

Page 1
ЛЕНТОЧНОПИЛЬНЫЙ
СТАНОК
M-414477T …11/10
MBS-1014W
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS √
Инструкция по эксплуатации
Walter Meier AG
WMH Tool Group AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Fertigung) AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Tool) AG, CH-8117 Fälladen
www.jettools.com; info@jettools.com
Tel. +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а, тел.: +7 (812) 334-33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
www.jettools.ru; info@jettools.ru
Page 2
инструкция по эксплуатации станка JET мод.MBS-1014W
Инструкция по эксплуатации ленточнопильного станка модели MBS-1014W
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта
инструкция разработана для владельцев и обслуживающего персонала ленточнопильного станка по металлу мод. MBS-1014W с целью обеспечения надежного пуска в работу и эксплуатации
станка, а также его технического обслуживания. Обратите, пожалуйста, внимание на информацию
этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите
его в эксплуатацию или будете проводить работы по техническому обслуживанию. Для достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что ка-
ждый продукт не имеет дефектов материалов
и дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ
С НИЖЕПЕРЕЧИСЛЕННЫМИ
ГАРАНТИЙНЫМИ ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня продажи. Днем продажи является дата оформле-
ния товарно-транспортных документов и/или
дата заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и
послегарантийный ремонт производится только в сервисных центрах, указанных в гарантийном талоне, или авторизованных сервис-
ных центрах.
1.3 После полной выработки ресурса обору-
дования рекомендуется сдать его в сервисцентр для последующей утилизации.
1.4 Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в пери-
од гарантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно оформленных документов: гарантий-
ного талона, согласованного с сервис-
центром образца с указанием заводского номера, даты продажи, штампом торговой организации и подписью покупателя, а так же при
наличии кассового чека, свидетельствующего
о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары), на-
пример: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги к
ним; подошвы шлифовальных машин и т.п.
(см. список сменных принадлежностей (аксес-
суаров) JET);
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые ролики, подшипники, зубчатые ремни и
колеса и прочее (см. инструкцию по оценке
гарантийности и ремонта оборудования JET).
Замена их является платной услугой;
- оборудование JET со стертым полностью
или частично заводским номером;
- шнуры питания, в случае поврежденной изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по назначению, указанному в инструкции по эксплуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за дейст-
вий третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных или иных внешних воздействий на
оборудование, таких как дождь, снег повышенная влажность, нагрев, агрессивные сре-
ды и др.;
- при естественном износе оборудования
(полная выработка ресурса, сильное внутрен-
нее или внешнее загрязнение, ржавчина);
- при возникновении повреждений из-за несо-
блюдения предусмотренных инструкцией условий эксплуатации (см. главу «Техника безо-
пасности»);
- при порче оборудования из-за скачков напряжения в электросети;
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых, материалов или веществ, не являющихся отходами, сопровождающими применение
по назначению;
- при повреждения оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений, несоблюдения правил смазки оборудо-
вания;
2
Page 3
инструкция по эксплуатации станка JET мод.MBS-1014W
- при повреждении оборудования из-за не-
брежной транспортировки. Оборудование
должно перевозиться в собранном виде в упаковке, предотвращающей механические или
иные повреждения и защищающей от неблаго-
приятного воздействия окружающей среды.
1.8 Гарантийный ремонт частично или полно-
стью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка,
в период гарантийного срока является плат-
ной услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется обратиться в сервисный центр для про-
филактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью,
случайными повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживанием, а также естественным
износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если
будет установлено, что дефект отсутствует
или его причины не входят в объем гарантии
JET, то клиент сам несет расходы за хранение
и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. Безопасность
2.1 Применение согласно предписанию
Станок предназначен для распиливания обра-
батываемых резанием металлов и пластмасс.
Обработка других материалов является недопустимой или в особых случаях может производиться после консультации с производите-
лем станка.
Запрещается обрабатывать магний высокая опасность возгорания!
Применение по назначению включает в себя
также соблюдение инструкций по эксплуатации и техническому обслуживанию, предоставленных изготовителем. Станок разрешается обслуживать лицам, которые ознакомлены
с его работой и техническим обслуживанием и
предупреждены о возможных опасностях.
Необходимо соблюдать также установленный
законом минимальный возраст.
Использовать станок только в технически ис-
правном состоянии. При работе на станке
должны быть смонтированы все защитные
приспособления и крышки.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуа-
тации, и особыми предписаниями Вашей
страны необходимо принимать во внимание
общепринятые технические правила работы
на металлообрабатывающих станках.
