


Operating Instructions and Parts Manual
This .pdf document is bookmarked
5-Inch x 8-Inch Horizontal Band Saw
Models: J-3130, J-3230
WAL TER MEIER (Manufacturing), Inc.
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-414453
Ph.: 800-274-6848 Revision B 09/2011
www.waltermeier.com Copyright © 2011 Walter Meier (Manufacturing), Inc.
Model J-3130 shown
W arranty and Service
Walter Meier (Manufacturing), Inc., warrants every product it sells. If one of our tools needs service or repair, one of our
Authorized Service Centers located throughout the United States can give you quick service. In most cases, any of these
Walter Meier Authorized Service Centers can authorize warranty repair, assist you in obtaining parts, or perform routine
maintenance and major repair on your JET
1800274-6848.
MORE INFORMA TION
Walter Meier is consistently adding new products to the line. For complete, up-to-date product information, check with
your local Walter Meier distributor, or visit waltermeier.com.
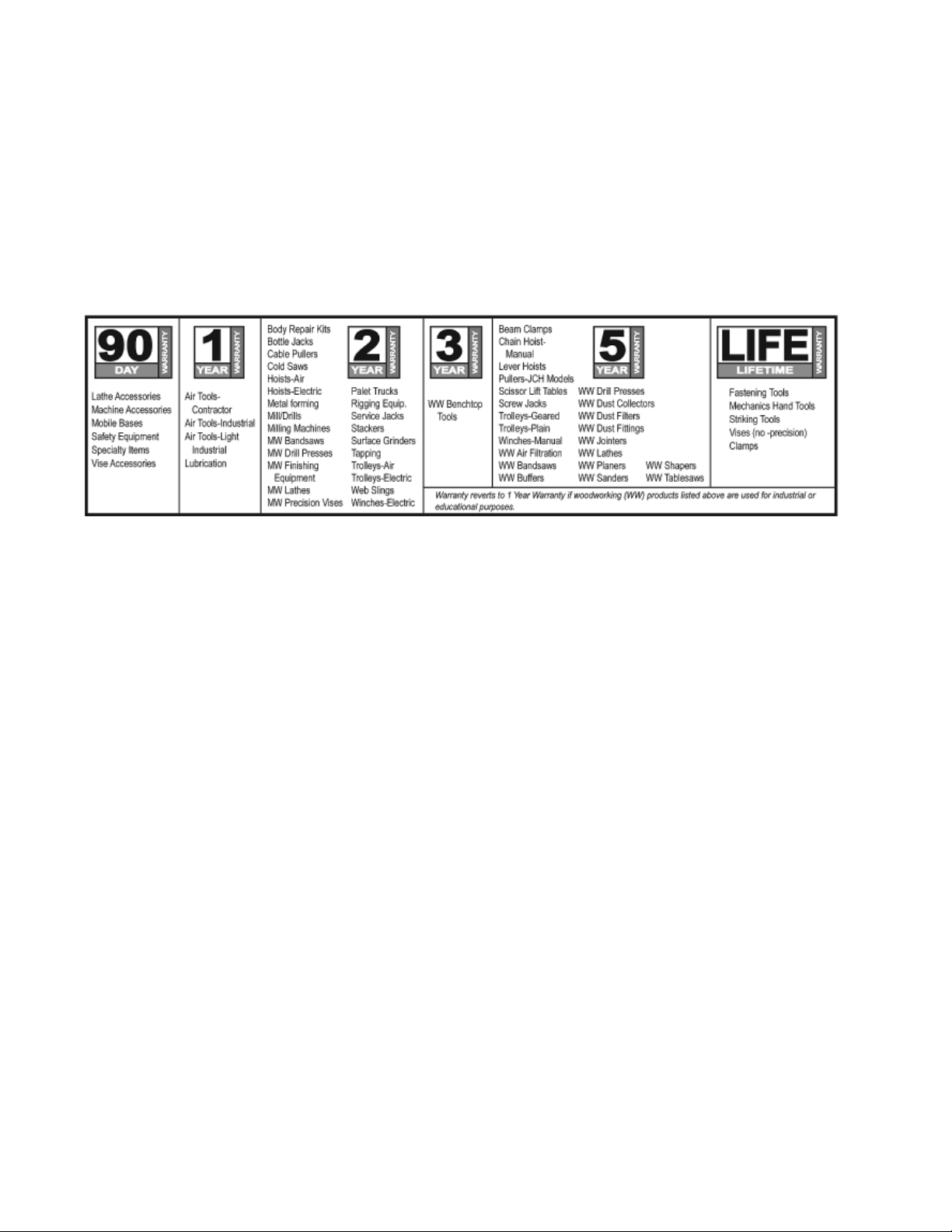
WARRANTY
JET products carry a limited warranty which varies in duration based upon the product (MW stands for Metalworking, WW
stands for Woodworking).
WHA T IS COVERED?
This warranty covers any defects in workmanship or materials subject to the exceptions stated below. Cutting tools,
abrasives and other consumables are excluded from warranty coverage.
WHO IS COVERED?
This warranty covers only the initial purchaser of the product.
WHAT IS THE PERIOD OF COVERAGE?
The general JET warranty lasts for the time period specified in the product literature of each product.
WHA T IS NOT COVERED?
Three Year, Five Year and Lifetime Warranties do not cover products used for industrial or educational purposes.
Products with Three Year, Five Year or Lifetime Warranties that are used for industrial or education purposes revert to a
One Year Warranty. This warranty does not cover defects due directly or indirectly to misuse, abuse, negligence or
accidents, normal wear-and-tear, improper repair or alterations, or lack of maintenance.
HOW TO GET SERVICE
The product or part must be returned for examination, postage prepaid, to a location designated by us. For the name of
the location nearest you, please call 1-800-274-6848.
You must provide proof of initial purchase date and an explanation of the complaint must accompany the merchandise.
If our inspection discloses a defect, we will repair or replace the product, or refund the purchase price, at our option. We
will return the repaired product or replacement at our expense unless it is determined by us that there is no defect, or that
the defect resulted from causes not within the scope of our warranty in which case we will, at your direction, dispose of
or return the product. In the event you choose to have the product returned, you will be responsible for the shipping and
handling costs of the return.
HOW STATE LAW APPLIES
This warranty gives you specific legal rights; you may also have other rights which vary from state to state.
LIMITA TIONS ON THIS W ARRANTY
WALTER MEIER (MANUFACTURING), INC., LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED
WARRANTY FOR EACH PRODUCT. EXCEPT AS STA TED HEREIN, ANY IMPLIED W ARRANTIES OR MERCHANT ABILITY
AND FITNESS ARE EXCLUDED. SOME ST A TES DO NOT ALLOW LIMIT A TIONS ON HOW LONG THE IMPLIED WARRANTY
LASTS, SO THE ABOVE LIMIT A TION MA Y NOT APPL Y TO YOU.
WALTER MEIER SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENT AL, CONTINGENT , SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR PRODUCTS.
SOME ST A TES DO NOT ALLOW THE EXCLUSION OR LIMIT A TION OF INCIDENT AL OR CONSEQUENTIAL DAMAGES,
SO THE ABOVE LIMITA TION OR EXCLUSION MA Y NOT APPL Y T O YOU.
Walter Meier sells through distributors only. The specifications in Walter Meier catalogs are given as general information
and are not binding. Members of Walter Meier reserve the right to effect at any time, without prior notice, those alterations
to parts, fittings, and accessory equipment which they may deem necessary for any reason whatsoever. JET
products are not sold in Canada by Walter Meier.
® tools. For the name of an Authorized Service Center in your area call
® branded

