

Page 1
This .pdf document is bookmarked
Operating Instructions and Parts Manual
5-in ch x 8-in ch Horizontal Ban d Saw
Models: J-3130, J-3230
WALTER MEIER (Manuf acturing) Inc.
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M- 414453
Ph.: 800-274-6848 Revision C 11/2012
www.walt er meier.c om Copyright © 2012 Walt er Meier (M anufacturi ng) Inc.
Model J-3130 show n
Page 2
1.0 Warranty and Service
Walter Meier (Manufacturing) Inc., warrants every product it sells. If one of our tools needs service or repair, one of
our Authorized Service Centers located throughout the United States can give you quick service. In most cases, any
of these Walter Meier Authorized Service Centers can authorize warranty repair, assist you in obtaining parts, or
perform routine maintenance and major repair on your JET® tools. For the name of an Authorized Service Center in
your area call 1-800-274-6848.
MORE INFORMATION
Walter Meier is consistently adding new products to the line. For complete, up-to-date product information, check with
your local Walter Meier distributor, or visit waltermeier.com.
WARRANTY
JET products carry a limited warranty which varies in duratio n based upon the product (MW = Metalworking, WW =
Woodworking).
WHAT IS COVERED?
This warranty covers any defects in workmanship or materials subject to the e xceptions stated below. Cutting tools,
abrasives and other consumables are excluded from warranty coverage.
WHO IS COVERED?
This warranty covers only the initial purchaser of the product.
WHAT IS THE PERIOD OF COVERAGE?
The general JET warranty lasts for the time period specified in the product literature of each product.
WHAT IS NOT COVERED?
Five Year Warranties do not cover woodworking (WW) products used for commercial, industrial or educational
purposes. Woodworking products with Five Year Warranties that are used for commercial, industrial or education
purposes revert to a One Year Warranty. This warranty does not cover defects due directly or indirectly to misuse,
abuse, negligence or accidents, normal wear-and-tear, improper repair or alterations, or lack of maintenance.
HOW TO GET SERVICE
The product or part must be returned for examination, postage prepaid, to a location designated by us. For the name
of the location nearest you, please call 1-800-274-6848.
You must provide proof of initial purchase date and an explanation of the complaint must accompany the
merchandise. If our inspection discloses a defect, we will repair or replace the product, or refund the purchase price,
at our option. We will return the repaired product or replacement at our expense unless it is determined by us that
there is no defect, or that the defect resulted from causes not within the scope of our warranty in which case we will,
at your direction, dispose of or return the product. In the event you choose to have the product returned, you will be
responsible for the shipping and handling costs of the return.
HOW STATE LAW APPLIES
This warranty gives you specific legal rights; you may also have other rights which vary from state to state.
LIMITATIONS ON THIS WARRANTY
WALTER MEIER (MANUFACTURING) INC., LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE
LIMITED WARRANTY FOR EACH PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OR
MERCHANTABILITY AND FITNESS ARE EXCLUDED. SOME ST ATES DO NOT ALLOW LIMITATIONS ON HOW
LONG THE IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
WALTER MEIER SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR
FOR INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF
OUR PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
Walter Meier sells through distributors only. The specifications in Walter Meier catalogs are given as general
information and are not binding. Members of Walter Meier reserve the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET® branded products are not sold in Canada by Walter Meier.
2
Page 3

2.0 Table of contents
Section Page
1.0 Warranty and Service ................................................................................................................... 2
2.0 Table of contents.......................................................................................................................... 3
3.0 Safety Warnings........................................................................................................................... 4
4.0 About this machine and manual .................................................................................................... 6
5.0 Features and Nomenclature .......................................................................................................... 6
6.0 Specifications............................................................................................................................... 7
7.0 Set-up and assembly .................................................................................................................... 8
7.1 Un packing and cleanup..................................................................................................................................... 8
7.2 Assembling the band saw .................................................................................................. ............................... 8
7.3 Installing coolant kit ........................................................................................................................................... 9
8.0 Electrical connections ................................................................................................................... 9
8.1 Wiring diagram ................................................................................................................................................... 9
9.0 Operating Instructions ................................................................................................................ 10
9.1 Clamping materials in the vise ........................................................................................................................ 10
9.2 Right angle cutting ........................................................................................................................................... 10
9.3 Angle cutting .................................................................................................................................................... 10
9.4 Clamping methods ........................................................................................................................................... 11
9.5 Using the stock stop ........................................................................................................................................ 11
9.6 Blade selection................................................................................................................................................. 11
9.7 Changing blade speeds .................................................................................................................................. 11
9.8 Evaluating cutting efficiency ............................................................................................................................ 12
9.9 Cutting procedure ............................................................................................................................................ 12
9.10 Using the hydrau lic feed control ................................................................................................................... 12
9.11 Blade break-in procedures ............................................................................................................................ 13
9.12 Changing blades ............................................................................................................................................ 13
10.0 Maintenance ............................................................................................................................ 13
10.1 Motor replacement......................................................................................................................................... 13
10.2 Adjusting guide bearings............................................................................................................................... 14
10.3 Blade tracking ................................................................................................................................................ 14
10.4 Replacing guide bearings ................................................................................................ ............................. 15
10.5 Adjusting back-up bearings .......................................................................................................................... 15
10.6 Adjusting the arm stop adjustment bolt........................................................................................................ 15
10.7 Adjusting motor switch actuator ................................................................................................................... 15
11.8 Replacing a back up bearing ............................................................................................. ........................... 15
11.9 Adjusting the bearing guide seats for blade vertical ................................................................................... 15
10.10 Test cutting to verify adjustment accuracy ................................................................................................ 16
11.0 Maintenance Chart ................................................................................................................... 17
12.0 Troubleshooting t he J-3130 and J-3230 ..................................................................................... 18
13.0 Replacement Parts ................................................................................................................... 21
13.1.1 Lower Saw Head – Exploded View ........................................................................................................... 22
13.1.2 Lower Saw Head – Parts List .................................................................................................................... 23
13.2. 1 Upper Saw Head – Ex ploded View ........................................................................................................... 24
13.2. 2 Upper Saw Head – Parts List .................................................................................................................... 25
13.3.1 Saw Base – Exploded View....................................................................................................................... 26
13.3.2 Saw Base – Parts List ................................................................................................................................ 27
13.4. 1 Stand and Coolant System – Exploded View........................................................................................... 29
13.4.2 Stand and Coolant System – Parts List .................................................................................................... 30
3
Page 4

