

Page 1
This .pdf document is bookmarked
Operation and Maintenance Instructions
ZH Series Large Bore Lathes
Models GH-2680ZH; GH-26120ZH
For ZH-Series Lathes Parts List and Electrical Diagrams, see document M-321860-1
JET
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-321860
Ph.: 800-274-6848 Revision B 08/2014
www.jettools.com Copyright © 2014 JET
Model GH-2680ZH shown
Page 2
1.0 Warranty and Service
JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please
contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
JET branded website.
• JET products carry a limited warranty which varies in duration based upon the product. (See chart below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Co vered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood.
Use of th ese ma chines in the processing of metal , pl asti cs, or oth er m aterial s may void the warranty. The exceptio ns
are acrylics and other natural items that are made specifically for wood turning.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide pro of
of initia l p u rch a s e whe n calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. JET has Authorized Service Centers located throughout the
United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the JET website.
More Informa t io n
JET is constantly adding new products. For complete, up-to-date product information, check with your local distributor
or visit the JET website.
How S tat e Law A pplies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
JET LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH PRODUCT.
EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG AN
IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
JET SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
JET sells through distributors only. The specifications listed in JET printed materials and on official JET website are
given as general information and are not binding. JET reserves the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET
Product Listing with Warranty Period
90 Days – Parts; Consumable items; Light-Duty Air Tools
1 Year – Motors; Machine Accessories; Heavy-Duty Air Tools; Pro-Duty Air Tools
2 Year – Metalworking Machinery; Electric Hoists, Electric Hoist Accessories; Woodworking Machinery used
for industrial or commercial purposes
5 Year – Woodworking Machinery
Limited Lifetime – JET Parallel clamps; VOLT Series Electric Hoists; Manual Hoists; Manual Hoist
Accessories; Shop Tools; Warehouse & Dock products; Hand Tools
NOTE: JET is a division of JPW Industries, Inc. References in this document to JET also apply to JPW Industries,
Inc., or any of its successors in interest to the JET brand.
®
branded products are not sold in Canada by JPW Industries, Inc.
2
Page 3
2.0 Table of Contents
1.0 Warranty and Service ..................................................................................................................................... 2
2.0 Table of Contents ........................................................................................................................................... 3
3.0 Safety warnings .............................................................................................................................................. 4
4.0 Specifications ................................................................................................................................................. 6
5.0 Dimensions and mounting hole centers ......................................................................................................... 8
6.0 General description and nomenclature .......................................................................................................... 9
7.0 Unpacking .................................................................................................................................................... 11
7.1 Contents of the Shipping Container ......................................................................................................... 11
8.0 Installation .................................................................................................................................................... 12
8.1 Leveling the lathe ..................................................................................................................................... 12
8.2 Completing installation ............................................................................................................................. 12
8.3 Chuck Preparation .................................................................................................................................... 13
8.4 Break-In Period ........................................................................................................................................ 13
9.0 Maintenan c e/Lubr ication
9.1 Coolant Preparation ................................................................................................................................. 16
10.0 Electrical Connections ................................................................................................................................ 16
10.1 Conversion to 460 Volt O peratio n
11.0 Basic Controls ............................................................................................................................................ 18
12.0 Operation ................................................................................................................................................... 20
12.1 Tool Setup .............................................................................................................................................. 21
12.2 Spindle Speed ........................................................................................................................................ 21
12.3 Feed and Thread Selection .................................................................................................................... 21
12.4 Thread Cutting ........................................................................................................................................ 22
13.0 Adjustments ............................................................................................................................................... 22
13.1 Chuck Jaw Reversal ............................................................................................................................... 22
13.2 Gib Adjustments ..................................................................................................................................... 22
13.3 Tailstock Adjustmen ts ............................................................................................................................ 23
13.4 Gap Section ............................................................................................................................................ 23
13.5 Belt Adjustment and Replacement
13.6 Brake Strap ............................................................................................................................................ 24
13.7 Friction Clutch Adjustmen t ..................................................................................................................... 24
13.8 Aligning Tailstock to Headstock ............................................................................................................. 25
13.9 Spindle Bearings .................................................................................................................................... 25
13.10 Speed Control ...................................................................................................................................... 25
13.11 Lead Screw .......................................................................................................................................... 26
13.12 Apron Feed Clutch ............................................................................................................................... 26
13.13 Tool Post .............................................................................................................................................. 26
13.14 Cross Slide Nut Adjustment ................................................................................................................. 27
13.15 Shear Pin Replacement ....................................................................................................................... 27
13.16 Steady Rest Adjustment ....................................................................................................................... 27
13.17 Follow Rest Adjustment ........................................................................................................................ 28
14.0 Troubleshooting the ZH Series Lathes ....................................................................................................... 29
15.0 Lubrication Schedule and General Maintenance ....................................................................................... 30
16.0 Reference Tables ....................................................................................................................................... 31
16.1 Inch Lead And Feed ............................................................................................................................... 31
16.2 Special Inch Lead And Feed .................................................................................................................. 31
16.3 Speed Selection Lever Positions ............................................................................................................ 32
17.0 Electrical – 230 volt to 460 volt Conversion ............................................................................................... 32
18.0 Change Gear Diagram ............................................................................................................................... 33
............................................................................................................................... 14
............................................................................................................ 17
............................................................................................................ 24
3
Page 4

3.0 Safety warnings
1. Read and understand the entire owner’s manual before attempting assembly or operation.
2. Read and understand the warnings posted on the machine and in this manual. Failure to comply with all of these
warnings may cause serious injury.
3. Replace the warning labels if they become obscured or removed.
4. This lathe is designed and intended for use by properly trained and experienced personnel only. If you are not
familiar with the proper and safe operation of a lathe, do not use until proper training and knowledge have been
obtained.
5. Do not use this lathe for other than its intended use. If used for other purposes, JET disclaims any real or implied
warranty and holds itself harmless from any inju ry that may resul t from that use.
6. Always wear approved safety glasses/face shields while using this lathe. Everyday eyeglasses only have impact
resistant lenses; they are not safety glasses.
7. Before operating this lathe, remove tie, rings, watches and other jewelry, and roll sleeves up past the elbows.
Remove all loose clothing and confine long hair. Non-slip footwear or anti-skid floor strips are recommended. Do
not wear gloves.
8. Wear ear protectors (plugs or muffs) during extended periods of operation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities contain
chemicals known to the state of California to cause cancer, birth defects or other reproductive harm. Some
examples of thes e chemicals are:
• Lead from lead based paint.
• Crystalline silica from bricks, cement and other masonry products.
• Arseni c and chromium from chemically tr eated lum ber.
Your risk of exposure varies, depending on how often you do this type of work. To reduce your exposure to these
chemicals, work in a well-ventilated area and work with approved safety equipment, such as face or dust masks
that are specifically designed to filter out microscopic particles.
10. Do not operate this machine while tired or under the influence of drugs, alcohol or any medication.
11. Make certain the switch is in the OFF position before connecting the machine to the power supply.
12. Make certain the machine is properly grounded.
13. Make all machine adjustments or maintenance with the machine unplugged from the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting wrenches are
removed from the machine before turning it on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance purposes, use
extreme caution and replace the guards immediately after maintenance is complete.
16. Check damaged parts. Before further use of the machine, a guard or other part that is damaged should be
carefully checked to determine that it will operate properly and perform its intended function. Check for alignment
of moving parts, binding of moving parts, breakage of parts, mounting and any other conditions that may affect
its operation. A guard or other part that is damaged should be properly repaired or replaced.
17. Provide for adequate space surrounding work area and non-glare, overhead lighting.
18. Keep the floor around the machine clean and free of scrap material, oil and grease.
19. Keep visitors a safe distance from the work area. Keep children away.
20. Make your workshop child proof with padlocks, master switches or by removing starter keys.
21. Give your work undivided attention. Looking around, carrying on a conversation and “horse-play” are careless
acts that can result in serious injury.
22. Maintain a balanced stance at all times so that you do not fall or lean against moving parts. Do not overreach or
use excessive force to perform any machine operation. Never force the cutting action.
4
Page 5
23. Maintain a balanced stance at all times so that you do not fall or lean against moving parts. Do not overreach or
use excessive force to perform any machine operation. Never force the cutting action.
24. Use the right tool at the correct speed and feed rate. Do not force a tool or attachment to do a job for which it
was not designed. The right tool will do the job better and more safely.
25. Use recommended accessories; improper accessories may be hazardous.
26. Maintain tools with care. Keep cutting tools sharp and clean for the best and safest performance. Follow
instructions for lubricating and changing accessories.
27. Do not attempt to adjust or remove tools during operation.
28. Never stop a rotating chuck or workpiece with your hands.
29. Choose a low spindle speed when working unbalanced workpieces, and for threading and tapping operations.
30. Do not exceed the maximum speed of the workholding device.
31. Do not exceed t he clamping c apac i ty of t he ch uck.
32. Workpieces longer than 3 times the chucking diameter must be supported by the tailstock or a steady rest.
33. Avo id small c huck d iameters wit h large turning diameters .
34. Avoid short chucking lengths and small chucking contact.
35. Turn off the machine and disconnect from power before cleaning. Use a brush to remove shavings or debris —
do not use your hands.
36. Do not stand on the machine. Serious injury could occur if the machine tips over.
37. Never leave the machine running unattended. Turn the power off and do not leave the machine until moving
parts come to a complete stop.
38. Remove loose items and unnecessary work pieces from the area before starting the machine.
39. Do not operate the lathe in flammable or explosive environments. Do not use in a damp environment or expose
to rain.
Familiarize yourself with the following safety notices used in this manual:
machine damage.
death.
This means th at if precaution s are no t heeded, it ma y result in minor i njur y and/ or possible
This mean s that if preca uti ons ar e not heeded, it may r esult in s erious injury or possibly ev en
5
Page 6

4.0 Specifications
Model Number ............................................................................ GH-2680ZH ....................................... GH-26120ZH
Stock Number .................................................................................... 321860 ................................................ 321890
General Capacities:
Maximum Swing over Bed ..................................................... 26” (660 mm) ....................................... 26” (660 mm)
Maximum Swing over Cross Slide .................................... 16-1/2” (420 mm) ................................. 16-1/2” (420 mm)
Maximum Swing Through Gap ............................................... 3 4 ” (8 7 0 mm) ....................................... 34” (870 mm)
Length of Gap ................................................................. 8-1/32” (204 mm) ................................. 8-1/32” (204 mm)
Distance between Centers ................................................... 80” (2030 mm) ................................... 120” (3050 mm)
Width of Bed .......................................................................... 16” (405mm) ........................................16” (405mm)
Motors and Electrical:
Main Motor ......................................................................... TEFC Induction ................................... TEFC Ind u ction
Horsepower .................................................................... 10 HP (7.5kW) ..................................... 10 HP (7.5kW)
Phase ........................................................................................... 3 PH ....................................................3 PH
Voltage.......................................................... 230/460V (prewired 230V) ................... 230/460V (prewired 230V )
Full Load Amps .................................................................... 25.4/12.7A ........................................... 25.4/12.7A
Cycle............................................................................................60 Hz .................................................. 60 Hz
Feed Motor .................................................................................. Induction ............................................. Induction
Horsepower ................................................................................ 1/2 HP ................................................. 1/2 HP
Phase ........................................................................................... 3 PH ....................................................3 PH
Voltage.......................................................... 230/460V (prewired 230V) ................... 230/460V (prew ired 230V)
Full Load Amps .................................................................... 2.85/1.65A ........................................... 2.85/1.65A
Cycle............................................................................................60 Hz .................................................. 60 Hz
Coolant Pump Motor..................................................................... Induction ............................................. Induction
Horsepower ................................................................................ 1/8 HP ................................................. 1/8 HP
Phase ........................................................................................... 3 PH ....................................................3 PH
Voltage.......................................................... 230/460V (prewired 230V) ................... 230/460V (prew ired 230V)
Full Load Amps .................................................................... 0.54/0.27A ........................................... 0.54/0.27A
Cycle............................................................................................60 Hz .................................................. 60 Hz
Power Transmission .................................................................. v-belt (x 4) ........................................... v-belt (x 4)
Controls circuit ........................................................................... 110V A.C. ............................................110V A.C.
Lamp circuit ................................................................................. 24V A.C. ............................................ 24V A.C.
Indicators circuit ......................................................................... 110V A.C. ............................................110V A.C.
Headstock and Spindle:
Spindle Bore ..................................................................... 4-1/8” (105 mm) ...................................
Spindle Mount ...................................................................... D1-8 Camlock ..................................... D1-8 Camlock
Spindle Taper with Sleeve ..................................... 113mm Dia. 1:20 / MT-5 ...................... 113 mm Dia. 1:2 0 / MT-5
Number of Spindle Speeds ..................................................................... 12 ....................................................... 12
Range of Spindle Speeds .................................................. 36 to 1600 RPM .................................. 36 to 1600 RPM
Distance Floor to Spindle Center (approx.) ....................................... 46-1/2” ................................................ 46-1 /2”
3-Jaw Scroll Chuck:
Load Capacity ............................................................... 661 lb (300 kg) .................................... 661 lb (300 kg)
Inside Diameter ............................................................ 4-1/8” (105 mm) ................................... 4-1/8” (105 mm)
4-Jaw Independent Chuck:
Load Capacity ........................................................... 1476 lb (669.5 kg) ................................ 1476 lb (669.5 kg)
Inside Diameter ............................................................ 4-7/8” (124 mm) ................................... 4-7/8” (124 mm)
Carriage:
Maximum Tool Size ................................1-1/4” x 1-1/4” (31.75 x 31.75 mm) ....... 1-1/4” x 1-1/4” (31.75 x 31.75 mm)
Maximum Compound Rest Travel ...................................... 5-1/2” (140 mm) ................................... 5-1/2” (140 mm)
Maximum Compound Rest Swivel .............................................. +/- 90 deg. ........................................... +/- 90 deg.
Maximum Cross Slide Travel ......................................... 14-9/16” (370 mm) ............................... 14-9/16” (370 mm)
Maximum Carriage Travel ............................................... 68-7/8 ” (1750 mm) ........................... 108-9/32” (2750 mm)
4-1/8” (105 mm)
6
Page 7

GH-2680ZH GH-26120ZH
Gearbox:
Number of Longitudinal Feeds ................................................................ 65 ....................................................... 65
Range of Longitudinal Feeds .. 0.0023 – 0.0937 in./rev. (0.063-2.52 mm/rev) ........ 0.0023 – 0.0937 (0.063-2.52 mm)
Num ber of C ross Feeds .......................................................................... 63 ....................................................... 63
Range of Cross Feeds ............ 0.0010 – 0.0404 in/rev. (0.027-1.07 mm/rev) .......... 0.0010 – 0.404 (0.027-1.07 mm)
Number of Inch Threads ......................................................................... 48 ....................................................... 48
Range of Inch Threads ...............................................................30-2 T.P.I. ............................................ 30-2 T.P.I
Number of Metric Threads ...................................................................... 22 ....................................................... 22
Range of Metric Threads .............................................................. 1-14 mm .............................................. 1-14 mm
Number of Diametral Threads ................................................................. 24 ....................................................... 24
Range of Diametral Threads ........................................................ 56-4 D.P. ............................................. 56-4 D.P.
Number of Modular Threads ................................................................... 18 ....................................................... 18
Range of Modular Threads .......................................................... 0.5- 7 mm ............................................. 0.5-7 mm
Leadscrew Pitch .................................................................. 1/2” (12.7 mm) ..................................... 1/2” (12.7 mm)
Tailstock:
Tailstock Sp i n d le Trav el .......................................................... 6” (150 mm) .........................................6” (150 mm)
Tailstock Ta p er.................................................................................. M T -5 .................................................. MT-5
Maximum Tailstock Cross Displacement .......................... +/- 0.40” (10 mm) ................................. +/- 0. 4 0 ” (10 mm)
Other:
Small Steady Rest Capacity...................................... 3/4” – 5” (20-125 mm) .......................... 3/4” – 5” (20-125 mm)
Large Steady Rest Capacity ................................... 4” – 9.5” (100-240 mm) ........................ 4” – 9.5” (100-240 mm)
Follow Rest Capacity ................................................ 3/4” – 4” (20-100 mm) .......................... 3/4” – 4” (20-100 mm)
Coolant tank capacity ............................................................... 4 gal. (15L) .......................................... 4 gal. (15L)
Noise em i ssion (i dli ng at max. speed)
1
........................................... 82.4 dB ............................................... 82.4 dB
Overall Dimensions ............................. 137-13/16”L x 53-5/32”W x 55-1/2”H ........ 177-5/32”L x 47-1/4”W x 55-1/2”H
(3500 x 1350 x 1410 mm) (4500 x 1200 x 1410 mm)
Approximate Net Weight ............................................... 8532 lbs. (3870 kg) .............................. 9369 lbs. (4250 kg)
1
Values are emission levels, not necessarily to be seen as safe operating levels. Since workplace conditions vary,
this information is only intended to allow the user to make a better estimation of the hazards involved.
The specifications in this manual were current at time of publication, but because of our policy of continuous
improvement, JET reserves the right to change specifications at any time and without prior notice, without incurring
obligations.
7
Page 8
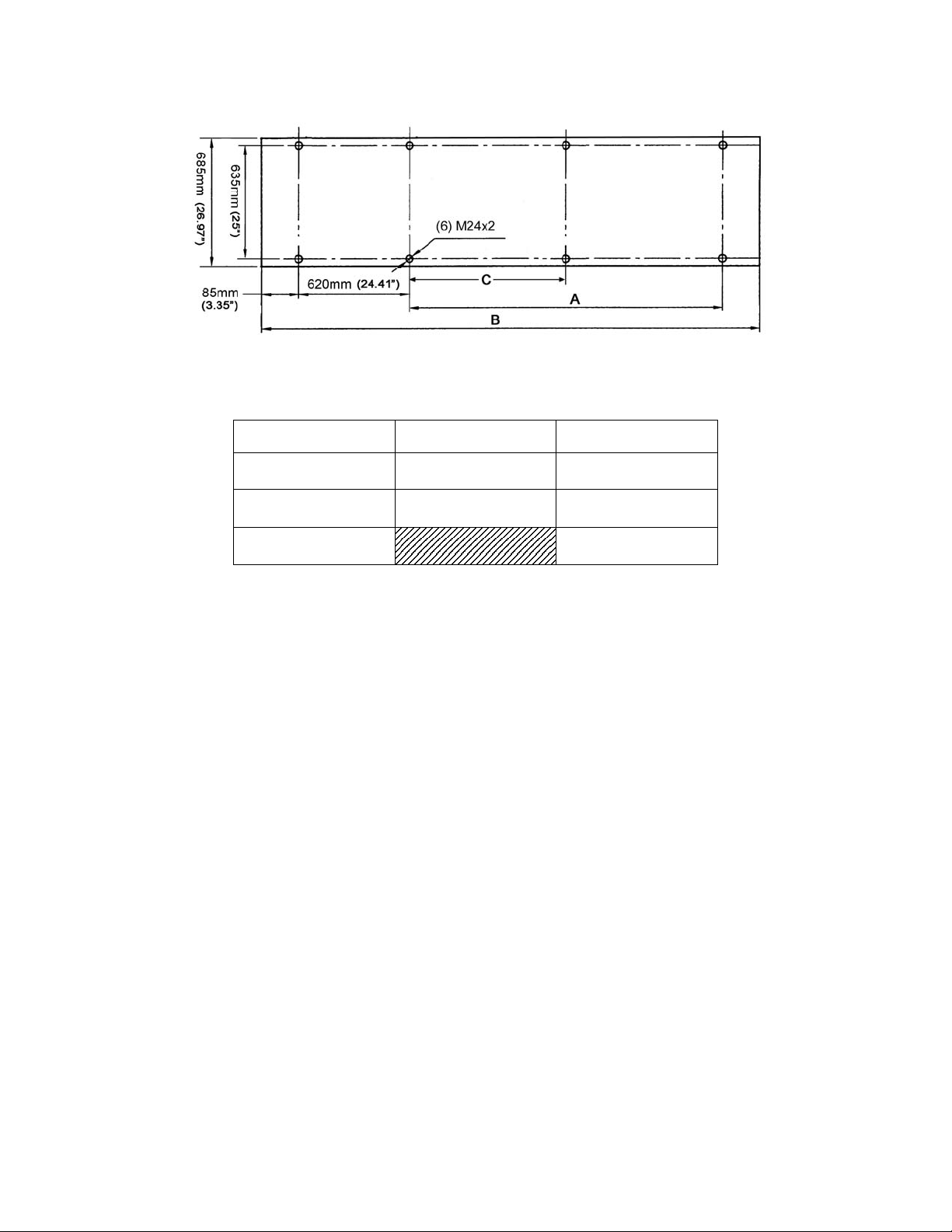
5.0 Dimensions and mounting hole centers
Figure 1
Lathe Size
A 2560mm (100.8 in.) 3565mm (140.4 in.)
B 3495mm (137.60 in. ) 4500mm (177.2 in.)
80 inch
(GH-2680ZH)
120 inch
(GH-26120ZH)
C 1721.5mm (67.8 in)
Table 1
8
Page 9
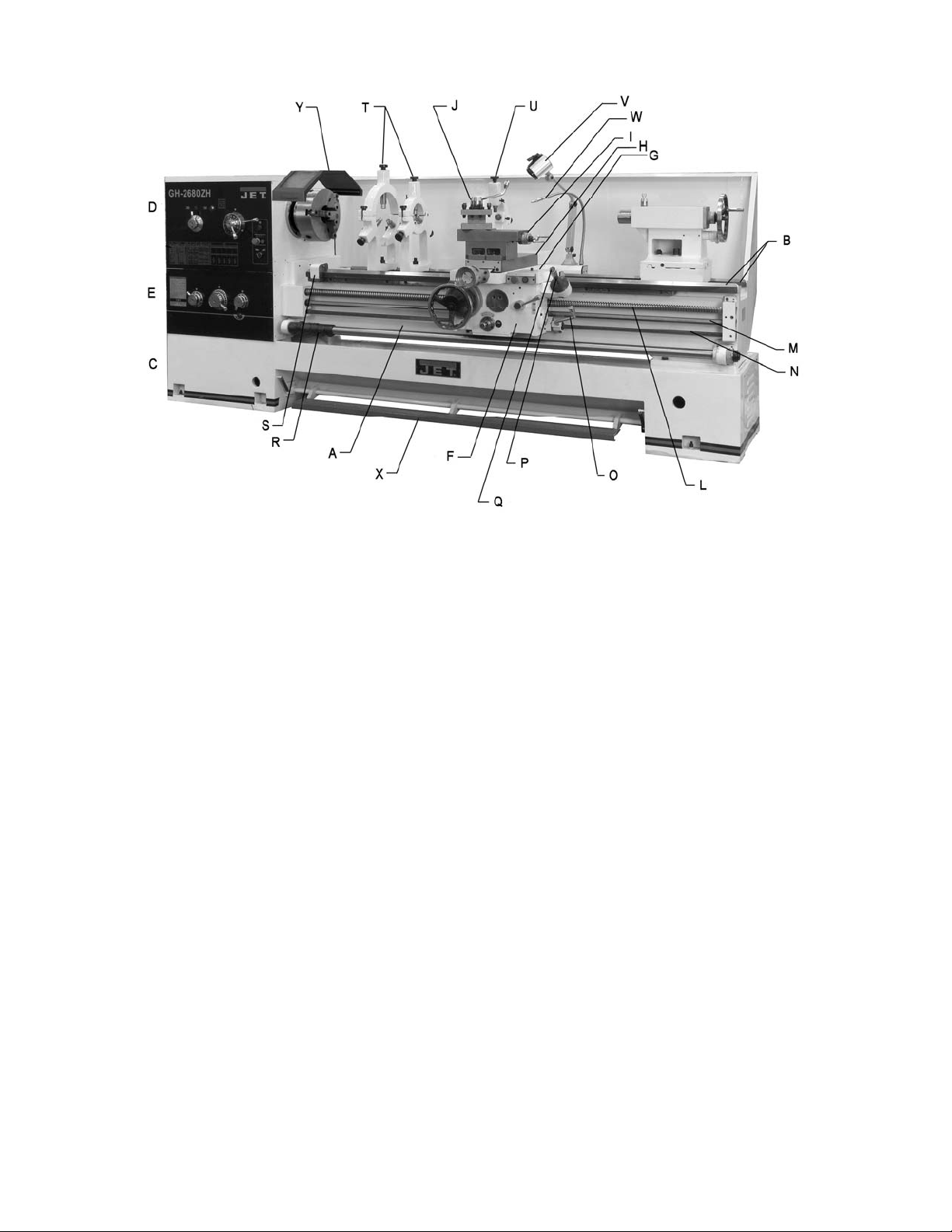
6.0 General description and nomenclature
Figure 2 – General Description (GH-2680ZH shown)
The ZH series lathe operates on a ce ntralized gear
system. The motor power is transferred through
four v-belts to a shaft, which in turn transmits the
energy through a multi-disc friction clutch and
various gear pairs, to the spindle. The clutch also
controls the spindle’s direction of rotatio n. Through
clutch disengagement, the operator can stop the
spindle without turning off the motor, which will
prolong the life of the motor.
Bed and Stand
Feed Gearbo x
The gearbox (E) is made from high quality cast iron
and is mounted to the left side of the machine bed.
This lathe adopts a three-axle sliding common gear
mechanism, together with thread selection change
mechanism, and doubling mechanism, which
enable it to cut a comprehensive range of metric,
modular and diametral pitch threads, thus
eliminating the need for gear changes except
where special threading is required.
The lathe bed (A) is made of cast iron with low
vibration and high rigidity. Two precision-ground vslideways (B), reinforced by supersonic fre-quency
hardening, offer precision guidance for the
carriage. The main drive motor is mounted in the
stand (C) below the gearbox.
(The GH-26120ZH model has three stands: left,
center, and right).
Headstock
The headstock (D) is cast from high grade, low
vibration cast iron. In the head, the spindle is
supported at three points; by a cylindrical roller
bearing at the front and a tapered roller bearing
and ball bearing. See section 11.0 for detailed
explanation of controls. The electrical box is
mounted to the rear of the headstock.
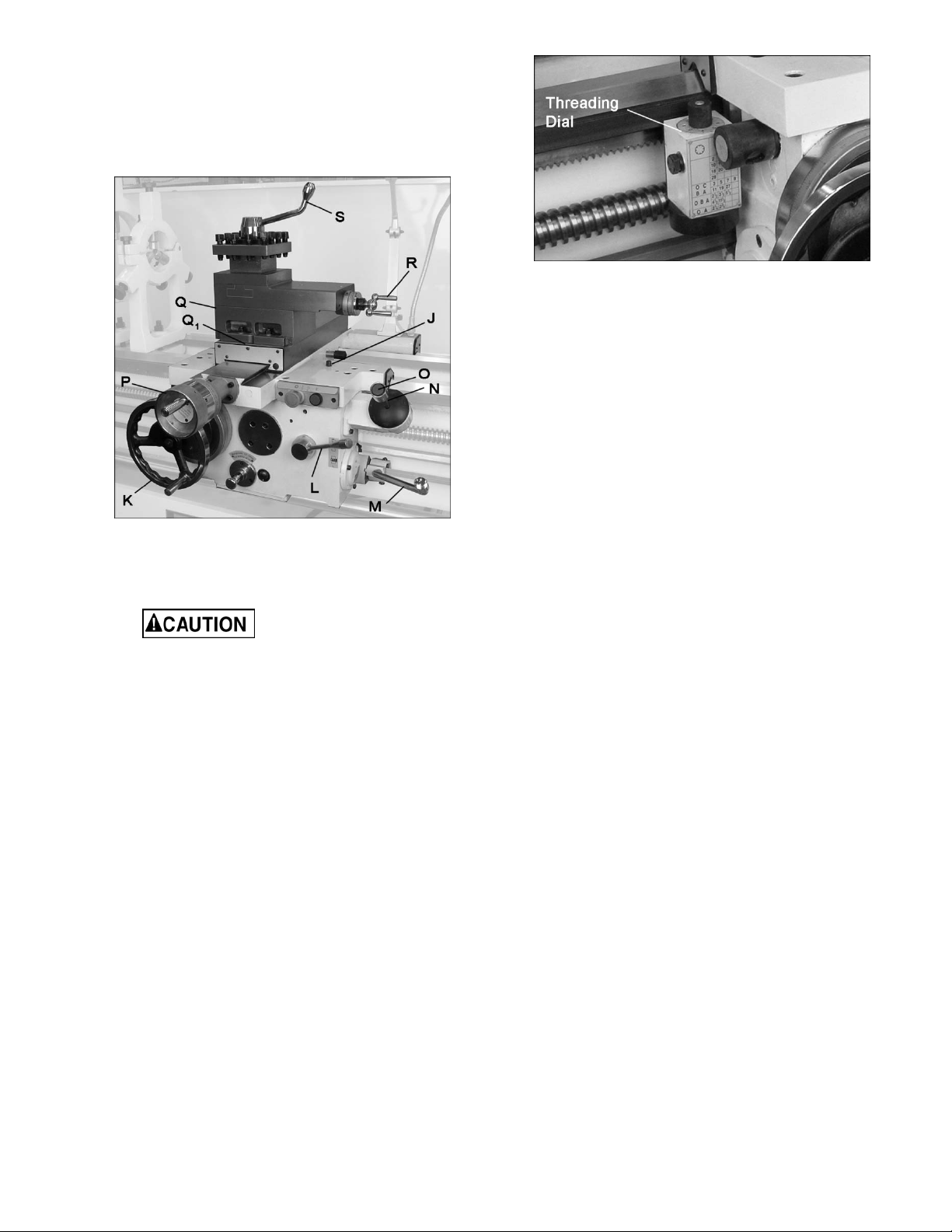
Carriage
The carriage assembly is composed of the Apron,
the Saddle, the Cross Slide, the Compound Rest,
and the four-way Tool Post.
Apron (F). Quick travel of the Apron for
positioning is accomplished by means of a bedmounted rack and pinion, operated manually by
the handwheel on the front of the apron, or
automatically by the feed direction handle (P),
which has a rapid traverse (Q).
Saddle (G). The saddle is made from high
quality cast iron and rides along the v -ways.
Cross Slide (H). The cross-slide is m ounted on
the saddle and used for cross feed operations. It
moves on a dovetailed slide which can be
adjusted for play by means of the gibs.
9
Page 10
Compound Rest. The compound rest (I), which
is T-slotted and mounted on the cross slide, can
be rotated 360°, allowing tapers to be turned.
The compound rest travels on dovetailed ways,
with adjustable gibs.
Four-Way Tool Post. The tool post (J) is a turret
design, mounted to the compound rest. It holds
up to four tools simultaneously, and includes an
indexing function.
Tailstock
The tailstock (K) slides on a v-way and can be
locked at any location by a clamping lever. The
tailstock has a heavy duty quill with a No. 5 Morse
Taper and etched graduation scale. The tailstock
can be offset for taper cutting, and bearings can be
adjusted for drag along the ways.
Leadscrew and Feed Rod
The leadscrew (L) and feed rod (M) are mounted
on the front of the machine bed. They are
connected to the gearbox at the left and are
supported by bearings on both ends.
The leadscrew is used only f or threading funct ions.
This maintains its accuracy and prolonged service
life.
Spindle Direction Control Axle (N)
Spindle rotation can be reversed by simply moving
the control lever (O) mounted at the right of the
carriage. (Allow spindle to come to a stop before
reversing.)
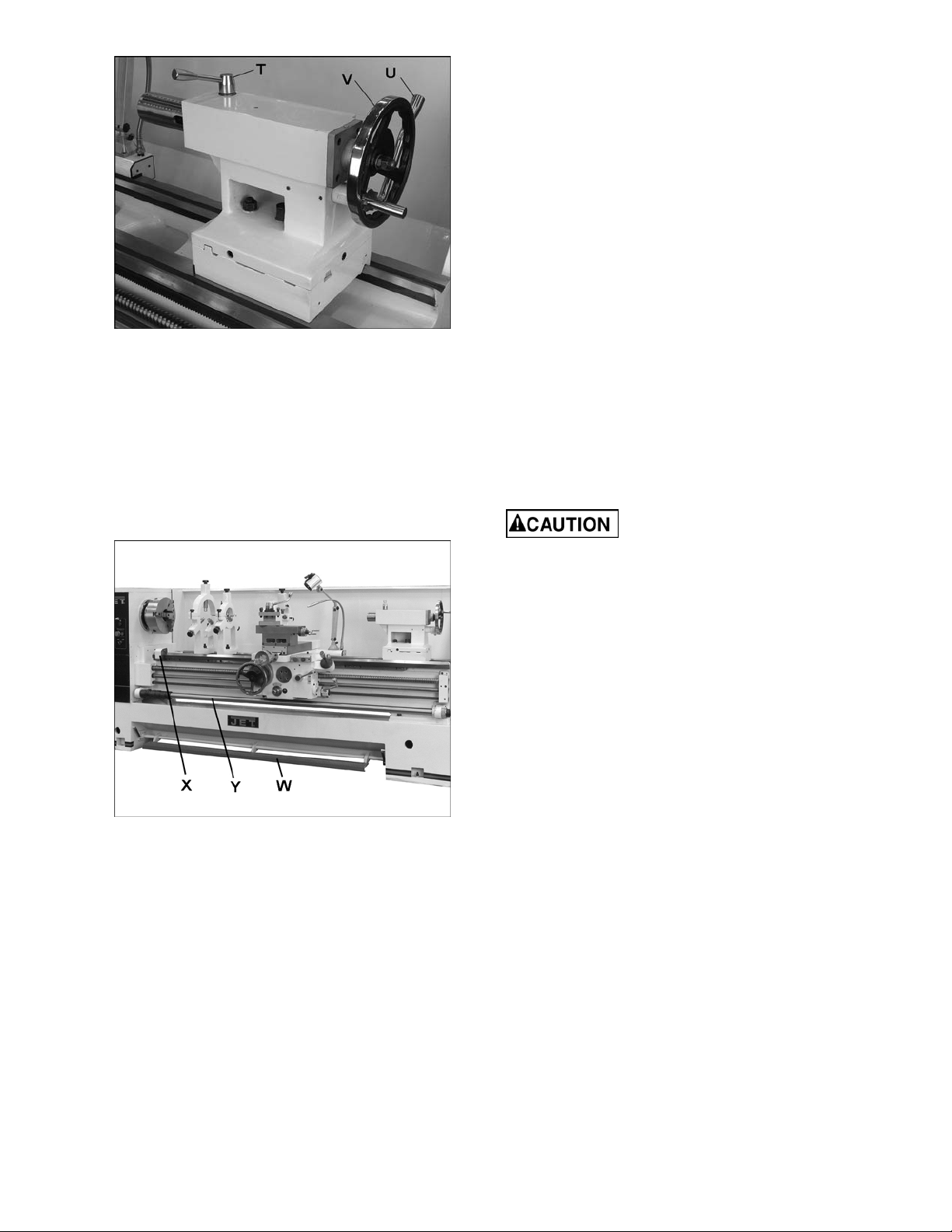
Steady Rest
The ZH series lathes are provided with small and
large steady rests (T). A steady rest serves as a
support for shafts on the free tailstock end. The
steady rest is mounted on the bedway and secured
from below with a bolt, nut and locking plate.
Follo w Rest
The traveling follow rest (U) is mounted to the
saddle, and thus follows the movement of the
turning tool. Only two fingers are required as the
place of the third is taken by the turning tool. The
follow rest is used for turning operations on long,
slender work pieces. It prevents the work piece
from flexing under the pressure of the cutting tool.
Work La mp
Adjustable halogen lamp (V) with independent
on/off switch.
Coolant Nozzle (W)
Fully adjustable gooseneck; flow is regulated
through a valve lever at its base.
Foot Brake (X)
Activates a braking strap at the motor for
emergency stopping of all lathe functions.
Chuck Guard (Y)
Travel Stops
Six st ops (R) ca n be m oved t o an y posit ion a long
the travel setting rod, and are secured in place
using socket head screws. The convex surface of
the stop contacts a limit switch on the underside of
the apron. The travel setting rod can be rotated o n
an eccentric into six positions to modulate the
contact between stops and limit switch.
A carriage stop (S) is also provided for manual
carriage operation.
10
Page 11