Table of Contents
Cover Page .......................................................................................................................... 1
Warranty............................................................................................................................... 2
Table of Contents ................................................................................................................. 3
General Specifications ..........................................................................................................4
Warning ............................................................................................................................. 5-6
Operating Instructions ...................................................................................................... 7
Clamping materials in the saw vise ....................................................................................... 7
Right angle cutting ................................................................................................................ 7
Angle cutting......................................................................................................................... 8
Clamping methods................................................................................................................8
Using the stock stop ............................................................................................................. 9
Blade selection ..................................................................................................................... 9
Change blade speeds .......................................................................................................... 9
Evaluating cutting efficiency ................................................................................................ 10
Cutting procedure ...............................................................................................................10
Using the hydraulic feed control.......................................................................................... 10
Blade break-in procedures.................................................................................................. 10
Change blades ...................................................................................................................11
Adjusting blade guides........................................................................................................ 11
Maintenance .................................................................................................................... 11
Motor replacement.............................................................................................................. 11
Adjusting guide bearings .................................................................................................... 11
Maintenance chart .............................................................................................................. 12
Blade tracking..................................................................................................................... 12
Replacing guide bearings ................................................................................................... 13
Adjusting back-up bearings ................................................................................................ 13
Adjusting the arm stop adjustment bolt................................................................................ 13
Adjusting motor switch actuator .......................................................................................... 13
Replacing a back up bearing .............................................................................................. 13
Ajusting the bearing guide seats for blade vertical............................................................... 14
Test ctting to verify adjustment accuracy............................................................................. 14
Machine Set-up ............................................................................................................... 15
Wiring diagram.................................................................................................................... 15
installing coolant kit ............................................................................................................. 15
Troubleshooting ......................................................................................................... 16-17
Replacement Parts ........................................................................................................... 18
Exploded View and Parts list for Saw Base.................................................................... 19-21
Exploded View and Parts list for Lower Saw Head......................................................... 22-23
Exploded View and Parts list for Upper Saw Head......................................................... 24-25
Exploded View and Parts list for S tand & Coolant System.............................................. 26-27
3
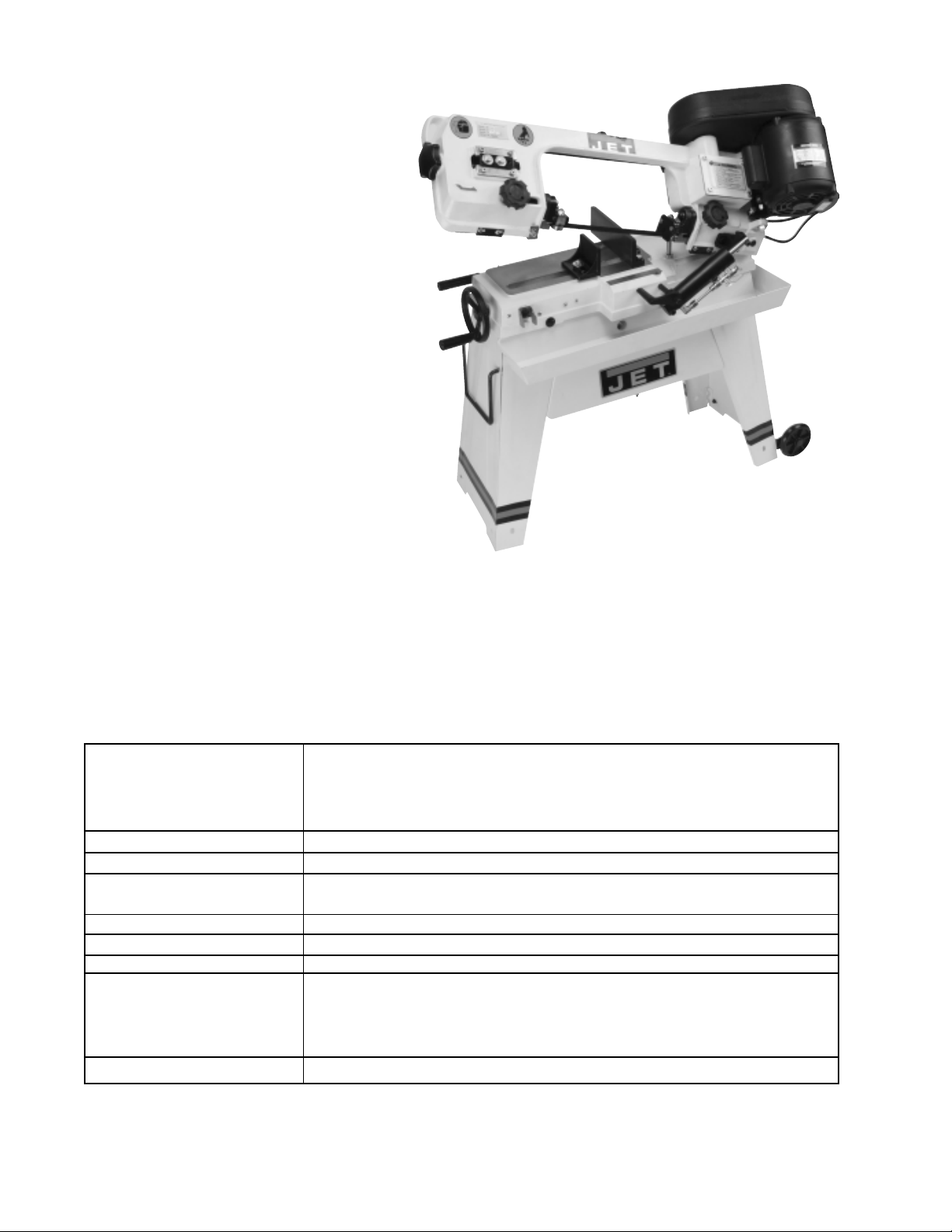
General Specifications
The JET 5x8 cutoff bandsaw is available as
a dry cutting bandsaw or as a wet cutting
bandsaw. If required, a dry cutting bandsaw can
be retrofitted with a kit which converts it to use
with cutting fluids.
The use of a hydraulic feed delivers
consistent accurate cuts and longer blade life.
Model Stock Number
J-3130 414461 (dry)
J-3230 414453 (wet)
Cutting capacity 5 inch (127mm) round
7 1/2 inch (190.5mm) wide x 5 inch (127mm) high rectangle
8 inch (203.5mm) wide x 1 inch (25.4mm) high flat stock
4 1/2 inch (114.3mm) wide x 5 inch (127mm) high at 45 degrees
Speeds 85,125,200 SFM
Blade drive Steel, heat treated worm driving a bronze worm gear in an oil bath
Saw guides Ball bearing mounts on an eccentric shaft, ball bearing rear guide
bearings -- all bearings sealed and permanently lubricated
Motor 1/2 HP, 115/230V, 1725RPM capacitor start
Blade wheels 7-3/8 inch (187mm) diameter flanged cast iron
Saw blades 1/2 x .025 x 68 inches
Floor model dimensions Width 16 inches overall (400mm)
Height 38 inches overall with arm horizontal (950mm)
Height 58 inches overall with arm vertical (1450mm)
Length - 38 inches (950mm)
Optional wet cutting pkg. 1 gallon (4.5L) capacity tank, pump motor: single phase 120V
4

