

Page 1
p 2
- 6
p 7 - 11
p 12 - 16
p 17 - 21
p 22 - 26
p 27 - 31
p 32 - 36
73513_V12_130812
Page 2
DESCRIPTION
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit :
Ces postes de soudure Inverter, portables, ventilés, sont conçus pour le soudage à l’électrode enrobée (MMA) et à
électrode réfractaire (TIG Lift) en courant continu (DC). En MMA, ils soudent tout type d’électrode : rutile, inox,
fonte, basique et cellulosique (uniquement modèle CEL 250 A TRI). En Tig, ils soudent la plupart des métaux sauf
l’aluminum et ses alliages. Ils sont protégés pour le fonctionnement sur groupes électrogènes (Alim 230 V +- 15%
ou 400V +- 15% selon modèle).
ALIMENTATION-MISE EN MARCHE
• Les postes livrés avec une prise 230V 16A de type CEE7/7 doivent être reliés à une installation électrique 230 V
(50 - 60 Hz) AVEC terre. Les postes livrés avec une prise 400V 16A triphasée 5 pôles type EN 60309-1 doivent
être reliés à une installation électrique 400V triphasée AVEC terre. Les modèles équipés d’un système « Flexible
Voltage » s’alimente sur une installation électrique AVEC terre comprise entre 110V et 240V (50 - 60 Hz). Le
courant effectif absorbé (I1eff) est indiqué sur l'appareil pour les conditions d'utilisation maximales. Vérifier que
l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en
utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux
conditions maximales. En utilisation intensive, utiliser de préférence une installation électrique 20A pour les
modèles monophasés à partir de 160A et non équippés de FV ou PFC. L'utilisateur doit s'assurer de l'accessibilité
de la prise.
• La mise en marche s’effectue par une pression sur la touche « ON / VEILLE »
• L’appareil se met en protection si la tension d'alimentation est supérieure à 265V pour les postes monophasés
(l’afficheur indique ) ou 460V pour les postes triphasés (l’afficheur indique )
Le fonctionnement normal reprend dès que la tension d'alimentation revient dans sa plage nominale.
• Ces appareils sont de Classe A. Ils sont conçus pour un emploi dans un environnement industriel ou
professionnel. Dans un environnement différent, il peut être difficile d’assurer la compatibilité électromagnétique,
à cause de perturbations conduites aussi bien que rayonnées.
• A l’exception du modèle 206FV, ces matériels ne respectent pas la CEI 61000-3-12. Avant de les connecter au
système public d’alimentation basse tension, il est de la responsabilité de l’utilisateur de s’assurer qu’ils peuvent y
être reliés. Consulter si nécessaire l’opérateur de votre réseau de distribution électrique.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
SOUDAGE A L'ÉLECTRODE ENROBÉE (MODE MMA)
• Brancher les câbles porte électrode et pince de masse dans les connecteurs. Respecter les polarités indiquées sur
l'emballage des électrodes.
• Respecter les règles classiques du soudage.
• Votre appareil est muni de 3 fonctionnalités spécifiques aux Inverters :
Le Hot Start (mode réglable selon modèle, cf ci-dessous) procure une surintensité en début de soudage.
L’Arc Force (mode réglable selon modèle, cf ci-dessous) délivre une surintensité qui évite le collage lorsque
l’électrode rentre dans le bain.
L'Anti-Sticking vous permet de décoller facilement votre électrode sans la faire rougir en cas de collage.
Activation du mode MMA et réglage de l’intensité :
- Sélectionner la position MMA avec le sélecteur
- Régler l’intensité souhaitée (afficheur) grâce aux touches.
Hot start et Arc force réglable :
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
Hot start 0 60%
Arc force -
Conseils :
Hot start faible, pour les tôles fines– Hot start élevé pour les métaux difficiles à souder (pièces sales ou oxydées)
0 100%
2/43
Page 3
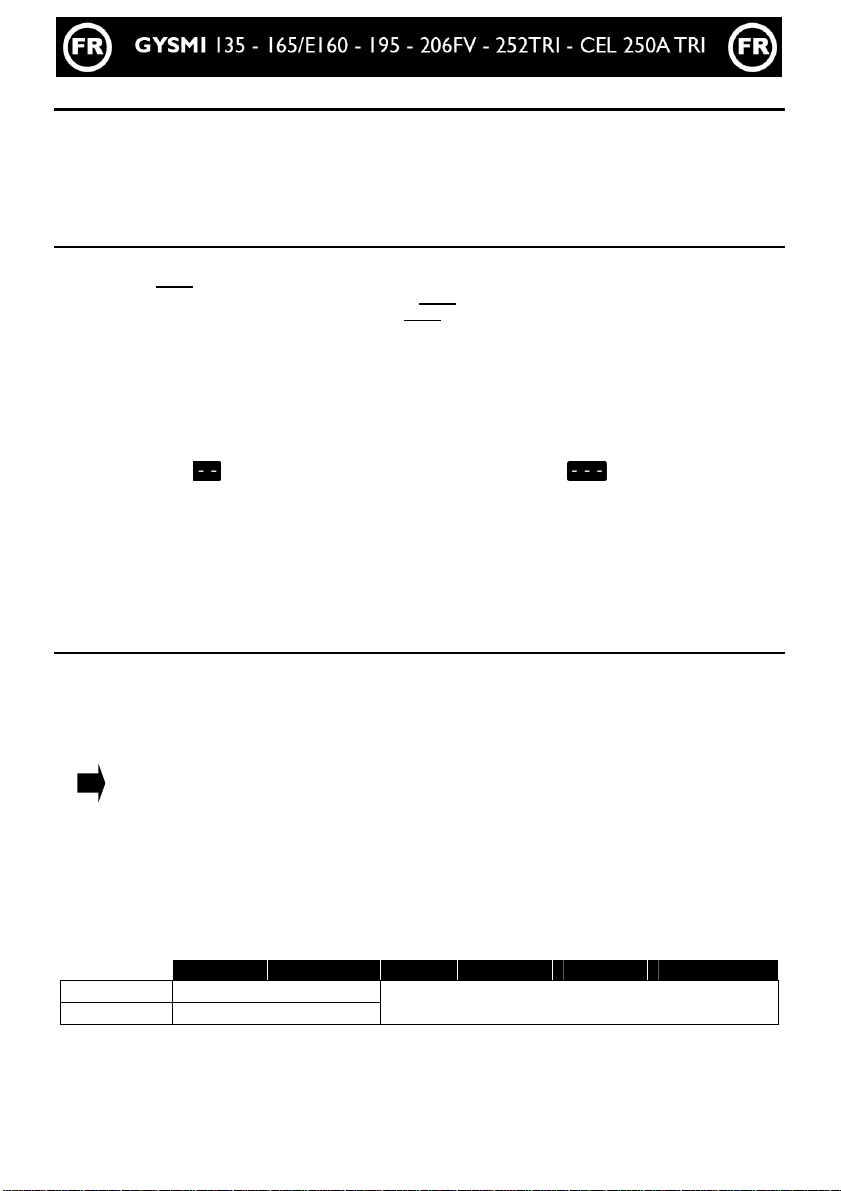
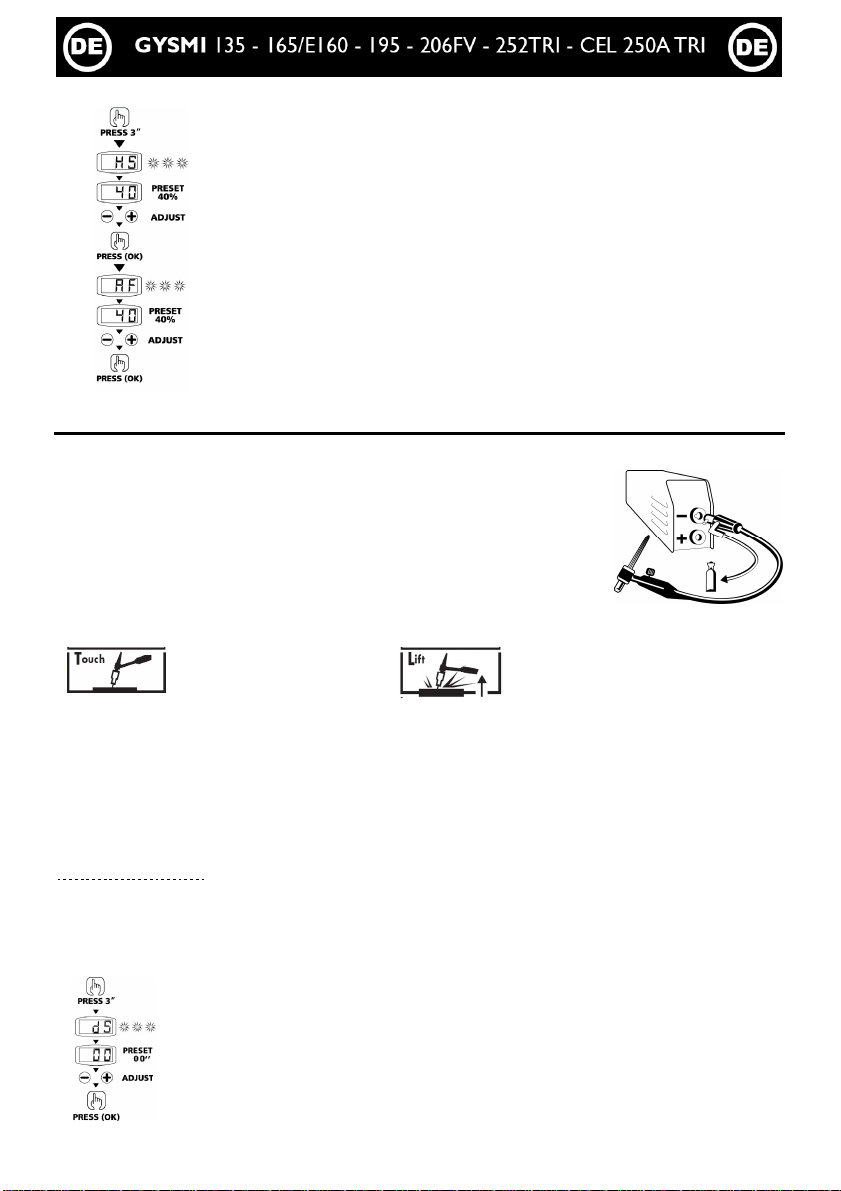
Pour régler le Hot Start et Arc Force, suivre les étapes suivantes :
relever l’électrode 2 à 5 mm
Presser 3 secondes sur le sélecteur
L'inscription "HS" (Hot Start) clignote puis un chiffre apparaît
Régler le pourcentage souhaité (afficheur ) grâce aux touches
Valider la valeur souhaitée en pressant sur le sélecteur
L'inscription "AF" (Arc Force) clignote puis un chiffre apparaît.
Régler le pourcentage souhaité (afficheur ) grâce aux touches .
Valider la valeur souhaitée en pressant sur le sélecteur
SOUDAGE TIG Lift (mode TIG)
Le soudage TIG DC requiert une protection gazeuse (Argon).
Pour souder en TIG, suivre les étapes suivantes :
1. Connecter la pince de masse sur la polarité positive (+).
2. Brancher une torche « à valve » sur la polarité négative (-).
3. Raccorder le tuyau de gaz au manodétendeur de la bouteille de gaz.
Il sera parfois nécessaire de le couper avant l’écrou si ce dernier n’est pas adapté au manodétendeur
4. Sélectionner la position TIG avec le sélecteur.
5. Régler l’intensité souhaitée (afficheur) grâce aux touches , selon l’épaisseur à souder (30A/mm).
6. Régler le débit de gaz sur le manodétendeur de la bouteille de gaz, puis ouvrir la valve de la torche
7. Pour amorcer :
a- toucher l’électrode sur la
pièce à souder
8. En fin de soudure :
a. Pour le 135, 165 / E160 : soulever la torche d'un geste rapide, ne couper le gaz qu'après refroidissement de
l'électrode.
b. Pour les 206FV, 252 TRI et CEL 250A TRI: Lever 2 fois l'arc (haut-bas-haut-bas) pour déclencher
l'évanouissement automatique (cf paragraphe ci-dessous). Ce mouvement doit être effectué en moins de 4
sec, sur une hauteur de 5 à 10 mm. Puis fermer la valve de la torche pour arrêter le gaz après refroidissement
de l'électrode.
Évanouissement de l'arc automatique à durée réglable (pour 195, 206FV, 252 TRI et CEL 250A TRI)
bde la pièce à souder
Activation de la fonction :
Cela correspond en fin de soudure au temps nécessaire pour la baisse progressive du courant de soudage jusqu’à
l’arrêt de l’arc. Cette fonction permet d’éviter les fissures et les cratères de fin de soudure.
Par défaut cette fonction n'est pas activée (tps à 0 sec). Pour l'activer, procéder comme suit:
1- Presser 3 secondes sur le sélecteur
2- L'inscription "dS" (Downslope) clignote puis un chiffre apparaît
3- Régler le temps d'évanouissement souhaité de 0 à 10 sec (afficheur ) grâce aux touches
4- Valider la valeur souhaitée en pressant sur le sélecteur .
3/43
Page 4
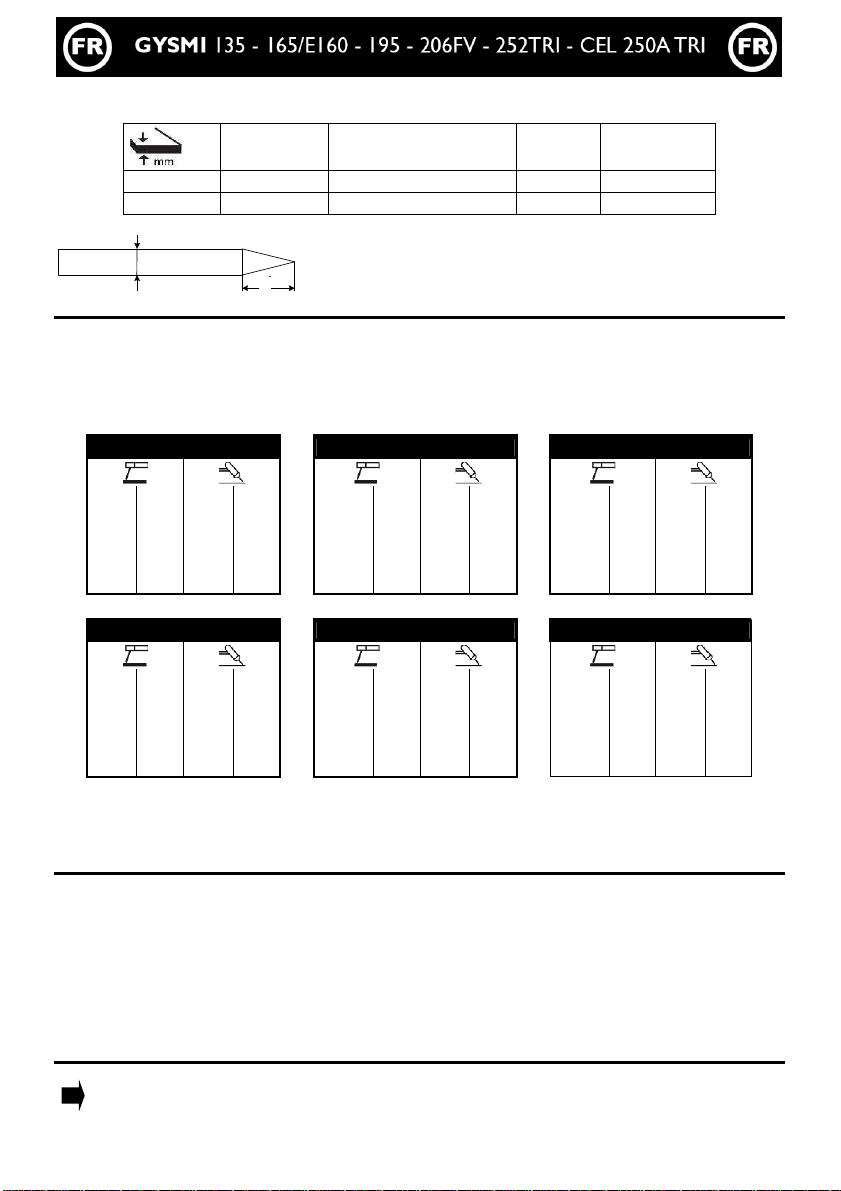
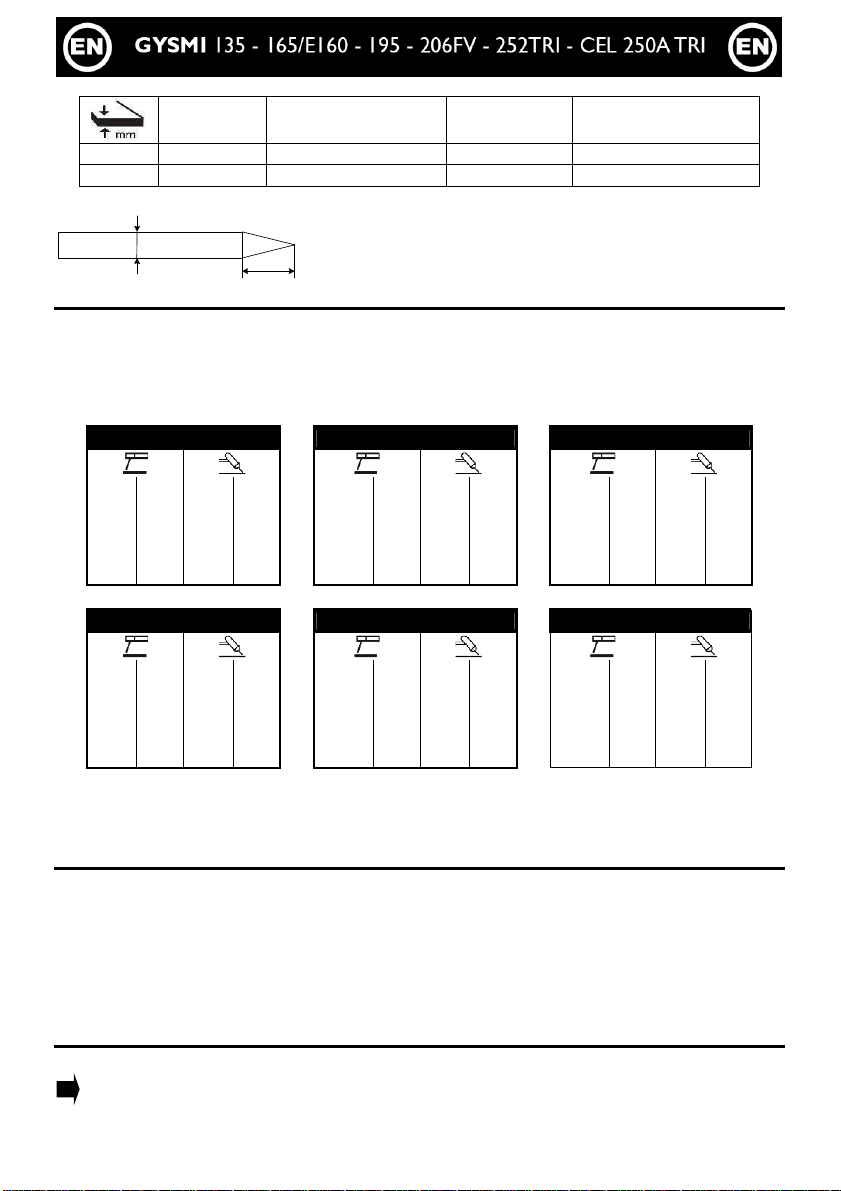
Combinaisons conseillées / affutage électrode
L = 2,5 x d.
L
Courant (A) ∅∅∅∅ Electrode (mm)
= ∅∅∅∅ fil (métal d’apport)
∅∅∅∅ Buse
(mm)
Débit
(Argon l/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Pour un fonctionnement optimal vous devez utiliser une électrode affûtée de la manière suivante :
d
l
PROTECTION THERMIQUE ET FACTEURS DE MARCHE
• Protection thermique : le voyant s’allume et la durée de refroidissement est de 1 à 5 mn en fonction de la
température ambiante.
• Laisser l’appareil branché après soudage pour permettre le refroidissement
• Les postes décrits ont une caractéristique de sortie de type "courant constant". Leurs facteurs de marche selon la
norme EN60974-1 sont indiqués dans le tableau suivant :
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Note : les essais d’échauffement ont été effectués à température ambiante et le facteur de marche à 40 °C a été
déterminé par simulation.
ENTRETIEN
• L'entretien ne doit être effectué que par une personne qualifiée.
• Couper l'alimentation en débranchant la prise, et attendre l’arrêt du ventilateur avant de travailler sur
l'appareil. A l’intérieur, les tensions et intensités sont élevées et dangereuses.
• Deux à trois fois par an, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue
des connexions électriques avec un outil isolé par un personnel qualifié.
• Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il doit être
remplacé par le fabricant, son service après vente ou une personne de qualification similaire, afin d'éviter un
danger
NOS CONSEILS
• Respecter les polarités (+/-) et intensités de soudage indiquées sur les boîtes d'électrodes
• Enlever l’électrode du porte-électrode lorsque le poste n'est pas utilisé.
• Laisser les ouïes de l'appareil libres pour l’entrée et la sortie d’air.
X% @ I max
X% @ I max
4/43
Page 5
SÉCURITÉ
Le soudage à l'arc peut être dangereux et causer des blessures graves voire mortelles. Protégez vous
et protégez les autres.
Respecter les instructions de sécurité suivantes
Rayonnements
Protégez-vous à l’aide d’un masque muni de filtres conformes EN 169 ou EN 379.
:
de l’arc
Pluie, vapeur
d’eau, humidité
Choc électrique
Chutes
Brûlures
Risques de feu
Fumées
Précautions
supplémentaires
Utilisez votre poste dans une atmosphère propre (degré de pollution ≤ 3), à plat et à plus d’un
mètre de la pièce à souder. Ne pas utiliser sous la pluie ou la neige.
Veiller à bien respecter les règles d’alimentation des postes citées au préalable. Ne pas toucher les
pièces sous tension. Vérifier que le réseau d'alimentation est adapté au poste.
Ne pas faire transiter le poste au-dessus de personnes ou d’objets.
Porter des vêtements de travail en tissu ignifugé (coton, bleu ou jeans).
Travailler avec des gants de protection et un tablier ignifugé.
Protéger les autres en installant des paravents ininflammables, ou les prévenir de ne pas regarder
l'arc et garder des distances suffisantes.
Supprimer tous les produits inflammables de l'espace de travail. Ne pas travailler en présence de gaz
inflammable.
Ne pas inhaler les gaz et fumées de soudage. Utiliser dans un environnement correctement ventilé,
avec extraction artificielle si soudage en intérieur.
Toute opération de soudage :
- dans des lieux comportant des risques accrus de choc électrique,
- dans des lieux fermés,
- en présence de matériau inflammable ou comportant des risques d'explosion, doit toujours être
soumise à l'approbation préalable d'un "responsable expert", et effectuée en présence de personnes
formées pour intervenir en cas d'urgence.
Les moyens techniques de protections décrits dans la Spécification Technique CEI/IEC 62081 doivent
être appliqués.
Le soudage en position surélevée est interdit, sauf en cas d'utilisation de plates-formes de sécurité.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ces appareils.
Ne pas utiliser le poste pour dégeler des canalisations.
En soudage TIG, manipuler la bouteille de gaz avec précaution, des risques existent si la bouteille ou
la soupape de la bouteille sont endommagées.
RECOMMANDATION POUR RÉDUIRE LES ÉMISSIONS ÉLECTRO-MAGNÉTIQUES
Généralité
L’utilisateur est responsable de l’installation et de l’utilisation de l’appareil suivant les instructions du fabricant. Si des
perturbations électromagnétiques sont détectées, il est de la responsabilité de l’utilisateur de résoudre la situation
suivant les recommandations données dans la notice ou avec l’assistance technique du fabricant.
Evaluation de la zone de soudage
Avant d’installer l’appareil, l’utilisateur devra évaluer les problèmes électro-magnétiques potentiels qui pourraient se
présenter dans la zone où est prévue l’installation, en particulier il devra tenir compte des indications suivantes :
a. Autres câblages, câblages de contrôle, câbles téléphoniques et de communication : au dessus, au
dessous et à côté de l’appareil. ;
b. récepteurs et transmetteurs radio et télévision ;
c. ordinateurs et autres équipements de contrôle ;
d. équipements critiques pour la sécurité tels que les commandes de sécurité des équipements industriels ;
e. la santé des personnes qui se trouvent à proximité de la machine, par exemple des personnes qui
portent un simulateur cardiaque, un appareil auditif, etc… ;
f. équipements servant à calibrer et mesurer ;
g. l’immunité des autres appareils installés dans le local d’utilisation de l’appareil. L’utilisateur devra
s’assurer que les appareils du local sont compatibles entre eux. Ceci pourra demander de prendre des
précautions supplémentaires ;
h. le temps de la journée au cours de laquelle l’appareil devra fonctionner ;
5/43
Page 6
i. la surface de la zone à prendre en considération autour de l’appareil dépendra de la structure des
édifices et des autres activités qui se déroulent sur le lieu. La zone considérée peut s’étendre au-delà des
limites des entreprises.
Recommandation sur les méthodes de réduction des émissions électro-magnétiques
a. Alimentation principale : Le poste de soudage devra être relié au réseau d’alimentation
conformément aux recommandations du fabricant. En cas d’interférences, il peut s’avérer utile de
prendre des précautions supplémentaires en filtrant la tension d’alimentation. Il peut s’avérer utile de
blinder le câble d’alimentation dans les installations fixes du poste de soudage, sous goulottes
métalliques ou dispositifs équivalents. Le blindage devrait être électriquement continu sur toute la
longueur du câble. Il devrait être relié au poste de soudage avec un bon contact électrique entre la
goulotte métallique et le boîtier du poste.
b. Câbles de soudage : Les câbles doivent être les plus courts possibles. Les regrouper et, si possible, les
laisser au sol.
c. Protection et blindage : La protection et le blindage sélectif d’autres câbles et matériels dans la zone
environnante peut limiter les problèmes de perturbation.
d. Mise à la terre de la pièce à souder : La mise à la terre de la pièce à souder peut limiter les
problèmes de perturbation. Elle peut être fait directement ou via un condensateur approprié. Ce choix est
fait en fonction des réglementations nationales.
ANOMALIES, CAUSES, REMÈDES
Anomalies Causes Remèdes
L’appareil ne délivre pas de courant et
le voyant jaune de défaut thermique
est allumé .
L’afficheur est allumé mais l’appareil
ne délivre pas de courant.
Le poste est alimenté, vous ressentez
des picotements en posant la main sur
la carrosserie.
MMA-TIG
Le poste soude mal Erreur de polarité
Lors de la mise en route, l’afficheur
indique ou
Arc instable
TIG
L'électrode en tungstène s'oxyde et se
ternit en fin de soudage
L'électrode fond Erreur de polarité
La protection thermique du poste s’est
enclenchée.
Le câble de pince de masse ou porte
électrode n’est pas connecté au poste.
La mise à la terre est défectueuse.
La tension d’alimentation n’est pas
respectée (230V monophasé ou 400V
triphasé +/- 15%)
Défaut provenant de l'électrode en
tungstène
Débit de gaz trop important Réduire le débit de gaz
Zone de soudage.
Problème de gaz, ou coupure
prématurée du gaz
Attendre la fin de la période de
refroidissement, environ 2 min. Le voyant
s’éteint.
Vérifier les branchements.
Contrôler la prise et la terre de votre
installation.
Vérifier la polarité conseillée sur la boîte
d'électrode.
Vérifier votre installation électrique ou
votre groupe électrogène
Utiliser une électrode en tungstène de
taille appropriée
Utiliser une électrode en tungstène
correctement préparée
Protéger la zone de soudage contre les
courants d'air.
Contrôler et serrer tous les raccords de
gaz. Attendre que l'électrode refroidisse
avant de couper le gaz.
Vérifier que la pince de masse est bien
reliée au +
CONDITIONS DE GARANTIE FRANCE
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute
autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
- Le justificatif d’achat daté (facture, tickets de caisse…)
- Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75-Tél: +33 (0)2 43 01 23 68
6/43
Page 7
Thank you for choosing our product! In order to take the most of your welder, please read the following instructions
carefully:
These Inverter’s machines are portable, air cooled and made to weld electrode and TIG Lift in direct current (DC). It
allows welding with rutiles, basic, stainless steel, cast iron electrodes and Cellulosic (only with the CEL 250 A TRI) .
In TIG, it allows to weld most of metals except aluminium and alloys. It is protected for a use on electric generators
(230V /+- 15% or 400V/+-15 %).
POWER SUPPLY – START UP
• The machines delivered with a 230V socket /16A plug type EEC7/7 must be plugged on a 230 V (50-60Hz) with
earth. The machines delivered with a 400V/16A three-phase type EN 60309-1 must be plugged on a 400V threephase with earth. The machines equipped with a “Flexible Voltage system” must be plugged between 110V and
240V (50-60Hz) with earth. The absorbed effective current (I1eff) is shown on the machine, for maximal using
conditions. Check that the power supply and its protection (fuse and/or circuit-breaker) is compatible with the
necessary current during use. In some countries, the change of plug can be necessary to allow a use at maximal
conditions. For intensive use, preferably select a 20 A plug for the single phase products from 160A. The welder
must be installed so that the mains plug is accessible.
• The start-up is done by pressing the ON / STAND BY.
• The device turns into protection mode if the power supply tension is over 265V for the single phase models (the
screen displays ) or 460V for the three phases models (the screen displays ). Once in protection mode,
you have to unplug the device and plug it back on a socket delivering the correct tension.
• These are A-class devices. They are designed to be used in an industrial or professional environment. In a
different environment, it can be difficult to ensure electromagnetic compatibility, due to conducted disturbances
as well as radiation.
• Except the 206FV model, these machines are not in accordance with the standard CEI 61000-3-12. Before
connecting the unit to the public low voltage network, the user must be sure that he is permitted to connect
them.
• Do not use the machine in an area containing metallic conducting dust
