

FR
P 6-10 / 31-40
EN
DE
ES
RU
P 11-15 / 31-40
P 16-20 / 31-40
P 21-25 / 31-40
P 26-30 / 31-40
www.gys.fr
73502 - V3 - 05/06/2013
I
Montage 3P & 162
D
escriPtion
SMARTMIG
2
I
Montage
DescriPtion
SMARTMIG
3

II
sMartMig 162-3P-182-183
SMARTMIG
III
sMartMig 142-162-182-183
IV
III
IV
IV
V
V
4
VI
SMARTMIG
5
FR
DESCRIPTION
w
SMARTMIG
Merci de votre choix ! An de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit:
Les produits SMARTMIG sont des postes de soudure traditionnels pour le soudage semi-automatique (MIG ou MAG) en
courant continu (DC), et pour le soudage MMA (SMARTMIG 3P uniquement). Ils permettent de souder tout type de l :
acier, inox, alu, ux (no gas). Le SMARTMIG 3P permet de souder des électrodes jusqu'à 3,2mm.
Le réglage de ces appareils est simplié grâce à la solution SMART.
ALIMENTATION ÉLECTRIQUE
Ces appareils sont livrés avec une prise 16A de type CEE7/7. Le courant effectif absorbé (I1eff) est indiqué sur l'appareil, pour les conditions d'utilisation maximales.
Les Smartmig 162/3P/182 doivent être relié à une prise 230V 1PH AVEC terre protégée par un disjoncteur 16A et un
disjoncteur 13A pour le Smartmig 142.
Le Smartmig 183 doit être relié à une prise 400V 3ph AVEC terre protégée par un disjoncteur 10A.
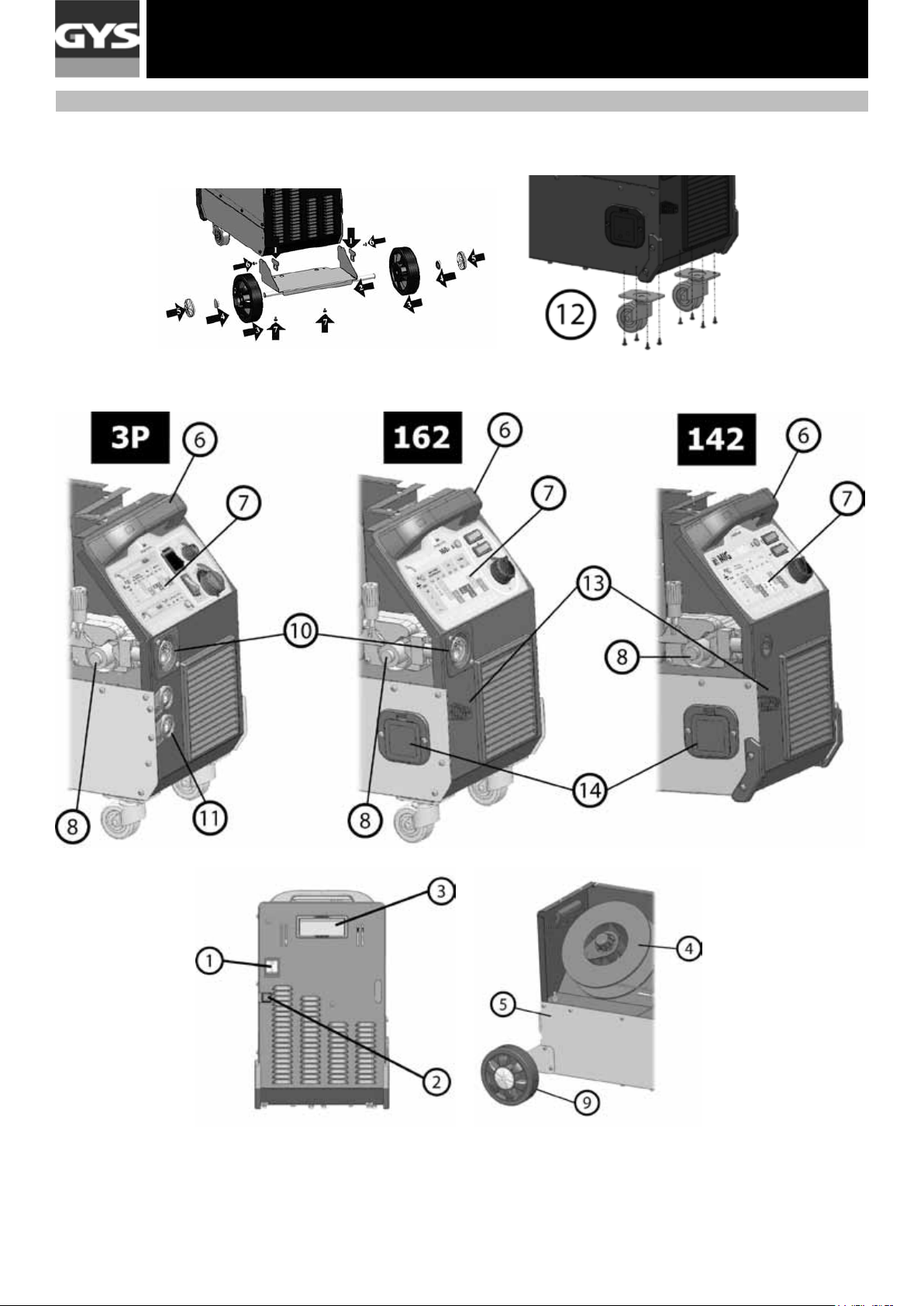
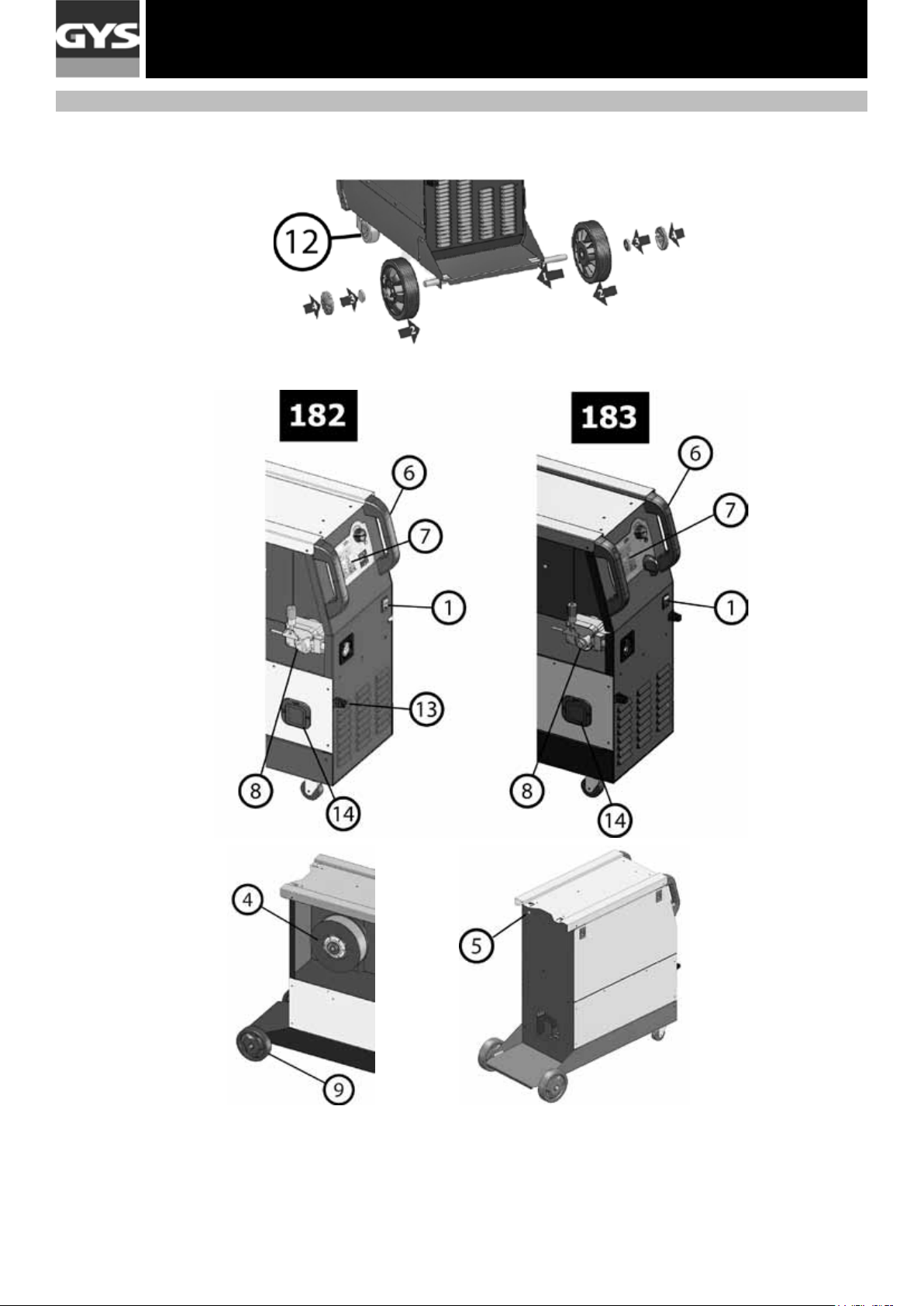
DESCRIPTION DU POSTE (FIG-I)
1- Interrupteur marche/arrêt
2- Cordon d'alimentation
3- Poignée arrière
4- Support bobine
5- Raccord rapide gaz
6- Poignée de transport avant
7- Panneau de contrôle et tableau "Smart"
8- Moto-dévidoir
9- Roues arrières (sauf 142)
10- Connecteur de torche EURO (sauf 142)
11- Connecteur rapide 200A (3P uniquement)
12- Roues avant (sauf 142 uniquement)
13- Câble de masse xe (sauf 3P)
14- Boîtier d'inversion de polarité (sauf 3P)
15- Chaine de xation pour bouteilles.
Attention : bien xer les bouteilles
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG) (FIG-II)
Ces appareils peuvent souder du l acier et inox de 0,6/0,8 ou 1,0 (excepté le modèle 142) (g II - A).
Ces appareils sont livrés d'origine pour fonctionner avec un l Ø 0,8 en acier ou inox. Le tube contact, la gorge du galet,
la gaine de la torche sont prévus pour cette application.
Lorsque vous utilisez du l de diamètre 0,6, il convient de changer le tube contact. Le galet du moto-dévidoir est un
galet réversible 0,6/0,8. Dans ce cas, le positionner de façon à lire 0,6. Pour souder du Ø 1,0, se munir d’un galet et
d’un tube contact adaptés.
L'utilisation en acier ou inox nécessite un gaz spécique Argon + CO². La proportion de CO² varie selon l'utilisation. Pour
le choix du gaz, demander conseil à un distributeur de gaz. Le débit de gaz en acier se situe entre 12 et 18 L/mn selon
l'environnement et l'expérience du soudeur.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (FIG-II)
Les SMARTMIG 162, 3P ,182 et 183 peuvent être équipés pour souder avec du l alu de Ø 0,8 ou 1,0 (g II-B).
Le SMARTMIG 142 peut être utilisé pour souder l’Alu de Ø0,8 de façon occasionnelle et non intensive. Dans ce cas, le l
utilisé doit être dur pour faciliter le dévidage (type AlMg5).
L'utilisation en aluminium nécessite un gaz spécique argon pur (Ar). Pour le choix du gaz, demander conseil à un
distributeur de gaz. Le débit de gaz en aluminium se situe entre 20 et 30 L/min selon l’environnement et l’expérience
du soudeur. Voici les différences entre les utilisations acier et aluminium :
- Utiliser des galets spéciques pour le soudage alu.
- Mettre un minimum de pression des galets presseurs du moto-dévidoir pour ne pas écraser le l.
- Utiliser le tube capillaire uniquement pour le soudage acier/inox.
- La préparation d’une torche alu demande une attention particulière. Elle possède une gaine téon an de réduire
les frottements. Ne pas couper la gaine au bord du raccord, elle doit dépasser de la longueur du tube capillaire qu’elle
remplace et sert à guider le l à partir des galets.
- Tube contact : utiliser un tube contact SPECIAL aluminium Ø 0,8 (réf : 041059-non fourni).
SOUDAGE EN MODE "NO GAS" (FIG. III)
Ces appareils permettent de souder avec du l fourré "No Gas" à condition d'inverser la polarité de soudage. Pour ce
faire, mettez l'appareil hors-tension puis ouvrez la trappe (14) et procédez au branchement en suivant les indications
de la gure III-C. Le poste est conguré d’origine en mode « Gas ».
6
SMARTMIG
PROCÉDURE DE MONTAGE DES BOBINES ET DES TORCHES (FIG-V)
- Prendre la poignée de la torche, et retirer la buse (g V-E) en tournant dans le sens horaire, puis dévisser le tube
contact (g V-D) en laissant le support et le ressort sur la torche.
- Ouvrir la trappe du poste
FIG V-A : Positionner la bobine sur son support.
- Dans le cas de l’utilisation d’une bobine de 100mm (3P, 142 et 162), ne pas installer l’adaptateur (1).
- Régler le frein (2) de la bobine pour éviter, lors de l’arrêt du soudage, que l’inertie de la bobine n’emmêle le l. Ne pas
serrer trop fort ! La bobine doit pouvoir tourner sans faire forcer le moteur.
- Visser le maintien bobine (3).
FIG V-B : Mettre en place le galet moteur.
- Choisir le galet adapté au diamètre et au type de l, et le positionner sur le moto-dévidoir de manière à lire l’indication
du diamètre utilisé.
FIG V-C : Pour régler la pression des galets, procéder comme suit :
- Desserrer la molette au maximum et l’abaisser.
- Insérer le l de la bobine et le faire sortir de 2cm environ, puis refermer le support de galet.
- Mettre en route l’appareil et actionner le moteur en utilisant la torche.
- Serrer la molette (g V-C) en restant appuyé sur la gâchette jusqu’à ce que le l soit entraîné, puis arrêter le serrage.
NB : Pour le l aluminium, mettre un minimum de pression pour ne pas écraser le l.
- Faire sortir le l de la torche d’environ 5cm, puis mettre au bout de la torche le tube contact (g V-D), puis la buse (g
V-E) adaptés au l utilisé.
FR
Les postes SMARTMIG 142/162 et 3P peuvent accueillir des bobines de diamètre 100 ou 200 mm.
Les postes SMARTMIG 182 et 183 peuvent accueillir des bobines de diamètre 200 ou 300 mm. Pour une bobine de 200
mm, veuillez installer l’adaptateur.
Le SMARTMIG 3P peut aussi souder avec des électrodes rutiles de diamètre 2,0 / 2,5 / 3,2 mm.
Ci-dessous les différentes combinaisons possibles :
Smartmig 142 162 3P 182 183 gaz
acier/inox 0,6/0,8 0,6/0,8/1,0 Argon +
CO2
Alu* - 0,8/1,0 Argon Pur
No Gas 0,9 0,9/1,2 Electrodes - - 2/2,5/3,2 - - -
* Prévoir gaine téon (réf. 041578) et tube contact spécial aluminium (Ø 0,8 réf. 041059 - Ø 1,0 réf. 041066)
Pour vous aider à sélectionner le diamètre de l ou d'électrode adapté au travail que vous souhaitez effectuer, référezvous au tableau ci-contre (g IV).
RACCORDEMENT GAZ
- Monter un manodétendeur adapté sur la bouteille de gaz. Raccordez-le au poste à souder avec le tuyau fourni. Mettez
les 2 colliers de serrage an d’éviter les fuites.
- Réglez le débit de gaz en ajustant la molette de réglage située sur le manodétendeur.
NB : pour faciliter le réglage du débit de gaz, actionnez les galets moteurs en appuyant sur la gâchette de la torche
(desserrez la molette du moto-dévidoir pour ne pas entraîner de l).
Cette procédure ne s’applique pas au soudage en mode « No Gas ».
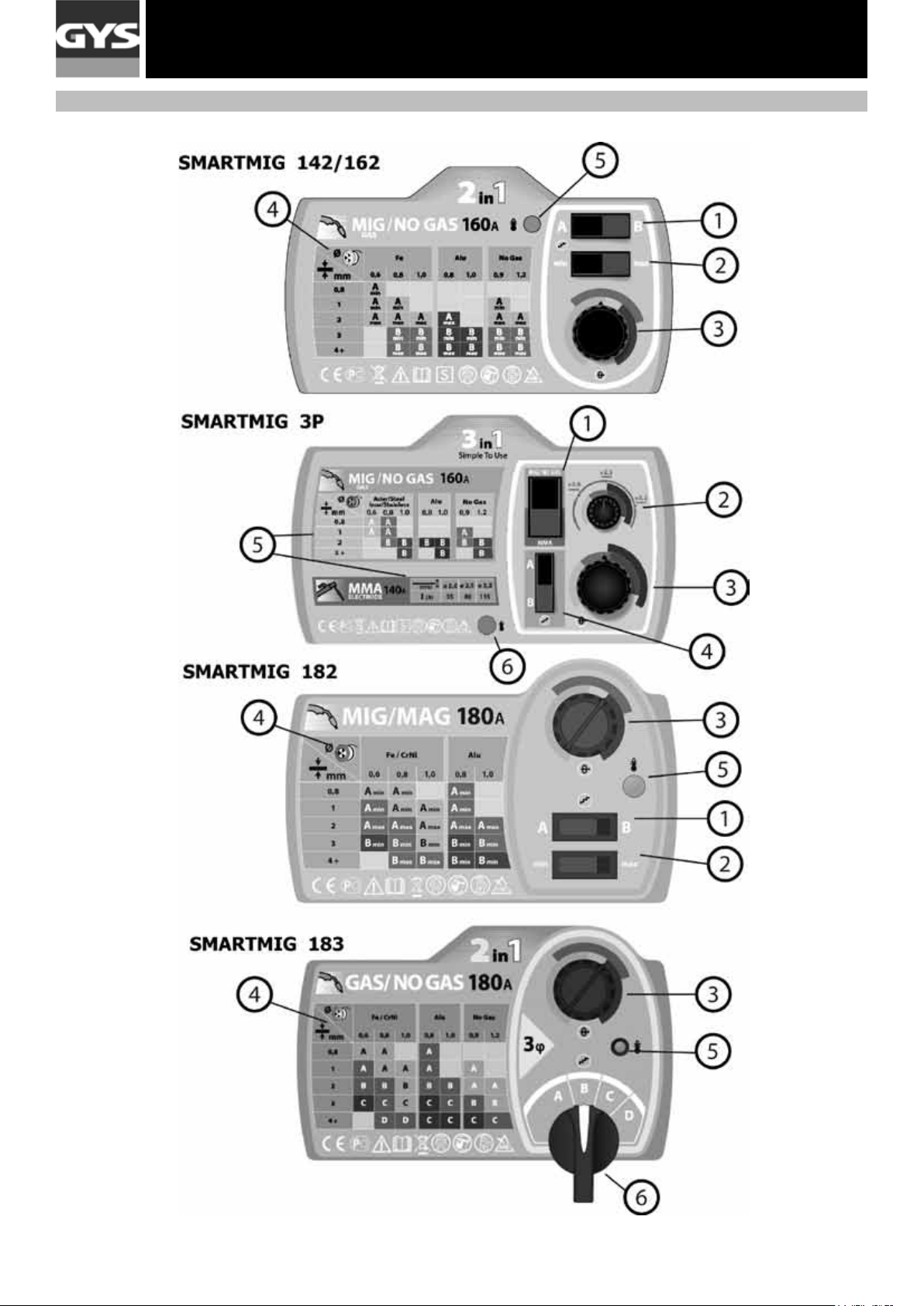
DESCRIPTION DU TABLEAU DE COMMANDE (FIG. VI)
Smartmig 142/162/182/183 Smartmig 3P
1- Bouton de sélection de tension A/B 1- Bouton de sélection de mode MIG/MAG
2- Bouton de sélection de tension min/max 2- Potentiomètre de réglage de puissance MMA
ou MIG
3- Potentiomètre de réglage de vitesse de l 3- Potentiomètre de réglage de vitesse de l
4- Tableau "SMART" de réglage MIG/MAG 4- Bouton de sélection de tension A/B
5- Voyant de protection thermique 5- Tableau "SMART" de réglage MIG/MAG et
MMA
6- Commutateur 4 positions 6- Voyant de protection thermique
7
SMARTMIG
UTILISATION (FIG VI)
MODE MIG/MAG :
SMARTMIG facilite le réglage de la vitesse de l et de la tension.
Grâce au tableau SMART, repérez l’épaisseur de métal à souder et la nature de l utilisée,
Puis, en fonction des recommandations, sélectionnez simplement :
• Votre tension (boutons A/ B et min/max pour SMARTMIG 142 et 162 ; bouton A/B pour SMARTMIG 3P)
• Votre vitesse de l, en réglant le potentiomètre (3) sur la zone de couleur indiquée et ajustez si besoin.
Exemples :
Pour souder de la tôle de 0,8mm d’épaisseur avec du l acier de diamètre 0,6 (SMARTMIG 142 et 162) :
• Mettez le bouton (1) sur la position « A »
• Mettez le bouton (2) sur la position « min »
• Réglez le potentiomètre (3) sur la zone de la couleur la plus claire et ajustez « au bruit » si besoin.
Pour effectuer la même opération avec un SMARTMIG 3P :
• Mettez le bouton (4) sur la position « A »
• Réglez le potentiomètre (2) sur « min » ou « max »
• Réglez le potentiomètre (3) sur la zone de la couleur la plus claire et ajustez « au bruit » si besoin.
MODE MMA (SMARTMIG 3P UNIQUEMENT):
Branchez le porte-électrode et la pince de masse en respectant la polarité indiquée sur l’emballage des électrodes,
puis réglez le poste.
Exemple :
Pour souder de la tôle de 4 mm :
• Mettez le bouton (1) sur la position « MMA ».
• Réglez le potentiomètre (2) sur la zone correspondant à l’électrode de 2,5 mm.
FR
CONSEIL ET PROTECTION THERMIQUE
• Respecter les règles classiques du soudage.
• Laisser l’appareil branché après soudage pour permettre le refroidissement.
• Protection thermique : le voyant s’allume et la durée de refroidissement est de 5 à 10 mn en fonction de la température ambiante.
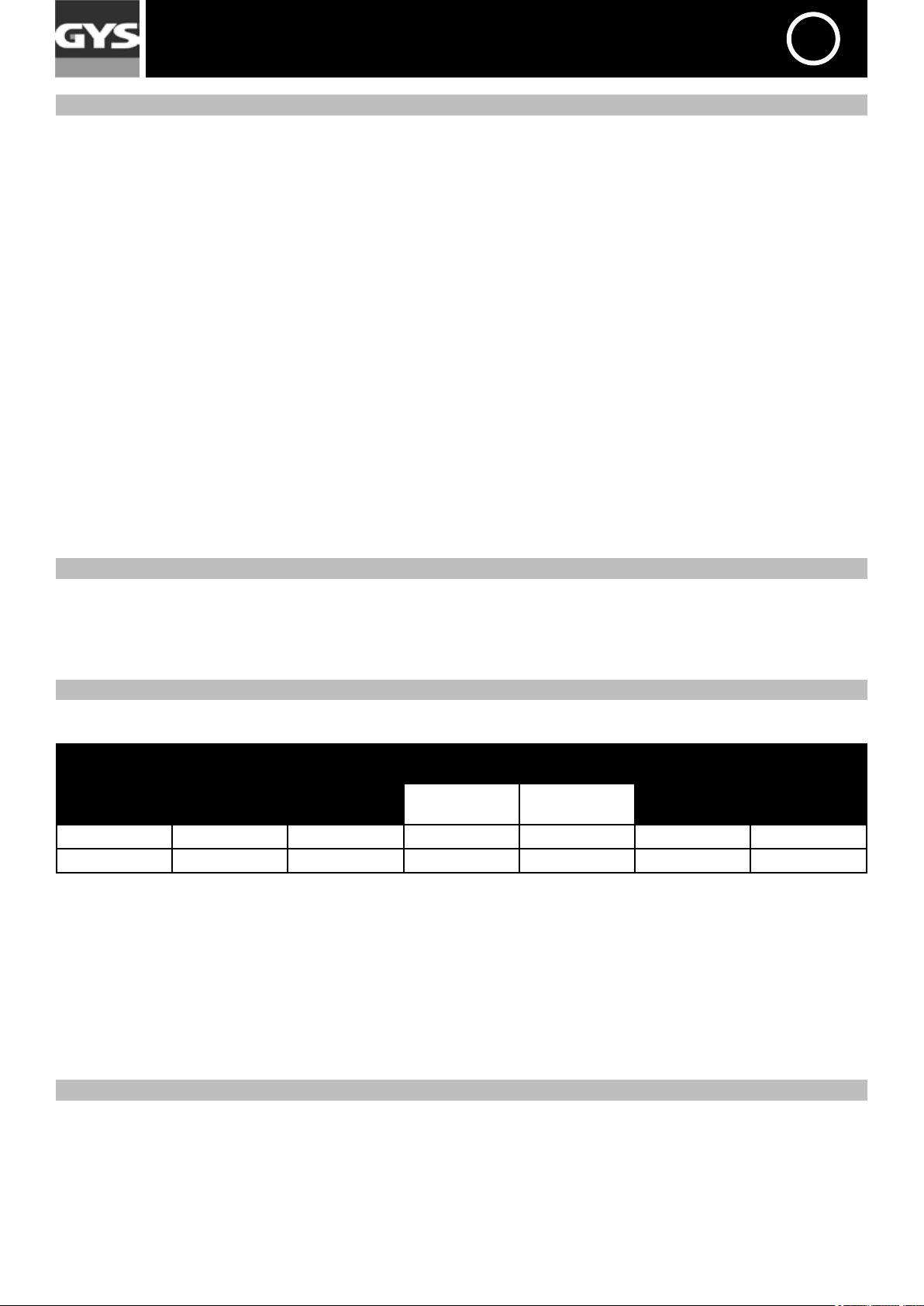
FACTEURS DE MARCHE ET ENVIRONNEMENT D'UTILISATION
Les postes décrits ont une caractéristique de sortie de type "tension constante". Le facteur de marche selon la norme
EN60974-1 est indiqué dans le tableau suivant :
x/60974
@40°C (T
cycle=10min)
X%-max 20%-90A 20%-115A 25%-110A 15%-115A 15%-140A 15%-140A
60% 60A 70A 70A 40A 80A 90A
NB : les essais d’échauffement ont été effectués à température ambiante et le facteur de marche à 40 °C a
été déterminé par simulation.
• Ces appareils sont de classe A. Ils sont conçus pour un emploi dans un environnement industriel ou professionnel. Dans
un environnement différent, il peut être difcile d'assurer la compatibilité électromagnétique, à cause de perturbations
conduites aussi bien que rayonnées. Ne pas utiliser dans un environnement comportant des poussières métalliques
conductrices. A partir du 1er décembre 2010, modication de la norme EN 60974-10 : Attention, ces matériels ne
respectent pas la CEI 61000-3-12. S’ils sont destinés à être connectés au système public d’alimentation basse tension,
il est de la responsabilité de l’utilisateur de s’assurer qu’ils peuvent y être reliés. Consulter si nécessaire l’opérateur de
votre réseau de distribution électrique.
142 162
MIG/MAG MMA
3P
182 183
ENTRETIEN
• L'entretien ne doit être effectué que par une personne qualiée.
• Couper l'alimentation en débranchant la prise, et attendre l’arrêt du ventilateur avant de travailler sur l'appareil. A
l’intérieur, les tensions et intensités sont élevées et dangereuses.
• Il est conseillé 2 à 3 fois par an d’enlever le capot et dépoussiérer l’intérieur du poste à la soufette. En proter pour
faire vérier la tenue des connexions électriques avec un outil isolé par un personnel qualié.
• Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il doit être
remplacé par le fabricant, son service après vente ou une personne de qualication similaire, an d'éviter un danger.
8

