

Page 1

MODEL G0824
14" X 40" GUNSMITH LATHE
OWNER'S MANUAL
(For models manufactured since 12/16)
COPYRIGHT © MARCH, 2017 BY GRIZZLY INDUSTRIAL, INC. REVISED JULY, 2017 (BL)
WARNING : NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE
OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC.
#BLJHKB18736 PRINTED IN CHINA
V1. 0 9 .17
Page 2

This manual provides critical safety instructions on the proper setup,
operation, maintenance, and service of this machine/tool. Save this
document, refer to it often, and use it to instruct other operators.
Failure to read, understand and follow the instructions in this manual
may result in fire or serious personal injury—including amputation,
electrocution, or death.
The owner of this machine/tool is solely responsible for its safe use.
This responsibility includes but is not limited to proper installation in
a safe environment, personnel training and usage authorization,
proper inspection and maintenance, manual availability and comprehension, application of safety devices, cutting/sanding/grinding tool
integrity, and the usage of personal protective equipment.
The manufacturer will not be held liable for injury or property damage
from negligence, improper training, machine modifications or misuse.
Some dust created by power sanding, sawing, grinding, drilling, and
other construction activities contains chemicals known to the State
of California to cause cancer, birth defects or other reproductive
harm. Some examples of these chemicals are:
• Lead from lead-based paints.
• Crystalline silica from bricks, cement and other masonry products.
• Arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often you
do this type of work. To reduce your exposure to these chemicals:
Work in a well ventilated area, and work with approved safety equipment, such as those dust masks that are specially designed to filter
out microscopic particles.
Page 3

Table of Contents
INTRODUCTION ............................................... 2
Contact Info.................................................... 2
Manual Accuracy ........................................... 2
Identification ................................................... 3
Controls & Components ................................. 4
Machine Data Sheet ...................................... 7
SECTION 1: SAFETY ..................................... 10
Safety Instructions for Machinery ................ 10
Additional Safety for Metal Lathes ............... 12
Additional Chuck Safety ............................... 13
SECTION 2: POWER SUPPLY ...................... 14
SECTION 3: SETUP ....................................... 16
Preparation .................................................. 16
Unpacking .................................................... 16
Needed for Setup ......................................... 16
Inventory ...................................................... 17
Cleanup ........................................................ 18
Site Considerations ...................................... 19
Assembly ..................................................... 20
Lifting & Placing ........................................... 21
Anchoring to Floor ....................................... 22
Leveling ........................................................ 23
Lubricating Lathe ......................................... 23
Adding Coolant ............................................ 23
Power Connection........................................ 24
Test Run ...................................................... 25
Spindle Break-In .......................................... 27
SECTION 4: OPERATIONS ........................... 28
Operation Overview ..................................... 28
Chuck & Faceplate Mounting....................... 29
Camlock Stud Installation ............................ 29
Chuck Safety & Support Devices ................ 30
Chuck Installation......................................... 30
Chuck Removal............................................ 32
Scroll Chuck Clamping ................................ 32
Chuck Jaw Reversal .................................... 33
4-Jaw Chuck ................................................ 33
Faceplate ..................................................... 34
Tailstock ....................................................... 35
Centers ........................................................ 39
Drill Chuck & Arbor ...................................... 42
Steady Rest ................................................. 42
Follow Rest .................................................. 43
Carriage & Compound Locks....................... 44
Compound Rest ........................................... 44
Tool Post ...................................................... 45
Spindle Spider.............................................. 46
Manual Feed ................................................ 47
Spindle Speed.............................................. 48
Power Feed.................................................. 49
End Gears .................................................... 52
Threading ..................................................... 54
Coolant System............................................ 58
SECTION 5: ACCESSORIES ......................... 59
SECTION 6: MAINTENANCE ......................... 63
Schedule ...................................................... 63
Cleaning/Protecting ...................................... 63
Lubrication ................................................... 64
Coolant System Service .............................. 69
Machine Storage .......................................... 71
SECTION 7: SERVICE ................................... 72
Troubleshooting ........................................... 72
Backlash Adjustment ................................... 75
Leadscrew End-Play Adjustment ................. 76
Gib Adjustment ............................................ 76
Half Nut Adjustment ..................................... 78
V-Belt Tension & Replacement.................... 79
Leadscrew Shear Pin Replacement ............ 80
Feed Clutch Adjustment .............................. 81
Gap Insert Removal & Installation ............... 82
Bearing Preload ........................................... 83
SECTION 8: WIRING ...................................... 86
Wiring Safety Instructions ............................ 86
Wiring Overview ........................................... 87
Electrical Cabinet Wiring .............................. 88
Electrical Cabinet ......................................... 89
Main & Pump Motor Wiring .......................... 90
Control Panel Wiring .................................... 91
SECTION 9: PARTS ....................................... 92
Headstock Case & Shift ............................... 92
Headstock Drive........................................... 94
Headstock Spindle ....................................... 96
Change Gears.............................................. 98
Quick Change Gearbox ............................... 99
Apron ......................................................... 101
Cross Slide................................................. 103
Compound Slide & Tool Post .................... 105
Steady & Follow Rests............................... 106
Tailstock ..................................................... 107
Pump .......................................................... 108
Motor & Feed Rod ..................................... 109
Cabinet & Brake ......................................... 111
Main Electrical Breakdown ........................ 113
Digital Readout .......................................... 114
Accessories ................................................ 116
Labels & Cosmetics ................................... 117
SECTION 10: APPENDIX ............................. 118
Threading & Feed Charts .......................... 118
WARRANTY & RETURNS ........................... 121
Page 4

We stand behind our machines! If you have questions or need help, contact us with the information
below. Before contacting, make sure you get the
serial number
machine ID label. This will help us help you faster.
We want your feedback on this manual. What did
you like about it? Where could it be improved?
Please take a few minutes to give us feedback.
Email: manuals@grizzly.com
We are proud to provide a high-quality owner’s
manual with your new machine!
We
instructions, specifications, drawings, and photographs
in this manual. Sometimes we make mistakes, but
our policy of continuous improvement also means
that
you receive is
slightly different than shown in the manual
If you find this to be the case, and the difference
between the manual and machine leaves you
confused or unsure about something
check our
website for an updated version. W
current
manuals and
on our web-
site at
Alternatively, you can call our Technical Support
for help. Before calling, make sure you write down
the
from
the machine ID label (see below). This information
is required for us to provide proper tech support,
and it helps us determine if updated documentation is available for your machine.
INTRODUCTION
Contact Info
and manufacture date from the
Grizzly Technical Support
1815 W. Battlefield
Springfield, MO 65807
Phone: (570) 546-9663
Email: techsupport@grizzly.com
Grizzly Documentation Manager
P.O. Box 2069
Bellingham, WA 98227-2069
Manual Accuracy
made every effort to be exact with the
sometimes the machine
.
,
e post
manual updates for free
www.grizzly.com.
Manufacture Date and Serial Number
Manufacture Date
Serial Number
-2-
Model G0824 (Mfd. Since 12/16)
Page 5

Identification
To reduce your risk of
serious injury, read this
entire manual BEFORE
Become familiar with the names and locations of the controls and features shown below to better understand
the instructions in this manual.
C
B
A
V
U
F
D
E
G
H
J
K
I
L
M
N
O
P
T
A. Headstock Controls (see Page 4 for details)
B. DRO Unit
C. D1-5 Camlock MT#5 Spindle
D. 3-Jaw Chuck 7"
E. Quick-Change Tool Post
F. Follow Rest
G. LED Work Lamp
H. Coolant Nozzle
I. Compound Rest
J. Cross Slide
K. Coolant Valve
L. Steady Rest
Model G0824 (Mfd. Since 12/16)
S
using machine.
R
M. Tailstock (see Page 5 for details)
N. Longitudinal Leadscrew
O. Feed Rod
P. Control Rod
Q. Chip Tray
R. Carriage (see Page 5 for details)
S. Foot Brake
T. Stand Mounting Points
U. Storage Cabinet
V. Quick-Change Gearbox Controls (see Page
Q
4 for details)
-3-
Page 6
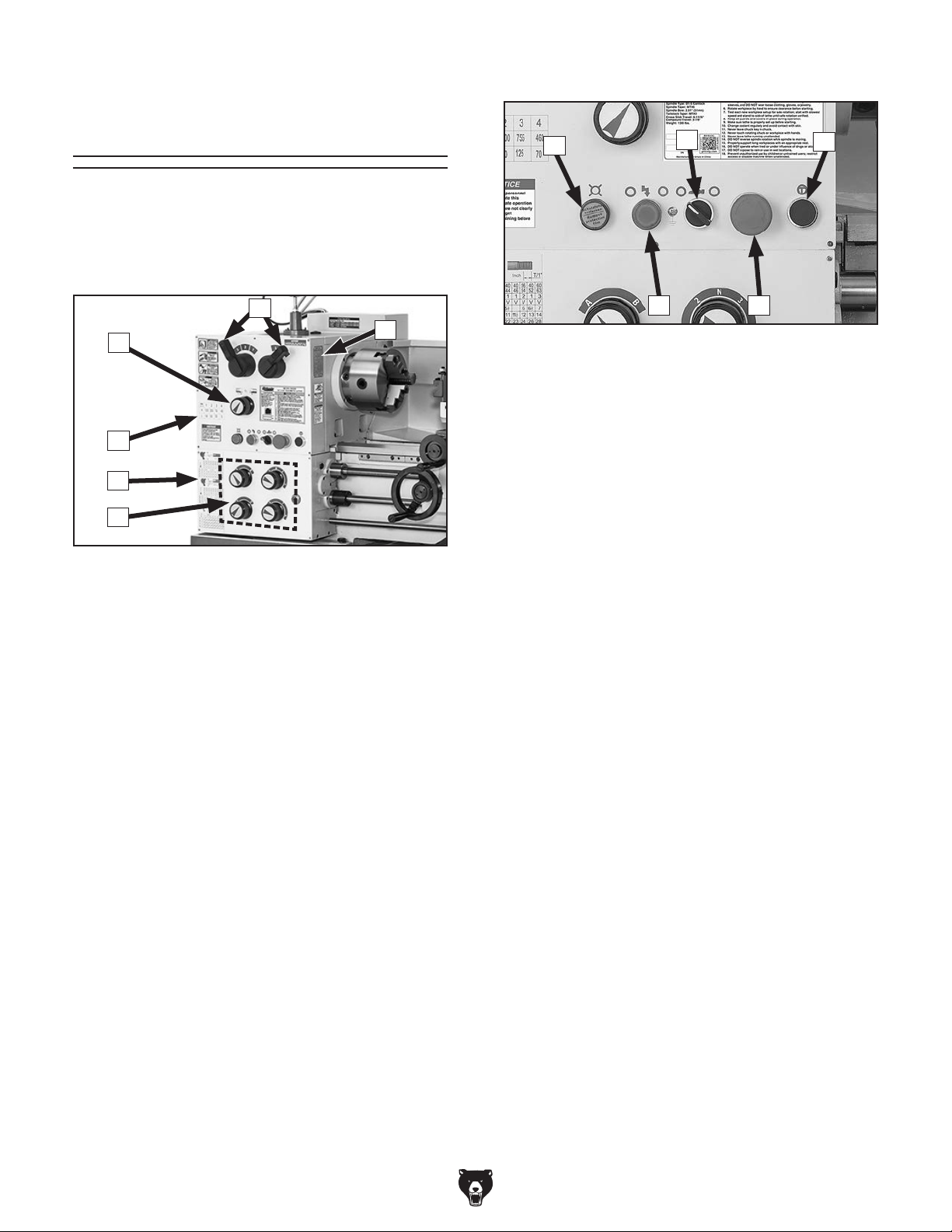
Controls &
Control Panel
Components
Refer to Figures 1–7 and the following descriptions to become familiar with the basic controls of
this lathe.
Headstock
A
F
B
C
D
E
Figure 1. Headstock controls.
G
Figure 2. Control panel.
G. Power Light: Indicates lathe controls are
receiving power. Illuminates when Emergency
Stop/RESET button is reset.
H. Power Button: Enables the spindle motor
when the Emergency Stop/RESET button is
reset.
I. Coolant Pump Switch: Controls coolant
pump motor.
I
H
J
K
A. Spindle Speed and Speed Range Levers:
The spindle speed lever (left) and spindle
speed range lever (right) are used in conjunction with each other to select one of the eight
available spindle speeds.
B. Feed Direction Dial: Changes direction of
leadscrew/feed rod rotation (i.e. direction of
carriage travel) without reversing direction of
spindle rotation. Typically used for left-hand
threading.
C. Spindle Speed Chart: Displays configura-
tion of the spindle speed levers for each of
the eight spindle speeds.
D. Thread and Feed Charts: Display the con-
figuration of the gearbox dials and end gears
to produce all available threading or feeding
options.
E. Quick-Change Gearbox Dials: Control the
leadscrew and feed rod speed for threading
and feeding operations.
J. Emergency Stop/RESET Button: Stops all
machine functions. Twist clockwise to reset.
K. Jog/Inching Button: Starts forward spindle
rotation as long as it is pressed.
F. Thread Dial Chart: Indicates where on the
thread dial to engage the half nut when cutting inch threads.
-4-
Model G0824 (Mfd. Since 12/16)
Page 7

Carriage
Tailstock
M
L
N
O
T
P
P
S
R
Figure 3. Carriage controls.
L. Quick-Change Tool Post: Allows the
operator to quickly load and unload tools/
tool holders.
Q
AA
V
U
Figure 4. Tailstock controls.
AB
W
X
Y
Z
M. Compound Rest Handwheel: Moves the
tool toward and away from the workpiece at
the preset angle of the compound rest. Dial is
graduated in increments of 0.001" (0.100" per
full revolution).
N. Carriage Lock: Secures the carriage in
place for greater rigidity and cutting accuracy
when it should not move.
O. Thread Dial: Indicates when to engage the
half nut during threading operations.
P. Spindle Lever: Starts, stops, and reverses
direction of spindle rotation.
Q . Half Nut Lever: Engages/disengages the
half nut for threading operations.
R. Feed Selection Lever: Selects the carriage
or cross slide for power feed.
S. Carriage Handwheel: Moves the carriage
along the bed. Dial is graduated in increments of 0.005" (0.56" per full revolution).
T. Cross Slide Handwheel: Moves the cross
slide toward and away from the workpiece.
Dial is graduated in increments of 0.002"
(0.200" per full revolution).
Z
Figure 5. Additional tailstock controls.
U. Quill Handwheel: Moves the quill toward or
away from the spindle.
V. Graduated Scale: Indicates quill movement
in increments of 0.001", with one full revolution equaling 0.100" of quill travel.
W. Tailstock Lock Lever: Secures the tailstock
in position along the bedway.
X. Quill Lock Lever: Secures the quill in
position.
Y. Quill: Moves toward and away from the
spindle. Holds centers and tooling.
Z. Tailstock Offset Screws: Adjusts the
tailstock offset left or right from the spindle
centerline (1 of 2).
AA. Offset Scale: Indicates the relative distance
of tailstock offset from the spindle centerline.
1
⁄2" Square-Drive Lock-Down: Used with a
AB.
torque wrench for precise alignment of centers.
Model G0824 (Mfd. Since 12/16)
-5-
Page 8

End Gears
Safety Foot Brake
This lathe is equipped with a foot brake
(see Figure 7) to quickly stop the spindle instead
of allowing it to coast to a stop on its own. Pushing
the foot brake while the spindle is ON cuts power
to the motor and stops the spindle. After the foot
brake is used, the spindle lever must be returned
to the OFF (middle) position to reset the spindle
switches before re-starting spindle rotation.
End
Gears
Figure 6. End gear components.
Configuring the end gears (shown in Figure 6)
controls the speed of the leadscrew for threading,
or the feed rod for power feed operations.
Spindle Lever
Foot Brake
Figure 7. Foot brake and spindle lever.
-6-
Model G0824 (Mfd. Since 12/16)
Page 9

Machine Data Sheet
MACHINE DATA
SHEET
Customer Service #: (570) 546-9663 · To Order Call: (800) 523-4777 · Fax #: (800) 438-5901
MODEL G0824 14" X 40" GUNSMITH LATHE WITH 2"
SPINDLE BORE
Product Dimensions:
Weight............................................................................................................................................................ 1300 lbs.
Width (side-to-side) x Depth (front-to-back) x Height..................................................................... 78 x 31 x 61-1/2 in.
Footprint (Length x Width)............................................................................................................................ 71 x 16 in.
Shipping Dimensions:
Type.......................................................................................................................................................... Wood Crate
Content........................................................................................................................................................... Machine
Weight............................................................................................................................................................ 1550 lbs.
Length x Width x Height....................................................................................................................... 76 x 33 x 61 in.
Must Ship Upright................................................................................................................................................... Yes
Electrical:
Power Requirement........................................................................................................... 220V, Single-Phase, 60 Hz
Full-Load Current Rating................................................................................................................................... 10.45A
Minimum Circuit Size.............................................................................................................................................. 15A
Connection Type....................................................................................................................................... Cord & Plug
Power Cord Included.............................................................................................................................................. Yes
Power Cord Length................................................................................................................................................. 6 ft.
Power Cord Gauge......................................................................................................................................... 14 AWG
Plug Included.......................................................................................................................................................... Yes
Included Plug Type................................................................................................................................................ 6-15
Switch Type............................................................................................ Control Panel w/Magnetic Switch Protection
Motors:
Coolant Pump
Main
Horsepower................................................................................................................................................. 40W
Phase............................................................................................................................................ Single-Phase
Amps......................................................................................................................................................... 0.45A
Type........................................................................................................................................... TEFC Induction
Power Transfer ............................................................................................................................... Direct Drive
Bearings..................................................................................................... Shielded & Permanently Lubricated
Horsepower............................................................................................................................................. 2.5 HP
Phase............................................................................................................................................ Single-Phase
Amps............................................................................................................................................................ 10A
Speed................................................................................................................................................ 1720 RPM
Type................................................................................................................. TEFC Capacitor-Start Induction
Power Transfer .................................................................................................................................. Belt Drive
Bearings..................................................................................................... Shielded & Permanently Lubricated
Model G0824 (Mfd. Since 12/16)
-7-
Page 10

Main Specifications:
Operation Info
Headstock Info
Tailstock Info
Swing Over Bed......................................................................................................................................... 14 in.
Distance Between Centers........................................................................................................................ 40 in.
Swing Over Cross Slide..................................................................................................................... 8-13/16 in.
Swing Over Saddle.......................................................................................................................... 13-13/16 in.
Swing Over Gap.................................................................................................................................. 19-3/4 in.
Maximum Tool Bit Size............................................................................................................................. 5/8 in.
Compound Travel.................................................................................................................................. 3-7/8 in.
Carriage Travel.......................................................................................................................................... 36 in.
Cross Slide Travel............................................................................................................................. 6-11/16 in.
Spindle Bore.............................................................................................................................. 2.01 in. (51mm)
Spindle Taper............................................................................................................................................ MT#6
Number of Spindle Speeds............................................................................................................................... 8
Spindle Speeds......................................................................................................................... 70 – 2000 RPM
Spindle Type................................................................................................................................ D1-5 Camlock
Spindle Bearings................................................................................................ High-Precision Tapered Roller
Spindle Length..................................................................................................................................... 17-1/4 in.
Spindle Length with 3-Jaw Chuck.............................................................................................................. 22 in.
Spindle Length with 4-Jaw Chuck....................................................................................................... 21-1/2 in.
Spindle Length with Faceplate............................................................................................................ 20-1/2 in.
Tailstock Quill Travel......................................................................................................................... 3-15/16 in.
Tailstock Taper.......................................................................................................................................... MT#3
Tailstock Barrel Diameter.................................................................................................................. 1-21/32 in.
Threading Info
Number of Longitudinal Feeds....................................................................................................................... 32
Range of Longitudinal Feeds.......................................................................................... 0.002 – 0.0548 in./rev.
Number of Cross Feeds................................................................................................................................. 32
Range of Cross Feeds.................................................................................................. 0.0007 – 0.0187 in./rev.
Number of Inch Threads................................................................................................................................. 34
Range of Inch Threads...................................................................................................................... 4 – 56 TPI
Number of Metric Threads.............................................................................................................................. 26
Range of Metric Threads.................................................................................................................. 0.4 – 7 mm
Dimensions
Bed Width.............................................................................................................................................. 7-3/8 in.
Carriage Leadscrew Diameter.................................................................................................................. 7/8 in.
Leadscrew TPI........................................................................................................................................... 8 TPI
Carriage Leadscrew Length....................................................................................................................... 50 in.
Steady Rest Capacity................................................................................................................... 3/8 – 2-3/4 in.
Follow Rest Capacity.................................................................................................................... 3/8 – 2-3/8 in.
Faceplate Size..................................................................................................................................... 12-1/2 in.
Feed Rod Diameter.................................................................................................................................. 3/4 in.
Floor to Center Height......................................................................................................................... 45-1/2 in.
Construction
Headstock............................................................................................................................................ Cast Iron
End Gears...................................................................................................................... Flame-Hardened Steel
Bed...................................................................................................................... Induction-Hardened Cast Iron
Body..................................................................................................................................................... Cast Iron
Stand.......................................................................................................................................................... Steel
Paint Type/Finish...................................................................................................................................... Epoxy
-8-
Model G0824 (Mfd. Since 12/16)
Page 11

Fluid Capacities
Headstock Capacity.................................................................................................................................. 3.5 qt.
Headstock Fluid Type............................................................. ISO 32 (e.g. Grizzly T23963, Mobile DTE Light)
Gearbox Capacity..................................................................................................................................... 24 oz.
Gearbox Fluid Type................................................................... ISO 68 (e.g. Grizzly T23962, Mobile Vactra 2)
Apron Capacity........................................................................................................................................... 7 oz.
Apron Fluid Type....................................................................... ISO 68 (e.g. Grizzly T23962, Mobile Vactra 2)
Coolant Capacity....................................................................................................................................... 10 qt.
Other Specifications:
Country of Origin ................................................................................................................................................ China
Warranty ........................................................................................................................................................... 1 Year
Approximate Assembly & Setup Time ............................................................................................................. 2 Hours
Serial Number Location .................................................................................................................................. ID Label
Sound Rating ..................................................................................................................................................... 82 dB
ISO 9001 Factory .................................................................................................................................................. Yes
Certified by a Nationally Recognized Testing Laboratory (NRTL) .......................................................................... No
Features:
X- & Z-Axis DRO
Removable Bed Gap
Quick-Change Spindle Speed and Gearbox Controls
On/Off Reverse Spindle Switch on Carriage
Adjustable Halogen Work Light
Steady and Follow Rests with Roller Bearing Supports
Outboard Spindle Support Spider with 4 Brass-Tipped Bolts
Foot Brake with Motor Shut-Off Switch
Built-In Coolant System
D1-5 Camlock Spindle Nose
7 in. 3-Jaw Chuck and 8 in. 4-Jaw Chuck
Pull-Out Chip Tray
Full-Length Splash Guard
200-Series Quick-Change Tool Post
Accessories Included:
7 in. 3-Jaw Universal Chuck with 2 Sets of Jaws
8 in. 4-Jaw Independent Chuck with Reversible Jaws
Steady and Follow Rests with Roller Bearing Supports
12-1/2 in. Faceplate
Carbide-Tipped MT#3 Dead Center
Standard MT#3 Dead Center
Set of 8 Change Gears
1/2" Drill Chuck w/MT#3 Arbor
MT#6-MT#3 Adapter Sleeve
Toolbox with Service Tools
Model G0824 (Mfd. Since 12/16)
-9-
Page 12