3.0 Safety Warnings
General Caution s
- Misuse of this machine can cause serious injury.
- For safety, the machine must be set up, used and
serviced properly.
- Read, understand and follow the instructions in the
operator’s and parts manual which was shipped
with your machine.
When setting up the machine:
- Always avoid using the machine in da mp or poorly
lighted work areas.
- Always be sure the machine is securely anchored
to the floor or the work bench.
- Always keep the machine guards in place.
- Always put the st art switch in the “OFF” position
before plugging in the machine.
When using the machine:
- Never operate the machine with safety guards
missing.
- Always wear safety glasses with side shields (See
ANSI Z87.1)
- Never wear loose clothing or jewelry.
- Never overreach; you may slip and fall into the
machine.
- Never leave the machine running while unattended.
- Always shut the machine off when not in use.
When servicing the machine:
- Always unplug the machine from the electrical
power before servicing.
- Always follow the instructions in the operators and
parts manual when changing accessory tools or
parts.
- Never modify the machine without consulting
Walter Meier (Manufacturing) Inc.
You — the stationary power tool user — hold the key
to safety.
Read and follow these simple rules for best results
and full benefits from your machine. Used properly,
JET machinery is among the best in design and
safety. However, any machine used improperly can
be rendered inefficient and unsafe. It is mandatory
that those who use our products be properly trained in
how to use them correctly. They should read and
understand the Operator’s and Parts Manual as well
as all labels affixed to the machine. Failure in
following all of these warnings can cause serious
injuries.
General Machinery W arnin gs
1. Always wear protective eye wear when operating
machinery. Eye wear shall be impact resistant,
protective safety glasses with side shields which
comply with ANSI Z87.1 specifications. Use of
eye wear which does not comply with ANSI Z87.1
specifications could result in severe injury from
the breakage of the eye protection.
2. Wear proper apparel. No loose clothing or jewelry
which can get caught in moving parts. Rubber
soled, nonslip, footwear is recommended for best
footing.
3. Do not overreach. Failure to maintain a proper
working position can cause you to fall into the
machine or cause your clothing to get caught —
pulling you into the machine.
4. Keep guards in place and in proper working
order. Do not operate the machine with the
guards removed.
5. Avoid dangerous working environments. Do not
use stationary machine tools in wet or damp
locations. Keep work areas clean and well lit.
6. Special electrical precautions should be taken
when working on flammable materials.
7. Avoid accidental starts by being sure that the
start switch is in the “OFF” position before
plugging in the machine.
8. Never leave the machine running while
unattended. The machine shall be shut off
whenever it is not being used.
9. Disconnect the electrical power before servicing,
whenever changing accessories or when general
maintenance is done on the machine.
10. Maintain all machine tools with care. Follow all
maintenance instructions for lubricating and the
changing of accessories. No attempt shall be
made to modify or have makeshift repairs done to
the machine. This not only voids the warranty but
also renders the machine unsafe.
11. If there is any risk of tipping or sliding, the
machinery must be anchored to the floor.
12. Secure your work. Use clamps or a vise to hold
your work, when practical. It is safer than using
your hands and it frees both hands to operate the
machine.
13. Never brush chips away while the machine is in
operation.
14. Keep work area clean. Cluttered areas invite
accidents.
15. Remove adjusting keys and wrenches before
turning the machine on.
16. Use the right tool. Don’t force a tool or
attachment to do a job for which it was not
designed.
17. Use only recommended accessories and follow
manufacturer’s instructions pertaining to them.
4
Page 5
18. Keep hands in sight and clear of all moving parts
A
and cutting surfaces.
19. All visitors should be kept at a safe distance from
the work area. Make your workshop co mpletely
safe by using padlocks, master switches, or by
removing starter keys.
20. Know the tool you are using; its application,
limitations, and potential hazards.
General Electrica l Cautions
This machine should be grounded in accordance with
the National Electrical Code and local codes and
ordinances. The work should be done by a qualified
electrician. The machine should be grounded to
protect the user from electrical shock.
Wire Sizes
CAUTION: For circuits that are a great distance fro m
the electrical service box, the wire size must be
increased in order to deliver ample voltage to the
motor. To minimize power losses and to prevent
motor overheating and burnout, the use of wire sizes
for branch circuits or electrical extension cords
according to the following table is recommended:
Conductor
length
240 volt lines 120 volt lines
0-50 feet No. 14 No. 14
50-100 feet No. 14 No. 12
Over 100 feet No. 12 No. 8
WG (American Wire Gauge) number
Table 1
Safety Instruct ions on Sa wing Syst ems
1. Always wear leather gloves when handling
saw blade. The operator shall not wear gloves
when operati ng the machine.
2. All doors shall be closed, all panels replaced,
and other safety guards in place prior to the
machine being star ted or oper ated.
3. Be sure that the blade is not in contact with the
workpiece when the motor is started. The
motor shall be started and you should allow
the saw to achieve full speed before bringing
the saw blade i nto contact with th e workpiece.
4. Keep hands away from the blade area.
5. Remove any cut off piece carefully while
keeping your hands free of the blade area.
6. Saw must be stopped and electrical supply
must be cut off before any blade replacement
or adjustment of blade support mechanism is
done, or before any attempt is made to change
the drive belts or before any periodic servi ce or
maintenance i s perfor m ed on the saw.
7. Remove all loose items and unnecessary
workpieces from the area before starting
machine.
8. Bring adjustable saw guides and guards as
close as pos sible t o the workpiece.
9. Always wear protective eye wear when
operating, servicing, or adjusting machinery.
Eyewear shall be impact resistant, protective
safety glasses with side shields complying with
ANSI Z87.1 specifications. Use of eye wear
which does not comply with ANSI Z87.1
specifications could result in severe injury
from br eakage of eye prot ection.
10. Nonslip footwear and safety shoes are
recommen ded.
11. Wear ear protectors (plugs or muffs) during
extended per iods of oper ation.
12. The workpiece, or part being sawed, must be
securely clamped before the saw blade enters
the workpiece.
13. Remove cut off pieces carefully, keeping
hands away from saw blade.
14. Saw must be stopped and electrical supply
disconnected before reaching into cutting area.
15. Avoid contact with coolant, especially guarding
your eyes.
Familiarize yourself with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or possible
machine dama ge.
This means that if precautions are not heeded, it may result in serious injury or possibly even
death.
5
Page 6
4.0 About this machine and manual
The JET 5”x8” Band Saw is available as a dry cutting saw or a wet cutting saw. If required, a dry cutting band
saw can be retr ofitted with a kit wh ich converts it to u se with cutting flu ids. Th e use of an hydraulic feed del ivers
consisten t, accur ate cuts and l onger blade l ife.
This manual is provided by Walter Meier (Manufacturing) Inc. covering the safe operation and maintenance
procedures for a JET Model J-3130 and J-3230 Band Saw. This manual contains instructions on installation,
safety precautions, general operating procedures, maintenance instructions and parts breakdown. Your
machine has been designed and constructed to provide years of trouble-free operation if used in accordance
with the instructions as set forth in this document.
If there are questions or comments, please contact your local supplier or Walter Meier. Walter Meier can also
be reached at ou r web site: www.walterm eier. com.
Retain this m anual for future re ference. If th e m achine tra nsfers ownershi p, the manual should accompany it.
Read and understand the entire contents of this manual before attempting assembly
or operation! Failure to comply may cause serious injury!
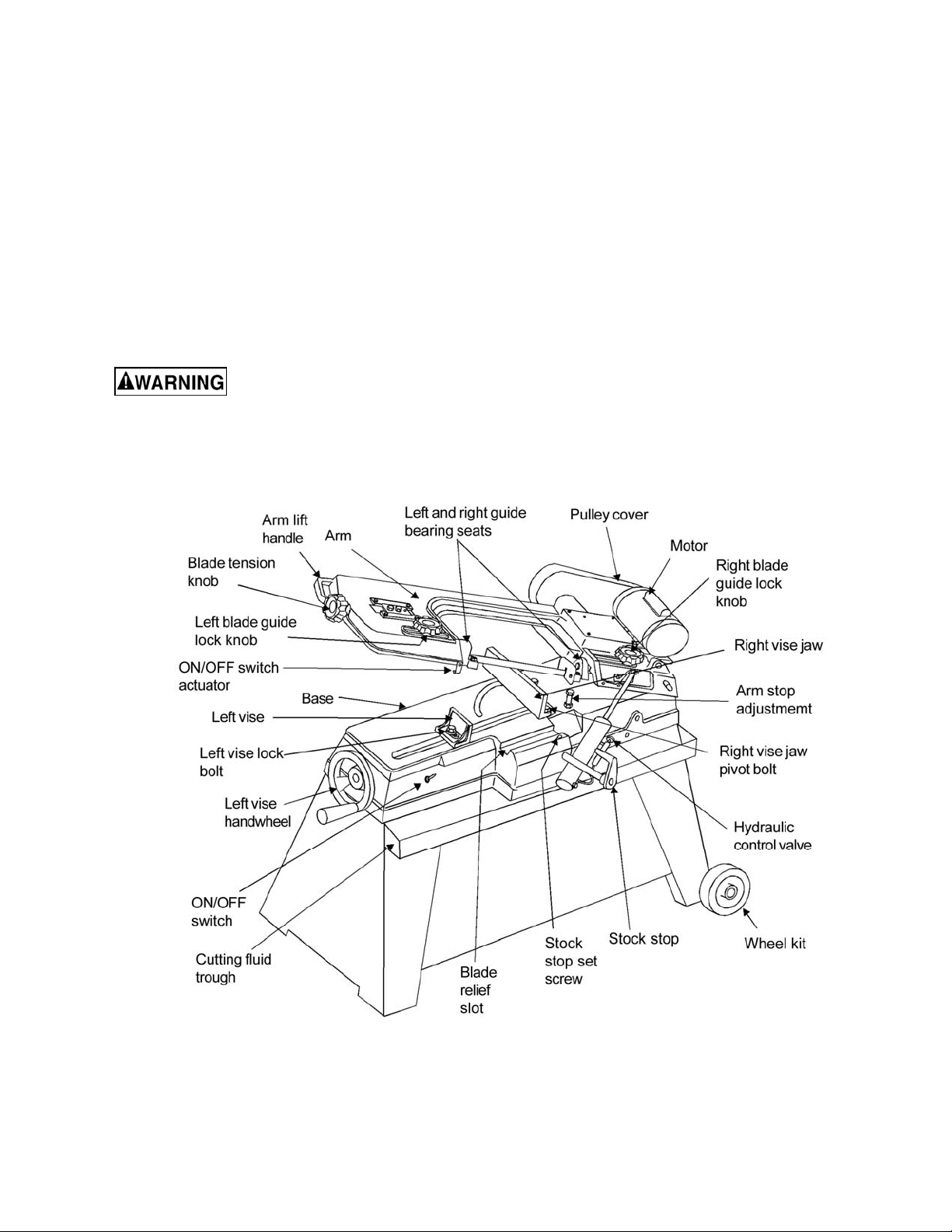
5.0 Features and Nomenclature
Figur e 1: Features and nom enclat ure
6
Page 7
6.0 Specific atio ns
Model numbers ...................................................................................... J-3130 .....................................................J-3230
Stock numbers ...................................................................................... 414461 ....................................................414453
Type ............................................................................................................. dry .......................................................... wet
Motor and electricals:
Motor type ............................................................................... .totally enclosed fan cooled, induction, capacitor start
Horsepower .......................................................................................................................................................1/2 HP
Phase ................................................................................................................................................................. single
Voltage ...............................................................................................................................115/230V (prewired 115V)
Cycle ................................................................................................................................................................... 60Hz
Listed FLA (full load amps).................................................................................................................................. 9/4.5
Starting amps ....................................................................................................................................................... 44 A
Running amps (no load) ...................................................................................................................................... 7.2A
Start capacitor .............................................................................................................................. 200 MFD, 125 VAC
Power transfer ........................................................................................................................................................ belt
On/off switch............................................................................................................................................ toggle switch
Motor speed ................................................................................................................................................1725 RPM
Power cord length ................................................................................................................................ 6.4 ft. (195cm)
Power plug installed ............................................................................................................................................... yes
Recommended circuit size
Sound emission ........................................................................................ 70 dB at 40” (1m) from blade, without load
Wet cutting package - coolant pump (optional) .................................................................................. single phase, 120V
1
subject to local/national electrical codes.
Capacities:
90° Cutting (Round)................................................................................................................................... 5” (127mm)
90° Cutting (Rectangle) ................................................................................................. 7-1/2”w x 5”h (190 x 127mm)
90° Cutting (Flat Stock) .......................................................................................................8”w x 1”h (200 x 25.4mm)
45° Cutting (Round)............................................................................................................................. 4-3/4” (120mm)
45° Cutting (Rectangle) ................................................................................................. 4-3/4”w x 5”h (120 x 127mm)
Blade speeds..................................................................................................................................... 85,125,200 SFM
Wet cutting tank (optional)........................................................................................................... 1 gal (4.5L) capacity
Materials:
Table .................................................................................................................................... cast iron, ground surface
Bow ................................................................................................................................................................ cast iron
Stand .................................................................................................................................................................... steel
Blade drive .......................................................... steel, heat-treated worm driving a bronze worm gear in an oil bath
Side blade guides ............. ball bearings mounted on eccentric shafts (bearings sealed and permanently lubricated)
Rear blade guides .......................................................................... ball bearings, sealed and permanently lubricated
Band wheels ...................................................................................................................................... flanged cast iron
Dimensions:
Blade size ............................................................................................................................... 8/12T, 2” x 0.025” x 68”
Blade wheel diameter .......................................................................................................................... 7-3/8” (187mm)
Bed height from floor ......................................................................................................................... 23-1/2” (600mm)
Overall machine dimensions (arm horizontal) ........................................... 38”L x 16”W x 38”H (960 x 400 x 940mm)
Overall machine dimensions (arm vertical) ............................................. 38”L x 16”W x 58”H (960 x 400 x 1450mm)
Net Weight ....................................................................................................................................................134 lb (61kg)
1
................................................................................................................................... 15A
The specifications in this manual were current at time of publication, but because of our policy of continuous
improvement, Walter M eier (Manufacturing) Inc., reserves the ri ght to change speci fications at any time and wi thout
prior notice, without incurring obligations.
7
Page 8
7.0 Set-up and assembly
Read and understand all
assembly instructions before attempting
assembly. Failure to comply may cause serious
injury.
7.1 Un packing and cleanu p
1. Inspect contents for shipping damage. Report
damage, if any , to your distribu tor.
2. Compare contents of shipping carton with the
contents list in this manual. Report shortages,
if any, to your distributor.
7.2 Assemb l ing t he band saw
Refer to Figures 2 through 5. If further clarification
is needed, refer to exploded views in se ct.13.
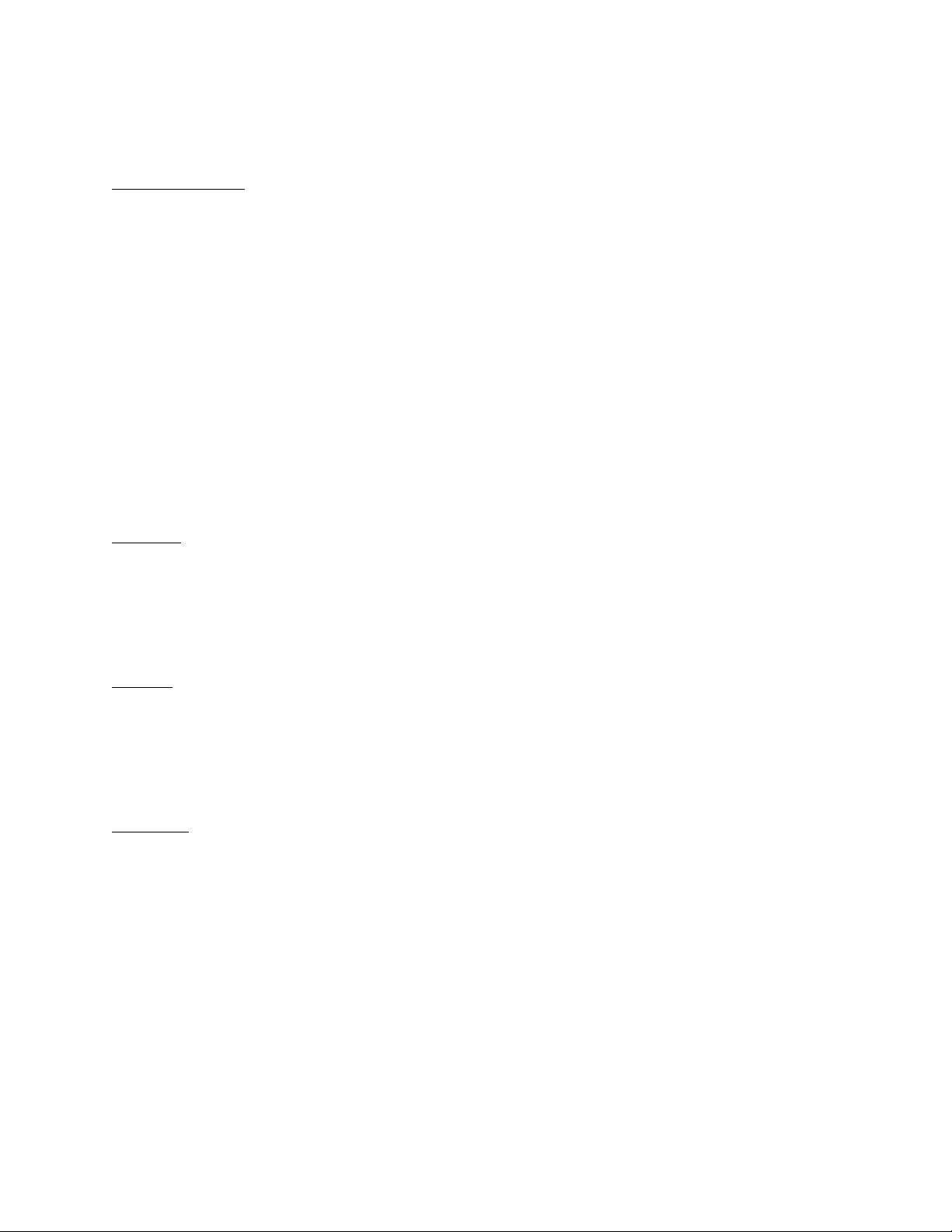
1. I nstall the tray and skirt to the two floor stands
with the provided 5/16-18 x 1-1/4” screws,
washe rs and hex nuts . Finger tighten only.
3. Use an assistant to help lift band saw onto
stand, aligning the holes at the four corners
with the hole s in the s tand. Ma ke sure front of
band saw faces same direction as JET logo on
stand. Install a 5/16 x 1-1/4 hex cap screw with
two flat washers and a hex nut in each of the
holes.
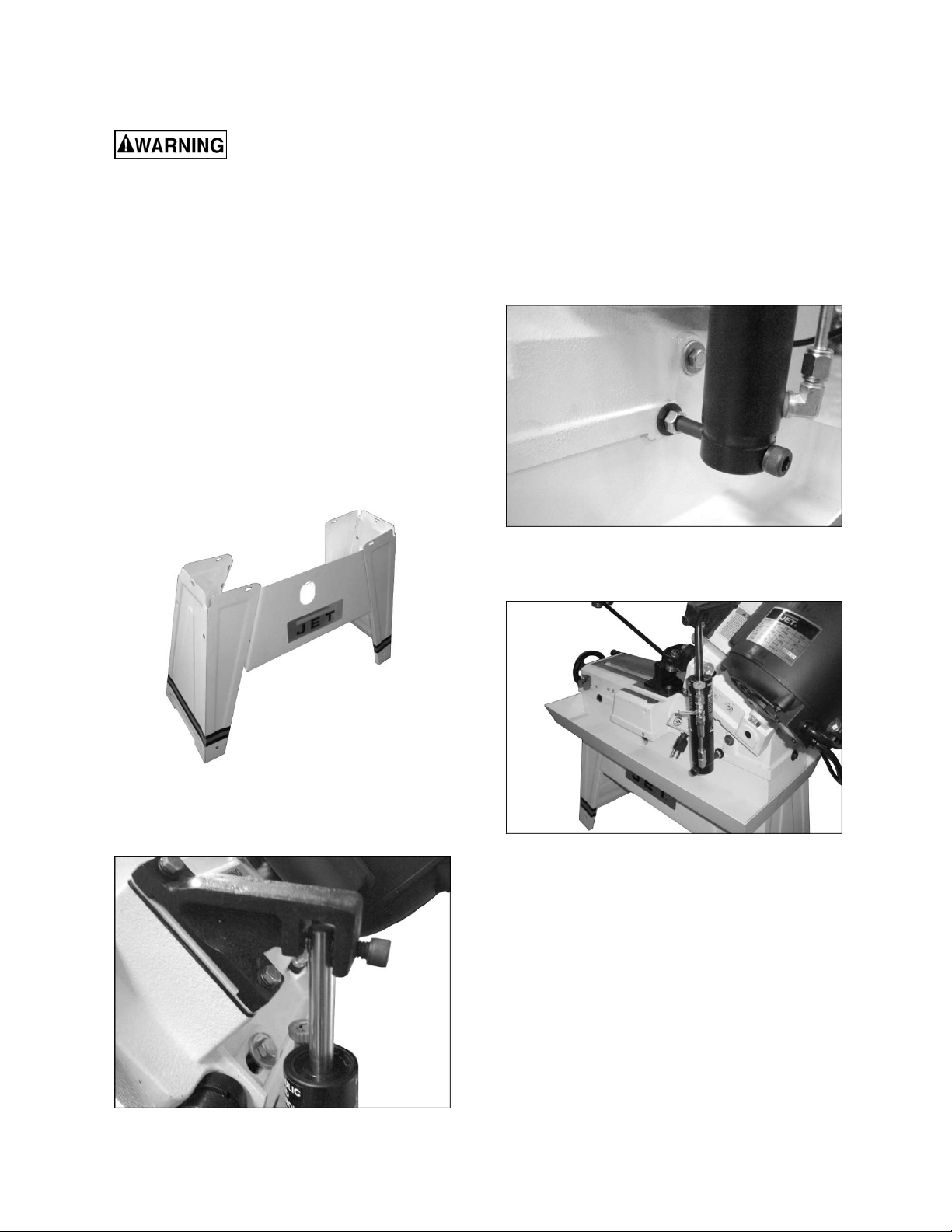
4. Insert a 5/16” x 4” socket head cap screw
through the hydraulic cylinder, and install a
hex nut and washer on the threaded end, as
shown in Figure 4. Insert threaded end into
hole in base ca sting. Do not tighten yet.
Figur e 4
Figur e 2
2. Align holes in bracket and hydraulic cylinder
shaft, and secure with 3/8” x 1-1/4” socket
head cap screw (Figure 3) .
5. Install the trough between table and stand.
See Figur e 5.
Figur e 5
6. Tighten all screws and nuts securing the saw
to the stand, and the screw on the hydraulic
cylinder.
7. Tighten all hex nuts on stand assembly.
8. In stall han dle onto sta nd with cott er pins.
9. Install wheel kit onto stand with 1/4”x1/2”
screws, washers and hex nuts.
Figur e 3
8
Page 9
7.3 I nstallin g coolan t kit
Refer sect. 13.4.1 for a complete view of the
components in the coolant kit, and refer to Figu r e 6
for the attachment of the valve to the valve bracket
on the guide bea ring seat.
1. Install the baffle in the tank so the pump is
held at one end.
2. Install the 90 degree elbow and one of the
hose fittings in the bottom of the coolant pump.
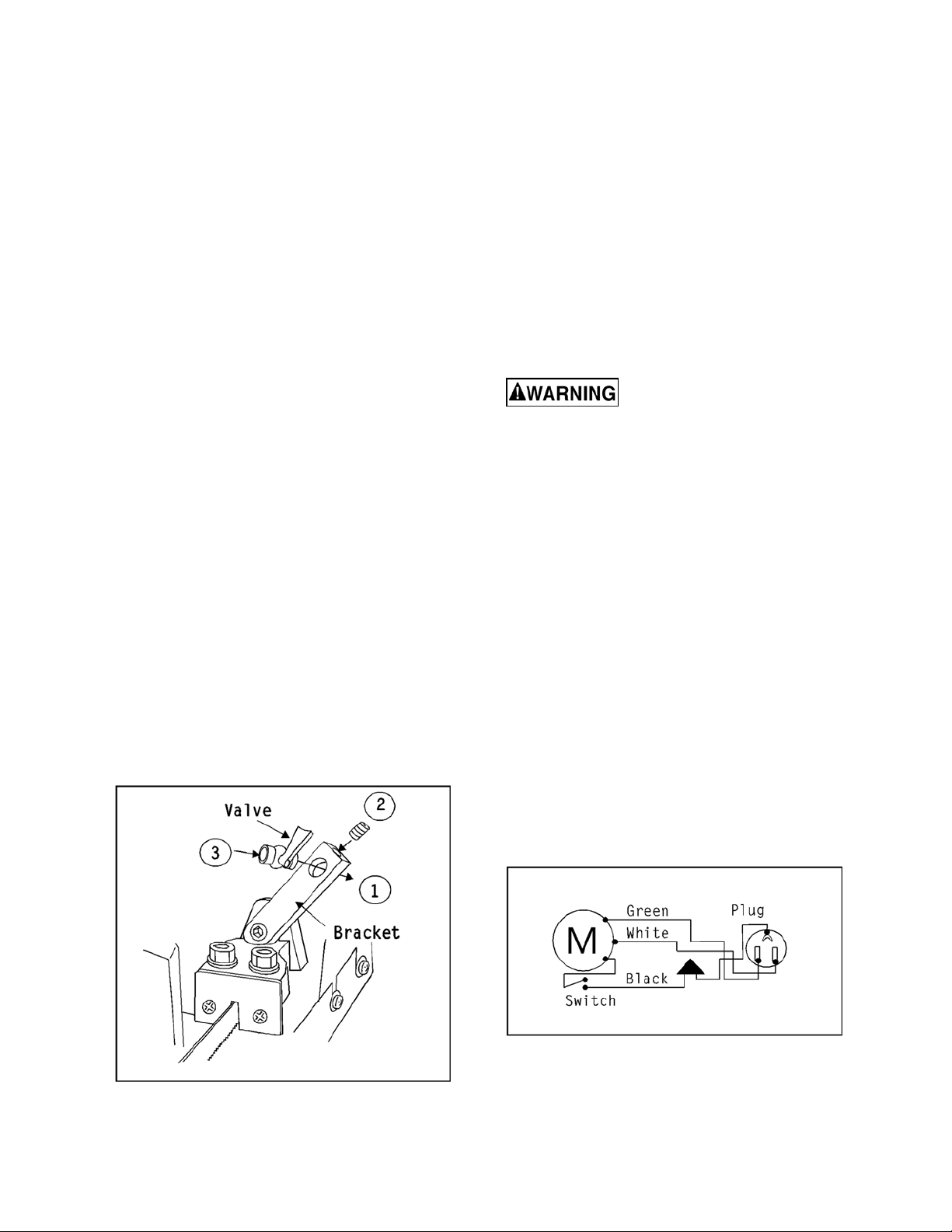
7.3.1 Valve connection
Refer to Figure 6
1. Install the valve, back end first, into the
bracket.
2. Secure it with the set screw after being sure
the handle can turn its full 1/4 turn.
3. I nstall the nozzle on the front of the valve, then
install the hose fitting and hose on the back
end of t he valve.
3. Install one end of the coolant hose on the
pump fitting.
4. Put the pump in the ta nk and p ut the ass e m b ly
into the tray underneath the saw base.
Flanges are on the tray to keep the coolant
tank in position.
5. Put the valve into the holder on the right blade
guide assembly and secure it with the set
screw on the holder. Position the valve so the
handle i s easy to operate.
6. In stall the nozzle int o the valve.
7. Install the hose fitting into the valve.
8. Route the hose to the hose fitting on the valve
and install it on the fitting.
9. Fill the tank wit h eno ugh c oolant to flow over
the baffle i n the tank.
10. Put the valve handle in OFF position – at right
angle t o the dir ection of flow thr ough the valve.
11 . I nstall the coolant re t u rn hose and fitt ing t o the
tr ough and route the r eturn hose to the tank.
12. Connect th e pump t o its el ectri cal source.
Note: The pump cable is supplied with a standard
plug for a 120V single phase grounded branch
receptable. Always use a grounded receptable for
this pu rpose.
8.0 Electr ic al co n nect i on s
Plug the saw into a suitable service branch. The
saw is a 120V single phase motor and the motor
cable has a standard 3-prong grounded plug
installed.
Always connect the plug to a
grounded branch ci rcuit .
If local regulations require that the saw be
permanently wired, or if the environment in
which the saw is used makes this advisable,
the connection should only be made by a
licensed electrician who is familiar with all
nati onal and local electrical codes.
The service disconnect should have an external
ON/OFF switch or lever which permits the saw
operator to disconnect branch power to the
saw during set-up and maintenance operations
as describe d in thi s m anual.
8.1 W iring diag ram
The motor standard on the saw is a 120V single
phase, 1750RPM motor which can also be
reconfigured for 240V operation. If the saw will be
used on a 240V single phase branch circuit, the
el ec tric ian will fi nd a di agr am f o r rec o nfi guring the
motor wiring underneath the motor terminal plate.
The wiring diagram here is included for reference
when replaci ng the motor, O N/OFF sw itch or ca ble.
These operations should be performed only by a
li censed electr icia n.
Figur e 6: Inst alling va lve in va lve bracket
Figur e 7: Wiring d iagra m
9
Page 10
9.0 Operating Instructions
9.1 Clamping material s in the vise
Refer to Figure 1.
1. Li ft th e saw arm to it s full up positi on.
2. Lock the arm up using the hydraulic feed
control valve.
NOTE: Use the handle on the arm to lift the
arm. Never use any other part of the arm as a
lifting method.
3. Open the left vise by turning the vise
handwheel counterclock wise.
4. Adjust the vise jaws for the appropriate cutting
angle, if required. See sections on Right angle
cutting and Angle cutting.
5. Put the work piece material between the vise
jaws.
NOTE: If the work piece material is long,
support both the ends of the material as
needed to keep the material level on the saw
base.
6. Turn the vise handwheel clockwise until the
work piece is secu rely cla m ped in the vi se.
7. Proceed to cut according to instructions in
Cutt ing procedur e.
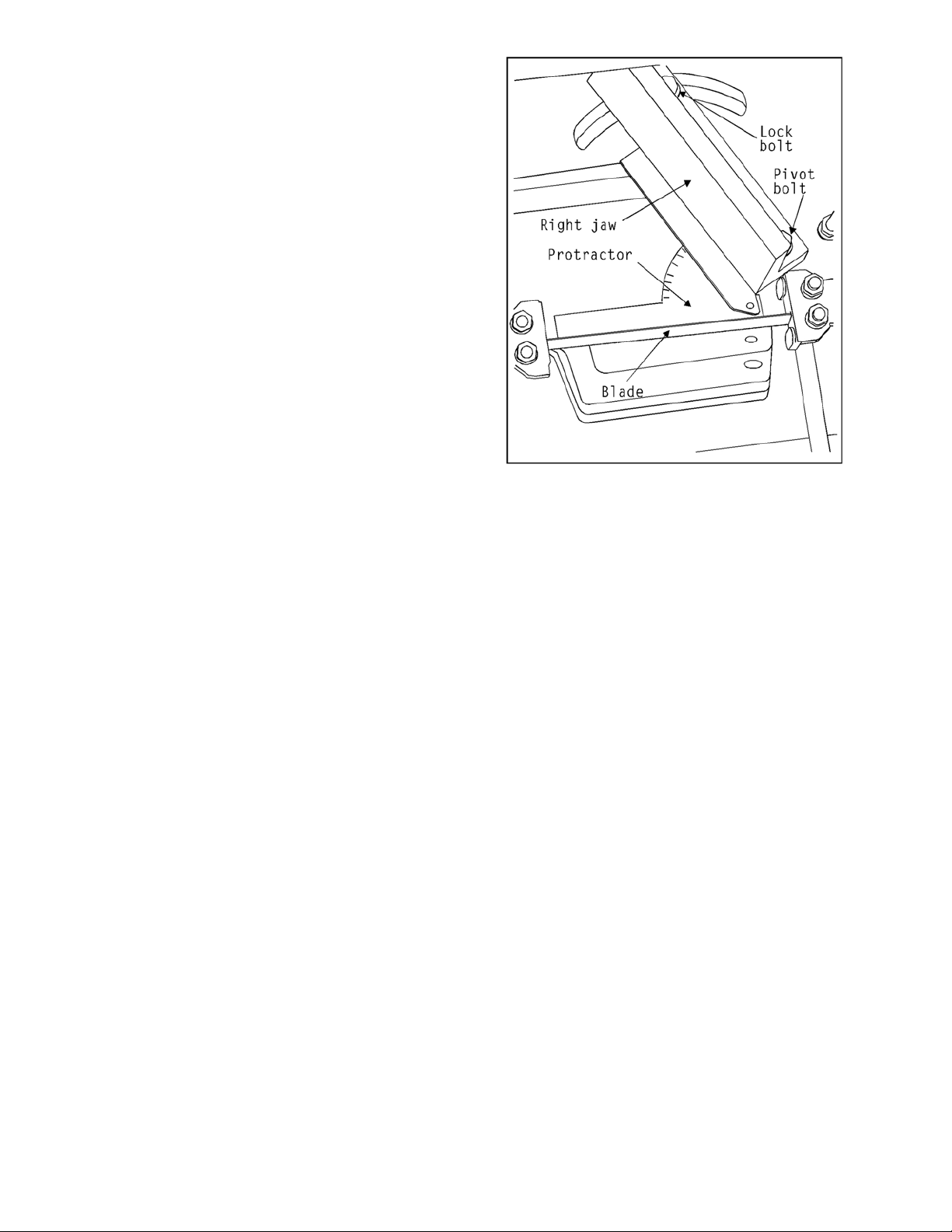
9.2 Right angle cutting
Refer to Figures 1 and 8.
If you want to be certain the workpiece is being
held in the vise at exactly 90 degrees to the blade
for cutoff work, use the following procedure to
check the bla de-to- jaw angle.
1. Disconnect the saw from its electric power
source.
2. W ith the saw arm in its fully lowere d positio n,
place a machinist's square,or a machinist's
protractor 90 degrees, against the saw blade
and rig ht vis e jaw. If the jaw is squa re to the
blade, then no adjustment is required.
3. If adjustment is required, see Angle Cutting.
The procedure for setting the jaw angle with
respect to the blade is described in that
section.
Figur e 8: Using a pr otractor to set the vise jaws at
desir ed angle. By setting the pr otractor to 90
degrees, or using a machinist's sq uare, t he jaws
can also be set square with res pect to t he blade.
4. Lift the saw arm to its full up position and lock
it up using the hy draulic feed control kn ob.
NOTE: Use the handle on the arm to lift the
arm. Never use any other part of the arm as a
lifting method.
5. Loosen t he left jaw lock bol t.
6. Use the handwheel to move the left jaw until it
touches the rig ht jaw firmly.
7. Snug the le ft ja w lock b olt. Bo th vise ja ws are
now the correct angle for the required cut.
NOTE: There is a scale on the back of the saw
tabl e w hi c h allows yo u t o set up f o r angle c u t s
without using a protractor. See Figure 9.
These angles should be considered
approxi m ate, and th e protractor m ethod should
be used where higher accuracy is r equired.
9.3 Angle cutting
Refer to Figure 8.
1. Loosen t he right jaw pivot and l ock bolts.
2. With the arm in its fully lowered position, and
using a machinist's protractor between the saw
blade and right vise jaw, set the angle of the
ri ght jaw to the required an gle.
3. Ti ghten the pivot and lock bolts.
10
Page 11

