

Page 1
12” x 37” Gap Bed Lathe
Model
43681
®
ASSEMBLY AND OPERATION INSTRUCTIONS
(Stand Not Included)
Due to continuing improvements, actual product may differ slightly from the product described herein.
3491 Mission Oaks Blvd., Camarillo, CA 93011
Visit our website at: http://www.harborfreight.com
TO PREVENT SERIOUS INJURY, READ AND UNDERSTAND
ALL WARNINGS AND INSTRUCTIONS BEFORE USE.
Copyright© 2006 by Harbor Freight Tools®. All rights reserved. No portion of this manual
or any artwork contained herein may be reproduced in any shape or form without the
express written consent of Harbor Freight Tools.
For technical questions or replacement parts, please call 1-800-444-3353.
REV 12/06; 1/07
Page 2
SPECIFICATIONS
Motor: 2HP, 1700 RPM, Reversible
Power Required: 220 V / 60 Hz, 1-Phase
Drive: Belt/Gear
Swing Over Bed: 12”
Swing Over Gap: 18.8”
Width of Gap: 7”
Center to Center: 37”
Spindle Bore Taper: MT5
Spindle Bore: 1.5”
Three Jaw Chuck Diameter: 6”
Spindle Speed: 18 Speed
Spindle Speed Range:
72; 82; 147; 168; 240; 275; 325; 370; 415; 476;
660; 760; 850; 975; 1080; 1240; 1380; 1600
Bed Way Heat Treatment: 46-52 HRC
Tool Post Type: 4-Position
Max. Tool Shank Size: 3/4” x 3/4” Lathe Bit
Tool Post Travel: Max. 3.5” , 0.001” per scale
Cross Slide Travel: 5.9”, 0.002” per scale
(Total Cut)
Longitudinal Feed Range: 0.005” - 0.0165” /R
(16 Steps)
Cross Feed Range: 0.0014” - 0.0049 /R
(16 Steps)
Tailstock Travel: Max 3.6”
Tailstock Spindle Bore Taper: MT3
Thread Indicator: Yes
Thread Feeding:
SAE: 4 - 112 TPI, Total 40 Setting
Metric: 0.25 - 7.5 mm, Total 19 Setting
Net Weight: 838 lb.
(5) Hex Wrenches (3, 4, 5, 6, 8 mm)
(1) Screwdriver
(1) Oil Gun
(5) Changing Gears: T30, T32, T40 (2
pcs), T127/120
(1) Face Plate 9-3/4”
(1) Splash Guard
(1) Oil Tray
(1) Steady Rest
(1) Follow Rest
(2) Dead Center: #3
(1) Center Sleeve: #5 / 3
(1) Live Center: MT3
(1) 6” 4-Jaw Chuck
(1) Back Plate for 4-Jaw Chuck
(1) Tool Post Wrench
(1) Double End Wrenches 13-16
You will need the manual for the safety warnings and cautions, assembly instructions, operating procedures, maintenance procedures, trouble shooting, parts list, and diagram. Keep
your invoice with this manual. Write the invoice number on the inside of the front cover.
Keep both this manual and your invoice in a safe, dry place for future reference.
READ ALL INSTRUCTIONS BEFORE USING THIS TOOL!
The Warnings, Cautions, and Instructions discussed in this instruction manual cannot cover all
possible conditions and situations that may occur. It must be understood by the operator that
common sense and caution are factors which cannot be built into this product, but must be supplied by the operator.
For technical questions, please call 1-800-444-3353.
SAVE THIS MANUAL
ACCESSORIES
NOTICE
REV 02/07
Page 2SKU 43681
Page 3

