

Page 1
September
2005
Page 2

®
Table of Contents
SECTION PAGE NUMBER
Introduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1: Types of Commercial Kitchen Ventilation Hoods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2: Determining Exhaust Rate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3: Supply and Make-Up Air . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
4: Room Balance and Airflow Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5: Grease Extraction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6: Fire Suppression Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
7: Energy Management Systems (Variable Volume Driven) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
8: Unit Selection
Exhaust Fan Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Make-Up Air Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
9: Ductwork and Pressure Losses. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
10: Utility Distribution Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
11: Design Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
12: Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Glossary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
13: Quick Reference Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49-52
Greenheck Method. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Free Foot Area Consideration and Hood Factors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
References, Codes, and Informational Sources . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Commercial Kitchen Ventilation Web sites. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Our Warranty. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
2
Page 3
®
INTRODUCTION
A kitchen hood is not just a box. Every commercial kitchen requires ventilation, and in the past, the importance
of a proper ventilating system has been overlooked. Today, designers, installers, and operators are recognizing
the value in well-designed commercial kitchen ventilation (CKV) systems. Emphasizing “system” because it is
not just a box, it is an engineered system of exhaust hoods, ventilators, make-up air ventilators, grease removal
apparatuses and more. Taking time to properly design a CKV system will increase the health and safety of the
kitchen operators and increase the efficiency and energy savings for the owner.
This guide discusses many of the factors that must be analyzed when designing an efficient kitchen ventilation
system. It offers a background in the basic theories of CKV design, product types with their application,
necessary calculations with examples, troubleshooting, and more. This guide will assist in the development of a
well-balanced and functional system.
Although this guide will aid in a successful design, it is important to keep in mind the variation in standards
and codes which have been adopted. Each county may have slightly different requirements for the designer
to meet. The local authority having jurisdiction (AHJ) should be consulted to ensure the final design meets the
requirements set forth. See the design and code reference section on pages 52 and 53 of the guide for a listing
of common codes. If you would like to discuss any of the topics to further detail please contact Greenheck.
1
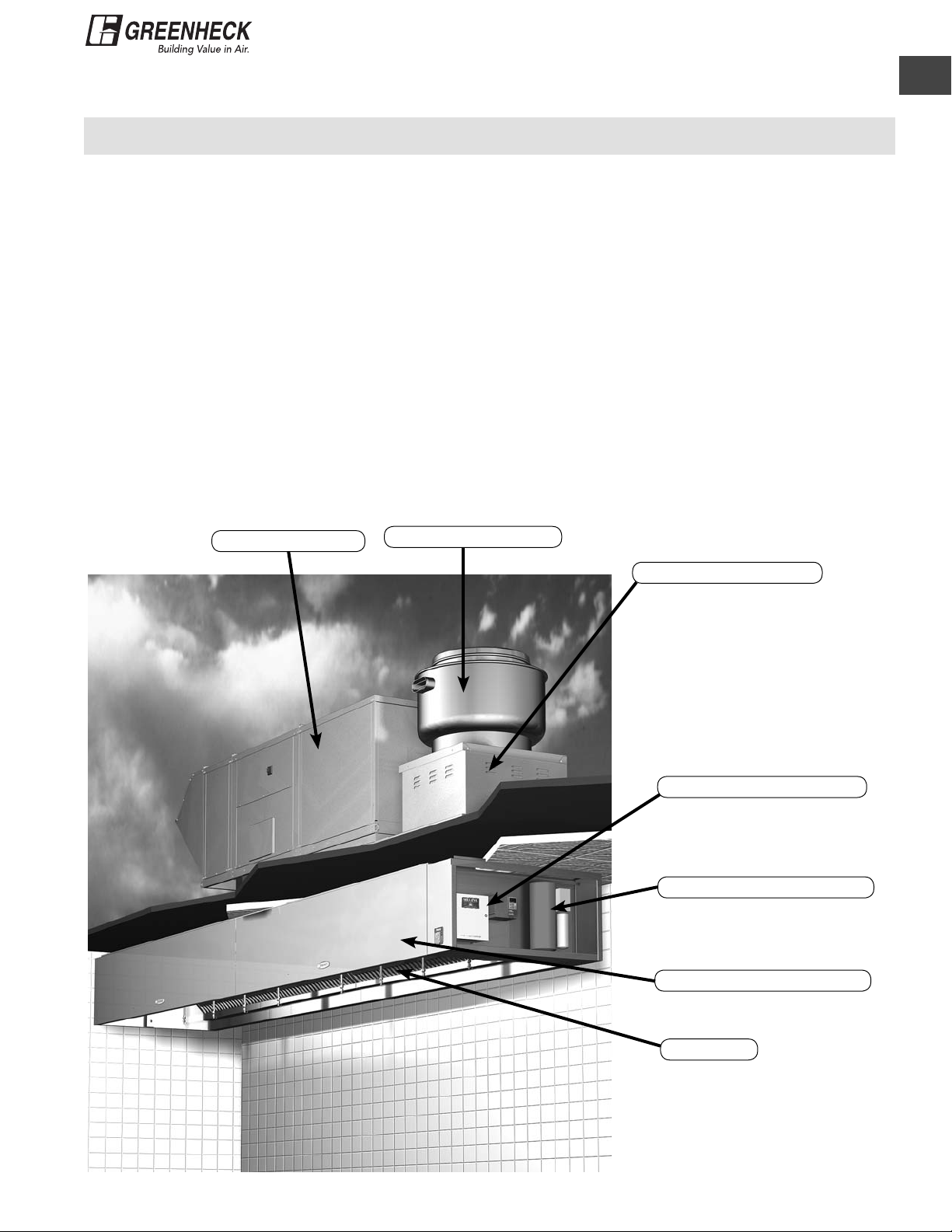
Make-Up Air Unit
Upblast Exhaust Fan
Vented Curb Extension