Figur e 9: Using the s cale on t he rear of t he saw
A
base to set the jaws for an gle sawing. Where t he
edge of the right j aw crosses the scale an
approxi mate angle cut c an be mad e to the
indi cated number of degr ees o n the scale.
9.4 Clamping methods
The method for clamping different cross-section
work pieces is sh own in Figure 10.
3. Slide the stock stop to the required distance
from t he blade.
4. Rotate the stock stop so the stop is at the
lowest possible position for stopping the work
piece at the required distance. T his will he lp
prevent any binding between the work piece
and blade when the cut is completed.
5. Tighten the st ock stop set screw securel y.
6. F or be st accurac y, m ake a tes t c ut o n a piec e
of scrap material to verify the length of cut
using th e stock stop.
Figur e 11: Settin g the stock st op cutoff length
9.6 Blade selecti on
The saw is delivered with a blade adequate for a
variety of jobs on a variety of common materials.
However, JET's blades, while appropriate to many
shop cutt ing needs, don't begin to exhaust th e w ide
variety of special blades available for special
cutting jobs.
For high production cutting of special materials, or
for hard-to-cut materials such as stainless steel,
tool steel, titanium, etc., ask your industrial
distributor for more specific blade
recommendations.
Figur e 10: Clamping methods for var ious crosssections of stock
9.5 Usi ng the st ock stop
When cutting a number of identical pieces, the use
of th e stock stop can speed operation s.
Refer to Figures 1 and 11.
1. Disconnect the saw from its electric power
source.
2. With the arm in its fully lowered position,
loosen t he stock stop set screw.
Material Speed
Steel shapes and low carbon steel
Medium and high carbon steel
Cr-Moly steel
Chromium steel
Tool steel
Cast iron
luminum
Most plastics
Wood
Table 2: Recommended blade speeds
125
85
125
125
85
85
85-125
200
200
9.7 Ch anging bl ade speeds
1. Refer to Table 2 for recommendations on
blade speed for v arious materials.
Note: These are approximate speeds.
Different alloys and section materials and the
use of cutting fluid may require other speeds.
Check your machinists' handbook, or ask for
recommen dations from your blade, cutti ng fluid
or work piece suppliers for specific
recommen dations on speci fic material.
11
Page 12

