

Page 1
Page 2
Table of Contents
Safety ......................................................... 2
Setup .......................................................... 5
SAFETY SERVICEOPERATION TECHNIQUESSETUP
Specications ............................................. 5
Operation ................................................... 10
Techniques ................................................ 12
This is the safety alert symbol. It is used to alert you to potential personal injury hazards.
Maintenance .............................................. 13
Troubleshooting ......................................... 14
Parts List and Diagrams ............................ 18
Warranty .................................................... 22
WARNING SYMBOLS AND DEFINITIONS
Obey all safety messages that follow this symbol to avoid possible injury or death.
Indicates a hazardous situation which, if not avoided,
will result in death or serious injury.
Indicates a hazardous situation which, if not avoided,
could result in death or serious injury.
Indicates a hazardous situation which, if not avoided,
could result in minor or moderate injury.
Addresses practices not related to personal injury.
IMPORTANT SAFETY INSTRUCTIONS
General Tool Safety Warnings
Read all safety warnings and instructions.
Failure to follow the warnings and instructions may result in electric shock, re and/or serious injury.
Save all warnings and instructions for future reference.
1. Maintain labels and nameplates on the tool.
These carry important information.
If unreadable or missing, contact
Harbor Freight Tools for a replacement.
2. Maintain a safe working environment.
Keep the work area well lit. Make sure
there is adequate surrounding workspace.
Keep the work area free of obstructions, grease,
oil, trash, and other debris. Do not use in areas
near ammable chemicals, dusts, and vapors.
Do not use in a damp or wet location.
3. Avoid unintentional starting. Make sure
switch is in off position before plugging in.
Make sure you are prepared to begin
work before turning on the tool.
4. Never leave the tool unattended when
it is plugged into an electrical outlet.
Turn off the tool, and unplug it from its electrical
outlet before leaving. Unplug the tool from
its electrical outlet before performing
any inspection, maintenance, or cleaning
procedures, including changing accessories.
5. Prevent eye injury and burns. Wearing personal
protective equipment reduces the risk for injury.
• Wear an ANSI-approved welding helmet featuring
at least a number 10 shade lens rating.
• Leather leggings, re resistant shoes or
boots should be worn when using this
product. Do not wear pants with cuffs, shirts
with open pockets, or any clothing that can
catch and hold molten metal or sparks.
• Keep clothing free of grease, oil, solvents,
or any ammable substances. Wear dry,
insulating gloves and protective clothing.
Page 2 For technical questions, please call 1-800-444-3353. SKU 95136
Page 3

General Tool Safety Warnings (cont.)
• Wear an approved head covering to protect
the head and neck. Use aprons, cape, sleeves,
shoulder covers, and bibs designed and
approved for welding and cutting procedures.
• When welding/cutting overhead or in conned
spaces, wear ame resistant ear plugs or
ear muffs to keep sparks out of ears.
8. Prevent accidental res. Remove any
combustible material from the work area.
• When possible, move the work to a location well
away from combustible materials. If relocation
is not possible, protect the combustibles with
a cover made of re resistant material.
• Remove or make safe all combustible
materials for a radius of 35 feet (10 meters)
around the work area. Use a re resistant
material to cover or block all open doorways,
windows, cracks, and other openings.
• Enclose the work area with portable re
resistant screens. Protect combustible
walls, ceilings, oors, etc., from sparks
and heat with re resistant covers.
• If working on a metal wall, ceiling, etc.,
prevent ignition of combustibles on the other
side by moving the combustibles to a safe
location. If relocation of combustibles is not
possible, designate someone to serve as a
re watch, equipped with a re extinguisher,
during the cutting process and for at least
one half hour after the cutting is completed.
• Do not weld or cut on materials having a
combustible coating or combustible internal
structure, as in walls or ceilings, without an
approved method for eliminating the hazard.
• Do not dispose of hot slag in containers
holding combustible materials. Keep a re
extinguisher nearby and know how to use it.
• After welding or cutting, make a thorough
examination for evidence of re. Be aware
that easily visible smoke or ame may not
be present for some time after the re has
started. Do not weld or cut in atmospheres
containing dangerously reactive or ammable
gases, vapors, liquids, and dust.
• Provide adequate ventilation in work areas
to prevent accumulation of ammable gases,
vapors, and dust. Do not apply heat to a
container that has held an unknown substance
or a combustible material whose contents, when
heated, can produce ammable or explosive
vapors. Clean and purge containers before
applying heat. Vent closed containers, including
castings, before preheating, welding, or cutting.
• Only use compressed air to operate
the Plasma Welder/Cutter. Never use
other compressed gases. Don’t exceed
maximum PSI for this product as stated
on the specication table on page 6.
9. INHALATION HAZARD:
Welding and Cutting Produce
TOXIC FUMES.
Exposure to welding or cutting
exhaust fumes can increase
the risk of developing certain cancers,
such as cancer of the larynx and lung cancer.
Also, some diseases that may be linked to
exposure to welding or cutting exhaust fumes are:
• Early onset of Parkinson’s Disease
• Heart disease • Ulcers
• Damage to the reproductive organs
• Inammation of the small intestine or
stomach • Kidney damage
• Respiratory diseases such as
emphysema, bronchitis, or pneumonia
Use natural or forced air ventilation
and wear a respirator approved by
NIOSH to protect against the fumes
produced to reduce the risk of
developing the above illnesses.
10. Avoid overexposure to fumes and gases.
Always keep your head out of the fumes.
Do not breathe the fumes. Use enough ventilation
or exhaust, or both, to keep fumes and gases
from your breathing zone and general area.
• Where ventilation is questionable, have a
qualied technician take an air sampling to
determine the need for corrective measures.
Use mechanical ventilation to improve
air quality. If engineering controls are not
feasible, use an approved respirator.
• Work in a conned area only if it is well ventilated,
or while wearing an air-supplied respirator.
• Follow OSHA guidelines for
Permissible Exposure Limits (PEL’s)
for various fumes and gases.
• Follow the American Conference of
Governmental Industrial Hygienists
recommendations for Threshold Limit
Values (TLV’s) for fumes and gases.
• Have a recognized specialist in Industrial
Hygiene or Environmental Services
check the operation and air quality
and make recommendations for the
specic welding or cutting situation.
11. Keep hoses away from welding/cutting area.
Examine all hoses and cables for cuts, burns, or
worn areas before each use. If any damaged areas
are found, replace the hoses or cables immediately.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
Page 3For technical questions, please call 1-800-444-3353.SKU 95136
Page 4
General Tool Safety Warnings (cont.)
12. Proper cylinder care. Secure cylinders to a
cart, wall, or post, to prevent them from falling.
SAFETY SERVICEOPERATION TECHNIQUESSETUP
All cylinders should be used and stored in an
upright position. Never drop or strike a cylinder.
Do not use cylinders that have been dented.
Cylinder caps should be used when moving or
storing cylinders. Empty cylinders should be kept
in specied areas and clearly marked “empty.”
13. Never use oil or grease on any inlet connector,
outlet connector, or cylinder valves.
14. Use only supplied Torch on this Inverter
Air Plasma Cutter. Using components
from other systems may cause personal
injury and damage components within.
15. This product, when used for cutting and
similar applications, contains or produces
a chemical known to the State of California
to cause cancer and birth defects (or other
reproductive harm). (California Health
& Safety Code § 25249.5, et seq.)
16. People with pacemakers should consult
their physician(s) before using this product.
Electromagnetic elds in close proximity to
a heart pacemaker could cause interference
to, or failure of the pacemaker.
17. USE PROPER EXTENSION CORD. Make sure
your extension cord is in good condition. When
using an extension cord, be sure to use one heavy
enough to carry the current your product will draw.
An undersized cord will cause a drop in line
voltage resulting in loss of power and overheating.
A 50 foot extension cord must be at least
12 gauge in diameter, and an 100 foot extension
cord must be at least 10 gauge in diameter.
If in doubt, use the next heavier gauge. The
smaller the gauge number, the heavier the cord.
18. This product requires a 3-prong, 240 V~,
twist-lock plug (not included). This plug must
be installed by a qualied electrician.
19. KEEP CHILDREN AWAY. All visitors should
be kept safe distance from work area.
20. MAKE WORKSHOP KID PROOF with padlocks,
master switches, or by removing starter keys.
21. USE RIGHT TOOL. Don’t force tool or attachment
to do a job for which it was not designed.
22. SECURE WORK. Use clamps or a vise to
hold work. It’s safer than using your hand
and it frees both hands to operate tool.
23. MAINTAIN TOOLS WITH CARE.
Keep tools clean for best and safest performance.
Follow instructions for changing accessories.
Symbology
24. Inspect before every use;
do not use if parts loose or damaged.
Double Insulated
Canadian Standards Association
Underwriters Laboratories, Inc.
V~
A
n0 xxxx/min. No Load Revolutions per Minute (RPM)
Volts Alternating Current
Amperes
Page 4 For technical questions, please call 1-800-444-3353. SKU 95136
Page 5

