

Page 1
Technical Data Sheet
LOCTITE®680™
December-2009
PRODUCT DESCRIPTION
LOCTITE®680™ provides the following product
characteristics:
Technology Acrylic
Chemical Type Methacrylate ester
Appearance (uncured) Green liquid
LMS
Fluorescence Positive under UV light
LMS
Components One component - requires no mixing
Viscosity Medium
Cure Anaerobic
Secondary Cure Activator
Application Retaining
Strength High
LOCTITE®680™ is designed for the bonding of cylindrical
fitting parts, particularly where low viscosity is required. The
product cures when confined in the absence of air between
close fitting metal surfaces and prevents loosening and
leakage from shock and vibration.
NSF International
Certified to ANSI/NSF Standard 61 for use in commercial and
residential potable water systems not exceeding 82° C. Note:
This is a regional approval. Please contact your local Technical
Service Center for more information and clarification.
TYPICAL PROPERTIES OF UNCURED MATERIAL
Specific Gravity @ 25 °C 1.1
Flash Point - See MSDS
Viscosity, Brookfield - RVT, 25 °C, mPa·s (cP):
Spindle , speed r/min 750 to 1,750
LMS
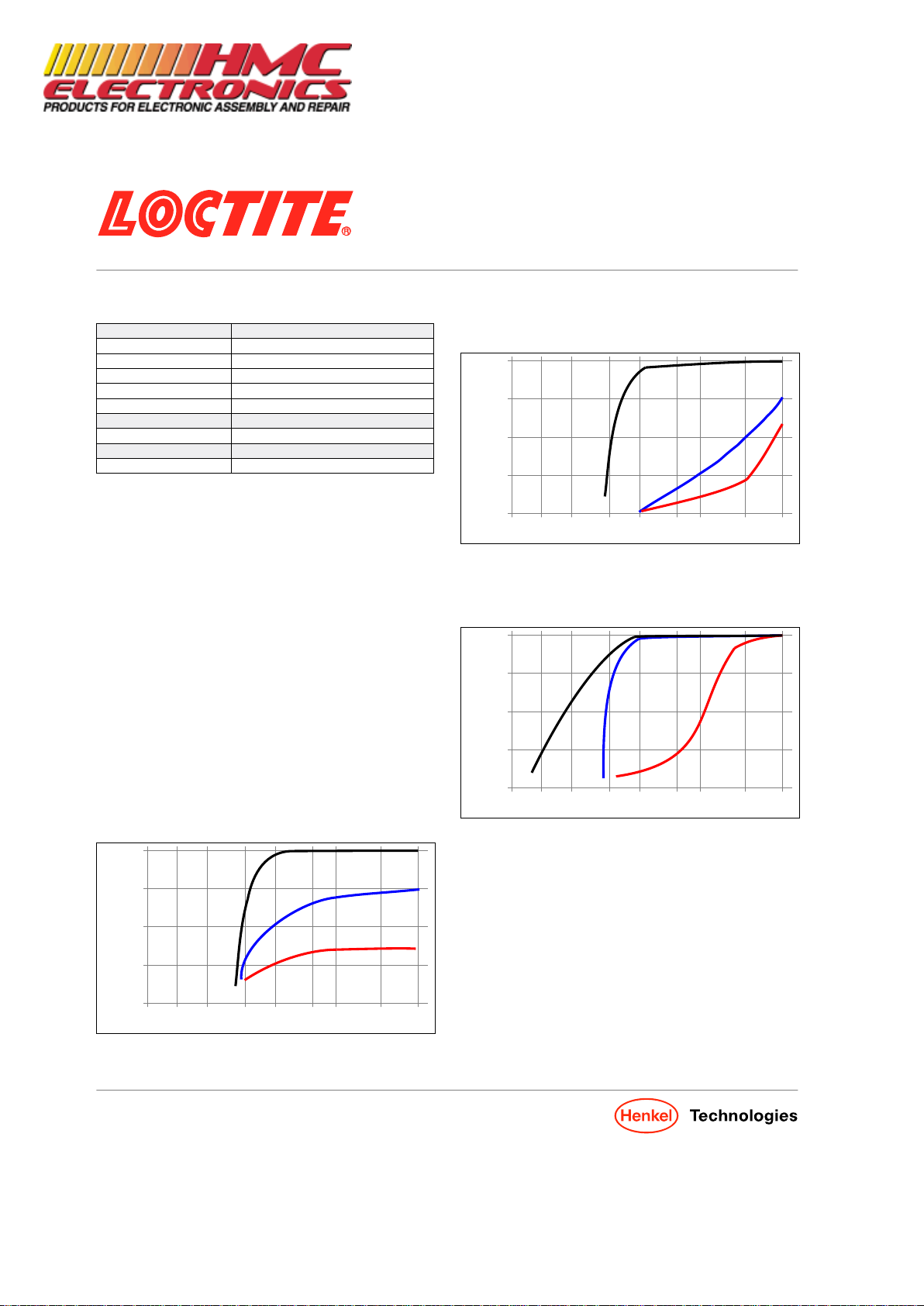
TYPICAL CURING PERFORMANCE
Cure Speed vs. Substrate
The rate of cure will depend on the substrate used. The graph
below shows the shear strength developed with time on steel
pins and collars compared to different materials and tested