ELECTRODE WELDING (MMA MODE)
• Apply the usual welding rules.
• Leave the machine connected to the supply after welding in order to let it cool down.
• Thermal protection : thermal protection indicator turns on and the cooling time is about 2 to 5 min according to
external temperature.
• Your machine is equipped with 3 specific functions to Inverters :
The Hot Start (adjustable mode, see below) increases the current at the beginning of the welding.
The Arc Force (adjustable mode, see below) increases the current in order to avoid the sticking when
electrode enters in melted metal.
The Anti Sticking allows you to easily withdraw your electrode without damaging it in case of sticking.
Selection of MMA Mode and intensity setting :
- Select the MMA position with the selector.
- Adjust the wished current (display ) using the key .
Hot Start & Arc Force adjustments
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
Hot start 0 60%
Arc force -
Advice : low Hot Start : for thin metal sheets – high Hot Start for metals that are difficult to weld
(dirty or oxidized parts)
0 100%
7/43
Page 8
se the electrode 2 to 5
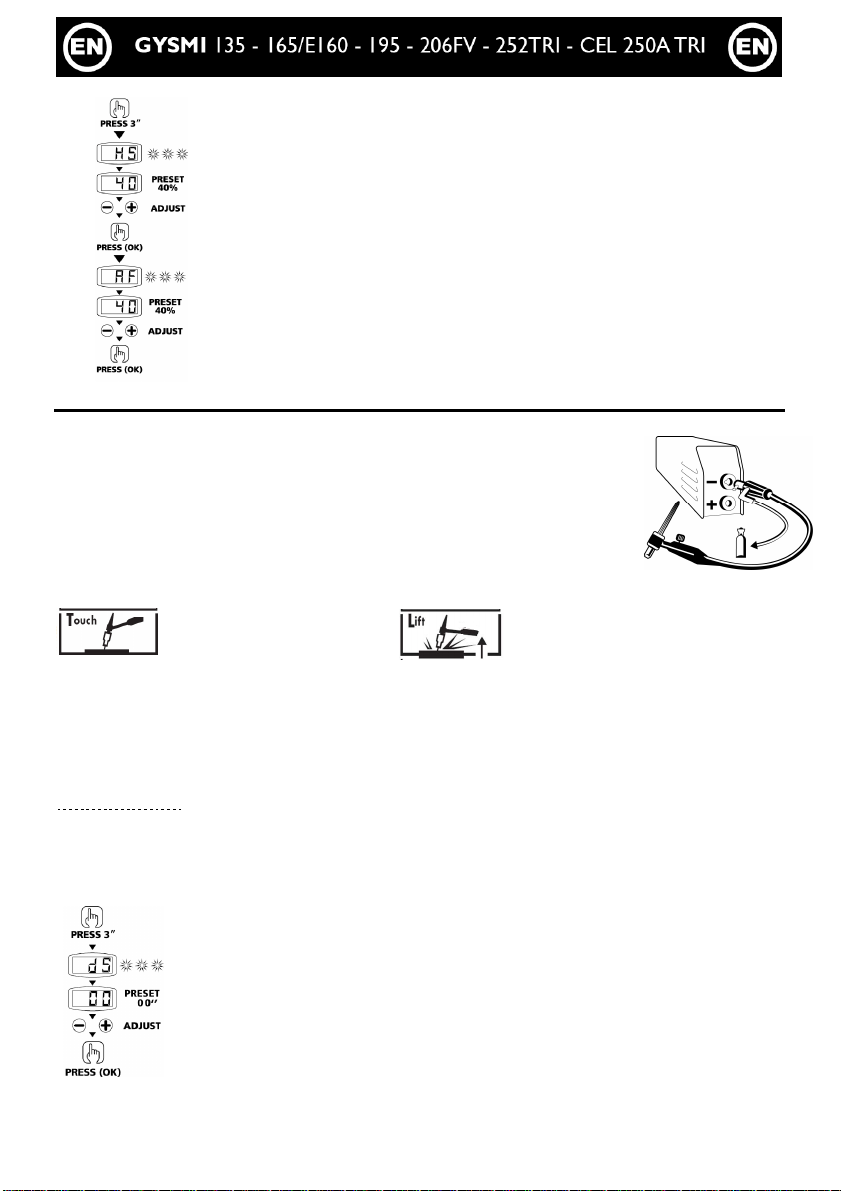
To adjust the Hot Start and Arc Force, go through the following steps:
Press the selector during 3 seconds.
The inscription "HS" (Hot Start) starts blinking and a number appears.
Set the required percentage ( display ) using keys
Valid the required figure by pressing the selector button
The inscription "AF" (Arc Force) starts blinking then one figure appears
Set the required percentage (display ) using keys .
Valid the required figure by pressing the selector button.
TIG LIFT WELDING
The DC TIG welding requires a protective gas (argon).
Follow the steps as below :
1. Connect the earth clamp on the positive pole (+).
2. Connect a torch "valve" on the negative polarity (-).
3. Connect the pipe gas torch on the gas cylinder
4. Select TIG mode using the selector button .
5. Adjust the wished current (display ) using the keys .
Advice : Take 30A/mm as a default setting and adjust according to the part to weld.
6. Set the gas flow on flewmeter of the gas cylinder, and then open the valve of the torch
7. To boot :
a- Touch the electrode on the
welding part
8. At end of welding :
a. For 135, 165 / E160: raise the torch for a quick gesture, do not cut the gas only after electrode cooling.
b. For 206FV, 252 TRI, CEL 250A TRI : Lever 2 times the arc (up-down-up-down) to trigger the automatic
fade (see paragraph below). This movement must be performed in less than 4 sec, at a height of 5 to 10 mm.
Then close the valve to stop the torch gas after cooling of the electrode.
Automatic Arc slope with time adjustable (available for 195, 206FV, 252 TRI, CEL 250A TRI)
b- Rai
mm of the part to be welded
Function activation :
This corresponds to the end of welding time required for the gradual decline in the welding current until the stop of
the arc. This function helps to avoid cracks and craters at end of welding.
This function is not activated (timer at 0 sec). To activate it, proceed as follow:
1- Press 3 seconds on the selector button
2- The inscription "dS" (Downslope) starts blinking then one figure appears.
3- Set the automatic arc slope you wish from 0 to 10 sec (display) using key.
8/43
Page 9
Recommended combinations / Electrode grinding
L = 3 x d for a low current
L
Current (A) Ø Electrode (mm)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
To optimize the working, you have to use an electrode grinded as below :
d
THERMAL PROTECTION & DUTY CYCLE
• Thermal protection: thermal protection indicator turns on and the cooling time is about 2 to 5 min according to
external temperature.
• Leave the machine connected to the supply after welding in order to let it cool down
• The welding unit describes an output characteristic of "constant current" type. The duty cycles following the norm
EN60974-1 (at 40°C on a 10mn cycle) are indicated in the table here below :
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Note : the overheating tests have been made at room temperature and the duty cycles at 40°C have been
determined by simulation.
MAINTENANCE
• Refer all servicing to qualified personnel.
• Disconnect the generator and wait until the ventilator stopped before working on the unit. Inside the device,
• Two or three times a year, remove the steel cover and blow off the dust with compressed air. Let check the
• Regularly control the state of the cord. If this supply cable is damaged, it must be replaced by the
ADVICE
voltages and current are dangerous.
electrical connections (with an insulated tool) and the insulations by qualified personnel.
manufacturer, its after sales service or a similarly qualified technician to avoid any danger.
• Respect welding polarities and currents indicated on the electrode packaging
• Remove the electrode from the electrode holder when you do not use it.
• Leave the inlets free to allow in/out air circulation.
= Ø wire (filler metal)
l
L = d for a strong current
Ø Nozzle (mm) Flow rate (Argon L/mn)
I
X% @ I max
max
I
X% @ I max
max
9/43
Page 10
SECURITY
The arc welding can be dangerous and leads serious injury, may fatal. Protect yourself and protect the
others. Respect the following warnings:
Arc rays
Rain, steam,
humidity
Electric shocks
Moving
Burns Wear protective or fire-proof clothing (overalls, jeans).
Fire risks Suppress all flammable products from the working area. Do not works near flammable gas.
Smokes
Extraprecautions Any welding operation :
The persons carrying pacemaker have to consult a doctor before using these machines
In TIG welding, manipulate the gas bottle carefully. Indeed, there are risks if the bottle or the bottle
RECOMMENDATION TO REDUCE ELECTRO-MAGNETIC EMISSIONS
General
The user is responsible for installing and using the arc welding equipment according to the manufacturer’s
instructions. If electromagnetic disturbances are detected, then it shall be the responsibility of the user of the arc
welding equipment to resolve the situation with the technical assistance of the manufacturer.
Evaluation of the welding area
Before installing arc welding equipment the user shall make an assessment of potential electromagnetic problems in
the surrounding area
a. Other wiring, control cables, tephones and communication cables; above, below and adjacent to the
welding machine
b. Radio and television transmitters and receivers;
c. Computer and other control equipment;
d. Equipment critical for safety purposes such as safety checks of industrial equipment;
e. The health of persons in the vincity, for example persons who wear pacemakers and hearing aids;
f. Equipment used for calibration or measurements;
g. The immunity of other equipment in which the equipment is to be used. The user must ensure that other
equipment used in the same placet is compatible. This may require additional protection measures;
h. The time of day when welding or other activities are carried out
Protect yourself thanks to a welding helmet in compliance with EN175 equiped with filters in
compliance with EN 169 or EN 379. Inform and protect by the same means any people in the
welding environment.
The working environment must be clean (degree of pollution ≤ 3) and protected against
rain. Put the appliance on an even place and at least at one meter from the parts to be
welded. Do not use them under rain or snow.
This appliance may only be used in accordance with the power supply requirements listed
before. It must be earthed.
Do not underestimate the weight of the apparatus. Do not carry it over people or things. Do
not drop it. Do not set it brutally
Use some welder gloves and a fire-proof apron.
Protect the others by installing non flammable protection wall , or prevent the others to not
look at the arc and to keep a sufficient distance
Do not inhale gas or welding smokes. If indoors ventilate the area well and/or use local
extraction ventilation equipment to remove fumes and gases.
- in environments with increased risk of electric shock,
- in confined spaces,
- in the presence of flammable or explosive materials must be evaluated in advance by an
“Expert supervisor” and must always be carried out in the presence of other people trained
to intervene in case of emergency.
Technical protection measures MUST BE taken as described in the TECHNICAL
SPECIFICATION "IEC 62081".
Welding in raised positions is forbidden unless safety platforms are used.
Do not use the unit to thaw tubing.
valve are damaged.
10/43
Page 11
i. The size of the area to be considered will depend on the structure of the building and any other
Recommendation to reduce electro-magnetic emission
TROUBLESHOOTING
Anomalies Causes Remedies
processes in the area. The surrounding area may extend beyond the boundaries of the buildings.
a. Mains power supply: the equipment must be connected to the power mains as specified in the
Manufacturer’s instructions. If interference occurs, additional precautions suchas filtering of the mains
supply may be required. The supply cable in the welding machine’s permanent installations may have to
be screened in metal conduits or similar.The screening should be electrically continous for the entire
lengh of the cable. It should also beconnect to the welding machine with a good electrical contact
between the metal conduit and the casing.
b. Welding cables: The welding cables should be kept as short as possible and should be positioned close
together, running at or close to the floor level.
c. Protection and reinforcement: Selective screening and shielding of other cables and equipment in the
surrounding area may alleviate problems of interference. Screening of the entire welding area may be
considered for special applications
d. Connect the earth directly to the metal piece to be welded: Where necessary, the connection of
the workpiece to earth should be made by a direct connection to the workpiece, but in some countries
where direct connection is not permitted, the bonding should be achieved by suitable capacitance,
selected according to national regulations.
The device does not deliver any current
and the yellow indicator lamp of thermal
defect lights up.
The display is on but the device does not
deliver any current.
If, when the unit is on and you put your
hand on the welding unit’s body, you feel
tingling sensation.
MMA-TIG
Your unit does not weld correctly. Polarity error.
When starting up, the display indicates
or during one second and turns
off.
Instable arc
The tungsten electrode gets oxidised and
tern at the end of welding.
TIG
The electrode melts Polarity error
The welder thermal
protection has turned on.
The cable of the earth
clamp or electrode holder
is not connected to the
welder.
The welding unit is not
correctly connected to
the earth.
The voltage is not
respected (single phase
230V or three phase
400V +/- 15%)
Default coming from the
tungsten electrode
Too important gas flow
rate
Welding zone
Default coming from
post-gas or the gas has
been stopped
prematurely.
Wait for the end of the cooling
time, around 2 minutes. The
indicator lamp turns off.
Check the connections.
Check the plug and the earth of
your electrical network.
Check the polarity advised on the
electrode packaging.
Have the electrical installation
checked.
Use a tungsten electrode with the
adequate size
Use a well prepared tungsten
electrode
Reduce gas flow rate
Protect welding zone against air
flows
Increase post-gas duration
Check and tighten all gas
connections. Wait until the
electrode cools down before
stopping the gas.
Check that the earth clamp is really
connected to +
11/43
Page 12
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben und danken Ihnen für das
entgegengebrachte Vertrauen. Bitte lesen Sie sorgfältig vor dem Erstgebrauch diese Betriebsanleitung.
Diese tragbaren Inverter Schweissgeräte sind für Schweißen mit umhüllten Stabelektroden und WIG Lift mit
Gleichstrom konzipiert. Sie können Rutil-, Edelstahl-, basische, Guss- und Zelluloseelektroden (gilt nur für das Modell
CEL 250 A TRI) schweißen. Mit WIG Funktion können es die meisten Metalle verschweißt werden, bis auf Aluminium
und die Legierungen. Diese Geräte sind generatortauglich (230V +- 15% oder 400V +- 15%, je nach Modell).
STROMVERSORGUNG-INBETRIEBNAHME
Die Geräte, die mit einem 230V 16 A CEE7/7- Stecker geliefert sind, müssen an einen 230 V (50-60 Hz)
Netzanschluss + Erdung angeschlossen werden. Die Geräte, die mit einem 400V 16A 5-poligen EN 60309-1 Stecker
geliefert werden, müssen an einen 400V Netzanschluss + Erdung angeschlossen werden. Die Geräte, die mit
„Flexible Voltage“ ausgestattet sind, werden mit einem Netzanschluss zwischen 110V und 240V (50-60 Hz) mit
Erdung betrieben. Der maximal aufgenommene Strom (I1eff) ist am Gerät aufgedruckt. Bitte prüfen Sie stets, ob die
Stromversorgung und die Schutzeinrichtungen (Sicherungen und/oder Stromunterbrechung) mit dem Strom, den Sie
beim Schweißen benötigen, übereinstimmen. In einigen Ländern ist es notwendig einen anderen Stecker zu
verwenden (vorzugsweise 20 A Stecker für Modelle ab 160 A, die nicht mit FV oder PFC ausgestattet sind), um bei
maximaler Belastung arbeiten zu können. Achten Sie während des Schweißens auf einen sicheren Stand des Gerätes
und einen frei zugänglichen Netzanschluss.
• Zum Starten drücken Sie auf die Standby/On Taste.
• Steigt die Netzspannung über 265V bei einphasigen Geräten ( angezeigt), oder bei dreiphasigen Geräten über
460V ( angezeigt), schaltet sich das Gerät selbständig aus Überhitzungsschutz).
Sinkt die Netzspannung wieder unter den maximalen Spannungswert, geht das Gerät automatisch in
Betriebsbereitschaft.
• Diese Geräte sind Klasse A und sind für den industriellen und/ oder professionellen Gebrauch geeignet. In einem
anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten. Verwenden Sie das Gerät
nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können.
• Mit Ausnahme von 206FV Model, entsprechen diese Geräte nicht mehr der Richtlinie CEI 61000-3-12. Es liegt in
Ihrer Verantwortung zu überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie sie an das
Stromnetz anschließen. Bei Fragen wenden Sie sich bitte an den zuständigen Stromnetzbetreiber.
SCHWEIßEN MIT UMHÜLLTEN ELEKTRODEN (MMA MODE)
Wenden Sie die üblichen Schweiß- Richtlinien an
• Nach dem Schweißen lassen Sie das Gerät eingeschaltet bis sich die Maschine abgekühlt hat
• Termische Überwachung: wenn die termische Überwachung anspricht, dauert die Abkühlzeit je nach
Außentemperatur zwischen 2 und 5 min.
Ihr Schweißgerät ist mit drei spezifischen Funktionen zur Verbesserung der Schweißeigenschaften ausgerüstet:
Auswahl der Betriebsart und der Stromstärke:
Anpassung Hot Start & Arc Force- Funktionen.
• Hot Start: Erhöht den Schweißstrom beim Zünden der Elektrode.
• Arc Force: Erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen (Sticking) der Elektrode am
Werkstück während des Eintauchens ins Schweißbad wird verhindert.
• Anti Sticking: Schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während, möglichen
Festbrennens wird vermieden.
- Wählen Sie die MMA Mode mit der Drucktaste
- Wählen Sie die gewünschte Stromstärke (Anzeige ) mit der Drucktaste .
Hot start 0 60%
Arc force -
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
0 100%
12/43
Page 13
Um den Hot Start und den Arc Force zu justieren befolgen Sie die Schrittfolge :
Das Werkstück mit der
Elektrode berühren und
Brenner hochheben 2 bis 5
Drücken Sie 3s lang die Taste
Die Meldung "HS" (Hot Start) blinkt, dann erscheint eine Zahl.
Stellen Sie den gewünschten Prozentsatz ( Anzeige ) mit Taste
Bestätigen Sie den gewünschten Wert mit derTaste
Die Meldung "AF" (Arc Force) blinkt, dann erscheint eine Zahl
Stellen Sie den gewünschten Prozentsatz (Anzeige ) mit Taste .
Bestätigen Sie den gewünschten Prozentsatz mit der Taste.
WIG KONTAKTZÜNDUNG
Der DC WIG Schweißprozess erfordet Schutzgas (Argon)
Befolgen Sie die Schrittfolge:
1. Schliessen Sie das Massekabel an die (+) Schweißbuchse.
2. Schliessen Sie den Brenner”Ventil” an die (-) Buchse an.
3. Schliessen Sie die Brennergasleitung direkt an die Gasflasche.
4. Wählen Sie TIG Mode mithilfe der Drucktaster.
5. Stellen Sie den gewünschten Strom (Anzeige ) mit Drucktaster .
Hinweis: Als Faustregel gelten 30A pro milimeter Werkstückstärke.
6. Öffnen Sie den Gasmanometer auf der Gasflasche und erst dann machen Sie das Brennergasventil auf
7. To boot :
8. Nach dem Schweißen :
a. 135, 165 / E160: heben Sie den Brenner mit schnellen Bewegung an. Das Gasventil erst zudrehen, nachdem
die Elektrode abgeküllt ist.
b. 195, 206FV, 252 TRI, CEL 250 A TRI: Heben Sie 2 mal den Brenner (auf-ab-auf-ab) um Funktion “
Stromabsenken” zu aktivieren. Das muss in weniger als 4 sec passieren ,wobei der Brenner auf 5 bis 10 mm
Abstand zum Werkstück bewegt werden muss Das Brennergasventil erst zudrehen, nachdem die Elektrode
abgekühlt ist.
Automatik Stromabsenken mit Zeiteinstellung (verfügbar für 195, 206FV, 252 TRI et CEL 250A TRI)
a-
Brennertaster drücken.
b-
mm über das Werkstück
Aktivieren der Funktion:
Am Ende des Schweisprozesses wird der Strom in der definierter Zeit runtrgefahren Diese Funktion hilft, Sprünge
und Krater am Ende des Schweißens zu vermeiden.
Funktion ist nicht aktiv (Zeit 0 sec). Um die Funktion zu aktivieren:
1- Drücken Sie 3 Sekunden lang die Taste
2-Die Meldung"dS" (Absenken) fängt zu blinken.
3-Stellen Sie die gewünschte Absenkzeit zwischen 0 und 10s (Anzeige) mit der Taste ein.
13/43
Page 14

