

Page 1
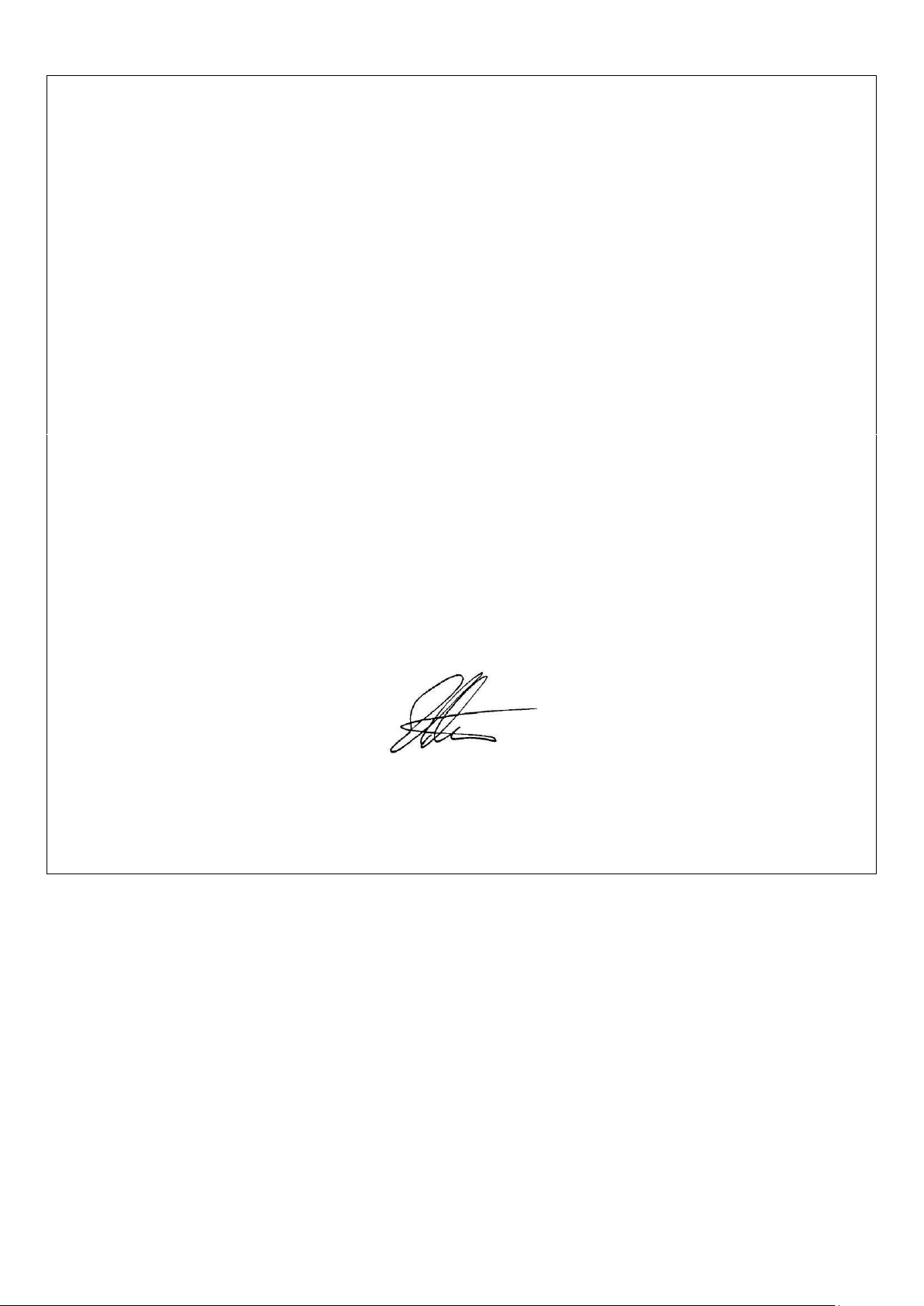
JUM-1464DRO
Широкоуниверсальный
фрезерный станок
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in China /Сделано в Китае
50000453T
Июнь-2018
Page 2
Декларация о соответствии ЕС
Изделие: Широкоуниверсальный фрезерный станок по металлу
JTM-1464DRO
Артикул: 50000453T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Руководство по эксплуатации станка JET JUM-1464DRO 2
Page 3
Инструкция по эксплуатации фрезерного станка JUM-1464DRO
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш новый
станок марки JET. Эта инструкция разработана для владельцев и обслуживающего персонала
широкоуниверсального фрезерного станка по металлу мод. JTM-1464 с целью обеспечения
надежного пуска в работу и эксплуатации станка, а также его технического обслуживания. Обратите,
пожалуйста, внимание на информацию этой инструкции по эксплуатации и прилагаемых документов.
Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы
смонтируете станок, запустите его в эксплуатацию или будете проводить работы по техническому
обслуживанию. Для достижения максимального срока службы и производительности Вашего станка
тщательно следуйте, пожалуйста, нашим указаниям.
