

Gullco GP-250 User Manual
AUTOMATIC CYCLE
WELDING
POSITIONER
(USING GULLCO GSP-2000
SERIES CONTROLS)
MODELS:
GP-250
GPP-250
GP-350
OPERATING
INSTRUCTIONS
Website: www.gullco.com
Distributed by:
Phone: 905-953-4140 Fax: 905-953-4138 e-mail: sales@gullco.com
Phone: 440-439-8333 Fax: 440-439-3634 e-mail: ussales@gullco.com
Phone: +44 1257-253579 Fax: +44 1257-254629 e-mail: uksales@gullco.com
Phone: 61 (0) 7 3348-5515 Fax: 61 (0) 7 3348-5510 e-mail: ausales@gullco.com
Phone: 91-20-56260382 Fax: 91-20-26836656 e-mail: India.lo@gullco.com
GULLCO INTERNATIONAL LIMITED – CANADA
GULLCO INTERNATIONAL INC. – U.S.A.
GULLCO INTERNATIONAL [U.K.] LIMITED - EUROPE
GULLCO INTERNATIONAL PTY LIMITED - AUSTRALIA
GULLCO INTERNATIONAL LIMITED – INDIA
GULLCO INTERNATIONAL SHANGHAI – LIMITED
Phone: +8621-50460341 Fax: +8621-50463554 e-mail: c.zhang@gullco.com
Revised: February 28, 2013 GD-043-O

SAFETY INSTRUCTIONS
Although the Gullco AutoCycle welding positioner is manufactured for safe and dependable
operation, it is impossible to anticipate those combinations of circumstances, which could result in
an accident. An operator of the AutoCycle welding positioner is cautioned to always practice
"Safety First" during each phase of operation, setup and maintenance.
Read and understand the whole Operating Instructions manual (as well as the additional Technical
manual complete with the supplementary GSP Control Manual, “GD-031”) before operating or
performing service of this equipment. Become familiar with the machines operation, applications
and limitations. Keep the operation manual in a clean and readily available location.
This equipment is normally used to automate / semi-automate welding or cutting processes. These
processes usually have any combination of the following; bright and hot arcs, flying sparks, fumes,
ultraviolet and infrared radiated energy, hot work-pieces, compressed gases, etc.. The onus is on
the operator of this equipment to know, understand and follow all the safety precautions associated
with the process being used.
A careless operator invites troubles, and failure to follow safety practices may cause serious injury
or even death. Important safety precautions are given in the following:
Electrical Shock Prevention
Do not use this equipment in damp or wet locations.
Do not expose this equipment to rain.
Do not touch electrically live parts or electrode with skin or wet clothing.
Insulate yourself from the work and ground.
Never carry this equipment by the cables or pull the cables to disconnect from the receptacle.
Keep all cables from heat, oil and sharp edges.
Inspect all cables periodically and replace if damaged.
Inspect the security of all cables periodically and repair if loose.
Disconnect the power cord when not in use.
Disconnect the power cord positively to prevent electrical shock before repair and service of the
equipment.
Bodily Injury Prevention
Do not wear loose clothing, jewellery or loose, long hair which may get caught into automatic systems
or moving parts.
Keep equipment (especially lifting handles) dry, clean and free from oil & grease.
Ensure that the AutoCycle positioner is well secured to the bench, tabletop, etc., to prevent it from
tipping over when subjected to over hung loading.
Never loosen the tilt-locking lever, nor try to tilt the rotary welding table, when there is a load mounted
to the table generating large radial moments.
Keep hands away from the rotary table when it is in motion, or when there is the slightest possibility of
motion.
Wherever possible, avoid mounting devices, etc., that protrude from the rotating mass, and pose
possible pinch-points.
Make certain that work-piece/mounting device protrusions will not strike the floor, positioner frame or
any other object during rotation.
There should only ever be one (1) operator working at the machine at any given time.
Do not operate this equipment if drowsy from medication or fatigue.
Do not lift the machine with heavy accessories or cables attached and only lift using adopted safe
lifting standards and practices.
