

Page 1

PL
02-34
ARCPULL 700
73502 V1 03/02/2023
Find user manuals in other languages
www.gys.fr
Page 2

Manuel d’utilisation
Notice originale
Ostrzeżenia - Zasady bezpieczeństwa �������������������������������������������������������������������������������������������������������������������������� 3
1.
2. Opis sprzętu ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 7
3. Zasilanie i rozruch ������������������������������������������������������������������������������������������������������������������������������������������������������������������ 9
3�1 Podłączenie do generatora �������������������������������������������������������������������������������������������������������������������������������������������������������9
3�2 Stosowanie przedłużaczy �������������������������������������������������������������������������������������������������������������������������������������������������������10
3�3 Podłączenie pistoletu do generatora ����������������������������������������������������������������������������������������������������������������������������������������10
3�4 Aktualizacja produktu ������������������������������������������������������������������������������������������������������������������������������������������������������������10
4. Proces spawania wkładek za pomocą łuku ciągnionego ������������������������������������������������������������������������������������10
5. Wzór na kołki i ochrona kąpieli powierzchniowej �������������������������������������������������������������������������������������������������11
5�1 Stan powierzchni części nośnej i trawienie �������������������������������������������������������������������������������������������������������������������������������11
5�2 Grubość płyty nośnej w stosunku do średnicy kołka rozporowego ���������������������������������������������������������������������������������������������11
5�3 Ochrona jeziorka spawalniczego ���������������������������������������������������������������������������������������������������������������������������������������������12
5�4 Wybór akcesoriów do spawania ����������������������������������������������������������������������������������������������������������������������������������������������12
5�5 Polaryzacja pistoletu ��������������������������������������������������������������������������������������������������������������������������������������������������������������13
5�6 Szybkość spawania urządzenia �����������������������������������������������������������������������������������������������������������������������������������������������13
5�7 Ustawienie zacisków uziemiających i wydmuchiwanie łuku �������������������������������������������������������������������������������������������������������14
6. Zastosowanie ceramicznej podkładki i standardowej podkładki �������������������������������������������������������������������14
6�1 Wybór adaptera z ceramiczną tuleją ���������������������������������������������������������������������������������������������������������������������������������������15
6�2 Procedura wymiany adaptera ceramicznego ����������������������������������������������������������������������������������������������������������������������������15
7. Montaż akcesoriów i regulacja lufy������������������������������������������������������������������������������������������������������������������������������16
7�1 Zastosowanie standardowych widełek, pazurów lub zabezpieczeń gazowych ������������������������������������������������������������������������������16
7�2 Zastosowanie akcesoriów do montażu pierścieni ściągających ArcPull Rivet Box 700 �������������������������������������������������������������������17
7�3 Akcesoria używane do montażu ArcPull Rivet Box 700 Rivet Extractor Rod ���������������������������������������������������������������������������������18
8. Obchodzenie się z bronią �����������������������������������������������������������������������������������������������������������������������������������������������19
8�1 Spawanie pierścieni ściągających ��������������������������������������������������������������������������������������������������������������������������������������������19
8�2 Spawanie wkładek innych niż pierścienie ściągające �����������������������������������������������������������������������������������������������������������������19
9. Jak działa produkt ���������������������������������������������������������������������������������������������������������������������������������������������������������������20
9�1 Spawanie synergiczne ������������������������������������������������������������������������������������������������������������������������������������������������������������20
9�1�1 Rodzaj elementów do spawania ���������������������������������������������������������������������������������������������������������������������������������������21
9�2�2 Grubość płyty nośnej ������������������������������������������������������������������������������������������������������������������������������������������������������22
9�2 Spawanie w trybie ręcznym ���������������������������������������������������������������������������������������������������������������������������������������������������22
9�3 Lista komunikatów wyświetlanych na dole ekranu spawania �����������������������������������������������������������������������������������������������������23
9�4 Menu główne ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 23
9�4�1 Menu ustawień w trybie Synergy �������������������������������������������������������������������������������������������������������������������������������������24
9�4�2 Menu ustawień trybu ręcznego ����������������������������������������������������������������������������������������������������������������������������������������24
9�4�3 Menu programu �������������������������������������������������������������������������������������������������������������������������������������������������������������25
9�4�4 Menu konguracyjne ������������������������������������������������������������������������������������������������������������������������������������������������������26
10. Sterowanie poprzez Connect PLC ��������������������������������������������������������������������������������������������������������������������������������27
10�1 Przypisanie wejść/wyjść ���������������������������������������������������������������������������������������������������������������������������������������������������������27
10�2 Charakterystyka techniczna wejść/wyjść i zasilania ������������������������������������������������������������������������������������������������������������������28
10�3 Chronogramy ������������������������������������������������������������������������������������������������������������������������������������������������������������������������29
10�3�1 Uruchomienie zasilania ���������������������������������������������������������������������������������������������������������������������������������������������������29
10�3�2 Cykl spawania ����������������������������������������������������������������������������������������������������������������������������������������������������������������30
11. Komunikat o błędzie, anomalie, przyczyny, środki zaradcze ����������������������������������������������������������������������������31
Schemat elektryczny i części zamienne ���������������������������������������������������������������������������������������������������������������������92
12.
12�1 Generator �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������92
12�2 Pistolet ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������95
Dane techniczne �������������������������������������������������������������������������������������������������������������������������������������������������������������������97
13.
ARCPULL 700
2
Page 3

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1. OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY
Niniejsza instrukcja musi być przeczytana i zrozumiana przed rozpoczęciem eksploatacji.
Nie wolno przeprowadzać żadnych modykacji ani konserwacji, które nie zostały określone w instrukcji.
Wszystkie obrażenia ciała i uszkodzenia spowodowane niezgodnym z instrukcją obsługi użytkowaniem nie mogą być objęte odpowiedzialnością
producenta.
W przypadku problemów lub niepewności, i w celu prawidłowej obsługi instalacji należy skonsultować się z wykwalikowaną osobą.
OTOCZENIE
Urządzenie może być używane wyłącznie do spawania w zakresie podanym na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać
dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użytkowania, producent nie ponosi odpowiedzialności.
Instalacja musi być użytkowana w pomieszczeniu wolnym od kurzu lub kwasu, brak gazów palnych i innych substancji żrących. To samo dotyczy jego
przechowywania. Podczas użytkowania należy zapewnić cyrkulację powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie w temperaturze od -20 do +55°C (-4 do 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp)
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i spowodować poważne obrażenia lub śmierć.
Spawanie naraża ludzi na działanie niebezpiecznego źródła ciepła, promieniowania świetlnego z łuku, pola elektromagnetycznego (uwaga na osoby
noszące rozrusznik serca), ryzyko porażenia prądem, hałas i opary.
Aby dobrze chronić siebie i innych, należy przestrzegać następujących wskazówek bezpieczeństwa:
Do ochrony przed oparzeniami i promieniowaniem, nosić ubrania bez mankietów, izolujące, suche, ognioodporne i w dobrym stanie,
które pokrywają całe ciało.
Należy używać rękawic zapewniających izolację elektryczną i termiczną.
Należy używać maski lub gogli o zabarwieniu od 5 do 9. Chronić oczy podczas czyszczenia. Szkła kontaktowe są szczególnie
zabronione.
Niekiedy konieczne jest wydzielenie stref kurtynami ognioodpornymi, aby chronić obszar spawania przed łukiem, od rozprysków i
żarzących się odpadów.
Poinformować osoby przebywające w obszarze spawania, aby nie patrzyły na promienie łuku i stopione części, oraz aby nosiły
odpowiednią odzież ochronną.
Jeżeli podczas spawania poziom hałasu przekracza dopuszczalny limit, należy używać słuchawek z redukcją szumów (dotyczy to
również osób znajdujących się w obszarze spawania).
Trzymać ręce z dala od ruchomych części (wentylatora), włosy, ubrania.
PL
Świeżo zespawane części są gorące i mogą spowodować poparzenia przy kontakcie z nimi. Podczas serwisowania pistoletu,
upewnij się, że jest wystarczająco chłodny, czekając co najmniej 10 minut przed jakąkolwiek interwencją. Ważne jest, aby
zabezpieczyć miejsce pracy przed jego opuszczeniem, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ
Opary, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić wystarczającą wentylację,
czasami konieczne jest doprowadzenie powietrza. W przypadku niewystarczającej wentylacji rozwiązaniem może być maska na
świeże powietrze.
Sprawdź, czy ssanie jest skuteczne, sprawdzając je pod kątem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto lutowanie niektórych materiałów zawierających ołów,
kadm, cynk czy rtęć, a nawet beryl mogą być szczególnie szkodliwe przed spawaniem również odtłuścić części.
Butle powinny być przechowywane w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one znajdować się w pozycji pionowej i
utrzymywane na wsporniku lub na wózku.
Spawania nie należy przeprowadzać w pobliżu smarów lub farb.
3
Page 4