Оглавление
1. Гарантийные обязательства ........................ 3
1.1 Условия предоставления: ........................... 3
1.2 Гарантия не распространяется на:........... 3
1.3 Гарантийный ремонт не осуществляется
в следующих случаях: ........................................ 4
2. Безопасность ................................................... 4
2.1 Предписания оператору .............................. 4
2.2 Общие указания по технике
безопасности ........................................................ 5
3. Спецификация станка .................................... 5
3.1 Технические характеристики ..................... 5
3.2 Объем поставки ............................................ 6
3.3 Описание станка ........................................... 6
3.4 Конструкция станка: ..................................... 7
4. Транспортировка и пуск в эксплуатацию .. 7
4.1 Транспортировка и установка .................... 7
4.2 Минимальные условия ................................ 8
5. Работа по наладке и регулировке .............. 8
5.1 Установка частоты вращения шпинделя 8
5.2 Выбор скорости подачи стола ................... 9
5.3 Регулировка подшипников шпинделя .... 11
5.4 Регулировка клиньев стола ...................... 11
5.5 Регулировка люфтов ходового винта .... 11
5.6 Регулировка положения фрезерной
головы .................................................................. 12
6. Техническое обслуживание ........................ 14
6.1 Использование СОЖ ................................. 14
6.2 Смазка. .......................................................... 14
7. Электрическая схема станка ...................... 15
1. Гарантийные обязательства
1.1 Условия предоставления:
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов
материалов и дефектов обработки.
Jet предоставляет 2 года гарантии в
соответствии с нижеперечисленными
гарантийными обязательствами:
Гарантийный срок 2 (два) года со дня продажи.
Днем продажи является дата оформления
товарно-транспортных документов и/или дата
заполнения Гарантийного талона.
Гарантийный, а также негарантийный и
послегарантийный ремонт производится
только в сервисных центрах, указанных в
гарантийном талоне, или авторизованных
сервисных центрах.
После полной выработки ресурса
оборудования рекомендуется сдать его в
сервис-центр для последующей утилизации.
Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в
период гарантийного срока.
В гарантийный ремонт принимается
оборудование при обязательном наличии
правильно оформленных документов:
гарантийного талона, согласованного с сервисцентром образца с указанием заводского
номера, даты продажи, штампом торговой
организации и подписью покупателя, а также
при наличии кассового чека,
свидетельствующего о покупке.
1.2 Гарантия не распространяется на:
сменные принадлежности (аксессуары),
например: сверла, буры; сверлильные и
токарные патроны всех типов и кулачки и
цанги к ним; подошвы шлифовальных машин и
т.п. (см. список сменных принадлежностей
(аксессуаров) JET);
быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие
Руководство по эксплуатации станка JET JUM-1464DRO 3
Page 4
резиновые ролики, подшипники, зубчатые
ремни и колеса и прочее. Замена их является
платной услугой;
оборудование JET со стертым полностью или
частично заводским номером;
шнуры питания, в случае поврежденной
изоляции замена шнура питания обязательна.
1.3 Гарантийный ремонт не осуществляется
в следующих случаях:
при использовании оборудования не по
назначению, указанному в инструкции по
эксплуатации;
при механических повреждениях
оборудования;
при возникновении недостатков из-за действий
третьих лиц, обстоятельств непреодолимой
силы, а также неблагоприятных атмосферных
или иных внешних воздействий на
оборудование, таких как дождь, снег
повышенная влажность, нагрев, агрессивные
среды и др.;
при естественном износе оборудования
(полная выработка ресурса, сильное
внутреннее или внешнее загрязнение,
ржавчина);
при возникновении повреждений из-за
несоблюдения предусмотренных инструкцией
условий эксплуатации (см. главу «Техника
безопасности»);
при порче оборудования из-за скачков
напряжения в электросети;
при попадании в оборудование посторонних
предметов, например, песка, камней,
насекомых, материалов или веществ, не
являющихся отходами, сопровождающими
применение по назначению;
при повреждении оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений,
несоблюдения правил смазки оборудования;
при повреждении оборудования из-за
небрежной транспортировки. Оборудование
должно перевозиться в собранном виде в
упаковке, предотвращающей механические
или иные повреждения и защищающей от
неблагоприятного воздействия окружающей
среды.
Гарантийный ремонт частично или полностью
разобранного оборудования исключен.
Профилактическое обслуживание
оборудования, например: чистка, промывка,
смазка, в период гарантийного срока является
платной услугой.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
По окончании срока службы рекомендуется
обратиться в сервисный центр для
профилактического осмотра оборудования.
Эта гарантия не распространяется на те
дефекты, которые вызваны прямыми или
косвенными нарушениями,
невнимательностью, случайными
повреждениями, неквалифицированным
ремонтом, недостаточным техническим
обслуживанием, а также естественным
износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если
будет установлено, что дефект отсутствует,
или его причины не входят в объем гарантии
JET, то клиент сам несет расходы за хранение
и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. Безопасность
2.1 Предписания оператору
Станок предназначен для выполнения общих
операций фрезерования и сверления
металлов и пластмасс. Обработка других
материалов недопустима, либо должна
производиться в особых случаях только после
получения ПОДТВЕРЖДЕНИЯ у
производителя.
Запрещается обрабатывать магний -
высокая опасность возгорания!
Применение по назначению включает в себя
также соблюдение инструкций по
эксплуатации и техническому обслуживанию,
предоставленных изготовителем.
Станок разрешается обслуживать лицам,
которые ознакомлены с его работой и
техническим обслуживанием и предупреждены
о возможных опасностях.