according to ISO 10123.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min 5min 10min 30min 1h 3h 6h 24h 72h
Steel
Aluminum
Zinc dichromate
Cure Speed vs. Bond Gap
The rate of cure will depend on the bondline gap. The following
graph shows shear strength developed with time on steel pins
and collars at different controlled gaps and tested according to
ISO 10123.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min 5min 10min 30min 1h 3h 6h 24h 72h
0.15 mm
0.2 mm
0.05 mm
Cure Speed vs. Temperature
The rate of cure will depend on the temperature. The graph
below shows the shear strength developed with time at
different temperatures on steel pins and collars and tested
according to ISO 10123.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min 5min 10min 30min 1h 3h 6h 24h 72h
22 °C
5 °C
40 °C
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
Page 2
TDS LOCTITE®680™, December-2009
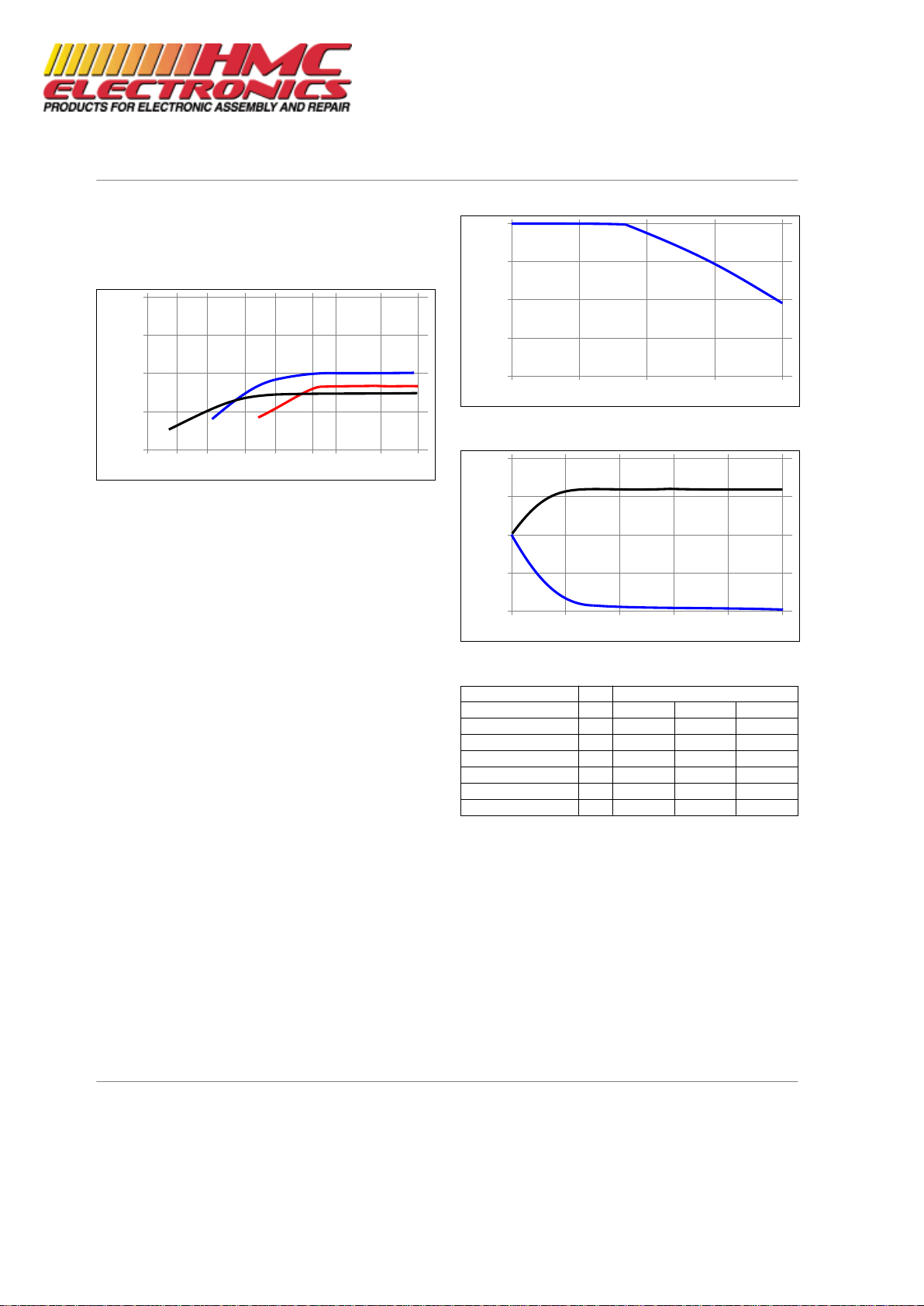
Cure Speed vs. Activator
Where cure speed is unacceptably long, or large gaps are
present, applying activator to the surface will improve cure
speed. The graph below shows the shear strength developed
with time on zinc dichromate steel pins and collars using
Activator 7471™ and 7649™ and tested according to ISO
10123.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min 5min 10min 30min 1h 3h 6h 24h 72h
No activator
Activator 7471™
Activator 7649™
TYPICAL PROPERTIES OF CURED MATERIAL
Physical Properties:
Coefficient of Thermal Expansion,