Specications
Rated Input 240V~, 50/60Hz, 19.2A
60%
@
40 A
Rated Duty Cycle
Air Requirements 3.5 CFM @ 60-80 PSI
Power Switch Rocker Type
Weight 49.6 lb.
Cutting Current 15-40 A
Cutting Thickness 1/2″ Mild Steel Maximum
Arc Striking System Pilot Arc
Unit Size 20″ L x 8-1/8″ W x 14-3/8″ H
Air Inlet 1/4″ - 18 NPT
Duty Cycle
Duty Cycle is the equipment specication which denes the number of minutes
within a 10 minute period that a piece of equipment can safely operate.
This plasma cutter has a 60% duty cycle at 40 Amps, which means that it may be used only
6 minutes at 40 Amps out of any 10 minute period, and must be rested the remaining 4 minutes.
80%
100%
@
@
34.6 A
31 A
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
CAUTION: Failure to observe the duty cycle limitations of this Plasma Cutter
can easily damage this equipment, and will void the warranty.
Page 5For technical questions, please call 1-800-444-3353.SKU 95136
Page 6
Setup
Read the ENTIRE IMPORTANT SAFETY INFORMATION section at the beginning of this
SAFETY SERVICEOPERATION TECHNIQUESSETUP
Note: For additional information regarding the parts listed in the following pages,
refer to the Assembly Diagram near the end of this manual.
Note: This air tool may be shipped with a protective plug covering the air inlet. Remove this plug before set up.
manual including all text under subheadings therein before set up or use of this product.
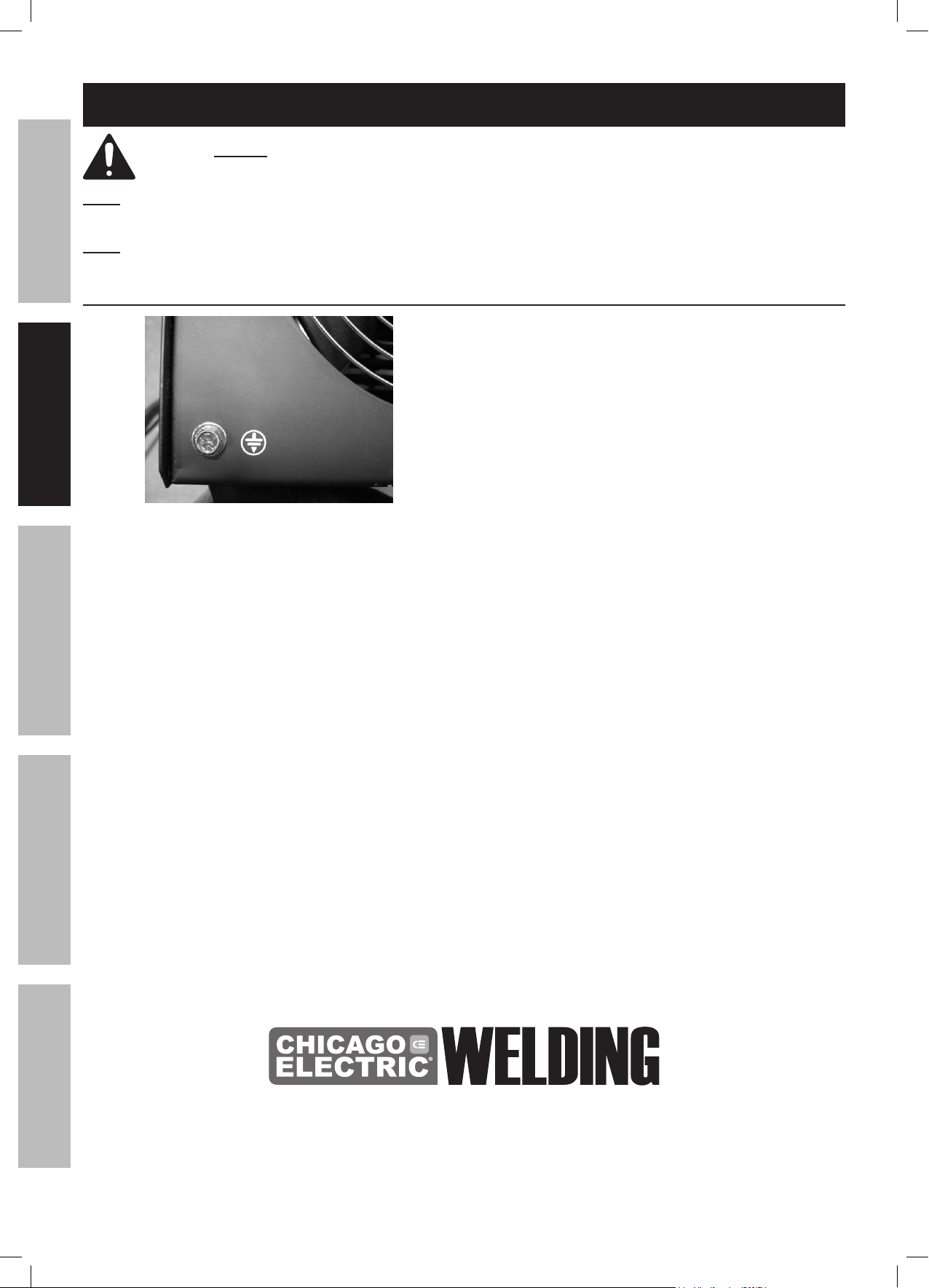
Grounding
1. Attach a ground wire of at least 14 Ga.
thickness (not supplied) to the screw on the
lower left of the back of the tool case.
2. Connect the other end of the wire to an
appropriate ground, such as a steel workbench,
steel building member or grounding stake.
Page 6 For technical questions, please call 1-800-444-3353. SKU 95136
Page 7
Air Supply
TO PREVENT SERIOUS INJURY FROM EXPLOSION:
Use only clean, dry, regulated, compressed air with this tool.
Do not use oxygen, acetylene, carbon dioxide, combustible gases,
or any other bottled gas as a power source for this tool.
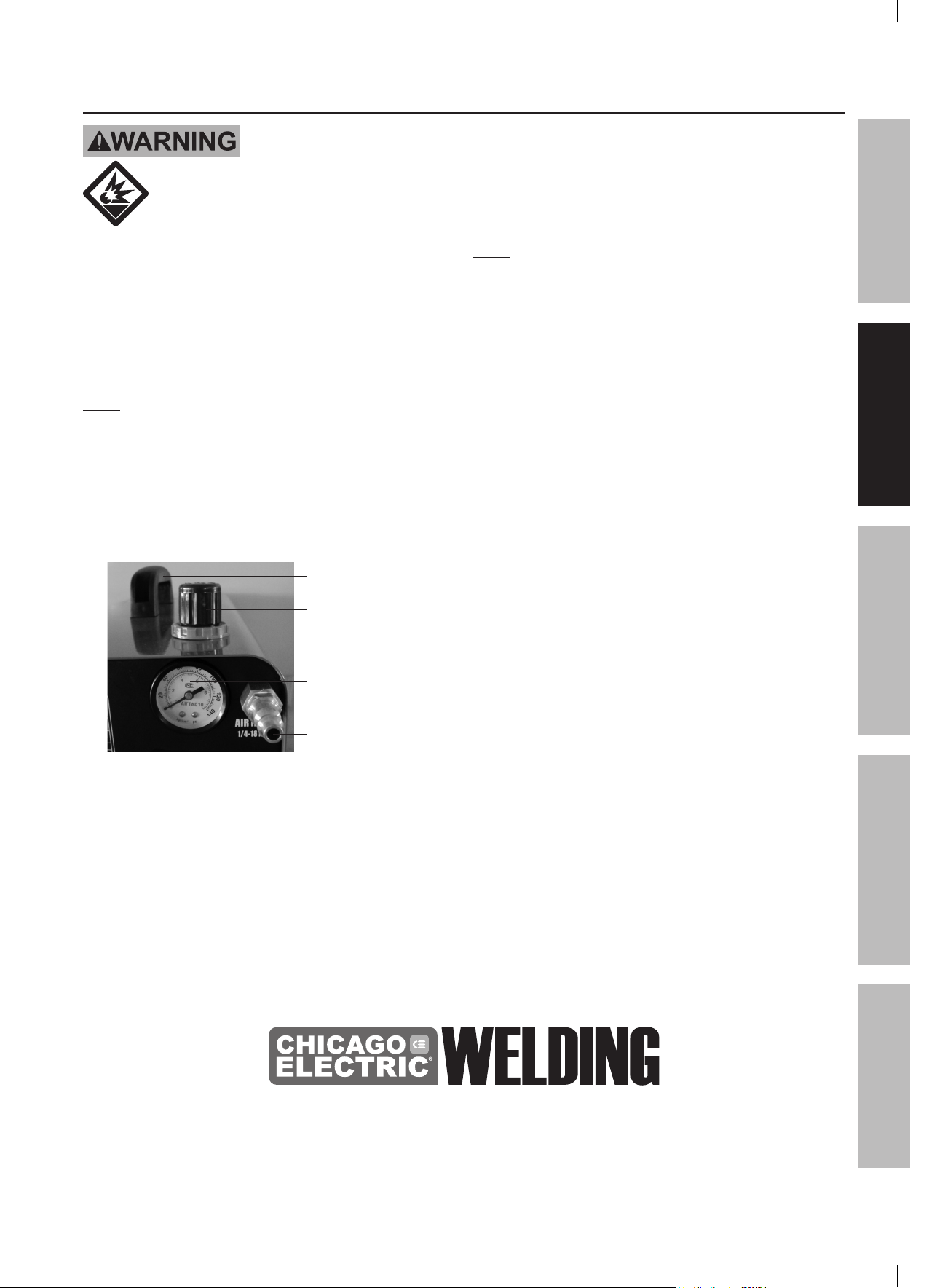
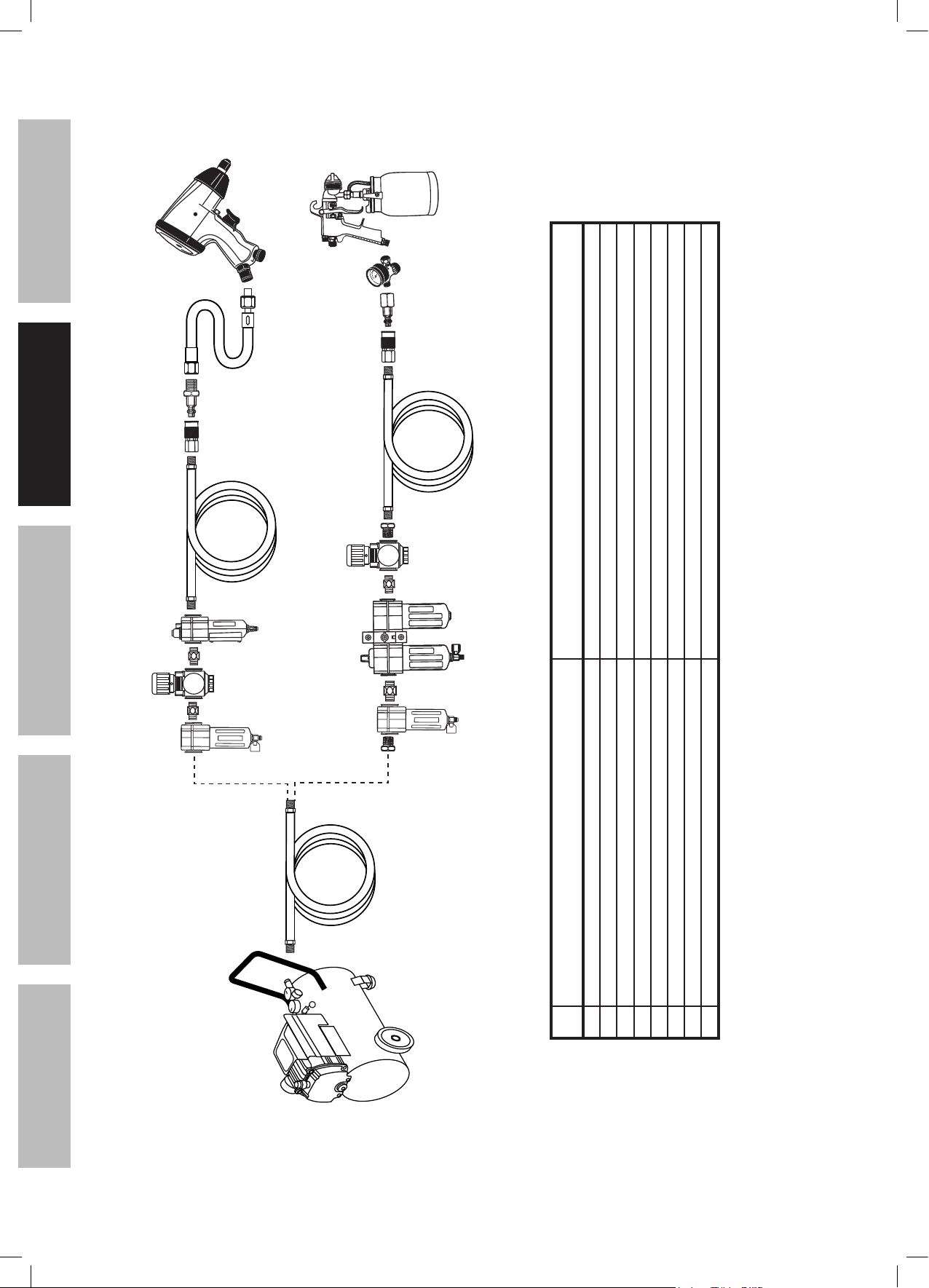
1. Incorporate a lter, regulator with pressure gauge,
dryer, in-line shutoff valve, and quick coupler for
best service, as shown on Figure A on page 8
and Figure B on page 9. An in-line shutoff
ball valve is an important safety device because
it controls the air supply even if the air hose