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
RYZYKO POŻARU I WYBUCHU
W pełni zabezpieczyć miejsce spawania, materiały łatwopalne powinny znajdować się w odległości co najmniej 11 metrów.
W pobliżu miejsc wykonywania prac spawalniczych powinien znajdować się sprzęt gaśniczy.
Należy uważać na gorący materiał lub iskry latające, a nawet przez szczeliny, mogą być źródłem pożaru lub wybuchu.
Oddalić ludzi, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem na bezpieczną odległość.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub
wybuchowych (olej, paliwo, pozostałości gazu...). paliwo, pozostałości po gazie ...).
Operacje szlifowania nie mogą być skierowane w stronę źródła prądu spawania ani w stronę materiałów łatwopalnych.
BUTLE Z GAZEM
Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować
pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny: zamknięte butle z gazem oraz zamknięte źródło zasilania spawalniczego.
Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Po każdym użyciu należy zamknąć butlę. Należy uważać na zmiany temperatury i ekspozycję na słońce.
Butla nie może mieć kontaktu z płomieniem, łukiem elektrycznym, uchwytem spawalniczym, zaciskiem uziemiającym lub innym źródłem ciepła lub
żarzenia.
Należy pamiętać, aby trzymać go z dala od obwodów elektrycznych i spawalniczych, dlatego nigdy nie należy spawać butli pod ciśnieniem.
Zachować ostrożność przy otwieraniu zaworu butli, należy odsunąć głowicę od złącza i upewnić się, że używany gaz jest odpowiedni do procesu
spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE
Zastosowana instalacja elektryczna musi być uziemiona. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na
tablicy znamionowej.
Porażenie prądem może być źródłem bezpośrednich lub pośrednich wypadków, a nawet śmiertelnych.
Nigdy nie dotykaj części pod napięciem wewnątrz źródła zasilania, gdy jest ono pod napięciem.
Przed otwarciem źródła prądu spawania, należy go odłączyć od sieci i odczekać 2 minuty, aby wszystkie kondensatory zostały rozładowane.
Nie należy dotykać jednocześnie uchwytu elektrody pistoletowej i zacisku uziemiającego.
Jeśli zacisk uziemienia i kable pistoletowe są uszkodzone, muszą być one wymieniane przez wykwalikowane i upoważnione osoby. Zawsze używaj
suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. Nosić ocieplane buty, niezależnie od środowiska pracy.
KLASYFIKACJA KOMPATYBILNOŚCI ELEKTROMAGNETYCZNEJ MATERIAŁÓW EMC
Ten materiał Klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia
elektryczna jest niskonapięciowa. Mogą wystąpić potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej w
tych miejscach, ze względu na prowadzone zakłócenia, jak również wypromieniowane na częstotliwości radiowej.
Pod warunkiem, że impedancja publicznej sieci niskiego napięcia w punkcie wspólnego sprzężenia jest mniejsza niż Zmax
= 0,36 Ohm, urządzenie to spełnia wymagania normy IEC 61000-3-11 i może być podłączone do publicznych sieci niskiego
napięcia. Za zapewnienie tego odpowiada osoba montująca sprzęt lub użytkownik urządzenia, w razie potrzeby konsultując się
z operatorem sieci dystrybucyjnej, czy impedancja sieci jest zgodna z ograniczeniami impedancji.
To urządzenie nie jest zgodne z normą IEC 61000-3-12 i jest przeznaczone do podłączenia do prywatnych sieci niskiego
napięcia podłączonych do publicznej sieci zasilającej tylko na poziomie średniego i wysokiego napięcia. Jeśli jest podłączony
do publicznej sieci zasilającej niskiego napięcia, zapewnienie bezpieczeństwa jest obowiązkiem osoby montującej lub
użytkownika urządzenia, poprzez konsultacje z operatorem sieci dystrybucyjnej, że można podłączyć sprzęt.
EMISJE ELEKTROMAGNETYCZNE
Prąd elektryczny przepływający przez jakikolwiek przewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prąd
spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i urządzenia spawalniczego.
Pola elektromagnetyczne mogą zakłócać działanie niektórych implantów medycznych, na przykład rozruszniki serca. Dla osób z implantami
medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób postronnych lub indywidualna ocena ryzyka dla
spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pól elektromagnetycznych z obwodu
spawania:
4
Page 5

Instrukcja obsługi
• ułożyć kable spawalnicze (uchwyt pistoletowy i zacisk uziemiający) razem - ułożyć kable spawalnicze (uchwyt pistoletowy i zacisk uziemiający)
razem przymocuj je za pomocą klipsa, jeśli to możliwe;
• ustawić się (tułów i głowę) jak najdalej od obwodu spawania;
• nigdy nie owijać przewodów spawalniczych wokół ciała;
• nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
• podłączyć kabel powrotny do przedmiotu obrabianego jak najbliżej miejsca, które ma być spawane;
• nie wolno siadać na źródle prądu spawania ani się o nie opierać;
• nie spawać podczas transportu spawarki lub podajnika drutu.
Użytkownicy rozruszników serca powinni skonsultować się z lekarzem przed użyciem tego urządzenia.
Narażenie na pola elektromagnetyczne podczas spawania może mieć inne, nieznane jeszcze skutki dla zdrowia.
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
ZALECENIA DOTYCZĄCE OCENY OBSZARU I URZĄDZENIA SPAWALNICZEGO
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia
zakłóceń elektromagnetycznych, obowiązkiem użytkownika sprzętu do spawania łukowego musi być rozwiązanie sytuacji przy pomocy technicznej
producenta. W niektórych przypadkach, to działanie naprawcze może być tak proste jak uziemienie obwodu spawalniczego. W innych przypadkach,
może być konieczne zbudowanie ekranu elektromagnetycznego wokół źródła prądu spawania i całego przedmiotu obrabianego z zamontowanymi
ltrami wejściowymi. We wszystkich przypadkach, zakłócenia elektromagnetyczne powinny być zmniejszane, aż przestaną być uciążliwe.
Ocena obszaru spawania
Przed zainstalowaniem urządzeń do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otoczeniu. Należy
wziąć pod uwagę następujące elementy:
a) obecność powyżej, pod i obok urządzeń do spawania łukowego inne kable zasilające, sterujące, systemy sygnalizacyjne i telefoniczne;
b) odbiorniki i nadajniki radiowe, i telewizyjne;
c) komputery i inne urządzenia sterujące;
d) urządzenia kluczowe dla bezpieczeństwa, na przykład, ochrona urządzeń przemysłowych;
e) zdrowie osób sąsiadujących, na przykład, stosowanie rozruszników serca lub aparatów słuchowych;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Użytkownik musi upewnić się, że inne urządzenia używane w danym środowisku są kompatybilne. Może to wiązać się z dodatkowymi środkami
ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
PL
Wielkość obszaru otaczającego, który należy wziąć pod uwagę, zależy od struktury budynku i innych działań odbywających się w nim. Ta strefa
otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
W uzupełnieniu do oceny obszaru, ocena urządzeń do spawania łukowego może być wykorzystana do identykacji i rozwiązania przypadków
zakłóceń. Ocena emisji powinna obejmować pomiary in situ, jak określono w art. 10 normy CISPR 11. Pomiary na miejscu mogą również pomóc
potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNYCH
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W
przypadku wystąpienia zakłóceń, mogą być konieczne dodatkowe środki zapobiegawcze, takie jak ltrowanie publicznej sieci zasilającej. Wskazane
jest przewidzieć osłonę kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego odpowiednika materiału do
spawania łukowego. Należy zapewnić ciągłość elektryczną ekranu na całej jego długości. Należy również połączyć osłonę ze źródłem prądu spawania
w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do spawania łukowego: Sprzęt do spawania łukowego powinien być poddawany rutynowej konserwacji zgodnie z
zaleceniami producenta. Należy zapewnić wszelki dostęp, drzwi i osłony serwisowe są zamknięte i prawidłowo zablokowane, gdy urządzenie do
spawania łukowego jest używane. Urządzenia do spawania łukowego nie powinny być w żaden sposób modykowane, z wyjątkiem modykacji i
regulacji wymienionych w instrukcji producenta. Jest to właściwe, w szczególności, rozdzielacz łuku urządzeń uderzających i stabilizujących łuk jest
wyregulowany i konserwowany zgodnie z zaleceniami producenta.
c. Kable spawalnicze: Kable powinny być jak najkrótsze, umieszczone obok siebie przy podłodze lub na podłodze.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednak, metalowe przedmioty
połączone z obrabianym przedmiotem zwiększają ryzyko porażenia elektrycznego operatora, jeśli dotknie on zarówno metalowych przedmiotów, jak
i elektrody. Operator powinien być odizolowany od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: Gdy spawany przedmiot nie jest uziemiony ze względu na bezpieczeństwo elektryczne lub z powodu jego
wielkości i lokalizacji, co ma miejsce w tym przypadku, na przykład, kadłuby statków lub stalowe konstrukcje budynków, uziemienie części może w
niektórych przypadkach i nie systematycznie, ograniczyć emisję. Należy uważać, aby uniknąć uziemienia części, które mogłoby zwiększyć ryzyko
obrażeń użytkowników lub uszkodzenia innych urządzeń elektrycznych. W razie potrzeby, połączenie obrabianego przedmiotu z ziemią powinno
być wykonane bezpośrednio, ale w niektórych krajach, które nie pozwalają na takie bezpośrednie połączenie, połączenie powinno być wykonane z
odpowiednim kondensatorem dobranym zgodnie z przepisami krajowymi.
f. Ochrona i ekranowanie: Selektywna ochrona i ekranowanie innych kabli i urządzeń w otoczeniu może ograniczyć problemy z zakłóceniami. W
przypadku specjalnych zastosowań można rozważyć ochronę całego obszaru spawania.
5
Page 6

