

Page 1
MODELS G0747 & G0748
10" x 50" VERTICAL
MILLING MACHINE
w/POWER FEED
OWNER'S MANUAL
(For models manufactured since 8/12)
Model
G0747
COPYRIGHT © MARCH, 2013 BY GRIZZLY INDUSTRIAL, INC.
WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE
OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC.
#TS15453 PRINTED IN CHINA
Model
G0748
Page 2

This manual provides critical safety instructions on the proper setup,
operation, maintenance, and service of this machine/tool. Save this
document, refer to it often, and use it to instruct other operators.
Failure to read, understand and follow the instructions in this manual
may result in fire or serious personal injury—including amputation,
electrocution, or death.
The owner of this machine/tool is solely responsible for its safe use.
This responsibility includes but is not limited to proper installation in
a safe environment, personnel training and usage authorization,
proper inspection and maintenance, manual availability and comprehension, application of safety devices, cutting/sanding/grinding tool
integrity, and the usage of personal protective equipment.
The manufacturer will not be held liable for injury or property damage
from negligence, improper training, machine modifications or misuse.
Some dust created by power sanding, sawing, grinding, drilling, and
other construction activities contains chemicals known to the State
of California to cause cancer, birth defects or other reproductive
harm. Some examples of these chemicals are:
• Lead from lead-based paints.
• Crystalline silica from bricks, cement and other masonry products.
• Arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often you
do this type of work. To reduce your exposure to these chemicals:
Work in a well ventilated area, and work with approved safety equipment, such as those dust masks that are specially designed to filter
out microscopic particles.
Page 3

Table of Contents
INTRODUCTION ............................................... 3
Machine Description ...................................... 3
Contact Info.................................................... 3
Manual Accuracy ........................................... 3
Front View Identification ................................ 4
Model G0747 Headstock Identification .......... 5
Model G0748 Headstock Identification .......... 6
G0747 Machine Data Sheet .......................... 7
G0748 Machine Data Sheet .......................... 9
SECTION 1: SAFETY ..................................... 11
Safety Instructions for Machinery ................ 11
Additional Safety for Milling Machines ......... 13
SECTION 2: POWER SUPPLY ...................... 14
Availability ......................................................... 14
Full-Load Current Rating .................................. 14
Circuit Requirements for 220V .......................... 14
Grounding Instructions ......................................15
Extension Cords ................................................ 15
SECTION 3: SETUP ....................................... 16
Unpacking .................................................... 16
Needed for Setup ......................................... 16
Inventory ...................................................... 17
Cleanup ........................................................ 18
Site Considerations ...................................... 19
Lifting & Placing ........................................... 20
Leveling & Mounting .................................... 21
Leveling ............................................................. 21
Bolting to Concrete Floors ................................ 21
Machine Mounts ................................................ 21
Assembly ..................................................... 22
Initial Lubrication .......................................... 22
Test Run ...................................................... 23
Mill Test Run ..................................................... 23
Power Feed Test Run .......................................24
Spindle Break-In .......................................... 25
Inspections & Adjustments .......................... 25
SECTION 4: OPERATIONS ........................... 26
Operation Overview ..................................... 26
Table Movement .......................................... 27
Graduated Index Rings ..................................... 27
Table Locks ....................................................... 27
X-Axis Power Feed Identification ......................28
X-Axis Power Feed Operation .......................... 29
Head Movement........................................... 29
Tilting Head Forward/Backward ........................ 30
Rotating Head Left/Right .................................. 30
Ram Movement............................................ 31
Moving Ram Forward/Backward ....................... 31
Rotating Ram .................................................... 31
Spindle Speed.............................................. 32
Determining Spindle Speed .............................. 32
Setting Model G0747 Spindle Speed ............... 33
Setting Model G0748 Spindle Speed ............... 35
Spindle Downfeed ........................................ 36
Downfeed Controls ...........................................36
Coarse Downfeed ............................................. 37
Fine Downfeed ..................................................37
Auto-Downfeed ................................................. 38
Spindle Brake............................................... 39
Loading/Unloading Tooling .......................... 40
Loading Tooling ................................................40
Unloading Tooling ............................................. 40
SECTION 5: ACCESSORIES ......................... 41
SECTION 6: MAINTENANCE ......................... 43
Schedule ...................................................... 43
Ongoing ............................................................43
Before Beginning Operations ............................43
Daily, After Operations ......................................43
Cleaning & Protecting .................................. 43
Lubrication ................................................... 44
Quill ...................................................................44
Table Ways (One-Shot Oiler) ...........................45
Headstock Gearing ........................................... 45
Ram Ways ........................................................46
Head Tilt & Ram Pinions .................................. 46
Table Elevation Leadscrew ...............................46
Power Feed Gears ............................................47
Machine Storage .......................................... 48
Page 4

SECTION 7: SERVICE ................................... 49
Troubleshooting ........................................... 49
Adjusting Gibs .............................................. 51
Adjusting Leadscrew Backlash .................... 52
X-Axis Leadscrew Backlash ............................. 52
Cross Leadscrew Backlash .............................. 53
Tramming Spindle ........................................ 54
SECTION 8: WIRING ...................................... 56
Wiring Safety Instructions ............................ 56
G0747 Wiring Diagram ................................ 57
G0748 Wiring Diagram ................................ 58
SECTION 9: PARTS ....................................... 59
Main ............................................................. 59
X- & Y-Axis Leadscrews .............................. 61
Downfeed System ........................................ 62
G0747 Headstock ........................................ 65
G0748 Headstock ........................................ 67
One-Shot Oiler ............................................. 70
Accessories .................................................. 71
G0747 Machine Labels & Cosmetics .......... 72
G0748 Machine Labels & Cosmetics .......... 73
WARRANTY & RETURNS ............................. 77
Page 5

INTRODUCTION
We are proud to provide a high-quality owner’s
manual with your new machine!
We
instructions, specifications, drawings, and photographs
contained inside. Sometimes we make mistakes,
but
also
means that
you receive
will be slightly different than what is shown in
the manual
If you find this to be the case, and the difference
between the manual and machine leaves you
confused about a procedure
for an updated version. W
manuals
and
www.grizzly.com
Alternatively, you can call our Technical Support
for help. Before calling, please write down the
Manufacture Date
stamped
into the machine ID label (see below). This information helps us determine if updated documentation is available for your machine.
We stand behind our machines. If you have
any questions or need help, use the information
below to contact us. Before contacting, please get
the serial number and manufacture date of your
machine. This will help us help you faster.
We want your feedback on this manual. What did
you like about it? Where could it be improved?
Please take a few minutes to give us feedback.
Email: manuals@grizzly.com
Machine Description
These milling machines are designed to remove
material from a metal workpiece that is secured
to the work table or a mill vise. The cutting tool
is fixed to the rotating spindle and moved into the
workpiece by lowering the spindle or moving the
table. The table moves in three axes (X-, Y-, and
Z-axis) with a power feed assist for the X-axis.
Spindle downfeed options are rapid (coarse)
control or slow (fine) control with adjustable autodownfeed controls.
Both models offer a wide range of spindle speeds
and three auto-downfeed rates.
The wide range of cutting tools and optional
equipment available, combined with the flexible
features of these milling machines, make possible
countless metalworking operations.
Contact Info
Manual Accuracy
made every effort to be exact with the
our policy of continuous improvement
sometimes the machine
.
, check our website
e post current
manual updates for free on our website at
.
and Serial Number
Grizzly Technical Support
1203 Lycoming Mall Circle
Muncy, PA 17756
Phone: (570) 546-9663
Email: techsupport@grizzly.com
Grizzly Documentation Manager
P.O. Box 2069
Bellingham, WA 98227-2069
Manufacture Date
Serial Number
Model G0747/G0748 (Mfg. Since 8/12)
-3-
Page 6
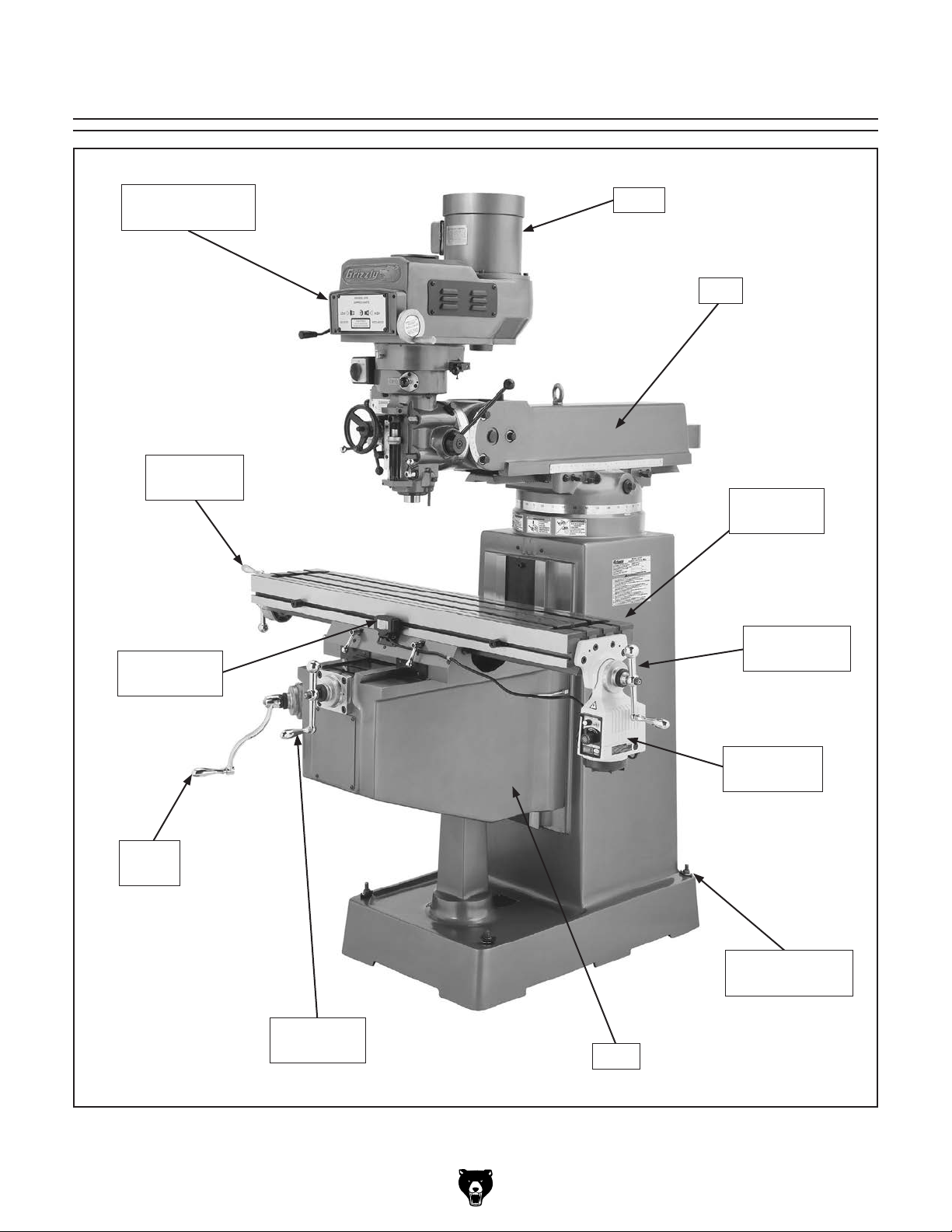
Front View Identification
Headstock
(see Pages 5–6)
X-Axis
Ball Handle
Power Feed
Limit Switch
Motor
Ram
Slotted
Work Table
X-Axis
Ball Handle
-4-
Knee
Crank
Y-Axis
Ball Handle
X-Axis
Power Feed
Mounting Point
(1 of 4)
Knee
Model G0747/G0748 (Mfg. Since 8/12)
Page 7
To reduce your risk of
serious injury, read this
entire manual BEFORE
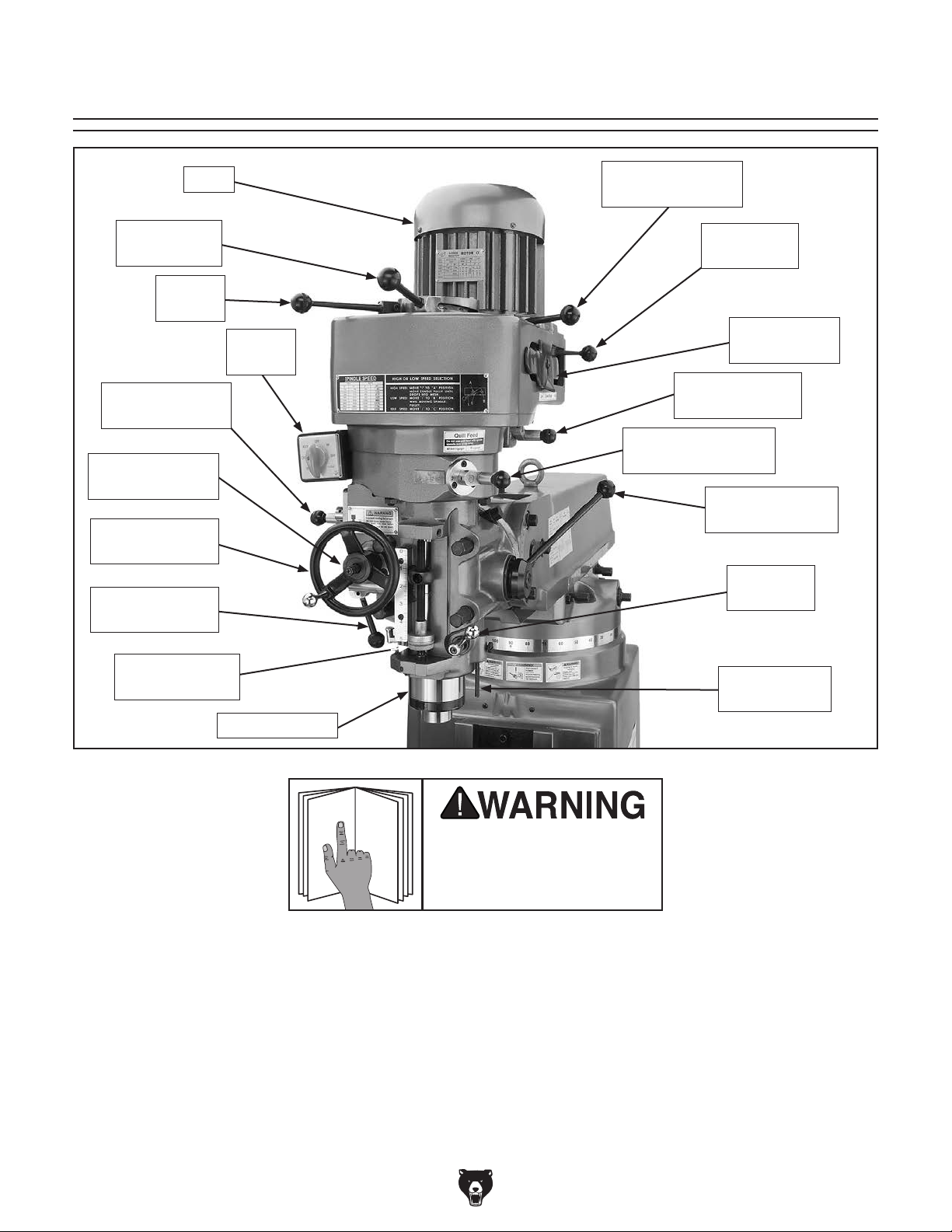
Model G0747 Headstock Identification
Motor
High/Low
Range Lever
Spindle
Brake
Auto-Downfeed
Rate Selector
Auto-Downfeed
Direction Pin
Fine Downfeed
Handwheel
Fine Downfeed
Clutch Lever
Spindle
Switch
Belt Tension
Adjustment Lever
Motor Lock
Lever
Belt Housing
Safety Cover
Spindle Speed
Range Selector
Manual/Power
Downfeed Selector
Coarse
Downfeed Lever
Quill Lock
Lever
Adjustable
Downfeed Stop
Quill & Spindle
Dial Indicator
Rod
using machine.
Model G0747/G0748 (Mfg. Since 8/12)
-5-
Page 8

Model G0748 Headstock Identification
Spindle
Brake
Spindle
Switch
Auto-Downfeed
Rate Selector
Auto-Downfeed
Direction Pin
Fine Downfeed
Handwheel
Fine Downfeed
Clutch Lever
Motor
Low Range
Variable Speed
Indicator
High Range
Variable Speed
Indicator
Variable Speed
Handwheel
Spindle Speed
Range Selector
Manual/Power
Downfeed Selector
Coarse
Downfeed Lever
Quill Lock
Lever
Adjustable
Downfeed Stop
Quill & Spindle
Dial Indicator Rod
-6-
Model G0747/G0748 (Mfg. Since 8/12)
Page 9

MACHINE DATA
SHEET
Customer Service #: (570) 546-9663 · To Order Call: (800) 523-4777 · Fax #: (800) 438-5901
MODEL G0747 VERTICAL MILL - 16 SPEED
Product Dimensions:
Weight........................................................................................................................................................... 2,249 lbs.
Width (side-to-side) x Depth (front-to-back) x Height............................................................... 54 x 66-1/2 x 84-3/4 in.
Footprint (Length x Width)............................................................................................................................ 40 x 24 in.
Space Required for Full Range of Movement (Width x Depth).............................................................. 95 x 56-1/2 in.
Shipping Dimensions:
Type.......................................................................................................................................................... Wood Crate
Content........................................................................................................................................................... Machine
Weight............................................................................................................................................................ 2492 lbs.
Length x Width x Height....................................................................................................................... 55 x 54 x 78 in.
Must Ship Upright................................................................................................................................................... Yes
Electrical:
Power Requirement................................................................................................................... 220V, 3-Phase, 60 Hz
Prewired Voltage.................................................................................................................................................. 220V
Full-Load Current Rating....................................................................................................................................... 7.9A
Minimum Circuit Size.............................................................................................................................................. 15A
Connection Type....................................................................................................................................... Cord & Plug
Power Cord Included.............................................................................................................................................. Yes
Power Cord Length................................................................................................................................................. 6 ft.
Power Cord Gauge......................................................................................................................................... 14 AWG
Plug Included........................................................................................................................................................... No
Recommended Plug Type................................................................................................................................... 15-15
Switch Type........................................................................................................................... Forward/Reverse Switch
Recommended Phase Converter....................................................................................................................... G5845
Motors:
Main
Type........................................................................................................................................... AEVF Induction
Horsepower................................................................................................................................................ 3 HP
Phase.................................................................................................................................................... 3-Phase
Amps................................................................................................................................................. 7.8A / 7.9A
Speed..................................................................................................................................... 3450 / 1725 RPM
Power Transfer ............................................................................................................................... V-Belt Drive
Bearings..................................................................................................... Shielded & Permanently Lubricated
Model G0747/G0748 (Mfg. Since 8/12)
-7-
Page 10

Main Specifications:
Operation Info
Spindle Travel.............................................................................................................................................. 5 in.
Max Distance Spindle to Column........................................................................................................ 24-3/8 in.
Max Distance Spindle to Table............................................................................................................ 16-7/8 in.
Longitudinal Table Travel (X-Axis)...................................................................................................... 29-7/8 in.
Cross Table Travel (Y-Axis)................................................................................................................ 15-3/4 in.
Vertical Table Travel (Z-Axis).................................................................................................................... 16 in.
Ram Travel................................................................................................................................................ 24 in.
Turret or Column Swivel (Left /Right)................................................................................................... 360 deg.
Head Tilt (Left/Right).............................................................................................................................. 90 deg.
Head Tilt (Front/Back)............................................................................................................................ 45 deg.
Drilling Capacity for Cast Iron................................................................................................................ 1-1/4 in.
Drilling Capacity for Steel............................................................................................................................ 1 in.
End Milling Capacity.................................................................................................................................... 1 in.
Face Milling Capacity................................................................................................................................... 3 in.
Table Info
Table Length.............................................................................................................................................. 50 in.
Table Width................................................................................................................................................ 10 in.
Table Thickness.................................................................................................................................. 3-5/16 in.
Number of T-Slots............................................................................................................................................ 3
T-Slot Size................................................................................................................................................ 5/8 in.
T-Slots Centers...................................................................................................................................... 2-1/2 in.
X/Y-Axis Travel per Handwheel Revolution.......................................................................................... 0.200 in.
Z-Axis Travel per Handwheel Revolution............................................................................................. 0.100 in.
Spindle Info
Spindle Taper............................................................................................................................................... R-8
Number of Vertical Spindle Speeds................................................................................................................ 16
Range of Vertical Spindle Speeds............................................................................................. 80 – 5440 RPM
Quill Diameter.......................................................................................................................................... 86 mm
Quill Feed Rates.................................................................................................... 0.0015, 0.003, 0.006 in./rev.
Drawbar Thread Size............................................................................................................................. 7/16-20
Drawbar Length................................................................................................................................... 23-1/2 in.
Spindle Bearings....................................................................................................... Angular Contact Bearings
Construction
Spindle Housing/Quill....................................................................... Chrome-Plated & Precision-Ground Steel
Table..................................................................................................... Precision-Ground Meehanite Cast Iron
Head................................................................................................................................................... Aluminum
Column/Base...................................................................................................................... Meehanite Cast Iron
Base..................................................................................................................................................... Cast Iron
Paint....................................................................................................................................................... Enamel
Other Specifications:
Country Of Origin ............................................................................................................................................... China
Warranty ........................................................................................................................................................... 1 Year
Approximate Assembly & Setup Time .............................................................................................................. 1 Hour
Serial Number Location ............................................................................................................... ID Label on Column
ISO 9001 Factory .................................................................................................................................................. Yes
CSA Certified .......................................................................................................................................................... No
-8-
Model G0747/G0748 (Mfg. Since 8/12)
Page 11