1
SAFETY PRECAUTIONS
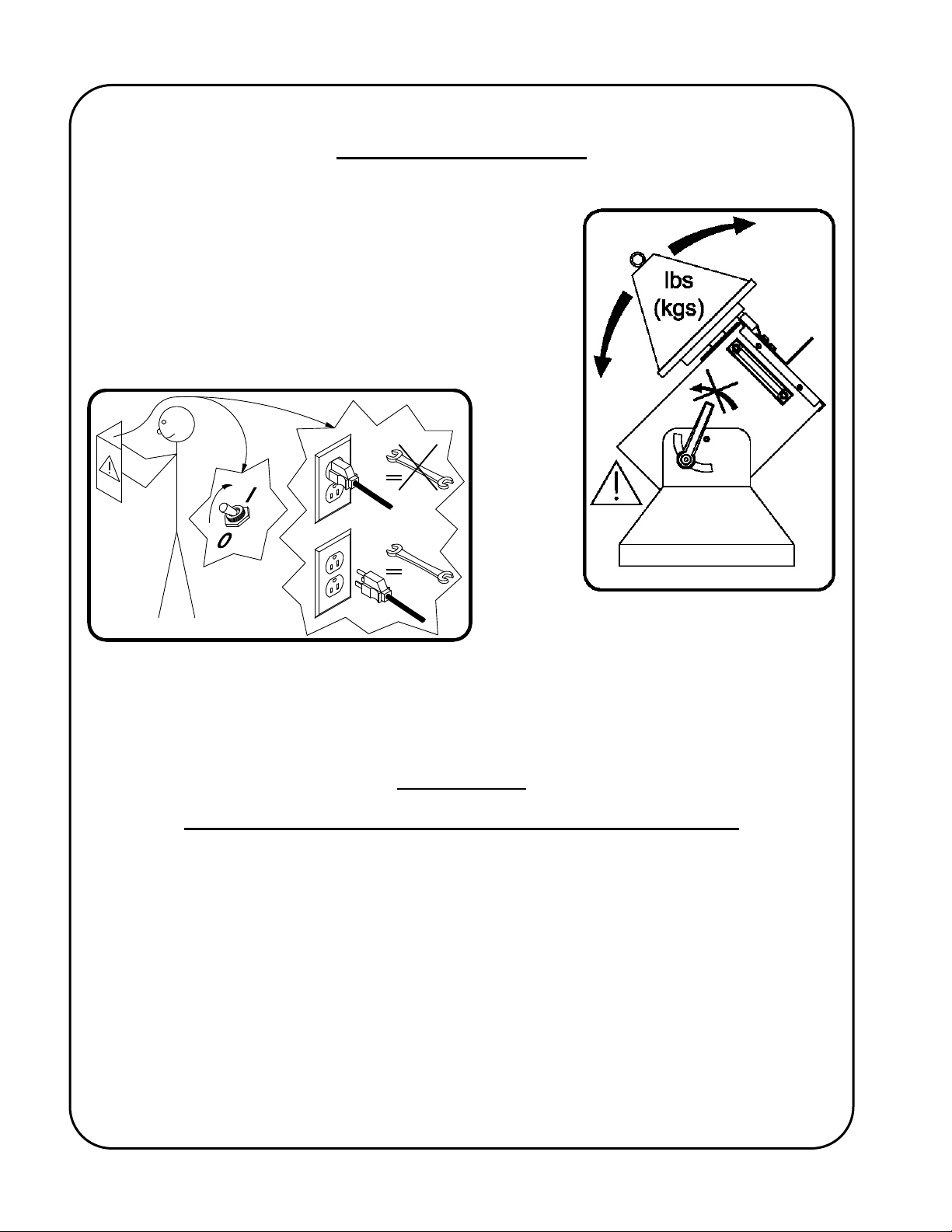
The following cautionary/warning labels are attached to each welding positioner:-
The adjacent label pictorially represents the following:
Warning:-
Do not loosen the tilt clamp lever when there is a load
applied to the table. This may result in an unexpected
radial movement!
The above label pictorially represents the following:
Warning:-
Read the manual before turning the unit on and before performing service. Also, positively
disconnect the unit from all power supplies before servicing!
IMPORTANT
READ THIS BEFORE OPERATING THE WELDING POSITIONER
When used with electric arc welding or cutting equipment, ensure that an adequate and wellmaintained power return path is provided with good electrical contact. Failure to do so may result in
the welding/cutting current passing through the Positioner and damaging the wiring and electrical
components.