SECTION 1: SAFETY
For Your Own Safety, Read Instruction
Manual Before Operating This Machine
The purpose of safety symbols is to attract your attention to possible hazardous conditions.
This manual uses a series of symbols and signal words intended to convey the level of importance of the safety messages. The progression of symbols is described below. Remember that
safety messages by themselves do not eliminate danger and are not a substitute for proper
accident prevention measures. Always use common sense and good judgment.
Indicates an imminently hazardous situation which, if not avoided,
WILL result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
COULD result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
MAY result in minor or moderate injury. It may also be used to alert
against unsafe practices.
This symbol is used to alert the user to useful information about
NOTICE
proper operation of the machine.
Safety Instructions for Machinery
OWNER’S MANUAL. Read and understand this
owner’s manual BEFORE using machine.
TRAINED OPERATORS ONLY. Untrained operators have a higher risk of being hurt or killed.
Only allow trained/supervised people to use this
machine. When machine is not being used, disconnect power, remove switch keys, or lock-out
machine to prevent unauthorized use—especially
around children. Make your workshop kid proof!
DANGEROUS ENVIRONMENTS. Do not use
machinery in areas that are wet, cluttered, or have
poor lighting. Operating machinery in these areas
greatly increases the risk of accidents and injury.
MENTAL ALERTNESS REQUIRED. Full mental
alertness is required for safe operation of machinery. Never operate under the influence of drugs or
alcohol, when tired, or when distracted.
ELECTRICAL EQUIPMENT INJURY RISKS. You
can be shocked, burned, or killed by touching live
electrical components or improperly grounded
machinery. To reduce this risk, only allow qualified
service personnel to do electrical installation or
repair work, and always disconnect power before
accessing or exposing electrical equipment.
DISCONNECT POWER FIRST.
nect machine from power supply BEFORE making
adjustments, changing tooling, or servicing machine.
This prevents an injury risk from unintended startup
or contact with live electrical components.
EYE PROTECTION. Always wear ANSI-approved
safety glasses or a face shield when operating or
observing machinery to reduce the risk of eye
injury or blindness from flying particles. Everyday
eyeglasses are NOT approved safety glasses.
Always discon-
-10 -
Model G0824 (Mfd. Since 12/16)
Page 13

WEARING PROPER APPAREL. Do not wear
clothing, apparel or jewelry that can become
entangled in moving parts. Always tie back or
cover long hair. Wear non-slip footwear to reduce
risk of slipping and losing control or accidentally
contacting cutting tool or moving parts.
HAZARDOUS DUST. Dust created by machinery
operations may cause cancer, birth defects, or
long-term respiratory damage. Be aware of dust
hazards associated with each workpiece material. Always wear a NIOSH-approved respirator to
reduce your risk.
HEARING PROTECTION. Always wear hearing protection when operating or observing loud
machinery. Extended exposure to this noise
without hearing protection can cause permanent
hearing loss.
REMOVE ADJUSTING TOOLS. Tools left on
machinery can become dangerous projectiles
upon startup. Never leave chuck keys, wrenches,
or any other tools on machine. Always verify
removal before starting!
USE CORRECT TOOL FOR THE JOB. Only use
this tool for its intended purpose—do not force
it or an attachment to do a job for which it was
not designed. Never make unapproved modifications—modifying tool or using it differently than
intended may result in malfunction or mechanical
failure that can lead to personal injury or death!
AWKWARD POSITIONS. Keep proper footing
and balance at all times when operating machine.
Do not overreach! Avoid awkward hand positions
that make workpiece control difficult or increase
the risk of accidental injury.
CHILDREN & BYSTANDERS. Keep children and
bystanders at a safe distance from the work area.
Stop using machine if they become a distraction.
GUARDS & COVERS. Guards and covers reduce
accidental contact with moving parts or flying
debris. Make sure they are properly installed,
undamaged, and working correctly BEFORE
operating machine.
FORCING MACHINERY. Do not force machine.
It will do the job safer and better at the rate for
which it was designed.
NEVER STAND ON MACHINE. Serious injury
may occur if machine is tipped or if the cutting
tool is unintentionally contacted.
STABLE MACHINE. Unexpected movement during operation greatly increases risk of injury or
loss of control. Before starting, verify machine is
stable and mobile base (if used) is locked.
USE RECOMMENDED ACCESSORIES. Consult
this owner’s manual or the manufacturer for recommended accessories. Using improper accessories will increase the risk of serious injury.
UNATTENDED OPERATION. To reduce the
risk of accidental injury, turn machine OFF and
ensure all moving parts completely stop before
walking away. Never leave machine running
while unattended.
MAINTAIN WITH CARE. Follow all maintenance
instructions and lubrication schedules to keep
machine in good working condition. A machine
that is improperly maintained could malfunction,
leading to serious personal injury or death.
DAMAGED PARTS. Regularly inspect machine
for damaged, loose, or mis-adjusted parts—or
any condition that could affect safe operation.
Immediately repair/replace BEFORE operating
machine. For your own safety, DO NOT operate
machine with damaged parts!
MAINTAIN POWER CORDS. When disconnecting cord-connected machines from power, grab
and pull the plug—NOT the cord. Pulling the cord
may damage the wires inside. Do not handle
cord/plug with wet hands. Avoid cord damage by
keeping it away from heated surfaces, high traffic
areas, harsh chemicals, and wet/damp locations.
EXPERIENCING DIFFICULTIES. If at any time
you experience difficulties performing the intended operation, stop using the machine! Contact our
Technical Support at (570) 546-9663.
Model G0824 (Mfd. Since 12/16)
-11-
Page 14

Additional Safety for Metal Lathes
Serious injury or death can occur from getting entangled in, crushed between, or struck by
rotating parts on a lathe! Unsecured tools or workpieces that fly loose from rotating objects
can also strike nearby operators with deadly force. To minimize the risk of getting hurt or killed,
anyone operating this machine MUST completely heed the hazards and warnings below.
CLOTHING, JEWELRY & LONG HAIR. Tie back
long hair, remove jewelry, and do not wear loose
clothing or gloves. These can easily get caught on
rotating parts and pull you into lathe.
ROTATING PA R TS. Always keep hands and body
at a safe distance from rotating parts—especially
those with projecting surfaces. Never hold anything against rotating workpiece, such as emery
cloth, that can pull you into lathe.
GUARDING. Guards and covers protect against
entanglement or flying objects. Always ensure they
are properly installed while machine is running.
ADJUSTMENT TOOLS. Remove all chuck keys,
wrenches, and adjustment tools before turning
lathe ON. A tool left on the lathe can become a
deadly projectile when spindle is started.
SAFE CLEARANCES. Before starting spindle,
verify workpiece has adequate clearance by handrotating it through its entire range of motion.
NEW SETUPS. Test each new setup by starting
spindle rotation at the lowest speed and standing
to the side of the lathe until workpiece reaches full
speed and you can verify safe rotation.
SPINDLE SPEEDS. Using spindle speeds that are
too fast for the workpiece or clamping equipment
can cause rotating parts to come loose and strike
nearby people with deadly force. Always use slow
spindle speeds with large or non-concentric workpieces. Never exceed rated RPM of the chuck.
LONG STOCK SAFETY. Long stock can whip
violently if not properly supported. Always support
any stock that extends from the chuck/headstock
more than three times its own diameter.
CLEARING CHIPS. Metal chips can be razor
sharp. Avoid clearing them by hand or with a rag.
Use a brush or vacuum instead.
SECURE WORKPIECE. An improperly secured
workpiece can fly off spindle with deadly force.
Make sure workpiece is properly secured before
starting the lathe.
CHUCKS. Chucks can be heavy and difficult to
hold. During installation and removal, protect your
hands and precision bed ways by using a chuck
cradle or piece of plywood over the bed ways. Use
lifting equipment, as necessary, for large chucks.
STOPPING SPINDLE. Always allow spindle to
completely stop on its own, or use a brake, if
provided. Never put hands or another object on a
spinning workpiece to make it stop faster.
CRASHING. A serious explosion of metal parts
can occur if cutting tool or other lathe component
hits rotating chuck or a projecting part of workpiece. Resulting metal fragments can strike nearby
people and lathe will be seriously damaged. To
reduce risk of crashing, ALWAYS release automatic feeds after use, NEVER leave lathe unattended,
and CHECK all clearances before starting lathe.
COOLANT SAFETY. Coolant can become very
toxic through prolonged use and aging. To minimize toxicity, change coolant regularly. When
using, position nozzle properly to avoid splashing
operator or causing a slipping hazard on floor.
TOOL SELECTION. Cutting with incorrect or dull
tooling increases risk of injury from broken or dislodged components, or as a result of extra force
required for operation. Always use sharp tooling
that is right for the job.
SANDING/POLISHING. To reduce risk of entanglement, never wrap emery cloth around rotating
workpiece. Instead, use emery cloth with the aid
of a tool or backing board.
MEASURING WORKPIECE. To reduce risk of
entanglement, never measure rotating workpieces.
-12-
Model G0824 (Mfd. Since 12/16)
Page 15

Additional Chuck Safety
ENTANGLEMENT. Entanglement with a rotat-
ing chuck can lead to death, amputation, broken
bones, or other serious injury. Never attempt to
slow or stop the lathe chuck by hand, and always
roll up long sleeves, tie back long hair, and remove
any jewelry or loose apparel BEFORE operating.
CHUCK SPEED RATING. Excessive spindle
speeds greatly increase the risk of the workpiece
or chuck being thrown from the machine with
deadly force. Never use spindle speeds faster than
the chuck RPM rating or the safe limits of your
workpiece.
USING CORRECT EQUIPMENT. Many workpieces can only be safely turned in a lathe if additional
support equipment, such as a tailstock or steady/
follow rest, is used. If the operation is too hazardous to be completed with the lathe or existing
equipment, the operator must have enough experience to know when to use a different machine or
find a safer way.
TRAINED OPERATORS ONLY. Using a chuck
incorrectly can result in workpieces coming loose
at high speeds and striking the operator or bystanders with deadly force. To reduce the risk of this hazard, read and understand this document and seek
additional training from an experienced chuck user
before using a chuck.
CHUCK CAPACITY. Avoid exceeding the capacity
of the chuck by clamping an oversized workpiece.
If the workpiece is too large to safely clamp with
the chuck, use a faceplate or a larger chuck if possible. Otherwise, the workpiece could be thrown
from the lathe during operation, resulting in serious
impact injury or death.
CLAMPING FORCE. Inadequate clamping force
can lead to the workpiece being thrown from the
chuck and striking the operator or bystanders.
Maximum clamping force is achieved when the
chuck is properly maintained and lubricated, all
jaws are fully engaged with the workpiece, and
the maximum chuck clamping diameter is not
exceeded.
PROPER MAINTENANCE. All chucks must be
properly maintained and lubricated to achieve
maximum clamping force and withstand the rigors
of centrifugal force. To reduce the risk of a thrown
workpiece, follow all maintenance intervals and
instructions in this document.
DISCONNECT POWER. Serious entanglement or
impact injuries could occur if the lathe is started
while you are adjusting, servicing, or installing the
chuck. Always disconnect the lathe from power
before performing these procedures.
Model G0824 (Mfd. Since 12/16)
-13-
Page 16

SECTION 2: POWER SUPPLY
Before installing the machine, consider the availability and proximity of the required power supply
circuit. If an existing circuit does not meet the
requirements for this machine, a new circuit must
be installed. To minimize the risk of electrocution,
fire, or equipment damage, installation work and
electrical wiring must be done by an electrician or
qualified service personnel in accordance with all
applicable codes and standards.
or equipment damage
may occur if machine is
not properly grounded
and connected to power
The full-load current rating is the amperage a
machine draws at 100% of the rated output power.
On machines with multiple motors, this is the
amperage drawn by the largest motor or sum of all
motors and electrical devices that might operate
at one time during normal operations.
The full-load current is not the maximum amount
of amps that the machine will draw. If the machine
is overloaded, it will draw additional amps beyond
the full-load rating.
If the machine is overloaded for a sufficient length
of time, damage, overheating, or fire may result—
especially if connected to an undersized circuit.
To reduce the risk of these hazards, avoid overloading the machine during operation and make
sure it is connected to a power supply circuit that
meets the specified circuit requirements.
For your own safety and protection of
Note: Circuit requirements in this manual apply to
a dedicated circuit—where only one machine will
be running on the circuit at a time. If machine will
be connected to a shared circuit where multiple
machines may be running at the same time, consult an electrician or qualified service personnel to
ensure circuit is properly sized for safe operation.
This machine is prewired to operate on a power
supply circuit that has a verified ground and meets
the following requirements:
A power supply circuit includes all electrical
equipment between the breaker box or fuse panel
in the building and the machine. The power supply circuit used for this machine must be sized to
safely handle the full-load current drawn from the
machine for an extended period of time. (If this
machine is connected to a circuit protected by
fuses, use a time delay fuse marked D.)
Availability
Electrocution, fire, shock,
supply.
Full-Load Current Rating
Circuit Requirements for 220V
Nominal Voltage .........20 8V, 2 2 0V, 2 30V, 240V
Cycle .......................................................... 60 Hz
Phase .................................................... 1-Phase
Power Supply Circuit ......................... 15 Amps
Plug/Receptacle ............................. NEMA 6-15
Cord ........“ S”-Typ e , 3-Wire, 14 AWG, 300 VAC
Full-Load Current Rating at 220V 10.45 Amps
-14-
property, consult an electrician if you are
unsure about wiring practices or electrical
codes in your area.
Model G0824 (Mfd. Since 12/16)
Page 17

Grounding Instructions
This machine MUST be grounded. In the event
of certain malfunctions or breakdowns, grounding
reduces the risk of electric shock by providing a
path of least resistance for electric current.
The power cord and plug specified under “Circuit
Requirements for 220V”
has an equipment-grounding wire and a grounding prong. The plug must only be inserted into
a matching receptacle (outlet) that is properly
installed and grounded in accordance with all
local codes and ordinances (see figure below).
No adapter should be used with plug. If
We do not recommend using an extension cord
with this machine.
cord, only use it if absolutely necessary and only
on a temporary basis.
Extension cords cause voltage drop, which can
damage electrical components and shorten motor
life. Voltage drop increases as the extension cord
size gets longer and the gauge size gets smaller
(higher gauge numbers indicate smaller sizes).
Any extension cord used with this machine must
be in good condition and contain a ground wire
and matching plug/receptacle. Additionally, it must
meet the following size requirements:
Improper connection of the equipment-grounding
wire can result in a risk of electric shock. The
wire with green insulation (with or without yellow
stripes) is the equipment-grounding wire. If repair
or replacement of the power cord or plug is necessary, do not connect the equipment-grounding
wire to a live (current carrying) terminal.
Check with a qualified electrician or service personnel if you do not understand these grounding
requirements, or if you are in doubt about whether
the tool is properly grounded. If you ever notice
that a cord or plug is damaged or worn, disconnect it from power, and immediately replace it with
a new one.
on the previous page
GROUNDED
6-15 RECEPTACLE
Current Carrying Prongs
6-15 PLUG
Extension Cords
If you must use an extension
Grounding Prong
Figure 8. Typical 6-15 plug and receptacle.
Serious injury could occur if you connect
machine to power before completing setup
process. DO NOT connect to power until
instructed later in this manual.
plug does not fit available receptacle, or if
machine must be reconnected for use on a
different type of circuit, reconnection must
be performed by an electrician or qualified
service personnel, and it must comply with
all local codes and ordinances.
Model G0824 (Mfd. Since 12/16)
Minimum Gauge Size ...........................14 AWG
Maximum Length (Shorter is Better).......50 ft.
-15-
Page 18

SECTION 3: SETUP
Keep children and pets away
from plastic bags or packing
materials shipped with this
This machine was carefully packaged for safe
transport. When unpacking, separate all enclosed
items from packaging materials and inspect them
for shipping damage.
,
please
IMPORTANT:
you are completely satisfied with the machine and
have resolved any issues between Grizzly or the
shipping agent. You MUST have the original pack-
aging to file a freight claim. It is also extremely
helpful if you need to return your machine later.
Preparation
The list below outlines the basic process of preparing your machine for operation. Specific steps
are covered later in this section.
The typical preparation process is as follows:
SUFFOCATION HAZARD!
machine. Discard immediately.
1. Unpack the lathe and inventory the contents
of the box/crate.
2. Clean the lathe and its components.
3. Identify an acceptable location for the lathe
and move it to that location.
4. Level the lathe and bolt it to the floor.
5. Assemble the loose components and make
any necessary adjustments or inspections to
ensure the lathe is ready for operation.
6. Check lathe for proper lubrication.
7. Connect the lathe to the power source.
8. Test run lathe to ensure it functions properly.
9. Perform the spindle break-in procedure to
prepare the lathe for operation.
Unpacking
Needed for Setup
The following are needed to complete the setup
process, but are not included with your machine.
• For Lifting and Moving:
— A forklift or other power lifting device rated
for at least 2000 lbs.
— Two lifting straps rated for at least 2000 lbs.
each
— 2 Pieces 1
— Two people to guide machine
• For Power Connection:
— A power source that meets the minimum cir-
cuit requirements for this machine (review
Power Supply on Page 14 for details)
— An electrician or qualified service person-
nel to ensure a safe and code-compliant
connection to the power source
• For Assembly:
— Shop rags
— Cleaner/degreaser (see Page 18)
— Quality metal protectant lubricant
— Safety glasses for each person
— Floor mounting hardware (see Page 22)
— Precision level at least 12" long
1
⁄4" D x 44" L steel bar stock
-16 -
call us immediately at (570) 546-9663.
Save all packaging materials until
If items are damaged
Model G0824 (Mfd. Since 12/16)
Page 19

Inventory
The following is a list of items shipped with your
machine. Before beginning setup, lay these items
out and inventory them.
If any non-proprietary parts are missing (e.g. a
nut or a washer), we will gladly replace them; or
for the sake of expediency, replacements can be
obtained at your local hardware store.
Mounted Inventory Components Qty
A. Three-Jaw Universal Chuck 7" ................... 1
B. Quick-Change Tool Post w/Holder ............. 1
C. Follow Rest ................................................. 1
D . Steady Rest ................................................ 1
Loose Inventory Components Qty
E. DRO Unit .................................................... 1
F. Toolbox ....................................................... 1
G. Faceplate 12
H. Four-Jaw Chuck 8" ..................................... 1
I. Camlock Studs (Installed) .......................... 6
J. Cap Screws M6-1 x 14 (Installed) .............. 6
K. Four-Jaw Chuck Wrench ............................ 1
1
⁄2 " .......................................... 1
A
Figure 9. Mounted inventory components.
E
G
B
C
D
F
H
Toolbox Inventory Components Qty
L. Bottle for Oil ............................................... 1
M. Three-Jaw Chuck Key ................................ 1
N. Drill Chuck B16 1.6-13mm .......................... 1
O. Arbor B16 x MT#3....................................... 1
P. Drill Chuck Key ........................................... 1
Q. Spindle Wrench .......................................... 1
R. End Gears 30T (Installed), 40T, 44T, 46T,
52T, 54T, 56T, 57T, 63T ......................1 Ea.
S. End Gears 60T (One Installed) .................. 2
T. Open-End Wrench Set
10/12, 12/14, 17/19mm ..........................1 Ea.
U. Hex Wrenches 2, 2.5, 3, 4, 5, 6, 8mm .1 Ea.
V. Tapered Spindle Sleeve MT#6 x MT#3 ...... 1
W. Flat Head Screwdriver 3" ............................ 1
X. Phillips Screwdriver 3" ................................ 1
Y. Spider Screw w/Nuts .................................. 8
Z. Dead Center MT#3 Carbide Tip ................. 1
AA. Dead Center MT#3 HSS Tip ...................... 1
AB. Handwheel Handles ................................... 2
AC. Tool Holder (One Installed) ........................ 2
AD. End Gear 120/127 T (Installed) ................... 1
O
AB
K
P
T
AC
I
Figure 10. Loose inventory components.
L
V
M
R
Z
Figure 11. Toolbox inventory.
J
N
S
W
AA
Q
U
YX
Model G0824 (Mfd. Since 12/16)
-17-
Page 20

The unpainted surfaces of your machine are
coated with a heavy-duty rust preventative that
prevents corrosion during shipment and storage.
This rust preventative works extremely well, but it
will take a little time to clean.
Be patient and do a thorough job cleaning your
machine. The time you spend doing this now will
give you a better appreciation for the proper care
of your machine's unpainted surfaces.
There are many ways to remove this rust preventative, but the following steps work well in a wide
variety of situations. Always follow the manufacturer’s instructions with any cleaning product you
use and make sure you work in a well-ventilated
area to minimize exposure to toxic fumes.
Before cleaning, gather the following:
• Disposable rags
• Cleaner/degreaser (WD•40 works well)
• Safety glasses & disposable gloves
• Plastic paint scraper (optional)
Basic steps for removing rust preventative:
1.
2.
3.
4.
Many cleaning solvents
work in a well-ventilated
Avoid chlorine-based solvents, such as
Cleanup
Gasoline and petroleum
products have low flash
points and can explode
or cause fire if used to
clean machinery. Avoi d
using these products
to clean machinery.
Put on safety glasses.
Coat the rust preventative with a liberal
amount of cleaner/degreaser, then let it soak
for 5–10 minutes.
Wipe off the surfaces. If your cleaner/degreas-
er is effective, the rust preventative will wipe
off easily. If you have a plastic paint scraper,
scrape off as much as you can first, then wipe
off the rest with the rag.
Repeat Steps 2–3 as necessary until clean,
then coat all unpainted surfaces with a quality
metal protectant to prevent rust.
are toxic if inhaled. Only
area.
NOTICE
acetone or brake parts cleaner, that may
damage painted surfaces.
T23692—Orange Power Degreaser
A great product for removing the waxy shipping grease from the non-painted parts of the
machine during clean up.
Figure 12. T23692 Orange Power Degreaser.
-18-
Model G0824 (Mfd. Since 12/16)
Page 21

