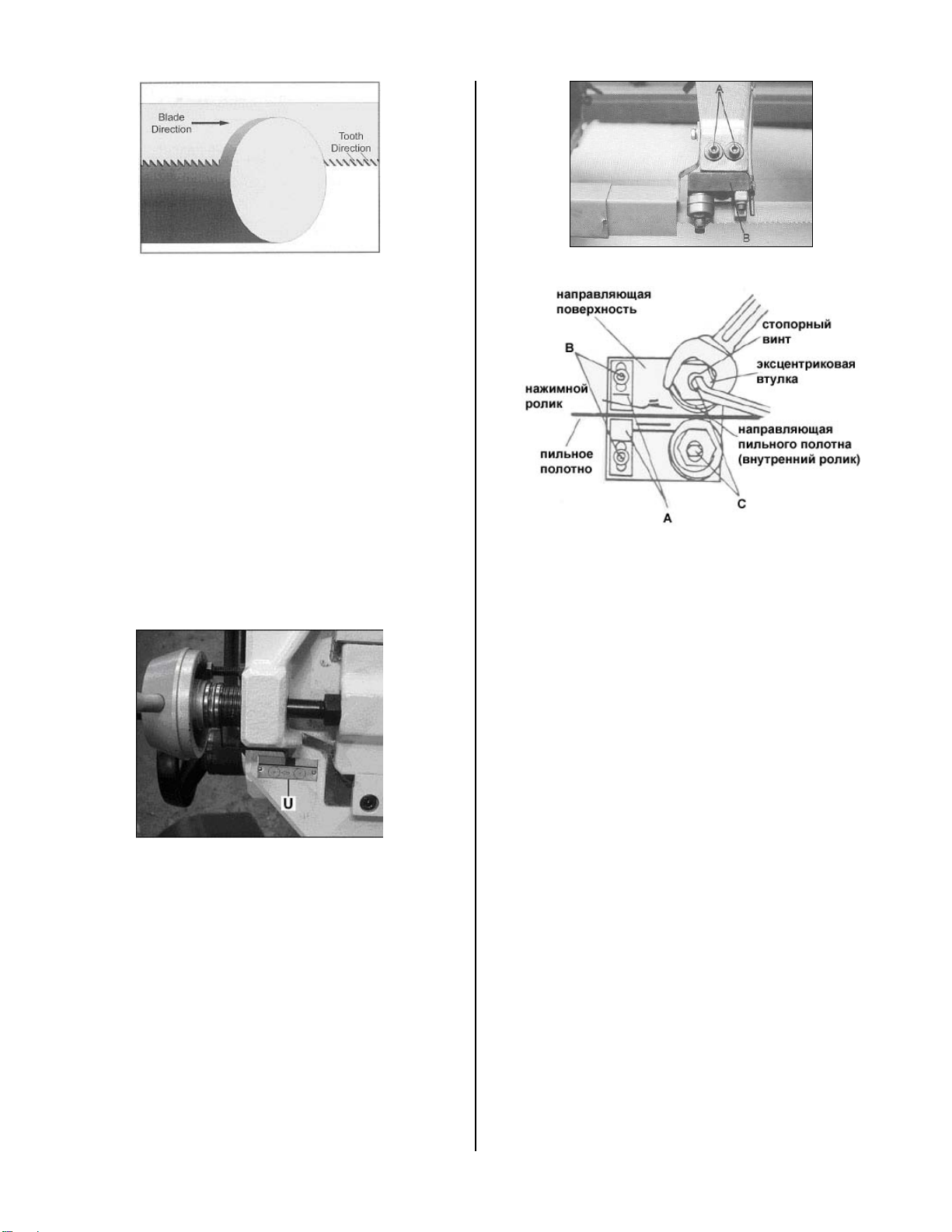
Установите новое ленточное полотно и убедитесь, что зубья направлены по направлению
распилки.(Рис. 5).