- Misuse of this machine can cause serious injury .
-For safety, machine must be set up, used and
serviced properly .
- Read, understand and follow instructions in the
Operating Instructions and Parts Manual which
was shipped with your machine.
When Setting up Machine:
- Always avoid using machine in damp or poorly
lighted work areas.
- Always be sure the machine support is se-
curely anchored to the floor or the work bench.
When Using Machine:
- Always wear safety glasses with side shields
(See ANSI Z87.1)
- Never wear loose clothing or jewelry .
- Never overreach - you may slip and fall.
When Servicing Machine:
- Always disconnect the machine from it s electri-
cal supply while servicing.
- Always follow instructions in Operating Instruc tions and Parts Manual when changing acces sory tools or parts.
- Never modify the machine without consulting
Walter Meier (Manufacturing) Inc.
Y ou - the Stationary Power Tool User - Hold
the Key to Safety.
Read and follow these simple rules for best results
and full benefits from your machine. Used properly ,
JET machinery is among the best in design and
safety . However, any machine used improperly can be
rendered inefficient and unsafe. It is absolutely
mandatory that those who use our products be
properly trained in how to use them correctly . They
should read and understand the Operating Instructions
and Parts Manual as well as all labels affixed to the
machine. Failure in following all of these warnings can
cause serious injuries.
Machinery General Safety Warnings
1. Always wear protective eye wear when
operating machinery . Eye wear shall be
impact resistant, protective safety glasses with
side shields which comply with ANSI Z87.1
specifications. Use of eye wear which does
not comply with ANSI Z87.1specifications
could result in severe injury from breakage of
eye protection.
2. Wear proper apparel. No loose clothing or
jewelry which can get caught in moving parts.
Rubber soled footwear is recommended for
best footing.
3. Do not overreach. Failure to maintain proper
working position can cause you to fall into the
machine or cause your clothing to get caught
pulling you into the machine.
4. Keep guards in place and in proper working
order. Do not operate the machine with guards
removed.
5. Avoid dangerous working environments. Do
not use stationary machine tools in wet or
damp locations. Keep work areas clean and
well lit.
6. Avoid accidental starts by being sure the st art
switch is OFF before plugging in the machine.
7. Never leave the machine running while unat-
tended. Machine shall be shut off whenever it
isnot in operation.
8. Disconnect electrical power before servicing.
Whenever changing accessories or general
maintenance is done on the machine, electri-
5
cal power to the machine must be disconnected before work is done.
9. Maintain all machine tools with care. Follow
all maintenance instructions for lubricating and
the changing of accessories. No attempt shall
be made to modify or have makeshift repairs
done to the machine. This not only voids the
warranty but also renders the machine unsafe.
10. Machinery must be anchored to the floor.
1 1. Secure work. Use clamps or a vise to hold
work, when practical. It is safer than using
your hands and it frees both hands to operate
the machine.
12. Never brush away chips while the machine is
inoperation.
13. Keep work area clean. Cluttered areas invite
accidents.
14. Remove adjusting keys and wrenches before
turning machine on.
15. Use the right tool. Don’t force a tool or attachment to do a job it was not designed for.
16. Use only recommended accessories and
follow manufacturers instructions pertaining to
them.
17. Keep hands in sight and clear of all moving
parts and cutting surfaces.
18. All visitors should be kept at a safe distance
from the work area. Make the workshop completely safe by using padlocks, master
switches, or by removing starter keys.
19. Know the tool you are using - its application,
limitations, and potential hazards.
20. Some dust created by power sanding, sawing,
grinding, drilling and other construction activities
contains chemicals known to cause cancer , birth
defects or other reproductive harm. Some
examples of these chemicals are:
Lead from lead based paint
crystalline silica from bricks and cement and
other masonry products, and
arsenic and chromium from chemically treated lumber.
21. Y our risk from those exposures varies, depending
on how often you do this type of work. To reduce
your exposure to these chemicals: work in a
well ventilated area, and work with approved
safety equipment, such as those dust masks
that are specifically designed to filter out
microscopic particles.
Conductor Length AWG (American Wire Gauge) Number
240 Volt Lines 120 Volt Lines
0 - 50 Feet No. 14 No. 14
50 - 100 Feet No. 14 No. 12
Over 100 Feet No. 12 No. 8
General Electrical Cautions
This saw should be grounded in accordance with the
National Electrical Code and local codes and ordinances. This work should be done by a qualified
electrician. The saw should be grounded to protect
the user from electrical shock.
Wire SizesCaution:
For circuits which are far away from the electrical
service box, the wire size must be increased in order
to deliver ample voltage to the motor . T o minimize
power losses and to prevent motor overheating and
burnout, the use of wire sizes for branch circuits or
electrical extension cords according to the following
table is recommended.
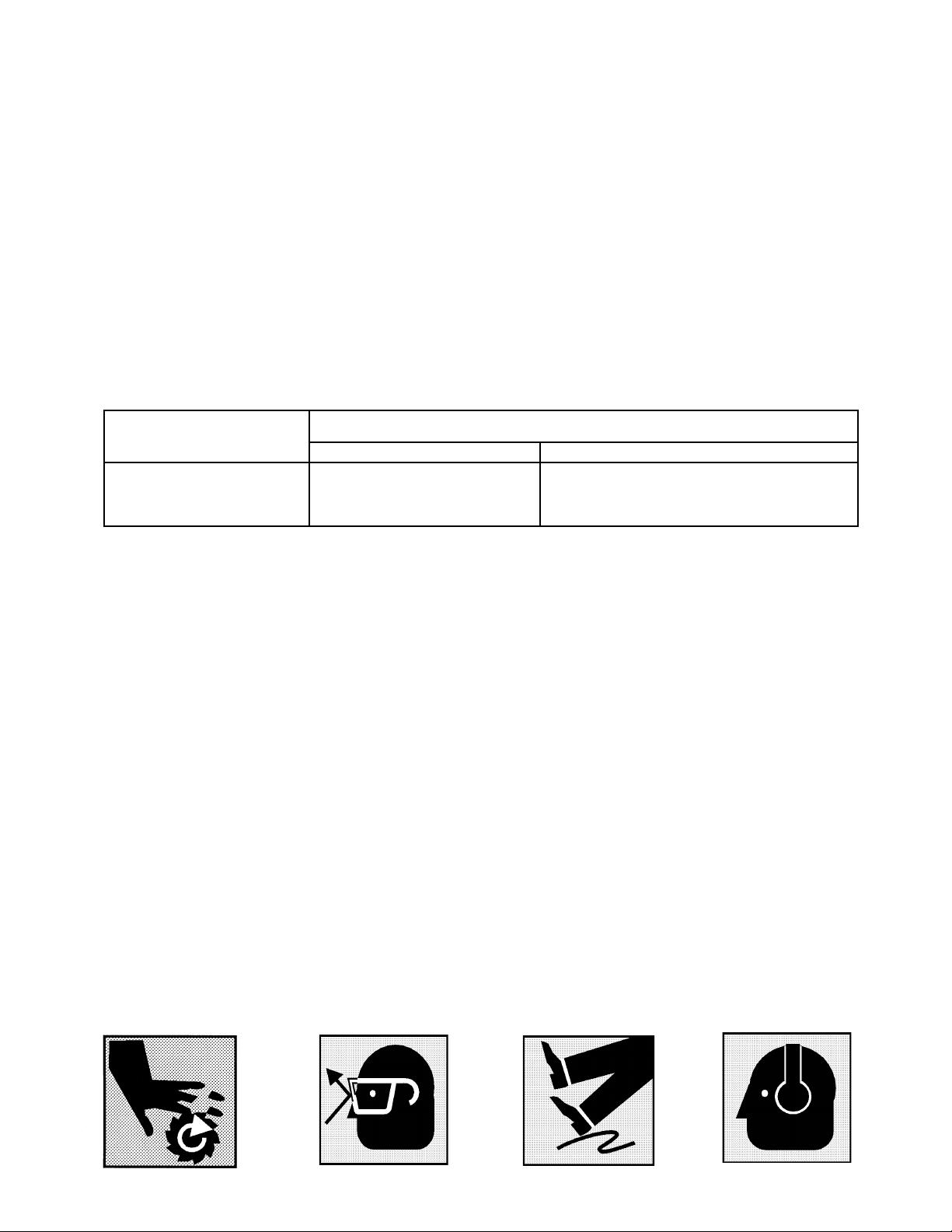
Safety Instructions on Sawing Systems
1. Always wear leather gloves when handling saw
blade. The operator shall not wear gloves when
operating the machine.
2. All doors shall be closed, all panels replaced, and
other safety guards in place prior to the machine
being started or operated.
3. Be sure that the blade is not in contact with the
workpiece when the motor is started. The motor
shall be started and you should allow the saw to
come up to full speed before bringing the saw
blade into contact with the workpiece.
4. Keep hands away from the blade area. See
Figure A.
5. Remove any cut off piece carefully while keeping
your hands free of the blade area.
6. Saw must be stopped and electrical supply must
be cut off before any blade replacement or
adjustment of blade support mechanism is done,
or before any attempt is made to change the
drive belts or before any periodic service or
maintenance is performed on the saw.
7. Remove loose items and unnecessary
workpieces from area before starting machine.
A
B
8. Bring adjustable saw guides and guards as close
as possible to the workpiece.
9. Always wear protective eye wear when operating,
servicing, or adjusting machinery . Eyewear shall
be impact resistant, protective safety glasses
with side shields complying with ANSI Z87.1
specifications. Use of eye wear which does not
comply with ANSI Z87.1 specifications could
result in severe injury from breakage of eye
protection. See Figure B.
10. Nonslip footwear and safety shoes are recommended. See Figure C.
1 1. Wear ear protectors (plugs or muffs) during
extended periods of operation. See Figure D.
12. The workpiece, or part being sawed, must be securely clamped before the saw blade enters the
workpiece.
13. Remove cut off pieces carefully , keeping hands
away from saw blade.
14. Saw must be stopped and electrical supply cut
off or machine unplugged before reaching into
cutting area.
15. Avoid contact with coolant, especially guarding
your eyes.
C
D
6
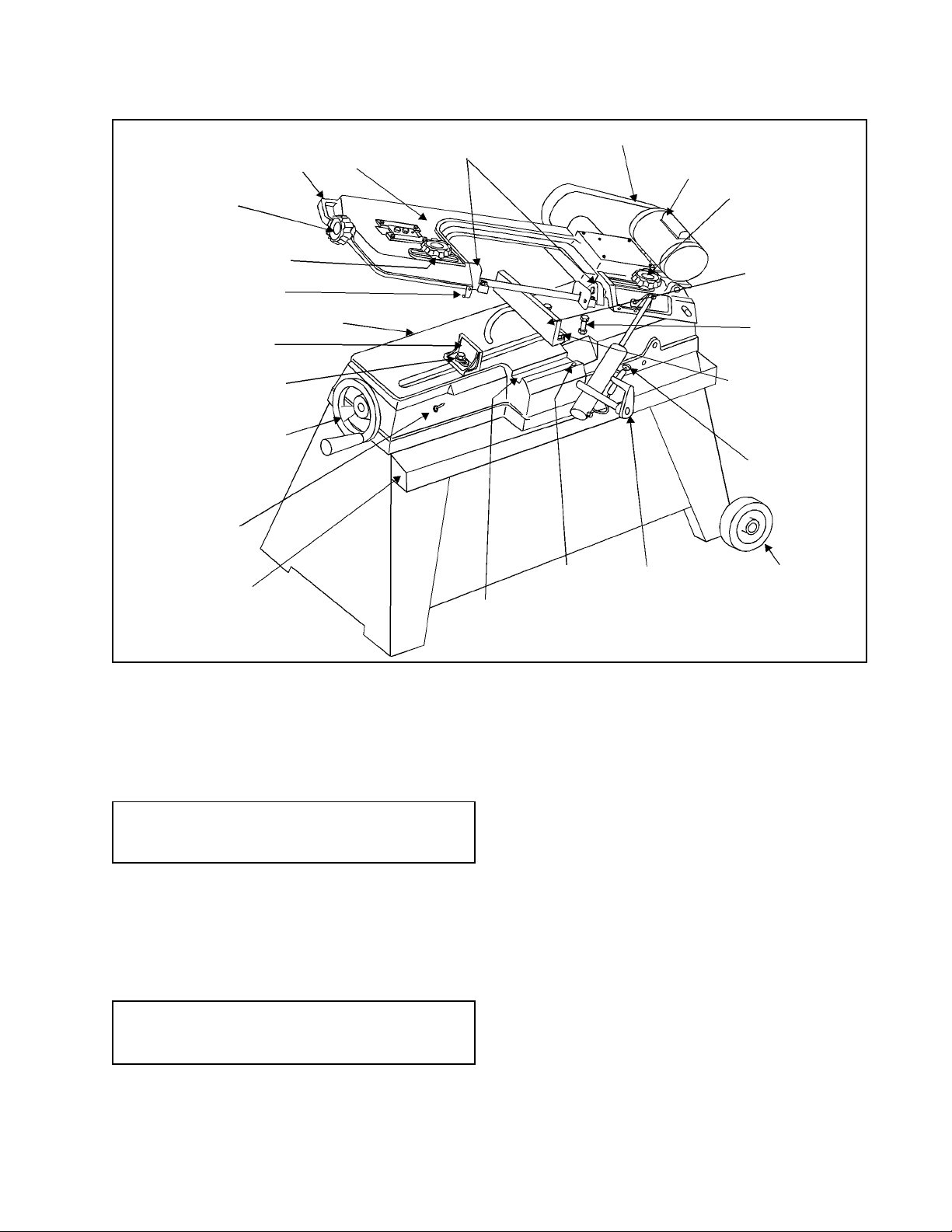
Operating Instructions
Arm lift
handle
Blade tension
knob
Left blade guide
lock knob
ON/OFF switch
actuator
Left vise
Arm
Base
Left and right guide
bearing seats
Pulley cover
Motor
Right blade
guide lock
knob
Right vise jaw
Arm stop
adjustmemt
Left vise lock
bolt
Left vise
handwheel
ON/OFF
switch
Cutting fluid
trough
Figure 1: 5x8 saw nomenclature
Clamping materials in the saw vise
Refer to Figure 1.
1. Lift the saw arm to its full up position.
2. Lock the arm up using the hydraulic feed control
valve.
Note: Use the handle on the arm to lift the
arm. Never use any other part of the arm
as a lifting method.
3. Open the left vise by turning the vise handwheel
counterclockwise.
4. Adjust the vise jaws for the appropriate cutting
angle, if required. See sections on Right angle
cutting and Angle cutting.
5. Put the work piece material between the vise
jaws.
Right vise jaw
pivot bolt
Hydraulic
control valve
Stock stop
Wheel kit
Blade
relief
slot
Stock
stop set
screw
Right angle cutting
Refer to Figures 1 and 2.
If you want to be certain the workpiece is
being held in the vise at exactly 90 degrees to the
blade for cutoff work, use the following procedure to
check the blade-to-jaw angle.
1. Disconnect the saw from its electric power
source.
2. With the saw arm in its fully lowered position,
place a machinist's square,or a machinist's protractor 90 degrees, against the saw blade and right vise
jaw. If the jaw is square to the blade, then no
adjustment is required.
3. If adjustment is required, see Angle Cutting. The
procedure for setting the jaw angle with respect to
the blade is described in that section.
Note: If the work piece material is long, support
both the ends of the material as needed to keep
the material level on the saw base.
6. Turn the vise handwheel clockwise until the work
piece is securely clamped in the vise.
7. Proceed to cut according to instructions in
Cutting procedure.
7