1 Tool Box, containing the following:
7.0 Unpacking
Open shipping container and check for shipping
damage. Report any damage immediately to your
distributor and shipping agent. Do not discard any
shipping material until the Lathe is set up and
running properly.
Compare the contents of your container with the
following parts list to make sure all parts are intact.
Missing parts, if any, should be reported to your
distributor. Read the instruction manual thoroughly
for set up, maintenance and safety instructions.
7.1 Contents of the Shipping Container
(Refer to Figure 3)
1 Lathe
2 Steady Rests (mounted on Lathe)
1 Follow Rest (mounted on Lathe)
1 Three Jaw Scroll Chuck, 12-25/32”
(mounted on Lathe) – A
1 Drive Plate – B
1 Four Jaw Independent Chuck, 15-23/32” – C
1 Face Plate, 24-25/32” (with 6 dogs) – D
1 Round Nut Spanner, 170-210 mm – E
4 Change Gears – 63T, 69T, 78T, 90T – F
1 Morse Reduction Sleeve – G
1 Live Center, MT-5 – H
1 Dead Center, MT-5 – I
2 Drive Pins – J
1 Cam Wrench – K
1 Chuck Wrench – L
1 Tool Post Wrench – M
1 Gap Bridge Pin Driver – N
1 Drift Key – O
1 Round Nut Spanner (45-52 mm) – P
1 Hex Key Set (6,8,10,12 mm) – Q
3 Fuses (2A,3A,4A) – R
6 Leveling Bolts with Hex Nuts – S
(qty. 8 for GH-26120ZH)
6 Leveling Pads – T
(qty. 8 for GH-26120ZH)
1 Flat Blade Screwdriver – U
1 Cross Point Screwdriv er – V
2 Open End Wrenches (17/19,19/22) – W
1 White Touch-up Paint Can – X
1 Oil Gun – Y
1 Operating Instructions Manual
1 Parts List Manual
1 Warranty Card
1 Test Record
1 Packing List
NOTE: Optional accessorie s are avail able f or JET Lathes, such as Taper Attachm ent, Col let Closer and
Digital Read Out. Contact your dealer or JET for more information.
Figure 3
ZH Series Lathes – Contents of Shipping Container
11
Page 12
8.0 Installation
1. Finish removing all crate material from around
lathe.
2. Unbolt lathe from shipping pallet.
3. Choose a location for t he lathe that is dry and
has sufficient illumination.
4. Allow enough room to service the lathe on all
four sides, and to load and off-load work
pieces. In addition, if bar work is to be
performed, allow enough space for stock to
extend out the headstock end. If used in
production operations, leave enough space for
stacking unfinished and finished parts.
5. The foundation must be solid to support the
weight of the machine and prevent vibration,
preferably a solid concrete floor.
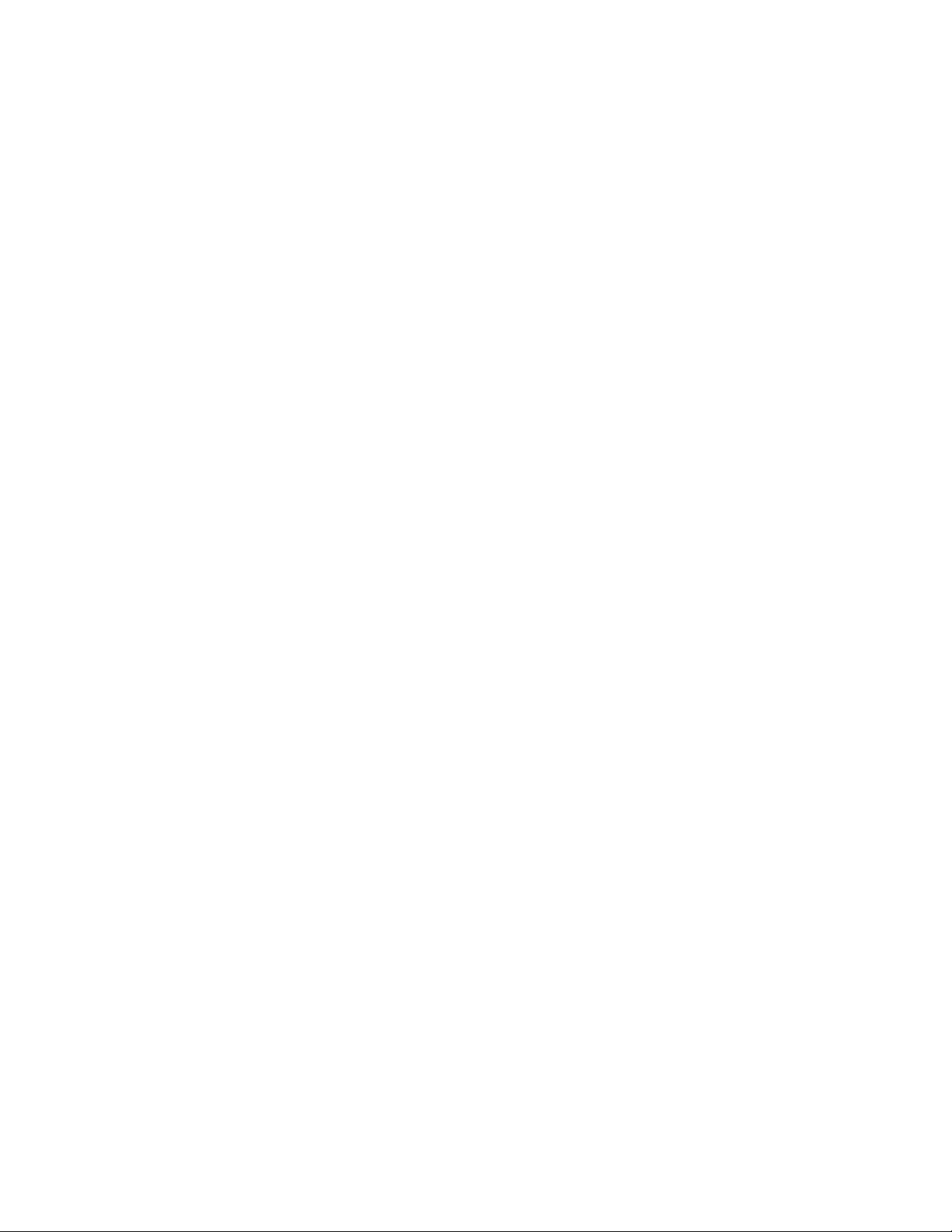
6. The lathe’s center of weight is near the
headstock. Before lifting, move the tailstock
and the carriage (release carriage lock, section
11.0) to the right end of the bed and lock them.
7. Sling the lathe using steel rods or pipes of
sufficient strength inserted through the holes in
the stand (see Figure 4). Do not lift lathe by
the spindle. With properly rated lifting
equipment, slowly raise the lathe off the
shipping pallet.
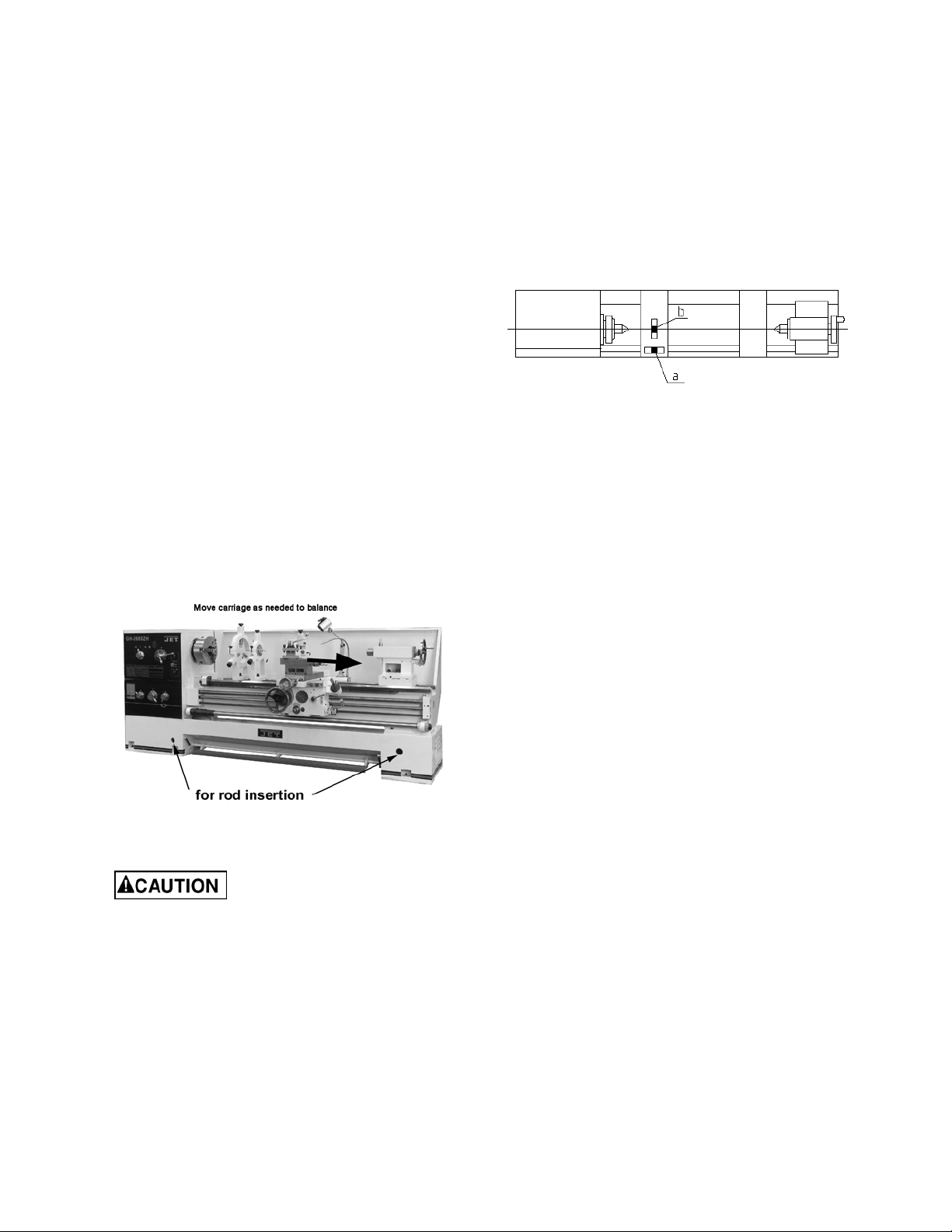
8.1 Leveling the lathe
It is imperative that the lathe be on a level plane;
that is, where headstock and tailstock center points
remain aligned throughout the tailstock travel, with
the bed ways absent of twist and thus parallel to
the operational center line.
A lathe which is not properly leveled will be
inaccurate, producing tapered cuts. Also, the
center point of the tailstock will vary as it is
positioned along the bed, thus requiring constant
readjustment of the set of the tailstock.
Figure 5 – Leveling
9. Use a machinist’s precision level on the bed
ways both front to back and side to side, as
shown in Figure 5. Take the reading in one
direction every 10 inches. Make sure the ways
are clean and free of any debris before placi ng
a level upon them.
10. Deviation over bed length (see Figure 5):
(a) Maximum 0.02/1000mm
(b) Maximum 0.04/1000mm
11. Tighten foot screw nuts evenly to avoid
distortion.
12. Leveling should be inspected occasionally,
and especially if the accuracy of the lathe
beings to diminish.
Figure 4 – Lifting preparation
Confirm that all suspension
equipment is properly rated and in good
condition for lifting the lathe. Do not allow
anyone beneath or near the load while lifting.
8. The lathe can be placed upon the cast iron
leveling pads under each foot hole, and
adjusted using the adjusting bolts with hex
nuts. Or, it may be secured to the floor using
bolts placed head-down in the concrete, and
using shims where needed to level the
machine.
8.2 Completing installation
13. Exposed metal surfaces have been coated
with a rust protectant. Remove this using a soft
rag a nd mi ld com merc ial solve nt or kero sene.
Do not use paint thinner, gasoline, or lacquer
thinner, as these will damage painted
surfaces. Cover all cleaned surfaces with a
light film of ISO68/SAE-20W machine oil, such
as Mobil DTE Oil Heavy Medium.
14. Open the end gear cover. Clean all
components of the end gear assembly and
coat all gears with a heavy, non-slinging
grease. Close the end gear cover. (Note: A
limit switch prevents the lathe from operating
when the end gear cover is open.)
Page 13
8.3 Chuck Preparation
Read and understand all
directions for chuck preparation. Failure to
comply may cause serious injury and/or
damage to the lathe.
The three-jaw scroll chuck i s shipped pre-installed
on the lathe. It can be used for clamping cylindrical,
triangular and hexagonal stock, and has reversible
jaws.
The four-jaw chuck has independently adjustable
jaws, and permits the holding of square and
asymmetrical pieces. It also enables accurate
concentric set-up of cylindrical pieces.
spindle, camlocks, and chuck body with a light
film of 20W oil.
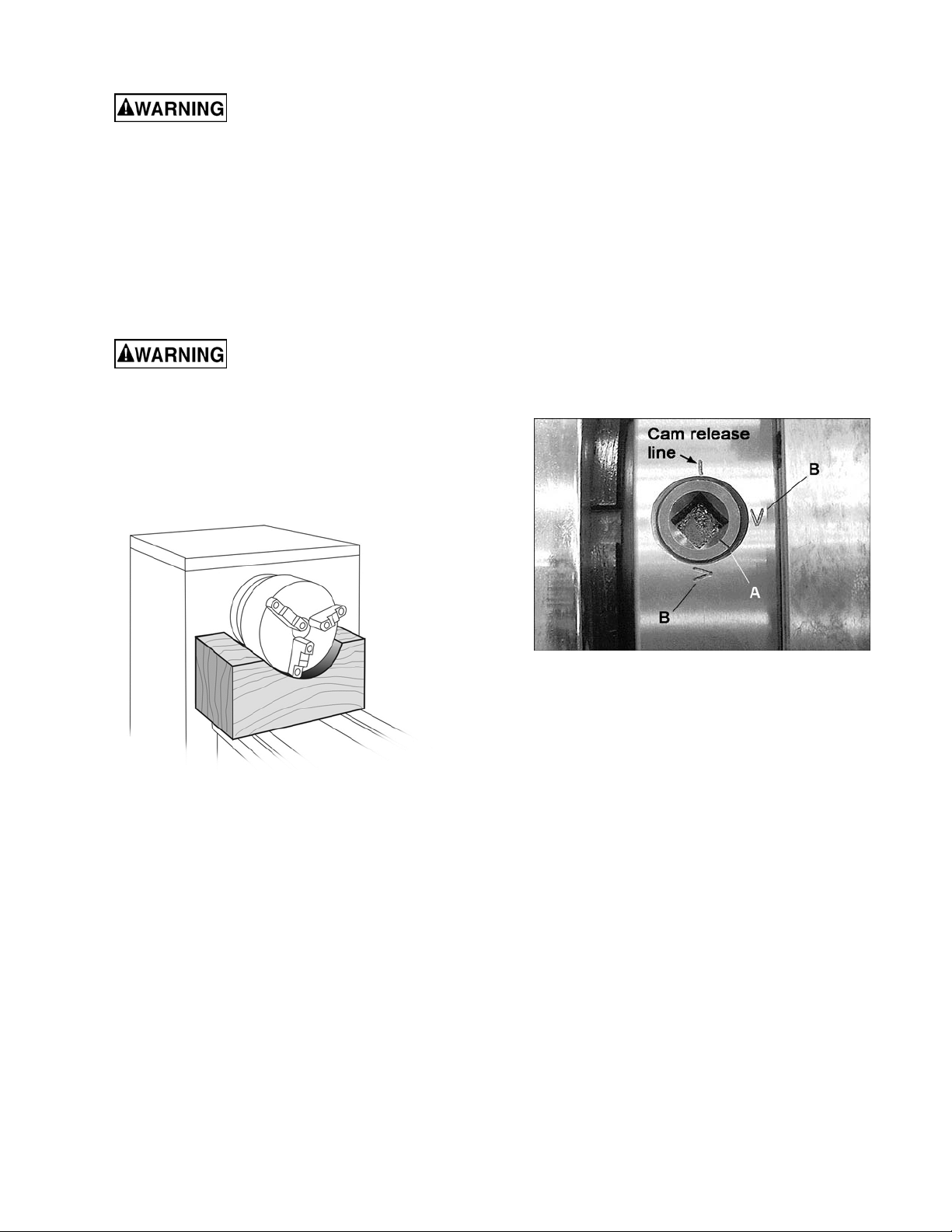
5. Lift the chuck up to the spindle nose and press
onto the spindle. Tighten in place by turning
the camlocks 1/4 turn clockwise. The index
mark (A, Figure 7) on the camlock should be
between the two indicator arrows (B) when
tight, as shown in Figure 7.
• If the index mark (A ) is not between the two
arrows, i.e. the cam turns beyond the
indicator arrows, then remove the chuck
and turn the camlock stud IN one full turn.
• If a camlock will not engage, remove the
chuck and turn the camlock stud OUT one
full turn .
Use an assistant or hoist to
help remove a chuck.
Before removing a chuck, place a flat piece of thick
plywood across the bedways under the chuck to
prevent damage to the bedways should the chuck
fall from your hands. Alternatively, many users
make a wood chuck cradle that sits atop the ways
and accepts the specific diameter of chuck. Figure
6 shows an example.
Figure 6 – Chuck cradle (not included)
To remove a chuck from the spindle:
1. Support the chuck while turning six camlocks
1/4-turn counterclockwise, using the chuck
wrench from the tool box. See Figure 7.
6. Make sure chuck is secure on the spindle with
the camlocks correctly engaged.
Figure 7 – Camlocks
8.4 Break-In Period
Do not run the lathe above 560 RPM for the first six
hours of operation, to allow gears and bearings to
adapt and run smoothly.
2. Carefully remove the chuck from the spindle
and place on a firm work surface. If the spindle
seems stuck, use a mallet at various points on
the back side to help free it from the spindle.
3. Inspect the camlock studs. Make sure they
have not become cracked or broken during
transit. Clean all parts thoroughly with solvent.
Also clean the spindle and camlocks.
4. Cover all chuck jaws and the scroll inside the
chuck with #2 lithium tube grease. Cover the
13
Page 14