SMARTMIG
SÉCURITÉ
Le soudage MIG/MAG peut être dangereux et causer des blessures graves voire mortelles. Protégez-vous et protégez
les autres. Respecter les instructions de sécurité suivantes:
Rayonnements de l'arc: Protégez-vous à l’aide d’un masque muni de ltres conformes EN 169 ou EN 379.
Pluie, vapeur d’eau, humidité: Utiliser votre poste dans une atmosphère propre (degré de pollution ≤ 3), à plat
et à plus d’un mètre de la pièce à souder. Ne pas utiliser sous la pluie ou la neige.
Choc électrique: Cet appareil ne doit être utilisé que sur une alimentation monophasée 1 phase + 1 neutre avec terre.
Ne pas toucher les pièces sous tension.
Vérier que le réseau d'alimentation est adapté au poste.
Chutes: Ne pas faire transiter le poste au-dessus de personnes ou d’objets.
Brûlures: Porter des vêtements de travail en tissu ignifugé (coton, bleu ou jeans).
Travailler avec des gants de protection et un tablier ignifugé.
Protéger les autres en installant des paravents ininammables, ou les prévenir de ne pas regarder l'arc et garder des
distances sufsantes.
Risques de feu: Supprimer tous les produits inammables de l'espace de travail. Ne pas travailler en présence de gaz
inammable.
FR
Fumées: Ne pas inhaler les gaz et fumées de soudage. Utiliser dans un environnement correctement ventilé, avec
extraction articielle si soudage en intérieur.
Précautions supplémentaires: Toute opération de soudage :
- dans des lieux comportant des risques accrus de choc électrique,
- dans des lieux fermés,
- en présence de matériau inammable ou comportant des risques d'explosion, doit toujours être soumise à
l'approbation préalable d'un "responsable expert", et effectuée en présence de personnes formées pour intervenir en
cas d'urgence.
Les moyens techniques de protections décrits dans la Spécication Technique CEI/IEC 62081 doivent être appliqués.
Le soudage en position surélevée est interdit, sauf en cas d'utilisation de plates-formes de sécurité.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ces appareils.
Ne pas utiliser le poste pour dégeler des canalisations.
Manipuler la bouteille de gaz avec précaution, des risques existent si la bouteille ou la soupape de la bouteille sont
endommagées.
9
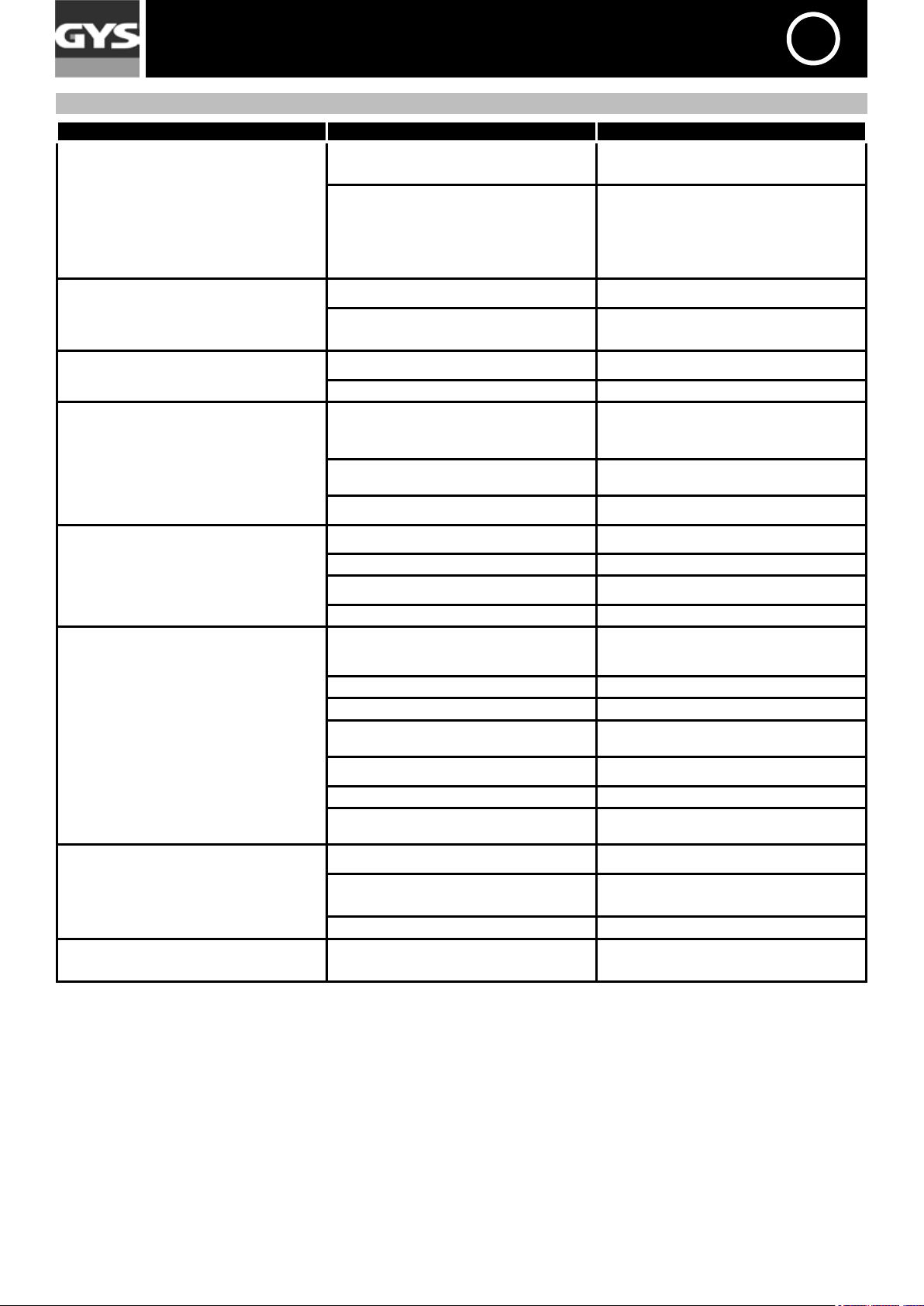
ANOMALIES, CAUSES, REMÈDES
SYMPTOMES CAUSES POSSIBLES REMEDES
Le débit du l de soudage n’est pas constant.
Le moteur de dévidage ne fonctionne pas.
SMARTMIG
Des grattons obstruent l’orice.
Le l patine dans les galets.
Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Problème d’alimentation
Nettoyer le tube contact ou le changer et
remettre du produit anti-adhésion.
- Contrôler la pression des galets ou les remplacer.
- Diamètre du l non conforme au galet.
-Gaine guide l dans la torche non conforme.
Vérier que le bouton de mise en service est sur
la position marche.
FR
Mauvais dévidage du l.
Pas de courant de soudage.
Le l bouchonne après les galets.
Le cordon de soudage est poreux.
Particules d’étincelage Tension d’arc trop basse ou trop haute. Voir paramètres de soudage.
Gaine guide l sale ou endommagée. Nettoyer ou remplacer.
Frein de la bobine trop serré. Desserrer le frein.
Mauvais branchement de la prise secteur.
Mauvaise connexion de masse.
Contacteur de puissance inopérant. Contrôler la gâchette de la torche.
Gaine guide l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Le débit de gaz est insufsant.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent.
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise qualité
(rouille, etc…)
Voir le branchement de la prise et regarder si
la prise est bien alimentée avec 1 phase et un
neutre.
Contrôler le câble de masse (connexion et état
de la pince).
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Empêcher les courants d’air, protéger la zone de
soudage.
Nettoyer la pièce avant de souder
très importantes. Mauvaise prise de masse.
Gaz de protection insufsant. Ajuster le débit de gaz.
Pas de gaz en sortie de torche Mauvaise connexion du gaz
Contrôler et positionner la pince de masse au
plus proche de la zone à souder
Voir si le raccordement du gaz à côté du moteur
est bien connecté.
10
SMARTMIG
DESCRIPTION
EN
Thank you for choosing this machine. To get the best from your machine, please read the following carefully :
The SMARTMIG is a traditional machine for welding semi-automatic MIG/MAG (DC current), and MMA (SMARTMIG 3P
Only). These machines can weld all types of wire : Steel, Stainless Steel, Aluminium, ux (no gas). The SMARTMIG 3P
is capable of welding electrodes up to 3.2mm.
Adjustment and Setting of these machines is easy with their SMART feature.
ELECTRICITY SUPPLY
This machine is supplied with a 16A plug (type CEE7/7). The absorbed current (I1eff) is indicated on the device at
maximum usage.
The Smartmig 162/3P/182 must be connected to a 230V 1PH with EARTH protected by a 16A circuit breaker (a 13A
circuit breaker for the Smartmig 142).
The Smartmig 183 must be connected to a 400V 3ph with EARTH protected by a 10A circuit breaker.
DEVICE PRESENTATION (FIG-I)
1- Power Switch Off/On
2- Power Cable
3- Rear handle
4- Wire Reel Support
5- Quick Gas Connector
6- Front Handle
7- Control panel and table for SMART feature
8- Drive Reel
9- Rear Wheels (162, 3P & 182 only)
10- EURO torch connector (162, 3P & 182 only)
11- 200A Rapid Connector (3P only)
12- Front Wheels (162, 3P & 182 only)
13- Fixed Power Cable (142, 162, & 182 only)
14- Case protected against polarity reversal (142, 162 &
182 only)
15- Fastening chain for bottles. Warning: fasten the
bottles correctly.
SEMI-AUTOMATIC WELDING FOR STEEL / STAINLESS STEEL (MAG MODE) (FIG-II)
These machines can weld Steel and Stainless Steel wires of 0.6/0.8 or 1.0mm (except SMARTMIG 142) (Fig II - A)
The machine is delivered equipped to function with Ø 0.8mm Steel/Stainless steel wire, and the contact tip, roller throat
and the sleeve of the torch supplied are suitable for this application.
Should you wish to use 0.6mm wire, you will need to change the contact tip. The wire reel is reversable (0.6 / 0.8mm)
and will need to be inserted into the machine so that the gure 0.6 is visible. For welding with Ø 1.0mm wire, you will
need to use a specic roller and contact tip.
For welding with Steel or Stainless Steel it is necessary to use
For use with Steel/Stainless Steel, the gas requirement is Argon + CO2. (Ar+CO2).. The proportion of CO2 required will
vary depending on the use. For specic gas requirements, please contact your gas distributor. The gas ow in steel is
between 12 and 18 Litres/minute depending on the environment and experience of the welder.
SEMI-AUTOMATIC WELDING FOR ALUMINIUM (MIG MODE) (FIG-II)
The SMARTMIG 162 ,3P, 182 & 183 are delivered equipped for welding with Aluminium wire Ø 0.8 or 1.0mm (g II-B)
The SMARTMIG 142 is delivered equipped for welding Aluminium of Ø 0.8mm (Occasional and non-intensive). In this
case the wire used should be stiff to facilitate wire feeding.
For use with aluminium, the gas requirement is pure argon (Ar). For the specic gas requirements please contact your
distributor. The gas ow in Aluminium is between 20 and 30 Litres/minute depending on the environment, and the
experience of the welder.
Below are the differences between welding with Steel and Aluminium :
- Specic rollers are needed for welding with Aluminium.
- Adjust the pressure of the drive rolls to prevent the wire being crushed.
- Only use a capilliary tube for welding with Steel or Stainless Steel.
- Use a special Aluminium Torch with a teon sheath to reduce friction. DO NOT
cut the sheath close to the joint, it is used to guide the wire from the the rollers.
- Contact Tube : Use a special aluminium contact tube specic to the diameter of wire being used.
GASLESS WIRE WELDING (FIG. III)
These machines are capable of "Gasless" wire welding (cored wire) provided that the polarity is reversed.
To do this, turn the machine off, open up the machine (14) and make the electrical connections described in Figure C
of the page below. The Machines are originally congured for Gas welding.
11
SMARTMIG
PROCESS OF REELS AND TORCHES ASSEMBLY (FIG-V)
Remove the Nozzle (g V-E) from the torch by turning clockwise and then remove the contact tip, leaving the support
and the spring on the torch (g V-D).
• Open the door of the machine
FIG V-A : Position the reel on to the support.
• In case of 100mm (3P, 142, 162) wire reel use, do not install the adapter (1).
• Adjust the reel break (2) to avoid reel movement tangling the wire when welding stops. Be careful not to tighten
too much - the reel must rotate without straining the motor.
• Tighten the plastic screw (3).
FIG V-B : Installing the drive roller.
• Choose the correct diameter reel for the type of wire. The visible diameter indicated on the roller when tted in
place is the diameter currently in use (ie. 0.8mm is visible for use with 0.8mm wire).
FIG V-C : To select the adjustment of the drive rollers, proceed as follows :
• Loosen the drive roller knob as far as possible.
• Insert the wire until it exits the other side by about 2cm, tighten the knob again slightly.
• Start the motor by pressing the trigger of the torch.
• Tighten the knob (g V-C) whilst pressing the trigger until the wire starts to move.
Nb : When welding with Aluminium, use the minimum possible pressure to avoid crushing the wire
• Pull the wire out of the end of the torch by approximately 5cm, then attach the contact tip suitable for the wire used
and then the nozzle (g V-E).
EN
The SMARTMIG 142, 162, 3P machines can accommodate coils of 100 or 200mm diameter.
The SMARTMIG 182 machines can accommodate coils of 200 or 300mm diameter. To place a 200mm wire reel, rst
install the adapter (ref. 042889) on the support.
The SMARTMIG 3P can also weld with rutile electrodes of 2.0/ 2.5/ 3.2 mm diameter.
Below are the different combinations possible :
Smartmig 142 162 3P 182 183 gaz
steel/
stainless
steel
Alu* - 0,8/1,0 Pure Argon
No Gas 0,9 0,9/1,2 Electrodes - - 2/2,5/3,2 - - -
* We recommend a teon sheath (ref. 041578) and special Aluminium contact tip (Ø 0.8 ref. 041059 - Ø 1.0 ref.
041066)
To help you select the diameter of wire suitable for the job you want to perform, refer to the table on page 4 (FIG IV).
GAS COUPLING
- Connect a pressure regulator to the gas bottle. Connect the welding machine using the pipes supplied, and place
the two clamps to avoid leakages.
- Set the gas ow by adjusting the dial located on the pressure regulator.
NB : to help facilitate the adjustment of the gas ow, operate the drive rollers by pressing the trigger of the torch
(ensure that the drive roller is completely loose so the wire is not fed through).
This procedure does not apply to "Gasless" welding mode.
0,6/0,8 0,6/0,8/1,0 Argon +
CO2
CONTROL PANEL (FIG. VI)
Smartmig 142/162/182/183 Smartmig 3P
1- Voltage selection button A / B 1- Mode select button MIG/MMA.
2- Voltage selection button min/max. 2- Power adjustment knob MMA or MIG.
3- Wire speed regulator. 3- Wire speed regulator.
4- « SMART » settings table MIG/MAG 4- Voltage selection button A / B
5- Thermal Protection light. 5- « SMART » settings table MIG/MAG & MMA.
6- positions switch 6- Thermal Protection light.
12