SAFETY WARNING & CAUTIONS
READ ALL INSTRUCTIONS BEFORE USING THIS TOOL!
1.
2.
3.
4.
5.
6.
7.
KEEP WORK AREA CLEAN. Cluttered areas invite injuries.
OBSERVE WORK AREA CONDITIONS. Do not use tools in damp, wet, or poorly lit
locations. Don’t expose to rain. Keep work area well lit. Do not use electrically powered
equipment in the presence of flammable gases or liquids.
KEEP CHILDREN AWAY. Children must never be allowed in the work area. Do not let
them handle machines, tools, or equipment.
STORE IDLE EQUIPMENT. When not in use, tools must be locked up in a dry location
to inhibit rust. Always lock up tools and keep out of reach of children.
DO NOT FORCE THE TOOL. It will do the job better and more safely at the rate for
which it was intended. Do not use inappropriate attachments in an attempt to exceed
the tool’s capacities.
USE THE RIGHT TOOL FOR THE JOB. Do not attempt to force a small tool or attachment to do the work of a larger industrial tool. There are certain applications for which
this tool was designed. Do not modify this tool, and do not use this tool for a purpose
for which it was not intended.
DRESS PROPERLY. Do not wear loose clothing or jewelry, as they can be caught in
moving parts. Non-skid footwear is recommended. Wear restrictive hair covering to
contain long hair. Always wear appropriate work clothing.
8.
9.
10.
11.
12.
USE EYE, EAR AND BREATHING PROTECTION. Always wear ANSI approved impact safety goggles if you are producing metal filings or wood chips. Wear an ANSI
approved dust mask or respirator when working around metal, wood, and chemical
dusts and mists. Use ANSI approved ear protection when working in a loud or noisy
environment.
DO NOT ABUSE THE POWER CORD. Protect the power cord from damage, either
from impacts, pulling or corrosive materials. Do not yank machine’s cord to disconnect
it from the receptacle.
DO NOT OVERREACH. Keep proper footing and balance at all times. Do not reach
over or across running machines.
MAINTAIN TOOLS WITH CARE. Keep tools sharp and clean for better and safer performance. Follow instructions for lubricating and changing accessories. Inspect power
cord periodically and, if damaged, have it repaired by an authorized technician. Control
handle and power switch must be kept clean, dry, and free from oil and grease at all
times.
REMOVE ADJUSTING KEYS AND WRENCHES. Be sure that keys and adjusting
wrenches are removed from the tool or machine work surface before operation.
For technical questions, please call 1-800-444-3353.
Page 3SKU 43681
Page 4
13.
AVOID UNINTENTIONAL STARTING. Be sure that you are prepared to begin work
before turning the start switch on.
14.
15.
16.
17.
STAY ALERT. Watch what you are doing. Do not operate this machine when you are
tired.
DO NOT OPERATE THIS MACHINE WHILE UNDER THE INFLUENCE OF ALCOHOL,
DRUGS, OR PRESCRIPTION MEDICINES.
CHECK FOR DAMAGED PARTS. Before using any tool, any part that appears damaged
should be carefully checked to determine that it will operate properly and perform its
intended function. Check for alignment and binding of moving parts, any broken parts
or mounting fixtures, and any other condition that may affect proper operation. Any part
that is damaged should be properly repaired or replaced by a qualified technician. Do
not use the tool if any switch does not turn on and off properly.
REPLACEMENT PARTS AND ACCESSORIES. When servicing, use only identical
replacement parts intended for use with this tool. Replacement parts are available from
Harbor Freight Tools. Use of any other parts will void the warranty.
SPECIAL WARNINGS WHEN USING THIS BENCH LATHE
Using this Bench Lathe may create special hazards.
Take particular care to safeguard yourself and those around you.
Electrical Safety. Never operate any tool if there is an electrical hazard. Never oper-
ate an electrical tool in wet conditions. Never operate a tool with an improper electrical cord
or extension cord. Never operate an electrical tool unless you are plugged into a properly
grounded outlet, which
which is protected by an appropriate circuit breaker.
Ejected Material. Use safe practices to avoid injury from ejected material. Because the
lathe and the workpieces turn at high speed, there is a danger of being injured by materials that may be ejected. Always wear ANSI-certified eye protection. Never attempt to work
on any item if it is not adequately held. Always stand to one side of the plane in which the
materials are spinning, to avoid being hit if an item is ejected. Never allow bystanders to be
in the proximity of the lathe while in operation.
Entanglement. Use extreme caution to prevent loose materials from being caught in
the machine. Never operate this lathe with loose clothing, long hair, jewelry, or other items
which may become caught in the tools or workpieces. In case of entanglement, press the
OFF switch immediately.
NOTICE: No list of warnings can be all inclusive. The operator must supply
common sense, and operate this tool in a safe manner.
supplies 115 Volts at 60 Hz. We recommend you use a circuit
For technical questions, please call 1-800-444-3353.
Page 4SKU 43681
Page 5
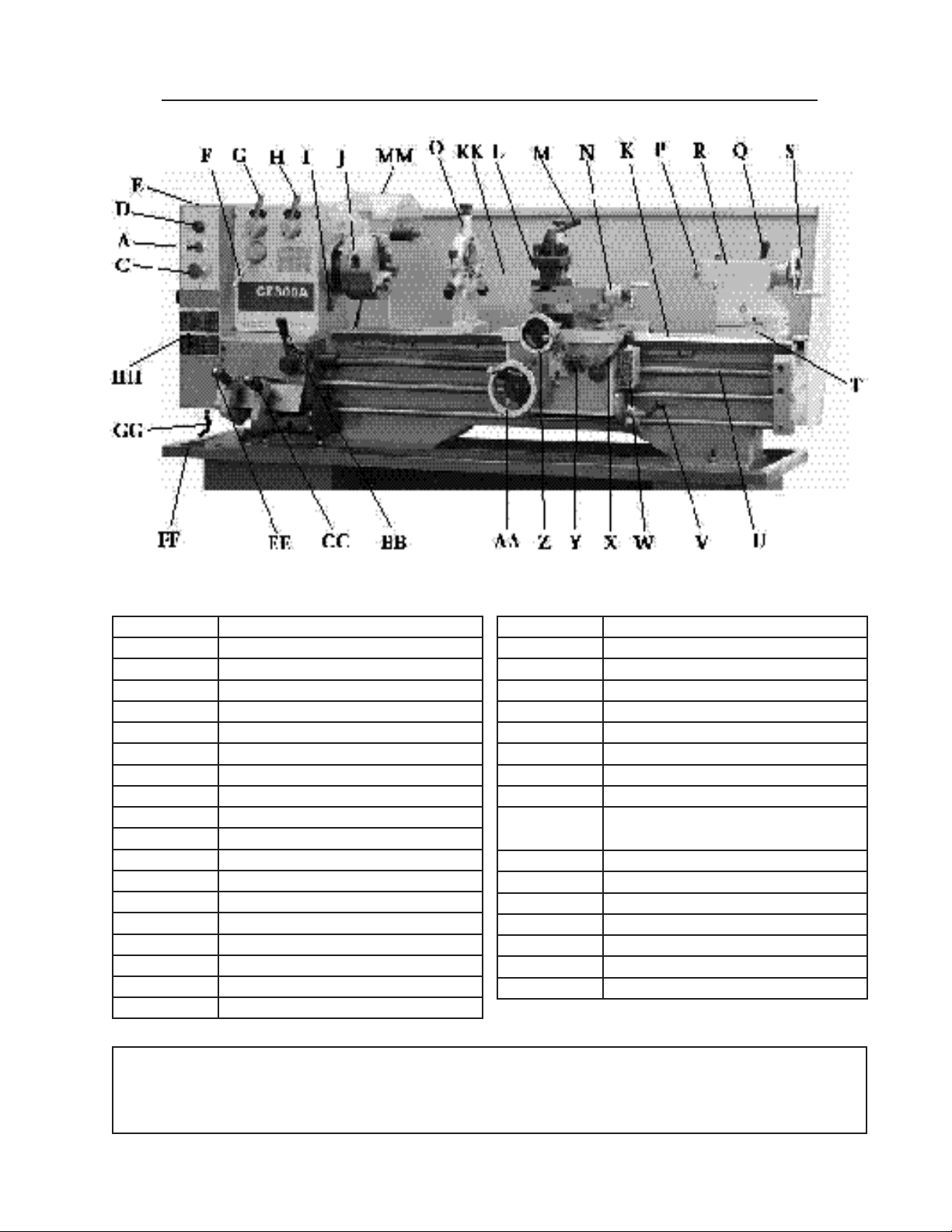
BASIC COMPONENTS AND FEATURES OF YOUR #43681 GAP BED LATHE
Reference Description
A Press Switch
C Emergency Stop Control
D Indicator Light
E Gear Box
F Direction Control
G Speed Control A
H Speed Control B
I Oil Gauge
J Chuck
K Bedway