Angle cutting
Refer to Figure 2.
1. Loosen the right jaw pivot and lock bolts.
2. With the arm in its fully lowered position, and
using a machinist's protractor between the saw
blade and right vise jaw, set the angle of the right
jaw to the required angle.
3. Tighten the pivot and lock bolts.
4. Lift the saw arm to its full up position and lock it
up using the hydraulic feed control knob.
Note: Use the handle on the arm to lift the arm.
Never use any other part of the arm as a lifting
method.
5. Loosen the left jaw lock bolt.
6. Use the handwheel to move the left jaw until it
touches the right jaw firmly.
7. Snug the left jaw lock bolt. Both vise jaws are
now the correct angle for the required cut.
Note: There is a scale on the back of the saw
table which allows you to set up for angle cuts
without using a protractor. See Figure 3.
These angles should be considered approximate, and the protractor method should be
used where higher accuracy is required.
Figure 3: Using the scale on the rear of the saw
base to set the jaws for angle sawing. Where the
edge of the right jaw crosses the scale an approximate angle cut can be made to the indicated
number of degrees on the scale.
Clamping methods
The method for clamping different cross-
section work pieces is shown in Figure 4.
Figure 2: Using a protractor to set the vise jaws at
desired angle. By setting the protractor to 90
degrees, or using a machinist's square, the jaws
can also be set square with respect to the blade.
Figure 4: Clamping methods for various crosssections of stock
8

Figure 5: Setting the stock stop cutoff length
Using the stock stop
When cutting a number of identical pieces, the
use of the stock stop can speed operations.
Refer to Figures 1 and 5.
1. Disconnect the saw from its electric power
source.
2. With the arm in its fully lowered position, loosen
the stock stop set screw.
3. Slide the stock stop to the required distance
from the blade.
4. Rotate the stock stop so the stop is at the lowest
possible position for stopping the work piece at the
required distance. This will help prevent any
binding between the work piece and blade when the
cut is completed.
5. Tighten the stock stop set screw securely.
6. For best accuracy, make a test cut on a piece of
scrap material to verify the length of cut using the
stock stop.
Blade selection
The saw is delivered with a blade adequate for
a variety of jobs on a variety of common materials.
However, JET's blades, while appropriate to many
shop cutting needs, don't begin to exhaust the wide
variety of special blades available for special cutting
jobs.
For high production cutting of special materials, or for hard-to-cut materials such as stainless
steel, tool steel, titanium, etc., ask your industrial
distributor for more specific blade recommendations.
Figure 6: Blade speeds and belt positions
Changing blade speeds
1. Refer to Table 1 for recommendations on blade
speed for various materials.
Note: These are approximate speeds.
Different alloys and section materials and the
use of cutting fluid may require other speeds.
Check you machinists' handbook, or ask for
recommendations from your blade, cutting
fluid or work piece suppliers for specific
recommendations on specific material.
2. Disconnect the saw from its electrical power
source.
3. With the arm in its fully lowered position, remove
the pulley cover lock screw and open the pulley
cover. Refer to Figure 6 for speeds and belt
positions.
4. To change the belt position (and, therefore, the
blade speed) first loosen the motor plate adjustment
lock nut. Refer to Figure 8 for the position of the
motor plate adjustment screw and locknut.
5. Turn the adjustment screw counterclockwise
until the belt can be move to the pulley position
required.
6. Turn the adjustment screw clockwise to tension
the belt until there is 1/2 inch of play in the belt as
shown in Figure7.
7. Tighten the adjustment lock nut.
8. Close the pulley cover and secure it shut with
the lock screw.
9. Reestablish electrical power to the saw and
proceed with cutting.
Material Speed
Steel shapes and low carbon steel 125
Medium and high carbon steel 85
Cr-Moly steel 125
Chromium steel 125
T ool steel 85
Cast iron 85
Aluminum 85-125
Most plastics 200
Wood 200
Table 1: Recommended blade speeds
Figure 7: Setting correct play in drive belt
Figure 8: Motor plate adjustment screw
9

Evaluating cutting efficiency
Is the blade cutting efficiently? The best way
to tell is by observing the chips formed by the blade
as it cuts.
If the chip formation is powdery, then the feed
is much too light or the blade is too dull.
If the chips formed are curled, but straw or
blue colored, then the feed rate is too high.
If the chips formed are curled but not colored,
then the blade is sharp enough and cutting at an
efficient rate.
Cutting procedure
1. Never start a cut with the blade resting on the
work piece.
2. Be certain you knock off the sharp corners of
any work piece material which might damage the
blade. See Figure 4.
3. Have the motor ON and running at full speed
before lowering the blade into the cut.
4. Use the hydraulic control valve to feed the blade
into the work piece.
5. If you use a cutting fluid, turn the valve on before
beginning the cut.
Using the hydraulic feed control
Refer to Figure 9.
The hydraulic feed control cylinder is a "single
action" hydraulic cylinder. This allows you to lift the
arm at any time, easily, but controls the downward
movement of the arm using a valve on the top of the
cylinder.
When the control valve is turned fully clockwise the cylinder is "locked" and the saw arm will
not move downward. You can lock the arm, using
the valve, at any position in its travel. This allows
you to lock the arm in its up position for operations
which require it. And it allows you to lock the arm
in positions which allow you to adjust work piece
length, etc.
Most important, use of the valve allows you to
begin any cuts "gently," which can greatly extend
the life of the blade. Simply open the valve slightly
to begin the cut, then open the valve to effective
cutting feed. See Evaluating cutting efficiency.
The valve is also important when breaking in
any new blades. See Blade break-in procedures.
Blade break-in procedures
New blades are very sharp, and therefore
have a tooth geometry which is easily damaged if a
careful break-in procedure is not followed. You may
want to consult manufacturers' literature for breakin of specific blades on specific materials. However, the following break-in procedure will be
adequate for break-in of JET supplied blades.
1. Clamp a 2 inch or larger work piece in the saw.
2. Set the blade speed to its required speed. See
Changing blade speeds.
3. If possible, use a cutting fluid during break-in
cuts.
4. Set the hydraulic control valve just enough to
begin a very light cut on the work piece.
5. When the blade has cut 1/3rd of the way through
the work piece, increase the feed rate slightly and
allow the blade to complete the cut.
6. Make another cut on the stock. Begin the cut
with the control valve set at the same feed rate you
finished the first cut.
7. 1/3rd of the way through the second cut, increase the rate of feed until the blade is cutting at
its most efficient rate. See Evaluating cutting
efficiency.
8. Allow the saw to complete this second cut. The
blade can now be considered ready for regular
service.
Note: There are flanges on the back face
of the drive and idler wheels to prevent the
blade from "walking off" the back of the
wheels. If these flanges are damaged the
wheels must be replaced. Check blade
tracking whenever changing a blade to be
certain the blade is positioned correctly on
the wheels. See Blade tracking in the
Maintenance section of this manual.
Figure 9: Hydraulic feed control
10

