

Hawk Industries 65K-ALS Numbers 4, 9 User Manual
Introduction
Contents
Table of
Warranty
Specification
Sheet
Instructions
Ordering
HAWKJAW
OPERATION, MAINTENANCE AND
SERVICE MANUAL
MODEL 65K-ALS
June 2000
S/N 4 & up
HAWK INDUSTRIES, INC.
Installation
Operation
Maintenance
& Repair
Shooting
Trouble
1245 East 23rd Street
Long Beach, CA 90806
Phone: 562-424-0709
Fax: 562-490-9959
Drawings

Introduction
Hawk's design philosophy is simple: Design with the end user in mind. Make it tough, dependable and
easy to maintain.
Hawk has designed the HawkJaw with this same simple formula.
FEATURES
The HawkJaw 65K-ALS is a hanging unit that will spin, make up and break out drill pipe. It is revolutionary because the tool spins and makes up drill pipe or breaks out and spins drill pipe in 12 seconds
or less. A patented self-energized grip system provides consistent torque values to the drill string.
Consistent torque ensures that wash outs and "post tightening" down hole do not occur under normal
conditions.
A patented adjustable wrench system eliminates the need for separate jaws, spinning wrench rollers or
gripping dies. The HawkJaw's modular design enables the unit to be maintained on the rig floor.
SAFETY
The HawkJaw 65K-ALS provides a fast, safe and efficient method of spinning and make up or break
out and spinning. It eliminates costly and dangerous spinning chain and rig tong accidents.
TIME AND LABOR SAVINGS
The HawkJaw improves trip time over any comparable torquing and spinning device in the industry.
The unit easily adapts to any land or offshore rig because it hangs in the derrick. Handles mounted near
the control buttons enable one rig hand to move the hanging unit on and off the pipe.
Control buttons are used to grip, torque and spin drill pipe. Drillers and operators of the HawkJaw
65K-ALS work more efficiently and suffer less fatigue on long round trips. The unit saves trip time
because the HawkJaw breaks out and spins in 12 seconds or less, and makes up and spins in 10
seconds or less. Crew fatigue is reduced, pipe is properly torqued and the work is efficient.
2
Introduction

Table of Contents
Introduction 2
Table of Contents 3
Warranty 6
Specification Sheet 7
Ordering Instructions 8
Installation 9
Hanging Cable Location 9
HawkJaw Location 9
Hanging Cable Requirements 10
Hydraulic Requirements 11
Air Requirements 12
Raise/Lower Cylinder Hook - Up 13
Operation 14
Start-up Procedure 14
Adjust for Make Up 15
Adjusting the Wrenches 15
Adjusting the Spinner 16
Shift Spinner for Make Up 18
Position for Make Up 19
Setting Make Up Torque 21
Make Up 22
Adjust for Break Out 23
Adjusting the Wrenches 23
Adjusting the Spinner 24
Shift Spinner for Break Out 26
Position for Break Out 27
Break Out 29
Notes 30
Contents
Table of
Maintenance & Repair 31
Wrench Maintenance 31
Die Pivot Blocks 31
Wrench Hook 32
Wrench Nut 32
Hook Pivot Bearing Cap 32
Grip Cylinder Pivot Points 33
Torque Cylinder Pivot Points 33
Mounting Arm Pivot Points 34
Continued on next page.
Table of Contents
3

Table of Contents (cont.)
Filter Maintenance 35
Hydraulic Filter 35
Air Filter 36
Changing the Hook Dies 37
Hook Dies 37
Changing the Heel Dies 38
Top Wrench Heel Die 38
Middle Wrench Heel Die 40
Bottom Wrench Heel Die 42
Spinner Maintenance 44
Chain 44
Drive Roller Sprocket Bearings 45
Spinner Grip Cylinders 46
Chain Drive Shaft Bearing 46
Spinner Mount Sliding Tube 47
Reducer Gear Box 47
Changing the Spinner Chain 48
Chain 48
Changing the Drive Rollers 50
Drive Rollers 50
Changing the Drive Roller Sprocket Bearings 52
Drive Roller Sprocket Bearings 52
Changing All Other Spinner Parts 54
Changing the Torque Cylinder 54
Torque Cylinder 54
Torque Cylinder Seals 58
Changing the Grip Cylinders 59
Top Grip Cylinder 59
Grip Cylinder Seals 60
Middle Grip Cylinder 61
Grip Cylinder Seals 64
Bottom Grip Cylinder 65
Grip Cylinder Seals 66
Changing All Other HawkJaw Parts 66
4
Table of Contents
Trouble Shooting 67
Leaks at Start-up 67
Movement at Start-up 67
Raise Button /Lower Button 69
Continued on next page.

Table of Contents (cont.)
Grip Button 71
Spin Button 72
Torque Button 75
Dies 77
Spinner 77
Spinner Performance 78
HawkJaw Performance 80
Hydraulic Fluid 82
Raise/Lower Cylinder 84
Middle Wrench Mount Arms 85
Extreme Cold Weather 85
Drawings 86
Low Wear Parts 86
Middle Wrench 88
Pipe Stop Assembly 90
Spinner 92
Torque Cylinder 94
Grip Cylinder 96
Spinner Grip Cylinder 98
Raise/Lower Cylinder 100
Torque and Spin Hydraulic Valve Assembly 102
Grip, Raise/Lower Hydraulic Valve Assembly 106
Air Pilot Assembly 108
Left Control Handle Air Schematic 110
Right Control Handle Air Schematic 112
Hydraulic Fittings and Hoses 114
Left Control Handle Assembly 116
Right Control Handle Assembly 118
Left Conduit Assembly 120
Right Conduit Assembly 122
Stand Assembly 124
Spinner Manifold 127
Wear Parts 128
Hanger Assembly 130
Reducer Assembly 132
Spinner Drive Motor Assembly 134
Spinner Directional Valve Assembly 136
Contents
Table of
5Table of Contents
Warranty
HAWKJAW 65K-ALS & 100K-ALS
STANDARD WARRANTY AND FIELD SERVICE
Your Hawkjaw must be free of material and workmanship defects for a period of six months from the date
of delivery. If any items fail because of a manufacturing defect within that period of time, that item will be
replaced by Hawk Industries. Hawk Industries at its discretion may extend this warranty period.
Replacement of parts will be accomplished either at the factory or at a designated service point. This
guarantee does not include the replacement of parts where failure occurred due to normal wear and tear or
misuse of the tool. Defective parts must be inspected by Hawk Industries, at its Long Beach plant, before
warranty can be honored. Customer must obtain an RGA# (Return of Goods Authorization) from the
California, USA factory.
Hawk Industries' liability is limited to replacement of defective parts only and does not include the cost of
labor, communications, transportation or handling connected with the replacement of such parts.
Hawk Industries will in no event be liable for consequential damages or contingent liabilities arising out
of the failure of any parts to operate properly.
No expressed, implied or statutory guarantee other than herein set forth is made or authorized to be
made by Hawk Industries.
CAUTION
Factory specifications for hydraulics, pneumatics, lubricants, adjustments and safety precautions as set
forth in the operation and maintenance manual are for the mutual protection of the owner of the HawkJaw
65K-ALS or 100K-ALS and the company. Failure to adhere to these specifications can reduce the
efficiency or life of the equipment and/or cause bodily injury.
Warning
The Hawkjaw includes specially modified valves, fasteners and other components for extreme environments and service. Any attempt to substitute standard components could reduce reliability and performance, void the warranty and/or cause bodily injury.
6 Warranty
Specification Sheet
DIMENSIONS
DEPTH: 34 in.
WIDTH: 40 in.
HEIGHT: 90 in.
Specification
Sheet
PERFORMANCE
AND POWER REQUIREMENTS
TORQUE: 65,000 ft. lbs.
MAXIMUM PIPE ROTATION: 50 degrees
WRENCH SIZE RANGE: 3 1/2"
SPINNER SIZE RANGE: 3"
AIR POWER SOURCE: 100 psi @ 2-10 cfm
HYDRAULIC POWER SOURCE: 2,600 psi @ 20-35 gpm
HYDRAULIC POWER SOURCE TYPE: Closed Center System
WEIGHT: 2,200 lbs.
GRIP, SPIN, MAKE UP & RESET CYCLE TIME: 10 sec. or less
GRIP, BREAK OUT, SPIN & RESET CYCLE TIME: 12 sec. or less
__
8" OD tool joints
__
5 1/2" OD tube
NOTE
If the only available hydraulic power unit is open center, then a Hawk supplied hydraulic
converter (Part # J-80) is required. Running the HawkJaw with a constant volume hydraulic
power unit may result in bodily injury and will cause damage to the HawkJaw and to the
hydraulic power unit.
7Specification Sheet
Ordering Instructions
All parts must be ordered by giving the quantity required, the full part number as listed in
this manual under Part #, the unit serial number, the model number and part name.
Example
Quantity
2 061-20194 01 65K-ALS Die
3 061-J26 01 65K-ALS Grip Cylinder
1 031-24CHAIN 01 65K-ALS Chain
Part # Serial #
Model #
Part Name
8 Ordering
Hanging Cable Location
1. Anchor the hanging cable to a point as close to the derrick crown as possible. The longer the
hanging cable, the easier the HawkJaw is to move on and off the drill pipe.
2. Locate the cable hang point as high above the center of the rotary table as possible. The
cable must hang within 2'-4' ft. of the rotary table center.
NOTE
The hanging cable must permit the HawkJaw to move from the drill pipe connection to the
mouse hole connection to the HawkJaw rest position (3'- 5' away from the rotary table).
HawkJaw Location
1. Place the HawkJaw on the side of the rotary table away from the setback zone. This
allows the drill pipe stands to swing straight from pick-up to stabbing.
2. If possible, place the HawkJaw on the opposite side of the setback zone. If the rig has dual
setback zones, Step 1 applies.
3. The HawkJaw may rest on the rig floor 3' -5' ft. away from the rotary table.
Installation
9Installation
Hanging Cable Requirements
1. 5/8" diameter steel cable.
