

Page 1
NOTICE D’UTILISATION ............................................................. 2/3-5/21-24
USER’ MANUAL ........................................................................... 2/6-8/21-24
BETRIEBSANLEITUNG .............................................................. 2/9-11/21-24
MANUAL DEL USUARIO .......................................................... 2/12-14/21-24
ИНСТРУКЦИЯ ......................................................................... 2/15-17/21-24
MANUALE D’USO ..................................................................... 2/18-20/21-24
73502_V2_24.11.2015
Page 2
2
I
II
III
P L 1 2 3 4 5 6 7 8 9 H
V 70 V 75 V 80 V 85 V 90 V 100 V 108 V 118 V 125 V 135 V 150 V
①
② ③ ④
⑥
⑤
Page 3
3
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention cette notice :
Cet appareil a été conçu pour effectuer des soudures de goujons M4 en carrosseri e pour élimination de bosses et
d’impacts sur les carrosseries en aluminium.
Attention :
Pour un fonctionnement optimal, il est préconisé d'utiliser les câbles de masse et l e pistolet complet livrés d'origine.
ALIMENTATION ÉLECTRIQUE
Alimentation monophasée de 110V à 240V 50Hz/60 Hz avec terr e. Disjoncteur 16A courbe C ou fusibles 16A (mini: 5A).
NB : Si l’appareil fait déclencher la protection de l’installation électrique, vérifier le calibre et le type de
disjoncteur ou de fusibles utilisés.
• Ces appareils sont de Classe A. Ils sont conçus pour un emploi dans un environnement industriel ou professionnel.
Dans un environnement différent, il peut être difficile d’assurer la compatibilité électromagnétique, à cause de
perturbations conduites aussi bien que rayonnées. Ne pas utiliser dans un environnement comportant des poussières
métalliques conductrices.
• Attention, ces matériels ne respectent pas la CEI 61000-3-12. S’ils sont destinés à être connectés au système public
d’alimentation basse tension, il est de la responsabilité de l’utilisateur de s’assurer qu’ils peuvent y être reliés.
Consulter si nécessaire l’opérateur de votre réseau de distribution électrique.
Le segment horizontal au centre de l’afficheur clignote en rouge pour indiquer que l’appareil est alimenté en veille.
L’appareil se met en protection si la tension d'alimentation est supérieure à 265V. L’appareil empêche la charge des
condensateurs. Pour indiquer ce défaut, les 3 segments horizontaux au centre de l’afficheur s’ allument tant que le défaut
est présent.
Charge des condensateurs : le clignotement de l’afficheur indique que le GYSPOT ALU PRO FV est en train de charger
les condensateurs à la valeur de cons igne. En cas de défaut de charge des condensateurs, le message « DEF » s’affiche.
Eteindre et rallumer l’appareil. Si le message persiste, veuillez contacter le service aprè s vente de la société GYS.
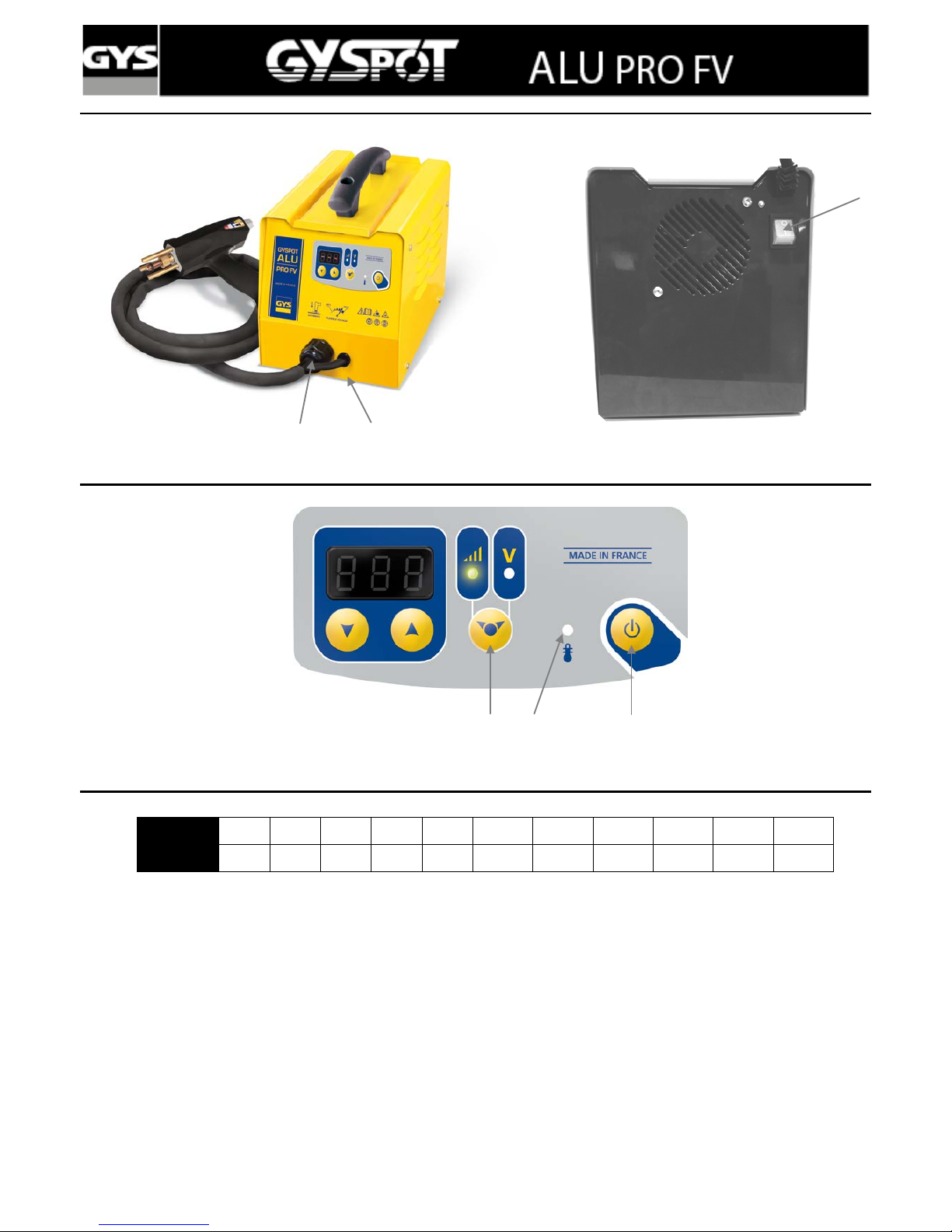
DESCRIPTION DE L’APPAREIL (Cf. Page 2)
Le débosseleur GYSPOT ALU PRO FV permet de débosseler les carrosseries en aluminium en soudant des goujons M4 en
aluminium par décharge de condensateur. Les condensateurs ont une capacité de 53 milliFarads.
Sortie câble pistolet (Fig. I-)
Sortie câble de masse (Fig. I-)
La face avant de l’appareil a un clavier avec 4 touches et un af ficheur à LEDs 7 segments (Fig. II)
L’appareil est équipé d’un pistolet avec un faisceau de 3m.
Les 3 plots servent pour la masse et le maintien central à souder le goujon Ø4
M4 : Alu magnésium (Al Mg3) ou Alu silicium (AlSi12)
A l’allumage de l’appareil, un message d’erreur peut apparaitre indiquant que la gâchette est restée appuyée. Il est
possible que le bouton soit bloqué ou qu’il soit en court-circuit.
• Dans le premier cas, débloquer le bouton afin qu’il retrouve son état normal.
• Dans le second cas, merci de retourner le produit chez le fabricant.
Page 4