7
Page 8
инструкция по эксплуатации станка JET мод. MBS-910DAS
Рис.5
Поворачивайте ручку натяжения до тех пор, пока не будет достигнуто нужное натяжение пилы
на линейке натяжения (U) зеленого цвета.
Капните на ленточное полотно несколько ка-
пель маловязкого масла.
Станки комплектуются одним ленточным полотном. Для правильного выбора шага зуба
ленточного полотна, подходящего для отрезки
Ваших заготовок пользуйтесь таблицей подбо-
ра полотен в каталоге JET или инструкции.
ВНИМАНИЕ: при чрезмерном натяжении воз-
можен разрыв полотна, при недостаточном -
проскальзывание ведущего шкива, закусывание
полотна в заготовке или увод от перпендику-
лярного реза.
Рис.6
Установите защиту ленточного полотна и щеткодержатель, а затем закройте кожух маховика.
Подсоедините станок к источнику питания.
6.3 Наладка направляющих ленточной пилы
Отключите станок от источника питания.
Продвиньте направляющие ленточной пилы как
можно ближе к распиливаемой заготовке.
6.4 Наладка направляющих
Отключите станок от источника питания.
Ослабьте болты и отрегулируйте направляющую так, чтобы она примерно на 0,1мм отста-
вала от задней части пилы. Закрутите болт.
Рис.7
Рис.8
Ослабьте направляющие ленточной пилы (A,
Рис. 8) путем ослабления болтов (B). Выдвинь-
те направляющие таким образом, чтобы они не
касались пилы.
Ослабьте зажимные гайки, используя шести-
гранный ключ.
Поверните кулачковый вал (C) для настройки
направляющей с расстоянием в 0,05 мм.
Закрутите гайку до упора.
Задвиньте направляющие ленточной пилы (A) обратно до контакта с пилой и закрутите болты (B).
6.5 Наладка движения пилы
Внимание!:
Для наладки движения ленточного полотна
необходимо запустить пилу, открыв предварительно кожух маховика. Данная наладка должна выполняться только квалифицированными работниками. Неправильные
действия могут привести к тяжелым травмам.
Движение ленточного полотна было определено и установлено заводом изготовителем и не
требует дополнительной наладки.
Прокладчик движения ленточного полотна обладает высокой чувствительностью, начните с
настройки в положении ¼ .
8
Page 9

инструкция по эксплуатации станка JET мод. MBS-910DAS
H
6.6 Наладка скорости подачи
Вы можете контролировать подачу ленточного
полотна сверху вниз при помощи ручки регули-
ровки вращающихся цилиндров (F) и фиксиро-
вать пилу при помощи включения/отключения
вращения цилиндра (G).
Рис.9
Для распила тонкостенных деталей (сортового
проката, труб и т.д.) требуется низкая скорость
подачи во избежание чрезмерного износа лен-
точного полотна.
6.7 Наладка зажимного механизма
Используйте быстрый ручной зажим (J) открытия и закрытия фиксатора зажима.
Для наладки зажимного механизма используйте
маховик (I).
Рис.11
6.8 Наладка угла распила
Угол распила пильной рамы может быть отрегулирован для распиливания заготовок под углом до 60 градусов.
Ослабьте рукоять (H) и поверните пильную раму до требуемого угла.
Рис.12
Всегда проверяйте установленный угол при помощи комбинированного угольника, расположенного напротив ленточного полотна и зажим-
ного механизма.
7. Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер!
Подключения и ремонты электрического оборудования разрешается проводить только квали-
фицированным электрикам.
Производите регулярную очистку станка.
Используйте только острые и должным образом
установленные пилы.
Немедленно заменяйте поврежденные пилы.
Все предохранительные и защитные устройства должны быть немедленно переподключены
после завершения очистки, ремонта и работ по
техническому обслуживанию.
Неисправные защитные устройства должны
быть заменены немедленно.
Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в конструкции станка, относятся к деталям быстроизнашивающимся, требуют контроля износа и
натяжения и периодической замены. Гарантия
на такие детали не распространяется. Защитные кожуха, отдельные детали из пластика и
алюминия, используемые в конструкции станка,
выполняют предохранительные функции.