2. Appropriate hanging cable hardware for 5/8" diameter steel cable.
3. Enough cable length to suspend the Hanger Eye (HE) 20' ft. above the rig floor.
4. Enough cable length to allow the HawkJaw to rest on the rig floor 3'- 5' ft. away from the
rotary table with the lift cylinder completely stroked out. The lift cylinder is 13' ft. long
when completely stroked out.
HE
10 Installation
Hydraulic Requirements
1. Pressure compensated pump set to pressure compensate at 2600 psi.
2. Minimum volume of 20 gpm. 35 gpm for top performance.
3. 1" minimum Pressure line. 1 1/4" Pressure line if the power unit is located more than
100' apart from the HawkJaw. The hose working pressure must be 3000 psi or greater.
4. 1 1/4" minimum Tank line. 500 psi minimum hose working pressure.
5. Hawk approved pressure side non-collapsible type 3000 psi filter (Part # 061-H25). Initial
filter supplied with the HawkJaw. Connect the filter in line between the hydraulic power
unit and the HawkJaw.
6. Hawk approved quick disconnects (Part # 061-H26). Initial quick disconnects supplied with
the HawkJaw.
7. Hydraulic power unit located in a clean, dry, ventilated area.
8. Enough slack in the lines for the HawkJaw to move from its rest position to the drill pipe
connection to the mouse hole connection.
WARNING
The HawkJaw is a closed center system
which must have a pressure compensated
volume controlled power unit. If the only
available hydraulic power unit is constant
volume, then a Hawk supplied hydraulic
converter (Part # 061-J80) is required.
Running the HawkJaw with a constant
volume hydraulic power unit may result in
bodily injury and will cause damage to the
HawkJaw and to the hydraulic power unit.
WARNING
The HawkJaw must receive clean
hydraulic fluid. Running the
HawkJaw without a Hawk approved