MACHINE DATA
SHEET
Customer Service #: (570) 546-9663 · To Order Call: (800) 523-4777 · Fax #: (800) 438-5901
MODEL G0748 VERTICAL MILL - VARIABLE SPEED
Product Dimensions:
Weight........................................................................................................................................................... 2,315 lbs.
Width (side-to-side) x Depth (front-to-back) x Height............................................................... 54 x 66-1/2 x 84-3/4 in.
Footprint (Length x Width)............................................................................................................................ 40 x 24 in.
Space Required for Full Range of Movement (Width x Depth).............................................................. 95 x 56-1/2 in.
Shipping Dimensions:
Type.......................................................................................................................................................... Wood Crate
Content........................................................................................................................................................... Machine
Weight............................................................................................................................................................ 2558 lbs.
Length x Width x Height....................................................................................................................... 54 x 55 x 78 in.
Must Ship Upright................................................................................................................................................... Yes
Electrical:
Power Requirement................................................................................................................... 220V, 3-Phase, 60 Hz
Prewired Voltage.................................................................................................................................................. 220V
Full-Load Current Rating....................................................................................................................................... 6.6A
Minimum Circuit Size.............................................................................................................................................. 15A
Connection Type....................................................................................................................................... Cord & Plug
Power Cord Included.............................................................................................................................................. Yes
Power Cord Length................................................................................................................................................. 6 ft.
Power Cord Gauge......................................................................................................................................... 14 AWG
Plug Included........................................................................................................................................................... No
Recommended Plug Type................................................................................................................................... 15-15
Switch Type........................................................................................................................... Forward/Reverse Switch
Recommended Phase Converter....................................................................................................................... G5845
Motors:
Main
Type........................................................................................................................................... AEVF Induction
Horsepower................................................................................................................................................ 3 HP
Phase.................................................................................................................................................... 3-Phase
Amps........................................................................................................................................................... 6.6A
Speed................................................................................................................................................ 1725 RPM
Power Transfer ............................................................................................................................... V-Belt Drive
Bearings..................................................................................................... Shielded & Permanently Lubricated
Model G0747/G0748 (Mfg. Since 8/12)
-9-
Page 12

Main Specifications:
Operation Info
Spindle Travel.............................................................................................................................................. 5 in.
Max Distance Spindle to Column........................................................................................................ 24-3/8 in.
Max Distance Spindle to Table............................................................................................................ 16-7/8 in.
Longitudinal Table Travel (X-Axis)...................................................................................................... 29-7/8 in.
Cross Table Travel (Y-Axis)................................................................................................................ 15-3/4 in.
Vertical Table Travel (Z-Axis).................................................................................................................... 16 in.
Ram Travel................................................................................................................................................ 24 in.
Turret or Column Swivel (Left /Right)................................................................................................... 360 deg.
Head Tilt (Left/Right).............................................................................................................................. 90 deg.
Head Tilt (Front/Back)............................................................................................................................ 45 deg.
Drilling Capacity for Cast Iron................................................................................................................ 1-1/4 in.
Drilling Capacity for Steel............................................................................................................................ 1 in.
End Milling Capacity.................................................................................................................................... 1 in.
Face Milling Capacity................................................................................................................................... 3 in.
Table Info
Table Length.............................................................................................................................................. 50 in.
Table Width................................................................................................................................................ 10 in.
Table Thickness.................................................................................................................................. 3-5/16 in.
Number of T-Slots............................................................................................................................................ 3
T-Slot Size................................................................................................................................................ 5/8 in.
T-Slots Centers...................................................................................................................................... 2-1/2 in.
X/Y-Axis Travel per Handwheel Revolution.......................................................................................... 0.200 in.
Z-Axis Travel per Handwheel Revolution............................................................................................. 0.100 in.
Spindle Info
Spindle Taper............................................................................................................................................... R-8
Number of Vertical Spindle Speeds...................................................................................................... Variable
Range of Vertical Spindle Speeds............................................................................................. 60 – 4200 RPM
Quill Diameter.......................................................................................................................................... 86 mm
Quill Feed Rates.................................................................................................... 0.0015, 0.003, 0.008 in./rev.
Drawbar Thread Size............................................................................................................................. 7/16-20
Drawbar Length................................................................................................................................... 23-1/2 in.
Spindle Bearings....................................................................................................... Angular Contact Bearings
Construction
Spindle Housing/Quill....................................................................... Chrome-Plated & Precision-Ground Steel
Table..................................................................................................... Precision-Ground Meehanite Cast Iron
Head................................................................................................................................................... Aluminum
Column/Base...................................................................................................................... Meehanite Cast Iron
Base..................................................................................................................................................... Cast Iron
Paint....................................................................................................................................................... Enamel
Other Specifications:
Country Of Origin ............................................................................................................................................... China
Warranty ........................................................................................................................................................... 1 Year
Approximate Assembly & Setup Time .............................................................................................................. 1 Hour
Serial Number Location ............................................................................................................... ID Label on Column
ISO 9001 Factory .................................................................................................................................................. Yes
CSA Certified .......................................................................................................................................................... No
-10 -
Model G0747/G0748 (Mfg. Since 8/12)
Page 13

SECTION 1: SAFETY
For Your Own Safety, Read Instruction
Manual Before Operating This Machine
The purpose of safety symbols is to attract your attention to possible hazardous conditions.
This manual uses a series of symbols and signal words intended to convey the level of importance of the safety messages. The progression of symbols is described below. Remember that
safety messages by themselves do not eliminate danger and are not a substitute for proper
accident prevention measures. Always use common sense and good judgment.
Indicates an imminently hazardous situation which, if not avoided,
WILL result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
COULD result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
MAY result in minor or moderate injury. It may also be used to alert
against unsafe practices.
This symbol is used to alert the user to useful information about
NOTICE
proper operation of the machine.
Safety Instructions for Machinery
OWNER’S MANUAL. Read and understand this
owner’s manual BEFORE using machine.
TRAINED OPERATORS ONLY. Untrained operators have a higher risk of being hurt or killed.
Only allow trained/supervised people to use this
machine. When machine is not being used, disconnect power, remove switch keys, or lock-out
machine to prevent unauthorized use—especially
around children. Make workshop kid proof!
DANGEROUS ENVIRONMENTS. Do not use
machinery in areas that are wet, cluttered, or have
poor lighting. Operating machinery in these areas
greatly increases the risk of accidents and injury.
MENTAL ALERTNESS REQUIRED. Full mental
alertness is required for safe operation of machinery. Never operate under the influence of drugs or
alcohol, when tired, or when distracted.
ELECTRICAL EQUIPMENT INJURY RISKS. You
can be shocked, burned, or killed by touching live
electrical components or improperly grounded
machinery. To reduce this risk, only allow qualified
service personnel to do electrical installation or
repair work, and always disconnect power before
accessing or exposing electrical equipment.
DISCONNECT POWER FIRST.
nect machine from power supply BEFORE making
adjustments, changing tooling, or servicing machine.
This prevents an injury risk from unintended startup
or contact with live electrical components.
EYE PROTECTION. Always wear ANSI-approved
safety glasses or a face shield when operating or
observing machinery to reduce the risk of eye
injury or blindness from flying particles. Everyday
eyeglasses are NOT approved safety glasses.
Always discon-
Model G0747/G0748 (Mfg. Since 8/12)
-11-
Page 14
WEARING PROPER APPAREL. Do not wear
clothing, apparel or jewelry that can become
entangled in moving parts. Always tie back or
cover long hair. Wear non-slip footwear to avoid
accidental slips, which could cause loss of workpiece control.
HAZARDOUS DUST. Dust created while using
machinery may cause cancer, birth defects, or
long-term respiratory damage. Be aware of dust
hazards associated with each workpiece material,
and always wear a NIOSH-approved respirator to
reduce your risk.
HEARING PROTECTION. Always wear hearing protection when operating or observing loud
machinery. Extended exposure to this noise
without hearing protection can cause permanent
hearing loss.
REMOVE ADJUSTING TOOLS. Tools left on
machinery can become dangerous projectiles
upon startup. Never leave chuck keys, wrenches,
or any other tools on machine. Always verify
removal before starting!
USE CORRECT TOOL FOR THE JOB. Only use
this tool for its intended purpose—do not force
it or an attachment to do a job for which it was
not designed. Never make unapproved modifications—modifying tool or using it differently than
intended may result in malfunction or mechanical
failure that can lead to personal injury or death!
AWKWARD POSITIONS. Keep proper footing
and balance at all times when operating machine.
Do not overreach! Avoid awkward hand positions
that make workpiece control difficult or increase
the risk of accidental injury.
CHILDREN & BYSTANDERS. Keep children and
bystanders at a safe distance from the work area.
Stop using machine if they become a distraction.
FORCING MACHINERY. Do not force machine.
It will do the job safer and better at the rate for
which it was designed.
NEVER STAND ON MACHINE. Serious injury
may occur if machine is tipped or if the cutting
tool is unintentionally contacted.
STABLE MACHINE. Unexpected movement during operation greatly increases risk of injury or
loss of control. Before starting, verify machine is
stable and mobile base (if used) is locked.
USE RECOMMENDED ACCESSORIES. Consult
this owner’s manual or the manufacturer for recommended accessories. Using improper accessories will increase the risk of serious injury.
UNATTENDED OPERATION. To reduce the
risk of accidental injury, turn machine OFF and
ensure all moving parts completely stop before
walking away. Never leave machine running
while unattended.
MAINTAIN WITH CARE. Follow all maintenance
instructions and lubrication schedules to keep
machine in good working condition. A machine
that is improperly maintained could malfunction,
leading to serious personal injury or death.
CHECK DAMAGED PARTS. Regularly inspect
machine for any condition that may affect safe
operation. Immediately repair or replace damaged
or mis-adjusted parts before operating machine.
MAINTAIN POWER CORDS. When disconnecting cord-connected machines from power, grab
and pull the plug—NOT the cord. Pulling the cord
may damage the wires inside. Do not handle
cord/plug with wet hands. Avoid cord damage by
keeping it away from heated surfaces, high traffic
areas, harsh chemicals, and wet/damp locations.
GUARDS & COVERS. Guards and covers reduce
accidental contact with moving parts or flying
debris. Make sure they are properly installed,
undamaged, and working correctly.
-12-
EXPERIENCING DIFFICULTIES. If at any time
you experience difficulties performing the intended operation, stop using the machine! Contact our
Technical Support at (570) 546-9663.
Model G0747/G0748 (Mfg. Since 8/12)
Page 15
Additional Safety for Milling Machines
UNDERSTANDING CONTROLS: The mill is a
complex machine that presents severe cutting or
amputation hazards if used incorrectly. Make sure
you understand the use and operation of all controls before you begin milling.
SAFETY ACCESSORIES: Flying chips or debris
from the cutting operation can cause eye injury
or blindness. Always use safety glasses or a face
shield when milling.
WORK HOLDING: Milling a workpiece that is not
properly secured to the table or in a vise could
cause the workpiece to fly into the operator with
deadly force! Before starting the machine, be
certain the workpiece has been properly clamped
to the table. NEVER hold the workpiece by hand
during operation.
SPINDLE SPEED: To avoid tool or workpiece
breakage that could send flying debris at the
operator and bystanders, use the correct spindle
speed for the operation. Allow the spindle to gain
full speed before beginning the cut.
STOPPING SPINDLE: To reduce the risk of
hand injuries or entanglement hazards, DO NOT
attempt to stop the spindle with your hand or a
tool. Allow the spindle to stop on its own or use
the spindle brake.
CHIP CLEANUP: Chips from the operation are
sharp and hot, which can cause burns or cuts.
Using compressed air to clear chips could cause
them to fly into your eyes, and may drive them
deep into the working parts of the machine. Use
a brush or vacuum to clear away chips and debris
from machine or workpiece and NEVER clear
chips while spindle is turning.
MACHINE CARE & MAINTENANCE: Operating
the mill with excessively worn or damaged machine
parts increases risk of machine or workpiece
breakage which could eject hazardous debris at
the operator. Operating a mill in poor condition will
also reduce the quality of the results. To reduce
this risk, maintain the mill in proper working condition by ALWAYS promptly performing routine
inspections and maintenance.
SPINDLE DIRECTION CHANGE: Changing
spindle rotation direction while it is spinning
could lead to impact injury from broken tool or
workpiece debris, and workpiece or machine
damage. ALWAYS make sure the spindle is at a
complete stop before changing spindle direction.
Like all machinery there is potential danger
when operating this machine. Accidents
are frequently caused by lack of familiarity
or failure to pay attention. Use this machine
with respect and caution to decrease the
risk of operator injury. If normal safety precautions are overlooked or ignored, serious personal injury may occur.
CUTTING TOOL USAGE: Cutting tools have
very sharp leading edges—handle them with
care! Using cutting tools that are in good condition helps to ensure quality milling results and
reduces risk of personal injury from broken tool
debris. Inspect cutting tools for sharpness, chips,
or cracks before each use, and ALWAYS make
sure cutting tools are firmly held in place before
starting the machine.
No list of safety guidelines can be complete. Every shop environment is different.
Always consider safety first, as it applies
to your individual working conditions. Use
this and other machinery with caution and
respect. Failure to do so could result in
serious personal injury, damage to equipment, or poor work results.
Model G0747/G0748 (Mfg. Since 8/12)
-13-
Page 16
SECTION 2: POWER SUPPLY
Before installing the machine, consider the availability and proximity of the required power supply
circuit. If an existing circuit does not meet the
requirements for this machine, a new circuit must
be installed. To minimize the risk of electrocution,
fire, or equipment damage, installation work and
electrical wiring must be done by an electrican or
qualified service personnel in accordance with all
applicable codes and standards.
Electrocution, fire, or
equipment damage may
occur if machine is not
correctly grounded and
connected to the power
The full-load current rating is the amperage a
machine draws at 100% of the rated output power.
On machines with multiple motors, this is the
amperage drawn by the largest motor or sum of all
motors and electrical devices that might operate
at one time during normal operations.
The full-load current is not the maximum amount
of amps that the machine will draw. If the machine
is overloaded, it will draw additional amps beyond
the full-load rating.
If the machine is overloaded for a sufficient length
of time, damage, overheating, or fire may result—
especially if connected to an undersized circuit.
To reduce the risk of these hazards, avoid overloading the machine during operation and make
sure it is connected to a power supply circuit that
meets the requirements in the following section.
This machine is prewired to operate on a 220V
power supply circuit that has a verified ground and
meets the following requirements:
For your own safety and protection of
Note: The circuit requirements listed in this manual apply to a dedicated circuit—where only one
machine will be running at a time. If this machine
will be connected to a shared circuit where multiple machines will be running at the same time,
consult a qualified electrician to ensure that the
circuit is properly sized for safe operation.
A power supply circuit includes all electrical
equipment between the breaker box or fuse panel
in the building and the machine. The power supply circuit used for this machine must be sized to
safely handle the full-load current drawn from the
machine for an extended period of time. (If this
machine is connected to a circuit protected by
fuses, use a time delay fuse marked D.)
Availability
supply.
Full-Load Current Rating
Circuit Requirements for 220V
Nominal Voltage .............................. 220V/240V
Cycle .......................................................... 60 Hz
Phase .................................................... 3-Phase
Power Supply Circuit ......................... 15 Amps
Plug/Receptacle ............................NEMA 15 -15
property, consult an electrician if you are
unsure about wiring practices or electrical
codes in your area.
G0747 Full-Load Current Rating ....... 7.9 Amps
G0748 Full-Load Current Rating ....... 6.6 Amps
-14-
Model G0747/G0748 (Mfg. Since 8/12)
Page 17
We do not recommend using an extension cord
with this machine.
cord, only use it if absolutely necessary and only
on a temporary basis.
Extension cords cause voltage drop, which may
damage electrical components and shorten motor
life. Voltage drop increases as the extension cord
size gets longer and the gauge size gets smaller
(higher gauge numbers indicate smaller sizes).
Any extension cord used with this machine must
contain a ground wire, match the required plug
and receptacle, and meet the following requirements:
Grounding Instructions
This machine MUST be grounded. In the event
of certain malfunctions or breakdowns, grounding
reduces the risk of electric shock by providing a
path of least resistance for electric current.
Improper connection of the equipment-grounding
wire can result in a risk of electric shock. The
wire with green insulation (with or without yellow
stripes) is the equipment-grounding wire. If repair
or replacement of the power cord or plug is necessary, do not connect the equipment-grounding
wire to a live (current carrying) terminal.
Check with a qualified electrician or service personnel if you do not understand these grounding
requirements, or if you are in doubt about whether
the tool is properly grounded. If you ever notice
that a cord or plug is damaged or worn, disconnect it from power, and immediately replace it with
a new one.
Serious injury could occur if you connect
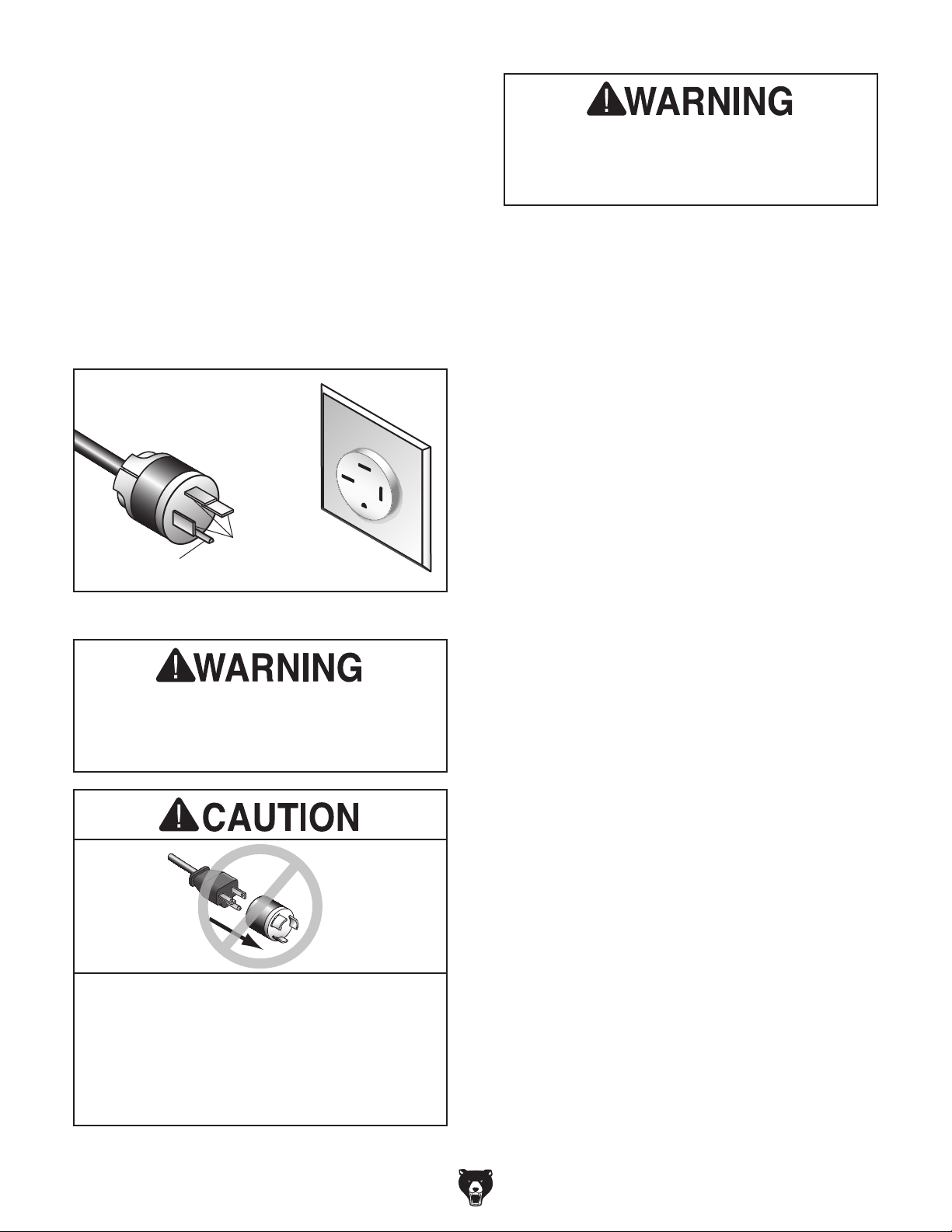
The power cord and plug specified under “Circuit
Requirements for 220V”
has an equipment-grounding wire and a grounding prong. The plug must only be inserted into
a matching receptacle (outlet) that is properly
installed and grounded in accordance with all
local codes and ordinances (see figure below).
No adapter should be used with the
required plug. If the plug does not fit the
available receptacle, or the machine must
on the previous page
GROUNDED
15-15 RECEPTACLE
15-15 PLUG
Current
Carrying
Grounding Prong
Prongs
Serious injury could occur if you connect
the machine to power before completing the
setup process. DO NOT connect to power
until instructed later in this manual.
Extension Cords
Figure 1. Typical 15-15 plug and receptacle.
the machine to power before completing the
setup process. DO NOT connect to power
until instructed later in this manual.
be reconnected for use on a different type
of circuit, the reconnection must be made
by a qualified electrician and comply with all
local codes and ordinances.
Model G0747/G0748 (Mfg. Since 8/12)
If you must use an extension
Minimum Gauge Size ...........................14 AWG
Maximum Length (Shorter is Better).......50 ft.
-15-
Page 18