Замене по гарантии такие детали не подлежат.
Смазывание:
Регулярно смазывайте ходовой винт зажимного
механизма густым смазочным веществом.
Регулярно смазывайте направляющие зажим-
ного механизма густым смазочным веществом.
9
Page 10
Уровень смазочного материала должен быть
Полотно M42 27х0,9х2455 мм,
10/14TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
8/12TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
6/10TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
5/6TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
5/8TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
4/6TPI (MBS-910CS/MBS-910DAS)
Полотно M42 27х0,9х2455 мм,
2/3TPI (MBS-910CS/MBS-910DAS)
Полотно M51 27х0,9х2455 мм,
4/6TPI (MBS-910CS/MBS-910DAS)
Полотно M51 27х0,9х2455 мм,
3/4TPI (MBS-910CS/MBS-910DAS)
выше метки индикатора на смотровом стекле
маслопровода при опускании плеча пилы.
Смазочное масло для гидравлической системы:
DIN 51517-2 CL ISO VG 68
(например, BP Energol HLP68, Castrol Hyspin
AWS 68, Mobil DTE Oil Heavy Medium, ИГП-38,
И-40A)
8 Устранение неисправностей
Мотор не работает
*Нет тока-
Проверить соединительные провода и предо-
хранитель.
*Дефект мотора, выключателя или кабеля - вызвать электрика.
Сильные вибрации станка
*Станок стоит неровновыровнять станок.
*На пиле имеются трещины- немедленно замените пилу.
*Материал тяжело распиливать- уменьшите
давление подачи и скорость подачи.