Variable Volume Controls
Fire Suppression Controls
Commercial Kitchen Hood
Filter Bank
3
Page 4
®
1
TYPES OF COMMERCIAL KITCHEN VENTILATION HOODS
Two Types of Hoods
Two different types of kitchen hoods are used in the commercial kitchen. These hoods are classified as a
TYPE I or TYPE II ventilation hood. TYPE I hoods are used over cooking equipment producing heat and grease
laden effluent. These hoods require a fully-welded ducting system. TYPE II hoods are used over non-grease
producing cooking equipment exhausting heat and condensation. Various categories of TYPE I and TYPE II
ventilation hoods exist for different applications and personal preferences.
TYPE I Canopy Hood
The canopy hood uses the updraft concept to capture and contain the contaminated
air generated by the cooking process. Heated air is less dense than
the surrounding air causing it to become buoyant. If no
cross drafts are present, the contaminated air will
rise up into the hood where it is captured and
contained until it can be exhausted through
the grease filters to the outside. Wall, single
island, and double island represent the three
configurations of canopy hoods. Although
each configuration is mounted from the ceiling
directly above the cooking equipment, each is
used for a different application.
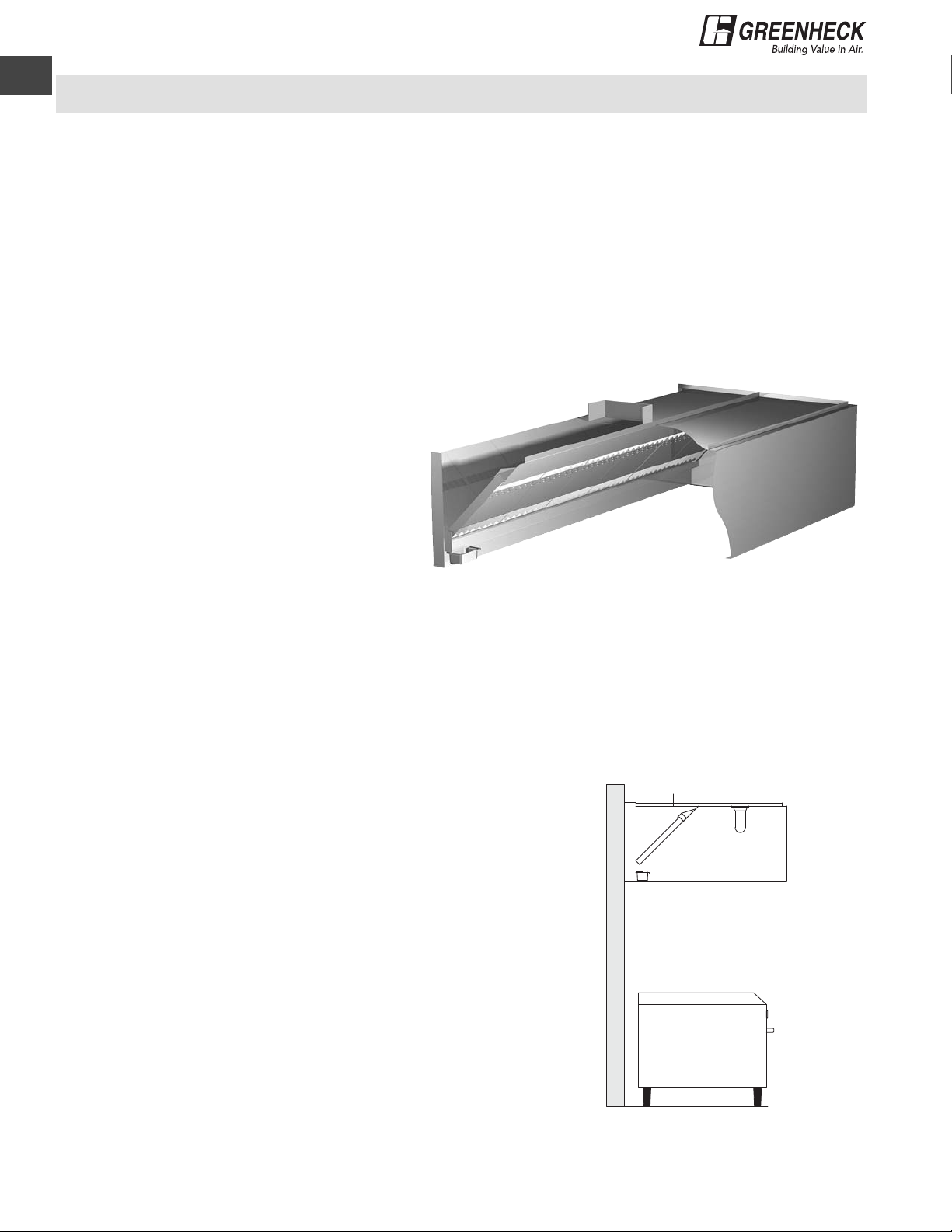
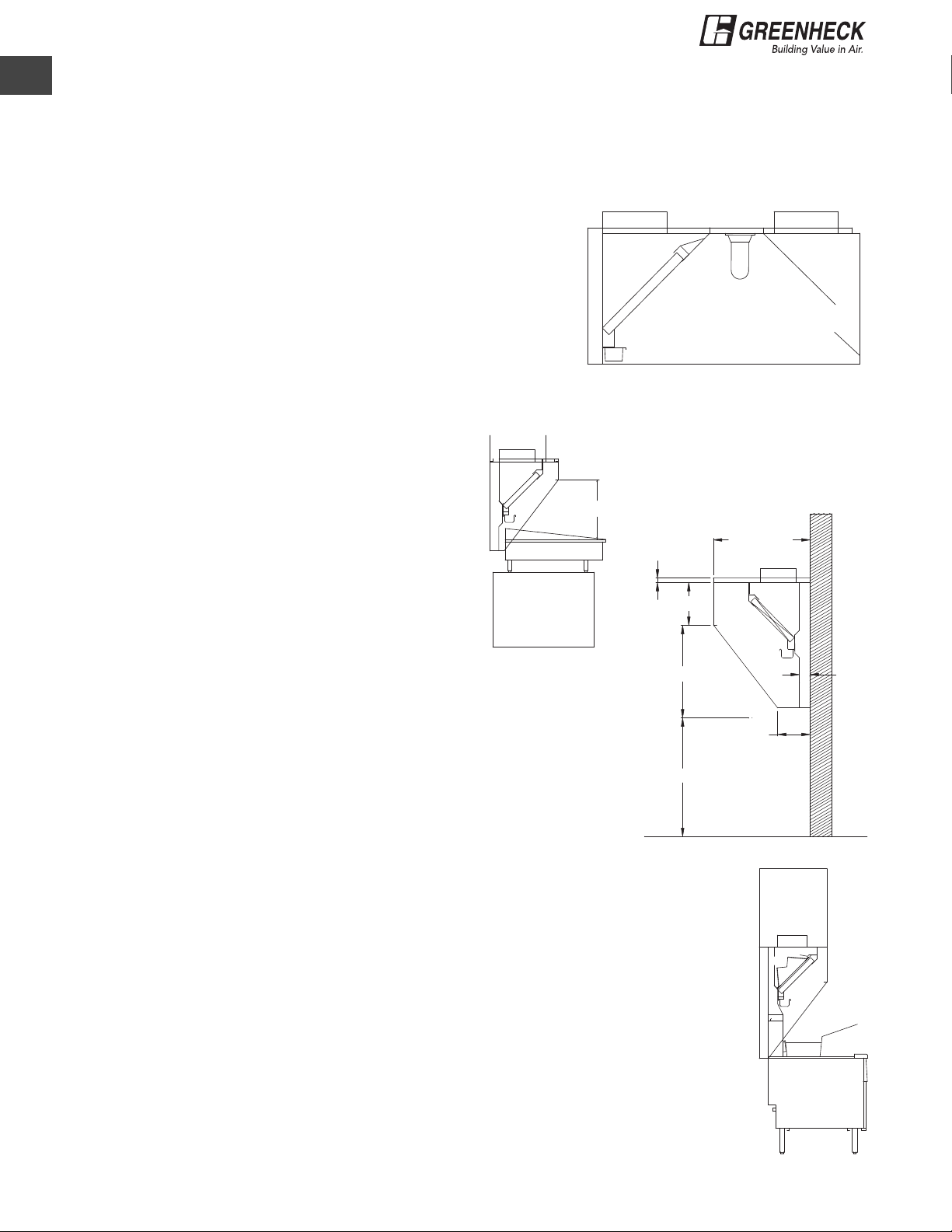
Wall Canopy Hoods
The wall canopy hood is used when the cooking equipment is placed against a wall. Hoods that are used
against a wall have a tendency to capture and contain the effluent using less airflow than in an island type
application. Make-up air from the kitchen enters the area below the hood replacing the air being exhausted.