Некоторые виды пыли, образующейся в
результате механической шлифовки, резания,
полировки, сверления и других операций,
содержат химические вещества, способные
вызывать рак, врожденные пороки развития и
влиять на репродуктивное здоровье.
Некоторые виды подобных химических
веществ:
Свинец, содержащийся в краске на свинцовой
основе.
Кристаллический кварц, содержащийся в
кирпичах, цементе и других материалах
строительной промышленности.
Мышьяк и хром, содержащийся в химически
обработанной древесине.
Риск, которому Вы подвергаетесь, зависит от
частоты производства данного вида работ.
Для уменьшения влияния указанных
Руководство по эксплуатации станка JET JUM-1464DRO 4
Page 5
химических веществ работайте в хорошо
проветриваемом помещении, используя
соответствующие средства защиты, такие как
маски или респираторы, разработанные
специально для микроскопических частиц.
Постоянно подключенное оборудование:
станок должен быть подключен к заземленной
постоянной системе электропроводки или к
системе, имеющей провод для заземления
оборудования.
В целях личной безопасности перед работой
на станке прочтите инструкцию по
эксплуатации.
Используйте средства защиты глаз.
Не работайте в перчатках, галстуке или в
свободной одежде.
Закрепляйте заготовку или уприте ее в
станину, чтобы предотвратить ее
проворачивание.
Производите обработку с рекомендуемой для
инструмента и материала заготовки
скоростью.
2.2 Общие указания по технике
безопасности
Металлообрабатывающие станки при
неквалифицированном обращении
представляют определенную опасность.
Поэтому для безопасной работы необходимо
соблюдение имеющихся предписаний по
технике безопасности и нижеследующих
указаний.
Прочитайте и изучите полностью инструкцию
по эксплуатации, прежде чем Вы начнете
монтаж станка и работу на нем.
Храните инструкцию по эксплуатации,
защищая ее от грязи и влаги, рядом со
станком и передавайте ее дальше новому
владельцу станка.
Защитные заграждения должны быть на своих
местах и находиться в исправном состоянии.
Перед включением станка возьмите за
правило проверять, убран ли со станка
регулировочный инструмент и ключи.
Поддерживайте чистоту в рабочей области
Не подвергайте станок воздействию дождя, не
работайте в сырых и влажных помещениях.
Рабочая зона должна быть хорошо освещена.
Посетителям следует находиться на
безопасном расстоянии от рабочей зоны. Не
допускайте в рабочую зону детей.
Для более эффективной и безопасной работы
выбирайте соответствующую скорость и
подачу.
Не применяйте инструмент или другие
приспособления для выполнения
непредназначенных для них работ.
Не работайте в свободной одежде, перчатках,
галстуках, кольцах, браслетах и других
украшениях, которые могут попасть в
движущиеся части станка. Рекомендуется
использовать обувь с нескользящей
подошвой. Спрячьте длинные волосы под
косынку.
Используйте защитные очки. Если работа на
станке сопровождается выделением пыли,
используйте защитную маску или респиратор.
Повседневные очки имеют только
ударопрочные линзы; они не являются
защитными очками.
Используйте тиски или прижимы для
закрепления заготовки во время работы. Это
безопаснее удерживания заготовки рукой и
освобождает обе руки для работы на станке.
Всегда сохраняйте равновесие и устойчивое
положение ног.
Для обеспечения наилучшей эффективности и
безопасной работы следите, чтобы
инструмент был острым и чистым.
Соблюдайте инструкции по смазке и замене
комплектующих.
Отключите станок от сети перед проведением
технического обслуживания, а также при
замене такой оснастки, как фрезы и сверла.
Перед подключением станка к источнику
питания убедитесь, что переключатель
находится в положении ВЫКЛ. (OFF).
Используйте рекомендованное
дополнительное оборудование.
Рекомендуемое оборудование приведено в
инструкции по эксплуатации. Неподходящее
оборудование может стать причиной травм.
Запрещается вставать на станок. В случае
опрокидывания станка или случайного касания
режущего инструмента могут быть нанесены
серьезные травмы.
Подавайте заготовку только против
направления вращения фрезы.
Запрещается оставлять работающий станок
без присмотра. Отключите питание. Не
оставляйте станок до полной остановки
режущего инструмента.