9.0
Maintenance/Lubrication
Lathe must be serviced at all
lubrication points and all reservoirs filled to
operating level before the lathe is put into
service. Failure to comply may cause serious
damage to the lathe.
The ZH series lathe is shipped with oil in the
reservoirs. Coolant is not included.
Use clean lubricants and check levels often,
including before each working shift. To ensure
proper lubrication, oil levels should not be less than
the center of the oil sight glass. Try not to overfill,
as this may cause leakage.
A chart is supplied in section 15.0 for quick
reference to all lubrication points.
Unless specified otherwise, the lubrication points
require a non-detergent, ISO 68, SAE 20W oil. The
recommended brand for this lathe is Mobil DTE®
Oil Heavy Medium.
1. Chuck – In addition to the lubrication already
described under Chuck Preparation, daily
lubricate the chuck with SAE 20W oil through
the ball oiler, shown in Figure 8.
Figure 9 – Headstock lubrication
Figure 8 – Chuck lubrication
2. Headstock – Oil must be up to indicator mark
in oil sight glass at the rear of the headstock.
[NOTE: The sight glass on the front of the
headstock (A, Figure 9) verifies operation of
the oil pump, the one at rear of headstock (not
shown) indicates oil level]. Top off with SAE
20W oil. Fill by removing the rubber mat and
unscrewing the plug (B) on top of the
headstock.
3. To drain the headstock, remove the nut on the
drain pipe (C, figure 10). Drain oil completely
and clean out all metal shavings, then rinse
the casting case with kerosene. During the
breaking-in process for the lathe, the first oil
change should be after 10 days; the second
after 20 days. Then change the oil in the
headstock every three months.
Figure 10 – Lubrication points
4. Oil Filter – The filter should be cleaned once a
month. To access, open the top cover on the
headstock, unscrew the nut on the oil line, and
pull up the oil line to bring the filter up. See
Figure 11. Use a brush to clean.
14
Page 15
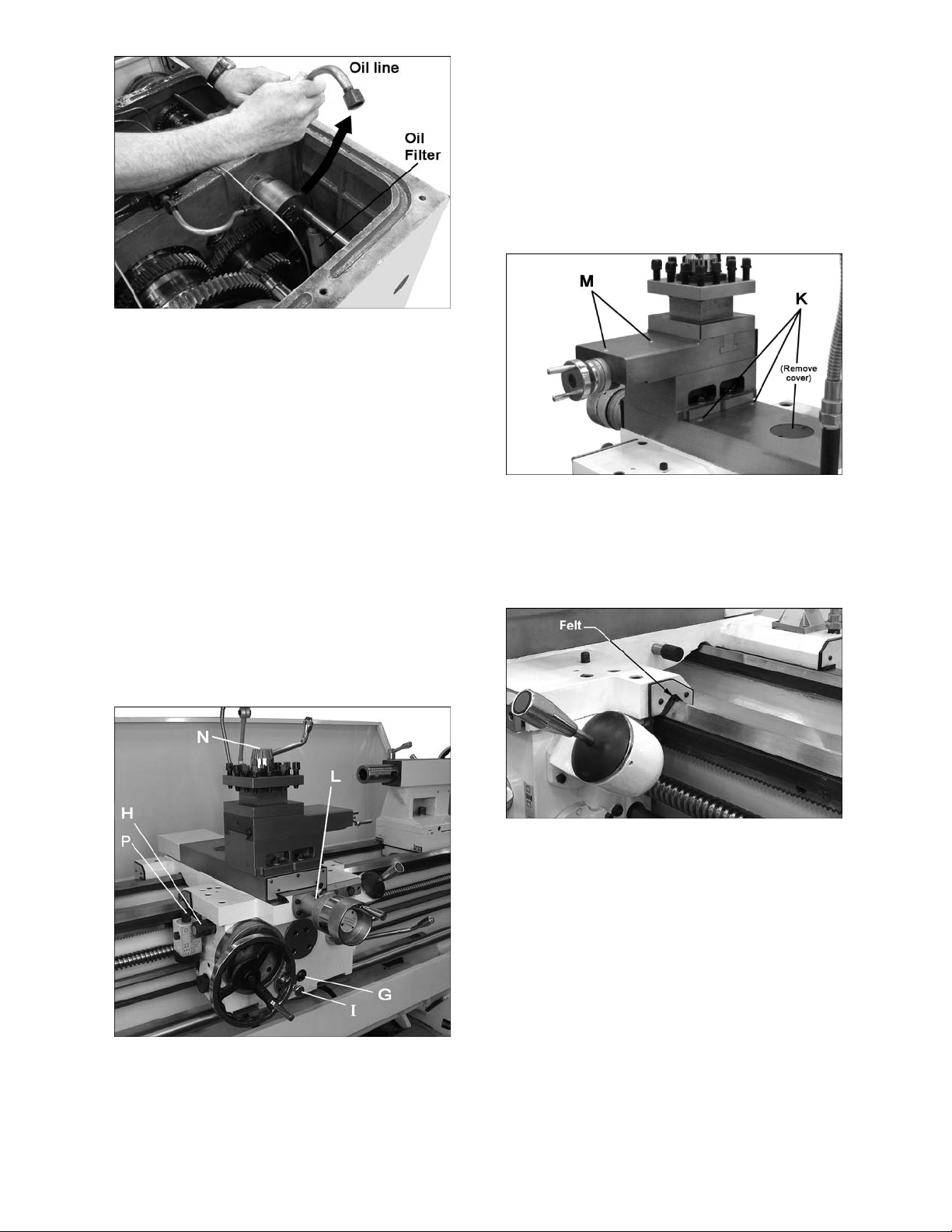
Figure 11 – Oil filter access
5. Change Gear Axle – Periodically remove end
plug (J, Figure 10) and press #2 lithium
grease into the axle to lubricate t he gear axle
and sleeve. Coat all gears with non-slinging
grease.
6. Gearbox – Oil must be up to indicator mark in
oil sight glass (D, Figure 9). Top of f with SAE
20W oil. To add oil to the gearbox, pour it into
the pan (E, Figure 10). To dra in, rem ove drain
plug (F, Figure 10). Drain oil completely and
refill after the first three months of operation.
Then change oil in the gearbox every six
months.
7. Apron – Oi l must be between indicator mark s
in the oil sight glass (G, Figure 12). Top off
with SAE 20W oil. Unscrew oil plug (H, Figure
12) to fill. To drain, remove drain plug on the
underside of apron. Drain oil completely and
refill after the first three months of operation.
Then, change oil in the apron annually.
through various oil lines to lubricate the ways
below the saddle. Perform this several times
daily.
8. Threading Di al – Frequently lubricate via one
ball oiler (P, Figure 12) on top of the dial with
SAE 20W oil.
9. Cross S lide – Daily lubricate one ball oiler on
the handwheel housing (L, Figure 12) and
three ball oilers on the platf orm (K , Figure 13),
with SAE 20W oil.
Figure 13 – Lubrication points
10. Saddle – The anti-dust felt on both ends of the
v-guide ways (Figure 14) should be cleaned
weekly with kerosene. If the felt becomes
damaged, replace it.
Figure 12 – Lubrication points
One-shot Lube System: Pull knob (I, Figure
12) and hold f o r se ve r al second s t o a l lo w oil t o
fill the pump from the apron reservoir. Then
release the knob which will push the oil
Figure 14 – Anti-dust felt
11. Compound Rest – Daily lubricate two ball
oilers (M, Figure 13) on top of com pound rest
with SAE 20W oil.
12. Tool Post – Regularly clean dirt and coolant
from around the tool post to maintain its repositioning accuracy. Daily lubricate one ball
oiler on top the clamping hub (N, Figure 12)
with SAE 20W oil.
13. Leadscrew, Feed Rod, and Direction
Control Axle – Slide the cover on the right
side bracket (Figure 15) to expose the oil port
and fill with SAE 20W oil daily. The oil is
distributed to all three elements by a woolen
line.
15
Page 16
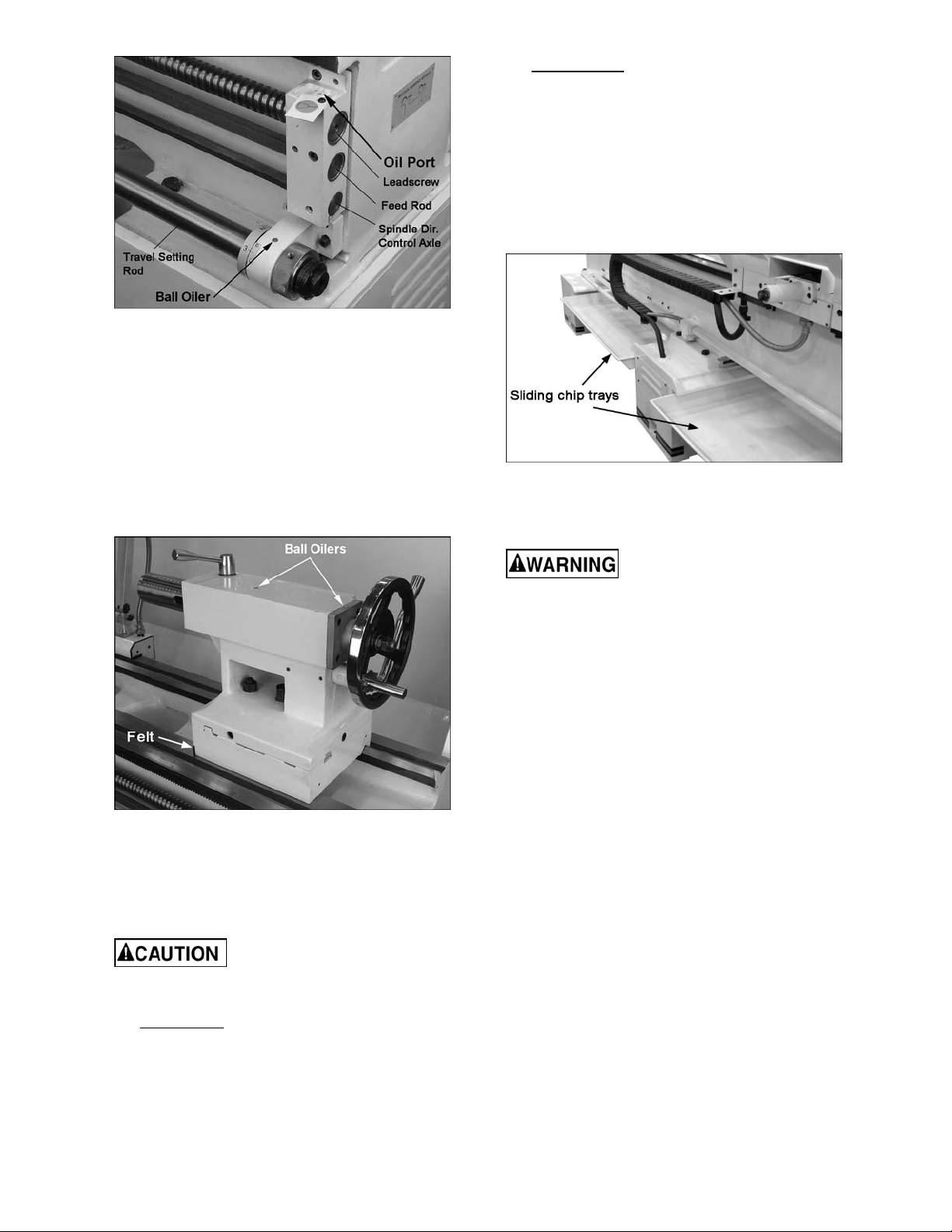
Figure 15 – Lubrication points
14. Travel Setti ng Rod – Periodically insert SAE
20W oil into the ball o iler on each end of the
rod (Figure 9).
15. Tailstock – Daily lubricate two ball oilers
(Figure 16) on top of tailstock with SAE 20W
oil.
The anti-dust felt beneath the tailstock that
runs along the ways should be clea ned weekly
with kerosene. If the felts become damaged,
replace them.
GH-26120ZH: Pour coolant (approx. four
gallons) into one of the chip trays (Figure 17).
Or, slide out one of the chip trays and pour
directly into the side trough on the center
stand.
2. After machine has been connected to power,
turn on coolant pump and check to see that
coolant is cycling properly. Flow is controlled
by the tap at the base of the nozzle.
3. Reinstall access cover or chip tray.
Figure 17 – GH-26120ZH chip trays
10.0 Electrical Connections
Figure 16 – Tailstock lubrication
16. V-Belts – Regularly check and adjust the
tightness of the v-belts to prolo ng their service
life. See section 13.5.
9.1 Coolant Preparation
Follow local regulations
and/or coolant manufacturer’s recommenddations for use, care and disposal.
1. GH-2680ZH: Remove access cover on the
tailstock end of the lathe stand. Make sure
coolant pump has not shifted during transport.
Pour four gallons (approximate) of coolant mix
into the reservoir.
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded while in
use to help protect the operator from electrical
shock and possible fatal injury.
The main motor is rated for 230/460V and comes
from the factory prewired at 230V. Confirm that
power available at the lathe’s location is the same
rating as the lathe.
A minimum 10-gauge wire should be used for
incoming power leads.
IMPORTANT: The lathe must be wired properly
and phased correctly. The spindle must rotate
counterclockwise (as viewed from the tailstock
end) while the feed rod must rotate clockwise (a s
viewed from the tailstock end). If the motor runs
and the lathe operates, but the rapid traverse does
not function, this signals that the machine has been
incorrectly phased. If this occurs, disconnect lathe
from power source and switch any two of the three
power leads (not the green ground wire).
Main Power Switch (Figure 18).
Power Source Cable Receiver (Figure 18).
Make sure the lathe is properly grounded.
16
Page 17
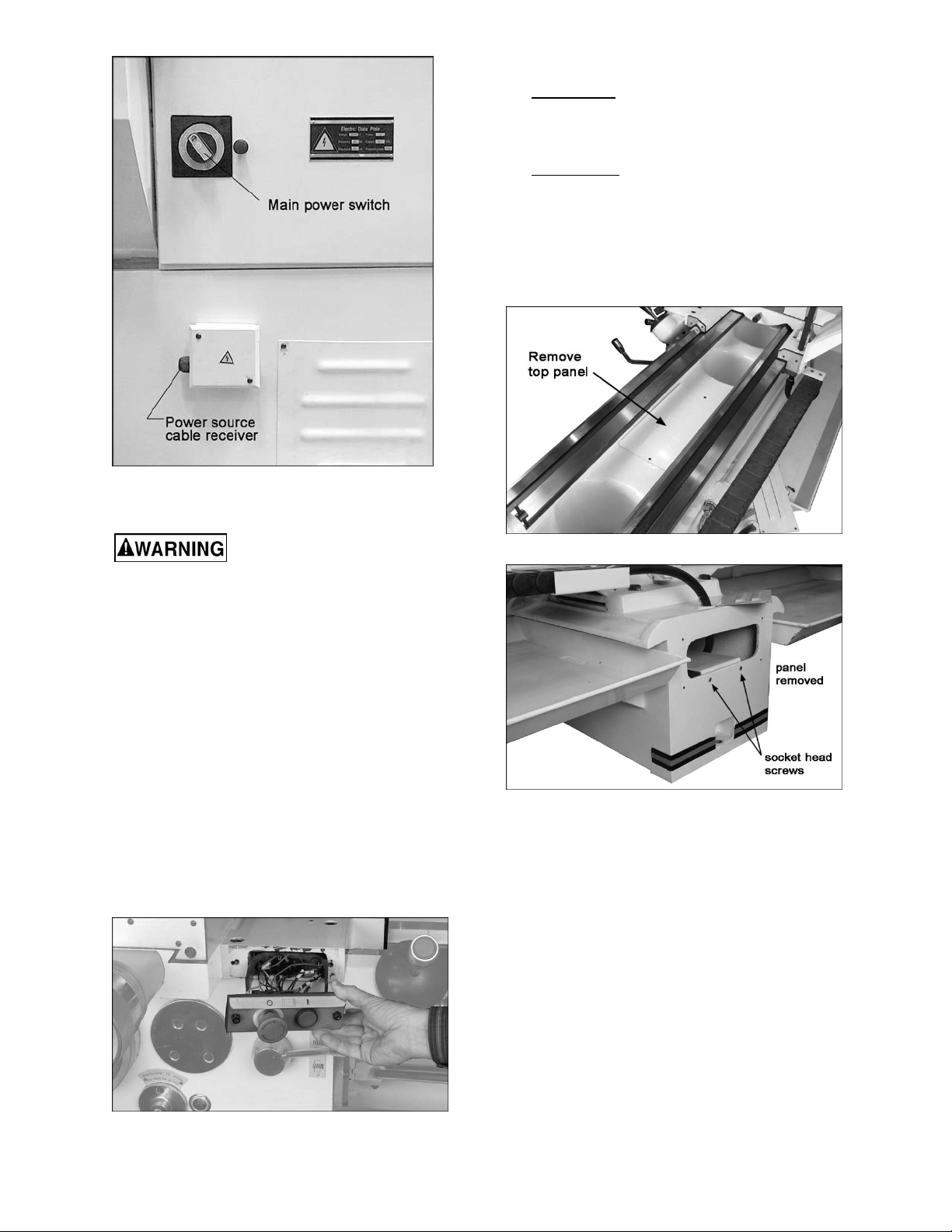
Figure 18 – Power input
3. Coolant Pump:
GH-2680ZH: Open access pa nel on the base
at the tailstock end. Change wires in coolant
pump junction box according to diagram on the
junction box cover.
GH-26120ZH:
1) Remove top panel inside the bed (Figure
20).
2) Remove rear panel on center stand then
remove the two socket head screws
(Figure 21) that secure the plate on which
the coolant pump is mounted.
10.1
Conversion to 460 Volt Operation
Disconnect machine from
power source. Failure to do so may cause
serious or fatal injury.
Wiring diagrams are located at the relevant areas
on the machine; each diagram is also provided in
section 17.0. Should discrepancies exist, the
diagrams on the machine take precedence.
There are four steps involved in converting to 460
volt power:
1. Main Motor: Open lower panel at rear of lathe
beneath the gearbox, and change the wires in
the junction box on the main m otor, according
to the diagram on the junction box cover.
2. Rapid Feed Motor : Rem ove the c ont rol p ane l
on the saddle (Figure 19) to rewire the rapid
feed motor. Change the leads according to the
wiring diagram in sect. 17.0. It is not
necessary to pull out the rapid feed motor
for voltage conversion.
Figure 20 –Coolant pump access (GH-26120ZH)
Figure 21 – Coolant pump access (GH-26120ZH)
3) Tilt the plate until you can reach the
coolant pump junction box through the top
opening in the bed. Follow the diagram on
the coolant pump to change the leads.
4) Properly orient the pump, and secure the
plate with the two screws.
5) Close both covers.
Figure 19 – Rapid feed motor wire access
4. Transformer: Open electrical box on rear of
machine on the headstock side. Switch wire
from 230V terminal to 460V terminal as
outlined on the transformer label. See Figure
22.
Voltage conversion is now complete. Close the
electrical box before operating the lathe.
17
Page 18