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
TRANSPORT I PRZENOSZENIE ŹRÓDŁA PRĄDU SPAWANIA
Źródło prądu spawania jest wyposażone w dodatkowy uchwyt do przenoszenia w ręku. Nie należy lekceważyć jego wagi. Uchwyt
nie jest postrzegany jako część do podwieszenia.
Nie należy używać kabli ani pistoletów do przemieszczania źródła prądu spawania. Należy je ustawić w pozycji pionowej.
Nie należy umieszczać źródła zasilania nad ludźmi lub przedmiotami.
Nigdy nie podnosić jednocześnie butli z gazem i źródła zasilania. Ich standardy transportowania są różne.
INSTALACJA MATERIAŁU
• Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10°.
• Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
• Sprzęt posiada stopień ochrony IP23, to znaczy :
- ochrona przed dostępem do niebezpiecznych części ciał stałych o średnicy >12,5 mm oraz,
- ochrona przed deszczem skierowana pod kątem 60° do pionu.
Materiał ten może być używany na zewnątrz, zgodnie z klasą ochrony IP23.
Stale prądy spawalnicze mogą zniszczyć przewody uziemiające, uszkodzić sprzęt i urządzenia elektryczne oraz spowodować
przegrzanie elementów, co może doprowadzić do pożaru.
- Wszystkie połączenia spawalnicze muszą być trwale połączone, sprawdzaj je regularnie!
- Upewnij się, że mocowanie części jest solidne i nie posiada problemów elektrycznych!
- Przymocować lub zawiesić wszystkie elektrycznie przewodzące części źródła spawania, takie jak rama, wózek i systemy podnoszące należy
zaizolować!
- Nie należy umieszczać innych urządzeń, takich jak wiertarki, urządzenia do ostrzenia, itp. na źródle spawalniczym, wózku, lub systemie podnoszenia
bez izolacji!
- Nieużywane palniki spawalnicze lub uchwyty elektrod należy zawsze umieszczać na izolowanej powierzchni!
Kable zasilające, kable przedłużające i spawalnicze muszą być całkowicie rozwinięte, aby uniknąć przegrzania.
Producent nie ponosi odpowiedzialności za szkody na osobach i przedmiotach spowodowane niewłaściwym i niebezpiecznym
użytkowaniem tego urządzenia.
KONSERWACJA / PORADY
• Konserwacja powinna być przeprowadzana wyłącznie przez wykwalikowaną osobę. Zalecana jest coroczna konserwacja.
• Wyłączyć zasilanie poprzez wyciągnięcie wtyczki, i odczekać dwie minuty przed rozpoczęciem pracy nad materiałem. W
środku, napięcie i siła są wysokie i niebezpieczne.
• Regularnie, zdjąć pokrywę i wydmuchać kurz. Przy okazji należy zlecić wykwalikowanemu personelowi sprawdzenie połączeń elektrycznych za
pomocą izolowanego narzędzia.
• Regularnie sprawdzać stan techniczny przewodu zasilającego. Jeśli kabel zasilający jest uszkodzony, musi zostać wymieniony przez producenta,
jego dział obsługi klienta lub podobnie wykwalikowaną osobę, aby uniknąć niebezpieczeństwa.
• Pozostawić otwory wentylacyjne źródła prądu spawania wolne dla wlotu i wylotu powietrza.
• Nie należy używać tego źródła prądu spawania do rozmrażania rur, ładowanie baterii/akumulatorów lub uruchamianie silników.
6
Page 7

Instrukcja obsługi
2. OPIS SPRZĘTU
.
GYSPOT ARCPULL 700 to trójfazowa inwertorowa spawarka łukowa do spawania kołków, trzpień gwintowany
wewnętrznie, gwoździe izolacyjne ...). pierścienie ściągające, pręty do wyciągania nitów, itp.) na materiałach opartych na aluminium lub stali. Posiada tryb pracy Synergy, i Tryb pracy ręcznej. Menu Programy umożliwia zapisywanie i
przywoływanie konguracji zgrzewania. Wyposażony jest w przyłącze do automatycznego sterowania.
Rys. 1: Widok zewnętrzny generatora
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1
2
4
1 Klawiatura
2 Włącznik/wyłącznik
3 Teksas dodatni dla pistoletu
4 Teksas negatywny dla pistoletu
5 Podstawa złącza sterowania pistoletem
6 Wylot gazu dla wiązki pistoletowej
7 Wlot gazu podłączony do butli
8 System połączeń dla sterowania PLC
9 Zaślepka ochronna portu aktualizacji USB
8
9
3
6
7
PL
Rys. 2: Widok zewnętrzny uchwytu i jego interfejsu HMI (bez wideł spawalniczych i akcesoriów)
7
Page 8

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
2
6
4
3
1
7
1 Spust
2 Pokrętło blokujące widełki uszczelniające
3 Siłowniki (x2) do wprowadzania widełek spawalniczych
4 Oś napędowa uchwytu elektrody
5 Złącze do sterowania przewodem pistoletu
6 Teksas dodatni
7 Przyłącze wylotu gazu
8 Przyłącze wlotu gazu
9 Dioda LED gotowości (zielona)
10 Styk LED (niebieski)
11 Dioda LED usterki (czerwona)
8
5
9
11
10
ArcPull Pudełko na nity
Brelok do
Pudełka i zestawy
Materiały Eksploatacyjne
700
068452 068322 068346
Uchwyt
kluczy
Ø3 M4 Ø10 Ø13 M6 M8 M10 M4 M5 Ø7.1 M6 M8 M10 M12
072251 070752 068438 075634 075368 075375 075382 076167 076174 076181 068391 068407 068414 068421
do długich
kołków
Podparcie dla widełek
standardowa ceramika
+ uchwyty kołków M6
Uchwyt do kotew beto-
do M12
Mielona kaczka Uchwyt kołka
nowych
Widełki ochrony gazowej
Wspornik ceramiczny pazur wideł-
kowy M6 do M12
8
068339
Page 9

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Wózek Weld 910 Kabel uziemiają-
cy z podwójnym
zaciskiem 700 A
Inne akcesoria
070967 068605 060777 052994
Pistolet na gorące powie-
trze (dostarczany bez
wkładu)
Termometr na po-
dczerwień
3. PRZYCISK URUCHAMIANIA URZĄDZENIA
To urządzenie może być używane w trójfazowej 400V lub 480V (50-60Hz) czteroprzewodowej instalacji elektrycznej z
neutralnym połączonym z ziemią. Wyposażony jest we wtyczkę 32A typu EN60309-1, i musi w tym przypadku, można
stosować w sieci 400V. Podłączenie do sieci 480V może wymagać zmiany wtyczki i ewentualnie zmiany rodzaju kabla, zgodnie z lokalnymi normami. W tym przypadku, modykacje muszą być przeprowadzane przez wykwalikowaną
osobę i muszą przestrzegać poniższego podłączenia.
Faza W Faza V Faza U
PL
Przewód ochronny (uziemienie)
Moment dokręcenia nakrętek M6 dla połączenia fazy i przewodu ochronnego : 9 N.m
Efektywny prąd pochłaniany (I1e) jest podany na urządzeniu, dla maksymalnych warunków pracy. Sprawdź, czy zasilacz i jego zabezpieczenie (bezpiecznik i/lub wyłącznik automatyczny) są zgodne z prądem wymaganym do użytkowania.
• Włączanie odbywa się poprzez ustawienie przełącznika ON/OFF w pozycji « | «.
• Urządzenie przechodzi w stan ochrony, jeśli napięcie zasilania między fazami jest wyższe
niż 560 Vac (na ekranie wyświetlany jest komunikat o awarii sieci). Normalne funkcjonowanie zostanie wznowione, gdy napięcie powróci do zakresu nominalnego.
9
Page 10

Instrukcja obsługi
3.1. PODŁĄCZENIE DO AGREGATU PRĄDOTWÓRCZEGO
Urządzenie to może współpracować z generatorami jednofazowymi pod warunkiem, że spełniają one następujące
wymagania:
- Napięcie musi być zmienne, ustawione zgodnie ze specykacją i o napięciu szczytowym mniejszym niż 400 V,
- Częstotliwość powinna wynosić od 50 do 60 Hz.
- Moc musi wynosić co najmniej 48kVA.
Koniecznie trzeba sprawdzić te warunki, ponieważ wiele generatorów wytwarza skoki wysokiego napięcia, które mogą
uszkodzić sprzęt.
3.2. UŻYWANIE PRZEDŁUŻACZY
Urządzenie to może być podłączone do instalacji elektrycznej za pomocą przedłużacza, pod warunkiem, że spełnia on
następujące wymagania:
- 4-żyłowy kabel przedłużający z przewodem uziemiającym
- Długość nie powinna przekraczać 10m
- Przekrój przewodu nie może być mniejszy niż 4mm²
3.3. PODŁĄCZENIE PISTOLETU DO GENERATORA
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Podłączanie i odłączanie złącza sterowania pistoletem do gniazda generatora musi odbywać się przy wyłączonym generatorze.
Pierścień łączący kontroli pistoletu musi być zawsze prawidłowo
przykręcony do podstawy generatora przed uruchomieniem
produktu.
Istnieje możliwość podłączenia pistoletu z ArcPull200-350 na tym generatorze. W tym przypadku, należy użyć adapterów texas 25mm² -> 50mm² ( 2 x PF 038110) do połączenia texas z pistoletu z gniazdami generatora.
Podobnie, w zależności od wybranych parametrów spawania, działanie produktu może ulec pogorszeniu (patrz §9
Tryb pracy produktu).
3.4. AKTUALIZACJA PRODUKTU
Przed uruchomieniem produktu pierścień łączący kontroli pistoletu musi być
zawsze prawidłowo przykręcony do podstawy generatora, do aktualizacji
swojego oprogramowania (dodanie synergii, funkcji). Skontaktuj się ze sprzedawcą, po więcej szczegółów.
4. ŁUKOWE PRZYPAWANIE ELEMENTÓW TYPU KOŁKI Z WYKORZYSTANIEM DOCISKU
Przypawanie łukowe jest stosowane do spawania materiałów (pierścień ciągniony), kołki, kołki uziemiające, gwoździe,
kotwy do betonu, itp.) na części nośnej poprzez doprowadzenie do stopienia się obu części za pomocą łuku elektrycznego i doprowadzenie do ich zetknięcia.
Przypomnienie zasady spawania łukiem ciągnionym (więcej szczegółów, patrz ISO 14555):
Istnieją 4 główne etapy: zajarzanie, kruszenie tlenków: łuk i hak.
10
Page 11