3. Спецификация станка
3.1 Технические характеристики
Макс Ø сверления ............................ 50 мм/М16
Макс Ø торцевой фрезы ........................ 125 мм
Макс Ø концевой фрезы .......................... 32 мм
Фрезерный стол:
Размер рабочего стола .................1600х360 мм
Т-образные пазы/расстояние .. 14/95 мм – 5 шт
Макс. вес заготовки .................................. 400 кг
Поворот стола ............................................. ±35°
Перемещение стола
Ручное (X-Y-Z): .................. 1300 х 290 x 400 мм
Автоматическое (X-Y-Z): ... 1300 х 280 x 400 мм
Скорость подачи стола (X) ......... 22-420 мм/мин
Ускоренная подача (X) .................. 1290 мм/мин
Скорость подачи стола (Y) ......... 22-393 мм/мин
Руководство по эксплуатации станка JET JUM-1464DRO 5
Page 6
Ускоренная подача (Y) ................. 1205 мм/мин
Скорость подачи стола (X) ........ 10-168 мм/мин
Ускоренная подача (X) ................... 513 мм/мин
Горизонтальный шпиндель
Конус шпинделя ..................... ISO-50 (DIN2080)
Частота вращения шпинделя ... 58-1800 об/мин
Расстояние ось шпинделя – стол ...... 0-400 мм
Расстояние ось шпинделя – консоль ..... 175 мм
Вертикальный шпиндель
Конус шпинделя ..................... ISO-50 (DIN2080)
Частота вращения шпинделя ... 60-1750 об/мин
Расстояние ось верт. шпинделя – стол ... 0-400
мм
Ручное перемещение консоли ............... 500 мм
Диапазон наклона головки ....................... ±360°
Главный двигатель .................... 4 кВт/S1 100%,
Двигатель подачи ................................. 0,37 кВт
Насос подачи СОЖ ................................. 125 Вт
Параметры сети ............... 3/PE, 400В, АС, 50Гц
Габаритные размеры ........ 1900х1720х1950 мм
Масса станка ........................................... 2300 кг
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Производитель оставляет за
собой право на изменение конструкции и
комплектации оборудования без уведомления
потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
3.2 Объем поставки
Оправка горизонтального шпинделя
Цанговый патрон с набором из 8 цанг
Переходные втулки ISO50/МК4
Лампа местного освещения
Система подвода СОЖ
Тиски фрезерные, ширина губок 160 мм
Инструкция по эксплуатации на русском языке
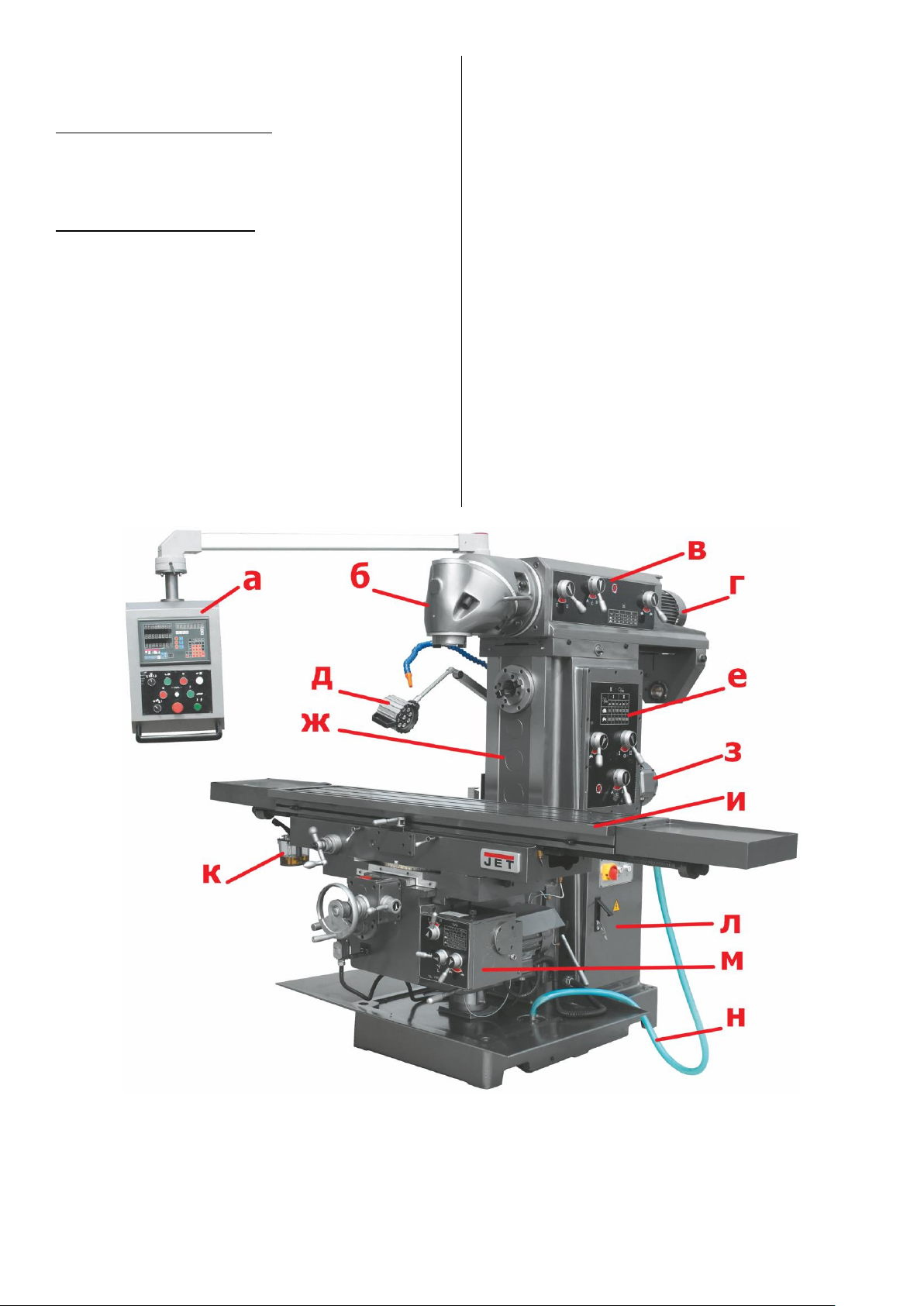
3.3 Описание станка
Универсальный фрезерный станок с
поворотной головой предназначена для
фрезерования металлических заготовок.