NOTE: Lathe will still have power. Twist
button clockwise to reset.
• ON Button (C, Figure 23 and 24). Activates
motor.
• Coolant On-Off Switch (D, Figure 23).
Activates coolant pump.
2. Speed Selection Levers (E, Figure 23):
Located on front of headstock. Move levers left
or right to desired spindle speed, according to
accompanying chart on the dial.
Figure 22 – Transformer rewiring
11.0 Basic Controls
Figure 23 – Headstock Controls
Figure 24 – Alternate controls
1. C ont r ol P a nel : Located on front of headstock.
An abbreviated control panel is also mounted
to front of carriage.
• Power Indicator Light (A, Figure 23).
Illuminates whenever lathe is receiving
power.
• Emergency Stop B utton (B, Figure 23 and
24). Shuts down all machine functions.
3. Feed Dir ection Lever (F, Figure 23): Located
on front of headstock. Moving the lever
changes direction of feed. Center position is
neutral.
Do not move feed
direction lever while machine is running.
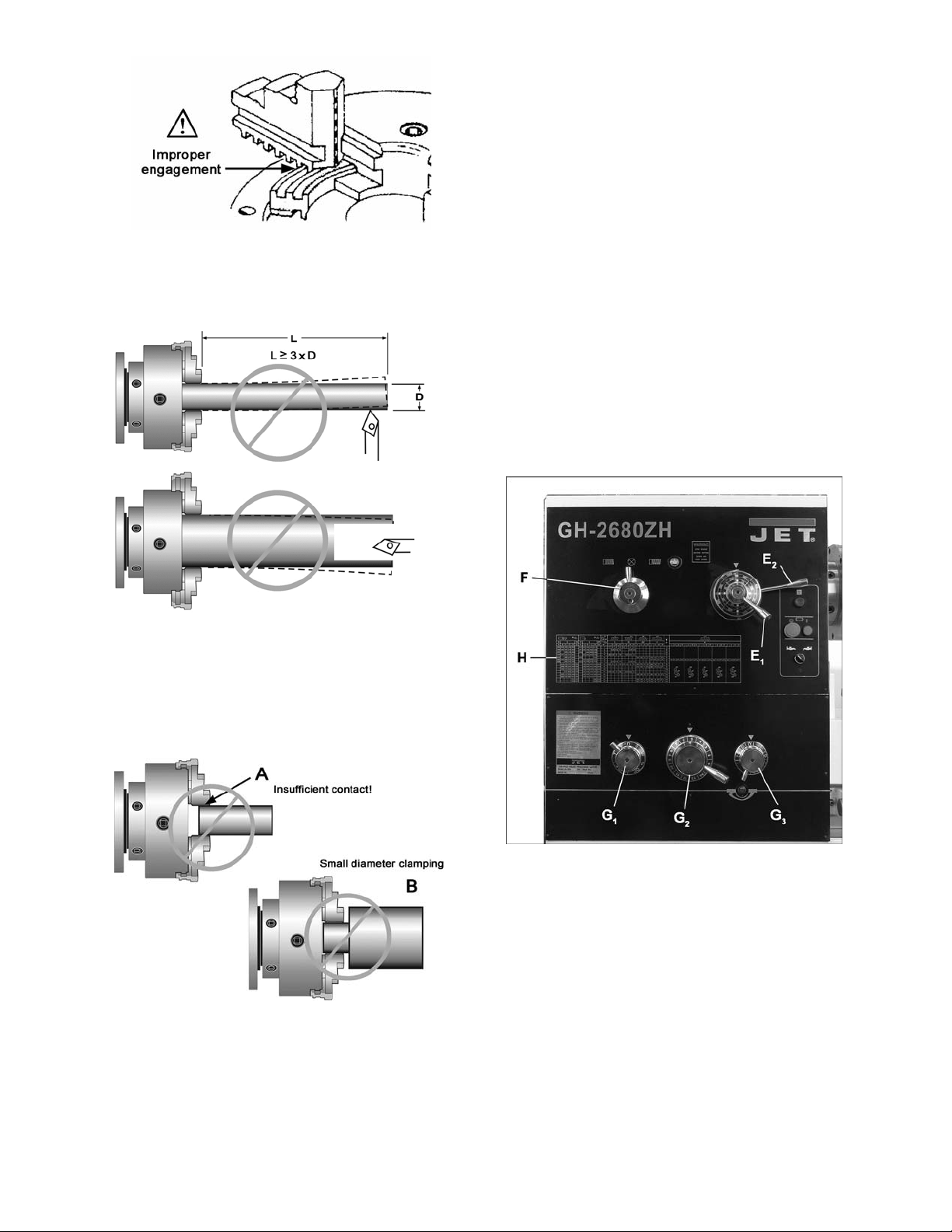
4. Thread Pitch and Feed S elector Levers (G,
Figure 23): Located on front of headstock, are
used conjunctively to set up for threading or
feeding, according to the accompanying chart
(H).
Lever G1 is used to control/change between
the different thread styles, and is also used for
altering the feed setting.
The symbols on the dial are identified as
follows:
T (mm) = metric threads
n (in) = inch threads
m (mp) = module pitch
DP = diametral pitch
= when this position is selected, the
input shaft of the gearbox is directly
connected to the lead screw, and will
bypass the gearbox.
This function is available for cutting special
thread forms or nonstandard thread forms,
which are not covered by the standard
gearbox drive train set-up.
Note: Control dial G3 must be set to position
IV for this operation.
Example: The current standard set of gears
installed with the machi ne are 82, 97, a nd
81. This will give a thread pitch equal to
0.506” (12.857mm).
Calculating pitch:
P=(82/97) x (97/81) = 0.6061” (12.857mm)
2
Nonstandard threads are attained by
changing gears in the gear train, based on
this calculation.
Lever G
the feed/revolution.
Lever G
dependent on the following positions:
selects the pitch of the thread and
2
doubles the thread pitch or feed
3
18
Page 19
I/II/III/IV = The leadscrew is used to cut
thread forms.
A/B/C/D = The feed rod is used to control
the feed/revolution.
The ratios between them are:
I: II: III: IV: = A:B:C:D = 1:2:4:8
Figure 25 – Carriage controls and settings
5. Carr iage Lock (J, Figure 25): Located on top
right of carriage. Turn clockwise to lock,
counterclockwise to unlock.
Carriage lock must be
loose before moving carr iage or dam age to
lathe may occur.
6. Carriage Handwheel (K, Figure 25): Located
on the apron. Rotate handwheel clockwise to
move carriage assembly toward tailstock
(right). Rotate the wheel counterclockwise to
move carriage assembly toward headstock
(left). A scale is mounted to the ring, graduated
in 0.05 inch increments, and can be c alibrated
by loosening the thumb screw lock and
rotating the ring as needed. Always re-tighten
ring before using the feed.
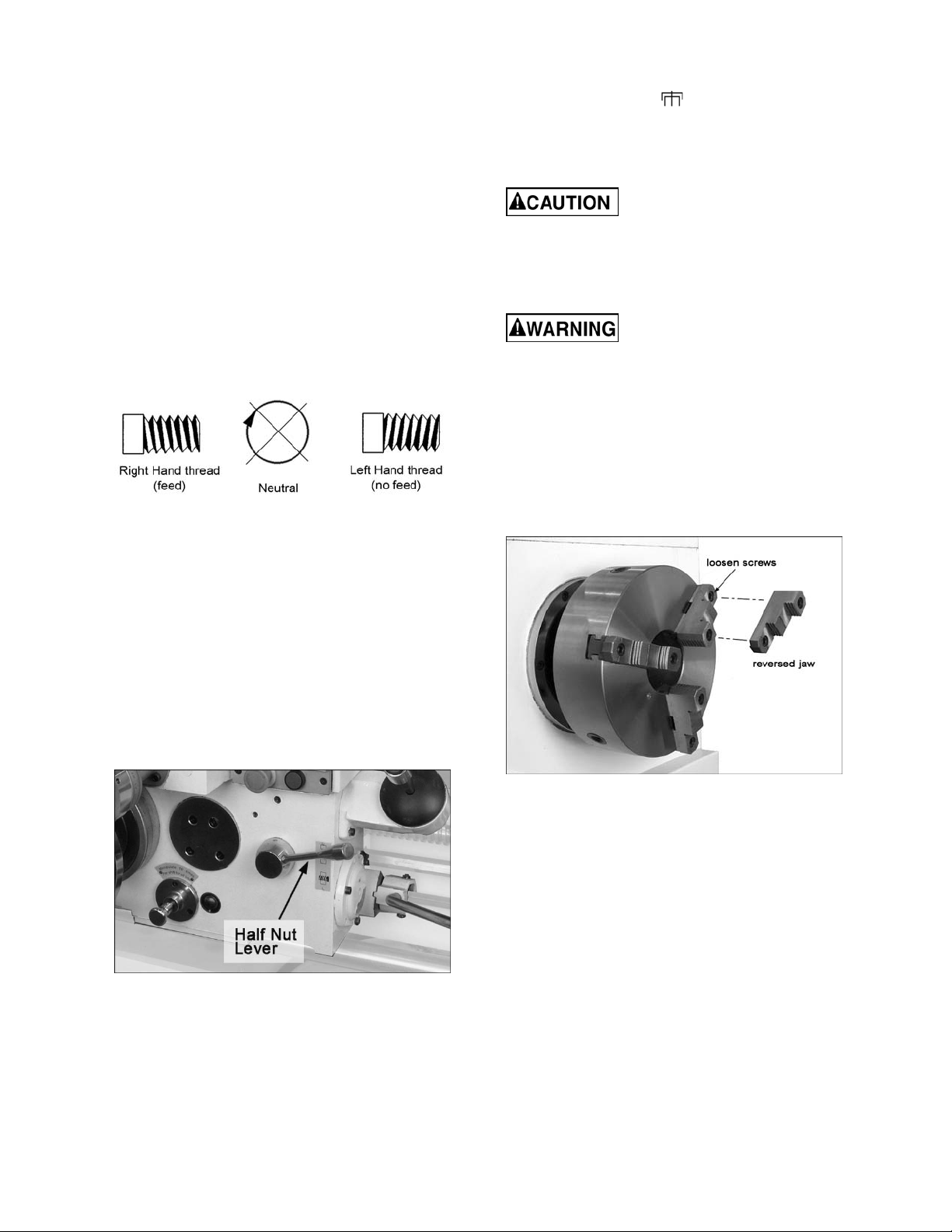
7. Half Nut Lever (L, Figure 25): Located on
front of apron assembly. Engages the
leadscrew for threading operations.
8. Threading Dial (Figure 26): Indicates the point
on the leadscrew where the half nut can be reengaged to continue inch threading.
Figure 26
9. Spindle Direction Control Lever (M, Figure
25). Move lever to the right so that its tab
clears the notch, then down for forward spindle
rotation, or up for reverse spindle rotation.
Allow spindle to come to a stop before
changing directions.
Pos itio n leve r in neutr al po sit ion (t ab in notc h)
before shutting off the lathe.
10. Feed Dir ection Lever (N, Figure 25): Left and
right moves the carriage in t he corresponding
directions (longitudinal feed); up and down
moves the cross slide (cross feed).
11. Rapid Tr averse Button (O, Figure 25). Push
for rapid movement in the direction set by the
feed direction lever. Rapid longitudinal
movement disengages the carriage
handwheel. However, the cross slide
handwheel should be disengaged (pull it
out) before using rapid feed.
IMPORTANT: The rapi d traverse button is not
used for actual feeding of the tool, only for
initial positioning. Also, be aware that
engaging the rapid traverse will override
automatic feed.
12. Cross Slide Handwheel (P, Figure 25):
Located above apron assembly. Clockwise
rotation moves cross slide toward rear of
machine. The accompanying scale is
graduated in 0.002 inch increments. Before
using rapid feed, disengage this handle by
pulling it outward.
13. Compound Rest (Q, Figure 25): Located on
top of the cross slide and can be rotated 360°
by loosening four nuts (two in front, two in
back). There are calibrations in degrees (Q
,
1
Figure 25) to assist in placement of the
compound rest to the desired angle.
14. Compound Rest Handle (R, Figure 25):
Rotate clockwise or counterclockwise to
position. The accompanying scale on the collar
is graduated in 0.001 inch increments.
15. Tool Post Clamping Lever (S, Figure 25):
Rotate counterclockwise to loosen and
clockwise to tighten. Always use minimum of
two clamping screws to secure a cutting tool.
19
Page 20
21. Travel Setting Rod (Y, Figure 28): Up to six
pre-set configurations are possible for
repetitive operations, without having to reposition the stops each time. Use the knurled
knob at the right end of the rod to set the rod
at one of six positions shown on the dial. Then
move the desired number of eccentric stops
into position for that particular operation and
tighten them securely to the rod with the
screws beneath them. When the apron trip
lever contacts a stop, the clutch will
disengage.
12.0 Operation
Figure 27 – Tailstock controls
16. Tailstock Quill Clamping Lever (T, Figure
27): Rotate clockwise to lock the sleeve.
Rotate counterclockwise to unlock.
17. Tailstock Clam ping Lever (U, Figure 27): Lift
up to lock. Push do wn to unlock.
18. Tailstock Quill Traverse Handwheel (V,
Figure 27): Rotate clockwise to advance the
quill and counterclockwise to retract it. Fully
retract it to eject a center or drill chuck.
Figure 28 – Other controls
19. Foot Brake (W, Figure 28): For emergency
shutdown of all lathe functions. The connecting
rod mechanism is in the bed stand, and
activates a brake strap at the main motor.
(Caution: Lathe still has power.)
The foot brake is not intended for normal
stopping of the lathe. Overuse can result in
hastened wear of brake parts.
20. Manual Car riage Stop (X , Figure 28): Can be
used during manual feed operation to limit
carriage travel. NOTE: It is not intended to
stop the carriage during automatic feed. The
carriage stop can be repositioned along the
bed by loosening the two screws underneath
the stop.
The operator should consult shop manuals such as
“Machinery’s Handbook” for cutting speeds and
feeds appropriate to specific workpieces. Correct
feed depends upon the material to be cut, cutting
operation, tool type, chucking rigidity, depth of cut,
and desired surface quality.
IMPORTANT: A llow a break-in period for t he new
lathe so that gears and bearings can adapt; do not
run the lathe above 560 RPM for the first six hours
of operation.
The following points must be
observed when operating the lathe:
• Never turn any handles or levers when the
spindle is at high speed.
• Change spindle speed only after the spindle
stop s.
• Change feed rate only when the spindle is at
low speed or is stopped.
• Never exceed the maximum speed limitation of
the work h olding device.
• Before starting the spindle, always verify that
the oil p ump is w orking (there should b e oil i n
the sight glass on the front of the headstock).
• Before starting spindle, check that each handle
or lever is at correct position to ensure normal
engagement of the gears. The spindle
direction control lever should be at neutral
position.
• If the brake becomes ineffective, turn off the
machine and adjust the brake immediately.
Never reverse the frict ion clutch for braking.
• W hen operating spindle direction contro l lever,
always turn it to correct position; never use
“pre-position” for cutting at a reduced speed.
• Jaw teeth and scroll must be fully engaged, to
prevent the jaws from breaking and being
thrown from the chuck (see Figu re 29).
20
Page 21
12.1 Tool Setup
The cutting angle is correct when t he cutting edge
is in line with the center axis of the workpiece. Use
the point of the tailstock center as a gauge and
shims under the tool to obtain the correct center
height.
Figure 29 – Insufficient jaw tooth engagement
• Avoid long workpiece extensions, as parts may
bend or fly off (see figure 30). Use rests or the
tailstock for support.
Figure 30 – Improper setups
Use a minimum of two clamping screws to secure
each tool.
12.2 Spindle Speed
Twelve speeds are available by placing the first
speed lever (E1, Figure 32) in one of four positions,
and placing second lever (E2) in a position that
matches the color for t he range you desire. These
selec tions are identif ied on the lever hub, as well
as in Table 6, section 16.3.
You may need to turn the chuck by hand to assi st
engagement of the gears.
Never cha ng e sp ee d w h ile spind le is t u rning.
• Avoid short clamping contact (Figure 31, A) or
clamping on a minor part diameter (Figure 31,
B). Face-locate the workpiece for added
support.
Figure 31 – Improper setups
Figure 32
12.3 Feed and Thread Selection
To obtain various feed settings and thread pitches,
the four levers (F,G
1. Refer to the Feed and Thread Chart on the
front of the headstock (H, Figure 32). The
chart is also shown in section 16.10 of this
manual.
2. Any gear changes should be made in
accordance with the chart.
3. Move levers (G
appropriate position according to the Feed and
Thread Chart.
1,G2,G3
) are used conjunctively.
1,G2,G3
, Figure 32) to the
21
Page 22
TIP: When selecting feed/speed correlations,
remember the general principal that high speeds
complement fine feeding, and low speeds are
better for coarse feeding.
NOTE: When a special thread must be cut that i s
not found on the chart, move thread change control
lever (G1, Figure 32) to position, and lever (G3)
to IV, then reset the change gears.
12.4 Thread Cutting
Threading is performed in multiple passes, with an
initial cutting depth of about 0.2 mm, and
decreasing depth in succeeding cuts. It is
recommended that test cuts be made on scrap
material and the results checked before proceeding
with regular material.
1. Move thread selection lever (F, Fig ure 32) to
desired direction, for right-hand or left-hand
threads. NOTE: The overrunni ng clutch in the
apron will prevent the tool post from feeding
for left-hand threads. It will only feed when
right-hand threads are being cut.
Figure 33
2. Set speed levers (E1,E2, Figure 32) to desired
speed. Use the lowest speed possible when
threading.
3. Select desired thread using thread pitch
levers (G1,G2,G3, Figure 32) in conjunction
with the charts on the headstock. These charts
are also included in section 16.10 of this
manual.
13.0 Adjustments
Adjustments to the lathe,
especially those involving alignments of
bearings, spindle, leadscrew, clutch, etc.,
should only be performed by qualified
personnel, as improper alignments can damage
the machine and/or create a safety hazard.
Turn off main switch and
press emergency stop button before making
adjustments to the lathe.
13.1 Chuck Jaw Reversal
The three jaws on the scroll chuck are reversible,
to hold stock with larger diam eters. See Figure 35.
Loosen the two screws with the provided hex key,
remove the jaw, and rotate it 180-degrees. Reinstall the jaw, and tighten each screw in
increments until fully tightened.
4. Engage the half nut (Figure 34). The half nut
must be engaged during the entire threading
process when doing metric, diametral, and
modular threading.
Figure 34
5. When tool reaches end of cut, disengage and
back out the tool to clear the workpiece.
6. Reverse direction to allow cutting tool to return
to its starting point.
7. Repeat the process until desired result is
obtained.
Figure 35 – Chuck jaw reversal
13.2 Gib Adjustments
After a period of time, some of the moving
components may need adjustment for play due to
wear. Do not overtighten gib screws as this can
hasten wear to components.
Saddle – Turn screws (A, Figure 36) on either side
of the saddle at the rear to adjust drag on the
saddle.
Cross Slide – Gib screws are located at front and
rear of slide opposite to one another (B, Figure 37).
To adjust drag, loosen rear gib screw one turn, and
tighten front gib screw a quarter turn. Rotate the
handwheel to check the play. Repeat as needed
until slide moves freely without play. Gently tighten
rear gib screw.
22
Page 23
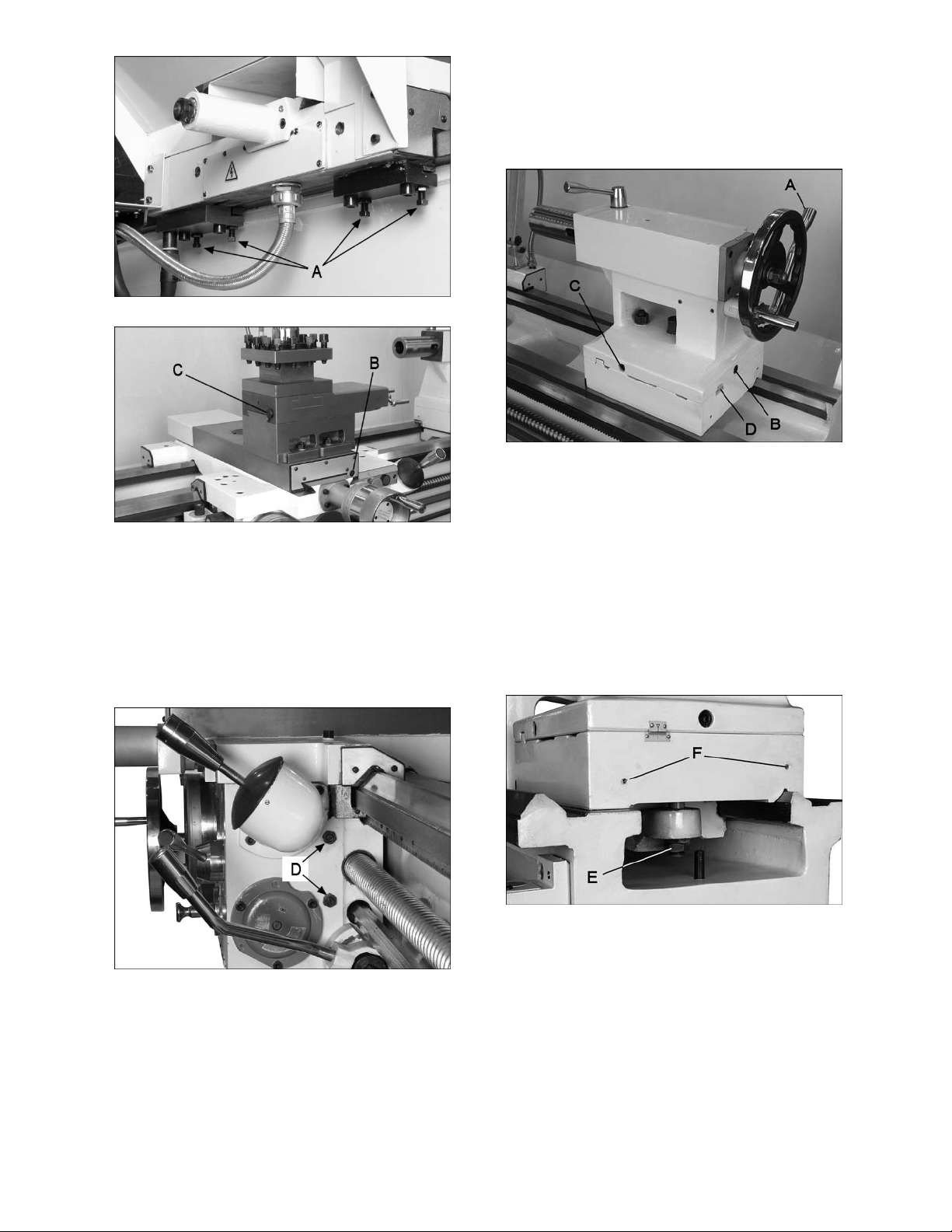
Figure 36 – Saddle sliding plate adjustment
Figure 37 – Gib adjustments, slide and rest
Compound Rest – Gib screws are located at front
and rear of the compound rest (C, Figure 37). To
adjust, use the same method as for the Cross
Slide.
Half Nut – Gib screws are located on the right side
of the apron (D, Figure 38). Loosen the jam nuts
and rotate the screws clockwise until a ny backlash
is corrected. Then retighten nuts.
2. Loosen socket head cap screw (B).
3. Alternately loosen and tighten front and rear
screws (C). (only front screw shown.)
The scale (D) on the end of the tailstock indicates
amount of offset, and helps when re-centering.
Figure 39 – Tailstock adjustments
If the clamping force needs to be a djusted, use the
hex nut (E, Figure 39).
When the clamping lever is relea sed, the tailstock
“floats” upward approximately 0.05 to 0.15mm from
the bed ways through four elastically supported
bearings, which allows easy sliding of the tailstock.
The float amount of these bearings can be
adjusted by turning the set screws (F, Figure 40) at
either end. IMPORTANT: This is a sensitive
adjustment. Always clamp the tailstock to the bed
before turning these set screws, to e nsure rigidity
and prevent the bearings from crashing.
Figure 38 – Half Nut gib adjustment
13.3 Tailstock Adjustments
The tailstock can be offset to cut shallow tapers up
to 5° angle. See Figure 39.
1. Loosen tailstock in position by lowering locking
handle (A).
Figure 40 – Tailstock bearing adjustment
13.4 Gap Section
1. To remove the gap section (A, Figure 41),
remove four socket head bolts (B) and two
socket bolts at the ends of the rails (C).
2. Remove the two tapered alignment pins (D) by
placing the provided gap bridge pin driver (E)
over them and threading the screw (E1) down
into them, until the pins are loosened enough
to be pulled out.
3. Remove the gap section.
23
Page 24
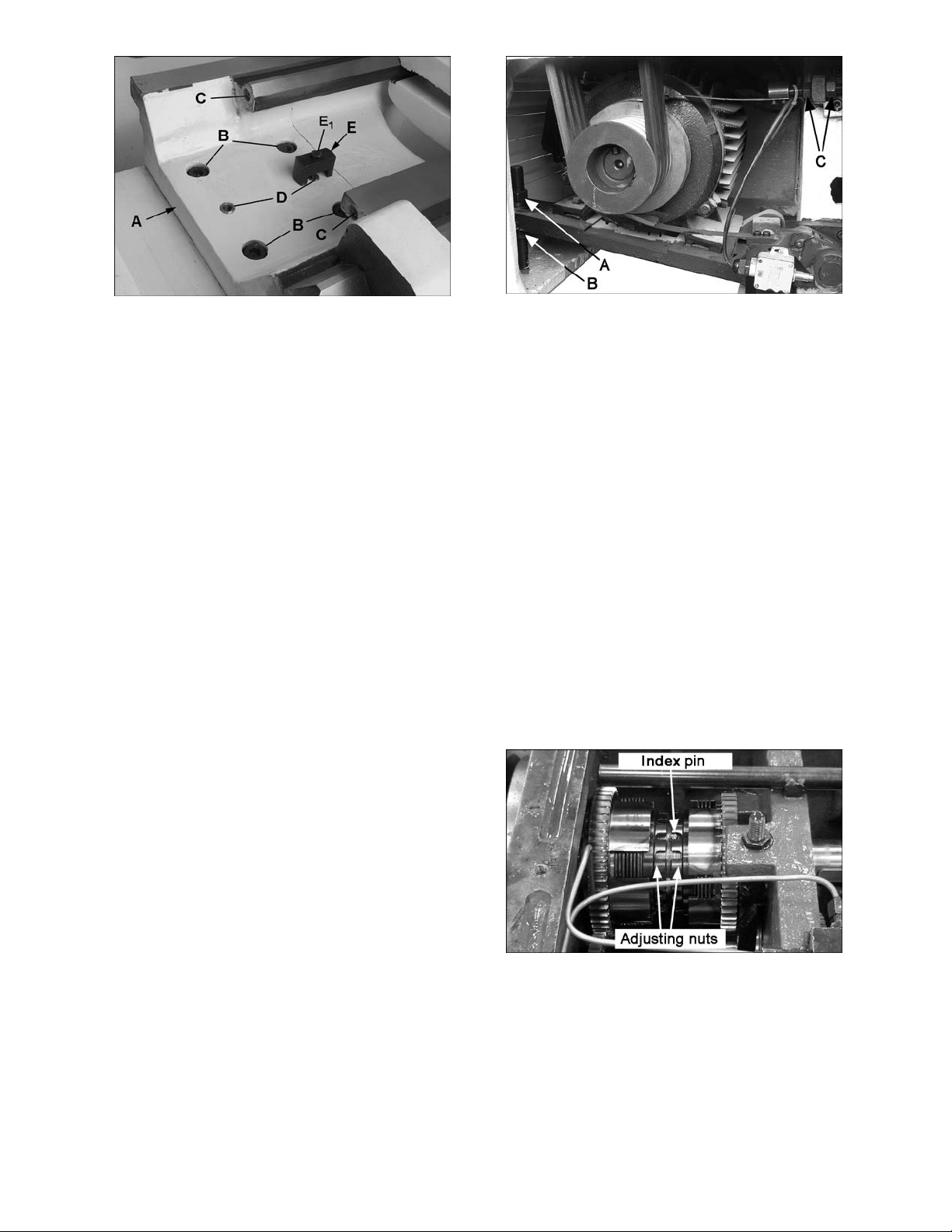
Figure 41 – Gap section
Figure 42 – Belt and brake strap adjustment
To reinstall the gap section:
4. Clean the bottom and the ends of the gap
se ction thoroughly.
5. Set gap section in place and align the ends.
6. Insert the tapered pins into their holes through
the gap and into the lathe bed.
7. Reinstall the six bolts (B/C), and tighten
alternately until all are snug. Make sure gap
remains aligned with the ways while tightening
the screws.
13.5
Belt Adju st men t and Replacement
The belts should be inspected periodically. New
belts have a tendency to stretch slightly after a
short period of use; and prolonged use will require
that they be tightened to compensate for normal
wear.
NOTE: If a worn, cracked or frayed belt needs
replacing, replace all three as a matched set.
To adjust or replace belts:
1. Disconnect machine from power source.
2. Open end gear cover, remove lower rear cover
and lower side cover. This will expose the
motor and v-belts.
3. Loosen upper hex nut (A, Figure 42). Place
scrap piece of wood under motor to act as
lever. Lift motor up and block temporarily.
13.6 Brake Strap
After the clutch is disengaged, the m ain drive can
be stopped by the brake. If the spindle does not
stop rapidly, the brake strap may need adjustment.
Use the two adjusting nuts (Figure 42) to tighten
the strap. Do not overtighten the strap, which can
cause it to distort.
13.7 Friction Clutch Adjustment
The lathe operates on a centralized gear drive. The
power of the main motor is transferred thro ugh vbelts to an axle, then through a multi-disc friction
clutch and various gear pairs to the spindle. The
spindle’s forward and reverse motion is co ntrolled
by the clutch; it also provides an overload
protection.
The clutch must be in proper adj ustment to ensure
normal working of the spindle. If the clutch is too
loose, its efficiency is reduced and it may slip or
cause heat build-up; if too tight, it becomes difficult
to operate the spindle direction control lever and
the clutch will not properly engage.
4. Remove belts. Install new belts onto pulleys.
5. Lift up on motor and remove temporary
blocking.
6. Tension belts by loosening lower nut (B,
Figure 42) and tightening down upper nut (A,
Figure 42) until light finger pressure causes
approximately 3/4” deflection on each belt.
7. Install covers and connect lathe to the power
source.
Figure 43 – Spindle Clutch Adjustment
24
Page 25
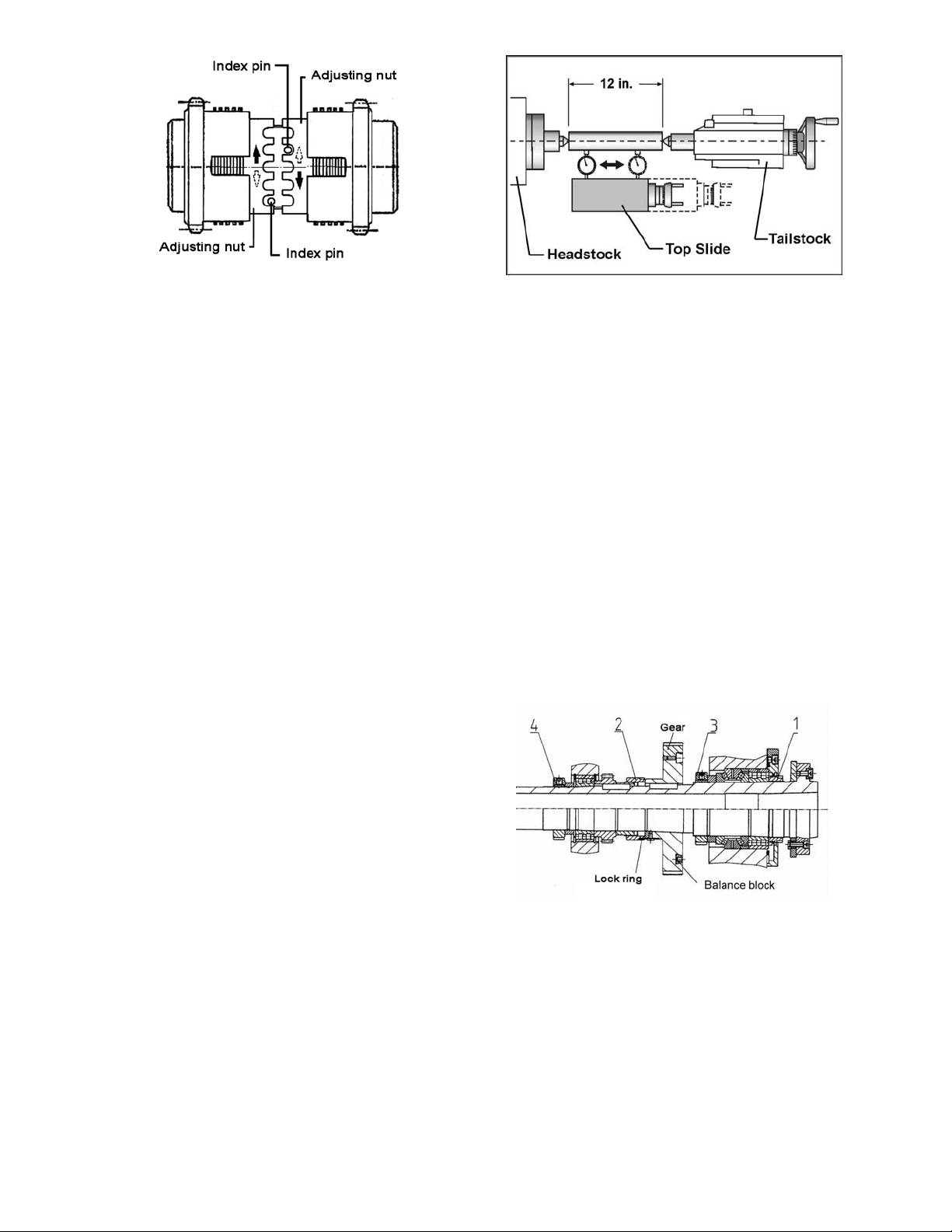
Figure 44 – Spindle Clutch Adjustment
1. Make sure the lathe is OFF at the master
switch.
2. Remove the top cover of the headstock.
3. Determine the appropriate clutch.
4. Use a screwdriver to push in the index pin
(Figures 43 and 44). The pin is spring loaded.
5. Rotate the adjusting nut to the next index
position, which will be indicated by a “click.”
NOTE: The clutch reacts quickly; adjust clutch
nut by one division only. You must feel and
hear the clutch engagement – a clicking
sound. If clutch adjustment is too tight, it will
not engage.
If the spindle does not stop in the OFF
position, the forward/reverse clutch adjustment
is out of balance. (The spindle follows the
direction with the tighter clutch adjustment).
6. Reinstall headstock cover, and test the clutch
function.
Figure 45 – Tailstock/Headstock alignment
13.9 Spindle Bearings
The spindle system is supported by three bearings,
with the rear bearing serving as an auxiliary
support.
Any play of the spindle bearings has been adjusted
out by the manufacturer, so that radial and axial
run-out of the spindle is within tolerances. If play
develops in the future, adjust the bearings as
follows (see Figure 46):
1. Loosen nut (1). Then loosen lock ring and
loosen nut (2).
2. Adjust the play of front and middle bearings
using nuts (3) and (4).
3. After adjustment, tighten the nuts one by one.
4. Run the machine without load for at least two
hours, at highest speed. The temperature rise
should not exceed 70 degrees Celsius
(158°F). Otherwise, the machine must be
adjusted again.
NOTE: Never reverse the friction clutch for braking.
13.8 Aligning Tailstock to Headstock
Headstock and Tailstock have been aligned at the
factory and should not require attention. If future
adjustment should ever be needed, proceed as
follows. (Make sure that twist in the lathe bed is not
contributing to the problem – refer to section 8.1,
Leveling the Lathe.)
1. Fit a 12” ground, center-drilled, steel bar
between centers of the headstock and tailstock
(Figure 45).
2. Fit a dial indicator to the top slide and traverse
the center line of the bar. If it indicates a taper,
adjustment is needed.
3. Align the tailstock using the off-set screws at
front and back (see C, Figure 39) until the
tailstock is aligned.
Figure 46 – Spindle bearing adjustment
13.10 Speed Control
If the chain on the speed control mechanism of the
main drive becomes elongated and loose, the
position of the speed control dial may become
inaccurate.
Open the top cover of the headstock. Tighten the
chain using the adjusting screw (Figure 47).
25
Page 26
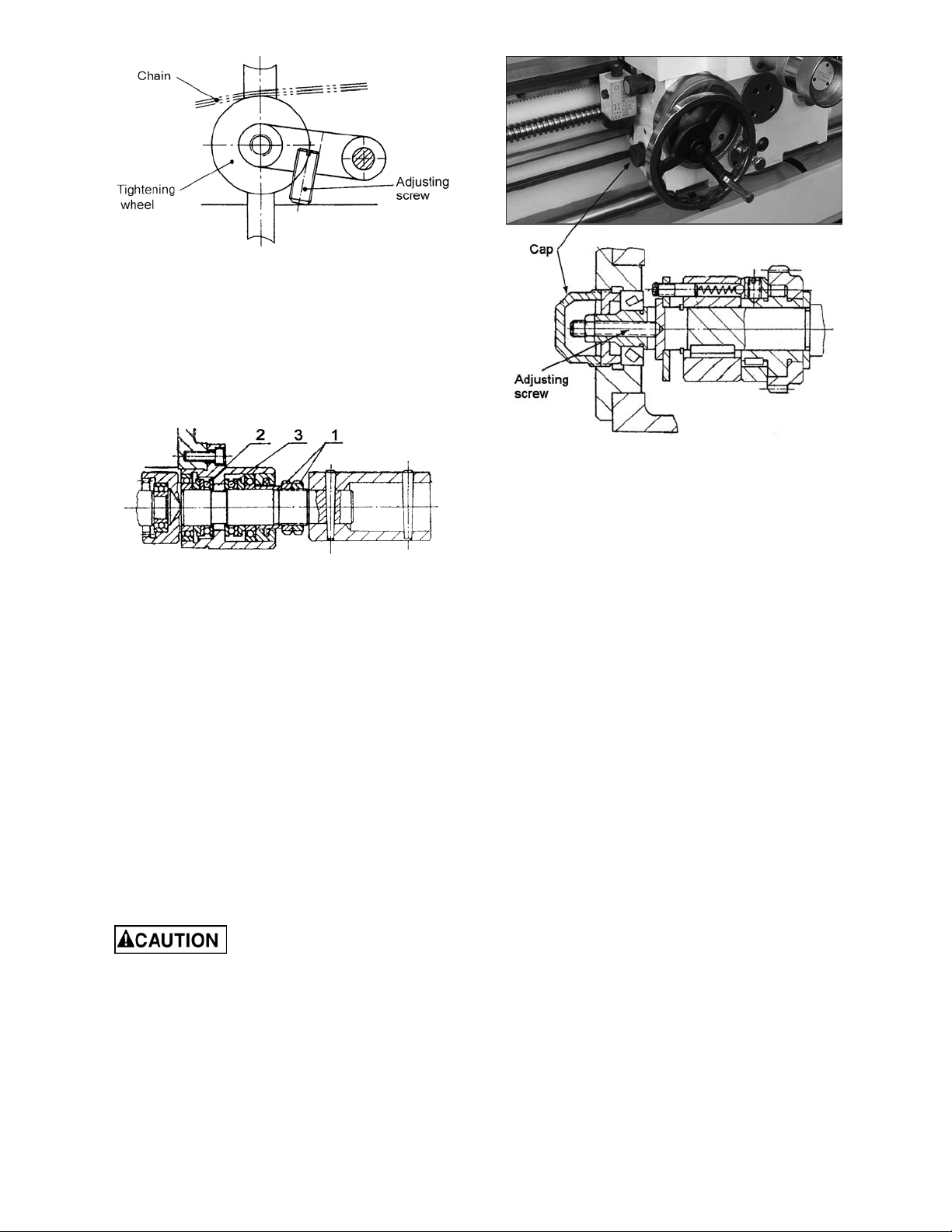
Figure 47 – Speed control chain adjustment
13.11 Lead Screw
To ensure the pitch accuracy in cutting threads,
any axial run-out of the lead screw must be
eliminated. See Figure 48. This is achieved by
adjusting the thrust bearings (2 and 3) using the
nut (1).
Figure 48 – Lead screw runout adjustment
13.12 Apron Feed Clutch
The feed transmission begins wit h the feed rod to
the apron, through feed clutch to worm, through the
gear drives, to longitudinal or cross movement.
The worm axle is equipped with an overstep clutch
to provide rapid feed for the carriage. When the
rapid feed motor drives the worm axle, it oversteps
the feed rod in one direction.
The carriage (longitudinal feed) handwheel is
automatically disengaged when the carriage is in
rapid feed or longitudinal automatic feed. When the
feed movements stop, the handwheel will
reengage.
If the cutting force will not reach rated maximum
value, remove the cap and adjust the clutch using
the adjusting screw (see Figure 49).
Figure 49 – Feed clutch adjustment
13.13 Tool Post
To al low i nsert io n of t ools, the too l po st ha s a o ne
way tooth that elevates a cam and pin, raising the
tool post in conjunction with a positioning pin. The
tool post will rise slightly. This raised distance
should remain the same after repeated tool
changes.
To clamp the tool post, turn the lever clockwise
until it tightens.
If the tool post elevation is incorrect, adjust as
follows (referring to Figure 50).
1. If the tool post will not rise far enough to insert
tools, turn the set screw (2) counterclockwise
to loosen the spring (3) and steel ball (4).
2. If the tool post rises too much, turn the set
screw (2) clockwise to tighten the spring (3
and steel ball (4).
To disassem ble the tool po st, remove screws (1)
and (2), take out spring (3) and ball (4). Then
remove lever and tool post.
Reverse the above procedure to reinstall the tool
post.
Do not over tighten the feed
clutch. Over tightening may nullify the
protective feature and can damage the lathe.
To avoid feed rod a nd lead screw engaging at t he
same time, an interlocking mechanism is situated
between longitudinal feed axle and half nut
operation axle.
26
Page 27
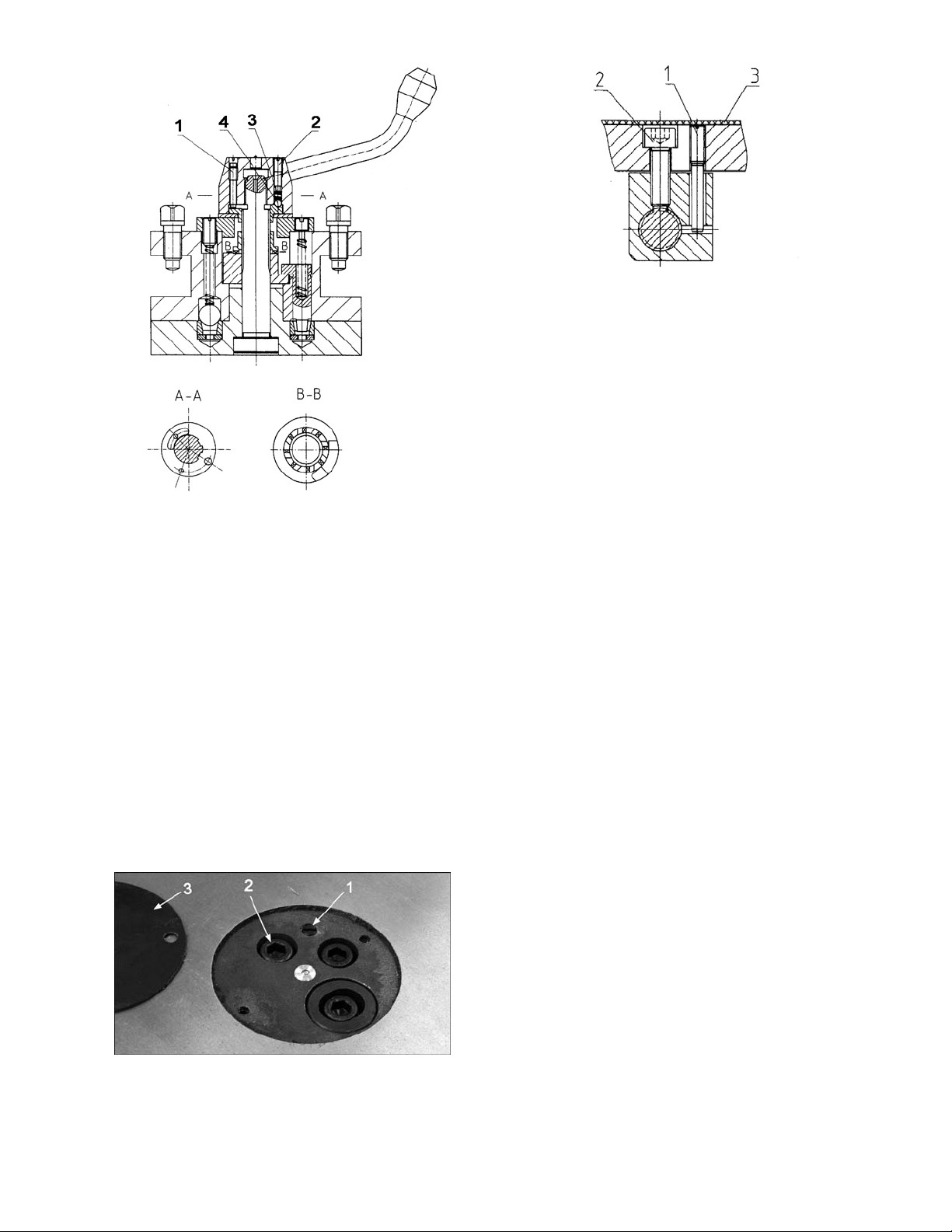
Figure 51 – Cross slide nut adjustment
13.15 Shear Pin Replacement
The lead screw and feed shaft are equipped with
shear pins, which are designed to break in order to
protect the drive system against overload. A
broken shear pin must be replaced.
Knock out the broken pin; line up the holes and
insert new pin.
Figure 50 – Tool post adjustment
13.14 Cross Slide Nut Adjustment
The cross slide moves via a lead screw which
drives a nut. The nut is a half-split nut, allowing
slight adjustment if the cross slide becomes hard to
move or develops backlash. Backlash is identified
by turning the cross slide handwheel left and right
– if there is a delay before any cross slide
movement, the nut needs adjusting (Refer to
Figure 51).
1. Remove dust cover (3).
2. Loosen set screw (1).
3. Tighten socket head screw (2) until the play is
eliminated. Do not overtighten, which may
cause excessive wear to components.
4. Retighten set screw (1).
5. Reinstall dust cover.
13.16 Steady Rest Adjustment
Always grease the fi ngers before using the steady
rest. The point at which the fingers contact the
workpiece require continuous l ubrication to pre vent
premature wear.
To set the steady rest (see Figure 52):
1. Loosen the hex nut (A) at the base of the
stead y rest, to slid e the stea dy rest along the
ways.
2. Loosen the knurled handle (B) at the side until
it can be pivoted out of the slot.
3. Loosen the three lock knobs (C), and back off
the fingers (D) using the knurled handles.
4. Pivot the collar on its hinge and position the
steady rest around the workpiece.
5. Firmly tigh ten the h e x nut at the base.
6. Set the fingers snugly to the work piece and
secure by tightening the locking knobs.
Fingers should be snug but not overly tight.
27
Page 28
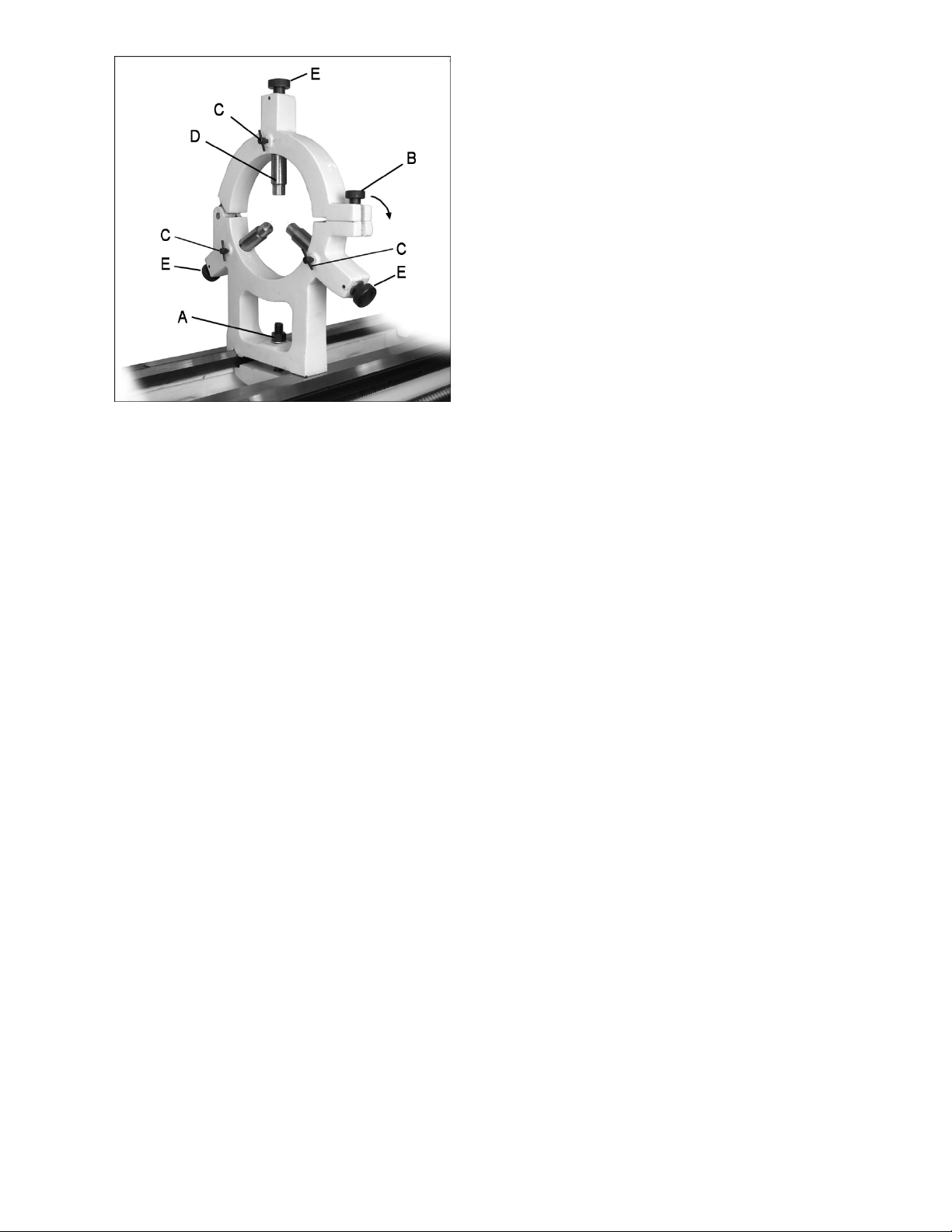
Figure 52 – Steady rest adjustment
13.17 Follow Rest Adjustment
The follow rest mounts to the saddle with two
socket head cap bolts. The follow rest should be
mounted so that the locking knobs point away from
the chuck.
The sliding fingers are set similar to those on the
steady rest – free of play, but not binding.
Always lubricate the fingers suf f iciently with grea se
before operating.
28
Page 29
14.0 Troubleshooting the ZH Series Lathes
Table 2
Trouble Probable Cause Remedy
Verify incoming power, main leads, main
switch is on.
Close cover.
Reset. Verify incoming power is proper for
lathe.
Reset. If it trips frequently, in crease a mp
setting.
Change chucking length or diameter. Use
support on tailstock end.
Decrease feed rate or depth of cut.
Clean ways and verify they are being
lubricated properly.
Lathe will not sta rt .
Spindle lacks turning
power; or starts up
slowly.
Excessive machine
vibration.
Lathe overheating.
Tool tip burns.
Lathe turns a taper.
No automatic power
feed.
Carriage, cross slide or
compound rest move
with difficulty.
No elect ric al power, or wiring incorrect.
Emergency stop switch is pressed. Rotate switch clockwise to release.
End gear cover open, limit switch
activated.
Fuse blown in main electrical box. Replace fuse.
Fuse blown/circuit breaker tripped at
power sourc e.
Defective o n/off switc h, mot or or cable. Hav e electrici an test el ements.
Foot brake switch is faulty. Check and replace as needed.
Thermal relay tripped.
Friction clutch is slipping. Adjust clutch.
Belts are slipping. Tighten belts.
Workpiece unbalanced. Reduce spindle speed.
Workpiece d efl ecti ng.
Tool deflecting. Reduce tool length.
Backlash on slide ways/gibs . Adjust backlash.
Slides running dry. Properly lubricate slides/ways.
Tool edge is dull. Resharpen or replace tool.
Chip load too high. Reduce depth of cut or feed rate.
Spindl e bear ings out o f adj ustment. Adjust bearings .
Belts misaligned. Inspect belts and correct.
Bogging down in cut; excessive feed rate
or depth of cut.
Cutting speed too high. Reduce speed.
Tool is dull. Resharpen or replace.
Tailstock not aligned with headstock. Align tailstock.
Lathe bed is twisted. Correct by leveling lathe.
Shea r pin is broken. Replace shea r pin.
Carriage lock is tightened down. Release carriage lock.
Gibs are too tight. Adjust using gib screws.
Bed ways have shavings/debris on them;
or are dry.
29
Page 30