SMARTMIG
DIRECTIONS OF USE (FIG VI)
MIG/MAG MODE:
SMARTMIG feature allows you to adjust the voltage and the wire speed.
Use the SMART table to nd the correct settings based on the type of wire, and the thickness of the metal workpiece.
Then based on the recommendation indicated, simply select :
• The voltage (buttons A/ B & min/max for SMARTMIG 142 & 162 ; button A/B for SMARTMIG 3P)
• Wire speed - adjust the regulator (3) to the colour zone indicated.
Examples :
To weld 0.8mm thick steel, use 0.6 mm diameter steel wire (SMARTMIG 142 & 162) :
• Move button (1) to the « A » position
• Move button (2) to the « min » position
• Move the regulator (3) to the zone of lightest colour and adjust « by sound » if required
To perform the same operation with SMARTMIG 3P :
• Move button (4) to the « A » position
• Move the regulator (2) to « min » or « max »
• Move the regulator (3) to the zone of lightest colour, and adjust « by sound » if required.
MMA MODE (SMARTMIG 3P ONLY) :
Connect the electrode holder and earth clamp to the machine, respecting the polarity indicated on the electrode packaging. Then adjust the position.
Example :
For welding metal 4mm thick :
• Move button (1) to the « MMA » position.
• Adjust the regulator (2) to the zone corresponding with electrode diameter 2.5mm.
EN
ADVICE AND THERMAL PROTECTION
• Respect the normal rules of welding
• Leave the machine plugged in after welding to allow it to cool
• Thermal Protection : The LED will illuminate. Cooling will take between 10 and 15 minutes depending on the
ambient temperature.
DUTY CYCLE & WELDING ENVIRONMENT IN USE
• The welding unit describes an output characteristic of "constant current" type. The duty cycles following the standard EN60974-1 (at 40°C on a 10mn cycle) are indicated in the table here below :
x/60974
@40°C (T
cycle=10min)
X%-max 20%-90A 20%-115A 25%-110A 15%-115A 15%-140A 15%-140A
60% 60A 70A 70A 40A 80A 90A
Note: the running hot tests have been carried out at atmosphere temperature and duty cycle has been determined at 40°C by simulation.
These are A-class devices. They are designed to be used in an industrial or professional environment. In a different
environment, it can be difcult to ensure electromagnetic compatibility, due to conducted disturbances as well as
radiation. From 1st December 2010, the new standard EN 60974-10 will be applicable : Warning: these materials do
not comply with IEC 61000-3-12. If they are to be connected to a low-voltage mains supply, it is the responsibility of
the user to ensure they can be connected. If necessary consult the operator of your electrical distribution system.
142 162
MIG/MAG MMA
3P
182 183
MAINTENANCE
- Maintenance should only be carried out by a qualied person.
- Switch the machine off, ensure it is unplugged, and that the ventilator inside has stopped before carrying out maintenance work. (DANGER High Voltage and Currents).
- GYS recommends removing the steel cover 2 or 3 times a year to remove any excess dust. Take this opportunity to
have the electrical connections checked by a qualied person with an insulated tool.
- Regularly check the condition of the power supply cord. If damaged, it will need to be replaced by the manufacturer,
its’ after sales service or a qualied person.
- Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
13