is ruptured. The shutoff valve should be a
ball valve because it can be closed quickly.
Note: An oiler system should not be used with
this tool. The oil will mix with the material
being propelled, causing poor results.
2. Attach an air hose to the compressor’s air outlet.
Connect the air hose to the air inlet on the back
of the Plasma Cutter. Other components, such
as a coupler plug and quick coupler, will make
operation more efcient, but are not required.
Handle
Air pressure
regulator knob
Note: Air ow, and therefore tool performance, can
be hindered by undersized air supply components.
The air hose must be long enough to reach
the work area with enough extra length to
allow free movement while working.
3. Turn the tool’s switch to the off position; refer to
Operation section for description of controls.
4. Close the in-line shutoff valve between
the compressor and the tool.
5. Turn on the air compressor according to
the manufacturer’s directions and allow it
to build up pressure until it cycles off.
6. Adjust the air compressor’s output regulator so
that the air output is enough to properly power
the tool, but the output will not exceed the tool’s
maximum air pressure at any time (60-80 PSI).
Adjust the pressure gradually, while checking the
air output gauge to set the right pressure range.
7. Inspect the air connections for leaks.
Repair any leaks found.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
Air pressure gauge
Air inlet
8. If the tool will not be used at this time, turn off
and detach the air supply, safely discharge
any residual air pressure, and release
the throttle and/or turn the switch to its off
position to prevent accidental operation.
Page 7For technical questions, please call 1-800-444-3353.SKU 95136
Page 8
SAFETY SERVICEOPERATION TECHNIQUESSETUP
C
F
E H
E
A
A
C
D
Figure A: Portable Air Supply Setup
B
Lubricated
Tools
A
G
B
Non-lubricated
Tools
Description Function
A Air Hose Connects air to tool
B Filter Prevents dirt and condensation from damaging tool or work piece
C Regulator Adjusts air pressure to tool
F Leader Hose (optional) Increases coupler life
E Coupler and Plug Provides quick connection and release
D Lubricator (optional) For air tool lubrication
H Air Adjusting Valve (optional) For ne tuning airow at tool
G Air Cleaner / Dryer (optional) Prevents water vapor from damaging work piece
Page 8 For technical questions, please call 1-800-444-3353. SKU 95136
Page 9