15.0 Lubrication Schedule and General Maintenance
Regularly scheduled maintenance is crucial to ensure a long service life for your machine. The sche dule be low shows
general cleaning, lubrication points and coolant replacement information for the ZH Series Lathes. Push stop button
and power off before lubricating. Foll ow loc al regu lati ons for dispos al of us ed cool ant/l ubri cants . Minim ize dir ect
skin contact with lubricants and coolants, and wear eye protection when pouring coolant in case of splash.
Mobile DTE® Oil Heavy Medium is recommended for the SAE-20W machine oil.
If the brand of oil is ever changed, it is recommended that you flush and clean the reservoir first to prevent any
compatibility is sue s .
Table 3
Figure/Sect. Element Action Lubricant Frequency
sect 8.3
Figure 8 Fill at (1) ball oiler SAE-20W machine oil daily
sect 8.3
sect 8.2
Figure 9,10 Headstock Drain and fill SAE-20W machine oil
Figure 11 Oil filter Clean monthly
Figure 9,10 Gearbox Drain and fill SAE-20W machine oil
Figure 12
Figure 12 Drain and fill SAE-20W machine oil
Figure 15
Figure 15 Tr av el Setting Rod Fill at (2) ball oilers SAE-20W machine oil as needed
Figure 10 Change Gear Axle grease #2 lithium tube grease once every shift
Figure 13 Cr o ss slide Fill at (2) ball oilers SAE-20W machine oil daily
Figure 13 Compound rest Fill at (3) ball oilers SAE-20W machine oil dail y
Figure 12 Tool Post Fill at (1) ball oiler SAE-20W machine oil daily
Figure 16 Tailstock Fill at (2) ball oilers SAE-20W machine oil daily
Figure 14,16
sect 9.1 Coolant reservoir *
sect 9.1 Chip trays
Figure 52 Steady Rest
sect 13.17 Follow Rest
Figure 42 Belts
Chuck
Spindle/cam locks/
chuck body
All exposed metal
surfaces
Apron and Saddle
Lead screw; Feed
Rod; Spindle
Direction Control Axle
Anti-dust felt on vways
Grease jaws and scroll #2 lithium tube grease periodically
light coat of oil SAE-20W machine oil periodic ally
light coat of oil SAE-20W machine oil frequently
- after fi rst 10 day s,
- after next 20 days,
- ever y 2 to 3 months
- after fi rst 3 mon th s,
- ever y 6 month s
Activate one shot lube
handle
Fill at oil port SAE-20W machine oil as needed
Clean kerosene Inspect weekly
(follow coolant
manufacturer’s
directions)
Clean; clear drain
filters
Lubricate finger shafts
and contact points
Lubricate finger shafts
and contact points
Inspect and tighten if
needed
Coolant of choice,
approx. 4 gallons
Lead-based grease before each use
Lead-based grease before each use
periodically
periodically
multiple times per shift,
or as needed
- after fi rst 3 months,
- then annually
(follow coolant
manufacturer’s
directions)
30
Page 31

16.0 Reference Tables
16.1 Inch Lead And Feed
Table 4
t = metric threads
n = inch threads
m = modular threads
DP = diametral threads
16.2 Special Inch Lead And Feed
Table 5
31
Page 32

16.3 Speed Selection Lever Positions
Table 6
No.
1
2 50
3 70
4
5 140
6 200
7
8 400
9 560
10
11 1200
12 1600
Lever Position
A B
white white
blue blue
yellow yellow
red red
Spindle Speeds
(RPM)
36
100
280
800
17.0 Electrical – 230 volt to 460 volt Conversion
Figure 53
32
Page 33

18.0 Change Gear Diagram
Figure 54
33
Page 34

This page intentionally left blank.
34
Page 35

This page intentionally left blank.
35
Page 36

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.jettools.com
36
Page 37

This .pdf document is bookmarked
Parts List and Electrical Diagrams
ZH Series Large Bore Lathes
Models GH-2680ZH; GH-26120ZH
For ZH-Series Lathes Operation and Maintenance Instructions, see document M-321860
JET
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-321860-1
Ph.: 800-274-6848 Revisi on C 08/2014
www.jettools.com Copyright © 2014 JET
Model GH-2680ZH shown
Page 38

1.0 Warranty and Service
JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please
contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
JET branded website.
• JET products carry a limited warranty which varies in duration based upon the product. (See chart below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Co vered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood.
Use of th ese ma chines in the processing of metal , pl asti cs, or oth er m aterial s may void the warranty. The exceptio ns
are acrylics and other natural items that are made specifically for wood turning.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide pro of
of initia l p u rch a s e whe n calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. JET has Authorized Service Centers located throughout the
United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the JET website.
More Informa t io n
JET is constantly adding new products. For complete, up-to-date product information, check with your local distributor
or visit the JET website.
How S tat e Law A pplies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
JET LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH PRODUCT.
EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG AN
IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
JET SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
JET sells through distributors only. The specifications listed in JET printed materials and on official JET website are
given as general information and are not binding. JET reserves the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET
Product Listing with Warranty Period
90 Days – Parts; Consumable items; Light-Duty Air Tools
1 Year – Motors; Machine Accessories; Heavy-Duty Air Tools; Pro-Duty Air Tools
2 Year – Metalworking Machinery; Electric Hoists, Electric Hoist Accessories; Woodworking Machinery used
for industrial or commercial purposes
5 Year – Woodworking Machinery
Limited Lifetime – JET Parallel clamps; VOLT Series Electric Hoists; Manual Hoists; Manual Hoist
Accessories; Shop Tools; Warehouse & Dock products; Hand Tools
NOTE: JET is a division of JPW Industries, Inc. References in this document to JET also apply to JPW Industries,
Inc., or any of its successors in interest to the JET brand.
®
branded products are not sold in Canada by JPW Industries, Inc.
2
Page 39

2.0 Table of Contents
1.0 Warranty and Service ..................................................................................................................................... 2
2.0 Table of Contents ........................................................................................................................................... 3
3.0 Bed Assembly I – Exploded View ............................................................................................................... 4
3.1 Bed Assembly I – Parts List ....................................................................................................................... 5
4.0 Bed Assembly II – Exploded View .............................................................................................................. 6
4.1 Bed Assembly II – Parts List ...................................................................................................................... 7
5.0 Headstock Assembly I – Exploded View .................................................................................................... 8
5.1 Headstock Assembly I – Parts List ............................................................................................................. 9
6.0 Headstock Assembly II – Exploded View ................................................................................................. 11
6.1 Headstock Assembly II – Parts List .......................................................................................................... 12
7.0 Headstock Assembly III – Exploded View ................................................................................................ 14
7.1 Headstock Assembly III – Parts List ......................................................................................................... 15
8.0 Headstock Assembly IV – Exploded View ................................................................................................ 16
8.1 Headstock Assembly IV – Parts List ........................................................................................................ 17
9.0 Headstock Assembly V – Exploded View ................................................................................................. 19
9.1 Headstock Assembly V – Parts List ......................................................................................................... 20
10.0 Gear Assembly – Exploded View ........................................................................................................... 21
10.1 Gear Assembly – Parts List .................................................................................................................... 21
11.0 Gear Box Assembly I – Exploded View .................................................................................................. 22
11.1 Gear Box Assembly I – Parts List ........................................................................................................... 22
12.0 Gear Box Assembly II – Exploded View ................................................................................................. 23
12.1 Gear Box Assembly II – Parts List .......................................................................................................... 24
13.0 Gear Box Assembly III – Exploded View ................................................................................................ 26
13.1 Gear Box Assembly III – Parts List ......................................................................................................... 27
14.0 Saddle and Cross Slide Assembly – Exploded View ............................................................................. 29
14.1 Saddle and Cross Slide Assembly – Parts List ...................................................................................... 30
15.0 Brake Assembly – Exploded View .......................................................................................................... 32
15.1 Brake Assembly – Parts List .................................................................................................................. 33
16.0 Tool Post and Compound Rest Assembly – Exploded View .................................................................. 34
16.1 Tool Post and Compound Rest Assembly – Parts List ........................................................................... 35
17.0 Apron Assembly I – Exploded View ....................................................................................................... 36
17.1 Apron Assembly I – Parts List ................................................................................................................ 37
18.0 Apron Assembly II – Exploded View ...................................................................................................... 39
18.1 Apron Assembly II – Parts List ............................................................................................................... 40
19.0 Apron Assembly III – Exploded View ..................................................................................................... 42
19.1 Apron Assembly III – Parts List .............................................................................................................. 43
20.0 Apron Assembly IV – Exploded View ..................................................................................................... 44
20.1 Apron Assembly IV – Parts List .............................................................................................................. 45
21.0 Tailstock Assembly I – Exploded View ................................................................................................... 46
21.1 Tailstock Assembly I – Parts List ............................................................................................................ 47
22.0 Tailstock Assembly II – Exploded View .................................................................................................. 48
22.1 Tailstock Assembly II – Parts List ........................................................................................................... 49
23.0 Steady Rest Assembly (Small and Large) – Exploded View .................................................................. 50
23.1 Steady Rest Assembly (Small) – Parts List ............................................................................................ 51
23.2 Steady Rest Assembly (Large) – Parts List ............................................................................................ 51
24.0 Follow Rest Assembly – Exploded View ................................................................................................ 52
24.1 Follow Rest Assembly – Parts List ......................................................................................................... 52
25.0 Coolant and Work Light Assembly – Exploded View ............................................................................. 53
25.1 Coolant and Work Light Assembly – Parts List ...................................................................................... 53
26.0 Travel Stop Assembly – Exploded View ................................................................................................. 54
26.1 Travel Stop Assembly – Parts List ......................................................................................................... 54
27.0 Small Carriage Stop – Exploded View .................................................................................................. 55
27.1 Small Carriage Stop – Parts List ............................................................................................................ 55
28.0 Chuck Guard Assembly – Exploded View .............................................................................................. 56
28.1 Chuck Guard Assembly – Parts List ....................................................................................................... 56
29.0 Toolbox, Accessories, and Attachments ................................................................................................ 57
30.0 Electrical Components ........................................................................................................................... 58
30.1 Electrical Diagram .................................................................................................................................. 59
30.2 Electrical Components – Parts List ...................................................................................... .................. 60
31.0 Ordering Replacement Parts ...................................................................................................................... 60
3
Page 40

3.0 Bed Assembly I – Exploded View
4
Page 41

3.1 Bed Assembly I – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C12701C ........ Splash Guard (80” ZH only) ..................................... 80” ................................. 1
.................. C6266C12701D ........ Traveling Splash Guard (120” ZH only) 24” ............ 1
2 ................ TS-1503011 .............. Hex Socket Cap Screw ............................................ M6x8 ............................. 8
3 ................ TS-1550041 .............. Flat Washer ............................................................. 6 mm ............................. 8
5 ................ C6266C01101C ........ Bed (for 80” ZH only) ............................................... 80” ................................. 1
.................. C6266C01101D ........ Bed (for 120” ZH only) ............................................. 120” ............................... 1
6 ................ GB5782-M20x60 ....... Hex Cap Bolt............................................................ M20x60 ......................... 4
7 ................ C6140W01705 .......... Crossed Head .......................................................... ...................................... 1
8 ................ C6140W01706 .......... Screw ....................................................................... ...................................... 1
9 ................ C6140W01707 .......... Colla r ....................................................................... ...................................... 1
10 .............. GB71-M10x12 ........... Slotted Set Screw .................................................... M10x 12 ......................... 1
11 .............. C6140W01709 .......... Sleeve ...................................................................... ...................................... 1
12 .............. GB71-M10x20 ........... Slotted Set Screw .................................................... M10x 20 ......................... 1
13 .............. C6140W01104 .......... Crank ....................................................................... ...................................... 1
14 .............. GB118-8x50 .............. Taper Pin ................................................................. 8x50 mm ....................... 1
15 .............. GB71-M10x14 ........... Slotted Set Screw .................................................... M10x 14 ......................... 2
16 .............. GB91-2x16 ................ Split Pin.................................................................... 2x16 mm ....................... 4
17 .............. C6140W01711A ........ Pulling Rod .............................................................. ...................................... 1
18 .............. C6266C01106 ........... Sleeve ...................................................................... ...................................... 1
19 .............. GB71-M8x16 ............. Slotted Set Screw .................................................... M8x16 ........................... 1
20 .............. C6266C01703C ........ Hex Feed Rod (for 80” ZH only) .............................. ...................................... 1
.................. C6266C01703D ........ Hex Feed Rod (for 120” ZH only) ............................ ...................................... 1
21 .............. C6266C01702C ........ Lead Screw (for 80” ZH only)................................... ...................................... 1
.................. C6266C01702D ........ Lead Screw (for 120” ZH only)................................. ...................................... 1
22 .............. C6266C01705C ........ Hex Control Rod (for 80” ZH only) ........................... ...................................... 1
.................. C6266C01705D ........ Hex Control Rod (for 120” ZH only) ......................... ...................................... 1
23 .............. C6140W01724 .......... Sleeve ...................................................................... ...................................... 1
24 .............. C6140W01725 .......... Sleeve ...................................................................... ...................................... 1
25 .............. C6140W01302 .......... Bronze Bush ing ....................................................... ...................................... 1
26 .............. C6140W01301 .......... Bronze Bush ing ....................................................... ...................................... 1
27 .............. C6140W01109 .......... Bracket..................................................................... ...................................... 1
28 .............. TS-1505041 .............. Hex Socket Cap Screw ............................................ M8x20 ........................... 1
29 .............. TS-1505111 .............. Hex Socket Cap Screw ............................................ M10x 70 ......................... 1
30 .............. TS-1505031 .............. Hex Socket Cap Screw ............................................ M10x 25 ......................... 1
31 .............. GB118-8x35 .............. Taper Pin ................................................................. 8x35 mm ....................... 2
32 .............. TS-1550041 .............. Flat Washer ............................................................. 6 mm ............................ 8
33 .............. TS-1503011 .............. Hex Socket Cap Screw ............................................ M6x8 ............................. 8
34 .............. C6140W01726 .......... Cover ....................................................................... ...................................... 1
37 .............. C-GB11876845 ......... Taper Pin ................................................................. 8x45 mm ....................... 6
38 .............. TS-1505051 .............. Hex Socket Cap Screw ............................................ M10x35 ......................... 6
39 .............. C6266C01704 ........... Rack (both models).................................................. ...................................... 1
40 .............. C6140W01719 .......... Rack (for 80” ZH) ..................................................... ...................................... 5
.................. C6140W01719 .......... Rack (for 120” ZH) ................................................... ...................................... 8
41 .............. GB70-M10x85 ........... Hex Socket Cap Screw ............................................ M10x85 ......................... 2
42 .............. C6266C01103 ........... Gap .......................................................................... ...................................... 1
43 .............. C-GB11876845 ......... Taper Pin ................................................................. 16x60 mm ..................... 2
44 .............. GB70-M16x50 ........... Hex Socket Cap Screw ............................................ M16x50 ......................... 4
49 .............. C6140W01733 .......... Pin............................................................................ ..... ................................. 1
50 .............. GB5782-M20x80 ....... Hex Bolt ................................................................... M20x80 ......................... 4
51 .............. GB97.2-20 ................. Flat Washer ............................................................. 20 mm ........................... 8
52 .............. GB85-M12x75 ........... Set Screw ................................................................ M12x75 ......................... 2
53 .............. C6266C18716 ........... Bracket..................................................................... ...................................... 1
54 .............. C6266C01718 ........... Nut ........................................................................... ...................................... 1
55 .............. C6266CLRG80.......... Rubber Gasket (for 80” ZH only) ............................. ...................................... 1
5
Page 42

4.0 Bed Assembly II – Exploded View
6
Page 43

4.1 Bed Assembly II – Parts List
Index No. Part No. Description Size Qty
4 ................ C6266C01105 ........... Pulley ....................................................................... ...................................... 1
5 ................ GB1096-10x50 .......... Flat Key.................................................................... 10x 5 0 mm ..................... 1
6 ................ GB71-M12x16 ........... Slotted Set Screw .................................................... M12x 16 ......................... 1
7 ................ Y132M-4TH/B3 ......... Motor........................................................................ 10HP, 3PH, 230/460V... 1
8 ................ GB5782-M10x40 ....... Hex Bolt ................................................................... M10x40 ......................... 4
9 ................ GB93-10 .................... Spring Washer ......................................................... 10 mm ........................... 4
10 .............. GB97.2-10 ................. Flat Washer ............................................................. 10 mm ........................... 4
11 .............. GB6170-M20 ............. Hex Nut .................................................................... M20 ............................... 2
12 .............. GB850-20 .................. Taper Washer .......................................................... 20 mm ........................... 2
13 .............. GB849-20 .................. Spherical Washer .................................................... 20 mm ..... ...................... 2
14 .............. C6140W01714 .......... Double Bolt .............................................................. ...................................... 1
15 .............. C6266C01711 ........... Shaft ........................................................................ ...................................... 1
16 .............. C6266C01104 ........... Motor Mounting Plate............................................... ...................................... 1
17 .............. GB75-M10x14 ........... Slotted Set Screw .................................................... M10x 14 ......................... 1
18 .............. C6266C01107 ........... Support .................................................................... ...................................... 1
19 .............. TS-1506041 .............. Hex Socket Cap Screw ............................................ M12x 35 ......................... 4
20 .............. C6266C01701 ........... Cover ....................................................................... ...................................... 1
21 .............. TS-1550041 .............. Flat Washer ............................................................. 6 mm ........................... 12
22 .............. GB818-M6x5 ............. Cross Head Screw ................................................... M6x5 ........................... 12
23 .............. C6266C01710 ........... Cover ....................................................................... ...................................... 1
24 .............. C6266C01102C ........ Bed Stand (for 80” ZH only) ..................................... ...................................... 1
.................. C6266C01108 ........... Front Bed Stand (for 120” ZH only) ......................... ...................................... 1
.................. C6266C01109 ........... Middle Bed Stand (for 120” ZH only) ....................... ...................................... 1
.................. C6266C01110 ........... Rear Bed Stand (for 120” ZH only) .......................... ...................................... 1
25 .............. C6266C01707 ........... Cover ....................................................................... ...................................... 1
27 .............. 1440R01705.............. Drain Plate ............................................................... ...................................... 1
28 .............. TS-1540041 .............. Hex Nut .................................................................... M6 ................................. 1
29 .............. TS-1482041 .............. Hex Cap Screw ........................................................ M6x20 ........................... 1
30 .............. JETLOGO-1 .............. JET Nameplate (not shown) .................................... ...................................... 1
31 .............. STRIPE-1-3/4 ............ Stripe (not shown).................................................... ............................... per ft.
7
Page 44

5.0 Headstock Assembly I – Exploded View
8
Page 45

5.1 Headstock Assembly I – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C02502 ........... Headstock Cover ..................................................... ...................................... 1
2 ................ C6266C02501 ........... Rubber Mat .............................................................. ...................................... 1
3 ................ C6140W02835 .......... Flat Head Countersunk Screw ................................. ...................................... 1
4 ................ TS-1505051 .............. Hex Socket Cap Screw ............................................ M10x35 ......................... 8
5 ................ GB6172-M12 ............. Hex Nut .................................................................... M12 ............................... 2
6 ................ C6266C02768 ........... Braking Belt Support ................................................ ...................................... 1
7 ................ GB65-M6x10 ............. Slotted Socket Cap Screw ....................................... M6x10 ........................... 4
8 ................ C6266C02767 ........... Braking Belt (includes #9 and 10) ............................ ...................................... 1
9 ................ GB867-3x10 .............. Cup Head Rivet ....................................................... 3x10 mm ....................... 3
10 .............. C6266C02503 ........... Braking Friction Disc ................................................ ...................................... 1
11 .............. GB119-6n6x14 .......... Pin............................................................................ 6n6x14 mm ................... 1
12 .............. C6266C02770 ........... Braking Belt Support ................................................ ...................................... 1
13 .............. C6266C02769 ........... Shaft ........................................................................ ...................................... 1
14 .............. GB3452.1-30x2.65 .... O-Ring ..................................................................... 30x2.65 mm .................. 1
15 .............. R51-2 ........................ Oil Glass .................................................................. ...................................... 2
16 .............. GB818-M3x4 ............. Cross Recess ed Pan Head Screw .......................... M3x4 ............................. 7
17 .............. C6266C02306 ........... Sign Plate – Oil Level .............................................. ...................................... 1
18 .............. C6266C02101 ........... Headstock ................................................................ ...................................... 1
19 .............. GB5782-M20x75 ....... Hexagon Head Bolt.................................................. M20x75 ......................... 3
20 .............. C6266C02125 ........... Fork.......................................................................... ...................................... 1
20A ............ C6266C02721 ........... Control Shaft ............................................................ ...................................... 1
21 .............. GB118-8x40 .............. Pin............................................................................ 8x40 mm ....................... 1
21A ............ GB6172-M8 ............... Hex Nut .................................................................... M8 ................................. 1
22 .............. GB71-M12x30 ........... Slotted Set Screw .................................................... M12x 30 ......................... 1
23 .............. Q81-1-1.6x8x70 ........ Spring ...................................................................... 1.6x8x70 mm ................ 1
24 .............. SB-10MM .................. Steel Ball.................................................................. 10 mm ........................... 1
25 .............. C6140W02105 .......... Bushing .................................................................... ...................................... 1
26 .............. GB3452.1-38.7x3.55 . O-Ring ..................................................................... 38.7x3.55 mm ............... 1
27 .............. GB818-M6x8 ............. Cross Head Screw ................................................... M6x8 ............................. 1
28 .............. C6266C02757 ........... Cover ....................................................................... ...................................... 1
29 .............. GB3452.1-26.5x2.65 . O-Ring ..................................................................... 26.5x2.65 mm ............... 1
30 .............. C6266C02761 ........... Control Shaft ............................................................ ...................................... 1
31 .............. C6266C02128 ........... Fork.......................................................................... ...................................... 1
32 .............. C6266C02124 ........... Fork.......................................................................... ...................................... 1
33 .............. C6266C02120 ........... Fork.......................................................................... ...................................... 1
34 .............. C6266C02762 ........... Control Shaft ............................................................ ...................................... 1
35 .............. C6140W02141 .......... Fron t Cover .............................................................. ...................................... 1
36 .............. C6140W02711 .......... Screw ....................................................................... ...................................... 3
37 .............. GB5782-M16x80 ....... Hexagon Head Bolt.................................................. M16x80 ......................... 2
38 .............. C6140W02831 .......... Nut ........................................................................... ...................................... 1
40 .............. C6140W02832 .......... Drain Pipe ................................................................ ...................................... 1
41 .............. C6140W02833 .......... Clamping Plate ........................................................ ...................................... 1
42 .............. TS-1494052 .............. Hex Cap Screw ........................................................ M16x60 ......................... 1
43 .............. C6266C02303 ........... Sign Plate ................................................................ ...................................... 1
44 .............. C6140W02143 .......... Sliding Block ............................................................ ...................................... 1
45 .............. GB119-N6x20 ........... Pin............................................................................ n 6x20 mm ..................... 1
46 .............. C6140W02129 .......... Rocker ..................................................................... ...................................... 1
47 .............. GB1099-6x22 ............ Woodruff Key ........................................................... 6x 22 mm ....................... 1
48 .............. C6266C02763 ........... Shaft ........................................................................ ...................................... 1
49 .............. G51-2A-25x2.4 .......... O-Ring ..................................................................... 25x2.4 mm .................... 2
50 .............. C6140W02127 .......... Colla r ....................................................................... ...................................... 2
51 .............. C6266C02119 ........... Collar ....................................................................... ...................................... 1
52 .............. C6266C02305-23 ...... Headstock Label Panel (for 80” ZH only)................. ...................................... 1
.................. GH26120ZH-52 ......... Headstock Label Pan el (for 120” ZH only)............... ...................................... 1
53 .............. C6140W02837 .......... Board ....................................................................... ...................................... 1
54 .............. C6140W02836 .......... Oil Distributor ........................................................... ...................................... 1
55 .............. GB819-M5x10 ........... Cross Recess ed Hd Countersun k Screw M5x10..... ...................................... 2
56 .............. GB819-M6x14 ........... Cross Recess ed Hd Countersun k Screw M6x14..... ...................................... 2
57 .............. GB818-M6x8 ............. Cross Recess ed Pan Head Screw .......................... M6x8 ............................. 2
9
Page 46

Index No. Part No. Description Size Qty
58 .............. C6266C02781 ........... Oil Sprayer Assembly .............................................. ...................................... 1
59 .............. G92-1A-4................... Fitting ....................................................................... 4 mm ............... group of 8
60 .............. G92-1A-8................... Fitting ....................................................................... 8 mm ............................. 1
61 .............. G92-1A-10................. Fitting ....................................................................... 10 mm ............. group of 4
62 .............. SFW-02A................... Oil Filter ................................................................... ...................................... 1
10
Page 47

6.0 Headstock Assembly II – Exploded View
11
Page 48

6.1 Headstock Assembly II – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266CHA01 ............ Chain ....................................................................... 12.7 x 58 ....................... 1
2 ................ GB894.1-16 ............... Circlip for Shaft ........................................................ 16 mm ........................... 1
3 ................ C6140W02808 .......... Chain Wheel ............................................................ ...................................... 2
4 ................ C6266C02751 ........... Gear ......................................................................... ...................................... 1
5 ................ C6266C02780 ........... Sleeve ...................................................................... ...................................... 1
6 ................ GB3452.1-34.5x2.65 . O-Ring ..................................................................... 34.5x2.65 mm ............... 1
7 ................ GB1096-5x10 ............ Flat Key.................................................................... 5x 10 mm ....................... 4
8 ................ C6266C02753 ........... Collar ....................................................................... ...................................... 1
9 ................ GB3452.1-25x2.65 .... O-Ring ..................................................................... 25x2.65 mm .................. 2
10 .............. C6266C02752 ........... Shaft ........................................................................ ...................................... 1
11 .............. GB3452.1-17x1.8 ...... O-Ring ..................................................................... 17x1.8 mm .................... 3
12 .............. C6266C02756 ........... Positioning Disc ....................................................... ...................................... 1
13 .............. GB819-M6x14 ........... Cross Recessed Hd Countersunk Screw ................ M6x14 ........................... 4
14 .............. C6140W02799 .......... Lever ........................................................................ ...................................... 1
15 .............. C6266C02114 ........... Lever Support .......................................................... ...................................... 1
16 .............. SB-10MM .................. Steel Ball.................................................................. 10 mm ........................... 3
17 .............. Q81-1-1.6x8x18 ........ Spring ...................................................................... 1.6x8x18 mm ................ 3
18 .............. C6266C02754 ........... Positioning Screw .................................................... ...................................... 2
19 .............. GB894.1-30 ............... Circlip for Shaft ........................................................ 30 mm ........................... 1
20 .............. C6140W02801 .......... Lever ........................................................................ ...................................... 1
21 .............. C6140W02123 .......... Lever Support .......................................................... ...................................... 1
22 .............. C6140W02821 .......... Washer .................................................................... ...................................... 2
23 .............. GB819-M5x16 ........... Cross Recessed Hd Countersunk Screw ................ M5x16 ........................... 6
24 .............. C6266C02304 ........... Speed Label............................................................. ...................................... 1
25 .............. C6140W02813 .......... Pin............................................................................ ..... ................................. 3
26 .............. C6266C02775 ........... Connector ................................................................ ...................................... 1
27 .............. C6266C02121 ........... Rocker ..................................................................... ...................................... 1
28 .............. GB117-6x45 .............. Taper Pin ................................................................. 6x45 mm ....................... 1
29 .............. C6140W02812 .......... Rolle r ....................................................................... ...................................... 2
30 .............. C6140W02119 .......... Sliding Block ............................................................ ...................................... 3
31 .............. GB119-6n6x14 .......... Pin............................................................................ 6n6x14 mm ................... 3
32 .............. C6266C02122 ........... Fork.......................................................................... ...................................... 1
33 .............. C6266C02765 ........... Axis .......................................................................... ...................................... 1
34 .............. GB117-6x35 .............. Taper Pin ................................................................. 6x35 mm ....................... 1
35 .............. C6266C02749 ........... Gear ......................................................................... ...................................... 1
36 .............. C6266C02112 ........... Collar ....................................................................... ...................................... 1
37 .............. GB3452.1-30x2.65 .... O-Ring ..................................................................... 30x2.65 mm .................. 1
38 .............. C6266C02750 ........... Washer .................................................................... ...................................... 2
39 .............. C6266C02764 ........... Pin............................................................................ ...................................... 1
40 .............. C6266C02123 ........... Collar ....................................................................... ...................................... 1
41 .............. C6266C02111 ........... Plug.......................................................................... ...................................... 1
42. ............. GB3452.1-20x2.65 .... O-Ring ..................................................................... 20x2.65 mm .................. 1
43 .............. C6266C02760 ........... Shaft ........................................................................ ...................................... 1
44 .............. C6266C02118 ........... Fork.......................................................................... ...................................... 1
45 .............. C6266C02116 ........... Collar ....................................................................... ...................................... 1
46 .............. GB117-6x40 .............. Taper Pin ................................................................. 6x40 mm ....................... 1
47 .............. C6266C02117 ........... Rocker ..................................................................... ...................................... 1
48 .............. C6266C02759 ........... Shaft ........................................................................ ...................................... 1
49 .............. GB1099-5x19 ............ Woodruff Key ........................................................... 5x 19 mm ....................... 2
50. ............. GB3452.1-21.2x2.65 . O-Ring ..................................................................... 21.2x2.65 mm ............... 1
51 .............. C6266C02758 ........... Positioning Disc ....................................................... ...................................... 1
52 .............. C6140W02822 .......... Lever ........................................................................ ...................................... 1
53 .............. C6266C02115 ........... Lever Support .......................................................... ...................................... 1
54 .............. GB73-M12x14 ........... Set Screw ................................................................ M12x14 ......................... 1
55 .............. C6266C02774 ........... Bolt........................................................................... ...................................... 1
56 .............. C6266C02129 ........... Rocker ..................................................................... ...................................... 1
57 .............. TS-1522021 .............. Socket Set Screw .................................................... M5x8 ............................. 1
58 .............. C6266C02773 ........... Screw ....................................................................... ...................................... 1
59 .............. TS-2360121 .............. Flat Washer ............................................................. 12 mm ........................... 1
12
Page 49

Index No. Part No. Description Size Qty
60 .............. C6140W02826 .......... Tightening Wheel ..................................................... ...................................... 1
61 .............. C6140W02825 .......... Pin............................................................................ ..... ................................. 1
62 .............. C6266C02771 ........... Shaft ........................................................................ ...................................... 1
63 .............. GB117-5x40 .............. Taper Pin ................................................................. 5x40 mm ....................... 1
64 .............. C6266C02127 ........... Rocker ..................................................................... ...................................... 1
65 .............. C6266C02766 ........... Shaft ........................................................................ ...................................... 1
66 .............. C6266C02772 ........... Positioning Disc ....................................................... ...................................... 1
67. ............. GB3452.1-12.5x1.8 ... O-Ring ..................................................................... 12.5x1.8 mm ................. 1
68 .............. C6266C02126 ........... Collar ....................................................................... ...................................... 1
69 .............. GB894.1-35 ............... Circlip for Shaft ........................................................ 35 mm ........................... 1
13
Page 50