Каждое отклоняющееся от этих правил использование рассматривается как неправиль-
ное применение и изготовитель не несет от-
ветственности за повреждения, происшедшие
в результате этого. Ответственность несет
только пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неквалифицированном обращении представляют
определенную опасность. Поэтому для безо-
пасной работы необходимо соблюдение
имеющихся предписаний по технике безопас-
ности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию
по эксплуатации, прежде чем Вы начнете мон-
таж станка и работу на нем.
Храните инструкцию по эксплуатации, защи-
щая ее от грязи и влаги, рядом со станком и
передавайте ее дальше новому владельцу
станка.
На станке не разрешается проводить какиелибо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте безупречную работу и наличие необхо-
димых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением упол-
номоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством
отключения от сети.
Для защиты длинных волос необходимо наде-
вать защитный головной убор или косынку.
Работайте в плотно прилегающей одежде. Сни-
майте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
надевайте прогулочную обувь или сандалии.
Используйте средства индивидуальной защиты, предписанные для работы согласно инст-
рукций.
При работе на станке не надевать перчатки.
Для безопасного обращения с полотнами пилы
используйте подходящие рабочие перчатки.
При работе с длинными заготовками используйте специальные удлинительные приспо-
собления стола, роликовые упоры и т. п.
При распиливании круглых заготовок обезо-
3
Page 4
инструкция по эксплуатации станка JET мод.MBS-1014W
пасьте их от прокручивания. При распиливании неудобных заготовок используйте специально предназначенные вспомогательные
приспособления для опоры.
Устанавливайте направляющие полотна пилы
как можно ближе к заготовке.
Удаляйте заклинившие заготовки только при
выключенном моторе и при полной остановке
станка.
Станок должен быть установлен так, чтобы
было достаточно места для его обслуживания
и подачи заготовок.
Следите за хорошим освещением. Следите за
тем, чтобы станок устойчиво стоял на твердом
и ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об
нее нельзя было споткнуться.
Содержите рабочее место свободным от ме-
шающих заготовок и прочих предметов.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание,
что медикаменты также могут оказывать
вредное воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабо-
чего места.
Не оставляйте без присмотра работающий
станок.
Перед уходом с рабочего места отключите
станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о
пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огне-
тушителей.
Не применяйте станок во влажных помещениях
и не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные
размеры заготовок.
Удаляйте стружку и детали только при оста-
новленном станке.
Работы на электрическом оборудовании станка разрешается проводить только квалифици-
рованным электрикам.
Немедленно заменяйте поврежденный сете-
вой кабель.
Работы по переоснащению, регулировке и
очистке станка производить только при полной остановке станка и при отключенном сете-
вом штекере.
Немедленно заменяйте поврежденные по-
лотна пилы.
2.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие ос-
таточные опасности:
Опасность повреждения двигающимся полот-
ном пилы в рабочей зоне.
Опасность от разлома полотна пилы.
Опасность из-за разлетающейся стружки и
частей заготовок.
Опасность из-за шума и летящей стружки.
Обязательно надевайте средства индивидуальной защиты, такие как защитные очки и на-
ушники.
Опасность поражения электрическим током
при неправильной прокладке кабеля.
3. Спецификация станка
3.1 Технические характеристики
Зона обработки при 90° ....... Ø 250, 250х350 мм
Зона обработки при 45° .. Ø225 мм, 250х225 мм
Скорость резания ............. 25, 40, 50, 70м/мин
Размер полотна ........................ 27х0,9х3300 мм
Поворот консоли ..................................... 0⁰ - 45⁰
Диаметр шкивов ..................................... 355 мм
Высота стола .......................................... 635 мм
Объем бака СОЖ ........................................ 27 л
Насос для подачи СОЖ ........................... 0,1 кВт
Сетевое питание ..................... 380 В ~3/РЕ 50гц
Выходная мощность ................. 1,5 кВт/S1 100%
Потребляемая мощность ........... 2,8 кВт/S6 40%
Габаритные размеры ............ 1750x660x1100 мм
Масса ........................................................ 485 кг
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Производитель оставляет за
собой право на изменение конструкции и
комплектации оборудования без уведомления
потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем
В технических характеристиках станков указаны предельные значения зон обработки, для
оптимального подбора оборудования и увеличения сроков эксплуатации выбирайте станки
с запасом.
Станок предназначен для эксплуатации в закры-
тых помещениях с температурой от 10 до 35⁰С и
относительной влажностью не более 80%.
Во избежание преждевременного выхода
электродвигателя станка из строя и увеличения ресурса его работы необходимо: регуляр-
4
Page 5

инструкция по эксплуатации станка JET мод.MBS-1014W
но очищать электродвигатель от стружки и
пыли; контролировать надежность контактов
присоединенных силовых кабелей; контролировать соответствие сечения силового или
удлинительного кабеля.
