

GYS 1305, 1700, 1905, 200A, CEL 250A TRI User Manual
...
73502- 240811-V12
SOMMAIRE
TABLE OF CONTENTS
ALIMENTATION-MISE EN MARCHE ....................... 2 POWER SUPPLY-START UP .................................... 7
SOUDAGE A L'ÉLECTRODE
ENROBEE (MODE MMA) ......................................... 2
ELECTRODE WELDING
(MMA MODE) ......................................................... 7
SOUDAGE TIG LIFT ................................................ 3 TIG LIFT WELDING ................................................ 8
PROTECTION THERMIQUE ET
FACTEURS DE MARCHE.......................................... 4
THERMAL PROTECTION
& DUTY CYCLE ....................................................... 9
ENTRETIEN ............................................................ 5 MAINTENANCE.......................................................10
NOS CONSEILS ...................................................... 5 ADVICE ..................................................................10
SÉCURITÉ .............................................................. 5 SECURITY ..............................................................10
ANOMALIES, CAUSES, REMEDES ........................... 6 TROUBLESHOOTING ..............................................11
GARANTIE.............................................................. 6 DECLARATION OF CONFORMITY ...........................11
CERTIFICAT DE CONFORMITE............................... 6 SPARE PARTS.........................................................32
PIECES DE RECHANGE........................................... 37 SYMBOLS .......................................................... 37-39
ICONES ................................................................37-39 FRONTAL SIDE.......................................................40
FACE AVANT........................................................... 40
P : 12-16 / 37-40 P : 17-21/37-40
P : 22-26 / 37-40 P : 27-31/37-40
P : 32-40
2/40
DESCRIPTION
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce
qui suit :
Les 1305, 1700, 1905, 200A, CEL 250A TRI et TRI sont des postes de soudure Inverter, portables, ventilés,
pour soudage à l’électrode enrobée (MMA) et à électrode réfractaire (TIG Lift) en courant continu (DC). En
MMA, ils soudent tout type d’électrode : rutile, inox, fonte, basique. Ils fonctionnent sur une alimentation
électrique, monophasée 230V pour le 1305/1700/1905, monophasée 230V comprise entre 110V et 240V pour
le 200A, et triphasée 400V pour les CEL 250A TRI et TRI. En Tig, ils soudent la plupart des métaux sauf
l’aluminum et ses alliages. Ils sont protégés pour le fonctionnement sur groupes électrogènes (Alim 230 V +15% ou 400V +- 15% selon modèle).
ALIMENTATION-MISE EN MARCHE
• Les postes sont livrés avec une prise 230V 16A de type CEE7/7 pour le 1305/1700/1905/200A et 400V 16A
triphasée 5 pôles type EN 60309-1 pour le 2510. Ils doivent être reliés à une installation électrique 230 V
(50 - 60 Hz) AVEC terre pour le 1305/1700/1905, et 400V triphasée AVEC terre pour les CEL 250A TRI et
TRI. Le 200A dispose d’un système « Flexible Voltage », il s’alimente sur une installation électrique AVEC
terre comprise entre 110V et 240V (50 - 60 Hz).. Le courant effectif absorbé (I1eff) est indiqué sur
l'appareil pour les conditions d'utilisation maximales. Vérifier que l'alimentation et ses protections (fusible
et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut
être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales. En utilisation
intensive, utiliser de préférence une installation électrique 20A, pour le 1700. L'utilisateur doit s'assurer de
l'accessibilité de la prise.
• La mise en marche s’effectue par une pression sur la touche « ON / VEILLE »
.
• L’appareil se met en protection si la tension d'alimentation est supérieure à 265V pour le
1305/1700/1905/200A ou 460V pour les CEL 250A TRI et TRI.
Pour indiquer ce défaut, l’afficheur indique sur le 1305/1700 et sur le 1905/200A/CEL 250A
TRI/TRI.
Le fonctionnement normal reprend dès que la tension d'alimentation revient dans sa plage nominale.
• Ces appareils sont de Classe A. Ils sont conçus pour un emploi dans un environnement industriel ou
professionnel. Dans un environnement différent, il peut être difficile d’assurer la compatibilité
électromagnétique, à cause de perturbations conduites aussi bien que rayonnées. Ne pas utiliser dans un
environnement comportant des poussières métalliques conductrices.
• A partir du 1er décembre 2010, modification norme EN 60974-10 applicable pour les Les 1305, 1700, CEL
250A TRI et TRI : Attention, ces matériels ne respectent pas la CEI 61000-3-12. S’ils sont destinés à être
connectés au système public d’alimentation basse tension, il est de la responsabilité de l’utilisateur de
s’assurer qu’ils peuvent y être reliés. Consulter si nécessaire l’opérateur de votre réseau de distribution
électrique.
SOUDAGE A L'ÉLECTRODE ENROBÉE (mode MMA)
• Brancher les câbles porte électrode et pince de masse dans les connecteurs. Respecter les polarités
indiquées sur l'emballage des électrodes.
• Respecter les règles classiques du soudage.
• Votre appareil est muni de 3 fonctionnalités spécifiques aux Inverters :
Le Hot Start (mode réglable, cf ci-dessous) procure une surintensité en début de soudage.
L’Arc Force (mode réglable uniquement sur les modèles 1905,CEL 250A TRI et TRI) délivre une
surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
L'Anti-Sticking vous permet de décoller facilement votre électrode sans la faire rougir en cas de
collage.
Activation du mode MMA et réglage de l’intensité :
- Sélectionner la position MMA avec le sélecteur
- Régler l’intensité souhaitée ( afficheur ) grâce aux touches .
Hot start et Arc force réglable :
Le Hot Start est réglable :
- de 0 à 60%, dans la limite de 130 A pour le 1305, dans la limite de 160 A pour le 1700.
- de 0 à 100% dans la limite de 190A pour le 1905, 200A pour le 200FV et 250A pour les CEL 250A TRI et TRI.
Conseils : Hot start faible, pour les tôles fines– Hot start élevé pour les métaux difficiles à souder (pièces
sales ou oxydées)
L’Arc Force est réglable de 0 à 100 % uniquement sur les modèles 1905/200A/CEL 250A TRI et TRI.