4
UTILISATION
Le GYSPOT ALU PRO FV a été conçu pour effectuer des travaux de réparation des carrosseries en aluminium, qui ont des
petites marques, des rayures ou des impacts de grêle.
Le GYSPOT ALU PRO FV soude les goujons M4 par décharge de condensateur. Celle-ci se fait dès que l’embout du
pistolet est enfoncé. La soudure est très rapide (2 à 3 millisecondes).
L’appareil peut être programmé en deux modes différents :
- Mode tension : La tension est programmable de 50 à 200 V.
- Mode puissance : La puissance est programmable de L, 1-9, H:
o Le passage d’un mode à l’autre se fait en appuyant sur la touche mode (Fig. II-
)
o Tableau de correspondance puissance en fonction de la tension (Cf. Fig. III).
o Appuyer sur le commutateur marche/arrêt situé à droite du clavier (Fig. II-
)
o
Remarque : la masse rapide est montée d’office
o Décaper la zone à redresser, de manière à ce que les 3 plots laiton puissent faire le contact de masse contre la
carrosserie
o Positionner le goujon dans le mandrin. Ajuster si besoin la vis de réglage de butée du goujon (voir photos ci-
dessous)
o Pour avoir une bonne soudure, la tête du goujon doit dépasser d’un millimètre environ de l’embout (
)
o Le réglage de cette position de la tête du goujon se fait en vissant/dévissant l’écrou sur la vis de réglage
(
)
A la livraison du pistolet, la vis de réglage est desserrée et le curseur est en butée. Ce réglage permet d’exercer
une force d’environ 20 N au moment du déclenchement du tir, ce qui convient pour souder des goujons aluminium M4. La
vis permet de régler la force d’appui du ressort lorsque le tir est déclenché ainsi que de compenser son usure.
Régler la valeur de la tension par l’intermédiaire des touches + et -.
A la mise sous tension la valeur de la puissance par défaut est 5 ce qui correspond à 100 volts.
En général, la valeur pour avoir une bonne soudure d’un goujon de diamètre 4 pour effectuer un débosselage est de 90
V. Ce qui correspond à une puissance de 4.
La valeur de la tension augmente avec l’épaisseur des tôles. Attention, une tension trop élevée peut endommager le
support.
Pour une bonne soud ure, seul le « téton » du goujon doit être en contact avec la pièce.
Exercer une légère pression sur le pistolet sans écraser le « téton » du goujon, maintenir le pistolet perpendiculaire à la
tôle. La décharge des condensateurs se fait automatiquement dès que l’embout du pistolet est enfoncé dans la bague.
A cet instant le goujon est soudé. La durée de la soudure est inférieure à 3 millisecondes.
Pour un redressage optimum, nous conseillons de réchauffer la pièce.
Embout en cuivre à 4 fentes pour souder les
goujons M4 (diamètre Ø 4 mm)
Pistolet à déclenchement automatique sans
gâchette
La tête du goujon doit dépasser d’un millimètre environ.
Vis de réglage de la position du goujon
Le goujon doit être perpendiculaire à la tôle.
Ne pas exercer une pression trop forte pour ne pas écraser le téton. Seul le téton est en contact avec la tôle.
Une vis moletée avec un curseur permet de régler la compression du ressort lors du déclenchement du tir.
Page 5
5
PROTECTION THERMIQUE DU GENERATEUR
L’appareil est muni d’un système de protection thermique automatique. Ce système bloque l’utilisation du généra teur
pendant quelques minutes en cas d’utilisation trop intensive. Dans ce cas, le témoin jaune (fig. II-
) de défaut
thermique s’allume.
ENTRETIEN
• Avant de démonter la carrosserie de l’appareil, débrancher la prise du secteur. A l’intérieur, les tensions et
intensités sont élevées et dangereuses.
• L’entretien et les réparations ne peuvent être effectuées que par du personnel qualifié.
• Il est nécessaire d’assurer une maintenance préventive régulière en dépoussiérant l’intérieur du poste à l’aide d’une
soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par du personnel
qualifié.
• Contrôler régulièrement l’état du cordon d’alimentation. Si ce dernier est endommagé, il doit être remplacé par le
fabricant, son se rvice après-vente ou une personne de qualification similaire, afin d’éviter un danger.
SÉCURITÉ
L’utilisation d’un appareil de soudage par résistance peut être dangereux et causer des blessures graves,
voire mortelles. Protégez-vous et protégez les autres.
Respectez les instructions de sécurité suivantes :
Rayonnements de l’arc
Se protéger à l’aide d’un masque muni de filtres conformes EN 169 ou EN 379.
Pluie, vapeur d’eau, h u mi di té
Utilisez votre poste dans une atmosphère propre (degré de pollution ≤ 3), à plat et
à plus d’un mètre de la pièce à souder. Ne pas utiliser sous la pluie ou la neige.
Brûlures
Porter des vêtements de travail en tissu ignifugé (coton, bleu ou jeans).
Travailler avec des gants de protection et un tablier ignifugé.
Protéger les autres en installant des paravents ininflammables, ou les prévenir de
ne pas regarder l’arc et de garder une distance suffisante.
Incendies
Supprimer tous les produits inflammables de l’e space de travail.
Ne pas travailler en présence de gaz inflammable.
Chocs électriques
S’assurer que l’appareil soit raccordé à la ter r e. Ne pas toucher les pièces sous
tension. Vérifier que le réseau d’alimentation est adapté au poste.
Fumées
Ne pas inhaler les gaz et fumées de soudage. Utiliser dans un environnement
correctement ventilé, avec extraction artificielle si soudage en intérieur.
Perturbations
électromagnétiques
Près de l’appareil de soudage, vérifier :
Qu’il n’y ait pas d’autres câbles d’alimentation ni de lignes de contrôle, de câbles de
téléphone, d’appareils récepteur radio ou TV, de montres, de téléphones portables,
de cartes magnétiques, d’ordinateurs, ou tout autre appareillage électronique.
Chutes
Ne pas faire transiter le poste au-dessus de personnes ou d'objets.
Précautions Supplémentaires
Toute opération de soudage :
- Dans des lieux comportant des risques accrus de chocs électr iq ues,
- dans des lieux fermés,
- en présence de matériaux inflammables ou comportant des risques d’explosion
Doit toujours être soumise à l’approbation préalable d’un "responsable expert", et
effectuée en présence de personnes formées pour intervenir en cas d'urgence.
Les moyens techniques de protection décrits d ans la Spécification Technique
CEI/IEC 62081 doivent être appliqués.
Le soudage en position surélevée est interdit, sauf en cas d'utilisation de plates-
formes de sécurité.
GYS ne peut en aucun cas être tenu responsable des dommages aux personnes ou aux biens po uvant résulter de
l'utilisation de la machine dans les circonstances suivantes :
• Modification ou neutralisation des éléments de sécurité
• Non respect des recommandations figurant da ns la notice
• Modification des caractéristiques de l'ap p areil
• Utilisation d'accessoires inadaptés à l'appareil
• Non respect de la réglementation et des dispositions particulières à l'état ou au pays dans lequel est installé l'appareil.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ces appareils.
Il ne doit pas y avoir de personnes utilisant des appa r eils médicaux actifs
(pacemakers, proth ès es acoustiques…) dans un rayon minimum de 3 mètr es au to ur du poste.
Page 6
6
Thank you for choosing this GYS product; please read this instruction manual caref ully before installing and using the
product, and keep in a safe place for future reference.
This machine was conceived to weld φ 4 studs on car body for bumps and impacts elimination on Aluminium car body.
Caution:
For an optimal operation, it is recommended to use the earth cable and gun delivered with the machine.
ELECTRICITY SUPPLY
Single phase power supply from 1 10 to 240V 50/60Hz with earth. 16A Circuit breaker curve D or 16A fuse (mini 5A).
NB: If the product trips the circuit breaker, please check that the correct fuse and an adequate circuit
breaker are being used.
• These are A-class devices. They are designed to be used in an industrial or p rofessional environment. In a different
environment, it can be difficult to ensure electromagnetic compatibility, due to conducted disturbances as well as
radiation.
• Warning: these materials do not comply with IEC 61000-3-12. If they are to be connected to a low-voltage main
supply, it is the responsibility of the user to ensure they can be connected. If necessary consult the operator of your
electrical distribution system.
The horizontal segment at the centre of the display flashes red to indicate that the device is powered.
The GYSPOT ALU PRO FV protects itself if the voltage exceeds 265V. The device prevents the charge of the capacitors.
To indicate the failure, the 3 horizontal segments in the centre of the display light up.
Charge of the capacitors: A blinking display indicates that the GYSPOT ALU PRO FV is char ging the capacitors to the
setpoint. ‘DEF’ indicates that there is a capacitors charge fault. Switch off and relight the machine. If the message
persists, please contact after sales service department.
OPERATING AND SETTING (FIG I-II P.2)
The GYSPOT ALU PRO FV was designed to carry out repa ir s to aluminium car bodies, which have minor dings and dents,
marks, scratches or hail damages. Short charging ti mes and thus quick welding sequences are accomplished. The
capacitors have a capacity of 53 milliFarads .
Gun cable output (Fig. I-)
Earth cable output (Fig. I-)
The front panel has a keyboard wit h 4 keys and a LED display (Fig. II).
This device is equipped with:
- 1 earth cable (Length 3m – Ø 35mm²) with 3 brass te rminals for earth contact on the car bo dy.
- 1 pistol with a cable (length 3m - Ø 25 mm ²) to weld Ø 4 studs - M4: Alu magnesium (AlMg3), Alu silicon (AlSi12).
When switching on the product, an error message may come up indicating that the trigger has remain depressed. Either
the trigger has stuck or it may be in short-circuit.
• In the first case, simply release it and resume use.
• In the second case, the product will require return the manufacturer for service.
Page 7
7
OPERATION
The GYSPOT ALU PRO FV was designed to carry out repa ir s to aluminium car bodies, which have minor dings and dents,
marks, scratches or hail damages.
Short charging times and thus quick welding sequences are accomplished.
The robust construction ensures high reliability and high power-on time.
The GYSPOT ALU PRO FV welds M4 studs using capacitor discharge technology. The welding is very fast (2 to 3
milliseconds).
The GYSPOT ALU PRO FV has 2 operating modes:
- Voltage programming mode: from 50 to 200 Volt.
- Power programming mode: L,1-9,H. L means low, H means high:
o Switching from voltage mode to power mode is done by pressing the ‘mode’ key (Cf. Fig II-
). See table Power vs
Voltage (Cf. Fig. III).
o Press the on/off switch on the rig ht of the keyboard (Cf. Fig. II-
).
o Notice: the earth adapter is factory mounted
o Grind the area which needs to be straightened, such t hat the 3 brass pads can make the ground contact with the
aluminium car body .
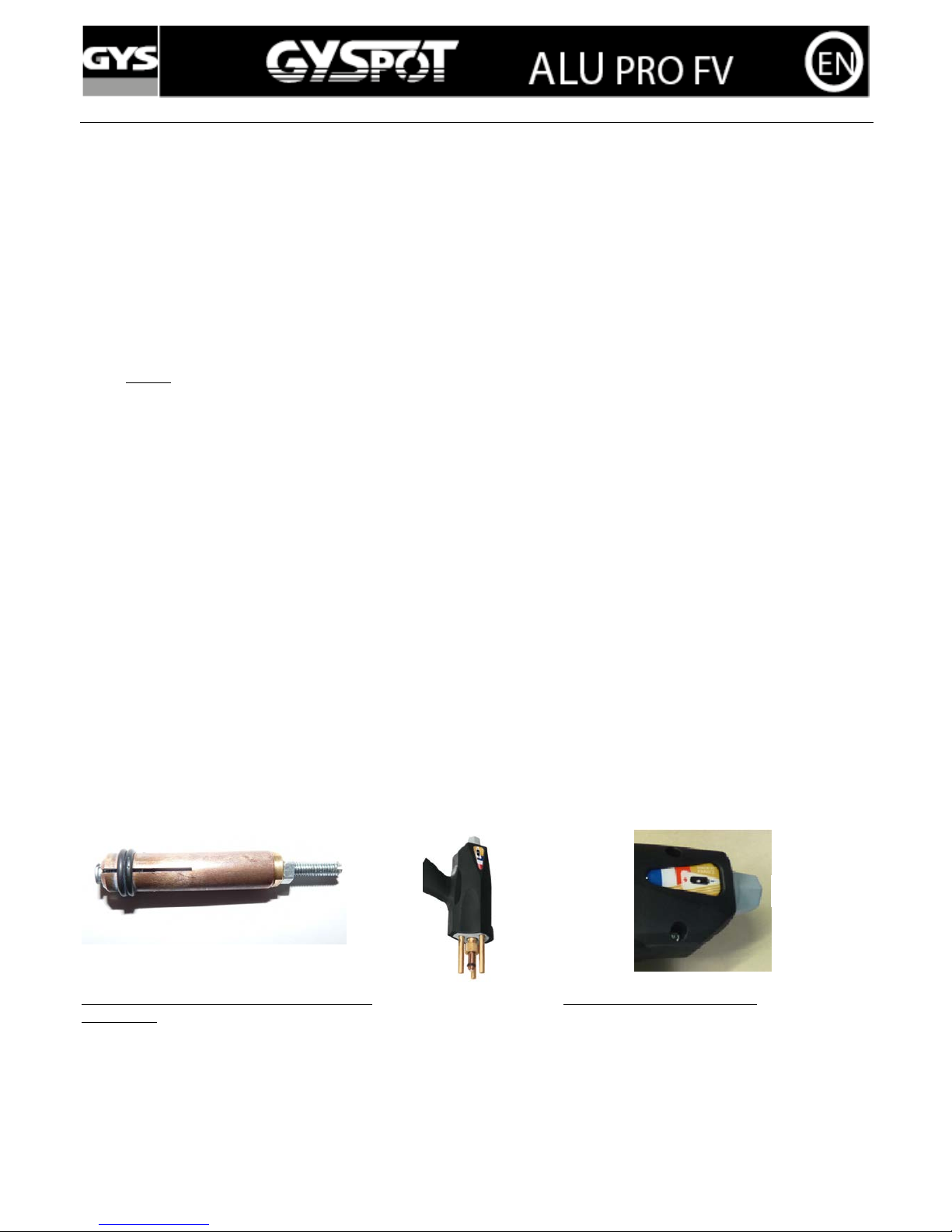
o Position the stud in the copper tip of the gun. Adjust if necessary the screw adjustment of bumper stud (see
pictures below)
o In order to get a good welding of the stud, the base must come out by approximately 1mm from the extremity of
the mandrel (
)
o The position of the stud in the mandrel can be adjusted by screwing / unscre wing the nut on t he adjustment screw
(
)
Upon delivery of the gun, the screw is loosened and the cursor is in abutment. This setting allows exerting a force
of about 40 N during welding, which is suitable for w elding aluminium studs M4. The screw is used to adjust the down
force of the spring when the shot is fired or to compensate for the wear of the spring.
Adjust the power or the voltage value using + and - buttons. At power up the power value by default is 5 which is 100
volts. In general, the value to have a good welding of a M4 stud for small dent removal is: voltage = 90 V or power = 4.
Increase the voltage for thicker panels. Be careful, too elevated power can damage the copper base.
For a good weld, only the « nip ple of the stud » must be in contact with the component.
Make a small pressure on the gun without crus hing the “pin” of the stud. The capacitor discharge is done automatically
when the support c omes in the ring.
At this moment the stud is correctly welded. Welding duration is less than 3 milliseconds.
For an optimum repair, we advise you to warm up the metal sheet.
The copper base has 4 slots and is dedicated
to M4 studs
Automatic gun without trigger
The base must come out by approximately 1mm from the extremity of the mandrel.
Screw for adjusting the stud’s position.
The pin must be perpendicular to the sheet.
Do not press too much to not overw rite the nipple. Only the stud is in contact with the sheet.
A wheel with index allows adjusting the compression of the spring.
Page 8