Site Considerations
Weight Load
Refer to the
of your machine. Make sure that the surface upon
which the machine is placed will bear the weight
of the machine, additional equipment that may be
installed on the machine, and the heaviest workpiece that will be used. Additionally, consider the
weight of the operator and any dynamic loading
that may occur when operating the machine.
Space Allocation
Consider the largest size of workpiece that will
be processed through this machine and provide
enough space around the machine for adequate
operator material handling or the installation of
auxiliary equipment. With permanent installations,
leave enough space around the machine to open
or remove doors/covers as required by the maintenance and service described in this manual.
See below for required space allocation.
Physical Environment
Extreme conditions for this type of machinery are
Place this machine near an existing power source.
other hazards. Make sure to leave enough space
Shadows, glare, or strobe effects that may distract
or impede the operator must be eliminated.
Weight Load
Refer to the
of your machine. Make sure that the surface upon
which the machine is placed will bear the weight
of the machine, additional equipment that may be
installed on the machine, and the heaviest workpiece that will be used. Additionally, consider the
weight of the operator and any dynamic loading
that may occur when operating the machine.
Space Allocation
Consider the largest size of workpiece that will
be processed through this machine and provide
enough space around the machine for adequate
operator material handling or the installation of
auxiliary equipment. With permanent installations,
leave enough space around the machine to open
or remove doors/covers as required by the maintenance and service described in this manual.
See below for required space allocation.
Physical Environment
Extreme conditions for this type of machinery are
Place this machine near an existing power source.
other hazards. Make sure to leave enough space
Shadows, glare, or strobe effects that may distract
or impede the operator must be eliminated.
Machine Data Sheet for the weight
Machine Data Sheet for the weight
Children or untrained people
Children or untrained people
may be seriously injured by
may be seriously injured by
this machine. Only install in an
this machine. Only install in an
access restricted location.
access restricted location.
Electrical Box
Access Cover
Keep
Workpiece
Loading Area
Unobstructed
The physical environment where the machine is
The physical environment where the machine is
operated is important for safe operation and lon-
operated is important for safe operation and longevity of machine components. For best results,
gevity of machine components. For best results,
operate this machine in a dry environment that is
operate this machine in a dry environment that is
free from excessive moisture, hazardous chemi-
free from excessive moisture, hazardous chemicals, airborne abrasives, or extreme conditions.
cals, airborne abrasives, or extreme conditions.
generally those where the ambient temperature
generally those where the ambient temperature
range exceeds 41°–104°F; the relative humidity
range exceeds 41°–104°F; the relative humidity
range exceeds 20%–95% (non-condensing); or
range exceeds 20%–95% (non-condensing); or
the environment is subject to vibration, shocks,
the environment is subject to vibration, shocks,
or bumps.
or bumps.
Electrical Installation
Electrical Installation
Make sure all power cords are protected from
Make sure all power cords are protected from
traffic, material handling, moisture, chemicals, or
traffic, material handling, moisture, chemicals, or
around machine to disconnect power supply or
around machine to disconnect power supply or
apply a lockout/tagout device, if required.
apply a lockout/tagout device, if required.
Lighting
Lighting
Wall
Lighting around the machine must be adequate
Lighting around the machine must be adequate
enough that operations can be performed safely.
enough that operations can be performed safely.
96"
30"
Minimum
Lathe
32"
Model G0824 (Mfd. Since 12/16)
Figure 13. Minimum working clearances.
24"
Minimum
-19 -
Page 22

Assembly
The machine must be fully assembled before it
can be operated. Before beginning the assembly
process, refer to
all
goes smoothly, first clean any
ered or coated in heavy-duty rust preventative (if
applicable).
Needed for Setup and gather
listed items. To ensure the assembly process
parts that are cov-
With the exception of the handwheels and DRO
unit, the Model G0824 is shipped fully assembled.
2. Secure DRO assembly to threaded mounting holes in headstock cover, using (3)
pre-installed M8-1.25 x 20 cap screws
(see Figure 15).
To assemble lathe:
1. Thread handles into handwheels, as shown
in Figure 14.
Handwheel
Handles
Figure 14. Handwheel handles installed.
x 3
Figure 15. DRO unit mounted to headstock.
3. Connect X- and Z-axis cables and power cord
to back of DRO unit, as shown in Figure 16.
DRO Power
Cord
Z-Axis
Cable
X-Axis
Cable
-20-
Figure 16. DRO electrical connections.
Model G0824 (Mfd. Since 12/16)
Page 23

Lifting & Placing
HEAVY LIFT!
Straining or crushing injury
may occur from improperly
lifting machine or some of
its parts. To reduce this risk,
get help from other people
and use a forklift (or other
lifting equipment) rated for
weight of this machine.
6. Insert round steel bar stock through four lift-
ing holes (see Figure 17).
Note: To properly support the lathe and
avoid damaging lathe components, bar stock
should be at least 1
long, so it projects 14" from both sides of the
lathe when installed.
1
⁄4" diameter thick and 44"
Do not attempt to lift or move this lathe without
using the proper lifting equipment (such as forklift
or crane) or the necessary assistance from other
people. Each piece of lifting equipment must be
rated for at least 2000 lbs. to support dynamic
loads that may be applied while lifting. Refer to
Needed for Setup on Page 16 for details.
To lift and move lathe:
1. Remove shipping crate top and sides, then
remove small components from shipping
pallet.
2. Move lathe to its prepared location while it is
still attached to shipping pallet.
Power Lifting
Equipment
Front
Lifting
Strap
Bar Stock
Figure 17. Example of lathe setup for lifting.
7. Attach lifting straps to bar stock and power-
lifting equipment (see Figure 17). Make sure
there is enough space between straps and
control rod, feed rod, leadscrew and electrical
cabinet to prevent putting pressure on these
components when lifting.
Carriage &
Tailstock
Moved to Right
Rear
Lifting
Strap
3. Unbolt lathe from shipping pallet.
4. To balance load for lifting, move tailstock and
carriage to extreme right end of bedway, then
lock them in place.
Note: Before attempting to move the car-
riage, make sure the carriage lock is loose,
the half nut is disengaged, and the power
feed is disengaged, using the feed selection
lever (see Page 4 for reference).
5. Remove back splash so it does not get damaged when lathe is raised.
Model G0824 (Mfd. Since 12/16)
8. Raise lathe a couple of inches and check balance of load. Have two other people carefully
steady lathe to help prevent it from swinging.
— If load is not safely balanced, immedi-
ately lower lathe and resolve issue before
attempting to lift it again.
9. Raise lathe enough to clear shipping pallet
and carefully remove pallet.
10. Lower lathe into position.
11. Re-install back splash.
-21-
Page 24

Anchoring to Floor
Anchoring machinery to the floor prevents tipping
or shifting and reduces vibration that may occur
during operation, resulting in a machine that runs
slightly quieter and feels more solid.
If the machine will be installed in a commercial or
workplace setting, or if it is permanently connected (hardwired) to the power supply, local codes
may require that it be anchored to the floor.
If not required by any local codes, fastening the
machine to the floor is an optional step. If you
choose not to do this with your machine, we recommend placing it on machine mounts, as these
provide an easy method for leveling and they have
vibration-absorbing pads.
Number of Mounting Holes ............................ 6
Diameter of Mounting Hardware .................
1
⁄2"
2. Follow Steps 4–8 in Lifting & Placing on
Page 21, raise lathe up as needed and install
anchor studs (see Figure 19) in concrete
floor.
3. Lower lathe into position so anchor studs
slide into holes in cabinets, then secure
anchor studs with hex nuts and flat washers
(see Figure 19).
Anchor Stud Flat Washer Hex Nut
Figure 19. Typical anchor stud.
4. Shim between lathe and chip pan as neces-
sary to level the ways at all four corner locations (refer to Leveling on Page 23).
Anchoring to Concrete Floors
1. Use holes in bottom of cabinets
(see Figure 18) as guides for drilling holes in
floor and mount stand.
Front
Mounting
Holes
5. For best results, recheck ways in 24 hours
to make sure they are still level and have not
twisted. Re-shim as required.
Using Machine Mounts
G7160 —Machine Mount 43⁄4" 8,000 lb. Capacity
For the ultimate in heavy machine stabilization,
these mounts feature easy setting, fast leveling,
and vibration and noise reduction. Large rubber
foot pads distribute weight evenly and long mounting studs provide a wide range of leveling adjustment. Sold individually. Stud size: M12-1.75 x 72.
Figure 18. Locations for mounting lathe.
-22-
Rear
Mounting
Holes
Figure 20. G7160 Machine Mount.
Model G0824 (Mfd. Since 12/16)
Page 25

Leveling
Lubricating Lathe
For accurate turning results and to prevent
warping or twisting of cast iron bed and
ways, lathe bedways MUST be leveled from
side to side and from front to back on both
ends.
Re-check the bedways 24 hours after
installation, two weeks after that, and then
annually to make sure they remain level.
Leveling machinery helps precision components,
such as bedways, remain straight and flat during
the lifespan of the machine. Components on a
machine that is not level may slowly twist due to
the dynamic loads placed on the machine during
operation.
If needed, use metal shims between the lathe bed
and chip pan when leveling the machine.
For best results, use a precision level that is at
least 12" long and sensitive enough to show a
distinct movement when a 0.003" shim (approximately the thickness of one sheet of standard
newspaper) is placed under one end of the level.
GEARBOXES MUST
BE FILLED WITH OIL!
LATHE MAY NOT
HAVE OIL INCLUDED!
Refer to the Lubrication
Section in this Manual
for Recommended
Oil Type.
The headstock, quick-change gearbox, and apron
oil reservoirs must have the proper amount of oil
in them before the lathe can be operated.
Damage caused to the bearings and gears from
running the lathe without oil in the reservoirs
will not be covered under warranty. Refer to the
Lubrication section, beginning on Page 64, for
checking and adding oil.
In addition to the reservoirs, we also recommend
that you lubricate all other points on the machine
at this time. To do this, follow the steps provided in
the maintenance schedule on Page 63.
See the figure below for an example of a high
precision level offered by Grizzly.
Figure 21. Model H2683 Master Machinist's
Level.
Note: If this lathe was shipped with oil in the res-
ervoirs, do not change that oil until after the test
run and spindle break-in procedures.
Adding Coolant
Add the coolant of your choice now. For detailed
instructions on where the coolant tank is located
and how to add fluid, refer to Coolant System
Service on Page 69.
Model G0824 (Mfd. Since 12/16)
-23-
Page 26

Power Connection
Electrocution or fire
may occur if machine is
ungrounded, incorrectly
connected to power, or
connected to an undersized
circuit. Use an electrician
or a qualified service
personnel to ensure a safe
power connection.
Before the machine can be connected to the
power supply, there must be an electrical circuit
that meets the Circuit Requirements for 220V
on Page 14.
To connect the power cord to the lathe:
1. Press Emergency Stop/RESET button on
front of headstock, remove six Phillips head
screws that secure electrical box cover, then
remove cover.
2. Thread power cord through strain relief shown
in Figure 22.
To minimize the risk of electrocution, fire, or equipment damage, installation work and electrical wiring MUST be done by an electrician or qualified
service personnel.
Note About Extension Cords: Using an incor-
rectly sized extension cord may decrease the
life of electrical components on your machine.
Refer to Extension Cords on Page 15 for more
information.
Incoming Power
Strain Relief
Figure 22. Location of hot wire terminals, ground
terminal, and strain relief.
3. Identify L and N terminals and grounding
plate (PE), shown in Figure 23, then connect
incoming hot wires and ground wire to those
terminals.
Ground Wire
Connected
Hot Wires
Connected
Incoming
Power
Cord
-24-
Figure 23. Incoming ground and hot wires
connected.
Model G0824 (Mfd. Since 12/16)
Page 27

4. Make sure wires have enough slack between
Once assembly is complete, test run the machine
to ensure it is properly connected to power and
safety components are functioning correctly.
If you find an unusual problem during the test run,
immediately stop the machine, disconnect it from
power, and fix the problem BEFORE operating the
machine again. The
table in the
SERVICE section of this manual can help.
DO NOT start machine until all preceding
setup instructions have been performed.
Operating an improperly set up machine
Serious injury or death can result from
strain relief and terminal connections so they
are not pulled tight or stretched, then tighten
strain relief to secure cord.
Note: The strain relief must be tightened
against the outer jacket of the cord. Avoid
over-tightening the strain relief or it may
crush the cord and cause a short.
Test Run
5. Test the strain relief to ensure it is properly
tightened by pulling the cord from outside the
box with light-to-moderate force. When strain
relief is properly tightened, cord will not move
inside cabinet.
6. Install a NEMA 6-15 plug on the other end
of the power cord per plug manufacturer's
instructions.
7. Re-install main electrical box cover.
To avoid unexpected start-up, keep the
RESET button pressed in until instructed
otherwise in the Test Run.
8. Plug cord into matching power supply recep-
tacle and power source as specified in Circuit
Requirements for 220V on Page 14.
Troubleshooting
using this machine BEFORE understanding
its controls and related safety information.
DO NOT operate, or allow others to operate,
machine until the information is understood.
may result in malfunction or unexpected results that can lead to serious injury,
death, or machine/property damage.
The test run consists of verifying the following:
Model G0824 (Mfd. Since 12/16)
• Motor powers up and runs correctly
• Emergency Stop/RESET button works
correctly.
• Brake system works correctly
• Lamp works correctly
• Coolant system works correctly
• Jog button works correctly
To test run machine:
1. Clear away all tools and objects used during
assembly, lubrication, and preparation.
2. Secure chuck and jaws, if installed (refer to
Chuck Installation on Page 30).
Note: If a chuck is not installed on the lathe,
you do not need to install one for this test.
-25-
Page 28

3. Push Emergency Stop/RESET button on
Disengaged
control panel (see Figure 24), and point cool-
ant nozzle into chip pan.
Power Light
Coolant
Pump Switch
Jog
Button
6. To ensure carriage components do not unexpectedly move during the following steps,
disengage half nut lever and feed selection
lever (see Figure 26). Rotate carriage and
cross slide handwheels back and forth while
moving levers to verify they are disengaged.
When disengaged, handwheels will turn with
ease.
Power
Button
Emergency Stop/
RESET Button
Figure 24. Control panel buttons used in test
run.
Note: In the next step, you may need to rock
the chuck back and forth as you make the
adjustments to cause the gears to mesh.
4. Move spindle speed and speed range levers
to L and 4. This will set spindle rotation at 70
RPM (see Figure 25).
Speed Lever
Speed Range
Feed Lever is
Horizontal
(Disengaged)
Half Nut Lever
is Pulled Up
(Disengaged)
Spindle Lever
(OFF, Center Position)
Cross Slide
Carriage
Feed Selection
Lever
Disengaged
Half Nut
Lever
Engaged
Figure 26. Disengaging carriage components.
7. Rotate Emergency Stop/RESET button clock-
wise so it pops out. Power light on the control
panel should illuminate.
Speed
Lever
Set to "4"
2
1
3
4
L
H
Speed
Range
Lever
Set to "L"
Figure 25. Spindle speed set to 70 RPM.
5. Make sure spindle lever is in OFF (middle)
position (see Figure 26) to prevent unexpected startup when power is enabled.
Note: You need to pull the lever out (or right)
to disengage the lug in order to adjust the
position.
-26-
8. Push power button, then move spindle lever
(see Figure 26) down to start spindle. The
top of the chuck should turn down and toward
front of lathe.
— When operating correctly, machine will
run smoothly with little or no vibration or
rubbing noises.
— Investigate and correct strange or unusual
noises or vibrations before operating
machine further. Always disconnect
machine from power when investigating
or correcting potential problems.
Model G0824 (Mfd. Since 12/16)
Page 29

9. Push Emergency Stop/RESET button to turn
Before subjecting the spindle to operational loads,
it is essential to complete the break-in process.
This helps maximize the life of spindle bearings
and other precision components by thoroughly
lubricating them before placing them under load.
After spindle break-in is complete, we recommend
changing headstock and gearbox oil to remove
any metal particles or debris that are present from
the assembly and break-in process.
The break-in must be performed in succession
with the
manual, as the steps in that procedure prepare
the lathe controls for the break-in process.
dently of the Test Run section. The lathe
lathe OFF, then, without resetting RESET
button, try to restart spindle rotation, as
instructed in Step 8. Spindle should not start.
— If spindle rotation does start with
Emergency Stop/RESET button pressed
in, the Emergency Stop/RESET button
safety is not operating correctly. This
safety feature must operate properly
before continuing operation. Use spindle
lever to stop lathe, disconnect it from
power, and call Tech Support for help.
10. Move spindle lever to OFF (middle) position,
and reset Emergency Stop/RESET button by
twisting it clockwise until it pops out.
11. Restart spindle rotation.
12. Step on foot brake. Spindle should come to a
quick stop.
— If brake pedal has no effect on lathe, push
Emergency Stop/RESET button and call
Tech Support for help.
13. Ensure work lamp functions properly.
14. Use cutting fluid pump switch on control
panel to start pump (see Figure 24 on Page
26), then open valve. Verify that cutting fluid
flows from nozzle, then turn pump OFF.
15. Press power button, then press and briefly hold the jog button (see Figure 24 on
Page 26), then release it. The spindle should
rotate when the jog button is pressed and
come to a complete stop when released.
Congratulations! The test run is complete. Turn
the lathe OFF and perform the following Spindle
Break-In procedure.
Spindle Break-In
Test Run procedure described in this
DO NOT perform this procedure indepen-
could be seriously damaged if the controls
are set differently than instructed in that
section.
To perform the spindle break-in:
1. Successfully complete the Test Run proce-
dure beginning on Page 25.
2. Run spindle at 70 RPM for 10 minutes in each
direction (first forward and then reverse).
3. Turn lathe OFF. Set spindle speed levers for
125 RPM (see Setting Spindle Speed on
Page 48 for more information), then run lathe
for 5 minutes in each direction.
4. Repeat Step 3 for remaining spindle speeds,
progressively increasing to highest speed
listed on spindle speed chart.
Model G0824 (Mfd. Since 12/16)
5. Press Emergency Stop/RESET button and
DISCONNECT MACHINE FROM POWER!
Congratulations! The spindle break-in is complete. We recommend changing the headstock
and gearbox oil before operating the machine
further (refer to Lubrication on Page 64).
-27-
Page 30

SECTION 4: OPERATIONS
The purpose of this overview is to provide the novice machine operator with a basic understanding
of how the machine is used during operation, so
the
discussed later
in this manual
Due to the generic nature of this overview, it is
not intended to be an instructional guide. To learn
more about specific operations, read this entire
manual,
training from experienced
machine operators
outside of this manual by reading "how-to" books,
trade magazines, or websites.
To reduce your risk of
serious injury, read this
entire manual BEFORE
Operation Overview
machine controls/components
are easier to understand.
seek additional
, and do additional research
To complete a typical operation, the operator
does the following:
1. Securely mounts workpiece in lathe.
2. Puts on safety glasses and a face shield, rolls
up sleeves, removes jewelry, and secures
any clothing, jewelry, or hair that could get
entangled in moving parts.
3. Installs tooling, aligns it with workpiece, then
backs it away to establish a safe startup
clearance.
4. Removes all setup tools from lathe.
5. Checks for safe clearances by rotating
workpiece by hand at least one full revolution.
using machine.
To reduce risk of eye or face injury from
flying chips, always wear approved safety
glasses and face shield when operating this
machine.
If you are not experienced with this type
of machine, WE STRONGLY RECOMMEND
that you seek additional training outside of
this manual. Read books/magazines or get
formal training before beginning any projects. Regardless of the content in this section, Grizzly Industrial will not be held liable
for accidents caused by lack of training.
-28-
6. Sets correct spindle speed for operation.
7. If using power feed, selects proper feed rate
for operation.
8. Resets Emergency Stop/RESET button.
9. Uses spindle lever to start spindle rotation.
10. Uses carriage handwheels or power feed
options to move tooling into workpiece for
operations.
11. When finished cutting, moves spindle lever
to OFF position, presses foot pedal brake to
completely stop spindle, presses Emergency
Stop/RESET button, and then removes
workpiece.
Model G0824 (Mfd. Since 12/16)
Page 31

Chuck & Faceplate
This lathe is equipped with a D1-type spindle
nose. This type of spindle uses camlocks that are
adjusted with a chuck key to securely mount a
chuck or faceplate with repeatable precision and
ease.
This lathe ships with the 3-jaw chuck installed.
This is a scroll-type chuck where all three jaws
move in unison when the chuck key is used.
The included 4-jaw chuck features independent
jaws, which are used for square or unevenlyshaped stock, and to mount work that needs to be
adjusted to near-zero total indicated runout.
The included faceplate has slots for T-bolts that
hold standard or custom clamping hardware. With
the correct clamping hardware, a faceplate offers
a wide range of uses, including machining nonconcentric workpieces, straight turning between
centers, off-center turning, and boring.
Follow this procedure to install camlock studs in
chuck
can be
mount
Note:
kip this section if camlock studs are
already installed.
To install camlock studs:
1.
2.
or
positioned over hole.
3. Install a cap screw in hole next to each stud.
It is normal for studs to have a small
amount of play or looseness after installing
and tightening the cap screws.
Camlock Stud
Mounting
Never use spindle speeds faster than the
chuck RPM rating or the safe limits of
your workpiece. Excessive spindle speeds
greatly increase the risk of the workpiece or
chuck being thrown from the machine with
deadly force!
Installation
s, faceplates, or drive plates so they
ed to the spindle.
S
Lightly oil threads of each stud.
Thread studs until datum line is flush with (
just above) surface and alignment groove is
Alignment
Groove
Cap
Screw
Datum Line
Flush with
Surface
Model G0824 (Mfd. Since 12/16)
Figure 27. Camlock stud installation.
These cap screws prevent studs from rotating so they properly engage with camlock
during installation.
Note:
-29-
Page 32

Chuck Safety &
Because chucks are heavy and often awkward
to hold, some kind of lifting, support, or protective device should be used during installation or
removal. The weight and size of the chuck will
determine the appropriate device to use (refer to
the following figure for examples).
Pre-Threaded Hole
for Lifting Eye
Way Slot
Jaw Slot
Plywood & 2x4
Chuck Cradle
Plywood Chuck Cradle
(Straight Cuts)
Plywood Chuck Cradle
(Curved Cuts)
Fabricated Steel
Lifting Hook
Solid Block
Chuck Cradle
Plywood Protection
Plate for Chucks
Installed by Hand
MEDIUM-SIZE, HEAVY CHUCKS
LARGE, VERY HEAVY CHUCKS
SMALL, LIGHTWEIGHT CHUCKS
To ensure accurate work, it is extremely important
to make sure the spindle nose and chuck mating
surfaces/tapers are clean. Even a small amount of
lint or debris can affect accuracy.
The chuck is properly installed when all camlocks
are tight, the spindle and chuck tapers firmly
lock together, and the back of the chuck is firmly
seated against the face of the spindle all the way
around—without any gaps.
To install chuck:
1.
2.
Chuck
3.
4.
Avoid inserting the studs by pivoting them in from an angle or rotating the
spindle. This can damage studs or spindle
Support Devices
Dropping a chuck can result in amputation,
serious crushing injuries, or property
damage. Always use a support or protective
device to reduce this risk during installation
or removal.
Chuck Installation
DISCONNECT MACHINE FROM POWER!
Use appropriate lifting, support, or protective
device to protect ways and support chuck
during installation process (refer to
Safety & Support Devices).
Clean and lightly oil camlock studs, then thor-
oughly clean mating surfaces of spindle and
chuck.
Install chuck by inserting camlock studs
straight into spindle cam holes.
Important:
INCORRECTCORRECT
Figure 28. Examples of common devices used
during chuck installation and removal.
-30-
Figure 29. Inserting camlock studs into spindle
cam holes.
Model G0824 (Mfd. Since 12/16)
Page 33

5. Incrementally tighten camlocks in criss-cross
or star pattern to ensure that chuck seats
6.
between the
in
following figure.
— If cam line is NOT between "V" marks when
Lightly stamp registration marks across the mating
seams of chuck components
help you re-install the chuck in the same position
after removal, which ensures consistent chuck
balance and turning results, and allows the
same camlocks and studs to operate together for
consistent locking and unlocking.
7. Verify that chuck fits spindle properly by
8.
— If tapers released easily with little interven-
tion, they are not seated together firmly as
lem persists, contact our Tech Support.
evenly against spindle.
checking for any gaps between mating
surfaces.
When chuck is fully seated and all camlocks
are tight, verify that cam line is
two “V” marks on spindle nose, as shown
Cam line between “V”s
Figure 30. Cam line positioned between the "V"
marks after the camlocks are fully tightened.
camlock is tight, stud may be installed at
incorrect height. To fix this, adjust stud
height as shown in following figure. Make
sure to re-install stud cap screw afterward.
— If there is not a gap, proceed to Step 8.
— If there is a gap, remove chuck, re-clean
mating surfaces carefully, and re-install.
If problem persists, contact our Tech
Support.
Verify that chuck/spindle tapers are seat-
ed firmly together by removing chuck, per
Chuck Removal instructions on following
page, and pay close attention to how easily
tapers release.
— If it was necessary to bump chuck or use
a mallet to release tapers, then they are
seating together properly.
required. Remove chuck, re-clean mating
surfaces carefully, and re-install. If prob-
Registration Marks
— If adjusting stud height does not correct
problem, try swapping stud positions on
Model G0824 (Mfd. Since 12/16)
chuck.
INCORRECT INCORRECT
Stud Too High:
Turn In
One-Turn
Figure 31. Correcting an improperly installed
stud.
Stud Too Low:
Turn Out
One-Turn
. These marks will
Spindle & Chuck
Camlock
Registration Marks
Spindle
Figure 32. Registration mark locations.
-31-
Page 34