SECTION 3: SETUP
Your machine was carefully packaged for safe
transportation. Remove the packaging materials
from around your machine and inspect it. If you
discover any damage, please call us immediately
at (570) 546-9663
Save the containers and all packing materials for
possible inspection by the carrier or its agent.
Otherwise, filing a freight claim can be difficult.
When you are completely satisfied with the condition of your shipment, inventory the contents.
Keep children and pets away
from plastic bags or packing
materials shipped with this
Unpacking
for advice.
SUFFOCATION HAZARD!
machine. Discard immediately.
Needed for Setup
The following are needed to complete the setup
process, but are not included with your machine.
For Lifting (Page 20)
• A forklift or other power lifting device rated for
25% more than the weight of the machine.
• Two lifting straps and chain with a safety
hook, each rated for 25% more than the
weight of the machine.
• At least two other persons to help with the
operation.
For Power Connection
• We recommend a qualified electrician to
ensure a safe and code-compliant connection to the power source. (Refer to Page 14
for details.)
For Assembly
• Cotton disposable rags
• Cleaner/degreaser (see Page 18)
• Safety glasses for each person
• Hex Wrench 4mm
• Open-End Wrench 14mm
-16 -
Model G0747/G0748 (Mfg. Since 8/12)
Page 19
Inventory
The following is a list of items shipped with your
machine. Before beginning setup, lay these items
out and inventory them.
If any non-proprietary parts are missing (e.g. a
nut or a washer), we will gladly replace them; or
for the sake of expediency, replacements can be
obtained at your local hardware store.
A B
C
E
D
F
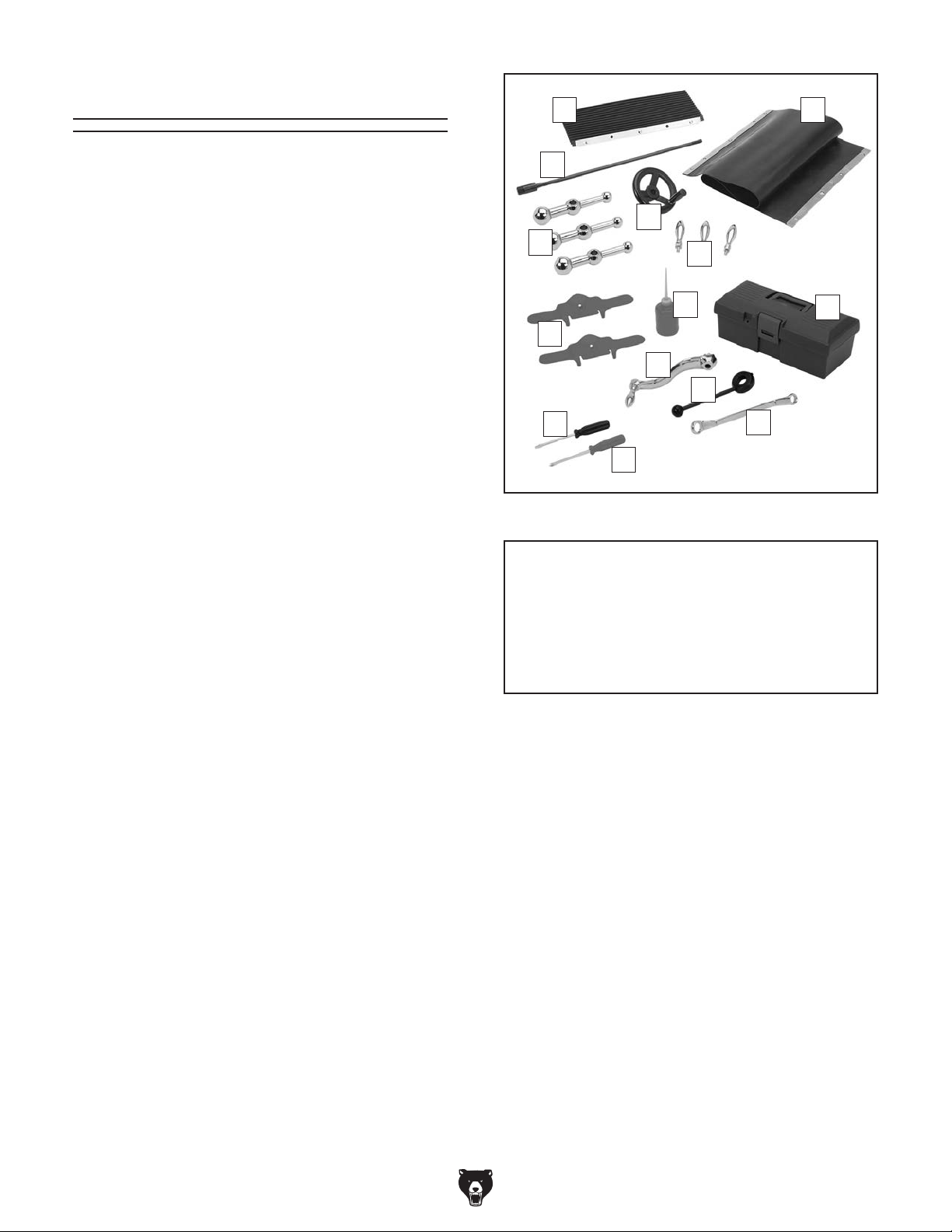
Small Item Inventory: (Figure 2) Qty
A. Front Way Cover .......................................... 1
B. Rear Way Cover ..........................................1
C. Drawbar
D. Ball Handles ................................................ 3
E. Fine Downfeed Handwheel ......................... 1
F. Ball Handle Handles .................................... 3
G. Toolbox ........................................................ 1
H. Bottle for Oil ................................................ 1
I. Belt Housing Safety Covers (G0747 Only) .. 2
J. Knee Crank .................................................1
K. Coarse Downfeed Lever ..............................1
L. Closed-End Wrench 17 x 19mm..................1
M. Phillips Screwdriver #2 ................................ 1
N. Slotted Screwdriver #2 ................................ 1
7
⁄16"-20 x 23 1⁄2 " ............................... 1
H
I
J
K
N
M
Figure 2. Small item inventory.
L
G
NOTICE
If you cannot find an item on this list, carefully check around/inside the machine and
packaging materials. Often, these items get
lost in packaging materials while unpacking or they are pre-installed at the factory.
Model G0747/G0748 (Mfg. Since 8/12)
-17-
Page 20

The unpainted surfaces of your machine are
coated with a heavy-duty rust preventative that
prevents corrosion during shipment and storage.
This rust preventative works extremely well, but it
will take a little time to clean.
Be patient and do a thorough job cleaning your
machine. The time you spend doing this now will
give you a better appreciation for the proper care
of your machine's unpainted surfaces.
There are many ways to remove this rust preven
tative, but the following steps work well in a wide
variety of situations. Always follow the manufac
turer’s instructions with any cleaning product you
use and make sure you work in a well-ventilated
area to minimize exposure to toxic fumes.
Before cleaning, gather the following:
•
•
•
•
Basic steps for removing rust preventative:
1.
2.
3.
4.
metal protectant to prevent rust.
Gasoline or products
Many cleaning solvents
ed amounts are inhaled.
Avoid chlorine-based solvents, such as
Cleanup
with low flash points can
explode or cause fire if
used to clean machinery. Avoid cleaning with
these products.
are toxic if concentrat-
Disposable Rags
Cleaner/degreaser (WD•40 works well)
Safety glasses & disposable gloves
Plastic paint scraper (optional)
Put on safety glasses.
Coat the rust preventative with a liberal
amount of cleaner/degreaser, then let it soak
for 5–10 minutes.
Wipe off the surfaces. If your cleaner/degreas-
er is effective, the rust preventative will wipe
off easily. If you have a plastic paint scraper,
scrape off as much as you can first, then wipe
off the rest with the rag.
-
-
Only work in a well-ventilated area.
NOTICE
acetone or brake parts cleaner, that may
damage painted surfaces. Test all cleaners
in an inconspicuous area before using to
make sure they will not damage paint.
T23692—Orange Power Degreaser
A great product for removing the waxy shipping
grease from your machine during clean up.
Repeat Steps 2–3 as necessary until clean,
then coat all unpainted surfaces with a quality
-18-
Figure 3. T23692 Orange Power Degreaser.
Model G0747/G0748 (Mfg. Since 8/12)
Page 21
Site Considerations
Weight Load
Refer to the
of your machine. Make sure that the surface upon
which the machine is placed will bear the weight
of the machine, additional equipment that may be
installed on the machine, and the heaviest workpiece that will be used. Additionally, consider the
weight of the operator and any dynamic loading
that may occur when operating the machine.
Space Allocation
Consider the largest size of workpiece that will
be processed through this machine and provide
enough space around the machine for adequate
operator material handling or the installation of
auxiliary equipment. With permanent installations,
leave enough space around the machine to open
or remove doors/covers as required by the maintenance and service described in this manual.
See below for required space allocation.
Physical Environment
Extreme conditions for this type of machinery are
range exceeds 20–95% (non-condensing); or the
Place this machine near an existing power source.
Shadows, glare, or strobe effects that may distract
Machine Data Sheet for the weight
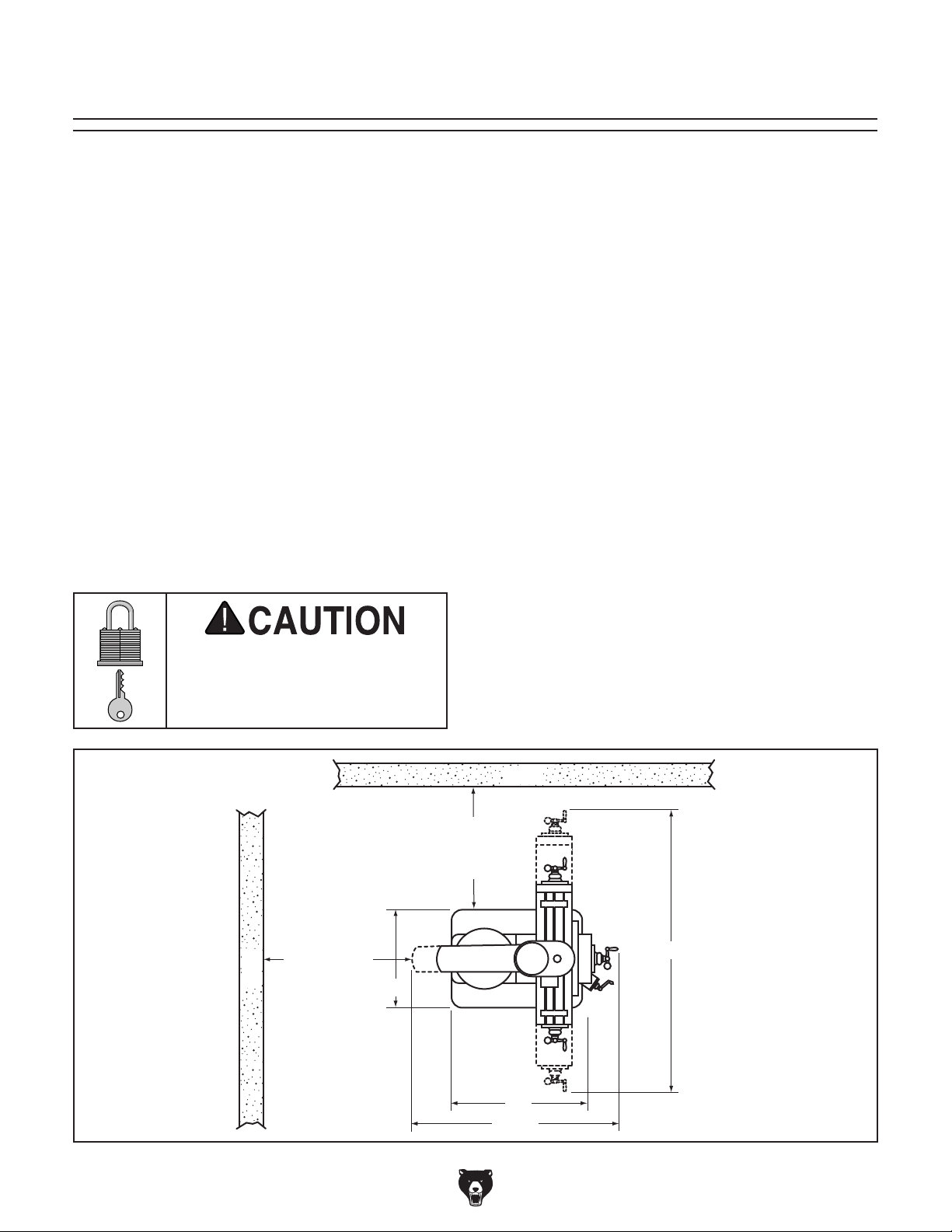
Children or untrained people
may be seriously injured by
this machine. Only install in an
access restricted location.
Wall
30"
Minimum
Clearance
24"
The physical environment where the machine is
operated is important for safe operation and longevity of machine components. For best results,
operate this machine in a dry environment that is
free from excessive moisture, hazardous chemicals, airborne abrasives, or extreme conditions.
generally those where the ambient temperature
range exceeds 41°–104°F; the relative humidity
environment is subject to vibration, shocks, or
bumps.
Electrical Installation
Make sure all power cords are protected from
traffic, material handling, moisture, chemicals,
or other hazards. Make sure to leave access to
a means of disconnecting the power source or
engaging a lockout/tagout device, if required.
Lighting
Minimum
Clearance
Lighting around the machine must be adequate
enough that operations can be performed safely.
or impede the operator must be eliminated.
Wall
30"
95"
Figure 4. Minimum working clearances.
Model G0747/G0748 (Mfg. Since 8/12)
40"
561⁄2"
-19 -
Page 22
Lifting & Placing
get help from other people
HEAVY LIF T!
Straining or crushing injury
may occur from improperly
lifting machine or some of
its parts. To reduce this risk,
and use a fork lift (or other
lifting equipment) rated for
weight of this machine.
Power lifting equipment (refer to Page 16) and
at least two other people are required to lift and
place the mill.
To lift and move the mill:
Note: After re-positioning the ram and head-
stock, make sure they are locked in place to
prevent unexpected movement during lifting.
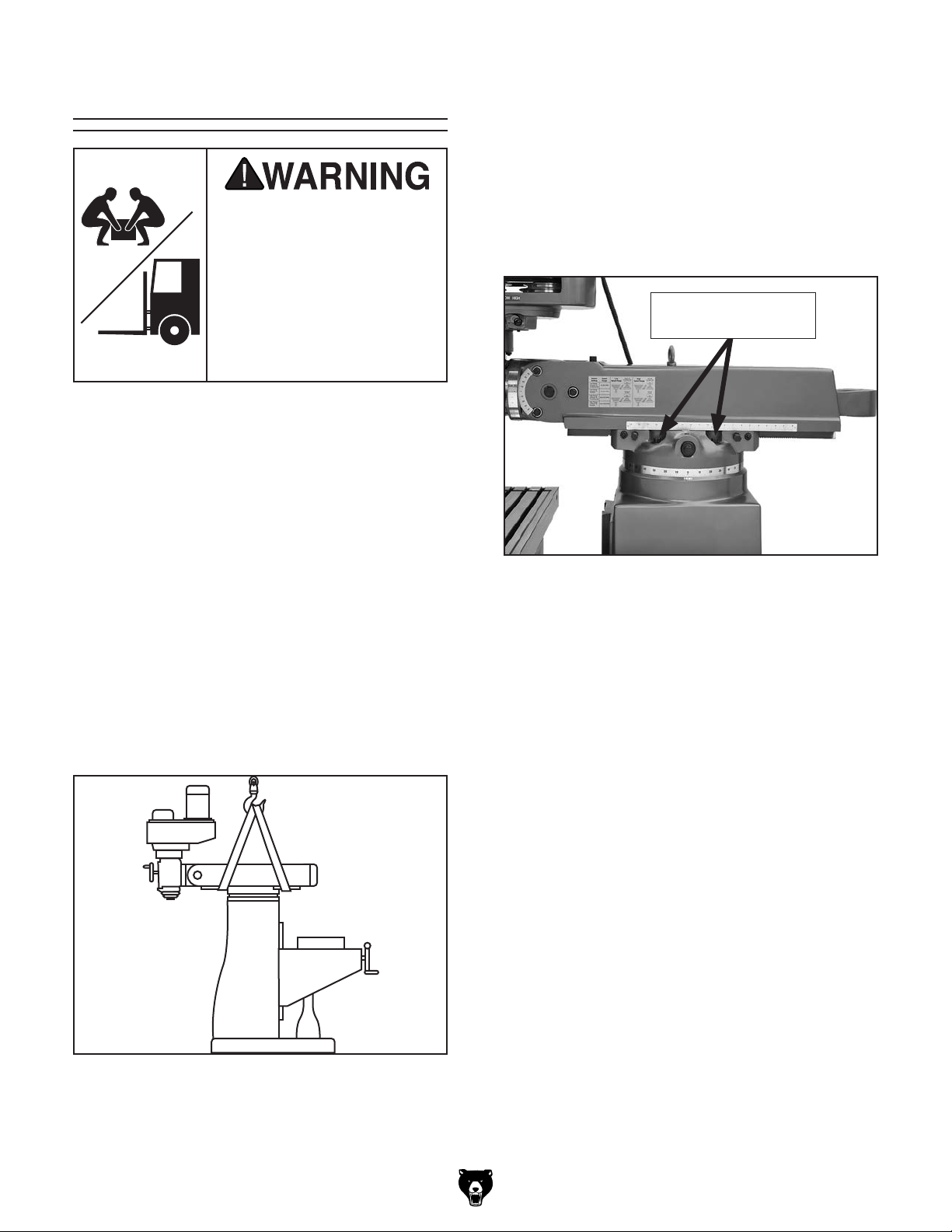
Make sure the four turret lock bolts (two on
either side of the ram, see Figure 6) are
torqued to 47 ft/lbs. to keep the ram from
unexpectedly moving from the force of the
lifting straps.
Turret Locking Bolts
(2 of 4)
1. Remove the crate from the shipping pallet,
then move the mill, while it is still on the pallet, to the installation location.
2. Rotate the ram 180° so the headstock is facing backwards (see Figure 5), then rotate the
head upright.
Refer to Head Movement on Page 29 and
Ram Movement on Page 31 for detailed
instructions to help with this step.
Figure 6. Locations of turret locking bolts.
3. Place the lifting straps under the ram and
connect them to the safety hook, as illustrated in Figure 5.
Note: Place protective material between the
straps and the mill to protect the ram and
ways, and to keep from cutting the lifting
straps.
4. Unbolt the mill from the shipping pallet.
5. With other people steadying the load to keep
it from swaying, lift the mill a couple of inches.
— If the mill tips to one side, lower it to the
ground and adjust the ram or table to balance the load. Make sure to re-tighten the
lock levers and bolts before lifting the mill
again.
Figure 5. Illustrated example of using lifting to
move the mill.
-20-
— If the mill lifts evenly, remove the shipping
pallet and lower the mill.
Model G0747/G0748 (Mfg. Since 8/12)
Page 23

