

Page 1

This .pdf document is bookmarked
Operating Instructions and Parts Manual
4-ft. Radial Arm Drill Press
Models J-1 23 0R , J- 123 0R - 4
JET
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-320036
Ph.: 800-274-6848 Revision C1 05/2014
www.jettools.com Copyright © 2014 JET
1
Page 2
1.0 Warranty and Service
JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please
contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
JET branded website.
• JET products carry a limited warranty which varies in duration based upon the product. (See chart below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Co vered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide proof
of initia l p u rch a s e whe n calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. JET has Authorized Service Centers located throughout the
United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the JET website.
More Informa tion
JET is constantly adding new products. For complete, up-to-date product information, check with your local distributor
or visit the JET website.
How S tate Law A pplies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
JET LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH PRODUCT.
EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG AN
IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
JET SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
JET sells through distributors only. The specifications listed in JET printed materials and on official JET website are
given as general information and are not binding. JET reserves the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET
Product Listing with Warranty Period
90 Days – Parts; Consumable items; Light-Duty Air Tools
1 Year – Motors; Machine Accessories; Heavy-Duty Air Tools; Pro-Duty Air Tools
2 Year – Metalworking Machinery; Electric Hoists, Electric Hoist Accessories; Woodworking Machinery used
for industrial or commercial purposes
5 Year – Woodworking Machinery
Limited Lifetime – JET Parallel clamps; VOLT Series Electric Hoists; Manual Hoists; Manual Hoist
Accessories; Shop Tools; Warehouse & Dock products; Hand Tools
NOTE: JET is a division of JPW Industries, Inc. References in this document to JET also apply to JPW Industries,
Inc., or any of its successors in interest to the JET brand.
®
branded products are not sold in Canada by JPW Industries, Inc.
2
Page 3

2.0 Table of Contents
Section Page
1.0 Warranty and Service ..................................................................................................................................... 2
2.0 Table of Contents ........................................................................................................................................... 3
3.0 Safety ............................................................................................................................................................. 5
3.1 Machinery General Safety Warnings .......................................................................................................... 5
3.2 General Electrical Cautions ........................................................................................................................ 6
3.3 Safety Instructions for Drill Presses ........................................................................................................... 6
4.0 Specifications ................................................................................................................................................. 7
4.1 Machining Capacities ................................................................................................................................. 7
4.2 Machine Environment ................................................................................................................................. 8
4.3 Power Supply Requirements ...................................................................................................................... 8
4.4 Overall Dimensions, J-1230R ..................................................................................................................... 9
5.0 General Features and Terminology ............................................................................................................. 10
6.0 Set-Up and Assembly .................................................................................................................................. 12
6.1 Floor Diagrams for J-1230R ..................................................................................................................... 12
6.2 Unpacking ................................................................................................................................................ 13
6.3 Machine Set-Up ........................................................................................................................................ 14
6.4 Electrical Connections .............................................................................................................................. 15
7.0 Operating Controls ....................................................................................................................................... 16
8.0 Operation ..................................................................................................................................................... 17
8.1 Clamping workpieces ............................................................................................................................... 17
8.2 Tool insertion ............................................................................................................................................ 17
8.3 Tool Positioning over workpiece ............................................................................................................... 17
8.4 Unlocking arm and column mechanisms .................................................................................................. 18
8.5 Raising and lowering radial arm ............................................................................................................... 18
8.6 Moving drill head along arm ..................................................................................................................... 18
8.7 Rotating arm on support column .............................................................................................................. 18
8.8 Setting spindle speed ............................................................................................................................... 18
8.9 Feed rate and depth of cut ....................................................................................................................... 19
8.10 Setting feed rate ..................................................................................................................................... 19
8.11 Setting depth of cut using power feed system ........................................................................................ 20
8.12 Spindle direction and power feed ........................................................................................................... 20
8.13 Hand feed – roughing operations ........................................................................................................... 20
8.14 Fine hand feed using power feed system ............................................................................................... 20
8.15 Tapping .................................................................................................................................................. 21
8.16 Power ON/OFF ....................................................................................................................................... 21
8.17 Power ON light ....................................................................................................................................... 21
8.18 Coolant control ....................................................................................................................................... 21
8.19 Spindle motor controls ............................................................................................................................ 21
8.20 Turning off spindle drive ......................................................................................................................... 21
8.21 Resetting STOP swi tch .......................................................................................................................... 21
8.22 Using load ammeter ............................................................................................................................... 21
8.23 Tapping operations ................................................................................................................................. 21
8.24 Arm/spindle control lever ........................................................................................................................ 22
9.0 Adjustments ................................................................................................................................................. 22
9.1 Clamping Device ...................................................................................................................................... 22
9.2 Head/Rail Backlash .................................................................................................................................. 22
10.0 Spindle Speed Chart .................................................................................................................................. 24
11.0 Troubleshooting the J-1230R ..................................................................................................................... 25
12.0 Maintenance ............................................................................................................................................... 26
12.1 General Cleaning ................................................................................................................................... 26
12.2 Lubrication .............................................................................................................................................. 26
13.0 Replacement Parts ..................................................................................................................................... 28
13.1.1 Riser Mechanism: Exploded View ....................................................................................................... 28
13.1.2 Riser Mechanism: Parts List ................................................................................................................ 29
13.2.1 Column and Base: Exploded View ...................................................................................................... 30
13.2.2 Column and Base: Parts List ............................................................................................................... 31
13.3.1 Arm (Front): Exploded View ................................................................................................................ 32
13.3.2 Arm (Front): Parts List ......................................................................................................................... 33
13.4.1 Arm (Rear) and Clamping Gearbox: Exploded View ........................................................................... 34
3
Page 4
13.4.2 Arm (Rear) and Clamping Gearbox: Parts List .................................................................................... 35
13.5.1 Coolant System: Exploded View ......................................................................................................... 37
13.5.2 Coolant System: Parts List .................................................................................................................. 37
13.6.1 Gearbox Assembly (Head): Exploded View ........................................................................................ 38
13.6.2 Gearbox Assembly (Head): Parts List ................................................................................................. 39
13.7.1 Rear of Head: Exploded View ............................................................................................................. 42
13.7.2 Rear of Head: Parts List ...................................................................................................................... 43
13.8.1 Counterweight Assembly: Exploded View ........................................................................................... 44
13.8.2 Counterweight Assembly: Parts List .................................................................................................... 44
14.0 Electrical Connections for J-1230R ............................................................................................................ 45
14.1 Electrical Connections for J-1230R: Parts List ....................................................................................... 46
Familiarize yourself with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result i n minor injury and/or
possible machine damage.
This means that if precautions are not heeded, it may result i n serious or even fatal
injury.
4
Page 5

3.0 Safety
- Misuse of this machine can cause serious
injury.
- For safety, machine must be set up, used and
serviced pr operl y .
- Read, understand and f oll ow instruct ions i n the
operator’s and parts manual which was
shipped with your machine.
When setting up machine:
- Always avoi d using machine in dam p or poorly
lighted work areas.
- Always be sure machi ne is securely anchored
to the floor.
- Always keep machine guar ds i n plac e.
- Always put start switch in “OFF” position before
plugging in machine.
When usin g ma chine:
-Never operate with machine guards missing.
-Always wear safety glasses with side shields
(See ANSI Z87.1)
-Never wear loose clothing or jewelry.
-Never overreach — you may slip and fall into
the machine.
3.1 Machinery General Safety Warnings
1. Always wear protective eye wear when
operating machinery. Eye wear shall be impact
resistant, protective safety glasses with side
shields which comply with ANSI Z87.1
specifications. Use of eye wear which does not
comply with ANSI Z87.1 specifications could
result in severe injury from breakage of eye
protection.
2. Wear proper apparel. No loose clothing or
jew elry w hic h ca n get c aug ht i n mov ing p art s.
Contain long hair. Rubber soled footwear is
recommended for best footing.
3. Do not overreach. Failure to maintain proper
working position can cause you to fall into the
machine or cause your clothing to get ca ught
— pulling you into the machine.
4. Keep guards in place and in proper working
order. Do not operate the machine wit h guards
removed.
5. Avoid dangerous working environments. Do
not use stationary machine tools in wet or
damp locations, or in an explosive
environment. Keep work areas clean and wel l
lit. Special electrics should be used when
working on flammable materials.
6. Avoid accidental starts by being sure the start
switch is “OFF” before plugging in the
machine.
7. Machinery must be anchored to the floor.
8. Never leave the machine running while
unattended. Machine shall be shut off
whenever it is not in operation.
-Never leave machine running while you are
away from it.
-Always shut off the mac hine when not in use.
When servicing machin e:
-Always unplug machine from electrical power
while servicing.
-Always follow instructions in operator’s and
parts manual when changing accessory tools
or parts.
-Never modify the machine without consulting
JET.
Read and follow these simple rules for best results
and full benefits from your machine. Used properly,
JET machinery is among the best in design and
safety. However, any machine used improperly can
be rendered inefficient and unsafe. It is mandatory
that those who use our products be properly
trained in how to use them correctly. They should
read and understand the Operating Instructions
and Parts Manual as well as all labels affixed to the
machine. Failure to follow all of these warnings can
cause serious injuries.
9. Disconnect electrical power before servicing.
Whenever changing accessories or general
maintenance is done on the machine,
electrical power to the machine must be
disconnected before work is done.
10. Maintain all machine tools with care. Follow all
maintenance instructions for lubricating and
the changing of accessories. No attempt shall
be made to modify or have makeshift repairs
done to the machine. This not only voids the
warranty but also renders the machine unsafe.
11. Secure work. Use clamps or a vise to hold
work, when practical. It is safer than using y our
hands and it frees both hands to operate the
machine.
12. Never brush away chips while the machine is
in operation .
13. Keep work area clean. Cluttered areas invite
accidents.
14. Remove adjusting keys and wrenches before
turning machine on.
15. Use the right tool. Don’t force a tool or
attachment to do a job for which it was not
designed.
16. Use only recommended accessories and
follow manufacturer’s instructions pertaining to
them.
17. Keep hands in sight and clear of all moving
parts and cutting surfaces.
5
Page 6
18. All vis itors s hould be kept a saf e distance f rom
the work area. Make workshop completely
safe by using padlocks, master switches, or b y
rem o vi ng st ar t e r keys.
19. Know the tool you are using; its application,
limitations, and potential hazards.
3.2 General Electrical Cautions
This machine should be grounded in accordance with the National Electrical Code and local codes and
ordinances. This work should be done by a qualified electrician. The machine should be grounded to protect
the user from electrical shock.
Caution: For circuits which are far aw ay from the electrical service box, the wire size m ust be increased in
order to deliver ample voltage to the motor. To minimize power lo sses and to prevent motor o verheating and
burnout, the use of wire sizes for branch circuits or electrical extension cords according to the f ollowing table is
recommended:
Conductor Length
0 – 50 Ft. No. 14 No. 14
50 – 1 00 Ft. No. 14 No. 12
Over 100 Ft. No. 12 No. 8
240 Volt Lines 120 Volt Lines
Table 1
AWG Num ber
3.3 Safety Instructions for Drill Presses
1. A ll work shall be secured using either clamps or a vise to the drill press table. It is unsafe to use your
hands to hold any workpiece being drilled.
2. Drill press head and table shall be securely locked to the column before operating the drill press. This must
always be checked prior to starting the machine.
3. A lways use the correct tooling. Tooling shall always be m aintained and properly sharpened. All tooling
must be run at the proper speeds and feeds as they apply to the job. Use only recommended accessories
and follow those manufacturer’s instructions pertaining to them. Tooling shall not be forced into any
workpiece but fed according to the proper specifications. Failure to follow these instructions will not only
ruin the tooling as well as the machine, but can cause serious injury.
4. Never brush away shavings or chips while the m achine is in operation. All clean up should be done af ter
the machine is stopped.
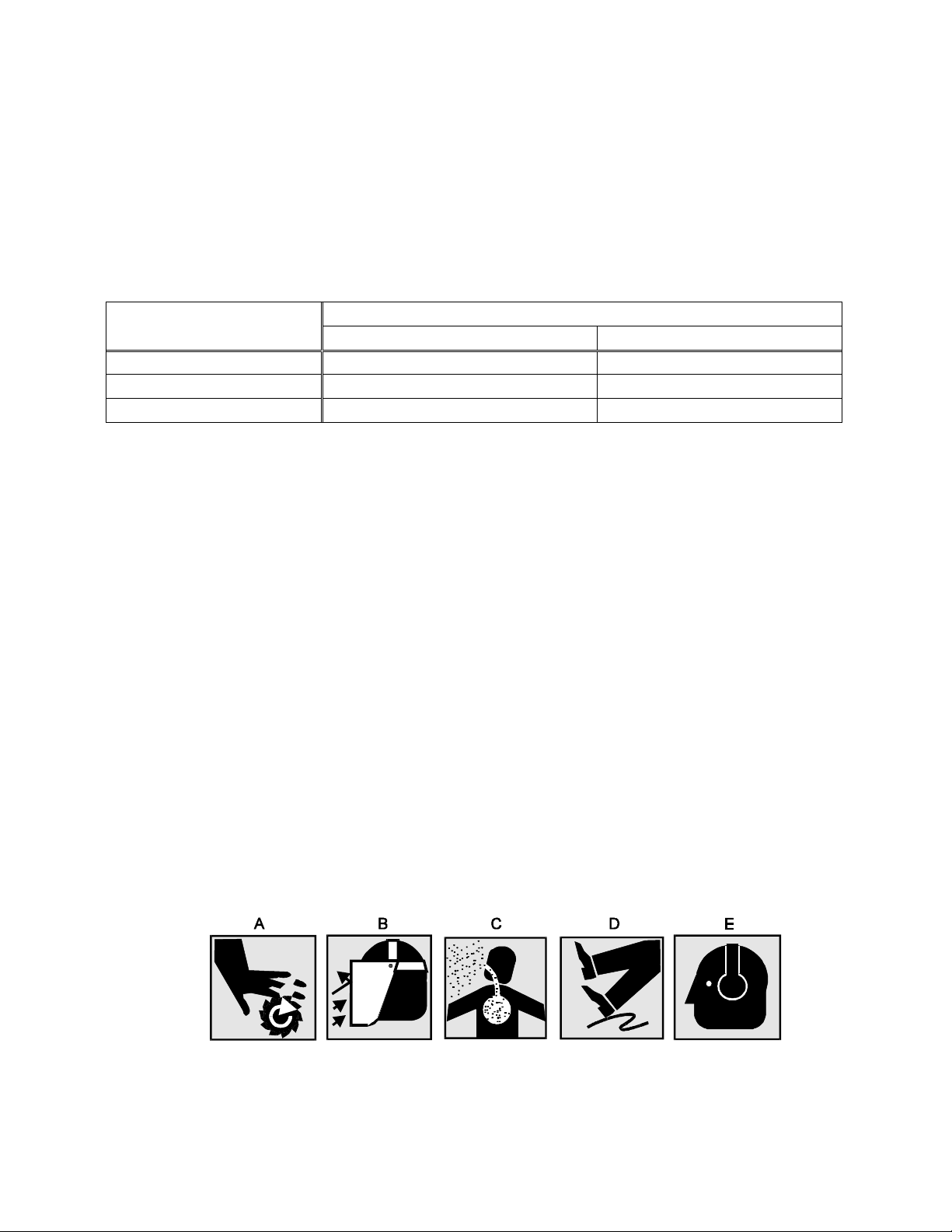
5. Keep hands in sight. Do not put hands or fingers around, on, or below any rotating cutting tools. Leather
safety gloves should be used when handling any sharp objects or cutting tools. See Figure A.
6. Always wear protective eye wear when operating, servicing or adjusting machinery. Eyewear shall be
impact resistant, protective safety glasses with side s hields complying with ANSI Z87.1 specificat ions. Use
of eye wear which does not comply with ANSI Z87.1 specifications could result in severe injury from
breakage of eye protection. See Figure B.
7. When drilling in material which causes dust , a dust mask shall be worn. See Figure C.
8. Avoid contact with coolant, especially guarding the eyes.
9. Non-slip footwear and safety shoes are recommended. See Figure D.
10. Wear ear protectors (plugs or muffs) during extended periods of operation. See Figure E.
Figure 1
6
Page 7
4.0 Specifications
The JET Model J-1230R is a powerf ul and versatile radial arm dri ll pre ss. T he dri ll head is m ounted o n a n arm
and can slide along the arm to position the spindle over the work piece. The arm itself c an be rotated on its
support column to allow centering the spindle over the work piece.
Drilling can be performed manually or with power feed assistance. In addition, parameters of RPM, power feed
rate and drilling depth can be pre-set by the operator, using contr ols conveniently positioned on the drill head.
The power train gears and spline shaft are made of high quality heat-treated and ground nickel chrome steel,
offering greater strength and smoothness to high-torque loads. The spindle is of case hardened steel and
supported by dual row taper roller and thrust ball bearings at the nose, with thrust and axial bearings at the top.
The frame is made of Meehanite® and high-tensile strength cast iron.
A precision machined box table allows convenient posit ioning and clamping of smaller work pieces. The box
table can be removed from the base to allow larger workpieces to be clamped on the base itself. Both table and
base have multiple T-slots for clamping set-ups.
Model number .......................................................................................................................................... J-1230R
(J-1230R-4 is the same machine but wired for 460V operation)
Stock numbers:
J-1230R .................................................................................................................................................. 320036
J-1230R-4 .............................................................................................................................................. 320037
Head and Spindle:
Push button controls .................................................................................................................................. 110V
Spindle motor (model J-1230R) ..........................TEFC, 5/3 HP (3.7/2.2kW), 3 PH, 230V only, 13/18 A, 60Hz
Spindle motor (model J-1230R-4) .....................TEFC, 5/3 HP (3.7/2.2kW), 3 PH, 460V only, 6.6/7.5 A, 60Hz
Spindle taper .................................................................................................................................. Morse No. 4
Spindle speeds.......................................................................................... twelve speeds, within 45-1550 RPM
Quill (s pindle ) travel ............................................................................................................... 9-7/8 in. (247mm)
Quill (spindle) travel with powerfeed engaged ......................................................................... 9-7/16 (240mm)
Spindle travel along arm, total.................................................................................................... 35 in. (875mm)
Feed rates (distance per revolution) ......................................................................... 0.002, 0.004, 0.006 in/rev
Base surface to spindle, maximum (no tooling) ....................................................................... 54 in. (1350mm)
Base surface to spindle, minimum (no tooling) .................................................................... 19-3/8 in. (484mm)
Column to spindle center distance, maximum ......................................................................... 46 in. (117 0 mm)
Column to spindle center distance, minimum ...................................................................... 13-3/8 in. (334mm)
Sound level (approx. 3-1/4 ft./1m from gearbox) * .................................. 82 dB at 1500 rpm; 79 dB at 88 RPM
Arm and Co lumn:
Column diameter .............................................................................................................. 11-13/16 in. (300mm)
Arm vertical travel on column ............................................................................................... 34-5/8 in. (880mm)
Arm elevating motor ................................................... TEFC, 1 HP (0.75kW), 3 PH, 230/460V, 3.2/1.6A, 60Hz
Clamping motor .......................................................... TEFC, 1 HP (0.75kW), 3 PH, 230/460V, 3.2/1.6A, 60Hz
Base and Table:
Box table dimensions (LxWxH) .................................................. 25 x 20-1/2 x 16-1/2 in. (635 x 520 x 419mm)
T-slots in Table................................................................................................................. five at 3/4 in. (19mm)
Base dimensions (LxWxH) ...................................................................... 68 x 28 x 7 in. (1710 x 715 x 180mm)
T-slots in Base ...............................................................................................................
Additional specifications:
Coolant pump motor.................................................. TEFC, 1/8 HP (0.1kW), 3 PH, 220/440V, 0.2/0.1A, 60Hz
Machine height (floor to motor at maximum elevation) .................................................... 109-1/2 in. (2780mm)
Shipping Dimensions (LxWxH) ........................................................... 80 x 39 x 88 in. (2035 x 995 x 2240mm)
Net weight ............................................................................................................................... 4,630 lbs/2100kg
Shipping weight ....................................................................................................................... 5,070 lbs/2300kg
* Measur ed under test conditions SS41 material, 32mm thick, Ø32mm tool.
three at 3/4 in. (19mm)
4.1 Machining Capacities
Drilling Tapping Boring
Mild Steel 1-7/8 in. (47.63mm) 1” (25.4mm) 3-3/8” (84mm)
Cast iron 2-5/16 in. (58.75mm) 1-1/2” (38.1mm) 4-3/4” (119mm)
Table 2
7
Page 8