L Tool Holder
M Tool Post Clamping Lever
N Compound Slide
O Steady Rest
P Tailstock Quill
Q Tailstock Clamping Lever
R Tailstock
S Tailstock Handwheel
Parts references in this text:
When parts are identified with letters, please refer to the diagram on this page.
When parts are identified with numbers, refer to parts lists and diagrams starting on page 16.
Reference Description
T Tailstock Base
U Lead Screw
V Control Lever
W Thread Dial
X Half Nut Lever
Y Cross/Longitudinal Feed Lever
Z Cross Slide Handwheel
AA Saddle Handwheel
BB
CC Change Gear Control A
EE Change Gear Control B
FF Oil Tray
GG Power Cord
HH Leadscrew Chart
KK Splash Guard
MM Chuck Protection Cover
Feedrod & Leadscrew
Exchange Lever
For technical questions, please call 1-800-444-3353.
Page 5SKU 43681
Page 6
UNPACKING, ASSEMBLY, AND SET UP.
Basic assembly and adjustment of your new lathe was completed before being shipped.
Final assembly and adjustments must be made before operating your new lathe.
First find a suitable location for your lathe.
1.
2.
3.
4.
WARNING: Consult a licensed electrician if you are not completely sure that your power
Complete Assembly.
You will have to assemble the lathe onto the oil tray
(FF) and then onto a bench top (not included) or
metal stand.
Please note: The bench top must be able to withstand the weight of the Lathe (838 lb.) as well as
the weight of the workpiece. Do not exceed the
maximum weight capacity of 1320 lb.
If you choose to use a metal stand with this
Lathe, the only Stand that will fit with this Lathe
is SKU 95647 (sold separately).
The floor or work table which you place your
lathe on must be level, solid, and resistant to
vibration.
Your lathe should be positioned in an area which
is protected from the weather, especially water
and moisture.
You should provide good light to work in, and
adequate space to operate and maintain the
machine, as well as to handle work materials which will be loaded in the machine.
You will need an appropriate power supply to operate the machine, which requires 220
V~, 60 Hz, single phase current, and must be protected by a suitable circuit breaker.
supply is correct and safe.
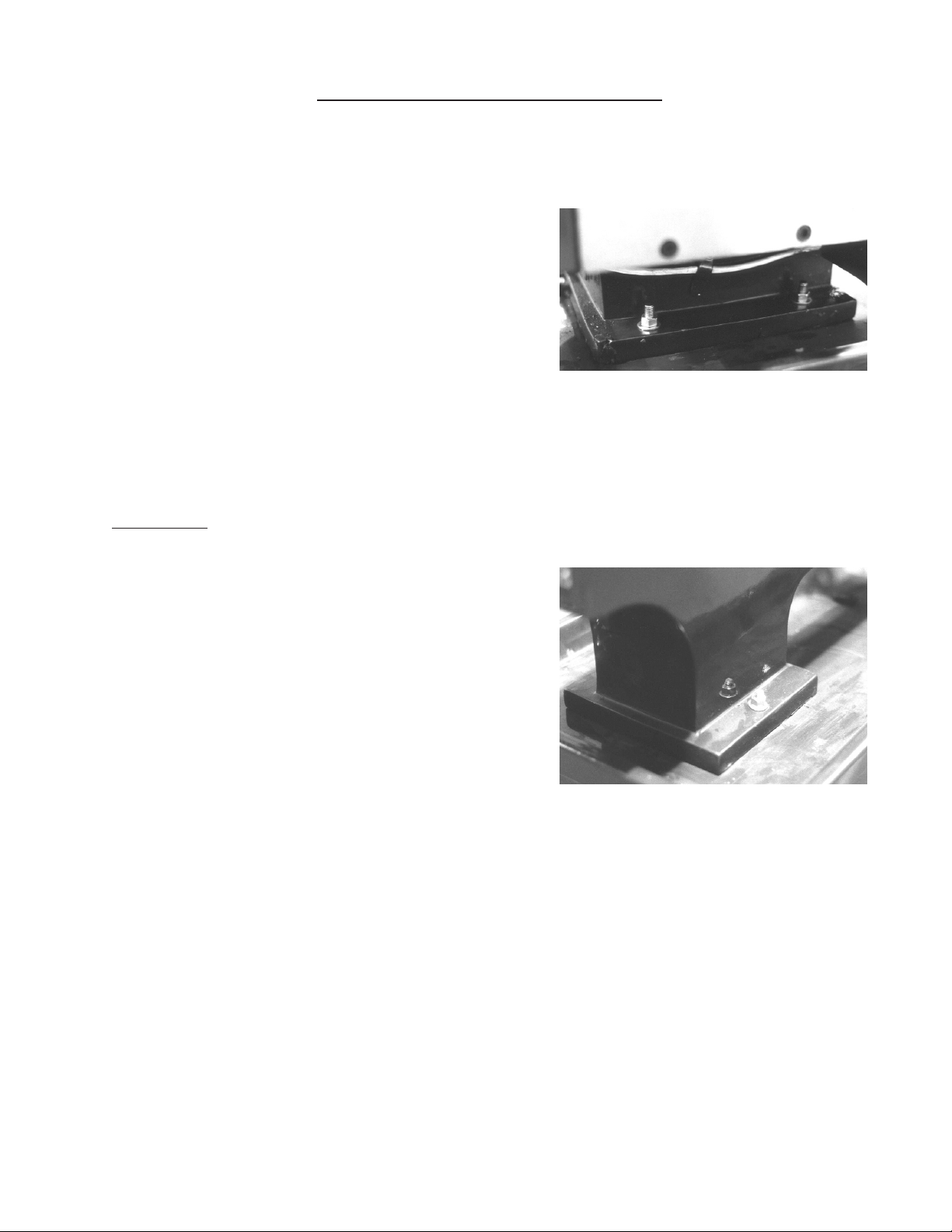
Fig.1 Mounting bolts in the headstock.Fig.1 Mounting bolts in the headstock.
Fig.2 Mounting bolts in the tailstock.Fig.2 Mounting bolts in the tailstock.
1.
2.
3.
4.
Check to be sure that the bench is level and stable on the shop floor. If you need to repair
the floor, do it now to be sure you have a solid, level surface to mount the machine.
Once the work bench is positioned properly on a solid level floor, place the oil tray (FF)
on the bench. Using the mounting holes on the oil tray (FF) as reference, drill matching 1/2” holes into the wood bench. Always check to make sure no obstructions are in
the drilling path.
Place the angled iron levelers between the oil tray (FF) and the bench top. Check the
level and position of the bench top again to be sure that when the Lathe is positioned
on the bench and oil tray (FF) it will be level, solid and aligned with the mounting holes
in the bench and tray.
Using a drill and other hardware (not included) bolt the work bench to the floor before
putting Lathe on the workbench to keep the bench and Lathe in place during use.
For technical questions, please call 1-800-444-3353.
Page 6SKU 43681
Page 7
HOISTING AND LEVELING THIS MACHINE
WARNING: DO NOT ATTEMPT TO LIFT THE LATHE BY YOURSELF.
This tool weighs over 800 lb., and cannot be lifted safely by one or several strong men.
Be sure this lathe is balanced on the hoist or lift you will use to move it before moving.
1.
2.
3.
4.
5.
6.
Before hoisting, lifting or moving this machine, move the tailstock and apron to the far
right end of the bedway (away from the headstock) and lock them in place there. This
will help to balance the overall mass of the machine near the center.
Use pads (not included) to protect the lathe from damage by the equipment used to hoist it.
Use a hydraulic lift, fork lift, or hoist to position the lathe onto the bench (or SKU 95647 Stand).
When the lathe is positioned on the oil tray and bench, align the mounting holes and
drop in the mounting bolts.
Check the level of the machine. Using a spirit level, check to be sure that the bed of the
lathe is level both horizontally and front to back. If there is any out of level, correct it now.
Depending on your installation, use the angled iron levelers to adjust the machine into
exact level front to back and side to side. Check both ends of the tool before being satisfied. Be sure the machine is level, positioned solidly, and is resistant to vibration.
Fasten the lathe to the bench and oil tray (FF) by inserting a bolt through a lock washer
from the inside of the bench and upward through the oil tray and lathe. Fasten with
a washer and nut. Repeat this for each of the four mounting holes in the headstock,
and both mounting holes in the tailstock. Tighten securely. Recheck and readjust level
if required.
Note: Periodically recheck the level of the machine to ensure that it remains level while in use.
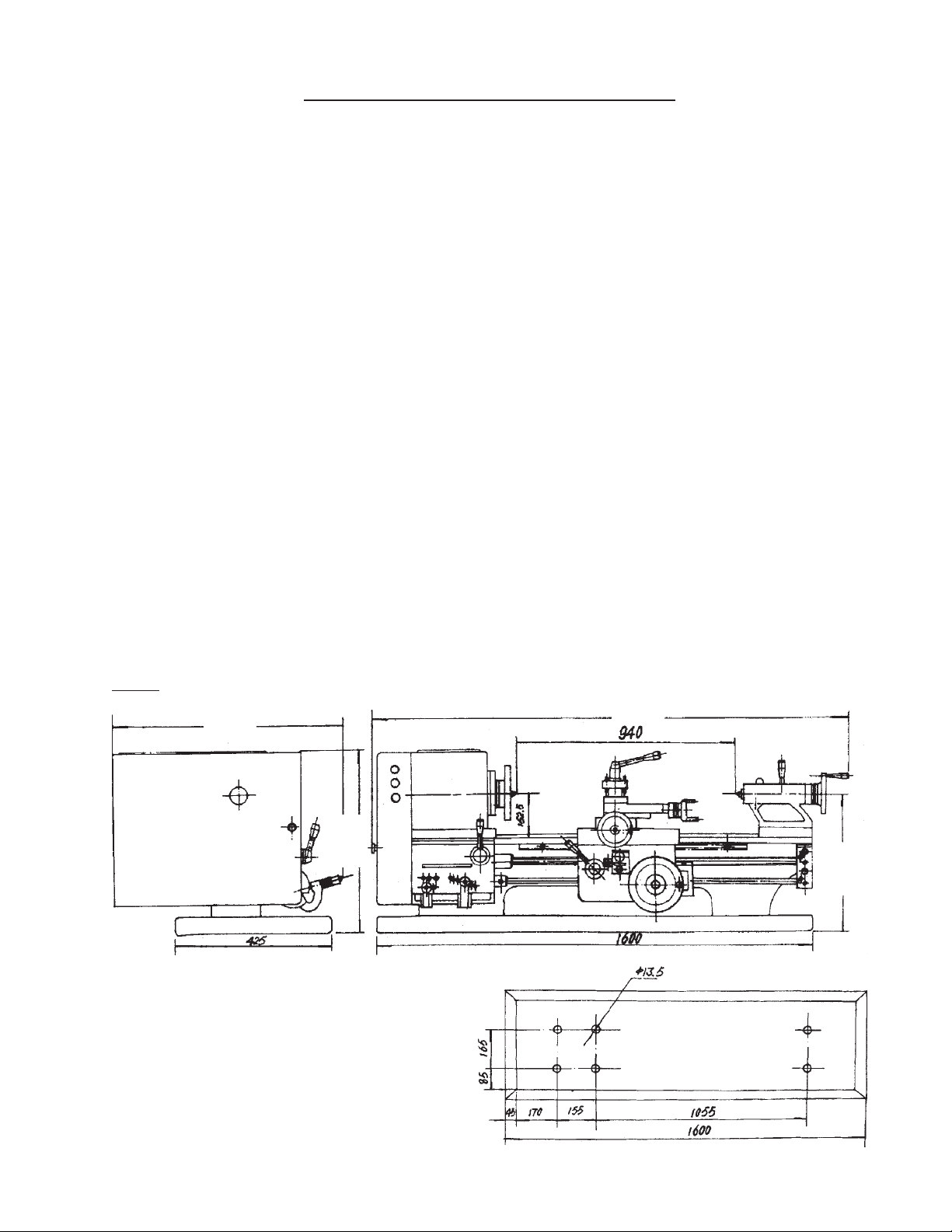
630
605
1704
460
Figure 3. Overall dimensions of this machine, and oil tray dimensions. Dimensions
are given in millimeters. Measure your own
machine for any variations before using
these dimensions.
For technical questions, please call 1-800-444-3353.
Page 7SKU 43681
Page 8