Leveling & Mounting
the floor if it is permanently connected
Generally, you can either bolt your machine to the
floor or mount it on machine mounts. Although
not required, we recommend that you secure the
machine to the floor and level it while doing so.
Because this is an optional step and floor materials may vary, hardware for securing the machine
to the floor is not included.
Unless otherwise specified by your local
codes, this machine MUST be secured to
(hardwired) to the power supply.
Bolting to Concrete Floors
Anchor studs and lag shield anchors with lag
screw (Figure 8) are two popular methods for
anchoring an object to a concrete floor. We suggest you research the many options and methods
for mounting your machine and choose the best
that fits your specific application
Anchor Stud
Lag Shield
Anchor
Leveling
Leveling machinery helps precision components,
such as dovetail ways, remain straight and flat
during the lifespan of the machine. Components
on an unleveled machine may slowly twist due to
the dynamic loads placed on the machine during
operation.
For best results, use a precision level that is at
least 12" long and sensitive enough to show a
distinct movement when a 0.003" shim (approximately the thickness of one sheet of standard
newspaper) is placed under one end of the level.
See Figure 7 for an example of a high precision
level available from Grizzly.
Lag Screw
Figure 8. Typical fasteners for mounting to
concrete floors.
Machine Mounts
Machine mounts (see Figure 9 for an example)
provide the advantage of fast leveling and vibration reduction. The large size of the foot pads
distributes the weight of the machine to reduce
strain on the floor.
Figure 7. Example of a precision level
(Model H2683 shown).
Model G0747/G0748 (Mfg. Since 8/12)
Figure 9. Machine mount example.
-21-
Page 24
Assembly
Assembly of the small components of the mill
consists of attaching the ball handles, knee crank,
and the way covers.
To assemble the mill:
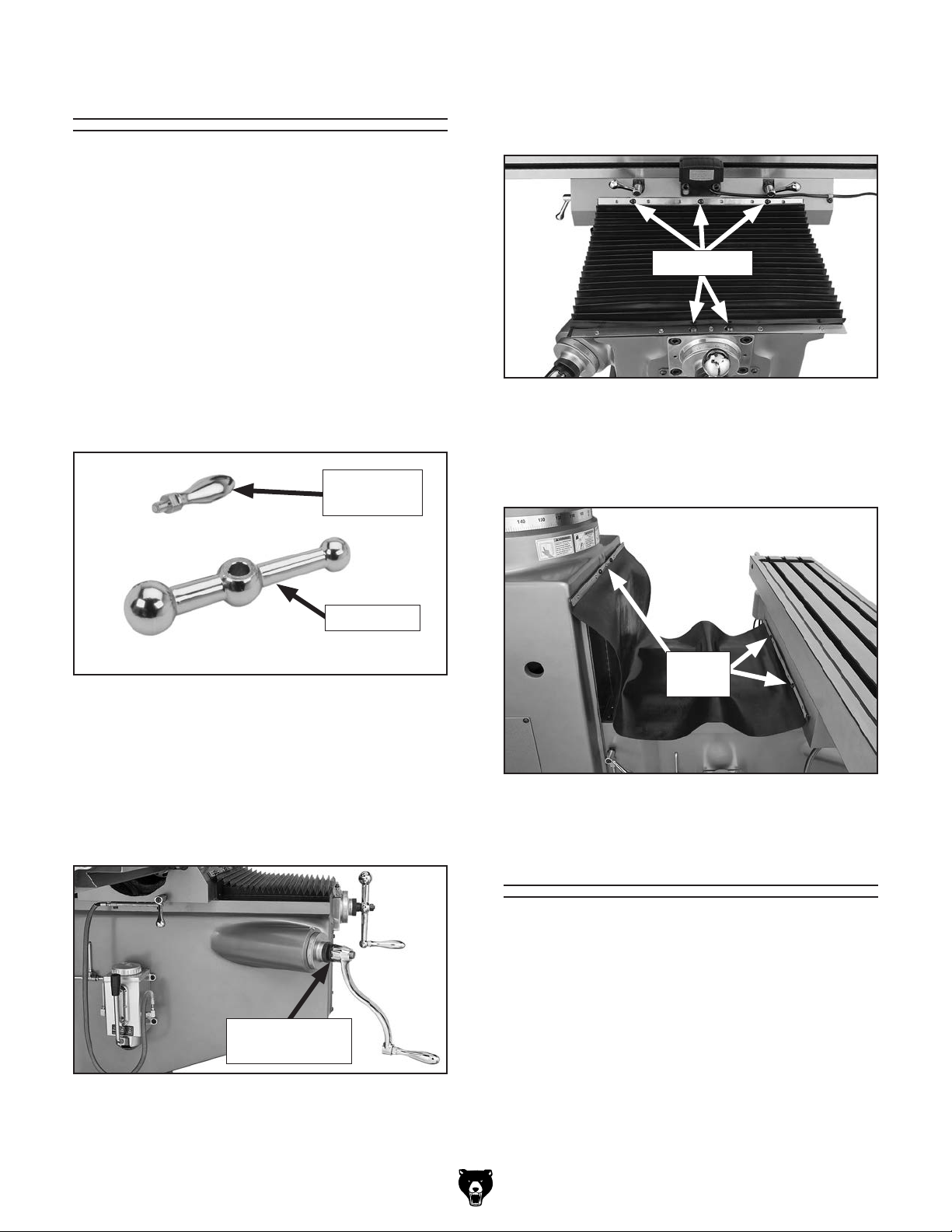
4. Using the five cap screws pre-threaded into
the holes, install the front way cover as
shown in Figure 12.
1. Remove the hex nuts from the X- and
Y-axis leadscrews, then slide the ball handles
(Figure 10) onto the leadscrews and secure
them with the hex nuts.
Note: Tighten the hex nuts just until they are
snug. Overtightening could increase the wear
of the moving parts.
Ball Handle
Handle
Ball Handle
Figure 10. Ball handle assemblies.
Cap Screws
Figure 12. Front way cover installed.
5. Using the four cap screws pre-threaded into
the holes, install the rear way cover as shown
in Figure 13.
Cap
Screws
2. Thread the handles into the small end of the
ball handles and tighten them.
3. Slide the knee crank onto the shaft so that
the teeth of the crank and shaft engage, as
shown in Figure 11.
Knee Crank
Teeth Engaged
Figure 11. Knee crank teeth engaged.
Figure 13. Rear way cover installed.
Initial Lubrication
The machine was fully lubricated at the factory,
but we strongly recommend that before performing the Test Run you inspect all lubrication
points yourself and provide additional lubrication
if necessary. Refer to the Lubrication section on
Page 44 for specific details.
-22-
Model G0747/G0748 (Mfg. Since 8/12)
Page 25

Test Run
After all preparation steps have been completed,
the machine and its safety features must be
tested to ensure correct operation. If you discover
a problem with the operation of the machine or its
safety components, do not operate it further until
you have resolved the problem.
If you discover a problem with the operation of the
machine or its safety components, do not operate it further until you have resolved the problem.
Refer to the Troubleshooting section on Page
49 for solutions to common problems that may
occur with all mills. If you need additional help,
contact our Tech Support at (570) 546-9663.
7. Use the spindle switch to turn the mill ON.
For Model G0747: Turn the spindle switch to
the FLOW (forward low) position, as shown in
Figure 14.
Mill Test Run
1. Read and follow the safety instructions at the
beginning of the manual, take required safety
precautions, and make sure the machine is
set up and adjusted properly
2. Clear away all tools and objects used during
assembly and preparation.
3. Make sure that the mill is properly lubricated
(refer to the Lubrication section on Page 44
for specific details).
4. Set the spindle speed to the low range (refer
to Page 33 or 35 for detailed instructions).
5. Move the downfeed selector to the manual
(forward) position so that the spindle does
not downfeed during this test (refer to the
Downfeed Operations section on Page 36
for detailed instructions).
6. Connect the mill to the power source specified in the POWER SUPPLY section on
Page 14.
Figure 14. Model G0747 spindle switch.
For Model G0748: Turn the spindle switch
to the FOR (forward) position, as shown in
Figure 15.
Figure 15. Model G0748 spindle switch.
8. Listen for abnormal noises and watch for
unexpected actions from the mill. The
machine should run smoothly and without
excessive vibration or rubbing noises.
— Strange or unusual noises or actions must
be investigated immediately. Turn the
machine OFF and disconnect it from the
power source before investigating or correcting potential problems.
Model G0747/G0748 (Mfg. Since 8/12)
-23-
Page 26

Power Feed Test Run
The mill comes with a power feed unit for X-axis
table travel. Proper operation of the limit switch
attached to the front middle of the table is critical for the safe use of this power feed unit. If the
power feed does not operate as expected during
the following steps, disconnect it from power and
contact our Tech Support at (570) 546-9663 for
assistance.
5. Make sure the power feed direction knob is in
the neutral (middle) position, turn the speed
dial counterclockwise to the lowest setting,
then press the ON button.
6. Turn the direction knob to the left, slowly
turn the speed dial clockwise to increase the
speed, then confirm that the table is moving
to the left.
To test the power feed:
1. Make sure all tools, cables, and other items
are well clear of table movement as you follow these steps.
2. Refer to the X-Axis Power Feed section,
beginning on Page 28, to understand how
the power feed, table locks, and limit switch
function.
3. Loosen the table locks on the front of the
table.
4. Plug the power feed power cord into a
grounded 110V power outlet.
7. Watch for the table limit stop to hit the limit
switch and turn the power feed OFF, stopping
the table movement.
8. Turn the direction knob through the neutral
(middle) position and all the way to the right.
The table should begin moving to the right.
9. Confirm that the table stops moving when
the limit stop presses against the limit switch
plunger.
10. Move the direction knob to the neutral (middle) position, turn the speed dial to the lowest
setting, and press the OFF button.
Congratulations! The Tes t Run of the mill is
complete. Continue to the next page to perform the Spindle Break-In and Adjustments &
Inspections procedures.
-24-
Model G0747/G0748 (Mfg. Since 8/12)
Page 27

Spindle Break-In
Complete the spindle bearing break-in procedure to prevent rapid wear and tear of
spindle components once the mill is placed
into operation.
The bearings and gears used in the mill are manufactured to very close tolerances. Before operational stress is placed on these and other moving
parts in the mill, complete this break-in procedure
to conform these components to one another and
ensure trouble-free performance from the mill.
Since the mill head has been moved around
for shipping purposes, you will need to tram
the spindle with the table to ensure a 90°
alignment. Refer to the Tramming Spindle
section on Page 54 for detailed instructions.
Inspections &
Adjustments
The following list of adjustments were performed
at the factory before the machine was shipped:
To perform the spindle break-in procedure:
1. Successfully perform all the steps in the Test
Run section beginning on Page 23.
2. Make sure the spindle is at a complete stop.
3. Set the spindle speed to the low range (refer
to Page 33 or 35 for detailed instructions).
4. Start the spindle rotation at a medium speed
and let the mill run for 20 minutes.
5. Stop the spindle rotation and allow the spindle to come to a complete stop by itself.
6. Set the spindle speed to the high range, then
start the spindle rotation at a medium speed
and let the mill run for another 20 minutes.
7. Stop the spindle rotation, and turn the mill
OFF.
• Gib Adjustments .............................. Page 51
• Leadscrew Backlash
Adjustments ..................................... Page 52
Be aware that machine components can shift
during the shipping process. Pay careful attention to these adjustments during operation of the
machine. If you find that the adjustments are not
set according to the procedures in this manual or
your personal preferences, re-adjust them.
The spindle break-in is now complete!
Model G0747/G0748 (Mfg. Since 8/12)
-25-
Page 28

SECTION 4: OPERATIONS
The purpose of this overview is to provide the novice machine operator with a basic understanding
of how the machine is used during operation, so
the
discussed later
in this manual
Due to the generic nature of this overview, it is
not intended to be an instructional guide. To learn
more about specific operations, read this entire
manual and
rienced
research outside of this manual by reading "howto" books, trade magazines, or websites.
To reduce your risk of
serious injury, read this
entire manual BEFORE
Operation Overview
To complete a typical operation, the operator
does the following:
1. Examines the workpiece to make sure it is
suitable for milling.
machine controls/components
are easier to understand.
seek additional training from expe
machine operators, and do additional
using machine.
To reduce risk of eye or face injury from
flying chips, always wear approved safety
glasses and a face shield when operating
this machine.
2. Firmly clamps the workpiece to the table or a
mill vise.
3. Installs the correct cutting tool for the operation.
4. Uses the manual downfeed and table controls to correctly position the cutting tool and
workpiece for the operation. If the X-axis
power feed will be used during the operation,
the operator confirms the speed and length of
table movement required.
5. Configures the mill for the correct spindle
speed of the operation.
6. Puts on personal protective gear, and makes
sure the workpiece and table are clear of all
tools, cords, and other items.
7. Starts the spindle rotation and performs the
operation.
8. Turns the mill OFF.
If you are not experienced with this type
of machine, WE STRONGLY RECOMMEND
that you seek additional training outside of
this manual. Read books/magazines or get
formal training before beginning any projects. Regardless of the content in this section, Grizzly Industrial will not be held liable
for accidents caused by lack of training.
-26-
Model G0747/G0748 (Mfg. Since 8/12)
Page 29

Table Movement
The mill table moves in three directions, as illustrated in Figure 16:
• X-axis (longitudinal)
• Y-axis (cross)
• Z-axis (vertical)
These movements are controlled by table ball
handles and the Z-axis crank. Additionally, the
table can be moved along the X-axis with the
power feed.
X-Axis or Longitudinal Travel
(Left & Right)
Y-Axis or
Cross Travel
(In & Out)
Index Rings
Figure 17. Locations of index rings.
Table Locks
Use table locks to increase the rigidity of the table
when movement in that direction is not required
for the operation.
Refer to Figure 18 to identify the locks for each
table axis.
Z-Axis or
Vertical Elevation
(Up & Down)
Figure 16. The directions of table movement.
Graduated Index Rings
The table ball handles and knee crank have graduated index rings (see Figure 17) that are used
to determine table movement in the increments
listed below:
Axis
X 0.001" 0.200"
Y 0.001" 0.200"
Z 0.0 01" 0 .10 0 "
Individual
Increment
One Full
Revolution
X-Axis Locks
Z-Axis
Lock
(1 of 2)
Y-Axis
Lock
Figure 18. Locations of table locks for each axis.
Always keep the table locked in place
unless table movement is required for your
operation. Unexpected table and workpiece
movement could cause the cutter to bind
with the workpiece, which may ruin the cutter or the workpiece.
Model G0747/G0748 (Mfg. Since 8/12)
-27-
Page 30

X-Axis Power Feed Identification
The mill is equipped with a power feed unit for
X-axis table movement. Refer to Figure 19 and
the descriptions below to understand the functions of the various components of the power feed
system.
A
B
C
D
E
F
G
H
E
D
J
I
A. Limit Switch. Stops table movement when
either of the switch side plungers are pressed
by the limit stops.
B. Limit Stop. Restricts table movement by its
positioning along the front of the table.
C. Graduated Index Ring. Displays the dis-
tance of table travel in 0.001" increments,
with one full revolution equal to 0.200" of
table travel.
D. Feed/Jog Switch. In the left (feed) position, it
enables the power feed to operate normally.
While pressing the switch to the right (jog
position), the table moves in the selected
direction until the switch is released.
In the middle position ("0"), table movement
is disabled.
E. Speed Dial. Controls the speed of the power
feed. Turning the dial clockwise causes the
table to move faster.
F
G
H
Figure 19. Power feed controls.
I
F. Direction Knob. Selects the direction of table
movement. The middle position is neutral.
G. Rapid Traverse Button. When pressed,
moves the table at full speed when it is
already in motion.
H. ON/OFF Button. Turns the power feed ON
and OFF.
I. Circuit Breaker Reset Button. Resets the
internal circuit breaker if the unit is overloaded and shuts down.
J. X-Axis Ball Handle. Manually moves the
table.
-28-
Model G0747/G0748 (Mfg. Since 8/12)
Page 31

X-Axis Power Feed Operation
Tool Needed Qty
Hex Wrench 8mm ............................................... 1
To operate the X-axis power feed:
1. Loosen the X-axis table locks (refer to Figure
18 on Page 27 for locations).
2. Secure the limit stops if needed to restrict
table movement.
Note: Make sure the cap screws firmly secure
the limit stops in place when positioned.
3. Turn the speed dial all the way counterclockwise to the slowest setting.
4. Move the direction knob to the neutral (middle) position, press the feed/jog switch to the
left (feed position), then push the ON button.
Head Movement
The head tilts 45° forward or backward, and
rotates 90° left or right (see Figures 20–21).
Figure 20. Head tilted 45° forward.
5. With your hand poised over the OFF button in
case you need to suddenly turn the unit OFF,
move the direction knob in the desired direction of table travel.
6. Use the speed dial to slowly bring the speed
of movement up to the desired rate.
7. When you are finished using the power feed:
a. Turn the unit OFF.
b. Rotate the speed dial all the way counter-
clockwise.
c. Move the direction knob to the neutral
(middle) position to avoid unexpected
table movement later.
To confirm the power feed settings that you
will be using during operation, we recommend that you use the power feed to move
the table through the intended cutting path
before starting the spindle rotation and taking the cut.
Figure 21. Head rotated to the left.
Tool Needed Qty
Wrench 19mm .................................................... 1
Model G0747/G0748 (Mfg. Since 8/12)
-29-
Page 32

The head is heavy. When tilting or rotating
the head, get help to support the weight as
you use the controls.
Rotating Head Left/Right
1. DISCONNECT MILL FROM POWER!
2. Loosen the four lock bolts shown in Figure 23.
Tilting Head Forward/Backward
1. DISCONNECT MILL FROM POWER!
2. Loosen the three tilt lock bolts shown in
Figure 22.
Tilt Bolt
Lock
Bolts
Figure 22. Head tilt controls.
Rotation Bolt
Lock Bolts
Figure 23. Head rotation controls.
3. Use one hand to apply pressure to the head
in the direction of rotation, then slowly turn
the rotation bolt.
4. Re-tighten the lock bolts.
3. Use one hand to apply pressure to the head
in the direction of tilt, then slowly rotate the
tilt bolt. Rotating this bolt clockwise will tilt the
head backward.
4. Re-tighten the lock bolts.
Always lock the head firmly in place after
tilting or rotating it. Unexpected movement
of the head during operations could cause
damage to the cutter or workpiece.
-30-
Model G0747/G0748 (Mfg. Since 8/12)
Page 33

Ram Movement
The ram travels forward or backward 24" and
rotates 360° around the turret.
Tool Needed Qty
Wrench 19mm .................................................... 1
Moving Ram Forward/Backward
1. DISCONNECT MILL FROM POWER!
2. Loosen the two lock bolts shown in Figure 24.
Lock Bolts
Always lock the ram firmly in place after
moving it. Unexpected movement of the ram
and head during operations could damage
the cutter or workpiece.
Rotating Ram
1. DISCONNECT MILL FROM POWER!
2. Loosen the four lock bolts on top of the turret
(see Figure 25).
Note: There are two lock bolts on each side
of the ram.
Lock Bolts
(2 of 4)
Adjustment
Bolt
Figure 24. Ram forward/backward movement
controls.
3. Make sure there are no obstructions to ram
travel, especially any tooling around the
workpiece, then slowly rotate the adjustment
bolt to move the ram. Rotating the bolt clockwise will move the ram backward.
4. Re-tighten the lock bolts.
Rotation
Scale
Figure 25. Ram rotational controls.
Note: In the next step, take care not to
entangle or stretch the electrical cabling as
you move the ram around the turret.
3. Push on the head to manually rotate it. Use
the rotation scale to determine the correct
position for your operation, then re-tighten
the four lock bolts to secure the ram in place.
Model G0747/G0748 (Mfg. Since 8/12)
-31-
Page 34