pressure-side filter (Part # 061-H25)
voids the warranty and severely
shortens component life.
Installation
11Installation
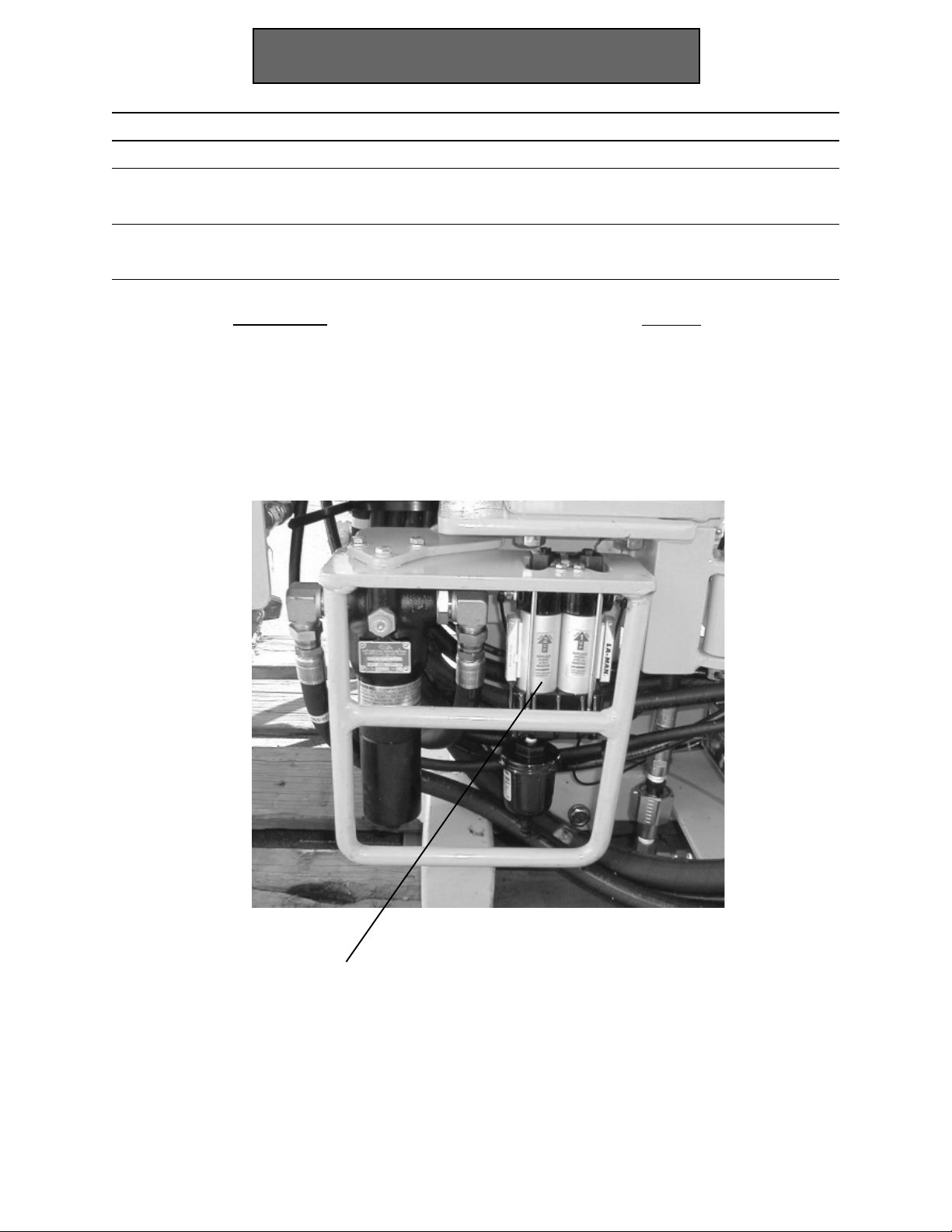
Air Requirements
1. Clean, dry air at 100 psi @ a negligible volume.
2. On board auto-dump air filter (AF) (part# 061-A22), located on board the rear of the Hawkjaw.
3. Auto-dump air filter* (Part # 061-J29), must be installed in-line between the air source and the
HawkJaw. Initial filter supplied with the HawkJaw.
4. Enough slack in the line for the HawkJaw to move from its rest position to the drill pipe con-
nection to the mouse hole connection.
WARNING
The HawkJaw must receive clean, dry air.
Running the HawkJaw without a Hawk
approved air filter (Part # 061-J29 & 061A22 ) voids the warranty and shortens
component life.
*NOTE
Make sure the air filter (part # 061-J29) is
mounted vertically with the red and black
arrows on the cannister pointing up.
12 Installation
AF
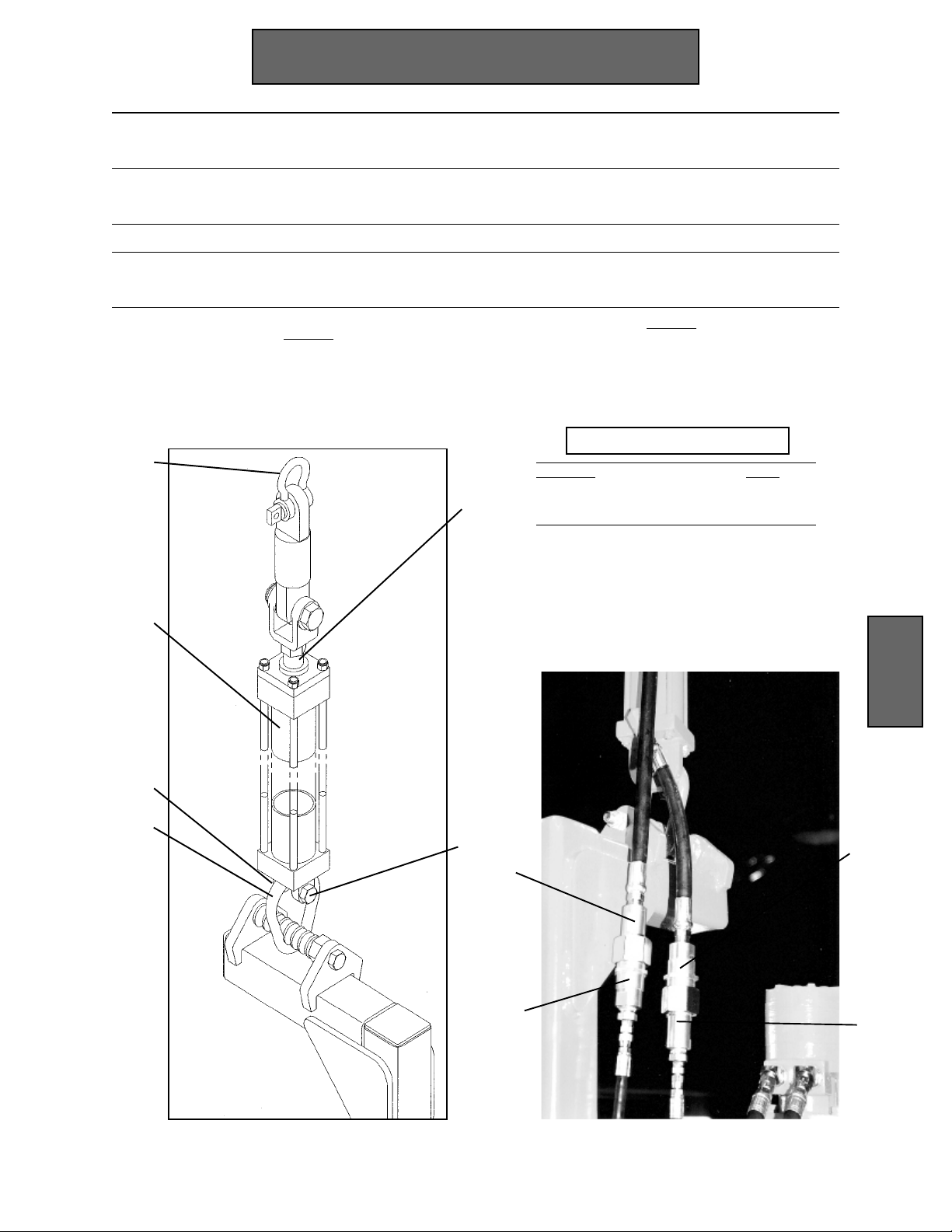
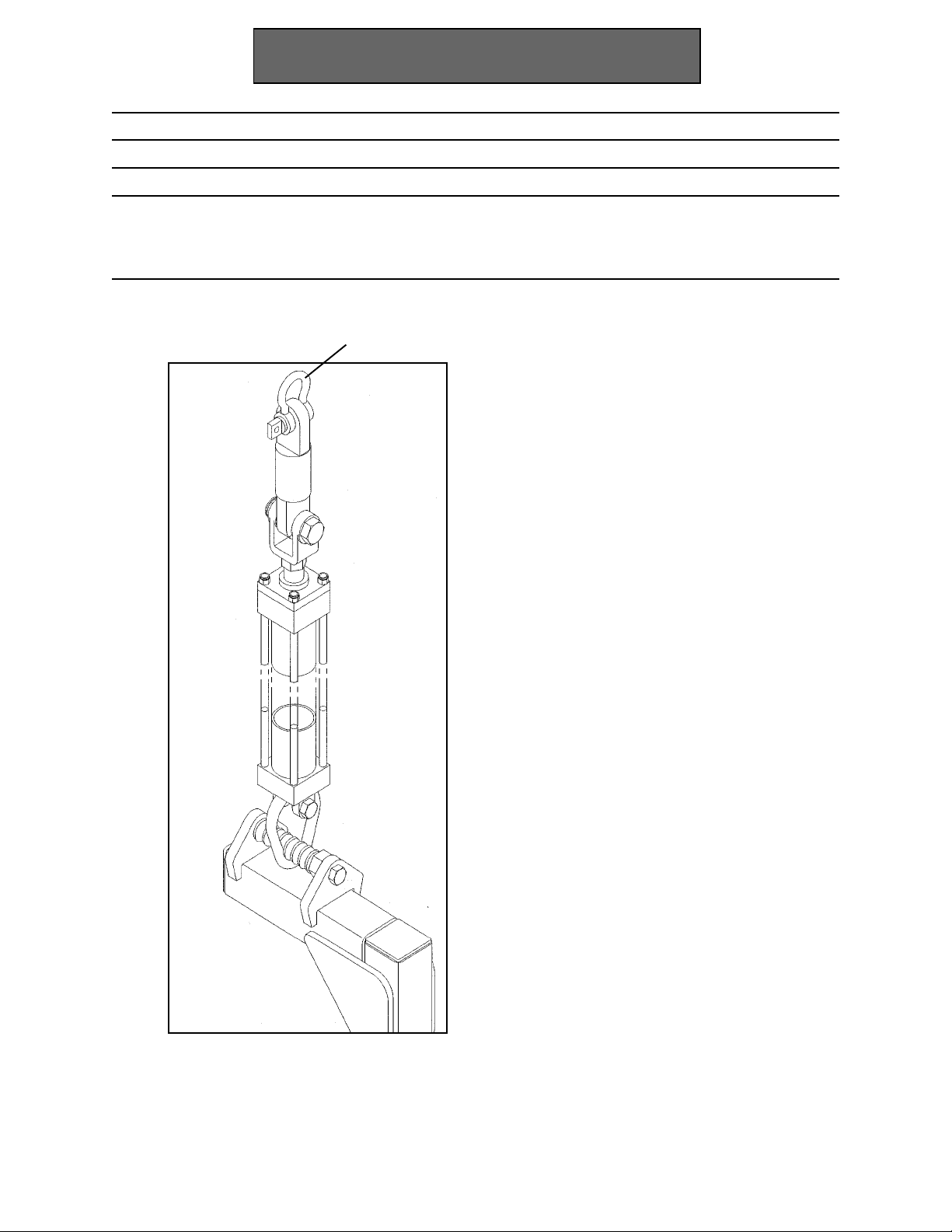
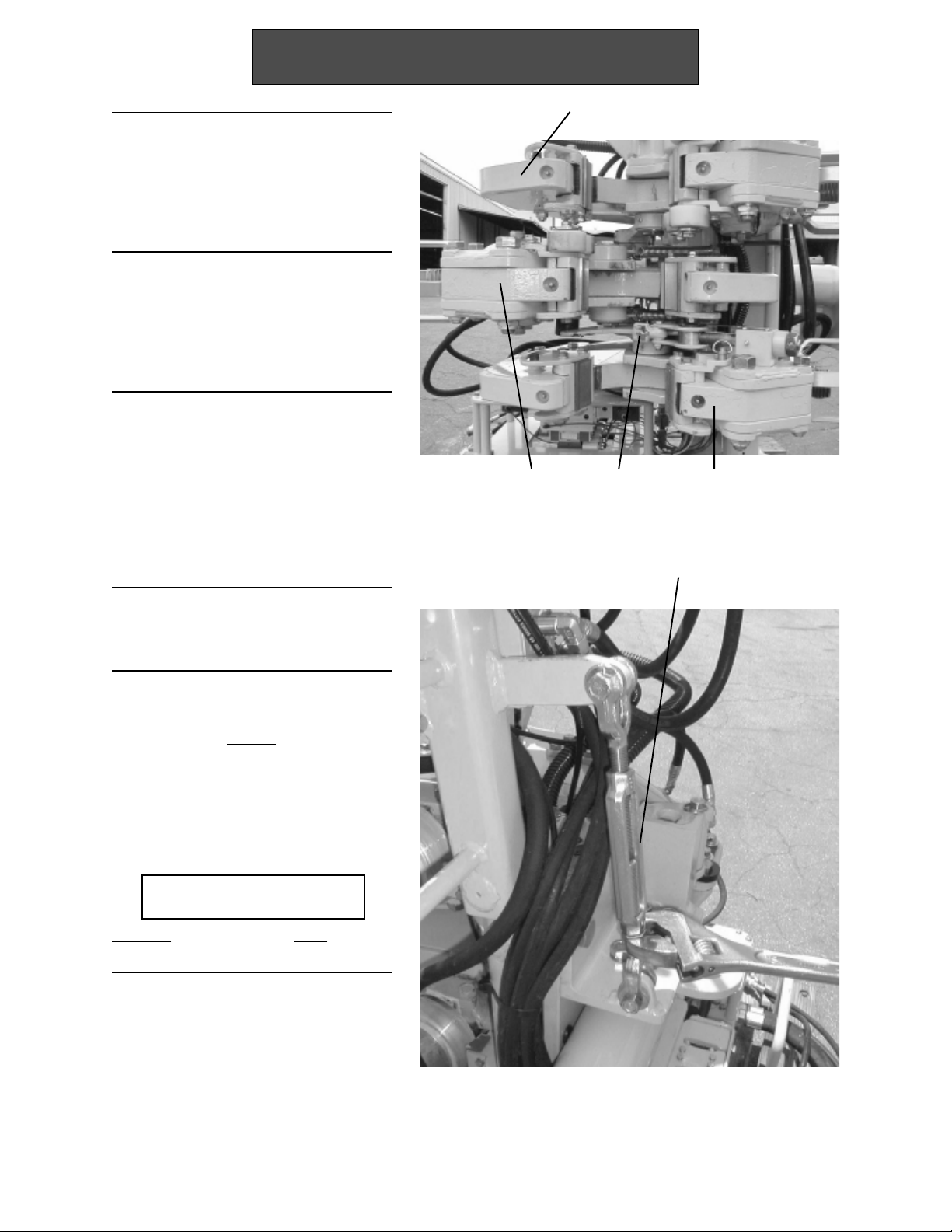
Raise/Lower Cylinder Hook - Up
1. Use the Raise/Lower cylinder Cap side Bolt (B) to connect the HawkJaw Suspension Ring
(SR) to the Raise/Lower cylinder (C).
2. Use the Raise/Lower cylinder Cap side Lock Nut (N) to secure the Raise/Lower cylinder
Cap side Bolt (B).
3. Connect the Hanger Eye (HE) to the hanging cable.
4. Connect the HawkJaw Rod side (HR) and Cap side (HC) hydraulic Leader hoses to the
Raise/Lower cylinder Rod side (RR) and Cap side (RC) hoses.
HE
C
NOTE
Make sure the rod side of the Raise/
Lower cylinder (R) connects to the
hanging cable.
NOTE
Tightly connect the hose fittings. A loose
hose connection causes a pressure drop in
the hydraulic fluid which heats up the fluid
and reduces component life.