8
THERMAL PROTECTION
The machine is provided with an automatic thermal protection system, which will stop the machine to prevent it from
overheating. When the Thermal Protection Ind icator illuminates (fig. II-
), let the machine cool down.
MAINTENANCE
• Ensure the machine is unplugged, and that the ventilator inside has stopped before carrying out maintenance work.
(DANGER High Voltage and Currents).
• Maintenance should only be carried out by a qualified person.
• GYS recommends removing the steel cover 2 or 3 times a year to remove any excess dust. Take this opportunity to
have the electrical connections checked by a qualified person with an insulated tool.
• Regularly check the condition of the power supply cord. If damaged, it will need to be replaced by the
manufacturer, its’ after sales service or a qualified person.
SAFETY
Spot welding can be dangerous and can cause seri ous and eve n fat al injuries.
Protect yourself and others. Ensure the following safety precautions are taken:
Arc radiation
Protect yourself with a helmet fitted wit h filters in compliance with EN169 or EN
379.
Rain, steam, damp
Use your welding unit in a clean/dry environment (pollution factor ≤ 3), on a flat
surface, and more than one meter from the welding work-piece. Do not use in rain
or snow.
Burns
Wear protective (fire-proof) clothing (cotton, overalls or jeans).
Wear protective gloves and a fire-proof apron.
Ensure other people keep a safe distance from the work area and do not look
directly at the welding arc.
Protect others by installing fire-proof protection walls.
Fire risks
Remove all flammable products from the work area. Do not work in presence of
flammable gases.
Electric shocks
This device must only be used with an earthed power supply. Do not touch the
parts under tensio n. Check that the power supply is suitable for this uni t.
Fumes
Do not inhale welding gases and fumes. Use the device in a well ventilated
environment, with artificial extraction if welding indoors.
Electromagnetic perturbations
Near the spot welding, check that:
there is neither no other power supply cable nor control lines, nor phone cables,
nor radio or TV reception appliances, nor watches, nor mobile phones, nor
magnetic cards, nor computers or any other electronic appliance.
Falls
Do not move the unit over people or objects.
Additional precautions
Any welding operation undertaken in:
- rooms where there is an increased risk of electric shocks
- poorly ventilated rooms
- the presence of flammable or explosive material
should always be approved by a "responsible expert", and made in presence of
people trained to intervene in case of emergency.
Technical protection as described in the Technical Specification CEI/IEC 62081
must be implemented.
Welding in raised positions is forbidden, except in case of safety platforms use.
GYS cannot be held responsible for damage to persons or items, as a result of using the m achine in the following
circumstances:
• Modification or neutralisation of safety elements has been undertaken
• Safety recommendations written in this manual have not been adhered to
• Modification of the product’s specifications
• Use of accessories not specified by the manufacturer
• Failure to observe regulations specific to the c ountry or state in which the machine is used.
People wearing pacemakers are advised to see their doctor before using this device.
Do not use the welding unit to unfreeze pipes.
Handle gas bottles wit h c ar e - there is increased danger if the bottle or its valve are damaged.
Page 9

9
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben und danken Ihnen für das
entgegengebrachte Vertrauen. Um das Gerät optimal nutzen zu können, lesen Sie bitte die Betriebsanleitung sorgfältig
durch:
Der mikroprozessorgesteuerte GYSPOT ALU PRO FV wurde konzipiert zum entfernen Beul en und Dellen auf
Aluminiumkarosserien zu, mithilfe M4 Schweißbolzen.
ACHTUNG!
Um ein optimales Ergebnis zu erreichen, wird der Gebrauch der mitgelieferten Massekabel und Pistole empfohlen.
STROMVERSORGUNG
Einphasige Versorgung von 110V bis 240V 50Hz/60 Hz mit Erdung. 16A Schutzschalter Kurve D oder 16A Sicher u ng Typ
aM (mini: 5A).
Hinweis: Löst das Gerät die Absicherung des Hauptschalters aus, überprüfen Sie bitte Kabeldurchmesser,
Schutzschalter und die verwendeten Sicherungen.
• Diese Geräte sind Klasse A Produkte und für den industriellen und/ oder professionellen Gebrauch geeignet. In einem
anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten. Verwenden Sie das Gerät
nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten kön nen.
• Diese Geräte entsprechen nicht mehr der Richtlinie CEI 61000-3-12. Es liegt in Ihrer Verantwortung zu überprüfen, ob
die Geräte für den Stromanschluss geeignet sind, bevor Sie sie an das Stromnetz anschließen. Bei Fragen wenden Sie
sich bitte an den zust ändigen Stromnetzbetreiber.
Das horizontal ausgerichtete Seg ment in der Mitte des Displays auf dem Bedienfeld blinkt rot auf, wenn sich das Gerät im
Stand-By-Modus befind et.
Das Gerät verfügt über einen Überspannungsschutz gegen Überschreitung der Anschlussspannungswertes über 265V. In
diesem Fall leuchten die 3 horizontal ausgerichteten LEDs in der Mitte des Displays auf.
Kondensatorentladung: Ein blinkendes Display zeigt an, dass das GYSPOT ALU PRO FV die Kondensatoren b is z u
ihrem Sollwert wiederauflädt. Die Anzeige „DEF“ bedeutet, dass ein Kondensatorenfehler vorliegt. Schalten Sie in diesem
Fall das Gerät aus und starten Sie da s System erneut. Sollte die Anzeige auch weiterhin aufleuchten, kontaktieren Sie
bitte den Fachservice Ihres Händlers.
ANWENDUNG (s. Abb. I und II, S. 2)
Das Ausbeulspotter GYSPOT ALU PRO FV ermöglicht durch Kondensatorenentladung und in Zusammenhang mit M4
Aluminiumschweißbolzen Ausbeular beiten an Aluminiumkarosserien vorzunehmen.
Die Kondensatoren haben eine Kap azität von 53 mF.
Ausgang Pistolenkabel (Abb. I-)
Ausgang Massekabel (Abb. I-)
Auf der Frontseite des Gerätes befindet sich ein Bedienfeld mit 4 Drucktasten und eine 3-stellige 7-Segment LED- Anzeige
(Abb. II).
Das Gerät wird geliefert mit:
- 1 Massekabel (Länge 3m – Ø 35 mm²) mit 3 Kontaktstifte.
- 1 Schweißpistole und passendes Kabel (Länge: 3m – Ø 25mm²) zum Verschweißen von Ø 4mm M4 Schweißbolzen:
Alu-Magnesium (AlMg3) oder Alu-Silizium (AlSi12).
Beim Einschalten des Gerätes erscheint die Fehlermeldung, dass der Brennertaster aktiv ist: Der Taster ist blockiert oder
kurzgeschlossen.
• Ist der Taster blockiert, entriegeln Sie ihn.
• Bei defektem Taster, schicken Sie das Gerät zur Reparatur an den Hersteller bzw. der Serviceabteilung Ihres
Fachhändlers.
Page 10