Обслуживающий персонал должен иметь
соответствующий допуск на эксплуатацию
и проведение работ на оборудовании оснащенного электродвигателем напряжени-
ем питания 380В, 50Гц.
3.2 Уровень шума
Уровень звукового давления (со-
гласно EN 11202):
Холостой ход ...................................... 75,6 dB(A)
Обработка ............................................ 86,5 dB(A)
Приведенные значения относятся к уровню
испускания шума и не являются
необходимым уровнем для безопасной работы.
Они должны дать возможность пользователю
станка лучше оценить опасность и возможные
риски.
3.3 Объем поставки
Биметаллическое ленточное полотно
Регулируемый концевой упор
Гидравлическая система подачи
Автоматический выключатель окончания рас-
пила
Система подвода СОЖ
Быстропереставляемая губка тисков
Деталировка
Станки комплектуются одним ленточным полотном. Для правильного выбора шага зуба
ленточного полотна, подходящего для отрезки
Ваших заготовок пользуйтесь таблицей под-
бора полотен в каталоге JET или инструкции.
Помните: что в зависимости от профиля и сечения отрезаемой заготовки необходимо подбирать и устанавливать на станке ленточное
полотно с соответствующим шагом и формой
зуба. В инструкции представлены, носящие
информационный характер рекомендации по
выбору и эксплуатации ленточных полотен.
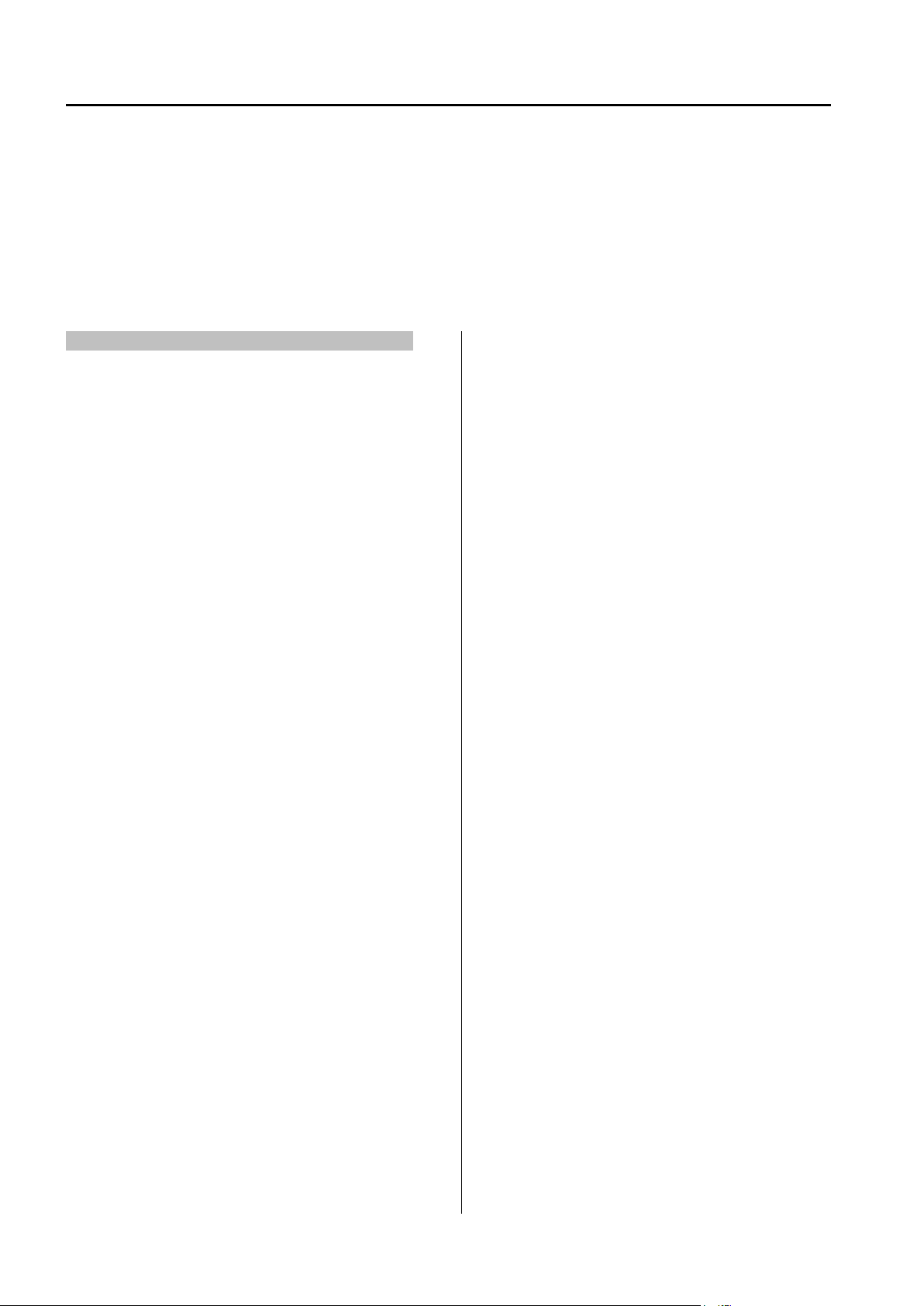
4.4 Описание станка
Рис.1
А ...... Лампочка индикации подключения к сети
B ...... Кнопка включения
C ...... Кнопка выключения
D ...... Кнопка аварийной остановки
Е ...... Выключатель насоса СОЖ
F ...... Регулирующий клапан
G ...... Запорный клапан
Рис.2
Н ...... Маховик натяжения пильного полотна
I ........ Быстрозажимные тиски
J ....... Маховик тисков
К....... Регулируемый концевой упор
L ....... Регулируемая направляющая полотна
M ...... Крышка шкивов
Р ...... Окошко для контроля уровня СОЖ
4. Транспортировка и ввод в эксплуатацию
4.1.транспортировка и установка
Поднимите станок с поддона и установите на
выбранное для него место.