Empfohlene Schweißeinstellungen/ Electrode schleifen
L = 3 x d für niedrigen Schweißstrom
L
Strom (A) Ø Electrode (mm)
0,5-5 10-130 1,6 8,7 6-7
4-7 130-190 2,4 11 7-8
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem Vorbild
geschliffen wurden:
= Ø Zusatzdraht
Ø Düse (mm) Gasströmung
(Argon L/mn)
d
l
TERMISCHE ÜBERWACHUNG & EINSCHALTDAUER
• Thermischer Schutz: thermische Schutzanzeige schaltet ein und die Kühlzeit ist ungefähr 2 bis 5 Minuten
entsprechend externer Temperatur aktiv.
• Lassen Sie die Maschine, nach Schweißende zwecks abkühlen. am Netzspannung angeschlossen.
• Die Schweißmaschinen sind unter: Geräte mit konstantem Strom- Ausgang beschrieben Die Einschaltdauerzeiten,
die der Norm EN60974-1 entsprechen (bei 40°C inerhalb von 10min ), sind in den Tabelen unten erfasst
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Anmerkung: der Wärmetest ist bei der Raumtemperatur durchgeführt worden.Die Arbeitszyklen bei 40°C sind durch
Simulation festgestellt worden.
WARTUNG
• Wartungsarbeiten dürfen nur von qualifizierten Personen durchgeführt werden.
• Achten Sie bei allen Wartungsarbeiten darauf, daß das Gerät spannungslos ist. Ziehen Sie den Netzstecker und
warten Sie das Auslaufen des Lüfters ab.
• Achtung: die Spannungen im Geräteinneren sind sehr hoch und können lebensgefährlich sein.
• Öffnen Sie regelmäßig (zwei- oder dreimal pro Jahr) das Gehäuse und entfernen Sie Staub und andere
Ablagerungen.
• Kontrollieren Sie regelmäßig den Zustand des Netzkabels! Ein beschädigtes Kabel muss sofort ersetzt werden! Um
Risiken zu vermeiden, darf dies nur durch den Hersteller oder durch autorisiertes Fachpersonal durchgeführt
werden.
HINWEISE - EMPFEHLUNGEN
• Beachten Sie die Angaben auf der Elektrodenverpackung für Schweißstrom und Polarität.
• Entfernen Sie nach dem Schweißprozess die Elektrode aus ihrem Halter.
• Führen Sie regelmäßig die Wartungsarbeiten durch.
L = d für hohen Schweißstrom
I
X% @ I max
max
I
X% @ I max
max
14/43
Page 15

SICHERHEIT
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen Verletzungen führen. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden
Sicherheitshinweise:
Lichtbogenstrahlung
Umgebung
Feuchtigkeit
Stromversorgung
Transport
Verbrennungsgefahr
Brandgefahr
Rauch
Weiteren
Vorsichstmaßnahmen
Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme
Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intensiven
Ultraviolettstrahlung zu schützen.
Auch in der Nähe des Lichtbogens befindliche Personen oder Helfer müssen auf Gefahren
hingewiesen und mit den nötigen Schutzmitteln ausgerüstet werden.
Benutzen Sie das Gerät nur in sauberer und gegen Nässeeinwirkung geschützter Umgebung.
Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen.
Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen.
Achten Sie auf den Stromanschluss der jeweiligen Geräte. Keine Spannungsführenden Teile
berühren. Nur am passenden Netzanschluss betreiben.
Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht über Personen
oder Sachen hinweg, und lassen Sie es nicht herunterfallen oder hart aufsetzen.
Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handschuhe,
Kopfbedeckung sowie feste Schuhe). Tragen Sie auch die Schutzbrille, wenn Sie Schlacke
abklopfen. Schützen Sie andere durch nicht entzündbare Trennwände. Nicht in den Lichtbogen
schauen und ausreichende Distanz halten.
Alle entflammbaren Produkte vom Schweißplatz entfernen. Nicht in der Nähe von brennbaren
Stoffen und Gasen arbeiten.
Metalldämpfe sind giftig! Bei Anwendung im Innenbereich für ausreichende Belüftung sorgen.
Jegliche Schweißarbeiten:
- im Bereich mit erhöhten elektrischen Risiken
- in abgeschlossenen Räumen
- in der Umgebung von entflammbaren oder explosiven Produkten nur in Anwesenheit von
qualifiziertem Rettungspersonal durchführen. Vorsichts-maßnahmen in Übereinstimmung mit
"IEC 62081" sind notwendig. Schweißarbeiten in erhöhten Stellungensind nur mittels
Gerüstbau erlaubt.
Halten Sie beim Arbeiten ausreichend Abstand zu Personen mit Herzschrittmacher.
Personen mit Herzschrittmacher dürfen mit dem Gerät nicht ohne ärztliche Zustimmung arbeiten!
Das Gerät ist nicht geeignet für das Auftauen von Leitungen.
Achten Sie beim Umgang mit Gasflaschen auf sicheren Stand und Schutz des Flaschenventils.
Beschädigte Flaschen stellen ein Sicherheitsrisiko dar.
HINWEISE ZUR REDUZIERUNG VON ELEKTROMAGNETISCHEN STÖRUNGEN
Allgemein
Es liegt in der Verantwortung des Anwenders dafür Sorge zu tragen, dass die Schweißausrüstung nach den Vorgaben
des Herstellers angeschlossen und verwendet wird. Liegen elektromagnetische Störungen vor, ist der Anwender
dafür verantwortlich dieses Problem mithilfe des technischen Supports des Herstellers zu beheben.
Prüfung des Schweißbereiches
Prüfen Sie vor Anschluss der Schweißausrüstung die Arbeitsumgebung auf potentielle elektromagnetische Probleme.
a. Allgemeine Verkabelung, Steuerkabel, Fernmeldekabel und Datenleitungen über, unter und in direkter Nähe
des Schweißgerätes;
b. Radio/ TV Sende- und Empfangsgeräte;;
c. Computer und andere Kontrollgeräte;;
d. Empfindliche Anlagen für bspw. Sicherheitsüberprüfungen von industrieller Ausrüstung;
e. Gesundheitszustand (Herzschrittmacher, Hörgerät, usw.) der sich in der Umgebung des Gerätes befindlichen
Personen;
f. Geräte zum Kalibrieren und Messen;;
g. Unempfindlichkeit anderer externer Ausrüstung in der Nähe des Gerätes. Dies kann zusätzliche
Sicherheitsmaßnahmen erfodern.;
h. Tageszeit, zu der Schweiß- und andere Arbeiten durchgeführt werden sollen;;
i. Berücksichtigung der Geräteumgebung, in Abhängigkeit der Gebäudestruktur und anderer Vorgänge am
Arbeitsplatz. Diese Umgebungsgrenze kann sich auch über die Grundstücksgrenzen erstrecken.
15/43
Page 16