7.0 Headstock Assembly III – Exploded View
14
Page 51

7.1 Headstock Assembly III – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C08501 ........... Back Cover .............................................................. ...................................... 1
2 ................ TS-1502031 .............. Hex Socket Cap Screw ............................................ M5x12 ........................... 3
3 ................ C6266C08706 ........... Upper Hinge............................................................. ...................................... 2
4 ................ TS-2205201 .............. Hex Socket Cap Screw ............................................ 5x20 mm ....................... 2
5 ................ GB119-6h8x40 .......... Pin............................................................................ 6h8x40 mm ................... 2
6 ................ C6266C08707 ........... Lower Hin ge............................................................. ...................................... 2
7 ................ C6266C08504 ........... Rear Side Plate........................................................ ...................................... 1
8 ................ TS-1503041 .............. Hex Socket Cap Screw ............................................ M6x16 ........................... 8
10 .............. TS-1503031 .............. Hex Socket Cap Screw ............................................ M6x1 4 ........................... 2
12 .............. C6266C08711A......... Lower Front Side Plate ............................................ ...................................... 1
15
Page 52

8.0 Headstock Assembly IV – Exploded View
16
Page 53

8.1 Headstock Assembly IV – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W02752-1/2 .... Round Nut................................................................ ...................................... 1
2 ................ TS-1523011 .............. Hex Socket Set Screw ............................................. M6x6 ............................. 1
3 ................ C6140W02752-2/2 .... Clamping Piece........................................................ ...................................... 1
4 ................ B2464 ........................ Belt........................................................................... ...................................... 4
5 ................ C6266C02107 ........... Pulley ....................................................................... ...................................... 1
6 ................ TS-1505031 .............. Hex Socket Cap Screw ............................................ M10x25 ......................... 4
7 ................ C6266C02105 ........... Bearing Cover .......................................................... ...................................... 1
8 ................ GB3452.1-125x3.55 .. O-Ring ..................................................................... 125x 3.55 mm ................ 1
9 ................ BB-6208 .................... Ball Bearing ............................................................. 6208 .............................. 3
10 .............. C6266C02106 ........... Spacer ..................................................................... ...................................... 1
11 .............. GB894.1-40 ............... Circlip for Shaft ........................................................ 40 mm ........................... 1
12 .............. C6266C02723 ........... Spacer ..................................................................... ...................................... 4
13 .............. C6266C02730 ........... Forward Clutch Housing .......................................... ...................................... 1
14 .............. C6266C02302 ........... Collar ....................................................................... ...................................... 1
15 .............. C6140W02748 .......... Pressure Plate ......................................................... ...................................... 2
16 .............. C6140W02747 .......... Pressure Plate ......................................................... ...................................... 2
17 .............. GB119-5x10 .............. Pin............................................................................ 5x10 mm ....................... 2
18 .............. C6140W02746 .......... Inner Friction Disc .................................................... .................................... 13
19 .............. C6140W02745 .......... Outer Friction Disc ................................................... .................................... 11
20 .............. C6140W02741 .......... Adjusting Nut ........................................................... ...................................... 2
21 .............. C6266C02727 ........... Spline Sleeve ........................................................... ...................................... 1
22 .............. C6140W02744 .......... Stop Pin ................................................................... ...................................... 2
23 .............. Q81-1-0.8x5x16 ........ Spring ...................................................................... 0.8x5x16 ....................... 2
25 .............. C6266C02724 ........... Reverse Clutch Housing .......................................... ...................................... 1
26 .............. C6266C02301 ........... Collar ....................................................................... ...................................... 1
27 .............. GB894.1-40 ............... Circlip for Shaft ........................................................ 40 mm ........................... 1
28 .............. GB1096-12x50 .......... Flat Key.................................................................... 12x 5 0 mm ..................... 1
29 .............. C6266C02731 ........... Shaft (I) ................................................................... ...................................... 1
30 .............. GB119-12x70 ............ Pin............................................................................ 12x70 mm ..................... 1
31 .............. C6240W02732 .......... Pressure Piece ........................................................ ...................................... 1
32 .............. GB119-5x40 .............. Pin............................................................................ 5x40 mm ....................... 1
33 .............. GB1096-12x70 .......... Flat Key.................................................................... 12x 7 0 mm ..................... 1
34 .............. GB119-8x25 .............. Pin............................................................................ 8x25 mm ....................... 1
35 .............. C6140W02733 .......... Sliding Ring.............................................................. ...................................... 1
36 .............. C6266C02728 ........... Shaft ........................................................................ ...................................... 1
37 .............. C6266C02722 ........... Shaft ........................................................................ ...................................... 1
38 .............. TS-1503051 .............. Hex Socket Cap Screw ............................................ M6x2 0 ........................... 3
39 .............. C6140W02106 .......... Pump Support .......................................................... ...................................... 1
40 .............. GB1096-4x16 ............ Flat Key.................................................................... 4x 16 mm ....................... 1
41 .............. DB-B4........................ Bracket..................................................................... ...................................... 1
43 .............. C6266C02740 ........... Bolt........................................................................... ...................................... 2
44 .............. C6266C02736 ........... Cover ....................................................................... ...................................... 2
45 .............. GB3452.1-65x3.55 .... O-Ring ..................................................................... 65x3.55 mm .................. 2
46 .............. BB-6306 .................... Ball Bearing ............................................................. 6306 .............................. 3
47 .............. C6266C02735 ........... Shaft (II) .................................................................. ...................................... 1
48 .............. C6266C02734 ........... Gear ......................................................................... ...................................... 1
49 .............. C6266C02733 ........... Gear ......................................................................... ...................................... 1
50 .............. C6266C02732 ........... Gear ......................................................................... ...................................... 1
51 .............. C6266C02737 ........... Circlip ....................................................................... ...................................... 1
52 .............. C6266C02718 ........... Shaft (IV) ................................................................. ...................................... 1
53 .............. C6266C02720 ........... Gear ......................................................................... ...................................... 1
54 .............. C6266C02719A......... Gear ......................................................................... ...................................... 1
55 .............. C6266C02103 ........... Sleeve ...................................................................... ...................................... 1
56 .............. BB-6207 .................... Ball Bearing ............................................................. 6207 .............................. 2
57 .............. GB3452.1-25x2.65 .... O-Ring ..................................................................... 25x2.65 mm .................. 1
58 .............. C6266C02729 ........... Shaft (IIb) ................................................................ ...................................... 1
59 .............. GB893.1-47 ............... Circlip ....................................................................... 47 m m ........................... 2
60 .............. BB-6005 .................... Ball Bearing ............................................................. 6005 .............................. 2
61 .............. C6266C02104 ........... Sleeve ...................................................................... ...................................... 1
17
Page 54

Index No. Part No. Description Size Qty
62 .............. C6266C02726 ........... Gear ......................................................................... ...................................... 1
63 .............. GB1096-8x12 ............ Flat Key.................................................................... 8x 12 mm ....................... 1
64 .............. C6266C02725 ........... Brake Wheel ............................................................ ...................................... 1
65 .............. GB73-M5x8 ............... Slotted Set Screw .................................................... M5x8 ............................. 1
66 .............. C6266C02741 ........... Gear ......................................................................... ...................................... 1
67 .............. GB1096-10x40 .......... Flat Key.................................................................... 10x 4 0 mm ..................... 1
68 .............. C6266C02738 ........... Gear ......................................................................... ...................................... 1
69 .............. C6266C02742 ........... Gear ......................................................................... ...................................... 1
70 .............. GB894.1-55 ............... Circlip for Shaft ........................................................ 55 mm ........................... 1
71 .............. C6266C02739 ........... Shaft (III) ................................................................. ...................................... 1
72 .............. GB1099-6x22 ............ Woodruff Key ........................................................... 6x 22 mm ....................... 1
73 .............. BB-6208 .................... Ball Bearing ............................................................. 6208 .............................. 1
74 .............. C6266C02717 ........... Gear ......................................................................... ...................................... 1
75 .............. C6266C02716A......... Gear ......................................................................... ...................................... 1
76 .............. BB-32208 .................. Bearing .................................................................... 32208 ............................ 1
77 .............. C6266C02779 ........... Circlip for Shaft ........................................................ ...................................... 1
78 .............. C6266C02715 ........... Gear ......................................................................... ...................................... 1
79 .............. C6140W02733 .......... Clamping Sleeve...................................................... ...................................... 3
80 .............. C6266C02714 ........... Gear ......................................................................... ...................................... 1
81 .............. C6266C02713 ........... Shaft (V) ................................................................... ...................................... 1
82 .............. 32308 ........................ Tapered Roller Bearing............................................ 32308 ............................ 1
83 .............. C6140W02103 .......... Shaft Plug (VI) ......................................................... ...................................... 1
84 .............. GB3452.1-82.5x3.55 . O-Ring ..................................................................... 82.5x3.55 mm ............... 1
85 .............. C6140W02717 .......... Hex Socket Cap Screw ............................................ ...................................... 1
86 .............. GB6173-M16x1.5 ...... Nut ........................................................................... M16x1.5 ........................ 1
18
Page 55

9.0 Headstock Assembly V – Exploded View
19
Page 56

9.1 Headstock Assembly V – Parts List
Index No. Part No. Description Size Qty
1 ................ TS-1505031 .............. Hex Socket Cap Screw ............................................ M10x25 ......................... 1
2 ................ C6266C02108 ........... Back Flange Cover .................................................. ...................................... 1
3 ................ GB119-6x8 ................ Pin............................................................................ 6x 8 mm ......................... 1
4 ................ G51-2A-12x1.9 .......... O-Ring ..................................................................... 12x 1.9 mm .................... 4
5 ................ GB3452.1-180x2.65 .. O-Ring ..................................................................... 18x 2.65 mm .................. 1
6 ................ GB894.1-120 ............. Circlip for Shaft ........................................................ 120 mm ......................... 1
7 ................ C6266C02744 ........... Bearing Back Circlip ................................................ ...................................... 1
8 ................ 16024 ........................ Ball Bearing ............................................................. 16024 ............................ 1
9 ................ C6266C02743 ........... Double Gear ............................................................ ...................................... 1
10 .............. C6266C02702 ........... Round Nut................................................................ ...................................... 1
11 .............. TS-1526011 .............. Hex Socket Cap Screw ............................................ M12x 12 ......................... 3
12 .............. C6266C02703 ........... Circlip ....................................................................... ...................................... 1
13 .............. GB893.1-200 ............. Circlip for Bore ......................................................... 200 mm ......................... 2
14 .............. NN3026K................... Cylindrical Roller Bearing ........................................ ...................................... 1
15 .............. C6266C02704 ........... Gear ......................................................................... ...................................... 1
16 .............. C6266C02705 ........... Thread Sleeve ......................................................... ...................................... 1
17 .............. C6266C02706 ........... Nut ........................................................................... ...................................... 1
18 .............. GB67-M6x 10 ............. Screw ....................................................................... M6x10 ........................... 1
19 .............. C6140W02715 .......... Fixing Plate .............................................................. ...................................... 1
20 .............. C6266C02707 ........... Gear ......................................................................... ...................................... 1
24 .............. C6266C02708-1 ........ Round Nut................................................................ ...................................... 1
25 .............. TS-1526021 .............. Hex Socket Cap Screw ............................................ M12x 16 ......................... 3
26 .............. C6266C02708-2 ........ Pin............................................................................ ...................................... 3
27 .............. 2268930 .................... Bearing .................................................................... ...................................... 1
28 .............. C6266C02709 ........... Bearing Circlip ......................................................... ...................................... 1
29 .............. NN3030K................... Bearing .................................................................... ...................................... 1
30 .............. C6266C02710 ........... Round Nut................................................................ ...................................... 1
31 .............. GB3452.1-250x5.3 .... O-Ring ..................................................................... 250x5.3 mm .................. 1
32 .............. C6266C02102 ........... Front Flange Cover .................................................. ...................................... 1
33 .............. C6266C02701 ........... Spindle ..................................................................... ...................................... 1
34 .............. GB1096-10x40 .......... Flat Key.................................................................... 10x 4 0 mm ..................... 1
35 .............. GB1096-10x50 .......... Flat Key.................................................................... 10x 5 0 mm ..................... 2
36 .............. Q81-1-1x8x16 ........... Spring ...................................................................... 1x8x16 .......................... 6
37 .............. C6266C02711 ........... Cam ......................................................................... ...................................... 6
38 .............. C6266C02712 ........... Positioning Screw .................................................... ...................................... 6
39 .............. TS-1492021 .............. Hex Cap Screw ........................................................ M12x30 ......................... 1
40 .............. GB851-12 .................. Split Washer ............................................................ 12 mm ........................... 1
41 .............. GB894.1-30 ............... Circlip for Shaft ........................................................ 30 mm ........................... 1
42 .............. GB68-M5x12 ............. Slotted Head Screw ................................................. M5x12 ........................... 1
43 .............. C6140W02776 .......... Adjusting Screw ....................................................... ...................................... 1
44 .............. BB-6006 .................... Ball Bearing ............................................................. 6006 .............................. 1
45 .............. GB13871-B-35x51x8. Oil Seal .................................................................... B-35x51x8 mm .............. 1
46 .............. TS-1505021 .............. Hex Cap Screw ........................................................ M10x20 ......................... 4
47 .............. C6266C02110 ........... Bearing Cover .......................................................... ...................................... 1
48 .............. G51-2A-80x3.1 .......... Oil Seal .................................................................... 80x3.1 ........................... 1
49 .............. C6266C02747 ........... Shaft (VII) ................................................................ ...................................... 1
50 .............. GB894.1-35 ............... Circlip ....................................................................... 35 m m ........................... 2
51 .............. C6266C02746 ........... Gear ......................................................................... ...................................... 1
52 .............. BB-6205 .................... Ball Bearing ............................................................. 6205 .............................. 1
53 .............. GB3452.1-25x2.65 .... O-Ring ..................................................................... 25x2.65 mm .................. 1
54 .............. C6266C02748 ........... Shaft (VIIb) .............................................................. ...................................... 1
55 .............. C6266C02745 ........... Gear ......................................................................... ...................................... 1
56 .............. GB893.1-47 ............... Circlip for Bore ......................................................... 47 mm ........................... 2
57 .............. BB-6005 .................... Ball Bearing ............................................................. 6005 .............................. 2
58 .............. GB894.1-25 ............... Circlip for Shaft ........................................................ 25 mm ........................... 1
59 .............. C6266C02109 ........... Sleeve ...................................................................... ...................................... 1
20
Page 57

10.0 Gear Assembly – Exploded View
10.1 Gear Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C08708 ........... Splash Guard ........................................................... ...................................... 1
2 ................ GB818-M6x8 ............. Screw ....................................................................... M6x8 ............................. 2
3 ................ C6266C08702 ........... Gear (in.).................................................................. 2m82T ........................... 1
4 ................ GB6172-M20 ............. Hex Nut .................................................................... M20 ............................... 1
5 ................ GB97.2-20 ................. Washer .................................................................... 20 mm ........................... 1
6 ................ C6266C08101 ........... Quadrant .................................................................. ...................................... 1
7 ................ C6266C02776 ........... Bolt........................................................................... ...................................... 1
8 ................ C6140 W08703 .......... Nut Cover................................................................. ......... ............................. 1
9 ................ C6140W08702 .......... Gear Shaft ............................................................... ...................................... 1
10 .............. C6140W08301 .......... Spline Sleeve ........................................................... ...................................... 1
11 .............. C6266C08102 ........... Gear (in.).................................................................. 2m97T ........................... 1
12 .............. C6266C08701 ........... Washer .................................................................... ...................................... 1
13 .............. GB119-8n6x20 .......... Pin............................................................................ 8n6x20 mm ................... 1
14 .............. C6140W08704 .......... Position Nut ............................................................. ...................................... 1
15 .............. C6266C08703 ........... Gear (in.).................................................................. 2m81T ........................... 1
16 .............. C6266C08704 ........... Gear (in.).................................................................. 2m57T ........................... 1
16-2 ........... C6266C08716 ........... Gear (in.).................................................................. 2m69T ........................... 1
16-3 ........... C6266C08717-63 ...... Gear (in.).................................................................. 2m63T ........................... 1
16-4 ........... C6266C08717-90 ...... Gear (in.).................................................................. 2m90T ........................... 1
16-5 ........... C6266C08717-78 ...... Gear (in.).................................................................. 2m78T ........................... 1
21
Page 58

11.0 Gear Box Assembly I – Exploded View
11.1 Gear Box Assembly I – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W05504 .......... Upper Cover ............................................................ ...................................... 1
2 ................ TS-1534032 .............. Cross Recessed Pan Head Screw .......................... M6x10 ......................... 14
3 ................ TS-1490011 .............. Hex Cap Screw ........................................................ M8x12 ........................... 9
4 ................ C6140W05A729 ........ Back Cover .............................................................. ...................................... 1
6 ................ C6140W05A101 ........ Feed Box Casting .................................................... ...................................... 1
7 ................ C6266C05765J ......... Side Splash Guard................................................... ...................................... 1
10 .............. C6140W05A728 ........ Bolt with Washer ...................................................... ...................................... 3
11 .............. G38-2A-M12x1.5 ....... Hex Cap Screw ........................................................ M1 2x1.5 ........................ 1
12 .............. TS-2360121 .............. Washer .................................................................... 12 mm ........................... 1
13 .............. GB118-10x50 ............ Taper Pin ................................................................. 10x50 mm ..................... 2
14 .............. TS-1506051 .............. Hex Socket Cap Screw ............................................ M12x 40 ......................... 2
15 .............. C6266C05768 ........... Panel........................................................................ ...................................... 2
16 .............. C6266C-05501 .......... Gasket ..................................................................... ...................................... 1
17 .............. C6266C-05502 ......... Gasket ..................................................................... ...................................... 2
22
Page 59

12.0 Gear Box Assembly II – Exploded View
23
Page 60

12.1 Gear Box Assembly II – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W05109 .......... Sliding Block ............................................................ ...................................... 7
2 ................ C6140W05A701 ........ Shaft ........................................................................ ...................................... 2
3 ................ C6140W05A105 ........ Ratio Change Rocker .............................................. ...................................... 1
4 ................ C6140W05709 .......... Rocker Shaft ............................................................ ...................................... 2
5 ................ GB119-5x14 .............. Pin............................................................................ 5x14 mm ....................... 6
6 ................ C6140W05720 .......... Rolle r ....................................................................... ...................................... 6
7 ................ C6140W05A708 ........ Cam ......................................................................... ...................................... 1
8 ................ C6140W05A703 ........ Roller Shaft .............................................................. ...................................... 1
9 ................ C6140W05702 .......... Shaft ........................................................................ ...................................... 1
10 .............. C6140W05A103 ........ Rocker ..................................................................... ...................................... 1
11 .............. C6140W05A710 ........ Shaft ........................................................................ ...................................... 1
12 .............. GB1099-5x19 ............ Woodruff Key ........................................................... 5x 19 mm ....................... 6
13 .............. C6140W05707 .......... Shaft ........................................................................ ...................................... 1
14 .............. C6140W05A711 ........ Shaft ........................................................................ ...................................... 1
15 .............. GB119-6x14 .............. Pin............................................................................ 6x14 mm ....................... 2
16 .............. C6140W05A110 ........ Shaft ........................................................................ ...................................... 1
17 .............. C6140W05A106 ........ Upper Rocker........................................................... ...................................... 1
18 .............. C6140W05712 .......... Shaft ........................................................................ ...................................... 2
19 .............. GB894.1-16 ............... Circlip for Shaft ........................................................ 16 mm ........................... 1
20 .............. C6140W05A717 ........ Cam ......................................................................... ...................................... 1
21 .............. SB-5MM .................... Steel Ball.................................................................. 5 mm ............................. 6
22 .............. C6140W05A719 ........ Pulley ....................................................................... ...................................... 2
23 .............. TS-1523021 .............. Set Screw ................................................................ M6x8 ............................. 2
24 .............. Q81-1-0.6x4x20 ........ Spring ...................................................................... 0.6x4x20 mm ................ 4
25 .............. C6140W05A718 ........ Positioning Column .................................................. ...................................... 1
26 .............. C6140W05109 .......... Sliding Block ............................................................ ...................................... 1
27 .............. G51-2A-25x2.4 .......... O-Ring ..................................................................... 25x2.4 mm .................... 3
28 .............. C6140W05A716 ........ Handle Axle ............................................................. ............ .......................... 1
30 .............. C6140W05A112 ........ Rocker ..................................................................... ...................................... 1
31 .............. C6140W05A721 ........ Shaft ........................................................................ ...................................... 1
32 .............. C6140W05A722 ........ Shaft ........................................................................ ...................................... 1
33 .............. C6140W05A111 ........ Rocker ..................................................................... ...................................... 1
34 .............. C6140W05A725 ........ Cam ......................................................................... ...................................... 1
35 .............. C6140W05A723 ........ Shaft ........................................................................ ...................................... 1
36 .............. C6140W05A501 ........ Gasket ..................................................................... ...................................... 1
37 .............. C6140W05A115 ........ Front Cover .............................................................. ...................................... 1
38 .............. TS-1505041 .............. Hex Socket Cap Screw ............................................ M10x 30 ......................... 6
39 .............. GB118-8x50 .............. Pin............................................................................ 8x50 mm ....................... 2
40 .............. C6266CGBA40 ......... Oil Sight Glass ......................................................... ...................................... 1
41 .............. C6140W05721 .......... Shaft ........................................................................ ...................................... 1
42 .............. C6140W05A727 ........ Hex Socket Cap Screw ............................................ ...................................... 1
43 .............. C6266C05301A-7 ..... Gearbox Label Panel ............................................... ...................................... 1
44 .............. TS-1531012 .............. Cross Recessed Pan Head Screw .......................... M3x6 ............................. 6
45 .............. C6140W05A704 ........ Positioning Disc ....................................................... ...................................... 1
46 .............. GB68-M6x12 ............. Slotted Head Screw ................................................. M6x12 ........................... 6
47 .............. C6140W05A104 ........ Lever Support .......................................................... ...................................... 1
48 .............. C6140W05705 .......... Lever ........................................................................ ...................................... 2
49 .............. SB-10MM .................. Steel Ball.................................................................. 10 mm ........................... 3
50 .............. Q81-1-1.6x8x28 ........ Spring ...................................................................... 1.6x8x28 ....................... 3
51 .............. GB73-M12x14 ........... Slotted Set Screw .................................................... M12x 14 ......................... 3
52 .............. C6140W05706 .......... Disc .......................................................................... ...................................... 2
53 .............. GB819-M5x12 ........... Cross Recessed Head Screw .................................. M5x12 ........................... 3
54 .............. C6140W05A108 ........ Collar ....................................................................... ...................................... 1
55 .............. C6140W05A713 ........ Positioning Disc ....................................................... ...................................... 1
56 .............. C6140W05A107 ........ Lever Support .......................................................... ...................................... 1
57 .............. C6140W05714 .......... Lever ........................................................................ ...................................... 1
58 .............. C6140W05715 .......... Cover ....................................................................... ...................................... 1
59 .............. C6140W05A724 ........ Positioning Disc ....................................................... ...................................... 1
24
Page 61

Index No. Part No. Description Size Qty
60 .............. C6140W05A113 ........ Lever Support .......................................................... ...................................... 1
61 .............. C6140W05308 .......... Handle Panel ........................................................... ...................................... 1
62 .............. C6140W05A307 ........ Handle Panel ........................................................... ...................................... 1
63 .............. C6140W05306 .......... Handle Panel ........................................................... ...................................... 1
25
Page 62

13.0 Gear Box Assembly III – Exploded View
26
Page 63

13.1 Gear Box Assembly III – Parts List
Index No. Part No. Description Size Qty
1 ................ GB5783-M12x20 ....... Hexagon Head Bolt.................................................. M12x20 ......................... 1
2 ................ GB851-A12x40.......... Split Washer ............................................................ A12x 40 .......................... 1
3 ................ C6140W05A730 ........ Shaft (I).................................................................... ...................................... 1
4 ................ C6266C05772J ......... Bearing Cover .......................................................... ...................................... 1
5 ................ G51-1-B35x50x8 ....... Oil Seal .................................................................... B-35x50x8 ..................... 2
6 ................ BB-6305 .................... Ball Bearing ............................................................. 25x62x17 ...................... 1
7 ................ GB894.1-25 ............... Circlip for Shaft ........................................................ 25 mm ........................... 3
8 ................ C6140W05731 .......... Double Gear ............................................................ ...................................... 1
9 ................ BB-6203 .................... Ball Bearing ............................................................. 17x40x12 mm ............... 7
10 .............. C6140W05732 .......... Gear ......................................................................... ...................................... 1
11 .............. BB-6205 .................... Ball Bearing ............................................................. 25x52x15 ...................... 1
12 .............. C6140W05127 .......... Spacer ..................................................................... ...................................... 3
13 .............. C6140W05733 .......... Double Gear ............................................................ ...................................... 2
14 .............. BB-6005 .................... Ball Bearing ............................................................. 25x47x12 ...................... 4
15 .............. C6140W05736 .......... Spacer ..................................................................... ...................................... 2
16 .............. GB1099-4x16 ............ Woodruff Key ........................................................... 4x 16 mm ....................... 1
17 .............. C6140W05A735 ........ Shaft (V) ................................................................... ...................................... 1
18 .............. C6140W05A738 ........ Shaft (VII) ................................................................ ...................................... 1
19 .............. C6140W05737 .......... Triple Gear ............................................................... ...................................... 1
20 .............. C6140W05739 .......... Gear ......................................................................... ...................................... 1
21 .............. C6140W05743 .......... Shaft (VIII) ............................................................... ...................................... 1
22 .............. 16006 ........................ Bearing .................................................................... 30x 55x9 ........................ 2
23 .............. C6140W05740 .......... Spacer ..................................................................... ...................................... 2
24 .............. BB-51106 .................. Thrus t Bearing ......................................................... 30x47x11 ...................... 2
25 .............. C6140W05A117 ........ Flange Sleeve .......................................................... ...................................... 1
28 .............. C6266C05773J ......... Sleeve ...................................................................... ...................................... 1
29 .............. C6266C05741J ......... Bearing Cover .......................................................... ...................................... 1
30 .............. C6140W05742 .......... Round Nut................................................................ ...................................... 2
31 .............. C6140W05119 .......... Shaft ........................................................................ ...................................... 1
32 .............. GB117-6x40 .............. Taper Pin ................................................................. 6x40 mm ....................... 4
33 .............. G38-4A-M16x1.5 ....... Plug.......................................................................... M16x1.5 ........................ 2
34 .............. C6140W05128 .......... Bearing Cover .......................................................... ...................................... 1
35 .............. BB-6303 .................... Ball Bearing ............................................................. 17x47x14 ...................... 1
36 .............. C6140W05A762 ........ Shaft (II) .................................................................. ...................................... 1
37 .............. C6140W05763 .......... Gear ......................................................................... ...................................... 1
38 .............. C6140W05764 .......... Gear ......................................................................... ...................................... 1
39 .............. C6140W05125 .......... Sleeve ...................................................................... ...................................... 1
40 .............. C6140W05751 .......... Sleeve ...................................................................... ...................................... 2
41 .............. C6140W05A752 ........ Adjust Washer ......................................................... ...................................... 4
42 .............. C6140W05A754 ........ Shaft (IV) ................................................................. ...................................... 1
43 .............. C6140W05A759 ........ Gear ......................................................................... ...................................... 1
44 .............. C6140W05758 .......... Gear ......................................................................... ...................................... 1
45 .............. C6140W05757 .......... Gear ......................................................................... ...................................... 1
46 .............. C6140W05A734 ........ Positioning Sleeve ................................................... ...................................... 2
47 .............. GB75-M8x10 ............. Slotted Set Screw .................................................... M8x10 ........................... 2
48 .............. C6140W05756 .......... Gear ......................................................................... ...................................... 1
49 .............. C6140W05755 .......... Gear ......................................................................... ...................................... 1
50 .............. C6140W05753 .......... Gear ......................................................................... ...................................... 1
52 .............. C6140W05750 .......... Gear ......................................................................... ...................................... 1
53 .............. C6140W05A748 ........ Gear ......................................................................... ...................................... 1
54 .............. C6140W05A124 ........ Sleeve ...................................................................... ...................................... 1
55 .............. C6140W05747 .......... Gear ......................................................................... ...................................... 1
56 .............. C6140W05746 .......... Gear ......................................................................... ...................................... 1
57 .............. C6140W05745 .......... Shaft (IX) ................................................................. ...................................... 1
58 .............. C6140W05A744 ........ Sleeve ...................................................................... ...................................... 1
59 .............. C6266C05121W........ Flange Sleeve .......................................................... ...................................... 1
60 .............. G51-1-B-25x40x 7 ...... Oil Seal .................................................................... B-25x40x7 mm .............. 1
61 .............. C6140W05120 .......... Shaft Connector ....................................................... ...................................... 1
62 .............. C6140W05126 .......... Bearing Cover .......................................................... ...................................... 1
27
Page 64

Index No. Part No. Description Size Qty
63 .............. BB-6304 .................... Ball Bearing ............................................................. 20x52x15 ...................... 1
64 .............. C6140W05761 .......... Double Gear ............................................................ ...................................... 1
66 .............. C6266C05760W........ Shaft (III) ................................................................. ...................................... 1
67 .............. GB879-6x25 .............. Straight Pin .............................................................. 6x25 mm ....................... 1
68 .............. C6266C05770W........ Shaft ........................................................................ ...................................... 1
69 .............. C6140W05122 .......... Sleeve ...................................................................... ...................................... 1
70 .............. C6266C05130J ......... Oil Splash Ring ........................................................ ...................................... 2
71 .............. GB71-M6x10 ............. Slotted Set Screw .................................................... M6x10 ........................... 2
72 .............. BB-6002 .................... Ball Bearing ............................................................. 15x32x9 ........................ 1
73 .............. C6266C05774J ......... Sleeve ...................................................................... ...................................... 1
74 .............. C6266C05123J ......... Sleeve ...................................................................... ...................................... 1
28
Page 65