Используйте при этом подъемные лены, кото-
рые должны быть расположены так, как это
показано на рис.3.
Рис.3
Внимание:
Станок весит 485 кг.
Принимайте во внимание на достаточную
грузоподъемность и безупречное состояние грузоподъемного механизма.
Не становитесь под висящим грузом.
Установка станка должна производиться в за-
крытом помещении.
5
Page 6

инструкция по эксплуатации станка JET мод.MBS-1014W
Поверхность установки должна быть доста-
точно, ровной, и. способной выдерживать нагрузки.
По соображениям упаковки станок поставля-
ется не полностью смонтированным.
4.2 Монтаж
Если Вы при распаковке обнаружили повреж-
дения вследствие транспортировки, немед-
ленно сообщите об этом Вашему продавцу, не
запускайте станок в работу!
Утилизируйте, пожалуйста, упаковку с учетом
охраны окружающей среды.
Удаляйте защитную смазку от ржавчины со
стола станка с помощью мягких растворите-
лей.
4.3 Подсоединение к электрической сети.
Подключение к сети потребителем, а также
применяемые удлинители должны соответст-
вовать предписаниям.
Напряжение в сети и частота должны соответствовать параметрам, указанным на заводской табличке станка
Установленное потребителем защитное уст-
ройство должно быть рассчитано на ток 16 А.
Применяйте соединительные провода только
с маркировкой HO7RN-F.
Подключение и ремонт электрического
оборудования разрешается проводить
только квалифицированным электрикам.
4.4 Ввод в эксплуатацию
Станок включается нажатием зеленой кнопки
(B) на пульте управления: нажатием красной
кнопки (C) станок может быть выключен.
Насос для подачи СОЖ (E) имеет независимое включение и выключение.
Кнопка аварийной остановки (D) находится посередине корпуса пульта управления.
Рис.4
Указание:
Пила оснащена автоматическим выключением.
После окончания резания пила должна отключиться самостоятельно. При необходимости
отрегулируйте концевой выключатель.
5. Работа станка
Длинные заготовки необходимо поддержи-
вать роликовыми опорами.
Работайте только с острым пильным полот-
ном, не имеющим дефектов!
Измерения производите только при останов-
ленном станке.
Не зажимайте в тисках короткие заготовки.
Для снижения температуры резания, уменьшения трения и достижения хорошей стойкости пильного полотна применяйте смазываю-
ще-охлаждающую жидкость (СОЖ).
Следите за тем, чтобы СОЖ отводилась обратно к устройству для его подачи.
Применяйте в качестве охлаждающего средства растворимую в воде эмульсию следите
за ее утилизацией в соответствии с требованиями охраны окружающей среды (принимай-
те во внимание указания изготовителя!)
Никогда не производите резание магния высокая опасность пожара!
6. Работы по наладке и регулировке
Внимание:
Перед работами по наладке и регулировке
станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер из розетки.
6.1 Скорость резания
Существует общее правило: чем тверже
материал, тем меньше должна быть скорость резания.
25 м/мин Для высоколегированной стали
и подшипниковых бронз.
40 м/мин Для низколегированной стали,
твердой латуни или бронзы.
50 м/мин Для мягкой латуни.
70 м/мин Для алюминия и полимерных
материалов.
Отключите станок от сети и выньте штекер из
розетки.