Hinweise zu den Methoden zur Reduzierung von elektromagnetischen Störungen
a. Hauptstromversorgung: Die Schweißausrüstung muss nach Herstellerangeben angeschlossen werden.
Treten Störungen auf, sind eventuell weitere Sicherheitsmaßnahmen, wie die Filterung der
Versorgungsspannung, notwendig.
b. Schweißkabel: Die Schweißkabel sollten so kurz wie möglich gehalten werden und gemeinsam auf bzw.
möglichst nahe am Bodenbereich verlaufen.
c. Schutz und Verstärkung: Selektiver Schutz und Abschirmung von anderen Kabeln und Geräten in der
Umgebung kann Störungsprobleme verringern. Das Maschinennetzkabel muss eventl. abgeschirmt werden. Die
Abschrirmung muss der gesamten Kabellänge entsprechen. Achten Sie darauf, dass das Schweißgerätegehäuse
extra geerdet ist.
d. Erdung des Werkstückes: Die Erdung des zu verschweißenden Werkstücks kann eventuelle
Störungsprobleme verringern. Sie sollte direkt bzw. über einen entsprechenden Kondensator erfolgen, je nach
landesspezifischen Vorgaben.
FEHLERSUCHE
Fehler Ursache Lösungen
Das Gerät liefert keinen
Strom und die gelbe
Übertemperaturanzeige
leuchtet.
Die Anzeige ist an, das
Gerät liefert jedoch keinen
Schweißstrom.
Wenn Sie bei
Maschinengehäuse anfassen
leichtes kribbeln verspühren
MMA-TIG
Die Maschine schweißt nicht
korrekt
Beim Start zeigt die Anzeige
folgendes Bild oder
, für eine Sekunde an
und schaltet danach ab.
Unstabiler Lichtbogen.
Die Wolfram-Elektrode
oxidiert und verfärbt sich am
TIG
Ende des Schweißvorgangs
dunkel.
Die Elektrode glüht Falsche polarität Überprüfen Sie ob das Massekabel
Der Übertemperaturschutz wurde
ausgelöst.
Masseklemme oder ElektrodenhalterKabel sind nicht korrekt mit dem Gerät
verbunden.
Das Gerät ist nicht richtig geerdet. Überprüfen Sie den Netzanschluss und
Falsche polarität. Überprüfen Sie die von Hersteller
Die Netzspannung ist ungeeignet (230V
oder 400V Netzspannung +/- 15%)
Schlechte Wolfram-Elektrode.
Zu hohe Gasströmung. Reduzieren Sie die Gasmenge.
Schweißumgebung. Schützen Sie die Schweißumgebung vor
Fehler verursacht durch GasNachströmen oder defektes Gasventil
Warten Sie ca. 2min bis der Kühlvorgang
abgeschlossen ist. Die Anzeige
erlischt.
Überprüfen Sie die Anschlüsse.
die Erdverbindung
angegebene Elektrodenpolarität .
Überprüfen Sie die elektrische Instalation
Benutzen Sie eine Wolfram-Elektrode
von angemessener Länge
Benutzen Sie eine sauber angeschliffene
Elektrode.
Wind oder Luftzug.
Erhöhen Sie die Gasnachströmzeit
Überprüfen Sie die Gasanschlüsse.
wirklich an + Buchse angeschlossen ist.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12
Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den
Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz
von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die in Folge des Einsendens zur Reparatur,
hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z.B. Kabel, Klemmen, Vorsatzscheiben etc.)
sowie bei Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler
16/43
Page 17

DESCRIPCION
Gracias por su elección! Para sacar la mayor satisfacción de su aparato, lea atentamente lo que sigue :
Estos aparatos de soldadura Inverter, portables, con ventilación, son concebidos para la soldadura con electrodos
recubiertos (MMA) y con electrodos refractarios (TIG Lift) en corriente continua (DC). En modo MMA, permiten
soldar todo tipo de electrodos: rutile, inox, hierro colado, básico y celulsico. En modo Tig, permiten soldar la mayor
parte de los metales excepto aluminio y sus aleaciones. Están protegidos para el funcionamiento con grupos
electrógenos (230 V +- 15% o 400V +- 15% según el modelo).
ALIMENTACION-PUESTA EN MARCHA
• Los aparatos entregados con un enchufe 230V 16A de tipo CEEE7/7 deben ser conectados a una instalación
eléctrica 230 V (50 - 60 Hz) CON tierra. Los aparatos entregados con un enchufe 400V 16A trifásico 5 polos tipo
EN 60309-1 deben ser conectados a una instalación eléctrica 400V trifásica CON tierra. Los aparatos con sistema
“Flexible Voltage” deben ser conectados a una instalacin eléctrica entre 110 y 240V (50-60 Hz) CON tierra. La
corriente efectiva consumida (I1eff) está indicada sobre el aparato para asegurar condiciones de uso máximas.
Comprobar que la alimentación y sus protecciones (fusible y/o disyuntor) estén compatibles con la corriente
necesaria en uso. En algunos paises, puede ser necesario cambiar el enchufe para permitir una utilización con
condiciones máximas. En uso intensivo, preferir una red eléctrica 20A, para los modelos monofásicos sin FV o
PFC. El usuario debe asegurarse de la accesibilidad del enchufe.
• La puesta en marcha se efectua aprietando el botón « ON / STAND BY ».
• El aparato se pone en protección cuando la tensión de alimentación supera los 265V para los aparatos
monofásicos (la pantalla indica ) o los 460V para los aparatos trifásicos (la pantalla indica ).
El funcionamiento normal se reanuda cuando la tensión de alimentación vuelve a su campo nominal.
• Estos aparatos son de Clase A. Son concebidos para un uso en un ambiente industrial o profesional. En un
entorno distinto, puede ser difícil asegurar la compatibilidad electromagnética, a causa de perturbaciones
conducidas tan bien como radiadas. No utilizar en un entorno con polvos metálicos conductores.
• Con excepcin del modelo 206FV, estos equipos no respetan la CEI 61000-3-12. Si se dedican a conectarse al
sistema público de alimentación de baja tensión, es de la responsabilidad del usuario de asegurarse que pueden
conectarse a éste. Si es necesario, consultar al operador de su red de alimentación eléctrica
SOLDADURA CON ELECTRODO RECUBIERTO (modo MMA)
• Conectar los cables portaelectrodo y pinza de masa a los conectadores. Respetar las polaridades indicadas sobre
el embalaje de los electrodos.
• Respetar las prácticas clásicas de la soldadura.
• Su aparato conta con 3 funcionalidades específicas a los Inverters :
El Hot Start procura una sobreintensidad a la cebora (modo regulable, ver más abajo).
El Arc Force procura una sobreintensidad para evitar la pegadura cuando el electrodo entra en el baño. (modo
regulable, ver más abajo).
El Anti-Sticking le permite despegar facilmente su electrodo sin que se ponga roja en caso de pegadura.
Puesta en marcha del modo MMA y reglaje de la intensidad:
- Elegir la posición MMA con la tecla de selección
- Elegir la intensidad deseada (indicador ) gracias a las teclas .
Hot start & Arc force regulables:
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
Hot start 0 60%
Arc force -
0 100%
17/43
Page 18

Para regular el Hot Start & Arc Force, seguir las etapas siguientes:
a. tocar con el electrodo el
b. levantar el electrodo de 2 a
Pulsar 3 segundos sobre la tecla de selección
"HS" (Hot Start) parpadea y una cifra aparece
Ajustar el porcentaje deseado (indicador ) gracias a las teclas
Validar el valor deseado pulsando la tecla de selección
"AF" (Arc Force) parpadea y una cifra aparece
Ajustar el porcentaje deseado (indicador ) gracias a las teclas .
Validar el valor deseado pulsando la tecla de selección
SOLDADURA TIG Lift (modo TIG)
La soldadura TIG DC requiere una atmósfera gaseosa (Argon).
Para soldar con el TIG, seguir las etapas siguientes:
1. Conectar la pinza de masa sobre la polaridad positiva (+).
2. Conectar una entorcha « con válvula » sobre la polaridad negativa (-).
3. Conectar el tubo de gas de la entorcha sobre la bombona de gas
4. Elegir la posición TIG con la tecla de selección .
5. Ajustar la intensidad deseada (indicador ) gracias a las teclas .
Consejo : Elegir como base 30A / mm y ajustar según el metal que soldar.
6. Regular el caudal de gas con el manometro de la bombona de gas y abrir la válvula de la entorcha
7. Para cebar :
metal que soldar
8. Al final de la soldadura :
a. Para el 135, 165 / E160: levantar la entorcha con gesto rápido, cerrar el gas únicamente tras enfriamiento
del electrodo.
b. Para los 195, 206FV, 252 TRI et CEL 250A TRI: levantar el arco 2 veces (arriba-abajo-arriba-abajo) para
iniciar el desvanecimiento automático (ver el paráfo abajo). Este movimiento debe ser realizado en menos de 4
seg., con una altura de 5 a 10mm. Después, cerrar la válvula de la entorcha para cortar el gas después del
enfriamiento del electrodo.
Desvanecimiento del arco automático con duración regulable (195, 206FV, 252 TRI et CEL 250A TRI)
5mm del metal que soldar
Activación de la función :
Al final de la soldadura, corresponde al tiempo necesario para una baja progresiva de la corriente de soldadura hasta
el paro del arco. Esta función permite evitar las grietas y cráteres de finales de soldadura.
Por defecto, esta función no está activada (tiempo a 0 segundos). Para activarla, seguir las etapas siguientes:
1- Pulsar 3 segundos la tecla de selección
2- "dS" (Downslope) parpadea y una cifra aparece
3- Ajustar el tiempo de desvanecimiento deseado de 0 a 10 seg (indicador )
gracias a las teclas
18/43
Page 19

Combinaciones aconsejadas / afiladura electrodoos
L = 3 x d para una corriente d
ébil.
L
∅∅∅∅
Boquilla
(mm)
Caudal
(Argon l/mn)
Corriente (A)
∅∅∅∅ Electrodo (mm)
= ∅∅∅∅ Hilo (metal de
aportación)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Para un funcionamiento optimal, debe utilizar un electrodo afilado de manera siguiente:
d
l
PROTECCION TERMICA ET FACTORES DE MARCHA
• Protección térmica: el indicador luminoso se enciende y la duración del enfriamiento es de 1 a 5 mn según la
temperatura ambiente.
• Dejar el aparato conectado después de la soldadura para permitir su enfriamiento.
• Los aparatos descritos tienen una característica de salida de tipo « corriente constante ». Los factores de marcha
según la norma EN60974-1 están indicados en las tablas siguientes :
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Nota : los ensayos de calentamiento fueron realizados con temperatura ambiente y el factor de marcha a 40° fue
determinado por simulación.
MANTENIMIENTO
• El mantenimiento sólo debe ser hecho por una persona calificada
• Cuidado con apagar el generador y esperar por la suspención del ventilador. Dentro, las tensiones y intensidades
son elevadas y peligrosas.
• Dos o tres veces por año, quitar el capot y desempolvar con aire comprimido. Aprovecha la ocasión para verificar
las conexiones eléctricas con un instrumento isolado.
• Controlar regularmente el estado del cable de alimentación. Si esta dañado, es necesario cambiarlo por el
fabricante, por su servicio post- venta o por una persona de calificación similar, para evitar cualquier peligro.
NUESTROS CONSEJOS
• Respectar las polaridades y intensidades de soldadura indicadas sobre las cajas de electrodos.
• Sacar el electrodo del porta-electrodo cuando no es utilizado.
• Dejar las persianas libres para la entrada y la salida de aire.
X% @ I max
X% @ I max
19/43
Page 20

SEGURIDAD
La soldadura al arco puede ser pelígroso y causar heridas graves o mortales. Protega usted y protega
los otros. Tome sus precauciones contra:
Radiación del arco Protega usted con una pantilla, con filtras conformes EN 169 o EN 379.
Lluvia importante,
vapor de agua,
humedad
Choque electrico
Caidas : No desplazar el aparato sobre personas o objetos.
Quemaduras Llevar trajes de trabajo ignifugados (coton, mono o jeans).
Riesgo de fuego
Humos
Precauciones
adicionales
Las personas que llevan un estimulador cardiaco deben consultar su médico antes de utilizar estos
En soldadura TIG, manipule la bombona con precaución, hay riesgos si la bombona o la válvula de
Utilizar el aparato preferentemente en una atmósfera limpia (graduación de
contaminación ≤ 3), de plano y a más de un metro de la pieza que hay que soldar
Utilización prohibida con lluvia o nieve
Velar por respetar las previas instrucciones de coneccin a la alimentacin eléctrica. No tocar
las piezas sobre tensión. Verificar que la red de alimentación corresponde al aparato.
Trabajar con guantes de protección y un mandil ignifugado.
Protega los otros instalando tapaderas ininflamables, o diciendolos que no deben mirar el arco
y quedarse sufisamente lejos
Suprimir todos los productos inflamables del espacio de trabajo. Nunca trabajar cerca de gas
inflamable.
Nunca inhalar humos y gas de soldadura, Utilizar en un entorno correctamente ventilado o / y
con una extracción artificial si la soldadura esta realizada dentro.
Cualquiera obra de soldadura :
- en lugares que comprenden riesgos de choque eléctrico,
- en lugares cerrados
- en presencia de materiales inflamables o que comprenden riesgos de explosión, siempre
deben ser sumisos a aprobación previa de un "responsable experto" et realizada en presencia
de personas formadas para intervenir en caso de urgencia.
Los medios técnicos de protección describidos en la "SPECIFICACION TECNICA CEI/IEC
62081" deben estar aplicados.
-Soldar en posición sobrealzada esta prohibido, excepto sobre plataformas de securidad.
aparatos. No utilizar el aparato par deshelar cañerías
la bombona están estropeadas
.
RECOMENDACIÓN PARA REDUCIR LAS EMISIONES ELECTRO-MAGNETICAS
Generalidad
El usuario es responsable de la instalación y del uso del equipo según las instrucciones del fabricante. Si se detectan
perturbaciones electromagneticas, es de la responsabilidad del usuario de resolver la situación según las
recomendaciones dadas en el manual de uso o con la asistencia tecnica del fabricante.
Evaluación del area de soldadura
Antes de instalar su equipo, el usuario tendrá que evaluar los problemas electromagneticos potenciales que podrían
intervenir en el area donde está prevista la instalación, en particular tendrá que tener en cuenta las indicaciones
siguientes:
a. Otros cableados, cableados de control, cableados telefonicos y de comunicación: arriba, abajo y al lado
del equipo ;
b. Receptores y transmisores radio y televisión ;
c. Ordenadores y otros equipos de control ;
d. Equipamientos criticos para la seguridad tales como mando de seguridad de equipamientos industriales;
e. La salud de las personas que se encuentran a proximidad de la máquina, por ejemplo personas que
llevan un marcapasos, un audifono, etc… ;
f. Equipamientos para calibrar y medir ;
g. La inmunidad de otros equipos instalados en el lugar donde está el equipo. El usuario tendrá que
asegurarse que los demás equipos del lugar son compatibles entre ellos. Esto podrá requerir
precauciones suplementarias;
h. El tiempo del día durante el cual se tendrá que hacer funcionar el equipo;
20/43
Page 21

i. La superficie del area que habrá que considerar en torno al equipo dependerá de la estructura de los
edificios y otras actividades que se desarrollan en el lugar. El area considerado puede extenderse más
Recomendaciones sobre los metodos de reducción de las emisiones electromagneticas
ANOMALIAS, CAUSAS, REMEDIOS
allá de los límites de las empresas.
a. Alimentación principal: El aparato de soldadura tendrá que ser conectado a la red de alimentación
conforme a las recomendaciones del fabricante. En caso de interferencias, puede ser útil tomar
precauciones suplementarias filtrando la tensión de alimentation. Puede ser útil blindar el cable de
alimentación en las instalaciones fijas del aparato de soldadura, bajo bandejas metalicas o dispositivos
equivalentes. El blindaje tendrá que ser electricamente contenido en la longitud entera del cable. Tendrá
que ser directamente conectado al aparato de soldadura con un buen contacto electrico entre la bandeja
metalica y la caja del aparato.
b. Cables de soldadura : Los cables deben ser los más cortos posibiles. Agruparlos y, si posible, dejarlos
al suelo.
c. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales en la zona
cercana puede limitar problemas de perturbación.
d. Puesta a tierra de la pieza que soldar: La puesta a tierra de la pieza que soldar puede limitar
problemas de perturbación. Puede realizarse directamente o via un condensador apropiado. Este eligio se
hace según las reglamentaciones nacionales.
Anomalias Causas Remedios
El aparato no libera ninguna
corriente y el indicador luminoso
amarillo de defecto térmico está
encendido .
El indicador está encendido pero
el aparato no libera ninguna
corrriente.
El aparato está alimentado. Al
poner la mano sobre la tapa, se
sienten picores.
MMA-TIG
El aparato no suelda bien Error de polaridad
Durante la puesta en marcha del
aparato, el indicador indica
o
Arco inestable
TIG
El electrodo tungsteno se oxida y
se empaña al final de la
soldadura
El electrodo funde Error de polaridad
La protección térmica del
aparato se ha puesto en marcha.
El cable de pinza de masa o
portaelectrodo no está conectado
al
aparato
La conexión con la tierra está
mal hecha
La tensión de alimentación no
está respetada (230 V
monofásica o 400V trifásica).
Defecto del electrodo tungsteno
Caudal de gas demasiado
importante
Area de la soldadura.
Problema de gas, o interupción
prematurada de gas
Esperar el final del enfriamiento
(más o menos 2 mn). El indicador
luminoso se apaga
Comprobar los enchufes.
Comprobar la toma de tierra de su
instalación
Comprobar la polaridad aconsejada
sobre el embalaje del electrodo
Comprobar su red eléctrica o su
grupo electrógeno
Utilizar un electrodo tungsteno con
tamaño adecuado
Utilizar un electrodo tungsteno
correctamente preparado
Disminuir el caudal de gas
Proteger el area de soldadura contra
las corrientes de aire.
Comprobar y apretar todos los
empalmes de gas. Esperar que el
electrodo se enfrie antes de cortar
el gas.
Comprobar que la pinza de masa
está bien conectada al +
21/43
Page 22

ОПИСАНИЕ
Благодарим вас за выбор аппарата нашей марки! Чтобы полностью использовать его возможности,
пожалуйста, изучите данную инструкцию :
Эти аппараты являются малогабаритными сварочными инверторами со встроенным вентилятором для сварки
электродом с обмазкой (MMA) и тугоплавким электродом (TIG Lift) на постоянном токе (DC). При сварке МMA
аппараты позволяют варить любым видом электрода: с рутиловой обмазкой (электроды для сварки на
переменном токе), с основной обмазкой (электроды для сварки на постоянном токе) и с целлюлозным
покрытием, электродами для сварки чугуна, электродами для сварки нержавеющей стали и др. В режиме Tig,
они варят большую часть металлов за исключением алюминия и его сплавов. Они могут работать от
электрогенератора (230В +- 15% или 400В +- 15% в соответствии с моделью).
ПИТАНИЕ – ЗАПУСК В РАБОТУ
• Аппараты с вилкой 16А на 230В типа CEE7/7 должны быть подключены к розетке на 230 В (50 - 60 Гц) С
ЗАЗЕМЛЕНИЕМ. Аппараты с пятиполюсной трехфазной вилкой 16А на 400В типа EN 60309-1 должны быть
подключены к трехфазной розетке на 400В С ЗАЗЕМЛЕНИЕМ. Аппараты с системой « Flexible Voltage »
должны быть подключены к розетке от 110B до 240В (50 - 60 Гц) С ЗАЗЕМЛЕНИЕМ . Сила портебляемого
из электрической сети тока (I1eff) при интенсивном использовании указана на аппарате. Проверьте
совместимость системы электрического питания и его защиту (предохранитель и/или выключатель) с
действительно потребляемым электрическим током. В некоторых странах может быть необходимо заменить
розетку для использования аппарата с максимальной мощностью. Для интенсивного использования 160амперного однофазного аппарата без FV или PFC желательно подключить его к сети 20А. Пользователю
следует убедиться что штепсельная розетка доступна.
• Запуск в роботу осуществляется нажатием на кнопку « ON / VEILLE ».
• Защита срабатывает и останавливает аппарат, если напряжение питания превышает 265В для однофазных
аппаратов (экран афиширует ), и 460В для трехфазных аппаратов (экран афиширует ).
Как только напряжение возвращается в нормальный режим, аппарат возобновляет работу.
• Эти аппараты относятся к Классу A. Они созданы для использования в промышленной и
профессиональной среде. В любой другой среде ему будет сложно обеспечить электромагнитную
совместимость из-за кондуктивных и индуктивных помех. Не использовать в среде содержащей
металлическую пыль-проводник.
• За изключением аппарата 206FV, это оборудование не соответствует CEI 61000-3-12. Аппараты должны
быть подключены к общественной системе питания низкого напряжения, пользователь должен
удостовериться, что аппарат может быть подключен в сеть. При необходимости проконсультируйтесь у
вашего энергосистемного оператора.
СВАРКА ЭЛЕКТРОДОМ С ОБМАЗКОЙ (режим МMA)
• Подключите кабель электорододержателя и зажима массы в коннекторы. Соблюдайте полярность
указанную на упаковке с электродами.
• Следуйте общепринятым правилам сварки.
• Ваш аппарат снабжен 3 функциями свойственными инвертору:
Hot Start (регулируемый режим, см ниже) выдает импульс высокого тока (по сравнению с током сварки) в
момент пожига дуги
Arc Force (регулируемый режим, см. ниже) выдает сверхток, препятствующий привариванию электрода в
момент его погружения в жидкий металл
Anti-Sticking позволяет легко отделить электрод не вызывая его приваривания в случае замыкания
электрода на землю
Активирование режима MMA и регулировка интенсивности:
- Выбрать позицию MMA с помощью кнопки
- Отрегулировать желаемую интенсивность (индикатор ) с помощью кнопок .
Регулируемые Hot start и Arc force:
Hot start 0 60%
Arc force -
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
0 100%
22/43
Page 23