ISO 11359-2, K
-1
80×10
-6
Coefficient of Thermal Conductivity, ISO 8302,
W/(m·K)
0.1
Specific Heat, kJ/(kg·K) 0.3
Elongation, at break, ISO 37, % <1
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
Cured for 24 hours @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars N/mm² ≥19.3
LMS
(psi) (≥2,800)
Cured for 1 hour @ 93 °C, tested @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars N/mm² ≥24.1
LMS
(psi) (≥3,500)
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 1 week @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars
Hot Strength
Tested at temperature
% Strength @ 22 °C
Temperature, °C
100
75
50
25
0
-50 0 50 100 150
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength @ 22 °C
Exposure Time, hours
200
150
100
50
0
0 1000 2000 3000 4000 5000
120 °C
180 °C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment °C 100 h 500 h 1000 h
Motor oil 125 100 100 100
Unleaded gasoline 22 100 100 100
Brake fluid 22 80 75 75
Water/glycol 50/50 87 100 90 80
Ethanol 22 95 95 95
Acetone 22 80 80 80
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
Page 3

TDS LOCTITE®680™, December-2009
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Where aqueous washing systems are used to clean the
surfaces before bonding, it is important to check for
compatibility of the washing solution with the adhesive. In
some cases these aqueous washes can affect the cure and
performance of the adhesive.