14.0 Saddle and Cross Slide Assembly – Exploded View
29
Page 66

14.1 Saddle and Cross Slide Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C04101A......... Saddle...................................................................... ...................................... 1
2 ................ GB73-M10x16 ........... Slotted Set Screw .................................................... M10x 16 ......................... 1
3 ................ C614W04503 ............ Wipe Plate ............................................................... ...................................... 1
4 ................ GB819-M5x16 ........... Cross Recessed Flat Head Screw ........................... M5x16 ........................... 8
5 ................ C6140W04107 .......... Lining Plate .............................................................. ...................................... 1
6a .............. C6140W04718 .......... Clamping Plate ........................................................ ...................................... 1
6c .............. C6140W04720 .......... Clamping Plate ........................................................ ...................................... 1
7 ................ TS-1506061 .............. Hex Socket Cap Screw ............................................ M12x45 ......................... 4
8 ................ TS-1540081 .............. Hex Nut .................................................................... M12 ............................... 4
9 ................ GB85-M10x35 ........... Square Set Screw .................................................... M10x35 ......................... 4
10 .............. C6266C04503 ........... Wipe Plate ............................................................... ...................................... 1
11 .............. 1440R04788.............. Stop Pin ................................................................... ...................................... 1
12 .............. 1440R04507.............. Stop Pin Cap............................................................ ...................................... 1
13 .............. GB83-M12x70 ........... Square Cap Bolt ...................................................... M12x 70 ......................... 1
14 .............. GB70-M12x55 ........... Hex Socket Cap Screw ............................................ M12x55 ......................... 8
15 .............. GB119-8x60 .............. Pin............................................................................ 8x60 mm ....................... 2
16 .............. C6140W04713 .......... Fron t Clamping Plate ............................................... ...................................... 2
17 .............. C6140W04712 .......... Locking Plate ........................................................... ...................................... 1
18 .............. GB119-8n6x20 .......... Pin............................................................................ 8n6x20 .......................... 1
19 .............. GB68-M6x22 ............. Recessed Countersunk Head Screw ....................... M6x22 ........................... 2
20 .............. C6140W04715 .......... Switch Seat .............................................................. ...................................... 1
21 .............. C6140W04711 .......... Line Pipe .................................................................. ...................................... 1
22 .............. C6140W04106 .......... Plug.......................................................................... ...................................... 1
23 .............. C6140W04720 .......... Back Clamping Block ............................................... ...................................... 1
24 .............. GB119-8n6x10 .......... Pin............................................................................ 8n6x10 .......................... 1
25 .............. C6266C04503 ........... Wipe Plate ............................................................... ...................................... 1
26 .............. C6140W04504 .......... Wipe Plate ............................................................... ...................................... 1
27 .............. C6266C04756T ......... Lever Shaft .............................................................. ...................................... 1
28 .............. C6266C04757T ......... Lever Sleeve ............................................................ ...................................... 1
29 .............. GB818-M4x8 ............. Cross Recess ed Fl at Head Screw ........................... M4x8 ............................. 3
30 .............. C6266C04306 ........... Panel........................................................................ ...................................... 1
31 .............. GB819-M5x12 ........... Cross Recessed Flat Head Screw ........................... M5x12 ........................... 1
32 .............. GB119-3n6x10 .......... Pin............................................................................ 3n6x10 .......................... 1
33 .............. C6266C04725 ........... Cover ....................................................................... ...................................... 1
34 .............. C6266C04724J ......... Sleeve ...................................................................... ...................................... 1
35 .............. C6266C04754J ......... Handl e ..................................................................... ...................................... 1
36 .............. GB73-M8x10 ............. Slotted Set Screw .................................................... M8x10 ........................... 1
37 .............. Q81-1-0.8x6x12 ........ Spring ...................................................................... 0.8x6x12 ....................... 1
39 .............. C6266C04733 ........... Positioning Pin ......................................................... ...................................... 1
40 .............. C6266C04720 ........... Connector ................................................................ ...................................... 1
41 .............. GB819-M5x14 ........... Cross Recessed Flat Head Screw ........................... M5x14 ........................... 3
42 .............. GB812-M18x1.5 ........ Round Nut................................................................ M18x 1.5 ........................ 2
43 .............. C6266C04719 ........... Connector ................................................................ ...................................... 1
44 .............. C6266C04718 ........... Leaf Spring .............................................................. ...................................... 1
45 .............. C6266C04735D ........ Dial (inches) ............................................................. ...................................... 1
46 .............. C6140W04107 .......... Screw Support (serial #101129ZH0005 and lower) . ...................................... 1
.................. C6266C04107JA ....... Screw Support (serial #111105ZH0006 and higher) ...................................... 1
47 .............. GB1155-6 .................. Oil Cup ..................................................................... 6 mm ............................. 1
48 .............. GB70-M8x45 ............. Hex Socket Cap Screw ............................................ M8x45 ........................... 4
49 .............. C6266C04109J ......... Sleeve (serial #101129ZH0005 and lower) ............. ...................................... 1
.................. C6266C04109 ........... Sleeve (serial #111105ZH0006 and higher) ............ ...................................... 1
50 .............. GB1099-5x7.5x19 ..... Woodruff Key ........................................................... 5x7.5x19 ....................... 1
51 .............. C6266C04726J ......... Shaft ........................................................................ ...................................... 1
52 .............. GB117-4x35 .............. Taper Pin ................................................................. 4x35 mm ....................... 1
53 .............. C6266C04705 ........... Shaft ........................................................................ ...................................... 8
54 .............. C6266C04103 ........... Sleeve ...................................................................... ...................................... 1
55 .............. C6266C04304YA ...... Nut (inch threads) .................................................... ...................................... 1
56 .............. GB1096-5x40 ............ Flat Key.................................................................... 5x 40 mm ....................... 1
57 .............. C6266C04701A......... Lead Screw (inch threads) ....................................... ...................................... 1
30
Page 67

Index No. Part No. Description Size Qty
58 .............. 51103 ........................ Thrust Bearing ......................................................... 17x30x9 ........................ 2
59 .............. C6266C04110 ........... Bracket..................................................................... ...................................... 1
60 .............. GHB1340-84 ............. Taper Pin ................................................................. 8x40 mm ....................... 2
61 .............. TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x2 0 ........................... 2
62 .............. GB1155-6 .................. Oil Cup ..................................................................... 6 mm ............................. 1
63 .............. C6266C04702 ........... Washer .................................................................... ...................................... 1
64 .............. GB812-M14x1.5 ........ Round Nut................................................................ M14x 1.5 ........................ 2
65 .............. C6266C04501 ........... Wipe Plate ............................................................... ...................................... 1
66 .............. C6266C04727 ........... Gib Setting Screw .................................................... ...................................... 1
67 .............. C6266C04728 ........... Cross Slide Gib ........................................................ ...................................... 1
68 .............. C6266C04102A......... Cross Slide .............................................................. ...................................... 1
69 .............. C6266C04704 ........... Sleeve ...................................................................... ...................................... 1
70 .............. TS-1505071 .............. Hex Socket Cap Screw ............................................ M10x 45 ......................... 2
71 .............. C6140W04714 .......... Cover ....................................................................... ...................................... 1
72 .............. GB818-M5x8 ............. Cross Recess ed Pan Head Screw .......................... M5x8 ............................. 2
73 .............. GB70-M10x75 ........... Hex Socket Cap Screw ............................................ M10x75 ......................... 1
74 .............. GB73-M8x40 ............. Slotted Set Screw .................................................... M8x40 ........................... 1
75 .............. GB119-6x35 .............. Pin............................................................................ 6x35 mm ....................... 1
76 .............. C6266C04703 ........... Splash Guard ........................................................... ...................................... 1
79 .............. GB65-M6x12 ............. Slotted Socket Cap Screw ....................................... M6x 1 2 ........................... 2
80 .............. C6266C04727 ........... Gib Adjusting Screw ................................................ ...................................... 1
81 .............. GB818-M6x8 ............. Cross Recess ed Pan Head Screw .......................... M6x8 ............................. 7
82 .............. C6266C04502A......... Gasket ..................................................................... ...................................... 1
83 .............. C6266C04729A......... Cover ....................................................................... ...................................... 1
84 .............. 51104 ........................ Bearing (serial #111105ZH0006 and higher)........... ...................................... 2
31
Page 68

15.0 Brake Assembly – Exploded View
32
Page 69

15.1 Brake Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C22705 ........... Brake Belt (includes #27)......................................... ...................................... 1
2 ................ GB70-M6x14 ............. Hex Socket Cap Screw ............................................ M6x14 ........................... 4
5 ................ C6266C22704 ........... Bolt........................................................................... ...................................... 1
6 ................ TS-2311121 .............. Hex Nut .................................................................... M12 ............................... 2
7 ................ C6266C22103 ........... Braking Belt Support ................................................ ...................................... 1
8 ................ TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x20 ........................... 3
9 ................ C6266C22706 ........... Brake Block.............................................................. ...................................... 1
10 .............. C6266C22104 ........... Fork.......................................................................... ...................................... 1
11 .............. TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x20 ........................... 1
12 .............. GB91-3x20 ................ Cotter Pin ................................................................. 3 x 20 mm ..................... 1
13 .............. C6266C22707 ........... Clevis Pin ................................................................. ...................................... 1
14 .............. GB879-6x45 .............. Spring Pin ................................................................ 6x45 mm ....................... 1
15 .............. C6266C22101 ........... Support (for 80” Lathe) ............................................ ...................................... 2
.................. C6266C22101 ........... Support (for 120” Lathe) .......................................... ...................................... 4
17 .............. C6266C22102 ........... Brake Support (for 80” Lathe) .................................. ...................................... 2
.................. C6266C22102 ........... Brake Support (for 120” Lathe) ................................ ...................................... 4
18 .............. TS-1524041 .............. Hex Socket Set Screw ............................................. M8x8 ............................. 2
.................. TS-1524041 .............. Hex Socket Set Screw ............................................. M8x84 ........................... 4
19 .............. Q81-1-2.5X18X80 ..... Spring (for 80” Lathe)............................................... 2.5x18x80 mm .............. 2
.................. Q81-1-2.5X18X80 ..... Spring (for 120” Lathe)............................................. 2.5x18x80 mm .............. 4
20 .............. C6266C26702 ........... Screw (for 80” Lathe) ............................................... ...................................... 2
.................. C6266C26702 ........... Screw (for 120” Lathe) ............................................. ...................................... 4
21 .............. C6266C22105 ........... Brake Support (for 80” Lathe) .................................. ...................................... 3
.................. C6266C22105 ........... Brake Support (for 120” Lathe) ................................ ...................................... 6
22 .............. TS-1505051 .............. Hex Socket Head Cap Screw .................................. M10x35 ......................... 3
.................. TS-1505051 .............. Hex Socket Head Cap Screw .................................. M10x 35 ......................... 6
23 .............. GB879-6x45 .............. Spring Pin (for 80” Lathe) ........................................ 6x 45 mm ....................... 3
.................. GB879-6x45 .............. Spring Pin (for 120” Lathe) ...................................... 6x 45 mm ....................... 3
24 .............. TS-1503051 .............. Hex Socket Cap Screw (for 80” Lathe) .................... M6x20 ........................... 4
.................. TS-1503051 .............. Hex Socket Cap Screw (for 120” Lathe) .................. M6x20 ........................... 8
25 .............. C6266C22708C ........ Pedal (for 80” Lathe only) ........................................ ...................................... 1
.................. C6266C22708D ........ Pedal (for 120” Lathe only) ...................................... ...................................... 2
26 .............. C6266C22703C ........ Shaft (for 80” Lathe only) ......................................... ...................................... 1
.................. C6266C22703D ........ Shaft (for 120” Lathe only) ....................................... ...................................... 1
27 .............. GB869-M6x10 ........... Rivet......................................................................... M6x10 ........................... 4
28 .............. TS-1504041 .............. Hex Socket Cap Screw (for 80” Lathe) .................... M8x20 ........................... 8
.................. TS-1504041 .............. Hex Socket Cap Screw (for 120” Lathe) .................. M8x20 ......................... 16
33
Page 70

16.0 Tool Post and Compound Rest Assembly – Exploded View
34
Page 71

16.1 Tool Post and Compound Rest Assembly – Parts List
Index No. Part No. Description Size Qty
.................. GH2680ZH-CCPA ..... Complete Compound Assembly (includes #1 thru 54) ................................... 1
1 ................ C6266C04104 ........... Revolving Plate ........................................................ ...................................... 1
2 ................ TS-1540081 .............. Hex Nut .................................................................... M12 ............................... 4
3 ................ C6266C04706 ........... Compound Screw .................................................... ...................................... 4
4 ................ C6266C04707 ........... Shaft (serial #100710ZH0002 and lower) ................ ...................................... 1
.................. C6266C04707K-1 ..... Shaft (serial #101129ZH0003 and higher)............... ...................................... 1
5 ................ C666C04758J ........... Handl e ..................................................................... ...................................... 2
6 ................ GB891-B25 ............... Circlip ....................................................................... B25 ................................ 1
7 ................ GB819-M5x12 ........... Cross Recessed Flat Head Screw ........................... M5x12 ........................... 1
8 ................ C6266C04757J ......... Handl e ..................................................................... ...................................... 1
9 ................ C6140W04110 .......... Dial........................................................................... .... .................................. 1
10 .............. C6140W04739 .......... Leaf Spring .............................................................. ...................................... 1
11 .............. C6266C04736A......... Dial (inches) ............................................................. ...................................... 1
12 .............. BB-51104 .................. Thrus t Bearing ......................................................... 20x35x10 .................... a2
13 .............. GB117-4x25 .............. Taper Pin ................................................................. 4x25 .............................. 2
14 .............. CL1640ZX-0221 ........ Hex Socket Cap Screw ............................................ M5x14 ........................... 3
15 .............. C6140W04111A ........ Bearing .................................................................... ...................................... 1
16 .............. GB1099-5x7.5x19 ..... Woodruff Key ........................................................... 5x7.5x19 ....................... 1
17 .............. C6266C04734JA ....... Lead Screw (inch) .................................................... ...................................... 1
18 .............. C6266C04301A......... Nut (inch) ................................................................. ...................................... 1
19 .............. GB77-M12x70 ........... Hex Socket Set Screw ............................................. M12x70 ......................... 1
21 .............. GB1155-10 ................ Oil Cup ..................................................................... 10 mm ........................... 1
22 .............. C6266C04105 ........... Longitudinal Slide (serial #100710ZH0002 and lower) ................................... 1
.................. C6266C04105K......... Longitudinal Slide (serial #101129ZH0003 and higher).................................. 1
23 .............. GB1155-6 .................. Oil Cup ..................................................................... 6 mm ............................. 3
24 .............. C6266C04717 ........... Slide Gib .................................................................. ...................................... 1
25 .............. C6266C04716 ........... Adjust Screw ............................................................ ...................................... 1
26 .............. GB73-M10x20 ........... Slotted Set Screw .................................................... M10x 20 ......................... 2
27 .............. C6140W04727 .......... Washer .................................................................... ...................................... 1
28 .............. C6140W04728 .......... Positioning Sleeve ................................................... ...................................... 1
29 .............. C6266C04708J ......... Tool Pos t.................................................................. ...................................... 1
30 .............. GB83- M16x50 .......... Square Cap Bolt ...................................................... M16x50 ....................... 12
31 .............. C6266C04715 ........... Positioning Pin ......................................................... ...................................... 1
32 .............. Q81-1-1.6x8x100 ...... Sprin g ...................................................................... ...................................... 4
33 .............. C6266C04712 ........... Spline ....................................................................... ...................................... 1
34 .............. C6266C04709 ........... Flange Disc .............................................................. ...................................... 1
35 .............. C6140W04732 .......... Bolt........................................................................... ...................................... 1
36 .............. TS-1504031 .............. Hex Socket Cap Screw ............................................ M8x1 6 ........................... 2
37 .............. C6266C04710 ........... Adjusting Washer..................................................... ...................................... 1
38 .............. Q81-1-3x32x55 ......... Spring ...................................................................... 3x 32x55 mm ................. 1
39 .............. C6266C04711 ........... Handle ..................................................................... ...................................... 1
40 .............. GB119-5n6x32 .......... Pin............................................................................ 5n6x32 mm ................... 1
41 .............. C6266C04106 ........... Lever Support .......................................................... ...................................... 1
42 .............. GB117-4x40 .............. Taper Pin ................................................................. 4x40 mm ....................... 1
43 .............. GB73-M12x14 ........... Slotted Set Screw .................................................... M12x 14 ......................... 1
44 .............. SB-19 ........................ Steel Ball.................................................................. 19 mm ........................... 1
45 .............. C6266C04713 ........... Connector ................................................................ ...................................... 1
46 .............. C6266C04714 ........... Connector ................................................................ ...................................... 1
47 .............. C6266C04752JA ....... Handle Seat (serial #0811ZH0352 and higher) ....... ...................................... 1
48 .............. GB68-M3x6 ............... Slotted Head Screw (serial #0811ZH0352 and higher)...M3x6 ...................... 1
49 .............. C6266C04758T ......... Locking Nut (serial #0811ZH0352 and higher) ........ ...................................... 1
50 .............. GB1096-5x12 ............ Flat Key (serial #0811ZH0352 and higher)...5x12 mm ................................... 1
51 .............. TS-2360121 .............. Flat Washer ............................................................. 12 mm ........................... 4
52 .............. C6266C04506 ........... Wipe Plate ............................................................... ...................................... 1
53 .............. TS-1533052 .............. Cross Recessed Pan Head Screw .......................... M5x16 ........................... 4
54 .............. C6266C04707K-2 ..... T-Groove Block (serial #101129ZH0003 and higher) ..................................... 1
35
Page 72

17.0 Apron Assembly I – Exploded View
36
Page 73

17.1 Apron Assembly I – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C06101 ........... Apron Casting .......................................................... ...................................... 1
2 ................ TS-1524051 .............. Socket Set Screw .................................................... M8x20 ........................... 1
3 ................ C6266C06506 ........... Gasket ..................................................................... ...................................... 3
4 ................ C6140 W06750 .......... Back Cover .............................................................. ...................................... 1
5 ................ GB68-M6x12 ............. Recessed Countersunk Head Screw ....................... M6x12 ........................... 8
6..........GB3452.1-8.75x1.8G ....... O-Ring ..................................................................... 8.75x 1.8G ..................... 1
7 ................ GB68-M6x10 ............. Recessed Countersunk Head Screw ....................... M6x10 ........................... 4
8 ................ C6140W06731 .......... Cover ....................................................................... ...................................... 1
9 ................ GB71-M6x10 ............. Slotted Set Screw .................................................... M6x10 ........................... 1
10 .............. C6266C06717 ........... Positioning Screw .................................................... ...................................... 1
11 .............. GB1096-6x14 ............ Pin............................................................................ 6x14mm ........................ 1
12 .............. C6140W06715 .......... Block ........................................................................ ...................................... 1
20 .............. C6140W06302 .......... Half Nut .................................................................... ...................................... 1
21 .............. C6140W06107 .......... Upper Nut ................................................................ ...................................... 1
22 .............. C6140W06108 .......... Lower Nut ................................................................ ...................................... 1
23 .............. C6140W06759 .......... Gib ........................................................................... ...................................... 1
24 .............. TS-1540071 .............. Hex Nut .................................................................... M10 ............................... 2
25 .............. C6140W06758 .......... Cylindrical End Set Screw ....................................... ...................................... 1
26 .............. GB119-12x25 ............ Pin............................................................................ 12x25 mm ..................... 2
27 .............. GB73-M10x25 ........... Slotted Set Screw .................................................... M10x 25 ......................... 1
28 .............. GB894.1-30 ............... Circlip for Shaft ........................................................ 30 mm ........................... 1
29 .............. C6140W06755 .......... Washer .................................................................... ...................................... 1
30 .............. C6266C06105 ........... Positioning Block ..................................................... ...................................... 1
31 .............. GB117-6x35 .............. Taper Pin ................................................................. 6x35 mm ....................... 1
32 .............. C6266C06106 ........... Lever Support .......................................................... ...................................... 1
33 .............. TS-1503041 .............. Hex Socket Cap Screw ............................................ M6x1 6 ........................... 2
34 .............. Q81-1-1.2x8x22 ........ Spring ...................................................................... 1.2x8x22 mm ................ 1
35 .............. GB119-8x15 .............. Pin............................................................................ 8x15 mm ....................... 1
36a ............ TS-1524051 .............. Hex Socket Set Screw ............................................. M8x20 ........................... 2
36b ............ GB6172-M8 ............... Hex Nut .................................................................... M8 ................................. 2
37 .............. C6266C06711J ......... Control Handle ......................................................... ...................................... 1
38 .............. GB117-5x30 .............. Taper Pin ................................................................. 5x30 mm ....................... 1
39 .............. C6266C06710 ........... Positioning Sleeve ................................................... ...................................... 1
40 .............. SB-10MM .................. Steel Ball.................................................................. 10 mm ........................... 1
41 .............. Q81-1-1.5x8x35 ........ Spring ...................................................................... 1.5x8x35 mm ................ 1
42 .............. GB73-M12x14 ........... Slotted Set Screw .................................................... M12x 14 ......................... 1
43 .............. C6266C06A780......... Positioning Sleeve ................................................... ...................................... 1
44 .............. C6140W06716 .......... Bolt........................................................................... ...................................... 1
45 .............. C6140W06725 .......... Shaft (VII) ................................................................ ...................................... 1
46 .............. C6140W06303Y ........ Sleeve ...................................................................... ...................................... 1
47 .............. GB119-5x60 .............. Pin............................................................................ 5x60 mm ....................... 1
48 .............. C6140W02799 .......... Handl e ..................................................................... ...................................... 1
49 .............. C6266C06104 ........... Sleeve ...................................................................... ...................................... 1
50 .............. M27x1.5 .................... Oil Sight Glass ......................................................... M27x1.5 ........................ 1
51 .............. C6140W06760 .......... Fron t Cover .............................................................. ...................................... 1
52 .............. GB65-M6x10 ............. Slotted Socket Cap Screw ....................................... M6x 1 0 ........................... 4
53 .............. C6266C06713 ........... Pump Cover ............................................................. ...................................... 1
54 .............. C6266C06505 ........... Gasket ..................................................................... ...................................... 1
55 .............. C6266C06504 ........... Gasket ..................................................................... ...................................... 1
56 .............. Y91-1A-8 ................... Nut ........................................................................... M8 ................................. 1
57 .............. C6266C06727 ........... Sleeve ...................................................................... ...................................... 1
58 .............. T3-M .......................... Copper Pipe ............................................................. Ø6x0.75x450 mm.......... 1
59 .............. C6266C06726 ........... Valve ........................................................................ ...................................... 1
60 .............. C6266C06714 ........... Adjusting Bolt ........................................................... ...................................... 2
61 .............. Q81-1-0.3x3x12 ........ Spring ...................................................................... 0.3x3x12 ....................... 2
62 .............. SB-5MM .................... Steel Ball.................................................................. 5 mm ............................. 4
63 .............. C6266C06715 ........... Oil Purifier ................................................................ ...................................... 1
64 .............. C6266C06107 ........... Pump ....................................................................... ...................................... 1
65 .............. GB65-M6x12 ............. Slotted Socket Cap Screw ....................................... M6x 1 2 ........................... 3
37
Page 74

Index No. Part No. Description Size Qty
66 .............. G51-2A-20x2.4 .......... O-Ring ..................................................................... 20x2.4 mm .................... 1
67 .............. C6266C06712J ......... Piston Rod ............................................................... ...................................... 1
68 .............. Q81-1-1.2x19x70 ...... Spring ...................................................................... 1.2x19x70 mm .............. 1
69 .............. 1440R4783................ Nut ........................................................................... ...................................... 1
70 .............. C6266C06502 ........... Gasket ..................................................................... ...................................... 1
71 .............. C6266C06103 ........... Button Cover ............................................................ ...................................... 1
72 .............. TS-1504021 .............. Hex Socket Cap Screw ............................................ M8x1 2 ........................... 6
73 .............. GB38-2-M12x1.5 ....... Drain Plug ................................................................ M12x1.5 .. ...................... 1
74 .............. C6266C06725 ........... Shaft ........................................................................ ...................................... 1
75 .............. C6266C06109 ........... Rocker ..................................................................... ...................................... 1
76 .............. C6266C06724 ........... Washer .................................................................... ...................................... 1
77 .............. GB894.1-15 ............... Circlip for Shaft ........................................................ 15 mm ........................... 1
78 .............. C6266C06721 ........... Rod .......................................................................... ...................................... 1
79 .............. G51-2A-12x1.9 .......... O-Ring ..................................................................... 12x1.9 mm .................... 1
80 .............. C6266C06723 ........... Sleeve ...................................................................... ...................................... 1
81 .............. C6266C06722 ........... Block ........................................................................ ...................................... 1
82 .............. BB-606 ...................... Bearin g .................................................................... 6x 17x6 mm ................... 1
83 .............. GB119-6x14 .............. Pin............................................................................ 6x14 mm ....................... 1
84 .............. GB75-M5x16 ............. Slotted Socket Set Screw ........................................ M5x16 ........................... 1
85 .............. GB119-8n6x45 .......... Pin............................................................................ 8n6x45 .......................... 1
86 .............. C6266C06110 ........... Positioning Block ..................................................... ...................................... 1
87 .............. C6140W06116 .......... Bracket Disc............................................................. ...................................... 1
88 .............. GB119-6x25 .............. Pin............................................................................ 6x25 mm ....................... 1
89 .............. C6140W06761 .......... Dial........................................................................... ..... ................................. 1
90 .............. C6140W06769 .......... Leaf Spring .............................................................. ...................................... 1
91 .............. C6140W06767 .......... Lock Knob ................................................................ ...................................... 1
92 .............. C6140W06768 .......... Eccentric Shaft......................................................... ...................................... 1
93 .............. GB119-3x12 .............. Pin............................................................................ 3x12 mm ....................... 1
94 .............. C6266C06762 ........... Gear (inch) ............................................................... ...................................... 1
95 .............. C6266C06117 ........... Bracket (inch)........................................................... ...................................... 1
96 .............. TS-1504111 .............. Hex Socket Cap Screw ............................................ M8x5 5 ........................... 3
97 .............. GB119-12n6x40 ........ Pin............................................................................ 12n6x40 mm ................. 1
98 .............. C6266C06501 ........... Gasket ..................................................................... ...................................... 1
99 .............. GB117-4x18 .............. Taper Pin ................................................................. 4x18 .............................. 1
100 ............ GB68-M6x12 ............. Recessed Countersunk Head Screw ....................... M6x12 ........................... 4
101 ............ C6140W06109 .......... Handle Seat ............................................................. ...................................... 1
38
Page 75

18.0 Apron Assembly II – Exploded View
39
Page 76

18.1 Apron Assembly II – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W06738 .......... Cap .......................................................................... ...................................... 1
2 ................ GB6172-M12 ............. Hex Flat Nut ............................................................. M12 ............................... 1
3 ................ GB78-M12x60 ........... Hex Set Screw ......................................................... M12x60 ......................... 1
4 ................ TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x20 ........................... 3
5 ................ C6140W06111 .......... Flange ...................................................................... ...................................... 1
6 ................ G51-2A-90x3.1 .......... O-Ring ..................................................................... 90x 3.1 mm .................... 1
7 ................ GB68-M5x12 ............. Recessed Countersunk Head Screw ....................... M5x12 ........................... 1
8 ................ C6140W06739 .......... Adjusting Circlip ....................................................... ...................................... 1
9 ................ 30502/P6-25x52x15 .. Bearing .................................................................... 25x 52x15 mm ............... 2
10 .............. C6266C06734 ........... Bolt........................................................................... ...................................... 4
11 .............. C6140W06740 .......... Washer .................................................................... ...................................... 1
12 .............. Q81-1-1x10x35 ......... Spring ...................................................................... 1x 10x35 mm ................. 4
13 .............. C6266C06707 ........... Clutch....................................................................... ...................................... 1
14 .............. GB894.1-30 ............... Circlip for Shaft ........................................................ 30 mm ........................... 1
15 .............. C6266C06708 ........... Washer .................................................................... ...................................... 1
16 .............. C6266C06706 ........... Clutch....................................................................... ...................................... 1
17 .............. GB1096-8x16 ............ Flat Key.................................................................... 8x 16 mm ....................... 1
18 .............. C6140W06708 .......... Star Gear ................................................................. ...................................... 1
19 .............. C6140W06709 .......... Gear ......................................................................... ...................................... 1
20 .............. C6140W06726 .......... Pin............................................................................ ..... ................................. 3
21 .............. C6140W06710 .......... Washer .................................................................... ...................................... 1
22 .............. C6140W06737 .......... Block ........................................................................ ...................................... 1
23 .............. GB67-M6x10 ............. Slotted Pan Head Screw.......................................... M6x10 ........................... 1
24 .............. C6140W06729 .......... Splash Leaf .............................................................. ...................................... 1
25 .............. C6266C06709 ........... Worm ....................................................................... ...................................... 1
26 .............. C6140W06728 .......... Motor Connector ...................................................... ...................................... 1
27 .............. C6266C06503 ........... Washer .................................................................... ...................................... 1
28 .............. GB1096-4x14 ............ Flat Key.................................................................... 4x 14 mm ....................... 1
29 .............. YSS5634 ................... Rapid Feed Motor .................................................... 1/2HP, 230/460V ........... 1
30 .............. TS-1490051 .............. Hex Cap Screw ........................................................ M8x30 ........................... 3
31 .............. C6140W06736 .......... Shaft (IX) ................................................................. ...................................... 1
32 .............. C6140W06735 .......... Washer .................................................................... ...................................... 2
33 .............. C6140W06734 .......... Gear ......................................................................... ...................................... 1
34 .............. C6140W06306 .......... Sleeve ...................................................................... ...................................... 1
35 .............. GB894.1-16 ............... Circlip for Shaft ........................................................ 16 mm ........................... 1
36 .............. C6140W06305 .......... Sleeve ...................................................................... ...................................... 1
37 .............. C6140W06733 .......... Shaft (X) ................................................................... ...................................... 1
38 .............. GB1096-6x25 ............ Flat Key.................................................................... 6x 25 mm ....................... 1
39 .............. C6140W06732 .......... Gear ......................................................................... ...................................... 1
40 .............. C6140W06304 .......... Sleeve ...................................................................... ...................................... 1
41 .............. C6140W06730 .......... Washer .................................................................... ...................................... 1
42 .............. GB894.1-38 ............... Circlip for Shaft ........................................................ 38 mm ........................... 1
43 .............. C6266C6704A........... Oil Tap Cover........................................................... ...................................... 1
44 .............. C6266C06705A......... Oil Tap ..................................................................... ...................................... 1
45 .............. C6266C04A311......... Label ........................................................................ ...................................... 1
46 .............. C6266C06102 ........... Plug.......................................................................... ...................................... 1
47 .............. C6140W06103 .......... Fork.......................................................................... ...................................... 1
49 .............. C6266C06712 ........... Control Shaft ............................................................ ...................................... 1
50 .............. GB67-M6x8 ............... Slotted Pan Head Screw.......................................... M6x8 ............................. 3
51 .............. C6140W06701 .......... Pin............................................................................ ..... ................................. 3
52 .............. Q81-1-1.6x8x22 ........ Spring ...................................................................... 1.6x8x22 mm ................ 3
53 .............. C6140W06713 .......... Fork.......................................................................... ...................................... 1
54 .............. GB119-6n6x14 .......... Pin............................................................................ 6n6x14 .......................... 6
55 .............. C6140W06715 .......... Sliding Block ............................................................ ...................................... 6
56 .............. C6140W06714 .......... Right Fork ................................................................ ...................................... 1
57 .............. C6140W06717 .......... Shaft ........................................................................ ...................................... 1
58 .............. C6140 W06104 .......... Interlocking Block..................................................... ............. ......................... 1
59 .............. GB117-5x30 .............. Taper Pin ................................................................. 5x30 mm ....................... 1
60 .............. C6140W06718 .......... Shaft ........................................................................ ...................................... 1
40
Page 77

Index No. Part No. Description Size Qty
61 .............. C626C06304 ............. Sleeve ...................................................................... ...................................... 1
62 .............. TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x2 0 ........................... 5
63 .............. C6140W06719 .......... Bracket..................................................................... ...................................... 1
64 .............. C6140W06105 .......... Bracket..................................................................... ...................................... 1
65 .............. GB71-M6x10 ............. Slotted Set Screw .................................................... M6x10 ........................... 1
66 .............. C6140W06722 .......... Handl e ..................................................................... ...................................... 1
67 .............. C6140W06106 .......... Cross Cover ............................................................. ...................................... 1
68 .............. C6140W06501 .......... Washer .................................................................... ...................................... 1
69.............GB6173-M12x1.25 ...... Hex Flat Nut ............................................................. M12x1.25 ...................... 1
70 .............. C6140W06721 .......... Handl e ..................................................................... ...................................... 1
71 .............. C6140W06720 .......... Washer .................................................................... ...................................... 1
72 .............. Q81-1-0.3x3x12 ........ Spring ...................................................................... 0.3x3x12 mm ................ 3
73 .............. C6140W06727 .......... Pin............................................................................ ..... ................................. 3
75 .............. C6140W06704 .......... Shaft (XIII) ............................................................... ...................................... 1
76 .............. C6140W06705 .......... Washer .................................................................... ...................................... 1
77 .............. GB894.1-14 ............... Circlip For Shaft ....................................................... 14 .................................. 1
78 .............. GB71-M5x6 ............... Slotted Set Screw .................................................... M5x6 ............................. 1
41
Page 78