Part Numbers
Part Name Part #
Male Quick Disconnect (HR, RC) 061-H26M
R
Female Quick Disconnect (HC, RR) 061-H26F
Installation
N
SR
B
RC
RR
HR
HC
13Installation

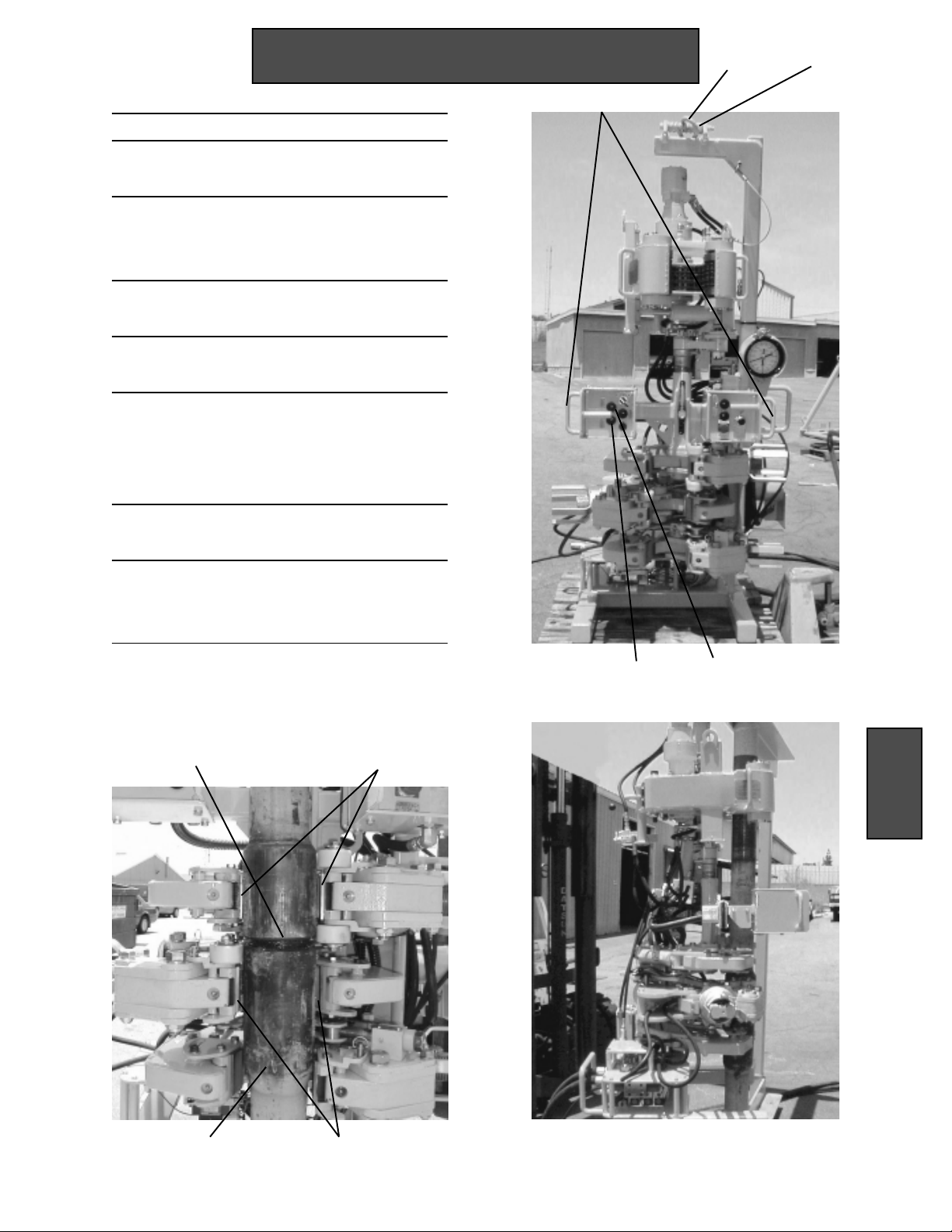
Start-up Procedure
1. Connect the air power source with the Air
(A) line.
2. Make sure the hydraulic reservoir is full.
3. Connect the hydraulic Pressure (P), Tank
(T) and Air (A) lines. "P" and "T" Port
Designations are stamped on the Main
Hydraulic Manifold (M).
4. Check for hydraulic leaks. If leaks occur,
see Trouble Shooting, p. 67.
5. No motion should occur. If there is
movement of any parts on the HawkJaw,
see Trouble Shooting, p. 67-69.
NOTE
Tightly connect the hose fittings. A
loose connection causes a pressure drop
in the hydraulic fluid which heats up the
fluid and reduces component life.
Part Numbers
Part Name Part #
Male Quick Disconnect (P) 061-H52
Female Quick Disconnect (T) 061-H53
Male Air Quick Disc. (A) 061-A12M
Female Air Quick Disc. 061-A12F
M
P
A
T
Operation14
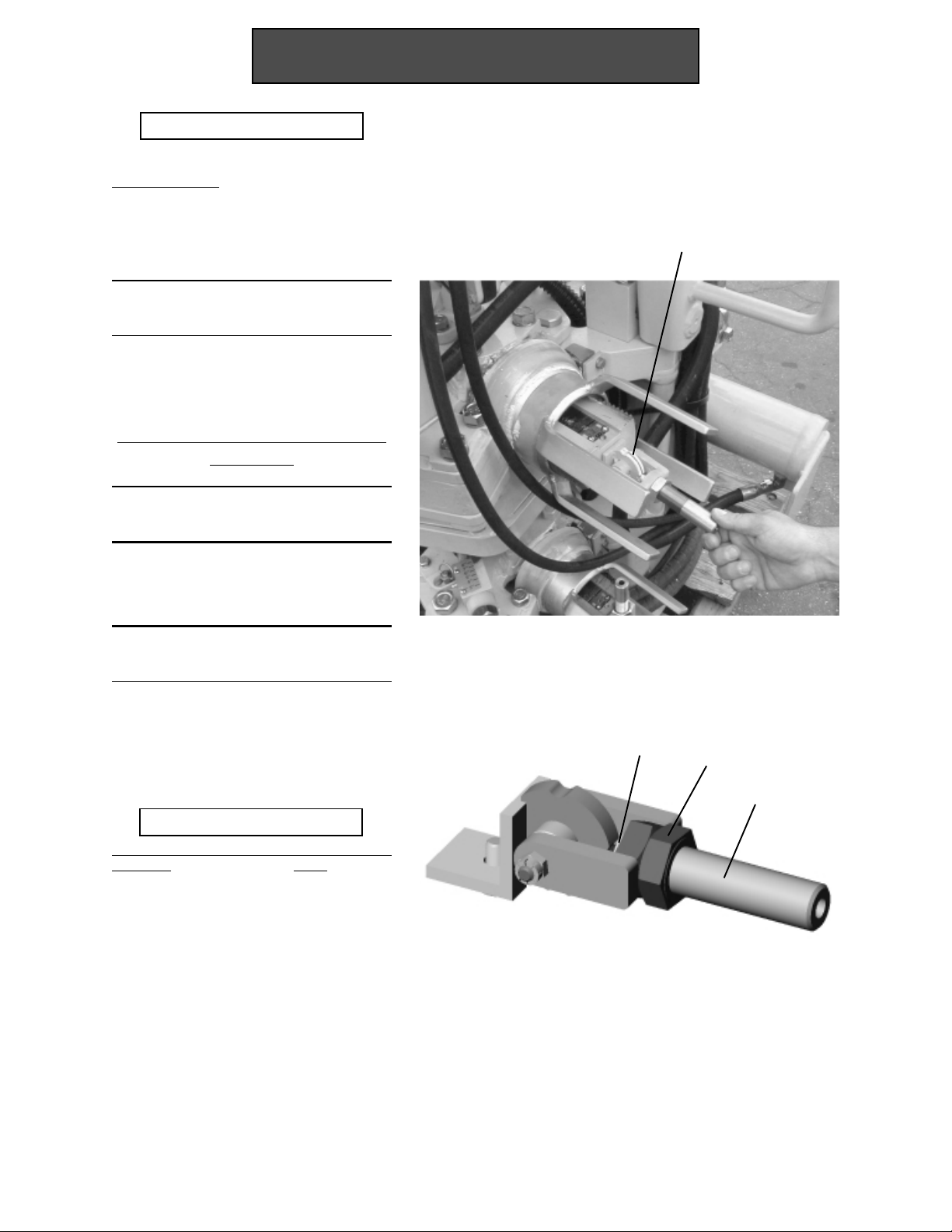
Adjust for Make Up
Adjusting the Wrenches
Tools Required
OD calipers, 1 1/2" wrench
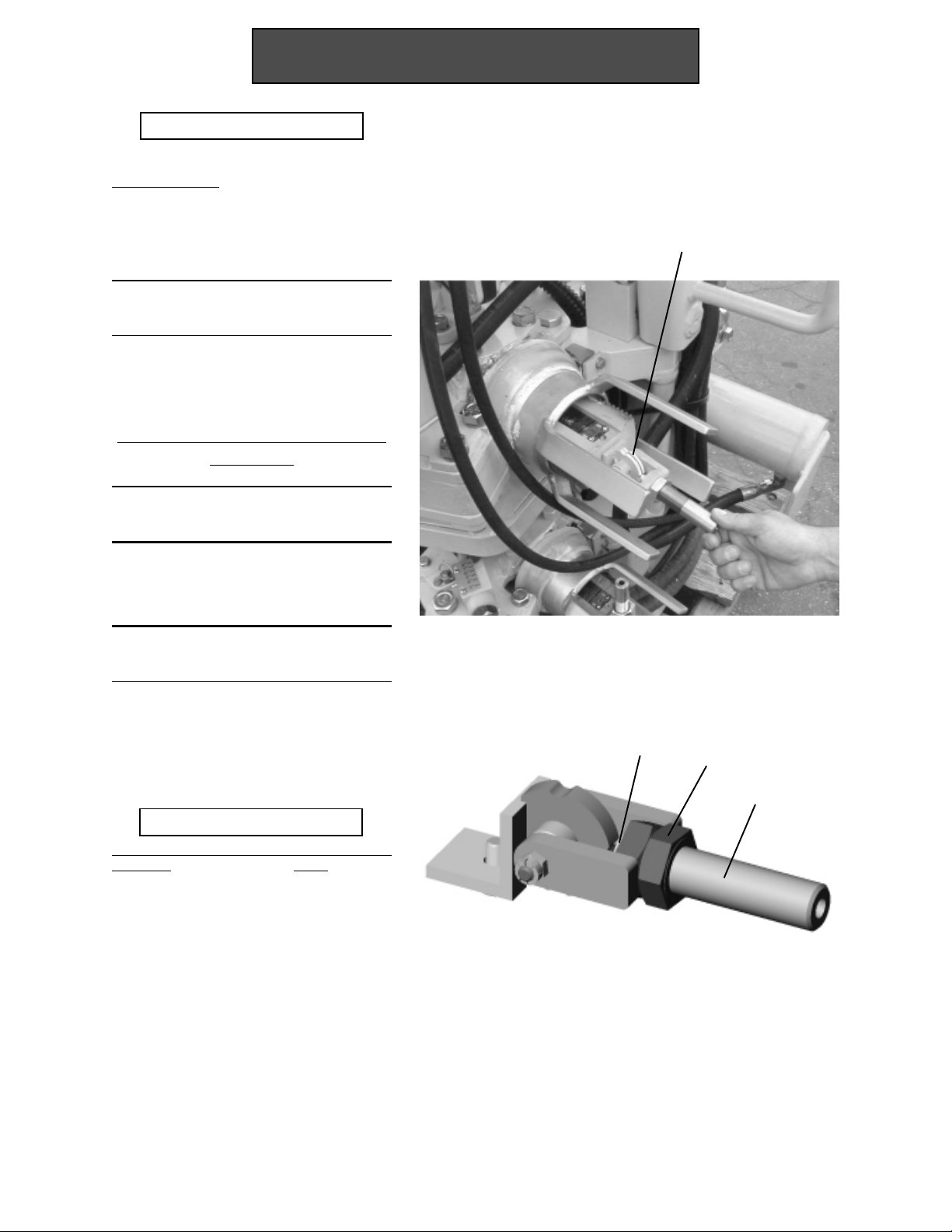
1. Make sure the nut lock (NL) is in
the unlocked position.