Chuck Removal
To remove chuck:
Chuck Safety & Support Devices
Tip: Camlocks can become very tight. A
cheater pipe may be used as a last resort to
ing, you may need to wiggle the chuck key in
4.
5.
spindle are properly aligned for removal.
This 3-jaw, scroll-type chuck has an internal scrollgear
djusted
with the chuck key
cylindrical
parts on-center with the axis of spindle rotation
and can be
at high speeds if the workpiece
is properly clamped and balanced.
Never mix jaw types or
positions to
accommodate an odd-shaped workpiece.
he
chuck will spin out of balance an
may throw the
workpiece
Instead, use an independent jaw chuck
or a faceplate.
Workpiece
1. DISCONNECT MACHINE FROM POWER!
2. Use appropriate lifting, support, or protective
device to protect ways and support chuck
(refer to
section for more details).
Scroll Chuck
Clamping
that moves all jaws in unison when a
. This chuck holds
rotated
3. Loosen camlocks by turning key counterclockwise until each cam line is aligned with
its corresponding spindle mark, as shown
Cam line and spindle mark aligned
Figure 33. Camlock is fully loosened when the
cam line is aligned with the spindle mark.
add leverage when loosening. After loosen-
the camlock to fully disengage the stud.
Using dead blow hammer or other soft mal-
let, lightly tap around outer circumference of
chuck body to loosen it from spindle.
Remove chuck from spindle, using light rock-
ing motion to carefully slide studs out of cam
holes.
— If chuck does not immediately come off,
rotate it approximately 60° and tap it
again. Make sure all marks on cams and
-32-
T
d
!
Safer Inside
Jaw Use
CORRECT
Safer Outside
Jaw Use
CORRECT
Safer Outside
Jaw Use
CORRECT
Safer Inside
Jaw Use
CORRECT
Bar Stock
Unsafe Jaw Position and
Poor Scroll Gear Engagement
Shallow
Bar Stock
Shallow
Bar Stock
Unsafe Jaw
Position
Cylinder
Poor Scroll
Gear Engagement
Insufficient
Jaw Clamping
Unsafe Inside
Unsafe Jaw Position
Unstable
Workpiece
INCORRECT
Poor Grip
INCORRECT
Jaw Use
Poor Scroll
Gear
Engagement
INCORRECT
INCORRECT
Unstable
Figure 34. Jaw selection and workpiece holding.
Model G0824 (Mfd. Since 12/16)
Page 35

Chuck Jaw Reversal
This chuck has 2-piece jaws that consist of
a top jaw and a master jaw. The top jaw can
be removed, rotated 180°, and re-installed in
the reverse position for additional work-holding
options. When reversing the top jaws, always
keep them matched with their original master jaw
to ensure the best fit.
To reverse 2-piece jaws:
1.
2.
3. Remove top jaw, rotate it 180°, then re-install
4
time to keep all original parts together).
Refer to the Chuck Installation or Chuck
Removal sections for instructions on installing or
removing the 4-jaw chuck.
The 4-jaw chuck features independently adjustable jaws for holding non-concentric or off-center
workpieces. Each jaw can be independently
removed from the chuck body and reversed for a
wide range of work-holding versatility.
Because of dynamic forces involved in
Mounting Workpiece
1.
2.
Chuck Safety & Support Devices
3.
4.
device, position workpiece so it is centered in
chuck.
DISCONNECT MACHINE FROM POWER!
Remove cap screws that secure top jaw to
master (bottom) jaw.
it with longest cap screw in tallest portion of
jaw.
. Repeat Steps 2–3 with each remaining jaw
(we recommend only reversing one jaw at a
4-Jaw Chuck
machining a non-concentric or off-center
workpiece, always use a low spindle speed
to reduce risk of workpiece coming loose
and being thrown from lathe, which could
cause death or serious personal injury.
Long Cap ScrewShort Cap Screw
Rotate Top
Jaw 180º
Master Jaw
Figure 35. Reversing the chuck jaws.
Model G0824 (Mfd. Since 12/16)
DISCONNECT MACHINE FROM POWER!
Use an appropriate device to protect ways
(refer to
section for more details).
Use chuck key to open each jaw so workpiece will fit into spindle opening and lay flat
against chuck face and jaw steps.
With help from another person or a holding
-33-
Page 36

5. Tighten each jaw in small increments. After
tightening first jaw, continue tightening
similar to sequential order shown below.
6. After workpiece is secured by jaws, use dial
indicator to make sure workpiece is centered
make fine adjustments by slightly loosening
below for an example).
Refer to the prior Chuck Installation and Chuck
Removal subsections for instructions on installing
or removing the faceplate.
The faceplate included with your lathe can be
used for a wide range of operations, including
machining non-concentric workpieces, straight
turning between centers, off-center turning, and
boring.
The tools needed for mounting a workpiece will
vary depending on the type of setup you have.
remaining jaws in an opposing sequence,
Faceplate
1
4
Figure 36. 4-jaw tightening sequence.
in chuck.
— If workpiece is not correctly centered,
one jaw and tightening opposing jaw until
workpiece is correctly positioned (see
3
Workpiece
Center Point
2
Machining non-concentric workpieces at
high speeds could cause the workpiece to
be thrown from the lathe with deadly force.
To reduce this risk, only machine nonconcentric workpieces at low speeds and
clamp counter-weights to the faceplate to
balance it.
Failure to properly secure a workpiece to
the faceplate could cause the workpiece
to be thrown from the lathe with deadly
force. To reduce this risk, use a minimum
of THREE independent clamping devices to
hold the workpiece onto the faceplate.
Figure 37. Example of non-cylindrical workpiece
correctly mounted on the 4-jaw chuck.
-34-
Model G0824 (Mfd. Since 12/16)
Page 37

To mount a non-concentric workpiece to a
faceplate:
1.
2.
across bed ways
3.
mum of three independent clamping devices
piece when clamping it to faceplate. If neces-
operation.
Tailstock
1. Rotate tailstock lock lever clockwise (facing
2.
3.
to lock tailstock against bedways.
DISCONNECT MACHINE FROM POWER!
Position appropriate device
to protect them from any potential damage
from workpiece contact during installation.
With help from another person or holding
device to support workpiece, position it onto
faceplate and clamp it in place with a mini-
(see below for an example).
Be sure to take into account rotational and
cutting forces that will be applied to work-
sary, use counter-weights to balance assembly and use a dial indicator to make sure
workpiece is properly positioned for your
Non-Cylindrical
Workpiece
The tailstock (see Figure 39) is typically used to
support long workpieces by means of a live or
dead center (refer to Centers on Page 39 in the
following section). It can also be used to hold a
drill or chuck to bore holes in the center of a part.
Custom arbors and tapers can also be cut on your
lathe by using the offset tailstock adjustment.
Also, a torque wrench can be used with the
tailstock for repeating super-accurate vertical
alignment.
Quill Lock
Lever
1
⁄2" Square Drive
Lock-Down
Tailstock Lock
Lever
Quill Handwheel
Faceplate
Figure 38. Generic picture of workpiece clamped
in a faceplate.
Clamp
Figure 39. Tailstock and quill lock levers in
locked position.
Graduated Dial
Increments ................................................. 0.001"
One Full Revolution ................................... 0.10 0 "
Increments on Quill
Inch ...........................0"–4 " in 0.100" Increments
Positioning Tailstock
machine) to unlock tailstock from bedways.
Slide tailstock to desired position by pushing
it along the bedways.
Rotate tailstock lock lever counterclockwise
Optional: When doing precision work, the 1⁄2 "
square drive can be used to draw down the
tailstock and bring the chuck and tailstock centers
into more perfect alignment. This is a matter of
trial and error, and it requires the use of precision
measuring tools.
Model G0824 (Mfd. Since 12/16)
-35-
Page 38

Using Quill
1. Rotate quill lock lever counterclockwise to
2.
toward spindle or counterclockwise to move it
3.
quill.
This tailstock uses a quill with an MT#3 taper that
has
s
tang
below
for examples).
To install tooling in tailstock:
1.
2.
surfaces of quill and center, making sure that
Note:
it with slot in back of quill before seating it.
3.
attempting to twist it—a firmly seated tool will
4.
5.
tool into workpiece.
However, other tooling without tangs, such as
the four remaining tools shown previously, can
still be used
exceed
the strength of the tapered fit.
includes smaller
Note: If the tooling has an open hole in the end
but is too short to be exposed in the drift slot for
removal, then a screw can be threaded into the
end of the tool to provide a solid surface
for the
quill pin
the quill is retracted
for tool removal. Otherwise, removal of such tooling may be difficult.
loosen quill.
Turn quill handwheel clockwise to move quill
away from spindle.
Rotate quill lock lever clockwise to secure
Installing Tooling
a lock slot in the back of the bore that accept
arbors and drill bits (see the Figures
Tang
Solid
End
Open
End
Solid
End
Screw
End
if the potential load will not
For example, this
drill chucks, drill bits, and centers.
to push against when
With tailstock locked in place, unlock quill,
then use handwheel to extend it approximately 1".
Thoroughly clean and dry tapered mating
no lint or oil remain on tapers.
If tapered tool shaft has a tang, align
Figure 40. Types of tapered arbors and tooling.
Tang
With a firm and quick motion, insert tool into
quill. Check to see if it is firmly seated by
not twist.
Unlock tailstock and move it until tip of tool
is close to, but not touching workpiece, then
relock tailstock.
Start spindle rotation, unlock quill lock lever,
then turn quill handwheel clockwise to feed
Figure 41. Example photos of inserting tools
with tangs into the tailstock.
-36-
Model G0824 (Mfd. Since 12/16)
Page 39

Removing Tooling
1. Use shop rag to hold tool.
2.
shown in Figure below to remove tool.
The tailstock quill can be offset from the spindle
centerline for turning tapers. Offsetting the quill
toward the front of the lathe results in a taper at
the tailstock end. Conversely, offsetting the quill
toward the back of the lathe results in a taper at
the spindle end.
Rotate quill handwheel counterclockwise until
tool is forced out of quill.
To offset tailstock:
Rotate adjustment set screws (shown in Figure 43)
in opposite directions for desired offset.
— If tool does not come loose by retracting
quill, extend quill and use drift key in slot
Drift Key Slot
Figure 42. Drift key slot in the side of the quill.
Offsetting Tailstock
Adjustment
Set Screw
Turn
CCW
(1 of 2)
Turn
CW
Turn
CW
Offset
Indicator
Turn
CCW
Note: The marks on the offset indicator (see
Figure 43) are arbitrary. For a precise offset, use
a dial indicator to check quill movement while
adjusting the screws.
Tool Needed Qty
Hex Wrench 4mm .............................................. 1
Figure 43. Set screw adjustment in relation to
tailstock movement.
Model G0824 (Mfd. Since 12/16)
-37-
Page 40

Aligning Tailstock to Spindle
This is an essential adjustment that should be verified or performed each time the tailstock is used
to turn concentric workpieces between centers
or immediately after offsetting the tailstock when
turning a taper. If the tailstock is not aligned with
the spindle centerline when it is supposed to be,
turning results will be inaccurate along the length
of the workpiece.
To align tailstock to spindle centerline:
1.
level from side to side and from front to back.
— If bedway is not level, correct this condition
before continuing with this procedure (refer
2.
3.
trated below.
4. Install center in tailstock.
5.
,
below.
6. Turn 0.010" off stock diameter.
7.
Note: If necessary in the following step, refer
subsection for
Note: As long as this dead center remains
unmoved in the chuck, its point will remain
true to the spindle centerline. However, if the
center is removed and later returned to the
chuck, the point must be re-turned to once
again be true with the spindle centerline.
Centerline
Items Needed Qty
Hex Wrench 6mm .............................................. 1
Round Stock 2" x 6" .......................................... 2
Precision Level .................................................. 1
Lathe Dog .......................................................... 1
Use precision level to make sure bedway is
Attach lathe dog to test stock from Step 2
then mount it between centers, as shown
to Leveling section in this manual).
Center drill both ends of a piece of round
stock, then set it aside for use in Step 5.
Use another piece of round stock to make a
dead center. Turn it to a 60° point, as illus-
Figure 44. Turning a dead center.
-38-
Figure 45. Example photo of stock mounted
between the centers.
Mount test or dial indicator so that plunger is
on tailstock quill.
to the Offsetting Tailstock
Model G0824 (Mfd. Since 12/16)
Page 41

8. Use calipers to measure both ends of work-
piece.
at tailstock end, move
tance of taper amount, as shown below.
— If test stock is thinner at tailstock end,
the
distance of taper amount, as shown below.
9. Repeat Steps 6–8 until desired accuracy is
Centers
— If test stock is thicker
tailstock toward front of lathe 1⁄2 the dis-
Move tailstock toward
front of lathe
amount of taper.
Looking down from above.
Figure 46. Adjust tailstock toward the operator.
move tailstock toward back of lathe 1⁄2
Looking down from above.
1
/2 the
Figure 48 shows the MT#3 dead centers included
with the lathe. In addition, an MT#6 x MT#3 adapter sleeve is included for mounting MT#3 tooling in
the spindle.
Adapter
Sleeve
Figure 48. Adapter sleeve and centers.
Dead
Center
Carbide-Tipped
Dead Center
Dead Centers
A dead center is a one-piece center that does not
rotate with the workpiece and is used to support
long, slender workpieces
Use the dead center in the spindle for operations
where the workpiece rotates with the center and
does not generate friction.
Move tailstock toward
back of lathe
amount of taper.
Figure 47. Adjust tailstock away from the
operator.
Model G0824 (Mfd. Since 12/16)
1
/2 the
The carbide-tipped dead center can better withstand the effects of friction and is best used in the
tailstock where the workpiece will rotate against
it. The tip of the center must be generously lubricated during the operation to avoid premature
wear and maximize smooth operation. Using low
spindle speeds will also reduce the heat and wear
from friction.
-39-
Page 42

1. DISCONNECT MACHINE FROM POWER!
2.
and center,
Note: This will prevent the tapered surfaces
from seizing due to operational pressures,
which could make it very difficult to remove
3.
4.
The
centers.
Mounting Dead Center in Spindle
To remove the sleeve and center from the spindle,
insert a piece of round bar stock (or similar)
through the outside end of the spindle. Have
another person hold onto the sleeve and center
with a gloved hand or shop rag, then tap the bar
stock to knock the sleeve loose.
Either a carbide-tipped dead center or live center
can be used in the tailstock. Mounting instructions
are the same for both. The
shows
an example photo of a dead center mounted in a
tailstock.
To mount a center in tailstock:
1.
2.
making sure no lint or oil remains on tapers.
To avoid premature wear of dead center
Thoroughly clean and dry all threads and
mating surfaces of spindle bore
making sure that no lint or oil remains on
these surfaces.
Removing Center from Spindle
Mounting Center in Tailstock
the center.
Mount chuck or faceplate onto spindle, which-
ever is correct for your operation.
Insert center into tapered spindle sleeve,
then insert center into spindle bore.
Figure below shows an example photo
of a dead center installed in spindle, using a
lathe dog and faceplate for turning between
Dead Center
Figure below
Carbide-Tipped
Dead Center
Figure 50. Example of using a carbide-tipped
dead center installed in the tailstock.
Live Centers
A live center has bearings that allow the center
tip and the workpiece to rotate together; it can be
installed in the tailstock quill for higher speeds.
-40-
Lathe
Dog
Figure 49. Example of using a dead center with
a faceplate and lathe dog.
or damage to workpiece, use low spindle
speeds and keep tip of dead center mounted
in tailstock well lubricated.
DISCONNECT MACHINE FROM POWER!
Thoroughly clean and dry tapered mating
surfaces of tailstock quill bore and center,
Model G0824 (Mfd. Since 12/16)
Page 43

3. Use quill handwheel to feed quill out from
casting approximately 1".
4. Insert center into tailstock quill.
5.
Note: Only apply enough pressure with
tailstock quill to securely mount workpiece
ter against workpiece, or it may become
difficult to remove later, and it will result in
age workpiece and center.
Mounting Workpiece Between
1. DISCONNECT MACHINE FROM POWER!
2.
3.
4.
center holes, then mount workpiece between
centers and hold it in place with light pressure
5.
against workpiece (see example below).
Note: Only apply enough pressure to securely
mount the workpiece between centers. Avoid
over-tightening the center against the workpiece,
or it may become difficult to remove later. Also,
over-tightening will result in excessive friction and
heat, which may damage the workpiece or center.
Centers
Note: The maximum quill travel is 3
we do not recommend extending the quill
more than 2" or stability and accuracy will be
reduced.
Seat center firmly into quill during workpiece
installation by rotating quill handwheel clockwise to apply pressure with center engaged
in center hole of workpiece.
between centers. Avoid overtightening cen-
excessive friction and heat, which may dam-
15⁄16", but
Removing Center from Tailstock
To remove the center from the quill, hold onto it
with a gloved hand or shop rag, then rotate the
quill handwheel counterclockwise to draw the quill
back into the casting until the center releases.
Drill center holes in both ends of workpiece.
Install dead center in spindle with lathe dog
and chuck, faceplate or drive plate, then
install live center or carbide-tipped dead center in tailstock.
Lubricate dead center point and workpiece
from tailstock center.
Seat center firmly into quill by rotating quill
handwheel clockwise to apply pressure
If the center does not come loose by retracting
the quill, extend the quill to expose the slot shown
in Figure 51, then use a drift key to remove the
center.
Drift Key Slot
Figure 51. Drift key slot in the side of the quill.
Model G0824 (Mfd. Since 12/16)
Figure 52. Example photo of a workpiece
mounted between the centers.
-41-
Page 44

Drill Chuck & Arbor
Steady Rest
The drill chuck attaches to the tailstock quill with
the included B16 x MT#3 arbor, shown in Figure
53. Matched tapers on the arbor and the inside
of the chuck create a semi-permanent assembly
when properly joined. The drill chuck can accept
tooling from
Tool Needed Qty
Rubber/Wooden Mallet ...................................... 1
1
⁄16" – 1⁄2 ".
Chuck Key
Drill Chuck
Arbor
The steady rest supports long, small diameter
shafts and can be mounted anywhere along the
length of the bedways.
Familiarize yourself with the steady rest components shown in Figure 54 to better understand
the controls.
Tools Needed Qty
Hex Wrench 3mm .............................................. 1
Open-End Wrench 10 mm .................................. 1
Open-End Wrench 19 mm .................................. 1
Finger
Adjustment
Knob
Clamp
Knob
Set Screw &
Jam Nut
Finger
Roller
Figure 53. Chuck components.
To assemble the drill chuck and mount it in the
tailstock quill:
1. Use mineral spirits to thoroughly clean drill
chuck, arbor and quill barrel, and dry all surfaces before assembly.
2. Place drill chuck face down on a workbench.
3. Insert short tapered end of arbor into socket
in back of drill chuck and tap it with a rubber
or wooden mallet.
The procedure for mounting and removing
the chuck and arbor from the tailstock quill is
the same as for a center. Refer to Mounting
Center in Tailstock and Removing Center
from Tailstock.
Hex Nut
Figure 54. Steady rest components.
To install and use the steady rest:
1. DISCONNECT MACHINE FROM POWER!
2. Thoroughly clean all mating surfaces, then
place the steady rest base on the bedways
so the triangular notch fits over the bedway
prism.
3. Position the steady rest with the base clamp
where required to properly support the
workpiece, then tighten the hex nut shown in
Figure 54 to secure it in place.
-42-
Model G0824 (Mfd. Since 12/16)
Page 45

4. Loosen the clamp knob that secures the two
halves of the steady rest and open the top
portion, as shown in Figure 55.
Figure 55. Example of workpiece mounted in the
steady rest.
5. Loosen the jam nuts and set screws so the
finger roller positions can be adjusted.
Follow Rest
The follow rest mounts to the saddle with two
cap screws (see Figure 56). It is used on long,
slender parts to prevent workpiece deflection from
the pressure of the cutting tool during operation.
Adjust the follow rest fingers in the same manner
as the those on the steady rest.
Note: To reduce the effects of friction, lubricate
the fingers with way oil during operation.
Tools Needed Qty
Hex Wrench 3mm .............................................. 1
Hex Wrench 6mm .............................................. 1
Open-End Wrench 10 mm .................................. 1
Finger
Rollers
6. Use the finger adjustment knobs to position the bottom two finger rollers against the
workpiece, as shown in Figure 55.
7. Close the steady rest, then use the finger
adjustment knobs to adjust all three finger
rollers so that they just touch the workpiece
without causing deflection.
Note: The finger rollers should properly sup-
port the workpiece along the spindle centerline while still allowing it to freely rotate.
8. Lock the fingers with the set screws and jam
nuts, then tighten the clamp knob.
Tip: To reduce the effects of friction, lubricate
the fingers with way oil during operation.
Cap
Screws
Figure 56. Follow rest attachment.
Model G0824 (Mfd. Since 12/16)
-43-
Page 46

Carriage &
Compound Locks
The carriage and compound rest have locks that
can be tightened to provide additional rigidity during operation, especially during heavy cuts.
See Figure 57 to identify the locations of the
locks for each device.
Tools Needed Qty
Hex Wrench 3mm .............................................. 1
Hex Wrench 6mm .............................................. 1
Compound Rest
The compound rest handwheel has an indirectread graduated scale. This means that the distance shown on the scale represents the actual
distance the cutting tool moves. The base of the
compound rest has another graduated scale used
for setting the cutting tool to a specific angle.
Graduated Dial
Increments ................................. 0.001" (0.02mm)
One Full Revolution ................... 0.100" (2.54mm)
Tool Needed Qty
Hex Wrench 6mm .............................................. 1
Carriage
Lock
Compound Rest
Lock
Figure 57. Location of carriage and compound
rest locks.
To set compound rest at a certain angle:
1. Loosen two cap screws at base of compound
rest (1 of 2 shown in Figure 58).
Cap
Screws
Angle Scale
Compound
Rest
Figure 58. Compound rest angle adjustments.
2. Rotate rest to desired angle, as indicated by
scale at base, then retighten two cap screws.
Tip: The first time you set the angle of the
compound rest for cutting threads, mark the
location on the cross slide as a quick reference point. This will allow you to quickly
return the compound rest to that exact angle
the next time you need to cut threads.
-44-
Model G0824 (Mfd. Since 12/16)
Page 47