Для регулировки Hot Start иt Arc Force следуйте следующим этапам:
5мм
Нажать 3 секунды на кнопку
Надпись "HS" (Hot Start) мигает и затем появляется цифра.
Укажите желаемое процентное соотношение (индикатор ) с помощью
Подтвердите выбранное значение нажатием кнопки
Мигает надпись "AF" (Arc Force), затем появляется цифра.
Укажите желаемое процентное соотношение (индикатор ) с помощью
Подтвердите выбранное значение нажатием кнопки
СВАРКА TIG Lift (режим TIG) (Аргонодуговая сварка)
Сварка TIG DC (при постоянном токе) требует использования защитного газа (Aргон).
Для сварки в режиме TIG, следуйте следующим этапам:
1. Подключите зажим массы на положительную полярность (+).
2. Подсоедините горелку с вентилем к отрицательной полярности (-).
3. Подсоедините газовую трубку горелки к газовому баллону
4. Выберите позицию TIG с помощью кнопки .
5. Отрегулируйте желаемую силу тока (индикатор ) с помощью кнопок .
Наш совет: Взять за основу 30A / мм и настроить в зависимости от свариваемой
детали
6. Отрегулируйте расход газа на редукторе газового баллона и отгоройте вентиль на горелке
7. Для пожига дуги:
a- коснитесь детали
электродом
кнопок
кнопок
b- поднимите электрод на 2-
от свариваемой детали
8. Окончание сварки:
a. Для 135, 165 / E160: поднять горелку быстрым движением, отключить газ только после охлаждения
электрода.
b. Для 195, 206FV, 252 TRI et CEL 250A TRI: Поднять дугу 2 раза (вверх-вниз-вверх-вниз) чтобы
спровоцировать автоматическое затухание (см параграф ниже). Это действие должно занять минимум 4
секунды на высоте от 5 до 10мм. Затем закройте вентиль горелки чтобы прекратить доступ газа после
охлаждения электрода.
Автоматическое затухание дуги с регулируемой длительностью (для 195, 206FV, 252 TRI et CEL
250A TRI)
Активация функции:
Данное действие соответствует времени необходимому для постепенного
снижения сварочного тока при окончании сварки для затухания дуги. Эта функция позволяет
избежать образования трещин и кратеров при окончании сварки.
По умолчанию эта функция неактивна (= 0 сек). Для активации проделайте следующее:
1. Нажмите на кнопку в течении 3 сек
2. Надпись "dS" (Downslope) замигает и затем появится цифра.
3. Отрегулируйте желаемое время затухания от 0 до 10 сек (индикатор ) с
помощью кнопок
23/43
Page 24

Советуемые комбинации / затачивание электрода
L
L
= 3 x d для слабого тока.
Ток (A) ∅∅∅∅ Электрод (мм)
0,5-5 10-130 1,6 9,8 6-7
4-6 130-160 2,4 11 7-8
Для оптимального функционирования вы должны использовать электрод, заточенный следующим образом:
= ∅∅∅∅ проволока
(присад. металл)
∅∅∅∅ Сопло
(мм)
Подача газа
(Аргон
л/мин)
d
l
ТЕРМОЗАЩИТА И ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ (ПВ%)
• Термозащита : лампочка загорается и аппарат остывает от 1 до 5 минут в зависимости от температуры
окружающей среды.
• Оставьте аппарат включенным после сварки для того, чтобы он остыл.
• Описанные аппараты имеют "постоянный ток" на выходе. Их продолжительность включения по норме
EN60974-1 указаны в нижеследующих таблицах :
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Примечание: испытания на нагревание были реализованы при температуре окружающей среды, и ПВ% при
40°C был определен методом имитационного эксперимента.
УХОД И ОБСЛУЖИВАНИЕ
• Обслуживание аппарата должно производится только квалифицированным персоналом.
• Всегда отключайте аппарат от сети, дождитесь остановки вентиляторов. Токи и напряжения внутри
аппарата значительны и представляют опасность.
• два или три раза в год снимайте крышку аппарата и очищайте его от пыли. Одновременно проверяйте
контакты соединений с помощью изолированного инструмента.
• Необходимо проверять регулярно состояние электрического шнура. Если электрический кабель повреждён,
то он должен быть заменён изготовителем, его послепродажным отделом, или квалифицированным
персоналом, во избежание всякого риска.
НАШИ СОВЕТЫ
• Соблюдайте полярности и токи, указанные на коробках электродов.
• Выньте электрод из электрододержателя, когда аппарат не используется.
• Оставьте щели аппарата открытыми для свободной циркуляции воздуха.
L = d для сильного тока.
I
X% @ I max
max
I
X% @ I max
max
24/43
Page 25

ТЕХНИКА БЕЗОПАСНОСТИ
Электродуговая сварка может быть опасна для здоровья и жизни.
Защитите себя и окружающих, примите меры против:
Излучений дуги:
Сильного дождя,
водяных паров
влажности :
Электроудара:
Падений: Не переносите аппарат над людьми или объектами.
Ожогов: Надевайте рабочую одежду из плотных материалов (хлопок, джинс, спецодежда).
Пожара :
Дыма :
Дополнительные :
Меры
Предосторожности
Лица, использульзующие электрокардиостимуляторы, должны проконсультироваться у врача
При сварке TIG, обращайтесь с газовым баллоном осторожно, есть риск, если баллон или его
РЕКОМЕНДАЦИИ ДЛЯ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
Общие сведения
Пользователь несет ответственность за установку и использование аппарата в соответствие с указаниями
производителя. При обнаружении электромагнитных излучений пользователь должен разрешить проблему,
следуя рекомендациям, указанным в инструкции, или с помощью технической поддержки производителя.
Оценка сварочной зоны
Перед установкой аппарата пользователь должен оценить возможные электромагнитные проблемы, которые
могу возникнуть в зоне, где планируется установка, в частности, он должен учитывать следующие моменты:
a. Не находятся ли другие кабели, контрольная проводка, телефонные и коммуникационные кабели
снизу, сверху или рядом с аппаратом;
b. Приемники и передатчики радио и телевидения;
c. Компьютеры и другое оборудование контроля;
d. Оборудование необходимое для безопасности. Например управление безопасностью
промышленного оборудования;
e. Здоровье людей, находящихся вблизи аппарата, например: люди пользующиюся
кардиостимуляторами, слуховыми аппаратами и т.п.;
f. Оборудование для калибровки и замера;
защитите себя с помощью маски, снабженной фальтрами, соответствующими нормам
EN 169 или EN 379.
Используйте ваш аппарат в чистой атмосфере (уровень загрязнения ≤ 3), на плоской
поверхности и не ближе, чем в 1 м от свариваемой детали.
Не использовать аппарат под дождём и снегом
Соблюдайте правила подключения к электрическому питанию вышеперечисленных
аппаратов. Не касайтесь деталей под напряжением. Убедитесь, что используемая вами
сеть подходит для данного аппарата.
Работайте в защитных перчатках и несгораемом фартуке.
Защитите окружающих, установив несгораемые ограждения или попросите их не
смотреть на дугу и придерживаться безопасного расстояния.
Удалите все воспламеняемые продукты из зоны сварки. Не работайте в среде горючих
газов.
Не вдыхайте газы и дым, производимые сваркой. Использовать аппарат в хорошо
проветриваемом помещении, с искуственной вентиляцией, при сварке внутри
закрытого помещения.
сварочные работы:
- в помещениях с повышенным риском электрошока,
- в закрытых помещениях *около восламеняющихся или взрывчатых материалов,
- должны быть всегда предварительно подтверждены ответственным специалистом и
реализованы в присутствии обученного персонала, для срочного вмешательства в
случае необходимости
Технические меры безопасности, описанные в "Технических Характеристиках" CEI/IEC
62081 должны быть соблюдены. Сварка в сверхвысоком положении запрещена, кроме
случаев с использованием защитных платформ.
перед работой с данными аппаратами.
Не используйте аппарат для размораживания канализаций.
вентиль повреждены.
25/43
Page 26

g. Устойчивость других аппаратов, находящихся в помещении, где используется аппарат.
Пользователь должен убедиться, что все аппараты в помещении совместимы между собой. Это
может потребовать принятия дополнительных мер предосторожности.
h. Погода в течении дня, когда будет использован аппарат;
i. Площадь рассматриваемой зоны вокруг аппарата зависит от структуры здания и других работ
производимых на этом месте. Рассматриваемая территория может простираться за пределы
предприятия.
Рекомендации по методике снижения электромагнитного излучения
a. Основное электропитание: сварочный аппарат должен быть подключен к электросети в
соответствии с рекомендациями производителя. При наличии помех необходимо принять
дополнительные меры предосторожности путем фильтрации напряжения питания. Кроме того,
может потребоваться защитить кабель аппарата либо металлическим желобом (в случае если
аппарат постоянно находится на определенном рабочем месте), либо похожим приспособлением.
Бронь должна быть электрически постоянной на всей длине кабеля. Она должна быть прикреплена
к аппарату с хорошим электрическим контактом между металлическим желобом и корпусом
аппарата.
b. Сварочные кабели: кабели должны быть максимально короткими. Объедините их и, если
возможно, оставьте лежать на полу.
c. Защита и бронь: выборочная защита и бронь других кабелей и материалов, находящихся в
окружающей среде, поможет ограничить проблему, связанную с помехами.
d. Заземление свариваемой детали: заземление свариваемой детали поможет ограничить
помехи. Оно может быть сделано напрямую или через подходящий конденсатор. Сделайте выбор в
соответствии с нормами вашей страны.
AНОМАЛИИ, ВОЗМОЖНЫЕ ПРИЧИНЫ, ВАРИАНТЫ РЕШЕНИЙ
Аномалии Возможные причины Решения
Аппарат не выдает сварочный
ток, при этом горит желтая
лампа индикатора термозащиты
.
Дисплей горит, но аппарат не
подает ток.
Аппарат включен. Вы ощущаете
покалывание при прикосновении
к корпусу.
MMA-TIG
Аппарат варит с трудом Ошибка полярности
При включении на дисплеи
высвечивается или
Нестабильная дуга
TIG
Вольфрамовый электрод окисляется и тускнеет в конце сварки
Электрод плавится Ошибка полярности
Сработала тепловая защита
аппарата.
Кабель зажима массы или
держателя электрода не
соединены с аппаратом.
Аппарат не заземлен.
Напряжение питания не
соблюдено (однофазное 230 В
или трехфазное 400В)
Дефект вольфрамового
электрода
Слишком сильная подача газа Уменьшить подачу газа
Зона сварки. Защитить зону сварки от сквозняков.
Проблема подачи газа, или газ
был отключен слишком рано
Ждите охлаждения в течение
приблизительно 2 минут, до
выключения лампы индикатора.
Лампочка выкличится.
Проверьте подключение сварочных
кабелей.
Проверьте розетку и заземление
вашего аппарата.
Сверьте полярность с рекомендациями
на коробке с электродами
Проверьте электрическую проводку или
генераторную установку
Используйте вольфрамовый электрод
подходящего размера
Используйте правильно подготовленный вольфрамовый электрод
Проверить и затянуть все газовые
соединения. Подождать когда электрод
остынет и после этого выключить газ.
Проверить, что зажим массы
подсоединен к +
26/43
Page 27

Dziękujemy za wybór naszego produktu! Aby wykorzystać w pełni nasze urządzenie, prosimy o dokładne zapoznanie
się z niniejszą instrukcją obsługi:
Przenośne urządzenia inwentorowe są chłodzone powietrzem i przeznaczone do spawania elektrodą lub metoda TIG
Lift (zajarzenie łuku przez potarcie) przy użyciu prądu stałego (DC). Pozwalają na spawanie podstawowe elektrodami
rutylowymi i ze stali nierdzewnej a także elektrodami do żeliwa i celulozowymi (tylko spawarka CEL 250 A TRI).
Funkcja TIG umożliwia spawanie większości metali z wyjątkiem aluminium i jego stopów. Ponadto urządzenia te
umożliwiają pracę z agregatami prądotwórczymi (230V +/- 15% lub 400V +/-15%).
ZASILANIE - ROZPOCZĘCIE PRACY
• Urządzenia dostarczane z wtyczką 230V/16A typu EEC7/7 należy podłączyć do uziemionego gniazda 230V (50-
60Hz). Urządzenia dostarczane z trójfazową wtyczką 400V/16A typu EN60309-1 należy podłączyć do
uziemionego trójfazowego gniazda 400V. W przypadku wyposażenia urządzenia w system adaptacyjny napięcia
(Flexible Voltage) może być ono podłączane do uziemionego zasilania o napięciu od 110V do 240V (50-60Hz).
Natężenie prądu zasilającego (I1 eff) dla maksymalnego prądu spawania jest umieszczone na urządzeniu.
Należy sprawdzić zasilanie i jego zabezpieczenia (bezpieczniki i wyłączniki) pod kątem zgodności z
wymaganymi parametrami. W niektórych krajach może być konieczna wymiana bezpieczników w celu
umożliwienia pracy z maksymalnymi parametrami. W przypadku intensywnej pracy jednofazowymi
urządzeniami powyżej 160A najlepiej wymienić bezpiecznik na 20A. Zmieniając bezpiecznik należy wiedzieć
jakie jest główne zabezpieczenie.
• Uruchomienie następuje po naciśnięciu przycisku ON/STAND BY.
• Urządzenia przełączają się w tryb ochronny w przypadku gdy napięcie zasilające przekracza 265V (sygnalizacja
na panelu) dla prądu jednofazowego i 460V (sygnalizacja na panelu) dla prądu trójfazowego. W
takim przypadku należy niezwłocznie odłączyć je od zasilania i włączyć do sieci gwarantującej właściwe
napięcie.
• Są to urządzenia klasy A. Przeznaczone do zastosowania w przemyśle lub w środowisku zawodowym.
W innym środowisku, może być trudne zapewnienie kompatybilności elektromagnetycznej. Nie stosować w
otoczeniach zawierających metalowy pył.
• Urządzenia te nie są zgodne z normą CEI 61000-3-12. Wyjątek stanowi model 206FV. Z tego powodu przed
podłączeniem do publicznej sieci niskiego napięcia użytkownik musi upewnić się czy jest to dozwolone..
SPAWANIE ELEKTRODOWE (MMA)
• Stosować ogólne zasady spawania.
• Po spawaniu należy zostawić urządzenie podłączone do sieci, aby mogło ostygnąć.
• Zabezpieczenie termiczne: wskaźnik zabezpieczenia termicznego zapala się, a czas stygnięcia w zależności od
zewnętrznej temperatury trwa od 2 do 5 minut.
• Urządzenie wyposażone jest w 3 specyficzne funkcje invertorowe:
Hot Start (parametr regulowany, patrz poniżej) zwiększa prąd przy rozpoczęciu spawania.
Arc Force (parametr regulowany, patrz poniżej) zwiększa prąd, aby uniknąć przyklejenia się elektrody
zanurzającej się w topiony metal.
Anti Sticking umożliwia łatwe oderwanie, bez uszkodzeń, elektrody w przypadku jej przyklejenia
Wybór funkcji MMA i ustawienie natęŜenia prądu:
- Za pomocą przycisku wybrać pozycję MMA .
- Używając przycisków wyregulować prąd spawania od wymaganej wartości (wyświetlacz ).
Regulacja Hot Start i Arc Force
Hot start 0 60%
Arc force -
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
0 100%
27/43
Page 28

Aby wyregulować Hot Start i Arc Force, należy postępować zgodnie z poniższymi krokami:
Naciśnij selektor przez 3 sekundy.
Zamiga napis „HS” (Hot Start), a następnie pojawi się liczba.
Używając przycisków ustawić wymaganą wartość procentową
(wyświetlacz ).
Zatwierdzić wybraną liczbę poprzez naciśnięcie przycisku
Zamiga napis „AF” (Arc Force), a następnie pojawi się liczba.
Używając przycisków ustawić wymaganą wartość procentową
(wyświetlacz ).
Zatwierdzić wybraną liczbę poprzez naciśnięcie przycisku
SPAWANIE TIG LIFT
Spawanie TIG prądem stałym DC wymaga użycia gazu osłonowego (argon).
Należy postępować zgodnie z poniższymi krokami:
1. Podłącz przewód ujemny z zaciskiem do bieguna dodatniego (+).
2. Podłącz palnik z zaworem bieguna ujemnego (-).
3. Podłącz przewód gazowy palnika do reduktora na butli z gazem.
4. Używając przycisku wybierać tryb TIG .
5. Za pomocą przycisków wyregulować prąd spawania do wymaganej wartości (wyświetlacz ).
Wskazówka: Ustawić na początku prąd na 30A/mm, a następnie doregulować zgodnie z
parametrami spawanego elementu.
6. Ustawić przepływ gazu na reduktorze na butli, a następnie otworzyć zawór na palniku.
7. Aby zapalić łuk:
a- Dotknąć elektrodą do
spawanego elementu
8. Pod koniec spawania:
a) Dla 135, 165 / E160: należy unieś palnik szybkim ruchem, nie odcinać gazu, poczekać aż elektroda ostygnie.
b) Dla 195, 206FV, 252 TRI et CEL 250A TRI: unieś i opuścić 2-krotnie palnik (góra-dół-góra-dół), aby zainicjować
automatyczne opadanie charakterystyki prądu łuku (patrz paragraf poniżej). Ruch ten należy
wykonać w czasie krótszym niż 4 sekundy, na wysokość od 5 do 10 mm. Następnie po ostygnięciu
elektrody zamknąć zawór gazu na palniku.
Automatyczne opadanie charakterystyki prądu łuku z regulacją czasu (dostępne w 195, 206FV, 252
TRI et CEL 250A TRI)
b- Unieś elektrodę 2 do 5 mm nad
spawany element
Aktywacja funkcji:
Odnosi się ona do końca spoiny, jest to czas konieczny do płynnego opadnięcia charakterystyki prądu spawania od
wartości ustawionej do wygaśnięcia łuku. Funkcja pomaga uniknąć pęknięć i kraterów na końcu spoiny.
Funkcja domyślnie nie jest aktywna (czas wynosi 0 sekund). Aby ja uaktywnić należy postąpić zgodnie z poniższymi
wskazówkami:
1- Przytrzymaj przez 3 sekundy przycisk .
2- Zamiga napis „dS” (Downslope), a następnie pojawi się liczba.
3- Używając przycisków ustawić czas automatycznego opadania charakterystyki prądu od 0
do 10 sekund (wyświetlacz ).
28/43
Page 29