SMARTMIG
SECURITY
Arc welding can be dangerous and can cause serious and even fatal injuries.
Protect yourself and others. Ensure the following safety precautions are taken:
Arc radiation: Protect yourself with a helmet tted with lters in compliance with EN169 or EN 379.
Rain, steam, damp: Use your welding unit in a clean/dry environment (pollution factor ≤ 3), on a at surface, and
more than one meter from the welding work-piece. Do not use in rain or snow.
Choc électrique: This device must only be used with an earthed power supply. Do not touch the parts under high
voltage. Check that the power supply is suitable for this unit.
Falls: Do not place/carry the unit over people or objects.
Burns: Wear protective (re-proof) clothing (cotton, overalls or jeans).
Wear protective gloves and a re-proof apron.
Ensure other people keep a safe distance from the work area and do not look directly at the welding arc.
Protect others by installing re-proof protection walls.
Fire risks: Remove all ammable products from the work area. Do not work in presence of ammable gases.
Fumes: Do not inhale welding gases and fumes. Use the device in a well ventilated environment, with articial extrac-
tion if welding indoors.
EN
Additional Precautions: Any welding operation undertaken in.....
- rooms where there is an increased risk of electric shocks,
- Poorly ventilated rooms,
- In the presence of ammable or explosive material,
Use should always be approved by a "responsible expert", and made in presence of people trained to intervene in case
of emergency.
Technical protection as described in the Technical Specication CEI/IEC 62081 must be implemented. Welding in raised
positions should not be undertaken, except in case of safety platforms use.
People wearing Pacemakers are advised to see their doctor before using this device.
Do not use the welding unit to unfreeze pipes.
Handle gas bottles with care - there is increased danger if the bottle or its valve are damaged.
14

ANOMALIES, CAUSES, REMÈDES
symptoms possible causes remedies
The welding wire speed is not
constant.
SMARTMIG
Debris is blocking up the opening.
The wire skids in the rollers.
EN
Clean out the contact batch or change
it and replace the anti-adherence pro-
duct. Ref.041806
Control the roller pressure or replace
it.
Wire diameter non-compatible with
roller
Covering wire guide in the torch non-
compatible.
The wire-feeder motor doesn’t ope-
rate.
Bad wire feeding.
No welding current.
The wire jams (after the rollers).
Reel or roller brake too tight. Release the brake and rollers.
Electrical supply problem.
Covering wire guide dirty or damaged. Clean or replace.
Reel brake too tight Release the brake.
Bad connection to the main supply.
Bad earth connection.
Torch trigger inoperative. Check the torch trigger / replace torch.
Guide wire sheath crushed. Check the sheath and torch body.
Wire jammed in the torch Clean or replace.
No capillary tube. Check the presence of capillary tube.
Wire speed too fast Reduce the wire speed.
The gas ow rate is not sufcient.
Gas bottle empty. Replace it.
Gas quality unsatisfactory. Replace it.
Check that the power switch is in the
"On" position.
Check the mains connection and
look if the plug is fed by 400 V (3PH)
power socket.
Check the earth cable (connection and
clamp condition).
Adjust ow range 15 to 20 L / min.
Clean the working metal.
The welding bead is porous.
Very important ashing particules.
No gas ow at the end of the torch. Bad gas connection.
Air ow or wind inuence. Prevent drafts, protect welding area.
Gas nozzle dirty. Clean or replace the gas nozzle.
Poor quality wire.
Surface to weld in bad condition. (rust,
etc…)
Arc voltage too low or too high. See welding settings.
Bad earth connection.
Insufcient gas ow. Adjust the gas ow.
Use suitable WIRE for MIG-MAG wel-
ding.
Clean the metal before welding.
Adjust the earth cable for a better
connection.
Check the gas connection at the
welding machine. Check the owmeter
and the solenoid valves.
15

SMARTMIG
BESCHREIBUNG
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben und danken Ihnen für das entgegengebrachte Vertrauen. Bitte lesen Sie sorgfältig vor dem Erstgebrauch diese Betriebsanleitung.
Die SMARTMIG Geräte sind traditionelle halb-automatische Schweissgeräte (MIG oder MAG) mit Gleichstrom (DC), und
geeignet zum MMA-Schweissen (SMARTMIG 3P). Sie eignen sich für die Drahtsorten: Stahl, Edelstahl, Alu. Die SMARTMIG 3P funktioniert mit Elektroden bis 3,2mm. Einfache Einstellung durch die, SMART Lösung“.
NETZANSCHLUSS
Dieses Gerät wird mit einem 16A Netzstecker (Typ CEE7-7) geliefert und muss an eine 230V (50/60 Hz) Steckdose mit
Schutzleiter angeschlossen werden.
Die maximale Stromaufnahme (I1eff) nden Sie auf dem Typenschild des Gerätes.
Die Smartmig 162/3P/182 müssen an einen einphasigen 230V Netzanschluss MIT Erdung angeschlossen werden (Absicherung 16A träge, für die Smartmig 142 13A träge).
Die Smartmig 183 muss an einen dreiphasigen 400V Netzanschluss MIT Erdung angeschlossen werden (Absicherung
10A träge).
BESCHREIBUNG DES GERÄTES (ABB-I)
1- Ein / AUS Schalter
2- Stromkabel
3- Hinterer Handgriff
4- Aufnahmedorn für Drahtrolle
5- Gas-Schnellanschlussbuchse
6- Vorderer Handgriff (für Transport)
7- Bedienfeld und "Smart" Tabelle
8- Drahtförderrollen
9- Hintere Räder (nur bei 162, 3P und 182)
10- EURO-Brenneranschluss (nur bei 162, 3P und 182)
11- Schnellanschluss 200A (nur bei 3P)
12- Vordere Räder (nur bei 162, 3P und 182)
13- Festmontiertes Massekabel (nur bei 142, 162, 182
und 183)
14- Deckelklappe für Polaritätsumkehrung (nur bei 142,
162, 182 und 183)
15- Befestigungskette für Gasaschen.
Achtung: Gasaschen gegen Umkippen sichern!
DE
HALBSYNERGISCHES STAHL-/ EDELSTAHL- SCHWEISSEN (MAG MODUS) (ABB-II)
Die SMARTMIG Geräte können 0,6/0,8 und 1mm Stahl- und Edelstahl-Drähte verschweißen (außer das Modell 142)
(siehe Abb. II – A, Seite 2).
Diese Geräte sind bei der Lieferung fur den Betrieb mit Ø 0.8 mm Stahl- und Edelstahldraht werksseitig voreingestellt.
Das Kontaktrohr, die Spur der Antriebsrolle und die Führungsseele des Brenners sind für diesen Betrieb eingestellt. Wenn
Sie Ø 0.6 mm Draht benutzen, müssen Sie das Kontaktrohr austauschen. Die Drahtförderrollen weisen je zwei verschiedene Drahtaufnahmenuten auf (z.B. Ø 0.6 / 0.8 mm). In diesem Fall, positionieren Sie die Rollen so, dass 0.6 sichtbar
ist. Benutzen Sie für das Schweißen von Ø 1,0mm Drähten ein passendes Kontaktrohr und eine passende Antriebsrolle.
Stahl- und Edelstahlschweißen verlangen die Anwendung von spezischen Gasgemischen wie Argon + CO2. Der Mengenanteil der Komponenten variiert je nach Anwendung. Bitten Sie bei der Auswahl des richtigen Gases einen Gase-Fachhändler um Empfehlung. Die richtige Gasdurchussmenge bei Stahl beträgt 12 bis 18 L/min je nach Umgebung und
Schweisserfahrung.
HALBSYNERGISCHES ALUMINIUM - SCHWEISSEN (MIG MODUS) (ABB-II)
SMARTMIG 162 ,3P, 182 und 183 können Ø 0,8 oder 1,0 mm (g II-B) Aluminium-Drähte verschweißen.
SMARTMIG 142 sind bei der Lieferung für den Betrieb mit Ø 0.8 mm Stahl- und Edelstahldraht werksseitig voreingestellt.
Das Kontaktrohr, die Spur der Antriebsrolle und die Führungsseele des Brenners sind für diesen Betrieb eingestellt.
Alu-Schweissen verlangt die Anwendung von entsprechenden Rein-Argon.
Bitten Sie bei der Auswahl des richtigen Gases einen Gase-Fachhändler um Empfehlung.
Der Mengenanteil der Komponenten variert je nach Anwendung. Verwenden Sie ein Gemisch von 2% CO2 bei Edelstahl.
Die richtige Gasdurchussmenge bei Aluminium beträgt 20 bis 30 L/min je nach Umgebung und Schweisserfahrung.
Wesentliche Unterschiede in der Einrichtung der Maschine zwischen Stahl und Aluminium sind unter anderem:
• Drahtführungsrollen : benutzen Sie spezische Drahtführungsrollen für Aluminiumdraht.
• Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert werden, da
er sonst deformiert und ungleichmäßig gefördert wird.
• Kapilarrohr: benutzen Sie das Kapilarrohr nur für den Stahldraht (Stahlführungsseele).
• Brenner: benutzen Sie einen speziellen Brenner für Alu. Dieser Brenner verfügt über eine Teonführungsseele, wodurch die Reibung im Brenner reduziert wird. Die Führungsseele am Rande des Anschlusses bitte NICHT abschneiden
sondern bis zu den Drahtförderrollen führen (Abb. B).
• Kontaktrohr: Benutzen Sie ein Kontaktrohr SPEZIELL für Alu, das dem Drahtdurchmesser entspricht.
16

SMARTMIG
FÜLLDRAHT SCHWEISSEN (ABB-III)
SMARTMIG können Fülldraht verschweißen, wenn Sie die Polarität entsprechend anpassen.
Ziehen Sie dafür den Netzstecker aus der Steckdose und öffnen sie die Deckelklappe (14). Montieren Sie den
Anschluss wie auf Bild C (siehe nächste Seite) um. Die SMARTMIG Geräte sind bei der Lieferung für den Betrieb „mit
Gas“ werksseitig voreingestellt.
MONTAGE DER DRAHTROLLEN UND SCHWEISSBRENNER (ABB-V)
Entfernen Sie zuerst die Gasdüse durch Drehen im Uhrzeigersinn(Abb. V-E). Schrauben Sie dann das Kontaktrohr weg
(Abb. V-D) und lassen Sie den Kontaktrohrhalter und die Feder auf dem Brenner.
• Entfernen Sie den Seitendeckel des Gerätes.
Abb V-A : Positionieren Sie die Drahtrolle auf der Aufnahme.
• Im Falle der Nutzung einer 100mm (3P, 142, 162) Drahtrolle wird kein Adapter benötigt. (1)
• Justieren Sie die Drahtrollenbremse (2) um die Drahtrolle bei Schweißstop gegen Nachdrehen zu sichern. Ziehen Sie
diese generell nicht zu fest.
• Kunststoffschraube anziehen.
Abb V-B : Aufstellung der Antriebsrolle.
• Wählen Sie die zu Drahttyp und –durchmesser passende Antriebsrolle und positionieren Sie die Rolle so, dass der
ausgewählte Durchmesser sichtbar ist.
Abb V-C : Um den Transportandruck korrekt einzustellen, gehen Sie wie folgt vor:
• Lockern Sie die Einstellschraube der Drahtführung.
• Legen Sie den Draht ein und ziehen Sie ca. 2 cm davon heraus, anschließend schließen Sie den Drahtantrieb ohne
festzuziehen.
• Schalten Sie das Gerät ein und betätigen Sie bei eingelegtem Draht den Brennertaster.
• Justieren Sie die Einstellschraube (Abb. V-C) bei betätigtem Brennertaster bis der Draht sauber transportiert wird.
Achtung : Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert
werden, da er sonst deformiert und ungleichmäßig gefördert wird.
• Lassen Sie den Draht ca. 5 cm aus dem Brenner herauskommen und montieren das zu dem benutzten Draht
passende Kontaktrohr (Abb. V-D), sowie die passende Düse (Abb. V-E).
DE
Die SMARTMIG 142, 162, 3P Geräte können Drahtrollen von 100 oder 200 mm betreiben.
Die SMARTMIG 182 und 183 Geräte können Drahtrollen von 200 oder 300 mm betreiben. Um eine 200mm Drahtrolle
zu verwenden, müssen Sie zuerst einen Adapter (Art.-Nr. 042889) am Haspelträger anbringen.
Der SMARTMIG 3P kann auch mit 2,0/ 2,5/ 3,2 mm rutile Elektroden verschweissen.
Hier ist eine Zusammenfassung der möglichen Kombinationen:
Smartmig 142 162 3P 182 183 gaz
Stahl /
Edelstahl
Alu* - 0,8/1,0 Pure Argon
No Gas 0,9 0,9/1,2 -
Elektroden - - 2/2,5/3,2 - - * Planen Sie eine Teonführungsseele (Art. Nr. 041578) und ein Kontaktrohr speziell für Aluminium ein
(Ø 0,8 Art. Nr. 041059 - Ø 1,0 Art. Nr. 041066)
Um den passenden Draht- oder Elektrodendurchmesser auszuwählen, beziehen Sie sich auf die obenstehende Tabelle
(Abb. IV).
GAS-ANSCHLUSS
• Den korrekten Druckminderer an der Gasasche montieren. Benutzen Sie den Gasschlauch, der mit dem Gerät geliefert wird. Um Gasverlust zu vermeiden, benutzen Sie die in der Zubehörbox enthaltenen Schlauchklemmen.
• Regeln Sie die Gasdurchussmenge mit dem Einstellrad am Druckminderer.
Hinweis : Die Einstellung der Gasdurchussmenge wird einfacher, wenn sie bei entspanntem Drahtvorschub den Brennertaster betätigen und die Durchußmenge am Manometer ablesen.
Dieses Verfahren gilt nicht für den Fülldraht Modus.
0,6/0,8 0,6/0,8/1,0 Argon +
CO2
17