2. Disconnect the saw from its electrical power
source.
3. With the arm in its fully lowered position,
rem ove the pul ley co ver loc k screw and open
the pulley cover. Refer to Figure 12 for
speeds and belt positions.
If the chips formed are curled but not colored, then
the blade is sharp enough and cutting at an
efficient ra te.
9.9 Cutting procedure
1. Never start a cut with the blade resting on the
work piece.
2. Be certain you knock off the sharp corners of
any work piece material which might damage
the bla de. See Figur e 4.
Figur e 12: Blade speeds and belt posit ions
4. To cha nge the belt position (and, therefore, the
blade speed) first loosen the motor plate
adj us tm ent lo ck nut . Re fer to Figure 13 for the
position of the motor plate adjustment screw
and locknut.
Figur e 13: Motor plate adjustment screw
5. Turn the adjustment screw counterclockwise
until the belt can be mov e to the pulley position
required.
6. Turn the adjustment screw clockwise to
tension the belt until there is 1/2 inch of play in
the belt as show n in Figure 14.
3. Ha ve the moto r ON and run ning at full s pee d
befor e lowering th e blade i nto the cut.
4. Use the hydraulic control valve to feed the
blade in to the work piece.
5. If you use a cutting fluid, turn the valve on
befor e beginning the cut .
9.10 Usi ng the hydrauli c f eed cont rol
Refer to Figure 15.
The hydraulic feed control cylinder is a "single
action" hydraulic cylinder. This allows you to lift
the arm at any time, easily, but controls the
do wnward m ovem ent of the arm us ing a valve on
the top of the cylin der.
Figur e 14: Setting correct pl ay in drive belt
7. Tighten the adj ustment lock nut .
8. Close the pulley cover and secure it shut with
the lock screw.
9. Reestablish electrical power to the saw and
proceed with cutti ng.
9.8 Evaluating cut ting effici ency
Is the b lad e cutting e ff ic ie ntly? T he bes t way to te ll
is by observing the chips formed by the blade as it
cuts.
If the chip formation is powdery, then the feed is
much too ligh t or the blade is t oo dull.
If the chips formed are curled, but straw or blue
color ed, then the feed rate i s too hi gh.
Figur e 15: Hydraul ic feed cont rol
When the control valve is turned fully clockwise the
cylinder is "locked" and the saw arm will not move
do wnw ar d . You can l o c k the ar m , us ing the val ve ,
at any pos itio n i n its tr avel. T h is allo ws yo u to lo c k
the arm in its up position for operations which
require it. And it allows you to lock the arm in
positions which allow you to adjust work piece
length, etc.
Most important, use of the valve allows you to
begin any cuts "gently," which can greatly extend
the life of the blade. Simply open the valve slightly
to begin the cut, then open the valve to effective
cutting feed. See Evaluatin g cuttin g efficiency.
The valve is also important when breaking in any
new blades. See Blade br eak-in pr ocedures.
12
Page 13