F
M
L
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
L O
H
Slope
Lubricated
Figure B: Stationary Air Supply Setup
J
Tools
G
H
K
C
E
D
J
N
I
I
C
Non-lubricated
Tools
F
F
Description Function
C
B B
A A
I Filter Prevents dirt and condensation from damaging tool or work piece
J Regulator Adjusts air pressure to tool
A Vibration Pads For noise and vibration reduction
B Anchor Bolts Secures air compressor in place
C Ball Valve Isolates sections of system for maintenance
F Ball Valve To drain moisture from system
E Main Air Line - 3/4″ minimum recommended Distributes air to branch lines
D Isolation Hose For vibration reduction
H Air Hose Connects air to tool
G Branch Air Line -1/2″ minimum recommended Brings air to point of use
L Coupler and Plug Provides quick connection and release
K Lubricator (optional) For air tool lubrication
N Air Cleaner / Dryer (optional) Prevents water vapor from damaging work piece
O Air Adjusting Valve (optional) For ne tuning airow at tool
M Leader Hose (optional) Increases coupler life
Page 9For technical questions, please call 1-800-444-3353.SKU 95136
Page 10

Operating Instructions
POWER
ON
POWER
WORKING
AIR
CURRENT
MIN MAX
SET
CUTTER
OVERHEAT
OFF
240 VOLT INVERTER PLASMA CUTTER
with Digital Display
ITEM 95136
GROUND
TORCH
Read the ENTIRE IMPORTANT SAFETY INFORMATION section at the beginning of this manual
SAFETY SERVICEOPERATION TECHNIQUESSETUP
including all text under subheadings therein before set up or use of this product.
Controls and Indicators
4
2
1
7
3
5
6
1. Power Switch.
Up is ON, down is OFF.
2. Digital Amp Meter.
Shows actual cutting current,
which will vary during operation.
3. Thermal Overload Indicator Lamp.
This light will come on, and the device will
shut down if the tool becomes overheated.
Stop trying to use the cutter while leaving the
power switch ON to allow the cooling fan to
Torch
Connector
operate, and the lamp will turn off automatically
when the machine cools down.
Pay attention to Duty Cycle discussed on page 6.
Ground
4. Power ON Light.
Connector
5. Power Supply Controller.
6. Mode Selector.
Turns the air supply ON prior to cutting.
7. Working Indicator Light.
Will be on during cutting operation.
Preparing Your Work Area
1. You must have a sturdy work table that is
open below the area you are cutting. Molten
slag will be blown through the work metal,
and must be able to fall away freely.
2. Your work table must allow the work metal to be rmly
clamped to prevent it accidentally falling or moving.
3. The oor and surrounding area of your work site
must not be ammable. A clean cement oor is
recommended. The cutting process will eject
molten metal slag onto the oor, and it will scatter
for 8-10 feet or more in any direction. Have an
adequate re extinguisher available if needed.
Page 10 For technical questions, please call 1-800-444-3353. SKU 95136
Page 11