10
VERWENDUNG
Der GYSPOT ALU PRO FV wurde konzipiert, um an Aluminiumkarosserien Reparaturen von kleinen. Dellen, Kra tzern oder
Hagelschäden ausführen zu können.
GYSPOT ALU PRO FV verschweißt M4 Stifte durch Kondensatorentladung. Der Schweißprozess wird durch Erreichen eines
justierbaren Druckp un kte s aut oma t isch aus gel öst. Das Anschweißen erfolgt sehr schnell (2 bis 3ms).
Das Gerät verfügt über 2 Einstellmodi:
- Modus Spannung: Spannungs einstellung zwischen 50V und 200V.
- Modus Leistung: Leistungseinstellung von L-1 bis 9-H: L = Low (Niedrig), H = High (Hoch).
o Wechsel zwischen Spannungs- und Leistungsmodus durch Drücken der ‚Modus’ Taster (s. Abb. II-, S.2). Tabelle:
Leistungsstufe in Abhängigkeit der Spannungswerte (s. Abb. III, S.2).
o Drücken Sie den AN/ AUS Schalter auf der rechten Seite des Gerätes (s. Abb. II-
, S.2).
o
Bemerkung: Die Aufsteckmasse ist werkseitig montiert.
o Entfernen Sie die Lackschicht an der Stelle, an der Sie das Blech ausbeulen möchten.
o Stecken Sie den Schweißbolzen in die Aufnahme der Pistolenspitze und fixieren Sie ihn (s. nachfolgende Abbildung)
o Um ein gutes Schweißergebnis zu erzielen, sollte der Flansch des Schweißbolzens einen ca. 1 Millimeter Spalt zur
Aufnahme haben (
auf der nachfolgenden Abbildung)
o Fixieren Sie diese Einstellung, indem Sie sie mittels der Mutter kontern (
auf der nachfolgenden Abbildung)
Die Vorspannung der Auslösung im Pistoleninneren ist werkseitig auf ca. 20N voreingestellt und kann mit der
Rändelmutter
justiert werden. Darüber hinaus die nt die Schraube dazu dem Pistolenr ückstoß auszugleichen.
Stellen Sie die Spannung mit Hilfe der + und - Tasten ein. Beim Einschalten des Gerätes ist der Leistungswert 5
voreingestellt, was einer Spannung von 100V entspricht. Allgemein wird, um einen Ø 4mm² Schweißbolzen für die
Reparatur einer kleineren Delle anzuschweißen, eine Spannung von 90V benötig t. Dies entspricht der Leistu ngsstufe 4.
Der Spannungswert erhöht sich mit zunehmender Di cke des Werkstücke s. ACHTUNG! Eine zu hohe Spannung kann die
Bolzenaufnahme beschädigen.
Um ein gutes Schweißergebnis zu erzie len, achten Sie darauf, dass lediglich die Spitze des Bolzens mit dem Werkstück in
Berührung kommt.
Üben Sie einen leichten Druck auf die P istole aus ohne die Spitze des Schweißbolzens zu zerstören und halten Sie die
Pistole senkrecht zum Werkstück. Die Kondensatorenentladung erfolgt automatisch bei Erreichen der eingestellten
Vorspannung.
Der Schweißbolzen ist nun am Werkstück angeschweißt. Der Schweißvorgang dauert weniger als 3 Millisekunden.
Um den Bolzen optimal an das Werkstück anzuschweißen, wird empfohlen das Werkstück vor dem Anschweißvorgang
frisch zu überschleifen und anzuwärmen.
4-schlitzige Kupferbolzenaufnahme für
M4 Schweißbolzen (Ø 4 mm)
Automatische Pistole ohne Taster
Der Flansch des Schweißbolzens sollte ca. 1 Millimeter hervorstehen.
Schraube zur Positionsanpassung und –Fixierung des Schweißbolzens
Halten Sie die Pistole senkrecht zum Werkstück.
Üben Sie keinen zu starken Druck auf die Pistole aus, um die Spitze des Schweißbolzens nicht zu stark in das Werkstück
zu drücken. Lediglich die Spitze des Bolzens sollte mit dem Werkstück in Berührung kommen.
Rändelmutter und Gewindeschraube zur Einstellung d es Federdrucks.
Page 11

11
THERMISCHER ÜBERLASTSCHUTZ
Dieses Gerät ist mit einem thermischen Überlastschutz ausgestattet, welches den Betrieb des Gerätes bei intensivem
Gebrauch für einige Minuten unterbricht, bis es sich ausreichend abgekühlt hat. In diesem Fall leuchtet d ie gelbe
Kontrollanzeige des Gerätes auf (Abb. II-
).
INSTANDHALTUNG
• Schalten Sie das Gerät aus, trennen Sie die Stromversorgung und wart en Sie bis der V entilator sich nicht mehr
dreht. Im Gerät sind die Spannungen sehr hoch und deshalb gefährlich.
• Die Instandhaltun g sollte nur von qualifiziertem Fachpersonal durchgeführt werden.
• Nehmen Sie regelmäßig (2 oder 3-Mal pro Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit
Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von
qualifiziertem Fachpersonal durchführen.
• Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller,
seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
UNFALLPRÄVENTION
Punktschweißen kann gefährlich se in und zu schweren – unter U mständen auch tödli chen – Verletzungen
führen. Schützen Sie daher sich selb st und andere. Beachten Sie unbedingt die folge nden
Sicherheitshinweise:
Lichtbogenstrahlung
Gesichtshaut und Augen sind durch a usreichend dimensionierte EN 175 konforme
Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intens iven
Ultraviolettstrahlung zu schütze n
Feuchtigkeit
Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen.
Verbrennungsgefahr
Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze,
Handschuhe, Kopfbedeckung sowie feste Schuhe).
Tragen Sie auch eine Schutzbrille, wenn Sie Schlacke abklopfen. Schützen Sie
andere durch nicht entzündbare Tre nnwände.
Nicht in den Lichtbog en schauen und ausreichend Distanz halten.
Brandgefahr
Entfernen Sie alle entflammbar en Produkte vom Schweissplatz und arbeiten Sie
nicht in der Nähe von brennbaren Stoffen und Gasen.
Stromversorgung
Das Gerät darf nur an einer dafür geeigneten Stromversorgung betrieben werden.
Keine Spannungsf ührenden Teile berühren.
Schweißrauch
Die beim Schweißen entstehenden Gase und der Rauc h sind gesundheitsschädlich.
Der Arbeitsplatz sollte daher gut belüftet sein und der entstehende Rauch und die
Gase müssen abgesaugt werden.
Elektromagnetische
Verträglichkeit
In der Nähe des Gerätes ist folgendes zu überprüfen:
Es dürfen sich keinerlei elektrische Kabel, Kontrolllinien, Telefonkabel, Radios,
Fernseher, Uhren, Handys, Magnetkarten, PC´s oder ähnliche elektronische Geräte
in unmittelbarer Nähe befinden.
Transport
Bewegen Sie das Gerät nicht über Personen oder Sachen hinweg und lassen Sie es
nicht herunterfallen oder hart a ufsetzen.
Weitere Hinweise
Führen Sie Schweißarbeiten:
- in Bereichen mit erhöhten elektrischen Risiken,
- in abges chlossenen Räumen,
- in der Umgebung von entflammbaren oder explosiven Produkten,
nur in Anwesenheit von qualifiziertem Rettungs- und/oder Fachpersonal durch.
Treffen Sie Vorsichtsmaßnahmen in Übereinstimmung mit „IEC 62081“.
Schweißarbeiten an Gegenständen in größeren Höhen dürfen nur auf professionell
aufgebauten Gerüst en durchgeführt werden.
GYS kann auf keinen Fall für Schäden an Personen ode r Gegenständen verantwortlich gemacht werden, die aus der
Anwendung des Gerätes unter folgenden Bedingungen resultieren:
• Änderung oder Neutralisierung der Sicherheitselemente
• Nichteinhaltung der Anweisungen in der Betriebsanleitung
• Modifizierung der Eigenschaften des Gerätes
• Anwendung von nicht passendem Zubehör
• Nichteinhaltung der gesetzlichen Vorschriften und spezifischen A no rdnungen des St aates oder des Landes, in dem das
Gerät betrieben wird.
Personen mit Herzschrittmacher dürfen mit dem Gerät nicht ohne ärtzliche Zustimmung arbeiten.
Es dürfen sich keine Personen, die medizinische Geräte wie z.B. Herzschrittmacher, Hörgeräte usw. tragen,
in einem Radius von min. 3 Meter in der Nähe des Gerätes aufhalten.
Page 12