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Faza Zajarzenie
T (ms) 0 do 200 ms 10 do 800 ms 0 do 50 ms
I (A) ≈150 A 50-60 A 50 do 680 A ≈150 A
Zapłon: wkładkę (pierścień ściągający, kołki, itp.) styka się z blachą nośną. Naciśnięcie spustu uruchamia proces
spawania: generator wysyła prąd do kołka, oś pistoletu lekko się podnosi, powstaje wtedy łuk o niskim natężeniu.
Kruszenie tlenków: fazę tę można również nazwać ogrzewaniem wstępnym. Generator reguluje prąd, aby zapewnić
łuk o niskim natężeniu, ciepło wytwarzane przez ten łuk pozwala :
- do wypalenia zanieczyszczeń z blachy nośnej (tłuszcz, olejki, cynkowanie elektrolityczne).
- aby ogrzać obie części, i tym samym ograniczyć szok termiczny łuku spawalniczego, aby poprawić jakość spoiny.
Podczas tej fazy ani materiał, ani blacha pomocnicza, nie topią się. Podobnie, faza ta nie pozwala na usunięcie warstwy cynku z blachy ocynkowanej.
Kruszenie
tlenków
Łuk
Przypawa-
nie
PL
Łuk: generator znacznie zwiększa natężenie prądu, tworząc łuk elektryczny o wysokiej energii, który tworzy stopiony
basen na płycie nośnej i powoduje stopienie końcówki płytki.
Chwytak: Pistolet zanurza wkładkę w stopionej kąpieli.
5. KONSTRUKCJA KOLCÓW I OCHRONA PRZED TOPNIENIEM
Rodzaje załączników (kształty, wymiary, materiał) dedykowane do łuku ciągnionego są wymienione w normie ISO
13918. Oprócz wkładek ze stali niskowęglowej, ze stali nierdzewnej i stali pokrytej miedzią, produkt może również
spawać niektóre wkładki aluminiowe.
5.1. STAN POWIERZCHNI OBRABIANEGO PRZEDMIOTU I USUWANIE NADMIARU MATERIAŁU
Spawanie doczołowe należy wykonywać na pozbawionym smaru elemencie nośnym. Konieczne
jest również rozebranie tej części nośnej, jeśli posiada ona obróbkę chemiczną (powłoka cynkowa
w przypadku stali ocynkowanej), antykorozyjne dla stali poddanych obróbce cieplnej, korund dla
aluminium).
Spawanie elementów, a zwłaszcza części aluminiowych, musi być przeprowadzona na płaskiej
powierzchni nośnej.
11
Page 12

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
5.2. GRUBOŚĆ PŁYTY PODPOROWEJ W ZALEŻNOŚCI OD ŚREDNICY TRZPIENIA
Z wyjątkiem szczególnych zastosowań związanych z karoserią samochodu (montaż pierścieni ściągających), kołków
uziemiających), grubość blachy nośnej nie może być mniejsza niż ¼ średnicy podstawy wkładki w przypadku stali, i ½
średnicy w przypadku aluminium.
Przykłady (niewyczerpująca lista)
Części do spawania (zgodnie z ISO 13918) Średnica podstawy Minimalna grubość blachy
Kołek stalowy typu DD M12 12 mm 3 mm
Kołek stalowy typu PD M6 5.35 mm 1.3 mm
Kotwa do betonu typ SD Ø10 10 mm 2.5 mm
AlMg krótkotrwały typ trzpienia PS M8 9 mm 2 mm
5.3. OCHRONA STOPIONEGO METALU
W zależności od materiału, który ma być spawany, konieczne może być zabezpieczenie stopu przez ceramiczne
króćce lub osłonę gazową.
Poniższa tabela zawiera listę gazów zalecanych do stosowania w zależności od obrabianego przedmiotu i materiału, z
którego jest wykonany. Gazy te maksymalizują wytrzymałość spoiny i odpowiadają gazom, które należy stosować, gdy
urządzenie pracuje w trybie Synergic (patrz §9.1).
Tabela ta podana jest orientacyjnie, zaleca się przeprowadzenie wcześniejszych testów spawalniczych.
Materiał Element do spawania Trzpień
ceramiczny
Aluminium
(Al, AlMg,
AlMgSi)
Stal niskowę-
glowa
(Fe)
Stal poddana
obróbce
(FeZn i FeNiZn)
Stal pokryta
miedzią
(FeCu)
Stal
nierdzewna
Aluminiowy pierścień ściągający Niemożliwe Argon Niezalecane
Kołek, trzpień z gwintem wewnętrznym Niemożliwe ArHe 30% Niemożliwe
Płytka masowa, trzpień dla klipsa mocu-
jącego
Stalowy pierścień ściągający Niemożliwe ArCO² 8% Możliwe
Kołek, trzpień gwintowany wewnętrznie,
kotwa do betonu
Płytka masowa Niemożliwe ArCO² 8% Niezalecane
Płytka masowa, trzpień dla klipsa mocującego
Kołek, gwóźdź izolacyjny z gwintem
wewnętrznym, trzpień dla klipsa mocującego
Kołek, trzpień z gwintem wewnętrznym Niezalecane ArCO² 2% Niezalecane
Pręty do ściągania nitów ze stali
nierdzewnej
Stosowane wyposażenie dodatkowe
Niemożliwe ArHe 30% Niemożliwe
OK ArCO² 8%
Niemożliwe ArCO² 8% Niezalecane
Niemożliwe ArCO² 8% Niezalecane
Niezalecane ArCO² 8% Niezalecane
Widełki standar-
dow
e (068
Pazur widełek
(
068339
322)
)
Gaz Bez gazu
Możliwe dla stali
nieobrobionej
Widełki ochronne do gazu (06834
ArcPull Nit box 700 (06
8452)
6)
W przypadku stosowania ochrony gazowej, przepływ gazu powinien być ustawiony w zakresie od 12 l do 15 l/min.
Wyjaśnienia: W przypadku spawania aluminium, możliwe jest użycie czystego argonu (Ar) zamiast 30% mieszanki
argonu i helu (ArHe30%). Podobnie, w przypadku spawania stali (Fe lub FeCu), możliwe jest zastosowanie czystego
argonu (Ar) zamiast argonu-CO² 8% (ArCO² 8%) lub argonu-CO² 2% (ArCO² 2%). W obu przypadkach, parametry
spawania Synergii nie są już gwarantowane, i może być konieczne przejście do trybu ręcznego (patrz §9.2).
12
Page 13

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Podczas dokręcania połączenia z wlotem gazu do urządzenia nie należy przekraczać
wartości 5 N.m.
5.4. WYBÓR AKCESORIÓW SPAWALNICZYCH
Wybór stosowanego akcesorium spawalniczego jest uzależniony od rodzaju spawanej wkładki (typ, wymiary, materiały), pozycji spawania, i odpowiednie zabezpieczenie (gaz, bez gazu i ceramicznego króćca). Poniższa tabela zawiera informacje pomocne przy wyborze tego akcesorium.
Akcesoria Widełki
standard (068322)
Części do spawania
(zgodnie z normą
ISO 13918)
Zakres średnic
podstawy spawa-
nego elementu
Kołek PD, RD, DD
ID gwint
wewnętrzny trzpienia
Kotwa do betonu
SD
Pion UD
6 do 13 mm 6 do 12 mm 4 do 10 mm 2 do 6 mm
Pazur widełek
(068339)
Kołek PD, RD, DD
ID gwint
wewnętrzny trzpienia
Pion UD
Widełki ochrony
gazowej
(068346)
Kołek PD, RD, DD i
krótki czas PS
Kołek z gwintem
wewnętrznym ID i
krótki czas PS
UD pionek i US
krótki czas
Płytka masowa
Klips mocujący
ArcPull Nit box 700 (068452)
Długa lufa
Miejsce na klipsy
mocujące ≤ M6
Kołek PD, RD, DD
i krótki czas PS ≤
M6
Trzpień gwintowany
wewnętrzny ID i
przebieg czasowy
PS ≤ M4
Pręt do wyciągania
nitów
Gwóźdź izolacyjny
Uchwyt na pierś-
Pierścień ściągający
cień
PL
Pozycja spawania (zgodnie z normą ISO 6947)
Maks. średnica
podstawy spawa-
nego elementu
Płaski (PA), jeśli > 6 mm
Nieograniczony, jeżeli ≤ 6 mm
Płaski (PA), jeśli >
6 mm
Bez ograniczeń
5.5. BIEGUNOWOŚĆ PISTOLETU
Biegunowość pistoletu ma wpływ na jakość spoiny.
W zależności od rodzaju spawanej części, i jego materiału, najlepiej jest podłączyć dodatni texas pistoletu do zacisku
+ lub - generatora. Poniżej znajduje się tabela przedstawiająca wybór biegunowości dokonany przez GYS.
13
Page 14

Instrukcja obsługi
Element do spawania Podłączenie dodatniego
Aluminiowy pierścień ściągający Teksas ujemny generatora (-)
Stalowy pierścień ściągający Generator dodatni Texas (+)
Pręt do wyciągania nitów Teksas ujemny generatora (-)
Kołek, trzpień gwintowany
wewnętrznie, kotwa betonowa, wykonane ze stali niskowęglowej
Kołek, trzpień gwintowany
wewnętrznie, gwóźdź izolacyjny z mie-
dziowanej stali
Kołek, trzpień gwintowany
wewnętrznie, kotwa betonowa, w stali
nierdzewnej
Płyta podłogowa stal niklowa ocynkowana
Klips do okładzin ze stali ocynkowanej Generator dodatni Texas (+)
Płytka uziemiająca i klips mocujący
aluminium
Tłumaczenie instrukcji oryginalnej
teksasu pistoletu (czerwony znak)
Teksas ujemny generatora (-)
Generator dodatni Texas (+)
Teksas ujemny generatora (-)
Generator dodatni Texas (+)
Teksas ujemny generatora (-)
ARCPULL 700
-
+
5.6. SZYBKOŚĆ SPAWANIA URZĄDZENIA
Szybkość spawania urządzenia jest obliczana dynamicznie zgodnie z normą EN 60974-9. W zależności od rodzaju
użytego pistoletu (ArcPull 200-350, lub ArcPull700 i wyżej), jak również prąd i czas spawania, praca będzie miała
dłuższy lub krótszy okres odpoczynku pomiędzy spawami.
Przykład maksymalnej prędkości przy wykorzystaniu synergii (niewyczerpujący wykaz)
Element do spawania Pistolet ArcPull700 (lub
wyższy)
1,5 mm pierścień ciągnący z AlMg o grubości
1 mm
Kołek M6 ze stali niskowęglowej bez gazu na grubość
4 mm
Kołek M8 ze stali niskowęglowej bez gazu na grubość
4 mm
Kotwa do betonu ze stali niskowęglowej Ø10 mm z
ceramiczną tuleją na grubość 6 mm
Kotwa do betonu Ø13 mm z ceramiką na grubość 10 mm8/min N/A
5.7. USTAWIANIE ZACISKÓW UZIEMIAJĄCYCH I WYDMUCHIWANIE ŁUKU
Aby uniknąć wydmuchiwania łuku, i w ten sposób uzyskać równomiernie rozłożoną spoinę, ważne jest, aby
prawidłowo ustawić zaciski uziemiające. Dotyczy to zwłaszcza spoin wykonanych bez ceramicznych króćców.
28/min 28/min
26/min 26/min
24/min 21/min
14/min N/A
Pistolet ArcPull200-350
Dla przypomnienia, zajarzenie łuku jest proporcjonalne do prądu spawania i można na nie wpłynąć poprzez symetryczne zamocowanie zacisków uziemiających. Przypomnienie normy ISO 14555 dotyczącej ustawiania uchwytów do
podłoża w zależności od konguracji spawania.
Przyczyna Rozwiązanie
przypadek 1: spawanie na
blachach płaskich
14
Page 15