Basic Operation
1. Mount the metal to be cut to the metal
welding-cutting table. It should be mounted so
that the cutting debris falls to the cement oor.
2. Place the Air Plasma Cutter unit no closer
than six feet from the workpiece to be cut.
3. Connect an air hose and coupling (not supplied)
from the air supply tank to the Air Input Coupling at
the rear of the unit. See photo on page 6, bottom.
The air supply must be regulated to between 60
and 80 PSI as read on the Air Pressure Gauge.
The air supply must be dry. It is recommended
to install a moisture lter (not included) on
the compressor. Do not use an air oiler.
4. Connect the Torch Cable plug into the twist-lock
connector on the lower left unit front. Twist to lock.
5. Plug in the Grounding Cable into the
Ground Connector on the lower right
of the unit front. Twist to lock.
6. Securely place the clamping end of the Grounding
Cable Clamp to a part of the workpiece or
metal table that is clean of paint, oil, or dirt.
Clamp as close as possible to the workpiece
without damaging the cable during cutting.
7. Verify that the Power Switch is in the Off
(O) position, then plug the 240 V~ line cord
plug into an appropriate 240 V~ outlet.
8. Turn the Power Supply Controller to the
desired current (15 to 40 amps).
9. Adjust air pressure by turning the Pressure
Regulator Knob on top of the unit (see photo on
page 6). Read pressure on Pressure Gauge.
10. When everything is in place for cutting, press
the Power Switch UP to the ON position.
The green Power On Light will illuminate,
but the Torch is not yet energized.
11. Orient yourself to one side of the area to be cut,
and move the Welding Helmet Face Shield (not
included, see page 4 item 7) over your eyes.
12. BE CAREFUL! PILOT PLASMA ARC CAN
SEVERELY INJURE. Once the trigger
is squeezed, the arc will ignite. This
unit provides a pilot arc, so the torch
does not need to contact the workpiece
before the cutting arc ignites.
2A
1A
Part Description
1A Handle
2A Trigger
3A Body
4A Electrode
5A
6A Nozzle
7A Nozzle Holder
Insulating
Diffuser
3A
4A
5A
6A
7A
13.
Direct torch away from people and ammables
while you squeeze (and hold) the Torch Handle
Trigger (2A) to energize the Torch Electrode (4A).
The air output is delayed a few seconds to enable a
proper arc to begin.
Caution: The Torch handle is now energized.
Be careful not to touch anything else with the
Torch except the workpiece to be cut.
WARNING! Never look at the ignited arc without
ANSI-approved, arc shaded, eye protection in a full
face shield. Permanent eye damage or blindness can
occur. Skin burns can occur. Never breathe arc fumes.
14. Bring the Electrode (4A) of the Torch
close to the starting point of the cut. The
Working Indicator Light will come on.
15. Slowly move the Torch at a slight angle along the
cutting line with the Torch tip trailing.
The air causes the molten metal to fall away
from the workpiece being cut. If proper cutting
is not achieved, adjust the Power Supply
Controller to a higher level, and/ or increase
air ow. To increase air ow, press the Power
Switch to the Off (O) position, then adjust the air
pressure at the Air Pressure Regulator. The air
will continue to come out of the Torch Handle
for a few seconds once the trigger is released.
Note: If too much current is drawn from the Plasma
Cutter (i.e., short circuit), the Thermal Switch, an overload
protector, will activate and the red Thermal Overload
Indicator Light will light. The Plasma Cutter will turn off
until it cools down. To reset you must turn the power OFF
then back ON. Press the Trigger to begin cutting again.
16. When nished cutting:
a. Release the Torch handle trigger and lift
the Torch handle from the workpiece,
b. Press the Power Switch to the Off (O) position,
c. Set the Torch handle down on
the metal workbench,
d. Turn the air supply off,
e. Unplug the line cord from the electrical outlet.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
Page 11For technical questions, please call 1-800-444-3353.SKU 95136
Page 12