Распил не имеет в сечении прямой угол
*Плохо закреплено плечо пилы.
*Плохо установлена направляющая ленточной
пилы.
*Ленточное полотно затуплено.
Режущая поверхность находится в плохом состоянии
*Выбран неправильный тип пилы.
*Ленточное полотно затуплено.
*Плохо установлена направляющая ленточной
пилы.
*Слишком слабое натяжение пилы.
*Слишком высокое давление подачи
*Слишком высокая скорость подачи
9. Дополнительные принадлежности
Ассортимент ленточных полотна смотрите в
прайс-листе компании JET.
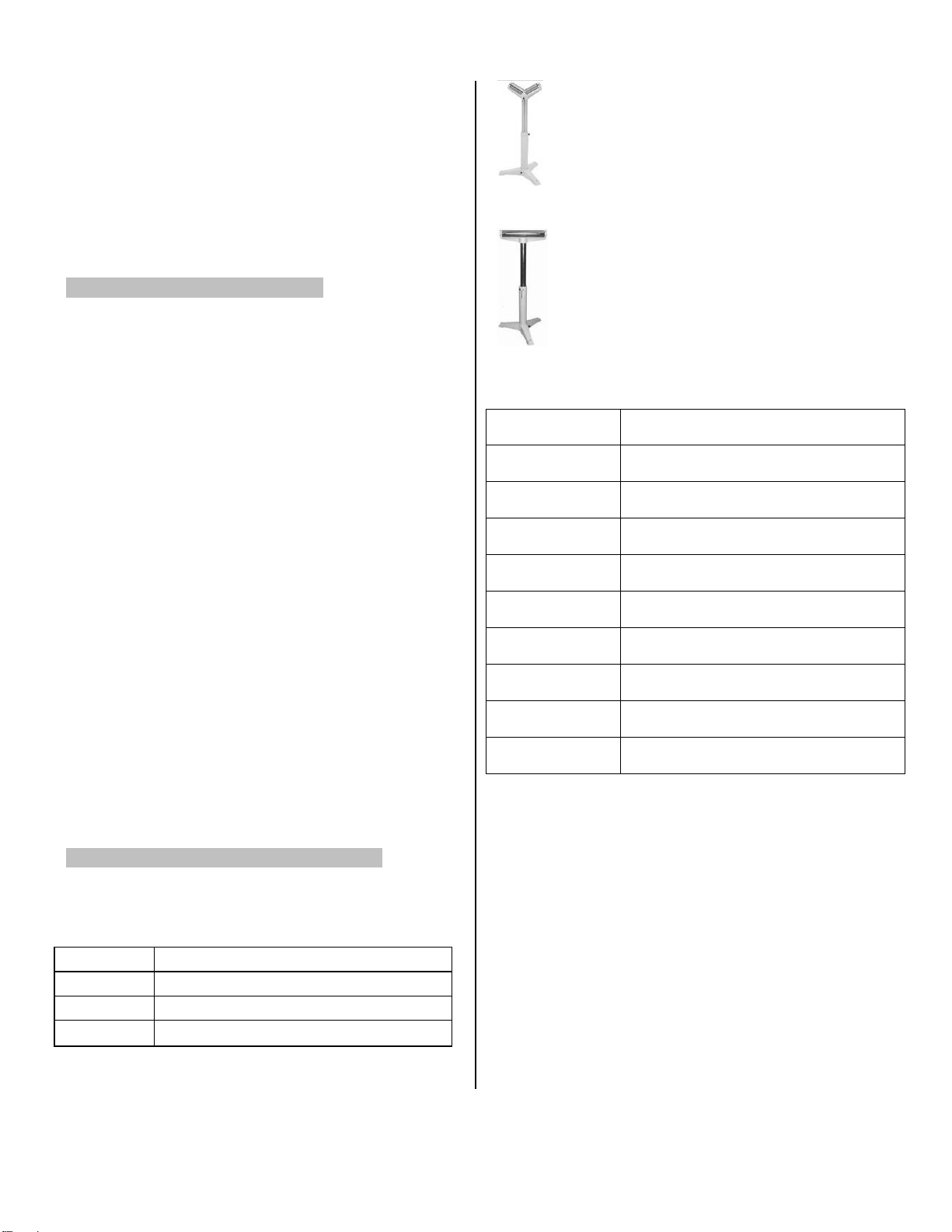
Опоры роликовые:
АРТИКУЛ ОПИСАНИЕ
709207 Опора роликовая
52000100 HRS-V V-образная роликовая опора
52000140 HRS роликовая опора
инструкция по эксплуатации станка JET мод. MBS-910DAS
Aртикул-№.: 52000100
V-образная роликовая опора HRS-V
Aртикул-№.: 5200014
Роликовая опора HRS
Ленточные полотна
АРТИКУЛ ОПИСАНИЕ
PC27.2455.10.14
PC27.2455.8.12
PC27.2455.6.10
PC27.2455.5.6
PC27.2455.5.8
PC27.2455.4.6
PC27.2455.2.3
PC27.2455.4.6N
PC27.2455.3.4N
10
Page 11

Выбор ленточного полотна*
1 ШАГ Выбор материала
2 ШАГ Выбор шага зубьев
3 ШАГ Выбор скорости резания
Все таблицы носят рекомендательный характер, значения могут отличаться. Фирмыизготовители ленточных полотен присваивают собственные обозначения материалам полотен, типам разводки и формам зубьев, дают подробные инструкции по выбору и их применению, ниже представлены только общие обозначения по ISO.