4.2 Machine Environment
1. Do not position the machine where it receives direct sunlight.
2. Normal ambient temperature should be between +5°C (41°F) and 40°C (104°F).
3. Humidity: Between 30% and 95%. At maximum temperature of 40°C/104°F, relative humidity should not be
over 50%. Higher humidity is acceptable at relative lower temperatures (e.g. 90% humidity at 20C°).
4. Keep machine away from gasoline, chemical substances, dust, acid, sulfides, magnetic interfere nce and
ex plosive environments.
5. Keep machine away from electrical interference sources such as welding machines and EDM (Electric
Discharge Machining).
6. Illumination of work area should be greater than 500lux.
7. Work area must have adequate ventilation.
4.3 Power Supply Requirements
1. Acceptable voltage fluctuation: normally +/- 10%
2. Acceptable frequency fluctuation: +/- 1Hz (50/60Hz)
3. Acceptable momentary power-off duration: less than 10m.sec
4. Acceptable voltage impulse:
Peak value: 200% or less than the line voltage of the actual value (rms.value).
Duration: 1.5m.sec or less.
5. Acceptable AC voltage of the waveform distortion.
6. Acceptable imbalance of the line voltage: 5% or less.
8
Page 9
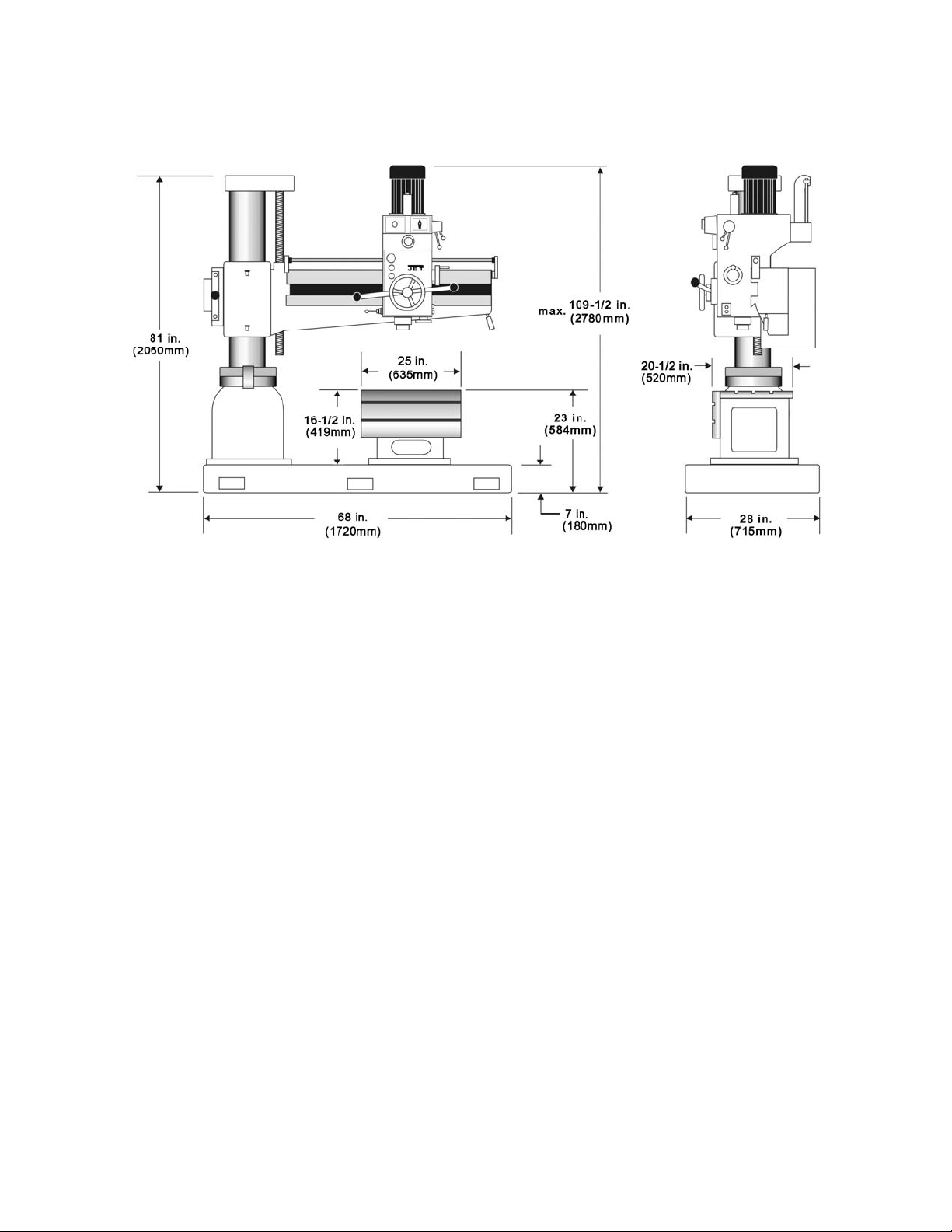
4.4 Overall Dimensions, J-1230R
Figure 2
The specifications in this manual were current at time of publication, but because of our policy of continuous
improvement, JET reserves the right to change specifications at any time and without prior notice, without
incurring obligations.
9
Page 10
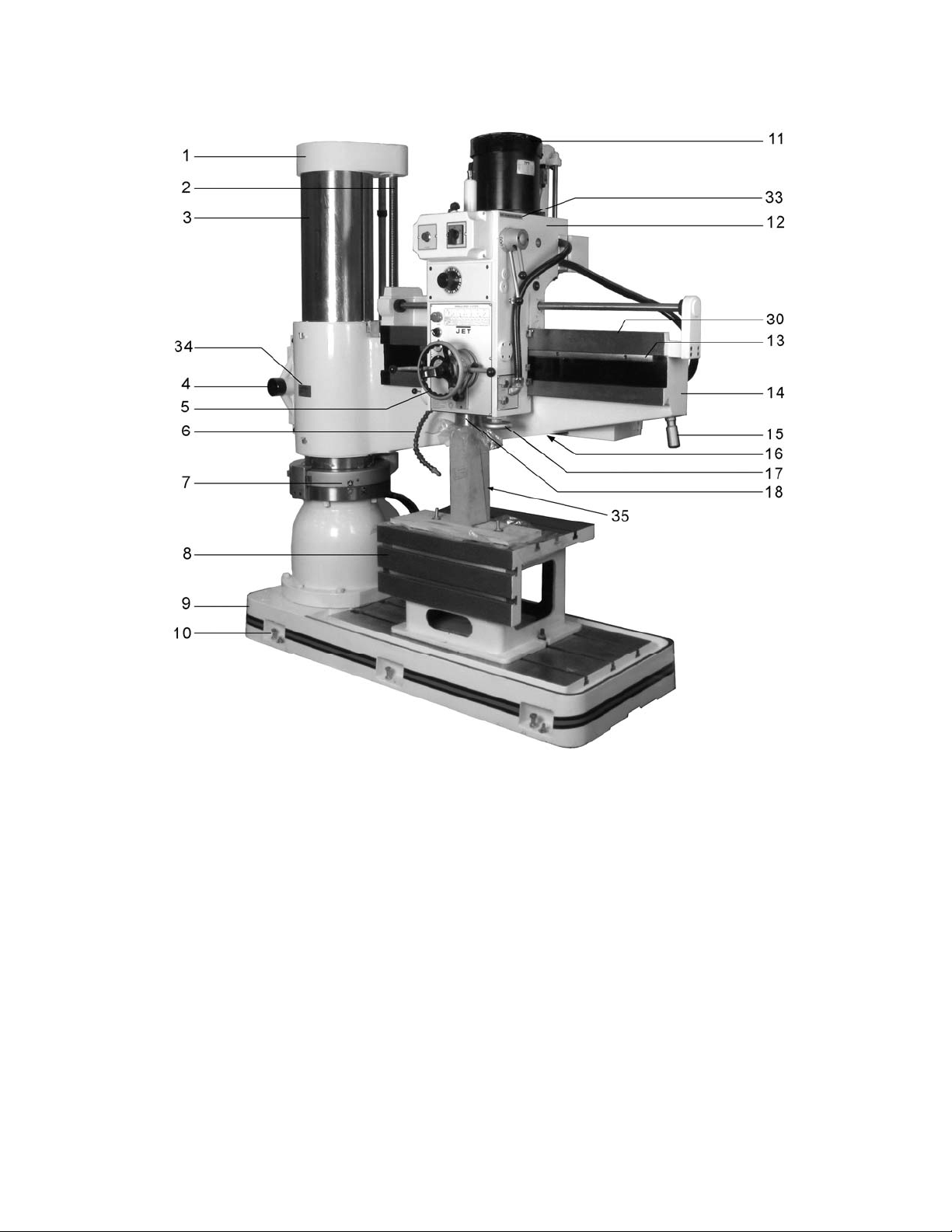
5.0 General Features and Terminology
Figure 3
1. Top Cap
2. Elevating Ball Screw
3. Column
4. Locking Nut
5. Handwheel (horizont al gear box travel)
6. Coolant Nozzle
7. Column Clamping Indicators
8. Box Table
9. Base
10. Leveling Screws
11. Spindle Motor
12. Drill Head/ Gearbox (see Fig ure 10 for details)
13. RaCK
14. Arm
15. Arm Rotation Handle
16. Work Lamp
17. Fine Feed Handwheel
18. Spindle
19. Work Lamp Toggle Switch
20. Electrical cabinet
21. Counterweight System
22. Clamping Rod
23. Guard Panel
24. Clamping Gear
25. Coolant Pump
26. Arm Rai sing Motor
27. Clamping Motor
28. Clamping Gearbox
29. Elevating Worm Gear Reducer
30. Arm Rail
31. Caut ion Label – High Voltage (p/n CL-HV)
32. Warning Lab el – Ti pping Risk (p/n J1230R-WL)
33. Caut ion Label – Stop Spindle (p/n J1 230R-CL)
34. Machin e Identification P l ate
35. Support Block (for shipping only)
10
Page 11
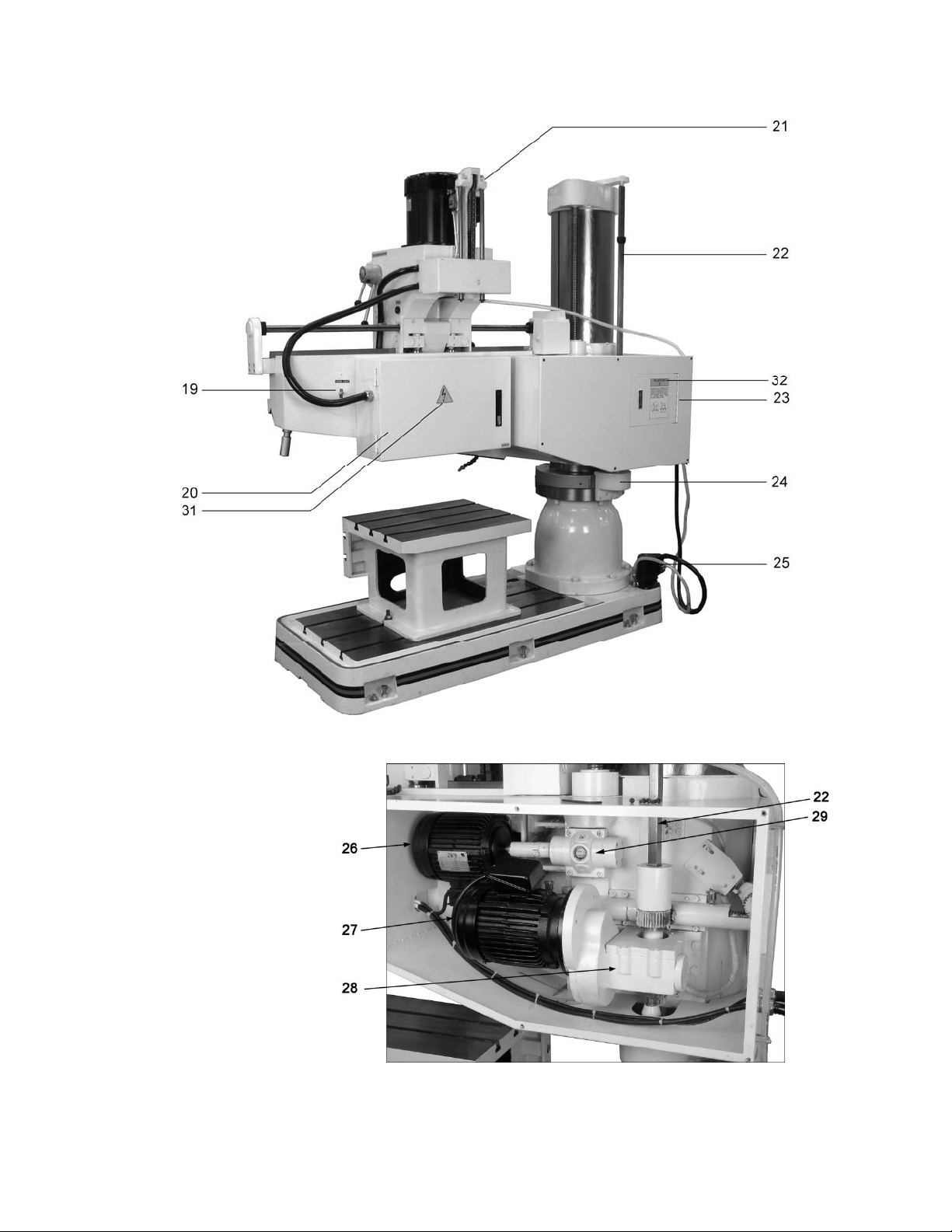
General Features and Terminology (cont.)
Figure 4
Figure 5
12
Page 12
6.0 Set-Up and Assembly
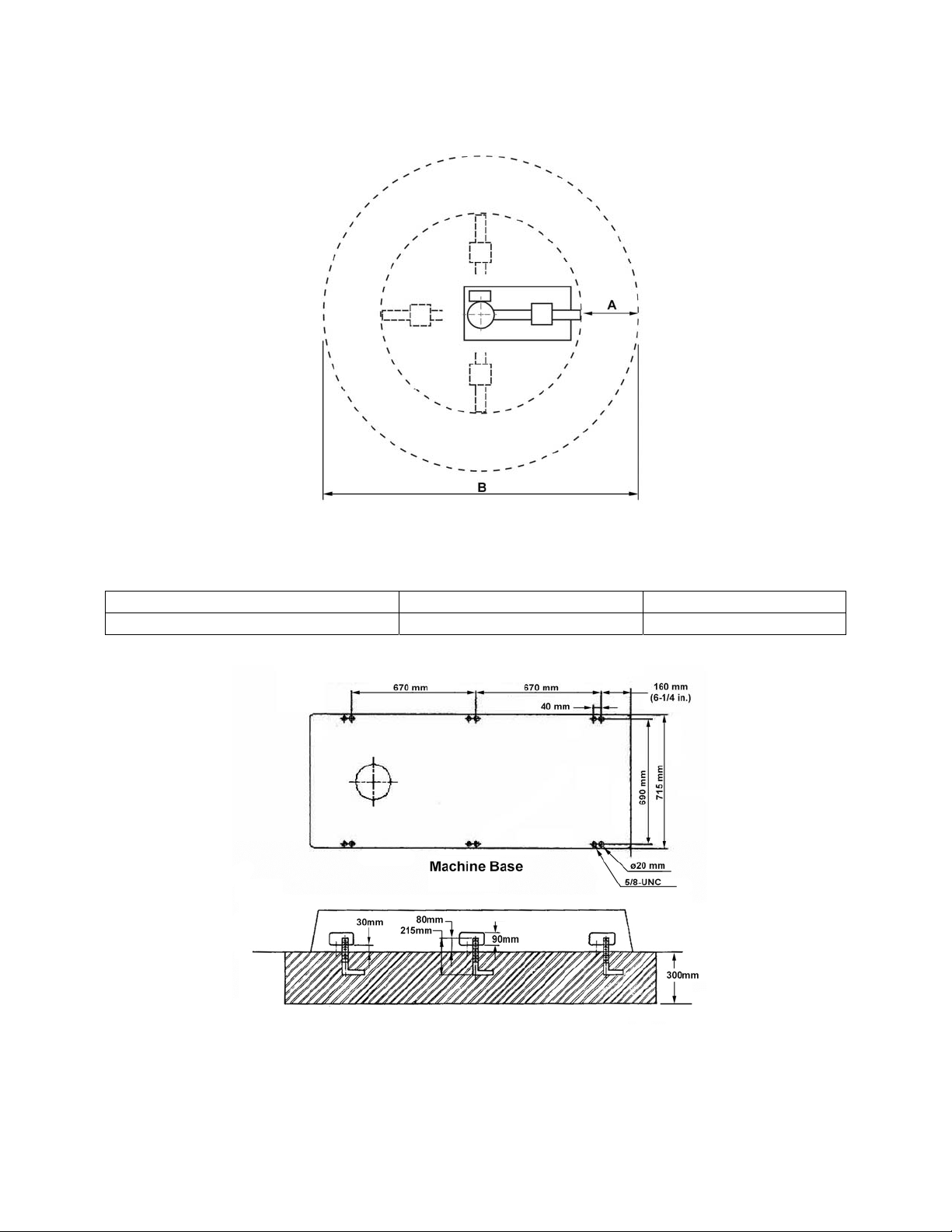
6.1 Floor Diagrams for J-1230R
Figure 6
Figure 4 shows spacing for the 360° rotational path of the arm, plus 1000mm (appro x. 40 inches) of general
maintenance area on each side.
Distance column center to arm limit Maintenance area (A) Total space required (B)
1546mm (61 in.) 1000mm (40 inches) 5092mm (200 in.)
Figure 7
12
Page 13

