

Page 1
R562
R562
Water-Soluble Solder Paste
Water-Soluble Solder Paste
Product Description
Kester R562 is an organic acid, water-soluble
solder paste specifically designed for resistance to
environmental extremes. Water-soluble pastes
tend to dry out in low relative humidity and slump
at high relative humidity. R562 will maintain its
print characteristics, tack and activity even after
exposure to environmental extremes.
• Reduces BGA voiding to <3%
• Bright, shiny joints
• 12 hour stencil life
• Print speeds up to 6 in/sec
• Compatible with enclosed print head systems
• Capable of multiple reflow profiles before a
cleaning operation is required
• Consistent printing over a range of temperatures and humidity
• Excellent solderability to a wide variety of
metallizations, including Palladium
• Residues easily removed with hot DI water,
even up to 96 hours after processing
• Classified as ORH0 per J-STD-004
Standard Applications
90% Metal - Stencil Printing
90% Metal - Enclosed Head Printing
Physical Properties
(Data given for Sn63Pb37, 90% metal, -325+500 mesh)
Viscosity (typical): 1750 poise
Malcom viscometer @ 10rpm and 25°C
Initial Tackiness (typical): 48 grams
Tested to J-STD-005, IPC-TM-650, Method 2.4.44
Slump Test: Pass
Tested to J-STD-005, IPC-TM-650, Method 2.4.35
Solder Ball Test: Preferred
Tested to J-STD-005, IPC-TM-650, Method 2.4.43
Wetting Test: Pass
Tested to J-STD-005, IPC-TM-650, Method 2.4.45
Reliability Properties
Copper Mirror Corrosion: High
Tested to J-STD-004, IPC-TM-650, Method 2.3.32
Corrosion Test: Low
Tested to J-STD-004, IPC-TM-650, Method 2.6.15
Silver Chromate: Pass
Tested to J-STD-004, IPC-TM-650, Method 2.3.33
Chloride and Bromides: None Detected
Tested to J-STD-004, IPC-TM-650, Method 2.3.35
Fluorides by Spot Test: Pass
Tested to J-STD-004, IPC-TM-650, Method 2.3.35.1
SIR, IPC (typical): Pass
Tested to J-STD-004, IPC-TM-650, Method 2.6.3.3
Blank R562
Day 1
3.2 ×1010Ω 3.4 × 108Ω
Day 4
1.2 ×1010Ω 1.9 × 109Ω
Day 7
1.3 ×1010Ω 4.1 × 109Ω
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
Page 2
Application Notes
Availability:
R562 is commonly available in the Sn63Pb37 and Sn62Pb36Ag02 alloys. Type 3 powder mesh is
recommended, but different powder particle size distributions are available for standard and fine pitch
applications. For specific packaging information see Kester's Solder Paste Packaging Chart for available
sizes. The appropriate combination depends on process variables and the specific application.
Printing Parameters:
Squeegee Blade 80 to 90 durometer polyurethane or stainless steel
Squeegee Speed Capable to a maximum speed of 150 mm/sec (6 in/sec)
Stencil Material Stainless Steel, Molybdenum, Nickel Plated, Brass
Temperature/Humidity Optimal ranges are 21-25°C (70-77°F) and 35-65% R.H.
Recommended Reflow Profile:
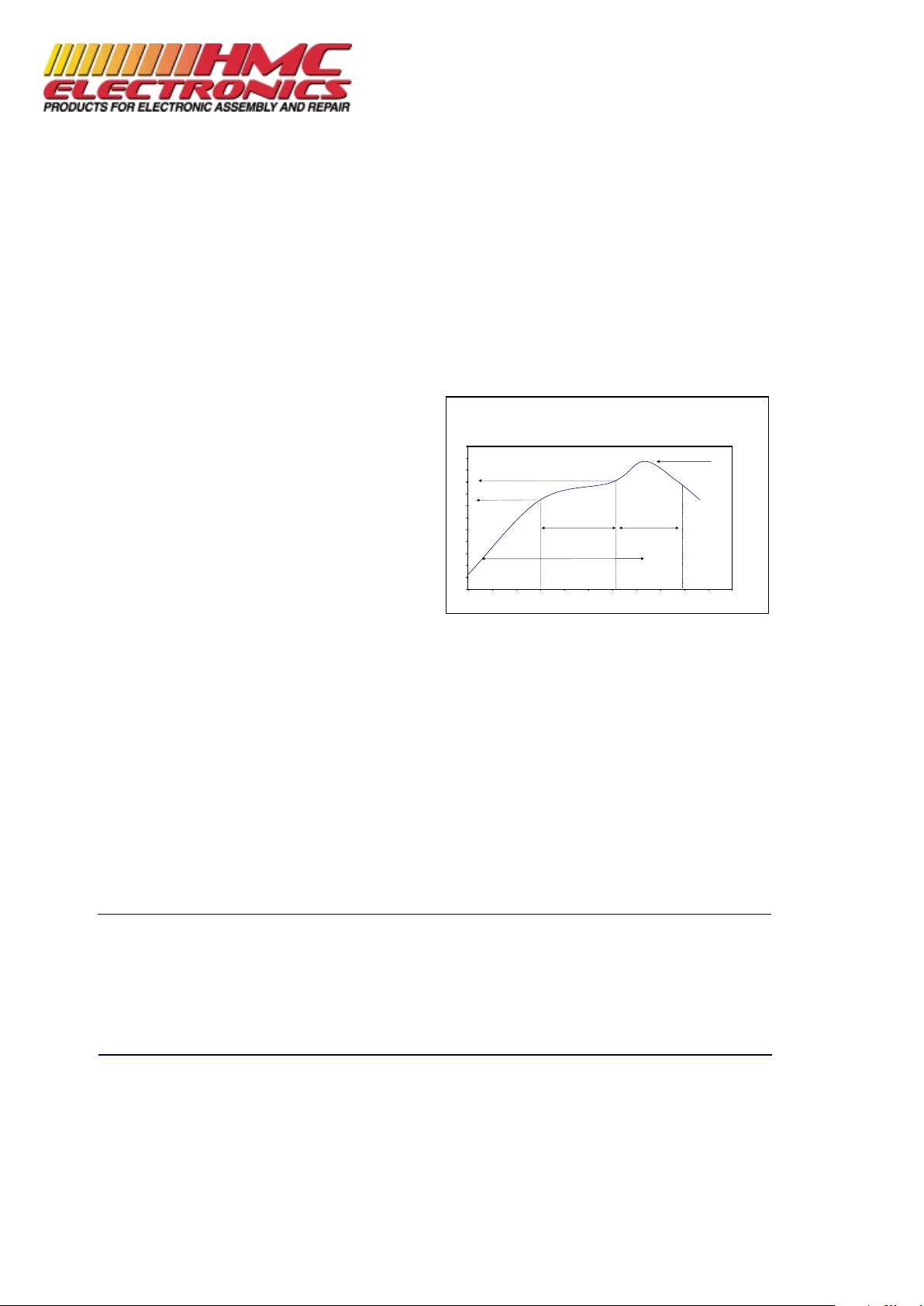
The recommended reflow profile for R562 made with
either the Sn63Pb37 or Sn62Pb36Ag02 is shown
here. This profile is simply a guideline. Since R562 is