12
¡Gracias por su elección! Antes de utilizar este producto, lea con atención las informaciones escritas en este manual.
Este aparato fue concebido para efectuar soldaduras de pasadores M4 en carrocería para eliminación de jorobas y
impactos sobre las carrocerías en aluminio.
Cuidado:
Para un funcionamiento optímale, es recomendado utilizar cables de masa y pistola completa entregados de origen.
ALIMENTACION ELECTRICA
Alimentación monofásica de 110 hasta 240V 50/60Hz con tierra. Disyuntor 16A curva D o fusibles 16A (tipo aM)
(minimo de 5A).
NB: Si el aparato activa la protección de la instalación eléctrica, verificar el calibre y el tipo de disyuntor o
de fusibles utilizados.
• Estos aparatos son de Clase A. Son conceb idos para un uso en un ambiente industrial o profesional. En un entorno
distinto, puede ser difícil asegurar la compatibilidad electromagnética, a causa de pert urbaciones conducidas tan bien
como radiadas. No ut ilizar en un entorno con polvos metálicos conductores.
• Atención: estos equipos no respetan la CEI 61000 -3-12. Si se dedican a conectarse al sistema público de alimentación
de baja tensión, es de la responsabilidad del usuario de asegurarse que pueden conectarse a éste. Si es necesario,
consultar al operador de su red de alimentación eléctrica.
El segmento horizontal al centro del fijador parpadeante en rojo para indicar que el aparato está alimentado en vigilia.
El aparato se pone en protección si la tensión de alimentación está superior a 265V. El a parato impide la carga de los
condensadores. Para indicar este defecto, los 3 segmentos horizontales al centro del fijador se encienden tanto que el
defecto está presente.
Carga de los condensadores: El parpa de o del fijador indica que el GYSPOT ALU PRO FV está cargando los
condensadores al valor de consigna. En caso de defecto de carga de los condensadores, el mensaje « DEF » fija. Apagar
y enciende el aparato. Si el mensaje persiste, sírvase contactar el departamento post venta de la sociedad GYS.
DESCRIPCION DEL APARATO (Pagina 2)
El desabollador GYSPOT ALU PRO FV permite desabollar las carrocerías en aluminio soldando las clavijas M4 en aluminio
por descarga del condensador. Los condensadores tienen una capacidad de 53 milliFarads.
Salida cable pistola (Fig. I-)
Salida cable de masa (Fig. I-)
La cara frontal tiene un teclado con 4 teclas y un fijador con LEDs 7 segmentas (Fig. II)
El aparato está equipado con:
- 1 cable de masa (longitud 3m – Ø 35 mm²) conectado a 3 terminales de latón.
- 1 pistola con cable (longitud 3m – Ø 25 mm²) para soldar las clavijas Ø 4 – M4: Aluminio magnesio (AlMg3) o Aluminio
silicio (AlSi12).
Al encender el aparato, puede aparecer un mensaje de error indicando que el gatillo de la pistola se ha quedado
presionado. Es posible que el botón esté bloqueado o que esté en cortocircuito.
• En el primer caso, desbloquee el botón para que vuelva a su posición normal.
• En el segundo caso, devuelva el producto a su distribuidor para reparación.
Page 13

13
UTILIZACION
El GYSPOT ALU PRO FV fue concebido para efectuar los trabajos de reparación de las carrocerías en aluminio, que tienen
pequeñas marcas, las rayas o los impactos de granizo.
El GYSPOT ALU PRO FV suelda las clavijas M 4 por descarga de condensador. La descarga de los condensadores empieza
cuando la boquilla de la pistola está activada. La soldadura está muy rápida (2 a 3 milisegundos).
El aparato puede ser programado en dos modos diferentes:
- Modo tensión: La tensión está programable desde 50 hasta 200 V.
- Modo potencia: La potencia está programable de L,1-9,H :
o El pasaje de un modo a otro se hace apoyando sobre la tecla ‘modo’ (Fig. II-). Consulte la tabla de
correspondencia potencia en funci ón de la tensión (fig. III).
o Apoyar sobre el conmutador marcha/parada situado a la derecha del teclado (Fig. II-).
o
Nota: el accesorio « adaptador de masa » esta montado de origen
o Decapar la zona que enderezar, de tal manera que los 3 terminales de latón estén en contacto con la
carrocería.
o Posicionar la clavija en el mandril. Ajustar si es necesario el tornillo de reglaje al tope de la clavija (ver foto más
abajo)
o Para tener una correcta soldadura, la cabeza de la clavija debe adelantar de un milímetro aproximo de la boquilla
(
sobre la foto más abajo)
o El reglaje de esta posición de la cabeza de la clavija se hace apretando/desapretando la tue r ca sobre el tornillo de
reglaje (
Foto más abajo)
A la entrega de la pistola, el tornillo de reglaje ⑦ está desapretado y el cursor está al tope. Este reglaje permite
ejercitar una fuerza de aproximo 20 N al momento de la activación del tiro, lo que conviene para soldar las clavijas
aluminio M4. El tornillo permite de reglar la fuerza de apoyo del resorte cuando el tiro está activado a sí que compensar su
usura.
Arreglar el valor de la tensión por el intermediario de las teclas + y -. A la puesta bajo tensió n el valor d e la potencia por
defecto está 5 lo que corresponde a 100 voltios En general, el valor para tener una buena soldadura de una clavija de
diámetro 4 para desabollar está de 90 V. Lo que corresponde a una potencia de 4.
El valor de la tensión aumenta con el espesor de las chapas. Cuidado, una tensión demasiada elevada puede dañar el
suporte.
Para una correcta soldadura, sólo la « punta de clavija » debe ser en contacto con la pieza.
Ejercer una ligera prensión sobre la pistola sin aplastar la « punta » de la clavija, mantener la pistola perpendicularmente
a la chapa. La descarga de los condensadores se hace automáticamente desde que la boquilla de la pistola está fijada en
el anillo.
A este momento la clavija está soldada. La duración de la soldadura está inferior a 3 milisegundos.
Para enderezar óptimamente, aconsejamos calentar la pieza.
Boquilla en cobre a 4 grietas para soldar
las clavijas M4 (diámetro Ø 4 mm)
Pistola a activación automática sin gatillo
La cabeza de la clavija debe adelantar de un milímetro aproximo.
Tornillo de reglaje de la posición de la clavija.
La clavija debe ser perpendicularmente a la chapa.
No ejercer una prensión muy fuerte p ara no aplastar la punta. Sólo la punta está en contacto con la chapa.
Un tornillo fresado con un cursor permite reglar la compresión del resorte dura nte la activación del tiro.
Page 14

14
PROTECCIÓN TERMICA DEL GÉNÉRADOR
El aparato tiene un sistema de protección térmica a utomático. Este sistema bloca la utilización del generador durante
unas minutas en caso de utilización demasiado intensiva. En este caso, el indicador amar illo de defecto térmico (fig. II-)
se enciende.
MANTENIMIENTO
• Parar la alimentación y desconectar la toma, esperar el paro del ventilador antes de trabajar sobre el equipo. Al
interior, las tensiones e intensidades son elevadas y peligrosas.
• El mantenimiento debe ser efectuado por una persona cualificada.
• Dos o tres veces por año, retirar las carcasas y soplar el polvo. Verificar el buen estado de las conexiones eléctricas
con una herramienta aislada, por una persona cualificada.
• Controlar regularmente el estado del cordón de alimentación. Si el cable de alimentación está deteriorado, debe ser
remplazado por el fabricante, su servicio postventa o una persona de misma cualificación por evita r el peligro.
SEGURIDAD
La soldadura por resistencia ser peligrosa y causar lesiones graves y así mismo mortales. Protegerse y
proteger a los demás.
Respetar las instrucciones siguientes de seguridad:
Radiaciones del arco
Protegerse con una mascara con filtros conformes EN 169 o EN 379.
Lluvia, vapor de agua,
humedad
Utilizar su aparato en una atmosfera limpia (gr ado de polución inferior a 3), de
plano y situado más de 1 metro de la pieza a soldar. No utilizar bajo lluvia ni nieve.
Quemaduras
Llevar ropa de obra adecuada, de tejido ignifugado (cotón, mono de trabajo o
vaqueros).
Trabajar con guantes de protección y un delantal ignifugado.
Proteger a los demás biombos no inflamables, o previniéndoles no mirar al arco y
mantener distancias suficientes.
Riesgos de fuego
Suprimir todos productos inflamables del espacio de trabajo. No trabajar si hay gas
inflamable.
Choque eléctrico
Esta maquina solo debe ser utilizada con una alimentación monofásica de 3 hilos y
tierra. No tocar las piezas bajo tensión. Verificar que la alimentación sea adaptada
al equipo.
Humos
No inhalar los gases y humos de soldadura. Se deberá trabajar en un local bien
ventilado, con extracción artificial si es soldadura en interior.
Perturbaciones
electromagnéticas
Alrededor del aparato de soldadura, comprobar:
Que no se encuentra otros cables de alimentaciones ni líneas de control, cables de
teléfono, aparatos receptor radió o TV, reloj, teléfonos por tátiles, tarjetas
magnéticas, ordenadores, o todo otros equipos electrónicos
Caídas
No suspender el equipo encima de personas u objetos
Precauciones suplementarias
Todas operaciones de soldadura:
- en lugares con importante riesgos de choques eléctricos,
- en lugares cerra dos,
- en presencia de m ateriales inflamables o con riesgos de e xp losión
siempre deben ser sujetas a la aprobación de un « experto », y efectuadas en
presencia de personas cualificadas capaces de intervenir en caso de urgencia.
Los medios técnicos de protección especificados en la Especificación Técnica
CEI/IEC 62081 deben ser aplicados.
La soldadura en posición sobreelevada está prohibida, excepto en caso de
utilización de plataformas de seguridad.
En ningún caso, GYS puede ser responsable de los daños a las personas o bienes que pueden resultar del uso de la
máquina en las circunstancias siguientes:
• Modificación o neutralización de los elementos de seguridad.
• Incumplimiento de las recomendaciones especificadas en el manual de uso
• Modificación de las características del equipo
• Utilización de los accesorios inapropiados al equipo
• Incumplimiento de la reglamentación y de las disposiciones particulares al estado o al país en el cual está
instalado el equipo
Las personas que tienen un estimulador cardiaco deben acudir al medico antes de utilizar este aparato.
Están prohibidas las personas con equipos medicales activos (estimuladores cardíacos, prótesis acústicas)
en un radio de 3 metros alrededo r el equ i po.
Page 15