1 ШАГ Выбор материала полотна
Материал Сечение, профиль Тип станка Материал полотна
Нелегированная сталь
Отрезные
Низколегированная сталь
до 22 HRC
Нелегированная и
низколегированная сталь
Основные марки сталей,
нержавеющие, жаропрочные,
цветные металлы
Высоколегированные стали
Серый чугун, титановые и
никелевые сплавы, до 62 HRC
Тонкостенные трубы и
профиль, прутки малого
диаметра
смешанный сортамент все Биметалл М42
сплошное,
толстостенные трубы
сплошное
Постоянный шаг зубьев
Промышленные объемы резки
заготовок сплошного сечения
Переменный шаг зубьев
Минимальные вибрации, улучшенная чистота среза, универсальность применения
легкий
тяжелый Биметалл М51
средний,
тяжелый
Разводка зубьев
Стандартная (лево, право, прямо), для всех типов сталей
Переменная (лево, право + зачистной), уменьшенный
шум и вибрация
Волновая, для тонкостенных профилей
Углеродистая сталь
Углеродистая сталь
Биметалл Matrix II
ТСТ (твёрдый сплав)
Профиль зуба полотна:
• Передний угол зуба 0°
Для резки сплавов с
высоким содержанием
углерода, материалов с
небольшим поперечным
сечением, тонкостенных
профилей и труб
• Передний угол зуба 10°
Для резки сплошных прутков, толстостенных труб из
легированных сталей
• Передний угол зуба 16°
Для резки сплошных
прутков из высоколегированных сталей, трудно
обрабатываемых металлов
и цветных сплавов
• Передний угол зуба с
двумя подточками 10° и 16°
и продольно шлифованной
фаской, которая улучшает
шероховатость обрабатываемой поверхности. Для
резки сплошных прутков
из высоколегированных
сталей
2 ШАГ Выбор шага зубьев полотна
СПЛОШНОЕ СЕЧЕНИЕ
Постоянный шаг Переменный шаг
Диаметр, ммЗубьев
на дюйм
до 10 14 до 25 10/14
10-30 10 15- 40 8/12
30-50 8 25-40 6/10
50-80 6 35-70 5/8
80-120 4 40-90 5/6
120-200 3 50-120 4/6
200-400 2 80-150 3/4
300-700 1,25 120-350 2/3
Диаметр, ммЗубьев
на дюйм
D мм 20 40 60 80 100 150 200 300
S мм Шаг зуба, Z
2 14 14 14 14 10/14 10/14 10/14 10/14
3 14 10/14 10/14 8/12 8/12 8/12 6/10 6/10
4 14 10/14 10/14 8/12 8/12 6/10 6/10 5/8
5 14 10/14 10/14 8/12 6/10 6/10 5/8 4/6
6 14 10/14 8/12 8/12 6/10 5/8 5/8 4/6
8 14 8/12 6/10 6/10 6/10 5/8 5/8 4/6
10 6/10 6/10 5/8 5/8 4/6 4/6 4/6
12 6/10 5/8 4/6 4/6 4/6 4/6 3/4
15 4/6 4/6 3/4 3/4 3/4
20 4/6 4/6 3/4 3/4 3/4
30 3/4 3/4 3/4 2/3 2/3
50 2/3 2/3 2/3
3 ШАГ Выбор скорости резания
V, м/мин Материал
25 Высоколегированные,
нержавеющие стали
40 Низколегированные стали,
чугунное литье
60 Конструкционные стали, стальное литье,
подшипниковые стали, мягкая латунь
80 Алюминий, медь, пластмассы
ПРОФИЛЬНОЕ СЕЧЕНИЕ
D -поперечное сечение
S -толщина стенки профиля
Z -шаг полотна, количество
зубьев на дюйм
ВНИМАНИЕ!
В процессе резания в металле одновременно должно находиться не менее 3-х
зубьев, меньшее их количество может привести к поломке полотна.
Срок службы полотна
Для полотен большинства производителей (при условии соблюдения
правил эксплуатации и хранения) срок службы полотна находится в
пределах 140 -160 часов работы оборудования. Снятие полотна при перерывах в работе оборудования на релаксацию несколько увеличивает
срок службы полотна.
Среднее значение стойкости полотна составляет: на каждый метр ленточного полотна приходится 1 м2 сечения отрезаемых заготовок.
*Представленные рекомендации по выбору ленточных полотен носят информационный характер
26
www.jettools.ru
Page 12
Эксплуатация ленточного полотна
Пример обозначения и артикул
ленточного полотна
М42 20х0,9х2362 4/6 TPI
PC20.2362.4.6
Натяжение полотна
Величина натяжения ленточного полотна должна составлять приблизительно
300 Н/мм. При недостаточном натяжении
полотна возможен неперпендикулярный
срез, при избыточном натяжении - разрыв.