The wall located on the backside of the hood will cause the make-up air to enter at the front and sides of the
hood creating a front-to-rear airflow pattern. The plume will rise from the appliance and will be attracted to
any surface parallel and near the cooking equipment, in this case, the wall. This phenomena is known as the
Coanda Effect. The plume is then directed into the hood, enhancing capture and containment. Cross drafts still
threaten spillage, but to a lesser degree than island style hoods.
National Fire Protection Association (NFPA 96) and International
Mechanical Code (IMC) should always be consulted when using a
wall canopy hood. Wall canopy hoods may or may not be mounted
directly against the wall depending on the type of wall. NFPA 96
defines three types of walls; non-combustible, limited combustible,
and combustible. Most commercial kitchen applications have
limited combustible walls which require a 3-inch air space between
the back of the hood and the wall. Most hood manufacturers
provide a 3-inch space with the hood enabling it to be placed
against the wall.
IMC requires a minimum hood overhang of 6 inches from
the cooking equipment on each end of the hood, and it is
recommended that there is a minimum overhang of 6-12 inches
beyond the widest cooking appliance for the front. Greater
overhangs will increase capture and containment.
Wall Canopy
4
Page 5
®
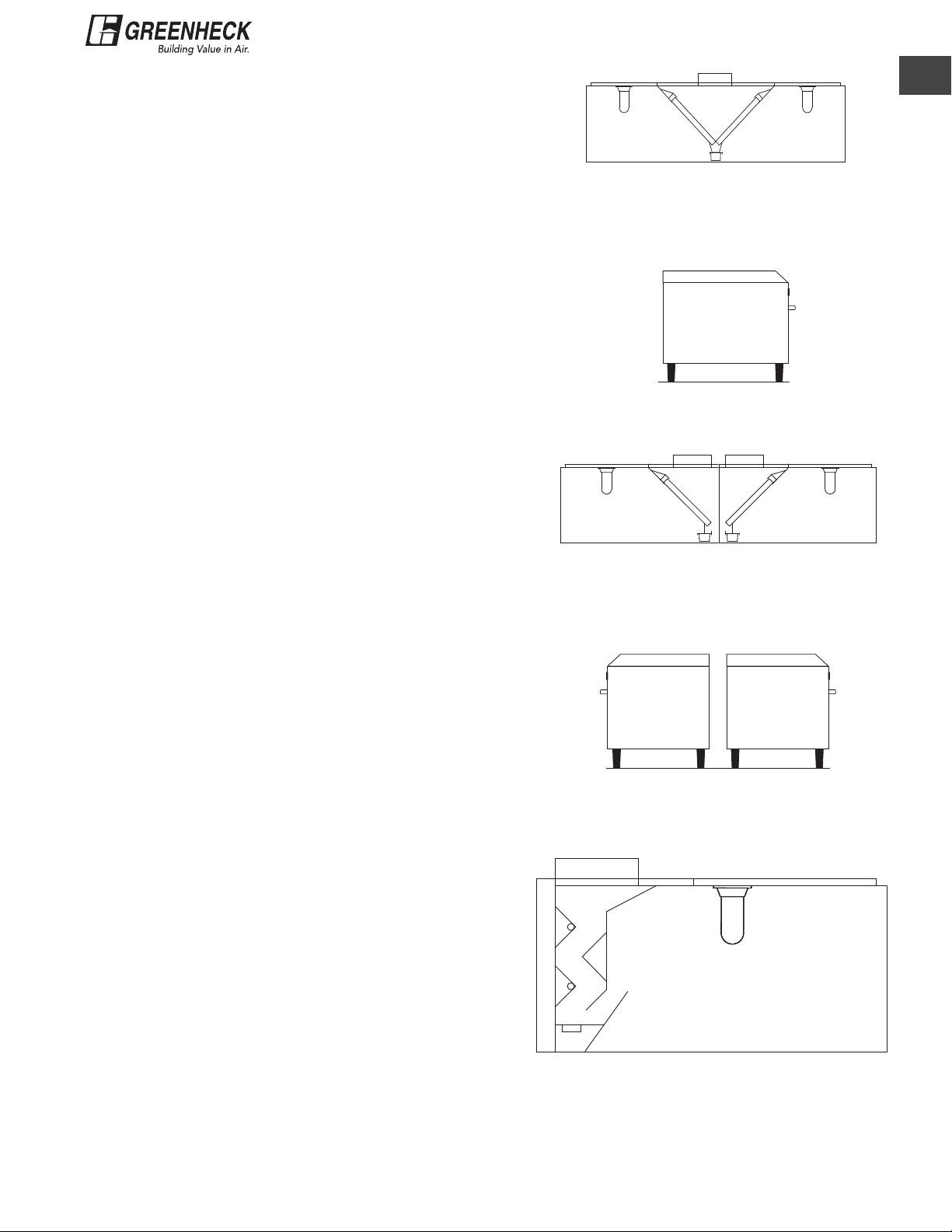
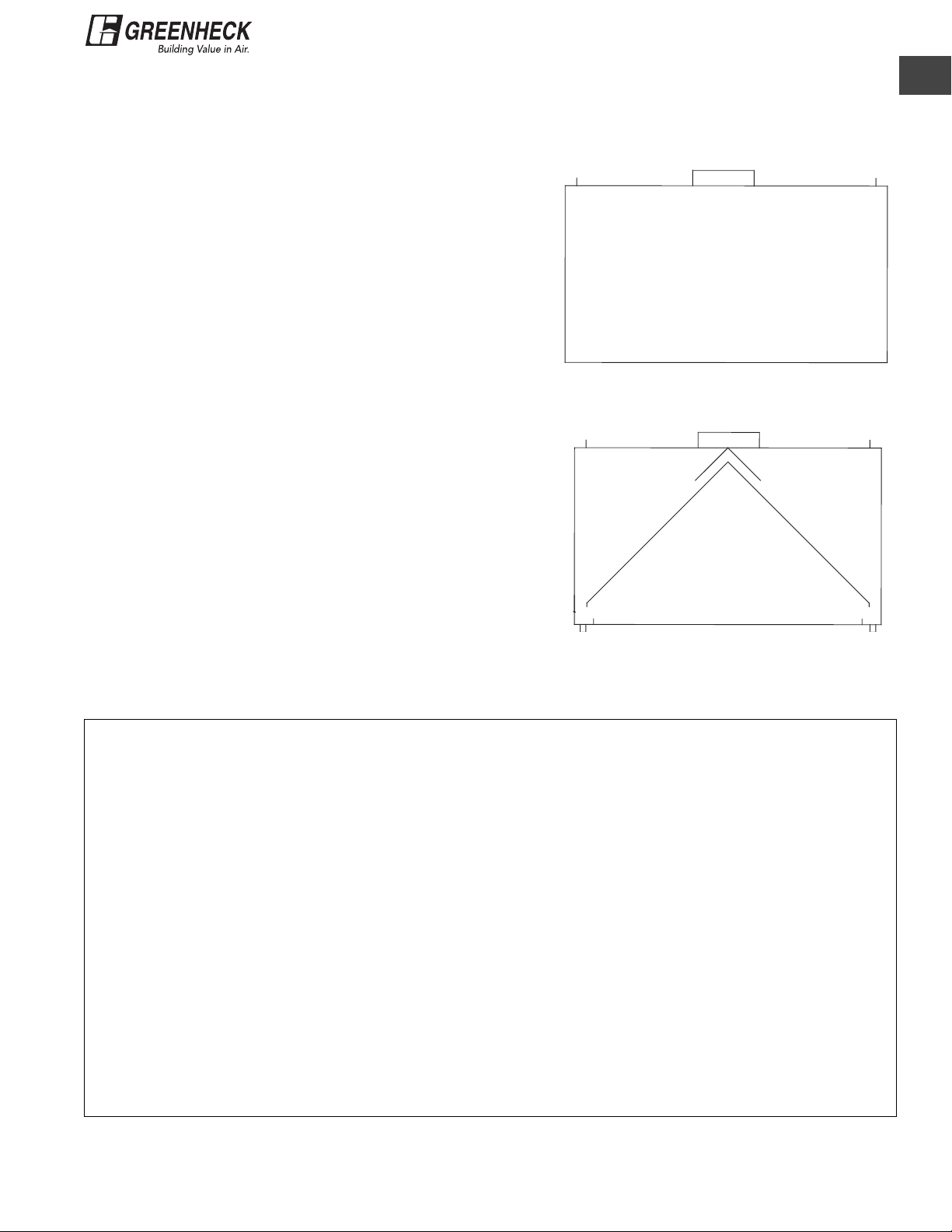
Single Island Hoods
A single island hood is used over one row of cooking
equipment placed where no walls exist. Single island
hoods can be seen from all directions, therefore, have
four finished sides. With four exposed sides, this type of
hood is more susceptible to cross drafts, spillage, and is