Instrukcja obsługi
2. przypadek spawania
na blachach z przeszkodą
metalową
3. spawanie w IPN
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
6. ZASTOSOWANIE STANDARDOWEGO CERAMICZNEGO UCHWYTU FERRULI I PAZURA
Na tej samej zasadzie działają widełki wspornikowe ceramiczne standardowe i szponowe. Zapewniają one wycentrowanie i utrzymanie ceramicznego okucia stosowanego do ochrony jeziorka spawalniczego. Oba mają element
dostosowujący się do różnych rozmiarów ceramiki.
6.1. WYBÓR ADAPTERA Z CERAMICZNĄ TULEJĄ
Wybierz odpowiednią ceramiczną ferrulę do zgrzewanej wkładki (typ, średnica). Przypomnienie normy ISO 13918
dotyczącej wyboru króćców w zależności od rodzaju spawanych elementów
Rodzaj załączników Oznaczenie tulei zgodnie z normą
Oznaczenie Oznaczenie zgodnie z normą ISO
13918
Trzpień z pełnym gwintem
Trzpień z gwintem wewnętrznym
Pionek
Kotwa do betonu
Częściowy trzpień gwintowany PD PF
Trzpień o zredukowanym trzpieniu RD RF
Czy to widełków standardowych, czy widełków z pazurem, adapter musi pasować do ceramiki
DD
ID
UD
SD
ISO 13918
UF
PL
Zbyt duży adapter
15
Page 16

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
6.2. PROCEDURA WYMIANY ADAPTERA CERAMICZNEGO
Standardowe widełki Pazur widełek
Odkręcić dwie śruby i zdjąć płytę adaptera Odkręcić śrubę i wyciągnąć pazur
ARCPULL 700
Ponownie umieścić właściwą płytę adaptera, frezowanie
na zewnątrz, i dokręcić dwie śruby.
Przesuń właściwy pazur do oporu i ponownie dokręć
górną śrubę.
7. MONTAŻ AKCESORIÓW I REGULACJA PISTOLETU
Montaż akcesoriów i ich regulacja na pistolecie muszą być wykonane :
- pistolet podłączony do generatora
- produkt zasilany
- zakończono fazę inicjalizacji pistoletu (żądanie pociągnięcia za spust)
Appui gachette
7.1. STANDARDOWE ZASTOSOWANIE WIDELCA, PAZUR LUB ZABEZPIECZENIE PRZED GAZEM (RYS.
3 - STR. 8)
Przykręcić uchwyt elektrody na wałek pistoletu (nr
4)
Umieść wkładkę w uchwycie elektrody.
Końcówka wkładki jest skierowana w stronę pisto-
letu
16
Page 17

Instrukcja obsługi
Upewnij się, że pokrętło blokujące jest otwarte (nr
4)
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
W przypadku spawania pod osłoną ceramiczną ferruli: umieścić ceramiczną tuleję na adapterze
Nagwintować widełki do pistoletu (otwory nr 3)
Jeśli broń jest obsługiwana ręcznie, ustawić widełki
tak, aby końcówka wkładu lekko wystawała (0,52mm) z ceramicznego ferruli lub uszczelki.
Jeśli stacja jest sterowana przez PLC (§ 9), wyregulować widełki tak, aby ceramiczne trzpienie lub
końcówka uszczelki znalazły się idealnie w jednej
linii z końcówką wkładu.
Zamknąć pokrętło blokujące.
Pokrętło otwarte
0.5 do 2 mm
Koło zamknięte
PL
Wyrównane (0
mm), jeśli sterowane przez
PLC
W przypadku spawania w osłonie gazu : podłączyć
wąż gazowy z widelca do złącza pistoletu.
Wyjaśnienia: Części należy przykręcić za pomocą klucza. Należy unikać używania szczypiec.
7.2. ZASTOSOWANIE AKCESORIÓW DO MONTAŻU PIERŚCIENI ŚCIĄGAJĄCYCH ARCPULL RIVET BOX
700 (RYS. 3 - STR. 8)
Odkręcić górną śrubę kołnierza przedniego pistoletu i
zastąpić ją śrubą z łbem sześciokątnym.
Nakręcić wtryskiwacz gazu na oś pistoletu (n°4 - rys. 3).
Nakręcić lekko nakrętkę radełkowaną na wylot
wtryskiwacza gazowego.
17
Page 18

Instrukcja obsługi
Ustawić uchwyt pierścieniowy do oporu na wtryskiwaczu
gazowym i dokręcić nakrętkę radełkowaną.
Upewnić się, że pokrętło blokujące jest otwarte (nr 4 na
rysunku 3 na stronie 8).
Wcisnąć widełki sprężyny do pistoletu do oporu (otwór nr
3 na rysunku 3 na stronie 8).
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Pokrętło otwarte Koło zamknięte
Podłączyć wąż wtryskiwacza gazu do złącza pistoletu.
Ustawić pierścień ściągający w uchwycie pierścieniowym
do oporu.
7.3. STOSOWAĆ JAKO WYPOSAŻENIE DODATKOWE DO INSTALACJI ARCPULL RIVET BOX 700 RIVET
EXTRACTOR ROD
Włóż pręt do ściągania nitów ze stali
nierdzewnej do uchwytu kołka rozporowego i wyreguluj śrubę uchwytu kołka
rozporowego tak, aby wysunął się na
13,5 do 15 mm z uchwytu kołka rozporowego.
Dokręcić nakrętkę zabezpieczającą.
Odkręcić górną śrubę kołnierza przed-
niego pistoletu i zastąpić ją śrubą z łbem
sześciokątnym.
13.5 do 15 mm
Przykręcić wtryskiwacz gazu na osi
pistoletu (n°4 rys. 3 strona 8).
Nakrętkę dyszy (≠ nakrętki radełkowanej) lekko nakręcić na wylot
wtryskiwacza gazowego.
18
Page 19

Instrukcja obsługi
Ustawić uchwyt kołka rozporowego
aż do oporu wtryskiwacza gazowego i
dokręcić nakrętkę dyszy.
Upewnić się, że pokrętło blokujące jest
otwarte (nr 4 na rysunku 3 na stronie 8).
Włożyć widełki z długą lufą do pistoletu
do oporu (otwór nr 3, rysunek 3, strona
8).
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Pokrętło otwarte Koło zamknięte
Zamknąć pokrętło blokujące.
Podłączyć wąż wtryskiwacza gazu do
złącza pistoletu.
8. POSTĘPOWANIE Z BRONIĄ
8.1. SPAWANIE PIERŚCIENI ŚCIĄGAJĄCYCH
1. Zamontować przystawkę do pierścienia ściągającego z zestawu ArcPull Rivet Box 700 (patrz sekcja 7.2).
2. Ustawić zaciski gruntowe na płycie nośnej tak, aby pomiędzy zaciskami a obszarem spawania pierścienia była
równa odległość (patrz §5.7).
3. W przypadku napraw blacharskich samochodów, konieczne jest usunięcie farby w miejscu, w którym znajdują się
zaciski.
4. Wybierz odpowiednią synergię dla pierścienia, który ma być zgrzewany.
5. W przypadku obsługi ręcznej : wyłączyć cyfrową sprężynę «Flex» (patrz
rozdział 9.3.2).
PL
19
Page 20

Instrukcja obsługi
6. Włożyć pierścionek do uchwytu na pierścionki
7. Odblokować pręty nośne za pomocą pokrętła
8. Umieść pistolet na blasze i zetknij pierścień z blachą. Gdy tylko pistolet
wyda sygnał dźwiękowy lub zapali się jego dioda kontaktowa (niebieska),
zablokować pręty nośne za pomocą pokrętła.
9.
Nacisnąć spust, przytrzymując pistolet mocno
przy płycie podporowej.
10. Po zakończeniu spawania, odblokuj pokrętło, aby zwolnić bolce i podnieś
pistolet, aby zwolnić pierścień.
8.2. SPAWANIE WKŁADEK INNYCH NIŻ PIERŚCIENIE ŚCIĄGAJĄCE 23
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1. Zamontować i wyregulować osprzęt (widły z ceramicznymi okuciami), widełki
zabezpieczające przed gazem, akcesorium do wyciągania nitów)
2. Ustawić zaciski gruntowe na płycie nośnej tak, aby pomiędzy zaciskami a obszarem spawania pierścienia była równa odległość (patrz §3.7). Miejsca masowania
muszą być czyste i wolne od tłuszczu.
3. Wybierz odpowiednią synergię, lub, w przypadku pracy ręcznej : włączyć
sprężynę cyfrową «Flex» (patrz §9.3.2).
4. Umieść pistolet na blasze. Gdy tylko pistolet wyda sygnał dźwiękowy lub zapali
się jego dioda kontaktowa (niebieska), nacisnąć pistolet tak, aby akcesorium było
prawidłowo dociśnięte do blachy (nie może być żadnych ruchów przechylających).
5.
Nacisnąć spust, przytrzymując pistolet mocno
przy płycie podporowej.
6. Po zakończeniu spawania, podnieść pistolet, aby uwolnić łatę.
20
Page 21