Adjusting the Nut Lock Detent Setting
(If Needed)
A. Loosen the jam nut (J) to allow
NL
some space for the arm to adjust.
B. Screw the arm (A) in or out to
adjust the stiffness of the
springloaded detent (SD).
C. Tighten the jam nut (J) to secure
the arm (A) from loosening.
Part Number
Part Name Part #
Adjust Nut Locking System 30280
SD
J
A
15Operation
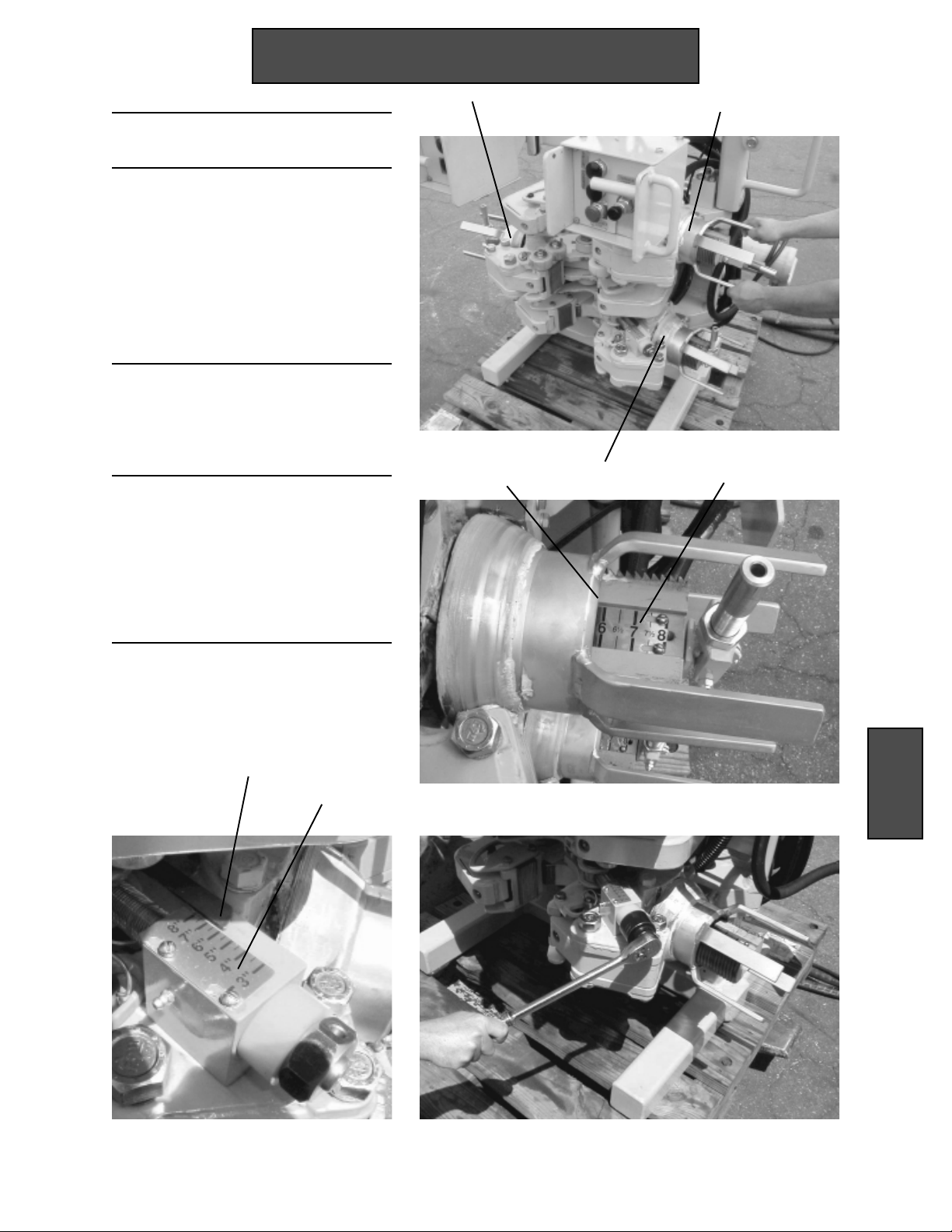
Adjust for Make Up
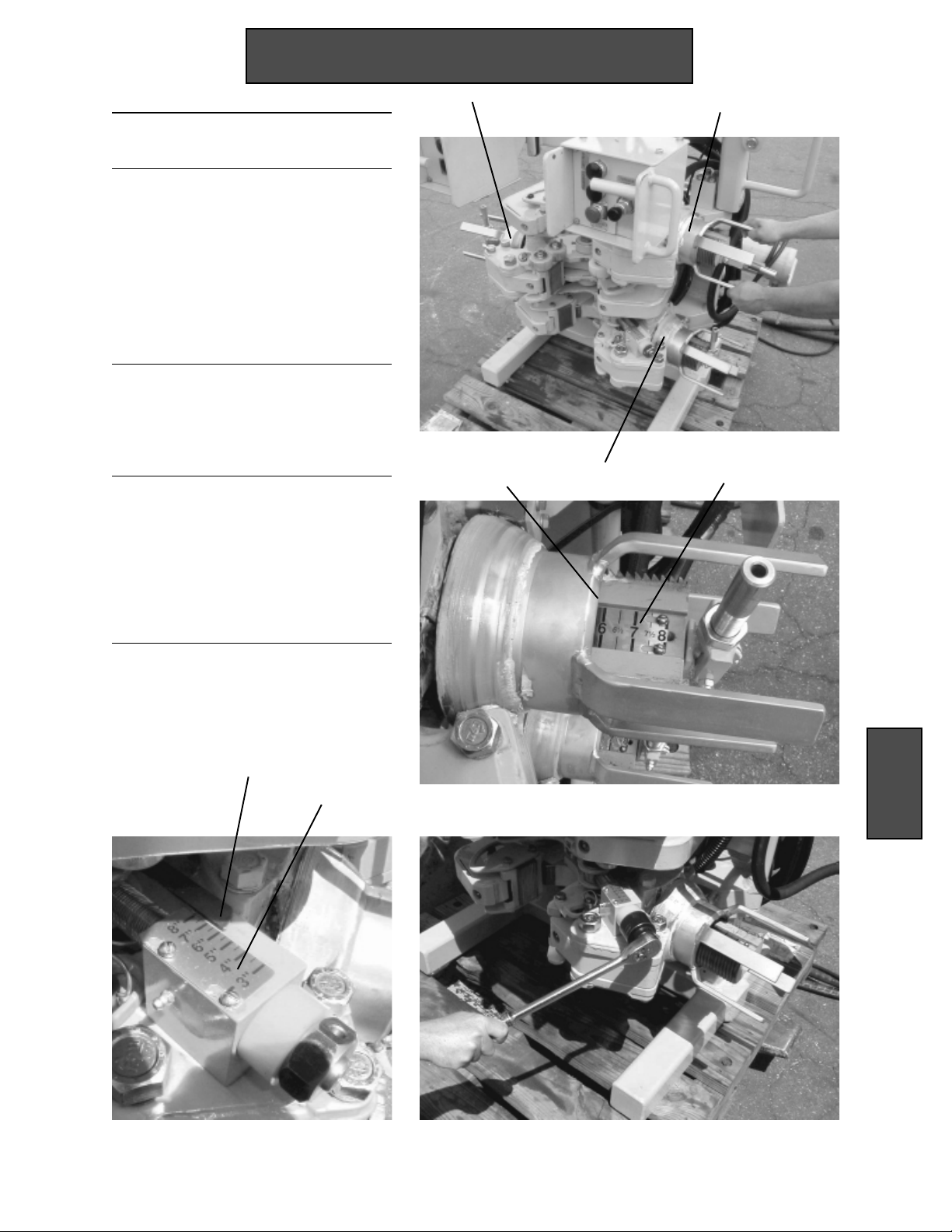
2. Measure the tool joint with OD
calipers.
3. Use the 1 1/2" wrench to adjust
the Pointer (P) on the Pipe stop
index (PI) to the OD tool joint
size. Its always better to adjust the
pointer 1/4" to 1/2" larger than
the measured diameter of the
tool joint.
4. For safety, adjust the Bottom
wrench nut (BN) 1" larger than
the Top wrench nut (TN) and
Middle wrench nut (MN).
5. Rotate the Top wrench nut (TN)
and the Middle wrench nut (MN)
to the OD tool joint size. Visually
MN
TN
BN
F
S
align the end face (F) of the
wrench nut with the scale (S) on
the wrench.
P
PI
Operation
Shown set for 6 " OD tool joint
Shown set for 6" OD tool joint
16Operation

Adjusting the Spinner
Tools Required
Adjust for Make Up
OD calipers
1. Measure the drill pipe tube with
OD calipers.