9.11 Bl ade break-in procedures
New blades are very sharp, and therefore have a
toot h geometry which is easily damaged if a car eful
break-in procedure is not followed. You may want
to consult manufacturers' literature for break-in of
sp ecif ic b lades on speci f i c m ate r ial s . Ho wever, the
following break-in procedure will be adequate for
break- in of JET supplied blades.
1. Clam p a 2 inch or la rger work pi ece in the saw.
2. Set the blade speed to its required speed.
See Changing blade sp eeds.
3. If possible, use a cutting fluid during break-in
cuts.
4. Set the hydraulic control valve just enough to
begin a ver y light cut on the work pi ece.
5. When the blade has cut 1/3rd of the way
through the work piece, increase the feed rate
slightly and allow the blade to complete the
cut.
6. Make another cut on the stock. Begin the cut
with the c o ntro l valve s e t at the s am e feed rate
yo u fi ni s hed the fi rst cut.
7. 1/3rd of the way through the second cut,
increase the rate of feed until the blade is
cutting at its most efficient rate. See Evaluating
cutting efficiency.
8. Allow the saw to complete this second cut.
The blade can now be considered ready for
regular service.
Note: There are flanges on the back face of the
drive and idler wheels to prevent the blade from
"walking off" the back of the wheels. If these
fla nges are damaged the wh eels must be replaced.
Check blade tracking whenever changing a blade
to be certain the blade is positioned correctly on
the wheels. See Bl ade tracking in the Maintenance
secti on of thi s m anua l
9.12 Changing blades
1. Disconnect the saw from its electric power
source.
2. Lift the saw arm to its full up position and lock
it up using the hy draulic feed control kn ob.
6. Examine the drive and idler wheels for
evidence of wear on the flanges. If the flanges
are wearing, the blade is misadjusted. See
Blade t racking for correcting this condition.
7. Put a replacement blade in the blade guide
bearings and loop the ends of the blade over
the drive and idler wh eels.
NOTE: The saw blade teeth must point in the
dir ection of travel. See Figure 16.
8. Use the blade tension knob to put tension on
the bla de until it no l onger slips on the wheels.
NOTE: Do not overtighten the blade. Just
increase tension until the blade does not slip
on the wheels.
9. Close the blade guard cover and replace and
ti ghten the th umb scr ew.
10. Reconnect the saw to its electrical power
source.
Figure 16: Corrrect tooth direction when replacing
blade.
9.13 Ad j ustin g b lade guides
Refer to Figure 1.
Both the left and right blade guides should be
positioned as close as possible to the left and right
edges of any work piece being cut. This provides
support t o the bl ade so it can make a strai ght cut.
1. Loosen the bl ade gu ide knobs.
2. Slide t he blade guides to the correct spaci ng.
3. Tighten the lock knobs securely.
10.0 Maintenance
NOTE: The following maintenance operation
requi res the servi ces of a licen sed electri cian.
NOTE: Use the handle on the arm to lift the
arm. Ne ver us e any ot he r part o f t he arm as a
lifting method.
3. Remove the blade guard cover thumb screw
and open the cover.
4. Loosen the blade tension knob until the blade
come s off of its wheels.
5. Using leather gloves to protect from cuts, slip
the blade out of the blade guide bearings and
off o f the saw.
10.1 Motor replacement
1. Perform steps 2 through 5 in Changing blade
speeds, sect. 9. 7.
2. Remove t he drive belt.
3. Remove the set screw which retains the motor
drive pulley to the motor shaft.
4. Pull the pulley off o f the motor dr ive shaft .
5. BEING CERTAIN THAT THE SAW HAS BEEN
SAFELY DISCONNECTED FROM THE
SERVICE BRANCH, open the motor terminal
13
Page 14

cover and remove the three wires which
connect i t to th e power cable.
6. Remove the four nuts, bolts and washers
which hold the motor to its mounting plate.
7. Remove the motor from the saw.
8. Reinstall the replacement motor and pulley by
reversing steps 7 thr ough 4, above.
9. Loosen the motor mounting plate adjustment
screw so the screw puts no tension on the
plate.
10. Adjust the position of the motor so th at:
A. t he pu lleys a re parallel with ea ch other, and
B. the drive belt can just be installed over the
pulleys (It may be necessary to adjust the
drive pulley along the motor shaft to make
the pul leys par allel.)
11. Tighten the motor mounting bolts securely.
12. Tighten the pull ey set screw securel y.
13. In stall the drive belt.
14. Tension the drive belt and complete the
replacement task by performing instructions 6
throu gh 9 in Changing bla de speeds.
10.2 Ad j ustin g g ui de bearings
The outside guide bearing on each of the bearing
seats is mounted on an eccentric shaft to allow
adjustment of the bearing clearance between
bearin gs an d blade, as follows:
4. Remove the thumb screw and open the blade
guard cover. Prop it open so you can have
access to the idler wheel.
5. Refer to Figure 17. Use a wrench to loosen
bolt A, a small amount.
Figur e 17: Blade t racking mechanism
6. Turn the saw motor ON.
7. I nsert a hex wrench into the set screw, B, and
turn it slightly while observing the tracking
action of the blade on the idler wheel. Turning
the hex wrench clockwise will make the blade
track toward the wheel flange. Turning the
wrench counterclockwise will make the blade
tr ack away from the flange.
8. Adjust the set screw in very small amounts
until the blade just starts to track toward the
flange.
9. As you adjust the blade toward the flange,
insert a strip of paper between the blade and
wheel as shown in Figure 18.
1. Loosen the guide bearing shaft l ock nut.
2. Use an open end wrench on the hex flats
underneath the guide seat to adjust the
eccentric shaft so the bearing holds the blade
vertically against its opposing bearing. Overtightening the blade between the bearings will
only shorten bearing life. Adjust the bearings
so blade is just held firmly in vertical position.
3. While holding the shaft from turning, tighten
the lock nut on the upper side of the bearing
seat.
10.3 Bl ad e t racking
1. If the blade is fully tensioned, release tension
slightly while performing the tracking
operation.
2. If the blade is not on slow speed, change to
the slowest speed according to instructions in
Changing blade s peeds.
3. Lift the saw arm to its full up position and lock
it using the hydraulic feed control knob.
NOTE: Use the handle on the arm to lift the
arm. Ne ver us e any ot he r part o f t he arm as a
lifting method.
Use a strip of paper six
inches long or longer so your hands stay
clear of the m oving parts of the saw.
Figur e 18: Checking bla de trac king
10. Keep using small amounts of adjustment to
move the blade toward the flange, testing with
the paper strips, until the paper is cut between
the bla de and flange.
11. When the paper is cut, turn the hex wrench
slightly in the opposite direction so the blade
does not t rack w hil e touching the flange.
12. Tighten bolt A.
14
Page 15