THE HEADSTOCK
The headstock includes a Gear box (E) which contains gears and a belt drive. The gears are controlled by controls (F), (G), and (H). The belt drive
transmits the motor power to the drive system of the
machine.
1.
2.
3.
4.
The motor and drive belt are installed and adjusted when delivered. However, you should
check the adjustment of the drive belt before
using this lathe.
Check the belt tension by pressing in the middle
with your finger. You should be able to depress
it approximately 1/2 inch. If the belt is too tight,
it will wear the bearings, and if too loose, it will
slip on the pulleys and wear out prematurely.
If it is necessary to adjust the belt tension, do so
by adjusting the bolt and locknut assembly on
the underside of the motor. The motor mounted
on the back of the headstock.
Four additional change gears are included for
use in cutting metric and SAE threads. Refer
to the lead screw chart on the headstock for
the gears required for the thread pitches you
want.
Please refer to the section on threading for
more information.
Fig.4 Inside the Gear Box.
Fig.5 Motor mount and adjustment.
Fig.6 Headstock Controls.
For technical questions, please call 1-800-444-3353.
Page 8SKU 43681
Page 9
SPEED AND POWER CONTROLS
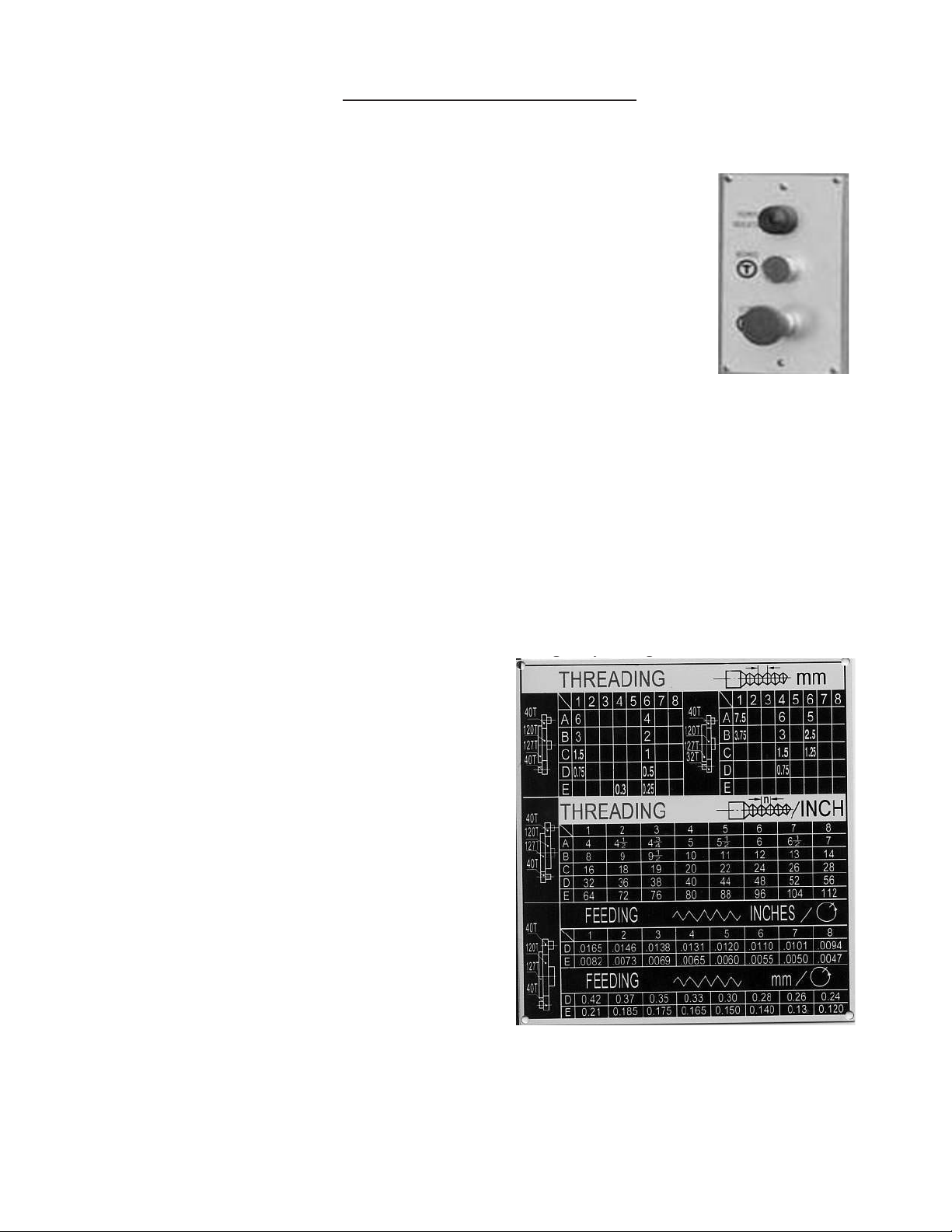
Fig.7 Power Switch.
Fig.7 Power Switch.
You can turn lathe on and off and control speed and direction from the main control panel.
The Power Switch
1.
2.
3.
Speed and Direction Controls
Note: Do not change the settings of these controls if the motor is running.
Shut OFF the power before changing these settings.
Quick Change Gearbox
The headstock is equipped with a quick change gearbox to control the rate of the spindle to
the lead screw and feed rod, when it is used to cut threads, or for turning or facing.
Turn the Emergency Stop Switch (C) clockwise; the Indicator
Light (D) will light up. The Spindle will not turn without operating
the Control Lever (V).
The Press Switch (A) is used to run the spindle temporarily to
allow the gears to engage when changing speed gears. When
you release the switch, the spindle will stop.
In an emergency, you can stop the machine by pressing the
Emergency Stop Control (C).
Fig.7 Power Switch.
Fig.7 Power Switch.
The Spindle Speed can be controlled by setting the Speed Control knobs (G) and (H).
Refer to the chart on the Headstock to the right of the knobs to determine the proper
setting for the desired spindle rotation speed. Eighteen speeds are possible from 72 to
1600 RPM. The direction may be controlled using Direction Control (F).
1.
2.
3.
Controls (CC) and (EE) may be used
in combination to control the feed rate.
Please refer to the lead screw chart (HH)
for the desired setting.
The change gears may need to be replaced to achieve the correct setting.
Be sure the machine is turned off and is
unplugged from its power supply before
replacing the gears. Select the gears
required from the lead screw chart.
When the Exchange Lever (BB) is in the
middle position, the Lead Screw (118)
and Feeding Rod (107) are locked. When
Exchange Lever (BB) is to the right, the
Lead Screw (118) is running and the
machine can be used to turn the threads.
When Exchange Lever (BB) is to the
left, the Feeding Rod is running and the
machine can be used set for automatic feeding.
Fig.8 Lead Screw Chart.
Fig.8 Lead Screw Chart.
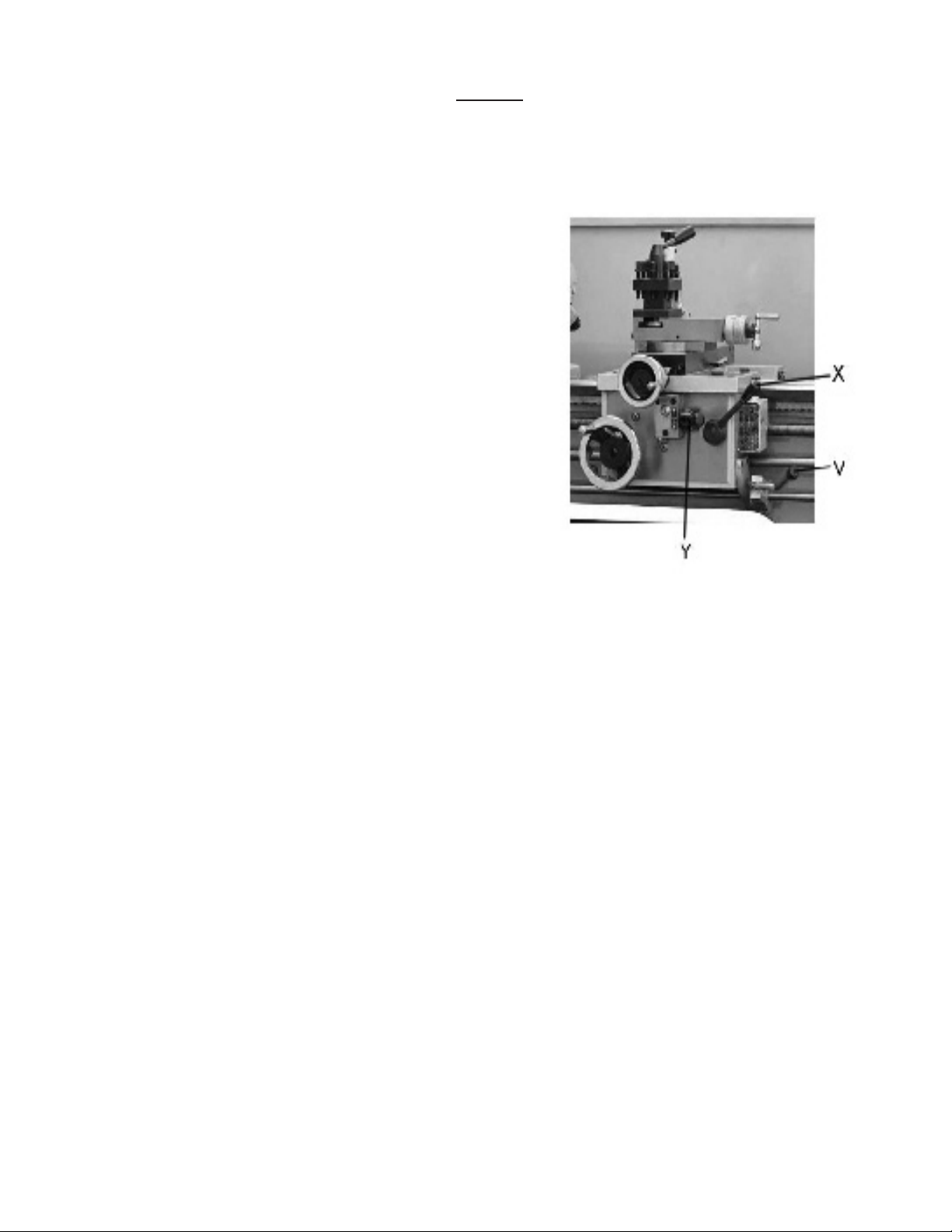
4.
The half nut is engaged or disengaged using the Half Nut Lever (X). Note that the half
nut must be engaged for the lead screw to function properly.
For technical questions, please call 1-800-444-3353.
Page 9SKU 43681
Page 10
APRON
The function of the Apron is to support the toolpost, and to be carried along the
workpiece by the lead screw.
1.
2.
3.
4.
Use the Control Lever (V) to start the motion of the Spindle, and to rotate it forward
or reverse.
To operate the lever, push it toward the
headstock, then move it up or down. Moving the lever down will cause the spindle
to rotate forward, moving it up will cause
the spindle to rotate in reverse. Placing the
lever in the middle will cause the spindle
not to rotate.
The Half Nut Lever (X) for engaging the
lead screw is mounted on the right side
of the apron.
The Half Nut Lever (X) is used to engage
or remove the half nut from the lead screw.
This lever is mounted on the front of the
apron. Engage the half nut only when moving the apron in a longitudinal direction
along the workpiece.