15
Спасибо за ваш выбор! Чтобы полностью использовать возможности аппарата, пожалуйста, ознакомьтесь с
данной инструкцией
:
Этот аппарат разработан для приваривания винтов M4 с целью выравнивания шишек и вмятин на алюминиевом
кузове.
Внимание :
Для оптимального функционирования советуем использовать кабель массы и пистолет, поставляемые с
аппаратом.
ПОДКЛЮЧЕНИЕ К СЕТИ
Однофазное питание 110V до 230В 50/60Гц с заземлением. Прерыватель 16A кривая D или плавкие
предохранители 16A (типа aM).
NB : Если при включении в сеть аппарата срабатывает защита сети, проверьте калибр и тип
прерывателя или предохранителей.
• Эти аппараты относятся к Классу A. Они созданы для использования в промышленной и профессиональной
среде. В любой другой среде ему будет сложно обеспечить электромагнитную совместимость из-за
кондуктивных и индуктивных помех. Не использовать в среде содержащей металлическую пыль-проводник.
• Внимание! Это оборудование не соответствует CEI 61000-3-12. Аппараты должны быть подключены к
общественной системе питания низкого напряжения, пользователь должен удостовериться, что аппарат может
быть подключен в сеть. При необходимости проконсультируйтесь у вашего энергосистемного оператора.
Горизонтальный сегмент в центре дисплея мигает красным цветов, указывая, что аппарат питается в режиме
ожидания.
В аппарате срабатывает защита, если напряжение питания превышает 265В. Аппарат препятствует заряду
конденсаторов. 3 горизонтальных сегмента в центре дисплея загораются, указывая на присутствие этого
нарушения, и горят, пока дефект не устранен.
заряд конденсаторов: Мигание дисплея указывает что ALU E FV заряжает конденсаторы до заданной величины.
При нарушении заряда конденсаторов появляется сообщение « DEF ». Выключите и снова включите аппарат. Если
сообщение появляется снова, свяжитесь с сервисной службой компании GYS.
ОПИСАНИЕ АППАРАТА (Стр. 2)
Аппарат GYSPOT ALU PRO FV позволяет править кузовы из алюминия привариванием алюминиевых шпилек M4
путем разряда конденсатора. Конденсаторы имеют емкость 53 миллифарад.
Выход кабеля пистолета (Рис. I-)
Выход кабеля массы (Рис. I-)
На передней панели аппарата тактильный интерфейс с 4 клавишами и 7-сегментным диодным дисплеем (Рис. II).
Аппарат оснащен:
- 1 Кабель массы (длина 3 м – Ø 35 мм²) (3 неподвижные латуни контакты).
- 1 пистолет с кабелем (длина 3 м – Ø 25 мм²) для приваривания шпилек Ø 4 – M4: Алюминий Магний (AlMg3) или
Алюминий с кремнием (AlSi12).
При включении аппарата может появиться сообщение об ошибке, указывающее на то, что кнопка пистолета
осталась нажатой. Возможно, что кнопка заблокирована, или что в аппарате короткое замыкание.
• В первом случае разблокируйте кнопку, чтобы вернуть аппарат в рабочее состояние.
• Во втором случае отправьте аппарат производителю.
Page 16

16
ИСПОЛЬЗОВАНИЕ
GYSPOT ALU PRO FV разработан для ремонтных работ по алюминиевым кузовам с небольшими повреждениями,
арапинами или вмятинами от града.Этот метод ремонта обеспечивает рентабильность и выигрыш времени
благодаря одноточечному или многоточечному вытягиванию без демонтирования кузова.
GYSPOT ALU PRO FV приваривает шпильки M4 разрядом конденсатора. Разряд конденсаторов происходит как
только насадка пистолета вдавлена. Быстрое привариевание (2 - 3 миллисекунды).
Аппарат можно запрограмировать в двух разных режимах:
- Режим напряжения : Напряжение регулируется от 50 до 200 В.
- Режим мощности : Мощность регулируется от L,1-9,H:
o Переход из одного режима в другой совершается нажатием на кнопку ‘Режим’ (Рис. II-). Процентное
соотношение мощности в зависимости от напряжения (Рис. III).
o Нажмите на переключатель вкл/выкл находящийся на клавишном интерфейсе справа (Рис. II-).
o
Примечание: масса монтирована на пистолет при заводской сборке
o Зачистить зону правки так, чтобы благодаря 3 неподвижным латуни контактам масса прилегала к
детали
o Поместите шпильку в патрон. При надобности подкрутите регулировочный упорный винт (см. фото ниже)
o Для хорошего приваривания шляпка шпильки должна выходить примерно на миллиметр из наконечника (
на фото ниже).
o Отрегулировать это положение шляпки шпильки можно завинчиванием/отвинчивание гайки на
регулировочном винте ( Фото ниже).
Пистолет поставляется с открученной регулировочным винтом и скользящий контакт продвинут до упора. Эта
регулировка позволяет оказывать усилие примерно 40Н в момент выстрела, что подходит для приваривания
алюминиевых шпилек M4. Винт позволяет регулировать опорную реакцию пружины при выстреле, а также
выравнивать износ.
Отрегулируйте величину напряжения с помощью кнопок + и -. Во время включения под напряжение величина
мощности по умолчанию равна 5, что соответствует 100 вольтам. Как правило, чтобы осуществить хорошее
приваривание шпильки диаметра 4 для выправки кузова, напряжение должно быть 90 В. Это соответствует
мощности 4.
Величина напряжение увеличивается с уверичением толщины металла. Внимание: Слишком высокое напряжение
может повредить кузов.
Для качественного приваривания только « иголка шпильки » должна быть в контакте с поверхностью.
Слегка надовите на пистолет, не раздавливая « иголку » шпильки, держите пистолет перпендикулярно к
поверхности. Разряд конденсаторов происходит автоматически как только насадка пистолета войдет в кольцо.
В этот момент шпилька приварена. Сварка происходит меньше, чем за 3 миллисекунды.
Для оптимальной правки мы советуем подогреть деталь.
Медный наконечник с 4 прорезами для
приваривания шпилек M4 (диаметр Ø 4
мм)
Пистолет с автоматическим
пуском без курка
Шляпка шпилька должна выступать примерно на один миллиметр.
Винт регулировки положения шпильки
Шпилька должна быть перпендикулярна поверхности.
Не надавливайте слишком сильно, чтобы не раздавить иголку. Одна лишь иголка находится в контакте с
поверхностью.
Рифлёный винт со скользящим контактом позволяет отрегулировать сжатие пружины по время выстрела.
Page 17

17
ТЕРМОЗАЩИТА
Аппарат снабжен автоматической системой защиты. Данная система останавливает работу генератора на
несколько минут в случае слишком интенсивного использования. В этом случае загорается желтый светодиод
(рис. II-
) температурного перегрева.
ОБСЛУЖИВАНИЕ
• Отключите питание, вынув вилку из розетки, и дождитесь остановки вентилятора перед тем, как приступить
к тех. обслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
• Техническое обслуживание должно производиться только квалифицированным персоналом.
• Два или три раза в год открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также
проверять все электрические соединения с помощью изолированного инструмента. Проверка должна
осуществляться квалифицированным персоналом.
• Проверяйте состояние провода питания. Если он поврежден, он должен быть заменен производителем, его
сервисной службой или квалифицированным специалистом во избежание опасности.
БЕЗОПАСНОСТЬ
Контактная сварка м ож ет бы ть о п ас ной и в ы з в ать тя ж елые и даже смертельные ранения. Защититесь сами и
защитите окружающих.
Соблюдайте следующие правила безопасности :
Лучеиспускание дуги
Защититесь с помощью маски сварщика с фильтрами, соответствующими норме EN 169 или
EN 379
Дождь, пар, влага
Используйте аппарат в чистой среде (степень загрязнённости ≤ 3), на ровной поверхности и на
расстоянии более метра от свариваемой детали. Не использовать под дождём или снегом.
Ожоги
Носите рабочую одежду из огнеупорной ткани (хлопок, спецовка или джинсовка). Работайте в
защитных перчатках и фартуке из огнеупорной ткани. Защитите окружающих с помощью
защитных огнестойких экранов или предупредите их не смотреть на дугу и оставаться на
безопасном расстоянии.
Риск пожара
Уберите все возгараемые предметы из рабочего пространства. Не работайте в присутствии
возгараемого газа.
Удар электрическим
шоком
Этот аппарат можно подключать только к питанию c заземлением.
Не дотрагивайтесь до частей, находящихся под напряжением.
Проверьте, что электрическая сеть подходит для этого аппарата.
Дым
Не вдыхайте сварочные газ и дым. Используйте аппарат в хорошо проветриваемом месте. Если
вы варите в помещении, то должна быть вытяжка.
Электрические помехи
Вблизи сварочного аппарата проверьте :
Чтобы не было других шнуров питания, ни контрольных, ни телефонных шнуров, ни
радиоприемников, или телевизоров, часов, мобильных телефонов, магнитных карточек,
компьютеров, или других электронных аппаратов.
Падение
Не переносить аппарат над людьми или предметами
Дополнительные
предостережения
Любые сварочные работы:
- в помещениях с высоким риском удара электрическим шоком,
- в закрытых помещениях,
- в присутствии возгараемых или взрывоопасных материалов,
всегда должна быть предварительно одобрены «ответственным экспертом» и выполнены в
присутствии людей, специально обученных, чтобы прийти на помощь в случае необходимости.
Необходимо использовать технические средства защиты, описанные в Технической
Спецификации CEI 62081.
Сварка на высоте запрещена, кроме случаев использования платформ безопасности.
GYS ни в коем случае не несет ответственности за ущерб, нанесенный лицам или имуществу вследствие использования
аппарата при следующих обстоятельствах:
• Модификация или нейтрализация элементов безопасности
• Несоблюдение рекомендаций пользовательской инструкции
• Модификация технических характеристик аппарата
• Использование неподходящих для аппарата аксессуаров
• Несоблюдение норм и правил, а также особых постановлений, присущих штату или стране, где используется аппарат
Лица, имеющие кардиостимуляторы, должны проконсультироваться у врача перед тем, как
использовать данные аппараты.
В районе минимум 3 метра вокруг аппарата не должны присутствовать лица, использующие
активные медицинские приборы
(вживленные сердечные стимуляторы, слуховые аппараты…).
Page 18