Установите кронштейн пилы горизонтально.
Откройте крышку ремня и установите ремень в
необходимое положение на шкивах.
Слегка натяните ремень.
Закройте крышку ремня и снова подключите
электрический ток.
6.2 Монтаж пильного полотна
Отключите станок от сети и выньте штекер из
розетки.
Пильное полотно должно соответствовать
приведенным техническим характеристикам.
Перед установкой проверьте пильное полотно
6
Page 7

инструкция по эксплуатации станка JET мод.MBS-1014W
на наличие повреждений (трещин, поврежденных зубьев, изгибов). Не применяйте повреж-
денные пильные полотна.
При обращении с пильным полотном надевай-
те подходящие защитные перчатки.
Предохраняйте кронштейн пилы в вертикаль-
ном положении (закройте оба клапана F и G).
Откройте крышки шкивов.
Сдвиньте направляющие пильного полотна
(B, рис. 5) как можно дальше от шкивов.
Рис.5
Снимите щеточное колесо.
Ослабьте натяжение полотна и удалите его.
Установите новое полотно. Следите за тем,
чтобы зубья были направлены в сторону резки (Рис. 6).
Направление резки
6.4 Регулировка направляющей роликов.
Отключите станок от сети и выньте штекер из
розетки.
Ослабьте винты (A, рис. 7) и установите задний ролик на расстояние примерно 0,1мм от
пильного полотна. Снова затяните винты.
Рис.7
Рис.6
Поворачивайте маховик натяжения полотна до
тех пор, пока шкала натяжения пильного по-
лотна не будет лежать в зеленой области
(диапазоне между рисками).
Нанесите на пильное полотно несколько ка-
пель легкого масла.
Установите красную защитную крышку пильного полотна, щеточное колесо и закройте
крышки роликов.
Снова подключите станок к сети.
Станки комплектуются одним ленточным по-
лотном. Для правильного выбора шага зуба
ленточного полотна, подходящего для отрезки
Ваших заготовок пользуйтесь таблицей под-
бора полотен в каталоге JET или инструкции.
6.3 Направляющая пильного полотна
Отключите станок от сети и выньте штекер из
розетки.
Установите направляющие полотна пилы как
можно ближе к заготовке.
Рис.8
Ослабьте винты (B, рис. 8) и отодвиньте сколь-
зящие элементы (A) от пильного полотна.
Ослабьте гайку и поворачивайте ось эксцентрика (C) пока зазор до пильного полотна не
составит 0,05 мм.
Снова затяните гайку.
Снова подвиньте скользящие элементы (A) к
пильному полотну и затяните винты (B).
6.5 Регулировка движения ленты
Внимание:
Регулировка движения пильного полотна
возможна только при открытой крышке колес и при работающем станке. Регулировку
движения пильного полотна разрешается
проводить только квалифицированному
персоналу. Высокая опасность несчастного случая!
Движение пильного полотна устанавливается
на заводе изготовителе и не требует никакой
дополнительной юстировки.
Сначала проверьте правильность натяжения
пильного полотна.
Установите работу станка на самой медлен-
7
Page 8

инструкция по эксплуатации станка JET мод.MBS-1014W
ной скорости.
Пильное полотно должно перемещаться вблизи буртика колеса, однако не сильно набегать
на буртик.
Если требуется дополнительная юстировка, то
ослабьте винты (A, рис. 9).
Рис.9
Регулировка движения пильного полотна производится посредством ослабления или затя-
гивания 3-х установочных гаек (B).
Регулировка движения пильного полотна является очень чувствительной, начинайте ее с
поворота установочных гаек на четверть обо-
рота (B).
После проведенной регулировки движения
пильного полотна снова затяните винты (A).
6.6 Регулировка подачи резания
Скорость опускания кронштейна пилы может
быть установлена с помощью регулировочно-
го клапана (F, рис. 10). Включение опускания
производится запорным клапаном (G).
Рис.11
7.8 Регулировка тисков
Зажим заготовки производится с помощью
маховика тисков (J, рис. 2).
Для быстрого перемещения приподнимите
бугель (B, Рис. 12) и снова установите его на
зубчатую рейку.
Рис.12
Тиски могут быть переставлены для резов под
углом.
Ослабьте винты и зажмите стационарную губку
в положении с желаемым углом.
Ослабьте винт с шестигранной головкой (А,
Рис. 13) и установите зажимную губку парал-
лельно к неподвижной губке.
Рис.10
При резании тонкостенных заготовок (трубы,
профили и т.д.) всегда устанавливайте медленную скорость опускания, чтобы избежать
сильного износа пильного полотна.
6.7 Регулировка разгрузочного винта:
Разгрузочный винт отрегулирован на заводе
не требует дополнительной регулировки.