SMARTMIG
BESCHREIBUNG DES BEDIENFELDES (ABB-VI)
Smartmig 142/162/182/183 Smartmig 3P
1- A / B Auswahltaste Schweißspannung 1- Auswahltaste Modus MIG/MMA.
2- Min/Max Auswahltaste Schweißspannung 2- Potentiometer Schweißstrom E-Hand/MIG
3- Potentiometer Drahtgeschwindigkeit MIG/
MAG.
4- "SMART" Tabelle Einstellhilfe MIG/MAG. 4- A / B Auswahltaste Schweißspannung
5- Anzeige thermischer Überlastschutz. 5- "SMART" Tabelle Einstellhilfe MIG/MAG u.
6- Stufen-Schalter 6- Anzeige thermischer Überlastschutz.
BENUTZUNG (ABB-VI)
MIG/MAG MODUS:
SMARTMIG ermöglicht die einfache Einstellung der Schweißspannung und der Drahtgeschwindigkeit.
Anhand der SMART Tabelle können Sie die Dicke des zu verschweißenden Bleches und den Drahttyp schnell nden,
und mithilfe dieser Empfehlungen können Sie folgende Parameter auswählen :
• Die Spannung (A/B und min/max Tasten bei SMARTMIG 142 und 162 ; A/B Taste bei SMARTMIG 3P)
• Die Drahtgeschwindigkeit, indem Sie den Potentiometer (3) auf der angezeigten Farbzone positionieren
Beispiel :
Verschweißen von Blechdicke 0,8mm mit Drahtdurchmesser 0,6mm (SMARTMIG 142 und 162) :
• Wählen Sie Taste (1) auf Position « A »
• Wählen Sie Taste (2) auf Position « min »
• Positionieren Sie den Potentiometer (3) auf der helleren Farbzone und justieren Sie « nach Geräusch » nach wenn
erforderlich.
Gleicher Beispiel bei SMARTMIG 3P :
• Die Taste (4) auf Position « A » stellen.
• Positionieren Sie den Potentiometer (2) auf « min » oder « max »
• Positionieren Sie den Potentiometer (3) auf der helleren Farbzone und justieren Sie « nach Geräusch » nach wenn
erforderlich.
MMA MODUS (SMARTMIG 3P EINSCHLIESSLICH):
Wenn Sie Elektrodenhalterkabel und Masseleitung anschliessen achten Sie auf die richtige Polarität nach Angabe auf
der Elektrodenverpackung. Anschließend stellen Sie das Gerät wie folgt ein.
Beispiel :
Verschweißen von 4 mm Blech:
• Taste (1) auf Position « MMA ».
• Potentiometer (2) auf 2,5 mm Elektroden Schweissen einstellen.
3- Potentiometer Drahtgeschwindigkeit MIG/
MAG.
E-Hand.
DE
THERMISCHER SCHUTZ
• Beachten Sie die allgemeinen Grundregeln des Schweißens.
• Lassen Sie das Gerät nach dem Schweißen oder während der Thermoschutz aktiv ist am Netz angeschlossen und
eingeschaltet, um die Abkühlung des Gerätes durch den Lüfter zu ermöglichen.
• Thermischer Schutz : Das Symbol leuchtet und die Abkühlzeit beträgt 5 bis 10 Minuten.
EINSCHALTDAUER UND VERWENDUNGSUMGEBUNG
Die beschriebenen Geräte haben eine Ausgangscharakteristik vom Typ "Konstantspannung“. Die Einschaltdauer nach
der Norm EN60974-1 ist in der Tabelle unten angezeigt:
x/60974
@40°C (T
cycle=10min)
X%-max 20%-90A 20%-115A 25%-110A 15%-115A 15%-140A 15%-140A
60% 60A 70A 70A 40A 80A 90A
Bemerkung: Die Erwärmungsprüfungen sind bei Umgebungstemperatur durchgeführt wurden und die Einschaltdauer
wurde bei 40° C im Simulationbetrieb ermittelt.
Diese A-Klasse Geräte sind für den industriellen und/ oder professionellen Gebrauch geeignet. In einem anderen
Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten. Verwenden Sie das Gerät nicht in Räu-
142 162
MIG/MAG MMA
3P
182 183
18

SMARTMIG
men, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. ACHTUNG! : Änderung der Norm EN 60974-10 ab 01. Dezember 2010! Diese Geräte entsprechen nicht mehr der Richtlinie CEI 61000-3-
12. Es liegt in Ihrer Verantwortung zu überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie sie
an das Stromnetz anschließen. Bei Fragen wenden Sie sich bitte an den zuständigen Stromnetzbetreiber.
INSTANDHALTUNG
• Die Instandhaltung sollte nur von qualiziertem Fachpersonal durchgeführt werden.
• Schalten Sie das Gerät aus, trennen Sie die Stromversorgung und warten Sie bis der Ventilator sich nicht mehr
dreht. Im Gerät sind die Spannungen sehr hoch und deshalb gefährlich.
• Nehmen Sie regelmäßig (2 oder 3-Mal pro Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit
Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualiziertem
Fachpersonal durchführen.
• Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller,
seinen Reparaturservice oder eine qualizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
UNFALLPRÄVENTION
Lichtbogenschweissen kann gefährlich sein und zu schweren – unter Umständen auch tödlichen – Verletzungen führen. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Lichtbogenstrahlung: Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intensiven Ultraviolettstrahlung zu schützen. Auch in
der Nähe des Lichtbogens bendliche Personen oder Helfer müssen auf Gefahren hingewiesen und mit den nötigen
Schutzmitteln ausgerüstet werden.
DE
Umgebung Benutzen Sie das Gerät nur in sauberer und gegen Nässeeinwirkung geschützter Umgebung. Sorgen Sie
stets für einen senkrechten und sicheren Stand des Gerätes auf ebenem Grund und stellen Sie es mindestens einen
Meter vom zu verschweißenen Weksrück auf.
Feuchtigkeit Stromversorgung Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen. Das Gerät darf nur an
einer dafür geeigneten Stromversorgung betrieben werden. Keine Spannungsführenden Teile berühren. Verwenden
Sie niemals einen beschädigten Brenner, da dies zu Schäden an der Maschine sowie an der Elektrik verursachen kann.
Transport: Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht über Personen oder
Sachen hinweg und lassen Sie es nicht herunterfallen oder hart aufsetzen.
Verbrennungsgefahr: Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handschuhe,
Kopfbedeckung sowie feste Schuhe).
Tragen Sie auch eine Schutzbrille, wenn Sie Schlacke abklopfen. Schützen Sie andere durch nicht entzündbare Trennwände.
Nicht in den Lichtbogen schauen und ausreichend Distanz halten.
Brandgefahr: Entfernen Sie alle entammbaren Produkte vom Schweissplatz und arbeiten Sie nicht in der Nähe von
brennbaren Stoffen und Gasen.
Schweissrauch: Die beim Schweißen entstehenden Gase und der Rauch sind gesundheitsschädlich. Der Arbeitsplatz
sollte daher gut belüftet sein und der entstehende Rauch und die Gase müssen abgesaugt werden.
Weitere Hinweise: Führen Sie Schweißarbeiten:
- in Bereichen mit erhöhten elektrischen Risiken,
- in abgeschlossenen Räumen,
- in der Umgebung von entammbaren oder explosiven Produkten,
nur in Anwesenheit von qualiziertem Rettungs- und/oder Fachpersonal durch. Treffen Sie Vorsichtsmaßnahmen in
Übereinstimmung mit „IEC 62081“. Schweißarbeiten an Gegenständen in größeren Höhen dürfen nur auf professionell
aufgebauten Gerüsten durchgeführt werden.
Halten Sie beim Arbeiten ausreichend Abstand zu Personen mit Herzschrittmacher! Personen mit Herzschrittmacher
dürfen mit dem Gerät nicht ohne ärtzliche Zustimmung arbeiten!
Das Gerät ist nicht geeignet für das Auftauen von Leitungen! Achten Sie beim Umgang mit Gasaschen auf sicheren
Stand und Schutz des Flaschenventils! Beschädigte Flaschen stellen ein Sicherheitsrisiko dar!
19

FEHLERSUCHE
FEHLER URSACHE LÖSUNGEN
Drahtvorschubgeschwindigkeit nicht konstant.
SMARTMIG
Das Kontaktrohr ist verstopft.
Der Draht rutscht im Antrieb durch.
DE
Reinigen Sie das Kontaktrohr oder tauschen Sie
es aus und benutzen Sie Antihaftspray (Art.-Nr.
041806).
Prüfen Sie den Druck des Rollenantriebes oder
ändern die Antriebsnut auf die korrekte Dra-
htstärke.
Motor läuft nicht.
Schlechte Drahtförderung.
Kein Schweißstrom.
Drahtstau im Antrieb.
Die Schweißnaht ist porös.
-Drahtführungsschlauch des Brenners nicht
Bremse der Drahtrolle oder Rollenantrieb zu
fest.
Versorgungsproblem.
Drahtführungsschlauch verschmutzt oder bes-
chädigt.
Drahtrollen-Bremse zu fest. Lockern Sie die Bremse.
Fehlerhafte Netzversorgung.
Fehlerhafte Masseverbindung.
Brenner defekt.
Seele fehlerhaft. Prüfen bzw. austauschen.
Draht blockiert im Brenner. Prüfen, reinigen oder austauschen.
Fehlendes Kapillarrohr. Prüfen und einsetzen.
Drahtvorschubgeschwindigkeit zu hoch. Drahtvorschubgeschwindigkeit reduzieren.
Gasuß zu niedrig.
Gasasche leer. Austauschen.
Schlechte Gasqualität. Austauschen.
Zugluft. Schweißzone abschirmen.
Schmutzige Gasdüse. Reinigen oder austauschen.
Lockern Sie die Bremse und den Rollenantrieb.
Prüfen Sie, ob der Schalter auf Position «EIN»
Reinigen Sie den Drahtführungsschlauch oder
Prüfen der Netzversorgung (Stecker, Kabel,
Prüfen Sie die Masseklemme (Verbindung und
Prüfen Sie den Brenner bzw. tauschen Sie
Korrigieren Sie die Gaseinstellung.
Reinigen Sie das Material.
korrekt.
ist.
tauschen Sie diesen aus.
Steckdose, Sicherung).
Klemmenzustand).
diesen aus.
Schlechte Drahtqualität. Austauschen gegen geeigneten Schweißdraht.
Schweißmaterial von schlechter Qualität (Rost,
Lichtbogenspannung zu niedrig oder zu hoch. Schweißparameter kontrollieren.
Starke Spritzerbildung.
Gasmangel am Brenner. Fehlerhafte Gasverbindung.
Masse schlecht positioniert.
Schutzgasuss zu gering. Prüfen und Einstellen.
…)
Schweißgut reinigen.
Positionieren Sie die Masse näher an der
Schweißstelle.
Gasschläuche und Verbindungen prüfen. Druck-
minderer und Magnetventile prüfen.
20

SMARTMIG
DESCRIPCION
ES
Gracias por elegir uno de nuestros equipos. Para obtener el rendimiento máximo del mismo, lea con atención el
siguiente documento:
Los SMARTMIG son aparatos de soldadura tradicionales semi automáticos (MIG o MAG) con corriente continua (DC), El
Smartmig 3P puede también soldar por electrodos hasta 3,2mm. Son recomendados para la soldadura de acero, inox,
aluminio, ux (no gas).
El reglaje de estos aparatos es simple y rápido gracias a la solución SMART.
ALIMENTACION ELECTRICA
Estos aparatos están entregados con un enchufe 16A de tipo CEE7/7. La corriente realmente absorbida (I1eff) está
señalada en el aparato, para condiciones de uso máximas.
Se debe conectar los Smartmig 162/3P/182 a una toma de tierra de 230V 1 fase CON tierra protegida por un disyuntor
de 16A y un disyuntor de 13A para el Smartmig 142.
Se debe conectar el Smartmig 183 a una toma de tierra de 400V 3 fase CON tierra protegida por un disyuntor de 10A.
DESCRIPCION DEL EQUIPO (FIG-I)
1- Interruptor arranque/paro
2- Cable de alimentación
3- Puño
4- Soporte bobina
5- Racor rápido para gas
6- Asa de transporte
7- Panel de control y tabla "Smart"
8- Devanadera
9- Ruedas traseras (162, 3P y 182)
10- Conectador de antorcha EURO (162, 3P y 182)
11- Conectador rápido 200A (solo 3P)
12- Ruedas delanteras (162, 3P y 182)
13- Cable de masa jado (142, 162, 182 y 183)
14- Caja de inversión de polaridad (142, 162n 182 y 183
únicamente)
15- Cadena de jación de botellas.
Atención: bien jar las botellas
SOLDADURA SEMI-AUTOMATICA ACERO/ACERO INOXIDABLE (MODO MAG) (FIG-II)
Estos aparatos pueden soldar hilo de acero y de acero inoxidable de 0,6/0,8 o 1,0 (salvo el modelo 142) (g II - A).
Estos aparatos están entregados de origen para funcionar con hilo de Ø 0,8 de acero o acero inoxidable. El tubo de
contacto, la abertura del rodillo, la vaina de la antorcha están previstos para esta aplicación.
Al utilizar el hilo de 0,6 de diámetro, es necesario cambiar el tubo de contacto. El rodillo de la devanadora es un rodillo
reversible 0,6/0,8. En este caso, colocarlo de tal manera que se pueda leer 0,6mm. Para soldar el Ø 1,0, colocar el rodillo
y el tubo de contacto adecuados.
La utilización en acero o acero inoxidable necesita un gas especíco Argón + CO². La proporción de CO² varia según
la utilización. Para elegir el gas, pedir consejos a un distribuidor de gas. El caudal de gas para soldar el acero se sitúa
entre 12 y 18 L/mn según el medio ambiente y la experiencia del soldador.
SOLDADURA SEMI-AUTOMATICA ALUMINIO (MODO MIG) (FIG-II)
El SMARTMIG 162, 3P, 182 y el 183 pueden ser equipados para soldar con hilo de aluminio de Ø 0,8 o 1,0 (g II-B).
El SMARTMIG 142 puede ser utilizado para soldar el Aluminio de Ø 0,8 de manera ocasional y no intensiva. En este caso,
el hilo utilizado debe ser duro para facilitar el arrastre del hilo (tipo AlMg5).
La soldadura del aluminio necesita un gas especico argón puro (Ar). Para elegir el gas, pedir consejos a un distribuidor
de gas. El caudal de gas para el aluminio se sitúa entre 20 y 30 L/min según el medio ambiente y la experiencia del
soldador. Abajo las diferencias entre la utilización en soldadura de acero y soldadura de aluminio:
- Utilizar rodillos especícos para la soldadura de aluminio.
- Utilizar un mínimo de presión en los rodillos de la devanadora para no aplastar el hilo.
- Utilizar el tubo capilar únicamente para la soldadura de acero/ acero inoxidable.
- La preparación de una antorcha de aluminio pide una atención particular. La antorcha está dotada de una vaina de
teón para reducir les fricciones. No cortar la vaina al borde del empalme, debe sobresalir del tubo capilar que sustituye
y sirve para guiar el hilo a partir de los rodillos.
- Tubo de contacto: utilizar un tubo de contacto ESPECIAL aluminio Ø 0,8 (ref : 041059- no suministrado).
SOLDADURA CON HILO "NO GAS" (FIG. III)
Estos aparatos permiten soldar con alambre de aportación tubular "No Gas" con condición de invertir la polaridad de
soldadura. Para ello, desconectar la máquina de la red de alimentación, luego abrir la trapa (14) y proceder a la conexión
siguiendo las indicaciones de la gura C en la página contigua. El aparato está congurado de origen en modo « Gas ».
21