а. Панель управления, б. Фрезерная поворотная головка, в. Коробка подач вертикального шпинделя,
г. Привод вертикального шпинделя, д. Светильник, ж. Станина, е. Коробка подач горизонтального
шпинделя, з. Привод горизонтального шпинделя, и. Фрезерный стол, к. Насос смазки стола,
л. Электрошкаф, м. Коробка подач фрезерного стола, н. Шланг системы подачи СОЖ.
Руководство по эксплуатации станка JET JUM-1464DRO 6
Page 7

3.4 Конструкция станка:
Станина состоит из колонны и основания.
Колонна крепится на основании с помощью
винтов.
Перед колонной находится колено. С колонной
колено соединяется с ней через
прямоугольные направляющие, которые могут
подниматься и опускаться вдоль вертикальной
направляющей.
Поворотная станина соединяется с коленом
через прямоугольные направляющие. Стол
соединяется с салазками через направляющие
типа "ласточкин хвост". Рабочий стол и
салазки перемещаются посредством ходового
винта и гайки.
Главный привод приводится в действие
устройством зубчатой передачи.
Коробка подач крепится в нижней правой
части поворотной станины и приводится в
движение непосредственно двигателем.
Система подачи СОЖ состоит из насоса
подачи СОЖ, трубки, бака в основании и т.д.
Система смазки состоит из иммерсионного
масляного устройства с методом
разбрызгивания, насоса подачи смазки,
ручного насоса и т.д.
Панель управления для удобства установлена
на подвижной штанге.
Рабочий стол перемещается вручную или
автоматически, питание узла подачи
обеспечено только одним двигателем. Коробка
подач имеет двадцать четыре ступени
скоростей и три передачи ускоренного хода.
Главный привод приводит в действие
механизм шестерней, обеспечивает высокую
эффективность, высокий крутящий момент,
расширяет диапазон изменения скорости,
вследствие чего расширяется диапазон
параметров обработки.
Шпиндель приводной системы универсальной
фрезерной головы установлен в консоли и
приводится в движение фланцевым
двигателем.
Система привода шпинделя установлена в
колонне и управляется двигателем. Двигатель
соединяется с приводным валом и передает
усилие шпинделю через шестерни и
передвижные шестерни.
Главная передача: главный двигатель >
приводной вал > шестерни и передвижные
шестерни > шпиндель.
Подача стола производится ручным или
автоматическим управлением, для
осуществления продольной и поперечной
подачи стола усилие передается ходовому
винту-гайке. Для перемещения стола вручную
необходимо нажать на ручку вдоль оси вала
для введения в зацепление с винтом-гайкой.
Консоль может вертикально подниматься и
опускаться посредством двух конических
зубчатых колес. Для осуществления
вертикальной подачи стола, усилие
передается ходовому винту и гайке.
Для регулировки положения консоли ослабьте
фиксирующую ручку справа от консоли,
поверните вал-шестерню, затем затяните
фиксирующую ручку.
4. Транспортировка и пуск в эксплуатацию
4.1 Транспортировка и установка
Загружайте или выгружайте станок в
соответствие с ярлыками на упаковочной
коробке. Любые удары или вибрация
запрещены. Осторожно откройте коробку,
иначе она поцарапает краску на поверхности
станка. Открыв коробку, проверьте все
принадлежности согласно упаковочному листу.
Если что-то не соответствует или повреждено,
своевременно сообщите дилеру или
производителю для разрешения вопросов.
Переместите станок с помощью погрузчика.
Установите стальной проволочный трос, как
показано на Рис. 1 для транспортировки
станка краном. Во время транспортировки при
необходимости обратитесь за помощью.
Внимание:
1. Стальной проволочный трос не должен
касаться поверхности станка, каждой рукоятки,
ручки и маховика. Поместите деревянный
брусок или мягкую ткань в пространство между
стальным проволочным тросом и краем
станка, чтобы не повредить краску.
2. Перед транспортировкой станка краном
переместите рабочий стол на передний конец
консоли, пусть два конца стола на колене
будут одинаковой длины, одновременно
затяните продольные и поперечные
фиксирующие ручки.
Рис.1
Page 8

Чтобы обеспечить стабильную работу и
сохранить высокую точность обработки, станок
должен быть установлен на бетонном
фундаменте, который должен быть сделан в
соответствии с Рис. 2. Фундамент должен
располагаться на твердой почве. Поставьте
станок на фундамент после того, как он
полностью высохнет, затем закрепите болтами
к бетону, тщательно отрегулируйте,
убедитесь, что его выравнивание не
превышает допустимые пределы 0.04/1000 мм
в поперечном и продольном направлениях
после затягивания болтов.
регулировке станок должен быть
предохранен от непроизвольного
включения. Вытащите сетевой штекер из
розетки.
Рис.2
4.2 Минимальные условия
Фрезерный станок спроектирован для работы
на участке со следующими характеристиками:
- Высота над уровнем моря не более 1000 м.
- Диапазон температуры окружающей среды в
пределах 10° - 40°.
- Относительная влажность воздуха 80% при
+20 и не более 50% при +40.