Changing blades
1. Disconnect the saw from its electric power
source.
2. Lift the saw arm to its full up position and lock it
up using the hydraulic feed control knob.
Note: Use the handle on the arm to lift the arm.
Never use any other part of the arm as a lifting
method.
3. Remove the blade guard cover thumb screw and
open the cover.
4. Loosen the blade tension knob until the blade
comes off of its wheels.
5. Using leather gloves to protect from cuts, slip
the blade out of the blade guide bearings and off of
the saw.
6. Examine the drive and idler wheels for evidence
of wear on the flanges. If the flanges are wearing,
the blade is misadjusted. See Blade tracking for
correcting this condition.
7. Put a replacement blade in the blade guide
bearings and loop the ends of the blade over the
drive and idler wheels.
Note: The saw blade teeth must point in
the direction of travel. See Figure 10.
8. Use the blade tension knob to put tension on the
blade until it no longer slips on the wheels.
Note: Do not overtighten the blade. Just increase
tension until the blade does not slip on the wheels.
9. Close the blade guard cover and replace and
tighten the thumb screw.
10. Reconnect the saw to its electrical power
source.
Maintenance
Note: The following maintenance operation
requires the services of a licensed electrician.
Motor replacement
1. Perform steps 2 through 5 in Changing blade
speeds, page 8.
2. Remove the drive belt.
3. Remove the set screw which retains the motor
drive pulley to the motor shaft.
4. Pull the pulley off of the motor drive shaft.
5. BEING CERTAIN THAT THE SAW HAS BEEN
SAFELY DISCONNECTED FROM THE SERVICE
BRANCH, open the motor terminal cover and
remove the three wires which connect it to the
power cable.
6. Remove the four nuts, bolts and washers which
hold the motor to its mounting plate.
7. Remove the motor from the saw.
8. Reinstall the replacement motor and pulley by
reversing steps 7 through 4, above.
9. Loosen the the motor mounting plate adjustment
screw so the screw puts no tension on the plate.
10. Adjust the position of the motor so -A. the pulleys are parallel with each
other, and
B. the drive belt can just be installed over
the pulleys (It may be necessary to
adjust the drive pulley along the motor
shaft to make the pulleys parallel.)
11. Tighten the motor mounting bolts securely.
12. Tighten the pulley set screw securely.
13. Install the drive belt.
14. Tension the drive belt and complete the re-
placement task by performing instructions 6 through
9 in Changing blade speeds.
Figure 10: Corrrect tooth direction when replacing
blade.
Adjusting blade guides
Refer to Figure 1.
Both the left and right blade guides should be
positioned as close as possible to the left and right
edges of any work piece being cut. This provides
support to the blade so it can make a straight cut.
1. Loosen the blade guide knobs.
2. Slide the blade guides to the correct spacing.
3. Tighten the lock knobs securely.
Adjusting guide bearings
The outside guide bearing on each of the bearing
seats is mounted on an eccentric shaft to allow
adjustment of the bearing clearance between
bearings and blade, as follows:
1. Loosen the guide bearing shaft lock nut.
2. Use an open end wrench on the hex flats under-
neath the guide seat to adjust the eccentric shaft so
the bearing holds the blade vertically against its
opposing bearing. Overtightening the blade between the bearings will only shorten bearing life.
Adjust the bearings so the blade is just held firmly
in a vertical position.
3. While holding the shaft from turning, tighten the
lock nut on the upper side of the bearing seat.
11

Maintenance chart
Item Action Interval Comments
Wheel, guide Inspect for Daily All bearings are sealed -- any
or back-up leakage leaking bearing must be
bearings replaced
Lead screw Wipe on lubricant Weekly Gear oil* (see note, below)
Drive belt Inspect and replace When changing
when glazed or worn blade speeds
Gearbox Inspect for leakage -- Daily
repair if leaking
Replace lubricant Annually Gear oil*(see note, below)
Drive and idler Inspect flange and When changing Replace wheels if flanges
wheels blade surfaces blades are worn
Hydraulic Clean control rod Daily Dirt on the control rod can
cylinder with a clean rag damage the seal and cause
assembly leakage -- resulting in
replacement of the cylinder
assembly, complete
* Note: Gearbox and lead screw lubrication
Lubricate the vise lead screw and gearbox with
Shell Omala S1W or its equivalent.
The gearbox gears run in an oil bath and will not
require lubricant change more than once a year
unless the lubricant is accidentally contaminated
or leakage occurs due to improper replacement
of the gearbox cover or gasket. During the first
few days of operation the drive gears will run
hot. Unless the temperature exceeds 200
degrees F., there is no cause for concern.
Blade tracking
1. If the blade is fully tensioned, release tension
slightly while performing the tracking operation.
2. If the blade is not on slow speed, change to
the slowest speed according to instructions in
Changing blade speeds.
3. Lift the saw arm to its full up position and
lock it using the hydraulic feed control knob.
Note: Use the handle on the arm to lift the
arm. Never use any other part of the arm as
a lifting method.
4. Remove the thumb screw and open the blade
guard cover. Prop it open so you can have
access to the idler wheel.
5. Refer to Figure 11. Use a wrench to loosen
bolt A, a small amount.
6. Turn the saw motor ON.
7. Insert a hex wrench into the set screw, B,
and turn it slightly while observing the tracking
action of the blade on the idler wheel. Turning
the hex wrench clockwise will make the blade
track toward the wheel flange. Turning the
wrench counterclockwise will make the blade track
away from the flange.
8. Adjust the set screw in very small amounts until the
blade just starts to track toward the flange.
9. As you adjust the blade toward the flange, insert a
strip of paper between the blade and wheel as shown in
Figure 12 at the top of the next page.
CAUTION: Use a strip of paper six inches
long or longer so your hands stay clear of
the moving parts of the saw.
10. Keep using small amounts of adjustment to move
the blade toward the flange... testing with the paper
strips... until the paper is cut between the blade and
flange.
11. When the paper is cut, turn the hex wrench slightly
in the opposite direction so the blade does not track
while touching the flange.
12. Tighten bolt A.
13. Check with a paper strip to be certain the blade
has not moved back into contact with the flange.
Readjust, if necessary.
14. Using the blade tension knob, reapply tension to
the blade so it does not slip on the wheels.
15. Turn the saw OFF.
16. Close the blade guard cover and install and tighten
the thumb screw.
Figure 11: Blade
tracking mechanism
12

Figure 12: Checking blade tracking
Replacing guide bearings
1. Remove the blade according to instructions 1
through 5 in Changing blades, page 11
2. Remove the snap ring which holds the bearing to
the shaft.
3. Press off the bearing.
4. Press on the new bearing and secure it with the
snap ring.
5. Reinstall the blade according to instructions 6
through 10 in Changing blades.
6. Adjust the bearing spacing according to instructions in Adjusting guide bearings.
Adjusting back-up bearings
Refer to Figure 13.
1. Disconnect the saw from its electrical power
source.
2. Loosen the guide bearing seat retaining bolt.
3. Slide the bearing seat as necessary until the
back-up bearing just touches the back edge of the
saw blade.
4. Tighten the guide bearing seat retaining bolt.
5. Restore electrical power to the saw.
Figure 13: Adjusting back-up bearings
Adjusting the arm stop adjustment bolt
Refer to Figure 1.
1. Lower the arm to its fully lowered position. The
saw blade should be level and the cutting edge of
the blade should be in the relief slot, below the level
surface of the saw base. If this is not the case,
adjust the arm height as follows:
2. Loosen the leveling bolt lock nut.
3. Adjust the leveling bolt until it supports the arm
and blade correctly as described above -- level and
below the top of the saw base.
4. Tighten the leveling bolt lock nut.
Adjusting motor switch actuator
This task should be performed whenever the arm
stop adjustment is corrected or whenever the saw
is turning off incorrectly.
Refer to Figure 1.
1. Raise the arm until the switch actuator is not in
contact with the switch.
2. Turn the switch ON.
3. Open the hydraulic control valve so the arm
moves slowly downward.
4. The motor switch should shut off just as the arm
contacts its horizontal stop bolt and the blade is
fully below the blade relief in the saw base. If the
motor shuts off too soon, or not at all, adjust the
switch actuator by bending it, as required, to correct
the fault condition.
Replacing a back up bearing
1. Remove the blade according to instructions 1
through 5 in Changing blades.
2. Remove the guide bearing assembly from the
13

saw arm by removing the guide lock knob and
sliding the assembly from the arm.
3. Use a drift to knock out the pin until until the
bearing can be removed.
4. Replace the bearing and press the shaft back
into the seat.
5. Reinstall the bearing assembly in the arm.
6. Reinstall the blade according to instructions 6
through 9 in Changing blades.
7. Adjust the back up bearing spacing according to
instructions in Adjusting back up bearing clearance.
Adjusting the bearing guide seats for blade vertical
1. Install a new blade according to instructions in
Changing blades.
2. Adjust the guide bearings according to instructions in Adjusting guide bearings.
3. Adjust the back-up bearing according to instructions in Adjusting back-up bearings.
4. With the arm in its full horizontal position and the
blade guides moved apart to clear the widest
possible cutting area, clip a scale to the blade, to
provide a vertical reference surface.
5. Place a machinist's square on the saw base,
against the scale. See Figure 14.
6. Loosen the guide bearing seat attachment bolt
slightly and, using a wrench on the bearing seat,
adjust the angle of the seat so the blade is vertical.
(There is a small amount of side relief between the
seat and guide bar to allow for this adjustment.)
7. Tighten the seat attachment bolt.
8. Move the scale and square to the other side of
the exposed blade and repeat steps 4, 5, 6 and 7,
above.
T est cutting to verify adjustment accuracy
Test cuts can be used to determine whether or not
you have adjusted the blade accurately. Use 2 inch
bar stock to perform these test cuts, as follows:
1. With the bar stock securely clamped in the vise,
make a cut through the bar stock. (See Figure 15.)
2. Mark the top of the bar stock.
3. Move the bar stock about 1/4 inch past the blade
so you can begin a second cut.
4. Rotate the bar stock 180 degrees so the mark
you made is now at the bottom of the cut.
5. Make a cut through the bar stock.
6. Use a micrometer to measure the thickness
variation between the top and bottom of the disc you
have cut from the bar stock. Unless things are truly
perfectly aligned, there is almost certain to be a
certain amount of "wedge" to the shape of the disc
you have cut. The saw blade can be considered
correctly adjusted when the variation measured is
no more than .012 inch across the face of the disc.
If you do not have a 2 inch bar stock available for a
test cut, use a larger diameter test work piece
rather than a smaller one. The maximum thickness
variation on any test piece should be no more than
.003 inches, per side, per inch of stock diameter.
Figure 14: Adjusting the saw blade for vertical. Be
sure to do this operation on both of the bearing
guide seats so the blade is perfectly vertical along
its entire exposed cutting surface.
Figure 15: Step-by-step method to produce a test
disc which can be measured for "wedge" - a measurement for testing cutting accuracy.
14