3/40
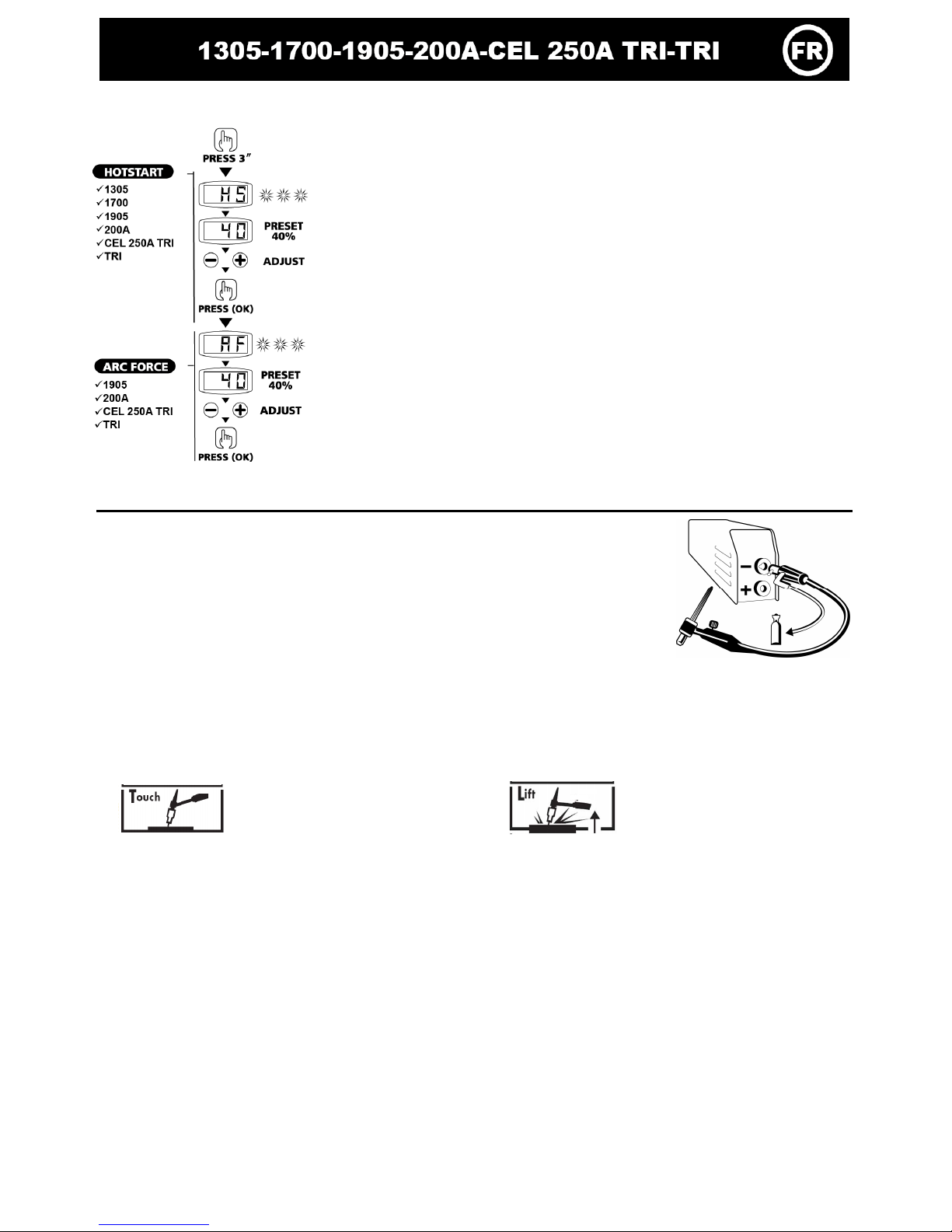
Pour régler le Hot Start et Arc Force, suivre les étapes suivantes :
Presser 3 secondes sur le sélecteur
L'inscription "HS" (Hot Start) clignote puis un chiffre apparaît
Régler le pourcentage souhaité (afficheur ) grâce aux touches
Valider la valeur souhaitée en pressant sur le sélecteur
L'inscription "AF" (Arc Force) clignote puis un chiffre apparaît.
Régler le pourcentage souhaité (afficheur ) grâce aux touches .
Valider la valeur souhaitée en pressant sur le sélecteur
SOUDAGE TIG Lift (mode TIG)
Le soudage TIG DC requiert une protection gazeuse (Argon).
Pour souder en TIG, suivre les étapes suivantes :
1. Connecter la pince de masse sur la polarité positive (+).
2. Brancher une torche « à valve » (ref. 044425 pour le 1305
1700/1905 réf. 044401 pour les 200A/CEL 250A TRI/TRI) sur la polarité négative (-).
3. Raccorder le tuyau de gaz au manodétendeur de la bouteille de gaz.
Il sera parfois nécessaire de le couper avant l’écrou si ce dernier n’est pas adapté au manodétendeur
4. Sélectionner la position TIG avec le sélecteur .
5. Régler l’intensité souhaitée (afficheur) grâce aux touches , selon l’épaisseur à souder (30A/mm).
6. Régler le débit de gaz sur le manodétendeur de la bouteille de gaz, puis ouvrir la valve de la torche
7. Pour amorcer :
b- relever l’électrode 2 à 5 mm
de la pièce à souder
8. En fin de soudure :
a. Pour le 1305/1700 : soulever la torche d'un geste rapide, ne couper le gaz qu'après refroidissement de
l'électrode.
b. Pour le 1905/200A/CEL 250A TRI/TRI : Lever 2 fois l'arc (haut-bas-haut-bas) pour déclencher
l'évanouissement automatique (cf paragraphe ci-dessous). Ce mouvement doit être effectué en moins
de 4 sec, sur une hauteur de 5 à 10 mm. Puis fermer la valve de la torche pour arrêter le gaz après
refroidissement de l'électrode.
a- toucher l’électrode sur la pièce
à souder
4/40
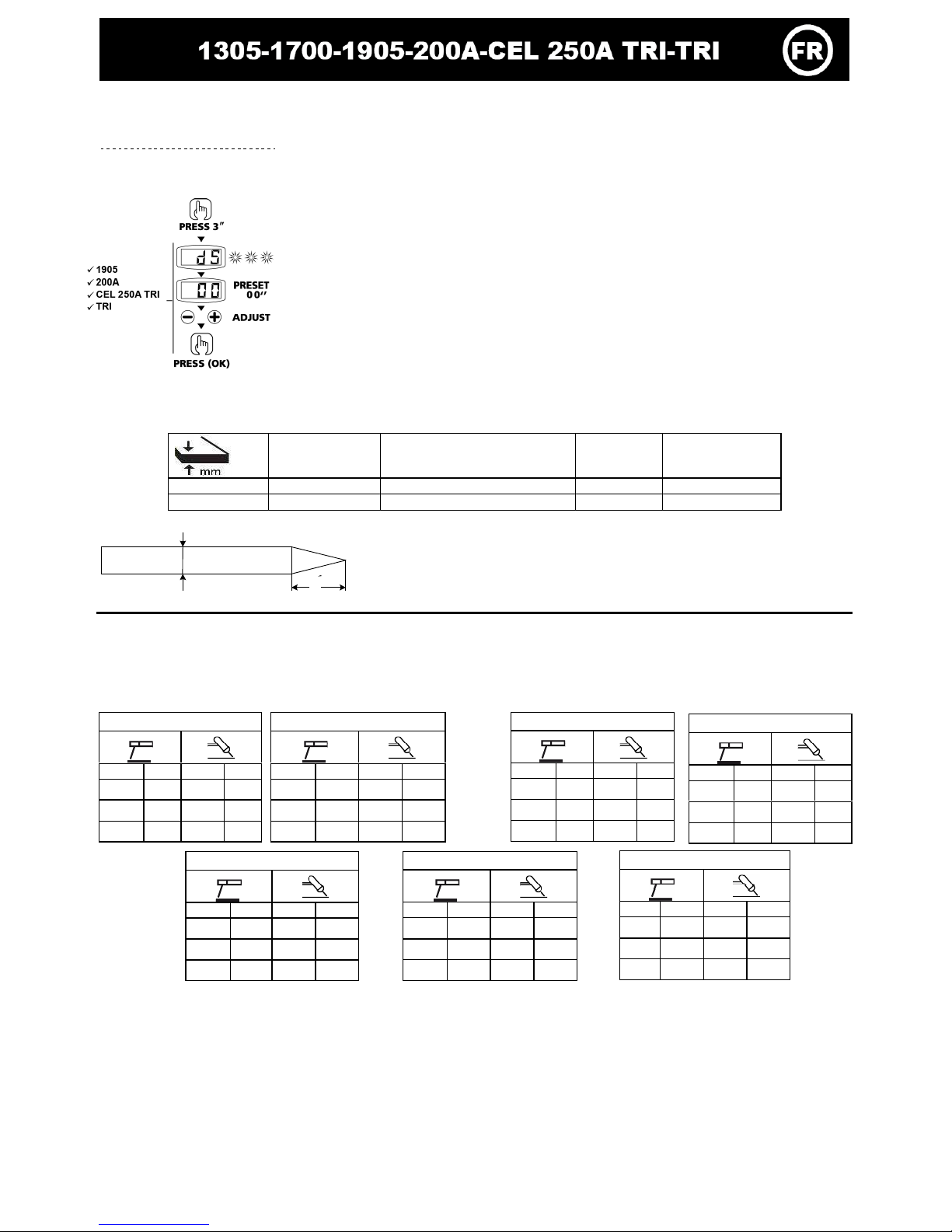
Évanouissement de l'arc automatique à durée réglable
(disponible sur LE 1905/200A/CEL 250A TRI/TRI)
Activation de la fonction :
Cela correspond en fin de soudure au temps nécessaire pour la baisse progressive
du courant de soudage jusqu’à l’arrêt de l’arc. Cette fonction permet d’éviter les
fissures et les cratères de fin de soudure.