13. Check with a paper strip to be certain the
blade has not moved back into contact with the
flange. Readjust, if necessary.
14. Using the blade tension knob, reapply tension
to t he blade so it does not slip on the wheels.
15. Turn the saw OFF.
16. Close the blade guard cover and install and
ti ghten the th umb scr ew.
10.6 Ad j ustin g the arm stop
adjustment bolt
Refer to Figure 1.
1. Lower the arm to its fully lowered position.
The saw blade should be level and the cutting
edge of the blade should be in the relief slot,
below the leve l surf ace of the s aw base . If this
is not the case, adjust the arm height as
follows:
10.4 Rep lacing guide b earings
1. Remove the blade according to instructions 1
throu gh 5 in Changing bla d es, sect. 9.12.
2. Remo ve t he snap ri ng wh i c h ho l d s the b e ar ing
to the shaft.
3. Press off th e bearing.
4. Press on the new bearing and secure it with
the snap ring.
5. Reinstall the blade according to instructions 6
throu gh 10 in Chang ing blad es.
6. Adjust the bearing spacing according to
instructions in Adjusting gu ide be ari ngs.
10.5 Ad j ustin g b ack- up bearings
Refer to Figure 19.
1. Disconnect the saw from its electrical power
source.
2. Loosen the guide bearing seat reta ining bolt.
3. Slide the bearing seat as necessary until the
back-up bearing just touches the back edge of
the saw blade.
2. Loosen the leveling bolt lock nut.
3. Adjust the leveling bolt until it supports the arm
and blade correctly as described above -- level
and below the t op of the saw base.
4. Tighten t he levelin g bolt lock nut.
10.7 Ad j ustin g mo t or swit ch actuator
This task should be performed whenever the arm
stop adjustment is corrected or whenever the saw
is turning off incorrectly.
Refer to Figure 1.
1. Rai s e the ar m unti l the switc h ac t u ator is not in
contact with the switch.
2. Turn the switch ON.
3. Open the hydraulic control valve so the arm
moves slowly downward.
4. The motor switch should shut off just as the
arm contacts its horizontal stop bolt and the
blade is fully below the blade relief in the saw
base. If the motor shuts off too soon, or not at
all, adj us t t he swit c h act u ator by bendi ng i t , as
required, to correct the faul t condit ion.
4. Tighten t he guide beari ng seat reta ining bolt.
5. Restore elect rical power to the saw.
Figur e 19: Adjusting ba ck-up beari ngs
11.8 Rep lacing a back up beari ng
1. Remove the blade according to instructions 1
throu gh 5 in sect. 9.12.
2. Remove the guide bearing assembly from the
saw arm by removing the guide lock knob and
sli ding the assembly from the arm.
3. Use a drift to knock out the pin until until the
bearin g can be rem oved.
4. Replace the bearing and press the shaft back
into the se at .
5. Reinstall the bearing assembly i n the arm.
6. Reinstall the blade according to instructions 6
throu gh 9 in sect. 9.12.
7. Adjust the back-up bearing spacing according
to instructions in Adjusting back up bearing
clearance.
11.9 Ad j ustin g the bearing guide
seats fo r blade vertical
1. I nstall a new blade according to instructions in
sect. 9.12.
15
Page 16

2. Adjust the guide bearings according to
instructions in sect. 10.2, Adjusting guide
bearings.
1. With the bar stock securely clamped in the
vise, make a cut through the bar stock. (See
Figur e 21.)
3. Adjust the back-up bearing according to
instructions in sect. 10.5, Adjusting back-up
bearings.
4. With the arm in its full horizontal position and
the blade guides moved apart to clear the
widest possible cutting area, clip a scale to the
blade, to provide a vertical reference surfa ce.
5. Place a machinist's square on the saw base,
against the scale. See Figure 20.
Figur e 20: Adjust ing the saw bla de for vert ical. Be
sure t o do this oper ation on both of the bearing
guide seat s so the blade is per fectly vertical along
its entire exposed cutting surface.
2. Mar k the top of the bar stock.
3. Move the bar stock about 1/4 inch past the
blade so you can begin a second cu t.
4. Rotate the bar stock 180 degrees so the mark
you made is now at the bot tom of the cut .
5. Make a cut through the bar st ock.
6. Use a micrometer to measure the thickness
variation between the top and bottom of the
disc you have cut from the bar stock. Unless
things are truly perfectly aligned, there is
almost certain to be a certain amount of
"wedge" to the shape of the disc you have cut.
The saw blade can be considered correctly
adjusted when the variation measured is no
more than .012 inch across the face of the
If you do not have a 2 inch bar stock
disc.
available for a t es t cut, use a larger diameter
test work piece rather than a smaller one.
The maximum thickness variation on any
test piece should be no more than .003
inches, per side, per inch of stock diameter.
6. Loosen the guide bearing seat attachment bolt
slightly and, using a wrench on the bearing
se at, ad jus t the ang le of the seat so the bl ade
is vertical. (There is a small amount of side
relief between the seat and guide bar to allow
for this adjustment.)
7. Tighten t he sea t atta chment bolt.
8. Move the scale and square to the other side of
the exposed blade and repeat steps 4, 5, 6
and 7, above.
10.10 T est cuttin g to verify
adj ustment accu racy
Test cuts can be used to determine whether or not
you have adjusted the blade accurately. Use 2
inch bar stock to perform these test cuts, as
follows:
Figur e 21: Making a test d isc.
16
Page 17

11.0 Ma intenanc e Chart
A
A
Item Action Interval Comments
Wheel, guide or back-up
bearings
Lead screw Wipe on lubricant Weekly Gear oil* (see note, below)
Drive belt Inspect and replace when
Gearbox Inspect for leakage – repair
Drive and idler wheels Inspect flange and blade
Hydraulic cylinder assembly Clean control rod with a
Table 3
* Note: Gearbox and lead screw lubrication: Lubricate the vise lead screw and gearbox with Shell Omala S1W
or i ts equival ent.
Inspect for leakage Daily
When changing blade
glazed or worn
if leaking
Replace lubricant
surfaces
clean rag
speeds
Daily
nnually Gear oil*(see note, below)
When changing blades Replace wheels if flanges
Daily Dirt on the control rod can
ll bearings are sealed –
any leaking bearing must
be replaced.
are worn
damage the seal and cause
leakage -- resulting in
replacement of the cylinder
assembly, complete
The g earbo x gears run in an oil b ath and will not require lubric ant cha nge m ore than o nce a ye ar u nle ss the
lubricant is accidentally contaminated or leakage occurs due to improper replacement of the gearbox cover or
gaske t. D uri ng the f irs t f e w d ays of o peratio n the d ri ve g e ars will r un hot. Unless the te m p e rature e xce e ds 20 0
degrees F., there is n o cau se for concern.
17
Page 18

12.0 Troubleshooting the J-3130 and J-3230
A
A
Table 4
Symptom Possible Cause Correction
Excessive blade
breakage.
Material loose in the vise. Use more pressure to tighten vise.
Check right jaw pivot and lock bolts for
tightness.
Check left jaw pivot bolt for looseness -- be
certain the jaw is not tilting upward when you
apply pressure to the work in the vise.
If you are stacking multiple pieces in the vise,
be sure all of the pieces are captured by the
vise pressure.
Incorrect feed or speed. Check technical literature for recommended
feeds and speeds for the material and blade
you are using.
Check chip formation to adjust speed and feed
to correct rate when sawing.
Incorrect blade tension.
Teeth in contact with work before saw is
started.
Blade rubs on wheel flange. Use paper cutting method of adjusting blade
Misadjusted blade guides.
djust blade tension to where it just does not
slip on the wheel.
Be sure the saw motor has co me fully up to
speed before beginning a cut and be sure the
blade is not resting on the work piece before
the motor has come up to full speed.
tracking. See Blade Tracking .
Check drive and idler wheels for looseness in
mounting parts or worn/damaged bearings.
djust blade guides.
Premature blade
dulling.
Blade too thick for wheel diameter Use a thinner blade. Check with your blade
Cracking at weld Replace blade.
Teeth too coarse. Use finer tooth blade.
Blade speed too high. Try next lower speed or check technical
Inadequate feed pressure. Increase pressure while observing chip
Hard spot or scale on material. Reduce speed of blade.
Work hardening of material (especially
stainless steel).
Blade installed backwards. Reinstall blade so teeth point toward right end
supplier for recommendations on blade
thickness for a specific wheel diameter.
literature for specific recommendations
regarding speeds for specific blade and
material being cut.
Check with materials supplier for
recommendations on the work piece material
supplied.
If using coolant, check with supplier regarding
correct coolant for the job.
formation to be sure you are cutting efficiently.
Increase feed pressure in scale or hard spots.
Work hardening materials such as stainless
require a heavy, continuous cut. Be sure you
are using a sharp blade, then, if necessary,
release some counterbalance spring pressure
by loosening the tension nut if work hardening
of the material is a problem.
of saw.
18
Page 19