Technique
Using a plasma cutter is a skill that requires time and
effort to do well. Practice striking and maintaining
SAFETY SERVICEOPERATION TECHNIQUESSETUP
an arc on scrap work pieces before beginning
work. This will help you gauge the best settings
for the plasma cutter for the material at hand.
1. You can cut any metal that will conduct
electricity up to approximately ½″ thick mild
steel or equivalent. Very thin or very thick
metals are more difcult to cut cleanly.
2. Generally set the air pressure between 60 and
80 psi. Increased air pressure will increase
plasma speed and cutting pressure. Air pressure
and amperage should be adjusted in tandem.
3. Generally start with a mid-range amperage
setting (32-33 amps) and adjust up or down
from there. Increased amperage will increase
cutting heat. This is needed with heavier and
harder metals. However, increased amperage
will reduce Duty Cycle time. (See page 6.)
4. Move the cutting head more slowly for thicker and
harder metals, and more quickly for thin or soft
metals. Keep the cutting head moving while cutting.
What is Plasma?
Materials in Nature exist in one of four different
states: Solid, Liquid, Gas or Plasma. Plasma is very
rare on Earth because of its very high temperature,
however most of the matter in the universe is plasma.
The Sun, stars and galaxies are made of plasma.
On Earth, you will nd plasma in lightning and a
few other places. Neon tubes and orescent lights
contain low-temperature plasma when lighted.
The difference between water ice, liquid water and
water vapor is temperature. In each of these states,
temperature energy pushes the molecules of water
away from each other to change the state the water
is in. At very high temperature and pressure the water
molecules themselves break apart, and the atoms
begin to ionize. Normal atoms are made up of protons
and neutrons in the nucleus, surrounded by a cloud of
electrons. In plasma, the electrons separate from the
nucleus. The electrons are negatively charged, and
they leave behind their positively charged nuclei which
are known as ions. When the fast-moving electrons
collide with other electrons and ions, they release
vast amounts of energy. This energy is what gives
plasma its unusual status and great cutting power.
How Plasma Cutters Work
Plasma cutters work by feeding an inert gas (air)
through an electric arc. The air is then heated to
an extremely high temperature which converts
the gas to plasma which cuts the metal.
High temperature and pressure are required to create
a plasma. The electric arc provides the temperature,
and by exhausting the air through a very small
orice, the pressure is increased far beyond the
60-80 PSI operating pressure of the air supply.
Page 12 For technical questions, please call 1-800-444-3353. SKU 95136
Page 13

Service
Procedures not specically explained in this
manual
must be performed only by a
qualied technician.
TO PREVENT SERIOUS INJURY FROM ACCIDENTAL OPERATION OR ELECTRIC SHOCK:
Make sure the Power Switch of the Plasma Cutter is in its "OFF" position and that the tool is unplugged
from the electrical outlet before performing any inspection, maintenance, or cleaning procedures..
TO PREVENT SERIOUS INJURY FROM TOOL FAILURE: Do not use damaged equipment.
If abnormal noise or vibration occurs, have the problem corrected before further use.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
1. Before each use, inspect the general condition
of the Air Plasma Cutter. Check for loose cable
connections, misalignment or binding of the fan,
cracked or broken parts, damaged electrical
wiring, and any other condition that may affect
its safe operation. If abnormal noise or vibration
occurs, have the problem corrected before
further use. Do not use damaged equipment.
2. Periodically recheck all nuts, bolts,
and screws for tightness.
3. Periodically blow the dust from the
cooling vents with compressed air.
4. Verify that the cooling fan is
operational before cutting.
5. If the unit repeatedly shuts down from
thermal overload, stop all use. Have the
Air Plasma Cutter inspected and repaired
by a qualied service technician.
6. Store the welder and accessories
in a clean and dry location.
7. Periodically disassemble and clean the Torch Head
components with steel wool. Replace burnt,
cracked, distorted, or coated components.
Refer to the assembly drawing on page 19.
8. To gain access to the internal components
of the unit, remove screws from Main Body
Cover. The home user is strongly advised not
to remove the tool covers and not to attempt
any electronic repairs. Any repairs must be
completed by a qualied technician. Opening
the tool will void any warranties, and may
result in damage to equipment or possible
personal injury. Do not open the housing.
9. On a daily basis check for any of the
following problems: if any are found, take
the tool to a qualied repair technician.
a. Abnormal vibration, sound or smell.
b. Abnormal heating at any cable connection.
c. The fan does not work properly.
d. Any switch or control does not work properly.
e. Any damage to cables.
Page 13For technical questions, please call 1-800-444-3353.SKU 95136
Page 14

Troubleshooting
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power and air before adjusting, cleaning, or
SAFETY SERVICEOPERATION TECHNIQUESSETUP
repairing the unit. A technician should discharge all capacitors before performing any internal procedures.
FAN RUNS WHEN SWITCHED ON BUT ARC WILL NOT IGNITE
Air pressure too high or too low.
Check the Air Pressure setting
on the regulator’s gauge.
AIR PRESSURE
TOO HIGH
Adjust the Air Regulator
to deliver only 60-80 PSI
to the Cutter.
LOOSE
CONNECTIONS
Shut off switch, if not off already,
and tighten connections.
If connections do not tighten properly,
contact a qualied technician.
Check that all air and electrical
connections are tight.
AIR PRESSURE
CORRECT
AIR PRESSURE
TOO LOW
a. Verify that the compressor
is delivering at least
3.5 CFM @ 60 PSI.
b. Set Regulator on the
unit to at least 60 PSI.
TIGHT
CONNECTIONS
Disconnect the
Torch Cables.
Disassemble the torch
assembly and inspect all
internal components.
Replace any damaged
or missing components
and reassemble
carefully, following the
directions on page 11.
If the steps above do not solve the problem or if the repairs involved are too complex,
contact a qualied technician.
Page 14 For technical questions, please call 1-800-444-3353. SKU 95136
Page 15