Fig.9 The Apron.Fig.9 The Apron.
5.
6.
7.
8.
The Cross/Longitudinal Feed Lever (Y) is used to determine the direction of travel of
the tool on the workpiece. With the lever up, and the gear engaged, the apron will travel
in a longitudinal direction along the workpiece; for example when threading. With the
lever down, and the half nut disengaged, the tool post will travel horizontally across the
workpiece; for example when face cutting.
Note: The interlock will prevent the half nut from being engaged when the Feed Lever
(Y) is down in the cross feed position.
For threading, put the Feed rod & Leadscrew Exchange Lever (BB) to the right to start
the lead screw, then move the Cross/Longitudinal Feed Lever (Y) to the center, and
engage the half nut, using the Half Nut Lever (X). This will cause the lead screw to
rotate, and the apron to move to the right.
You can also control the direction of travel of the apron using the Direction Control (F).
Rotating this control to the right will cause the carriage to move to the right. Rotating
this control to the left will cause the apron to move to the left.
For technical questions, please call 1-800-444-3353.
Page 10SKU 43681
Page 11
THE THREADING DIAL
When the threads on the lead screw and on the workpiece
are not in an integer ratio, it is necessary to use the threading dial to control successive cuts. Determine this ratio by
dividing the desired TPI of the workpiece (for example 24 TPI)
by the thread pitch of the lead screw (8 TPI). This example
results in an integer ratio of 3:1. A desired thread pitch of 26
TPI (for example) on the workpiece would require use of the
threading dial.
1.
2.
3.
4.
5.
6.
7.
8.
When the threads on the workpiece are not in an integer proportion to the threads on the lead screw, it is
necessary to operate the half nut intermittently. This is
controlled by using the threading dial.
The Threading Dial (W) is located on the right side of
the apron.
The dial is marked with four numbered lines, 1, 2, 3,
and 4. Between each numbered line is an unnumbered
line. On the dial there is also a fixed reference line.
When the threading dial is engaged with the lead screw,
the dial will rotate.
There is an instruction plate attached to the threading
dial explaining the use of the dial, depending on the
specific thread you are cutting.
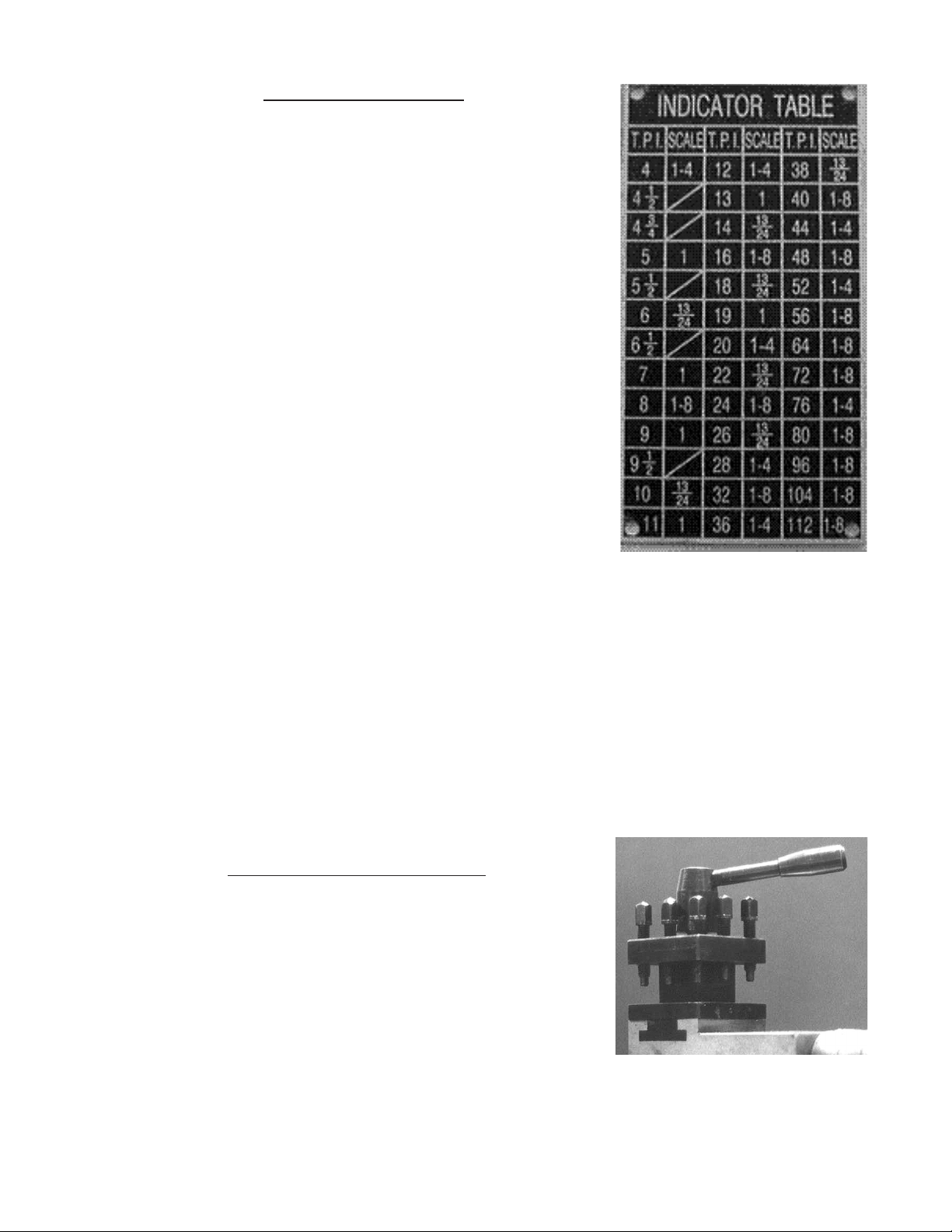
For thread cutting, engage the half nut at the appropriate numbers shown on the threading dial. 1-4 means the half nut can be engaged at any of the numbered lines 1, 2, 3,
or 4. For successive cuts, only numbered lines must be used. 1-3 / 2-4 on the scale
means that the half nut can only be engaged on 1 and 3 or 2 and 4 for successive cuts.
For example, if you engage the half nut on “1” on the first cut, you can only engage it on
“1” or “3” on following cuts. If you engage it on “2” on the first cut, you can only engage
it on “2” and “4” on successive cuts.
1-8 means the half nut cannot be engaged on any lines, numbered or unnumbered.
If the half-nut is engaged throughout the initial cut, there is no need to use the threading dial. Simply disengage the half nut, back the tool to the starting point, reengage
the half nut and start over.
Fig.10 Threading Dial.Fig.10 Threading Dial.
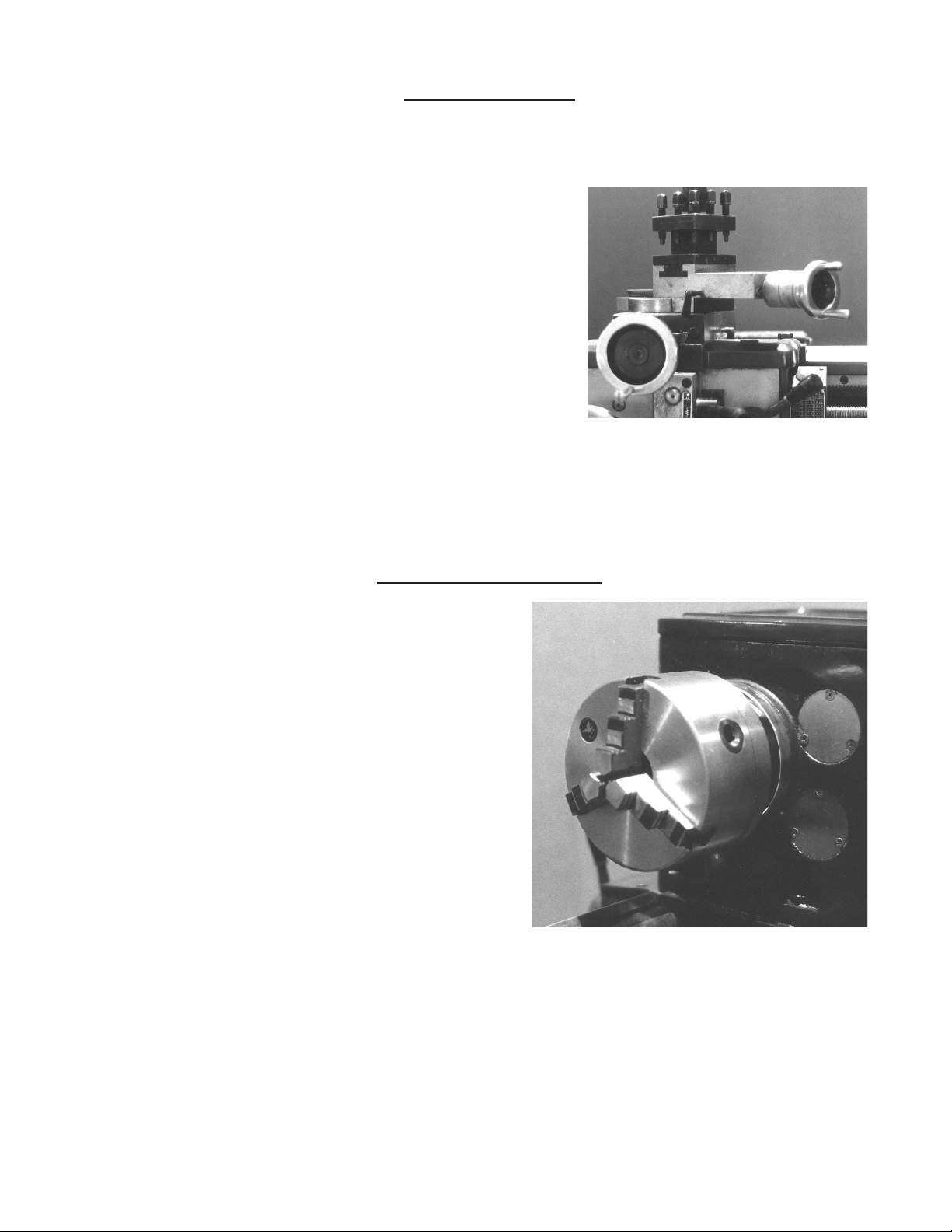
FOUR-POSITION TOOL REST
The four position tool rest can be used to hold up to
four tools. It is controlled by the three handwheels on
the Apron, the Saddle Handwheel (AA), the Cross Slide
Handwheel (Z) and the Compound Slide Handwheel
(N).
1.
2.
3.
Tools are held in place on each side of the tool holder
by two or three of the bolts on that side. Tools must fit
into the tool groove.
When installing tools, check to see that the cutting
edge is properly aligned with the rotating direction of the workpiece.
The tool post can be rotated by loosening the Tool Post Clamping Lever (M), rotating
the tool post, and retightening the lever.
For technical questions, please call 1-800-444-3353.
Fig.11 Tool Post.Fig.11 Tool Post.
Page 11SKU 43681
Page 12
COMPOUND SLIDE
The tool is moved along the workpiece by the motion of the apron and its components. The apron may be power-driven by the lead screw, or may be moved by hand
using the handwheels.
1.
2.
3.
4.
5.
This lathe may be operated using either
chuck or faceplate to hold the workpiece.
The Saddle Handwheel (AA) may be used to move
the apron with its attached tool post and tools along