Instrukcja obsługi
9. DZIAŁANIE PRODUKTU
Rys. 3: Widok na klawiaturę generatora
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1
2
3
1 Wyświetlacz
2 Przycisk G+
3 Przycisk G-
4 Przycisk D+
5 Przycisk D-
6 Menu główne/przycisk włączania
7 Przycisk Wstecz/Anuluj
4
5
PL
6 7
Produkt posiada tryby pracy synergicznej i manualnej, jak również sposób zapisywania i przywoływania konguracji
spoin.
Kiedy się uruchamia, ArcPull700 powróci do trybu, w którym znajdował się w momencie ostatniego wyłączenia.
Zmiana trybu pracy (ręczny lub synergiczny) oraz przywołanie konguracji spawania odbywa się za pośrednictwem
menu głównego.
Jeśli na tym generatorze używany jest pistolet ArcPull200-350, komunikat
«GUN INADAPTED» pojawi się na ekranie, gdy tylko prąd spawania wybranej synergii lub konguracji spawania będzie wyższy niż 350A.
Ten komunikat znika, gdy tylko pistolet zostanie odłączony.
W przypadku obsługi ręcznej (nie dotyczy przywołania konguracji spawania), prąd jest ograniczony do 350A.
9.1. SPAWANIE W TRYBIE SYNERGICZNYM
W trybie Synergy, wysokość łuku, czasy i prądy poszczególnych faz spawania są określane automatycznie przez
produkt. Synergia jest więc określona przez rodzaj spawanej części, jego materiał, jego zabezpieczenie gazowe, jego
wielkość i blacha pomocnicza.
Typ gazu, który ma być użyty, jest wyświetlany na wyświetlaczu. W przypadku niewłaściwej polaryzacji pistoletu, na
PISTOLET INADAPTE
21
Page 22

Instrukcja obsługi
message
Fe Prog 3
message
wyświetlaczu pojawia się komunikat i dioda LED awarii (czerwona), pistoletu, błyska.
Różne parametry spawania są ustalone dla przystawek sprzedawanych przez GYS.
Te synergie pozostają ważne dla dłuższych wkładek (do 100mm), o ile są one tego samego typu i z tego
samego materiału, co wkładki sprzedawane przez GYS (zgodnie z ISO 13918).
Synergie elementów aluminiowych (z wyjątkiem pierścieni ściągających), zostały stworzone na blachach nośnych
podgrzanych do temperatury 50-60°C.
Zaleca się wcześniejsze wykonanie próbnego spawania na próbnej blasze nośnej, aby upewnić się, że spoina jest w
dobrym stanie.
Zostanie wyświetlony ekran główny trybu Synergia:
1 - Materiał, z którego wykonany jest element : AlMg, Fe, itp.
2 - Rodzaj zabezpieczenia jeziorka spawalniczego : No Gaz, Ferrule, lub zalecany typ gazu
3 - Piktogram elementu, który ma być spawany
4 - Grubość blachy, do której będzie spawany element
5 - «Connect» jest wyświetlany, jeśli stacja jest sterowana przez PLC (patrz § 10)
6 - «Prog» po którym następuje wyświetlenie numeru w przypadku zapisanej konguracji spoiny (patrz §9.3.3).
7 - Obszar komunikatów określających status produktu (patrz § 9.3)
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1
2
3
9.1.1. TYP SPAWANEGO ELEMENTU
Z wyświetlonej na ekranie synergii, określonej przez typ części(3), jego materiał (1) i jego ochronę (2), możliwa jest
jedynie zmiana rozmiaru części (M6, M8, itp.) za pomocą przycisków G+ i G- bez konieczności przechodzenia przez
menu ustawień (patrz § 9.4.1).
Części
zgłoszony
Pierścień
ściągający
Pręt
do wyciągania nitów
Nazwa elektrody
w menu ustawień
synergii
Pierścień
Pręt W przypadku wyboru synergii pręta
Kołek z
gwint
wewnętrzny
Wkładka Synergie związane z krótkotrwałymi
ArCo_8% Connect
M10 4.0
zone de
zone de
7
Piktogramy Komentarze Visual
Naciśnięcie klawiszy G+ i G- powoduje
przewinięcie wszystkich synergii pierścieniowych zawartych w stacji. Materiał (1)
i ochrona przeciwgazowa (2) są aktualizowane dynamicznie.
odciągającego nity, wskaźnik grubości (4)
zmienia się automatycznie i odpowiada
średnicy w milimetrach usuwanego łba
nitu.
sworzniami z gwintem wewnętrznym typu
US.
Wartość Mx odpowiada gwintowi
wewnętrznemu trzpienia.
6
5
4
22
Page 23

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Kołek
(i pionek)
Kotwa do
betonu
Gwóźdź
izolacyjny
Płytka masowa
Kołek z
wątek
gruby
Kołek Synergie towarzyszące:
• Stal niskowęglowa (Fe) i stal nierdzewna
: trzpień gwintowany typu DD
• Stal pokryta miedzią (FeCu) : krótkotrwały trzpień gwintowany typu PS
zastaw krótkoterminowy typu amerykańskiego
Kotwica Synergie związane z kotwami do betonu
typu SD
Gwóźdź
Działka
Klip Wartość Tx odpowiada średnicy gwintu
Wartość Mx odpowiada gwintowi śruby.
klipsa.
9.1.2. ÉPAISSEUR DE LA TÔLE SUPPORT
Grubość wyświetlana w milimetrach.
Aby zwiększyć lub zmniejszyć grubość blachy, do której będzie spawany element, naciśnij klawisze D+ i D-.
PL
Zakresy grubości, które można wybrać, są powiązane z typem, wielkością i materiałem spawanego przedmiotu.
Jeśli grubość blachy jest mniejsza niż wyświetlana na ekranie, blacha nośna może być zdeformowana przy zgrzewie.
Gdy wyświetlana jest stacja , grubość blachy jest na tyle duża, że nie ma już wpływu na parametry spawania
synergii.
Jeśli ten piktogram nie jest wyświetlany, wtedy osiągnięta została maksymalna grubość blachy. Poza tą grubością,
spawanie elementu nie jest już gwarantowane.
Uwaga 1: W przypadku wyboru synergii pręta odciągającego nity, grubość zmienia się (piktogram ) i odpowiada
średnicy łba nitu w milimetrach.
Uwaga 2: Podczas przełączania z trybu Synergy na tryb Manual, wszystkie parametry spawania (prądy, czas, wysokości, itp.) związane z synergią są przenoszone do trybu Manual. Umożliwia to precyzyjne dostrojenie ustawień stacji,
jeśli wybrana synergia nie odpowiada oczekiwanemu rezultatowi (spawanie zbyt silne lub za mało energii).
9.2. SPAWANIE W TRYBIE MANUAL RĘCZNYM
W trybie ręcznym, czasy, prądy, wysokość podnoszenia wkładki oraz aktywację sprężyny cyfrowej muszą zostać
wprowadzone przez użytkownika.
Na ekranie głównym trybu ręcznego są wyświetlane:
1 - czas łuku w milisekundach (patrz § 4)
2 - Prąd łuku (patrz § 4)
3 - «Prog» po którym następuje wyświetlanie numeru w przypadku zapisanej konguracji spoiny (patrz §9.3.3).
4 - «Connect» jest wyświetlany, jeśli stacja jest sterowana przez PLC (patrz § 10)
5 - Obszar komunikatów określających status produktu (patrz § 9.3)
23
Page 24

Instrukcja obsługi
Prog 4
message
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
3
Connect
t
1
100 550
ms I A
4
2
zone de
5
Aby zwiększyć lub zmniejszyć czas łuku (wartość ), naciśnij klawisze G+ i G-.
Aby zwiększyć lub zmniejszyć prąd łuku (wartość ), naciśnij klawisze D+ i D-.
Aby zmienić pozostałe parametry spawania ręcznego (prąd i czas kroków spawania), patrz rozdział «Ustawienia
ręczne»
9.3. LISTA KOMUNIKATÓW WYŚWIETLANYCH W DOLNEJ CZĘŚCI EKRANU SPAWANIA
Wiadomość Opis
Pistolet odłączony Do urządzenia nie jest podłączony żaden pistolet
Teksas odłączony Dodatni teksas pistoletu nie jest podłączony do generatora (nr 6 - rys. 2).
Odwrócony Teksas (Tylko w trybie synergicznym). Biegunowość teksasu jest odwrócona w stosunku do biegu-
nowości wymaganej przez synergię.
Gotowy Cykl odpoczynku dobiegł końca, produkt jest dostępny do spawania
Tylko ruch Pociągnięcie spustu zostało wykryte bez kontaktu płytki z płytką nośną. Pistolet wykonuje
wtedy samodzielnie ruch mechaniczny, generator nie jest włączony.
Kontakt Produkt wykrywa, że wkładka styka się z blachą nośną. Jeśli spawanie odbywa się w osło-
nie gazu, zawór elektromagnetyczny gazu otwiera się dla gazu wstępnego.
Spawanie Trwający cykl spawania
Zakończono spawanie Cykl zgrzewania jest zakończony
Pre-gas Wyświetlane, gdy pociągnięcie za spust zostanie wykryte przed upływem czasu gazu
wstępnego (patrz sekcja 9.4.4). Tak, aby spawanie mogło się odbyć, konieczne jest
pozostawanie w pozycji (wkładka zawsze w kontakcie z blachą nośną), i czekać na koniec
pregazu.
Utrata kontaktu Wyświetlany, gdy kontakt pomiędzy wkładem a blachą nośną został utracony przed
upływem czasu wstępnego nagrzewania.
Zerwanie łuku
Podczas cyklu spawania nastąpiło przerwanie łuku.
Konieczne jest sprawdzenie spoiny.
Podnośnik pistoletowy Wyświetlany po zakończeniu cyklu spawania, czy pistolet nadal znajduje się w pozycji na
blasze
9.4. GŁÓWNE MENU
Aby uzyskać dostęp do menu głównego z trybów Synergy i Manual, Naciśnij .
24
Page 25