18
Grazie per la Vostra scelta ! Per il migliore utilizzo, si prega di leggere attentam ente questo manuale :
Questa macchina è concepita per effettuare saldature di perni M 4 sulle carrozzerie in alluminio al fine di eliminare bozze
e ammaccature dalle stesse.
Attenzione :
Per un funzionamento ottimale, si raccomanda l’uso dei cavi di massa e della pistola inclusi nella confezione.
ALIMENTAZIONE ELETTRICA
Alimentazione monofase da 110V a 240V 50Hz/60 Hz con terra. Disgiuntore 16A curva C o fusibile 16A (mini: 5A).
NB : Se la macchina fa scattare la protezione elettrica dell’installazione, verificare il calibro e il tipo di
disgiuntore o dei fusibili utilizzati.
• Queste macchine sono di Classe A. Sono concepite per un uso in ambiente industriale o professionale. Se usate in
ambiente diverso, potrebbe essere difficile assicurare la compatibilità elettromagnetica, a causa delle interferenze e
dell’irraggiamento. Non utilizzare in ambiente dove sono presenti polveri metalliche condutt ive.
•
• Attenzione, questi materiali non sono conform i alla norma CEI 61000-3-12. Se sono destinati ad essere connessi al
sistema pubblico di alimentazione a bassa t ensione, è compito dell’utente assicurarsi che tali collegamenti possano
essere fatti. Consultare se necessario il fornitore di corrente elettrica.
Il segmento orizzontale al centro del display lampe g g ia in rosso per indicare che la macchina è alimentata.
La macchina va in protezione termica se la tensione di alimentazione è superiore a 265V. La macchina impedisce la carica
dei condensatori. Per indicare questo errore, i 3 segmenti orizzontali al centro del display si illuminano fino a che l’errore è
presente.
Carica dei condensatori : il lampaggiamento del dipslay indica che il GYSPOT ALU PRO FV sta caricando i condensatori
fino al valore di riferimento. In caso di errore di carica, compare il messaggio « DEF ». Spegnere e riaccendere la
macchina. Se il messaggio persiste, contattare il servizio post-vendita della GYS.
DESCRIZIONE DELLA MACCHINA (Vd. Pag. 2)
Il GYSPOT ALU PRO FV permette di eliminare le bozze dalle carrozzerie in alluminio tramite la saldatura di perni M4 in
alluminio grazie alla scarica dei condensatori. I condensatori hanno un capacità di 53 milliFarad s.
Attacco cavo pistola (Fig. I-)
Attacco cavo di massa (Fig. I-)
Il lato anteriore della macchina presenta una tastiera con 4 pulsanti ed un display LED con 7 segmenti (Fig. II)
La macchina è attrezzata con pistola dotata di cavo da 3m.
I 3 perni sulla pistola servono a mantenere la ma ssa centrale durante la saldatura degli inserti Ø4
M4 : Alu magnesio (AlMg3) o Alu silicio (AlSi12)
Quando si accende la macchina, potrebbe comparire un messaggio di errore che indica che il grilletto è rimasto premuto.
E’ possibile che sia bloccato o sia in corto circuito.
• Nel primo caso, sbloccare il grilletto in modo che ritorni nella posizione normale.
• Nel secondo caso, è necessario mandare la macchina in assistenza.
UTILIZZO
Il GYSPOT ALU PRO FV è stato concepito per effettuare lavori di riparazione sulle carrozzerie in alluminio, che presentano
piccoli segni, rotture o bozze dovute a grandine.
Il GYSPOT ALU PRO FV salda perni M4 tramite la scarica dei condensatori. Questa si genera quando la punta della pistola
viene appoggiata. La saldat ura è molto rapida (da 2 a 3 millisecondi).
La macchina può essere programmata in due diversi modi :
- Modo tensione : La tensione è programmabile da 50 a 200 V.
- Modo potenza : La potenza è programmabile da « L », 1-9, « H »:
o Il passaggio da un modo all’altro si fa premendo il ta sto « mode » (Fig. II-
)
o Tabella di corrispondenza del valore della potenza in funzione della tensione (Cf. Fig. III).
o Premere l’interruttore avvio/stop a destra del display (Fig. II-
)
Page 19

19
o Nota : la masse rapida è già montata
o Spellare la zona da raddrizzare in modo che i tre perni di ottone sulla pistola possano fare contatto e quindi
possano fare da massa sulla carrozzeria.
o Posizionare il perno M4 nel mandrino. Aggiustare se necessario la vite di regolazione del perno (vd. foto sotto)
o Per avere una buona saldatura, la testa del perno deve uscire di circa un millimetro (
)
o La regolazione di questa posizione si fa avvitando/ svitando il dado posto sulla vite di regolaz ione (
)
Da fabbrica, la vite di regolazione è allentata e il cursore è fermo. Questa regolazione permette di esercitare una
forza di circa 20 N nel momento della saldatura ed è il valore consigliat o per la saldatura dei perni in alluminio M4. La vite
è usata per regolare la forza della molla qua ndo viene sparato il colpo o per limitare l’usura della molla.
Regolare il valore della tensione tramite i tasti + e -.
Nel momento in cui la macchina viene alimentata il valore da fabbrica della potenza è 5 che corrisponde a 100 volt.
In generale, il valore per effettuare una buona saldatura di un perno del diametro 4 è di 90 V, che corrisponde ad una
potenza di 4.
Il valore della tensione aumenta in base allo spessore delle lamiere. Attenzione, una tensione troppo elevata potrebbe
danneggiare il supporto.
Per una buona saldatura, solo la « testa » del perno deve essere in contatto con il pezzo da saldare.
Esercitare una leggera pressione sulla pistola senza schiacciare la « testa » del perno, mantenendo la pistola
perpendicolare alla lamiera. La scarica dei condensatori si innesca automaticamednte quando la punta della pistola tocca
la parte da saldare.
In questo istante il perno è saldato. La durata della saldatura è inferiore a 3 millisecondi. Per una riparazione ottimale, si
consiglia di scaldare il pezzo.
Puntale in rame con 4 fessure per saldare
perni in alluminio M4 (diametro Ø 4 mm)
Pistola ad innesco automatico senza
grilletto.
La testa del perno deve fuoriuscire per circa 1 millimetro
Vite di regolazione della posizione del perno
Il perno deve essere perpendicolare alla lamiera.
Non esercitare una pressione troppo forte per non schiacciare la « testa » del perno. Solo la « testa » è in contatto con la
lamiera
La manopola con l’indice permette di regolare la pressione della molla.
PROTEZIONE TERMICA DEL GENERATORE
La macchina è munita di un sistema automatico di protezione termica. Questo sistema blocca l’utilizzo del generatore per
qualche minuto in caso di un uso troppo intenso. In questo caso, la spia gialla (fig. II-
) si accende.
MANUTENZIONE
• Prima di smontare la copertura della macchina, st accare la presa dalla corrente. All’interno la tensione e l’intensità
sono elevate e pericolose.
• La manutenzione e le riparazioni devono essere effettuate solo da personale qualificato.
• E’ necessario eseguire una manutenzione preventiva e regolare soffiando l’interno con un compressore per
eliminare la polvere. Dato che la macchina è senza copertura, approfittare anche per far verificare, da un
elettricista, lo stato delle connessioni elettriche tramite uno str umento isolato
• Controllare regolarmente lo stato del cavo di alimentazione. Se fosse danneggiato, per evitare pericoli, deve essere
sostituito dal fabbricante, dal suo servizio post-vendita o da personale qualificato
Page 20

20
SICUREZZA
L’utilizzo di una macchina per saldatura tramite resistenza potrebbe essere pericoloso e causare ustioni
gravi ed anche mortali. Proteggere se stessi e chi si trova nelle vicinanze. Rispettare le seguenti istruzioni
di sicurezza :
Irraggiamento dell’a rco
Proteggersi tramite una maschera dotata di filtri confor mi alle norme EN 169 o EN
379.
Pioggia, vapore acqueo,
umidità
Utilizzare la macchina in ambiente pulito (grado di inquinamento ≤ 3), su una
superficie piana e posizionarla ad una distranza di più di un metro dal pezzo da
saldare. Non utilizzare sotto la pioggia o la neve.
Ustioni
Indossare un abbigliamento da lavoro in tessuto ignifugo (cotone, jeans).
Lavorare con guanti e grembiule ignifugo.
Proteggere se stessi e chi si trova nelle vicinanze tramite dei pannelli non
infiammabili o avvisare di non guardare l’arco e di mantenere una distanza
adeguata.
Incendi
Togliere dall’area di lavoro tutti i prodotti infiamm abili.
Non lavorare in presenza di gas infiammab ile.
Choc elettrico
Assicurarsi che la macchina sia collegata alla terra. Non toccare i pezzi sotto
tensione. Verificare che la linea di alimentazione sia adatta alla macchina.
Fumi
Non inalare gas e fumi derivanti dalla saldatura. Utilizzare in ambiente
correttamente ventilato, dotato di estrattore nel caso in cui si saldi in ambiente
chiuso.
Perturbazioni
elettromagnetiche
Verificare che vicino alla macchina :
Non ci siano cavi di alimentazione , nè linee di contr ollo, cavi del telefono, di radio
o TV, orologi, telefoni poratili, carte magnetiche , computer o altri apparecchi
elettronici.
Cadute
Non far transitare la macchina sopra persone o cose.
Ulteriori precauzioni
Tutte le operazioni di saldatura :
- In luoghi che presentano un elevato rischio di choc elettrico,
- In luoghi chiusi,
- In presenza di materiale infiammabile o nel caso in cui ci sia rischio di
esplosione
Devono sempre essere sottomessi all’app rovazione di un « responsabile esperto »
ed effettuate in presenza di persone addestrate ad intervenire in caso di per icolo.
Si devono applicare le misure tecniche di protezione descritte nella Scheda Tecnica
CEI/IEC 6208.
E’ vietato saldare in posizione elevata, eccetto se si salda su piattaforme di
sicurezza.
GYS non si ritiene in alcun caso responsab ile di danni a persone o cose risultanti dall’uso della macchina nelle seguenti
circostanze :
• Modifica o neutralizzazione degli elementi di sicurezza
• Non rispetto delle istruzioni pre senti nel manuale
• Modifica delle caratteristiche della macchina
• Utilizzo di accessori non adatti
• Non rispetto dei regolamenti e delle diposizioni in vigore nello Stato in cui viene usata la macchina.
In un raggio di circa 3 metri dal saldatore non devono essere presenti persone che utilizzano apparecchi
medici attivi (pacemaker, apparecchi acustici…)
DICHIARAZIONE DI CONFORMITA’
GYS attesta sotto la propria responsabilità che il GYSPOT ALU PRO FV è stato fabbricato conformemente alle seguenti direttive e uropee :
- Direttiva Bassa Tensione : 2006/95/CE – 12/12/2006
-
Direttiva CEM : 2004/108/CE – 15/12/2004
Sono conformi alle norme armonizzate :
EN 62135-1 / EN 62135-2
Data marcatura CE : 2015
Page 21