the rotating axis of the workpiece. This is used to
make longitudinal cuts.
The Cross Slide Handwheel (Z) is used to move
the tool post horizontally across the axis of the
workpiece. This motion is used to make face cuts
at a 90 degree angle to the longitudinal axis of the
workpiece.
Cuts made at any angle other than 90 degrees to
the axis are accomplished by using the Compound
Slide Handwheel (N).
To use the compound slide, loosen the bolt holding it in place on the cross-slide, rotate
it into the desired position, then retighten the bolt.
The cutting tool can be moved into the workpiece by operating the handwheel.
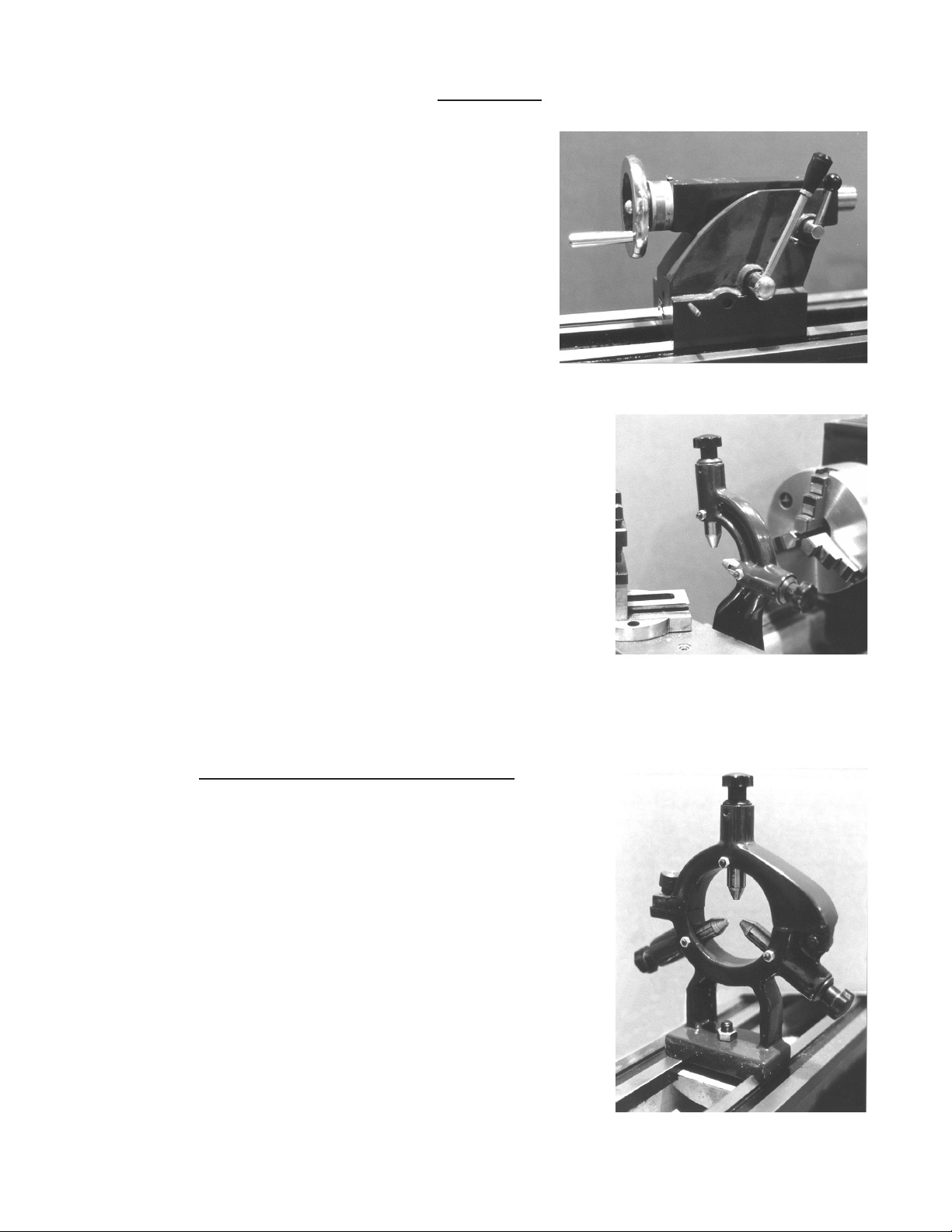
CHUCK AND FACEPLATE
Fig.12 Compound Slide.Fig.12 Compound Slide.
1.
2.
3.
4.
Chucks and faceplates are mounted on the
arbor shaft using a threaded connection.
Open the gear box, and using a suitable
wrench, hold back the arbor shaft to prevent
it from turning. Grip the chuck or faceplate,
and rotate it in a counter-clockwise direction
to unthread it from the arbor shaft.
When re-installing a chuck or faceplate, be
sure to put light grease on the threaded end
of the arbor shaft to ease installation and
removal of the chuck or faceplate.
You are provided with both three and four
jaw chucks. Each may be used to hold
workpieces by clamping from the outside,
or by expanding on the inside of tubes and hollow pieces. To tighten the jaws, rotate
any of the internal hex head bolts in the side of the chuck with an appropriate size hex
wrench. Chucks are self centering, and will align concentric workpieces with the axis
of rotation of the arbor shaft.
Faceplates are used typically to hold larger or non-round pieces. Work pieces may be
attached to the faceplate by a variety of methods including clamps, bolts and screws.
It is critical that the centerpoint of the workpiece be exactly aligned with the center of
rotation of the arbor shaft for accurate turning.
Fig.13 Chuck.Fig.13 Chuck.
For technical questions, please call 1-800-444-3353.
Page 12SKU 43681
Page 13
TAILSTOCK
The tailstock slides along the bed way freely, and may be used to secure the free end
of a rotating workpiece.
1.
2.
3.
4.
5.
The tailstock is clamped to the bedway using
the Tailstock Clamping Lever (Q).
The Quill (P) can be rotated inward and outward,
using the Tailstock Handwheel (S). The Quill can
be locked in place using the Quill Lock Lever.
The quill is shipped with a “dead end” which may
be inserted into the quill. “Dead end” means
that the end remains stationary, and allows the
workpiece to rotate upon it. To reduce friction,
it is a good idea to apply a little grease to the
Fig.14 Tailstock.
contact between the workpiece and the dead
end. Check this lubrication from time to time.
“Live ends” are available to fit this machine and may be
purchased separately. Live ends incorporate a bearing
to reduce friction between the workpiece and the quill.
Before using your lathe, it is important to check the
alignment of the tailstock with the arbor spindle. Do
this by placing a precisely machined rod in the chuck,
and checking its alignment with the center of the quill.
Accurate measurements may be made by mounting
a dial indicator to the bedway, and making measurements on the rod near the headstock, and near the
tailstock. These measurements must be exactly alike
for the tailstock to be properly aligned.
Adjustments may be made by loosening the tailstock
lock lever, then adjusting the position of the tailstock with the alignment screw (512).
Retighten the lock lever, and recheck the alignment before proceeding.
Fig.14 Tailstock.
Fig.15 Follow Rest.
Fig.15 Follow Rest.
FOLLOW REST AND STEADY REST
These are useful supports for your workpiece, which help
you improve machining accuracy.
1.
2.
3.
4.
5.
The Follow Rest is attached to the Apron, and follows the movement of the apron as the workpiece is
machined.
The Steady Rest is attached to the bedway, and remains in place as the workpiece turns within it.
Install these rests as needed to support the workpiece.
Adjust the brass holders within the rests to lightly ride
upon the workpieces. It is advisable to apply a little
grease to the points of the brass holders to reduce
friction between them and the workpiece.
The rests should be cleaned and stored in a dry clean
place when not in use.
For technical questions, please call 1-800-444-3353.
Fig.16 Steady Rest.Fig.16 Steady Rest.
Page 13SKU 43681
Page 14