Machine set-up
Uncrating and spotting the saw
The saw was operated and adjusted by the
manufacturer. Therefore no saw adjustment should be
required, and the only set-up procedures are as
follows:
1. Remove the saw from the box .
2. Remove the rubber shipping plug on the top of the
gearbox and replace it with the permanent metal
breather plug supplied.
3. Plug the saw into a suitable service branch. The
saw is a 120V single phase motor and the motor
cable has a standard 3-prong grounded plug installed.
Caution
Always connect the plug to a grounded branch
circuit.
If local regulations required that the saw be
permanently wired, or if the environment in
which the saw is used makes this advisable,
the connection should only be made by a
licensed electrician who is familiar with all
national and local electrical codes.
The service disconnect should have an
external ON/OFF switch or lever which permits
the saw operator to disconnect branch power
to the saw during set-up and maintenance
operations as described in this manual.
Wiring diagram
The motor standard on the saw is a 120V single
phase, 1750RPM motor which can also be
reconfigured for 240V operation. If the saw will be
used on a 240V single phase branch circuit, the
electrician will find a diagram for reconfiguring the
motor wiring underneath the motor terminal plate.
The wiring diagram here is included for reference when replacing the motor, ON/OFF switch or
cable. These operations should be performed only by
a licensed electrician.
Installing the coolant kit
Refer to Page 25 for a complete view of the components in the coolant kit, and refer to Figure 17 for the
attachment of the valve to the valve bracket on the
guide bearing seat.
1. Install the baffle in the tank so the pump is held at
one end.
2. Install the 90 degree elbow and one of the hose
fittings in the bottom of the coolant pump.
3. Install one end of the coolant hose on the pump
fitting.
4. Put the pump in the tank and put the assembly
into the tray underneath the saw base. Flanges are
on the tray to keep the coolant tank in position.
5. Put the valve into the holder on the right blade
guide assembly and secure it with the set screw on
the holder. Position the valve so the handle is easy
to operate.
6. Install the nozzle into the valve.
7. Install the hose fitting into the valve.
8. Route the hose to the hose fitting on the valve and
install it on the fitting.
9. Fill the tank with enough coolant to flow over the
baffle in the tank.
10. Put the valve handle in OFF position -- at right
angle to the direction of flow through the valve.
1 1. Inst all the coolant return hose and fitting to the
trough and route the return hose to the tank.
12. Connect the pump to its electrical source.
Note: The pump cable is supplied with a
standard plug for a 120V single phase grounded
branch receptable. Always use a grounded
receptable for this purpose.
Figure 16: Wiring diagram
Figure 17: Installing the valve in the valve bracket -1: Install the valve, back end first, into the bracket.
2: Secure it with the set screw after being sure the
handle can turn its full 1/4 turn.
3: Install the nozzle on the front of the valve, then
install the hose fitting and hose on the back end of
the valve.
15

Troubleshooting
Problem
Excessive
blade
breakage
Premature
blade
dulling
Crooked
cuts
Probable cause
Material loose in the vise
Incorrect feed or speed
Incorrect blade tension
Teeth in contact with work before saw is
started
Blade rubs on wheel flange
Misadjusted blade guides
Blade too thick for wheel diameter
Cracking at weld
Teeth too coarse
Too much blade speed
Inadequate feed pressure
Hard spot or scale on material
Work hardening of material (especially
stainless steel)
Blade installed backwards
Incorrect coolant or no coolant
Insufficient blade tension
Work not square
Potential solutions
1. Use more pressure to tighten vise.
2. Check right jaw pivot and lock bolts for tightness.
3. Check left jaw pivot bolt for looseness -- be certain the
jaw is not tilting upward when you apply pressure to the
work in the vise.
4. If you are stacking multiple pieces in the vise, be sure
all of the pieces are captured by the vise pressure.
1. Check technical literature for recommended feeds and
speeds for the material and blade you are using.
2. Check chip formation to adjust speed and feed to
correct rate when sawing.
1. Adjust blade tension to where it just does not slip on
the wheel.
1. Be sure the saw motor has come fully up to speed
before beginning a cut and be sure the blade is not
resting on the workpiece before the motor has come up to
full speed.
1. Use paper cutting method of adjusting blade tracking.
See Blade Tracking .
2. Check drive and idler wheels for looseness in mounting parts or worn/damaged bearings.
1. Adjust blade guides.
1. Use a thinner blade. Check with your blade supplier
for recommendations on blade thickness for a specific
wheel diameter.
1. Replace blade.
1. Use finer tooth blade.
1. Try next lower speed or check technical literature for
specific recommendations regarding speeds for specific
blade and material being cut.
2. Check with materials supplier for recommendations on
the workpiece material supplied.
3. If using coolant, check with supplier regarding correct
coolant for the job.
1. Increase pressure while observing chip formation to
be sure you are cutting efficiently.
1. Reduce speed of blade.
2. Increase feed pressure in scale or hard spots .
1. Work hardening materials such as stainless require a
heavy, continuous cut. Be sure you are using a sharp
blade, then, if necessary, release some counterbalance
spring pressure by loosening the tension nut if work
hardening of the material is a problem.
1. Reinstall blade so teeth point toward right end of saw.
1. Check with materials supplier and/or blade supplier for
coolant recommendations.
2. Check with coolant supplier for specific recommendations on the blade and material you are using.
1. Increase tension so blade is above the slipping point.
1. Adjust the right vise jaw so it is at right angles to the
blade.
2. Clamp work tightly in the vise.
3. Check blade for vertical and adjust, if necessary.
4. Move guide bearings as close as possible to work
while still completing the cut.
5. Check guide bearings, seats and brackets for possible
looseness or wear.
(Continued next page)
16

Troubleshooting (Continued)
Problem
Rough
cuts
Blade
twisting
Unusual
wear on
side/back of
blade
Breaking
teeth
Motor
running too
hot
Probable cause Potential solutions
Feed pressure too great
Guide bearings not adjusted properly
Inadequate blade tension
Blade guides incorrectly spaced
Dull blade
Incorrect speed
Blade guide assembly loose
Blade guide bearing assembly loose
Blade tracking too far away from wheel
flanges
Worn upper wheel bearings
Loose upper wheel mounting assembly
Too much feed or speed
Blade too coarse
Incorrect blade for material
Cut is binding blade
Too much blade tension
Loose guide bearing eccentrics
Worn guide bearings
Incorrect guide bearing adjustment
Loose guide bearing bracket
Loose bearing seat attachment screw
Blade guides worn
Blade guide bearings not adjusted properly
Blade guide bearing bracket loose
Blade running on wheel flange
Teeth too coarse for work
Too heavy feed
Too slow speed
Vibrating work piece
Tooth gullets loading
Blade in contact with workpiece before motor
is started
Blade tension too high
Worn transmission and worm gear
Gears need lubrication
1. Observe chip formation to be sure cutting is efficient.
1. Adjust guide bearings according to instructions in this
manual.
1. Increase blade tension so blade does not slip on the
wheels.
1. Move guide brackets until they just clear the workpiece
while making a complete cut.
2. For small section pieces, be sure the blade is sharp
and correctly tensioned. Use less feed pressure.
1. Replace blade when it dulls.
2. Consider using a coolant, if not already used.
1. Check technical literature for recommended speeds
and blade type for material being cut -- observe chip
formation to verify efficient cutting.
1. Tighten guide bracket.
1. Check tightness of bearing seat bolt.
1. Use paper cutting method of setting blade tracking.
1. Replace bearings if worn.
1. Tighten all bolts securing wheel to arm.
1. Try one step lower speed and observe chip formation
for efficient cutting/feed rate.
1. Use finer blade. Check with suppliers for recommen-
dations for the material you are cutting.
1. Check with blade suppliers for recommendations for
exotic or unusual materials or specifications.
1. Be sure workpiece is flat on saw base.
2. Decrease feed pressure.
1. Reduce tension to just above point where blade slips.
1. Check eccentric jam nuts for tightness.
1. Check guide bearings for wear. Replace if necessary.
1. Adjust guide bearings according to instructions in this
manual.
1. Tighten bracket on saw arm.
1. Tighten bearing seat attachment screw -- adjust
bearing clearance.
1. Replace.
1. Check and adjust for proper clearance.
1. Tighten bracket to saw arm.
1. Adjust blade tracking using the paper cutting method.
1. Use blade with finer pitch.
1. Decrease feed rate -- observe chip formation to verify
efficient cutting.
1. Increase blade speed. Check technical literature or
blade or workpiece supplier for blade speed recommendations.
1. Be sure vise is tight.
2. Support slender cross section or long workpieces with
appropriate in feed and out feed supports.
3. If stacking pieces in the vise, be sure all workpieces
are securely captured by the vise.
1. Use coarser blade or one with a tooth geometry more
appropriate to the workpiece being cut.
1. Always allow motor to come fully up to speed before
beginning cut.
1. Decrease blade tension to just above slip point.
1. Replace gears in transmission gearbox.
1. Check gearbox and add oil as required.
17