Par défaut cette fonction n'est pas activée (tps à 0 sec). Pour l'activer, procéder
comme suit:
1- Presser 3 secondes sur le sélecteur
2- L'inscription "dS" (Downslope) clignote puis un chiffre apparaît
3- Régler le temps d'évanouissement souhaité de 0 à 10 sec (afficheur ) grâce
aux touches
4- Valider la valeur souhaitée en pressant sur le sélecteur .
Combinaisons conseillées / affutage électrode
Courant (A) ∅∅∅∅ Electrode (mm)
= ∅∅∅∅ fil (métal d’apport)
∅∅∅∅ Buse
(mm)
Débit
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Pour un fonctionnement optimal vous devez utiliser une électrode affûtée de la manière suivante :
d
l
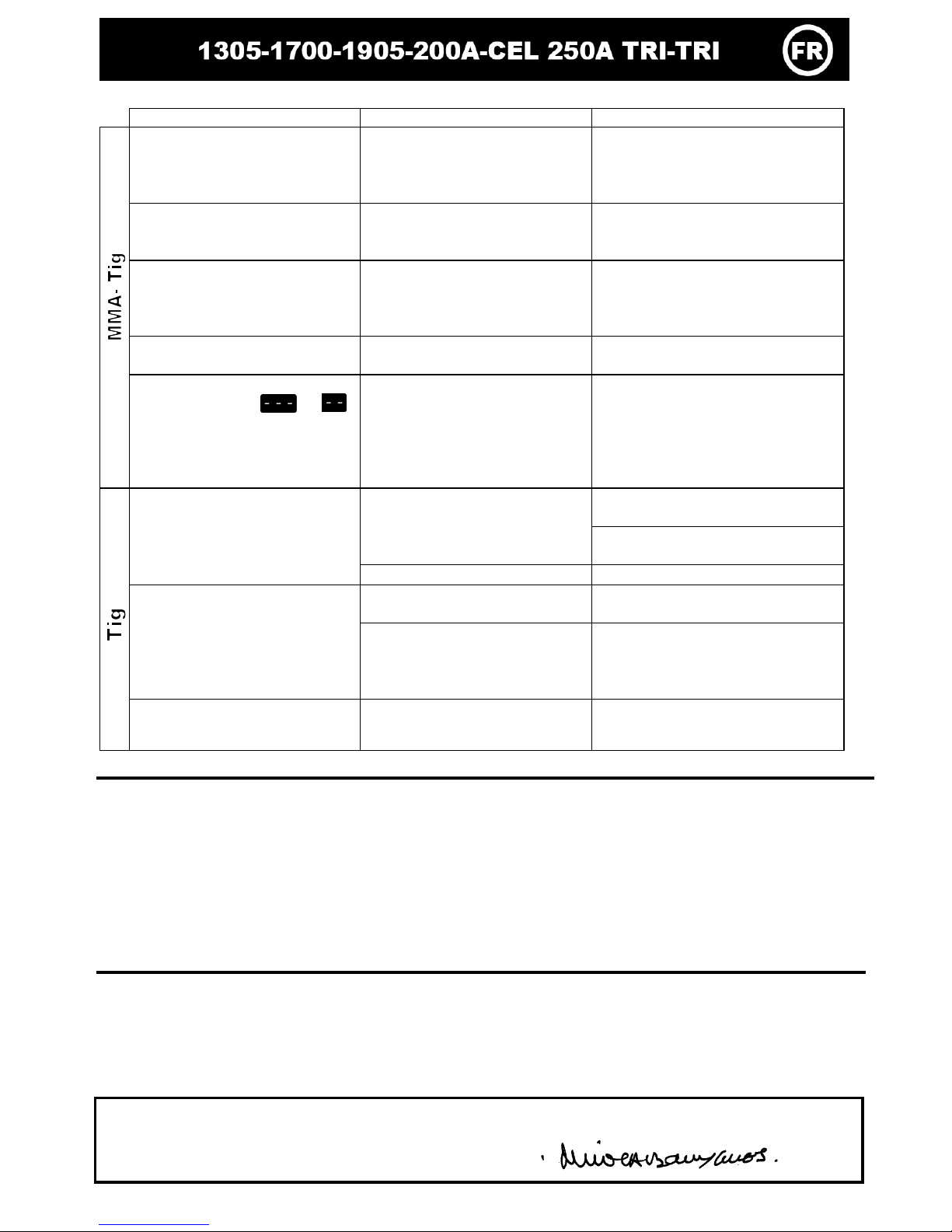
PROTECTION THERMIQUE ET FACTEURS DE MARCHE
• Protection thermique : le voyant s’allume et la durée de refroidissement est de 1 à 5 mn en fonction de
la température ambiante.