6.2 Unpacking
Remove any remnants of the shipping crate and
check for shipping damage. Report any damage
immediately to your distributor and shipping agent.
Do not discard any shipping material until the
Radial Arm Drill Press is installed and running
properly.
Compare the contents of your container with the
following parts list to make sure all parts are intact.
Missing parts, if any, should be reported to your
distributor. Read the instruction manual thoroughly
for assembly, maintenance and safety ins tructions.
Contents of Shipping Container
(Figure 9)
1 Radial Arm Drill Press (not shown)
6 Leveling Pads
1 Tool Box, containing:
1 Grease gun
1 Oil bottle
1 Tapered Drift
1 Adjustable wrench
1 Set of hex keys
1 Flat blade screwdriver
1 Cross point screwdriver
1 Instructions and Parts Manual (not shown)
1 Warranty Card (not shown)
1 Manufacturer’s Test Chart (not shown)
Figure 8
Read and understand the entire contents of this manual before attem pting set-up or
operation! Failure to comply may cause serious injury.
13
Page 14
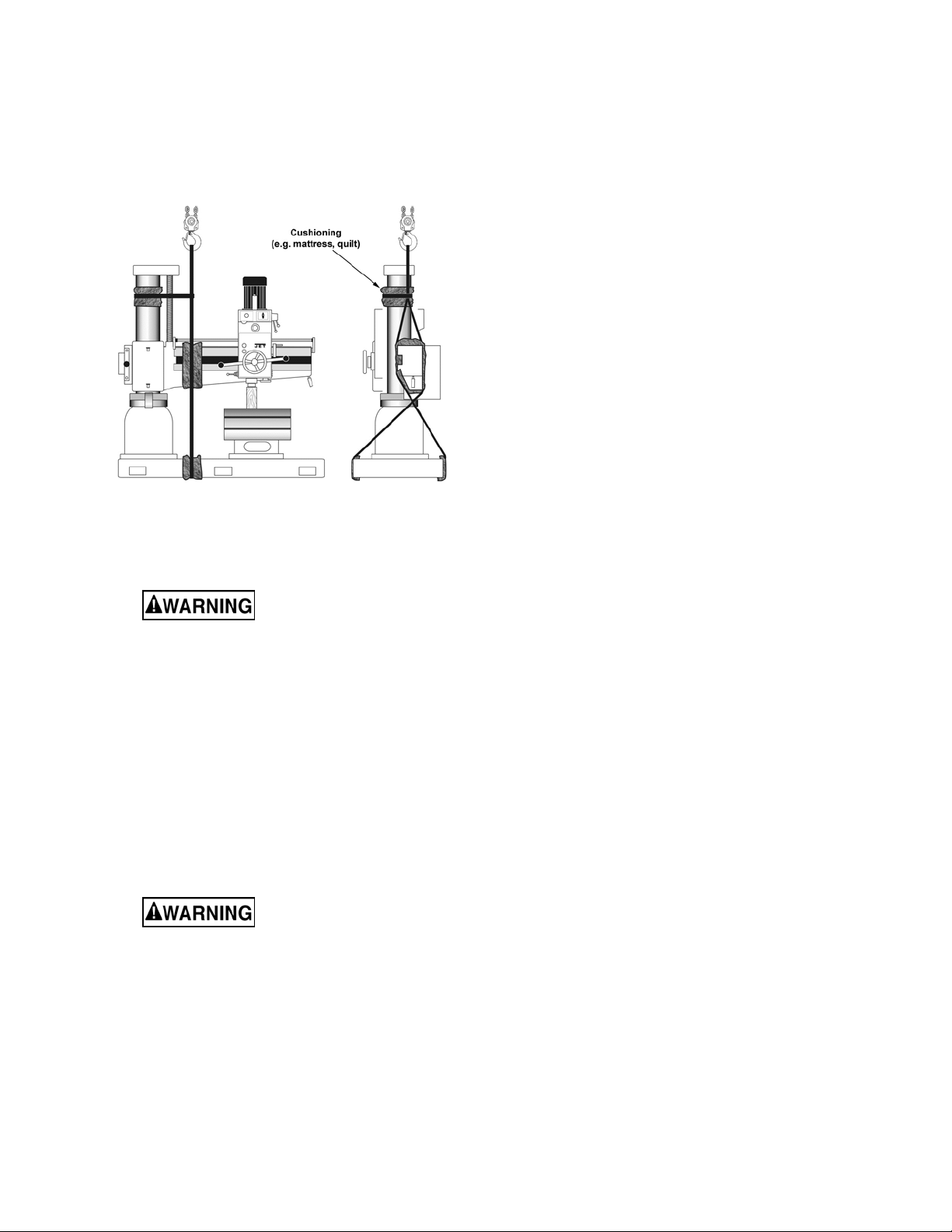
6.3 Machine Set-Up
1. After dismantling the crate, remove the toolbox
and any accessory items from around the
machine.
2. Place lifting straps as s hown in Figure 9. Use
cushioning to protect machine surfaces.
8. Turn on the drill press (see Section 8.0
Operation), push the unlock button, and move
the arm elevation lever to UP, until the quill
clears the shipping block. Remove shipping
block and wood platform from the box table.
9. Wipe the surfaces of the machine which have
been treated with a protective coating, using
mineral spirits or a cleaner/degreaser.
10. Inspect all sight glasses on the machine to be
certain they are filled to their level lines. If low,
add fluid as necessary according to
instructions in Section 11.2 Lubrication.
11. Perform a lubrication check at all points
recommended in Section 11.0.
12. Follow directions in Section 8.0 Operation to
check all operation functio ns of the drill press.
If coolant is being used, put coolant in the
sump and test coolant delivery.
13. When all of the above operations are
complete, the machine is ready for service.
Figure 9
3. Remove the bolts holding the machine to the
skid.
All lifti ng equipment must
be rated appropriately to safely sustain t he
weight of the drill press. Do not allow
anyone near or beneat h the machine while
it is being moved.
4. Lift the machine and position it over the anchor
bolts in an area with good lighting, and a level
and well-supported floor.
5. Place the leveling pads beneath the level
adjusting bolts. Place a level (its tolerance
should be within 0.02mm/m) on the box table
and level the machine.
6. The drill press MUST be anchored to the floor.
Use the layout diagram in Section 6.1 as a
guide, and mount the nuts to the ground bolts.
Failure to anchor the
machine properly, according to the
diagrams, could result in the machine
tipping over and consequent damage to the
machine and possible injury to the machine
operator and bystanders.
7. Connect the electrical service branch to the
machine according to the instructions which
follow in section 6.4 Electrical Connections.
This work should be done only by a qualified
and licensed electrician who is familiar with
machine service and national and local codes.
14
Page 15
6.4 Electrical Connections
Electrical set-up should be
performed only by a licensed electrician who is
familiar with national and local electrical codes.
This machine must be properly grounded to
help prevent electrical shock and possible fatal
injury.
Model J-1230R radial drills are tested before
shipping, for all functions and circuits under
electrical power specified for the machine and
motors. The only hook-up requirement should be
for correct connection to an appropriate cutout on
an appropriate service branch.
Where the following instructions do not agree with
local electrical codes and procedures, the
applicable codes and procedures should be
followed, exclusively.
Wiring diagram
A wiring diagram for the drill pre ss is found inside
the door of the electrical cabinet. It is also shown at
the back of this manual. This diagram is for
reference by your licensed installing or servicing
electrician. In addition to using a licensed
electrician for connection to the drill press service
branch, the servicing of components and circuits
inside the control box should be serviced only by a
qualified electrician. This includes fuse
replacement, if required. If any of these fuses,
upon replacement, should continue to fail at short
service intervals, the electrician should be asked to
check all machine components for excessive loads,
short circuits or other failures.
Electrical branch service
The machine is wired for either a 230V or 460V 3phase service branch. The cable supplying the drill
press will be tagged with the voltage at which the
machine was tested and corresponding to the
customer's order.
If the tag has been lost, it will be necessary for you
to open the electrical cabinet on the rear of the drill
press and examine the connections on the
transformer found inside the box. The transformer
can be connected to either a 230 or 460 volt
source and its taps are labeled for voltage. By
locating the source tap on the transformer you will
be able to determine the branch voltage required.
It is recommended that the 230 volt Drill Press be
connected to a dedicated 25 amp circuit with a 25
amp circuit breaker or time delay fuse. Connect the
460 volt drill press to a dedicated 15 amp circuit
with 15 amp circuit breaker or time delay fuse.
Local codes take precede nce over r ecomm enddations.
Connecting branch to drill pr ess
1. Disconnect the service branch to the machine
by moving the lever or rocker switch on the
cutout box to OFF.
2. Connect the green wire (or green with white
trace) to the branch ground.
3. Connect the remaining three wires in the cable
(labeled R, S and T) to the three power lines in
the branch.
4. Turn the power to the machine ON at the
cutout box.
5. Turn the coolant switch (See Figure 10) to the
ON position.
Make sure there is coola nt
in the flood coolant system before
operating the pump.
6. Observe the rotation through the glass atop
the pump. The shaft should be rotating in the
direction of the arrow cast into the pump
assembly. If the shaft is rotating the wrong
direction, the power leads need to be
switched. Correct as follows:
7. Disconnect power to t he machine by turning it
off at the cutout box.
8. Reverse any two of the power lead
connections.
9. Repeat steps 4, 5, and 6, above, and you
should observe the pump shaft turning in the
proper direction. The electrical service to the
machine is now complete.
A service disconnect is rec ommended. The use of
fuses or circuit breakers for each of the voltage
supply wires is required. Use fuses or circuit
breakers which are appropriate to the voltage for
the motor system delivered.
A positive cut-out/lock-out lever or rocker switch
should be located on the outside of the service
disconnect to allow the machine operator to
disconnect from the branch circuit when working
with tooling on the machine.
15
Page 16