Zalecane kombinacje / Ostrzenie elektrod
Prąd (A)
0,5 - 5 10 - 130
4 - 7 130 - 190
ZABEZPIECZENIE TERMICZNE I CYKLE PRACY
- Zabezpieczenie termiczne: wskaźnik zabezpieczenia termicznego zapala się, a czas stygnięcia w zależności od
zewnętrznej temperatury trwa od 2 do 5 minut.
- Po spawaniu należy zostawić urządzenie podłączone do sieci, aby mogło ostygnąć.
- Spawarka charakterystyką prądu wtórnego typu „prądu stałego”. Cykle pracy zgodnie z normą EN60974-1 (przy
40oC i 10 min cyklu) wyszczególnione są w poniższej tabeli:
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Uwaga: Test przegrzewania przeprowadzany był w temperaturze pokojowej, a cykle pracy przy 40ºC określone na
podstawie symulacji.
KONSERWACJA
• Konserwacja musi być przeprowadzana przez osobę profesjonalnie przygotowaną.
• Upewnić się czy generator jest wyłączony i zaczekać do zatrzymania się wentylatora. Napięcia i prądy
• Zdejmować regularnie (dwa lub trzy razy w roku) obudowę i usuwać kurz z wnętrza za pomocą sprężonego
• Regularnie sprawdzać stan przewodu zasilającego. Jeżeli przewód ten zostanie uszkodzony to aby uniknąć
PORADY
wewnątrz są wysokie i niebezpieczne.
powietrza. Sprawdzać regularnie dokładność połączeń elektrycznych używając izolowanych narzędzi.
niebezpieczeństwa musi zostać wymieniony przez producenta, jego serwis lub wykwalifikowanego technika.
• Przestrzegać biegunowości spawania i wielkości prądu wskazane na opakowaniu elektrod.
• Wyjmować elektrodę z uchwytu, jeśli nie jest używana.
• Otwory wentylacyjne muszą być czyste i nie zasłonięte aby umożliwić swobodny
przepływ powietrza.
Śr. elektrody (mm)
= śr. drutu (metal wypełniający)
1,6 9,8 6 - 7
2,4 11 7 - 8
Śr. dyszy (mm)
Przepływ
(Argon l/min)
I
X% @ I max
max
I
X% @ I max
max
29/43
Page 30

BEZPIECZEŃSTWO
Spawanie łukowe moŜe być niebezpieczne i prowadzić do powaŜnych zranień a nawet śmierci.
Zabezpieczyć siebie i osoby trzecie. Zabezpieczać się przed:
Emisją łuku:
Deszczem,
parą, wilgocią:
PoraŜeniem prądem
Upadkiem: Nie przenosić ponad osobami lub przedmiotami; nie dopuszczać do upadku urządzenia.
Oparzeniami: Zakładać ubranie ochronne lub przeciwpożarowe (kombinezon, spodnie).
Niebezpieczeństwem
poŜaru:
Zadymieniem:
Dodatkowe środki
bezpieczeństwa
Przed uruchomieniem urządzenia osoby posiadające rozrusznik serca muszą skonsultować się z
W trybie spawania TIG, ostroŜnie operować butlą gazową. Szczególne zagroŜenie występuje, kiedy
Zabezpieczyć siebie za pomocą elektronicznej przyłbicy spawalniczej zgodnie z EN 175
wyposażoną w filtry zgodne z EN 169 lub EN 379;
Do pracy wybierać czyste miejsce (stopień zanieczyszczenia ≤ 3) a maszynę ustawiać w
odległości co najmniej 1 metra od przedmiotu spawanego.
Nie używać urządzenia na deszczu lub śniegu.
Urządzenie może być użyte wyłącznie zgodnie z wcześniej opisanymi wymaganiami
dotyczącymi zasilania. Ponadto musi być uziemione.
Używać rękawice i fartuch spawalniczy.
Zabezpieczyć osoby postronne przed łukiem elektrycznym przez zainstalowanie ścianek
niepalnych oraz przestrzec innych aby nie spoglądali na łuk elektryczny oraz aby
utrzymywali odpowiedni dystans od miejsca spawania.
Usunąć wszelkie palne przedmioty z otoczenia miejsca pracy. Nie pracować w pobliżu źródeł
palnych gazów.
Nie wdychać wydzielających się gazów lub dymów powstających podczas spawania,
Pomieszczenia wewnątrz dobrze wentylować i/lub stososować dodatkowe urządzenia
wentylacyjne do usunięcia oparów i gazów.
Dla każdej operacji spawania:
- w środowisku o zwiększonym ryzyku porażenia prądem,
- w ciasnych pomieszczeniach,
- w pobliżu materiałów łatwopalnych i wybuchowych nadzorujący ekspert musi najpierw
ocenić zagrożenia, a następnie należy podjąć odpowiednie środki w obecności osób
szkolonych do interwencji w przypadku nagłych wypadków.
NALEŻY zastosować środki ochrony technicznej jak opisano w SPECYFIKACJi TECHNICZNEJ
„IEC 62081”.
Spawanie na wysokości jest zabronione, chyba że zostały użyte platformy bezpieczeństwa.
lekarzem. Nie uŜywać urządzenia do odmraŜania rurociągów.
butla lub zawory są uszkodzone.
ZALECENIA DOTYCZĄCE OGRANICZENIA EMISJI ELEKTROMAGNETYCZNEJ.
Informacje ogólne
Użytkownik jest zobowiązany do instalacji i użytkowania urządzenia spawalniczego zgodnie z instrukcją producenta.
W przypadku wykrycia zakłóceń elektromagnetycznych obowiązkiem użytkownika urządzenia jest rozwiązanie
problemu z pomocą serwisu technicznego producenta.
Ocena obszaru spawania
Przed instalacją urządzenia spawalniczego użytkownik powinien dokonać oceny potencjalnych problemów magnetoelektrycznych w otoczeniu
a. Instalacje elektryczne, przewody kontrolne, telefoniczne i łącznościowe znajdujące się powyżej, poniżej
lub w pobliżu urządzenia spawalniczego
b. Nadajniki i odbiorniki radiowo-telewizyjne
c. Komputery i inne urządzenia kontrolne
d. Wyposażenie decydujące o bezpieczeństwie jak n.p. przemysłowe czujniki bezpieczeństwa
e. Zdrowie osób starszych używających n.p. rozruszniki serca lub aparaty słuchowe;
f. Urządzenia służące do kalibracji lub pomiarów;
g. Odporność innych urządzeń w otoczeniu których urządzenie spawalnicze będzie pracować. Użytkownik
musi być pewny, że inne urządzenia używane w tym samym miescu są zgodne. Może to powodować
konieczność przeprowadzenia dodatkowych pomiarów zapobiegawczych
h. Pora dnia w której spawa się lub prowadzi inną działalność
30/43
Page 31

i. Wielkość obszaru musi być dokładnie przemyślana w zależności od konstrukcji budynku oraz innych
wdź gniazdo i uziemienie instalacji
jednofazowego 230V i trójfazowego
połączenia instalacji gazowej. Poczekaj
procesów zachodzących w nim. Obszar otaczający (strefę spawania) może wykroczyć poza granice
budynku.
Zalecenia dotyczące metod pozwalających zredukować emisję elektro-magnetyczną
e. Zasilanie główne: urządzenie musi być podłączony do zasilania zgodnie z instrukcja producenta. Jeśli
wystąpią zakłócenia, jako dodatkowe zabezpieczenie może być wymagana filtracja głównego zasilania.
Kable zasilające spawarki stacjonarne mogą wymagać ekranowania w metalowych osłonach lub
podobnych. Ekranowanie powinno być elektrycznie ciągłe na całej długości kabla. Powinno być również
podłączone do spawarki w sposób zapewniający dobry kontakt elektryczny osłony ekranującej z obudową
spawarki.
f. Kable spawalnicze: Powinny być krótkie jak to tylko możliwe i umiejscowione blisko siebie, biegnąc na
poziomie podłogi lub tak blisko niej jak to możliwe.
g. Ochrona i jej wzmocnienie: Wybiórcze ekranowanie i osłanianie znajdujących się w pobliżu kabli i
sprzętu w strefie roboczej może zmniejszyć problemy z zakłóceniami. Ekranowanie całej strefy roboczej
może być rozważane tylko w szczególnych przypadkach.
h. Podłączenie uziemienia spawanej części bezpośrednio do gruntu: Tam gdzie to konieczne,
podłączenie spawanego elementu do gruntu powinno być bezpośrednie, jednak w krajach w których jest
to niedozwolone, osiągnąć to można przez odpowiedni zespół kondensatorów, wybranych zgodnie z
narodowymi regulacjami.
ROZWIĄZYWANIE PROBLEMÓW:
Usterka Przyczyna Rozwiązanie
Urządzenie nie dostarcza prądu i
żółta lampka wskaźnikowa
zabezpieczenia termicznego (6) jest
zapalony
Wyświetlacz się świeci się, ale
urządzenie nie dostarcza prądu.
Gdy urządzenie jest załączone, a po
położeniu ręki na obudowie czuć
mrowienie.
MMA-TIG
Urządzenie nie spawa właściwie. Niewłaściwa polaryzacja.
Zabezpieczenie termiczne zostało
włączone
Do spawarki nie jest podłączony
przewód ujemny z zaciskiem lub
przewód elektrodowy.
Spawarka nie jest dobrze podłączona
do uziemienia.
Poczekaj do końca czasu ostygnięcia,
około 2 minut. Lampka wskaźnika (6)
wyłączy się.
Sprawdzić podłączenie.
Spra
elektrycznej.
Sprawdź polaryzację wyszczególnioną
na opakowaniu elektrod.
Podczas uruchamiania urządzenia
wyświetlacz pokazuje lub
przez 1 sekundę a następnie
się wyłącza.
Niestabilny łuk
Elektroda wolframowa utlenia się i
zmienia barwę po zakończeniu
spawania.
TIG
Elektroda się topi Niewłaściwa polaryzacja.
Napięcie zasilania może się wahać +/15% zarówno dla prądu
400V.
Nieprawidłowa elektroda wolframowa.
Zbyt duży przepływ gazu Zredukować przepływ gazu.
Strefa spawania.
Niewłaściwy czas post-gas lub brak
przepływu gazu.
Sprawdź napięcie instalacji
elektrycznej.
Użyć elektrody odpowiedniego
Użyć dobrze przygotowanej elektrody
wolframowej.
Chronić strefę spawania przed
podmuchami powietrza.
Zwiększyć czas post-gas.
Sprawdzić oraz dokręcić wszystkie
do ostygnięcia elektrody przed
zamknięciem zaworu gazu.
Sprawdzić czy przewód ujemny z
zaciskiem podłączony jest prawidłowo
do bieguna +
31/43
Page 32

Συγχαρητήρια για την επιλογή αυτού του προϊόντος ! Για να το εκµεταλλευτείτε πλήρως, παρακαλούµε διαβάστε τα
ακόλουθα προσεκτικά :
Αυτά τα inverters είναι φορητά, αερόψυκτα και χρησιµοποιούνται για συγκόλληση µε κοινά ηλεκτρόδια και TIG Lift µε
συνεχές ρεύµα (DC). Επιτρέπουν συγκόλληση µε κοινά ηλεκτρόδια, βασικά, ανοξείδωτου χάλυβα, ηλεκτρόδια για
χυτοσίδηρο και σελουλόζης (µόνο µε την CEL 250 Α TRI). Με TIG µπορούν να κολληθούν τα περισσότερα µέταλλα,
εκτός από αλουµίνιο και κράµατα αυτού. Είναι προστατευµένη για χρήση σε ηλεκτρογεννήτριες (230V / + - 15% ή
400V / + -15%)
ΤΡΟΦΟ∆ΟΣΙΑ - ΠΡΟΕΤΟΙΜΑΣΙΑ
• Τα µηχανήµατα παραδίδονται µε φις 230V / 16A EEC7 / 7 που πρέπει να συνδεθεί σε πρίζα 230 V (50-60Hz) µε
γείωση. Τα µηχανήµατα που παραδίδονται µε φις 400V/16A τριφασικό EN 60309-1 πρέπει να συνδεθούν σε πρίζα
400V τριφασική µε γείωση. Τα µηχανήµατα είναι εξοπλισµένα µε ένα "Ευέλικτο σύστηµα τάσης" το οποίο τα
επιτρέπει να συνδεθούν σε τάση µεταξύ 110V και 240V (50-60Hz) µε γείωση. Το απορροφούµενο ρεύµα (I1eff)
εµφανίζεται στο µηχάνηµα, για τη µέγιστη χρήση. Ελέγξτε ότι η παροχή ηλεκτρικού ρεύµατος και προστασία της
(ασφάλεια και / ή διακόπτης κυκλώµατος) είναι συµβατή µε την τρέχουσα ένταση κατά τη χρήση. Σε ορισµένες
χώρες, η αλλαγή του φίς µπορεί να είναι αναγκαία ώστε να επιτευχθεί η µέγιστη απόδοση στη χρήση. Για
εντατική χρήση, για τα µονοφασικα προϊόντα 160A επιλέξτε φίς 20Α . Η ηλεκτροσυγκόλληση πρέπει να
τοποθετείται έτσι ώστε το φίς να είναι προσβάσιµο.
• Για να εκκινήσετε τη συσκευή πατήστε το κουµπί ON / STAND BY
• Η συσκευή µεταπίπτει σε κατάσταση προστασίας, αν η τάση τροφοδοσίας είναι πάνω από 265V για τα µονοφασικά
µοντέλα (οι ενδείξεις στίς οθόνη ) ή 460V για τα τριφασικα µοντέλα (οι ενδείξεις στίς οθόνη ). Αφού
µεταπέσει σε κατάσταση προστασίας, θα πρέπει να αποσυνδέσετε τη συσκευή και να την ξανασυνδέστε σε µια
πρίζα παροχής µε τη σωστή τάση.
• Συσκευές A-class. Είναι σχεδιασµένες για χρήση σε βιοµηχανικό ή επαγγελµατικό περιβάλλον. Σε διαφορετικό
περιβάλλον µπορεί να είναι δύσκολο να εξασφαλιστεί η ηλεκτροµαγνητική συµβατότητα, λόγω των
ηλεκτροµαγνητικών διαταραχών και της ακτινοβολίας. Να µην χρησιµοποιούνται σε χώρους όπου υπάρχει αγώγιµη
σκόνη µετάλλων.
• Εκτός από το µοντέλο 206FV, τα µηχανήµατα αυτά δεν είναι σύµφωνα µε το πρότυπο CEI 61000-3-12. Πριν
συνδέσετε τη συσκευή µε το δηµόσιο δίκτυο χαµηλής τάσης, ο χρήστης πρέπει να είναι βέβαιος ότι επιτρέπεται να
συνδεθεί.
ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΕΠΙΚΑΛΥΜΜΕΝΑ ΗΛΕΚΤΡΟ∆ΙΑ (ΜΜΑ)
• Τηρήστε τους κανόνες ασφαλείας για εργασίες τέτοιου είδους.
• Μετά το τέλος της συγκόλλησης αφήστε τη συσκευή συνδεδεµένη στην παροχή τροφοδοσίας για µερικά λεπτά για
να µπορέσει να ψυχθεί.
• Θερµικός διακόπτης : εάν ενεργοποιηθεί ο θερµικός διακόπτης ανάβει το αντίστοιχο ενδεικτικό . Περιµένετε 2-5
λεπτά για να ψυχθεί η συσκευή.
• Η συσκευή είναι εξοπλισµένη µε 3 ειδικές λειτουργίες:
HOT START που δίνει περισσότερο ρεύµα από την ένδειξη κατά την εκκίνηση (άναµµα του τόξου) που
ρυθµίζεται στη συγκεκριµένη συσκευή .
ARC FORCE που σηµαίνει περισσότερο ρεύµα όταν το ηλεκτρόδιο εισέρχεται στο λιωµένο µέταλλο ANTI –
STICKING που αφήνει το ηλεκτρόδιο να ξεκολλά εύκολα στη περίπτωση που κολλήσει .
Επιλογή λειτουργίας και ρύθµιση της έντασης ρεύµατος:
- Επιλέξτε την λειτουργία ΜΜΑ πατώντας το πλήκτρο .
- Επιλέξτε την επιθυµητή ένταση ρεύµατος χρησιµοποιώντας το πλήκτρο .
Ρυθµίσεις για τις ειδικές λειτουργίες Hot Start & Arc Force :
Hot start 0 60%
Arc force -
135 165 / E160 195 206FV 252A TRI CEL 250 A TRI
0 100%
32/43
Page 33

Για την ρύθµιση των λειτουργιών Hot Start και Arc Force, ακολουθήστε τα παρακάτω βήµατα:
Πατήστε το πλήκτρο για 3 δευτερόλεπτα.
Στην οθόνη αναβοσβήνει η ένδειξη "HS" (Hot Start) και εµφανίζεται ένας
αριθµός.
Ρυθµίστε το επιθυµητό ποσοστό (οθόνη ) χρησιµοποιώντας τα πλήκτρα .
Πατήστε το πλήκτρο για αποθήκευση .
Στην οθόνη αναβοσβήνει η ένδειξη "AF" (Arc Force) και εµφανίζεται ένας
αριθµός.
Ρυθµίστε το επιθυµητό ποσοστό (οθόνη ) χρησιµοποιώντας τα πλήκτρα .
Πατήστε το πλήκτρο για αποθήκευση .
ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΤΗΝ ΜΕΘΟ∆Ο TIG
Η συγκόλληση µε την µέθοδο TIG απαιτεί τη χρήση αερίου (αργόν).
Ακολουθήστε τα παρακάτω βήµατα :
1. Συνδέστε το σώµα της γείωσης στο θετικό πόλο (+).
2. Συνδέστε µια τσιµπίδα τύπου “TIG “ η οποία να είναι εφοδιασµένη µε βαλβίδα ,
στον αρνητικό πόλο (-).
3. Συνδέστε την τσιµπίδα µε την φιάλη αερίου .
4. Με το πλήκτρο επιλέξτε την λειτουργία TIG .
5. Επιλέξτε την επιθυµητή ένταση ρεύµατος (οθόνη) χρησιµοποιώντας τα
πλήκτρα .
Συµβουλή: έχοντας ως οδηγό ότι απαιτούνται 30Α/mm ρυθµίστε την ένταση του ρεύµατος σύµφωνα µε το
πάχος του κοµµατιού προς συγκόλληση.
6. Ρυθµίστε την παροχή αερίου στην επιθυµητή τιµή και στην συνέχεια ανοίξτε την βαλβίδα της τσιµπίδας.
7. Λειτουργία :
- Ακουµπήστε το ηλεκτρόδιο στο
τµήµα προς συγκόλληση
β- Σηκώστε το ηλεκτρόδιο 2 έως 5
mm
Όταν ολοκληρώσετε την συγκόλληση :
α. στα µοντέλα 135, 165 / E160: Σηκώστε την τσιµπίδα γρήγορα. Κλείστε την παροχή αερίου µόνο όταν το
ηλεκτρόδιο έχει ψυχθεί .
β. στα µοντέλα 195, 206FV, 252 TRI et CEL 250A TRI: Ανεβάστε και κατεβάστε 2 φορές την τσιµπίδα (πάνω-
κάτω-πάνω-κάτω) για να αρχίσει το σταδιακό σβήσιµο του τόξου (για λεπτοµέρειες δείτε την επόµενη
παράγραφο). Η κίνηση θα πρέπει να ολοκληρωθεί µέσα σε 4 δευτερόλεπτα και σε ύψος από 5 έως 10 mm.
Κλείστε την παροχή αερίου µόνο όταν το ηλεκτρόδιο έχει ψυχθεί .
Λειτουργία Arc slope (για τα µοντέλα 195, 206FV, 252 TRI et CEL 250A TRI)
Ενεργοποίηση λειτουργίας : Μπορείτε να ρυθµίσετε τον χρόνο στον οποίο θα γίνει το σταδιακό σβήσιµο του τόξου. Η
λειτουργία αυτή βοηθά στην αποφυγή εµφάνισης ρωγµών ή κοιλωµάτων.
Η λειτουργία είναι απενεργοποιηµένη (ο χρόνος είναι ρυθµισµένος στα 0 δευτερόλεπτα). Για να ενεργοποιήσετε την
λειτουργία ,ακολουθήστε τα παρακάτω βήµατα:
4- Press 3 seconds on the selector button
5- The inscription "dS" (Downslope) starts blinking then one figure appears.
6- Set the automatic arc slope you wish from 0 to 10 sec (display) using key.
33/43
Page 34