Important information regarding safety and operation of the “GSP” motor control used in the
AutoCycle Positioner is contained in a supplemental manual attached at the end of the Technical
Manual. It is equally important to read, understand and apply the information contained within that
manual. The supplemental manual (GD-031) has a title “Technical Information For The Gullco
“GSP” Micro-Processor Based, 24 Volt DC Motor Control”, and it’s pages are numbered with a
prefix of “T-“.
ALL THE SAFE PRACTICES AND PRECAUTIONS MAY NOT BE GIVEN IN WRITING. SOME
ARE BASED ON COMMON SENSE, BUT OTHERS MAY REQUIRE TECHNICAL
BACKGROUND TO EXPLAIN.
2
AUTOCYCLE WELDING POSITIONER
This parts list covers the operation and maintenance requirements of the following Gullco
AutoCycle welding positioners:
GP-250-M, GP-250-H, GPP-250-M, GPP-250-H, GP-350-M & GP-350-H
GENERAL DESCRIPTION
The Gullco AutoCycle welding positioners are electrically powered, rotary turn tables, that consist of
a rotary spindle complete with mounting flange, drive and tilt mechanisms, a microprocessor based,
pulse width modulation motor control and a 7-1/2 feet (2.3 mtr.) power cable and a range of options,
as detailed on the following pages. The positive drive of the rotary table is obtained from a single
stage chain and sprocket reduction, driven by a low voltage permanent magnet motor and gearhead power unit assembly. The microprocessor motor control offers operator interface of start,
stop, clockwise rotation, neutral, counter-clockwise rotation and infinitely variable control of the
speed, within the range of the model, as well as an L.E.D. display indicating rotational speed in
revolutions per minute and operational status. The GP-250, GPP-250 & GP-350 series of
AutoCycle welding positioner provides programmable automatic welding cycles (including stitch
welding) and through the use of optional equipment can interface with such items as welding trigger
signals, pneumatic gun positioning slides, manual activation footswitches, and gas purge solenoids.
Safety is greatly enhanced by the use of Gullco's low voltage (24 V) control and power supply
system that is available in three line voltage inputs. I.e. 42, 115 and 230 VAC, single phase, 50/60
Hz, or any unregulated 24 VDC power supply at 220 watts of power. A power supply on/off
isolation switch is provided. The rotation speed is electronically controlled using an optical
tachometer located on the back of the gear-motor and is infinitely variable in both clockwise and
counter-clockwise directions, within the range of the model, by a rotary speed adjustment encoder
located on the remote control faceplate of the AutoCycle welding positioner. Table tilt is manually
set at any desired angle, from 0º through 90°, quickly and easily.
Purge equipped models have a 1/4" (6.4mm) hole through the center of the table spindle and a
rotary gas coupling mounted to the rear of the spindle, providing a female 1/4" N.P.T. gas inlet port.
INTENDED / FORESEEN USAGE
Gullco AutoCycle welding positioners are widely applied to reduce the cost of welding
circumferential components, such as pipe flanges and fittings. They are compact, portable and
provide fast positioning and smooth rotation.
Through automation or semi-automation, the quality, efficiency and repeatability of the weld
produced is greatly improved. Detrimental factors such as poor or awkward accessibility, operator
fatigue, or inconsistent workmanship are eliminated. Required quality levels are consistently
attained and productivity and profitability increased.
3
OPERATION
Note: The electrical and mechanical installation of the AutoCycle positioner is explained in the
Technical Manual.
Through the use of the optical tachometer closed loop feedback circuitry, the motor control can
obtain constant speed control of the AutoCycle welding positioner, as well as determine the amount
of rotational distance travelled. The motor and the control operate on 24 VDC, supplied by a power
supply located in the base of the positioner tower. Therefore, all operator interface devices (except
the power on/off switch) are subjected to signal level voltages only.