7.0 Operating Controls
Figure 10
Operating Controls
16
Page 17

8.0 Operation
To remove tooling:
8.1 Clamping workpieces
To load/unload heavier workpieces, unlock t he arm
and rotate it out of the way. Lift the workpiece w ith
slings or other properly rated lifting equipment.
Both the box table and the base surface are slotted
to accept a suitably sized T-slot clamp. Before
beginning any work on the drill press, anchor the
work piece, and the box table if used, to be certain
that the workpiece and/or box table will not move
when the tool enters the workpiece.
If the box table will not be used, simply remove the
nuts at the base, and move the table off using
proper lifting equipment.
Failure to properly anchor
workpiece and box table could result in
damage to machine, damage to wor kpiece, a nd
severe injury to machine operator. Never work
on the drill press without clamping the
materials using a T-slot system set-up.
8.2 Tool insertion
The Model J-1230R uses a No. 4 Morse taper in
the spindle to secure tooling. Any drill, milling
cutter, or tool holder with an MT-4 can be inserted
into the quill.
8. Verify that machine is disconnected from
power.
9. Place a wood block under the tooling in the
spindle, to prevent it being damaged should it
fall out during the re moval process.
10. Lower the quill using the feed levers until t he
tool removal window is exposed.
11. Insert tapered drift (included in toolbox) into
the removal window, above the tip of the
tooling shank.
12. Use leather gloves to hold the tooling with your
hand to prevent it falling from the quill.
13. With your free hand, tap the tapered drift with
a hammer until the tooling can be removed.
8.3 Tool Positioning over workpiece
After the workpiece has bee n clamped to the base
or table, position the tooling over the workpiece,
using any or all of the following methods:
1. Adjusting the height of the arm on the support
column.
2. Moving the drill head along the arm.
3. Rotating the column upon which the arm and
head are attached.
The first step in removing or
inserting any tooling is to be absolutely certain
the machine cannot be accidentally started
during the insertion or removal operation. The
only way to be certain of this fact is to disconnect
power to the machine. The service box should
have a cut-out switch or lever on the outside of the
box. Put the switch or lever in the OFF position
before inserting or removing tooling.
To insert tooling:
1. Verify that machine is disconnected from
power.
2. Be certain the spindle is clean, free from oil,
and ready to accept the shank of any tooling.
3. Check the shank of the tooling to be certain
the tooling is free from dirt, nicks or burrs. If
nicks or burrs are discovered, file or sto ne the
shank until it is smooth.
4. Be certain quill is in full UP position.
5. Slide shank of tooling into the spindle until it
seats.
6. Use a soft-faced mallet (such as lead, plastic,
brass, etc.) to give the tooling a sharp tap on
its tip. This will secure the tooling in the taper.
7. Reestablish power to the machine and the drill
is ready to use.
17
Page 18

8.4 Unlocking arm and column
mechanisms
A motorized locking system is used to lock the
head to the arm, the arm to t he column, and the
column to the base.
When you push UNLOCK, all of the locks are
unlocked. When you push LOCK, all of the locks
are locked.
The buttons which control t he locks are located on
the right-hand side of the drill head (see Figure 10).
Press and hold the UNLOCK button until the arrow
(Figure 11) points to “B”. Release the button. The
clamping device is now disengaged. When locking,
press and hold the LOCK button until the arrow
points to “A”. The clamping device is now reengaged.
Always be certain the locks
are engaged before using the drill press. Pull
on the arm handle and try to rotate the
handwheel at the front of the head, before
starting the spindle. Failure to have all locks
secure may result in damage to tooling,
damage to workpiece, and possible injury to
the operator.
2. Turn handwheel to move the drill head along
the arm. See Figure 10.
3. When drill head is at desired position on the
arm and if no other adjustments to spindle
location are required, push the LOCK button to
secure all machine locks.
NEVER swing the drill press
arm on the support column unless you are
absolutely certain the drill press base is firmly
attached to the shop floor. If the arm is moved off
its position directly above the base and the base is
not bolted to the floor, THE DRILL MAY TIP OVER
AND CAUSE SERIOUS INJURY TO THE DRILL
PRESS OPERATOR, and will certainly result in
damage to the drill press itself.
8.7 Rotating arm on support column
1. Power to the drill press must be ON – then
release the machine locks by pushing the
UNLOCK push button .
2. Swing the arm using the handle (see Figure
10) to required spindle position.
3. When the spindle is positioned correctly and
no other adjustments are required, push the
LOCK button to secure all machine locks .
Figure 11
8.5 Raising and lowering radial arm
1. Power to the drill press must be ON – then
release the machine locks by pushing the
UNLOCK button.
2. Raise or lower arm to required height using the
arm/spindle control lever (see Figure 10). See
also Section 8.24 Using the control lever.
3. W hen the arm is at required height and if no
other adjustments to spindle location are
required, press the LOCK button to secure all
machine locks.
8.6 Moving drill head along arm
1. Power to the drill press must be ON – then
release the machine locks by pushing the
UNLOCK button.
8.8 Setting spindle speed
Spindle speeds are established using the gear
change levers on the upper right-hand side of the
drill head (See Figure 10). The shorter of the two
levers operates a two-speed mechanism which
puts the gearbox in either high gear or low gear. A
HI/LOW indicator on the upper left hand side of the
drill head identifies the selected speed range.
The longer gear change lever operates a three
speed gearbox mechanism. A detent in the middle
of the lever travel indicates when the lever is in
intermediate gear position.
This gearbox set-up gives you a tota l of si x spindle
speeds which may be selected. The two-speed
spindle drive motor, therefore, increases the
number of available speeds to 12. The speed
selected clearly depends on the position of both
gear change levers and whether the motor switch
on the top front of the drill head is on LOW or HI
speed.
A table on the front of the drill head shows gear
change lever and motor switch values required to
select each speed. A similar table is included in
Section 10.0 of this manual.
On the gear change table you will also find the
recommended drill sizes for the various speeds
which are selectable. These recommendations
are only approximate. With the wide variety of
drill types and coatings available, as well as cutting
fluids, and the even wider variety of work piece
materials which you might be machining – you
18
Page 19

need to consult with your tooling, coolant and/or
work piece suppliers to determine the best spindle
speed to use for any specific drilling operation.
Do not try to change gears
while the spindle is turning. This may cause
serious damage to the spindle drive system.
Allow the spindle to stop completely before
attempting to change gears. If the gear change
lever you want to move does not slip easily into the
new position, jog the motor for a second using the
control lever. Then allow the spindle to come to a
stop before attempting to change gears again.
Repeat this jogging process, as necessary, until
the gears match up properly for changing.
Plan for quill movement
during high speed spindle r otation. High speed
rotation without quill travel will increase
spindle temperatures.
8.9 Feed rate and depth of cut
The J-1230R has limit switches on the quill which
cut power to the drive motor when the quill has
reached either the upper or lower limit of its tra vel.
This system is designed to prevent gearbox
damage if the power feed mechanism is engaged –
damage which would occur if the quill were to
bottom out against the upper or lower limit of quill
travel. In the event of failure of either limit switch
there is also a safety clutch mechanism which will
slip when travel limits are reached.
However, while you are able to use virtually the full
travel of the quill for drilling or other operations, the
drill press operator typically sets both the rate of
feed (travel-per-revolution of the spindle), and the
depth of cut (quill travel to make the required cut).
Figure 12
Any of the three feed rates are available for
selection using any of the spindle speeds
available. There will be a recommended feed rate
for any drilling or boring operation, and this rate
must be determined by consulting appropriate
machining handbooks or by consulting with your
tooling and work piece suppliers.
These two operations are described here:
8.10 Setting feed rate
The feed rate is set using the knob and dial on the
front of the drill head. See Figure 12. The knob
can be rotated to select any of three different feed
rates, plus a neutral position where the power feed
does not operate on the quill.
Do not try to change feed rate
while the spindle is turning. This may cause
serious damage to the spindle drive system.
It is recommended that when doing operations not
requiring power feed that the dial be set to neutral.
This minimizes any wear on the power feed
mechanism.
Feed rate selection is indicated by a pair of rivet
heads (A, Figure 12) on opposing edges of the
dial. These values are indicated in smaller type on
the outer edge of the dial plate.
19
Page 20