Headstock Lubrication.
LUBRICATION
1.
2.
3.
Overall Lubrication.
The headstock gears should be lubricated with No. 70 (HL-70) Gear Compound. Check
them periodically, and apply lubrication whenever they appear dry. Do not apply excessive grease, since you do not want to get grease on the drive belt.
The oil in the headstock should be changed regularly. When the machine is new,
change the oil after the first 15 days of use. Change it again after the next 45 days of
use. Thereafter, change the oil after each 6 months. To change the oil, open the drain
plug on the underside of the headstock. After draining, replace the drain plug and refill
with clean lubricating oil until the oil level is at the red line on the oil gauge. Use standard 30 weight motor oil. Dispose of waste oil properly, and in accordance with local
regulations.
If during operation the oil level is below the red line, stop machining and add oil until
the level is at the red line.
Lubricate the parts indicated in this diagram periodically with light grease. Check before
each use to ensure that the machine is properly lubricated.
Fig. 17 Lubrication Chart.
Lubricate the indicated areas
with a light grease regularly.
For technical questions, please call 1-800-444-3353.
Page 14SKU 43681
Page 15

MAINTENANCE
WARNING: For your own safety, turn the switch OFF and remove plug from electrical
outlet before performing any maintenance work on the lathe.
1.
2.
Frequently blow out any dust accumulation inside the motor.
A coat of automotive wax to the bed will help keep the surfaces clean, and allow the
tool rest and tailstock to move freely.
3.
If the power cord is damaged, worn, or cut in any way have it replaced by a qualified
electrician right away.
TROUBLESHOOTING
Trouble Probable Cause Remedy
Motor will not run Defective ON/OFF switch or
Replace defective parts.
damaged power cord.
Burned out motor Have a qualified technician re-
place the motor.
Lathe slows down while
V-belt loose. Adjust tension.
turning.
Tailstock rocks back
Adjusting screw is too loose. Adjust screw.
and forth excessively.
Burning at tailstock end. Live center binding or dead
center not lubricated.
Check bearing on live center.
Add lubrication if using dead
center.
PLEASE READ THE FOLLOWING CAREFULLY
THE MANUFACTURER AND/OR DISTRIBUTOR HAS PROVIDED THE PARTS DIAGRAM IN THIS
MANUAL AS A REFERENCE TOOL ONLY: NETHER THE MANUFACTURER NOR DISTRIBUTOR
MAKES ANY REPRESENTATION OR WARRANTY OF ANY KIND TO THE BUYER THAT HE OR SHE
IS QUALIFIED TO MAKE ANY REPAIRS TO THE PRODUCT OR THAT HE OR SHE IS QUALIFIED TO
REPLACE ANY PARTS OF THE PRODUCT: IN FACT THE MANUFACTURER A ND/OR DISTRIBUTOR
EXPRESSLY STATES THAT ALL REPAIRS AND PARTS REPLACEMENTS SHOULD BE UNDERTAKEN
BY CERTIFIED AND LICENSED TECHNICIANS AND NOT BY THE BUYER. THE BUYER ASSUMES
ALL RISK AND LIABILITY ARISING OUT OF HIS OR HER REPAIRS TO THE ORIGINAL PRODUCT OR
REPLACEMENT PARTS THERETO, OR ARISING OUT OF HIS OR HER INSTALLATION OF REPLACEMENT PARTS THERETO.
For technical questions, please call 1-800-444-3353.
Page 15SKU 43681
Page 16