• Laisser l’appareil branché après soudage pour permettre le refroidissement
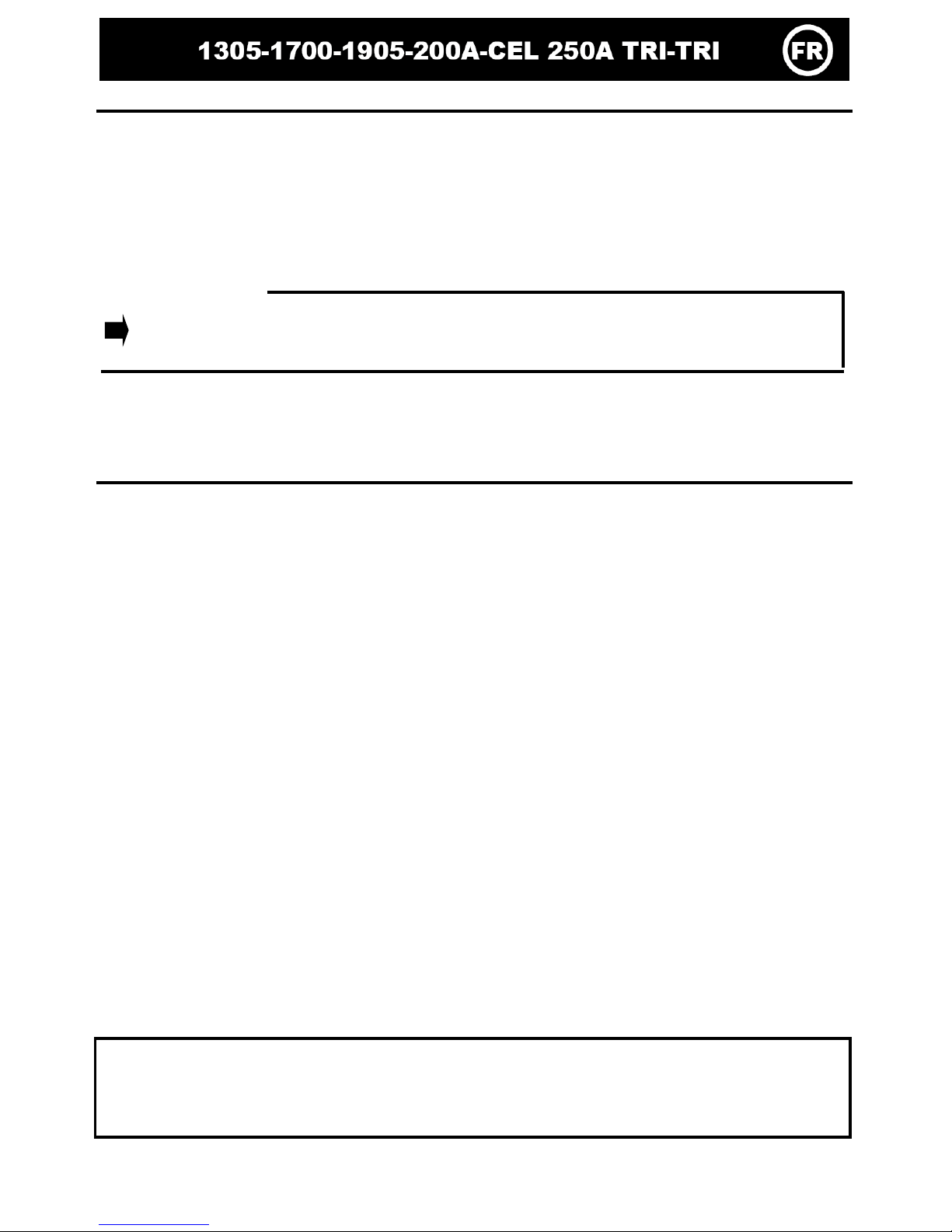
• Les postes décrits ont une caractéristique de sortie de type "courant constant". Leurs facteurs de marche
selon la norme EN60974-1 sont indiqués dans le tableau suivant :
Note : les essais d’échauffement ont été effectués à température ambiante et le facteur de marche à 40 °C a
été déterminé par simulation.
L = 2,5 x d.
L
200A (230)
X% @ I max X% @ I max
20% 200A 30% 200A
60% 120A 60% 135A
100% 105A 100% 120A
1700
X% @ I max X% @ I max
19% 160A 24% 160A
60% 90A 60% 105A
100% 75A 100% 95A
1905
X% @ I max X% @ I max
28% 160A 21% 190A
60% 120A 60% 135A
100% 105A 100% 120A
1305
X% @ I max X% @ I max
10% 130A 12% 130A
60% 40A 60% 55A
100% 35A 100% 50A
200A (110)
X% @ I max X% @ I max
24% 120A 24% 190A
60% 85A 60% 105A
100% 70A 100% 90A
TRI
X% @ I max X% @ I max
15% 250A 16% 250A
60% 120A 60% 130A
100% 95A 100% 110A
CEL 250A TRI
X% @ I max X% @ I max
25% 250A 35% 250A
60% 180A 60% 200A
100% 160A 100% 180A
5/40
ENTRETIEN
• L'entretien ne doit être effectué que par une personne qualifiée.
• Couper l'alimentation en débranchant la prise, et attendre l’arrêt du ventilateur avant de travailler sur
l'appareil. A l’intérieur, les tensions et intensités sont élevées et dangereuses.
• Régulièrement, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue
des connexions électriques avec un outil isolé par un personnel qualifié.
• Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il
doit être remplacé par le fabricant, son service après vente ou une personne de qualification similaire,
afin d'éviter un danger
NOS CONSEILS
• Respecter les polarités et intensités de soudage indiquées sur les boîtes d'électrodes
• Enlever l’électrode du porte-électrode lorsque le poste n'est pas utilisé.
• Laisser les ouïes de l'appareil libres pour l’entrée et la sortie d’air.
SÉCURITÉ
Le soudage à l'arc peut être dangereux et causer des blessures graves voire mortelles.
Protégez-vous et protégez les autres.
Respecter les instructions de sécurité suivantes
:
Rayonnements Protéger vous à l’aide d’un masque muni de filtres conformes EN 169 ou
de l’arc : EN 379.
Pluie, vapeur d’eau, Utiliser votre poste dans une atmosphère propre (degré de pollution ≤ 3), à plat
humidité: et à plus d’un mètre de la pièce à souder. Ne pas utiliser sous la pluie ou la neige.
Choc électrique : LE 1305/1700/1905/200A ne doit être utilisé que sur une alimentation monophasée
à 3 fils avec neutre relié à la terre. Les TRI et CEL 250A TRI ne doivent être utilisés
que sur une alimentation triphasée avec neutre relié à la terre. Ne pas toucher les
pièces sous tension. Vérifier que le réseau d'alimentation est adapté au poste.
Chutes : Ne pas faire transiter le poste au-dessus de personnes ou d’objets.
Brûlures : Porter des vêtements de travail en tissu ignifugé (coton, bleu ou jeans).
Travailler avec des gants de protection et un tablier ignifugé.
Protéger les autres en installant des paravents ininflammables, ou les prévenir de ne
pas regarder l'arc et garder des distances suffisantes.
Risques de feu : Supprimer tous les produits inflammables de l'espace de travail. Ne pas travailler en
présence de gaz inflammable.
Fumées : Ne pas inhaler les gaz et fumées de soudage. Utiliser dans un environnement
correctement ventilé, avec extraction artificielle si soudage en intérieur.
Précautions Toute opération de soudage :
supplémentaires : - dans des lieux comportant des risques accrus de choc électrique,
- dans des lieux fermés,
- en présence de matériau inflammable ou comportant des risques d'explosion,
doit toujours être soumise à l'approbation préalable d'un "responsable expert", et
effectuée en présence de personnes formées pour intervenir en cas d'urgence.
Les moyens techniques de protections décrits dans la Spécification Technique
CEI/IEC 62081 doivent être appliqués.
Le soudage en position surélevée est interdit, sauf en cas d'utilisation de plates-
formes de sécurité.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ces
appareils.
Ne pas utiliser le poste pour dégeler des canalisations.
En soudage TIG, manipuler la bouteille de gaz avec précaution, des risques existent si la
bouteille ou la soupape de la bouteille sont endommagées.
6/40
ANOMALIES, CAUSES, REMÈDES
Anomalies Causes Remèdes
L’appareil ne délivre pas de
courant et le voyant jaune de
défaut thermique est allumé
.
La protection thermique du
poste s’est enclenchée.
Attendre la fin de la période de
refroidissement, environ 2 min. Le
voyant s’éteint.
L’afficheur est allumé mais
l’appareil ne délivre pas de
courant.