Replacement Parts
This section provides exploded view illustrations that show the replacement parts for the JETmodel J-3130 (S tock
Number 414461) and J-3230 (Stock Number 414453), 5-inch x 8-inch Horizontal Band Saw . Also provided are
parts listings that provide part number and description. The item numbers shown on the illustration relate to the
item number in the facing parts listing.
WAL TER MEIER (Manufacturing), Inc.
427 New Sanford Road
LaVergne, Tennessee 37086
Ph.: 800-274-6848
www.waltermeier.com
Identify the replacement part by the part number shown in the parts listing. Be sure to include the model
number and serial number of your machine when ordering replacement parts to assure that you will receive the
correct part.
18

Saw Base – Exploded View
19

Saw Base – Parts List
Index No. Part No . Description Size Qty
01 .............. 5630221 .................... Washer .................................................................... 1/4"x16xt1.5 .................. 1
02 .............. 5630031 .................... Washer .................................................................... 5/16" .............................. 1
03 .............. 5630051 .................... Hex head screw ....................................................... 5/16"-18x1"L ................. 2
04 .............. 5630061 .................... Hex nut .................................................................... 5/16"-18 ........................ 8
05 .............. 5630081 .................... Adjust rod................................................................. ...................................... 1
06 .............. 5630111 .................... Pivoting rod .............................................................. ...................................... 1
07 .............. 5630121 .................... Support plate ........................................................... ...................................... 1
08 .............. 5630131 .................... Stock stop ................................................................ ...................................... 1
09 .............. 5630241 .................... Set screw ................................................................. 5/16"-18x5/16"L ............ 2
10 .............. 5630151 .................... Stock stop rod .......................................................... 1/2"x216L ...................... 1
11 .............. 5630111 .................... Electric wire restrainer ............................................. ...................................... 2
12 .............. 5630171 .................... Toggle switch ........................................................... ...................................... 1
13 .............. 5630181 .................... T.S. hex nut ............................................................. ...................................... 1
14 .............. 5630211 .................... ON/OFF plate .......................................................... ...................................... 1
15 .............. 5631091 .................... Handl e grip .............................................................. ...................................... 1
16 .............. 5630231 .................... Hand wheel .............................................................. ...................................... 1
17 .............. 5630251 .................... Retaining ring........................................................... E10................................ 1
18 .............. 5630271 .................... Lead screw .............................................................. ...................................... 1
19 .............. 5630281 .................... Vise nut .................................................................... ...................................... 1
20 .............. J-5630291 ................. Vise jaw, left............................................................. ...................................... 1
21 .............. 5630301 .................... Washer .................................................................... 3/8"x27xt3 ..................... 3
22 .............. 5630311 .................... Hex head screw ....................................................... 5/16"-18x1-1/4"L ........... 1
23 .............. J-5630321 ................. Base casting ............................................................ ...................................... 1
24 .............. 5630341 .................... Scale ........................................................................ ...................................... 1
25 .............. 5630351 .................... Switch enclosure...................................................... ........ .............................. 1
26 .............. 563038A .................... Wire restrainer ......................................................... ...................................... 1
26-1 ........... 5630381R.................. Wire restrainer ......................................................... PG9 ............................... 1
27 .............. 5630391 .................... Power supply cable.................................................. ...................................... 1
28 .............. 5630401 .................... Feed spring bracket, right ........................................ ...................................... 1
28-1 ........... 5521946 .................... Feed spring bracket, left .......................................... ...................................... 1
29 .............. 5630411 .................... Eye bolt .................................................................... ...................................... 1
30 .............. 5630421 .................... Spring ...................................................................... ...................................... 1
31 .............. J-5630441 ................. Vise jaw, right .......................................................... ...................................... 1
32 .............. 5631481 .................... HH screw ................................................................. 5/16"-18x1"L ................. 6
33 .............. 5630461 .................... Washer .................................................................... 5/16"x23xt3 ................... 3
34 .............. 5630451 .................... Hex head screw ....................................................... 5/16"-18x1-1/2"L .......... 1
35 .............. 5631491 .................... Hex head screw ....................................................... 7/16"-14x2"L ................. 1
36 .............. J-5630491 ................. Pivot ......................................................................... ...................................... 1
37 .............. 5630611 .................... Spring Washer ......................................................... 5/16"x3/4"x1/8" ............. 2
38 .............. 5630981 .................... Set screw ................................................................. 5/16"-18x5/8"L .............. 1
39 .............. 5632061 .................... Hex nut .................................................................... 7/16"-14 ........................ 1
40 .............. 5632091 .................... RH Phillips screw ..................................................... 3/16"-24x3/8"L ............. 2
40-1 ........... 5521947 .................... RH Phillips screw .................................................... 3/16"-24x3/4"L ............. 2
41 .............. 5632101 .................... Star Washer ............................................................. 3/16" .............................. 3
42 .............. 5632111 .................... Hex nut .................................................................... 3/16"-24 ........................ 1
43 .............. 5521948 .................... Cylinder.................................................................... ...................................... 1
43-1 ........... TS-1540061 .............. Hex Nut, full ............................................................. M8 ................................. 1
44 .............. TS-1505081 .............. Socket head cap screw............................................ M10-P1.5x50................. 1
44 .............. TS-0209011 .............. Socket head cap screw............................................ 3/8"-16x2-1/2 ................ 1
45 .............. TS-1550061 .............. Flat washer .............................................................. M8 ................................. 1
46 .............. TS-1540071 .............. Hex nut, full .............................................................. M10 ............................... 1
46 .............. 5521953 .................... Hex nut .................................................................... 3/8"-16 .......................... 1
47 .............. TS-1504091 .............. Socket head cap screw............................................ M8x45 ........................... 1
50 .............. 5521949 .................... Switch Cover............................................................ ...................................... 1
51 .............. 5632091 .................... RH Phillips screw ..................................................... 3/16"-24x3/8"L ............. 2
52 .............. 5521950 .................... Fixed Plate ............................................................... ...................................... 1
53 .............. TS-0208061 .............. Socket head cap screw............................................ 5/16"-18x1 ..................... 1
54 .............. TS-0561021 .............. Hex nut, full .............................................................. 5/16"-18 ........................ 1
55 .............. TS-0050051 .............. Hex cap screw ......................................................... 1/4-20x1” ....................... 2
20

Index No. Part No . Description Size Qty
56 .............. TS-0680021 .............. Flat washer .............................................................. 1/4" ................................ 2
57 .............. HBS56S-259 ............. Cylinder Upper Support (serial #11110606 and higher) ................................. 1
58 .............. TS-0209061 .............. Socket Head Cap Screw.......................................... 3/8”-16x1-1/4”L ............. 1
59 .............. TS-0561021 .............. Hex Nut .................................................................... 5/16” .............................. 1
60 .............. J-3130-60 .................. Socket Head Cap Screw.......................................... 5/ 16”-18x4”L.................. 1
21