Отрегулировать разгрузочный винт можно с
помощью натяжного винта (Рис. 11).
Рис.13
С помощью угломера проверьте дополнитель-
но правильность установки угла.
6.9 Установка угла поворота
Вытащите сетевой штекер из розетки.
Ослабьте стопор угла поворота, оттягивая ру-
коятку (А, Рис. 14) вперед.
8
Page 9

Рис.14
Установите стол под нужным углом и зафиксируйте положение.
Упор для пиления под прямым углом (90⁰) ре-
гулируется винтом и гайкой (В, Рис. 15).
инструкция по эксплуатации станка JET мод.MBS-1014W
носа и натяжения и периодической замены.
Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из
пластика и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
7.1 Ежегодное смазывание
- Червячный редуктор: Замена смазочного
масла DIN 51517-2 CL ISOVG68
(например, BP Energol HLP68, Castrol Hyspin
AWS 68, Mobil DTE Oil Heavy Medium, ИГП-38,
И-40A)
Уровень масла должен доходить до метки
уровня масла при горизонтальном расположе-
нии кронштейна пилы.
Заливка масла производится через винт для
доливки масла (A, рис. 16).
Рис.15
Установите консоль в горизонтальное поло-
жение и проверьте с помощью угломера.
7. Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию, чистке и ремонту станок должен быть
предохранен от непроизвольного включения.
Вытащите сетевой штекер!
Подключение и ремонт электрического
оборудования разрешается проводить
только квалифицированным электрикам.
Производите чистку станка через равномер-
ные отрезки времени.
Используйте только достаточно острые и раз-
веденные пильные полотна.
Немедленно заменяйте поврежденное
пильное полотно.
После проведенных работ по техническому
обслуживанию, очистке и ремонту необходимо установить обратно все защитные приспо-
собления.
Поврежденные защитные приспособления
должны быть немедленно заменены.
Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в
конструкции станка, относятся к деталям быстроизнашивающимся, требуют контроля из-
Рис.16
Замените масло после первого месяца работы (или после первых 50 рабочих часов).
Прекратите подачу электрического тока по-
средством вытягивания сетевого штекера.
Удалите стопорный винт (внизу сбоку на ре-
дукторе).
Полностью опорожните редуктор. Заполните
его новым маслом.
После этого производите ежегодную замену
масла (или через каждые 500 часов работы).
7.2 Ежедневное смазывание
Регулярно смазывайте консистентной
смазкой ходовой винт тисков.
Регулярно смазывайте консистентной смазкой
направляющие поверхности тисков.
9
Page 10

инструкция по эксплуатации станка JET мод.MBS-1014W
52000100
8. Устранение неисправностей
Мотор не работает
*Нет токапроверьте проводку и предохранители.
*
Неисправен мотор, выключатель или кабель -
вызовите электрика.
Сильные вибрации станка
*
Станок стоит неровно - выровняйте станок.
*
Треснуло пильное полотно -немедленно
замените пильное полотно.
*Резание идет слишком тяжело - уменьшите
давление и подачу резания.
Угол резания не равен 90°
*
Неправильно установлены тиски
*
Неправильно установлена направляющая
пильного.
Тупое пильное полотно.
Плохая поверхность реза
*
Неправильно выбрано пильное
*
Тупое пильное полотно
*
Неправильно установлена направляющая
пильного полотна
*
Недостаточное натяжение пильного полотна
*
Слишком высокое давление подачи
*
Слишком большая подача при резке
9. ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Опоры роликовые:
АРТИКУЛ ОПИСАНИЕ
709207 Опора роликовая
HRS-V V-образная роликовая опора
52000140 HRS роликовая опора
Aртикул-№.: 52000100
V-образная роликовая опора HRS-V
Aртикул-№.: 5200014
Роликовая опора HRS
Ленточные полотна:
АРТИКУЛ ОПИСАНИЕ
PC27.3300.10.14
PC27.3300.8.12
PC27.3300.6.10
PC27.3300.5.6
PC27.3300.5.8
PC27.3300.4.6
PC27.3300.3.4
PC27.3300.2.3
PC27.3300.4.6N
PC27.3300.3.4N
PC27.3300.2.3N
Полотно M42 27х0,9х3300 мм, 10/14TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 8/12TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 6/10TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 5/6TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 5/8TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 4/6TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 3/4TPI
(MBS-1014W/HBS-1018W)
Полотно M42 27х0,9х3300 мм, 2/3TPI
(MBS-1014W/HBS-1018W)
Полотно M51 27х0,9х3300 мм, 4/6TPI
(MBS-1014W/HBS-1018W)
Полотно M51 27х0,9х3300 мм, 3/4TPI
(MBS-1014W/HBS-1018W)
Полотно M51 27х0,9х3300 мм, 2/3TPI
(MBS-1014W/HBS-1018W)
10
Page 11

Выбор ленточного полотна*
1 ШАГ Выбор материала
2 ШАГ Выбор шага зубьев
3 ШАГ Выбор скорости резания
Все таблицы носят рекомендательный характер, значения могут отличаться. Фирмыизготовители ленточных полотен присваивают собственные обозначения материалам полотен, типам разводки и формам зубьев, дают подробные инструкции по выбору и их применению, ниже представлены только общие обозначения по ISO.