8.11 Setting depth of cut using
power feed system
There is a mechanism for engaging power feed
and there is also a “trip” mec hanism which can be
set to disengage the power feed when a pre-set
depth has been reached.
The feed levers (A, Figure 13) can be pulled
outward or pushed inward on pivots in the feed
lever hub. When the levers are pushed toward the
drill head, the power feed mechanism is
disengaged. When the feed levers are pulled
outward, the power feed system is engaged. In the
power feed position (outward) the quill and spindle
will be driven until one of the following happens:
• Spindle reaches limit of travel and the l imit
switches disable power; or
•
The “trip” mechanism automatically
disengages the power feed; or
•
The drill press operator pushes the feed
levers into the disengaged position.
To set depth of cut:
Refer to Figure 13.
1. Rotate feed levers (A) counterclockwise to
lower the drill until it just contacts the work
piece. Drill-to-workpiece contact represents
zero depth position.
2. Push lever (B) to unlock depth control.
3. Rotate dial (D) until the indicator (E) is at the
feed depth required on the scale (C).
4. Push lever (B) to lock depth setting.
5. Pull feed levers (A) outward to engage power
feed clutch.
8.12 Spindle direction and power
feed
Spindle rotation direction is managed by the
arm/spindle control lever on the left hand side of
the drill head. See Figure 10.
Clockwise or "forward" rotation is the direction of
rotation for right-hand tooling – the vast majority of
tooling used in machine operations. Reverse
spindle rotation for left hand tooling.
Power feed direction is determined by the spindle
direc t io n. W hen sp ind le is set to it s m ost co m mo n
direction – clockwise or forward – the quill and
spindle are driven downward. When spindle
direction is set counterclockwise (reverse), quill
and spindle are driven upward.
8.13 Hand fe ed – roughing
operations
When the feed levers are pushed toward the drill
head the power feed mechanism is disengaged. In
this position, the feed levers can be used to move
the quill and spindle and perform manual drilling or
other machining operations.
8.14 Fine hand feed using power
feed system
The fine feed control wheel is located on the
underside of the right-hand side of t he drill head.
See Figure 10. The fine feed control is used as
follows:
1. Set feed rate dial to N (neutral).
2. Pull feed levers out to engage power feed
clutch.
3. Turn on drill press, and set arm/spindle control
lever to desired direction.
Figure 13
Note: Because the dial (D) makes one rotation
before contacting the mechanical trip dog, you are
limited to 4 inches (100mm) of travel during any
power feed operation when using this dial depth
stop system. If you need to make deeper holes,
you must do the machining in steps.
Power feed is used only for drilling, not for
threading. Feed rate must be set (off neutral) for
power feed to be engaged.
4. Turn fine feed control wheel by hand. Quill
and spindle will move downward or upward
(depending upon which way you turn the
wheel and the direction t he spindle is turning)
until you stop turning the control wheel.
20
Page 21

8.15 Tapping
1. Insert screw tap into spindle.
4. The arm/spindle control lever must be
engaged for selected rotation. See Section
8.24 Arm/spindle contr ol lever.
2. Move spindle into position.
3. Set spindle control to Forward.
4. Rotate the feed levers counterclockwise until
desired tapping depth is reached.
5. Reverse spindle direction and allow tap to
withdraw completely from workpiece.
6. Stop spindle by moving spindle control switch
to center.
8.16 Power ON/OFF
If your J-1230R was connected to its service
branch correctly, there will be a service disconnect
with an external power cutoff lever or switch w hich
disconnects the drill press from the service bra nch.
This is your ultimate protection against accidental
machine start-up when clamping work pieces or
inserting and removing tooling. Always be certain
you have turned off power at this disconnect before
beginning such procedures.
8.17 Power ON light
When the cutout box power is ON, the red POWER
light on the upper left hand side of the drill head
(Figure 10) will be lit. In this mode, power to the
coolant pump and to the spindle drive motor is
controlled by the switches on the control console.
8.18 Coolant control
The flood coolant system is controlled by the dial
on the front of the gearbox (F igure 10). If coolant
has been turned on, but does not flow, check the
pump rotation by observing the pump shaft. It
should be rotating in the direction of the arrow on
the pump casting. If rotation is incorrect, see
Section 6.4 Electrical Connections, for more
information.
Open the valve to the coolant nozzle using the
handle at the left of the head (see Figure 10).The
proximity of the nozzle can be adjusted by
loosening the two knobs and sliding the coolant
pipe up or down as needed. Retighten knobs.
8.19 Spindle motor controls
Power to spindle motor is controlled as follows:
1. The cutout box control lever must be in the ON
position.
2. The motor speed control switch must be in
either HI or LOW position.
3. The Emergency Stop switch must be
disengaged.
8.20 Turning off spindle drive
To turn power OFF on the spindle drive motor do
one of the following:
1. Put the two speed motor switch in OFF
position, OR...
2. Put arm/spindle control lever in n eutral, OR...
3. Push red STOP switch, OR...
4. When servicing the tooling or other machine
components, put the service disconnect lever
in OFF position.
Once the STOP switch has been pushed (step 3
above) none of the other switches on the panel can
be used to control power to the spi ndle drive m otor
or coolant pump until the STOP switch has been
reset.
8.21 Resetting STOP switch
Turn the Stop switch clockwise in the direction of
the arrow on the red button. The switch is re-set
and the other spindle motor controls can be used.
8.22 Using load ammeter
An ammeter on the control console is used to
monitor the load on the spindle drive motor. It is
connected into one of the three power lines which
supply the main drive motor.
When the drive motor is ON and up to speed, and
there is no tooling being used to drill, tap or bore a
hole, the ammeter should read approximately 2.5
amps. If it exceeds this value there is a problem
internally (such as lack of lubrication in the
gearboxes, bad bearings, etc.). You should turn off
the machine and determine the cause of any
excessive free-running load.
Monitor the ammeter during machining operations.
The ammeter should stay below 9 amps of current
draw during machining. You should adjust spindle
speed, feed rate and coolant use to maintain full
load current draw below the 9 amp value.
If you exceed 9 amps current draw a thermal
overload switch in the electrical control panel will
trip. If this occurs, locate and reset the thermal
switch.
8.23 Tapping opera tions
1. Determine the most efficient tapping speed
(spindle speed) by consulting appropriate
machinist's tables, your tap supplier, coolant
supplier and/or workpiece supplier.
2. Be certai n that feed rate dial is at neutral. See
Section 8.10 Setting feed rate.
21
Page 22

3. Turn on spindle motor. Also, turn on the
coolant pump if coolant is being used.
4. Move arm/spindle control lever to Forward.
5. Use the feed levers to move the tap into its
pilot hole until the tap makes its init ial thread
cut and is engaged in the work piece.
6. Allow the tap to "self-feed" into the pilot hole
until it has completed its tapping operation.
7. Move arm/spindle control lever to neut ral and
allow spindle to stop completely.
8. Move arm/sp indle co ntro l lever to reverse, so
that tap unscrews itself from the hole it has just
threaded.
8.24 Arm/spindle control lever
The four-position arm/spindle control lever is
located on the left hand side of the drill head
console. See Figure 10. It controls spindle rotation
direction and raising and lowering of the arm.
The ability to control the height of the arm is
av ailable when:
1. The main power to the machine is ON at its
branch service panel.
2. The emergency STOP switch is disengaged.
3. The arm/spindle control lever is pushed up or
down.
4. The column and arm UNLOCK button (right
hand side of the drill head – see Figure 10) is
pressed to disengage the machine locks.
NOTE: The control lever does not ret urn to neutral
when released, but remains in position. This
means unless you return it to neutral, t he arm will
keep raising or lowering until it contacts a limit
switch.
3. Turn the five upper adjusting nuts (D)
counterclockwise (i.e. tighten them up against
the clamping ring) approximately 180°.
4. Re-tighten the five locking nuts (C).
5. Press and hold the lock button until the arrow
returns to (A). The clamping device is now
engaged.
Figure 14
6. Move arm/spindle control lever to Arm UP.
7. Press emergency stop button after the arm
has elevated a short distance.
8. Press the unlock button to release the
clamping device.
9. Adjust the nut (E, Figure 15) one notch
clockwise.
10. Move arm/spindle control lever to neutral.
11. Reset emergency stop button.
9.0 Adjustments
After extended use – usually several years – the
radial arm drill may require adjustment of certain
parts. Two areas require particular attention:
• The clamping device.
• The gap between head and rail.
9.1 Clamping Device
If there is backlash in the clamping device, correct
as fol lows.
Refer to Figure 14.
1. Press and hold the unlock button (see Figure
10) until the arrow (Figure 14) points to “B”.
Release the button. The clamping device is
now disengaged.
2. Loosen the five locking nuts (C).
Figure 15
9.2 Head/Rail Backlash
If backlash ever appears between the gearbox
head and the arm rail, the tightness between rail
and bearings can be corrected, as follows.
Refer to Figure 16.
1. Remove side plate (F) by removing screws.
2. Loosen set screws (G).
3. Insert hex key into holes (H), and rotate the
bearing shaft. Rotate handwheel on the front
of the head; it should be snug but still easily
turned.
22
Page 23

4. Tighten set screws (G).
5. Repeat steps 1 through 4 for oppo site side of
the head.
6. Back at the original side of head, loosen set
screws (I).
7. Insert hex key into hole (J) and rotate bearing
shaft. Test the handwheel tightness again.
When satisfied, retighten set screws (I).
8. Repeat steps 6 and 7 for opposite side of the
head.
9. Install side plates (F) on both sides of head.
Figure 16
23
Page 24

10.0 Spindle Speed Chart
Note: A similar chart is found on the front of the drill head.
Table 3
24
Page 25

11.0 Troubleshooting the J-1230R
Trouble Probable Cause Suggested Remedy
Drill b it is too la rg e. Turn off power, wai t three minutes after
Feed rate too fast.
Spindl e over loads,
causing relay to trip.
Spindl e over loads,
causing fuse to blow.
Operation n ot in c ompliance wit h speed
and feed rate tables.
Fuse is burned out.
Low voltage.
Drill bit is to o lar g e.
Feed rate too fast.
Operation n ot in c ompliance wit h speed
and feed rate tables.
If drill bit gets broken in the spindle:
1. Move arm/spindle control lever to neutral.
2. Press emergency stop button.
3. Push the head/gearbox out of the way.
4. Pinch the end of the broken bit with pliers.
5. Rotate counterclockwise and pull it out upwards.
Table 4
spindle stops turnin g, then push the re-s et
on the relay i n t he control box.
Correct initial problem by using shorter
drill bit or lower feed rate; consult
appropriate feed and speed rate tables.
Replace fuse if needed. Verify proper
voltage at power source.
Replace fuse in control box.
Correct initial problem by using smaller
drill bit or lower feed rate; consult
appropriate feed and speed rate tables.
If screw tap gets broken in the spindle:
1. Move arm/spindle control lever to neutral.
2. Press emergency stop button.
3. Using a thread releaser, rotate the screw tap counterclockwise until it comes out.
If something becomes entangled during operation:
1. Press emergency stop button.
2. Disconnect power.
3. Switch speed change lever to highest gear.
4. Rotate spindle by hand in reverse direction from that used during the operation, until the obstruction is free.
25
Page 26

12.0 Maintenance
A
t
A
Regularly scheduled maintenance is crucial to ensure a long service life for your machine. The schedule below shows
general cleaning, lubrication points and coolant replacement information for the J-1230R Radial Arm Drill Press. Item
numbers are located in figures 17-21. Using proper eye protection, clean parts using a metal brush and a rag dipped
with oil (Mobil Vactra AA or equivalent). Push stop button and power off before lubricating. Follow local
regula t ions for disp osal of used cool ant/ lubrica nts.
12.1 General Cleaning
No. Item
1 C olum n Cl ean an d li ghtly wip e wit h oil
2 Arm R ai l Clean and lightly wi p e wit h oil
3 Spi nd le Clean and lightl y wi p e wit h oil
4 B ox Table Clean and lightly wi p e wit h oil
5 B as e Remove s h avings; clean and wip e wi th oil
6 B all Screw Clean wit h m etal brush an d oil ed rag
7 C ounterweig ht gu id e rails Clean an d wipe with oil
8 Spi nd le motor Blow dust from fan housin g w it h c ompressed air Periodically --
ction Interval Lubrican
Daily Mobil Vactra oil AA
Daily Mobil Vactra oil AA
Daily Mobil Vactra oil AA
Daily Mobil Vactra oil AA
Daily Mobil Vactra oil AA
Weekly Mobilux Grease No. 3
Daily Daily
Table 5
12.2 Lubrication
No. Item Location
Oil Cup (for
9
arm/column
contact)
Oil Cup (for
10
spnidle)
Oil Cups - 2 (for
11
head/arm
contact)
12 Arm Raising
Worm Gear
13 Counterweight
Chain
14 Coolant Reservoir in
15 Grease nipple
(for spindle)
16 Rack On arm Lubricat e wit h lub e gun Every 3 days Mobil Vac tra oil AA
Oil Cups - 2 (for
17
clamping)
18 Gearbox Top and right
Top and bott om
of arm base at
column
Top of drill head Add lubricant to full capacity Daily Mobil Vactra oil AA
Right side of drill
head
Rea r of column Top off at fill hole (12 a). Fill to sight
Behind drill
head
base
On spindle Lubricate with lube gun Daily Mobilux Grease No. 3
Rear of column Add lubricant to capacity Daily Mobil Vactra oil AA
side of drill head
Add lubricant to full capacity Daily Mobil Vactra oil AA
Add lubricant to full capacity Daily Mobil Vactra oil AA
glass full level (12b).
Replac e annually; dr ain at (12c ) . Use
sight glass to fill to capacity. Capacity
= 2 liters (1/2 gal.)
Wipe with oil ed rag W eekly Mobil Vac tra oil AA
Monitor for cleanliness and efficiency.
Replac e wh en di r t y or when cuttin g
becomes inefficient. Capacity = 30
liters (8 gal.)
Top off at fill ho le (18a). Fil l to sight
glass full level (18b).
Replac e annually; dr ain at (18c ) . Use
sight glass (18b) to fill to capac ity.
NOTE: Put pipe thread compound on
drain plug before re-installing.
Capacity: 4.5 Liters (1.2 gal.)
ction Interval Lubricant*
Check sight
glass daily
Once per year
Frequent
inspection; top
off as needed
Check sight
glass daily
Once per year
Mobil Vactra oil AA
Use high quality coolant
of choice
Mobil Vactra oil AA
Table 6
* IMPORTANT: If switching brands of lubricants, prevent compatibility issues by thoroughly draining and, if possible,
cleaning the reservoir before filling with the replacement brand.
26
Page 27

Figure 17 Figure 18
Figure 19 Figure 20
Figure 21
27
Page 28

13.0 Replacement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call 1-800-2746848, Monday through Friday (see our website for business hours, www.jettools.com). Having the Model Number and
Serial Number of your machi n e avail abl e when you call will allow us to serve you quickly and accuratel y.
13.1.1 Riser Mechanism: Exploded View
28
Page 29