- Диапазон температуры транспортировки в
пределах -25° - +55°
- Освещение рабочего пространства не
должно быть ниже, чем 500 люкс
Рис.3
5.1 Установка частоты вращения шпинделя
Сначала нажмите толчковую кнопку “T” на
правой стороне колонны (рис. 4
1- горизонтальный и 2- вертикальный
шпиндель), затем отрегулируйте три рукоятки
(19) в заданные позиции в соответствии с
пояснениями таблицы скоростей.
5. Работа по наладке и регулировке
Внимание:
Перед работами по наладке и
Руководство по эксплуатации станка JET JUM-1464DRO 8
Page 9

Рис. 4
Рис. 7 Поз. 1 и 2 (рис.3)
Продольная автоматическая подача стола:
сначала ослабьте фиксирующую рукоятку (4) и
установите рукоятку (5) в положение ВЛЕВО,
ВПРАВО для включения автоматической
продольной подачи.
Рис. 5 Поз. 19 (рис.3)
Изменение частоты вращения шпинделя
универсальной фрезерной головы:
отрегулируйте три рукоятки (7) в заданные
позиции согласно пояснениям таблицы
скоростей.
Рис. 6 Поз. 7 (рис.3)
5.2 Выбор скорости подачи стола
Сначала отрегулируйте рукоятку (1) в
положение "STOP", затем запустите двигатель
коробки подач, установите рукоятки (2) в
нужные значения скорости, согласно
пояснениям таблицы. Стол начнет
перемещаться на ускоренной подаче, когда
рукоятка (1) будет находиться в положении “А”
(ускоренный ход).
Руководство по эксплуатации станка JET JUM-1464DRO 9
Рис. 8 Поз. 4 и 5 (рис.3)
Продольная ручная подача стола: Сначала
ослабьте фиксирующую рукоятку (4) и
установите рукоятку (5) в нейтральное
положение, затем для включения ручной
подачи введите в зацепление и вращайте
маховик (13).
Рис. 9 Поз. 13 (рис.3)
Page 10

Поперечная автоматическая подача стола:
сначала ослабьте фиксирующую рукоятку (16).
Перед тем как регулировать рукоятку (3) вверх
или вниз, на конце рукоятки (3) должна
выскочить кнопка, что обеспечит поперечную
автоматическую подачу.
Рис. 10 Поз. 3 и 21 (рис.3)
ВНИМАНИЕ: нужно снять изогнутую рукоятку
(18), если она не используется.
Рис. 13 Поз. 17 и 18 (рис.3)
Вертикальная ручная подача стола: сначала
ослабьте фиксирующую рукоятку (12),
установите рукоятку (17) в “НЕЙТРАЛЬНОЕ”
положение, затем вращайте рукоятку (18) для
обеспечения вертикальной ручной подачи
стола.
Поворотный стол
Сначала ослабьте фиксирующие винты- 4 шт.
(20) с двух сторон поворотной станины, затем
поверните стол в нужное положение. После
этого затяните фиксирующие винты (20).
Рис. 11 Поз. 16 (рис.3)
Поперечная ручная подача стола: сначала
ослабьте фиксирующую рукоятку (16),
установите рукоятку (3) в нейтральное
положение, затем вращайте маховик (21) для
обеспечения поперечной ручной подачи стола.
Вертикальная автоматическая подача стола:
сначала ослабьте фиксирующую рукоятку (12),
переместите рукоятку (17) вверх или вниз для
включения вертикальной автоматической
подачи.
Рис. 14 Поворотная станина
Рис. 12 Поз. 12 (рис.3)
Рис. 15 Поз. 20 (рис.3)
Руководство по эксплуатации станка JET JUM-1464DRO 10
Page 11

5.3 Регулировка подшипников шпинделя
Люфт подшипников шпинделя был
отрегулирован до отгрузки станка с завода.
Долговременное использование станка
вызывает естественный износ подшипников
шпинделя и увеличение люфта. Попросите
специалиста отрегулировать его.
Сначала снимите крышку (1, рис.16) с правой
стороны колонны. Прежде всего, отогните
зубья плоской стопорной шайбы под круглой
гайкой, отрегулируйте круглую гайку (2),
сделайте надлежащий люфт шпинделя, затем
загните зубья стопорной шайбы, установите
крышку (1).
отрегулируйте винт (2) на большем конце
клина в правильное положение, чтобы
ощущалось небольшое сопротивление при
перемещении стола, установите защитную
планку (3). (Рис. 17.c)
Рис.16
5.4 Регулировка клиньев стола
Регулировка продольного клина: сначала
ослабьте винт (1) малого конца клина, затем
отрегулируйте винт (2) большего конца клина в
правильное положение, чтобы ощущалось
небольшое сопротивление при перемещении
стола, затяните винт (1) должным образом.
(Рис. 17.a).
Регулировка поперечного клина: снимите
защитную планку (2), ослабьте винт (1) на
одном конце клина, отрегулируйте винт (3) на
другом конце клина в правильное положение,
чтобы ощущалось небольшое сопротивление
при перемещении стола, установите защитную
планку (2). (Рис. 17.b)
Регулировка люфта между коленом и
вертикальной направляющей.