Tool Post
The included quick-change tool post (see Figure
59) is a 200-series design.
Top Nut
Thumb
Wheel
Cutting
Tool
Lock Lever
Tool Post
Set Screw
2. Secure tool with at least two set screws.
3. Adjust cutting tool height to spindle center-
line, as instructed in next subsection.
Aligning Cutting Tool with Spindle
Centerline
For most operations, the cutting tool tip should be
aligned vertically with the spindle centerline, as
illustrated in Figure 60.
Tool Holder
Figure 59. Example of tool mounted in tool post.
Tool holders can be quickly loaded and unloaded
using the lock lever. Tools up to
secured by tightening the tool holder set screws.
The thumb wheel rotates to adjust cutting tool
height. The tool post is rotated by loosening the
top nut.
5
⁄8" can be
Installing Tool in Tool Post
Tool Needed Qty
Open-End Wrench/Socket 27mm ...................... 1
Hex Wrench Size 5mm ...................................... 1
To install a tool in the tool post:
1. Position tool in holder so cutting edge extends
just enough to allow tool to cut freely—but no
more. Cutting edge must be well supported
to ensure good cutting results and avoid
chipping.
Over-extending a cutting tool from the post
will increase risk of tool chatter, breakage,
or tool loosening during operation, which
could cause metal pieces to be thrown at
the operator or bystanders with great force.
DO NOT extend a cutting tool more than 2.5
times the width of its cross-section (e.g.,
2.5 x 0.5" = 1.25").
Cutting
Tool
Figure 60. Cutting tool aligned with spindle
centerline (viewed from tailstock).
There are a number of ways to check and align
the cutting tool to the spindle centerline. If necessary, you can raise the cutting tool by placing
steel shims underneath it. The shims should be
as long and as wide as the cutting tool to properly
support it.
Below are two common methods:
• Move the tailstock center over the cross slide
and use a fine ruler to measure the distance
from the surface of the cross slide to the tip
of the center. Adjust the cutting tool height so
it is the same distance above the cross slide
as the tailstock center.
• Align the tip of the cutting tool with a tailstock
center, as described in the following procedure. For this to work, the tailstock must
be aligned to the spindle centerline (refer to
Aligning Tailstock To Spindle Centerline
on Page 38 for detailed instructions).
Spindle
Center
Line
Model G0824 (Mfd. Since 12/16)
-45-
Page 48

Tools Needed Qty
Hex Wrench 5mm .............................................. 1
Open-End Wrench/Socket 27mm ...................... 1
Steel Shims ....................................... As Needed
Cutting Tool ....................................................... 1
Fine Ruler .......................................................... 1
Tailstock Center ................................................. 1
To align cutting tool with tailstock center:
Spindle Spider
This lathe is equipped with a set of outboard
spindle supports otherwise known as a "spider"
(see Figure 62).
1. Mount cutting tool and secure post so tool
faces tailstock.
2. Install a center in tailstock, and position tip
near cutting tool.
3. Lock tailstock and quill in place.
4. Adjust height of cutting tool tip to meet center
tip, as shown in Figure 61.
(Top View)
Tailstock
Center
Cutting
Tool
Spider
Screw
Jam
Nut
Spider
Figure 62. Spindle spider components.
Remove spider screws when not in use.
Always DISCONNECT LATHE FROM POWER
when installing, removing, or adjusting spider screws. Ignoring this warning can lead
to personal injury or machine damage.
Cutting
Tool
Tailstock
Center
(Side View)
Figure 61. Cutting tool aligned to the tailstock
center.
-46-
The spider is especially designed for supporting
gun barrels during chambering operations; however, it is a great support option for almost any
long workpiece that extends through the outboard
side of the spindle.
The tips of the spider screws have brass wear
pads that hold the workpiece without causing
indents in the finish.
When spider screws are installed, always use the
jam nuts to lock each spider screw in position.
Merely tightening the spider screws against the
workpiece and leaving the jam nuts loose is not
safe. Spiders screws that loosen during operation
can crash into the lathe end cover.
Model G0824 (Mfd. Since 12/16)
Page 49

Manual Feed
The handwheels shown in Figure 63 allow the
operator to manually position the cutting tool.
Carriage Handwheel
The carriage handwheel moves the carriage left
or right along the bed. It has a graduated dial with
0.005" increments. One full revolution moves the
carriage 0.56".
Carriage
Handwheel
Figure 63. Carriage controls.
Compound
Rest
Handwheel
Cross Slide
Handwheel
Cross Slide Handwheel
The cross slide handwheel moves the tool toward
and away from the work. Adjust the position of
the graduated scale by holding the handwheel
with one hand and turning the dial with the other.
The cross slide handwheel has an indirect-read
graduated dial, which shows the actual distance
the tool moves. The dial has 0.002" (0.05mm)
increments. One full revolution moves the slide
0.200" (5.08mm).
Compound Rest Handwheel
The compound rest handwheel moves the cutting
tool linearly along the set angle of the compound
rest. The compound rest angle is set by handrotating it and securing in place with two hex nuts.
The compound rest has an indirect-read graduated dial with 0.001" (0.02mm) increments. One
full revolution of the handwheel moves the slide
0.100" (2.54mm).
Model G0824 (Mfd. Since 12/16)
-47-
Page 50

Spindle Speed
Using the correct spindle speed is important for
getting safe and satisfactory results, as well as
maximizing tool life.
To set the spindle speed for your operation, you
will need to: 1) Determine the best spindle speed
for the cutting task, and 2) configure the lathe
controls to produce the required spindle speed.
Determining Spindle Speed
Many variables affect the optimum spindle speed
to use for any given operation, but the two most
important are the recommended cutting speed
for the workpiece material and the diameter of
the workpiece, as noted in the formula shown in
Figure 64.
*Recommended
Cutting Speed (FPM) x 12
Dia. of Cut (in inches) x 3.14
Spindle
Speed
=
(RPM)
Setting Spindle Speed
The spindle speed and speed range levers,
shown in Figure 65, are used to select one of the
eight spindle speeds.
Spindle
Speed
Lever
Figure 65. Spindle speed and speed range
levers.
The spindle speed lever and speed range lever
control the gear configuration in the headstock to
produce the selected spindle speed.
Speed
Range
Lever
*Double if using carbide cutting tool
Figure 64. Spindle speed formula for lathes.
Cutting speed, typically defined in feet per minute
(FPM), is the speed at which the edge of a tool
moves across the material surface.
A recommended cutting speed is an ideal speed
for cutting a type of material in order to produce
the desired finish and optimize tool life.
The books Machinery’s Handbook or Machine
Shop Practice, and some internet sites, provide excellent recommendations for which cutting
speeds to use when calculating the spindle speed.
These sources also provide a wealth of additional
information about the variables that affect cutting
speed and they are a good educational resource.
Also, there are a large number of easy-to-use
spindle speed calculators that can be found on
the internet. These sources will help you take into
account the applicable variables in order to determine the best spindle speed for the operation.
To avoid damaging gears, ALWAYS make
sure the spindle is completely stopped
BEFORE moving the spindle speed levers.
The chart below shows the various combinations
of lever positions for achieving a desired speed.
Spindle Speed RPM
rev/min
H
L
Figure 66. Spindle speed chart.
1 2 3 4
46075520001255
300 125 70190
-48-
Model G0824 (Mfd. Since 12/16)
Page 51

Configuration Example
Figure 67 shows the speed lever and speed
range levers positioned for a spindle speed of
460 RPM.
Note: If the spindle speed levers do not easily
adjust into position, rotate the spindle by hand
while you apply pressure to the levers. When the
gears align, the levers will easily move into place.
If you have trouble rotating the spindle by hand,
you can use the spindle key or a chuck key to get
additional leverage—just be sure to remove the
key when you are done.
Speed
Lever
Set to "4"
2
1
3
4
L
H
Speed
Range
Lever
Set to "H"
Power Feed
Both the carriage and cross slide have power feed
capability when the carriage is engaged with the
feed rod. The rate that these components move
per revolution of the feed rod is controlled by the
quick-change gearbox lever positions and the end
gear configuration.
The feed per revolution and the spindle speed
must be considered together—this is the feed
rate. The sources you use to determine the optimum spindle speed for an operation will also
provide the optimal feed to use with that spindle
speed.
Often, the experienced machinist will use the
feeds and speeds given in their reference charts
or web calculators as a starting point, then make
minor adjustments to the feed rate (and sometimes spindle speed) to achieve the best results.
Spindle Speed RPM
rev/min
H
L
Figure 67. Setting spindle speed to 460 RPM.
1 2 3 4
46075520001255
300 125 70190
The carriage can alternately be driven by the
leadscrew for threading operations. However, this
section only covers the use of the power feed
option for the carriage and cross slide components for non-threading operations. To learn how
to power the carriage for threading operations,
refer to Threading on Page 54.
If the feed selection lever and the half nut
are engaged at the same time, machine
damage could occur. Even though there is
a lock-out device to prevent this, it could
break if forced.
Model G0824 (Mfd. Since 12/16)
-49-
Page 52

To avoid damaging the lathe, ALWAYS make
sure the spindle is completely stopped
BEFORE using the headstock controls to
make changes.
Power Feed Controls
Use Figures 68–69 and the following descrip-
tions to understand the power feed controls.
B. Feed Rate Chart: Displays the settings
for the quick-change gearbox dials for the
selected feed rate. Refer to Setting Power
Feed Rate subsection on the next page for
detailed instructions.
C. Quick-Change Gearbox Feed Dials:
Position these to select different feed rates.
Note: Before using power feed, you may have to
re-configure the end gears, depending on how
they are set up. Refer to End Gears on Page 52
for detailed instructions.
A
B
C
Figure 68. Power feed controls on the
headstock.
D
Figure 69. Apron power feed controls.
D. Feed Selection Lever: Changes the power
feed to either the cross slide or the carriage.
When the lever is down and the indent pin
is pointing up, the cross slide is selected.
Conversely, when the lever is up and the pin
is pointing down, the carriage is selected.
In the middle position, the apron gears are
disengaged from the feed rod and neither
component will move.
A. Feed Direction Dial: Selects the direction of
carriage travel for power feed relative to the
rotation direction of the spindle. When the
dial is positioned as shown in Figure 68, the
carriage will move left (toward the spindle), or
the cross feed will travel toward the rear of
the lathe when the spindle is rotating counterclockwise (or toward the front of the lathe).
When the dial is positioned in the opposite
direction, the carriage will move right (toward
the tailstock), or the cross feed will travel
toward the front of the lathe when the spindle
is rotating clockwise (or toward the rear of the
lathe).
-50-
Note: When using this lever, you may need
to slightly rotate the handwheel of the component you are trying to engage, so that the
apron gears can mesh.
Model G0824 (Mfd. Since 12/16)
Page 53

Setting Power Feed Rate
The feed rate chart (see Figure 68 on previous
page for location) displays the settings for the
headstock feed controls for feed rates.
Examining the chart, you will see a series of
boxes separated by slashes. The top number is
the carriage feed rate, the bottom number is the
cross-slide feed rate, as shown in Figure 70.
Cross-Slide Feed
Rate
Carriage Feed
Rate
2. Locate the applicable end gear on the chart—
in this case it is the 60T gear.
3. Install the 60T gear in the upper "a" position
so it meshes with the 127T gear (refer to
Power Feed Configuration on the next page
for details).
4. Position the gearbox dials as directed by the
chart shown in Figure 72. Be sure to point
the top right dial to "N" select the fed rod and
disengage the leadscrew. If necessary, use
the chuck key to rock the spindle back and
forth to help mesh the gears.
Note: During all power feeding operations,
the top right dial is set to "N" so the feed rod
is selected.
"N"
Figure 70. Cross slide and carriage feed rates.
Using the controls on the lathe, follow along with
the example below to better understand how to
set the lathe for the desired power feed rate.
To set cross-slide power feed rate of 0.0018
in. / rev. :
1. Locate the box on the feed rate chart that lists
0.0018 in./rev., as shown in Figure 71.
60T Gear
0.0018 in./rev.
0.0018
in./rev.
Figure 72. Gearbox dials positioned for 0.0018
in./rev.
5. The cross slide is now set up for a power feed
rate of 0.0018 in./rev.
Figure 71. 0.0018 in./rev. location on feed chart.
Model G0824 (Mfd. Since 12/16)
-51-
Page 54

End Gears
The following subsections explain how to configure the end gears. The end gears must be configured according to the feeds/speeds and threading
charts in order to perform specific power feed or
threading operations.
In order to set these up properly according to the
configurations show on the charts, you first need
a basic understanding of the gears and positions
referenced on the charts. Use Figure 73 to identify
the upper "a" position gear, middle 120T/127T end
gears, and lower "b" position gear, also referenced
on the headstock feed and threading charts.
Inch Threading Configuration
Install an end gear corresponding to the "b" row
on the chart in the lower "b" position so it meshes
with the 127T gear. Install an end gear corresponding to the "a" row in the upper "a" position
and mesh it with the 127T gear, as shown below.
Install the 120/127T combo gear in the middle
position with the 127T gear facing the headstock.
"a "
Position
127T Gear
"a" row
120T Gear
Upper "a"
Position
Gear
120T End Gear
(in Front)
Figure 73. End gear identification.
127T End Gear
(in Rear)
Lower "b"
Position
Gear
Power Feed Configuration
Install either a 60T or 30T gear in the upper "a"
position and mesh it with the 127T gear. Gear
selection depends upon which feed speed is
selected. Install another 60T gear in the bottom
position, and mesh it with the 127T gear. Install
the 120/127T combo gear in the middle position
with the 127T gear facing the headstock.
"b" row
Figure 75. Inch feed chart end gears.
"b "
Position
Metric Threading Configuration
An end gear corresponding to the "b" row on the
chart is installed in the lower "b" position so it
meshes with the inner 120T gear. An end gear
corresponding to the "a" row is installed in the "a"
position so it meshes with the outer 127T gear, as
shown below. Install the 120/127T combo gear in
the middle position with the 127T gear facing the
headstock.
120T
Gear
"a "
Position
"a "
Position
127T Gear
120T Gear
60T Gear
Bottom Position
Figure 74. Power feed chart end gears.
-52-
"a" row
"b" row
Figure 76. Metric feed chart end gears.
127T Gear
"b "
Position
Model G0824 (Mfd. Since 12/16)
Page 55

End-Gear Configuration Example
Follow the example below to better understand
how to read the gear charts to configure the end
gears accordingly.
5. While holding the 120T/127T gears, loosen
the arm-support hex nut and slowly let gears
pivot down and away from upper "a" position
gear, as illustrated below.
Tools Needed Qty
Hex Wrench 5mm .............................................. 1
Open-End Wrench 17mm .................................. 1
To configure end gears for threading 18 TPI:
1. Locate 18 on inch thread chart, then look at
numbers provided at top of column in "a" and
"b" rows (60 and 54). These are end gears
that need to be used in the "a" and "b" positions (see Figure 77).
60T & 54T
Gears
18 TPI
Figure 77. Locating end gears for 18 TPI.
"a"
Position Gear
120T Gear
(In Front)
Arm-Support
Hex Nut
Figure 79. End gear placement.
6. Loosen 120T/127T gear support hex nut and
slide the middle gear away from lower "b"
position gear.
7. Remove cap screw and flat washer from the
upper "a" position and "b" position gears,
then slide gears off of shafts.
8. Slide 60T gear onto "a" position shaft and
54T gear onto 'b" position shaft, making sure
to align keys and keyways.
127T Gear
(In Rear)
Gear-Support
Hex Nut
"b"
Position Gear
2. DISCONNECT MACHINE FROM POWER!
3. Remove headstock end-gear cover.
4. Loosen arm-support cap screw shown in
Figure 78.
"a" Position
Gear
(Flat Face
Out)
120/127T
Gears
Arm Support
Hex Nut
Figure 78. Arm support and end gears.
"b"
Position
Gear
(Stepped
Face
Out)
Arm
Support
Cap
Screw
Arm
Support
Note: Position flat, non-stepped face of
60T gear away from headstock, but position stepped face of 54T gear away from the
headstock in Step 11 (see Figure 78).
9. Secure 60T and 54T gears with flat washers
and cap screws removed earlier.
Model G0824 (Mfd. Since 12/16)
-53-
Page 56

10. Slide 127T gear against lower 54T gear
(see Figure 80) until they mesh with 0.002"
to 0.004" backlash, then tighten gear support
hex nut.
60T Gear
120T Gear
(In Front)
127T Gear
(In Rear)
Gear-Support
Hex Nut
Threading
The following subsections describe how to use
the threading charts and controls to set up the
lathe for a threading operation. If you are unfamiliar with the process of cutting threads on a lathe,
we strongly recommend that you read books,
review industry trade magazines, or get formal
training before attempting any threading projects.
54T Gear
Arm-Support
Hex Nut
Figure 80. 60T & 54T gears installed.
11. Rotate 127T gear up against 60T gear until
they mesh with 0.002" to 0.004" backlash.
12. Tighten arm support hex nut (see Figure 80).
13. Secure arm support cap screw (see Figure 78).
14. Re-install end gear cover.
Headstock Threading Controls
The threading charts on the headstock face display the settings for inch and metric threading.
Using the controls on the lathe, follow the example below to understand how to set up the lathe
for the desired threading operation.
To set dials for 18 TPI:
1. Locate 18 TPI on the inch threading chart
shown in Figure 81.
1 & V
Dials
-54-
A & C
Dials
18 TPI
Figure 81. 18 TPI and corresponding dial
positions.
2. Install 60T and 54T gears, as instructed
in End-Gear Configuration Example on
Page 53.
Model G0824 (Mfd. Since 12/16)
Page 57

3. Locate A and C to left of 18 TPI and find 1
Lever
and V above it, as shown in Figure 81.
Note: In the next step, use the chuck key to
rock the spindle back-and-forth as you make
adjustments to help mesh the gears.
Apron Threading Controls
The half nut lever engages the carriage with the
leadscrew, which moves the carriage and cutting
tool along the length of the workpiece for threading operations (see Figure 83).
4. Position gearbox dials as shown in Figure 82.
Figure 82. Gearbox dial settings for 18 TPI.
The lathe is now set up to cut 18 TPI threads.
Important: Make sure the feed selection lever
is in the disengaged (middle) position before
attempting to engage the half nut.
Feed Selection
Lever
Cross Slide
Disengaged
Carriage
Feed Selection
Half Nut
Lever
Disengaged
Halfnut
Lever
Engaged
Model G0824 (Mfd. Since 12/16)
Figure 83. Apron threading controls.
-55-
Page 58

Thread Dial
Tools Needed Qty
Hex Wrench 6mm .............................................. 1
The numbers on the thread dial are used with the
thread dial chart to show when to engage the half
nut during inch threading. Loosen the cap screw
on the thread dial (see Figure 84), pivot the gear
teeth so they mesh with the leadscrew threads,
then re-tighten the cap screw.
Note: The thread dial is not used for metric
threading. You must leave the half nut engaged
from the beginning until the turning is complete for
this type of operation.
Thread Dial Chart
The thread dial chart is located on the headstock
in front of the chuck, as shown in Figure 85.
Thread Dial
Chart
Thread
Dial
Figure 85. Locations of thread dial chart and
thread dial.
Leadscrew
Dial Gear
Teeth
Cap Screw
Figure 84. Thread dial engaged with the
leadscrew.
When threading, we recommend using the
slowest speed possible and avoiding deep
cuts, so you are able to disengage the half
nut when required and prevent an apron
crash!
To use the thread chart, find the TPI that you want
to cut and reference the "Scale" number(s) next to
it. The scale number(s) indicate when to engage
the half nut when cutting that TPI.
For Example: If you are cutting 13 TPI threads,
the chart shows "1, 3, 5, 7" next to the 13 (see the
shaded boxes in Figure 86).
When the first thread cutting pass is complete,
the operator disengages the carriage from the
leadscrew using the half nut lever. The operator
returns the carriage for the next pass and reengages the half nut using the same thread dial
setting to resume the cut in the previous pass.
-56-
Figure 86. Thread dial chart.
Important: You can engage on the number 1 on
the thread dial to cut any thread if you do not want
to use the chart, or if you forget any of the rules
on the next page.
Model G0824 (Mfd. Since 12/16)
Page 59

The following examples explain how to use
the thread dial and the thread dial chart.
Even TPI: For threading even numbered TPI, use
any mark on the thread dial (see the example in
Figure 87).
Table Thread Dial
T.P.I. SCALE
32 1-8
5
3
7
1
Figure 87. Any mark on dial for threading even
numbered TPI.
Odd TPI: For threading odd numbered TPI, use
any numbered line on the thread dial (see the
example in Figure 88).
Table Thread Dial
Any Other TPI: For threading any other TPI, use
only the number 1 on the thread dial (see the
example in Figure 89).
Table Thread Dial
T.P.I. SCALE
51/
2
1,5/3,7
5
3
7
1
Figure 89. Thread dial position for any
numbered TPI.
T.P.I. SCALE
13 1, 3, 5, 7
5
3
7
1
Figure 88. Any number on dial for threading odd
numbered TPI.
Model G0824 (Mfd. Since 12/16)
-57-
Page 60

Coolant System
When the coolant pump is turned ON, fluid is
delivered through the nozzle attached to the
carriage.
Nozzle
Valve
Cutting Fluid
Pump
Switch
BIOLOGICAL & POISON
HAZARD!
Use the correct personal protection equipment
when handling coolant.
Follow federal, state,
and fluid manufacturer
requirements for proper
disposal.
Running the pump without adequate fluid in
the coolant tank may permanently damage
it, which will not be covered under warranty.
To use coolant system:
Pump and Tank
Figure 90. Cutting fluid system controls.
Always use high-quality coolant and follow the
manufacturer's instructions for diluting. Only water
soluable cutting fluids are compatible with the
cutting flud pump—DO NOT use synthetic fluids,
sulferized oil, or mineral oil or damage could occur
to the pump.
Refer to Coolant System Service on Page 69
for detailed instructions on how to add or change
fluid. Check the coolant regularly and promptly
change it when it becomes overly dirty or rancid,
or as recommended by the fluid manufacturer.
1. Make sure coolant tank is properly serviced
and filled with appropriate fluid, and that you
are wearing necessary personal protection
equipment.
2. Position coolant nozzle for your operation.
3. Use coolant pump switch on control panel to
turn pump ON.
4. Adjust flow of coolant at nozzle.
IMPORTANT: Promptly clean any splashed
fluid from the floor to avoid a slipping hazard.
-58-
Model G0824 (Mfd. Since 12/16)
Page 61

ACCESSORIES
order online at www.grizzly.com or call 1-800-523-4777
Installing unapproved accessories may
SECTION 5: ACCESSORIES
cause machine to malfunction, resulting in
serious personal injury or machine damage.
To reduce this risk, only install accessories
recommended for this machine by Grizzly.
NOTICE
Refer to our website or latest catalog for
additional recommended accessories.
T23962—ISO 68 Moly-D Way Oil, 5 gal.
T23963—ISO 32 Moly-D Machine Oil, 5 gal.
T26685—ISO 32 Moly-D Machine Oil, 1 gal.
T23964—NLGI#2 Moly-D Grease, 14.5 oz.
Moly-D oils are some of the best we've found for
maintaining the critical components of machinery
because they tend to resist run-off and maintain
their lubricity under a variety of conditions—as
well as reduce chatter or slip. Buy in bulk and
save with 5-gallon quantities.
T23964
T10295—7-Pc. Indexable-Carbide Turning Set
5
⁄8" 7-piece turning tool set is ideal for just
This
about any project. Supplied with right-hand and
left-hand turning/facing tool holders, the set is
complimented with one threading and cut-off tool,
too. Indexable inserts ensure cutting surfaces
stay sharp.
Figure 92. T10295 7-Pc. Indexable Carbide Tool
Set.
T10439—4-Pc. Carbide Insert CCMT Boring
Bar Set
These right-hand indexable solid steel Boring
Bars use
feature a negative 7° end and side cutting angle.
Includes
boring bars. Set comes with Torx
fitted aluminum case with handle.
1
⁄4" and 3⁄8", 80° diamond inserts and
3
⁄8" x 6", 1⁄2 " x 7", 5⁄8" x 8", and 3⁄4" x 10"
®
wrenches and
T23962 T23963 T26685
Figure 91. ISO 68 and ISO 32 machine oil and
multi-purpose grease.
Figure 93. T10439 Carbide Insert CCMT Boring
Bar Set.
Model G0824 (Mfd. Since 12/16)
-59-
Page 62