SMARTMIG
PROCÉDIMIENTO DE MONTAJE DE LOS RODILLOS Y ANTORCHAS (FIG-V)
• Tomar el asa de la antorcha, y quitar la boquilla (g V-E) girándola en el sentido contrario del horario, luego quitar el
tubo de contacto (g V-D), dejando el soporte y el muelle en la antorcha en su sitio.
• Abrir la trampa del aparato.
FIG V-A: Colocar el rollo en su soporte.
• En caso de uso de un rollo de diámetro 10mm, no utilizar el adaptador (1).
• Arreglar el freno del rollo (2) para evitar que, al parar la soldadura, el hilo se enrede por causa de inercia del rollo.
¡No apretar demasiado fuerte! El rollo debe girar sin forzar al motor.
• Atornillar el tornillo de plástico (3).
FIG V-B: Colocar el rodillo
• Elegir el rodillo adecuado al diámetro y al tipo de hilo, colocarlo en la devanadora de manera a leer la indicación del
diámetro utilizado.
FIG V-C: Para arreglar la presión de los rodillos, proceder como sigue:
o Aojar la ruedecita como máximo
o Colocar el hilo del rollo y sacarlo de aproximadamente 2 cm, luego volver a cerrar el soporte del rodillo.
o Poner en marcha el aparato y accionar el motor utilizando la antorcha.
o Apretar la ruedecita (g V-C), al mismo tiempo que se aprieta el gatillo, hasta arrastrar el hilo, luego parar la
presión.
NB : Para el hilo de aluminio, poner un mínimo de presión para no aplastar el hilo.
• Sacar el hilo de la antorcha de aproximadamente 5cm, luego poner al cabo de la antorcha el tubo de contacto (g
V-D) adecuado al hilo utilizado, nalmente la boquilla (g V-E).
ES
Los equipos SMARTMIG 142, 162, 3P pueden equiparse con rollos de diámetro 100 o 200mm.
Los equipos SMARTMIG 182 y 183 pueden equiparse con rollos de diámetro 200 o 300mm. Para colocar un rollo de
200mm, es necesario instalar un adaptador en el soporte.
El SMARTMIG 3P también puede soldar con electrodos rutiles de diámetro 2,0/ 2,5/ 3,2 mm.
Abajo encontrará las diferentes combinaciones posibles:
Smartmig 142 162 3P 182 183 gaz
acero/inox 0,6/0,8 0,6/0,8/1,0 Argon +
CO2
Alu* - 0,8/1,0 Argon Pur
No Gas 0,9 0,9/1,2 Electrodos - - 2/2,5/3,2 - - -
* Prever una vaina teón (ref. 041578) y un tubo de contacto especial aluminio (Ø 0,8 ref. 041059 - Ø 1,0 ref.041066)
Para ayudarle a elegir el diámetro del hilo o del electrodo adecuado al trabajo que desea efectuar, referirse a la tabla
contigua (g IV, página 4).
CONEXION GAS
• Colocar un manómetro adecuado a la bombona. Conectarlo al equipo de soldar con el tubo suministrado. Colocar los
2 abrazaderas para evitar escapes.
• Arreglar el caudal de gas ajustando la ruedecita de reglaje situada en el manómetro.
NB : para facilitar el reglaje del caudal de gas, accionar los rodillos motores apretando el gatillo de la antorcha (aojar
la ruedecita de la devanadora para no arrastrar el hilo).
Este procedimiento no puede aplicarse a la soldadura en modo « No Gas ».
DESCRIPCION DE LA TABLA DE MANDOS (FIG-VI)
Smartmig 142/162/182/183 Smartmig 3P
1- Botón selección de tensión A / B 1- Botón selección de modo MIG/MMA.
2- Botón selección de tensión min/max. 2- Potenciómetro de reglaje de potencia MMA o
MIG.
3- Potenciómetro de reglaje de velocidad del hilo. 3- Potenciómetro de reglaje de velocidad del hilo.
4- Tabla « SMART » de reglaje MIG/MAG. 4- Tecla selección de tensión A / B
5- Indicador de protección térmica. 5- Tabla « SMART » de reglaje MIG/MAG y MMA.
6- Conmutador 4 posiciones 6- Indicador de protección térmica
22

SMARTMIG
UTILIZACION (FIG-VI)
MODO MIG/MAG:
SMARTMIG facilita el reglaje de la velocidad del hilo y de la tensión.
Gracias a la tabla SMART, hay que distinguir el espesor del metal que soldar y la naturaleza del hilo utilizado,
Luego, según las recomendaciones, simplemente elegir:
• Su tensión (botones A/ B y min./máx. para el SMARTMIG 142 y 162 ; botón A/B para el SMARTMIG 3P)
• Su velocidad de hilo, arreglando el potenciómetro (3) en la zona de color indicada y ajustar si es necesario.
Ejemplos :
Para soldar chapa de 0,8mm de espesor con hilo de acero de diámetro 0,6 (SMARTMIG 142 y 162):
• Colocar el botón (1) en posición « A »
• Colocar el botón (2) en posición « min. »
• Arreglar el potenciómetro (3) en la zona de color más clara y ajustar « al ruido » si es necesario.
Para realizar la misma operación con un SMARTMIG 3P:
• Colocar el botón (4) en la posición « A »
• Arreglar el potenciómetro (2) en « min » o « max »
• Arreglar el potenciómetro (3) en la zona de color más clara y ajustar « al ruido » si es necesario.
MODO MMA (SMARTMIG 3P UNICAMENTE):
Conectar el portaelectrodo y la pinza de masa respectando la polaridad indicada sobre el embalaje de los electrodos,
luego arreglar el aparato.
Ejemplo :
Para soldar una chapa de 4mm :
• Colocar el botón (1) en la posición « MMA ».
• Arreglar el potenciómetro (2) en la zona correspondiente al electrodo de 2,5mm.
ES
CONSEJOS Y PROTECCION THERMICA
• Respetar las normas clásicas de soldadura.
• Dejar el equipo conectado detrás de la soldadura o durante la protección térmica para permitir el enfriamiento.
• Protección térmica: el piloto luminoso se enciende y el enfriamiento dura de 5 hasta 10 mn según la temperatura
ambiente.
FACTORES DE MARCHA Y ENTORNO DE UTILIZACION
Los aparatos descritos tienen una característica de salida de tipo "tensión constante". Su factor de marcha según la
norma EN60974-1 está indicado en la siguiente matriz :
x/60974
@40°C (T
cycle=10min)
X%-max 20%-90A 20%-115A 25%-110A 15%-115A 15%-140A 15%-140A
60% 60A 70A 70A 40A 80A 90A
Nota: las pruebas de calentamiento fueron realizadas con una temperatura ambiente y el factor de funcionamiento a 40°C fue determinado por simulación.
Estos aparatos son de Clase A. Son concebidos para un uso en un ambiente industrial o profesional. En un entorno distinto, puede ser difícil asegurar la compatibilidad electromagnética, a causa de perturbaciones conducidas tan bien como
radiadas. No utilizar en un entorno con polvos metálicos conductores. A partir del 1er de diciembre de 2010, se modica
la norma EN 60974-10. Atención : estos equipos no respetan la CEI 61000-3-12. Si se dedican a conectarse al sistema
publico de alimentación de baja tensión, es de la responsabilidad del usuario de asegurarse que pueden conectarse a
éste. Si es necesario, consultar al operador de su red de alimentación eléctrica
142 162
MIG/MAG MMA
3P
182 183
MANTENIMIENTO
• El mantenimiento debe ser efectuado por una persona cualicada.
• Parar la alimentación y desconectar la toma, esperar el paro del ventilador antes de trabajar sobre el equipo. Al interior,
las tensiones e intensidades son elevadas y peligrosas.
• 2 o 3 veces por año, retirar las carcasas y soplar el polvo. Vericar el buen estado de las conexiones eléctricas con una
herramienta aislada, por una persona cualicada.
• Controlar regularmente el estado del cordón de alimentación. Si el cable de alimentación está deteriorado, debe ser
remplazado por el fabricante, su servicio postventa o una persona de misma cualicación por evitar el peligro.
23

SMARTMIG
SEGURIDAD
La soldadura MIG/MAG puede ser peligrosa y causar lesiones graves y así mismo mortales. Protegerse y proteger a los
demás.
Respetar las instrucciones siguientes de seguridad:
Radiaciones del arco: Protegerse con una mascara con ltros conformes EN 169 o EN 379.
Lluvia, vapor de agua, Humedad: Utilizar su aparato en una atmosfera limpia (grado de polución inferior a 3), de
plano y situado más de 1 metro de la pieza a soldar. No utilizar bajo lluvia ni nieve.
Choque eléctrico: Esta maquina solo debe ser utilizada con una alimentación monofásica de 2 hilos y tierra. No tocar
las piezas bajo tensión. Vericar que la alimentación sea adaptada al equipo.
Nunca utilizar una antorcha en mal estado (defecto de aislamiento eléctrico): existen riesgos de dañar el aparato y la
instalación eléctrica.
Caídas: No suspender el equipo encima de personas u objetos.
Quemaduras: Llevar ropa de obra adecuada, de tejido ignifugado (cotón, mono de trabajo o vaqueros)
Trabajar con guantes de protección y un delantal ignifugado.
Proteger a los demás biombos no inamables, o previniéndoles no mirar al arco y mantener distancias sucientes.
ES
Riesgos de fuego: Suprimir todos productos inamables del espacio de trabajo. No trabajar si hay gas inamable.
Humos: No inhalar los gases y humos de soldadura. Se deberá trabajar en un local bien ventilado, con extracción
articial si es soldadura en interior.
Precauciones Suplementarias: Todas operaciones de soldadura:
- en lugares con importante riesgos de choques eléctricos.
- en lugares cerrados,
- en presencia de materiales inamables o con riesgos de explosión.
siempre deben ser sujetas a la aprobación de un « experto », y efectuadas en presencia de personas cualicadas
capaces de intervenir en caso de urgencia.
Los medios técnicos de protección especicados en la Especicación Técnica CEI/IEC 62081 deben ser aplicados.
La soldadura en posición sobreelevada está prohibida, excepto en caso de utilización de plataformas de seguridad.
Las personas que tienen un estimulador cardiaco deben acudar al medico antes de utilizar estos
aparatos.No utilizar el aparato para descongelar las canalizaciones.Manipular la bombona de gas con precauciones,
existen riesgos cuando la bombona a o la valvula están deterioradas.
24

SINTOMAS, CAUSAS POSIBLES, REMEDIOS
SINTOMAS CAUSAS POSIBLES REMEDIOS
La salida del hilo de soldadura no es constante.
SMARTMIG
Residuos obstruyen el oricio.
ES
Limpiar el tubo de contacto o cambiarlo y colo-
car producto anti-adherencia.
Ref. : 041806
- Comprobar la presión de los rodillos o substituirlos.
El motor de devanado no funciona.
El hilo no se devana bien.
No hay corriente de soldadura.
Se engancha el hilo después de los rodillos.
El hilo desliza en los rodillos.
Freno del rollo o del rodillo demasiado apretado. Aojar el freno y los rodillos
Problema de alimentación
Funda guía de hilo sucia o deteriorada. Limpiar o remplazar.
Freno de rollo demasiado apretado. Aojar el freno.
Mala conexión a la toma de corriente.
Mala conexión de la masa.
Contactor de potencia inactivo.
Funda guía de hilo aplastada. Comprobar la funda y el cuerpo de la antorcha.
Bloqueo del hilo en la antorcha. Remplazar o limpiar.
Falta de tubo capilar (acero). Comprobar la presencia del tubo capilar.
Tornillo de ajuste de los rodillos demasiado
apretado
- Diámetro del hilo no conforme al rodillo.
- Funda guía de hilo no conforme.
Comprobar que el botón de puesta en marcha
está activado.
Comprobar la conexión de toma y ver si
ésta misma está bien alimentada con 1 fase
(+tierra).
Comprobar el cable de masa (conexión y estado
de la pinza).
Comprobar el gatillo de la antorcha.
Comprobar el contactor de potencia.
Comprobar el ajuste de los rodillos : 3 para hilo
de acero o cobre y 2 para hilo de aluminio
El caudal de gas es insuciente.
Bombona de gas vacía. Remplazarla
Calidad de gas no satisfactoria Remplazarlo.
El cordón de soldadura es poroso.
Partículas de chispas importantes.
No llega el gas a la salida de la antorcha Mala conexión del gas.
Circulación de aire o inuencia del viento.
Boquilla de gas demasiado sucia. Limpiar la boquilla de gas o substituirla.
Mala calidad del hilo.
Estado de la supercie para soldar de mala
calidad (óxido, etc…)
Tensión del arco baja o alta. Ver los parámetros de soldadura.
Mala toma de masa.
Gas de protección insuciente. Ajustar el caudal de gas.
Campo de ajuste de 15 a 20 L / mn.
Limpiar el metal de base.
Impedir corrientes de aire, proteger la zona de
soldadura.
Utilizar un hilo adecuado a la soldadura MIG-
MAG.
Limpiar la pieza antes de soldar
Comprobar y colocar la pinza de masa lo más
cerca posible de la zona que soldar
Comprobar que la unión del gas cerca del motor
esté bien conectada. Comprobar el manómetro y
las electroválvulas.
25

SMARTMIG
ПРЕДСТАВЛЕНИЕ
RU
Спасибо за ваш выбор! Чтобы полностью использовать возможности аппарата, пожалуйста, ознакомьтесь с
данной инструкцией.
Аппараты SMARTMIG являются сварочными аппаратами трансформаторного типа для полуавтоматической
сварки (MIG или MAG) на постоянном токе (DC), и для сварки MMA (только SMARTMIG 3P). Они рекомендуются
для сварки любым видом проволоки: сталь, нержавейка, алюминий, флюсовая проволока (без газа). SMARTMIG
3P может варить электроды диаметром до 3,2 мм.
Упрощенная настройка благодаря функции SMART.
ЭЛЕКТРИЧЕСКОЕ ПИТАНИЕ
Эти аппараты поставляютя с вилкой для 16A типа CEE7/7. Эффективное значение потребляемого тока (I1eff) для
использования при максимальных условиях указано на аппарате.
Аппараты Smartmig 162/3P/182 должны быть подключены к однофазной розетке 230В С ЗАЗЕМЛЕНИЕМ,
защищенной 16-амперным предохранителем, и 13-амперным предохранителем для Smartmig 142.
Аппарат Smartmig 183 должен быть подключен к трехфазной розетке 400В С ЗАЗЕМЛЕНИЕМ, защищенной
10-амперным предохранителем.
ОПИСАНИЕ АППАРАТА (РИС-I)
1- Выключатель вкл/выкл
2- Шнур питания
3- Тыльная рукоятка
4- Держатель катушки
5- Быстрое подключение газа
6- Передняя рукоятка для переноски
7- Панель "Smart" регулировки параметров
8- Подающее устройство
9- Задние колеса (только для 162, 3P и 182)
10- Разъем горелки евростандарта (только для 162, 3P
и 182)
11- Быстрый разъем 200A (только для 3P)
12- Передние колеса (только для 162, 3P и 182)
13- Стационарный кабель массы (только для 142, 162
и 182)
14- Коробка инверсии полярности (только для 142,
162 и 182)
15- Цепь для закрепления баллонов. Внимание:
правильно закрепите баллоны
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЮЩЕЙ СТАЛИ (РЕЖИМ МАГ) (РИС-II)
Эти аппараты могут варить стальную проволоку и нержавейку 0,6/0,8 и 1,0, (за исключением 142) (рис II-A).
Аппараты изначально укомплектованы для сварки стальной или нержавеющей проволокой Ø 0,8. Контактная
трубка, желоб на ролике и оболочка горелки предусмотрены для этого использования. Если вы используете
проволоку диаметром 0,6 – необходимо заменить контактную трубку. Ролик подающего устройства двухсторонний
0,6 / 0,8. В этом случае его нужно установить таким образом, чтобы была видима надпись 0,6. Для сварки Ø 1,0
вам необходимы соответствующие ролик и контактная трубка.
Сварки стали или нержавейки требует использования специфического газа аргон + CO2. Пропорция CO2 зависит
от использования. Для выбора газа обратитесь за советом к вашему дистрибьютору. Расход газа при сварке
стали должен быть между 12 и 18 л/мин в зависимости от окружающей среды и опыта пользователя.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ МИГ) (РИС-II)
SMARTMIG 162, 3P, 182 и 183 могут быть оборудованы для сварки алюминия проволокой от Ø 0,8 до 1,0 (рис
II-B). SMARTMIG 142 могут по случаю быть использованы для неинтенсивной сварки Алюминия Ø0,8. В этом
случае, для облегчения подачи проволока должна быть жесткой.
Для сварки алюминия необходим специальный газ – чистый Аргон (Ar). Для выбора газа обратитесь за советом
к дистрибьютору. Расход газа при сварке алюминия: 20-30 л/мин в зависимости от окружающей среды и опыта
сварщика.
Ниже приведены различия использования для стали и алюминия:
• Используйте специальные ролики для сварки алюминия.
• Давление прижимных роликов подающего механизма на проволоку: отрегулируйте давление на минимум,
чтобы не раздавить проволоку.
• Используйте капиллярную трубку только для стальной и нержавеющей проволоки.
• Подготовка горелки для алюминия требует пристального внимания. Она оснащена тефлоновой трубкой,
которая смягчает трение. НЕ ОБРЕЗАТЬ трубку по краю стыка, она должна быть длиннее капиллярной трубки,
которую она заменяет. Эта трубка используется для направления проволоки от роликов.
• Контактная трубка: используйте СПЕЦИАЛЬНУЮ контактную трубку для алюминия Ø 0,8 (арт: 041059-не входит
в комплект).
26