В обоих случаях значительно сокращается
ресурс работы ленточного полотна. Усилие натяжения контролируется встроенными на некоторых моделях станков или
переносными приборами - тензометрами.
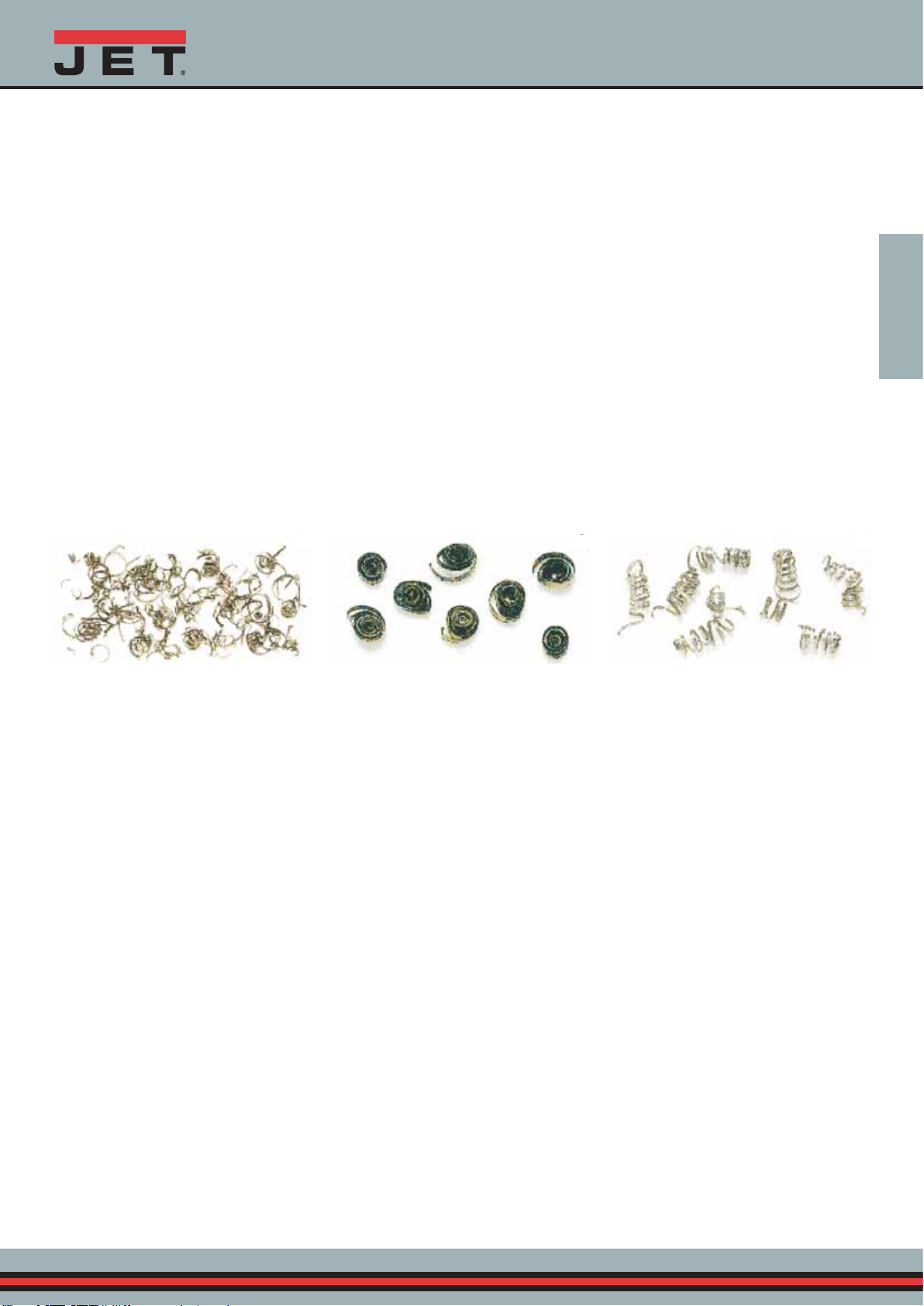
Виды стружки
М42 биметаллическое полотно М42, зубья из быстрорежущей стали
20x0,9x2362 ширина х толщина х длина полотна, мм
4/6 шаг зубьев полотна, 4-6 зубьев на дюйм, переменный шаг
TPI Tooth Pro Inch (количество зубьев на дюйм)
Обкатка полотна
1) Установите необходимую скорость
2) Начните пиление на 70% мощности от
рекомендуемой для полотна и 50% скоростью подачи
3) При наличии вибрации осторожно
уменьшайте скорость подачи вплоть до
полной остановки. Следите за стружкообразованием и получающейся формой
стружки
4) После распила 400-600 см2, или не менее 15 минут времени реального пиления,
постепенно увеличивайте до требуемой
скорость полотна и постепенно - скорость
подачи.