13.1.2 Riser Mechanism: Parts List
Index No. Part No. Description Size Qty
1 ................ 5232451 .................... Motor (Elevating) .............................................. 1HP, 230/460V .................... 1
2 ................ TS-1503091 .............. Socket Head Cap Screw................................... M6 x 40L ................ .............. 4
3 ................ TS-2361061 .............. Spring Washer .................................................. M6 ........................................ 4
4 ................ TS-1550041 .............. Flat Washer ...................................................... M6 ........................................ 4
5 ................ TS-1540041 .............. Hex Nut ............................................................. M6 ........................................ 4
6 ................ 5232461 .................... Key.................................................................... 6mm x 30L ........................... 1
7 ................ 5232481 .................... Adaptor ............................................................. ............................................. 1
8 ................ 5232471 .................... Set Screw ......................................................... M6 x 8L ................................ 4
9 ................ 5232491 .................... Plastic Joint....................................................... ............................................. 1
10 .............. 5232521 .................... Adaptor ............................................................. ......... .................................... 1
11 .............. 5232531 .................... Socket Head Cap Screw................................... M6 x 14L .............................. 4
12 .............. 5232541 .................... Cover ................................................................ ............................................. 1
13 .............. 5232591 .................... Worm Shaft ....................................................... ............................................. 1
14 .............. 5232571 .................... Key.................................................................... 5mm x 20L ........................... 1
15 .............. 5232581 .................... Key.................................................................... 5mm x 55L ........................... 1
16 .............. 5232551 .................... Oil Seal ............................................................. TC17 x 28 x 7 mm ............... 1
17 .............. 5232561 .................... Bearing ............................................................. 30303 ................................... 1
18 .............. 5232621 .................... Worm ................................................................ ............................................. 1
18-1 ........... M1312-S36................ Retain er ............................................................ S36 ...................................... 1
19 .............. 5232641 .................... Worm Housing .................................................. ............................................. 1
20 .............. TS-1504081 .............. Socket Head Cap Screw................................... M8 x 40L .............................. 1
21 .............. 5232631 .................... Oil Level Gauge ................................................ ............................................. 4
22 .............. M0604006 ................. Plug................................................................... PT1/4” .................................. 1
23 .............. 5232651 .................... Bearing ............................................................. 30303 ................................... 2
24 .............. 5232661 .................... Bearing Cover ................................................... ............................................. 1
25 .............. 5232671 .................... Socket Head Cap Screw................................... M6x14L ................................ 1
26 .............. J-5232681 ................. Top Cap ............................................................ ............................................. 1
27 .............. TS-1505051 .............. Socket Head Cap Screw................................... M10 x 35L ............................ 1
28 .............. 5232691 .................... Nut .................................................................... M24 ...................................... 6
29 .............. 5232711 .................... Key.................................................................... 6mm x 20L ........................... 1
30 .............. 5232721 .................... Lead Screw ....................................................... ............................................. 1
31 .............. TS-1533042 .............. Phillips Pan Head Machine Screw .................... M5 x 12L .............................. 1
32 .............. 10415 ........................ Compression Cover .......................................... ............................................. 2
33 .............. M1401-M6x65 ........... Socket Head Cap Screw................................... M6 x 65L .............................. 1
34 .............. 5232811 .................... Safety Device Cover ......................................... ............................................. 4
35 .............. 10177 ........................ Bolt ................................................................... ............................................. 1
36 .............. 5232791 .................... Safety Nut ......................................................... ............................................. 2
37 .............. TS-1503061 .............. Socket Head Cap Screw................................... M6 x 25L .............................. 1
38 .............. 5232781 .................... Bearing Cover ................................................... ............................................. 6
39 .............. TS-1503051 .............. Socket Head Cap Screw................................... M6 x 20L .............................. 1
40 .............. 5232761 .................... Brass Sleeve..................................................... ............................................. 4
41 .............. 5232751 .................... Ball Bearing ...................................................... 6014ZZ ................................ 1
42 .............. 5232741 .................... Collar ................................................................ ............................................. 1
43 .............. 5232731 .................... Bearing ............................................................. 51114 ................................... 1
44 .............. 5232881 .................... Up-Down Rolling Shaft ..................................... ............................................. 1
45 .............. 5232871 .................... Worm Gear ....................................................... ............. ................................ 1
46 .............. TS-1503081 .............. Socket Head Cap Screw................................... M6 x 35L .............................. 1
47 .............. 5232861 .................... Collar ................................................................ ............................................. 4
48 .............. 5232851 .................... Bearing ............................................................. 32010 ................................... 1
49 .............. 5232841 .................... Oil Seal ............................................................. TC50 x 72 x 12mm .............. 1
29
Page 30

13.2.1 Column and Base: Exploded View
30
Page 31

13.2.2 Column and Base: Parts List
Index No. Part No. Description Size Qty
1 ................ J-5232911 ................. Base......................................................................... ...................................... 1
2 ................ 10277 ........................ Filter Screen ............................................................ ...................................... 2
3 ................ 5513357 .................... Phillips Pan Head Machin e Screw ........................... 3/16” x 3/8”L .................. 4
4 ................ J-10037 ..................... Cover ....................................................................... ...................................... 1
5 ................ 5513357 .................... Phillips Pan Head Machin e Screw ........................... 3/16” x 3/8”L .................. 2
6 ................ J-5232921 ................. Bolt........................................................................... M18 x 100L ................... 7
7 ................ 5232941 .................... Internal Column ....................................................... ...................................... 1
8-10 ........... 5232931 .................... Needle Bearing ........................................................ ...................................... 1
11 .............. 5233131 .................... Wedge ..................................................................... ...................................... 5
12 .............. 5233041 .................... External Column ...................................................... ...................................... 1
13 .............. J-5233281 ................. Lockin g Cover .......................................................... ...................................... 1
14 .............. 5233031 .................... Top Bearing Cover................................................... ...................................... 1
15 .............. 5233021 .................... Bearing .................................................................... 6211 .............................. 1
16 .............. 5233011 .................... Washer .................................................................... ...................................... 1
17 .............. 5232991 .................... Thrust Bearing ......................................................... 3911 .............................. 1
18 .............. 5232981 .................... Fixed Bearing Cover ................................................ ...................................... 1
19 .............. TS-1505051 .............. Socket Head Cap Screw.......................................... M10 x 35L ..................... 4
20 .............. 5232971 .................... Thrust Bearing ......................................................... 51111 ............................ 1
21 .............. 5232961 .................... Top Bearing Cover................................................... ...................................... 1
22 .............. 5232951 .................... Bolt........................................................................... 1/2"-12N x 3”L ............... 1
23 .............. 5233271 .................... Locking Shaft ........................................................... ...................................... 1
24 .............. 5233251 .................... Key........................................................................... 6mm x 30L .................... 1
25 .............. TS-1524021 .............. Set Screw ................................................................ M8 x 10L ....................... 2
26 .............. 5233211 .................... Shaft ........................................................................ ...................................... 1
27 .............. 5233141 .................... Key........................................................................... 6mm x 30L .................... 1
28 .............. 5233221 .................... Bushing .................................................................... ...................................... 1
29 .............. J-5233231 ................. Lockin g Bracket ....................................................... ...................................... 1
30 .............. TS-1524021 .............. Set Screw ................................................................ M8 x 10L ....................... 2
31 .............. 5233261 .................... Clamping Gear......................................................... ...................................... 1
32 .............. TS-1504051 .............. Socket Head Cap Screw.......................................... M8 x 25L ....................... 5
33 .............. 5233051 .................... Slip Block ................................................................. ...................................... 5
34 .............. 10241 ........................ Collar ....................................................................... ...................................... 5
35 .............. 5233071 .................... Slip Bar .................................................................... . ..................................... 5
36 .............. 5233061 .................... Retaining Ring ......................................................... ...................................... 5
37 .............. 5233171 .................... Roller ....................................................................... ...................................... 5
38 .............. 5233081 .................... Fixing Shaft .............................................................. ...................................... 5
39 .............. 5233091 .................... Retaining Ring ......................................................... E6................................ 10
40 .............. 5233181 .................... Slip Bracket.............................................................. ...................................... 5
41 .............. 5233061 .................... Retaining Ring ......................................................... S10................................ 5
42 .............. 5233071 .................... Slip Bar .................................................................... . ..................................... 5
43 .............. 5233151 .................... Elevating Shaft......................................................... ...................................... 5
44 .............. 5233111 .................... Nut ........................................................................... 5/8”-11UNC ................. 10
31
Page 32

13.3.1 Arm (Front): Exploded View
32
Page 33

13.3.2 Arm (Front): Parts List
Index No. Part No. Description Size Qty
45 .............. J-5233371 ................. Arm .......................................................................... ...................................... 1
46 .............. 5233431 .................... Locking Nut .............................................................. ...................................... 1
47 .............. 5233441 .................... Thrust Bearing ......................................................... 51105 ............................ 2
48 .............. 5233451 .................... Plain Washer ........................................................... ...................................... 2
49 .............. 5233461 .................... Ball Bearing ............................................................. 6005ZZ.......................... 2
50 .............. J-5233411 ................. Fixed Clamping Block .............................................. ...................................... 2
51 .............. 5233421 .................... Bolt........................................................................... 1/2" x 5”L ....................... 2
52 .............. 10040 ........................ Washer .................................................................... ...................................... 2
53 .............. TS-1504071 .............. Socket Head Cap Screw.......................................... M8 x 35L ....................... 8
54 .............. 5233381 .................... Locking Shaft ........................................................... ...................................... 1
55 .............. J1230R-455............... Washer .................................................................... ...................................... 2
56 .............. 5235811 .................... Hex Nut .................................................................... 1/2" ................................ 2
57 .............. TS-1503071 .............. Socket Head Cap Screw.......................................... M6 x 30L ....................... 2
58 .............. 10032 ........................ Key........................................................................... ...................................... 1
59 .............. M1425001 ................. Pan Head Socket Screw .......................................... 3/16” x 3/8”L .................. 6
60 .............. J1230R-460............... Upper Compression Cover ...................................... ...................................... 1
61 .............. 10798 ........................ Upper Compression Cover (notched) ...................... ...................................... 1
62 .............. J1230R-462............... Lower Compression Cover ...................................... ...................................... 2
63 .............. M1425001 ................. Pan Head Socket Screw .......................................... 3/16” x 3/8”L .................. 6
64 .............. 5233391 .................... Oil Cup ..................................................................... PT1/8” x 90° .................. 2
65 .............. 5233331 .................... Work Lamp .............................................................. FS51441 ....................... 1
65A ............ 5233341 .................... Lamp Seat ............................................................... ...................................... 1
66 .............. 5233311 .................... Acrylic Lamp Cover.................................................. ...................................... 1
67 .............. 5513357 .................... Phillips Pan Head Machin e Screw ........................... 3/16” x 3/8”L ................ 12
68 .............. TS-1504051 .............. Socket Head Cap Screw.......................................... M8 x 25L ....................... 4
69 .............. 5233351 .................... Arm Rack ................................................................. ...................................... 1
70 .............. 10033 ........................ Handl e ..................................................................... ...................................... 1
71 .............. J-10393 ..................... Electric Control Box (without components) .............. ...................................... 1
72 .............. 10259 ........................ Collar ....................................................................... ...................................... 1
73 .............. 10258 ........................ Collar ....................................................................... ...................................... 1
74 .............. CL-HV ....................... Triangular Caution Label-High Voltage (not shown) …3”W x 2-1/2”H ............ 1
33
Page 34

13.4.1 Arm (Rear) and Clamping Gearbox: Exploded View
34
Page 35

13.4.2 Arm (Rear) and Clamping Gearbox: Parts List
Index No. Part No. Description Size Qty
1 ................ J-5236011 ................. Motor (Clamping) ..................................................... 1HP, 230/460V.............. 1
2 ................ 5236031 .................... Key........................................................................... 6mm x 30L .................... 1
3 ................ 5236021 .................... Motor Gear............................................................... ...................................... 1
4 ................ J-5236071 ................. Upper Cover ............................................................ ...................................... 1
5 ................ TS-1504051 .............. Socket Head Cap Screw.......................................... M8 x 25L ....................... 6
6 ................ 5236081 .................... Bearing .................................................................... 32205 ............................ 1
7 ................ 5236091 .................... Gear ......................................................................... ...................................... 1
8 ................ 5236151 .................... Worm Shaft .............................................................. ...................................... 1
9 ................ 5236211 .................... Key........................................................................... 7mm x 25L .................... 1
10 .............. J-5236141 ................. Gear Case ............................................................... ...................................... 1
11 .............. 5236161 .................... Bearing .................................................................... 32205 ............................ 1
12 .............. J-5236181 ................. Bearing Cover .......................................................... ...................................... 1
13 .............. TS-1503041 .............. Socket Head Cap Screw.......................................... M6 x 16L ....................... 4
14 .............. J-5236131 ................. Gear Case Cover ..................................................... ...................................... 1
15 .............. TS-1504051 .............. Socket Head Cap Screw.......................................... M8 x 25L ....................... 5
16 .............. 5236431 .................... Bearing .................................................................... 6009ZZ.......................... 1
17 .............. 5236411 .................... Collar ....................................................................... ...................................... 1
19 .............. TS-1503061 .............. Socket Head Cap Screw.......................................... M6 x 25L ....................... 4
20 .............. 5236391 .................... Worm Gear .............................................................. ...... ................................ 1
21 .............. 5236381 .................... Shaft ........................................................................ ...................................... 1
22 .............. 5236471 .................... Key........................................................................... 6mm x 30L .................... 2
23 .............. 5236371 .................... Bearing .................................................................... 6009ZZ.......................... 1
24 .............. 5236351 .................... Retainer ................................................................... R75 ............................... 1
25 .............. 5236331 .................... Gear ......................................................................... ...................................... 1
26 .............. TS-1524021 .............. Set Screw ................................................................ M8 x 10L ....................... 1
27 .............. J-5236221 ................. Bushing .................................................................... ...................................... 1
28 .............. 5236231 .................... Cover ....................................................................... ...................................... 1
29 .............. M1414006 ................. Pan Head Socket Screw .......................................... 3/16” x 3/8”L .................. 3
30 .............. 5236261 .................... Locking Shaft ........................................................... ...................................... 1
31 .............. 5236271 .................... Bushing .................................................................... ...................................... 1
32 .............. TS-1523031 .............. Set Screw ................................................................ M6 x 10L ....................... 2
33 .............. 5236291 .................... Bushing .................................................................... ...................................... 1
34 .............. J-5236311 ................. Block ........................................................................ ...................................... 1
35 .............. TS-1504061 .............. Socket Head Cap Screw.......................................... M8 x 30L ....................... 4
36 .............. J-5236321 ................. Arm .......................................................................... ...................................... 1
37 .............. 5236621 .................... Arm Rack ................................................................. ...................................... 1
38 .............. 5236591 .................... Bolt........................................................................... M8 x 30L ....................... 2
39 .............. 5236611 .................... Rack Shaft ............................................................... ...................................... 1
40 .............. 5236581 .................... Block ........................................................................ ...................................... 1
41 .............. 5236571 .................... Block ........................................................................ ...................................... 1
42 .............. TS-1504051 .............. Socket Head Cap Screw.......................................... M8 x 25L ..................... 12
43 .............. TS-1504061 .............. Socket Head Cap Screw.......................................... M8 x 30L ....................... 4
44 .............. J-5236641 ................. Block ........................................................................ ...................................... 1
45 .............. BB-6004ZZ ................ Ball Bearing ............................................................. 6004ZZ.......................... 1
46 .............. 5236841 .................... Rubber Tap .............................................................. ...................................... 1
47 .............. 5236651 .................... Shaft ........................................................................ ...................................... 1
48 .............. 5236841 .................... Rubber Tap .............................................................. ...................................... 1
49 .............. 5236741 .................... Bushing .................................................................... ...................................... 1
50 .............. 5236771 .................... Gear ......................................................................... ...................................... 1
51 .............. 5236751 .................... Bushing .................................................................... ...................................... 1
52 .............. 5236761 .................... Retaining Ring ......................................................... S15................................ 1
53 .............. 5236721 .................... Retaining Ring ......................................................... S19................................ 1
54 .............. 5236731 .................... Bushing .................................................................... ...................................... 1
55 .............. 5236681 .................... Shaft ........................................................................ ...................................... 1
56 .............. 5236691 .................... Key........................................................................... 5mm x 50L .................... 1
57 .............. 5236781 .................... Gear ......................................................................... ...................................... 1
58 .............. TS-1523021 .............. Set Screw ................................................................ M6 x 8L ......................... 2
59 .............. 5236821 .................... Gear ......................................................................... ...................................... 1
60 .............. TS-1523021 .............. Set Screw ................................................................ M6 x 8L ......................... 1
61 .............. 5236671 .................... Bushing .................................................................... ...................................... 1
35
Page 36