dependent only on the thermal updraft of heat from the
cooking equipment and how quickly the exhaust fan can
rid the hood of contaminated air. These hoods should be
sized larger and use more airflow than a wall canopy hood
with the same cooking battery. The single island hood must
overhang the cooking equipment by a minimum of 6 inches
on all four sides of the hood. However, it is recommended
that the overhang be extended to 12 inches on all sides
of the hood. Extending hood overhangs increases capture
volume which aids capture and containment. To eliminate
the front to back airflow on a single island, a V-bank of
filters improves capture and containment by directing the
contaminated air to the center of the hood.
A wall canopy can be installed as an island hood with
a finished back enhancing its aesthetic appearance.
However, it is not recommended because the front to
back airflow pattern of a wall canopy will cause capture
problems when being utilized as a single island canopy.
1
Single Island Canopy
Double Island Hoods
A double island hood is placed over two rows of cooking
equipment placed back to back. This configuration
is made up of two wall canopy hoods placed back to
back, thus creating four finished sides. This category of
hood performs similar to the wall canopy hood due to
two thermal plumes rising against each other, but is still
susceptible to cross drafts. A double island hood must
overhang the equipment by a minimum of 6 inches on all
four sides of the hood but would benefit from additional
overhang.
Water Wash Hoods
Available in a wall canopy or double island configuration,
water wash hoods are a cartridge type canopy hood,
meaning the grease filtration device is built into the
exhaust plenum. Water wash hoods utilize water spray