1 ШАГ Выбор материала полотна
Материал Сечение, профиль Тип станка Материал полотна
Нелегированная сталь
Отрезные
Низколегированная сталь
до 22 HRC
Нелегированная и
низколегированная сталь
Основные марки сталей,
нержавеющие, жаропрочные,
цветные металлы
Высоколегированные стали
Серый чугун, титановые и
никелевые сплавы, до 62 HRC
Тонкостенные трубы и
профиль, прутки малого
диаметра
смешанный сортамент все Биметалл М42
сплошное,
толстостенные трубы
сплошное
Постоянный шаг зубьев
Промышленные объемы резки
заготовок сплошного сечения
Переменный шаг зубьев
Минимальные вибрации, улучшенная чистота среза, универсальность применения
легкий
тяжелый Биметалл М51
средний,
тяжелый
Разводка зубьев
Стандартная (лево, право, прямо), для всех типов сталей
Переменная (лево, право + зачистной), уменьшенный
шум и вибрация
Волновая, для тонкостенных профилей
Углеродистая сталь
Углеродистая сталь
Биметалл Matrix II
ТСТ (твёрдый сплав)
Профиль зуба полотна:
• Передний угол зуба 0°
Для резки сплавов с
высоким содержанием
углерода, материалов с
небольшим поперечным
сечением, тонкостенных
профилей и труб
• Передний угол зуба 10°
Для резки сплошных прутков, толстостенных труб из
легированных сталей
• Передний угол зуба 16°
Для резки сплошных
прутков из высоколегированных сталей, трудно
обрабатываемых металлов
и цветных сплавов
• Передний угол зуба с
двумя подточками 10° и 16°
и продольно шлифованной
фаской, которая улучшает
шероховатость обрабатываемой поверхности. Для
резки сплошных прутков
из высоколегированных
сталей
2 ШАГ Выбор шага зубьев полотна
СПЛОШНОЕ СЕЧЕНИЕ
Постоянный шаг Переменный шаг
Диаметр, ммЗубьев
на дюйм
до 10 14 до 25 10/14
10-30 10 15- 40 8/12
30-50 8 25-40 6/10
50-80 6 35-70 5/8
80-120 4 40-90 5/6
120-200 3 50-120 4/6
200-400 2 80-150 3/4
300-700 1,25 120-350 2/3
Диаметр, ммЗубьев
на дюйм
D мм 20 40 60 80 100 150 200 300
S мм Шаг зуба, Z
2 14 14 14 14 10/14 10/14 10/14 10/14
3 14 10/14 10/14 8/12 8/12 8/12 6/10 6/10
4 14 10/14 10/14 8/12 8/12 6/10 6/10 5/8
5 14 10/14 10/14 8/12 6/10 6/10 5/8 4/6
6 14 10/14 8/12 8/12 6/10 5/8 5/8 4/6
8 14 8/12 6/10 6/10 6/10 5/8 5/8 4/6
10 6/10 6/10 5/8 5/8 4/6 4/6 4 /6
12 6/10 5/8 4/6 4/6 4/6 4/6 3/4
15 4/6 4/6 3/4 3/4 3/4
20 4/6 4/6 3/4 3/4 3/4
30 3/4 3/4 3/4 2/3 2/3
50 2/3 2/3 2/3
3 ШАГ Выбор скорости резания
V, м/мин Материал
25 Высоколегированные,
нержавеющие стали
40 Низколегированные стали,
чугунное литье
60 Конструкционные стали, стальное литье,
подшипниковые стали, мягкая латунь
80 Алюминий, медь, пластмассы
ПРОФИЛЬНОЕ СЕЧЕНИЕ
D -поперечное сечение
S -толщина стенки профиля
Z -шаг полотна, количество
зубьев на дюйм
ВНИМАНИЕ!
В процессе резания в металле одновременно должно находиться не менее 3-х
зубьев, меньшее их количество может привести к поломке полотна.