H2987—½" Bent Lathe Dog
order online at www.grizzly.com or call 1-800-523-4777
H2988—1" Bent Lathe Dog
H2989—1½" Bent Lathe Dog
H2990—2" Bent Lathe Dog
H2991—3" Bent Lathe Dog
H7616—Oil Can w/Plastic Nozzle
This high-pressure oil can is perfect for lubricating
the ball oilers found on your machine. Each can
holds 5 ounces of oil.
H8314 —Threading Tool Holder, Left-Hand
H8315—Threading Tool Holder, Right-Hand
For threading tough to machine materials. Made
of high quality alloy steel, these holders offer
maximum rigidity because of the “on edge” design
of the cutter and double fastening system. Inserts
not included. 20 x 20mm shank. Overall length:
15
⁄16".
4
H8314
H8315
Figure 94. High-pressure oil can for ball oilers.
Quick-Change Tool Holders
All models are Series 200
G5701—Boring Bar Holder
G5704—Parting Tool Holder
G5705—Knurling Tool Holder
G5703—Morse Taper Holder MT#3
G5700—Turning/Boring Holder
G5699—Turning Holders
G5701 G5704 G5705
3
⁄4"
5
1
⁄4"~5⁄8"
⁄8"
1
⁄4" –5⁄8"
1
⁄4"~5⁄8"; 1⁄2"ø
Figure 96. H8314 & H8315 Tool Holders.
H5930—4-Pc. Center Drill Set 60°
H5931—4-Pc. Center Drill Set 82°
Double ended HSS Center Drills are precision
ground. Each set includes sizes 1-4.
SIZE
1
2
3
4
BODY
DIA.
1
⁄8"
3
⁄16"
1
⁄4"
5
⁄16"
DRILL
OVERALL
DIA.
3
⁄64" 11⁄4"
5
⁄64" 17⁄8"
7
⁄64"
1
⁄8" 21⁄8"
LENGTH
2"
G5703 G5700 G5699
Figure 95. Quick-change tool holders.
Figure 97. HSS Ground Center-Drill Sets.
-60-
Model G0824 (Mfd. Since 12/16)
Page 63

T20501—Face Shield Crown Protector 4"
order online at www.grizzly.com or call 1-800-523-4777
T20502—Face Shield Crown Protector 7"
T20503—Face Shield Window
T20452—"Kirova" Anti-Reflective S. Glasses
T20451—"Kirova" Clear Safety Glasses
H7194—Bifocal Safety Glasses 1.5
H7195—Bifocal Safety Glasses 2.0
H7196—Bifocal Safety Glasses 2.5
T20502
T10118—Tailstock Digital Readout
Here’s the slickest setup for managing the exact
depth of cut with your tailstock! Both the scale display and remote display come with a 0.0005" (five
ten-thousandths of an inch) resolution, inch or
millimeter display, zero keys, and ON/OFF keys.
The scale has an 8" range and its display features
ABS or INC mode as well as a Hold key. Both displays read independently of each other, too!
T20503
H7194
Figure 98. Eye protection assortment.
G9849—Magnetic Base /Dial Indicator Combo
Magnetic base engages with the turn of a switch
and allows pinpoint adjustment. The dial indicator
features 0–1" travel and has a resolution of 0.001".
Set includes a molded case for protection and
convenience.
T20452
T20451
You Have to
Make this Part
Figure 100. T10118 Tailstock Digital Readout.
T10665—Adjustable Reamer Holder MT#3
Mount this Pacific Tool and Gauge Adjustable
Reamer Holder in your lathe tailstock, secure
a barrel chambering reamer in the holder for
free floating reamer movement. A knurled wheel
adjustment controls the amount of tension, which
also limits free-floating movement.
Figure 101. T10665 PTG Reamer Holder MT#3.
Figure 99. G9849 Magnetic base/dial indicator
combo.
Model G0824 (Mfd. Since 12/16)
-61-
Page 64

T25613 —Metal Lathe for Home Machinists
This project-based course provides a complete
introduction to the lathe and lathe metalworking.
It assumes no prior knowledge and works through
the process of using a lathe from beginning to
end. The reader advances through a series of
practice projects that teach how to use the lathe
and develop essential skills through practical
application.
Figure 102. Model T25613 Metal Lathe for
Home Machinists.
SBCE3450—How to Run a Lathe—English
First printed in 1907, this 56th edition is an exact
reprint from 1966. Well illustrated with vintage
photos and drawings, this 128-page book is written specifically about the care and operation of a
metal lathe. "This book is to aid the beginner or
apprentice in the machine shop and the student
in the school shop to secure a better understanding of the fundamental operations of modern lathe
practice in use in modern industries in the United
States."
T10719—Crown Savers for .17 to .45 Caliber
Barrels (10 Pk.)
T10720—Crown Savers for .50 Caliber Barrels
(3 Pk.)
With crown savers you never have to recrown
the barrel when installing muzzle brakes or doing
any job requiring a center in the end of the barrel
crown.
Figure 104. How to Run a Lathe.
T27400—Tool Post Grinder
Every lathe owner should have a tool post grinder
as part of their tooling arsenal. Grinding allows
you to produce a super finish on hardened materials, and hold extremely tight tolerances on long
shafts (such as ten thousandths of an inch).
Mounts directly onto the tool post of your lathe.
Maximum lathe swing compatibility: 12"–22". An
excellent quality unit!
-62-
Figure 103. T10720 Crown Savers.
Figure 105. T27400 Tool Post Grinder.
Model G0824 (Mfd. Since 12/16)
Page 65

SECTION 6: MAINTENANCE
Always disconnect power
to the machine before
performing maintenance.
Failure to do this may
result in serious personal injury.
Schedule
Ongoing
To maintain a low risk of injury and proper
machine operation, if you ever observe any of the
items below, shut down the machine immediately
and fix the problem before continuing operations:
Daily, After Operations
• Press the Emergency Stop/RESET button (to
prevent accidental startup).
• Vacuum/clean all chips and swarf from bed,
slides.
• Wipe down all unpainted or machined surfaces with an oiled rag.
Semi-Annually
• Change the headstock oil (Page 64).
Annually
• Change the gearbox oil (Page 65).
• Change the apron oil (Page 66).
• Lubricate end gears (Page 68).
• Check/level bedway (Page 23).
• Loose mounting bolts or fasteners.
• Worn, frayed, cracked, or damaged wires.
• Guards or covers removed.
• Emergency Stop/RESET button not working
correctly or not requiring you to reset it before
starting the machine again.
• Oil level not visible in the sight glasses.
• Damaged or malfunctioning components.
Daily, Before Operations
• Check/add coolant (Page 69).
• Check/add headstock oil (Page 64).
• Check/add gearbox oil (Page 65).
• Check/add apron oil (Page 66).
• Lubricate the bedways (Page 66).
• Add oil to the ball oilers (Page 67).
• Clean/lubricate the leadscrew (Page 66).
• Disengage the feed selection lever on the
apron (to prevent crashes upon startup).
• Ensure carriage lock bolt is loose.
Cleaning/Protecting
Because of its importance, we recommend that
the cleaning routine be planned into the workflow
schedule.
Typically, the easiest way to clean swarf from the
machine is to use a wet/dry shop vacuum that is
dedicated for this purpose. The small chips left
over after vacuuming can be wiped up with a
slightly oiled rag. Avoid using compressed air to
blow off chips, as this may drive them deeper into
the moving surfaces or cause sharp chips to fly
into your face or hands.
All unpainted and machined surfaces should be
wiped down daily to keep them rust free and in
top condition. This includes any surface that is
vulnerable to rust if left unprotected (especially
parts that are exposed to water soluble cutting
fluid). Use way oil to prevent corrosion.
Model G0824 (Mfd. Since 12/16)
-63-
Page 66

Lubrication
Use the information in the charts below as a daily
guide for lubrication tasks. We recommend using
Grizzly Model T23962 or T23963 lubricants (see
Page 59) for most of the lubrication tasks.
Lubrication Frequency
NOTICE
The recommended lubrication is based on
light-to-medium usage. Keeping in mind
that lubrication helps to protect the value
and operation of the lathe, these lubrication
tasks may need to be performed more frequently than recommended here, depending on usage.
Lubrication Task Frequency
Headstock Daily
Quick-Change Gearbox Daily
Apron Daily
Bedways Daily
Longitudinal Leadscrew Daily
Ball Oilers Daily
End Gears Annually
Page
Ref.
Lubrication Amount & Type
Lubrication Task Oil Type Amount
Headstock
Quick-Change Gearbox
Apron
Bedways
Longitudinal Leadscrew
Ball Oilers
End Gears NLGI #2
ISO 32
(T23963)
ISO 68
(T23962)
ISO 68
(T23963)
ISO 68
(T23963)
ISO 68
(T23963)
ISO 32
(T23963)
3.5 Qts.
24 Oz.
7 Oz.
As
Needed
As
Needed
1–2
Squirts
Dab
63
65
66
66
66
67
68
Failure to follow reasonable lubrication
practices as instructed in this manual could
lead to premature failure of lathe components and will void the warranty.
Headstock
Oil Type .... Grizzly T23963 or ISO 32 Equivalent
Oil Amount .......................................... 3.5 Quarts
Check/Add Frequency ................................. Daily
Change Frequency ....................... Semi-Annually
The headstock gearing is lubricated by an oil bath
that distributes the lubricant with the motion of the
gears, much like an automotive manual transmission. Change the oil after the first 2 hours of use,
then semi-annually.
Checking Oil Level
The headstock reservoir has the proper amount of
oil when the oil level in the sight glass is approximately halfway. The oil sight glass is located
below the chuck, as shown in Figure 106.
Items Needed Qty
Hex Wrench 6mm .............................................. 1
Hex Wrench 8mm .............................................. 1
2.5-Gallon Catch Pan ........................................ 1
Pump-Type Oil Can w/Plastic Cone Tip ............ 1
Mineral Spirits .................................... As Needed
Small Brushes ................................................... 2
-64-
Headstock
Oil Sight
Glass
Figure 106. Location of headstock oil sight
glass.
Model G0824 (Mfd. Since 12/16)
Page 67

Adding Oil
The oil fill plug is located on top of the headstock,
as shown in Figure 107.
Fill Plug
Drain
Plug
Quick-Change Gearbox
Oil Type .... Grizzly T23962 or ISO 68 Equivalent
Oil Amount ..........................................24 Ounces
Check/Add Frequency ................................. Daily
Change Frequency ................................ Annually
Checking Oil Level
The gearbox reservoir has the proper amount of
oil when the oil level in the sight glass is approximately halfway. The oil sight glass is located on
the front of the gearbox, as shown in Figure 108.
Fill Plug
Figure 107. Headstock fill and drain plugs.
To change the headstock oil:
1. DISCONNECT MACHINE FROM POWER!
2. Remove end gear cover.
3. Remove V-belts so that oil does not get on
them, necessitating their replacement (refer
to the V-Belt Tension & Replacement on
Page 79 for detailed instructions).
4. Using an 8mm hex wrench, remove fill plug
from top of headstock.
5. Place a 2.5-gallon catch pan under headstock drain plug (see Figure 107), then
remove drain plug.
6. When headstock reservoir is empty, replace
drain plug and clean away any spilled oil.
7. Fill headstock reservoir until oil level is
approximately halfway in sight glass.
8. Replace and re-tension V-belts, then secure
end-gear cover before re-connecting lathe to
power.
Gearbox Oil
Sight Glass
Figure 108. Location of gearbox oil sight glass
and fill plug.
Drain
Plug
Figure 109. Location of the gearbox drain plug.
Changing Oil
Place a catch pan under the gearbox drain plug
(see Figure 109). Use an 8mm hex wrench to
remove the gearbox fill plug (see Figure 108),
then remove the drain plug and allow the gearbox
reservoir to empty. Re-install the drain plug and
add oil until the level is approximately halfway in
the gearbox oil sight glass, then re-install the fill
plug.
Model G0824 (Mfd. Since 12/16)
-65-
Page 68

Apron
Oil Type .... Grizzly T23962 or ISO 68 Equivalent
Oil Amount ............................................7 Ounces
Check/Add Frequency ................................. Daily
Change Frequency ................................ Annually
Checking Oil Level
The apron oil sight glass is on the front of the
apron, as shown in Figure 110. Maintain the oil
volume so that the level is approximately halfway
in the sight glass.
Fill Plug
Sight
Glass
Bedways
Oil Type .... Grizzly T23962 or ISO 68 Equivalent
Oil Amount ......................................... As Needed
Lubrication Frequency ................................. Daily
Before lubricating the bedways (see Figure 112 ),
clean them with mineral spirits. Apply a thin coat
of oil along the length of the bedway. Move the
steady rest, carriage, and tailstock to access the
entire length of the bedways. If the lathe is in a
moist or dirty environment, increase the lubrication interval.
Bedways
Leadscrew
Figure 110. Location of apron oil sight glass.
Changing Oil & Flushing Reservoir
Small metal particles may accumulate at the bottom of the reservoir with normal use. Therefore, to
keep the reservoir clean, drain and flush it at least
once a year.
Place a catch pan under the apron drain plug
shown in Figure 111, remove the fill plug, then
use a 6mm hex wrench to remove the drain plug
and empty the reservoir.
Drain Plug
Figure 112. Bedways.
Longitudinal Leadscrew
Oil Type .... Grizzly T23962 or ISO 68 Equivalent
Oil Amount ......................................... As Needed
Lubrication Frequency ................................. Daily
Before lubricating the leadscrew (see Figure 112),
clean it first with mineral spirits. A stiff brush works
well to help clean out the threads. Make sure to
move the carriage out of the way, so you can
clean the entire length of the leadscrew.
Apply a thin coat of oil along the length of the
leadscrew. Use a stiff brush to make sure the oil
is applied evenly and down into the threads.
Note: In some environments, abrasive material
can become caught in the leadscrew lubricant and
drawn into the half nut. In this case, lubricate the
leadscrew with a quality dry lubricant.
Figure 111. Location of apron drain plug.
Flush the reservoir by pouring a small amount of
clean oil into the fill hole and allowing it to drain
out the bottom. Replace the drain plug, add oil as
previously described, then re-install the fill plug.
-66-
Model G0824 (Mfd. Since 12/16)
Page 69

Ball Oilers
Oi l Ty pe .... Grizzly T23963 or ISO 32 Equivalent
Oil Amount ......................................1 or 2 Squirts
Lubrication Frequency ................................. Daily
This lathe has 15 ball oilers that should be oiled
on a daily basis before beginning operation. Refer
to Figures 113 –118 for their locations.
Ball Oilers
Proper lubrication of ball oilers is done with a
pump-type oil can that has a plastic or rubberized cone tip. We do not recommend using metal
needle or lance tips, as they can push the ball too
far into the oiler, break the spring seat, and lodge
the ball in the oil galley.
Lubricate the ball oilers before and after machine
use, and more frequently under heavy use. When
lubricating ball oilers, first clean the outside surface to remove any dust or grime. Push the rubber or plastic tip of the oil can nozzle against the
ball oiler to create a hydraulic seal, then pump the
oil can once or twice. If you see sludge and contaminants coming out of the lubrication area, keep
pumping the oil can until the oil runs clear. When
finished, wipe away any excess oil.
D
Figure 114. Thread dial ball oiler.
E
Figure 115. Carriage handwheel ball oiler.
F
A. Cross-slide leadscrew & slides
B. Compound-rest leadscrew, slides, handwheel
C. Saddle slides
D. Thread dial gear
E. Carriage handwheel
F. Feed selection lever gearing
G. Tailstock ball oilers
H. Leadscrew end bearing
I. Feed rod end bearing
A
B
A
C
Figure 116. Feed selection lever ball oiler.
G
Figure 117. Tailstock ball oilers.
H
I
Figure 113. Saddle and slide ball oilers.
Model G0824 (Mfd. Since 12/16)
Figure 118. Leadscrew & feed rod ball oilers.
-67-
Page 70

End Gears
Grease Type ...... T23964 (or NLGI#2 Equivalent)
Frequency ............... Annually or When Changing
The end gears, shown in Figure 119, should
always have a thin coat of heavy grease to
minimize corrosion, noise, and wear. Wipe away
excess grease that could be thrown onto the
V-belts and reduce optimal power transmission
from the motor.
Figure 119. End gears.
Lubricating
1. DISCONNECT MACHINE FROM POWER!
2. Remove end gear cover and all end gears
shown in Figure 119.
3. Clean end gears thoroughly with mineral spir-
its to remove old grease. Use a small brush if
necessary to clean between teeth.
4. Clean shafts, and wipe away any grease
splatters in vicinity and on inside of end gear
cover.
5. Using a clean brush, apply a thin layer of
grease on gears. Make sure to get grease
between gear teeth, but do not fill teeth valleys.
6. Install end gears and mesh them together
with an approximate 0.002"–0.004" backlash.
Once gears are meshed together, apply a
small dab of grease between them where
they mesh together—this grease will be distributed when gears rotate and re-coat any
areas scraped off during installation.
Handling & Care
Make sure to clean and lubricate any gears you
install or change. Be very careful during handling
and storage—the grease coating on the gears will
easily pickup dirt or debris, which can then spread
to the other gears and increase the rate of wear.
Make sure the end gear cover remains installed
whenever possible to keep the gears free of dust
or debris from the outside environment.
7. Re-install end gear cover before re-connecting lathe to power.
-68-
Model G0824 (Mfd. Since 12/16)
Page 71

Coolant System
Service
The coolant system consists of a fluid tank, pump,
and flexible nozzle. The pump pulls fluid from the
tank and sends it to the nozzle, which controls
the flow of coolant. As the fluid leaves the work
area, it drains from the chip drawer, where the
swarf and metal chips are screened out, through
the drain chute, and back into the tank. The chip
drawer slides open and is removable for cleaning.
Use Figures 120 –121 to identify the locations of
the coolant system controls and components.
Coolant Pump Switch
Nozzle
Valve
Chip drawer is very heavy. Unless removing
chip drawer for cleaning, pull it out less
than halfway to prevent it from falling and
causing impact injuries. If removing drawer
for cleaning, get assistance!
Although most swarf from machining operations is
screened out of the coolant before it returns to the
tank, small particles will accumulate in the bottom
of the tank in the form of sludge. To prevent this
sludge from being pulled into the pump and damaging it, the pump’s intake is positioned several
inches from the bottom of the tank. This works
well when the tank is regularly cleaned; however,
if excess sludge is allowed to accumulate, the
pump will inevitably begin sucking it up.
Hazards
As coolant ages and gets used, dangerous
microbes can proliferate and create a biological
hazard. The risk of exposure to this hazard can
be greatly reduced by replacing the old fluid on a
monthly basis, or as indicated by the fluid manufacturer.
Figure 120. Coolant controls.
Pump &
Tank
Figure 121. Additional coolant components.
Chip Drawer
w/Drain Chute
When working with the coolant, minimize exposure to your skin, eyes, and lungs by wearing
the proper PPE (Personal Protective Equipment),
such as long-sleeve waterproof gloves, protective
clothing, splash-resistant safety goggles, and a
NIOSH-approved respirator.
BIOLOGICAL & POISON
HAZARD!
Use correct personal
protection equipment
when handling coolant.
Follow federal, state,
and fluid manufacturer
requirements for proper
disposal.
Model G0824 (Mfd. Since 12/16)
-69-
Page 72

Adding Coolant
Items Needed Qty
Safety Wear ................See Hazards on Page 69
New Coolant ..................................... 10.0 Quarts
Funnel ................................................................ 1
Disposable Shop Rags ...................... As Needed
To change coolant:
1. Position coolant nozzle over back splash so
that it is pointing behind lathe.
2. Have another person hold bucket up to nozzle to prevent coolant from splashing out.
To add coolant:
1. DISCONNECT MACHINE FROM POWER!
2. Remove return drain hose (see Figure 122)
from hole in top of tank and pour coolant into
tank until it is approximately 1" from top.
Pump
Power
Cord
Figure 122. Location of coolant tank and pump.
Cover
Return
Drain
Hose
Tank
3. Turn coolant pump ON and open valve (see
Figure 120 on Page 69) to pump old fluid
out of reservoir. Turn pump OFF immediately
after fluid stops flowing.
Running coolant pump longer than
necessary for this procedure without
adequate fluid in tank may permanently
damage it, which will not be covered under
warranty.
4. DISCONNECT MACHINE FROM POWER!
5. Lift coolant tank off of mounting screws and
set on ground.
6. Remove cover (see Figure 122) and pour
remaining coolant into 2-gallon bucket and
close lid.
3. Re-install return drain hose.
Changing Coolant
When you replace the old coolant, take the time
to thoroughly clean out the chip drawer and fluid
tank. The entire job only takes about a
when you are prepared with the proper materials and tools. Make sure to dispose of old fluid
according to federal, state, and fluid manufacturer's requirements.
Items Needed Qty
Safety Wear ................See Hazards on Page 69
New Coolant ..................................... 10.0 Quarts
Hex Wrench 5mm .............................................. 1
Disposable Shop Rags ...................... As Needed
Magnets (Optional) ............. As Many As Desired
1
⁄2 hour
7. Clean all sludge from bottom of tank and
then flush it clean. Use second bucket to hold
waste and make sure to seal lid closed when
done.
Dispose of old coolant and swarf according
to federal, state, and fluid manufacturer's
requirements.
8. Replace cover and re-install tank, making
sure to insert return drain hose into tank
opening.
9. Add coolant as instructed on this page.
-70 -
Model G0824 (Mfd. Since 12/16)
Page 73

Machine Storage
7. Place a few moisture absorbing desiccant
packs inside of electrical box.
To prevent the development of rust and corrosion,
the lathe must be properly prepared if it will be
stored for a long period of time. Doing this will
ensure the lathe remains in good condition for
later use.
Preparing Lathe for Storage
1. Run lathe and bring all reservoirs to operating
temperature, then drain and refill them with
clean oil.
2. Pump out old coolant, then add a few drops
of way oil and blow out lines with compressed
air.
3. DISCONNECT MACHINE FROM POWER!
4. Thoroughly clean all unpainted, bare metal
surfaces, then apply a liberal coat of way oil,
heavy grease, or rust preventative. Take care
to ensure these surfaces are completely covered but that the rust preventative or grease
is kept off of painted surfaces.
5. Lubricate machine as outlined in Lubrication
on Page 64. Be sure to use an oil can to fill all
ball oilers and oil passages with fresh oil.
6. Loosen or remove V-belts so they do not
become stretched during storage period.
8. Cover lathe and place it in a dry area that is
out of direct sunlight and away from hazardous fumes, paint, solvents, or gas. Fumes
and sunlight can bleach or discolor paint.
9. Every few months, rotate by hand all geardriven components a few times in several
gear selections. This will keep bearings,
bushings, gears, and shafts well lubricated
and protected from corrosion—especially
during winter months.
10. Slide carriage, tailstock, and steady rest
down lathe bed to make sure that wayspotting is not beginning to occur.
Bringing Lathe Out of Storage
1. Re-install V-belts and re-tension them (refer
to Page 79) if you removed them for storage
purposes.
2. Remove moisture absorbing desiccant packs
from the electrical box.
3. Repeat Test Run and Spindle Break-In procedures, beginning on Page 25.
4. Add coolant, as described in Coolant System
Service on Page 69.
Note: Be sure to place a maintenance note
near power button as a reminder that belts
have been loosened or removed.
Model G0824 (Mfd. Since 12/16)
-71-
Page 74