nozzles in the exhaust plenum to clean the grease
collected by the filtration system (see Figure 35 on page
24) after a certain period of operation. These wash cycles
can be programmed to run for a specified length of time
and can be set to run automatically at the end of the day.
Continuous water mist can be used to extinguish embers
on a solid fuel cooking operation. The hood is controlled
through a remote mounted control box including an
adjustable flow detergent pump, a wash cycle timer in
a solid state programmable controller, and a detergent
reservoir. These hoods have a high up-front cost and have
a higher operating cost than other types of hoods.
Double Island Canopy
Water Wash Hood - End View
5
Page 6
®
A
C
1
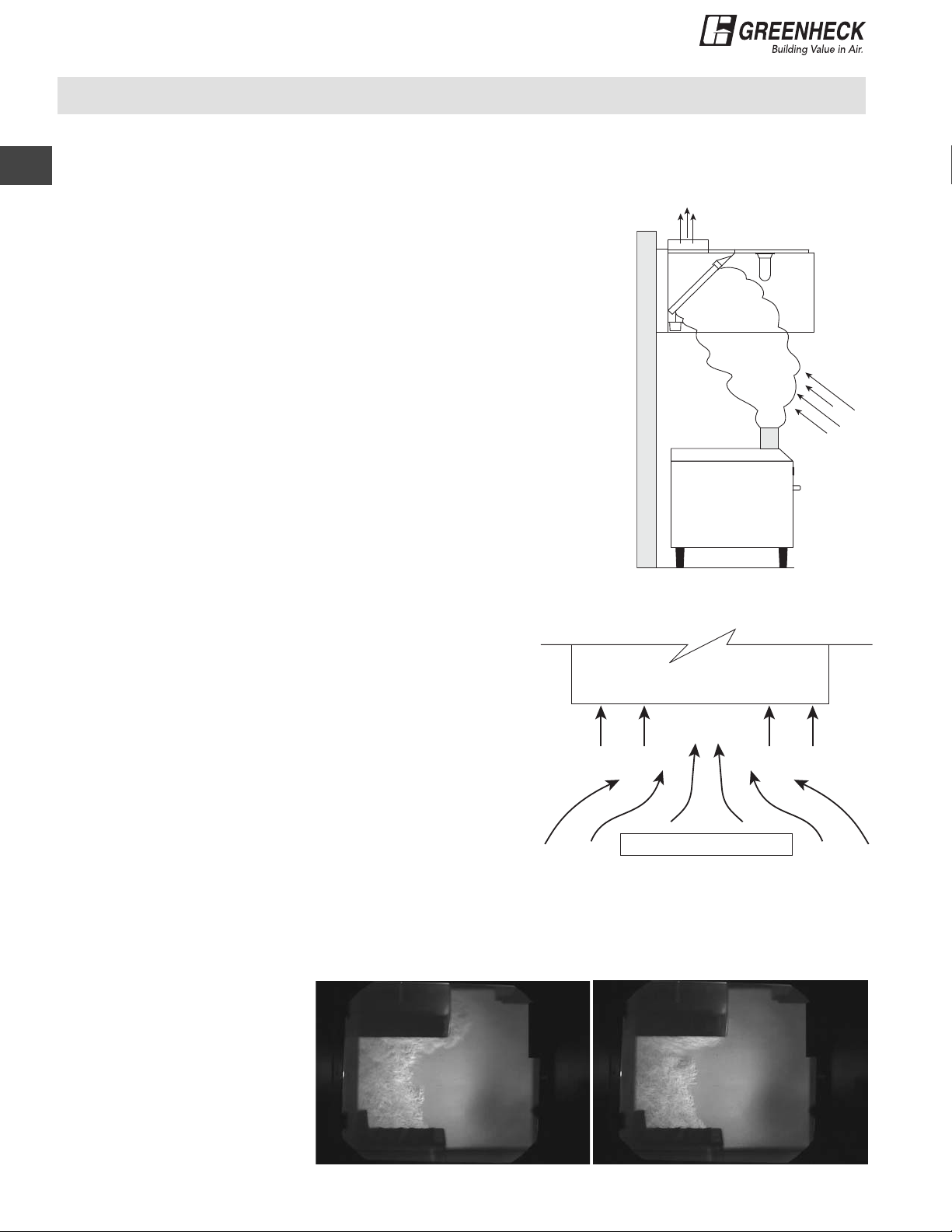
Short Circuit Hoods *Warning: NOT RECOMMENDED*
Short circuit canopy hoods were once thought of as an energy saving device. The theory, by introducing
untempered make-up air inside the hood reservoir it would reduce the amount of tempered air being exhausted
from the kitchen, minimizing heating and cooling loads. This was done to get around old codes which set a
minimum exhaust rate that was much higher than needed to achieve capture and containment. Make-up air
was short-circuited by as much as 80-90% of the exhaust rate resulting in spillage of the contaminated air.
*Schlieren Imaging (see Schlieren Imaging on page 8) confirms that
only 15% of the minimum capture and containment airflow can be
brought through the hood without causing spillage.
Short circuit hoods are ineffective because they do not discharge the
make-up air in the correct location. Think of the cooking equipment
as a generator of contaminated air. The purpose of make-up air is to