Le câble de pince de masse ou
porte électrode n’est pas
connecté au poste.
Vérifier les branchements.
Le poste est alimenté, vous
ressentez des picotements en
posant la main sur la
carrosserie.
La mise à la terre est
défectueuse.
Contrôler la prise et la terre de
votre installation.
Le poste soude mal Erreur de polarité
Vérifier la polarité conseillée sur la
boîte d'électrode.
Lors de la mise en route,
l’afficheur indique ou
La tension d’alimentation n’est
pas dans la fourchette 230 V
+/- 15% pour le 1305 /1700
/1905,100V-265V pour le 200A,
400V +/- 15% pour les TRI et
CEL 250A TRI.
Vérifier votre installation
électrique ou votre groupe
électrogène
Utiliser une électrode en
tungstène de taille appropriée
Défaut provenant de l'électrode
en tungstène
Utiliser une électrode en
tungstène correctement préparée
Arc instable
Débit de gaz trop important Réduire le débit de gaz
Zone de soudage.
Protéger la zone de soudage
contre les courants d'air.
L'électrode en tungstène
s'oxyde et se ternit en fin de
soudage
Problème de gaz, ou coupure
prématurée du gaz
Contrôler et serrer tous les
raccords de gaz. Attendre que
l'électrode refroidisse avant de
couper le gaz.
L'électrode fond Erreur de polarité
Vérifier que la pince de masse est
bien reliée au +
CONDITIONS DE GARANTIE FRANCE
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces
et main d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou
toute autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à votre distributeur (port dû refusé), en y joignant :
- Le justificatif d’achat daté (facture, tickets de caisse…)
- Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
DÉCLARATION DE CONFORMITÉ :
JBDC atteste que les postes de soudure 1305-1700-1905-200A-CEL 250A TRI-TRI sont fabriqués
conformément aux exigences des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM
2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN 60974-1 de 2005, EN 60974-10 de
2007 et EN 50445 de 2008.
Le marquage CE a été apposé en 2009.
01/08/09 Nicolas BOUYGUES
Société JBDC Président Directeur Général
134 BD des Loges
53941 Saint Berthevin
7/40
Thank you for choosing our product! In order to take the most of your welder, please read the following
instructions carefully:
The 1305, 1700, 1905,200A, TRI and CEL 250A TRI are, Inverter, portable welder, for covered electrode
and TIG Lift in DC. It allows welding with rutiles, basic, stainless steel and cast iron electrodes. They work
with a single phase 230V input for the 1305/1700/1905, a single phase 230V input spread between 110V an
230V for the 200A, and a three phase 400V input for the TRI and CEL 250A TRI. In TIG, it allows to weld
most of metals except aluminium and alloys. It is protected for a use on electric generators (230V /+- 15%
or 400V/+-15 %).
POWER SUPPLY – START UP
• This machine is delivered with a 230V socket /16A plug type EEC7/7 for 1305/1700/1905/200A and
400V/16A three-phase type EN 60309-1.The 1305/1700/1905/200A must be plugged on a 230 V (5060Hz) with earth and 400V three-phase for the 2510TRI. The absorbed effective current (I1eff) is shown
on the machine, for maximal using conditions. Check that the power supply and its protection (fuse and/or
circuit-breaker) is compatible with the necessary current during use. In some countries, the change of
plug can be necessary to allow a use at maximal conditions. For the 1700 in intensive use, preferably
select a 20 A plug. The welder must be installed so that the mains plug is accessible.
• The start-up is done by pressing the ON / STAND BY.
• The device turns into protection mode if the power supply tension is over 265V for 1305/1700/1905/200A
or 460V for TRI and CEL 250A TRI.
To indicate this default, the screen displays on 1305/1700 and for 1905/200A/TRI/CEL 250A
TRI. Once in protection mode, you have to unplug the device and plug it back on a socket delivering the
correct tension.
• These are A-class devices. They are designed to be used in an industrial or professional environment. In a
different environment, it can be difficult to ensure electromagnetic compatibility, due to conducted
disturbances as well as radiation.
• From 1st December 2010, the new standard EN 60974-10 will be applicable for 1305, 1700, TRI and CEL
250A TRI : Warning: these materials do not comply with IEC 61000-3-12. If they are to be connected to a
low-voltage mains supply, it is the responsibility of the user to ensure they can be connected. If necessary
consult the operator of your electrical distribution system
ELECTRODE WELDING (MMA Mode)
• Apply the usual welding rules.
• Leave the machine connected to the supply after welding in order to let it cool down.
• Thermal protection : thermal protection indicator turns on and the cooling time is about 2 to 5 min
according to external temperature.
• Your machine is equipped with 3 specific functions to Inverters :
The Hot Start (adjustable mode, see below) increases the current at the beginning of the
welding.
The Arc Force (adjustable mode only on the ISM 1905, TRI and CEL 250A TRI models)
increases the current in order to avoid the sticking when electrode enters in
melted metal.
The Anti Sticking allows you to easily withdraw your electrode without damaging it in case of
sticking.
Selection of MMA Mode and intensity setting :
- Select the MMA position with the selector.
- Adjust the wished current (display ) using the key .
Hot Start & Arc Force adjustments
Hot Start is adjustable:
- from 0 to 60% within the limit of 130A for the 1305 and 160A for the 1700.
- from 0 to 100% with limit of 190A for the 1905, 200A for 200A and 250A limit for TRI and CEL 250A
TRI.
Advice : low Hot Start : for thin metal sheets – high Hot Start for metals that are difficult to weld
(dirty or oxidized parts)
8/40
The Arc Force is adjustable from 0 to 100%, only on the 1905, 200A, TRI and CEL 250A TRI.