Spindle Speed
Using the correct spindle speed is important for
safe and satisfactory results, as well as maximizing tool life.
The procedures for setting the spindle speed for
the Models G0747 and Model G0748 differ. Use
the appropriate section on the following pages for
your mill when selecting the speed range.
To set the spindle speed for your operation, you
will need to: (1) Determine the best spindle speed
for the cutting task, and (2) configure the mill controls to match the closest spindle speed.
Determining Spindle Speed
Many variables affect the optimum spindle speed
to use for any given operation, but the two most
important are the recommended cutting speed for
the workpiece material and the diameter of the
cutting tool, as noted in Figure 26:
Recommended
*
Cutting Speed (FPM) x 12
= RPM
Tool Diameter (in inches) x 3.14
*
Double if using carbide cutting tool
Figure 26. Spindle speed formula for milling.
To avoid damaging the spindle, gears, or
cutting tools when setting the spindle speed
range:
• Spindle rotation must be turned OFF and
the spindle must be at a complete stop
BEFORE you change the spindle speed
range.
• To avoid damaging the moving parts
inside the headstock, never start spindle
rotation without the range selector detent
pin firmly seated in either the high or low
position.
• When the spindle speed range is changed,
the spindle rotation direction reverses.
You will need to either change the cutting
tool to match the direction of spindle rotation or use the spindle direction switch to
compensate for the reversal.
Cutting speed, typically defined in feet per minute
(FPM), is the speed at which the edge of a tool
moves across the material surface.
A recommended cutting speed is an ideal speed
for cutting a type of material in order to produce
the desired finish and optimize tool life.
The books Machinery’s Handbook or Machine
Shop Practice, and some internet sites, provide excellent recommendations for which cutting
speeds to use when calculating the spindle speed.
These sources also provide a wealth of additional
information about the variables that affect cutting
speed and they are a good educational resource.
Also, there are a large number of easy-to-use
spindle speed calculators that can be found on
the internet. These sources will help you take into
account all applicable variables to determine the
best spindle speed for the operation.
-32-
Model G0747/G0748 (Mfg. Since 8/12)
Page 35

Setting Model G0747 Spindle Speed
The Model G0747 has 16 spindle speeds—eight
in low motor speed and eight in high motor speed.
Setting the spindle speed involves: 1) Selecting
the spindle speed range, 2) positioning the V-belt,
and 3) setting the spindle switch.
3. Move the high-low range lever shown in
Figure 28 to the high or low position.
High-Low
Range
Lever
To set the Model G0747 spindle speed:
1. Make sure the spindle is completely stopped.
2. Pull the spindle speed range selector knob
(see Figure 27) out, position the selector
in the high or low position, then release the
knob to seat the knob pin in the detent.
Note: If it is difficult to move the range selec-
tor, rotate the spindle by hand to help mesh
the gears until the selector moves freely.
Spindle Speed
Range Selector
High Low
Figure 28. Model G0747 high-low range lever.
4. Firmly grasp the spindle, then quickly rotate it
in a back-and-forth motion until you hear/feel
the front pulley drop into the spindle clutch.
— If this step was not successful, use the
high-low range lever to re-set the speed
range, then repeat this step until you are
certain that the spindle is seated into the
spindle clutch.
5. Remove the belt housing side covers on
either side of the head to expose the V-belt
and pulleys, as shown in Figure 29.
Figure 27. Model G0747 spindle speed range
selector in the forward (high) position.
Model G0747/G0748 (Mfg. Since 8/12)
Adjustment Lever
V-Belt & Pulley
Access
Figure 29. Model G0747 V-belt and pulleys
exposed.
Lock Lever
(1 of 2)
-33-
Page 36

6. Loosen the two motor lock levers, one on
each side of the head, then pull the belt tension adjustment lever forward to release the
V-belt tension.
Note: As displayed in Figure 30, the Model
G0747 has two spindle speeds for each
V-belt position depending on the spindle
switch setting.
7. Refer to the illustrations in Figure 30, and
position the V-belt on the pulleys for the
desired spindle speed.
Low Spindle Speed Range
Spindle Switch @
FLOW/RLOW
80
135
210
325
Spindle
Spindle
Switch @
FHI/RHI
160
270
420
650
Spindle
Motor
Motor
High Spindle Speed Range
Spindle Switch @
FLOW/RLOW
660
1115
1750
2720
Motor
8. To re-tension the V-belt, push the adjustment
lever backward with moderate force, then
re-tighten the two lock levers to secure the
motor.
9. Replace the two belt housing side covers
before re-connecting the mill to power.
To avoid entanglement hazards, always
ensure belt housing safety covers are firmly
in place before connecting the mill to power.
10. Use the chart below to find the spindle speed
range that includes the required spindle
speed for your operation and set the spindle
switch (Figure 31) accordingly.
Model G0747 Spindle Speed Ranges
Low Range
w/Switch @ FLOW/RLOW
Low Range
w/Switch @ FHI/RHI
High Range
w/Switch @ FLOW/RLOW
High Range
w/Switch @ FHI/RHI
80–325 RPM
160– 650 RPM
660–2720 RPM
1320 –5440 RPM
Spindle
Spindle
Switch @
Motor
FHI/RHI
1320
2230
3500
5440
Spindle
Figure 30. Model G0747 V-belt positions.
-34-
Figure 31. Model G0747 spindle switch.
Model G0747/G0748 (Mfg. Since 8/12)
Page 37

Setting Model G0748 Spindle Speed
The Model G0748 has variable spindle speeds
from 60 to 4200 RPM. Setting the spindle speed
involves 1) Selecting the spindle speed range,
and 2) using the variable-speed handwheel to
select the spindle speed.
To set the Model G0748 spindle speed:
1. Make sure the spindle is completely stopped.
2. Pull the spindle speed range selector knob
(see Figure 32) out, position the selector
in the high or low position, then release the
knob to seat the knob pin in the detent.
For the Model G0748 ONLY, always make
sure that the spindle rotation has started
and is at a constant speed before using
the variable-speed handwheel to adjust the
spindle speed. Otherwise, the moving parts
inside the belt housing could be damaged
and void the warranty.
4. Slowly rotate the speed handwheel shown
in Figure 33 until the desired speed is displayed in the speed indicator window for the
speed range selected.
Note: If it is difficult to move the range selec-
tor, rotate the spindle by hand to help mesh
the gears until the selector moves freely.
Spindle Speed
Range Selector
Figure 32. Model G0748 spindle speed selector.
3. Use the spindle switch to start spindle rota-
tion.
High-Low Range
Speed Indicator
Figure 33. Model G0748 variable-speed
controls.
Variable-Speed
Handwheel
Model G0747/G0748 (Mfg. Since 8/12)
-35-
Page 38

Spindle Downfeed
Spindle downfeed movement on the mill is controlled by three mechanisms: 1) The coarse
downfeed lever, 2) the fine downfeed handwheel,
and 3) the auto-downfeed system.
Downfeed Controls
Use Figure 34 and the following descriptions to
become familiar with the spindle downfeed controls.
When spindle rotation is reversed, either
by changing the spindle speed range or by
using the spindle direction switch, the direction of spindle auto-downfeed will reverse.
D. Fine Downfeed Clutch Lever. Engages the
fine/auto-downfeed gears.
E. Downfeed Scale. Used with the quill dog,
shows the depth of spindle downfeed in
inches.
A
I
B
C
D
E
Figure 34. Downfeed controls.
A. Auto-Downfeed Rate Selector. Selects one
of the three auto-downfeed rates.
B. Fine Downfeed Handwheel. Manually con-
trols slow spindle downfeed.
C. Auto-Downfeed Direction Pin. Starts, stops,
and reverses the auto-downfeed direction.
J
H
G
F
F. Quill Lock Lever. Secures the quill in place
for increased stability during operations.
G. Downfeed Stop & Locking Wheel. Sets
the depth of spindle downfeed. The stop is
threaded into position, then the locking wheel
is used to secure it in place.
H. Coarse Downfeed Lever. Manually controls
quick spindle downfeed.
I. Quill Dog. Moves with the quill and spin-
dle, and disengages the downfeed clutch
lever when it contacts either the top or the
downfeed stop.
J. Downfeed Selector. Sets the mill for manual
downfeed or auto-downfeed control.
-36-
Model G0747/G0748 (Mfg. Since 8/12)
Page 39

Coarse Downfeed
Use the coarse downfeed lever to quickly move
the spindle manually.
To use the coarse downfeed:
4. Make sure the quill lock lever is loose so that
the quill can easily move.
5. Rotate the coarse downfeed lever around the
hub to control the depth of the spindle.
1. Make sure the spindle is completely stopped.
2. Pull the downfeed selector knob out, then
rotate it clockwise until the knob pin seats in
the forward manual (disengaged) detent (see
Figure 35).
Note: It may be necessary to turn the spindle
by hand as you move the selector to enable
the gears to mesh.
Manual (Disengaged) Position
Figure 35. Downfeed selector in manual
(disengaged) position.
3. Make sure the pin of the coarse downfeed
lever hub is engaged with one of the detents
on the downfeed sleeve (see Figure 36).
Coarse Downfeed
Lever Hub & Sleeve
Fine Downfeed
1. Make sure the spindle is completely stopped.
2. Pull the downfeed selector knob out, then
rotate it clockwise until the knob pin seats in
the forward manual (disengaged) detent (see
Figure 35).
Note: It may be necessary to turn the spindle
by hand as you move the selector to enable
the gears to mesh.
3. Set the auto-downfeed direction pin in the
neutral (middle) position to disengage the
fine downfeed handwheel from the autodownfeed gears.
4. Position the downfeed stop for the spindle
depth that is correct for your operation, then
secure it in place with the locking wheel.
5. Use the coarse downfeed lever to lower
the spindle slightly until you can pull the
fine downfeed clutch lever out to the left
and it locks in place. This will engage the
fine downfeed handwheel with the quill and
spindle.
6. To lower the spindle, rotate the fine downfeed
handwheel. When the quill dog meets the
downfeed stop, the clutch lever will disengage and the spindle will return to the top.
Quill Lock
Lever
Figure 36. Coarse downfeed lever hub,
downfeed sleeve, and quill lock.
Model G0747/G0748 (Mfg. Since 8/12)
-37-
Page 40

Auto-Downfeed
Manual (Disengaged) Position
When using the auto-downfeed system, the spindle will move in the direction you choose with the
auto-downfeed direction pin. When the quill dog
reaches the top or meets the downfeed stop, the
downfeed clutch lever will release. Then, if the
spindle was traveling upward, the movement will
simply stop. If the spindle was traveling downward, then the spindle will move back to the top
at a rate controlled by the return spring on the left
side of the head.
To use the auto-downfeed:
1. Make sure the spindle is completely stopped.
4. Position the auto-downfeed direction pin in
the center of the handwheel for the spindle
travel that is correct for your operation. If necessary, rock the fine downfeed handwheel
back-and-forth to move the pin all the way in
or out.
Note: The direction pin has three positions:
1) In for one downfeed direction, 2) middle
for neutral or no movement, and 3) out for
the reverse direction. The direction of spindle
travel for the in and out positions is relative to
the direction of spindle rotation. Keep in mind
that spindle rotation and downfeed direction
will reverse when the spindle speed range is
changed.
2. Pull the downfeed selector knob out, then
rotate it clockwise until the knob pin seats
in the auto-downfeed (engaged) detent (see
Figure 37).
Note: It may be necessary to turn the spindle
by hand as you move the selector to enable
the gears to mesh.
Auto-Downfeed (Engaged) Position
Figure 37. Downfeed selector in auto-downfeed
(engaged) position.
5. Make sure the clutch lever is all the way to
the right in the disengaged position so that
the spindle will not travel when rotation is
started.
Note: We recommend that you complete
the remaining steps without a cutting tool
installed, without a workpiece in place, and
the table lower than the maximum spindle
downfeed travel. This will enable you to test
and confirm the settings before beginning the
actual cutting operation.
To avoid damage to the system gearing,
never use the auto-downfeed system with
spindle speeds over 1750 RPM.
6. Set the mill for the correct spindle speed,
then begin spindle rotation.
3. Position the downfeed stop for the spindle
depth that is correct for your operation, then
secure it in place with the locking wheel.
-38-
Model G0747/G0748 (Mfg. Since 8/12)
Page 41

ALWAYS start spindle rotation before using
auto-downfeed to avoid the risk of gear
damage.
7. Select one of the three downfeed rates by
pulling the knob of the auto-downfeed rate
selector out, position the selector over the
appropriate detent, then release the knob.
Make sure the pin is firmly seated by attempting to move the selector without pulling the
knob out.
Note: Refer to the illustration in Figure 38
when selecting the downfeed rate.
Spindle Brake
After turning the spindle switch OFF, move the
brake lever to bring the spindle to a full stop (see
Figures 39–40).
To avoid premature wear of the brake system, use the spindle brake ONLY after
power to the spindle has been turned OFF.
G0747
Brake Lever
Upper = 0.006 in./rev.
Middle = 0.0015 in./rev.
Lower = 0.003 in./rev.
(Rates given in inches of travel
per revolution of the spindle)
Figure 38. Positions of auto-downfeed rate
selector.
8. Use the coarse downfeed lever to lower the
spindle slightly until you can pull the clutch
lever out to the left and it locks in place, which
will start the auto-downfeed spindle travel.
Figure 39. Model G0747 brake lever.
G0748
Brake Lever
Figure 40. Model G0748 brake lever.
To evenly wear the brake shoes, alternate
the direction you move the lever when braking.
Model G0747/G0748 (Mfg. Since 8/12)
-39-
Page 42

Loading/Unloading
Tooling
5. With one hand holding the tool in place, insert
the drawbar into the spindle from the top of
the head, then thread it into the tool (see
Figure 42).
The mill is equipped with an R8 spindle taper and
7
⁄16"-20 x 23 1⁄2 " spindle drawbar (see Figure 41).
a
Figure 41. Upper portion of drawbar.
Tools Needed Qty
Wrench 21mm ....................................................1
Brass Hammer ................................................... 1
Loading Tooling
1. DISCONNECT MILL FROM POWER!
2. Clean any debris or surface substances from
inside the spindle taper and the mating surface of the tooling.
Note: Debris or oily substances can prevent
the tooling and spindle from properly mating.
This condition can cause excessive vibration,
poor cutting results, or tool/workpiece damage.
3. Place the mill in the low spindle speed range
to keep the spindle from turning in the next
steps.
4. Align the keyway of the tool with the protruding pin inside the spindle taper, then firmly
push the tool into the spindle to seat it.
Head of
Drawbar
Figure 42. Drawbar loaded
(Model G0747 shown).
6. Tighten the drawbar until it is snug. Avoid
overtightening, as this could make removing
the tool difficult.
Unloading Tooling
1. DISCONNECT MILL FROM POWER!
2. Place the mill in the low spindle speed range
to keep the spindle from turning in the next
step.
Note: Make sure that the drawbar has at
least three threads engaged with the tooling in the next step to avoid damaging the
threads of the drawbar or tool.
3. Loosen the drawbar a couple of turns, then
tap the top of it with a brass hammer to knock
the tool loose at the bottom of the spindle.
4. Support the tool with one hand, then completely unthread the drawbar from the tool.
-40-
Model G0747/G0748 (Mfg. Since 8/12)
Page 43

ACCESSORIES
Installing unapproved accessories may
order online at www.grizzly.com or call 1-800-523-4777
SECTION 5: ACCESSORIES
cause machine to malfunction, resulting in
serious personal injury or machine damage.
To reduce this risk, only install accessories
recommended for this machine by Grizzly.
NOTICE
Refer to our website or latest catalog for
additional recommended accessories.
G5641—1-2-3 Blocks
G9815—Parallel Set
H5556—Edge Finder Set
G1076—52-PC. Clamping Kit
This clamping kit includes 24 studs, six step block
pairs, six T-nuts, six flange nuts, four coupling
nuts, and six end hold-downs. The rack is slotted
so it can be mounted close to the machine for
easy access.
Figure 45. G1076 52-PC. Clamping Kit.
G5641
H5556
G9815
Figure 43. G5641 1-2-3 Blocks, G9815 Parallel
Set, and H5556 Edge Finder Set.
G9760—20-PC. 2 & 4 Flute TiN End Mill Set.
Includes these sizes and styles in two and four
flute styles:
11
/16", and 3/4".
3
/16", 1/4", 5/16", 3/8", 7/16", 1/2", 9/16", 5/8", 3/8",
H6089—2 Axis Digital Read Out
(12" x 30")
H6093—3 Axis Digital Read Out
(12" x 30" x 5")
H7850—3 Axis Digital Read Out
(12" x 30" x 16
You will be amazed the list of features for these
DROs that include: selectable resolution down to
5µm, absolute/incremental coordinate display, arc
function, line of holes function, angled cuts function, 199 user defined datum points, centering/
cutter offset, double sealed scales, inches/millimeters, calculator with trig functions, and linear
error compensation.
3
⁄4")
Figure 44. G9760 20-PC End Mill Set.
Model G0747/G0748 (Mfg. Since 8/12)
Figure 46. 3 Axis Digital Read Out.
-41-
Page 44

order online at www.grizzly.com or call 1-800-523-4777
G7155—6" Precision Milling Vise
This swiveling milling vise features perfectly
aligned, precision-ground jaws, robust clamping
screws, and easy-to-read 0°–360° scales.
T23962—ISO 68 Moly-D Machine Oil, 5 gal.
T23963—ISO 32 Moly-D Machine Oil, 5 gal.
Moly-D oils are some of the best we've found for
maintaining the critical components of machinery
because they tend to resist run-off and maintain
their lubricity under a variety of conditions—as
well as reduce chatter or slip. Buy in bulk and
save with 5-gallon quantities.
Figure 47. Model G7155 6" Precision Milling
Vise.
G9299—10" Yuasa-Type Rotary Table
Thie high-precision, Yuasa-type rotary table features extra deep coolant channels, dual positiveaction locks, very low profiles, 10 second vernier
scales, gear drives with oil immersion, and satin
chrome dials
T23962
T23963
Figure 49. ISO 68 and ISO 32 machine oil.
G5562—SLIPIT® 1 Qt. Gel
®
G5563—SLIPIT
G2871—Boeshield
G2870—Boeshield
H3788—G96
H3789—G96
12 oz Spray
®
T-9 12 oz Spray
®
®
Gun Treatment 12 oz Spray
®
Gun Treatment 4.5 oz Spray
T-9 4 oz Spray
Figure 48. Model G9299 10" Yuasa-Type Rotary
Table.
Figure 50. Recommended products for
protecting unpainted cast iron/steel machinery
parts.
-42-
Model G0747/G0748 (Mfg. Since 8/12)
Page 45

SECTION 6: MAINTENANCE
Daily, After Operations
• Disconnect the machine from power.
To reduce risk of shock or
accidental startup, always
disconnect machine from
power before adjustments,
maintenance, or service.
• Vacuum/clean all chips and swarf from table,
slides, and base.
• Wipe down all unpainted or machined surfaces with a good quality rust preventative.
Schedule
For optimum performance from your machine,
follow this maintenance schedule and refer to any
specific instructions given in this section.
Ongoing
To maintain a low risk of injury and proper
machine operation, if you ever observe any of the
items below shut the machine down immediately,
disconnect it from power, and fix the problem
before continuing operations.
• Loose mounting bolts or fasteners.
• Worn, frayed, cracked, or damaged wires.
• Missing belt guards.
• Reduction in braking speed or efficiency.
• Any other unsafe condition.
Before Beginning Operations
• Turn the spindle direction switch to the off
(middle) position to prevent spindle startup
when connected to power (see Page 23).
• Move the spindle speed range selector to
the manual (forward) position to prevent the
spindle from unexpectedly auto-downfeeding
when rotation is started (see Page 38).
• Make sure the X-axis power feed is turned
OFF to prevent unintentional table movement
when connected to power (see Page 28).
• Perform lubrications tasks as directed in the
Lubrication section on Page 44.
• Check table movement in all three axes
directions for loose/tight gibs. Adjust the gibs
if necessary (see Page 51).
Cleaning &
Protecting
Regular cleaning is one of the most important
steps in taking good care of this mill. Each operator is responsible for cleaning the machine immediately after using it or at the end of the day. We
recommend that the cleaning routine be planned
into the workflow schedule, so that adequate time
is set aside to do the job right.
Typically, the easiest way to clean swarf from the
ways and table is to use a wet/dry shop vacuum
that is dedicated for this purpose only. The small
chips leftover after vacuuming can be wiped up
with a slightly oiled rag. Avoid using compressed
air to blow off chips, as this may drive them deeper into moving surfaces and could cause sharp
chips to fly into your face or hands.
Besides the ways and elevation leadscrew, all
other unpainted and machined surfaces should
be wiped down daily to keep them rust-free and in
top condition. This includes any surface that could
be vulnerable to rust if left unprotected (this especially includes any parts that may be exposed to
water soluble cutting fluids). Typically with these
parts, a thin film of oil is all that is necessary for
protection.
Keep tables rust-free with regular applications of
products like G96
Boeshield
Page 42 for more details).
®
T-9 (see Section 5: Accessories on
®
Gun Treatment, SLIPIT®, or
Model G0747/G0748 (Mfg. Since 8/12)
-43-
Page 46