NOTE: Some parts are listed and shown for illustration purposes only
and are not available individually as replacement parts.
For technical questions, please call 1-800-444-3353.
Page 16SKU 43681
Page 17

For technical questions, please call 1-800-444-3353.
Page 17SKU 43681
Page 18

For technical questions, please call 1-800-444-3353.
Page 18SKU 43681
Page 19

For technical questions, please call 1-800-444-3353.
Page 19SKU 43681
Page 20

NOTE: Some parts are listed and shown for illustration purposes only
and are not available individually as replacement parts.
For technical questions, please call 1-800-444-3353.
Page 20SKU 43681
Page 21

For technical questions, please call 1-800-444-3353.
Page 21SKU 43681
Page 22

For technical questions, please call 1-800-444-3353.
Page 22SKU 43681
Page 23

For technical questions, please call 1-800-444-3353.
Page 23SKU 43681
Page 24

For technical questions, please call 1-800-444-3353.
Page 24SKU 43681
Page 25

For technical questions, please call 1-800-444-3353.
Page 25SKU 43681
Page 26

For technical questions, please call 1-800-444-3353.
Page 26SKU 43681
Page 27

For technical questions, please call 1-800-444-3353.
Page 27SKU 43681
Page 28

For technical questions, please call 1-800-444-3353.
Page 28SKU 43681
Page 29

For technical questions, please call 1-800-444-3353.
Page 29SKU 43681
Page 30

For technical questions, please call 1-800-444-3353.
Page 30SKU 43681
Page 31

For technical questions, please call 1-800-444-3353.
Page 31SKU 43681
Page 32

For technical questions, please call 1-800-444-3353.
Page 32SKU 43681
Page 33

For technical questions, please call 1-800-444-3353.
Page 33SKU 43681
Page 34

For technical questions, please call 1-800-444-3353.
Page 34SKU 43681
Page 35

For technical questions, please call 1-800-444-3353.
Page 35SKU 43681
Page 36

For technical questions, please call 1-800-444-3353.
Page 36SKU 43681
Page 37

For technical questions, please call 1-800-444-3353.
Page 37SKU 43681
Page 38

For technical questions, please call 1-800-444-3353.
Page 38SKU 43681
Page 39

For technical questions, please call 1-800-444-3353.
Page 39SKU 43681
Page 40

For technical questions, please call 1-800-444-3353.
Page 40SKU 43681
Page 41

WARRANTY INFORMATION
Harbor Freight Tools Co. makes every effort to assure that its products meet high quality and durability standards,
and warrants to the original purchaser for a period of ninety days from date of purchase that the motor/engine, the
belts (if so equipped), and the blades (if so equipped) are free of defects in materials and workmanship. Harbor
Freight Tools also warrants to the original purchaser, for a period of one year from date of purchase, that all other
parts and components of the product are free from defects in materials and workmanship. This warranty does not
apply to damage due directly or indirectly to misuse, abuse, negligence or accidents; repairs or alterations outside
our facilities; or to lack of maintenance. We shall in no event be liable for death, injuries to persons or property, or
for incidental, contingent, special or consequential damages arising from the use of our product. Some states do
not allow the exclusion or limitation of incidental or consequential damages, so the above limitation of exclusion
may not apply to you. THIS WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER WARRANTIES, EXPRESS
OR IMPLIED, INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS.
To take advantage of this warranty, the product or part must be returned to us with transportation charges prepaid.
Proof of purchase date and an explanation of the complaint must accompany the merchandise. If our inspection
verifies the defect, we will either repair or replace the product at our election or we may elect to refund the purchase
price if we cannot readily and quickly provide you with a replacement. We will return repaired products at our
expense, but if we determine there is no defect, or that the defect resulted from causes not within the scope of
our warranty, then you must bear the cost of returning the product.
This warranty gives you specific legal rights and you may also have other rights which vary from state to state.
3491 Mission Oaks Blvd. • PO Box 6009 • Camarillo, CA 93011 • (800) 444-3353
Limited 90 day/1 year warranty
For technical questions, please call 1-800-444-3353.
Page 41SKU 43681
 Loading...
Loading...