SMARTMIG
СВАРКА В РЕЖИМЕ «БЕЗ ГАЗА» (РИС. III)
Эти аппараты могут варить флюсовую проволоку "No Gas" , если поменять полярность сварки. Для этого
отключите аппарат от напряжения, затем откройте люк (14) и следуйте инструкции подключения, указанной
на рисунке III стр.2 Заводская настройка аппарата - на режим сварки с Газом (Gas)
УСТАНОВКА КАТУШЕК И БОБИН (РИС-v)
• Возьмите горелку за рукоятку и снимите наконечник (рис V-E), откручивая по часовой стрелке, затем выньте
контактную трубку (рис V-D), оставив держатель и пружину на месте.
• Откройте люк аппарата
РИС V-A : Установите бобину на держатель.
• При использовании бобины 100 мм нет необходимости устанавливать адаптер (1).
• Отрегулируйте тормоз (2) бобины так, чтобы при остановке сварки бобина по инерции не запутала
проволоку. Не зажимайте слишком сильно! Бобина должна поворачиваться без усилий для мотора.
• Закрутите держатель бобины (3).
РИС V-B : Установите ведущий ролик.
• Выберите ролик, подходящий для диаметра и типа проволоки, установите его на подающее устройство таким
образом, чтобы был видим используемый диаметр.
РИС V-C : Для регулировки давления роликов, следуйте приведенным ниже указаниям:
• Максимально развиньтите колесико и опустите его.
• Вставьте проволоку так, чтобы она выступала примерно на 2 см, затем закройте держатель ролика.
• Включите аппарат и запустите двигатель нажатем на курок горелки.
• Завиньтите колесико (рис V-C), продолжая нажимать на курок, пока проволка не начнет проходить, затем
прекратите завинчивание.
Примечание: для алюминивой проволоки давление должно быть минимальным, чтобы не раздавить ее.
• Выпустите проволоку из горелки на 5 см, затем поместите на конец горелки, подходящую к проволоке
контактную трубку (рис V-D) и наконечник (рич V-E).
RU
Аппараты SMARTMIG 142, 162, 3P работают с бобинами диаметром 100 или 200 мм.
Аппараты SMARTMIG 182, 182 работают с бобинами диаметром 200 или 300 мм. Для установки бобины 200 мм
установите сначала на держатель переходник.
SMARTMIG 3P может также варить с рутиловыми электродами диаметром 2,0/ 2,5/ 3,2 мм.
Ниже приведены различные возможные комбинации :
Smartmig 142 162 3P 182 183 gaz
Сталь /
нерж.
Алюминий * - 0,8/1,0 Argon Pur
Сварка без
газа
Электроды - - 2/2,5/3,2 - - *Использовать с тефлоновым шлангом (арт. 041578 и контактной трубкой для алюминия (Ø 0,8 арт. 041059 - Ø
1,0 арт. 041066)
Для выбора подходящего диаметра проволоки или электрода для предстоящих работ, изучите таблицу на стр.4
(рис IV).
ПОДСОЕДИНЕНИЕ ГАЗА
• Подключите к газовому баллону подходящий редуктор. Подсоедините редуктор к аппарату через шланг.
Закрепите 2 хомута во избежание утечек.
• Отрегулируйте подачу газа с помощью колесика на редукторе.
NB: для упрощения регулировки подачи газа, запустите направляющие ролики нажатием на курок горелки
(разожмите колесико подающего устройства так, чтобы проволока не протягивалась).
Эта процедура не применяется для сварки в режиме « No Gas ».
0,6/0,8 0,6/0,8/1,0 Argon +
CO2
0,9 0,9/1,2 -
27

SMARTMIG
ОПИСАНИЕ ПАНЕЛИ УПРАВЛЕНИЯ (РИС vI)
Smartmig 142/162/182/183 Smartmig 3P
1- Кнопка выбора напряжения A / B 1- Кнопка выбора режима MIG/MMA.
2- Кнопка выбора напряжения мин/макс 2- Потенциометр регулировки тока МMA/MIG.
3- Потенциометр настройки скорости подачи 3- Потенциометр настройки скорости подачи
4- Таблица настроек MIG/MAG « SMART ». 4- Кнопка выбора напряжения A / B
5- Индикатор термозащиты 5- Таблица настроек MIG/MAG и MMA «
SMART ».
6- позиционный переключатель 6- Индикатор термозащиты
ИСПОЛЬЗОВАНИЕ (РИС vI)
РЕЖИМ MIG/MAG:
SMARTMIG облегчает настройку скорости подачи и напряжения.
Благодаря таблице SMART определите толщину свариваемого металла и тип используемой проволоки.
Затем в соответствии с рекомендациями остается выбрать только:
• Напряжение (кнопки A/ B и мин/макс для SMARTMIG 142 et 162 ; кнопка A/B для SMARTMIG 3P)
• Скорость подачи с помощью потенциометра (3) в зоне указанного цвета. Откорректируйте при
необходимости.
Примеры:
Для сварки листов толщиной 0,8 мм стальной проволокой диаметром 0,6 мм (SMARTMIG 142 и 162) :
• Установите кнопку (1) в положение «A»
• Установите кнопку (2) в положение «min»
• Настройте потенциометр (3) на зону самого светлого цвета и, при необходимости, отрегулируйте «на слух».
Настройка тех же параметров на аппарате SMARTMIG 3P :
• Установите кнопку (4) в положение «A»
• Настройте потенциометр (2) на « min » или « max »
• Настройте потенциометр (3) на зону самого светлого цвета и, при необходимости, отрегулируйте «на слух».
РЕЖИМ MMA (ТОЛЬКО ДЛЯ SMARTMIG):
Подсоедините держатель электрода и зажим массы соблюдая указанную на упаковке электродов полярность,
затем настройте аппарат.
Например:
Для сварки листа толщиной 4 мм:
• Установите кнопку (1) в положение « MMA ».
• Настройте потенциометр (2) на зону, соответствующую электроду 2,5 мм.
RU
СОВЕТЫ И ТЕРМОЗАЩИТА
• Соблюдайте общепринятые правила сварки.
• После окончания сварки оставляйте аппарат включенным, чтобы не прерывать процесс охлаждения.
• Термозащита: индикатор горит – длительность охлаждения от 5 до 10 мин в зависимости от температуры
окружающей среды.
ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ И СРЕДА ИСПОЛЬЗОВАНИЯ
• Описанные аппараты имеют выходную характеристику типа «постоянное напряжение». ПВ% согласно норме
EN60974-1 указан в нижеприведенной таблице :
x/60974
@40°C (T
cycle=10min)
X%-max 20%-90A 20%-115A 25%-110A 15%-115A 15%-140A 15%-140A
60% 60A 70A 70A 40A 80A 90A
Заметка: нагревные испытания были реализованы при температуре окружающей среды, и рабочий фактор 40
°C был определён методом симуляции.
Эти аппараты относятся к Классу A. Они созданы для использования в промышленной и профессиональной
среде. В любой другой среде ему будет сложно обеспечить электромагнитную совместимость из-за кондуктивных
и индуктивных помех. Не использовать в среде содержащей металлическую пыль-проводник.
Начиная с 1 Декабря 2010, изменения нормы EN 60974-10 будут применяться : Внимание! Это оборудование
142 162
MIG/MAG MMA
3P
182 183
28

SMARTMIG
не соответствует CEI 61000-3-12. Аппараты должны быть подключены к общественной системе питания
низкого напряжения, пользователь должен удостовериться, что аппарат может быть подключен в сеть. При
необходимости проконсультируйтесь у вашего энергосистемного оператора.
ОБСЛУЖИВАНИЕ
• Техническое обслуживание должно производиться только квалифицированным персоналом.
• Отключите питание, вынув вилку из розетки, и дождитесь остановки вентилятора перед тем, как приступить
к тех. обслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять
все электрические соединения с помощью изолированного инструмента. Проверка должна осуществляться
квалифицированным персоналом.
• Проверяйте состояние провода питания. Если он поврежден, он должен быть заменен производителем, его
сервисной службой или квалифицированным специалистом во избежание опасности.
БЕЗОПАСНОСТЬ
Сварка МИГ/МАГ может быть опасной и вызвать тяжелые и даже смертельные ранения. Защититесь сами и
защитите окружающих.
Соблюдайте следующие правила безопасности :
Лучеиспускание дуги: Защититесь с помощью маски сварщика с фильтрами, соответствующими норме EN 169
или EN 379.
RU
Дождь, пар, влага: Используйте аппарат в чистой среде (степень загрязнённости ≤ 3), на ровной поверхности
и на расстоянии более метра от свариваемой детали. Не использовать под дождём или снегом.
Удар электрическим шоком: Этот аппарат можно подключать только к однофазному питанию c 1 фазой
+ Ноль с заземлением. Не дотрагивайтесь до частей, находящихся под напряжением.
Проверьте, что электрическая сеть подходит для этого аппарата.
Не использовать горелку в плохом состоянии (дефект изоляции электричества), существует риск повреждения
аппарата и электропроводки.
Падение: Не переносить аппарат над людьми или предметами.
Ожоги: Носите рабочую одежду из огнеупорной ткани (хлопок, спецовка или джинсовка).
Работайте в защитных перчатках и фартуке из огнеупорной ткани. Защитите окружающих с помощью защитных
огнестойких экранов или предупредите их не смотреть на дугу и оставаться на безопасном расстоянии.
Риск пожара: Уберите все возгараемые предметы из рабочего пространства. Не работайте в присутствии
возгараемого газа.
Дым: Не вдыхайте сварочные газ и дым. Используйте аппарат в хорошо проветриваемом месте. Если вы варите
в помещении, то должна быть вытяжка
Дополнительные предостережения: Любые сварочные работы :
- в помещениях с высоким риском удара электрическим шоком,
- в закрытых помещениях,
- в присутствии возгараемых или взрывоопасных материалов,
всегда должна быть предварительно одобрены «ответственным экспертом» и выполнены в присутствии
людей, специально обученных, чтобы прийти на помощь в случае необходимости. Необходимо использовать
технические средства защиты, описанные в Технической Спецификации CEI 62081.
Сварка на высоте запрещена, кроме случаев использования платформ безопасности
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой
с данными аппаратами. Не используйте этот аппарат для размораживания канализаций. Обращайтесь
с газовым баллоном осторожно. Это может быть опасно, если газовый баллон или вентиль баллона
повреждены.
29

SMARTMIG
RU
НЕИСПРАВНОСТИ, ПРИЧИНЫ, УСТРАНЕНИЕ
НЕИСПРАВНОСТЬ ВОЗМОЖНЫЕ ПРИЧИНЫ УСТРАНЕНИЕ НЕИСПРАВНОСТИ
Подача сварочной проволоки неравномерна. Наплавы металла забивают отверстие. Очистите контактную трубку или поменяйте
Проволока прокручивается в роликах. - Проверьте давление роликов или замените
ее и смажте составом против прилипания.
Арт. : 041806
их.
- Диаметр проволоки не соответствует
ролику.
- Используется несоответствующая
нитенаправляющая трубка в горелке.
Двигатель разматывания не работает. Тормозное устройство бобины или ролика
Плохая подача проволоки. Нитенаправляющая трубка загрязнена или
Тормозное устройство бобины слишком тугое. Разожмите тормоз.
Отсутствует сварочный ток. Аппарат неправильно подключен к сети. Проверьте подключение к сети, а также, что
Неправильное подключение массы. Проверьте кабель массы (подсоединение и
Переключатель мощности не работает. Проверьте гашетку горелки .
Проволока застревает после прохода через
ролики.
Пористый сварочный шов. Недостаточная подача газа Диапазон регулировки от 15 до 20 л/мин.
Нитенаправляющая трубка расплющена. Проверьте нитепроводящую трубку и корпус
Проволока застревает в горелке. Прочистите или замените ее .
Отсутствует капиллярная трубка (сталь). Проверьте наличие капиллярной трубки .
Слишком высокая скорость подачи. Снизьте скорость подачи.
слишком тугое.
Проблема с подачей Проверьте, что кнопка пуска в положении
повреждена.
Разожмите тормоз и ролики.
ВКЛ.
Очистите или замените ее.
питание действительно однофазном.
клещи).
Проверьте переключатель мощности .
горелки.
Защистите основной металл
В баллоне закончился газ. Замените баллон.
Неудовлетворительное качество газа. Смените газ.
Циркуляция воздуха или воздействие ветра. Предотвратите сквозняки, защитите
Выпускное сопло газа загрязнено. Очистите сопло или замените его.
Проволока плохого качества. Используйте проволоку, подходящую для
Плохое качество свариваемой поверхности
(ржавчина и тд …)
Значительное количество частичек искрения. Натяжение дуги либо слишком низкое, либо
слишком высокое.
Неправильное закреплание массы. Проверьте и поместите зажим массы как
Защитного газа недолстаточно. Отрегулируйте расход газа.
Отсутствие газа на выходе горелки Газ неправильно подсоединен. Проверьте правильно ли подключено
Зачистите деталь перед сваркой
соединение газа рядом с двигателем.
Проверьте редуктор и элнктроклапаны
сварочную зону.
сварки МИГ-МАГ.
См. параметры сварки.
можно ближе к зоне сварки.
30

