

P 6-10 / 31-40FR
73502 - V7 - 19/02/2014
www.gys.fr
I
Montage 3P & 162
D
escriPtion
SMARTMIG
2
I
Montage
DescriPtion
SMARTMIG
3
II
sMartMig 162-3P-182-183
SMARTMIG
III
sMartMig 142-162-182-183
IV
III
IV
IV
V
V
4
VI
SMARTMIG
5
FR
DESCRIPTION
w
SMARTMIG
Merci de votre choix ! An de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit:
Les produits SMARTMIG sont des postes de soudure traditionnels pour le soudage semi-automatique (MIG ou MAG) en
courant continu (DC), et pour le soudage MMA (SMARTMIG 3P uniquement). Ils permettent de souder tout type de l :
acier, inox, alu, ux (no gas). Le SMARTMIG 3P permet de souder des électrodes jusqu'à 3,2mm.
Le réglage de ces appareils est simplié grâce à la solution SMART.
ALIMENTATION ÉLECTRIQUE
Ces appareils sont livrés avec une prise 16A de type CEE7/7. Le courant effectif absorbé (I1eff) est indiqué sur l'appareil, pour les conditions d'utilisation maximales.
Les Smartmig 162/3P/182 doivent être relié à une prise 230V 1PH AVEC terre protégée par un disjoncteur 16A et un
disjoncteur 13A pour le Smartmig 142.
Le Smartmig 183 doit être relié à une prise 400V 3ph AVEC terre protégée par un disjoncteur 10A.
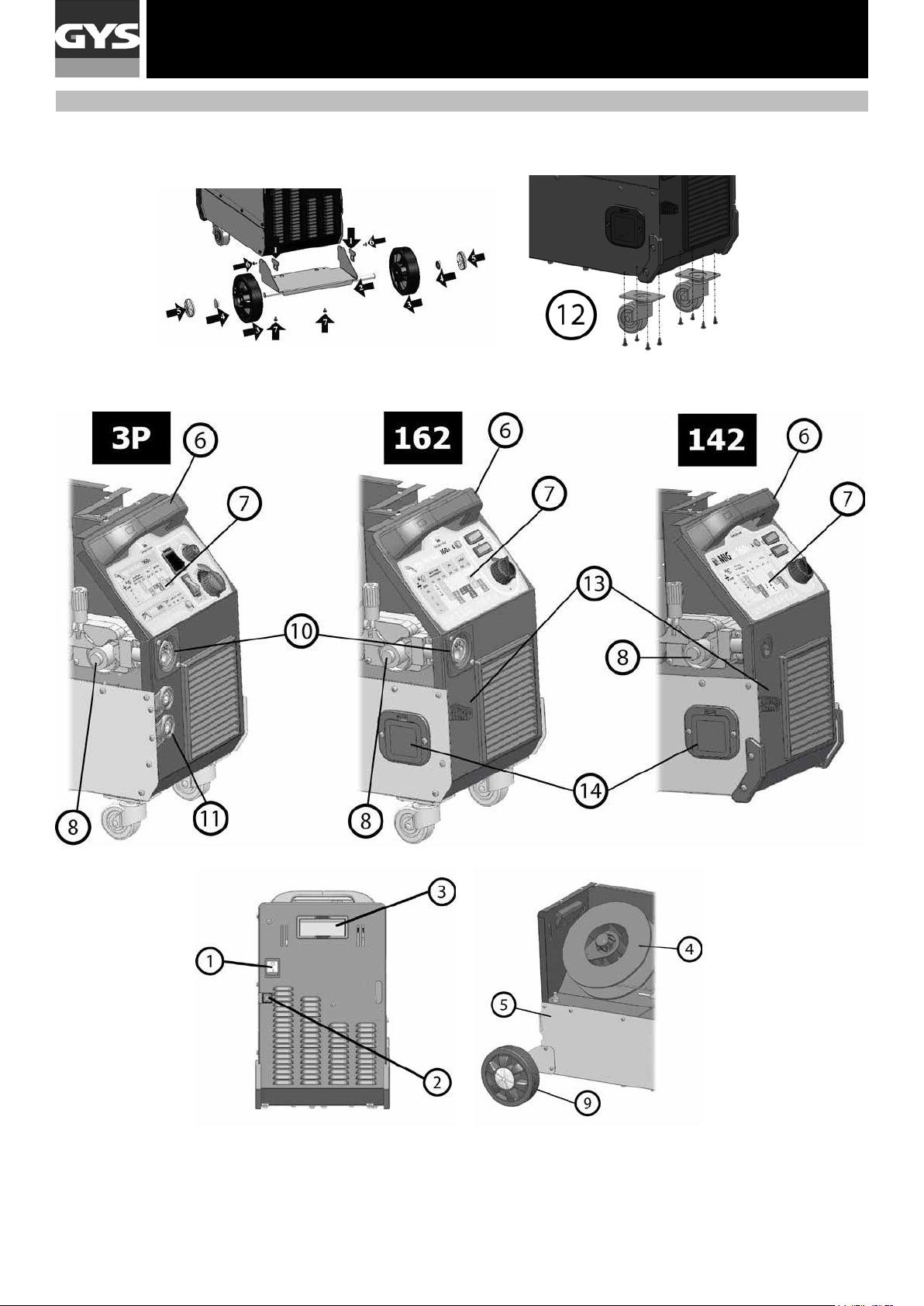
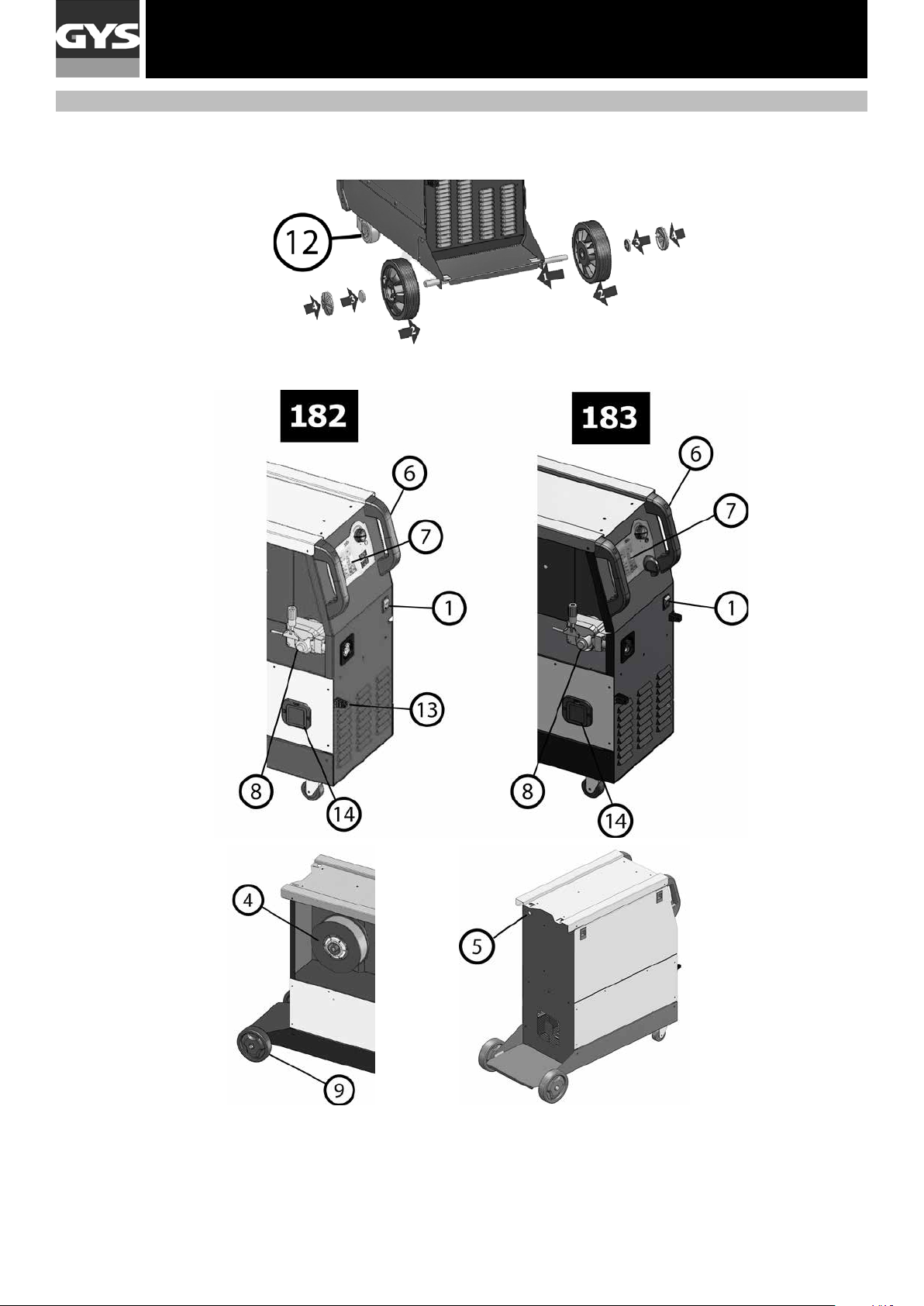
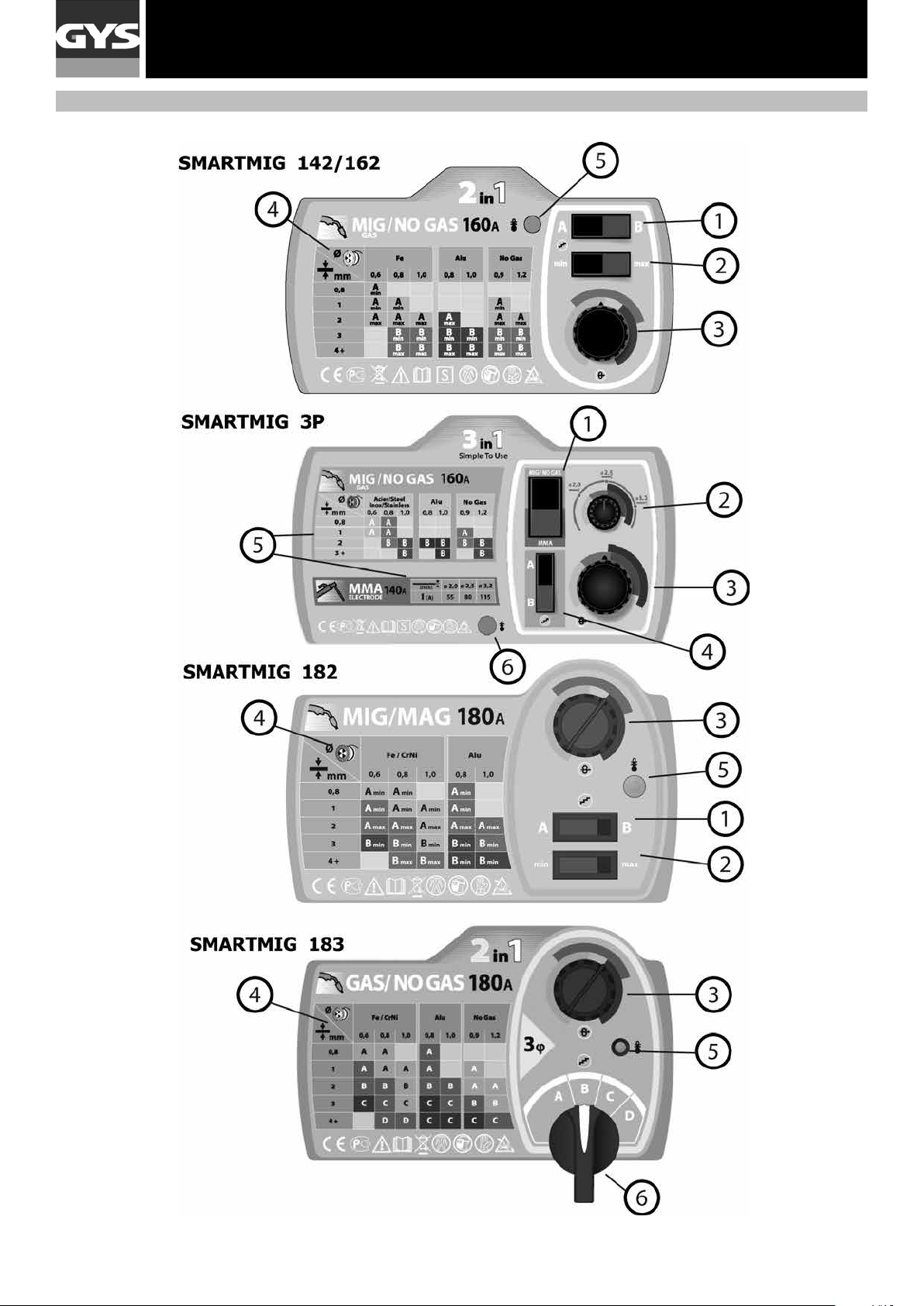
DESCRIPTION DU POSTE (FIG-I)
1- Interrupteur marche/arrêt
2- Cordon d'alimentation
3- Poignée arrière
4- Support bobine
5- Raccord rapide gaz
6- Poignée de transport avant
7- Panneau de contrôle et tableau "Smart"
8- Moto-dévidoir
9- Roues arrières (sauf 142)
10- Connecteur de torche EURO (sauf 142)
11- Connecteur rapide 200A (3P uniquement)
12- Roues avant (sauf 142 uniquement)
13- Câble de masse xe (sauf 3P)
14- Boîtier d'inversion de polarité (sauf 3P)