Index No. Part No. Description Size Qty
62 .............. 5236711 .................... Retaining Ring ......................................................... S19................................ 1
63 .............. 10314W ..................... Gear Box Cover ....................................................... ...................................... 1
64 .............. 5236461 .................... Gear ......................................................................... ...................................... 1
65 .............. 5236441 .................... Bushing .................................................................... ...................................... 1
66 .............. 10315 ........................ Washer .................................................................... ...................................... 1
67 .............. 5236531 .................... Shaft ........................................................................ ...................................... 1
68 .............. 5236521 .................... Key........................................................................... 5mm x 18L .................... 1
69 .............. 5236541 .................... Key........................................................................... 6mm x 30L .................... 1
70 .............. 5236561 .................... Gear ......................................................................... ...................................... 1
71 .............. TS-1524021 .............. Set Screw ................................................................ M8 x 10L ....................... 1
72 .............. 5236491 .................... Block ........................................................................ ...................................... 1
73 .............. TS-1505041 .............. Socket Head Cap Screw.......................................... M10 x 30L ..................... 2
74 .............. TS-1523021 .............. Set Screw ................................................................ M6 x 8L ......................... 1
75 .............. J-10301 ..................... Gear Box.................................................................. ...................................... 1
77 .............. J1230R-WL ............... Warning Label – Tipping Risk (not shown) .............. 5-1/4”W x 8-1/4” H ........ 1
36
Page 37

13.5.1 Coolant System: Exploded View
13.5.2 Coolant System: Parts List
Index No. Part No. Description Size Qty
1 ................ J-5232291 ................. Coolant Pump……………………………… …….1/8HP 130L 220/440V .......... 1
2 ................ TS-1550041 .............. Flat Washer ............................................................. M6 ................................. 4
3 ................ TS-1503041 .............. Socket Head Cap Screw.......................................... M6 x 16L ....................... 4
4 ................ 5232321 .................... 90-Degree Elbow ..................................................... PT1/4” x PS1/4” x 90° ... 1
5 ................ 5232271 .................... Hose ........................................................................ PT3/8” x 130”L .............. 1
6 ................ 5232411 .................... Male Connector ....................................................... PT3/8” x PS3/8” ............ 1
7 ................ 5232341 .................... 90-Degree Elbow ..................................................... 3/8” x 90° ...................... 1
8 ................ 5232371 .................... Tube......................................................................... 3/8” x 15”L ..................... 1
9 ................ 5232351 .................... Tube Sleeve............................................................. ...................................... 2
10 .............. 5232391 .................... Knurled Screw ......................................................... M10 x 25L ..................... 2
11 .............. 5232421 .................... Brass Valve.............................................................. 3/8” ................................ 1
12 .............. 5232431 .................... Coolant Hose ........................................................... 3/8” x 450L .................... 1
13 .............. M1315017 ................. Tube Holder ............................................................. UC-5.............................. 2
14 .............. 5513357 .................... Phillips Pan Head Machin e Screw ........................... 3/16” x 3/8”L .................. 2
37
Page 38

13.6.1 Gearbox Assembly (Head): Exploded View
38
Page 39

13.6.2 Gearbox Assembly (Head): Parts List
Index No. Part No. Description Size Qty
1 ................ J-5235431 ................. Gearbox ................................................................... ...................................... 1
2 ................ J-5234151 ................. Gearbox Cover ........................................................ ...................................... 1
3 ................ 5234211 .................... Gasket ..................................................................... ...................................... 1
4 ................ J-5234161 ................. Spindle Cover .......................................................... ...................................... 1
5 ................ 5234171 .................... Oil Cup ..................................................................... PT1/8” x 3/4” ................. 1
6 ................ TS-1503031 .............. Socket Head Cap Screw.......................................... M6 x 12L ....................... 2
7 ................ M1401-M8x65 ........... Socket Head Cap Screw.......................................... M8 x 65L ....................... 8
8 ................ 5234191 .................... Taper Pin ................................................................. #7 x 75L ........................ 2
9 ................ M0604005 ................. Oil Fill Plug............................................................... PT1/2” ........................... 2
10 .............. J-5234431 ................. Motor (Spindle) ........................................................ 3/5 HP, 230V................. 1
.................. J-5234431-460 .......... Motor (Spindle) ........................................................ 5 HP, 460V.................... 1
11 .............. 5234421 .................... Bolt........................................................................... M10 x 30L ..................... 4
12 .............. 5234411 .................... Key........................................................................... 8mm x 40L .................... 1
13 .............. 5234441 .................... Motor Gear............................................................... ...................................... 1
14 .............. 5234451 .................... Plain Washer ........................................................... ...................................... 1
15 .............. TS-1503051 .............. Socket Head Cap Screw.......................................... M6 x 20L ....................... 1
16 .............. 5234631 .................... Shaft Cover .............................................................. ...................................... 1
17 .............. M1305-5x40 .............. Spring Pin ................................................................ 5mm x 40L .................... 1
18 .............. TS-1525011 .............. Set Screw ................................................................ M10 x 10L ..................... 2
19 .............. 10681 ........................ Spring ...................................................................... ...................................... 2
20 .............. SB-5/16 ..................... Steel Ball.................................................................. 5/16” .............................. 2
21 .............. 5234651 .................... Three Step Speed Change Lever Adaptor .............. ...................................... 1
22 .............. 5234861 .................... Three Step Speed Change Lever (Short) ................ ...................................... 1
23 .............. 10324 ........................ Three Step Speed Change Lever (Long)................. ...................................... 1
24 .............. 5234871 .................... Plastic Knob ............................................................. 3/8” ................................ 2
25 .............. 5234661 .................... Oil Seal .................................................................... TC30 x 45 x 8mm.......... 1
26 .............. 5234741 .................... O-Ring ..................................................................... P12 ................................ 1
27 .............. 5234671 .................... Speed Change Rocker Arm ..................................... ...................................... 1
28 .............. 5234681 .................... Copper Block ........................................................... ...................................... 1
29 .............. 5234621 .................... Spindle Change Shaft .............................................. ...................................... 1
30 .............. 5234711 .................... Copper Block ........................................................... ...................................... 1
31 .............. 5234721 .................... Speed Change Rocker Arm ..................................... ...................................... 1
32 .............. TS-1524021 .............. Set Screw ................................................................ M8 x 10L ....................... 4
33 .............. 5234741 .................... O-Ring .................................................................... P12................................ 1
34 .............. 5234031 .................... Feed Speed Selector ............................................... ...................................... 1
35 .............. 5234041 .................... Spring Pin ................................................................ 5mm x 60L .................... 1
36 .............. SB-5/16 ..................... Steel Ball.................................................................. 5/16” .............................. 2
37 .............. 5234021 .................... Spring ...................................................................... ...................................... 2
38 .............. TS-1525011 .............. Set Screw ................................................................ M10 x 10L ..................... 2
39 .............. 5234941 .................... Bushing .................................................................... ...................................... 1
40 .............. BB-6002ZZ ................ Ball Bearing ............................................................. 6002ZZ.......................... 1
41 .............. 5234921 .................... Middle Gear ............................................................. ...................................... 1
42 .............. TS-1523021 .............. Set Screw ................................................................ M6 x 8L ......................... 1
43 .............. 5234891 .................... Lower Feed Gear Shaft ........................................... ...................................... 1
44 .............. 5234881 .................... Key........................................................................... 5mm x 12L .................... 1
45 .............. 5234851 .................... Gear ......................................................................... ...................................... 1
46 .............. J-5234831 ................. Worm Gear with Sleeve ........................................... ...................................... 1
47 .............. 5235021 .................... Set Screw ................................................................ M10 x 6L ....................... 6
48 .............. 5234781 .................... Spring ...................................................................... ...................................... 6
49 .............. SB-5/16 ..................... Steel Ball.................................................................. 5/16” .............................. 6
50 .............. 5233971 .................... Bearing .................................................................... 6002ZZ.......................... 1
51 .............. 5233981 .................... Bushing .................................................................... ...................................... 1
52 .............. 5234971 .................... Bushing .................................................................... ..
53 .............. BB-6002ZZ ................ Ball Bearing ............................................................. 6002ZZ.......................... 1
54 .............. 5235011 .................... Lower Feed Gear Shaft ........................................... ...................................... 1
55 .............. 5234991 .................... Key........................................................................... 5mm x 65L .................... 1
56 .............. 5234771 .................... Gear ......................................................................... ...................................... 1
57 .............. 5235031 .................... Retaining Ring ......................................................... S22................................ 1
58 .............. 5233941 .................... Ball Bearing ............................................................. 6002ZZ.......................... 1
59 .............. 5233951 .................... Bushing .................................................................... ...................................... 1
.................................... 1
39
Page 40

Index No. Part No. Description Size Qty
60 .............. TS-1502031 .............. Socket Head Cap Screw.......................................... M5 x 12L ....................... 4
61 .............. J-5235061 ................. Bearing Cover .......................................................... ...................................... 1
62 .............. BB-6204ZZ ................ Ball Bearing ............................................................. 6204ZZ.......................... 1
63 .............. 5235031 .................... Retaining Ring ......................................................... S22................................ 1
64 .............. 5235081 .................... Helical Tooth Gear ................................................... ...................................... 1
65 .............. 5235351 .................... Key........................................................................... 5mm x 20L .................... 1
66 .............. 5235111 .................... Sprocket Shaft ......................................................... ...................................... 1
67 .............. 5235091 .................... Chain ....................................................................... 25H x 86........................ 1
68 .............. BB-6002ZZ ................ Ball Bearing ............................................................. 6002ZZ.......................... 1
69 .............. 5234481 .................... Lock Nut................................................................... ...................................... 1
70 .............. 5234491 .................... Crown Washer ......................................................... AW04 ............................ 1
71 .............. BB-6004ZZ ................ Ball Bearing ............................................................. 6004ZZ.......................... 1
72 .............. 5234521 .................... Gear ......................................................................... ...................................... 1
73 .............. 5234531 .................... Gear ......................................................................... ...................................... 1
74 .............. 5234551 .................... Key........................................................................... 7mm x 20L .................... 1
75 .............. 5234561 .................... Gear Shaft ............................................................... ...................................... 1
76 .............. 5234571 .................... Key........................................................................... 7mm x 12L .................... 1
77 .............. 5234581 .................... Gear ......................................................................... ...................................... 1
78 .............. 5234591 .................... Retaining Ring ......................................................... S22................................ 1
79 .............. BB-6004ZZ ................ Ball Bearing ............................................................. 6004ZZ.......................... 1
80 .............. BB-6004ZZ ................ Ball Bearing ............................................................. 6004ZZ.......................... 1
81 .............. 5234361 .................... Gear Shaft ............................................................... ...................................... 1
82 .............. 5234371 .................... Key........................................................................... 6mm x 85L .................... 2
83 .............. 5234351 .................... Key........................................................................... 6mm x 10L .................... 2
84 .............. 5234341 .................... Retaining Ring ......................................................... S35................................ 1
85 .............. 5234331 .................... Gear ......................................................................... ...................................... 1
86 .............. 5234321 .................... Gear ......................................................................... ...................................... 1
87 .............. 5234311 .................... Gear ......................................................................... ...................................... 1
88 .............. 5234281 .................... Gear ......................................................................... ...................................... 1
89 .............. BB-6004ZZ ................ Ball Bearing ............................................................. 6004ZZ.......................... 1
90 .............. 5234261 .................... Crown Washer ......................................................... AW04 ............................ 1
91 .............. 5234251 .................... Lock Nut................................................................... ...................................... 1
92 .............. 5234141 .................... Ball Bearing ............................................................. 6007UU ......................... 1
93 .............. 5234131 .................... Washer .................................................................... ...................................... 1
94 .............. M1312-R62 ............... Retaining Ring ......................................................... R62 ............................... 1
95 .............. 5234121 .................... Ball Bearing ............................................................. 6007UU ......................... 1
96 .............. 5234111 .................... Clutch Upper Gear ................................................... ...................................... 1
97 .............. 5234091 .................... Clutch Lower Gear ................................................... ...................................... 1
98 .............. 5234231 .................... Spindle Shaft ........................................................... ...................................... 1
99 .............. 5234241 .................... Bearing .................................................................... 6007UU ......................... 1
100 ............ 5234071 .................... Oil Seal .................................................................... TC42 x 58 x 8................ 1
101 ............ 5234081 .................... O-Ring ..................................................................... P30. ............................... 1
102 ............ TS-1523031 .............. Set Screw ................................................................ M6 x 6L ......................... 1
103 ............ 5234061 .................... Worm ....................................................................... ...................................... 1
104 ............ 10353 ........................ Copper Key .............................................................. ...................................... 1
105 ............ 10123 ........................ Washer .................................................................... ...................................... 1
106 ............ TS-1503031 .............. Socket Head Cap Screw.......................................... M6 x 12L ....................... 1
107 ............ 5233551 .................... Hand Wheel Lock Nut .............................................. ...................................... 1
108 ............ 5233561 .................... Hand Wheel ............................................................. ...................................... 1
109 ............ 10103 ........................ Nut ........................................................................... ...................................... 1
110 ............ 5233591 .................... Spring Pin ................................................................ 5mm x 50L .................... 2
111 ............ 5233581 .................... Feed Handle ............................................................ ...................................... 2
112 ............ 5233571 .................... Plastic Knob ............................................................. 3/8” ................................ 2
113 ............ 5233611 .................... Clutch Housing ........................................................ ...................................... 1
114 ............ 5233651 .................... Dial........................................................................... ...................................... 1
115 ............ 5233691 .................... Clutch Upper Gear ................................................... ...................................... 1
116 ............ 5233681 .................... Key........................................................................... ...................................... 1
117 ............ 5233661 .................... Dial Seat .................................................................. ...................................... 1
118 ............ 5233751 .................... Retaining Ring ......................................................... S30................................ 1
119 ............ 5233761 .................... Clutch....................................................................... ...................................... 1
120 ............ 5233771 .................... Worm Gear .............................................................. ...................................... 1
121 ............ 5233731 .................... Bolt........................................................................... M6 x 14L ....................... 4
40
Page 41