21
DECLARATION DE CONFORMITE
La société GYS atteste sous sa propre responsabilité que le produit G YSPOT ALU PRO FV a été fabriqué conformément aux exigences des dir ectives
européennes suivantes :
-
Directive Basse Tension : 2006/95/CE – 12/12/2006
-
Directive CEM : 2004/108/CE – 15/12/2004
Ils sont pour cela conformes aux normes harmonisées :
-
EN 62135-1 / EN 62135-2
Date de marquage CE : 2015
DECLARATION OF CONFORMITY
GYS Company attests under its own responsibility that the product GYSPOT ALU PRO FV is manufactured according to the requirements of the
following European directives:
-
Low voltage directive: 2006/95/CE – 12/12/2006
-
CEM directive : 2004/108/CE – 15/12/2004
They are in conformity with the harmonized standards:
-
EN 62135-1 / EN 62135-2
EC marking date: 2015
KONFORMITÄTSERKLÄRUNG
GYS erklärt, dass der Stoßpunkter GYSPOT ALU PRO FV richtlinienkonform mit folgenden europäischen Bestimmung e n hergestellt wurde:
-
Niederspannungs-Richtlinie 2006/95/CE – 12/12/2006
-
EMV- Richtlinien 2004/108/CE – 15/12/2004
- elektromagnetische Verträglichkeit
Dieses Gerät stimmt daher mit folgenden erweiterten Normen überein:
-
EN 62135 -1 / EN 62135 -2
CE Kennzeichnung: 2015
DECLARACION DE CO NF ORMIDAD
Gys certifica que el GYSPOT ALU PRO FV es fabricado en conformidad con las directivas:
-
baja tensión 2006/95/CE del 12/12/2006
-
compatibilidad electromecánica 2004/108/CE del 15/12/2004
Esta conformidad está establecida por el respeto a las normas:
-
EN 62135-1 / EN 62135-2
El marcado CE fue fijado en: 2015
ДЕКЛАРАЦИЯ СООТВЕТСТВИИ
GYS заявляет, что сварочные аппараты GYSPOT ALU PRO FV произведены в соответствии с директивами Евросоюза
-
2006/95/CE о низком напряжении от 12/12/2006
-
CEМ 2004/108/CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами
-
EN 62135-1 / EN 62135-2
Маркировка ЕС нанесенна в 2015
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN / DIAGRAMA ELECTRICO/
ЭЛЕКТРИЧЕСКАЯ СХЕМА / SCHEMA ELETTRICO
Le 01/11/2015 Nicolas BOUYGUES
Société GYS Président Directeur Général/ CEO
134 BD des Loges
53941 Saint Berthevin
Page 22

22
PIÈCES DE RECHANG E / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПАСНЫЕ ЧАСТИ /
RICAMBI
N°
ALU PRO FV
1
Résistance 50W 68 ohms / 50W 68 ohms resistance / Resistenza 50W 68 ohms
63499
2
Interrupteur orange lumineux (22/30) O-I / Luminous orange switch (22/30) 0-I / Interrttore
arancione luminoso (22/30) O-I
52460
3
Ventilateur / Fan / Ventilator / Ventilador / Вентилятор / Ventilatore 92x92x25 24 Vdc
51032
4
PCB condensateur Aluspot / PCB capacitor Aluspot / Condensatore PCB Aluspot
97156
5
Clavier / Keyboard / Bedienfeld / Панель управления / Tastiera
51926 IND2
6
Module Thyristor - Diode 400A / Thyristor module – 400A diode / Modulo Tiristore - Diodo
400A
52159
7
PCB Gestion Aluspot / Managing PCB Aluspot / Gestione PCB Aluspot
97126
GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 1 an, à compter de la date d’achat (pièces et main d’œuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justificatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.
GARANTIE
Die Garantieleist u n g de s Herstellers erfo lgt au sschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate nach Kauf
angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten
erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund
erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie durch nicht
autorisierte Reparaturen oder durch Transportschäden, die in Folge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine
Garantie wird für Verschleißteile (z.B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die
Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlags durch den
Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
1
3
7
6
2
4
5
Page 23

23
ICONES / SYMBOLS / ZEICHENERKLÄRUNG /ICONOS / СИМВОЛЫ / ICONES
A
Ampères Amps Ampere Amperios Ампер / Ampere
V
Volt Volt Volt Voltios Вольт / Volt
Hz
Hertz Hertz Hertz Hertz Герц / Hertz
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne
doit toutefois pas être placée dans de tels locaux. Adapted for welding in environment with increased risks of electrical
shock. However, the welding source must not be placed in such places.
Geeignet für Sc h weißarbeiten im Bereich mit
erhöhten elekt rischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente el la misma no
debe estar situada dentro de tal locales.
Адаптирован для сварки в среде с повышенным риском электрошока.
Однако сам источник питания не должен быть расположен в таких местах.
/ Adatta alla saldatura in ambiente con
elevato rischio di choc elettrico. La fonte di alimentazione non deve tuttavia essere posizionata in tali ambienti.
IP 21
Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de gouttes d'eau Protected
against rain and against fingers access to dangerous parts Geschützt gegen Berührung m it gefährlichen Teilen und gegen
senkrechten Wass ertropfenfall
protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas
verticales de gotas de agua.
Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель
воды / Protetta contro l’accesso delle dita alle parti pericolose e dalla caduta di gocce d’acqua.
U1n
Tension nominale d’alimentation Rated supply voltage Netzspannung Tensión de la red Номинальное
напряжение сети / Tensione nominale di alimentazione.
Sp
Puissance permanente Permanent power Max. Dauerleistung Potencia permanente Постоянная мощность /
Potenza permanente.
S50
Puissance à 50% du facteur de marche Power at 50% duty factor Nennleistung bei 50% ED Potencia al 50 % del
factor de marcha Мощность при ПВ 50 % / Potenza al 50% del fattore di marcia.
U20
Tension alternative assignée à vide Secondary no-load rated voltage Sekundäre Leerlaufspannung Tensión
alternativa en vacio Номинальное альтернативное напряжение холостого хода / Tensione alternativa assegnata a
vuoto.
I2cc
Courant second aire en court-circuit Secondary current in short circui t Max. Kurzschlussstrom Corriente secundaria
en corto-circuito Вторичный ток при коротком замыкании / Corrente secondarua in corto-circuito.
Appareil conforme aux directives européennes The device complies with European Directive Gerät entspricht
europäischen Richtlinien El aparato está conf orme a las normas europeas Устройство соответствует европейским
нормам / Apparecchio conforme alle direttive europee.
Conforme aux normes EAC (Russie) Conform to standards EAC (Russia)
in Übereinstimmung mit der Norm EAC Conforme a la normas EAC (Rusia) Продукт соответствует стандарту
России (ЕАС). / Conforme alle norme EAC (Russie)
Risque de perturbation du fonctionnement des stimulateurs cardiaques à proximité de l’appareil Risk of interference
and disturbance of pace-makers near of the product Risiko von Fehlfunktionen oder Zerstörung der medizinischen Geräte
Riesgo de perturbaciones de funcionamiento del estimulador cardíaco a proximidad del aparato Существует риск сбоя
функционирования кардиостимуляторов вблизи аппарата
/ Rischio di interferenza nel funzionamento di pacemakers nel
caso di vicinanza alla macchina.
L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !) The electric arc produces
dangerous rays for eyes and skin (protect yourself !) Der elektrische Lichtbogen verursacht S t rahlungen auf Augen und
Haut (schützen Sie sich !)
El arco produce rayos peligrosos para los ojos y la piel (¡ Protéjase !) Электрическая дуга
производит опасные лучи для глаз и кожи (защитите себя!)
/ L’arco elettrico produce un irraggiamento pericoloso per
gli occhi e la pelle (proteggersi !).
Produit faisant l'objet d'une collecte sélective- Ne pas jeter dans une poubelle domestique Separate collection required
– Do not throw in a domestic dustbin Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll). Es
darf nicht mit dem Hausmüll entsorgt werden
Este aparato es objeto de una recolección selectiva. No debe ser tirado en
un cubo doméstico.
Продукт требует специальной утилизации. Не выбрасывать с бытовыми отходами. / Smaltire
separatamente. Non gettare con i rifiuti domestici.
Attention ! Lire l e manuel d’instruction avant utilisation Caution ! Read the user manual Achtung! Lesen Sie die
Betriebsanleitung Cuidado, leer las instrucciones de utilización. Внимание ! Читайте инструкцию по использованию /
Attenzione! Leggere il manuale di istruzioni prima dell’uso.
Attention ! Champ magnétique important. Les p ersonnes porteuses d’implants actifs ou passifs doivent être informées
Caution ! Strong magnetic field. People wearing active or passive implants must be informed. ACHTUNG! Starkes
Magnetfeld. In der Nähe des Arbeitsbereiche s befindliche Personen müssen a uf Gefahren hingewiesen werden.
Cuidado !
Campo magnético importante. Las personas portadoras de implantes activos o pasivos deben ser informadas
Внимание !
Сильное магнитное поле. Лица, имеющие активные или неактивные имплантаты должны быть предупреждены.
/
Attenzione! Campo magnetico rilevante. Informare le persone che indossano apparecchiarture mediche attive.
Danger de décharge électrique Danger of electric shock Gefahr elektri scher Sc hlä ge Peligro de descarga eléctrica.
Опасность электрического разряда. / Paricolo di scarica elettrica.
Attention, soud er peut déclencher un feu ou une explosion. Caution, welding ca n produce fire or explosion. Achtung!
Schweißen kann Feuer oder Explosion verursachen Cuidado, soldar puede iniciar un fuego o una explosión. Внимание!
Сварка может вызвать пожар или взрыв. / Attenzione, la saldatura pu ò innescare un incendio o un esplosione.
 Loading...
Loading...