15- Chaine de xation pour bouteilles.
Attention : bien xer les bouteilles
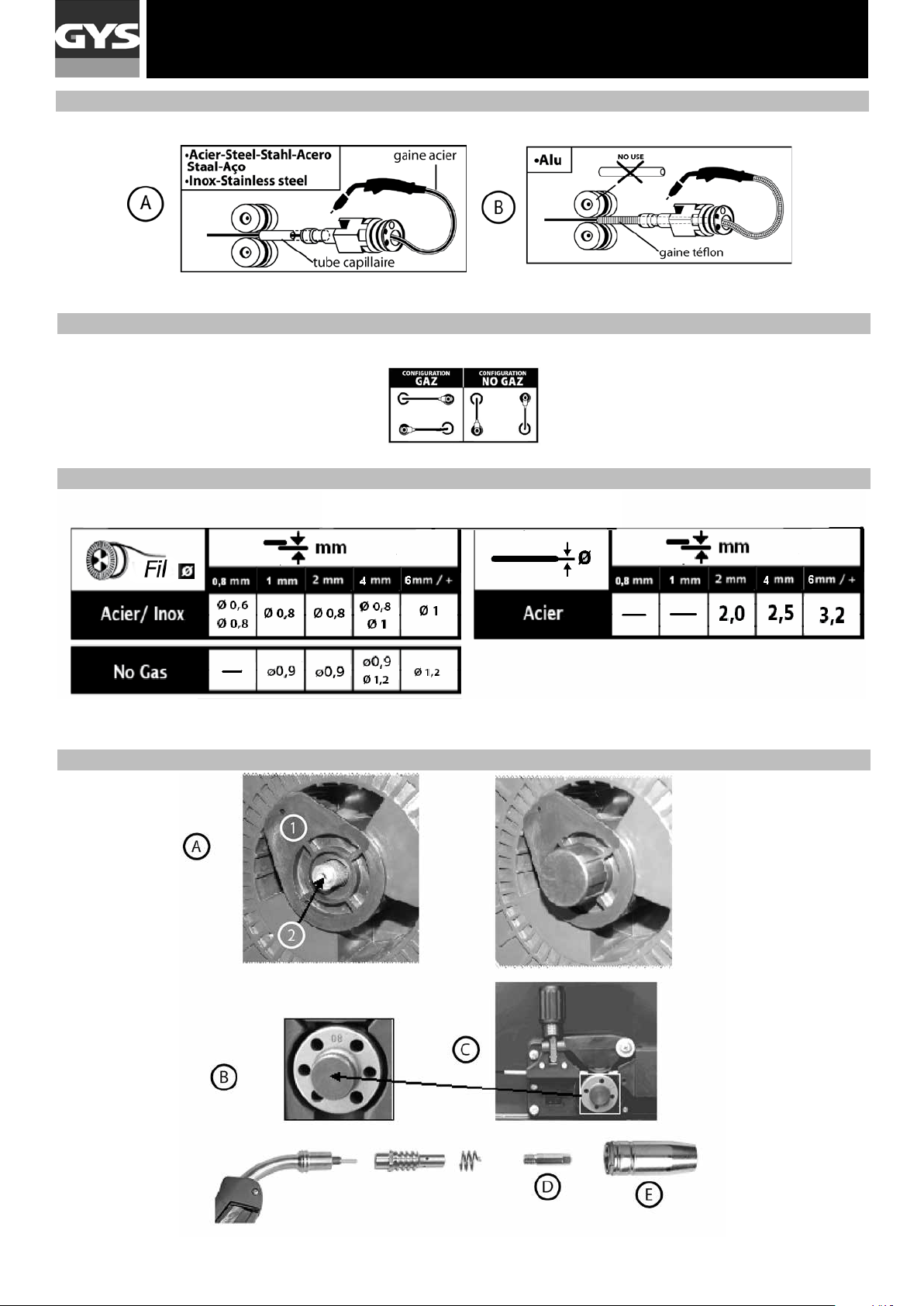
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG) (FIG-II)
Ces appareils peuvent souder du l acier et inox de 0,6/0,8 ou 1,0 (excepté le modèle 142) (g II - A).
Ces appareils sont livrés d'origine pour fonctionner avec un l Ø 0,8 en acier ou inox. Le tube contact, la gorge du galet,
la gaine de la torche sont prévus pour cette application.
Lorsque vous utilisez du l de diamètre 0,6, il convient de changer le tube contact. Le galet du moto-dévidoir est un
galet réversible 0,6/0,8. Dans ce cas, le positionner de façon à lire 0,6. Pour souder du Ø 1,0, se munir d’un galet et
d’un tube contact adaptés.
L'utilisation en acier ou inox nécessite un gaz spécique Argon + CO². La proportion de CO² varie selon l'utilisation. Pour