Lubrication
The mill has numerous moving metal-to-metal
contacts that require regular and proper lubrication to ensure efficient and long-lasting operation,
and to protect your investment.
Other than the lubrication points covered in this
section, all other bearings are internally lubricated
and sealed at the factory. Simply leave them
alone unless they need to be replaced.
Failure to follow reasonable lubrication
practices as instructed in this manual for
the mill could lead to premature failure of
the mill and will void the warranty.
Quill
Oi l Typ e ...... Model T23962 or ISO 68 Equivalent
Oil Amount .......................................... Fill Oil Cup
Check/Add Frequency ............4 hrs. of Operation
Before performing any lubrication task,
DISCONNECT THE MILL FROM POWER!
Important: Before adding lubricant, clean the
debris and grime from the oil cup or grease fitting
and the immediate area to prevent contamination
of the new lubricant.
Use the schedule and information in Figure 51
as a daily guide for lubrication tasks. Follow the
referenced sections on the following pages for
detailed instructions.
The following recommended lubrication
schedule is based on light to medium mill
usage. Keeping in mind that lubrication
helps to protect the value and operation of
the mill, you may need to perform the lubrication tasks more frequently depending on
your usage.
Lift the quill oil cup cap shown in Figure 52 to add
10 drops of lubricant.
Quill Oil Cup
Figure 52. Quill oil cup.
Frequency
Lubrication Task
Quill 4 hrs.
Table Ways (One-Shot
Oiler)
Headstock Gearing 40 hrs.
Ram Ways 40 hrs.
Table Elevation Leadscrew
(Z-Axis)
Power Feed Gears 160 hrs.
Figure 51. Recommended lubrication tasks,
schedules, and instruction page references.
-44-
(Hours of
Operation)
4–8 hrs.
40 hrs.
Page
Ref.
This
Page
45
45
46
46
47
Model G0747/G0748 (Mfg. Since 8/12)
Page 47

Table Ways (One-Shot Oiler)
Oi l Typ e ...... Model T23962 or ISO 68 Equivalent
Oil Amount ................... One Pull of Pump Handle
Check/Add Frequency ........4–8 hrs. of Operation
Headstock Gearing
Gre ase Typ e ........................NLGI 2 or Equivalent
Grease Amount .........Two Pumps of Grease Gun
Check/Add Frequency ..........40 hrs. of Operation
The one-shot oiler is connected to a series of aluminum tubes that carry the lubricant to wear points
along the table horizontal and vertical ways.
Pull the handle out slowly then release it to send
the oil through the tubes (see Figure 53), then
move the table through all paths of movement to
evenly distribute the lubricant.
Use the sight glass on the side of the oiler to know
when to re-fill the reservoir.
Reservoir Cap
Pump
Handle
Add two pumps from a grease gun to the grease
fittings that are shown in Figures 54–55.
G0747
Grease Fitting
Figure 54. Model G0747 headstock gearing
grease fitting.
Sight Glass
Figure 53. One-shot oiler.
G0748
Grease Fitting
Figure 55. Model G0748 headstock gearing
grease fitting.
Model G0747/G0748 (Mfg. Since 8/12)
-45-
Page 48

Ram Ways
Oi l Typ e ...... Model T23962 or ISO 68 Equivalent
Oil Amount ............................................ Thin Coat
Check/Add Frequency ..........40 hrs. of Operation
Table Elevation Leadscrew
Gre ase Typ e ........................NLGI 2 or Equivalent
Grease Amount .................................... Thin Coat
Check/Add Frequency ..........40 hrs. of Operation
Move the ram back and forth as necessary to
access the full length of the ways (see Figure 56),
then use a clean shop rag to apply a thin coat of
lubricant to the ways.
Ram Ways
Figure 56. Ram ways.
Head Tilt & Ram Pinions
The interaction between the cast iron surfaces
of these devices (see Figure 57) produces a dry
powder that provides an adequate lubrication.
Elevate the table all the way up, then use mineral
spirits to clean any debris and built-up grime from
the elevation leadscrew threads. Add one pump
from a grease gun to the leadscrew grease fitting
shown in Figure 58, then run the table up and
down to distribute the grease. Repeat this process
until the entire leadscrew is well lubricated.
Leadscrew
Grease
Fitting
Figure 58. Elevation leadscrew grease fitting.
Do not apply any other lubricant that could produce a stiff compound, which may interfere with
smooth movement.
Head Tilt
Rack & Pinion Gear
Ram
Pinion Gear
Figure 57. Head tilt and ram pinions.
-46-
Model G0747/G0748 (Mfg. Since 8/12)
Page 49

Power Feed Gears
Gre ase Typ e ........................NLGI 2 or Equivalent
Grease Amount .........Two Pumps of Grease Gun
Check/Add Frequency ........ 160 hrs. of Operation
5. Brush a light coat of lubricant on the teeth
of the bevel gear and the smaller drive gear
(see Figure 61).
Tool Needed Qty
Wrench 19mm .................................................... 1
To lubricate the power feed gears:
1. DISCONNECT MILL FROM POWER!
2. Remove the hex nut and ball handle from the
power unit end of the X-axis leadscrew (see
Figure 59).
Graduated
Dial Ring
Leadscrew
Retaining Ring
Figure 59. Power feed ball handle removed.
3. Unthread and remove the knurled retaining
ring and graduated dial ring from the end of
the leadscrew.
Brass Bevel Gear
Drive Gear
Figure 61. Power feed brass bevel gear and
drive gear.
6. Replace the leadscrew alignment key, then
align the bevel gear keyway and the key as
you slide the gear onto the leadscrew and
mesh its teeth with the drive gear.
7. Replace the graduated dial ring into position
and secure it with the knurled retaining ring—
do not overtighten.
8. Slide the ball handle onto the leadscrew
as you align its keyway with the leadscrew
alignment key, then secure it with the hex nut
removed in Step 2.
4. Remove the brass bevel gear from the
leadscrew, then remove the leadscrew alignment key (see Figure 60).
Alignment Key
Brass Bevel Gear
Figure 60. Power feed brass gear and
leadscrew alignment key.
Model G0747/G0748 (Mfg. Since 8/12)
9. Manually move the table with the power feed
ball handle to check the gear movement and
to distribute the grease on the gears. If the
movement is not smooth, repeat Steps 2–8
until it is.
-47-
Page 50

Machine Storage
To avoid rust problems or corrosion damage, use
the following information to protect your investment when storing the mill for any length of time.
• DISCONNECT MILL FROM POWER!
• Lubricate the mill as directed in the Lubrication
section beginning on Page 44.
• Thoroughly clean all unpainted, bare metal
surfaces, then coat them with a light weight
grease or rust preventative. Take care to
ensure these surfaces are completely covered but that the grease or rust preventative
is kept off painted surfaces.
Note: If the machine will be out of service
for only a short period of time, use way oil or
a good grade of medium-weight machine oil
(not auto engine oil) in place of the grease or
rust preventative.
• Loosen the belts to prevent them from stretching during storage. Post a reminder on the
mill that the belts need to be re-tensioned
before resuming operations.
• Cover and place the machine in a dry area
that is out of direct sunlight and away from
hazardous fumes, paint, solvents, or gas.
Fumes and sunlight can bleach or discolor
paint and plastic parts.
• At least once a month, start the mill and run
all gear-driven components for a few minutes.
This will keep the bearings, bushings, gears,
and shafts well lubricated and protected
from corrosion, especially during the winter
months.
-48-
Model G0747/G0748 (Mfg. Since 8/12)
Page 51

Review the troubleshooting and procedures in this section if a problem develops with your machine. If you
need replacement parts or additional help with a procedure, call our Technical Support at (570) 546-9663.
Note: Please gather the serial number and manufacture date of your machine before calling.
SECTION 7: SERVICE
Troubleshooting
Symptom Possible Cause Possible Solution
Machine does not
start or a breaker
trips.
Machine stalls or is
overloaded.
Machine has
vibration or noisy
operation.
1. Plug/receptacle at fault or wired incorrectly.
2. Power supply is switched OFF or at fault.
3. Motor connections wired incorrectly.
4. Spindle switch at fault.
5. Motor windings or motor at fault.
1. Machine undersized for task.
2. Workpiece not securely clamped to table or
mill vise.
3. Dull, damaged or incorrect cutting tool.
4. Spindle speed is incorrect for operation.
5. Motor connections wired incorrectly.
6. Plug/receptacle at fault or wired incorrectly;
incorrect voltage from power supply.
7. Pulley loose.
8. Motor bearings at fault.
9. Motor overheated.
10. Motor at fault.
1. Tool holder or cutter at fault.
2. Workpiece alignment poor.
3. Spindle and spindle clutch are not properly
meshed.
4. Motor or component loose.
5. Pulley loose.
6. Machine incorrectly mounted to floor or sits
unevenly.
7. Motor bearings at fault.
8. Gearbox at fault.
1. Test for good contacts; correct the wiring.
2. Ensure hot lines have correct voltage on all legs
and main power supply is switched ON.
3. Correct motor wiring connections (Pages 57 & 58).
4. Replace faulty spindle switch.
5. Replace motor.
1. Use smaller, sharp tools; reduce feed rate; reduce
spindle speed; use coolant.
2. Make sure workpiece is properly clamped to table or
mill vise; use work holding jig if necessary.
3. Use sharp and correct cutting tool for operation.
4. Select appropriate spindle speed (Page 33 or 35).
5. Correct motor wiring connections (Pages 57 & 58).
6. Test for good contacts; correct wring problems;
ensure hot lines have correct voltage on all legs.
7. Re-align/replace shaft, pulley, set screw, or key as
required.
8. Test by rotating shaft; rotation grinding/loose shaft
requires bearing replacement.
9. Let motor cool, clean off, and reduce workload.
10. Replace motor.
1. Replace out-of-round tool holder; replace/resharpen cutter; use appropriate feed rate and
spindle speed.
2. Eliminate workpiece bindings; use vise or clamps as
required for proper workpiece alignment control.
3. Make sure the spindle and spindle clutch are
properly meshed.
4. Inspect/replace stripped or damaged bolts/nuts, and
re-tighten with thread-locking fluid.
5. Re-align/replace shaft, pulley, set screw, or key as
required.
6. Re-tighten/replace mounting bolts in floor; relocate/
shim machine.
7. Test by rotating shaft; rotation grinding/loose shaft
requires bearing replacement.
8. Rebuild gearbox and replace worn/damaged gears
and bearings.
Model G0747/G0748 (Mfg. Since 8/12)
-49-
Page 52

Symptom Possible Cause Possible Solution
Tool slips in collet. 1. Collet not fully drawn into spindle taper.
2. Wrong size collet.
3. Debris on mating surface of collet and
spindle.
4. Excessive depth of cut.
Tool breakage. 1. Spindle speed too slow or feed rate too
fast.
2. Tool getting too hot.
3. Excessive depth of cut.
Workpiece chatters
or vibrated during
operation.
Table hard to move. 1. Table locks are tightened down.
Bad surface finish. 1. Incorrect spindle speed or feed rate.
Power feed chatters
or grinds during
operation.
1. Table locks not tight.
2. Workpiece not securely clamped to table or
mill vise.
3. Tool not secure or is damaged.
4. Spindle speed too fast; feed rate too slow.
5. Gibs too loose.
2. Chips have loaded up on ways.
3. Ways are dry and in need of lubrication
4. Gibs too tight.
2. Dull, damaged or incorrect cutting tool.
3. Wrong spindle direction for tool.
4. Workpiece not securely clamped to table or
mill vise.
5. Gibs too loose.
1. Brass bevel gear is not meshed with drive
gear.
2. Power feed unit at fault.
1. Snug up drawbar to fully seat collet.
2. Use correct collet for tool shank diameter.
3. Remove oil and debris from mating surface, then
re-install.
4. Decrease depth of cut and allow chips to clear.
1. Use correct spindle speed (Page 33 or 35) and feed
rate.
2. Use coolant; reduce spindle speed (Page 33 or 35)
or feed rate.
3. Decrease depth of cut and allow chips to clear.
1. Tighten all locks on mill that are not associated with
necessary table movement for the operation.
2. Check that clamping is tight and sufficient for
operation; make sure mill vise is clamped tight to
table.
3. Properly secure the tool; replace if damaged.
4. Use correct spindle speed (Page 33 or 35) and feed
rate
5. Properly adjust gibs (Page 51).
1. Loosen locks needed for movement.
2. Frequently clean away chips from ways.
3. Use one-shot oiler to lubricate ways (Page 45).
4. Properly adjust gibs (Page 51).
1. Use correct spindle speed Page 33 or 35) and feed
rate.
2. Use sharp and correct cutting tool for operation.
3. Check for correct spindle rotation for tool.
4. Make sure workpiece is properly clamped to table or
mill vise; use work holding jig if necessary.
5. Properly adjust gibs (Page 51).
1. Remove parts from power feed side of X-axis
leadscrew to ensure bevel gear is properly meshed
with drive gear; make sure ball handle nut is snug.
2. Replace power feed unit.
-50-
Model G0747/G0748 (Mfg. Since 8/12)
Page 53

Adjusting Gibs
Gibs are tapered lengths of metal that are sandwiched between two moving surfaces. Gibs control the gap between these surfaces and how they
slide past one another. Correctly adjusting the
gibs is critical to producing good milling results.
Tight gibs make table movement more accurate
but stiff. Loose gibs make moving the table sloppy
but easier to do. The goal of gib adjustment is to
remove unnecessary sloppiness without causing
the ways to bind.
Gibs are adjusted with a screw on each end of
the gib, that move the tapered gib back-and-forth
to increase or decrease the friction pressure
between the sliding surfaces. The process of
properly adjusting the gibs requires trial-and-error
and patience.
DISCONNECT MILL FROM POWER BEFORE
ADJUSTING THE GIBS!
Table Gib &
Adjustment Screw
Figure 62. Table gib and adjustment screw
underneath left side of table.
Saddle Gib &
Adjustment Screw
Make sure all table and knee locks are loose.
Then, loosen one gib adjustment screw and
tighten the other the same amount to move the
gib. Use the ball handles/crank to move the table/
knee until you feel a slight drag in that path of
movement.
Refer to Figures 62–64 to identify the locations of
the table, saddle, and knee gibs, and one of the
two adjustment screws for each.
Note: It will be necessary to remove small parts,
such as way wipers and covers, to access the gib
adjustment screws.
Figure 63. Saddle gib and adjustment screw.
Knee Gib &
Adjustment Screw
Figure 64. Knee gib and adjustment screw.
Model G0747/G0748 (Mfg. Since 8/12)
-51-
Page 54

Adjusting Leadscrew
Backlash
Leadscrew backlash is the amount of motion the
leadscrew rotates before the attached device
begins to move.
Leadscrews will always have a certain amount
of backlash that will increase with normal wear.
Generally, 0.005"–0.010" leadscrew backlash is
acceptable to ensure smooth movement and
reduce the risk of premature thread wear. However,
if you find it necessary to adjust leadscrew backlash, perform the procedures listed below.
Tools Needed Qty
T-Handle Hex Wrench 5mm ............................... 1
Hex Wrench 3mm ............................................... 2
Hex Wrench 8mm ............................................... 1
Wrench 19mm .................................................... 1
X-Axis Leadscrew Backlash
1. DISCONNECT MILL FROM POWER!
2. Loosen the two cap screws on the X-axis
leadscrew nut accessed from underneath the
left side of the table (see Figure 65).
Cap Screws
Figure 65. X-axis leadscrew nut cap screws
(viewed from underneath left side of table).
3. Rotate the adjustment plate on the leadscrew
nut in small increments, then check the
amount of backlash.
4. When you are satisfied with the adjustment,
re-tighten the two cap screws.
-52-
Model G0747/G0748 (Mfg. Since 8/12)
Page 55

Cross Leadscrew Backlash
1. DISCONNECT MILL FROM POWER!
2. Remove the hex nut and ball handle from the
Y-axis leadscrew.
Note: In the next step, take care not to mis-
place the leadscrew key as you remove the
parts.
3. Unthread and remove the knurled retaining
ring, graduated dial ring, and the leadscrew
key (see Figure 66).
5. Loosen the two cap screws on the face of the
leadscrew nut shown in Figure 68.
Y-Axis Leadscrew Nut
& Cap Screws
Figure 68. Y-axis leadscrew nut and cap screws.
6. Re-install the key back onto the leadscrew so
that you can use the ball handle in the next
step.
Y-Axis
Leadscrew
Figure 66. Ball handle, ring, and key removed
from Y-axis leadscrew.
4. Remove the four cap screws from the bearing
housing, then slide it off the leadscrew (see
Figure 67).
Note: It may be necessary to use a dead
blow hammer or rubber mallet on the housing
to knock it loose.
7. Rotate the adjustment plate on the leadscrew
nut in small increments, slide the ball handle
on the leadscrew, then check the amount of
backlash.
8. When you are satisfied with the adjustment,
re-tighten the two cap screws.
9. Re-install the parts previously removed in the
reverse order.
Bearing
Housing
Figure 67. Y-axis bearing housing.
Model G0747/G0748 (Mfg. Since 8/12)
-53-
Page 56

Tramming Spindle
After positioning the head at an angle and when
your operation requires that the spindle axis be
precisely perpendicular to the table, you must
tram or align the spindle with the table to ensure
the spindle is exactly 90° to the table.
Note: A precision-ground plate can be substituted for the parallel blocks. Keep in mind that
the farther the indicator point can be placed from
the spindle axis, the more accurate the alignment
measurements will be.
To tram the spindle to the table:
1. DISCONNECT MILL FROM POWER!
This procedure involves mounting a dial test
indicator to the quill or spindle, rotating it around
the table, and adjusting the spindle axis (Z-axis)
90° to the table X- and Y-axes, as illustrated in
Figure 69.
Spindle
Z-Axis
Y-Axis
Figure 69. Spindle Z-axis perpendicular to the
table X- and Y-axis.
We encourage you to research the many variations of spindle tramming to find the one that
works best for you. If you do not already have a
preference for performing this operation, use the
following widely-used procedure for accurately
tramming the spindle to the table.
Keep in mind that all workpiece top surfaces are
not exactly parallel with the table top. You may
choose to tram the spindle to the top surface of
the workpiece after it is mounted instead of that
of the table.
90º
90º
X-Axis
Table
2. Prepare the mill for tramming by performing
the following tasks:
• Verify the table is clean by running your
hand over the top of it. If necessary, stone
the table to remove all nicks and burrs,
then clean off all debris.
• Position the table for the milling operation
you intend to perform after tramming—
preferably centered with the saddle.
• Tighten any table, knee, quill, or ram locks
that should be tight during the intended
milling operation.
3. Place the parallel block underneath the spindle.
4. Install the indicator holder in the spindle or on
the quill, then mount the indicator so that the
point is as parallel to the block as possible
(see the illustration in Figure 70).
Indicator Holder
Dial Test
Indicator
Parallel Block
Spindle
Tools Needed Qty
Dial Test Indicator
(with at least 0.0005" resolution) ................. 1
Indicator Holder
(mounted on the quill/spindle) .....................1
Precision Parallel Block
(at least 9" in length) .................................... 1
-54-
Table
Figure 70. Dial test indicator mounted.
Model G0747/G0748 (Mfg. Since 8/12)
Page 57

5. To measure spindle alignment along the
X-axis, place the parallel block directly under
the spindle and indicator across the length of
the table, as illustrated in Figure 71.
Note: If you must re-position the quill or the
knee to accommodate the above step, then
review the tasks in Step 2 to make sure the
mill is properly prepared for tramming.
Note: Keep one of the rotation lock bolts
just snug so the head does not move loosely
while you adjust it. Remember to tighten
all the rotation lock bolts after adjusting the
head.
8. Place the parallel block directly under the
spindle and across the width of the table, as
illustrated in Figure 72.
Table (Top View)
Parallel Block
Indicator
Figure 71. Parallel block and indicator positioned
for the X-axis measurement
(top view).
Note: Your general goal in the next steps
should be to get the difference of the indicator
readings between the ends of the parallel bar
down to 0.0005". However, the acceptable
variance will depend on the requirements for
your operation.
6. Rotate the spindle by hand so that the indicator point rests on one end of the parallel
block, as illustrated in Figures 70–71, then
zero the dial.
7. Rotate the spindle so that the indicator point
rests in the same manner on other end of the
block, then read the dial.
— If the indicator dial still reads zero or is
within the acceptable variance, continue on
with Step 8.
— If the indicator dial has moved from zero
beyond the acceptable variance, you will
need to compensate for that amount by
rotating the head left or right. Repeat Steps
6–7 until you are satisfied with the spindle
axis alignment along the table X-axis.
Spindle
Table (Top View)
Indicator
Spindle
Parallel Block
Figure 72. Parallel block and indicator positioned
for the Y-axis measurement
(top view).
9. Rotate the spindle so the indicator point rests
on the parallel bar, as illustrated in Figure 72,
then zero the dial.
10. Rotate the spindle so that the indicator point
rests on the other end of the bar in the same
manner, then read the dial.
— If the indicator dial still reads zero or is
within the acceptable variance, the spindle
is precisely perpendicular to the table in
both the X- and Y-axes, and the tramming
procedure is complete.
— If the indicator dial has moved from zero
beyond the acceptable variance, you will
need to compensate for that amount by tilting the head forward or backward. Repeat
Steps 9–10 until you are satisfied with
the spindle axis alignment along the table
Y-axis.
Note: Keep one of the tilt lock bolts just snug
so the head does not move loosely while you
adjust it. Remember to tighten all the tilt lock
bolts after adjusting the head.
Model G0747/G0748 (Mfg. Since 8/12)
-55-
Page 58