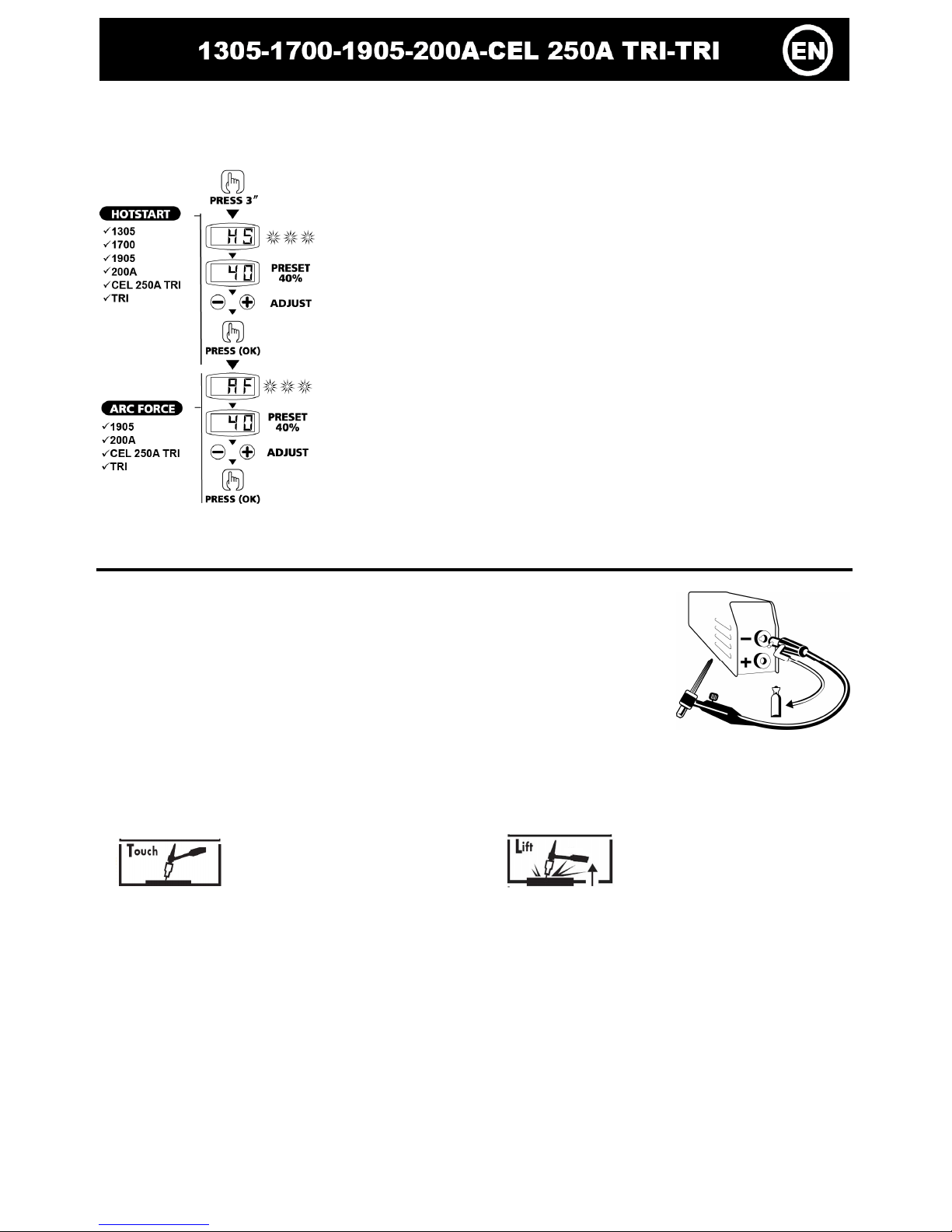
To adjust the Hot Start and Arc Force, go through the following steps:
Press the selector during 3 seconds.
The inscription "HS" (Hot Start) starts blinking and a number appears.
Set the required percentage ( display ) using keys
Valid the required figure by pressing the selector button
The inscription "AF" (Arc Force) starts blinking then one figure appears
Set the required percentage (display ) using keys .
Valid the required figure by pressing the selector button.
TIG LIFT WELDING
The DC TIG welding requires a protective gas (argon).
Follow the steps as below :
1. Connect the earth clamp on the positive pole (+).
2. Connect a torch "valve" (ref. 044425 for 1305/1700/
1905; ref. 044401 for 200A/TRI/CEL 250A TRI) on the negative polarity (-).
3. Connect the pipe gas torch on the gas cylinder
4. Select TIG mode using the selector button .
5. Adjust the wished current (display ) using the keys .
Advice : Take 30A/mm as a default setting and adjust according to the part to weld.
6. Set the gas flow on flewmeter of the gas cylinder, and then open the valve of the torch
7. To boot :
b- Raise the electrode 2 to 5 mm
of the part to be welded
8. At end of welding :
a. For 1305/1700: raise the torch for a quick gesture, do not cut the gas only after electrode cooling.
b. For 1905/200A/TRI/CEL 250A TRI : Lever 2 times the arc (up-down-up-down) to trigger the
automatic fade (see paragraph below). This movement must be performed in less than 4 sec, at a
height of 5 to 10 mm. Then close the valve to stop the torch gas after cooling of the electrode.
a-
Touch the electrode on the welding
part
9/40
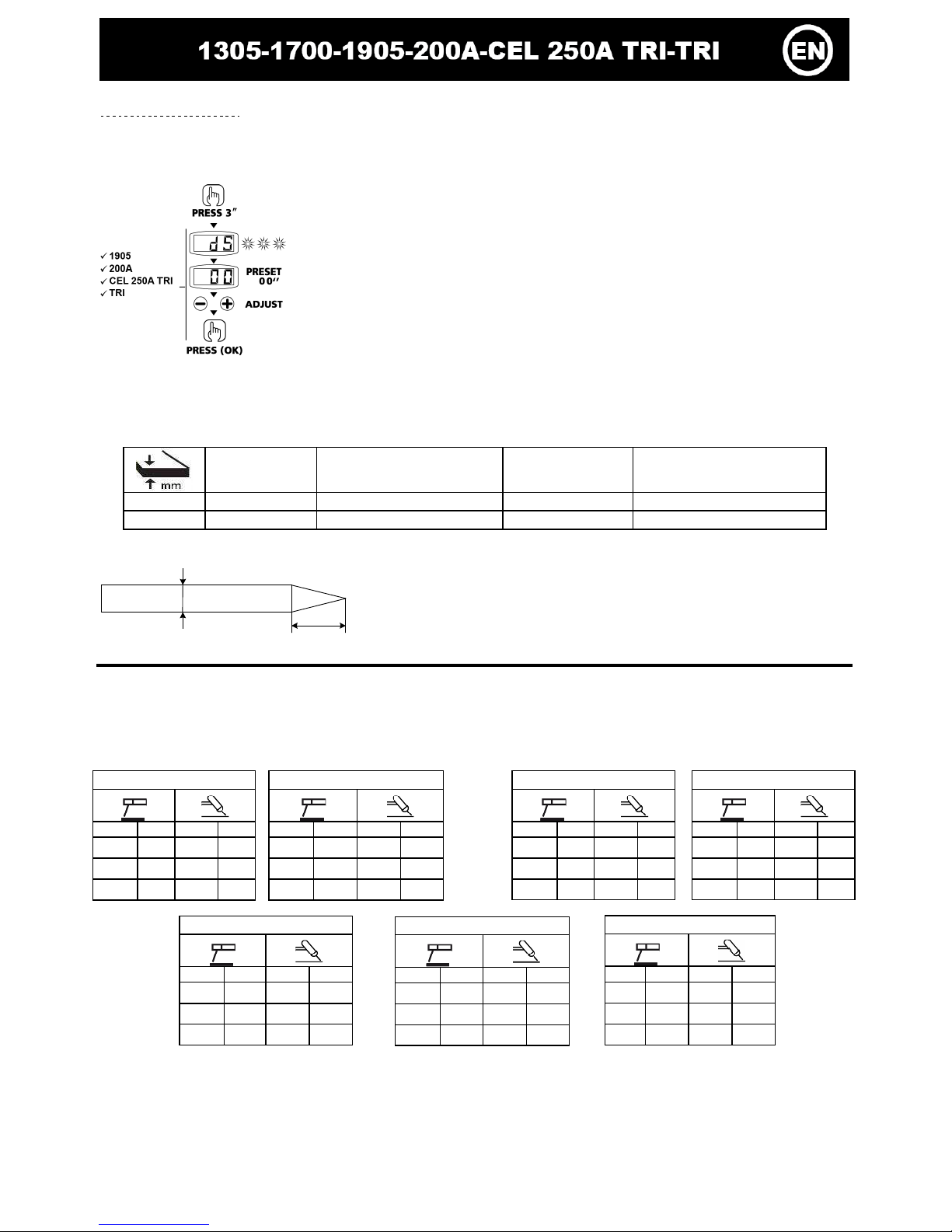
Automatic Arc slope with time adjustable (available for 1905/200A/TRI/CEL 250A TRI)
Function activation :
This corresponds to the end of welding time required for the gradual decline
in the welding current until the stop of the arc. This function helps to avoid
cracks and craters at end of welding.