Troubleshooting (cont.)
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power and air before adjusting, cleaning, or
repairing the unit. A technician should discharge all capacitors before performing any internal procedures.
ARC IGNITES FOR SEVERAL SECONDS BUT THEN GOES OUT
Air pressure too high or too low.
Check the Air Pressure setting
on the regulator’s gauge.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
AIR PRESSURE
TOO HIGH
Adjust the Air Regulator
to deliver only 60-80 PSI
to the Cutter.
DIRTY OR
COATED METAL
Use a wire wheel brush or sander
(not included) to thoroughly
clean both the grounding point
and the area that will be cut.
If any cleaners are used, allow them
to dry thoroughly before continuing.
Check that the grounding point and
the metal being cut are both clean, dry,
and free from all coatings and paint.
These sections need to be able to
conduct electricity efciently.
AIR PRESSURE
CORRECT
AIR PRESSURE
TOO LOW
a. Verify that the compressor
is delivering at least
3.5 CFM @ 80 PSI.
b. Set Regulator on the
unit to at least 60 PSI.
METAL IS CLEAN IN
BOTH AREAS
Check that all air and electrical
connections are tight.
LOOSE
CONNECTIONS
Shut off switch,
if not off already, and
tighten connections.
If connections do not
tighten properly, contact
a qualied technician.
If the steps above do not solve the problem or if the repairs involved are too complex,
TIGHT
CONNECTIONS
Torch isn’t maintaining contact with the workpiece.
a. Be careful to not lose workpiece
contact after an arc is struck.
b. Disconnect the Torch Cables.
Disassemble the torch assembly and
inspect all internal components.
Replace any damaged or missing
components and reassemble carefully,
following the steps on page 11.
DO NOT OVERTIGHTEN.
c. Nozzle is moving too slowly across
the metal and cutting the material from
underneath, breaking contact.
contact a qualied technician.
Page 15For technical questions, please call 1-800-444-3353.SKU 95136
Page 16

Troubleshooting (cont.)
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power and air before adjusting, cleaning, or
SAFETY SERVICEOPERATION TECHNIQUESSETUP
repairing the unit. A technician should discharge all capacitors before performing any internal procedures.
CUT GOES ONLY PARTIALLY THROUGH THE WORKPIECE
Material being cut is too thick.
Maximum thickness for steel is 1/2″.
WITHIN THICKNESS
RANGE
Turn up the current
adjustment knob
and try again.
PROBLEM
CORRECTED
Take note of the
setting required for
this metal thickness.
AIR PRESSURE
CORRECT
Disconnect the Torch Cables.
Disassemble the torch assembly
and inspect all internal components,
as explained on page 11.
MATERIAL
TOO THICK
Cut the object along one side
and then cut along the other.
If this is not practical, use
a more powerful Cutter.
PROBLEM PERSISTS AT
MAXIMUM SETTING
Air pressure too low.
Check the Air Pressure setting
on the regulator’s gauge.
AIR PRESSURE
TOO LOW
a. Verify that the compressor
is delivering at least
3.5 CFM @ 80 PSI.
b. Set Regulator on the
unit to at least 60 PSI.
TORCH IN GOOD
CONDITION
Cut at a slower pace, the arc
may not have enough time to
cut through the workpiece.
If the steps above do not solve the problem or if the repairs involved are too complex,
contact a qualied technician.
Page 16 For technical questions, please call 1-800-444-3353. SKU 95136
Replace any damaged or
missing components and
reassemble carefully, following
the directions on pages 6-11.
DAMAGED
COMPONENTS FOUND
Page 17

Troubleshooting (cont.)
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power and air before adjusting, cleaning, or
repairing the unit. A technician should discharge all capacitors before performing any internal procedures.
FAST NOZZLE WEAR
OR
EXCESSIVE SLAG FORMATION
These two problems have similar causes
and will often appear simultaneously.
The same diagnostic procedures
and remedies apply to both.
Amperage setting too high; cut at lowest
setting possible for the metal being cut.
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
PROBLEMS
REDUCED
Take into account the thickness
and type of metal to be cut before
starting. Thinner materials
require lower amp settings.
TORCH IN GOOD
CONDITION
Air supply pressure may be inadequate:
a. Verify that the compressor is
delivering at least 3.5 CFM @ 80 PSI.
b. Set Regulator on the unit
to at least 60 PSI.
PROBLEMS PERSIST AT
LOWEST PRACTICAL SETTING
Disconnect the Torch Cables.
Disassemble the torch assembly
and inspect all internal components,
as explained on page 11.
DAMAGED
COMPONENTS FOUND
Replace any damaged or
missing components and
reassemble carefully, following
the directions on pages 6-11.
If the steps above do not solve the problem or if the repairs involved are too complex,
contact a qualied technician.
Page 17For technical questions, please call 1-800-444-3353.SKU 95136
Page 18

Parts List and Diagrams
PLEASE READ THE FOLLOWING CAREFULLY
SAFETY SERVICEOPERATION TECHNIQUESSETUP
THE MANUFACTURER AND/OR DISTRIBUTOR HAS PROVIDED THE PARTS DIAGRAM IN THIS MANUAL
AS A REFERENCE TOOL ONLY. NEITHER THE MANUFACTURER NOR DISTRIBUTOR MAKES ANY
REPRESENTATION OR WARRANTY OF ANY KIND TO THE BUYER THAT HE OR SHE IS QUALIFIED TO
MAKE ANY REPAIRS TO THE PRODUCT OR THAT HE OR SHE IS QUALIFIED TO REPLACE ANY PARTS
OF THE PRODUCT. IN FACT, THE MANUFACTURER AND/OR DISTRIBUTOR EXPRESSLY STATES
THAT ALL REPAIRS AND PARTS REPLACEMENTS SHOULD BE UNDERTAKEN BY CERTIFIED AND
LICENSED TECHNICIANS AND NOT BY THE BUYER. THE BUYER ASSUMES ALL RISK AND LIABILITY
ARISING OUT OF HIS OR HER REPAIRS TO THE ORIGINAL PRODUCT OR REPLACEMENT PARTS
THERETO, OR ARISING OUT OF HIS OR HER INSTALLATION OF REPLACEMENT PARTS THERETO.
Parts List
Part Description Qty
1 Handle 1
2 Main body cover 1
3 Air supply solenoid 1
4 Control transformer 1
5 Transfer arc circuit board 1
6 Control circuit board 1
7 Chassis 1
8 Splitter 1
9 Current check coil 1
10 Reactor 1
11 Main transformer 1
12 Digital amp meter 1
13 Indicator 3
14 Air switch 1
15 Power supply controller 1
16 Lower cover 1
17 Torch cable connector 1
18 Ground cable connector 1
19 Air pressure relief valve 1
20 Internal & external tooth bent joints 1
21 Solenoid holder 1
22 Timing control PCB 1
23 Drive circuit board 1
Part Description Qty
24 Fast recover diode 1
25 Reactor 1
26 Metal resistor 2
27 Thermostat 1
28 Cement resistor 2
29 Radiator 1
30 Power switch 1
31 Breaker holder 1
32 Regulator 1
33 Pressure gauge 1
34 Fitting 1
35 Gas inlet connector 1
36 Power supply circuit board 1
37 Rectier bridge 1
38 Radiator 1
39 Radiator 1
40 Radiator 1
41 Inverter circuit board 1
42 Fan 1
43 Fan grill 3
44 Power cable connector 1
45 Insulated foot 4
Record Product’s Serial Number Here:
Note: If product has no serial number, record month and year of purchase instead.
Note: Some parts are listed and shown for illustration purposes only, and
are not available individually as replacement parts.
Page 18 For technical questions, please call 1-800-444-3353. SKU 95136
Page 19