Instrukcja obsługi
Menu Principal
Réglages Synergie
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
> Réglages
Mode Synergique
Programmes
Configuration
Naciskaj przyciski G+ i G-, aby przesuwać kursor > z jednej pozycji do drugiej. Wybierz pozycję, naciskając przycisk
.
• «Ustawienia» uzyskuje się dostęp do parametrów spawania (synergiczne lub ręczne)
• «Tryb ręczny» / «Tryb synergiczny» zmienia tryb spawania urządzenia
• «Programy» dostęp do funkcji zapisywania lub przywoływania konguracji spoin zapisanych przez użytkownika
• «Konguracja» umożliwia dostęp do zaawansowanej konguracji stacji roboczej (języki, zarządzanie gazem, informacje, itp.)
Naciśnij przycisk wstecz , aby powrócić do ekranu spawania.
9.4.1. MENU USTAWIEŃ TRYBU SYNERGII
Podczas pracy w trybie synergicznym, menu ustawień pozwala wybrać rodzaj spawanej wkładki, jego rozmiar, jego
materiał i rodzaj zabezpieczenia gazowego.
W trybie Synergy, ustawienia wybierane są w kolejności od góry do dołu:
1 - Typ elementu «Elektroda» : kołek, gwóźdź, pierścień, itp.
2 - Rozmiar poprawki «EP. elec»: Mx, Øx, itp.
3 - Materiały, z których wykonano element : Fe, FeZn, FeCu, Al, itp.
4 - Typ zabezpieczenia spoiny : Ferrule, Nogaz, lub z gazem
Wyjaśnienia: Gdy spawanie ma być wykonane w osłonie gazu, wyświetlany gaz jest tym, który jest zalecany do zagwarantowania wytrzymałości spoiny (patrz § 5.3). W przypadku, gdy ten gaz nie jest dostępny, może być konieczne
przejście do trybu ręcznego (patrz § 9.2).
> Electrode > Goujon
Kolejność ustawiania
EP. élec. M10
Matériau Fe
Gaz ArCo8%
PL
Naciskaj przyciski G+ i G-, aby przesuwać kursor w lewo, i naciskaj przyciski D+ i D-, aby zmieniać wartości poszczególnych elementów.
Naciśnięcie przycisku powoduje zatwierdzenie ustawień synergii i powrót urządzenia do ekranu spawania synergicznego.
Naciśnij przycisk wstecz, aby odrzucić ustawienia i wrócić do menu głównego.
25
Page 26

Instrukcja obsługi
Réglages Manuel
Ressort > ON
9.4.2. USTAWIENIA MENU W TRYBIE RĘCZNYM
Podczas pracy w trybie ręcznym, menu ustawień pozwala na indywidualne ustawienie wszystkich parametrów istotnych dla danej spoiny.
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
1
2
3 4
Naciskanie klawiszy G+ i G- powoduje podświetlenie wybranego parametru. Naciśnięcie przycisków D+ i D- powoduje
zmianę wartości tego parametru.
1 - Cyfrowa sprężyna «ex»:
• Zwalnia (ON) lub blokuje (OFF) wałek napędowy uchwytu elektrody, gdy element styka się z blachą nośną.
• Zaleca się włączenie tej funkcji dla wszystkich przystawek z wyjątkiem pierścieni ściągających.
2 - Zajarzanie :
• Możliwość regulacji w zakresie od -2 do +8. Bezpośrednio wpływa na wartość zadaną przetwornicy mocy urządze-
nia.
• Przy 0 (domyślnie), produkt zapewnia optymalny zapłon bez ryzyka przerwania łuku przy podniesieniu wkładki, ograniczając jednocześnie prąd zwarciowy.
• Jeżeli łuk jest wielokrotnie przerywany, należy nieznacznie zwiększyć zapłon.
3 - Kruszenie tlenków : Ustawienie czasu (w milisekundach), i prądu kruszenia tlenków. Objaśnienia znajdują się w §
4.
6 & 7
5
4 - Łuk : Ustawienie czasu (w milisekundach), i prądu łuku. Objaśnienia znajdują się w § 4.
5 - Zaczepienie :
• Możliwość regulacji w zakresie od -2 do +8. Bezpośrednio wpływa na wartość zadaną przetwornicy mocy urządze-
nia.
• Przy 0 (domyślnie), produkt zapewnia optymalne trzymanie elektrody na blasze nośnej
6 - Wysokość :
• Wysokość (w milimetrach) uniesienia płytki podczas spawania.
• Zbyt duża wysokość spowoduje zwiększenie wydmuchiwania łuku (patrz punkt 5.7). Zbyt mała wysokość naraża
spoinę na zwarcie z powodu odkształcenia końcówki trzpienia podczas spawania.
7 - Siła :
• Możliwość regulacji od 0 do 4. Bezpośrednio wpływa na siłę zanurzenia elementu w jeziorku spawalniczym (kucie).
• W punkcie 0 siła zanurzenia wynosi zero, przy 4 to maksimum. W przypadku spoiny, która nie przestrzega stosunku
średnicy do maksymalnej grubości blachy (patrz §5.2). Może być konieczne zmniejszenie tej siły, aby uniknąć przebicia.
Naciśnięcie przycisku potwierdza ustawienia zgrzewu i powoduje powrót urządzenia do ekranu zgrzewu ręcznego.
Naciśnij przycisk wstecz, aby odrzucić ustawienia i powrócić do menu głównego.
26
Page 27

Instrukcja obsługi
Programmes
Configuration
Info
9.4.3. MENU PROGRAMU
Można zapisać do 99 różnych konguracji spoin, zarówno synergicznych, jak i ręcznych.
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
> Sauvegarder
Rappeler
Effacer
Effacer tout
Za pomocą klawiszy G+ i G- przesuń lewy kursor i wybierz jedną z 4 funkcji w menu Programy (zapisz), wycofanie,
skasować, usuń wszystko).
Naciśnięcie przycisku otwiera wskazaną funkcję.
Naciśnij przycisk wstecz, aby powrócić do menu głównego.
Gdy konguracja spawania jest zapisywana lub przywoływana, «Prog», a następnie numer programu jest wyświetlany
na ekranie spawania (synergicznego lub ręcznego).
PL
9.4.4. MENU KONFIGURACJA
> Pregaz > 400ms
Postgaz 400ms
Langue FR
Compteurs
Reset machine
Naciskając klawisze G+ i G- przesuwaj kursor w lewo (Pre-gaz, Post-gaz, Język, Zresetować maszynę, Info.).
Gdy pozycje Pre-gaz, Post-gaz lub Język są wybrane, naciśnij klawisze D+ i D-, aby zmienić ich wartość.
Test Zakres ustawień Komentarz
Pre-gaz NoGas wtedy 0,2 s do 3 s Do wykonywania spawania w osłonie gazu, wskazane jest, aby gaz
wstępny wynosił co najmniej 0,4 s.
Post Gas NoGas lub 0,2 s do 3 s Gdy spawanie odbywa się w osłonie gazu, wskazane jest, aby gaz
wstępny wynosił co najmniej 0,4 s.
Język FR, GB, DE, NL, ES, IT, UK
Naciśnij przycisk wstecz, aby powrócić do menu głównego.
9.4.4.1. Liczniki
Gdy wybrano opcję «Liczniki», na ekranie wyświetlany jest :
- licznik dzienny : liczba prawidłowo wykonanych spoin od momentu uruchomienia produktu. Ten licznik jest zerowany
po ponownym uruchomieniu produktu
- licznik sumy : liczba spoin prawidłowo wykonanych przez wyrób od momentu opuszczenia fabryki.
27
Page 28

Instrukcja obsługi
Reset machine
pour valider
Info machine
Hard pistolet V7.0
9.4.4.2. Resetowanie maszyny
Po wybraniu opcji «Machine Reset» w menu Setup, Naciśnięcie powoduje wejście do podmenu resetowania maszyny.
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
:3sec
Naciśnij przez 3 sekundy, aby potwierdzić reset produktu.
Naciśnij Return , aby powrócić do menu Konguracja i anulować reset produktu.
Zresetowanie ArcPull700 spowoduje wyczyszczenie wszystkich ustawień spoin z menu programu,
spowoduje przełączenie produktu z powrotem na język francuski, a wartości Pre-gaz i Post-gaz powrócą
do wartości 0,4 s.
9.4.4.3. Panel informacyjny
Soft gene V3.0
Hard gene V1.0
Pistolet 700
Soft pistolet V3.0
Panel informacyjny pokazuje numery wersji software i hardward generatora oraz, jeśli pistolet jest podłączony, jego
typ (200-350, 700).
28
Page 29