This function is not activated (timer at 0 sec). To activate it, proceed as
follow:
1- Press 3 seconds on the selector button
2- The inscription "dS" (Downslope) starts blinking then one figure appears.
3- Set the automatic arc slope you wish from 0 to 10 sec (display) using
key.
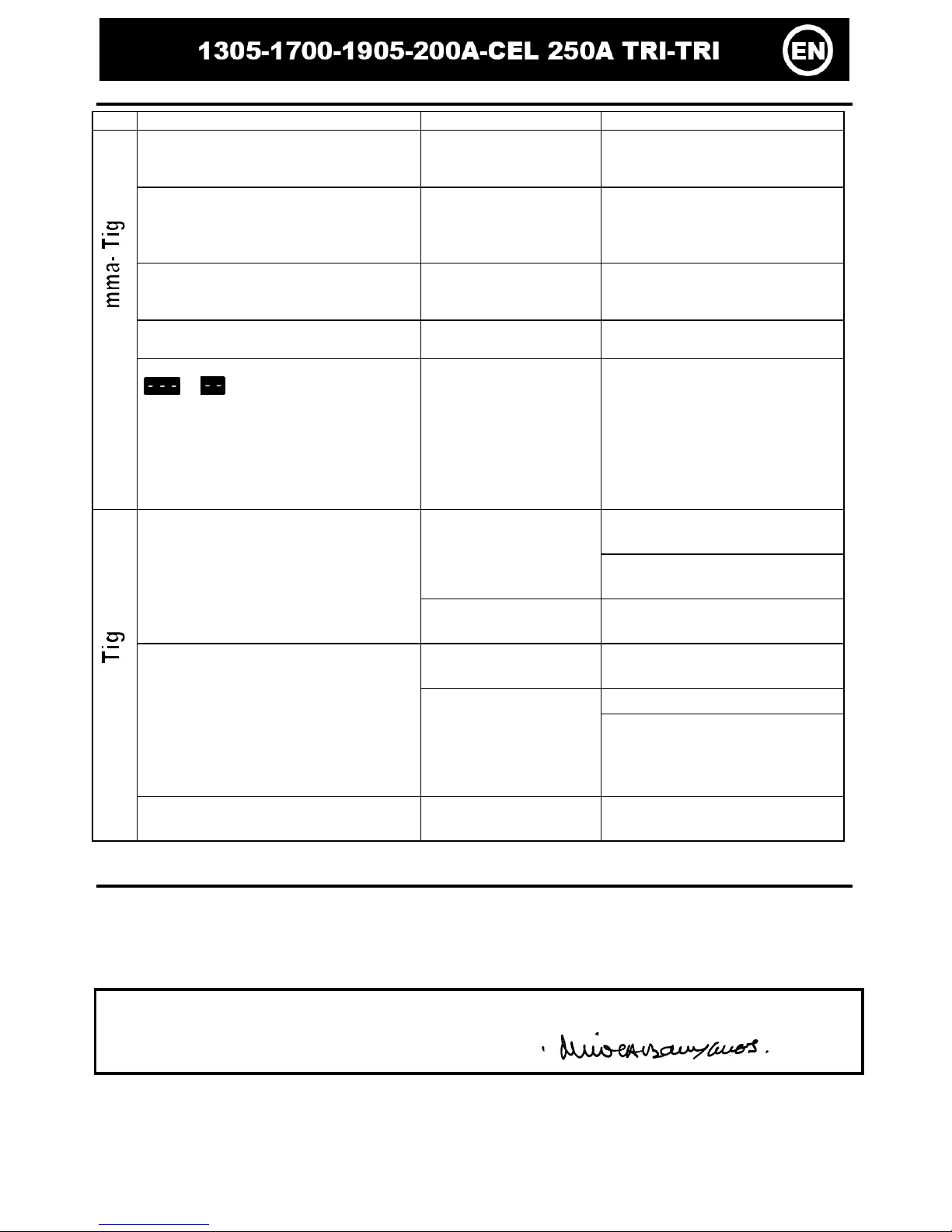
Recommended combinations / Electrode grinding
Current (A) Ø Electrode (mm)
= Ø wire (filler metal)
Ø Nozzle (mm) Flow rate (Argon L/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
To optimize the working, you have to use an electrode grinded as below :
d
l
THERMAL PROTECTION & DUTY CYCLE
• Thermal protection : thermal protection indicator turns on and the cooling time is about 2 to 5 min
according to external temperature.
• Leave the machine connected to the supply after welding in order to let it cool down
• The welding unit describes an output characteristic of "constant current" type. The duty cycles following
the norm EN60974-1 (at 40°C on a 10mn cycle) are indicated in the table here below :
Note : the overheating tests have been made at room temperature and the duty cycles at 40°C have been
determined by simulation.
L = 3 x d for a low curre
nt
L = d for a strong current
L
1700
X% @ I max X% @ I max
19% 160A 24% 160A
60% 90A 60% 105A
100% 75A 100% 95A
1905
X% @ I max X% @ I max
28% 160A 21% 190A
60% 120A 60% 135A
100% 105A 100% 120A
1305
X% @ I max X% @ I max
10% 130A 12% 130A
60% 40A 60% 55A
100% 35A 100% 50A
200A (230)
X% @ I max X% @ I max
20% 200A 30% 200A
60% 120A 60% 135A
100% 105A 100% 120A
200A (110)
X% @ I max X% @ I max
24% 120A 24% 190A
60% 85A 60% 105A
100% 70A 100% 90A
TRI
X% @ I max X% @ I max
15% 250A 16% 250A
60% 120A 60% 130A
100% 95A 100% 110A
CEL 250A TRI
X% @ I max X% @ I max
25% 250A 35% 250A
60% 180A 60% 200A
100% 160A 100% 180A
10/40
MAINTENANCE
• Refer all servicing to qualified personnel.
• Disconnect the generator and wait until the ventilator stopped before working on the unit. Inside the
device, voltages and current are dangerous.
• Regularly remove the steel cover and blow off the dust with compressed air. Let check the electrical
connections (with an insulated tool) and the insulations by qualified personnel.
• Regularly control the state of the cord. If this supply cable is damaged, it must be replaced by the
manufacturer, its after sales service or a similarly qualified technician to avoid any danger.
ADVICE
• Respect welding polarities and currents indicated on the electrode packaging
• Remove the electrode from the electrode holder when you do not use it.
• Leave the inlets free to allow in/out air circulation.
SECURITY
The arc welding can be dangerous and leads serious injury, may fatal. Protect yourself and
protect the others.
Respect the following warnings:
Arc rays : Protect yourself thanks to a welding helmet in compliance with EN175 equiped with
filters in compliance with EN 169 or EN 379. Inform and protect by the same means
any people in the welding environment.
Rain, steam, The working environment must be clean (degree of pollution ≤ 3) and protected
humidity : against rain. Put the appliance on an even place and at least at one meter from the
parts to be welded. Do not use them under rain or snow.
Electric shocks : The 1305, 1700, 1905, 200A must be used on a single phase power outlet with 3-
wire grounded neutral. The TRI and CEL 250A TRI can be used only on a threephase power supply with a grounded neutral. Do not touch live parts. Check that the
supply system is suitable for the post.