19.0 Apron Assembly III – Exploded View
42
Page 79

19.1 Apron Assembly III – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W06751 .......... Gear ......................................................................... ...................................... 1
2 ................ GB71-M6x8 ............... Slotted Set Screw .................................................... M6x8 ............................. 2
3 ................ C6140W06309 .......... Sleeve ...................................................................... ...................................... 1
4 ................ C6140W06752 .......... Gear ......................................................................... ...................................... 1
5 ................ C6266C06728 ........... Shaft (VI) ................................................................. ...................................... 1
6 ................ C6140W06754 .......... Washer .................................................................... ...................................... 1
7 ................ GB894.1-20 ............... Circlip for Shaft ........................................................ 20 mm ........................... 1
8 ................ C6140W06114 .......... Plug.......................................................................... ...................................... 1
9 ................ C6140W06113 .......... Sleeve ...................................................................... ...................................... 3
10 .............. C6140W06749 .......... Gear ......................................................................... ...................................... 1
11 .............. C6140W06308 .......... Worm Wheel ............................................................ ...................................... 1
12 .............. GB72-M8x16 ............. Slotted Set Screw .................................................... M8x16 ........................... 1
13 .............. GB1099-6x22 ............ Woodruff Key ........................................................... 6x 22 mm ....................... 1
14 .............. GB1099-8x28 ............ Woodruff Key ........................................................... 8x 28 mm ....................... 1
15 .............. C6140W06748 .......... Shaft (IV) ................................................................. ...................................... 1
16 .............. C6140W06115 .......... Sleeve ...................................................................... ...................................... 3
17 .............. G51-2A-35x3.1 .......... O-Ring ..................................................................... 35x3.1 mm .................... 3
18 .............. C6140W06746 .......... Gear ......................................................................... ...................................... 2
19 .............. C6140W06307 .......... Sleeve ...................................................................... ...................................... 4
20 .............. GB71-M6x10 ............. Slotted Set Screw .................................................... M6x10 ........................... 4
21 .............. C6140W06744 .......... Gear ......................................................................... ...................................... 4
22 .............. GB1099-5x16 ............ Woodruff Key ........................................................... 5x 16 mm ....................... 2
23 .............. C6140W06747 .......... Shaft (III) ................................................................. ...................................... 2
24 .............. C6140W06745 .......... Connector ................................................................ ...................................... 2
25 .............. C6140W06743 .......... Shaft (II) .................................................................. ...................................... 1
26 .............. GB1099-8x28 ............ Woodruff Key ........................................................... 8x 28 mm ....................... 1
27 .............. G51-2A-35x3.1 .......... O-Ring ..................................................................... 35x3.1 mm .................... 1
28 .............. C6140W06742 .......... Gear ......................................................................... ...................................... 1
29 .............. C6140W06118 .......... Sleeve ...................................................................... ...................................... 1
30 .............. C6266C06764 ........... Gear (in.).................................................................. ...................................... 1
31 .............. ZX-Q66...................... Taper Pin ................................................................. 5x35 mm ....................... 1
32 .............. C6140W06112 .......... Plug.......................................................................... ...................................... 1
33 .............. C6140W06774 .......... Washer .................................................................... ...................................... 1
34 .............. Q81-1-1.6x18x25 ...... Spring ...................................................................... 1.6x18x25 mm .............. 1
35 .............. C6140W06773 .......... Connector ................................................................ ...................................... 1
36 .............. C6140W06772 .......... Washer .................................................................... ...................................... 1
37 .............. C6140W06311 .......... Sleeve ...................................................................... ...................................... 1
38 .............. C6140W06771 .......... Gear ......................................................................... ...................................... 1
39 .............. C6140W06770 .......... Washer .................................................................... ...................................... 1
40 .............. C6140W06120 .......... Sleeve ...................................................................... ...................................... 1
41 .............. G51-2A-18x2.4 .......... O-Ring ..................................................................... 18x2.4 mm .................... 1
42 .............. C6140W06775 .......... Shaft (I).................................................................... ...................................... 1
43 .............. GB91-4X25 ............... Pin............................................................................ 4X25 mm........................ 1
44 .............. GB1096-4x20 ............ Flat Key.................................................................... 4x 20 mm ....................... 1
45 .............. GB1099-5x16 ............ Woodruff Key ........................................................... 5x 16 mm ....................... 1
46 .............. C6266C06111 ........... Handwheel ............................................................... ...................................... 1
49 .............. C6140W06765 .......... Lever Sleeve ............................................................ ...................................... 1
50 .............. GB891-5x12 .............. Circlip ....................................................................... 5x12 mm ....................... 1
51 .............. GB68-25 .................... Recessed Countersunk Head Screw ....................... 25 mm ........................... 1
52 .............. C6266C06763 ........... Gear (in.).................................................................. ...................................... 1
53 .............. C6140W06310Y ........ Sleeve ...................................................................... ...................................... 1
54 .............. GB119-12n6x40 ........ Pin............................................................................ 12n6x40 ........................ 1
55 .............. GB71-M6x8 ............... Slotted Set Screw .................................................... M6x8 ............................. 1
56 .............. G51-2A-25X2.4 ......... O-Rin g ..................................................................... 25x 2.4 mm .................... 1
43
Page 80

20.0 Apron Assembly IV – Exploded View
44
Page 81

20.1 Apron Assembly IV – Parts List
Index No. Part No. Description Size Qty
1 ................ GB1155-10 ................ Oil Cup ..................................................................... 10 mm ........................... 1
2 ................ C6266C11703 ........... Handle ..................................................................... ...................................... 1
3 ................ C6266C11305 ........... Label ........................................................................ ...................................... 1
4 ................ C6266C11702 ........... Shaft ........................................................................ ...................................... 1
5 ................ GB1096-4x15 ............ Key........................................................................... 4x15 mm ....................... 1
6 ................ TS-2284082 .............. Cross Recessed Pan Head Screw .......................... M4x8 ............................. 7
7 ................ C6266C11701 ........... Cover ....................................................................... ...................................... 1
8 ................ GB5782- M12x110 .... Hex Cap Bolt............................................................ M12x110 mm ................ 1
9 ................ TS-2360121 .............. Flat Washer ............................................................. 12 mm ........................... 1
10 .............. C6266C11101 ........... Casting..................................................................... ...................................... 1
11 .............. C6266C11705 ........... Sleeve ...................................................................... ...................................... 1
12 .............. GB827-2x5 ................ Aluminum Rivet........................................................ 2x5 mm ......................... 4
13 .............. C6266C11306 ........... Label, Thread Chaser (inches) ................................ ...................................... 1
14 .............. C6266C11704 ........... Cover Casting .......................................................... ...................................... 1
15 .............. C6266C11104 ........... Helical Gear ............................................................. ...................................... 1
16 .............. C6266C11706 ........... Washer .................................................................... ...................................... 1
17 .............. TS-1502021 .............. Hex Socket Cap Screw ............................................ M5x10 ........................... 1
45
Page 82

21.0 Tailstock Assembly I – Exploded View
46
Page 83

21.1 Tailstock Assembly I – Parts List
Index No. Part No. Description Size Qty
1 ................ 1440R03105.............. Nut ........................................................................... ...................................... 1
2 ................ TS-1504041 .............. Hex Socket Cap Screw ............................................ M8x20 ........................... 7
3 ................ 1860R03710A ........... Lead Screw .............................................................. ...................................... 1
4 ................ GB1096-6x40 ............ Flat Key.................................................................... 6x 40 mm ....................... 1
5 ................ BB-51205 .................. Thrus t Bearing ......................................................... 25x47x15 mm ............... 1
6 ................ C6266C03105 ........... Back Cover .............................................................. ...................................... 1
7 ................ GB1155-8 .................. Oil Cup ..................................................................... 8 mm ............................. 2
8 ................ 1440R03708.............. Dial........................................................................... ...................................... 1
9 ................ C613203711.............. Leaf Sprin g .............................................................. ...................................... 1
10 .............. 1440R03706.............. Sleeve ...................................................................... ...................................... 1
11 .............. C6140W03107A ........ Handwheel ............................................................... ...................................... 1
12 .............. TS-155010 ................ Flat Washer ............................................................. 16 mm ........................... 1
13 .............. GB6172-M16 ............. Hex Flat Nut ............................................................. M16 ............................... 1
15 .............. GB923-M16 ............... Acorn Nut ................................................................. M16 ............................... 1
16 .............. C613206710A ........... Lever ........................................................................ ...................................... 1
17 .............. C6140W03710 .......... Lever ........................................................................ ...................................... 1
18 .............. GB117-5x20 .............. Straight Pin .............................................................. 5x20 mm ....................... 1
19 .............. C6140W03715 .......... Lever Support .......................................................... ...................................... 1
20 .............. C6140W03716 .......... Washer .................................................................... ...................................... 1
21 .............. C6140W03717 .......... Clamping Block ........................................................ ...................................... 1
22 .............. C6140W03718 .......... Clamping Block ........................................................ ...................................... 1
23 .............. GB70-M12x120 ......... Hex Socket Cap Screw ............................................ M12x120 ....................... 2
25 .............. 1860R03701A ........... Center Sleeve .......................................................... ...................................... 1
28 .............. TS-1505011 .............. Hex Socket Cap Screw ............................................ M10x 16 ......................... 1
29 .............. 1440R03702.............. Positioning Block ..................................................... ...................................... 1
30 .............. GB1155-10 ................ Oil Cup ..................................................................... 10 mm ........................... 1
31 .............. C6266C03101 ........... Tailstock Casting ..................................................... ...................................... 1
32 .............. GB75-M8x25 ............. Slotted Cylindrical End Set Screw ........................... M8x25 ........................... 2
33 .............. TS-1506021 .............. Hex Socket Cap Screw ............................................ M12x 25 ......................... 1
34 .............. C613203303.............. Scale ........................................................................ ...................................... 1
35 .............. GB867-3x8 ................ Cup Head Rivet ....................................................... 3x8 mm ......................... 4
36 .............. C6140W03103 .......... Sleeve ...................................................................... ...................................... 1
37 .............. C6250B03704 ........... Eccentri c Shaft......................................................... ...................................... 1
38 .............. GB117-6x45 .............. Taper Pin ................................................................. 6x45 mm ....................... 1
39 .............. C6250B03103 ........... Sleeve ...................................................................... ...................................... 1
40 .............. GB119-8x15 .............. Pin............................................................................ 8x15 mm ....................... 1
41 .............. C6250B03104 ........... Lever Sleeve ............................................................ ...................................... 1
42 .............. GB117-5x40 .............. Taper Pin ................................................................. 5x40 mm ....................... 1
43 .............. C6250B03705 ........... Lock Handle ............................................................. ...................................... 1
47
Page 84

22.0 Tailstock Assembly II – Exploded View
48
Page 85

22.1 Tailstock Assembly II – Parts List
Index No. Part No. Description Size Qty
1 ................ C6140W03110 .......... Nut ........................................................................... ...................................... 1
2 ................ GB6171-M20x1.5 ...... Hex Nut .................................................................... M20x1.5 ........................ 1
3 ................ TS-1550111 .............. Flat Washer ............................................................. 20 mm ........................... 1
4 ................ GB56-M20 ................. Hex Thick Nut .......................................................... M20 ............................... 1
5 ................ C6266C03703 ........... Pulling Rod .............................................................. ...................................... 1
6 ................ C6266C03102 ........... Sliding Base ............................................................. ...................................... 1
7 ................ C613203302.............. Indicator Plate .......................................................... ...................................... 1
8 ................ GB867-3x8 ................ Cup Head Rivet ....................................................... 3x8 mm ......................... 4
9 ................ GB75-M6x16 ............. Slotted Cylindrical End Set Screw ........................... M6x16 ........................... 4
10 .............. GB2089-1.8x14x18 ... Sprin g ...................................................................... 1.8x14x18 mm .............. 4
14 .............. C6140W03713 .......... Bearing Support ....................................................... ...................................... 4
15 .............. C6140W03714 .......... Small Axl e ................................................................ ...................................... 4
16 .............. BB-607ZZ .................. Ball Bearing ............................................................. 7x19x6 mm ................... 4
17 .............. C6140W03502 .......... Wipe Plate ............................................................... ...................................... 1
18 .............. TS-1534032 .............. Phillips Pan Head Machine Screw ........................... M6x10 ........................... 4
19 .............. C6140W03503 .......... Wipe Plate ............................................................... ...................................... 1
20 .............. C6140W03104 .......... Clamping Block ........................................................ ...................................... 1
21 .............. C6266C03702 ........... Screw ....................................................................... ...................................... 1
22 .............. C6140W03111 .......... Clamping Block ........................................................ ...................................... 1
23 .............. C6266C03701 ........... Screw ....................................................................... ...................................... 1
24 .............. GB119-5x10 .............. Straight Pin .............................................................. 5x10 mm ....................... 1
25 .............. GB849-20 .................. Spherical Washer .................................................... 20 mm ..... ...................... 1
26 .............. GB850-20 .................. Taper Washer .......................................................... 20 mm ........................... 1
27 .............. GB6173-M20x1.5 ...... Hex Nut .................................................................... M20x1.5 ........................ 2
49
Page 86

23.0 Steady Rest Assembly (Small and Large) – Exploded View
50
Page 87

23.1 Steady Rest Assembly (Small) – Parts List
Index No. Part No. Description Size Qty
.................. ZH-SRA-1.................. Steady Rest Assembly, Small (#1 thru 19) .............. ...................................... 1
1 ................ GB4141.29-12 ........... A-Type Knurled Handle ........................................... 12 mm ........................... 3
2 ................ GB117-4x25 .............. Pin............................................................................ 4x25 mm ....................... 3
3 ................ C6140W10702 .......... Screw ....................................................................... ...................................... 3
4 ................ C6140W10703 .......... Nut ........................................................................... ...................................... 3
5 ................ C6140W10705 .......... Sliding Sleeve .......................................................... ...................................... 3
6 ................ C6140W10301 .......... Block ........................................................................ ...................................... 3
7 ................ GB75-M10x16 ........... Slotted Set Screw .................................................... M10x 16 ......................... 3
8 ................ C6140W10704 .......... Set Screw ................................................................ ...................................... 3
9 ................ GB119-A6x45............ Pin............................................................................ A6x 45 ............................ 3
10 .............. GB119-A16x55.......... Pin............................................................................ A16x55 .......................... 1
11 .............. ZX-SR10 ................... Extra Thick Hex Nut ................................................. M20 ............................... 1
12 .............. ZX-SR11 ................... Washer .................................................................... 20 mm ........................... 1
13 .............. C6140W10706 .......... Square Head Bolt .................................................... ...................................... 1
14 .............. C6140W10104 .......... Clamping Plate ........................................................ ...................................... 1
15 .............. C6266C10A101......... Steady Rest Lower Body ......................................... ...................................... 1
16 .............. GB119-A8x55............ Pin............................................................................ A8x 55 ............................ 1
17 .............. C6140W10701 .......... Screw ....................................................................... ...................................... 1
18 .............. GB4141.29-M12 ........ B-Type Knurled Handle ........................................... M12 ............................... 1
19 .............. C6140W10102 .......... Steady Rest Upper Body ......................................... ...................................... 1
23.2 Steady Rest Assembly (Large) – Parts List
Index No. Part No. Description Size Qty
.................. ZH-SRA ..................... Steady Rest Assembly, Large (#1 thru 19) .............. ...................................... 1
1 ................ GB4141.29-12 ........... A-Type Knurled Handle ........................................... 12 mm ........................... 3
2 ................ GB117-4x25 .............. Pin............................................................................ 4x25 mm ....................... 3
3 ................ C6266C10702 ........... Screw ....................................................................... ...................................... 3
4 ................ C6266C10701 ........... Nut ........................................................................... ...................................... 3
5 ................ C6266C10703 ........... Sliding Sleeve .......................................................... ...................................... 3
6 ................ C6266C10301 ........... Block ........................................................................ ...................................... 3
7 ................ GB75-M10x16 ........... Slotted Set Screw .................................................... M10x 16 ......................... 3
8 ................ C6140W10704 .......... Set Screw ................................................................ ...................................... 3
9 ................ GB119-A6x45............ Pin............................................................................ A6x 45 ............................ 3
10 .............. GB119-A16x55.......... Pin............................................................................ A16x55 .......................... 1
11 .............. ZX-SR10 ................... Extra Thick Hex Nut ................................................. M20 ............................... 1
12 .............. ZX-SR11 ................... Washer .................................................................... 20 mm ........................... 1
13 .............. C6140W10706 .......... Square Head Bolt .................................................... ...................................... 1
14 .............. C6140W10104 .......... Clamping Plate ........................................................ ...................................... 1
15 .............. C6266C10101 ........... Steady Rest Lower Body ......................................... ...................................... 1
16 .............. GB119-A8x55............ Pin............................................................................ A8x 55 ............................ 1
17 .............. C6140W10701 .......... Screw ....................................................................... ...................................... 1
18 .............. GB4141.29-M12 ........ B-Type Knurled Handle ........................................... M12 ............................... 1
19 .............. C6266C10102 ........... Steady Rest Upper Body ......................................... ........................................
51
Page 88

24.0 Follow Rest Assembly – Exploded View
24.1 Follow Rest Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ GB4141.29-12 ........... A-Type Knurled Handle ........................................... 12 mm ........................... 2
2 ................ GB117-4x25 .............. Pin............................................................................ 4x25 mm ....................... 2
3 ................ C626610705.............. Screw ....................................................................... ...................................... 2
4 ................ C6266C10704 ........... Nut ........................................................................... ...................................... 2
5 ................ C6266C10706 ........... Sliding Sleeve .......................................................... ...................................... 2
6 ................ C6266C10302 ........... Block ........................................................................ ...................................... 2
7 ................ GB75-M10x16 ........... Slotted Set Screw .................................................... M10x 16 ......................... 2
8 ................ C6140W10704 .......... Set Screw ................................................................ ...................................... 2
9 ................ GB119-A6x45............ Pin............................................................................ A6x 45 ............................ 2
10 .............. GB70-M16x55 ........... Hex Socket Cap Screw ............................................ M16x55 ......................... 2
11 .............. C6266C10103 ........... Follow Rest Casting ................................................. ...................................... 1
52
Page 89

25.0 Coolant and Work Light Assembly – Exploded View
25.1 Coolant and Work Light Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ RT-001C.................... Rubber Tube ............................................................ ID 1/2" x 2280 ............... 1
2 ................ TS-2205201 .............. Hex Cap Screw ........................................................ M5x20 ........................... 4
3 ................ ZX-CW03 .................. Hex Nut .................................................................... M5 . ................................ 4
4 ................ AB-25-1/8HP ............. Coolant Pump .......................................................... 1/8HP 230/460V............ 1
5 ................ TS-1540041 .............. Hex Nut .................................................................... M6 ................................. 2
6 ................ ZX-01727 .................. Clip for Rubber Tube ............................................... ...................................... 1
7 ................ TS-2286202 .............. Phillips Pan Head Machine Screw ........................... M 6x20 ........................... 2
8 ................ C6140W01731 .......... Fitting ....................................................................... ...................................... 1
9 ................ C6140W01730 .......... Flow Pipe ................................................................. ...................................... 1
10 .............. ZH-CT ....................... Coolant Tube ........................................................... 1/2"x16x700 .................. 1
11 .............. TS-1503051 .............. Hex Socket Cap Screw ............................................ M6x2 0 ........................... 4
12 .............. JC52 .......................... Work Lamp .............................................................. 24V, 50W ...................... 1
13 .............. ZX01510.................... Coolant Tank ........................................................... ...................................... 1
53
Page 90

26.0 Travel Stop Assembly – Exploded View
26.1 Travel Stop Assembly – Parts List
Index No. Part No. Description Size Qty
1 ................ C6266C26A102......... Left Support ............................................................. ...................................... 1
2 ................ GB118-10x40 ............ Pin............................................................................ 10x40 mm ..................... 4
3 ................ TS-1504081 .............. Hex Socket Cap Screw ............................................ M8x40 ........................... 4
4 ................ C6266C26A721......... Left Control Ring ...................................................... ...................................... 1
5 ................ GB79-M8x16 ............. Hex Socket Set Screw (Dog Pt.).............................. M8x16 ........................... 2
6 ................ C6266C26712 ........... Eccentric Travel Setting Ring .................................. ...................................... 6
7 ................ GB77-M8x8 ............... Hex Socket Set Screw ( Cone Pt.)............................ M8x8 ........................... 12
8 ................ GB119-4x10 .............. Pin............................................................................ 4x10 mm ....................... 6
9 ................ C6266C26713 ........... Locking Key ............................................................. ...................................... 6
10 .............. C6266C26A707C ...... Travel Set Rod (for 80” ZH only).............................. ...................................... 1
.................. C6266C26A707D ...... Travel Set Rod (for 120” ZH only)............................ ...................................... 1
11 .............. C6266C26A720......... Right Control Ring ................................................... ...................................... 1
12 .............. C6266C26A101......... Right Support ........................................................... ...................................... 1
13 .............. SB-8MM .................... Steel Ball.................................................................. 8 mm ............................. 1
14 .............. GB2089-1.5x8x20 ..... Sprin g ...................................................................... 1.5x8x20 mm ................ 1
15 .............. GB77-M10x20 ........... Hex Socket Set Screw ............................................. M10x20 ......................... 1
16 .............. ZX-CS16 ................... Oil Cup ..................................................................... 8 mm ............................. 1
17 .............. C6266C26A301......... Label, Travel Stop.................................................... ...................................... 1
54
Page 91

27.0 Small Carriage Stop – Exploded View
27.1 Small Carriage Stop – Parts List
Index No. Part No. Description Size Qty
1 ................ TS-1492031 .............. Hex Cap Screw ........................................................ M12x35 ......................... 2
2 ................ C6266C01112 ........... Clamping Plate ........................................................ ...................................... 1
3 ................ C6266C01111 ........... Stop ......................................................................... ...................................... 1
4 ................ GB119-12x40 ............ Pin............................................................................ 12x40 mm ..................... 1
55
Page 92

28.0 Chuck Guard Assembly – Exploded View
28.1 Chuck Guard Assembly – Parts List
Index No. Part No. Description Size Qty
.................. ZX-CGA..................... Chuck Gu ard Assembly (includes #1 thru 21) ......... ...................................... 1
1 ................ GH1640ZX19701 ...... Protection Guard...................................................... ...................................... 1
2 ................ ZX-19501E ................ Protection Guard Visual Glass................................. ...................................... 1
3 ................ ZX-19704E ................ Fixing Rod................................................................ ...................................... 1
4 ................ ZX-S04E.................... Handle ..................................................................... Z96-6............................. 1
5 ................ TS-1550041 .............. Plain Washer ........................................................... 6 mm ............................. 2
6 ................ TS-1534042 .............. Cross Recessed Pan Head Screw .......................... M6x12 ........................... 2
7 ................ ZX-S07E.................... Hex Thin Nut ............................................................ M4 ................................. 6
8 ................ TS-1550021 .............. Plain Washer ........................................................... 4 mm ............................. 6
9 ................ TS-1532042 .............. Cross Recessed Pan Head Screw .......................... M4x12 ........................... 6
10 .............. TS-1550031 .............. Plain Washer ........................................................... 5 mm ............................. 4
11 .............. TS-1502041 .............. Hex Socket Cap Screw ............................................ M5x16 ........................... 4
12 .............. ZX-19703E ................ Rest Bar ................................................................... ...................................... 1
13 .............. ZX-S13E.................... Slotted Set Screw .................................................... M8x1 0 ........................... 2
14 .............. TS-1503081 .............. Hex Socket Cap Screw ............................................ M6x3 5 ........................... 4
15 .............. TS-1524041 .............. Hex Socket Set Screw ............................................. M8x16 ........................... 1
16 .............. GH1440A19101E ...... Switch Box ............................................................... ...................................... 1
17 .............. SQ4E......................... Stroke Switch ........................................................... LXW5-11Q1 .................. 1
18 .............. ZX-S18E.................... Slotted Pan Head Screw.......................................... M4x25 ........................... 2
19 .............. ZX-19702E ................ Shaft ........................................................................ .. .................................... 1
20 .............. ZX-19502E ................ Gasket ..................................................................... ...................................... 1
21 .............. C6266CCGA21-M8 ... Nut ........................................................................... M8 ................................. 1
(Note: This device is installed from serial #111105Z H0006)
56
Page 93

29.0 Toolbox, Accessories, and Attachments
Index No. Part No. Description Size Qty
1 ................ ZH-2501 .................... 3-Jaw Scroll Chuck .................................................. 13”, D1-8 ....................... 1
2 ................ ZH-2502 .................... Drive Plate ............................................................... ...................................... 1
3 ................ RNS-170/210 ............ Round Nut Spanner ................................................. 170-210 ......................... 1
4 ................ ZH-2504 .................... 4-Jaw Independent Chuck ....................................... 16”, D1-8 ....................... 1
5 ................ ZH-2505 .................... Face Plate................................................................ 24-25/32”....................... 1
6 ................ C6266C08716 ........... Gear (in.).................................................................. 2m69T ........................... 1
7 ................ C6266C08717-63 ...... Gear (in.).................................................................. 2m63T ........................... 1
8 ................ C6266C08717-90 ...... Gear (in.).................................................................. 2m90T ........................... 1
9 ................ C6266C08717-78 ...... Gear (in.).................................................................. 2m78T ........................... 1
10 .............. ZX-OP-08 .................. Morse Reduction Sleeve * ....................................... 113mm 1:20/MT5 .......... 1
11 .............. ZX-OP-07N ............... Live Center * ............................................................ MT5 ............................... 1
12 .............. ZX-OP-06 .................. Dead Center * .......................................................... MT5 ............................... 1
13 .............. ZH-2513 .................... Drive Pin .................................................................. ...................................... 2
14 .............. ZX-OP-05 .................. Cam Wrench * ......................................................... ...................................... 1
15 .............. ZX-OP-1B.................. Chuck Wrench * ....................................................... ...................................... 1
16 .............. ZX-OP-04 .................. Tool Post Wrench * .................................................. ...................................... 1
17 .............. ZH-2517 .................... Gap Bridge Pin Driver * ........................................... ...................................... 1
18 .............. ZH-2518 .................... Drift Key *................................................................. ...................................... 1
19 .............. RNS-45/52 ................ Round Nut Spanner *............................................... 45-52 ............................. 1
20 .............. .................................. Hex Key Set * .......................................................... 6,8,10,12 mm ................ 1
21 .............. ZH-2521 .................... Leveling Bolt (ZH-2680) * ........................................ M20x80 ......................... 6
.................. ZH-2521 .................... Leveling Bolt (ZH-26120) ........................................ M20x80 ......................... 8
22 .............. ZH-2522 .................... Hex Nut (ZH-2680) * ................................................ M20 ............................... 6
.................. ZH-2522 .................... Hex Nut (ZH-26120) ............................................... M20 ............................... 8
23 .............. ZX-01715 .................. Leveling Pad (ZH-2680) * ........................................ ...................................... 6
.................. ZX-01715 .................. Leveling Pad (ZH-26120)......................................... ...................................... 8
24 .............. ZX-OP-14 .................. Flat Blade Screw Driver *......................................... ...................................... 1
25 .............. ZX-OP-15 .................. Cross Point Screw Driver * ...................................... ...................................... 1
26 .............. .................................. Open End Wrench Set * .......................................... 17-19, 19-22 mm........... 1
27 .............. ZX-OP-10 .................. Touchup Paint Can (JET White) *............................ ...................................... 1
28 .............. ZX-OP-09 .................. Oil Gun * .................................................................. ...................................... 1
29 .............. (see section 30.2) ....... Set of Fuses............................................................. 4A/3A/2 A ....................... 1
30 .............. ZH-TBC ..................... Tool Box Complete, ZH Lathes (includes items with asterisk * ) ......................
57
Page 94

30.0 Electrical Components
58
Page 95

30.1 Electrical Diagram
59
Page 96

30.2 Electrical Components – Parts List
Index No. Part No. Description Model Size Qty
M1......... ....... * ...................... Main Motor .............................Y132M-4TH/B3 ............ 10HP, 3PH, 230/460V ........ 1
M2 ................ * ...................... Coolant Pump ........................AB-12TH ...................... 1/8HP, 3 PH, 230/460V ....... 1
M3 ................ * ...................... Rapid Feed Motor ..................YSS5634 ..................... 1/2HP, 3PH, 230/460V ....... 1
QF ................ ZH-QF ............ Automatic Switch ....................JFD11 .......................... 40A, 3P .............................. 1
TC ................ ZH-TC ............ Control Transformer ...............JBK5-160TH ................ 110V, 230/460V, 24V ......... 1
FR1 .............. ZH-FR1 .......... Thermal Relay ........................3UA59.......................... 0.25-0.4A .......... ................. 1
FR2 .............. ZH-FR2 .......... Thermal Relay ........................3UA59.......................... 1.6-2.5A ........... .................. 1
KM1 .............. ZX-KM3 .......... A.C. Contactor ........................3TB43 .......................... Coil Voltage 110V, 22A ...... 1
KM2,KM3 ..... ZX-KM2 .......... A.C. Contactor ........................3TB40 .......................... Coil Voltage 110V, 9A ........ 2
..................... ....................... Blow Fuse ..............................RT18-32X .................... ........................................... 5
FU1 .............. ZH-FU1 .......... Fuse RT14 ..............................4A ................................ ........................................... 3
FU2 .............. ZH-FU2 .......... Fuse RT14 ..............................2A ................................ ........................................... 1
FU3 .............. ZH-FU3 .......... Fuse RT14 ..............................3A ................................ ........................................... 1
θ ..................... ZH-TR ............ Temperature Relay ................JW6-125°C .................. Worki ng Temp. 125°C........ 1
SQ1 .............. ZH-SQ1 .......... Door Switch ............................QKS8 ........................... ........................................... 1
SQ2 .............. ZH-SQ2 .......... Li mit Switch ............................JW2-11H/W1 ............... ..................... ...................... 1
SQ4 .............. ZH-SQ4 .......... Micro Switch ...........................LXW5-11Q1 ................. ........................................... 1
SB1,SB3 ....... ZH-SB1 .......... Button .....................................Z B2-BS54C ................. Red ......................... ........... 2
SB2 .............. ZH-SB2 .......... Button .....................................XB2BD53C .................. Green ................................. 1
SB4,SB5 ....... ZH-SB4 .......... Button .....................................XB2-EA131 .................. Green ................................. 2
SA1 .............. ZH-SA1 .......... Turning Switch .......................ZB2-BD2C ................... Black ................. ................. 1
EL ................. ZH-EL ............. Work Lamp .............................JC52 ............................ ........................................... 1
..................... ....................... Bulb .......................................24V, 50W ..................... ........................................... 1
HL ................. ZH-HL ............ Indicator Light .........................XB2EV163 ................... 110V, Green ....................... 1
..................... GH2680ZH-TPRM.. .Flexible Wire Braided Tube ............................... M33x 2M30x2-1.65m .......... 1
..................... GH26120ZH-TPRM…Flexible Wire Braided Tube.............................. M33x2M30x2-2.65m .......... 1
* See related parts lists for part numbers.
31.0 Ordering Replacement Parts
To order parts or reach our service department, call 1-800-274-6848, Monday through Friday (see our website
for business hours, www.jettools.com). Having the Model Number and Serial Number of your machine available
when you call will allow us to serve you quickly and accurately.
60
 Loading...
Loading...