Index No. Part No. Description Size Qty
122 ............ BB-6006ZZ ................ Ball Bearing ............................................................. 6006ZZ.......................... 1
123 ............ 5233781 .................... Gear Shaft ............................................................... ...................................... 1
124 ............ 5233791 .................... Retaining Ring ......................................................... S24................................ 1
125 ............ 5233811 .................... Key........................................................................... 5mm x 12L .................... 1
126 ............ 5233741 .................... Pinion Shaft ............................................................. ...................................... 1
127 ............ 10215 ........................ Gear ......................................................................... ...................................... 1
128 ............ 10108 ........................ Eccentric Bushing .................................................... ...................................... 1
129 ............ TS-1505041 .............. Socket Head Cap Screw.......................................... M10 x 30L ..................... 1
130 ............ 5235151 .................... Spindle ..................................................................... ...................................... 1
131 ............ 5235131 .................... Lock Nut................................................................... ...................................... 1
132 ............ 5235191 .................... Needle Bearing ........................................................ RNA4911 ...................... 1
133 ............ BB-51111 .................. Thrus t Bearing ......................................................... 51111 ............................ 1
134 ............ BB-32006 .................. Taper Bearing .......................................................... 32006 ............................ 1
135 ............ J-10190 ..................... Lock Nut................................................................... ...................................... 1
136 ............ 5235181 .................... Quill.......................................................................... ...................................... 1
137 ............ 10352 ........................ Special Bolt .............................................................. ...................................... 1
138 ............ M1204006 ................. Chain ....................................................................... 25H x 86........................ 1
139 ............ 5235421 .................... Manual Feed Hand Wheel ....................................... ...................................... 1
140 ............ TS-1502031 .............. Socket Head Cap Screw.......................................... M5 x 12L ....................... 4
141 ............ 5235261 .................... Bearing Housing ...................................................... ...................................... 1
142 ............ 5235311 .................... Key........................................................................... 6mm x 20L .................... 1
143 ............ 5235321 .................... Pinion Shaft ............................................................. ...................................... 1
144 ............ 5235121 .................... Key........................................................................... 4mm x 12L .................... 1
145 ............ BB-6204ZZ ................ Ball Bearing ............................................................. 6204ZZ.......................... 1
146 ............ BB-6005ZZ ................ Ball Bearing ............................................................. 6005ZZ.......................... 1
147 ............ 5235331 .................... Helical Tooth Gear ................................................... ...................................... 1
148 ............ TS-1503051 .............. Socket Head Cap Screw.......................................... M6 x 20L ....................... 1
149 ............ 5233871 .................... Feed Speed Selector ............................................... ...................................... 1
150 ............ 5233841 .................... Bolt........................................................................... M10 x 16L ..................... 1
151 ............ 5233851 .................... Spring ...................................................................... ...................................... 1
152 ............ SB-5/16 ..................... Steel Ball.................................................................. 5/16” .............................. 1
153 ............ J-5233891 ................. Gear Box Front Plate ............................................... ...................................... 1
154 ............ TS-1504031 .............. Socket Head Cap Screw.......................................... M8 x 16L ....................... 4
155 ............ 5233911 .................... Feed Speed Change Gear....................................... ...................................... 1
156 ............ 5233821 .................... Feed Speed Change Rack ...................................... ...................................... 1
157 ............ 5233831 .................... Copper Block ........................................................... ...................................... 1
158 ............ 5233921 .................... Plate......................................................................... ...................................... 1
159 ............ 5233931 .................... Bolt........................................................................... 3/16” x 1/4”L .................. 1
160 ............ 10111 ........................ Nut ........................................................................... ...................................... 1
161 ............ 10072 ........................ Lock Lever ............................................................... ...................................... 1
162 ............ M1317005 ................. Plastic Knob ............................................................. 5/16” .............................. 1
163 ............ 10110 ........................ Lock Screw .............................................................. ...................................... 1
164 ............ TS-1502041 .............. Socket Head Cap Screw.......................................... M5 x 16L ....................... 1
165 ............ 10109 ........................ Set Block.................................................................. ...................................... 1
166 ............ 5234751 .................... Oil Level Gauge ....................................................... ...................................... 1
167 ............ 5235271 .................... Grease Nipple .......................................................... PT1/8” ........................... 1
168 ............ TS-1523021 .............. Set Screw ................................................................ M6x8L ........................... 1
169 ............ 5233641 .................... Pin............................................................................ ...................................... 1
170 ............ SB-3/8 ....................... Steel Ball.................................................................. 3/8” ................................ 2
171 ............ 5233711 .................... Spring ...................................................................... ...................................... 2
41
Page 42

13.7.1 Rear of Head: Exploded View
42
Page 43

13.7.2 Rear of Head: Parts List
Index No. Part No. Description Size Qty
1 ................ 5235731 .................... Bolt........................................................................... 3/16” x 1/2"L .................. 4
2 ................ J-5235721 ................. Aluminum Plate........................................................ ........ .............................. 1
3 ................ TS-1525011 .............. Set Screw ................................................................ M10 x 10L ..................... 4
4 ................ J-5235471 ................. Bearing Bracket ....................................................... ...................................... 1
5 ................ 5235441 .................... Socket Head Cap Screw.......................................... M10 x 85L ..................... 2
6 ................ 5235451 .................... Adjustable Collar...................................................... ...................................... 2
7 ................ 5235691 .................... Bushing .................................................................... ...................................... 2
8 ................ BB-6205ZZ ................ Bearing .................................................................... 6205 ZZ.......................... 2
9 ................ 5235711 .................... Eccentric Shaft......................................................... ...................................... 2
10 .............. 5235651 .................... Bolt........................................................................... M10 x 110L ................... 2
11 .............. TS-1525011 .............. Set Screw ................................................................ M10 x 10L ..................... 4
12 .............. 5235461 .................... Adjustable Collar...................................................... ...................................... 2
13 .............. 5235671 .................... Bushing .................................................................... ...................................... 2
14 .............. BB-6205ZZ ................ Bearing .................................................................... 6205ZZ.......................... 2
15 .............. 5235641 .................... Eccentric Shaft......................................................... ...................................... 2
16 .............. J-5235491 ................. Cam Shaft Sleeve .................................................... ...................................... 1
17 .............. 5235481 .................... Cam Shaft ................................................................ ...................................... 1
18 .............. J-5235511 ................. Bearing Bracket ....................................................... ...................................... 1
19 .............. J-5235561 ................. Aluminum Plate........................................................ ...................................... 1
20 .............. TS-1502041 .............. Socket Head Cap Screw.......................................... M5 x 16L ....................... 3
21 .............. 5235421 .................... Eccentric Shaft......................................................... ...................................... 1
22 .............. M0924-IRT1015-1 ..... Bearing Inner Ring ................................................... IRT1015-1 ..................... 1
23 .............. 10221 ........................ Shaft ........................................................................ ...................................... 1
43 .............. 10356 ........................ Mounting Plate ......................................................... ...................................... 1
43
Page 44

13.8.1 Counterweight Assembly: Exploded View
13.8.2 Counterweight Assembly: Parts List
Index No. Part No. Description Size Qty
1 ................ TS-1503031 .............. Socket Head Cap Screw.......................................... M6 x 12L ....................... 2
2 ................ 5235761 .................... Washer .................................................................... ...................................... 2
3 ................ 5235771 .................... Oil Seal .................................................................... TC19 x 32 x 8................ 2
4 ................ 5235781 .................... Round Bar................................................................ ...................................... 2
5 ................ 5235791 .................... Washer .................................................................... 1/2" ................................ 2
6 ................ 5235811 .................... Nut ........................................................................... 1/2” ................................ 4
7 ................ 5235831 .................... Socket Head Cap Screw.......................................... M8 x 120L ..................... 4
8 ................ J-5235841 ................. Chain Frame ............................................................ ...................................... 1
9 ................ 5235911 .................... Retainer ................................................................... E9.................................. 4
10 .............. 10376 ........................ Collar ....................................................................... ...................................... 2
11 .............. 5235931 .................... Bearing .................................................................... TA1015Z ....................... 2
12 .............. 10376 ........................ Collar ....................................................................... ...................................... 2
13 .............. 5235941 .................... Shaft ........................................................................ ...................................... 2
14 .............. 5235961 .................... Chain ....................................................................... 3/8” x 130 ...................... 1
15 .............. 5235971 .................... Bolt........................................................................... ...................................... 1
16 .............. 5235981 .................... Chain Adapter .......................................................... ...................................... 1
17 .............. J-5235991 ................. Cast Iron Block ........................................................ ...................................... 1
44
Page 45

14.0 Electrical Connections for J-1230R
45
Page 46

14.1 Electrical Connections for J-1230R: Parts List
Part No. Symbol Description Size Qty
E0701020 ....... MS1 ............ Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E0701020 ....... MS2 ............ Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E0701020 ....... MS3 ............ Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E0701020 ....... MS4 ............ Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E0701020 ....... MS5 ............ Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E0701021 ....... MS6 ............ Magnetic Contactor ......................................... CU18,110V ...................................... 1
E0701021 ....... MS7 ............ Magnetic Contactor ......................................... CU18,110V ...................................... 1
E0701020 ....... MO.............. Magnetic Contactor ......................................... CU11,3a1b,110V ............................. 1
E2802003 ....... Fu ............... Fuse Seat........................................................ 3P(14*51) ........................................ 1
E2802013 ....... Fu ............... Fuse Seat........................................................ 1P(14*51) ........................................ 1
E3101012 ....... Fu ............... Fuse ................................................................ 40A(14*51) ...................................... 3
E3101016 ....... Fu ............... Fuse ................................................................ 5A(14*51) ........................................ 2
E1801047 ....... TR............... Transformer .................................................... PT40 100VA .................................... 1
E1602001 ....... ................... Safety Switch .................................................. XF163B ............................................ 1
E1303001 ....... SS1............. Coolant Switch ................................................ ST-302 ............................................. 1
5231981 ......... SS2............. Cross Switch (includes 5231951) .................. Up 1A Down 1A ............................... 1
E1604001 ....... SS3............. Selector Switch ............................................... SN1021 ............................................ 1
E1603001 ....... SS4............. Pole Reversin g Switch (Speed Change)......... A441,CA10 ...................................... 1
E1701002 ....... WL .............. Work Lamp...................................................... FS 51441 ......................................... 1
E1202011 ....... PB1............. Push Button .................................................... YKϕ22, 110V 1a1b (R) .................... 1
E1202003 ....... PB2............. Push Button .................................................... YKϕ22, 110V 1a1b (G) .................... 1
E1203002 ....... PB3............. Emergency Push Button ................................. SBT-307 .......................................... 1
E2303006 ....... L ................. Control Light.................................................... SP301 110V (White) ........................ 1
E2303007 ....... PL ............... Power Light ..................................................... SP301 110V (Red) .......................... 1
E0207002 ....... OL1............. Overload Relay (for 230V) .............................. RHN 10/3.5-4.8 A ............................. 1
E0207002 ....... OL2............. Overload Relay (for 230V) .............................. RHN 10/3.5-4.8 A ............................. 1
E0207040 ....... OL3............. Overload Relay (for 230V) .............................. RHN 10/17-24 A ............................... 1
E0207018 ....... OL1............. Overload Relay (for 460V) .............................. RHN 10/1.8-2.5 A ............................. 1
E0207018 ....... OL2............. Overload Relay (for 460V) .............................. RHN 10/1.8-2.5 A ............................. 1
E0207035 ....... OL3............. Overload Relay (for 460V) .............................. RHN 10/8.5-12.5 A ........................... 1
E0901006 ....... LS1 ............. Micro Switch.................................................... MJ2-1308R ................. ..................... 1
E0901008 ....... LS2 ............. Micro Switch.................................................... TZ-8104 ........................................... 1
E0901007 ....... LS3 ............. Micro Switch.................................................... MJ2-1704 ......................................... 1
E0901007 ....... LS4 ............. Micro Switch.................................................... MJ2-1704 ......................................... 1
E0901007 ....... LS5 ............. Micro Switch.................................................... MJ2-1704 ......................................... 1
E0901007 ....... LS6 ............. Micro Switch.................................................... MJ2-1704 ......................................... 1
E3602001 ....... . A .............. Ammeter ......................................................... SO65,30A ........................................ 1
* ...................... ................... Coolant Pump ................................................. 1/8HP, 2P, 3PH, L:130mm .............. 1
* ...................... ................... Column Clamping Motor ................................. 1HP, 3PH, 4P .................................. 1
* ...................... ................... Elevating Motor ............................................... 1HP, 3PH, 4P .................................. 1
* ...................... ................... Main (Spindle) Motor....................................... 5HP/3HP, 4P/8P .............................. 1
* see relevant breakdowns for stock numbers
46
Page 47

This page intentionally left blank.
47
Page 48

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.jettools.com
48
 Loading...
Loading...