SMARTMIG
PIECES DETACHEES / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
sMartMig 142 / 162
N° Désignation 142 162
1 Support bobine_ Reel stand_ Rollenhalter_ Soporte de bobina_ Подставка для катушки 71601
2 Electrovanne_ Solenoid valve_ Elektroventil_ Electro-válvula_ Электроклапан C51461 71540
3 Roue arrière_ Wheels_ Durchmesser Rad_ Rueda_ колесо - 71370
4 Moto-dévidoir _ Wire feeder _ Drahtvorschub _ Devanadera _ Подающее устройство 51026 51041
5 Boitier gaz/no gaz _ Gas/No gas change box _ Deckelklappe für Polaritätsumkehrung _
Caja de inversión de polaridad _ Коробка инверсии полярности
6 Roue avant / Front wheels / Vorderrad / Rueda de atrás / Переднее колесо - 71181
7 Voyant thermique _ Thermal light _ Wärmeschütz Kontrollicht _ Indicador térmico_
Индикатор температурной защиты
8 Inverseur (x2) _ Switch (x2) _ Schalter (x2) _ Botón (x2) _ Переключатель (x2) 52464
9 Bouton potentiomètre_ Potentiometer knob _ Potentiometer _ Potenciómetro botón_
Потенциометр
10 Raccord européen_ Euro connector_ _Conector Euro_ Разъем для горелки
европейского стандарта
11 Grille de ventilateur _ Fan grid _ Ventilatorgrill _ Rejilla de ventilador _ Решетка
вентилатора
12 Pince de masse _ Earth clamp _ Massekabel_ Cable de masa_ Кабель массы 71118
13 Pieds d'angles gauche _ Left Angle feet _ Winkel-Füsse links _ Pie izquierdo _ Ножки
слева
13 Pieds d'angles droite _ Right Angle feet _ Winkel-Füsse rechts _ Pie derecho _ Ножки
справа
14 Torche_ Torch_ Brenner_ Antorcha_ Горелка 71392 71394
15 Poignée avant _ Front handle _ Vorderer Griff _ Puño delantero _ Рукоятка 72072
16 Circuit _ Board _ Karte _ Carta _ Плата 53183 53258
17 Ventilateur _ Fan _ Ventilator_Ventilador_ вентилятор 51023
18 Pont de diodes_Rectier_ Gleichrichter_Puente de LED_ Диодный мост 52180 52178
19 Self de sortie _ Choke _ Drossel_ Self _ Дроссель 53179 53180
20 Transformateur _ Transformer _ Tranformator _ Transformador _ Транформатор 53176 53177
21 Poignée arrière _ Rear handle _ Hinterer Griff _ Puño _ Рукоятка 71515
22 Interrupteur I/O _ I/O switch _ Ein/Aus Schalter _ Conmutador I/O_ Interrupteur I/O _
Выключатель I/O
23 Cordon secteur _ Main cable _ Netzstromkabel _ Cable de alimentación _ Питающий
кабель
51384
51019
73009
- 51025
51010
56021x2 56021
x1
56022x2 56022x1
52460
C51109 C51110
31

SMARTMIG
sMartMig 3P
N° Désignation 3P
1 Support bobine _ Reel stand _ Rollenhalter_ Soporte de bobina_ Подставка для катушки 71601
2 Electrovanne_ Solenoid valve_ Elektroventil_ Electro-válvula_ Электроклапан 71540
3 Roue arrière _ Rear wheel _ Durchmesser Rad _ Rueda _ колесо 71370
4 Moto-dévidoir _ Wire feeder _ Drahtvorschub _ Devanadera _ Подающее устройство 51041
5 Sélecteur mode _ Mode switch _ Modus Schalter _ Botón de modo _ Выбор режима 52458
6 Bouton potentiomètre _ Potentiometer knob _ Potentiometer _ Potenciómetro botón _
Потенциометр
7 Bouton potentiomètre_ Potentiometer knob _ Potentiometer _ Potenciómetro botón _
Потенциометр
8 Inverseur _ Switch _ Schalter _ Botón _ Переключатель 52464
9 Voyant thermique _ Thermal light _ Wärmeschütz Kontrollicht_ Indicador térmico _
Индикатор температурной защиты
10 Raccord européen _ Euro connector_ _Conector Euro_ Разъем для горелки
европейского стандарта
11 Connecteur texas _ Dinze plug _ Texasbuchse _ Conectador _ Коннектор 51477
12 Grille support de ventilateur _ Fan grid _ Ventilatorgrill _ Rejilla de ventilador _ Решетка
вентилатора
13 Pieds d'angles (x4) _ Angle feet (x4) _ Füsse (x4) _ Pies (x4) _ Ножки (x4) 51385
14 Roue avant _ Front wheels _ Vorderrad _ Rueda de atrás _ Переднее колесо 71181
15 Poignée avant _ Front handle _ Vorderer Griff_ Puño_ Ручка 72072
16 Circuit potentiomètres _ Potentiometer board _ Potentiometer Karte _ Carta de potenció-
metros _ Плата потенциометра
17 Ventilateur _ Fan _ Ventilator _ Ventilador _ вентилятор 51023
18 Circuit contrôle moteur_ Motor control board _ Motorkontrolle Karte _ Carta de control del
motor _ Плата управления двигателя
19 Pont de diodes _ Rectier _ Gleichrichter_Puente de LED_ Диодный мост 52179
20 Circuit CEM _ EMC Board _ Elektromagnetische Verträglichkeit Karte _ Carta de protección
contra campos magnéticos_ Плата электромагнитной совместимости
21 Self de sortie _ Choke _ Drossel _ Self _ Дроссель 53181
22 Transformateur _ Transformer _ Tranformator _ Transformador _ Транформатор 53178
23 Poignée arrière _ Rear handle _ Hinterer Griff_ Puño_ Ручка 71515
24 Interrupteur M/A _ Main switch _ Ein/Aus – Schalter_ Interruptor On/Off_ Выключатель
вкл/выкл
25 Cordon secteur_ Mains cable _ Netzstromkabel_ Cable de alimentación _ Питающий
кабель
26 Torche amovible _ Removable torch _ Brenner _ Antorcha _ Горелка 71394
27 Pince de masse _ Earth clamp _ Masseklemme_ Pinza de masa_ Кабель массы 71116
28 Porte-électrodes _ Electrode holder _ Elektrodenhalter_ Porta electrodos _
Елктрододержатель
73099
73009
51019
51025
51010
53189
53184
53182
52460
C51111
71053
32

SMARTMIG
sMartMig 182 / 183
N° Désignation 182 183
1 Support bobine_ Reel stand_ Rollenhalter_ Soporte de bobina_ Подставка
для катушки
2 Electrovanne_ Solenoid valve_ Elektroventil_ Electro-válvula_
Электроклапан
3 Roue arrière_ Wheels_ Durchmesser Rad_ Rueda_ колесо 71370
4 Moto-dévidoir _ Wire feeder _ Drahtvorschub _ Devanadera _ Подающее
устройство
5 Boitier gaz/no gaz _ Gas/No gas change box _ Deckelklappe für Polari-
tätsumkehrung _ Caja de inversión de polaridad _ Коробка инверсии
полярности
6 Roue avant / Front wheels / Vorderrad / Rueda de atrás / Переднее колесо 71181
7 Voyant thermique _ Thermal light _ Wärmeschütz Kontrollicht _ Indicador
térmico_ Индикатор температурной защиты
8 Inverseur (x2) _ Switch (x2) _ Schalter (x2) _ Botón (x2) _ Переключатель
(x2)
9 Bouton potentiomètre_ Potentiometer knob _ Potentiometer _ Potenciómetro
botón_ Потенциометр
10 Pince de masse _ Earth clamp _ Massekabel_ Cable de masa_ Кабель
массы
11 Torche_ Torch_ Brenner_ Antorcha_ Горелка 71394
12 Poignée avant _ Front handle _ Vorderer Griff _ Puño delantero _ Рукоятка 56047
13 Circuit _ Board _ Karte _ Carta _ Плата 97186C 97199C
14 Ventilateur _ Fan _ Ventilator_Ventilador_ вентилятор 51023 51001
15 Pont de diodes_Rectier_ Gleichrichter_Puente de LED_ Диодный мост 52188 52187
16 Self de sortie _ Choke _ Drossel_ Self _ Дроссель 96055 96074
17 Transformateur _ Transformer _ Tranformator _ Transformador _
Транформатор
18 Interrupteur I/O _ I/O switch _ Ein/Aus Schalter _ Conmutador I/O_ Inter-
rupteur I/O _ Выключатель I/O
19 Cordon secteur _ Main cable _ Netzstromkabel _ Cable de alimentación _
Питающий кабель
20 Commutateur 4 sélections - 51228
21 Contacteur - 51113
71603
71512
51108
51384
51019 52004
52466 -
73009
71910
96054 96073
52460 52461
21491 21475
33

SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO /
ЭЛЕКТРИЧЕСКАЯ СХЕМА
sMartMig 142
sMartMig 162
SMARTMIG
sMartMig 3P
34

sMartMig 182
SMARTMIG
sMartMig 183
35

SMARTMIG
FR
Gys atteste que les postes de soudure Smartmig 142-162-3P-182-183 sont fabriqués conformément aux exigences
des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004. Cette
conformité est établie par le respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN 60974-10
de 2007. Le marquage CE a été apposé en 2011.
EN
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004. This conformity respects the standards EN60974-1 of 2005,
EN 50445 de 2008, EN60974-10 of 2007. CE marking was added in 2011.
DE
GYS erklärt, dass die synergisch geregelten Schweißanlagen Smartmig 142-162-3P-182-183 richtlinienkonform mit
folgenden europäischen Bestimmungen hergestellt wurden: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und
EMV- Richtlinien 2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte
stimmen mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.
CE Kennzeichnung: 2011
ES
Gys certica que los aparatos de soldadura SMARTMIG 142, 162 , 3P, 182 y 183 son fabricados en conformidad con
las directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE
del 15/12/2004. Esta conformidad está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de
2008, EN 60974-10 de 2007. El marcado CE fue jado en 2011.
DÉCLARATION DE CONFORMITÉ
DECLARATION OF CONFORMITY
KONFORMITÄTSERKLÄRUNH
DECLARACION DE CONFORMIDAD
RU
Gys заявляет, что сварочные аппараты SMARTMIG 142, 162, 3P, 182 и 183 произведены в соответствии с
директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/
CE от 15/12/2004. Данное соответствие установлено в соответствии с согласованными нормами EN60974-1 2005
г, EN 50445 2008 г, EN 60974-10 2007 г. Маркировка ЕС нанесенна в 2011 г.
ДЕКЛАРАцИЯ О СООТВЕТСТВИИ
01/05/2012
Société GYS
134 BD des Loges
53941
Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
36

SMARTMIG
CONDITIONS DE GARANTIE FRANCE
La garantie n’est valable que si le bon a été correctement rempli par le vendeur. La garantie couvre tout défaut ou
vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main d’œuvre). La garantie ne couvre pas
les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute autre avarie due au transport.
La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.). En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant : Le présent certicat de garantie validé par le vendeur Une note
explicative de la panne. Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert. Ausschluss: Die Garantieleistung
erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie durch nicht autorisierte
Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei Gebrauchsspuren übernommen. Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den
Fachhandel einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor
vorgelegten Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten
für den Rückversand an den Fachhändler.
37

SMARTMIG
IconeS/SyMbolS/zeIchneneRläRunG/SIMboloS GRAfIcoS/cИMboЛЬl
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
IP21 Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de
gouttes d'eau - Protected against rain and against ngers access to dangerous parts - Geschützt
gegen Berührung mit gefährlichen Teilen und gegen senkrechten Wassertropfenfall - protegido
contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de gotas de
agua. - Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель
воды Сварка на постоянном токе
Courant de soudage continu - Welding direct current - Gleichschweißstrom - La corriente de soldadura es continua - Сварка на постоянном токе
Uo Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío -
Напряжение холостого хода
U1 Tension assignée d’alimentation - rated supply voltage - Netzspannung - Tensión de la red -
Напряжение сети
I1max Courant d’alimentation assigné maximal (valeur efcace) - Rated maximum supply current (effective
value) - Maximaler Versorgungsstrom (Effektivwert) - Corriente máxima de alimentación de la red Максимальный сетевой ток (эффективная мощность)
I1eff Courant d’alimentation effectif maximal - Maximum effective supply current - Maximaler tatsächli-
cher Versorgungsstrom - Corriente de alimentación efectiva máxima - Максимальный эффективный
сетевой ток
EN60 974-1 L’appareil respecte la norme EN60974-1 - The device complies with EN60974-1 standard relative
to welding units - Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte - El aparato está
conforme a la norma EN60974-1 referente a los aparatos de soldadura - Аппарат соответствует
европейской норме EN60974-1
I1max Courant d’alimentation assigné maximal (valeur efcace). - Rated maximum supply current (effective
value). - Maximaler Versorgungsstrom (Effektivwert). - Corriente máxima de alimentación de la red. Максимальный сетевой ток (эффективная мощность)
I1eff Courant d’alimentation effectif maximal. - Maximum effective supply current. - Maximaler tatsä-
chlicher Versorgungsstrom. - Corriente de alimentación efectiva máxima. - Максимальный
эффективный сетевой ток.
Transformateur-redresseur monophasé Single-phase converter-rectier - Einphasiger Trafo/Frequenzumwandler - Transformador-recticador monofásico - однофазный инвертор, с трансформацией и
выпрямлением.
Transformateur-redresseur triphasé Tri-phase converter-rectier - Einphasiger Trafo/Frequenzumwandler - Transformador-recticador trifásico - однофазный инвертор, с трансформацией и
выпрямлением. - Trasformatore-raddrizzatore tri-fase
X(40°C) Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C) - Duty cycle according to the
standar EN 60974-1 (10 minutes – 40°C) - Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C)
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C). - ПВ% по норме EN 60974-1
(10 минут – 40°С)
I2 : courant de soudage conventionnnel correspondant - I2 : corresponding conventional welding current - I2 : entsprechender Schweißstrom - I2 : Corrientes correspondientes - I2 : Токи,
соответствующие Х*
U2 : Tensions conventionnelles en charges correspondantes - U2 : conventional voltages in corresponding load - U2 : entsprechende Arbeitsspannung - U2 : Tensiones convencionales en carga - U2 :
соответствующие сварочные напряжения*
38

SMARTMIG
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de
courant elle-même ne doit toutefois pas être placée dans de tels locaux. - Adapted for welding
in environment with increased risks of electrical shock. However, the welding source must not be
placed in such places. - Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken.
Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden. - Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no debe estar situada dentro de tal locales. - Адаптирован для сварки в среде с
повышенным риском электрошока. Однако сам источник питания не должен быть расположен
в таких местах.
Appareil conforme aux directives européennes. - The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien. - El aparato está conforme a las normas europeas. Устройство соответствует европейским нормам.
Conforme aux normes GOST (Russie). - Conform to standards GOST / PCT (Russia). - in Übereinstimmung mit der Norm GOST/PCT. - Conforme a la normas GOST (PCT) (Rusia). - Продукт
соответствует стандарту России (РСТ).
L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !). - The electric arc produces dangerous rays for eyes and skin (protect yourself !). - Der elektrische Lichtbogen
verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !). - El arco produce rayos peligrosos
para los ojos y la piel (¡ Protéjase !). - Электрическая дуга производит опасные лучи для глаз и
кожи (защитите себя!). - Внимание! Сварка может вызвать пожар или взрыв.
Attention, souder peut déclencher un feu ou une explosion. - Caution, welding can produce re or
explosion. - Achtung! Schweißen kann Feuer oder Explosion verursachen. - Cuidado, soldar puede
iniciar un fuego o una explosión. - Внимание! Сварка может вызвать пожар или взрыв.
Attention ! Lire le manuel d’instruction avant utilisation. - Caution ! Read the user manual. - Achtung!
Lesen Sie die Betriebsanleitung. - Cuidado, leer las instrucciones de utilización. - Внимание !
Читайте инструкцию по использованию.
Produit faisant l'objet d'une collecte sélective- Ne pas jeter dans une poubelle domestique. - Separate
collection required, Do not throw in a domestic dustbin. - Für die Entsorgung Ihres Gerätes gelten
besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt werden. - Este
aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico. - Продукт
требует специальной утилизации. Не выбрасывать с бытовыми отходами.
ACCESSOIRES / ACCESSORIES / ZUBEHÖR
39

SMARTMIG
40
 Loading...
Loading...