SECTION 7: SERVICE
Review the troubleshooting and procedures in this section if a problem develops with your machine. If
you need replacement parts or additional help with a procedure, call our Technical Support.
gather the serial number and manufacture date of your machine before calling.
Troubleshooting
Motor & Electrical
Symptom Possible Cause Possible Solution
Machine does not
start or a circuit
breaker trips
immediately upon
startup.
Motor stalls or is
underpowered.
Machine has
vibration or noisy
operation.
1. Emergency Stop/RESET button depressed/
at fault.
2. Plug/receptacle at fault/wired wrong.
3. Incorrect power supply voltage or circuit
size.
4. Power supply circuit breaker tripped or fuse
blown.
5. Wires disconnected, damaged, or connected
incorrectly.
6. Thermal overload relay tripped/at fault.
7. Motor wires connected incorrectly.
8. ON/OFF switch at fault.
9. Start capacitor at fault.
10. Contactor not energized/has poor contacts.
11. Centrifugal switch at fault.
12. Spindle rotation switch at fault.
13. Motor at fault.
1. Machine undersized for task.
2. Feed rate/cutting speed too fast.
3. Improper tooling or workpiece material.
4. Belt slipping due to oil/grease contamination,
improper tension or excessive wear.
5. Motor wired incorrectly.
6. Motor overheated.
7. Run capacitor at fault.
8. Pulley/sprocket slipping on shaft.
9. Gearbox at fault.
1. Motor or component loose.
2. Bit chattering.
3. V-belt(s) worn or loose.
4. Motor fan rubbing on fan cover.
5. Pulley loose or misaligned.
6. Motor mount loose/broken.
1. Rotate button head to reset; replace.
2. Test for good contacts; correct the wiring.
3. Ensure correct power supply voltage and circuit
size.
4. Ensure circuit is sized correctly and free of shorts.
Reset circuit breaker or replace fuse.
5. Fix or replace damaged, disconnected, or
misconnected wires.
6. Reduce load on motor if overheated; reset; replace.
7. Correct motor wiring connections (Page 90).
8. Replace switch.
9. Test/replace.
10. Test all legs for power/replace.
11. Adjust/replace centrifugal switch if available.
12. Test/replace switch.
13. Test/repair/replace.
1. Use sharp tools at correct angle; reduce feed rate/
depth of cut; use coolant if possible.
2. Decrease feed rate/cutting speed.
3. Use proper cutting tools and workpiece materials.
4. Tension/replace belt(s) (Page 79); clean belt(s) of
any oil/grease.
5. Wire motor correctly.
6. Clean motor, let cool, and reduce workload.
7. Test/repair/replace.
8. Replace loose pulley/shaft.
9. Replace broken or slipping gears.
1. Inspect/replace damaged bolts/nuts, and retighten
with thread-locking fluid.
2. Sharpen/replace bit; index bit to workpiece; use
correct feed rate and cutting RPM.
3. Inspect/replace belts with a new matched set
(Page 79).
4. Fix/replace fan cover; replace loose/damaged fan.
5. Re-align/replace pulley/shaft, pulley set screw, and
key.
6. Tighten/replace.
Note: Please
-72-
Model G0824 (Mfd. Since 12/16)
Page 75

Lathe Operation
Symptom Possible Cause Possible Solution
Entire machine
vibrates upon
startup and while
running.
Bad surface finish. 1. Incorrect spindle speed or feed rate.
Tapered tool difficult
to remove from
tailstock quill.
Cross slide,
compound rest, or
carriage feed has
sloppy operation.
Cross slide,
compound,
or carriage
handwheels hard to
move.
Cutting tool
or machine
components vibrate
excessively during
cutting.
1. Workpiece is unbalanced.
2. Workpiece is hitting stationary object.
3. Loose or damaged V-belt(s).
4. V-belt pulleys not properly aligned.
5. Chuck or faceplate is unbalanced.
6. Gears not aligned in headstock or no
backlash.
7. Worn/broken gear or bad bearing.
8. Spindle bearings at fault.
2. Dull tooling or wrong tool selection.
3. Workpiece is flexing.
4. Excessive play in gibs.
5. Material building up on cutting tool.
6. Bearing preload needs to be adjusted.
7. Belts are bad.
8. Spindle bearings are bad.
1. Quill not fully retracted into tailstock.
2. Debris not removed from tool taper before
inserting into quill.
1. Gibs are out of adjustment.
2. Handwheel has excessive backlash.
3. Leadscrew mechanism is worn or out of
adjustment.
1. Bedways are dry and in need of lubricant.
2. Ways are loaded with shavings, dust, or
grime.
3. Gibs are too tight.
4. Backlash setting is too tight.
1. Tool holder is not tight enough.
2. Cutting tool sticks too far out of tool holder;
lacks support.
3. Workpiece is deflecting.
4. Workpiece is unbalanced.
5. Gibs are out of adjustment.
6. Cutting tool is dull.
7. Spindle speed or feed rate is incorrect.
1. Re-install workpiece as centered with the spindle
bore as possible.
2. Stop lathe immediately and correct interference
problem.
3. Re-tension/replace V-belt(s) as necessary
(Page 79).
4. Align V-belt pulleys.
5. Rebalance chuck or faceplate; contact a local
machine shop for help.
6. Adjust end gears and establish backlash (Page 52).
7. Replace broken gear or bearing.
8. Reset spindle bearing preload (Page 83) or replace
worn spindle bearings.
1. Use correct spindle speed (Page 48) and feed rate
(Page 49).
2. Sharpen tooling; use correct tool for operation.
3. Change setup to properly support workpiece.
4. Tighten gibs (Page 77).
5. Use coolant on tool and workpiece during operation.
6. Adjust bearing preload (Page 83).
7. Replace belts (Page 79).
8. Change spindle bearings.
1. Rotate quill handwheel until it forces tapered tool
out of quill.
2. Remove quill from tailstock and drive tool out with a
punch. Carefully deburr bore of quill.
1. Adjust gibs (Page 77).
2. Tighten handwheel fasteners or adjust handwheel
backlash to a minimum (Page 75).
3. Adjust leadscrew to remove end play.
1. Lubricate bedways/ball oilers (Page 66).
2. Remove gibs, clean ways, lubricate, re-install, and
re-adjust.
3. Loosen gibs slightly (Page 77), and lubricate
bedways.
4. Slightly loosen backlash setting (Page 75).
1. Tighten tool holder.
2. Re-install cutting tool so no more than
length is sticking out of tool holder.
3. Use steady or follow rest (Page 42).
4. Balance workpiece.
5. Adjust gibs (Page 77).
6. Replace or resharpen cutting tool.
7. Use recommended spindle speed (Page 48), and
feed rate (Page 49).
1
⁄3 of total
Model G0824 (Mfd. Since 12/16)
-73 -
Page 76

Symptom Possible Cause Possible Solution
Workpiece is
tapered.
Chuck jaws will
not move or do not
move easily.
Spindle lacks
turning power or
starts up slowly.
Gear change dials
will not shift into
position.
Workpiece slips in
chuck.
Carriage will not
feed or is hard to
move.
1. Spindle and tailstock centers are not
properly aligned with each other.
2. Lathe bed is twisted.
1. Chips are lodged in jaws or scroll plate.
2. Dent/ridge in jaw slot of chuck body.
1. Belts are slipping. 1. Tighten belts (Page 79); inspect for oil/grease on
1. Gears not aligned inside headstock/quickchange gearbox.
1. Chuck jaws do not match workpiece
diameter.
2. Cutting pressure/feed rate is too high.
3. Spindle speed is too high.
4. Jaws are worn or not installed properly.
1. Gears are not all engaged.
2. Half nut lever is engaged.
3. Carriage lock is tightened down.
4. Screw is loose on feed handle.
5. Chips have loaded up on ways.
6. Ways are dry and in need of lubrication.
7. Gibs are too tight.
8. Gears broken.
9. Feed clutch is slipping.
1. Re-align tailstock to headstock spindle centerline
(Page 38).
2. Level lathe (Page 23).
1. Remove jaws, clean and lubricate scroll plate, then
re-install jaws.
2. Stone or file off high spot in jaw slots.
belts and clean/replace as necessary.
1. Rotate spindle by hand with light pressure on the
dial until gears fall into place.
1. Reposition or mold workpiece so that diameter
matches chuck jaw dimensions.
2. Reduce cutting force.
3. Reduce spindle speed (Page 49).
4. Remove/re-install properly; turn jaws with cutting
tool so they are concentric; replace jaws or chuck.
1. Engage gears using gear dials.
2. Disengage half nut lever.
3. Check to make sure carriage lock is fully released.
4. Tighten.
5. Frequently clear away chips that load up during
turning operations.
6. Lubricate bedways/ball oilers (Page 66).
7. Loosen gib screw(s) slightly (Page 77).
8. Replace gears.
9. Increase clutch spring pressure (Page 81).
-74 -
Model G0824 (Mfd. Since 12/16)
Page 77

Backlash Adjustment
Backlash is the amount of play in a leadscrew
and can be felt as the free play in a handwheel
when changing direction of rotation. The amount
of backlash can be viewed on the handwheel
micrometer-collar graduated dial.
When adjusting backlash, tighten the components
enough to remove backlash, but not so much that
the components bind the leadscrew, making it
hard to turn. Overtightening will cause excessive
wear to the sliding block and leadscrew.
Tools Needed Qty
Hex Wrench 6mm .............................................. 1
Hex Wrench 3mm .............................................. 1
Punch Pin 3mm ................................................ 1
Cross Slide Backlash
1. Feed cross slide toward front of machine until
it reaches the end of its travel.
2. Remove the cap screw that secures the cross
slide leadscrew nut (see Figure 123).
Leadscrew NutBacklash
Adjustment
Cap Screw
Figure 124. Leadscrew nut.
4. Tighten backlash adjustment cap screw
shown in Figure 124 in small increments.
5. Hold leadscrew nut and test after each
adjustment by rotating handwheel back-andforth until backlash amount is acceptable.
6. Feed leadscrew nut back under the cross slide
and replace cap screw removed in Step 2.
Compound Slide Backlash
1. Turn compound slide handwheel counter-
clockwise several turns.
Cap Screw Securing
Leadscrew Nut to
Cross Slide
Figure 123. Location of cap screw that secures
the leadscrew nut.
3. Rotate cross slide handle clockwise to feed
leadscrew nut out from under cross slide, as
shown in Figure 124.
2. Loosen set screw on compound slide faceplate several turns (see Figure 125).
Set
Screw
Figure 125. Compound slide backlash
adjustments.
3. Use a punch pin to loosen faceplate and turn
it until backlash is approximately 0.002"–
0.003", as indicated on graduated dial.
4. Secure setting with set screw.
5. Repeat adjustments above if necessary.
Model G0824 (Mfd. Since 12/16)
-75 -
Page 78

Adjustment
After a long period of time, you may find that the
leadscrew develops a bit of end play. This lathe
is designed so that play can be removed with a
simple adjustment.
Items Needed Qty
Hex Wrench 3mm .............................................. 1
Wrench 24mm ................................................... 1
NLGI#2 Grease ................................. As Needed
To remove leadscrew end-play:
1. DISCONNECT MACHINE FROM POWER.
2. Back out leadscrew set screw approximately
five turns (see Figure 126).
Gib AdjustmentLeadscrew End-Play
The goal of adjusting the gib screws is to remove
sloppiness or "play" from the ways without overadjusting them to the point where they become
stiff and difficult to move.
In general, loose gibs cause poor finishes and
tool chatter; however, over-tightened gibs cause
premature wear and make it difficult to turn the
handwheels.
The cross-slide and compound slide on this lathe
each use a long steel wedge called a gib that is
positioned between the component and its dovetailed-ways. At the end of each gib is a gib screw,
which moves and holds the gib. Depending upon
which direction the gib moves, the space between
the sliding ways increases or decreases to control
the rigidity of the cross slide and compound slide.
3. Un-thread leadscrew flange bolt
(see Figure 126), and slide bearing cover off
end of leadscrew.
Leadscrew
Figure 126. Leadscrew end-play bearings.
4. Clean bearings with minerals spirits, then
dry and repack them with NLGI#2 grease.
Re-install bearing cover.
5. With your left hand, pull leadscrew toward
tailstock, and thread leadscrew flange bolt
back on until it is finger tight and no leadscrew
end-play exists.
Leadscrew
Flange
Bolt
Bearing
Cover
Set Screw
Before adjusting the gibs, loosen the locks for
the device so that the gibs can freely slide during
adjustment, then lubricate the ways.
The gib adjustment process usually requires
some trial-and-error. Repeat the adjustment process as necessary until you find the best balance
between loose and stiff movement. Most machinists find that the ideal gib adjustment is one where
a small amount of drag or resistance is present,
yet the handwheels are still easy to move.
6. Hold leadscrew flange bolt with 24mm
wrench, and tighten set screw until it is snug
at bottom of its bore.
-76 -
Model G0824 (Mfd. Since 12/16)
Page 79

Cross-Slide & Compound-Slide Gibs
Make sure the ways and leadscrew have been
cleaned and re-lubricated before beginning any
adjustments. Refer to Ball Oiler Lubrication
on Page 67 for instructions and lubricant
specifications.
Figure 128 shows the gib location on the compound slide. The compound slide gib adjusts in
the same manner and with the same tools as the
cross slide gib. However, in this case, to increase
or decrease tension, the gib adjustment screw
directions are reversed.
Tools Needed Qty
Standard Screwdriver #2 ................................... 1
Hex Wrench 3mm .............................................. 1
Hex Wrench 5mm .............................................. 1
Hex Wrench 6mm .............................................. 1
To adjust cross slide and compound slide
gibs:
1. DISCONNECT MACHINE FROM POWER!
2. Adjust cross slide gib screw shown
in Figure 127 as follows:
— To increase slide tension, loosen rear gib
1
screw
1
⁄8 turn.
⁄8 turn, and tighten front gib screw
— To decrease slide tension, loosen front gib
1
screw
⁄8 turn, and tighten rear gib screw 1⁄8
turn.
Set Screw
Front End of
Gib
Front Gib
Screw
Figure 128. Compound slide gib components.
Saddle Gib
The saddle is supplied with a carriage lock on the
front right-hand side of the slide (see Figure 129).
This bolt locks the saddle in place for increased
rigidity when making face cuts. Before making
adjustments to the saddle gib, make sure that this
lock is loose by turning it counterclockwise one
full turn.
Front Gib
Screw
Front End of Gib
Figure 127. Cross slide gib components.
3. Repeat adjustments as necessary until gib
screw drag is acceptable.
IMPORTANT: Do not loosen carriage lock more
than a couple of turns or components inside will
come apart. Re-installing these components is
difficult and time consuming.
Carriage
Lock
Figure 129. Location of carriage lock.
Model G0824 (Mfd. Since 12/16)
-77-
Page 80

The saddle gib is located on the bottom of the
back edge of the slide (see Figure 130). This gib
is designed differently than the cross or compound
slide gibs. Instead of being a wedge-shaped plate,
it is a flat bar. The gib pressure is applied by four
set screws. Hex nuts secure these set screws in
place, so they will not loosen during operation.
Gib
Set Screws
Figure 130. Saddle gib components.
Half Nut Adjustment
The half-nut mechanism can be adjusted if it
becomes loose from wear. The half nut is mounted in ways with a gib exerting pressure between
components to reduce sloppy movement. The
half-nut gib is a flat bar-type gib, similar to the
saddle gib, and is tensioned with three set screws.
Tools Needed Qty
Hex Wrenches 2.5, 6mm .......................... 1 Each
Wrench 8mm ..................................................... 1
To adjust half nut:
1. DISCONNECT MACHINE FROM POWER!
2. Disengage half nut and remove thread dial.
Tools Needed Qty
Open-End Wrench 10mm .................................. 1
Hex Wrench 3mm .............................................. 1
Hex Wrench 6mm .............................................. 1
To adjust saddle slide gib:
1. DISCONNECT MACHINE FROM POWER!
2. Clean and lubricate lathe bedways (refer to
Page 66).
3. If carriage lock (see Figure 129) is tight,
loosen it two turns.
4. Loosen jam nuts on four set screws shown
in Figure 130, and adjust set screws same
amount as follows:
—To tighten carriage gib, tighten set screws.
—To loosen gib, loosen set screws.
5. Move carriage back and forth and repeat
adjustments as necessary until the gib pressure is acceptable.
6. Hold set screws in place and tighten jam
nuts.
3. Loosen hex nuts on the set screws shown in
Figure 131.
Half Nut
Set
Screws
Figure 131. Half-nut gib set screws.
1
4. Tighten each set screw approximately
turn, then retighten hex nuts without moving
set screws.
5. Move carriage handwheel until half nut can
fully close, then open/close half nut several
times and notice how it feels. The half nut is
correctly adjusted when you feel a slight drag
while opening and closing it. It should not feel
too stiff or too loose.
6. Repeat Steps 3–5, if necessary, until you
are satisfied with half nut adjustment, then
re-install thread dial.
⁄8 of a
-78 -
Model G0824 (Mfd. Since 12/16)
Page 81

V-Belt Tension &
Replacement
After initial break-in, the V-belts slightly stretch
and seat into the pulley. It is important to check
and adjust them to compensate for this initial
wear. Check the tension thereafter on a monthly
basis. If the belts become excessively worn or
damaged, replace them as a matched set.
Tools Needed Qty
Hex Wrench 17mm ............................................ 1
5. Check belt tension: Each belt is correctly
tensioned when there is approximately
deflection when it is pushed with moderate
pressure, as shown in Figure 133.
Pulley
Deflection
1
⁄4"
Pulley
1
⁄4"
Tensioning V-Belts
1. DISCONNECT MACHINE FROM POWER!
2. Remove end gear cover.
3. Loosen motor mount bolts (see Figure 132).
Note: It may be more convenient to access
the motor mount hex nuts if you first remove
back splash.
Motor Mount
Bolt (1 of 2)
Figure 133. Correct timing-belt deflection.
— If there is more than 1⁄4" deflection when
each belt is pushed with moderate pressure, loosen motor mount bolts, lower
motor, adjust belt tension as required,
then tighten bolts.
6. Secure end gear cover.
Replacing V-Belts
1. DISCONNECT MACHINE FROM POWER!
2. Remove end gear cover.
3. Loosen motor mount bolts (see Figure 132),
slide motor up, and remove V-belts.
Note: It may be more convenient to access
the motor mount bolts if you first remove the
back splash.
Figure 132. Checking V-belt deflection.
4. Push down on motor and re-tighten mounting
hex bolts.
Model G0824 (Mfd. Since 12/16)
4. Install new V-belts as a matched set so they
equally share the load.
5. Tension belts. (Refer to Tensioning V-Belts
on this page.)
6. Secure end gear cover.
-79 -
Page 82

Leadscrew Shear Pin
Replacement
A straight 4 x 42mm brass shear pin (see Figure
134) holds the leadscrew and the drive hub
together. The pin is designed to break and disengage the power transfer to the leadscrew to help
protect more expensive lathe components in the
case of a carriage crash or the lathe is overloaded.
To replace leadscrew shear pin:
1. DISCONNECT MACHINE FROM POWER!
2. Unlock half-nut lever and turn top right gear-
box dial to "N" (see Figure 135) so leadscrew
can be rotated by hand.
N
2 3
Pointer Set to "N"
Contact Grizzly Customer Service at (570)
546-9663 to order a replacement shear pin
(Part P08241060).
Drive Hub
Leadscrew
Optional
Brass
Shear Pin
Alignment
Marks
Figure 134. Leadscrew shear pin.
Tools Needed Qty
Hammer ............................................................. 1
3
Dowel Punch
Drill Bit
1
⁄16" ............................................... 1
⁄8" ......................................................... 1
Hand Drill .......................................................... 1
Wood Screw #8 x 1" (or longer) ........................ 1
Pointed Center Punch ....................................... 1
Standard Pliers .................................................. 1
1
4
Figure 135. Gearbox dial set to "N" .
3. Rotate drive hub , and inspect it to see if pin
is still stuck in both sides of it.
— If one half of shear pin has fallen out and
the leadscrew shaft can be seen through
the pin hole, rotate leadscrew until you
see the end of the inner sheared pin. Use
3
⁄16" dowel punch to tap pin out through
a
other side.
— If shear pin halves are stuck in both sides
of drive hub, center punch one of the pins
1
and drill an
1
⁄4" deep. Thread a #8 wood screw into
ly
⁄8" hole in the pin approximate-
the hole until the screw begins to thread
into the brass. Using pliers, pull the pin
from the hole, then drive the rest of the pin
out, as described above.
4. Align holes in drive hub with hole in leadscrew,
and tap the new shear pin into position until it
is flush.
Tip: For easy shear pin replacement in the
future, use the center punch or a scribe and
mark the end of the drive hub and the side of
the leadscrew with a mark to indicate where
true hole alignment is located (see Figure
134). Next, scribe a line on the leadscrew
just where it enters the drive hub, this line will
indicate correct depth of leadscrew. Should
the pin ever shear again, line-up the marks,
and drive out the pin pieces, and tap in the
new pin.
-80-
Model G0824 (Mfd. Since 12/16)
Page 83

Feed Clutch
Tool Needed Qty
Hex Wrench 4mm .............................................. 1
Adjustment
This lathe is equipped with a feed rod clutch,
shown in Figure 136, that connects the feed drive
hub with the feed rod through a set of springloaded ball bearings. This clutch helps protect
the apron feed system from overload. The feed
rod clutch comes set from the factory, and unless
there is a problem, it needs no adjustment.
Set Screws
(2 of 4)
Feed Rod
Drive Hub
To adjust feed rod clutch:
1. DISCONNECT MACHINE FROM POWER!
2. Point top right dial at "N", then position bot-
tom right hand gearbox dial pointer between
"S" and "T" (see Figure 137). This allows
feed rod to move freely so adjustments can
be made to the clutch.
N
2 3
1
S
R
Figure 137. Gearbox dial settings for feed clutch
4
T
V
adjustment.
Pointer Set to "N"
Pointer Set
Between "S" and
"T"
Figure 136. Feed rod clutch.
The clutch may slip if the path for the carriage
or the cross feed is obstructed during turning
or facing operations, the tool bit crashes into a
workpiece shoulder, the carriage lock is incorrectly tightened when the feed selection lever is
engaged, or if too deep of a cut is taken—causing
a sudden binding of the tool and workpiece.
Never completely tighten the feed clutch past its
normal setting in an attempt to completely eliminate clutch slip. Doing so will void the warranty,
and can lead to a non-slipping clutch, resulting in
catastrophic gearbox damage.
— If the clutch slips during normal work
loads, increase the clutch spring pressure
by tightening each of the four clutch drive
set screws shown in Figure 136 one full
turn, then recheck for slippage.
— If the clutch does not slip when it should,
reduce the clutch spring pressure by loosening each of the four clutch set screws
one full turn, then recheck for slippage.
Model G0824 (Mfd. Since 12/16)
-81-
Page 84