Instrukcja obsługi
10. STEROWANIE POPRZEZ CONNECT PLC
ArcPull700 posiada złącze na panelu tylnym do sterowania PLC. Parametry spawania
muszą być ustawione z poziomu HMI produktu.
Gdy produkt jest sterowany przez PLC, na ekranie wyświetlany jest napis «Connect». W
trybie Connect, nie bierze się już pod uwagę pociągnięć za spust broni.
Zakres napięcia sterownika jest elektrycznie odizolowany od obwodów
sterowania i spawania produktu. Sterownik PLC może być odniesiony do
ziemi (przewód ochronny).
Wyjaśnienia: Wyregulować widełki pistoletu w sposób opisany w § 7.1.
Złącza, które mają być użyte do podłączenia do produktu:
- 1 x wtyczka TE Connectivity 206044-1
- 10 x TE Connectivity 66103-8 styk męski
- 1 x TE Connectivity body 206070-8
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
3
2
1
4
5
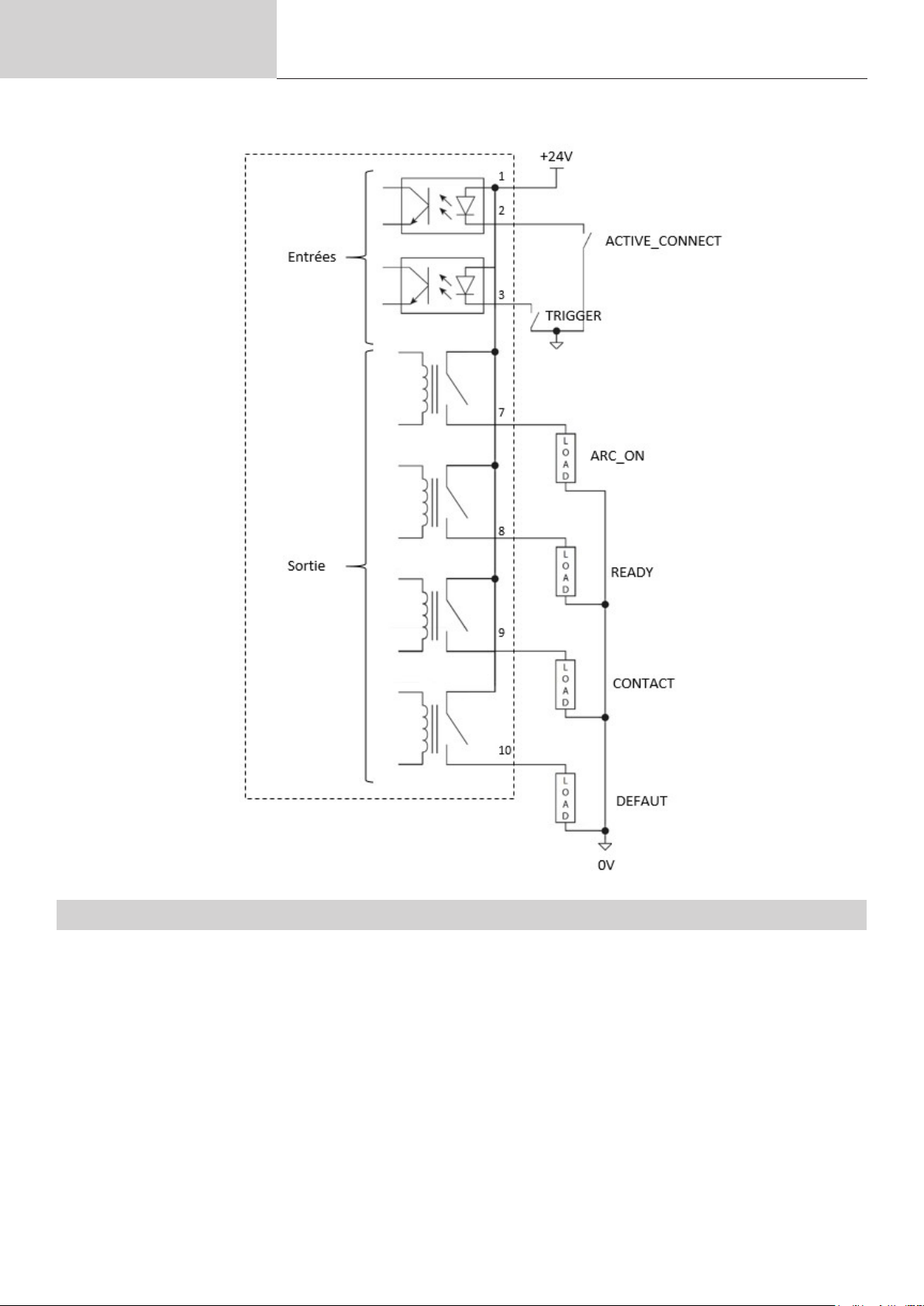
10.1. PRZYPISANIE WEJŚĆ/WYJŚĆ
Sterowanie odbywa się za pomocą styków suchych w obwodzie zakrytym (CO) lub zamkniętym (CC) w stosunku do 0
V sterownika PLC.
Nazwa sygnału Połączenie Typ Opis
+24V Pin nr 1 Zasilanie Należy zapewnić zasilanie +24 V.
TRIGGER Pin nr 2 Wejście DC do 0V: sterowanie PLC włączone
CO : nieaktywne sterowanie PLC
ACTIV_CONNECT Pin nr 3 Wejście Gdy DC jest otwarty przy 0 V : początek cyklu spawania
ARC_ON Pin nr 7 Wyjście 24 V : Trwający cykl spawania
0 V : Nie trwa żaden cykl zgrzewania
GOTOWE Pin nr 8 Wyjście 24 V : Pozycja dostępna do spawania
0 V : Pozycja w fazie odpoczynku (niedostępna)
KONTAKT Pin nr 9 Wyjście 24 V : Element w kontakcie z blachą i dostępnym maszyna do
zgrzewania (READY= 24 V)
0 V : Nie wykryto kontaktu
DEFAULT Pin nr 10 Wyjście 24 V : Wykryto usterkę
0 V : Brak wady
PL
29
Page 30
Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
10.2. CHARAKTERYSTYKA TECHNICZNA WEJŚĆ/WYJŚĆ I ZASILANIA
Zasilanie : zapewniają zasilanie +24V 1,6 A max
Wejścia : maks. pobór mocy 10 mA na wejście
Wyjścia : maks. prąd 100 mA
Izolacja dielektryczna : 2 kVAC 50/60 Hz przez 1 minutę
Rezystancja izolacji 1 GΩ przy 500 VDC
30
Page 31

Instrukcja obsługi
10.3. CHRONOGRAMY
10.3.1. INICJALIZACJA ZASILANIA
W przypadku sterowania za pomocą sterownika PLC, inicjalizacja produktu wymaga:
- na pistolecie nie montuje się żadnych przystawek
- na wałek napędowy uchwytu elektrody pistoletowej nie mogą oddziaływać żadne naprężenia mechaniczne
Aktywacja sterowania PLC może nastąpić przed lub po włączeniu produktu.
Po włączeniu produktu, i przed rozpoczęciem inicjalizacji pistoletu należy zachować 5 s czas inicjalizacji elektroniki
produktu.
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
Mise
sous tension
ACTIVE
CONNECT
TRIGGER
READY
400 VAC
0 V
24 V
0 V
durée ≥ 5 s
PL
Mise sous tensions du produit
Déclenchement trigger pour
Activation du pilotage par automate
peut se faire avant la mise sous tension
initialisation du produit
Initialisation du pistolet
Poste disponible pour souder
31
Page 32

Instrukcja obsługi
10.3.2. CYKL SPAWANIA
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
ACTIVE
CONNECT
READY
CONTACT
TRIGGER
ARC_ON
24 V
24 V
24 V
24 V
24 V
0 V
0 V
1
durée ≥ Prégaz
0 V
2
0 V
1
durée ≥ Postgaz
0 V
robot en mouvement robot en mouvement robot en mouvement robot en position de soudagerobot en position sur le point de soudage
Activation pilotage par automate
Mise au contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle
de soudage
Fin du cycle de soudure
Début du cycle de repos
Fin du cycle de repos
Poste disponible pour souder
Mise en contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle de
soudage
Trigger non pris en compte car :
- poste en cycle de repos
- pistolet toujours sur la pièce rapportée précédente
Uwaga 1: Po wykryciu KONTAKTU, przed rozpoczęciem cyklu spawania należy odczekać czas co najmniej równy
czasowi trwania gazu wstępnego (patrz § 9.3.4). Podobnie, po zakończeniu spawania, konieczne jest odczekanie
czasu co najmniej równego post-gazowi przed poruszeniem pistoletu.
Uwaga 2: Po zakończeniu cyklu spawania, pistolet musi być zwolniony z blachy i nie może stykać się z
płytą nośną, dopóki stacja nie wyjdzie z fazy spoczynku (READY przełączone z powrotem na 24V).
32
Page 33

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
ARCPULL 700
11. KOMUNIKAT O BŁĘDZIE, ANOMALIE, PRZYCZYNY, ROZWIĄZANIA
Materiał ten posiada system kontroli awarii i uszkodzeń. W przypadku awarii, mogą być wyświetlane komunikaty o błędach.
Komunikat o błędzie Oznaczenie Przyczyny Rozwiązania
Ochrona termiczna gene-
ratora.
DEFAUT THERMIQUE
Zbyt długi cykl pracy. Przed wznowieniem spawania
zaczekaj, aż wskaźnik zgaśnie.
DEFAUT SECTEUR
TOUCHE APPUYEE
DEFAUT COM.
DEFAUT THERMIQUE
Błąd napięcia sieci zasilającej.
Napięcie sieciowe poza tolerancją lub brak jednej fazy.
Błąd klawiatury. Klawisz na klawiaturze jest
naciskany, gdy produkt jest
włączony.
COM. usterka leży po
stronie pistoletu.
Komunikacja między
działem a generatorem jest
uszkodzona.
Ochrona termiczna pis-
Zbyt długi cykl pracy. Przed wznowieniem spawania
toletu.
Zleć sprawdzenie insta-
lacji elektrycznej osobie
upoważnionej. Przypomnienie:
stacja jest przeznaczona do
pracy w sieci trójfazowej 400-480
Vac 50/60 Hz
Klawiatura powinna zostać
sprawdzona przez wykwalikowany personel.
PL
Podłącz ponownie pistolet i włącz
stację.
Jeśli usterka nadal występuje,
zlecić sprawdzenie produktu
przez wykwalikowany personel.
zaczekaj, aż wskaźnik zgaśnie.
Błąd silnika pistoletu. Mechanizm pistoletu jest
zablokowany.
Podłącz ponownie pistolet i włącz
stację.
Jeśli usterka nadal występuje,
SONDE DECONNECTEE
zlecić sprawdzenie broni przez
wykwalikowany personel.
Usterka czujnika temperatury przewodów.
Czujnik temperatury jest
odłączony.
Klawiatura powinna zostać
sprawdzona przez wykwalikowany personel.
DEFAUT MOTEUR
WARUNEK GWARANCJI FRANCJA
Gwarancja obejmuje wszelkie wady i usterki produkcyjne przez 2 lata, od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
• Wszelkich innych uszkodzeń powstałych w wyniku transportu.
• Zwykłego zużycia części (Np. : uchwyt elektrody, pręty do odzysku masy, itp.).
• Incydenty wynikające z niewłaściwego użytkowania (błąd zasilania, spadek, demontaż).
• Awarie związane ze środowiskiem (zanieczyszczenie, rdza, pył).
W przypadku awarii, zwrócić urządzenie do dystrybutora, dołączając :
- dowód zakupu (paragon) z datą, fakturę (...)
- notatkę z wyjaśnieniem usterki.
33
Page 34

GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS Italia
Filiale / Filiale
Vega – Parco Scientico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
ITALIA
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
 Loading...
Loading...