Προτεινόµενοι συνδυασµοί:
L
= 3 x d
για ρεύµα συγκόλλησης χαµηλής έντασης
L
Ένταση
ρεύµατος (A)
Ø ηλεκτρόδιο (mm)
= Ø σύρµα (mm)
Ø Μπεκ (mm)
Παροχή αερίου (αργόν
lt/mn)
0,5-5 10-130 1,6 9,8 6-7
4-7 130-190 2,4 11 7-8
Για να έχετε καλύτερα αποτελέσµατα, το µήκος της µύτης του ηλεκτροδίου θα πρέπει να είναι:
d
l
L = d για ρεύµα συγκόλλησης υψηλής έντασης
ΘΕΡΜΙΚΟΣ ∆ΙΑΚΟΠΤΗΣ & ΚΥΚΛΟΣ ΕΡΓΑΣΙΑΣ
• Θερµικός διακόπτης : εάν ενεργοποιηθεί ο θερµικός διακόπτης ανάβει το αντίστοιχο ενδεικτικό . Περιµένετε 2-5
λεπτά για να ψυχθεί η συσκευή.
• Μετά το τέλος της συγκόλλησης αφήστε τη συσκευή συνδεδεµένη στην παροχή τροφοδοσίας για µερικά λεπτά για
να µπορέσει να ψυχθεί.
• Ο κύκλος λειτουργίας είναι το ποσοστό στα 10 λεπτά κατά τα οποία η συσκευή λειτουργεί σε θερµοκρασία
περιβάλλοντος 40ο C χωρίς να υπερθερµανθεί. Στους παρακάτω πίνακες µπορείτε να δείτε τους κύκλους εργασίας
(σύµφωνα µε το πρότυπο EN60974-1) για κάθε µοντέλο:
135 206FV (110) 206FV (230)
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
10% 130A 12% 130A 24% 120A 24% 190A 20% 200A 30% 200A
60% 40A 60% 55A 60% 85A 60% 105A 60% 120A 60% 135A
100% 35A 100% 50A 100% 70A 100% 90A 100% 105A 100% 120A
165 / E160 252 TRI CEL 250A TRI
X% @ I max X% @ I max X% @ I max X% @ I max X% @
I
max
19% 160A 24% 160A 15% 250A 16% 250A 25% 250A 35% 250A
60% 90A 60% 105A 60% 120A 60% 130A 60% 180A 60% 200A
100% 75A 100% 95A 100% 95A 100% 110A 100% 160A 100% 180A
Σηµείωση : όλες οι παραπάνω µετρήσεις πραγµατοποιήθηκαν σε εργαστηριακό περιβάλλον µε εξοµοιωµένες συνθήκες
θερµοκρασίας 40Ο C .
ΣΥΝΤΗΡΗΣΗ
• Η συντήρηση της συσκευής να γίνεται από εξουσιοδοτηµένο προσωπικό
• Αποσυνδέστε την συσκευή και περιµένετε µέχρι να σταµατήσει πλήρως ο ανεµιστήρας να γυρίζει πριν από
οποιαδήποτε εργασία στην συσκευή. Στο εσωτερικό της συσκευής να είστε ιδιαίτερα προσεκτικοί λόγω των
τάσεων και ρευµάτων που υπάρχουν
• Περιοδικά αφαιρείτε το µεταλλικό καπάκι της συσκευής και καθαρίστε µε πεπιεσµένο αέρα, αφού την έχετε
αποσυνδέσει από τη παροχή τροφοδοσίας. Ελέγχετε την κατάσταση των ηλεκτρικών συνδέσεων µε την βοήθεια
κατάλληλου µονωµένου εργαλείου
• Περιοδικά (2-3 φορές το χρόνο) να επιθεωρείτε την κατάσταση του καλωδίου τροφοδοσίας. Εάν είναι
κατεστραµµένο να αντικαθίσταται από τον κατασκευαστή, ή εξουσιοδοτηµένο επισκευαστή, ή αδειούχο
ηλεκτρολόγο τεχνίτη, για αποφυγή κινδύνων.
ΣΗΜΕΙΩΣΕΙΣ – ΣΥΜΒΟΥΛΕΣ
• Τηρείστε την πολικότητα και την ένταση ρεύµατος των ηλεκτροδίων όπως υποδεικνύεται στη συσκευασία τους
• Αφαιρέστε το ηλεκτρόδιο από την τσιµπίδα όταν δεν χρησιµοποιείτε τη συσκευή
• Μην φράσσετε τις εισαγωγές αέρα της συσκευής, να τροχίζετε µακριά από τη συσκευή
X% @ I max
X% @ I max
34/43
Page 35

ΑΣΦΑΛΕΙΑ
Το τόξο συγκόλλησης µπορεί να προκαλέσει σοβαρούς τραυµατισµούς. Προστατέψτε τον εαυτό σας και
τους άλλους. Προστατευτείτε από:
Ακτινοβολίες
τόξου
Χώρος εργασίας
Ηλεκτροπληξία
Μεταφορά –
Μετακίνηση
Εγκαύµατα
Φωτιά ή Έκρηξη
Καπνοί
Επιπλέον
προφυλάξεις
Προστατέψτε τον εαυτό σας χρησιµοποιώντας κατάλληλη ηλεκτρονική µάσκα προσώπου η οποία
συµφωνεί µε την προδιαγραφή ΕΝ και είναι εφοδιασµένη µε φίλτρα που να συµφωνούν µε την
προδιαγραφή ΕΝ 169 ή ΕΝ 379
Επιλέξτε καθαρό και προστατευµένο από τις καιρικές συνθήκες χώρο. Η συσκευή να βρίσκεται σε
απόσταση ενός µέτρου τουλάχιστον από σηµείο όπου γίνεται η συγκόλληση. Μην τη χρησιµοποιείτε υπό
βροχή ή χιονόπτωση.
Αυτή η συσκευή µπορεί να χρησιµοποιείται µόνο σύµφωνα µε τις απαιτήσεις τροφοδοσίας που
αναφέρονται παραπάνω. Θα πρέπει να γειωθεί. Μην αγγίζετε εσωτερικά σηµεία που έχουν ρεύµα. Ελέγξτε
τα εξαρτήµατα που παραδίδονται ότι προσαρµόζονται χωρίς πρόβληµα
Μην µεταφέρετε τη συσκευή πάνω από άλλους. Αποφύγετε πιθανή πτώση της συσκευής
Χρησιµοποιείστε κατάλληλο ρουχισµό (γάντια, ποδιά, παντελόνι).
Προστατέψτε τους άλλους από την ακτινοβολία του τόξου. Τοποθετήστε κατάλληλο προστατευτικό
τοίχωµα γύρω από το σηµείο που γίνεται η συγκόλληση .
Ελέγξτε ότι στο χώρο εργασίας δεν υπάρχουν εύφλεκτα υλικά. Μην εργάζεστε κοντά σε φιάλες αερίου.
Μην εισπνέετε αέριο ή καπνούς που µπορεί να δηµιουργηθούν από τη συγκόλληση. Εάν τη
χρησιµοποιείτε σε κλειστό χώρο, να εξαερίζεται φυσικώς καλά ο χώρος ή να χρησιµοποείται εγκατάσταση
απαγωγής των αερίων.
Για κάθε εργασία συγκόλλησης:
-σε περιβάλλοντα µε αυξηµένο κίνδυνο ηλεκτροπληξίας,
-σε περιορισµένους χώρους,
-κατά τη παρουσία εύφλεκτων ή εκρηκτικών υλικών πρέπει να εκτιµώνται οι κίνδυνοι απο "Ειδικό"
Τεχνικό Ασφαλείας και αν αυτός εγκρίνει την εκτέλεση της εργασίας, αυτή να γίνεται υπο τη παρουσία
εκπαιδευµένου προσωπικού που έχει τις ικανότητες να επέµβει σε περίπτωση ανάγκης.
Μέτρα ασφάλειας πρέπει να λαµβάνονται σύµφωνα µε την προδιαγραφή "IEC 62081" και την εκάστοτε
ισχύουσα νοµοθεσία. Για συγκολλήσεις σε σηµεία υψηλότερα απο το έδαφος πρέπει να χρησιµοποιούνται
κατάλληλες σκαλωσιές.
Άτοµα µε βηµατοδότη να συµβουλεύονται το γιατρό τους πριν χρησιµοποιήσουν αυτές τις µηχανές
Μην χρησιµοποιείτε την συσκευή για ξεπάγωµα σωλήνων.
Κατά τη συγκόλληση µε τη µέθοδο “TIG” να είστε ιδιαίτερα προσεκτικοί µε την φιάλη αερίου.
Προκύπτουν σοβαροί κίνδυνοι εάν προκληθεί ζηµία ή βλάβη στην φιάλη ή στην
βαλβίδα .
ΣΥΣΤΑΣΕΙΣ ΓΙΑ ΤΟΝ ΠΕΡΙΟΡΙΣΜΟ ΤΩΝ ΗΛΕΚΤΡΟΜΑΓΝΗΤΙΚΩΝ ΕΚΠΟΜΠΩΝ.
Γενικά.
Ο χρήστης είναι υπεύθυνος για την εγκατάσταση και χρήση της ηλεκτροσυγκόλλησης σύµφωνα µε τις οδηγίες του
κατασκευαστή. Εάν εντοπιστούν ηλεκτροµαγνητικές παρεµβολές , τότε ο χρήστης είναι υπεύθυνος να λύσει το
πρόβληµα µε την τεχνική βοήθεια του κατασκευαστή.
Εκτίµηση της περιοχής χρήσης της ηλεκτροσυγκόλλησης.
Πριν από την εγκατάσταση του εξοπλισµού συγκόλλησης µε τόξο ο χρήστης θα πρέπει να προβεί σε αξιολόγηση των
πιθανών προβληµάτων και επιπτώσεων της ηλεκτροµαγνητικής ακτινοβολίας στη γύρω περιοχή
a. Αλλα καλώδια,καλώδια ελέγχου, τηλεφωνικά και επικοινωνιών δικτύων, επάνω, κάτω και πλησίον της
ηλεκτροσυγκόλλησης
b. Ραδιοτηλεοπτικοί αναµεταδότες και δέκτες
c. Ηλεκτρονικοί υπολογιστές και άλλος σχετιζόµενος εξοπλισµός
d. Εξοπλισµός κρίσιµος για λόγους ασφαλείας όπως έλεγχος ασφαλείας βιοµηχανικού εξοπλισµού.
e. Η υγεία ατόµων στην γύρω περιοχή , για παράδειγµα ατόµων που χρησιµοποιούν βηµατοδότη.
f. Εξοπλισµός χρησιµοποιούµενος για βαθµονόµηση ή µετρήσεις.
g. Η θωράκιση του λοιπού εξοπλισµού γύρω απο τον οποίο θα χρησιµοποιηθεί εξοπλισµός . Ο χρήστης
πρέπει να εξασφαλίσει ότι ο λοιπός εξοπλισµός που χρησιµοποιείται στην ίδια περιοχή είναι συµβατός.
Αυτό µπορεί να απαιτεί πρόσθετα µέτρα προστασίας
h. Η ώρα της ηµέρας που θα γίνει συγκόλληση ή άλλες ενέργειες.
35/43
Page 36

i. Το µέγεθος της περιοχής που πρέπει να λαµβάνεται υπόψη εξαρτάται από τη δοµή του κτιρίου και κάθε
Χρησιµοποιήστε ηλεκτρόδιο
Συστάσεις σχετικά µε τις µεθόδους για τη µείωση των ηλεκτροµαγνητικών εκποµπών
ΑΝΤΙΜΕΤΩΠΙΣΗ ΠΡΟΒΛΗΜΑΤΩΝ
Πρόβληµα Πιθανή αιτία Λύση
άλλη διαδικασία στην περιοχή. Η γύρω περιοχή µπορεί να επεκταθεί πέρα από τα όρια των κτιρίων.
j. Παροχή ηλεκτρικού ρεύµατος: ο εξοπλισµός πρέπει να συνδεθεί στο δίκτυο ρεύµατος, όπως ορίζεται στις
οδηγίες του κατασκευαστή. Εάν υπάρχει παρεµβολή, πρόσθετες προφυλάξεις όπως το φιλτράρισµα της
παροχής ρεύµατος µπορεί να απαιτηθεί. Το καλώδιο παροχής σε µόνιµες εγκαταστάσεις της µηχανής
συγκόλλησης µπορεί να απαιτηθεί να περιβληθεί σε αγωγούς µετάλλου ή παρόµοιους.Η προστασία του
αγωγού πρέπει να είναι συνεχής για το σύνολο του µήκους του καλωδίου. Θα πρέπει επίσης να συνδεθεί
στη µηχανή συγκόλλησης µε µια καλή ηλεκτρική επαφή µεταξύ του αγωγού και του περιβλήµατος της
µηχανής.
k. Καλώδια συγκόλλησης: Τα καλώδια συγκόλλησης πρέπει να είναι όσο το δυνατόν κοντύτερα και θα
πρέπει να τοποθετηθούν κοντά µεταξύ τους, κοντά ή στο επίπεδο του πατώµατος.
l. Προστασία και ενίσχυση: Επιλεκτική εξέταση και θωράκιση των άλλων καλωδίων και του εξοπλισµού της
γύρω περιοχής µπορούν να λύσουν τα προβλήµατα των παρεµβολών. Προσυµπτωµατικός έλεγχος
ολόκληρης της περιοχής συγκόλλησης πρέπει να εξετάζεται για ειδικές εφαρµογές
m. Συνδέστε µε τη γη απευθείας το κοµµάτι µετάλλου που πρόκειται να συγκολληθεί: Όπου είναι
απαραίτητο, η σύνδεση του τεµαχίου στη γη θα πρέπει να γίνει µε µια άµεση σύνδεση µε το τεµάχιο,
αλλά σε ορισµένες χώρες όπου η απευθείας σύνδεση δεν επιτρέπεται, η συγκόλληση θα πρέπει να
επιτευχθεί µε κατάλληλη χωρητικότητα, επιλεγόµενη σύµφωνα µε τους εθνικούς κανονισµούς.
Η συσκευή δεν λειτουργεί και το κίτρινο
ενδεικτικό του θερµικού διακόπτη είναι
αναµµένο .
Η συσκευή είναι ενεργοποιηµένη αλλά δεν
υπάρχει ρεύµα συγκόλλησης .
Η συσκευή είναι σε λειτουργία. Όταν την
ακουµπάτε νιώθετε κάποιο µούδιασµα .
Η ποιότητα συγκόλλησης δεν είναι η
επιθυµητή.
Κατά την εκκίνηση της συσκευής , στην
οθόνη εµφανίζεται η ένδειξη ή
για 1 δευτερόλεπτο και έπειτα
εξαφανίζεται .
Το τόξο συγκόλλησης είναι ασταθές
Το ηλεκτρόδιο βολφραµίου οξειδώνεται .
Το ηλεκτρόδιο λιώνει . Λάθος πολικότητα .
Έχει ενεργοποιηθεί ο
θερµικός διακόπτης
προστασίας.
Το σώµα ή τσιµπίδα δεν
είναι κατάλληλα
συνδεδεµένα στην
συσκευή .
Η συσκευή δεν είναι
γειωµένη .
Λάθος πολικότητα.
Η τάση τροφοδοσίας
µπορεί να είναι
µονοφασικό 230V ή
τριφασικό 400V + / 15%
Το ηλεκτρόδιο
βολφραµίου
Μεγάλη παροχή αερίου . Μειώστε την παροχή αερίου .
Χώρος εργασίας .
Μειωµένη παροχή αερίου
µετά το σβήσιµο του
τόξου .
Περιµένετε περίπου 2-5 λεπτά για
να ψυχθεί η συσκευή .
Ελέγξτε τις συνδέσεις του σώµατος
και της τσιµπίδας .
Ελέγξτε τις συνδέσεις και την
παροχή τροφοδοσίας.
Συµβουλευτείτε τις οδηγίες για την
πολικότητα που αναγράφονται
στην συσκευασία του ηλεκτροδίου.
Ελέγξτε την τάση της παροχής
τροφοδοσίας .
βολφραµίου κατάλληλου µεγέθους
.
Το µήκος της µύτης του
ηλεκτροδίου να είναι το
απαιτούµενο .
Προστατέψτε την περιοχή
συγκόλλησης από ρεύµατα αέρα .
Αυξήστε το χρόνο παροχής του
αερίου µετά το σβήσιµο του τόξου
.
Ελέγξτε τις συνδέσεις αερίου .
Ελέγξτε ότι το σώµα είναι
συνδεδεµένο στο + .
36/43
Page 37