2. Tube Size Use
4 1/2"- 5 1/2" Front Holes (FH)
3 1/2"- 4" Middle Holes (MH)
2 7/8" Rear Holes (RH)
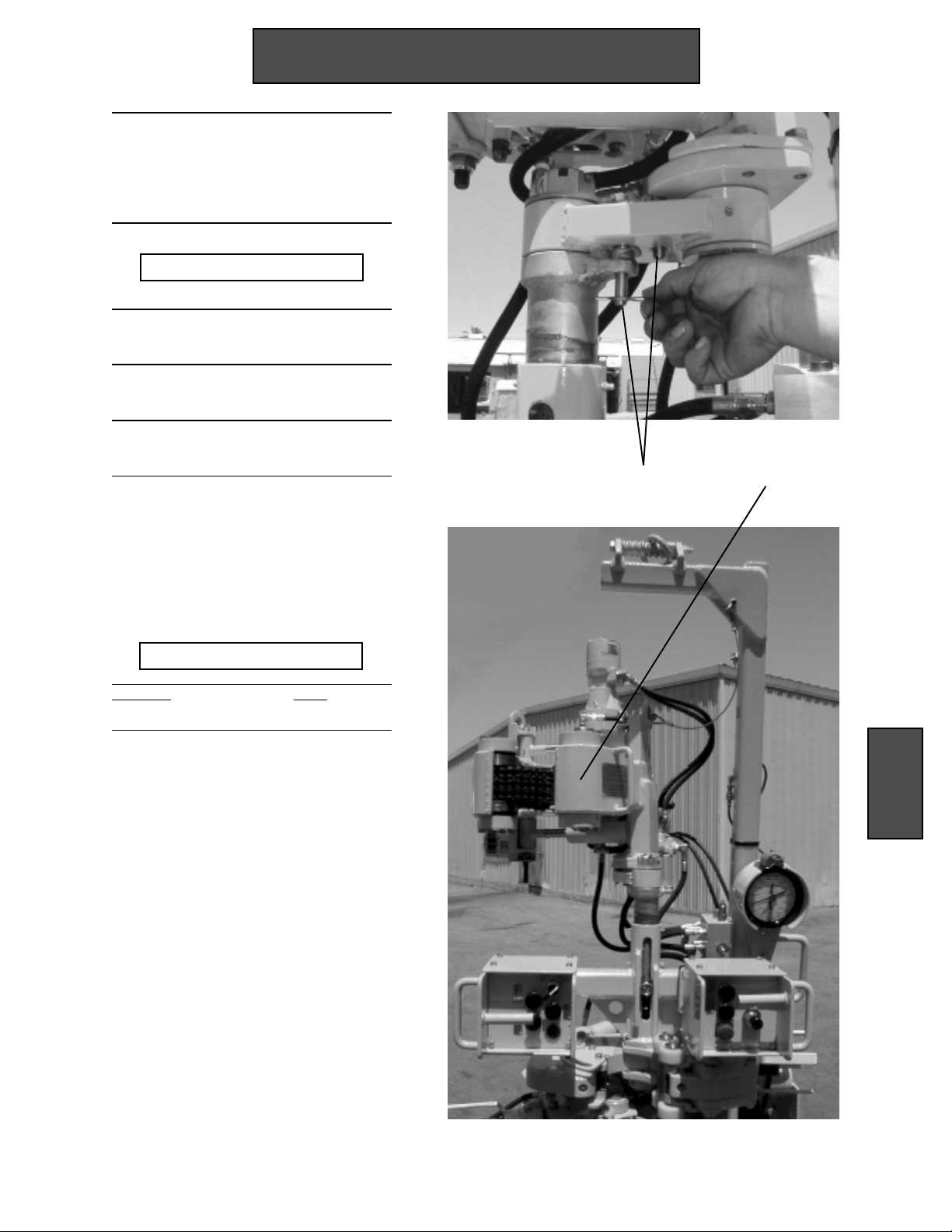
3. Remove the two quick release
pins (QR).
4. Slide the whole Drive unit (D)
forward or backward to the
appropriate holes.
5. Replace the quick release pins
(QR).
QR
D
Continued on next page.
BHMHFH
Operation17
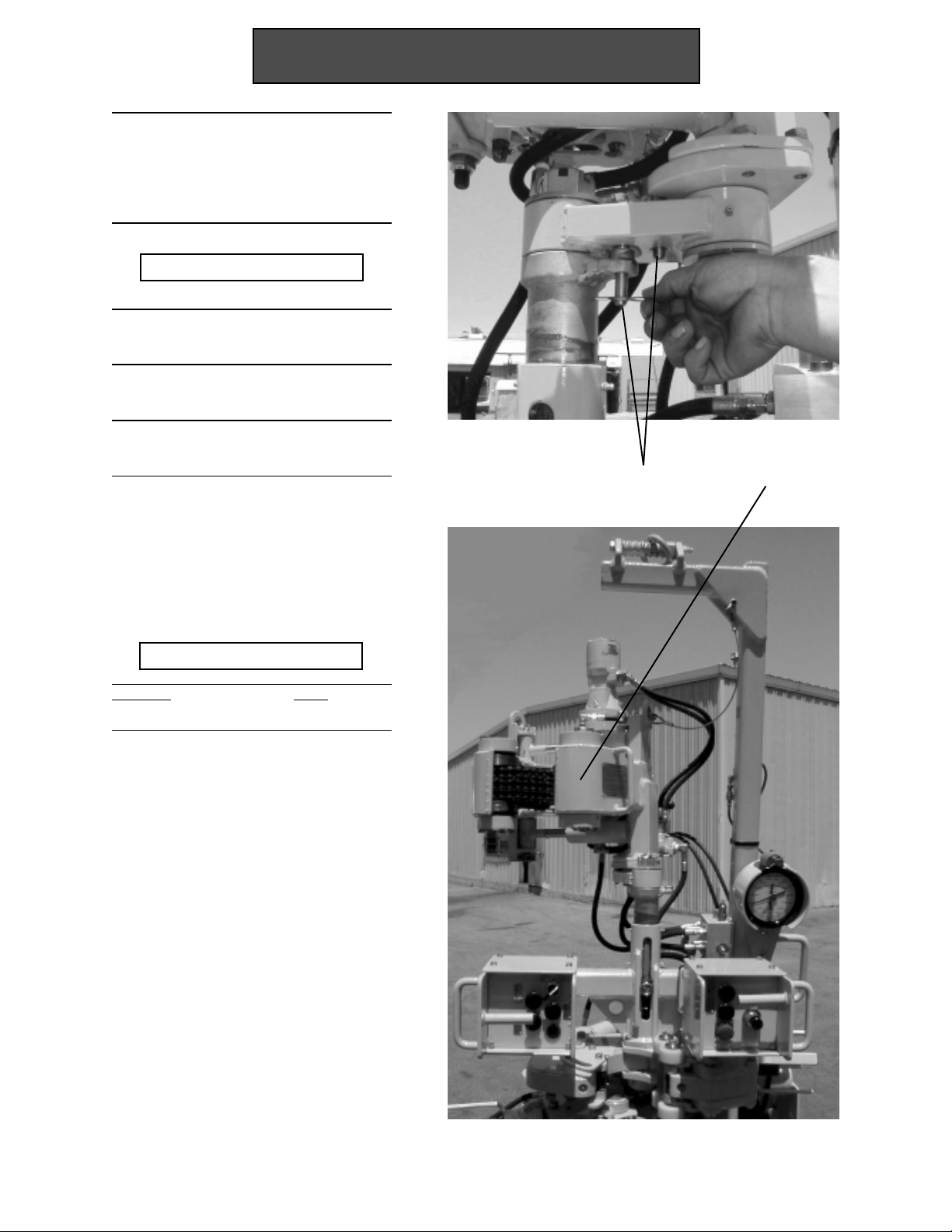
Adjust Spinner for Make Up (cont.)
6. Use the rotary table to spin drill
collars larger than 5 1/2" OD.
Place the HawkJaw spinner in
the rest position.
Rest Position
1. Remove the Spinner Arm Pins
(P).
2. Rotate the Spinner back to the
Pullback position (R).
3. Insert the Spinner Arm Pins (P)
with retainer clips.
Part Numbers
Part Name Part #
Quick Pin w/Retainer (P) 061-20093-ASY
P
R
18Operation

Shift Spinner for Make Up
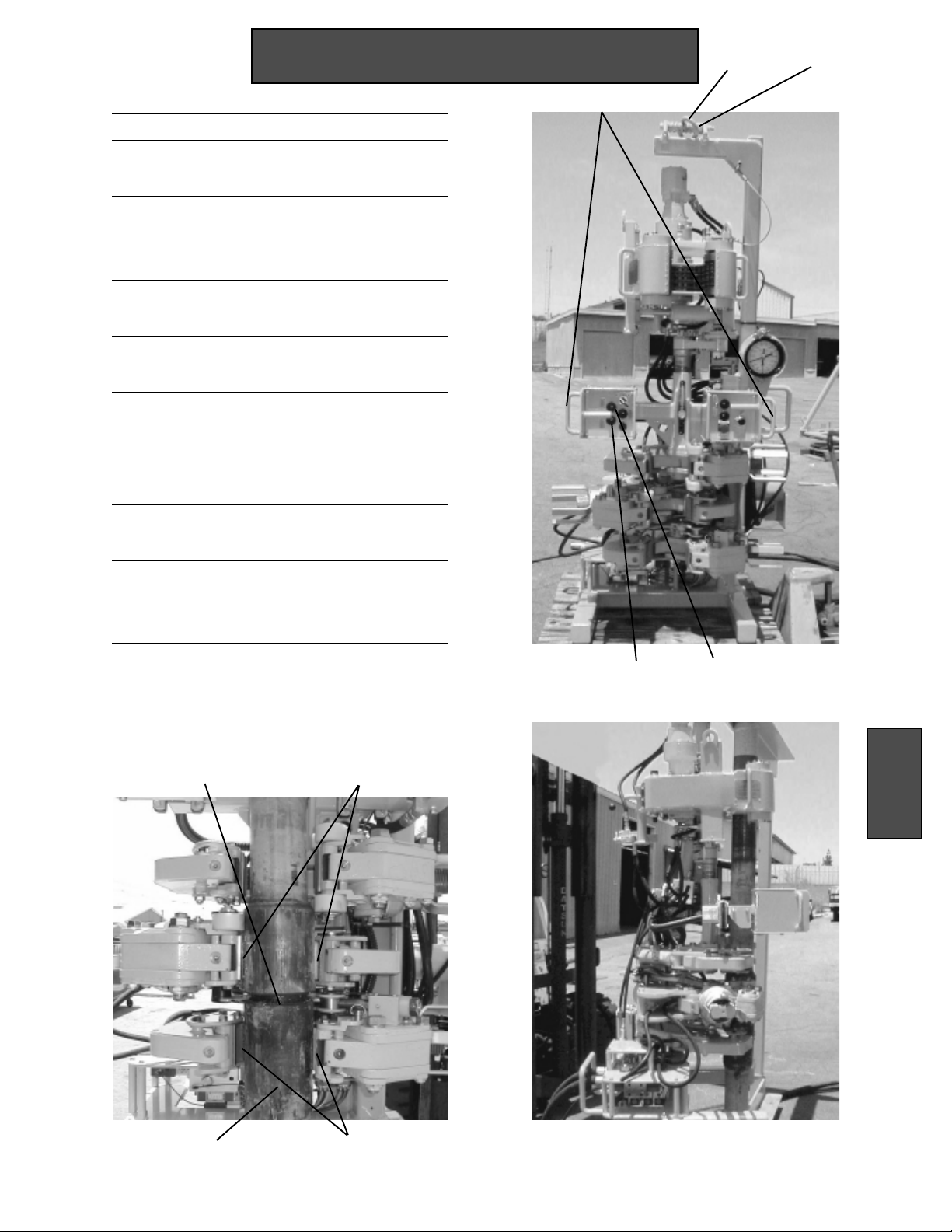
1 Shift spinner directional valve
(SDV) fully forward to the make
position as shown.