Охлаждение и Смазывание
Охлаждение и смазывание обязательны
в большинстве операций обработки металлов. В случае обработки алюминия или
алюминиевых сплавов СОЖ также помогает в удалении стружки и более высококачественной поверхностной обработки.
Нет необходимости смазки для чугуна и
некоторых неметаллических материалов
(пластмассы, графита, и т.д.).
Ресурс ленточного полотна напрямую
зависит от правильного подбора СОЖ,
основная задача не допускать перегрева
полотна.
Отрезные
Очень мелкая, пылевидная стружка - подача должна быть
увеличена
Толстая, тяжелая, с голубым отливом стружка - полотно
перегружено
Свободно намотанная (витая) стружка идеальные условия
резания
Основные причины преждевременного выхода полотна из строя
Выкрашивание зубьев:
• Слишком мелкий шаг полотна
• Слишком крупный шаг полотна
• Заготовки ненадёжно закреплены
• Слишком низкая скорость полотна, приводящая к излишнему врезанию
• Некачественная сварка
• Слишком большое давление подачи,
приводящее к излишнему врезанию полотна в материал
• Слабое натяжение полотна, приводящее
к его проскальзыванию
• Проскальзывание (остановка) полотна
под нагрузкой, приводящее к излишнему врезанию полотна в материал
• Отсутствует, не работает или изношена
щётка очистки полотна
Биение (вибрация) полотна:
• Кривой сварной шов
• Слишком большой шаг полотна
• Отсутствие зубьев (выломаны)
• Слишком низкое или высокое давление
подачи
Трещины во впадинах зубьев:
• Затруднённое движение полотна в
направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в
направляющих
• Зазор между направляющими слишком
большой
• Направляющие находятся слишком
далеко от заготовки
• Боковые направляющие зажимают полотно в области впадин зубьев
• Слабо зажатые боковые направляющие
приводят к наклону полотна
• Неправильное натяжение полотна
Трещины со стороны спинки:
• Износ верхнего опорного подшипника в
направляющих
• Высокое давление подачи
• Износ боковых направляющих
• Полотно прижимается к бурту шкива
Пережжённая стружка:
• Большая подача
• Не работает щётка очистки полотна
• Тупое полотно
• Нет охлаждения
Неперпендикулярный рез:
• Полотно пилы не параллельно направлению подачи
• Большой зазор в направляющих
• Поверхность стола не перпендикулярна
полотну
• Тиски не перпендикулярны пиле
• Слабое натяжение полотна
• Роликовый стол на подаче не перпендикулярен полотну
• Плохо закреплены боковые направляющие
Преждевременное затупление:
• Слишком большая скорость полотна для
данного материала
• Слишком мелкий или слишком крупный
шаг полотна
• Полотно пилы не параллельно направлению подачи
• Дефекты на боковых направляющих
• Плохо закреплены или изношены направляющие
www.jettools.ru
27
 Loading...
Loading...