Symptom Possible Cause Correction
A
A
Premature blade
dulling. (cont.)
Crooked cuts. Work not square.
Incorrect coolant or no coolant. Check with materials supplier and/or blade
Insufficient blade tension. Increase tension so blade is above the slipping
Feed pressure too great. Observe chip formation to be sure cutting is
Guide bearings not adjusted properly.
Inadequate blade tension. Increase blade tension so blade does not slip
Blade guides incorrectly spaced. Move guide brackets until they just clear the
Dull blade. Replace blade when it dulls.
supplier for coolant recommendations.
Check with coolant supplier for specific
recommendations on the blade and material
you are using.
point.
djust the right vise jaw so it is at right angles
to the blade.
Clamp work tightly in the vise.
Check blade for vertical and adjust, if
necessary.
Move guide bearings as close as possible to
work while still completing the cut.
Check guide bearings, seats and brackets for
possible looseness or wear.
efficient.
djust guide bearings according to instructions
in this manual.
on the wheels.
work piece while making a complete cut.
For small section pieces, be sure the blade is
sharp and correctly tensioned. Use less feed
pressure.
Consider using a coolant, if not already used.
Incorrect speed. Check technical literature for recommended
Blade guide assembly loose. Tighten guide bracket.
Blade guide bearing assembly loose. Check tightness of bearing seat bolt.
Blade tracking too far away from wheel
flanges.
Worn upper wheel bearings. Replace bearings if worn.
Loose upper wheel mounting assembly. Tighten all bolts securing wheel to arm.
Rough cuts. Too much feed or speed. Try one step lower speed and observe chip
Blade too coarse. Use finer blade. Check with suppliers for
Incorrect blade for material. Check with blade suppliers for
Blade twisting.
Cut is binding blade. Be sure work piece is flat on saw base.
Too much blade tension. Reduce tension to just above point where
Loose guide bearing eccentrics. Check eccentric jam nuts for tightness.
Worn guide bearings. Check guide bearings for wear. Replace if
speeds and blade type for material being cut –
observe chip formation to verify efficient
cutting.
Use paper cutting method of setting blade
tracking.
formation for efficient cutting/feed rate.
recommendations for the material you are
cutting.
recommendations for exotic or unusual
materials or specifications.
Decrease feed pressure.
blade slips.
necessary.
19
Page 20

Symptom Possible Cause Correction
A
A
A
Blade twisting. (cont.)
Unusual wear on
side/back of blade.
Breaking teeth. Teeth too coarse for work. Use blade with finer pitch.
Motor running too hot. Blade tension too high. Decrease blade tension to just above slip
Incorrect guide bearing adjustment
Loose guide bearing bracket Tighten bracket on saw arm.
Loose bearing seat attachment screw Tighten bearing seat attachment screw –
Blade guides worn. Replace.
Blade guide bearings not adjusted
properly.
Blade guide bearing bracket loose. Tighten bracket to saw arm.
Blade running on wheel flange.
Too heavy feed. Decrease feed rate – observe chip formation to
Too slow speed. Increase blade speed. Check technical
Vibrating work piece. Be sure vise is tight.
Tooth gullets loading Use coarser blade or one with a tooth
Blade in contact with work piece before
motor is started.
Worn transmission and worm gear. Replace gears in transmission gearbox.
Gears need lubrication. Check gearbox and add oil as required.
djust guide bearings according to instructions
in this manual.
adjust bearing clearance.
Check and adjust for proper clearance.
djust blade tracking using the paper cutting
method.
verify efficient cutting.
literature or blade or work piece supplier for
blade speed recommendations.
Support slender cross section or long work
pieces with appropriate in feed and out feed
supports.
If stacking pieces in the vise, be sure all work
pieces are securely captured by the vise.
geometry more appropriate to the work piece
being cut.
lways allow motor to co me fully up to speed
before beginning cut.
point.
20
Page 21

13.0 Repla cement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call 1800-274-6848 Monday through Friday (see our website for business hours, www.waltermeier.com). Having the
Model Number and Serial Number of your machine available when you call will allow us to se rve you quickly
and accurat e ly.
21
Page 22

13.1.1 Lower S aw Head – Exp loded View
22
Page 23

13.1.2 Lower S aw Head – Parts List
Index No Part No Descript ion Size Qty
01................5631421 ...................... Hex head Screw ...............................................1/4"-20x3/4" .............................. 4
02................5631431 ...................... Hex nut ..............................................................1/4"-20 ...................................... 4
03................5630221 ...................... Washer ..............................................................1/4"x5/8xt1.5mm ...................... 3
04................5631451 ...................... Washer .............................................................5/16"x23xt2............................... 8
05................56 30 061 ...................... Hex nut .............................................................5 /1 6 " -18 .................................... 1
06................5631161 ...................... Motor cable .......................................................................................................... 1
07................56 30 471 ...................... Hex head sc rew ...............................................5/1 6 " -18x1 -1 /4 "L ...................... 1
08................5630301 ...................... Washer .............................................................3/8"x27xt3 ................................. 1
09................5631481 ...................... HH screw ...........................................................5/16"-18x3/4"L .......................... 2
10................5630461 ...................... Washer ..............................................................5/16"x23xt3............................... 2
11................5630661 ...................... Wheel bearing Cover........................................................................................... 1
12................5630671 ...................... Key.....................................................................5x5x25mm ................................ 2
13................5632011 ...................... Motor key...........................................................5x5x30mm ................................ 1
14................5632021 ...................... Hex head screw ................................................1/4"-20x1/2"L ............................ 9
15................5630701 ...................... Switch activator bracket ...................................................................................... 1
16................5630731 ...................... Blade tension adjustment knob .......................3/8"-16UNCx94mmL................ 1
17................5630741 ...................... Spring ................................................................................................................... 1
18................J-5630751................... Head casting ........................................................................................................ 1
19................5630681 ...................... Set screw...........................................................M8-P1.25x8L ............................ 1
20................563077A ..................... Hex head screw ................................................3/8"-16x1-1/4"L ........................ 2
21................563078A ..................... Motor mounting plate........................................................................................... 1
22................J-5630791................... Motor .................................................................1/2HP,1PH,,115V..................... 1
23................5630811 ...................... Motor pulley.......................................................................................................... 1
24................5630821 ...................... Ball bearing ......................................................6202Z ........................................ 2
25................5633121 ...................... Transmission gear shaft...................................................................................... 1
25-1 ............5521940 ...................... Transmission Wheel Shaft .................................................................................. 1
25-2 ............5521941 ...................... Transmission Gear .............................................................................................. 1
25-3 ............5521942 ...................... Pin ......................................................................4x22mmL .................................. 1
25-4 ............5630821 ...................... Ball Bearing .......................................................6202ZZ...................................... 2
25-5 ............5521943 ...................... Bushing ................................................................................................................ 1
25-6 ............5630941 ...................... Oil Seal ..............................................................TC15x35x7 ............................... 1
27................5630871 ...................... Gearbox gasket ................................................................................................... 1
28................5630881 ...................... Gearbox cover ..................................................................................................... 1
29................5630921 ...................... Worm gear & shaft assy...................................................................................... 1
31................5630911 ...................... Bearing bushing ................................................................................................... 1
32................563093A ..................... Belt tension adj. screw ....................................5/16"-18x1-1/2"L ...................... 1
33................5630941 ...................... Oil Seal ..............................................................TC15x35x7 ............................... 1
34................5632031 ...................... RH Phillips screw.............................................. 5/32"-32x3/8"L......................... 3
35................5630961 ...................... Worm gear pulley ................................................................................................ 1
36................5630971 ...................... Blade tension guide block ................................................................................... 1
37................5630981 ...................... Set Screw ..........................................................M8-P1.25x15mmL .................. 1
38................5630991 ...................... Spiral pin ..........................................................4x20L ........................................ 1
39................5631001 ...................... Sliding plate draw block ...................................................................................... 1
40................5631011 ...................... Blade wh eel shaft ............................................................ .................................... 1
41................5631021 ...................... Tension block ....................................................................................................... 1
42................5631031 ...................... Guide block holder............................................................................................... 2
43................5631041 ...................... Guard plate .......................................................................................................... 1
44................5631051 ...................... Pulley guard ......................................................................................................... 1
45................5631061 ...................... V-Belt .................................................................4L230 ........................................ 1
46................5631151 ...................... Lock washer .....................................................1/4" ............................................ 1
47................5631311 ...................... Vent plug .............................................................................................................. 1
48................5632081 ...................... Rubber plug ......................................................................................................... 1
49................5521944 ...................... Cylinder Upper Bra cket ....................................................................................... 1
50................TS-2248162................ Socket HD button screw ..................................M8X16....................................... 2
50................55 21 951 ...................... Hex head sc rew ...............................................5/1 6 " -18x7 /8 "L .......................... 2
51................TS-1550061................ Flat Washer .......................................................M8 ............................................. 2
51................5521952 ...................... Lock Washer .....................................................5/16" .......................................... 2
52................5632021 ...................... Hex head screw ...............................................1/4"-20x1/2"L ............................ 2
53................5521945 ...................... Tension guard ...................................................................................................... 1
23
Page 24

13.2.1 Upper Saw Head – Exploded View
24
Page 25

13.2.2 Upper Saw Head – Parts List
Index No Part No Descript ion Size Qt y
01................5630221 ...................... Washer ................................................................ 1/4"x16xt1.5 .......................... 1
02................56 30 051 ...................... Hex head sc rew .................................................. 5/16" -18 x1-1/4"L .................. 2
03................5630301 ...................... Washer ................................................................ 3/8"x27xt3 ............................. 3
04................5631471 ...................... RH Phillips screw................................................. 3/16"-24x3/8"L ...................... 4
05................5631481 ...................... Hex head screw ................................................... 5/16"-18x3/4"L ...................... 3
06................5630461 ...................... Washer ................................................................. 5/16"x23xt3 ........................... 1
07................563051A ..................... Top guide bar ....................................................... ............................................... 1
08................5630521 ...................... Knob ..................................................................... ............................................... 1
09................J-5630531................... Blade guard cover ............................................... ............................................... 1
10................5630541 ...................... Retaining ring ....................................................... 5/16"x0.040 ........................... 4
11................563055A ..................... Bearing ................................................................ 608 and 629 .......................... 6
12................563056A ..................... Straight shaft ........................................................ ............................................... 2
13................563050A ..................... Eccentric shaft ..................................................... ............................................... 2
14................563057A ..................... Bearing pin shaft.................................................. ............................................... 2
15................563129A ..................... Bearing bracket, right .......................................... ............................................... 1
15-1 ............5521954 ...................... Bearing bracket, left ............................................ ............................................... 1
16................563059A ..................... Bottom guide bar ................................................. ............................................... 1
17................5630601 ...................... Hand knob ........................................................... 3/8"-16x31L........................... 1
18................5630621 ...................... Flat head screw .................................................. 1/4"-x20x1/2"L ...................... 1
19................5630631 ...................... Deflector plate...................................................... ............................................... 1
20................56 30 641 ...................... Hex Nut ............................................................... 3/8 -16UNC ............................ 4
21................5630651 ...................... Drive wheel .......................................................... ............................................... 1
21-1 ............TS-0270021................ Socket set screw ................................................. 5/16"-18x5/16"L ................... 1
22................5630661 ...................... Wheel bearing Cover........................................... ............................................... 1
23................5630711 ...................... Idler wheel ............................................................ ............................................... 1
24................5630821 ...................... Ball bearing .......................................................... 6202ZZ .................................. 2
27................5632031 ...................... RH Phillips screw ................................................ 5/32"-32x1/4"L ...................... 5
28................5632041 ...................... Washer ................................................................ 5/16"x2mm ............................ 1
28-1 ............TS-0720081................ Lock washer ......................................................... 5/16" ...................................... 1
29................5631241 ...................... Standard blade ................................................... 14Tx1/2x.025x68 .................. 1
....................5631261 ...................... Optional blade ..................................................... 8Tx1/2x.025x68 .................... 1
....................5631071 ...................... Optional blade...................................................... 10Tx1/2x.025x68 .................. 1
30................5631081 ...................... Split lock washer ................................................. 3/8" ........................................ 4
31................5631121 ...................... Bushing ................................................................ ............................................... 1
32................5632051 ...................... Drive wheel bushing ............................................ ............................................... 1
33................5631341 ...................... Retainer ring ........................................................ ............................................... 1
34................5630721 ...................... Bushing ................................................................ ............................................... 1
35................J-563120A .................. Bottom blade guard ............................................. ............................................... 1
36................J-5631211................... Upper blade guard ............................................... ............................................... 1
38................5631231 ...................... Bracket ................................................................. ............................................... 1
39................5630261 ...................... Aluminum hd. screw ............................................ 5/16"-18x1-1/4"L .................. 1
40................5632131 ...................... Set screw.............................................................. 1/4"-20x3/8"L ........................ 1
41................5631371 ...................... Bottom blade guide assembly ............................ ............................................... 1
42................5631361 ...................... Top blade guide assembly .................................. ............................................... 1
43................5518413 ...................... C-Ring .................................................................. S15 ........................................ 1
25
Page 26