replace the air that is being generated at the cooking surface. Both
the hood and exhaust system are designed to capture and contain the
airflow generated by the cooking equipment. Short circuit hoods dump
make-up air into the capture and containment area, thus overfilling the
hood and releasing a mix of make-up and contaminated air into the
Short-Circuit Hood - End View
room causing greasy surfaces and increased heat loads. For these
reasons, short circuit hoods are not recommended.
*Data provided by Architectural Energy Corporation,
and Fisher-Nickel, Inc.
UL Vertical Distance
Above Cooking Surface
Proximity Hood
Hanging Height
Proximity Hoods (Backshelf)
Proximity hoods are TYPE I hoods that are shorter in
1.5 INCH OPTIONAL SHELF
height and depth than a typical canopy hood. The name
“Proximity” or “Backshelf” refers to the close location of
the hood with respect to the cooking equipment. Actual
6 OR 12 INCHES
distance from the cooking equipment varies between
manufacturers due to their UL listing; typically mounted
at 10-36 inches above the appliance. Cooking equipment
may extend past the face of the hood creating underhang, therefore cooking
17 TO 36 INCHES
equipment such as large skillets and ovens may not be used. See the
manufacturer’s UL listing. Even with underhang, these hoods are still able
to capture the contaminated air due to their close proximity. Large surges
3 INCH TO EQUAL TO
HOOD DEPTH
of contaminated air may escape from the hood, therefore proximity hoods
are best suited for light and medium duty cooking applications such as
griddles. The major benefit is reduced airflow required to obtain capture and
COOK SURFACE
containment compared to a canopy hood with the same cooking lineup. The
savings are realized through reduced heating and cooling loads.