Снимите защитную планку (3), ослабьте винт
(1) на меньшем конце клина, затем
Руководство по эксплуатации станка JET JUM-1464DRO 11
Рис.17
5.5 Регулировка люфтов ходового винта
Регулировка люфта между ходовым винтом
продольного перемещения и гайкой. (Рис. 18)
Слишком большой люфт между ходовым
винтом и гайкой будет влиять на точность
обработки. Сначала ослабьте фиксирующий
винт, должным образом отрегулируйте
регулировочный червяк, затяните
фиксирующий винт.
Регулировка люфта между ходовым винтом
поперечного перемещения и гайкой
Непосредственно отрегулируйте круглую гайку
под поворотной станиной, чтобы ощущалось
небольшое сопротивление при перемещении
стола вдоль прямоугольных направляющих.
Рис.18
Page 12

5.6 Регулировка положения фрезерной
головы
Вращая голову, используйте дополнительный
позиционирующий круглый стержень. (Рис. 19)
Рис.19
Вытяните установочный штифт прежде, чем
повернуть фрезерную голову, затем ослабьте
крепежную гайку на 1-2 витка, поверните
фрезерную голову в требуемое положение, с
силой протолкните и вставьте установочный
штифт, затяните главную крепежную гайку,
таким образом, оператор может быстро и
точно позиционировать головку.
Для выдвижения фрезерной головки ручкой
поз. 10 рис. 3 при горизонтальном
фрезеровании отпустите винты поз. 6 рис.3.
Внимание: Не раскручивайте гайку
полностью, иначе фрезерная голова упадет на
станок.
Опасно поворачивать её при одновременно
разжатых крепежных гайках в верхней и
нижней части головы.
под углом 180
o
.
Рис.21
Для расширения диапазона обработки
оператор может поднять шпиндель, который
находится в горизонтальном положении, до
требуемого положения, повернув заднюю
коробку под углом 180
o
(рис. 22). Передняя и
задняя коробки должны точно
позиционироваться с помощью конического
штифта для расположения фрезерной головы
в горизонтальном или вертикальном
положении, чтобы обеспечить вертикальный и
горизонтальный уровень точности между
шпинделем и столом.
Рис. 22
Коническому штифту соответствует
единственное специальное установочное
отверстие, не вдавливайте установочный
штифт в специальное установочное
отверстие, пока он находится в этом
положении, чтобы избежать повреждения
соединительной планки.
Рис.20
Когда передняя и задняя коробки фрезерной
головы находятся под углом 0 0, шпиндель
находится в горизонтальном положении. (Рис.
20)
Попробуйте установить фрезу в фрезерный
зажим для горизонтального фрезерования.
Шпиндель будет находиться в вертикальном
положении, когда передняя коробка повернута
Руководство по эксплуатации станка JET JUM-1464DRO 12
Рис. 23
Наклон шпинделя вправо и влево (Рис.23)
Задняя коробка фрезерной головы
поворачивается по часовой и против часовой
стрелки под углом 90o, что обеспечивает
работу шпинделя в различных положениях,
таким образом, расширяется диапазон
продольный обработки.
Вращение шпинделя в горизонтальной
плоскости. (Рис. 24)
Page 13

Рис. 24
Угол
шпинделя θ
Угол
передней
коробки β
Угол задней
коробки α
Угол
шпинделя θ
Угол
передней
коробки β
Угол задней
коробки α
1o
1o24'51"
0o30'00"
46o
67o05'17"
25o07'03"
2o
2o49'43"
1 00o00'"
47o
68o39'15"
25o46'24"
3o
4o14'35"
1o30'02"
48o
70o13'44"
26o26'17"
4o
5o39'29"
2o00'05"
49o
71o48'47"
27o06'42"
5o
7o04'24"
2o30'09"
50o
73o24'24"
27o47'42"
6o
8o29'21"
3o00'15"
51o
75o00'38"
28o28'17"
7o
9o54'20"
3o30'24"
52o
76o37'30"
29o11'30"
8o
11o19'22"
4o00'35"
53o
78o15'02"
29o54'22"
9o
12o44'28"
4o30'50"
54o
79o53'17"
30o37'56"
10o
14o09'37"
5o01'09"
55o
81o32'17"
31o22'13"
11o
15o35'50"
5o31'32"
56o
83o12'04"
32o07'16"
12o
17o00'08"
6o01'59"
57o
84o52'40"
32o53'06"
13o
18o25'28"
6o32'32"
58o
86o34'10"
33o39'47"
14o
19o50'56"
7o03'10"
59o
88o16'35"
34o27'22"
15o
21o16'29"
7o33'54"
60o
90o
35o15'51.8"
16o
22o42'08"
8o04'45"
61o
91o44'28"
36o05'21"
17o
24o07'54"
8o35'42"
62o
93o30'02"
36o55'54"
18o
25o33'46"
9o06'47"
63o
95o17'47"
37o47'33"
19o
26o59'46"
9o38'00"
64o
97o04'48"
38o40'21"
20o
28o25'54"
10o09'21"
65o
98o54'11"
39o34'25"
21o
29o52'11"
10o40'51"
66o
100o45'01"
40o29'49"
22o
31o18'36"
11o12'31"
67o
102o07'23"
41o26'38"
23o
32o45'12"
11o44'20"
68o
104o31'26"
42o24'57"
24o
34o11'56"
12o18'20"
69o