le choix du gaz, demander conseil à un distributeur de gaz. Le débit de gaz en acier se situe entre 12 et 18 L/mn selon
l'environnement et l'expérience du soudeur.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (FIG-II)
Les SMARTMIG 162, 3P ,182 et 183 peuvent être équipés pour souder avec du l alu de Ø 0,8 ou 1,0 (g II-B).
Le SMARTMIG 142 peut être utilisé pour souder l’Alu de Ø0,8 de façon occasionnelle et non intensive. Dans ce cas, le l
utilisé doit être dur pour faciliter le dévidage (type AlMg5).
L'utilisation en aluminium nécessite un gaz spécique argon pur (Ar). Pour le choix du gaz, demander conseil à un
distributeur de gaz. Le débit de gaz en aluminium se situe entre 20 et 30 L/min selon l’environnement et l’expérience
du soudeur. Voici les différences entre les utilisations acier et aluminium :
- Utiliser des galets spéciques pour le soudage alu.
- Mettre un minimum de pression des galets presseurs du moto-dévidoir pour ne pas écraser le l.
- Utiliser le tube capillaire uniquement pour le soudage acier/inox.
- La préparation d’une torche alu demande une attention particulière. Elle possède une gaine téon an de réduire
les frottements. Ne pas couper la gaine au bord du raccord, elle doit dépasser de la longueur du tube capillaire qu’elle
remplace et sert à guider le l à partir des galets.
- Tube contact : utiliser un tube contact SPECIAL aluminium Ø 0,8 (réf : 041059-non fourni).
SOUDAGE EN MODE "NO GAS" (FIG. III)
Ces appareils permettent de souder avec du l fourré "No Gas" à condition d'inverser la polarité de soudage. Pour ce
faire, mettez l'appareil hors-tension puis ouvrez la trappe (14) et procédez au branchement en suivant les indications
de la gure III-C. Le poste est conguré d’origine en mode « Gas ».
6
 Loading...
Loading...