SDV
Operation19
Position for Make Up
1. Stab the drill stand.
2. Center the Suspension Ring (SR) on the
Lateral tilt screw (LTS).
3. If the HawkJaw rests on the rig floor, use
Raise (R) to raise the HawkJaw 1'- 2' ft.
off the rig floor.
4. If the HawkJaw is hooked back to the
derrick, unhook the HawkJaw.
5. Use the Control Handles (CH) to pull the
HawkJaw onto the drill pipe connection.
6. Use Raise (R) and Lower (L) to center the
Top wrench dies (TD) and the Middle
wrench dies (MD) between the shoulder
(S).
CH
SR
LTS
7. Keep the Middle wrench dies (MD) away
from the Hard banding (HB).
8. Keep the Top wrench dies (TD) and the
Middle wrench dies (MD) away from the
shoulder (S).
Continued on next page.
S
TD
RL
Operation
MDHB
20Operation
Position for Make Up (cont.)
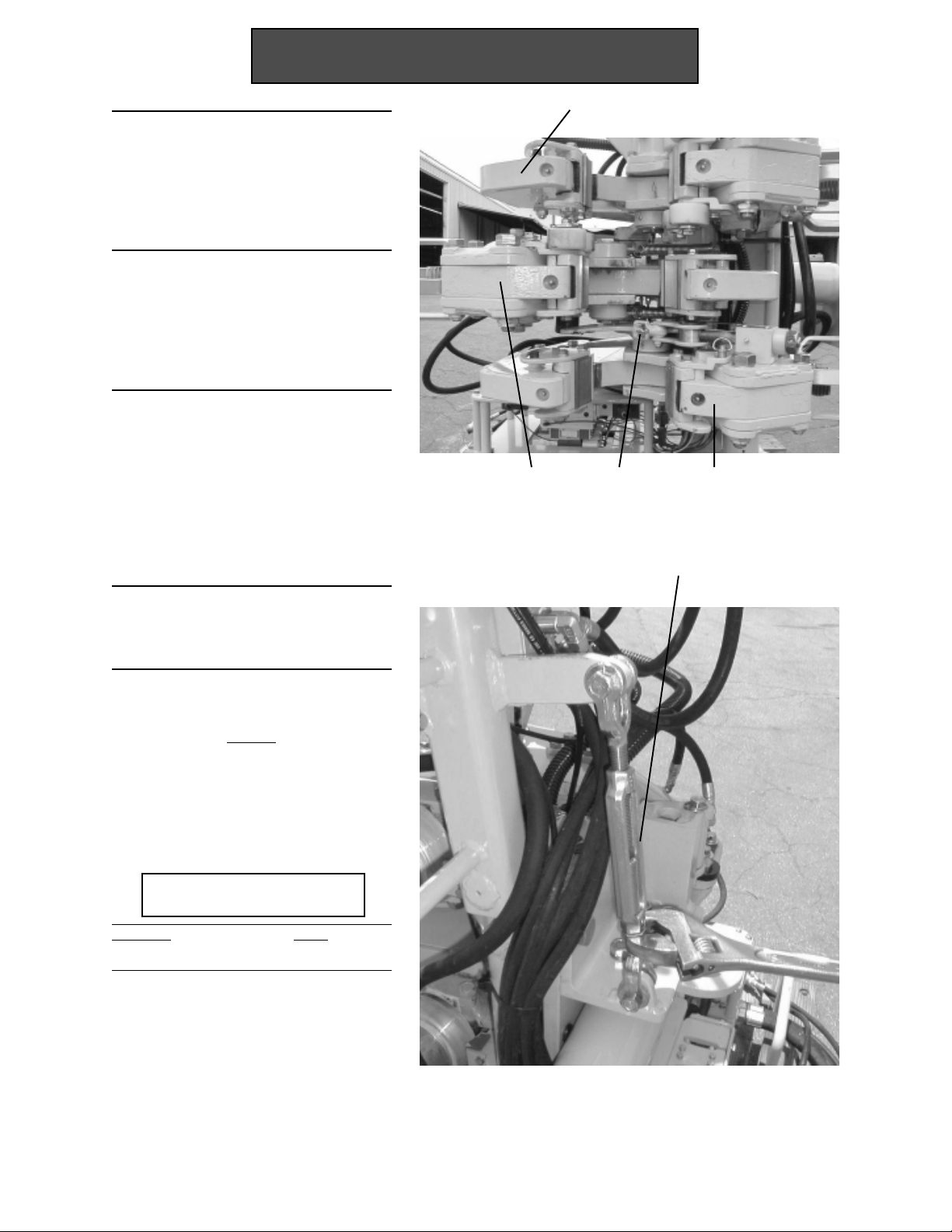
9. Check that the HawkJaw To p
wrench (TW), Middle wrench
(MW) and Bottom wrench (BW)
hang straight and level when the
drill pipe is against the pipe stop.
10. If the HawkJaw wrenches (TW,
MW, BW) hang tilted forward or
backward, use the crescent wrench
to adjust the Turnbuckle
(TB).
11. If the HawkJaw wrenches (TW,
MW, BW) hang sloped to the
right or to the left, use the Control
Handles (CH) to back the
MW
TW
PS BW
HawkJaw off the pipe. Use Lower
(L) to lower the HawkJaw to the
rig floor. Repeat Step 2.
12. Make sure the Pipe stop (PS) is
against the drill pipe
connection.
NOTE
The HawkJaw performs best when it
hangs aligned with pipe.
Part Numbers
Part Name Part #
Turnbuckle (TB) 061-3022T55
TB
Operation21
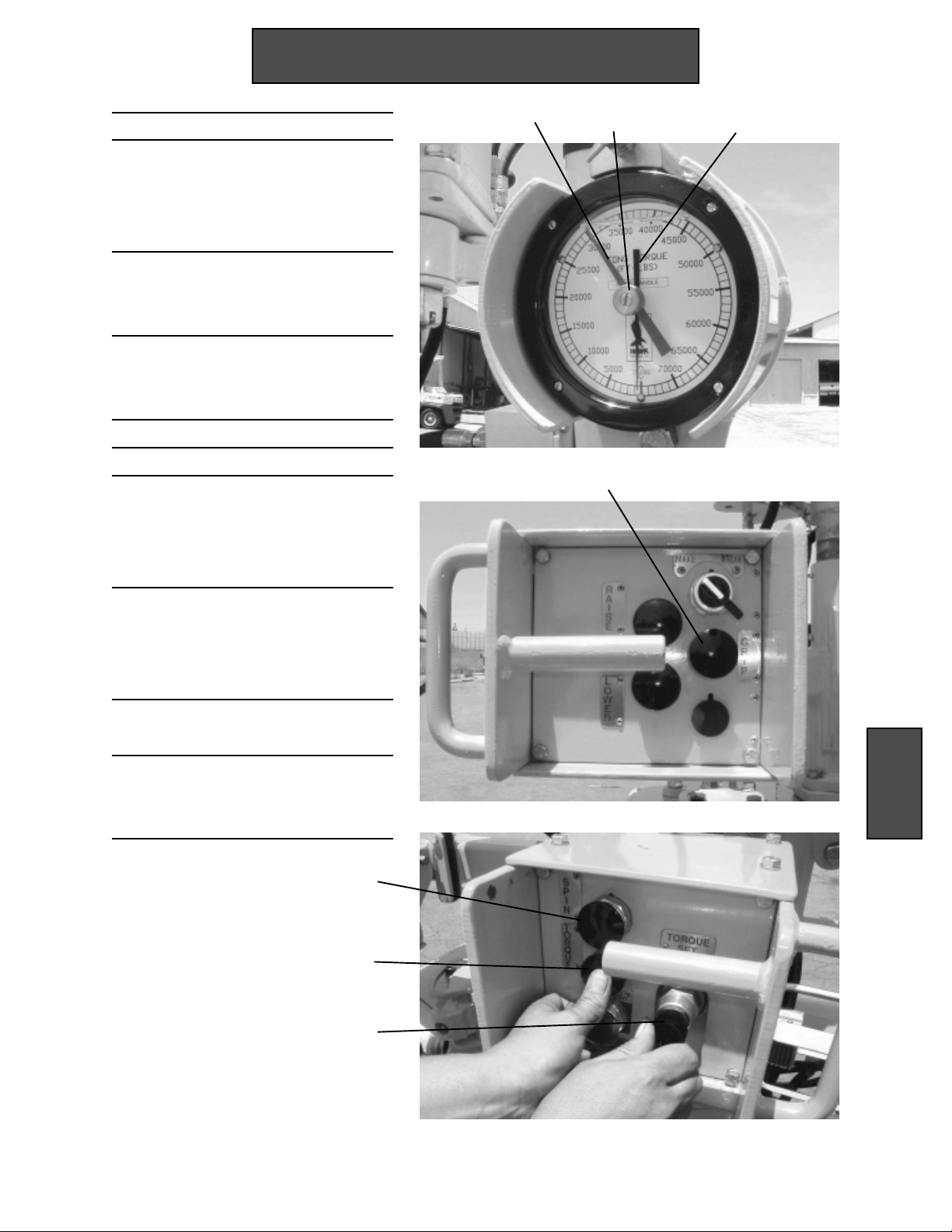
Setting Make Up Torque
1. Follow the steps on pages 14-21.
2. Use the Red needle adjust (RNA)
to rotate the Torque gauge red
needle (RN) to the desired
torque.