Gap Insert Removal
& Installation
This lathe is equipped with a removable gap
insert that will allow for turning large diameter
workpieces. The gap was seated, pre-loaded, and
then ground for precise mating and alignment at
the factory.
Removing the gap can cause the lathe insert to
slightly spring out of shape. When re-installed,
there is no guarantee that original alignment and
flush mating will be the same. For this reason,
removing the gap is considered a permanent
alteration to the lathe, even if it is later re-installed.
Tools Needed Qty
Open End Wrench 14mm .................................. 1
Hex Wrench 8mm .............................................. 1
Heavy Dead Blow Hammer ............................... 1
Miscellaneous C-Clamps ................ As Required
Wooden Blocks ............................... As Required
To remove gap:
4. Loosen the preload set screw (see Figure 138)
a few turns until it no longer contacts headstock.
5. Tap outside of gap piece with a dead blow
hammer to loosen it, and, with the help of
another person, remove the gap piece.
To re-install gap:
1. Clean all mating surfaces completely with
mineral spirits and inspect and remove any
burrs. ALL MATING SURFACES MUST BE
ABSOLUTELY CLEAN!
2. Lightly oil a lint-free cloth with way oil, and
rub a thin film into the pores of the freshly
cleaned gap surfaces. Next, place the gap in
position on the lathe bed.
3. Back off the threaded dowel pin jam nuts until
they are flush with the end of the pins, and
drop the pins into the pin holes in the gap.
4. Jostle the gap closer to its final alignment
until the pins seat naturally.
1. DISCONNECT MACHINE FROM POWER!
2. Remove the four cap screws that secure gap
to bed (see Figure 138).
3. Tighten dowel-pin jack nuts (see Figure 138)
to draw pins from gap.
Preload Set Screw
Dowel
Pin
Cap
Cap
Screws
Figure 138. Gap retaining fasteners.
Screws
5. Install and lightly snug the four cap screws
in an order that will draw the gap closer into
alignment. Using blocks of wood and clamps
to get mating surfaces into alignment can
also be helpful.
6. When alignment and flush mating is acceptable, tighten the four cap screws in a pattern
that will maintain or improve the alignment.
7. Wait 24 hours, and check for quality of mating. If unacceptable, use clamps and blocks
of wood, and loosen and tighten the appropriate cap screws to draw-in and release certain
areas of the gap to achieve the required
alignment.
8. When satisfied with the alignment, tap the
dowel pins the rest of the way into the gap
until they are in a fully seated position, and
thread the jack nuts down until they just contact the gap.
-82-
9. Tighten the preload set screw inward until it
contacts the headstock and resistance can
be felt, then tighten it an additional
Model G0824 (Mfd. Since 12/16)
3
⁄4-turn.
Page 85

Bearing Preload
This lathe is shipped from the factory with the
spindle bearing preload adjusted. If the spindle
ever develops a bit of end-play and the workpiece
finish suffers, you can adjust the bearing preload to remove the end-play and improve the
workpiece finish.
Adjusting the bearing preload requires using a
spanner wrench or a punch and hammer. You
can either purchase the spanner wrench at a tool
store or fabricate one, using the diagram shown
in Figure 139.
Fabricate from CRS
or HRS bar stock
"
16
9
/
1
Radius
12"
3. Remove chuck, then shift spindle to neutral
by positioning spindle speed lever between
"3" and "4" and speed range lever between
"L" and "H", as shown in Figure 140.
Speed
Lever
Set Between
"3" & "4"
2
1
3
4
L
Speed
Range
H
Lever
Set Between
"L" & "H"
Figure 140. Spindle speed levers set to neutral.
4. Place chuck key in cam-lock socket and keep
the spindle from rotating.
5. Using a spanner wrench, or hammerand-punch, rotate outer spanner nut (see
Figure 141) counterclockwise and remove it.
Fabricate pin to 7/32" D x 1/4" L and weld.
Figure 139. Spanner wrench diagram.
Tools Needed Qty
Spanner Wrench................................................ 1
Chuck Key ......................................................... 1
Dead Blow Hammer .......................................... 1
Piece of Scrap Wood......................................... 1
Dial Indicator ..................................................... 1
Hex Wrench 6mm .............................................. 1
To adjust preload:
1. Run lathe for 20 minutes on high speed to
bring lathe to a normal temperature.
2. DISCONNECT MACHINE FROM POWER!
Outer
Spanner
Nut
Figure 141. Loosening outer spanner nut.
6. Loosen inner spanner nut one turn.
Note: You may have to tap on the outboard
end of the spindle as explained in Step 7, to
help unload the spindle and break the spanner nut loose.
Model G0824 (Mfd. Since 12/16)
-83-
Page 86

7. Place a wooden block over outboard end of
spindle, tap it a few times with a small sledge
or heavy dead blow hammer (see Figure 142).
Your goal is to slide the spindle forward just
enough to introduce spindle end-play that
you can feel by hand.
10. Insert chuck key into a cam socket to prevent
spindle from turning, then tighten inner spanner nut until dial indicator needle just stops
moving (see Figure 144).
Note: For convenience and accuracy, we
recommend having another person watch the
dial while you tighten the inner spanner nut.
Figure 142. Introducing detectable end-play.
8. Place a dial indicator on cross slide and move
carriage toward headstock until contact point
of indicator touches spindle face, as shown in
Figure 143.
Figure 143. Example of dial indicator setup.
9. Move carriage an additional 0.100" toward
headstock.
Figure 144. Adjusting spindle bearings.
While tightening the inner spanner nut,
rock the spindle back and forth slightly with
the chuck key to make sure the spindle
tapered roller bearings seat properly in their
races.
When the dial indicator needle stops mov-
ing, there will be no spindle end-play and no
bearing preload. It is important that you find
this point without tightening the spanner nut
too much and inadvertently preloading the
spindle bearings.
If you think you have gone past the zero end-
play point, unload the bearings by repeating
Steps 7–8, then re-tighten the inner spanner
nut until it has reached the zero end-play
position.
-84-
Model G0824 (Mfd. Since 12/16)
Page 87

11. Tighten inner spanner nut an additional
along its circumference. See Figure 145 for
an example of this measurement.
1
⁄16"
To confirm bearings are correctly preloaded:
1. Re-attach all removed lathe components and
prepare it for operation.
1
⁄16" Travel
Inner
Spanner Nut
Figure 145. Final spanner nut rotation.
12. Without allowing inner spanner nut to tighten
any further, install and tighten outer spanner
nut against inner nut (see Figure 146).
DO NOT overtighten outer spanner nut
because additional preload can force bearings even tighter against races in the headstock and cause headstock to compress, or
crack, or cause bearing failure.
2. Install chuck and tighten jaws.
3. Set the spindle speed to its highest setting.
4. Connect lathe to power and turn lathe spindle
ON.
5. Let lathe run for 20 minutes, periodically
shutting it down a few times and checking
temperature.
6. Turn spindle OFF, disconnect lathe from
power, and check temperature of spindle.
— If spindle nose is slightly warm to the
touch, you have correct bearing preload.
— If spindle nose is hotter than you can com-
fortably keep your hand on, preload is too
tight and you must repeat bearing preload
adjustment procedure. When repeating
the procedure, rotate the inner spanner
nut a little less during Step 12 in the preceding instructions.
Outer
Spanner Nut
Figure 146. Outer spanner nut re-installed.
13. Re-install outboard spindle cover.
Model G0824 (Mfd. Since 12/16)
-85-
Page 88

These pages are current at the time of printing. However, in the spirit of improvement, we may make changes to the electrical systems of future machines. Compare the manufacture date of your machine to the one
number and manufacture date of your
machine before calling. This information can be found on the main machine label.
SECTION 8: WIRING
stated in this manual, and study this section carefully.
If there are differences between your machine and what is shown in this section, call Technical Support at
(570) 546-9663 for assistance BEFORE making any changes to the wiring on your machine. An updated
wiring diagram may be available. Note: Please gather the serial
Wiring Safety Instructions
SHOCK HAZARD. Working on wiring that is con-
nected to a power source is extremely dangerous.
Touching electrified parts will result in personal
injury including but not limited to severe burns,
electrocution, or death. Disconnect the power
from the machine before servicing electrical components!
MODIFICATIONS. Modifying the wiring beyond
what is shown in the diagram may lead to unpredictable results, including serious injury or fire.
This includes the installation of unapproved aftermarket parts.
WIRE CONNECTIONS. All connections must
be tight to prevent wires from loosening during
machine operation. Double-check all wires disconnected or connected during any wiring task to
ensure tight connections.
CIRCUIT REQUIREMENTS. You MUST follow
the requirements at the beginning of this manual
when connecting your machine to a power source.
WIRE/COMPONENT DAMAGE. Damaged wires
or components increase the risk of serious personal injury, fire, or machine damage. If you notice
that any wires or components are damaged while
performing a wiring task, replace those wires or
components.
MOTOR WIRING. The motor wiring shown in
these diagrams is current at the time of printing
but may not match your machine. If you find this
to be the case, use the wiring diagram inside the
motor junction box.
CAPACITORS/INVERTERS. Some capacitors
and power inverters store an electrical charge for
up to 10 minutes after being disconnected from
the power source. To reduce the risk of being
shocked, wait at least this long before working on
capacitors.
EXPERIENCING DIFFICULTIES. If you are experiencing difficulties understanding the information
included in this section, contact our Technical
Support at (570) 546-9663.
The photos and diagrams
included in this section are
best viewed in color. You
can view these pages in
color at www.grizzly.com.
-86-
Model G0824 (Mfd. Since 12/16)
Page 89

Wiring Overview
E
PLUG and CORD
D
(NOT INCLUDED)
6-15 Plug
(As Recommended)
A
D
Ground
220
VAC
Quick-Change Gearbox
Hot
Hot
F
B
C
A
ELECTRICAL
BOX
(Page 88
G
I
H
E
PUMP
MOTOR
(Page 90)
NO
Ground
Common
NC
BRAKE
C
SWITCH
H
SPINDLE
ON/OFF
SWITCH
WORK
LAMP
G
NO
NC
C
CONTROL
NO
C
NC
Ground
I
PANEL
(Page 91)
B
MAIN
MOTOR
(Page 90)
DRO
(Viewed from Behind)
X Z
F
DRO
UNIT
X-Axis Sensor
Work Lamp
Junction Block
SINO KA-500 200H
Z-Axis Sensor
SINO KA300 1020H
Model G0824 (Mfd. Since 12/16)
READ ELECTRICAL SAFETY
ON PAGE 86!
-87-
Page 90

Electrical Cabinet Wiring
Unit
Panel
Switch
0
A1
L L
1L1 5L3 21NC3L2
Tianshi
GSC1-1801
2T1 6T3 22NC4T2
N
25 24 23 22 21 20
20-21 = 110V
20-22 = 220V
20-23 = 230V
20-24 = 240V
20-25 = 380V
Transformer
WUXI No. 5. Machine Tool
JBK5-120VATH
30 31 32 33 E
0
1
0
A1
L
1L1
Tianshi
GSC1-1801
2T1 6T3 22NC4T2
N
Contactor
110-120V
KM1
7
34
35
14
0
N
L
Contactor
KM2
5L3 21NC3L2
110-120V
L
TC
1
QM2
NL
1L1 3L2 5L3
16
18
98
Relay
12
NO
14
FR1
97
JRS4-09-25d
STOP RESET
95
NC
L
L
1L1 3L2 5L3
0.50
0.63
98
96
8
2T1
1
0
LLN
A1
13NO
13NO
6
Tianshi
Tianshi
JZC3 40d
JZC3 40d
14NO 34NO 44NO24NO
14NO 34NO 44NO24NO
L
33NO 43NO23NO
33NO 43NO23NO
Contactor
Contactor
110-120V
110-120V
KA1
6T3
4T2
10
L
N
U1
0
2
A1
13NO
0
Tianshi
JZC3 40d
14NO 34NO 44NO24NO
N
Relay
0.40
FR2
A
97
NO
2T1
4T2
L L
N
2
33NO 43NO23NO
Contactor
110-120V
KA0
JRS4-09-25d
STOP RESET
95
96
NC
9
6T3
14
QM1
13
10
Z1 Z1U2 U2
Z2
11
A2
12
PE
PE
L
N
U1
Grounding
Plate
PE
PE
PE
D
G I
Z2
U2 Z1
E
3
3
4
N1
L1 N1
0
0
1
C
A2
12
11
Z2
L1
Z2
L1 N1
Z1U2U1
B
15
15
F
A2
A2
13
21
2
5
7
6
5
53
7
6
15
A2
8
9
8
9
H
-88-
To Power
Cord
To Work
Lamp
To Pump
Motor
To Motor
(Page 90)
(Page 90)
READ ELECTRICAL SAFETY
ON PAGE 86!
To Brake
Switch
(Page 87)(Page 87)(Page 87)
To DRO
To Control
(Page 91)
To Spindle
(Page 87)
Model G0824 (Mfd. Since 12/16)
Page 91

Electrical Cabinet
Model G0824 (Mfd. Since 12/16)
Figure 147. Electrical cabinet wiring.
READ ELECTRICAL SAFETY
ON PAGE 86!
-89-
Page 92

B
Ground
Main & Pump Motor Wiring
Start Capacitor
150M 250V
Z2
U2
Motor
Capacitor
2 MFD
450V
U2
Z1
Pump Motor
GND
GND
Z1
U1
Run Capacitor
20M 450V
Z2
U1
Figure 148. Spindle motor junction
box.
-90-
N1
E
READ ELECTRICAL SAFETY
ON PAGE 86!
Figure 149. Coolant pump motor.
Model G0824 (Mfd. Since 12/16)
Page 93

Headstock
Power
Light
Control Panel Wiring
Pump
ON Button
Figure 150. Control panel wiring.
Switch
STOP/Reset
Switch
Jog Button
Ground
Control
Panel
Power Light
0
I
Switch
1
5
6
Jog Button
ON Button
2
2
0 3
4
2
Pump Switch
2
9
2
2
STOP/Reset
Model G0824 (Mfd. Since 12/16)
-91-
Page 94

SECTION 9: PARTS
We do our best to stock replacement parts when possible, but we cannot guarantee that all parts shown
are available for purchase. Call (800) 523-4777 or visit www.grizzly.com/parts to check for availability.
16
18
20
13
Headstock Case & Shift
1
2
3
4
5
4
6
7
8
9
B
10
C
11
A
D
E
6
20
6
5051
19
35
5
34
49
46
43
39
33
43
16
32
48
36
27
26
47
36
25
45
24
42
38
37
30
29
12
13
28
24
27
26
25
6
Model G0824 (Mfd. Since 12/16)
-92-
14
15
17
19
21 22 23
Page 95

Headstock Case & Shift Parts
REF PART # DESCRIPTION REF PART # DESCRIPTION
1 P08240001 CAP SCREW M6-1 X 20 25 P08240025 SET SCREW M8-1.25 X 8
2 P08240002 HEADSTOCK COVER 26 P08240026 COMPRESSION SPRING 18 X 6 X 1.2
3 P08240003 HEADSTOCK COVER GASKET 27 P08240027 STEEL BALL 6MM
4 P08240004 ROLL PIN 6 X 30 28 P08240028 FEED DIRECTION DIAL 50MM D
5 P08240005 O-RING 14 X 2.4 29 P08240029 RIVET 3.5 X 13MM NAMEPLATE
6 P08240006 SET SCREW M6-1 X 8 30 P08240030 HEADSTOCK CONTROL PANEL PLATE
7 P08240007 SHIFT SHAFT 32 P08240032 ROLL PIN 8 X 35
8 P08240008 SHIFT LEVER 33 P08240033 HEADSTOCK CONTROL PANEL FRAME
9 P08240009 SHIFT LEVER BLOCK 34 P08240034 GEAR 57T
10 P08240010 HEADSTOCK CASTING 35 P08240035 LOCK COLLAR
11 P08240011 OIL PLUG ZG 3/8" NPT 36 P08240036 SET SCREW M6-1 X 8 CONE PT
12 P08240012 LOCK WASHER 10MM 37 P08240037 SET SCREW M6-1 X 6
13 P08240013 HEX BOLT M10-1.5 X 18, 36L, EXT HEAD 38 P08240038 SPEED CONTROL LEVER
14 P08240014 CAP SCREW M10-1.5 X 30 39 P08240039 FLAT HD SCR M6-1 X 16
15 P08240015 FEED DIRECTION SHAFT BRACKET 42 P08240042 SPEED CONTROL LEVER SLEEVE
16 P08240016 CAP SCREW M6-1 X 25 43 P08240043 COLLAR
17 P08240017 SHIFT LEVER 45 P08240045 SPEED RANGE SHAFT
18 P08240018 SHIFT BLOCK 46 P08240046 SPINDLE SPEED SHAFT
19 P08240019 O-RING 25 X 2.4 47 P08240047 KEY 6 X 6 X 18 RE
20 P08240020 ROLL PIN 4 X 20 48 P08240048 SHIFT COLLAR
21 P08240021 FEED DIRECTION SHAFT 49 P08240049 SET SCREW M6-1 X 10 CUP-PT
22 P08240022 FEED DIRECTION DIAL COLLAR 50 P08240050 SHIFT FORK
23 P08240023 FLAT HD SCR M4-.7 X 10 51 P08240051 GEAR SHAFT 19T
24 P08240024 KEY 4 X 6 X 14 RE
Model G0824 (Mfd. Since 12/16)
-93-
Page 96

Headstock Drive
66
C
58
67
76
59
52
68
77
69
78
53
70
79
54
55
71
56
57
60
72
61
62
63
73
74
64
65
75
B
80
81
82
89
83
90
84
85
91
86
85
92
87
83
93
94
B
C
A
D
E
-94-
88
Model G0824 (Mfd. Since 12/16)
Page 97

Headstock Drive Parts
REF PART # DESCRIPTION REF PART # DESCRIPTION
52 P08240052 SPINDLE PULLEY 74 P08240074 GEAR 38T
53 P08240053 ROCKER 75 P08240075 EXT RETAINING RING 35MM
54 P08240054 ROLL PIN 5 X 25 76 P08240076 BALL BEARING 6203ZZ
55 P08240055 ANCHOR PIN 77 P08240077 FRONT END COVER C
56 P08240056 ROCKER SHAFT 78 P08240078 SET SCREW M8-1.25 X 16 DOG-PT
57 P08240057 EXT RETAINING RING 8MM 79 P08240079 O-RING 40 X 3.1
58 P08240058 CAP SCREW M8-1.25 X 15 80 P08240080 CAP SCREW M4-.7 X 12
59 P08240059 FENDER WASHER 8MM 81 P08240081 BEARING COVER
60 P08240060 CAP SCREW M6-1 X 16 82 P08240082 BEARING COVER GASKET
61 P08240061 EXT RETAINING RING 8MM 83 P08240083 BALL BEARING 6204ZZ
62 P08240062 SHAFT 84 P08240084 SPACER 20 X 32 X 8
63 P08240063 GEAR SHAFT END COVER 85 P08240085 KEY 8 X 8 X 55 RE
64 P08240064 BEARING COVER GASKET 86 P08240086 GEAR SHAFT B
65 P08240065 OIL SEAL SD25 X 40 X 10 87 P08240087 GEAR 51T
66 P08240066 BALL BEARING 6005ZZ 88 P08240088 GEAR 43T
67 P08240067 KEY 8 X 8 X 32 RE 89 P08240089 SPACER
68 P08240068 GEAR SHAFT C 90 P08240090 GEAR 26T
69 P08240069 KEY 6 X 6 X 120 91 P08240091 GEAR 34T
70 P08240070 KEY 5 X 5 X 50 92 P08240092 GEAR 53T
71 P08240071 TOOTHED COLLAR GEAR 93 P08240093 O-RING 47 X 3.1
72 P08240072 GEAR 29T 94 P08240094 FRONT END COVER B
73 P08240073 GEAR 46T
Model G0824 (Mfd. Since 12/16)
-95-
Page 98

Headstock Spindle
A
100
108
95
95
101
109
96
97
102
97
103
98
104
99
105
110
136
135
106
111
115
107
118
112
B
C
A
D
E
D
113
119
129
116
127
132
126
128
133
129
134
117
115
114
E
120
121
122
116
123
125
124
131
130
-96-
Model G0824 (Mfd. Since 12/16)
Page 99

Headstock Spindle Parts
REF PART # DESCRIPTION REF PART # DESCRIPTION
95 P08240095 SPANNER NUT M65-2 116 P08240116 BALL BEARING 16004ZZ
96 P08240096 COLLAR 117 P08240117 GEAR 30T
97 P08240097 SET SCREW M6-1 X 25 DOG-PT 118 P08240118 EXT RETAINING RING 20MM
98 P08240098 OUTBOARD SPINDLE COVER 119 P08240119 HEX NUT M12-1.75
99 P08240099 OUTBOARD SPINDLE GASKET 120 P08240120 SHOULDER WASHER 12 X 25 X 4
100 P08240100 TAPERED ROLLER BEARING 32013 P5 121 P08240121 GEAR 40T
101 P08240101 EXT RETAINING RING 65MM 122 P08240122 OIL SEAL
102 P08240102 GEAR 37T 123 P08240123 GEAR SHAFT E
103 P08240103 GEAR 37T 124 P08240124 KEY 5 X 5 X 18 RE
104 P08240104 KEY 8 X 8 X 18 125 P08240125 ROLL PIN 3 X 10
105 P08240105 GEAR 74T 126 P08240126 KEY 6 X 6 X 50 RE
106 P08240106 EXT RETAINING RING 82MM 127 P08240127 SPACER
107 P08240107 TAPERED ROLLER BEARING 32015 P5 128 P08240128 FLANGE HUB
108 P08240108 GASKET 129 P08240129 SPACER
109 P08240109 FRONT SPINDLE COVER 130 P08240130 CAP SCREW M5-.8 X 16
110 P08240110 SPINDLE 131 P08240131 GASKET
111 P08240111 KEY 6 X 6 X 40 RE 132 P08240132 SPACER
112 P08240112 KEY 8 X 8 X 84 RE 133 P08240133 GEAR 37T
113 P08240113 O-RING 25 X 2.4 134 P08240134 EXT RETAINING RING 20MM
114 P08240114 SHAFT D 135 P08240135 SPIDER SCREW M10-1.5 X 35
115 P08240115 INT RETAINING RING 42MM 136 P08240136 HEX NUT M10-1.5
Model G0824 (Mfd. Since 12/16)
-97-
Page 100

Change Gears
201
REF PART # DESCRIPTION REF PART # DESCRIPTION
Wall
202
203
204
205
206
208
207
209
226
225
224
223
222
221
220
219
214
215
208
218
216
201
202
201 P08240201 HEX NUT M10-1.5 214 P08240214 CAP SCREW M6-1 X 15
202 P08240202 FENDER WASHER 10MM 215 P08240215 FENDER WASHER 6MM
203 P08240203 BALL BEARING 6203ZZ 216 P08240216 CAP SCREW M8-1.25 X 30
204 P08240204 INT RETAINING RING 40MM 217 P08240217 STANDOFF HEX M10-1.5 X 64
205 P08240205 EXT RETAINING RING 55MM 218 P08240218 CHANGE GEAR 52T
206 P08240206 GEAR 120T 219 P08240219 CHANGE GEAR 46T
207 P08240207 GEAR 127T 220 P08240220 CHANGE GEAR 44T
208 P08240208 GEAR 60T 221 P08240221 CHANGE GEAR 63T
209 P08240209 KEY 6 X 6 X 18 RE 222 P08240222 CHANGE GEAR 57T
210 P08240210 BEARING HOUSING 223 P08240223 CHANGE GEAR 56T
211 P08240211 SLEEVE 224 P08240224 CHANGE GEAR 54T
212 P08240212 SWING ARM FRAME 225 P08240225 CHANGE GEAR 30T
213 P08240213 GEAR SUPPORT SHAFT M10-1.5 226 P08240226 CHANGE GEAR 40T
210
204
203
211
212
213
217
-98-
Model G0824 (Mfd. Since 12/16)
 Loading...
Loading...