Moving : Do not underestimate the weight of the apparatus. Do not carry it over people or
things. Do not drop it. Do not set it brutally
Burns : Wear protective or fire-proof clothing (overalls, jeans).
Use some welder gloves and a fire-proof apron.
Protect the others by installing non flammable protection wall , or prevent the
others to not look at the arc and to keep a sufficient distance
Fire risks : Suppress all flammable products from the working area. Do not works near
flammable gas.
Smokes : Do not inhale gas or welding smokes. If indoors ventilate the area well and/or use
local extraction ventilation equipment to remove fumes and gases.
Extraprecautions : Any welding operation :
- in environments with increased risk of electric shock,
- in confined spaces,
- in the presence of flammable or explosive materials
must be evaluated in advance by an “Expert supervisor” and must always be carried
out in the presence of other people trained to intervene in case of emergency.
Technical protection measures MUST BE taken as described in the TECHNICAL
SPECIFICATION "IEC 62081".
Welding in raised positions is forbidden unless safety platforms are used.
The persons carrying pacemaker have to consult a doctor before using these machines
Do not use the unit to thaw tubing.
In TIG welding, manipulate the gas bottle carefully. Indeed, there are risks if the bottle or the
bottle valve are damaged.
11/40
TROUBLESHOOTING
Anomalies Causes Remedies
The device does not deliver any
current and the yellow indicator lamp
of thermal defect lights up.
The welder thermal
protection has turned
on.
Wait for the end of the cooling
time, around 2 minutes. The
indicator lamp turns off.
The display is on but the device does
not deliver any current.
The cable of the earth
clamp or electrode
holder is not connected
to the welder.
Check the connections.
If, when the unit is on and you put
your hand on the welding unit’s body,
you feel tingling sensation.
The welding unit is not
correctly connected to
the earth.
Check the plug and the earth of
your electrical network.
Your unit does not weld correctly. Polarity error. Check the polarity advised on
the electrode packaging.
When starting up, the display indicates
or during one second and
turns off.
The voltage is not
included in the range
230V +/- 15% for
1305, 1700, 1905;
between 110V and
230V for 200A ; 400V
+/- 15% for TRI and
CEL 250A TRI
Have the electrical installation
checked.
Use a tungsten electrode with
the adequate size
Default coming from
the tungsten electrode
Use a well prepared tungsten
electrode
Instable arc
Too important gas flow
rate
Reduce gas flow rate
Welding zone Protect welding zone against air
flows
Increase post-gas duration
The tungsten electrode gets oxidised
and tern at the end of welding.
Default coming from
post-gas or the gas has
been stopped
prematurely.
Check and tighten all gas
connections. Wait until the
electrode cools down before
stopping the gas.
The electrode melts Polarity error Check that the earth clamp is
really connected to +
DECLARATION OF CONFORMITY :
The equipment described on this manual complies with the instructions of low voltage 2006/95/CE of
12/12/2006, and the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 60974-10 of 2007 and EN50445 of 2008.
CE marking was added in 2009.
01/08/09 Nicolas BOUYGUES
SAS JBDC Président Directeur Général
134 BD des Loges
53941 Saint Berthevin
12/40
Wir freuen uns, dass Sie sich für ein Markengerät der Firma JBDC entschieden haben und danken Ihnen für das
entgegengebrachte Vertrauen. Bitte lesen Sie sorgfältig vor dem Erstgebrauch diese Betriebsanleitung.
Der 1305, 1700, 1905, 200A sind einphasige Inverter Schweißgeräte und die Inverter TRI und CEL 250A
TRI sind für drei Phasen 400V konzipiert , für schweißen mit umhüllten Stabelektroden und WIG Lift mit
Gleichstrom. Sie können Rutil-, basische und Inox-, Gusselektroden schweißen. Mit WIG Funktion können es
die meisten Metalle verschweißt werden, bis auf Aluminium und die Legierungen. Die Geräte sind geeignet
für den Generatorbetrieb (230V +- 15% oder 400V +- 15%).
STROMVERSORGUNG-INBETRIEBNAHME
• Die Geräte 1305/1700/1905/200A werden mit einem 16 A CEE7/7- Stecker geliefert [Anschluss: 230 V
(50-60 Hz) + Erde, zwischen 110V un 230V für 200A] und 400V/ 16A 3-ph Typ EN 60309-1 für di CEL
250A TRI und TRI. Bitte prüfen Sie stets, ob die Stromversorgung und die Schutzeinrichtungen
(Sicherungen und/oder Stromunterbrechung) mit dem Strom, den Sie beim Schweißen benötigen,
übereinstimmen. In einigen Ländern ist es notwendig einen anderen Stecker zu verwenden (vorzugsweise
20 A Stecker), um bei maximaler Belastung arbeiten zu können.
• Zum Starten drücken Sie auf die Standby/On Taste.
• Steigt die Netzspannung über 265V bei 1305/1700/1905/200A, oder bei 2510 über 460V, schaltet sich
das Gerät selbständig aus Überhitzungsschutz)
Dieser Fehler wird mit bei 1305/1700 und bei 1905/200A/CEL 250A TRI/TRI angezeigt.
Bei dieser Anzeige müssen Sie den Stecker aus der Steckdose ziehen. Sorgen Sie für korrekte
Netzspannungversorgung.
• Diese Geräte sind Klasse A und sind für den industriellen und/ oder professionellen Gebrauch geeignet. In
einem anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten. Verwenden
Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität
leiten können.
• ACHTUNG! Für 1305-1700-CEL 250A TRI-TRI : Änderung der Norm EN 60974-10 ab 01. Dezember 2010!
Diese Geräte entsprechen nicht mehr der Richtlinie CEI 61000-3-12. Es liegt in Ihrer Verantwortung zu
überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie sie an das Stromnetz
anschließen. Bei Fragen wenden Sie sich bitte an den zuständigen Stromnetzbetreiber.
SCHWEIßEN MIT UMHÜLLTEN ELEKTRODEN (MMA MODE)
Wenden Sie die üblichen Schweiß- Richtlinien an
• Nach dem Schweißen lassen Sie das Gerät eingeschaltet bis sich die Maschine abgekühlt hat
• Termische Überwachung: wenn die termische Überwachung anspricht, dauert die Abkühlzeit je nach
Außentemperatur zwischen 2 und 5 min.
Ihr Schweißgerät ist mit drei spezifischen Funktionen zur Verbesserung der Schweißeigenschaften
ausgerüstet:
•
Hot Start: Erhöht den Schweißstrom beim Zünden der Elektrode.
•
Arc Force: Erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen (Sticking) der Elektrode am
Werkstück während des Eintauchens ins Schweißbad wird verhindert.
•
Anti Sticking: Schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während,
möglichen Festbrennens wird vermieden.
Auswahl der Betriebsart und der Stromstärke:
- Wählen Sie die MMA Mode mit der Drucktaste
- Wählen Sie die gewünschte Stromstärke (Anzeige ) mit der Drucktaste .
Anpassung Hot Start & Arc Force- Funktionen.
Der Hot Start 1305/1700 ist zwischen 0 und 60% einstellbar. Die Stromgrenze liegt bei 130A für 1305 oder
160 A für 1700.
Der Hot Start 1905/200A/2510 ist zwischen 0 und 100% einstellbar. Die Stromgrenze liegt bei 190 A für
1905 und 200A für 200A. 250T und TRI haben die Stromgrenze bei 250 A.
 Loading...
Loading...