DECLARATION DE CONFORMITE :
GYS atteste que les postes de soudure sont fabriqués conformément aux exigences des directives Basse tension
2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN 60974-1 de 2005, EN 60974-10 de 2007 et
EN 50445 de 2008.
Le marquage CE a été apposé en 2012.
DECLARATION OF CONFORMITY :
The equipment described on this manual complies with the instructions of low voltage 2006/95/CE of 12/12/2006,
and the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 60974-10 of 2007 and EN50445 of 2008.
CE marking was added in 2012.
KONFORMITÄTSERKLÄRUNG
GYS erklärt, dass die beschriebene Geräte in Übereinstimmung mit den Anforderungen der folgenden europäischen
Bestimmungen: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien 2004/108/CE – 15.12.2004
elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte stimmen mit den harmonisierten Normen
EN60974-1 von 2005, EN 60974-10 von 2007 und EN 50445 von 2008 überein.
CE Kennzeichnung: 2012
DECLARACION DE CONFORMIDAD :
GYS certifica que los aparatos de soldadura 1305-1700-1905-200A/CEL 250A TRI-250 A TRI son fabricados en
conformidad con las directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad
electromecánica 2004/108/CE del 15/12/2004. Esta conformidad está establecida por el respeto a las normas EN
60974-1 de 2005, EN 60974-10 de 2007 y EN 50445 de 2008.
El marcado CE fue fijado en 2012.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
GYS заявляет, что сварочные аппараты 1305-1700-1905-200A-CEL 250A TRI-250 A TRI произведены в
соответствии с директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с
директивами CEМ 2004/108/CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN 60974-1 2005 г, EN 60974-10
2007 г и EN 50445 2008 г.
Маркировка ЕС нанесенна в 2012 г.
DEKLARACJA ZGODNOŚCI:
Urządzenie opisane w niniejszej instrukcji obsługi zgodne jest z przepisami normy niskonapięciowej 2006/95/CE z
12/12/2006, i przepisami normy CEM/2004/108/CE z 15/12/2004.
Deklaracja przestrzega standardy norm EN60974-1 z 2005, EN60974-10 z 2007 i EN50445 z 2008.
Oznaczenia CE dodane w 2012.
∆ΗΛΩΣΗ ΣΥΜΜΟΡΦΩΣΗΣ:
Η συσκευή συµµορφώνεται µε τα Ευρωπαϊκά πρότυπα :
χαµηλής τάσης 2006/95/CE της 12/12/2006
ντιρεκτίβα CEM 2004/108/CE της 15/12/2004.
Ο εξοπλισµός συµφωνεί µε τις προδιαγραφές EN60974-1 of 2005, EN 60974-10 of 2003, EN 50445 of 2008.
Το ενδεικτικό “CE” προστέθηκε το 2012.
29/05/12 Nicolas BOUYGUES
Sas GYS
134 BD des Loges
53941 Saint Berthevin
37/43
Page 38

SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN
38/43
Page 39

PIÈCES DE RECHANGE/ SPARE PARTS / ERSATZTEILE/ RECAMBIOS / ЗАПЧАСТИ / ΑΝΤΑΛΛΑΚΤΙΚΑ
135, 165/E160 195, 206FV
252 TRI CEL 250A TRI
N° Désignation 135
Douilles / Connectors / Schweißbuchsen /
1
Conectores / Коннекторы / Υποδοχείς
Clavier/ Display / Anzeige / Teclado / Дисплей /
2
Οθόνη
Carte électronique / Electronic card /
3
Elektronikplatine / Tarjeta electrónica /
Электронная плата / Ηλεκτρονική πλακέτα
Cordon secteur / Power cord / Netzkabel / Cable
4
de conexión / Сетевой шнур / Καλώδιο
τροφοδοσίας
Ventillateur / Fan / Ventilator / ventilador /
5
Вентилятор / Ανεµιστήρας
Grille / Protective screen / Ventilator- Grill / rejilla
6
/ Решетка / Προστατευτικό κάλυµµα
Pieds / Feets / Füsse / Pies / Ножки / Πόδια
7
στήριξης
51469 51469 51469 51468 51468 51468
51911 51920 51911 51924 51924 51924
97111C 97198C 92121C 97149C 97153C a-97136C
21489 21489 21491 21480 21479 21479
51032 51032 51021 51021 51021 51021
165
E160
- 51011 51010 51010 51010 51010
- 71140 71140 71140 71140 71140
195 206FV
250 A
TRI
CEL 250A
TRI
b-97116C
c-97137C
d-97075C
e-97128C
39/43
Page 40

ICÔNES/ SYMBOLS/ ZEICHENERKLÄRUNG / ICONOS/ ПЕРЕДНЯЯ ПАНЕЛЬ / ΣΥΜΒΟΛΑ
spawanie
shock. However, the welding source must not
)
Alimentation électrique monophasée 50 ou
Τριφασική
g unter
Corriente
A
V
Hz
IP23
Ampères Amps Ampere Amperios
Ампер Natężenie prądu Αµπέρ
Volt Volt Volt Voltios Вольт
Napięcie Βολτ
Hertz Hertz Hertz Hertz Герц
Częstotliwość Συχνότητα
Soudage à l’électrode enrobée (MMA –
Manual Metal Arc Schweißen mit
umhüllter Elektrode (MMA) Schweißen mit
umhüllter Elektrode (E-Handschweißen)
Soldadura con electrodos refractarios (TIG –
Tungsten Inert Gas) Ручная дуговая
сварка (MMA – Manual Metal Arc)
Spawanie elektrodą otuloną (MMA)
Συγκόλληση µε επικαλυµµένα ηλεκτρόδια
(ΜΜΑ- Manual Metal Arc )
Soudage TIG (Tungsten Inert Gaz) TIG
welding (Tungsten Inert Gas) Schweißen
mit Wolfram Elektrode (Wolfram Edelgas)
Soldadura TIG (Tungsten Inert Gaz)
Сварка TIG (Tungsten Inert Gaz)
metodą TIG (Tungsten Inert Gas)
Συγκόλληση µε ηλεκτρόδια (TIG)
Convient au soudage dans un
environnement avec risque accru de choc
électrique. La source de courant elle-même
ne doit toutefois pas être placée dans de tels
locaux. Adapted for welding in
environment with increased risks of electrical
be placed in such places. Schutz gegen
Risiko von elektrischen Schlag. Das
Schweißgerät darf nicht direkt auf dem
Schweißwerkstück gestellt warden.
Adaptado a la soldadura en un entorno que
comprende riesgos de choque eléctrico. La
fuente de corriente ella misma no debe estar
situada dentro de tal locales. Подходит
для сварки в среде с повышенной
опасностью удара электрическим током.
Тем не менее не следует ставить источник
тока в такие помещения. Adaptor do
spawania w środowisku o zwiększonym
ryzyku porażenia prądem. Jakkolwiek,
zasilanie nie może znajdować się w tego typu
miejscach. Προσαρµοσµένη για
συγκόλληση σε περιβάλλοντα µε αυξηµένο
κίνδυνο ηλεκτροπληξίας. Παρ' όλα ταύτα το
φίς τροφοδοσίας να µην βρίσκεται σε τέτοιο
περιβάλλον
Protégé contre l’accès aux parties
dangereuses des corps solides de diam
>12,5mm et chute d'eau (30% horizontal)
Protected against access to dangerous parts
I1max
by any solid body which Ø > 12,5mm and
against water falls (30% horizontal)
Kontaktschutz zu gefärlichen Teilen mit Ø >
12,5mm und Schutz gegen Spritzwasser
Einfallwinkel 30%. Protegido contra el
acceso a las partidas peligrosas de cuerpos
solidos de diametro >12.5mm y las caídas de
agua (30% horizontal) Защищен против
доступа твердых тел диаметром >12,5мм к
опасным частям и от воды (30% горизонт.
Zabezpieczenie przed dostępem
niebezpiecznych elementów o wielkości Ø >
12,5mm i przed dostępem strumienia wody
(30% w poziomie) Προστασία έναντι
εισχώρησης σωµάτων µε διάµετρο
Φ>12.5mm σε επικίνδυνα µέρη της συσκευής
και έναντι σταγόνων νερού (30% οριζόντια).
Courant de soudage continu Welding
direct current Gleichschweißstrom La
corriente de soldadura es continua Сварка
на постоянном токе Prąd spawania
stały Συνεχές ρεύµα συγκόλλησης
60Hz Single phase power supply 50 or
60Hz Einphasiege
Netzspannungsversorgung 50 oder 60 Hz
Alimentación eléctrica monofásica 50 o 60 Hz
Uo
U1
Однофазное напряжение 50 или 60Гц
Zasilanie jednofazowe 50 lub 60Hz Η τάση
παροχής τροφοδοσίας να είναι 50 ή 60 Hz
Alimentation électrique triphasée 50 ou
60Hz three-phase power supply 50 or
60Hz. Dreiphasige
Netzspannungsversorgung 50 oder 60 Hz
Alimentación eléctrica trifásica 50 o 60Hz
Трехфазное питание 50 или 60Гц.
Zasilanie trójfazowe 50 lub 60Hz
τροφοδοσία 50 ή 60Hz.
Tension assignée à vide Rated no-load
voltage Leerlaufversorgungspannung
Tensión asignada de vacío Напряжение
холостого хода Znamionowe napięcie
jałowe Τάση εν κενώ
Tension assignée d’alimentation rated
supply voltage Versorgungsspannun
Belastung. Tensión de la red
Напряжение сети Napięcie zasilania
Τάση παροχής δικτύου
Courant d’alimentation assigné maximal
(valeur efficace) Rated maximum supply
current (effective value) Maximaler
Versorgungsstrom (Effektivwert)
maxima de alimentacion de la red
Максимальный сетевой ток (эффективная
40/43
Page 41

I1eff
Μέγιστη
1
1 standard
е
1 odnoszącą się do urządzeń
την
τις
: Factor de funcionamiento de …%
…%
soudables en 1 heure, à 20°C, avec un temps
Elektroden, die in 1 Stunde bei 20°C
οποιηµένων ηλεκτροδίων που µπορούν να
χρησιµοποιηθούν σε 1 ώρα,µε παύση 20 δευτ.
secondes entre chacune, divisé par le nombre
continua, a 20°C, dividida por la quantidad de
τον αριθµό
χρησιµοποιηθούν κάτω από τις ίδιες συνθήκες
entionnelles en charges
X
…
@40°C
мощность) Maksymalny prąd obciążenia
sieci zasilającej (wartość efektywna)
Μέγιστη ένταση ρεύµατος
Courant d’alimentation effectif maximal
Maximum effective supply current
Maximaller tatsächlicher Versorgungsstrom
Corriente de alimentación efectiva maxima
Максимальный эффективный сетевой ток
Max. efektywne obciążenie sieci
ενεργή ένταση ρεύµατος
L’appareil respecte la norme EN60974-1
The device complies with EN60974relative to welding units Die Normen
EN60974-1 für Schweißanlagen El aparato
está conforme a la norma EN60974-1
referente a los aparatos de soldadura
-
Аппарат соответствует европейской норм
EN60974-1 Urządzenie jest zgodne z
normą EN60974spawalniczych Η συσκευή συµφωνεί µε
προδιαγραφή EN60974-1 που σχετίζεται µε
µηχανές ηλεκτροσυγκόλλησης
Convertisseur monophasé transformateurredresseur Single phase inverter,
converter-rectifier Einphasige
Schweißinverter Convertidor monofásico
transformador-rectificador Однофазный
инвертор, с трансформацией и
выпрямлением. Jednofazowy Inverter,
transformator – prostownik Μονοφασικό
INVERTER , υψηλής συχνότητας και
ανόρθωσης
X : Facteur de marche à …% X : duty
factor at …% X : Einschaltdauer Faktor
...% X
X : Продолжительность включения
X: cykle pracy …%. X: Κύκλος
λειτουργίας κατά …%
Nombre d'électrodes normalisées
d'arrêt de 20 s. entre chaque électrode
Number of standardized electrodes weldable
during 1 hour at 20°C, with a delay of 20 s.
between each electrode. Anzahl der
Standardgeschweißt werden können mit einer Pause
von 20 s zwischen jeder Elektrode
Cantidad de electrodos normalizados
soldables en 1 hora, a 20°C, incluyendo una
parada de 20 seg. entre cada electrodo
Количество стандартных электродов
использованных за 1 час при 20°C с 20-ти
секундными перерывами между
электродами. Liczba elektrod
znormalizowanych wyspawanych podczas 1
godziny w temperaturze 20°C i odstępach 20
sek. między każdą elektrodą. Αριθµός
I2 …
U2 …
τυπ
µεταξύ κάθε ηλεκτροδίου.
Nombre d'électrodes normalisées
soudables en 1 heure en continu, avec 20
d'électrodes soudables dans les mêmes
conditions sans disjonction thermique.
Number of standardized electrodes weldable
over 1 hour of continuous work, divided by
the number of electrodes weldable in the
same conditions without thermal shutdown
Elektroden Anzahl die inerhalb einer
Arbeitsstunde verschweißt werden können,
geteilt durch Elektroden- Anzahl die
tatsächlich verschweißt sind (Abkühlphasen
des Geräts) Cantidad de electrodos
normalizados soldables en 1 hora de manera
electrodos soldables en condiciones identicas
sin disyunción térmica. . Количество
стандартных электродов, использованных
за 1 час в непрерывном режиме с 20-ти
секундными перерывами между
электродами, поделенное на количество
электродов, которые можно сварить при
тех же условиях, но без перегрева.
Liczba elektrod znormalizowanych
wyspawanych powyżej 1 godziny dla pracy
ciągłej podzieloną przez liczbę elektrod
wyspawanych w tych samych warunkach do
zadziałania zabezpieczenia termicznego.
Αριθµός τυποποιηµένων ηλεκτροδίων που
µπορούν να χρησιµοποιηθούν σε 1 ώρα
συνεχούς εργασίας, διαιρεµένος µε
ηλεκτροδίων που µπορούν να
χωρίς να ενεργοποιηθεί το θερµικό.
I2 : courant de soudage conventionnnel
correspondant I2 : corresponding
conventional welding current I2: Sekundär
Strom I2 : Corrientes correspondientes
I2 : Токи, соответствующие Х* I2:
odpowiadające natężenie prądu I2:
Αντίστοιχες εντάσεις ρεύµατος
U2 : Tensions conv
correspondantes U2 : conventional
voltages in corresponding load U2 :
Sekundär Spannung U2 : Tensiones
convencionales en carga U2 :
соответствующие сварочные напряжения*
U2: znamionowe napięcia przy
odpowiednich obciążeniach U2:
Αντίστοιχες τάσεις
Circuit de correction du facteur de
puissance Power factor corector circuit
included PFC Netzoberwellenfilter.
Circuito de correción de factor de potencia
41/43
Page 42

στους
integrado Цепь коррекции коэффициэнта
мощности Urządzenie posiada układ
korekcji współczynnika mocy 'Power factor
corrector Κύκλωµα διόρθωσης του
συντελεστή ισχύος
Ventillé Ventilated Ventilator
Ventilado Содержит встроенный
вентилятор Wentylowany Με
ανεµιστήρα
Appareil conforme aux directives
européennes The device complies with
European Directive Das Gerät ist
kompatibel mit Europäischen Normen El
aparato está conforme a las normas
europeas. Устройство соответствует
европейским нормам Urządzenie jest
zgodne z Dyrektywami Europejskimi Η
συσκευή συµφωνεί µε τις Ευρωπαϊκές
ντιρεκτίβες
Conforme aux normes GOST (Russie)
Conform to standards GOST / PCT
(Russia) Das Gerät ist conform mit
GOST/PCT(Rußland) Normen Conforme a
la normas GOST (PCT) (Rusia) Продукт
соответствует стандарту России (РСТ)
Zgodność z normą GOST / PCT (Rosja)
Συµφωνεί µε τις προδιαγραφές GOST / PCT
(Ρωσικές)
L’arc électrique produit des rayons
dangereux pour les yeux et la peau
(protégez-vous !) The electric arc
produces dangerous rays for eyes and skin
(protect yourself !) Der Lichtbogen
erzeugt, gefährliche für die Augen und Haut,
Strahlen (Schützen Sie sich!) El arco
produce rayos peligrosos para los ojos y la
piel (¡ Protegase !) Электрическая дуга
производит опасные лучи для глаз и кожи
(защитите себя!) Łuk elektryczny
wytwarza promieniowanie niebezpieczne dla
oczu i skóry (używać środków ochrony
osobistej) Παραγωγή ακτινοβολιών από το
τόξο συγκόλλησης επικίνδυνων για τα µάτια
και το δέρµα.
Attention, souder peut déclencher un feu
ou une explosion. Caution, welding can
produce fire or explosion. Achtung.
Schweißen kann Feuer oder Explosion
verursachen. Cuidado, soldar puede
iniciar un fuego o una explosión.
Внимание! Сварка может вызвать пожар
или взрыв. Uwaga: Urządzenie może
wywołać pożar lub eksplozję Προσοχή:Η
συγκόλληση µπορεί να προκαλέσει φωτιά ή
έκρηξη
Le dispositif de déconnexion de sécurité
est constitué par la prise secteur en
coordination avec l'installation électrique
domestique. L'utilisateur doit s'assurer de
l'accessibilité de la prise. . The mains
disconnection mean is the mains plug in
combination with the house installation.
Accessibility of the plug must be guaranteed
by user. Die Stromunterbrechung erfolgt
durch Trennen des Netzsteckers vom
häuslichen Stromnetz. Der Gerätanwender
sollte den freien Zugang zum Netzstecker
immer gewährleisten El dispositivo de
desconección de seguridad se constituye de
la toma de la red electrica en coordinación
con la instalación eléctrica doméstica. El
usuario debe asegurarse de la accesibilidad
del enchufe. Система отключения
безопасности включается через сетевую
штепсельную розетку соответствующую
домашней электрической установке.
Пользователь должен убедиться, что
розетка доступна Odłączenie od zasilania
oznacza, że wtyczka zasilania odłączana jest
od domowej instalacji elektrycznej. Dostęp
do wtyczki musi być zagwarantowany przez
użytkownika Ο τρόπος αποσύνδεσης είναι
η αφαίρεση του φίς παροχής από την
εγκατάσταση του οικήµατος. Η
προσβασιµότητα του φις παροχής πρέπει να
εξασφαλιστεί από τον χρήστη
Mise en veille/mise en marche
standby/On Schalter Bereit/ Ein
standby/ puesta en marcha
Включить/Режим ожидания
czuwanie/włączony σε αναµονή/εντός
Attention ! Lire le manuel d’instruction
avant utilisation Caution ! Read the user
manual Achtung ! Lesen Sie die
Betriebsanleitung. Cuidado, leer las
instrucciones de utilización. Внимание !
Читайте инструкцию по использованию
Ostrzeżenie! Przeczytaj instrukcję obsługi
Προσοχή! ∆ιαβάστε τις οδηγίες χρήσεως
Produit faisant l'objet d'une collecte
sélective- Ne pas jeter dans une poubelle
domestique ! Separate collection required
– Do not throw in a domestic dustbin
Getrennt entsorgen.Nicht mit Hausmüll
entsorgen. Este aparato es objeto de una
recolección selectiva. No debe ser tirado en
en cubo doméstico. Продукт требует
специальной утилизации. Не выбрасывать
с бытовыми отходами. Konieczność
segregacji odpadów - Nie wyrzucać do
domowych pojemników na śmieci Μην
ρυπαίνετε το περιβάλλον. Ανακυκλώστε
κατάλληλους υποδοχείς
42/43
Page 43

réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ/
PRZÓD/ ΜΠΡΟΣΤΙΝΟ ΜΕΡΟΣ
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
Wyświetlacz Wskaźnik trybu MMA Wskaźnik trybu TIG Przyciski
Οθόνη Συγκόλληση µε MMA Συγκόλληση µε TIG Πλήκτρα
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
l’électrode
Mode indicator « non
consumable electrode
electrodo refractario»
Voyant mode
« soudage à
(TIG)
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
(TIG)
Лампочка режима
TIG
button « +
valor + o -
„+” oraz „-
ρυθµίσεων
« + ή – »
135 165 / E160 195
3.5kg 4.8kg
4.6kg 6.1kg
206FV 252 TRI CEL 250 A TRI
Sélecteur
valeur +
ou -
Select
or – »
Wahl
+ oder -
Selector
Клавиши
выбора +
или –
”
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Przycisk wyboru trybu
Πλήκτρο
επιλογής/αποθήκευσης
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Wskaźnik
zabezpieczenia
termicznego
Ενδεικτικό θερµικού Πλήκτρο
7.9kg 9.4kg
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
Przycisk ON/STANBY
ενεργοποίησης/αναµονής
8.3kg 10.7kg
8.6kg
18kg
43/43
 Loading...
Loading...