This product is not normally recommended for use on plastics
(particularly thermoplastic materials where stress cracking of
the plastic could result). Users are recommended to confirm
compatibility of the product with such substrates.
Directions for use:
For Assembly
1.
For best results, clean all surfaces (external and internal)
with a LOCTITE® cleaning solvent and allow to dry.
2. If the material is an inactive metal or the cure speed is too
slow, spray with Activator 7471™ or 7649™ and allow to
dry.
3. For Slip Fitted Assemblies, apply adhesive around the
leading edge of the pin and the inside of the collar and
use a rotating motion during assembly to ensure good
coverage.
4. For Press Fitted Assemblies, apply adhesive thoroughly
to both bond surfaces and assemble at high press on
rates.
5. For Shrink Fitted Assemblies the adhesive should be
coated onto the pin, the collar should then be heated to
create sufficient clearance for free assembly.
6. Parts should not be disturbed until sufficient handling
strength is achieved.
For Disassembly
1. Apply localized heat to the assembly to approximately
250 °C. Disassemble while hot.
For Cleanup
1. Cured product can be removed with a combination of
soaking in a Loctite solvent and mechanical abrasion
such as a wire brush.
Loctite Material Specification
LMS
LMS dated August-23, 1999. Test reports for each batch are
available for the indicated properties. LMS test reports include
selected QC test parameters considered appropriate to
specifications for customer use. Additionally, comprehensive
controls are in place to assure product quality and
consistency. Special customer specification requirements may
be coordinated through Henkel Quality.
Long Term Storage
Store product in the unopened container in a dry location.
Storage information may be indicated on the product container
labeling.
Optimal Storage: 8 °C to 21 °C. Storage below 8 °C or
greater than 28 °C can adversely affect product properties.
Material removed from containers may be contaminated during
use. Do not return product to the original container. Henkel
cannot assume responsibility for product which has been
contaminated or stored under conditions other than those
previously indicated. If additional information is required,
please contact your local Technical Service Center or
Customer Service Representative.
Conversions
(°C x 1.8) + 32 = °F
kV/mm x 25.4 = V/mil
mm / 25.4 = inches
µm / 25.4 = mil
N x 0.225 = lb
N/mm x 5.71 = lb/in
N/mm² x 145 = psi
MPa x 145 = psi
N·m x 8.851 = lb·in
N·m x 0.738 = lb·ft
N·mm x 0.142 = oz·in
mPa·s = cP
Note
The data contained herein are furnished for information only
and are believed to be reliable. We cannot assume
responsibility for the results obtained by others over whose
methods we have no control. It is the user's responsibility to
determine suitability for the user's purpose of any production
methods mentioned herein and to adopt such precautions as
may be advisable for the protection of property and of persons
against any hazards that may be involved in the handling and
use thereof. In light of the foregoing, Henkel Corporation
specifically disclaims all warranties expressed or implied,
including warranties of merchantability or fitness for a
particular purpose, arising from sale or use of Henkel
Corporation’s products. Henkel Corporation specifically
disclaims any liability for consequential or incidental
damages of any kind, including lost profits. The discussion
herein of various processes or compositions is not to be
interpreted as representation that they are free from
domination of patents owned by others or as a license under
any Henkel Corporation patents that may cover such
processes or compositions. We recommend that each
prospective user test his proposed application before repetitive
use, using this data as a guide. This product may be covered
by one or more United States or foreign patents or patent
applications.
Trademark usage
Except as otherwise noted, all trademarks in this document
are trademarks of Henkel Corporation in the U.S. and
elsewhere. ® denotes a trademark registered in the U.S.
Patent and Trademark Office.
Reference 1.3
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
 Loading...
Loading...