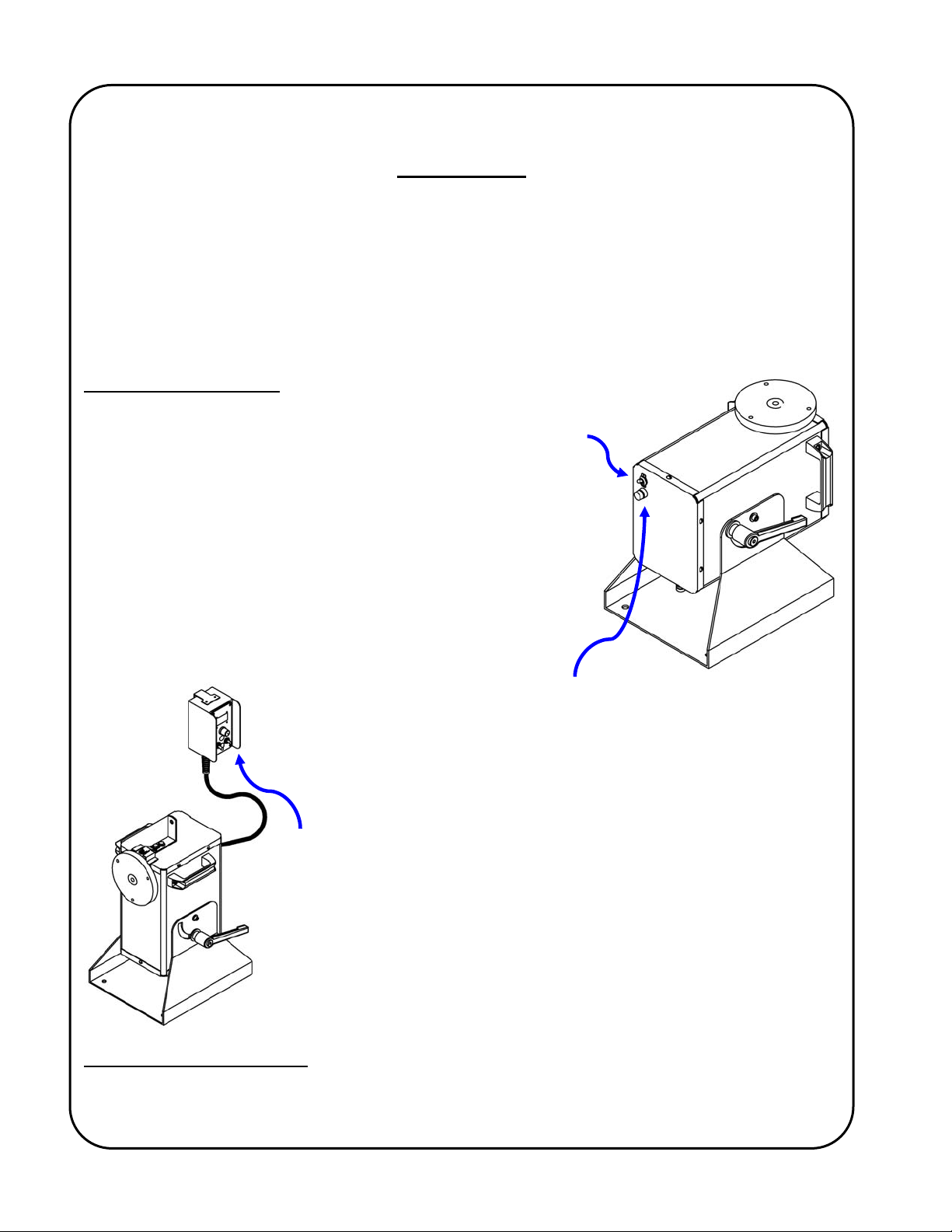
Local Control Devices
The power On/Off switch is located at the bottom of the positioner
tower and is used to disconnect the power to the rest of the
control circuitry.
I = On, O = Off.
WARNING! The motor control must not be continually started
and stopped by the removal and reapplying of
power to the control. Turning the power off to the
control will not provide instant braking and
continued use will damage the control. Allow ten
(10) seconds after the removal of power before
reapplying the power to the motor control.
The fuse holder is located at the bottom of the positioner tower and
allows accessibility to the main AC fuse by pushing the cap in towards
the main body and twisting in a counter-clockwise direction.
The AutoCycle welding positioner typically
microprocessor based motor control, located in a remote pendant
attached to the positioner by 6ft [1.8 Mtrs] of control cable.
*
uses a Gullco GSP-2010-2
*
If requested at time of purchase, a different style of GSP control can be substituted, where the Program
Variable Selector Switch is located under a hole plug in the face plate (reducing the possibility of
unwanted changes to the AutoCycle routine once set).
4
 Loading...
Loading...