a highly active solder paste, it can solder effectively
over a wide range of profiles. Your optimal profile may
be different from the one shown based on your oven,
board and mix of defects. Please contact Kester if you
need additional profiling advice.
Cleaning:
R562 residues are best removed using automated cleaning equipment (in-line or batch) within 96 hours of
soldering. De-ionized water is recommended for the final rinse. Water temperatures should be 49-60°C
(120-140°F). Kester's 5768 Bio-Kleen®saponifier can also be used in a 1-2% ratio for aqueous cleaning
systems.
Storage, Handling, and Shelf Life:
Refrigeration is the recommended optimum storage condition for solderpaste to maintain consistent viscosity,
reflow characteristics and overall performance. R562 should be stabilized at room temperature prior to printing.
R562 should be kept at standard refrigeration conditions, 0-10°C (32-50°F). Please contact Kester if you
require additional advice with regard storage and handling of this material. Shelf life is 6 months from date
of manufacture when handled properly and held at 0-10°C (32-50°F).
Health & Safety:
This product, during handling or use, may be hazardous to health or the environment. Read the Material
Safety Data Sheet and warning label before using this product.
World Headquarters: 800 West Thorndale Avenue, Itasca, Illinois, 60143-1341 USA
Phone: (+1) 630-616-4000 • Email: customerservice@kester.com • Website: www.kester.com
Kester Reflow Profile
Alloy: Sn63Pb37 or Sn62Pb36Ag02
0
20
40
60
80
100
120
140
160
180
200
220
240
0 30 60 90 120 150 180 210 240 270 300 330
Time (sec.)
Temperature (C)
Time to Peak Temperature
3.5-5.0 min. typical
5.5 min max
Soaking Zone
(120 sec. max.)
30-60 sec. typical
Reflow Zone
45-75 sec. typical
Peak Temp.
210 - 225 C
<1.8 C/Sec
Asia Pacific Headquarters
500 Chai Chee Lane
Singapore 469024
(+65) 6449-1133
customerservice@kester.com.sg
European Headquarters
Ganghoferstrasse 45
D-82216 Gernlinden
Germany
(+49) 8142-47850
customerservice@kester-eu.com
Japanese Headquarters
20-11 Yokokawa 2-Chome
Sumida-Ku
Tokyo 130-0003 Japan
(+81) 3-3624-5351
jpsales@kester.com.sg
The data recommendations presented are based on tests, which we consider reliable. Because Kester has no control over the conditions of use, we disclaim any responsibility connected with the
use of any of our products or the information presented. We advise that all chemical products be used only by or under the direction of technically qualified personnel who are aware of the potential hazards involved and the necessity for reasonable care in their handling. The technical information contained herein is consistent with the properties of this material but should not be used in
the preparation of specifications as it is intended for reference only. For assistance in preparing specifications, please contact your local Kester office for details.
R562
Rev: 21Sep09
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
 Loading...
Loading...