Lower Saw Head – Exploded View
22

Lower Saw Head – Parts List
Index No. Part No . Description Size Qty
01 .............. 5631421 .................... Hex head Screw ...................................................... 1/4"-20x3/4" .................. 4
02 .............. 5631431 .................... Hex nut .................................................................... 1/4"-20 .......................... 4
03 .............. 5630221 .................... Washer .................................................................... 1/4"x5/8xt1.5mm ........... 3
04 .............. 5631451 .................... Washer .................................................................... 5/16"x23xt2 ................... 8
05 .............. 5630061 .................... Hex nut .................................................................... 5/16"-18 ........................ 1
06 .............. 5631161 .................... Motor cable .............................................................. ...................................... 1
07 .............. 5630471 .................... Hex head screw ...................................................... 5/16"-18x1-1/4"L ........... 1
08 .............. 5630301 .................... Washer .................................................................... 3/8"x27xt3 ..................... 1
09 .............. 5631481 .................... Hex head screw ....................................................... 5/16"-18x3/4"L .............. 2
10 .............. 5630461 .................... Washer .................................................................... 5/16"x23xt3 ................... 2
11 .............. 5630661 .................... Wheel bearing cover ................................................ ...................................... 1
12 .............. 5630671 .................... Key........................................................................... 5x 5x25mm .................... 2
13 .............. 5632011 .................... Motor key ................................................................. 5x5x30mm .................... 1
14 .............. 5632021 .................... Hex head screw ....................................................... 1/4"-20x1/2"L ................ 7
15 .............. 5630701 .................... Switch activator bracket ........................................... ...................................... 1
16 .............. 5630731 .................... Blade tension adj. knob ........................................... 3/8"-16UNCx 94mmL ..... 1
17 .............. 5630741 .................... Spring ...................................................................... ...................................... 1
18 .............. J-5630751 ................. Head casting ............................................................ ...................................... 1
19 .............. 5630681 .................... Set screw ................................................................. M8-P1.25x8L................. 1
20 .............. 563077A .................... Hex head screw ....................................................... 3/8"-16x1-1 /4"L ............. 2
21 .............. 563078A .................... Motor mounting plate ............................................... ...................................... 1
22 .............. J-5630791 ................. Motor........................................................................ 1/2HP,1PH,115V........... 1
23 .............. 5630811 .................... Motor pulley ............................................................. ...................................... 1
24 .............. 5630821 .................... Ball bearing .............................................................. 6202Z ............................ 2
25 .............. 5633121 .................... Transmission gear shaft .......................................... ...................................... 1
25-1 ........... 5521940 .................... Transmission wheel shaft ........................................ ...................................... 1
25-2 ........... 5521941 .................... Transmission gear ................................................... ...................................... 1
25-3 ........... 5521942 .................... Pin............................................................................ 4x22mmL ...................... 1
25-4 ........... 5630821 .................... Ball bearing .............................................................. 6202ZZ.......................... 2
25-5 ........... 5521943 .................... Bushing .................................................................... ...................................... 1
25-6 ........... 5630941 .................... Oil seal ..................................................................... TC15x35x7.................... 1
27 .............. 5630871 .................... Gearbox gasket ....................................................... ...................................... 1
28 .............. 5630881 .................... Gearbox cover ......................................................... ...................................... 1
29 .............. 5630921 .................... Worm gear & sh aft assembly................................... ...................................... 1
31 .............. 5630911 .................... Bearing bushing ....................................................... ...................................... 1
32 .............. 563093A .................... Belt tension adj. screw ............................................ 5/16"-18x1-1/2"L ........... 1
33 .............. 5630941 .................... Oil Seal .................................................................... TC15x35x 7.................... 1
34 .............. 5632031 .................... RH Phillips screw ..................................................... 5/32"-32x3/8"L .............. 3
35 .............. 5630961 .................... Worm gear pul ley..................................................... ...................................... 1
36 .............. 5630971 .................... Blade tension guide block ........................................ ...................................... 1
37 .............. 5630981 .................... Set screw ................................................................. M8-P1.25x15mmL......... 1
38 .............. 5630991 .................... Spiral pin .................................................................. 4x20L ............................ 1
39 .............. 5631001 .................... Sliding plate draw block ........................................... ...................................... 1
40 .............. 5631011 .................... Blade wheel shaft .................................................... ...................................... 1
41 .............. 5631021 .................... Tension block........................................................... ...................................... 1
42 .............. 5631031 .................... Guide block holder ................................................... ...................................... 2
43 .............. 5631041 .................... Guard plate .............................................................. ...................................... 1
44 .............. 5631051 .................... Pulley guard ............................................................. ...................................... 1
45 .............. 5631061 .................... V-belt ....................................................................... A22................................ 1
46 .............. 5631151 .................... Lock washer............................................................. 1/4" ................................ 1
47 .............. 5631311 .................... Vent plug.................................................................. ...................................... 1
48 .............. 5632081 .................... Rubber plug ............................................................. ..... ................................. 1
49 .............. 5521944 .................... Cylinder upper bracket............................................. ...................................... 1
50 .............. 5521951 .................... Hex head screw ....................................................... 5/16"-18x7/8"L .............. 2
51 .............. 5521952 .................... Lock washer............................................................. 5/16" .............................. 2
52 .............. 5632021 .................... Hex head screw ....................................................... 1/4"-20x1/2"L ................ 2
53 .............. 5521945 .................... Tension guard .......................................................... ...................................... 1
23

Upper Saw Head – Exploded View
24

Upper Saw Head – Parts List
Index No. Part No . Description Size Qty
01 .............. 5630221 .................... Washer .................................................................... 1/4"x16xt1.5 .................. 1
02 .............. 5630051 .................... Hex head screw ...................................................... 5/16"-18x1-1/4"L .......... 2
03 .............. 5630301 .................... Washer .................................................................... 3/8"x27xt3 ..................... 3
04 .............. 5631471 .................... RH Phillips screw ..................................................... 3/16"-24x3/8"L .............. 4
05 .............. 5631481 .................... Hex head screw ....................................................... 5/16"-18x3/4"L .............. 3
06 .............. 5630461 .................... Washer .................................................................... 5/16"x23xt3 ................... 1
07 .............. 563051A .................... Top guide bar........................................................... ...................................... 1
08 .............. 5630521 .................... Knob ........................................................................ ...................................... 1
09 .............. J-5630531 ................. Blade guard cover.................................................... ...................................... 1
10 .............. 5630541 .................... Retaining ring........................................................... 5/16"x0.040 ................... 4
11 .............. 563055A .................... Bearing .................................................................... 608 and 629 .................. 6
12 .............. 563056A .................... Straight shaft............................................................ ...................................... 2
13 .............. 563050A .................... Eccentric shaft ......................................................... ...................................... 2
14 .............. 563057A .................... Bearing pin shaft ...................................................... ...................................... 2
15 .............. 563129A .................... Bearing bracket, right............................................... ...................................... 1
15-1 ........... 5521954 .................... Bearing bracket, left ................................................. ...................................... 1
16 .............. 563059A .................... Bottom guide bar ..................................................... ...................................... 1
17 .............. 5630601 .................... Hand knob ............................................................... 3/8"-16x31L ................... 1
18 .............. 5630621 .................... Flat head screw ....................................................... 1/4"-x20x1/2"L............... 1
19 .............. 5630631 .................... Deflector plate.......................................................... ...................................... 1
20 .............. 5630641 .................... Hex Nut .................................................................... 3/8-16UNC .................... 4
21 .............. 5630651 .................... Drive wheel .............................................................. ...................................... 1
21-1 ........... TS-0270021 .............. Socket set screw...................................................... 5/16"-18x5/16"L ........... 1
22 .............. 5630661 .................... Wheel bearing Cover ............................................... ...................................... 1
23 .............. 5630711 .................... Idler wheel ............................................................... ...................................... 1
24 .............. 5630821 .................... Ball bearing .............................................................. 6202ZZ.......................... 2
27 .............. 5632031 .................... RH Phillips screw ..................................................... 5/32"-32x1/4"L .............. 5
28 .............. 5632041 .................... Washer .................................................................... 5/16"x2mm .................... 1
28-1 ........... TS-0720081 .............. Lock wash er, medium .............................................. 5/16" .............................. 1
29 .............. .................................. Blade (local purchase) ............................................. 14Tx1/2x.025x68 .......... 1
30 .............. 5631081 .................... Split lock washer ...................................................... 3/8" ................................ 4
31 .............. 5631121 .................... Bushing .................................................................... ...................................... 1
32 .............. 5632051 .................... Drive wheel bushing ................................................ ...................................... 1
33 .............. 5631341 .................... Retainer ring ............................................................ ...................................... 1
34 .............. 5630721 .................... Bushing .................................................................... ...................................... 1
35 .............. J-563120A ................. Bottom blade guard ................................................. ...................................... 1
36 .............. J-5631211 ................. Upper blade guard ................................................... ...................................... 1
38 .............. 5631231 .................... Bracket..................................................................... ...................................... 1
39 .............. 5630261 .................... Aluminum head screw ............................................. 5/16"-18x1-1/4"L .......... 1
40 .............. 5632131 .................... Set screw ................................................................. 1/4"-20x3/8"L ................ 1
41 .............. 5631371 .................... Bottom blade guide assembly.................................. ...................................... 1
42 .............. 5631361 .................... Top blade guide assembly ....................................... ...................................... 1
43 .............. 5518413 .................... C-Ring...................................................................... S15................................ 1
25

Stand and Coolant System – Exploded View
26

Stand and Coolant System – Parts List
Index No. Part No . Description Size Qty
01 ............. 5631431...................Hex nut...............................................................1/4"-20 ....................... 2
02 ............. 5630221...................Washer...............................................................1 /4"x16 x t1.5 ............... 4
03 ............. J-5630041 ................Right floor stand .................................................................................... 1
04 ............. 5631441...................Cotter pin ...........................................................1/8"x1"L ...................... 2
05 ............. 5633021...................Wheel assembly .................................................................................... 1
06 ............. 5630031...................Washer...............................................................5 /16"x23 xt2 .............. 12
07 ............. 5630051...................Hex head screw ..................................................5/16"-18x1- 1 /4 "L ........ 6
08 ............. 5630061...................Hex nut...............................................................5/16"-18...................... 6
09 ............. J-5630071 ................Left floor stand ....................................................................................... 1
10 ............. 5631461...................Handle................................................................................................... 1
11 ............. 5632021...................Hex head screw .................................................1/4"-20x1/2"L .............. 2
12 ............. J-5631191 ................Tray ....................................................................................................... 1
13 ............. J-5631181 ................Skirt ....................................................................................................... 1
14 ............. 5631151...................Lock wa sher .......................................................1/4" ............................ 1
15 ............. 5632071...................Carriage bolt .......................................................1/4"-20x1/2" ................ 1
16 ............. 5630021...................Hex nut...............................................................1/4"-20 ....................... 1
17 ............. J-5631171 ................Trough................................................................................................... 1
18 ............. J-5042291 ................Tank ...................................................................................................... 1
19 ............. J-5042281A .............Coolant pump ........................................................................................ 1
20 ............. 5042341...................Nozzle ................................................................................................... 1
21 ............. 5042351...................Valve ..................................................................................................... 1
22 ............. 5049361...................Divider ................................................................................................... 1
23 ............. 9307291...................Hose ..................................................................................................... 1
24 ............. 5042331...................Nipple .................................................................................................... 1
25 ............. 5042321...................Nipple .................................................................................................... 1
26 ............. 5042981...................Elbow .................................................................................................... 1
27 ............. 3230-0527 ...............Support Plate......................................................................................... 1
28 ............. TS-1550031 .............Washer...............................................................M5 .............................. 3
29 ............. TS-1533042 .............Screw .................................................................M5 x10L ..................... 3
30 ............. TS-1551041 .............Spring Washer....................................................M6 .............................. 2
31 ............. TS-1534052 .............Pan Head Screw ................................................M6x15 L ...................... 2
................. 5056840...................Wet Kit, 115V (includes #18-21,23, 26- 31) ................................................
27

WALTER M EIE R (Manuf a c turing) Inc.
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.waltermeier.com
28
 Loading...
Loading...