These pages are current at the time of printing. However, in the spirit of improvement, we may make changes to the electrical systems of future machines. Compare the manufacture date of your machine to the one
number and manufacture date of your
machine before calling. This information can be found on the main machine label.
machine
SECTION 8: WIRING
stated in this manual, and study this section carefully.
If there are differences between your machine and what is shown in this section, call Technical Support at
(570) 546-9663 for assistance BEFORE making any changes to the wiring on your machine. An updated
wiring diagram may be available. Note: Please gather the serial
Wiring Safety Instructions
SHOCK HAZARD. Working on wiring that is connected to a power source is extremely dangerous.
Touching electrified parts will result in personal
injury including but not limited to severe burns,
electrocution, or death. Disconnect the power
from the machine before servicing electrical components!
MODIFICATIONS. Modifying the wiring beyond
what is shown in the diagram may lead to unpredictable results, including serious injury or fire.
This includes the installation of unapproved aftermarket parts.
WIRE CONNECTIONS. All connections must
be tight to prevent wires from loosening during
machine operation. Double-check all wires disconnected or connected during any wiring task to
ensure tight connections.
CIRCUIT REQUIREMENTS. You MUST follow
the requirements at the beginning of this manual when connecting your machine to a power
source.
WIRE/COMPONENT DAMAGE. Damaged wires
or components increase the risk of serious personal injury, fire, or machine damage. If you notice
that any wires or components are damaged while
performing a wiring task, replace those wires or
components.
MOTOR WIRING. The motor wiring shown in
these diagrams is current at the time of printing
but may not match your machine. If you find this
to be the case, use the wiring diagram inside the
motor junction box.
CAPACITORS/INVERTERS. Some capacitors
and power inverters store an electrical charge for
up to 10 minutes after being disconnected from
the power source. To reduce the risk of being
shocked, wait at least this long before working on
capacitors.
EXPERIENCING DIFFICULTIES. If you are experiencing difficulties understanding the information
included in this section, contact our Technical
Support at (570) 546-9663.
The photos and diagrams
included in this section are
best viewed in color. You
can view these pages in
color at www.grizzly.com.
-56-
Model G0747/G0748 (Mfg. Since 8/12)
Page 59

Hot
Ground
Hot
Hot
G0747 Wiring Diagram
G
Z
X
W
(As Recommended)
220 VAC
3-Phase
NEMA 15-15 Plug
Ground
SPINDLE SWITCH
T
S
S
6 5 3 2 4 1
6 5 3 2 4 1
R
R
T
FRONT
2W
MOTOR
1W
Model G0747/G0748 (Mfg. Since 8/12)
2V
1V
2U
1U
4
1
5
6
Ground
3
2
READ ELECTRICAL SAFETY
-57-
ON PAGE 56!
Page 60

Hot
Ground
Hot
Hot
G0748 Wiring Diagram
G
Z
X
W
(As Recommended)
220 VAC
3-Phase
NEMA 15-15 Plug
SPINDLE SWITCH
Ground
S
8
RST
T S R
W 6 U
V
37
FRONT
MOTOR
1U
1W
R
S
T
T R
2U
2W
2V1V
Ground
-58-
READ ELECTRICAL SAFETY
ON PAGE 56!
Model G0747/G0748 (Mfg. Since 8/12)
Page 61

95
SECTION 9: PARTS
Please Note: We do our best to stock replacement parts whenever possible, but we cannot guarantee that all parts shown here
are available for purchase. Call (800) 523 - 4777 or visit our online parts store at www.grizzly.com to check for availability.
Main
8
135
137
62
136
135
138
23
49
134
13
41
51
39
69
38
65
14
40
50
83
1
44
37
4
2
16
32
33
80
79
85
48
61
86
31
52
60
75
87
42
43
46
47
74
76
71
84
77
81
6
88
15
53
89
7
18
54
82
90
19
91
92
104
103
55
131
124
58
93
9
17
56
57
64
105
94
10
125
126
102
96
127
123
128
129
132
133
119
120
118
98
Model G0747/G0748 (Mfg. Since 8/12)
-59-
Page 62

Main Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
1 P07470001 QUILL HOUSING ADJUSTMENT GEAR 71 P07470071 KNEE PLUG
2 P07470002 RAM ADAPTER 74 PN13 HEX NUT 1/2-13
4 P07470004 LIFTING EYE BOLT 28MM DIA M10-1.5 X 35 75 PK34M KEY 5 X 5 X 20
6 P07470006 HEAD TILT ADJUSTING WORM 76 PW01 FLAT WASHER 1/2
7 P07470007 THRUST WASHER 14MM 77 P07470077 Z-AXIS BEVEL GEAR
8 P07470008 HEAD TILT ADJUSTING WORM SHAFT 79 P3305 ANGULAR CONTACT BEARING 3305
9 PK36M KEY 5 X 5 X 50 80 P07470080 BEARING RETAINER RING
10 P07470010 RAM CASTING 81 PCAP02M CAP SCREW M6-1 X 20
13 PCAP13M CAP SCREW M8-1.25 X 30 82 P07470082 Z-AXIS LEADSCREW
14 PRP08M ROLL PIN 6 X 30 83 P07470083 CRANK HANDLE
15 P07470015 HEAD TILT SCALE 84 P07470084 Z-AXIS CRANK ARM
16 PRIV001M STEEL FLUTED RIVET 2 X 5MM 85 P07470085 CLUTCH
17 P07470017 RAM ADAPTER PIVOT BOLT M28.5 X 181.5 86 P07470086 DIAL LOCK NUT
18 PW10M FLAT WASHER 14MM 87 P07470087 GRADUATED DIAL
19 PB197M HEX BOLT M14-2 X 190 88 P07470088 DIAL HOLDER
23 P07470023 TABLE 10" X 50" 89 PCAP02M CAP SCREW M6-1 X 20
31 P07470031 LIMIT STOP T-BOLT 90 P07470090 BEARING RETAINER RING
32 P07470032 LIMIT STOP 91 P6204ZZ BALL BEARING 6204ZZ
33 PN09M HEX NUT M12-1.75 92 P07470092 BEARING CAP
37 P07470037 SADDLE LOCK BOLT HANDLE 93 PK102M KEY 4 X 4 X 18
38 P07470038 SADDLE LOCK BOLT 94 P07470094 Z-AXIS SHAFT
39 P07470039 SADDLE LOCK BOLT PLUNGER 95 P6204ZZ BALL BEARING 6204ZZ
40 PCAP146M CAP SCREW M10-1.5 X 15 96 P07470096 BEVELED PINION GEAR
41 P07470041 GIB ADJUSTING SCREW 98 P07470098 COLUMN CASTING
42 P07470042 TABLE STOP BRACKET 102 PCAP47M CAP SCREW M10-1.5 X 40
43 P07470043 TABLE GIB 103 P07470103 Z-AXIS PEDESTAL
44 P07470044 SADDLE WAY WIPER 104 P07470104 Z-AXIS LEADSCREW NUT
46 P07470046 TABLE LOCK BOLT PLUNGER 105 PCAP02M CAP SCREW M6-1 X 20
47 P07470047 TABLE LOCK BOLT 118 P07470118 RAM SWIVEL
48 P07470048 TABLE LOCK BOLT HANDLE 119 P07470119 RAM LOCK BOLT M16-2 X 35
49 P07470049 SADDLE GIB 120 P07470120 RAM PINION
50 P07470050 SADDLE WIPER HOLDER 123 PW06M FLAT WASHER 12MM
51 PS14M PHLP HD SCR M6-1 X 12 124 P07470124 TURRET
52 P07470052 SADDLE CASTING 125 P07470125 RAM CLAMP BAR
53 P07470053 LEFT COLUMN WAY WIPER HOLDER 126 P07470126 UNTAPPED RAM CLAMP
54 P07470054 LEFT COLUMN WAY WIPER 127 P07470127 TAPPED RAM CLAMP
55 P07470055 KNEE GIB 128 P07470128 DOWEL PIN 13.5 X 26
56 PCAP26M CAP SCREW M6-1 X 12 129 P07470129 RAM LOCK BOLT M12-1.75 X 185
57 P07470057 RIGHT COLUMN WAY WIPER HOLDER 131 P07470131 RAM GIB
58 P07470058 RIGHT COLUMN WAY WIPER 132 P07470132 RAM GIB ADJUSTMENT SET SCREW
60 P07470060 UPPER SADDLE COVER 133 PN02M HEX NUT M10-1.5
61 P07470061 LOWER SADDLE COVER 134 P07470134 COLUMN WAY COVER
62 P07470062 KNEE CASTING 135 PBHS13M BUTTON HED CAP SCR M5-.8 X 18
64 P07470064 KNEE STOP BOLT 136 PN06M HEX NUT M5-.8
65 P07470065 KNEE LOCK BOLT ASSEMBLY 137 PW02M FLAT WASHER 5MM
69 P07470069 KNEE LOCK PLUNGER 138 P07470138 FRONT SADDLE WAY COVER
-60-
Model G0747/G0748 (Mfg. Since 8/12)
Page 63

X- & Y-Axis Leadscrews
210
208
209
202
214
201
211
229
216
222
216
226
219
221
203
223
209
204
224
205
218
220
217
216
228
218
205
212
227
209
217
210
214
209
214
215
208
208
205
207
210
226
203
203
229
204
206
207
206
201
202
226
229
201
202
REF PART # DESCRIPTION REF PART # DESCRIPTION
201 PN13 HEX NUT 1/2-13 216 PFH73M FLAT HD CAP SCR M6-1 X 12
202 P07470202 BALL CRANK HANDLE 217 PCAP06M CAP SCREW M6-1 X 25
203 P07470203 DIAL LOCK NUT 218 PW03M FLAT WASHER 6MM
204 P07470204 GRADUATED DIAL 219 P07470219 LEFT X-AXIS LEADSCREW NUT
205 P07470205 DIAL HOLDER 220 P07470220 RIGHT X-AXIS LEADSCREW NUT
206 PCAP01M CAP SCREW M6-1 X 16 221 PCAP64M CAP SCREW M10-1.5 X 25
207 P07470207 BEARING RETAINER RING 222 P07470222 LEADSCREW NUT BRACKET
208 P6204ZZ BALL BEARING 6204ZZ 223 P07470223 REAR Y-AXIS LEADSCREW NUT
209 PRP05M ROLL PIN 5 X 30 224 P07470224 FRONT Y-AXIS LEADSCREW NUT
210 PCAP64M CAP SCREW M10-1.5 X 25 226 P07470226 BALL CRANK
211 P07470211 LEFT X-AXIS LEADSCREW BRACKET 227 P07470227 Y-AXIS LEADSCREW
212 P07470212 RIGHT X-AXIS LEADSCREW BRACKET 228 P07470228 Y-AXIS LEADSCREW BRACKET
214 PK92M KEY 3 X 3 X 25 229 PLW07 LOCK WASHER 1/2
215 P07470215 X-AXIS LEADSCREW
Model G0747/G0748 (Mfg. Since 8/12)
-61-
Page 64

Downfeed System
372
373
400
401
342
370
399
301
495
371
374
398
403
302
343
397
396
404
367
369
375
405
303
344
366
395
368
376
304
305
378
406
347
359
360
362
377
307
306
494
407
493
348
357
414
379
408
308
310
361
364
381
380
349
416
409
356
363
394
411
425
311
309
350
382
393
415
413
412
312
314
338
351
383
392
410
336
340
384
417
419
352
391
424
385
386
313
315
337
355
390
328
335
341
387
418
420
421
423
317
332
333
334
389
331
388
427
316
318
327
329
481
482
444
319
445
440
478
466
448
452
446
325
492
486
484
483
453
320
488
487
480
455
485
322
321
477
456
457
489
323
459
451
324
442
490
476
469
491
465
458
461
460
475
472
471
468
463
464
462
-62-
428
429
430
431
432
441
438
437
436
435
434
433
Model G0747/G0748 (Mfg. Since 8/12)
Page 65

Downfeed System Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
301 PS31 PHLP HD SCR 10-24 X 1-3/4 362 PK52M KEY 3 X 3 X 15
302 P07470302 BEVEL PINION FLAT WASHER 363 P07470363 FEED GEAR SHIFT CRANK
303 P07470303 FEED BEVEL PINION 364 P07470364 CLUSTER GEAR SHIFT CRANK
304 P07470304 FEED WORM GEAR SHAFT SLEEVE 366 P07470366 CLUSTER GEAR COVER
305 P07470305 WORM CRADLE BUSHING 367 PCAP33M CAP SCREW M5-.8 X 12
306 PSS07 SET SCREW 1/4-20 X 1/2 368 P07470368 GEAR SHIFT PLUNGER
307 P07470307 WORM CRADLE SPACER 369 P07470369 COMPRESSION SPRING
308 P07470308 FEED DRIVE WORM GEAR 370 P07470370 SHIFT CRANK
309 P07470309 FEED DRIVE WORM GEAR SHAFT 371 PRP42M ROLL PIN 3 X 20
310 PK39M KEY 3 X 3 X 10 372 P07470324 ROUND PLASTIC KNOB 1/4-20 1" OD
311 PK98M KEY 3 X 3 X 16 373 PCAP79M CAP SCREW M5-.8 X 35
312 P07470312 BEVEL GEAR LOCK BOLT 374 P07470374 CLUTCH RING PIN
313 PW01M FLAT WASHER 8MM 375 P07470375 CLUTCH RING
314 PK39M KEY 3 X 3 X 10 376 PSS03M SET SCREW M6-1 X 8
315 P07470315 FEED REVERSE BEVEL GEAR 377 P07470377 BRASS PLUG
316 P07470316 FEED ENGAGEMENT PIN 378 P07470378 OVERLOAD CLUTCH LOCKNUT
317 P07470317 WORM GEAR CRADLE 379 P07470379 SAFETY CLUTCH COMPRESSION SPRING
318 P07470318 WORM GEAR CRADLE THROW-OUT 380 P07470380 OVERLOAD CLUTCH
319 P07470319 SHIFT SLEEVE 381 P07470381 OVERLOAD CLUTCH SLEEVE
320 P07470320 GEAR SHIFT PLUNGER 382 PLW02M LOCK WASHER 4MM
321 P07470321 COMPRESSION SPRING 383 PS56M PHLP HD SCR M4-.7 X 16
322 PRP42M ROLL PIN 3 X 20 384 PSS04M SET SCREW M6-1 X 12
323 P07470323 SHIFT CRANK 385 PSS03M SET SCREW M6-1 X 8
324 P07470324 ROUND PLASTIC KNOB 1/4-20 1" OD 386 PSS02M SET SCREW M6-1 X 6
325 PCAP33M CAP SCREW M5-.8 X 12 387 PSS01M SET SCREW M6-1 X 10
327 P07470327 CLUSTER GEAR SHAFT BRASS SLEEVE 388 P07470388 COMPRESSION SPRING
328 P07470328 CLUSTER COMBO GEAR 389 P07470389 OVERLOAD CLUTCH LEVER SPRING PLUNGER
329 PK53M KEY 3 X 3 X 45 390 P07470390 QUILL PINION SHAFT BUSHING
331 P07470331 CLUSTER GEAR SHAFT 391 P07470391 PINION SHAFT WORM GEAR SPACER
332 PR06M EXT RETAINING RING 16MM 392 P07470392 OVERLOAD CLUTCH WORM GEAR
333 P07470333 BEVEL GEAR BRASS SLEEVE 393 P07470393 OVERLOAD CLUTCH RING
334 P07470334 BEVEL GEAR THRUST WASHER 394 PR02M EXT RETAINING RING 14MM
335 P07470335 FEED REVERSE BEVEL PINION 395 P07470395 DOWEL PIN
336 P07470336 FEED DRIVE GEAR SHAFT 18T 396 P07470396 OVERLOAD CLUTCH TRIP LEVER
337 PK39M KEY 3 X 3 X 10 397 PW04M FLAT WASHER 10MM
338 P07470338 CLUSTER GEAR INPUT SHAFT 398 PR01M EXT RETAINING RING 10MM
340 P07470340 FEED DRIVE GEAR 23T 399 P07470399 CLUTCH ARM COVER
341 P07470341 NEEDLE BEARING BA66 400 PSS02M SET SCREW M6-1 X 6
342 P07470342 BUSHING 401 PN01M HEX NUT M6-1
343 P07470343 FEED WORM 403 P07470403 CAM ROD
344 P07470344 FEED WORM SHAFT BUSHING 404 P07470404 SPRING STUD 1/4-20 X 3-1/4, 3/8
347 P07470347 FEED WORM SHAFT THRUST WASHER 405 P07470324 ROUND PLASTIC KNOB 1/4-20 1" OD
348 P07470348 BUSHING 406 P07470406 FEED TRIP BRACKET
349 P07470349 FEED REVERSE BEVEL GEAR 407 PCAP02M CAP SCREW M6-1 X 20
350 P07470350 FEED REVERSE CLUTCH 408 PSS02M SET SCREW M6-1 X 6
351 P07470351 FEED REVERSE BEVEL GEAR 409 PK103M KEY 3 X 3 X 12
352 P07470352 BUSHING 410 P07470410 FEED REVERSE KNOB SHOULDER SCREW
355 P07470355 REVERSE CLUTCH ROD 411 P07470411 FEED REVERSE KNOB
356 PRP42M ROLL PIN 3 X 20 412 PR02M EXT RETAINING RING 14MM
357 P07470357 FEED WORM SHAFT 413 P07470413 HANDWHEEL CLUTCH
359 PRP61M ROLL PIN 3 X 12 414 PSTB004 STEEL BALL 3/16
360 P07470360 FEED SHAFT ROD 415 P07470415 COMPRESSION SPRING
361 PSS26M SET SCREW M5-.8 X 6 416 PSS20M SET SCREW M8-1.25 X 8
Model G0747/G0748 (Mfg. Since 8/12)
-63-
Page 66

Downfeed System Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
417 PRP42M ROLL PIN 3 X 20 459 P07470459 QUILL TRAVEL SCALE
418 P07470418 CAM ROD SLEEVE ASSEMBLY 460 PR06M EXT RETAINING RING 16MM
419 PRP61M ROLL PIN 3 X 12 461 P07470461 QUILL TRAVEL STOP LOCK RING
420 P07470420 COMPRESSION SPRING 462 P07470462 QUILL TRAVEL STOP RING
421 P07470421 TRIP PLUNGER 463 P07470463 QUILL TRAVEL DOG
423 P07470423 TRIP PLUNGER BUSHING 464 P07470464 QUILL TRAVEL SCREW
424 P07470424 FEED TRIP PLUNGER 465 P07470465 QUILL TRAVEL DOG SCREW
425 P07470425 FINE DOWNFEED HANDWHEEL ASSY 466 P07470466 QUILL PINION SHAFT
427 P07470427 SPINDLE 468 PRP35M ROLL PIN 5 X 10
428 P07470428 QUILL SKIRT 469 PS40M PHLP HD SCR M5-.8 X 16
429 P07470429 SPINDLE SPANNER NUT 471 PK96M KEY 3 X 3 X 20
430 P07470430 SPANNER NUT LOCK WASHER 472 P07470472 PINION SHAFT HUB SCREW
431 P6206ZZ BALL BEARING 6206ZZ 475 P07470475 RACK FEED HANDLE HUB
432 P07470432 SPINDLE SLEEVE 476 P07470476 PINION SHAFT HUB SLEEVE
433 P07470433 QUILL NOSE PIECE 477 P07470477 SPRING COVER
434 P07470434 LOWER SPINDLE SEAL 64 X 35MM 478 P07470478 QUILL RETURN COIL SPRING
435 P7207 ANGULAR CONTACT BEARING 7207 480 P07470480 QUILL PINION
436 P07470436 LARGE BEARING SPACER 481 PSS02M SET SCREW M6-1 X 6
437 P07470437 SMALL BEARING SPACER 482 PSS01M SET SCREW M6-1 X 10
438 P7207 ANGULAR CONTACT BEARING 7207 483 P07470483 REVERSE TRIP BALL LEVER
440 PSS03M SET SCREW M6-1 X 8 484 P07470484 FEED REVERSE TRIP PLUNGER
441 PSS02M SET SCREW M6-1 X 6 485 P07470485 REVERSE TRIP BALL LEVER SCREW
442 P07470442 QUILL 486 P07470486 WORM GEAR
444 PSS49M SET SCREW M4-.7 X 16 487 PK102M KEY 4 X 4 X 18
445 P07470445 FEED TRIP LEVER 488 PSS03M SET SCREW M6-1 X 8
446 P07470446 TRIP LEVER PIN 489 P07470489 WORM SHAFT
448 P07470448 UNTAPPED QUILL LOCK PLUNGER 490 P07470490 SHOULDER STUD-DE 3/8-16 X 7-1/4, 1/2
451 P07470451 UPPER SPINDLE SEAL 491 P07470491 ROUND PLASTIC KNOB 3/8-16 1-1/4" OD
452 P07470452 QUILL LOCK HANDLE ASSEMBLY 492 P07470492 QUILL HOUSING
453 P07470453 TAPPED QUILL LOCK PLUNGER 493 P07470493 POWER SWITCH YK 220V 3-POS (G0747)
455 P07470455 HEAD ROTATION CLAMPING T-BOLT 493 P07480493 POWER SWITCH YK 220V 8-POS (G0748)
456 P07470456 CLAMPING BOLT SPACER 494 P07470494 MOTOR CORD 14G 4W 36"
457 P07470457 HEAD ROTATION CLAMPING BOLT 495 P07470495 POWER CORD 14G 4W 72"
458 PS17M PHLP HD SCR M4-.7 X 6
-64-
Model G0747/G0748 (Mfg. Since 8/12)
Page 67