Срок службы полотна
Для полотен большинства производителей (при условии соблюдения
правил эксплуатации и хранения) срок службы полотна находится в
пределах 140 -160 часов работы оборудования. Снятие полотна при перерывах в работе оборудования на релаксацию несколько увеличивает
срок службы полотна.
Среднее значение стойкости полотна составляет: на каждый метр ленточного полотна приходится 1 м2 сечения отрезаемых заготовок.
*Представленные рекомендации по выбору ленточных полотен носят информационный характер
26
www.jettools.ru
Page 12

Эксплуатация ленточного полотна
Пример обозначения и артикул
ленточного полотна
М42 20х0,9х2362 4/6 TPI
PC20.2362.4.6
Натяжение полотна
Величина натяжения ленточного полотна должна составлять приблизительно
300 Н/мм. При недостаточном натяжении
полотна возможен неперпендикулярный
срез, при избыточном натяжении - разрыв.
В обоих случаях значительно сокращается
ресурс работы ленточного полотна. Усилие натяжения контролируется встроенными на некоторых моделях станков или
переносными приборами - тензометрами.
Виды стружки
М42 биметаллическое полотно М42, зубья из быстрорежущей стали
20x0,9x2362 ширина х толщина х длина полотна, мм
4/6 шаг зубьев полотна, 4-6 зубьев на дюйм, переменный шаг
TPI Tooth Pro Inch (количество зубьев на дюйм)
Обкатка полотна
1) Установите необходимую скорость
2) Начните пиление на 70% мощности от
рекомендуемой для полотна и 50% скоростью подачи
3) При наличии вибрации осторожно
уменьшайте скорость подачи вплоть до
полной остановки. Следите за стружкообразованием и получающейся формой
стружки
4) После распила 400-600 см2, или не менее 15 минут времени реального пиления,
постепенно увеличивайте до требуемой
скорость полотна и постепенно - скорость
подачи.
Охлаждение и Смазывание
Охлаждение и смазывание обязательны
в большинстве операций обработки металлов. В случае обработки алюминия или
алюминиевых сплавов СОЖ также помогает в удалении стружки и более высококачественной поверхностной обработки.
Нет необходимости смазки для чугуна и
некоторых неметаллических материалов
(пластмассы, графита, и т.д.).
Ресурс ленточного полотна напрямую
зависит от правильного подбора СОЖ,
основная задача не допускать перегрева
полотна.
Отрезные
Очень мелкая, пылевидная стружка - подача должна быть
увеличена
Толстая, тяжелая, с голубым отливом стружка - полотно
перегружено
Свободно намотанная (витая) стружка идеальные условия
резания
Основные причины преждевременного выхода полотна из строя
Выкрашивание зубьев:
• Слишком мелкий шаг полотна
• Слишком крупный шаг полотна
• Заготовки ненадёжно закреплены
• Слишком низкая скорость полотна, приводящая к излишнему врезанию
• Некачественная сварка
• Слишком большое давление подачи,
приводящее к излишнему врезанию полотна в материал
• Слабое натяжение полотна, приводящее
к его проскальзыванию
• Проскальзывание (остановка) полотна
под нагрузкой, приводящее к излишнему врезанию полотна в материал
• Отсутствует, не работает или изношена
щётка очистки полотна
Биение (вибрация) полотна:
• Кривой сварной шов
• Слишком большой шаг полотна
• Отсутствие зубьев (выломаны)
• Слишком низкое или высокое давление
подачи
Трещины во впадинах зубьев:
• Затруднённое движение полотна в
направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в
направляющих
• Зазор между направляющими слишком
большой
• Направляющие находятся слишком
далеко от заготовки
• Боковые направляющие зажимают полотно в области впадин зубьев
• Слабо зажатые боковые направляющие
приводят к наклону полотна
• Неправильное натяжение полотна
Трещины со стороны спинки:
• Износ верхнего опорного подшипника в
направляющих
• Высокое давление подачи
• Износ боковых направляющих
• Полотно прижимается к бурту шкива
Пережжённая стружка:
• Большая подача
• Не работает щётка очистки полотна
• Тупое полотно
• Нет охлаждения
Неперпендикулярный рез:
• Полотно пилы не параллельно направлению подачи
• Большой зазор в направляющих
• Поверхность стола не перпендикулярна
полотну
• Тиски не перпендикулярны пиле
• Слабое натяжение полотна
• Роликовый стол на подаче не перпендикулярен полотну
• Плохо закреплены боковые направляющие
Преждевременное затупление:
• Слишком большая скорость полотна для
данного материала
• Слишком мелкий или слишком крупный
шаг полотна
• Полотно пилы не параллельно направлению подачи
• Дефекты на боковых направляющих
• Плохо закреплены или изношены направляющие
www.jettools.ru
27
 Loading...
Loading...