Assembly Diagram
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
Page 19For technical questions, please call 1-800-444-3353.SKU 95136
Page 20

Wiring Diagram
ZT1
C4
103/3KV
C3
103/ 3KV
C5
103/3KV
ZK1
1 2
FL1
50A/75MV
400R/60W
LGK-40-cpu
L1
φ10×20
1KV/20D
10R/50W
10R/50W
1KV/20D
2*102/2KV
2*102/2KV
R1
400R/60W
1KV/20D
DA2F75P12SA
+
_
L=2mH
S2
AC
11
IN
+5VDC
GND
IN
PCB6
FHP06110508
AC
11
IN
+5VDC
GND
IN
+5VDC
GND
IN
PCB7
LED
+5VDC
GND
IN
R2
L2
L3
SAFETY SERVICEOPERATION TECHNIQUESSETUP
BD1
MDQ100-16
240VAC INPUT
P1
32A/500V
FAN1
104/280V
S1
32A/500V
104/ 630V
100k/3w
S1
CN4-3
CN4-4
CN4-5
FHP06320608-3
CN8-2
CN8-3
CN8-1
11 30
14
FHP06060506-3
S4
S2
CN4-1
CN1-3
CN1-1
CN9-1
DF1
CN9-2
24V/DC
CN5-1
5K /2W
CN5-4
CN6-2
CN6-3
CN7-3
CN2-1
22V
CN2-2
BK1
S4
CN2-1
CN2-6
CN2-3CN7-2
CN2-5
15V
CN1CN2
FHP06070509
CN4-1
CN4-2
CN3-1
CN3-2
FHP06930703-2
CN1-1
CN1-2
22V
CN3
CN4
CN5 -2
CN5 -1
FHP06640604-1
36
36
DC+
DC+
DC-
DC-
36
36
11
20
28
27
27
28
10
10
11
11
11
11
12
12
112220
241125
112220
241125
CN3
CN3
37
38
37
38
37
38
37
38
1131321130
1131321130
CN4
CN4
39
39
4043423941
4043423941
FHP06650604-1
1131323011
1131323011
FHP06060506-3
11
28
11
28
414043
42
414043
42
52
52
Iout1122v
Iout1122v
CT1
51
51
19
19
11
11
17
17
16
16
15
15
14
14
13
13
34
35
34
35
QA17050HA2BL/230V
BK1
22V
TH1
t
LED1 YL/D5
TH2
LED2 RED/D5
t
LED3 RED/D5
Page 20 For technical questions, please call 1-800-444-3353. SKU 95136
Page 21

ZT1
C4
103/3KV
C3
103/ 3KV
C5
103/3KV
ZK1
1 2
FL1
50A/75MV
400R/60W
LGK-40-cpu
L1
φ10×20
1KV/20D
10R/50W
10R/50W
1KV/20D
2*102/2KV
2*102/2KV
R1
400R/60W
1KV/20D
DA2F75P12SA
+
_
L=2mH
S2
AC
11
IN
+5VDC
GND
IN
PCB6
FHP06110508
AC
11
IN
+5VDC
GND
IN
+5VDC
GND
IN
PCB7
LED
+5VDC
GND
IN
R2
L2
L3
Wiring Diagram (cont.)
L2
ZT1
SAFETYSERVICE OPERATIONTECHNIQUES SETUP
L1
φ10×20
L3
R2
10R/50W
2*102/2KV
1KV/20D
DA2F75P12SA
1KV/20D
ZK1
10R/50W
400R/60W
C3
2*102/2KV
1KV/20D
R1
400R/60W
1 2
50A/75MV
FL1
C4
103/3KV
103/ 3KV
C5
103/3KV
L=2mH
S2
_
+
AC
AC
11
11
IN
IN
PCB6
FHP06110508
+5VDC
+5VDC
GND
GND
IN
IN
+5VDC
+5VDC
GND
GND
IN
IN
PCB7
LED
LGK-40-cpu
Page 21For technical questions, please call 1-800-444-3353.SKU 95136
Page 22

90 Day Warranty
Harbor Freight Tools Co. makes every effort to assure
that its products meet high quality and durability
SAFETY SERVICEOPERATION TECHNIQUESSETUP
standards, and warrants to the original purchaser
that this product is free from defects in materials and
workmanship for the period of 90 days from the date
of purchase. This warranty does not apply to damage
due directly or indirectly, to misuse, abuse, negligence
or accidents, repairs or alterations outside our facilities,
criminal activity, improper installation, normal wear and
tear, or to lack of maintenance. We shall in no event
be liable for death, injuries to persons or property, or
for incidental, contingent, special or consequential
damages arising from the use of our product. Some
states do not allow the exclusion or limitation of incidental
or consequential damages, so the above limitation of
exclusion may not apply to you. THIS WARRANTY IS
EXPRESSLY IN LIEU OF ALL OTHER WARRANTIES,
EXPRESS OR IMPLIED, INCLUDING THE
WARRANTIES OF MERCHANTABILITY AND FITNESS.
To take advantage of this warranty, the product or part
must be returned to us with transportation charges
prepaid. Proof of purchase date and an explanation
of the complaint must accompany the merchandise. If
our inspection veries the defect, we will either repair
or replace the product at our election or we may elect
to refund the purchase price if we cannot readily and
quickly provide you with a replacement. We will return
repaired products at our expense, but if we determine
there is no defect, or that the defect resulted from
causes not within the scope of our warranty, then
you must bear the cost of returning the product.
This warranty gives you specic legal rights and you may
also have other rights which vary from state to state.
Page 22 For technical questions, please call 1-800-444-3353. SKU 95136
Page 23

Page 23For technical questions, please call 1-800-444-3353.SKU 95136
Page 24

3491 Mission Oaks Blvd. • PO Box 6009 • Camarillo, CA 93011 • (800) 444-3353
 Loading...
Loading...