G0747 Headstock
505
508
511
515
516
517
504
506
507
501
503
529
529
586-2
535
509
510
512
513
514
586-1
586-4
533
530
551
586-5
586-3
534
550
586
585
531
539
532
541
542
543
545
518
519
520
522
523
528
569
527
524
567
568
524
525
556
558
571
572
573
574
555
557
559
561
560
562
577
576
575
583
578
564
563
584
565
579
546
549
566
580
581
582
Model G0747/G0748 (Mfg. Since 8/12)
-65-
Page 68

G0747 Headstock Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
501 P07470501 DRAWBAR 7/16-20 X 23-1/2 550 P07470550 GEAR HOUSING COVER
503 P07470503 UPPER BEARING LOCK NUT 551 PS08M PHLP HD SCR M5-.8 X 12
504 P07470504 BEARING SLEEVE LOCK NUT 555 P07470555 OIL CUP
505 P6207ZZ BALL BEARING 6207ZZ 556 PK40M KEY 8 X 8 X 16
506 P07470506 SMALL UPPER BEARING SPACER 557 P07470557 SPLINED GEAR HUB
507 P07470507 LARGE UPPER BEARING SPACER 558 P07470558 SPLINED BULL GEAR 81T
508 P6207ZZ BALL BEARING 6207ZZ 559 P6203ZZ BALL BEARING 6203ZZ
509 P07470509 COMPRESSION SPRING 560 P07470560 BACK GEAR SHAFT
510 PSS04M SET SCREW M6-1 X 12 561 PK08M KEY 5 X 5 X 16
511 P07470511 SPINDLE PULLEY BEARING SLEEVE 562 P07470562 BACK GEAR 26T
512 PN02 HEX NUT 5/16-18 563 P6203ZZ BALL BEARING 6203ZZ
513 PTLW02 EXT TOOTH WASHER 5/16 564 P07470564 DOWEL PIN 8.8 X 58
514 P07470514 BRAKE RING STEP SCREW 565 P07470565 BACK GEAR SHIFTER FORK
515 P07470515 EXTENSION SPRING 566 P07470566 GEAR HOUSING
516 PS12M PHLP HD SCR M3-.5 X 6 567 P07470567 DOWEL PIN
517 P07470517 BRAKE LOCKING BOLT 568 P07470568 ALIGNMENT PIN
518 P07470518 BRAKE SHOE ASSEMBLY 569 PCAP06M CAP SCREW M6-1 X 25
519 P07470519 SPINDLE PULLEY 571 P6208ZZ BALL BEARING 6208ZZ
520 P07470520 SPINDLE PULLEY HUB 572 PR50M INT RETAINING RING 80MM
522 PVA33 V-BELT A-33 573 P07470573 SPANNER NUT LOCK WASHER
523 P07470523 TIMING BELT 225L 1"W 60T 574 P07470574 SPANNER NUT
524 P07470524 TIMING PULLEY FLANGE 575 PN19 HEX NUT 7/16-14
525 P07470525 TIMING PULLEY 576 P07470576 T-BOLT
527 PFH30M FLAT HD SCR M5-.8 X 8 577 P07470577 T-BOLT FLAT WASHER 7/16"
528 PN09 HEX NUT 5/8-18 578 P07470578 HIGH-LOW SHIFT LEVER
529 P07470529 ROUND PLASTIC KNOB 5/16-18 1-1/4" OD 579 PRP42M ROLL PIN 3 X 20
530 P07470530 SHOULDER STUD 5/16-18 X 4, 1/2,3/4 580 P07470580 HIGH-LOW SHIFT BUSHING
531 P07470531 CAM RING 581 P07470581 HIGH-LOW SHIFT CRANK
532 P07470532 CAM RING PIN 582 P07470324 ROUND PLASTIC KNOB 1/4-20 1" OD
533 PSS31M SET SCREW M5-.8 X 8 583 P07470583 DETENT LOCK PIN
534 P07470534 BRAKE LEVER 584 P07470584 COMPRESSION SPRING
535 P07470535 BRAKE LOCK PIN 585 P07470585 BELT SAFETY GUARD
539 PN02 HEX NUT 5/16-18 586 P07470586 MOTOR 3HP 220V 3-PH AEVF 112-4/2
541 P07470541 SHOULDER STUD-DE 5/16-18 X 2-1/2, 1/2 586-1 P07470586-1 MOTOR FAN COVER
542 P07470542 BELT HOUSING 586-2 P07470586-2 MOTOR FAN
543 P07470543 MOTOR LOCK NUT 586-3 P07470586-3 MOTOR JUNCTION BOX
545 P07470545 SHOULDER STUD-DE 5/16-18 X 3, 5/8 586-4 P6205ZZ BALL BEARING 6205ZZ
546 P07470529 PLATIC ROUND KNOB 5/16-18 1-1/4" OD 586-5 P6205ZZ BALL BEARING 6205ZZ
549 P07470549 MOTOR PULLEY
-66-
Model G0747/G0748 (Mfg. Since 8/12)
Page 69

G0748 Headstock
592
591
589
583
585
590
584
588
579
587
580582
556
578
568
616
614
615
577
576
575
574
572
570
610
613
573
570
571
611
562
563
609
560
566
595
567
606
612
565
562
550
556
561
511
564
554
552
551
549
607
597
593
605
604
601
548
537
598
596
594
556
600
599
559
558
555
617
547
602
557
546
539
540
541
543
545
545
501-2
536
537
538
501-1
504
501-4
501-3
506
535
501-5
530
529
528
526
523
518
534
533
531
525
521
520
519
501
502
507
508
509
510
511
512
527
513
514
515
516
517
Model G0747/G0748 (Mfg. Since 8/12)
-67-
Page 70

G0748 Headstock Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
501 P07480501 MOTOR 3HP 220V 3-PH AEVF 112-4 554 P07480554 BRAKE SHAFT SLEEVE
501-1 P07480501-1 MOTOR FAN COVER 555 P07480555 BRAKE SHAFT
501-2 P07480501-2 MOTOR FAN 556 PCAP01M CAP SCREW M6-1 X 16
501-3 P07480501-3 MOTOR JUNCTION BOX 557 P07480557 PULLEY COVER
501-4 P6205ZZ BALL BEARING 6205ZZ 558 P07480558 TIMING BELT PULLEY
501-5 P6205ZZ BALL BEARING 6205ZZ 559 PN04 HEX NUT 5/8-11
502 P07480502 MOTOR MOUNT CAP SCREW 3/8-16 560 P07480560 TIMING BELT 225L
504 P6009ZZ BALL BEARING 6009ZZ 561 P07480561 BEARING HOUSING
506 PCAP02M CAP SCREW M6-1 X 20 562 P6203ZZ BALL BEARING 6203ZZ
507 P07480507 SPINDLE TOP COVER 563 P07480563 PINION GEAR
508 P07480508 UPPER HEADSTOCK HOUSING, ALUMINUM 564 PK47M KEY 4 X 4 X 15
509 P07480509 HOUSING SIDE COVER, PLASTIC 565 P07480565 TIMING BELT CLUTCH
510 P07480510 MOTOR FIXED PULLEY 566 P07480566 PINION SHAFT
511 PCAP31M CAP SCREW M8-1.25 X 25 567 P07480567 HEADSTOCK BOTTOM COVER
512 P07480512 VARIABLE SPEED BELT 3828 9001/Q828 568 P07480568 BULL GEAR SEAT
513 P07480513 MOTOR MOVABLE PULLEY 570 P07480570 BEARING SLEEVE
514 P07480514 MOTOR PULLEY SHAFT 571 P07480571 SPACER
515 P07480515 COMPRESSION SPRING 572 P07480572 BEARING SLEEVE
516 P07480516 SPRING BASE 573 P07480573 THRUST WASHER
517 P07480517 SPRING BASE CAP SCREW 574 P07480574 SPINDLE TIMING PULLEY
518 P07480518 BRAKE BRACKET, ALUMINUM 575 P07480575 CLUTCH
519 PCAP68M CAP SCREW M6-1 X 8 576 P07480576 CLUTCH SHAFT SLEEVE RING
520 PS03M PHLP HD SCR M6-1 X 8 577 P07480577 SPLINE SHAFT
521 P07480521 BRAKE SHOE 2-PC SET 578 P07480578 SPACER
523 P6012ZZ BALL BEARING 6012ZZ 579 PK34M KEY 5 X 5 X 20
525 P07480525 LOWER SPINDLE PULLEY 580 PK70M KEY 8 X 8 X 12
526 P07480526 UPPER SPINDLE PULLEY 582 P07480582 BEARING HOUSING
527 PR56M EXT RETAINING RING 45MM 583 P07480583 CLUTCH GEAR SHAFT
528 P6012ZZ BALL BEARING 6012ZZ 584 P07480584 SPEED RANGE POSITIONING PLATE
529 P07480529 SLIDING SLEEVE, ALUMINUM 585 PCAP33M CAP SCREW M5-.8 X 12
530 P07480530 DRAWBAR SPACER 22 X 13 X 8 587 P07480587 PIVOT ARM
531 PRP42M ROLL PIN 3 X 20 588 PRP07M ROLL PIN 6 X 20
533 P07480533 SLEEVE 589 P07480589 ROUND PLASTIC KNOB 1/4"-20
534 P07480534 PLATE ADJUSTING ROD 590 P07480590 SPRING STUD 1/4"-20 X 3/4"
535 P07480535 DRAWBAR 7/16"-20 X 23-1/2" 591 P07480591 COMPRESSION SPRING
536 P07480536 CHAIN PIN 592 P07480592 SPEED RANGE POSITIONING PIN
537 PRP76M ROLL PIN 4 X 16 593 P07480593 HANDWHEEL HANDLE
538 P07480538 SPEED CHANGE PLATE 594 P07480594 SPEED HANDWHEEL INFO PLATE
539 PR43M EXT RETAINING RING 50MM 595 P07480595 HANDWHEEL
540 PS50 PHLP HD SCR 5-40 X 1/4 596 PSS02M SET SCREW M6-1 X 6
541 P07480541 BRAKE EXTENSION SPRING 597 P07480597 BRASS SLEEVE
543 PB09M HEX BOLT M8-1.25 X 20 598 P07480598 SPEED CHANGE SHAFT
545 PEC04M E-CLIP 13MM 599 PRP61M ROLL PIN 3 X 12
546 P07480546 BRAKE PIVOT ARM 2-PC SET 600 P07480600 WORM
547 P07480547 BRAKE PIVOT ROD 601 PRP115M ROLL PIN 5 X 8
548 PCAP85M CAP SCREW M6-1 X 6 602 P07480602 CHAIN SHAFT
549 P07480549 TAPERED KNOB 3/8-16 604 P07480604 CHAIN
550 P07480550 BRAKE LEVER 605 P07480605 CHAIN MASTER LINK
551 PN08 HEX NUT 3/8-16 606 P07480606 MASTER LINK PIN
552 PCAP06M CAP SCREW M6-1 X 25 607 P07480607 WORM GEAR
-68-
Model G0747/G0748 (Mfg. Since 8/12)
Page 71

G0748 Headstock Parts List
REF PART # DESCRIPTION REF PART # DESCRIPTION
609 P07480609 HEADSTOCK FRONT COVER, ALUMINUM 614 P07480614 SPEED CHANGE INDICATOR PLATE
610 PCAP07M CAP SCREW M6-1 X 30 615 PCAP26M CAP SCREW M6-1 X 12
611 PCAP01M CAP SCREW M6-1 X 16 616 PN40 ACORN NUT 5/16-18
612 P07480612 BRASS SLEEVE 617 P07480617 BRAKE PIVOT ARM
613 P07480613 SPEED CHANGE DIAL
Model G0747/G0748 (Mfg. Since 8/12)
-69-
Page 72

706
705
One-Shot Oiler
709
703
706
703
709
702
704
702
701
REF PART # DESCRIPTION REF PART # DESCRIPTION
701 P07470701 OILER PUMP AND RESERVOIR 706 P07470706 ELBOW OIL DISTRIBUTOR CPS3
702 P07470702 ALUMINUM PIPE 4MM 707 P07470707 FLEXIBLE STEEL TUBE
703 P07470703 ELBOW OIL DISTRIBUTOR CPS4 708 P07470708 A-TYPE OIL DISTRIBUTOR A8
704 PCAP02M CAP SCREW M6-1 X 20 709 P07470709 ELBOW OIL DISTRIBUTOR CPS5
705 P07470705 A-TYPE OIL DISTRIBUTOR A4
704
707
702
704
708
706
-70 -
Model G0747/G0748 (Mfg. Since 8/12)
Page 73

Accessories
805
802
803
801
804
REF PART # DESCRIPTION REF PART # DESCRIPTION
801 P07470801 BOTTLE FOR OIL 804 PSDP2 PHILLIPS SCREWDRIVER #2
802 PWR1719C WRENCH 17 X 19MM CLOSED ENDS 805 P07470805 TOOLBOX
803 PSDF2 STANDARD SCREWDRIVER #2
Model G0747/G0748 (Mfg. Since 8/12)
-71-
Page 74

G0747 Machine Labels & Cosmetics
902
901
903
910
911
909
908
912
907
904
904
913
906
905
REF PART # DESCRIPTION REF PART # DESCRIPTION
901 P07470901 MODEL NUMBER LABEL 908 PLABEL-52C 220V DISCONNECT LABEL
902 P07470902 220V 3-PHASE ELECTRICITY LABEL 909 PLABEL-55C ENTANGLEMENT LABEL
903 G8588 SMALL GRIZZLY NAMEPLATE 910 PLABEL-12D READ MANUAL LABEL
904 PLABEL-14A ELECTRICITY LABEL 911 P07470911 QUILL FEED LABEL
905 P07470905 MACHINE ID LABEL 912 P07470912 SPEED RANGE LABEL
906 PPAINT-1 GRIZZLY GREEN TOUCH-UP PAINT 913 P07470913 SPINDLE SPEED LABEL
907 P07470907 GOGGLES/FACE SHIELD LABEL
Safety labels help reduce the risk of serious injury caused by machine hazards. If any label comes
off or becomes unreadable, the owner of this machine MUST replace it in the original location
before resuming operations. For replacements, contact (800) 523-4777 or www.grizzly.com.
-72-
Model G0747/G0748 (Mfg. Since 8/12)
Page 75

G0748 Machine Labels & Cosmetics
901
903
904
912
911
910
909
908
905
907
904
REF PART # DESCRIPTION REF PART # DESCRIPTION
901 P07480901 MODEL NUMBER LABEL 908 PLABEL-52C 220V DISCONNECT LABEL
903 H4609 SMALL OBLONG GRIZZLY NAMEPLATE 909 PLABEL-55C ENTANGLEMENT LABEL
904 PLABEL-14A ELECTRICITY LABEL 910 PLABEL-12D READ MANUAL LABEL
905 P07480905 MACHINE ID LABEL 911 P07470911 QUILL FEED LABEL
906 PPAINT-1 GRIZZLY GREEN TOUCH-UP PAINT 912 P07470912 SPEED RANGE LABEL
907 P07471007 GOGGLES/FACE SHIELD LABEL
906
Model G0747/G0748 (Mfg. Since 8/12)
-73 -
Page 76

-74 -
Model G0747/G0748 (Mfg. Since 8/12)
Page 77

WARRANTY CARD
Name _____________________________________________________________________________
Street _____________________________________________________________________________
City _______________________ State _________________________ Zip _____________________
Phone # ____________________ Email _________________________________________________
Model # ____________________ Order # _______________________ Serial # __________________
The following information is given on a voluntary basis. It will be used for marketing purposes to help us develop
better products and services. Of course, all information is strictly confidential.
1. How did you learn about us?
____ Advertisement ____ Friend ____ Catalog
____ Card Deck ____ Website ____ Other:
2. Which of the following magazines do you subscribe to?
____ Cabinetmaker & FDM
____ Family Handyman
____ Hand Loader
____ Handy
____ Home Shop Machinist
____ Journal of Light Cont.
____ Live Steam
____ Model Airplane News
____ Old House Journal
____ Popular Mechanics
3. What is your annual household income?
____ $20,000-$29,000 ____ $30,000-$39,000 ____ $40,000-$49,000
____ $50,000-$59,000 ____ $60,000-$69,000 ____ $70,000+
CUT ALONG DOTTED LINE
4. What is your age group?
____ 20-29 ____ 30-39 ____ 40-49
____ 50-59 ____ 60-69 ____ 70+
5. How long have you been a woodworker/metalworker?
____ 0-2 Years ____ 2-8 Years ____ 8-20 Years ____20+ Years
6. How many of your machines or tools are Grizzly?
____ 0-2 ____ 3-5 ____ 6-9 ____10+
____ Popular Science
____ Popular Woodworking
____ Precision Shooter
____ Projects in Metal
____ RC Modeler
____ Rie
____ Shop Notes
____ Shotgun News
____ Today’s Homeowner
____ Wood
____ Wooden Boat
____ Woodshop News
____ Woodsmith
____ Woodwork
____ Woodworker West
____ Woodworker’s Journal
____ Other:
7. Do you think your machine represents a good value? _____ Yes _____No
8. Would you recommend Grizzly Industrial to a friend? _____ Yes _____No
9. Would you allow us to use your name as a reference for Grizzly customers in your area?
Note: We never use names more than 3 times. _____ Yes _____No
10. Comments: _____________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
Page 78

FOLD ALONG DOTTED LINE
FOLD ALONG DOTTED LINE
Place
Stamp
Here
GRIZZLY INDUSTRIAL, INC.
P.O. BOX 2069
BELLINGHAM, WA 98227-2069
Send a Grizzly Catalog to a friend:
Name_______________________________
Street_______________________________
City______________State______Zip______
TAPE ALONG EDGES--PLEASE DO NOT STAPLE
Page 79

WARRANTY & RETURNS
Grizzly Industrial, Inc. warrants every product it sells for a period of 1 year to the original purchaser from
the date of purchase. This warranty does not apply to defects due directly or indirectly to misuse, abuse,
negligence, accidents, repairs or alterations or lack of maintenance. This is Grizzly’s sole written warranty
and any and all warranties that may be implied by law, including any merchantability or fitness, for any particular purpose, are hereby limited to the duration of this written warranty. We do not warrant or represent
that the merchandise complies with the provisions of any law or acts unless the manufacturer so warrants.
In no event shall Grizzly’s liability under this warranty exceed the purchase price paid for the product and
any legal actions brought against Grizzly shall be tried in the State of Washington, County of Whatcom.
We shall in no event be liable for death, injuries to persons or property or for incidental, contingent, special,
or consequential damages arising from the use of our products.
To take advantage of this warranty, contact us by mail or phone and give us all the details. We will then issue
you a “Return Number,’’ which must be clearly posted on the outside as well as the inside of the carton. We
will not accept any item back without this number. Proof of purchase must accompany the merchandise.
The manufacturers reserve the right to change specifications at any time because they constantly strive to
achieve better quality equipment. We make every effort to ensure that our products meet high quality and
durability standards and we hope you never need to use this warranty.
Please feel free to write or call us if you have any questions about the machine or the manual.
Thank you again for your business and continued support. We hope to serve you again soon.
Page 80

 Loading...
Loading...