106o27'18"
43o24'55"
25o
35o38'52"
12o48'31"
70o
108o25'08"
44o26'37"
26o
37o05'58"
13o20'53"
71o
110o25'04"
45o30'13"
27o
38o33'17"
13o53'28"
72o
112o27'20"
46o35'50"
28o
40o00'48"
14o26'15"
73o
114o32'08"
47o43'41"
29o
41o28'32"
14o59'17"
74o
116o39'43"
48o53'57"
30o
42o56'29"
15o32'32"
75o
118o30'23"
50o05'52"
31o
44o24'41"
16o06'02"
76o
121o04'29"
51o22'41"
32o
45o53'07"
16o39'48"
77o
123o22'25"
52o41'47"
33o
47o21'50"
17o13'49"
78o
125o44'42"
54o04'30"
34o
48o50'48"
17o48'08"
79o
128o44'53"
55o31'17"
35o
50o20'04"
18o22'44"
80o
130o44'45"
57o02'43"
36o
51o49'38"
18o57'38"
81o
133o24'12"
58o39'30"
37o
53o19'31"
19o32'52"
82o
136o11'28"
60o22'33"
38o
54o49'44"
20o08'27"
83o
139o08'09"
62o13'04"
39o
56o20'17"
20o44'22"
84o
142o16'26"
64o12'40"
40o
57o51'12"
21o20'39"
85o
145o39'30"
66o23'44"
41o
59o22'30"
21o57'20"
86o
149o22'17"
68o49'50"
Шпиндель с держателем фрезерной оправки
может вращаться в горизонтальной плоскости
для улучшения жесткости фрезерной оправки.
Для её регулировки поворачивайте переднюю
и заднюю коробку в разные направления. Угол
шпинделя выбирается путем регулировки
передней и задней коробки. Регулируемый
угол проверяется по таблице, приведенной
ниже.
Пример:
1. Обработка под углом - 45o вращение
вправо
Задняя коробка α 24
o
28' 11" (против часовой
стрелки)
Передняя коробка β 65
o
31' 49" (по часовой
стрелке)
2. Обработка под углом - 30o вращение влево
Задняя коробка α 15
o
32' 32" (по часовой
стрелке)
Передняя коробка β 42
o
56' 29" (против
часовой стрелки)
Руководство по эксплуатации станка JET JUM-1464DRO 13
Page 14

42o
60o54'10"
22o34'23"
87o
153o33'02"
71o36'58"
43o
62o54'10"
23o11'52"
88o
158o27'58"
74o56'51"
44o
63o58'50"
23o49'48"
89°
164o49'02"
79o49'34"
45o
65o31'49"
24o28'11"
90°
180°
90°
6. Техническое обслуживание
6.1 Использование СОЖ
СОЖ поступает в сопло через трубку.
Отрегулируйте сопло для распыления
охлаждающей жидкости точно в области
обработки и фрезы. Охлаждающая жидкость
содержится в основании станка.
Система подачи СОЖ состоит из насоса
подачи СОЖ, бака в основании станка, гибкого
и регулируемого сопла и т.д.
Клапан используется для управления потоком
распыления СОЖ точно в область обработки.
Охлаждающая жидкость содержится в
основании станка.
1. СОЖ нельзя самостоятельно сливать, она
должна быть утилизирована и переработана в
соответствие с правилами и постановлениями.
2. Испарение СОЖ, которое может повлиять
на здоровье, может возникнуть при
повышенной температуре инструментов или
высокой скорости вращения шпинделя.
Следует позаботиться о том, чтобы рабочее
место хорошо проветривалось. Рекомендуется
обеспечить рабочее место вентиляционным
оборудованием.
Для надлежащей смазки станка в первое
время масляный бак необходимо регулярно
чистить один раз в 3 месяца, в дальнейшем
один раз в полгода.
Добавьте масло, когда поверхность масла
опустится ниже отметки в окошках
маслоуказателей.
Для смазки ходовых винты, направляющих
стола, направляющих колена, шестерней и
подшипников в столе используется ручной
насос: смазка производится четыре раза в
смену.
6.2 Смазка.
В значительной степени срок службы станка
зависит от правильной смазки.
Смазочное масло должно быть чистым без
примесей кислот, воды или твердых частиц.
Главные шестерни смазываются
автоматическим устройством смазки.
Реверсивный циклоидный насос подачи
смазки установлен в полости колонны, насос
подачи смазки включается при запуске
главного двигателя. Смазочное масло
распыляется на шестерни. Коробка скоростей
смазывается путем иммерсионного
смазывания разбрызгиванием.
Рис. 25 Насос смазки стола
Крышка подшипника механизма зажима серьги
оснащена автоматической капельной
системой смазки, нужно часто добавлять и
чистить масло.
Другие узлы, которые нуждаются в смазке,
имеют нипель для нагнетания смазки, каждую
смену добавляйте масло не менее 4-х раз.
Руководство по эксплуатации станка JET JUM-1464DRO 14
Page 15

7. Электрическая схема станка
Руководство по эксплуатации станка JET JUM-1464DRO 15
Page 16

Руководство по эксплуатации станка JET JUM-1464DRO 16
Page 17

Руководство по эксплуатации станка JET JUM-1464DRO 17
 Loading...
Loading...