3. Rotate the Torque Set knob (K)
counter- clockwise as far as the
Torque Set knob (K) will turn.
4. Press and hold Spin (S) until the
stand rotates down to the
shoulder.
5. Release Spin (S).
6. Push in the wrench Grip (G).
7. Press and hold Torque (T). While
holding down Torque (T), rotate
the Torque Set knob (K) clock-
wise.
RNARN
Shown set for 30,000 ft. lbs.
G
TN
8. When the Torque gauge needle
(TN) reaches the desired torque,
stop rotating the Torque Set knob
(K).
9. Release Torque (T). Immediately
release the wrench Grip (G).
10. The Hawkjaw torque is now set
and can now be removed from the
pipe.
S
T
K
Operation
22Operation
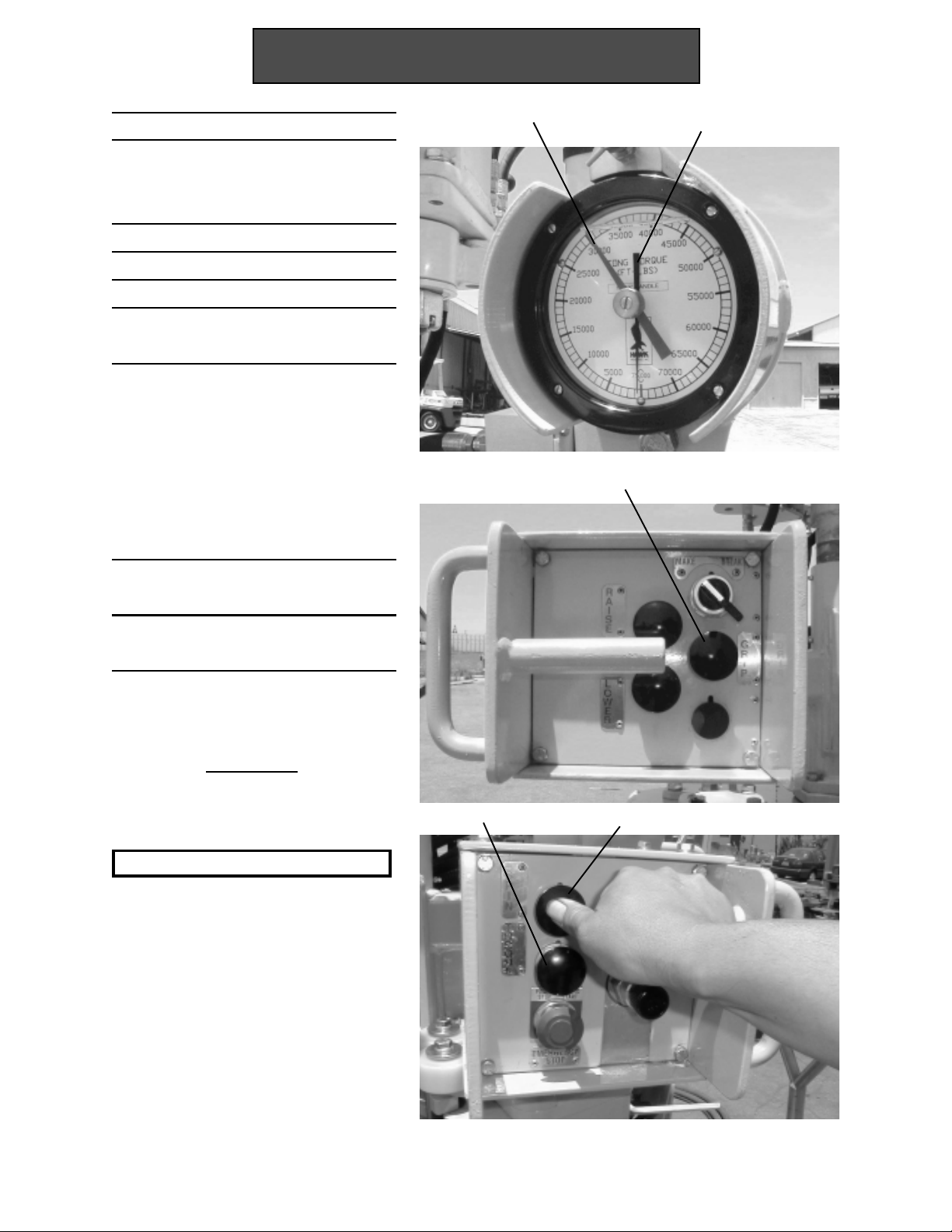
Make Up
1. Follow the steps on pages 14-21.
2. Press and hold Spin (S) until the
stand rotates down to the
shoulder.
3. Release Spin (S).
4. Push in the wrench Grip (G).
5. Push and hold down Torque (T).
6. Watch the Torque gauge needle
(TN).
7. When the Torque gauge needle
rises above and settles at the
desired torque (this rising above
is a normal hydraulic adjustment),
release Torque (T). Immediately
release the Middle wrench Grip
(MG).
8. Release Torque (T). Immediately
RN
Shown set for 30,000 ft. lbs.
G
TN
release the wrench Grip (G).
9. The Hawkjaw can now be re-
moved from the pipe.
WARNING
Make sure the Torque gauge
needle settles at the desired torque.
LOW TORQUE WARNING SYSTEM
If the Torque cylinder strokes out
before the desired torque is reached,
the Torque gauge needle (TN) will
fall off almost to zero. If this
happens, release Torque (T).
Immediately release the Middle
wrench Grip (MG). Wait for the
Torque cylinder to reset. Push and
hold the Middle wrench Grip (MG).
Repeat Steps 6-10.
T
S
Operation23
Adjust for Break Out
Adjusting the Wrenches
Tools Required
OD calipers, 1 1/2" wrench
1. Make sure the nut lock (NL) is in
the unlocked position.
Adjusting the Nut Lock Detent Setting
(If Needed)
A. Loosen the jam nut (J) to allow
NL
some space for the arm to adjust.
B. Screw the arm (A) in or out to
adjust the stiffness of the
springloaded detent (SD).
C. Tighten the jam nut (J) to secure
the arm (A) from loosening.
Part Number
Part Name Part #
Adjust Nut Locking System 30280
SD
J
A
24 Operation
Adjust for Break Out
2. Measure the tool joint with OD
calipers.
3. Use the 1 1/2" wrench to adjust
the Pointer (P) on the Pipe stop
index (PI) to the OD tool joint
size. Its always better to adjust the
pointer 1/4" to 1/2" larger than
the measured diameter of the
tool joint.
4. For safety, adjust the Bottom
wrench nut (BN) 1" larger than
the Top wrench nut (TN) and
Middle wrench nut (MN).
5. Rotate the Top wrench nut (TN)
and the Middle wrench nut (MN)
to the OD tool joint size. Visually
MN
TN
BN
F
S
align the end face (F) of the
wrench nut with the scale (S) on
the wrench.
P
PI
Operation
Shown set for 6 " OD tool joint
Shown set for 6" OD tool joint
25Operation

Adjusting the Spinner
Tools Required
Adjust for Break Out
OD calipers
1. Measure the drill pipe tube with
OD calipers.
2. Tube Size Use
4 1/2"- 5 1/2" Front Holes (FH)
3 1/2"- 4" Middle Holes (MH)
2 7/8" Rear Holes (RH)
3. Remove the two quick release
pins (QR).
4. Slide the whole Drive unit (D)
forward or backward to the
appropriate holes.
5. Replace the quick release pins
(QR).
QR
D
Continued on next page.
BHMHFH
Operation26
Adjust Spinner for Break Out (cont.)
6. Use the rotary table to spin drill
collars larger than 5 1/2" OD.
Place the HawkJaw spinner in
the rest position.
Rest Position
1. Remove the Spinner Arm Pins
(P).
2. Rotate the Spinner back to the
Pullback position (R).
3. Insert the Spinner Arm Pins (P)
with retainer clips.
Part Numbers
Part Name Part #
Quick Pin w/Retainer (P) 061-20093-ASY
P
R
Operation
27Operation

Shift Spinner for Break Out
1 Shift spinner directional valve
(SDV) fully rearward to the break
position as shown.
SDV
Operation28
Position for Break Out
1. Stab the drill stand.
2. Center the Suspension Ring (SR) on the
Lateral tilt screw (LTS).
3. If the HawkJaw rests on the rig floor, use
Raise (R) to raise the HawkJaw 1'- 2' ft.
off the rig floor.
4. If the HawkJaw is hooked back to the
derrick, unhook the HawkJaw.
5. Use the Control Handles (CH) to pull the
HawkJaw onto the drill pipe connection.
6. Use Raise (R) and Lower (L) to center the
Middle wrench dies (MD) and the Bottom
wrench dies (BD) between the shoulder
(S).
CH
SR
LTS
7. Keep the Bottom wrench dies (BD) away
from the Hard banding (HB).
8. Keep the Middle wrench dies (MD) and
the Bottom wrench dies (BD) away from
the shoulder (S).
Continued on next page.
S
MD
RL
Operation
BDHB
29Operation
Position for Break Out (cont.)
9. Check that the HawkJaw To p
wrench (TW), Middle wrench
(MW) and Bottom wrench (BW)
hang straight and level when the
drill pipe is against the pipe stop.
10. If the HawkJaw wrenches (TW,
MW, BW) hang tilted forward or
backward, use the crescent wrench
to adjust the Turnbuckle
(TB).
11. If the HawkJaw wrenches (TW,
MW, BW) hang sloped to the
right or to the left, use the Control
Handles (CH) to back the
MW
TW
PS BW
HawkJaw off the pipe. Use Lower
(L) to lower the HawkJaw to the
rig floor. Repeat Step 2.
12. Make sure the Pipe stop (PS) is
against the drill pipe
connection.
NOTE
The HawkJaw performs best when it
hangs aligned with pipe.
Part Numbers
Part Name Part #
Turnbuckle (TB) 061-3022T55
TB
Operation30
 Loading...
Loading...