13.3.1 Saw Base – Exploded View
26
Page 27

13.3.2 Saw Base – Pa rt s List
Index No Part No Descript ion Size Qt y
01................5630221 ...................... Washer ................................................................ 1/4"x16xt1.5 .......................... 1
02................5630031 ...................... Washer ................................................................. 5/16" ...................................... 1
03................5630051 ...................... Hex head screw ................................................... 5/16"-18x1"L ......................... 2
04................5630061 ...................... Hex nut ................................................................. 5/16"-18 ................................. 8
05................5630081 ...................... Adjust rod ............................................................. ............................................... 1
06................5630111 ...................... Pivoting rod .......................................................... ............................................... 1
07................5630121 ...................... Support plate........................................................ ............................................... 1
08................5630131 ...................... Stock stop ............................................................ ............................................... 1
09................5630241 ...................... Set screw.............................................................. 5/16"-18x5/16"L .................... 2
10................5630151 ...................... Stock stop rod ...................................................... 1/2"x216L .............................. 1
11................5630111 ...................... Electric wire restrainer......................................... ............................................... 2
12................5630171 ...................... Toggle switch ....................................................... ............................................... 1
13................5630181 ...................... T.S. hex nut .......................................................... ............................................... 1
14................5630211 ...................... ON/OFF plate....................................................... ............................................... 1
15................5631091 ...................... Handle grip ........................................................... ............................................... 1
16................5630231 ...................... Hand wheel .......................................................... ....... ........................................ 1
17................5630251 ...................... Retaining ring ....................................................... E10 ........................................ 1
18................5630271 ...................... Lead screw ........................................................... ............................................... 1
19................5630281 ...................... Vise nut ................................................................ ............................................... 1
20................J-5630291................... Vise jaw, left ......................................................... ............................................... 1
21................5630301 ...................... Washer ................................................................ 3/8"x27xt3 ............................. 3
22................5630311 ...................... Hex head screw ................................................... 5/16"-18x1-1/4"L ................... 1
23................J-5630321................... Base casting ........................................................ ............................................... 1
24................5630341 ...................... Scale..................................................................... ............................................... 1
25................5630351 ...................... Switch enclosure ................................................. ............................................... 1
26................J3130-326................... Plastic Cover ........................................................ ............................................... 1
26-1 ............563038A ..................... Wire restrainer ..................................................... PG9 ....................................... 1
27................5630391 ...................... Power supply cable ............................................. ............................................... 1
28................5630401 ...................... Feed spring bracket, right ................................... ............................................... 1
28-1 ............5521946 ...................... Feed spring bracket, left ..................................... ............................................... 1
29................5630411 ...................... Eye bolt ................................................................ ............................................... 1
30................5630421 ...................... Spring ................................................................... ............................................... 1
31................J-5630441................... Vise jaw, right....................................................... ............................................... 1
32................56 31 481 ...................... Hex head sc rew .................................................. 5/16" -18 x1" L ......................... 6
33................5630461 ...................... Washer ................................................................. 5/16"x23xt3 ........................... 3
34................5630451 ...................... Hex head screw ................................................... 5/16"-18x1-1/2"L ................... 1
35................56 31 491 ...................... Hex head sc rew .................................................. 7/16" -14 x2" L ......................... 1
36................J-5630491................... Pivot ...................................................................... ............................................... 1
37................5630611 ...................... Spring Washer ..................................................... 5/16"x3/4"x1/8" ..................... 2
38................5630981 ...................... Set screw.............................................................. 5/16"-18x5/8"L ...................... 1
39................5632061 ...................... Hex nut ................................................................. 7/16"-14 ................................. 1
40................5632091 ...................... RH Phillips screw................................................. 3/16"-24x3/8"L ...................... 2
40-1 ............5521947 ...................... RH Phillips screw ................................................ 3/16"-24x3/4"L ...................... 2
41................5632101 ...................... Star Washer ......................................................... 3/16" ...................................... 3
42................56 32 111 ...................... Hex nut ................................................................ 3/1 6"-24 ................................. 1
43................5521948 ...................... Cylinder ................................................................ ............................................... 1
43-1 ............TS-1540061................ Hex Nut, Full ....................................................... M8 ......... ................................. 1
44................TS-1505081................ Socket HD cap screw .......................................... M10-P1.5x50 ....... ................. 1
44................TS-0209011................ Socket HD cap screw .......................................... 3/8"-16x2-1/2 .... ................... 1
45................TS-1550061................ Flat Washer ......................................................... M8 .......................................... 1
46................TS-1540071................ Hex Nut, Full ........................................................ M10........................................ 1
46................5521953 ...................... Hex nut ................................................................. 3/8"-16 ................................... 1
47................TS-1504091................ Socket HD cap screw .......................................... M8x45.................................... 1
50................5521949 ...................... Switch Cover ........................................................ ............................................... 1
51................5632091 ...................... RH Phillips screw................................................. 3/16"-24x3/8"L ...................... 2
52................5521950 ...................... Fixed Plate ........................................................... ............................................... 1
53................TS-0208061................ Socket HD cap screw .......................................... 5/16"-18x1 ............................. 1
54................TS-0561021................ Hex Nut, Full ........................................................ 5/16"-18 ................................. 1
55................TS-0050051................ Hex cap screw ..................................................... 1/4-20x1” ............................... 2
56................TS-0680021................ Flat washer........................................................... 1/4" ........................................ 2
27
Page 28

Index No Part No Descript ion Size Qt y
57................HBS56S-259 .............. Cylinder Upper support (seri al #11110606 and higher) ................................... 1
58................TS-0209061................ Socket HD cap screw .......................................... 3/8”-16x1-1/4”L ..................... 1
59................TS-0561021................ Hex nut ................................................................. 5/16” ...................................... 1
60................J-3130-60 ................... Socket HD cap screw .......................................... 5/16”-18x4”L ......................... 1
28
Page 29

13.4.1 Stand and Coolant System – Exploded View
29
Page 30

13.4.2 Stand and Cool ant System – Part s List
Index No Part No Descript ion Size Qt y
01................5631431 ...................... Hex nut ................................................................. 1/4"-20 ................................... 2
02................5630221 ...................... Washer ................................................................. 1/4"x16xt1.5 .......................... 4
03................J-5630041................... Right floor stand................................................... ............................................... 1
04................5631441 ...................... Cotter pin .............................................................. 1/8"x1"L ................................. 2
05................5633021 ...................... Wheel assembly. ................................................. ........... .................................... 1
06................5630031 ...................... Washer ................................................................. 5/16"x23xt2 ......................... 12
07................5630051 ...................... Hex head screw ................................................... 5/16"-18x1-1/4"L ................... 6
08................5630061 ...................... Hex nut ................................................................. 5/16"-18 ................................. 6
09................J-5630071................... Left floor stand ..................................................... ............................................... 1
10................5631461 ...................... Handle .................................................................. ............................................... 1
11................5632021 ...................... Hex head screw ................................................... 1/4"-20x1/2"L ........................ 2
12................J-5631191................... Tray....................................................................... ............................................... 1
13................J-5631181................... Skirt....................................................................... ............................................... 1
14................5631151 ...................... Lock washer ......................................................... 1/4" ........................................ 1
15................5632071 ...................... Carriage bolt ........................................................ 1/4"-20x1/2" .......................... 1
16................5630021 ...................... Hex nut ................................................................. 1/4"-20 ................................... 1
17................J-5631171................... Trough .................................................................. ..... .......................................... 1
18................J-5042291................... Tank ...................................................................... ............................................... 1
19................J-5042281................... Coolant pump....................................................... ............................................... 1
20................5042341 ...................... Nozzle................................................................... ............................................... 1
21................5042351 ...................... Valve..................................................................... ............................................... 1
22................5049361 ...................... Divider .................................................................. ............................................... 1
23................9307291 ...................... Hose ..................................................................... ............................................... 1
24................5042331 ...................... Nipple ................................................................... ............................................... 1
25................5042321 ...................... Nipple ................................................................... ............................................... 1
26................5042981 ...................... Elbow .................................................................... ............................................... 1
27................3230-0527 .................. Leg ........................................................................ ............................................... 1
28................TS-1550031................ Washer ................................................................ M5 .......................................... 3
29................TS-1533042................ Screw ................................................................... M5 x10L ................................ 3
30................TS-1551041................ Spring Washer .................................................... M6 .......................................... 2
31................TS -1 53 405 2................ P an Head Sc re w ................................................. M6x15L ................................. 2
....................5056840 ...................... Wet Kit, 115V (includes #18-21,23,26-31) ........ ..................................................
30
Page 31

This page intentio nally left blank.
31
Page 32

WALTER MEIER (Manufacturing) Inc.
427 New Sa nford Road
LaVergne, Tennessee 37086
Phone: 800-274- 6848
www.jettools.com
www.waltermeier.com
32
 Loading...
Loading...