Flue Bypass Proximity Hoods
Proximity hoods are mounted closer to the cooking equipment subjecting the grease filters to
abnormal heating loads from appliance flues. When gas-fired cooking equipment with flues
are used, flue bypass proximity hoods offer another advantage. Instead of allowing the heat
from the flues to pass-thru the face of the filters, the flues are ducted to discharge the hot air
directly to the back of the exhaust plenum, bypassing the grease filters. Normally, this heat
would hit the filters, causing them to radiate heat onto the cooking personnel. Radiant heat
loads are greatly reduced with the absence of the hot flue gases and grease is less likely to
bake to the filter face which enables the filters to be cleaned more easily. Airflow requirements
are lowered because the hood does not have to capture the excess heat, only the heat and
grease from the cooking surface must be contained.
The flues on the equipment must be sized correctly to the bypass chamber to ensure grease
is not pulled into the flue. Dampers control the amount of hot flue gases that exit through
the exhaust plenum. This airflow is critical to cooking equipment performance, therefore,
the dampers must be set according to the cooking equipment beneath the particular hood.
Greenheck should be consulted prior to ordering flue bypass proximity hoods to ensure a
proper hood-to-equipment fit. Flue bypass is recommended for fryers and griddles.
23 TO 36 INCHES
Flue Bypass
3 INCH
OPTION
CLEARAN
6
Page 7
®
TYPE II Hoods
TYPE II hoods are commonly referred to as oven or condensate hoods. In essence, these are stripped down
exhaust only canopy hoods. The purpose of the TYPE II hood is to remove heat, moisture, and odor-ridden air
from non-grease producing appliances. The hoods do not contain grease filter banks but rather a duct collar
to exhaust the contaminated air. A TYPE II hood duct does not
need to be fully-welded, instead it can be a standard galvanized
duct because there is no grease loading. Flex-duct is not
allowed for TYPE II hoods.
Oven Hood
The oven hood is an exhaust only canopy hood with an exhaust
duct collar for the removal of heat and vapor. These hoods are
the simplest of all hoods and are usually placed over ovens or
small appliances only producing heat and odor. For complete
capture and containment, overhangs should be measured with
the oven door open.
Condensate Hood
The condensate hood is an exhaust only canopy hood with
U-shaped gutters to capture and direct condensate to a drain.
It also has an exhaust duct collar for heat, moisture, and
odor-ridden air to exit. Many manufacturers have options for
condensate baffles in the hood to help condense the moisture
laden air, one or two baffle configurations are typical, depending
on the moisture content of the contaminated airstream.
Condensate hoods are usually found mounted over dishwashers.
For complete capture and containment of large plumes of heat
and steam, 18-36 inches of overhang are recommended.
Oven Hood - End View
Condensate Hood - End View
1
HOOD CERTIFICATION
Most jurisdictions require TYPE I exhaust hoods to bear the Underwriters Laboratory (UL) label. UL 710 is
the test criteria in which UL listed exhaust hoods are tested. Tests include temperature, cooking, flare-up,
fan failure, fire, and burnout testing. In order to complete the analysis, these hoods have to be operating at a
minimum exhaust airflow rate to obtain capture and containment determined under laboratory conditions.
This is where the misconception of the UL listing becomes apparent. The minimum airflow that UL uses to
test hoods is obtained by first adjusting airflow to the manufacturer’s recommendation, then fine tuning it to
ensure complete capture and containment of the effluent generated by cooking hamburgers. This airflow is
then assumed to be the minimum capture and containment value for the UL testing of a particular hood in
a controlled laboratory environment. This airflow is then considered safe for the flare-up and burn tests that
follow. The temperature of the hood shall remain in a range that does not compromise the structural integrity
of the hood at the listed airflow. The airflow does not guarantee capture and containment.
UL minimum airflow ratings in the hoods exist only as a safety rating. It does not guarantee capture and
containment and therefore, should rarely be used as design criteria. It is important to realize that UL
established airflow rates are determined and utilized under laboratory conditions. More exhaust and/or
lesser supply rates may be required in real environments. There are situations where extremely light cooking
applications exist where the exhaust rate may be at or near the UL listings, but only in these light, low
volume, and light cooking battery situations.
7
Page 8
®
DETERMINING EXHAUST RATE
Having the proper exhaust rate is one of the most crucial calculations in a kitchen ventilation system. Not only
will it allow the system to capture as it is designed, but can save money each year through energy savings as
well as initial start-up costs. Throughout the industry there are two common methods to determine exhaust
2
airflow, which will be discussed in this section. It is important to establish how contaminated air is generated
and how it behaves.
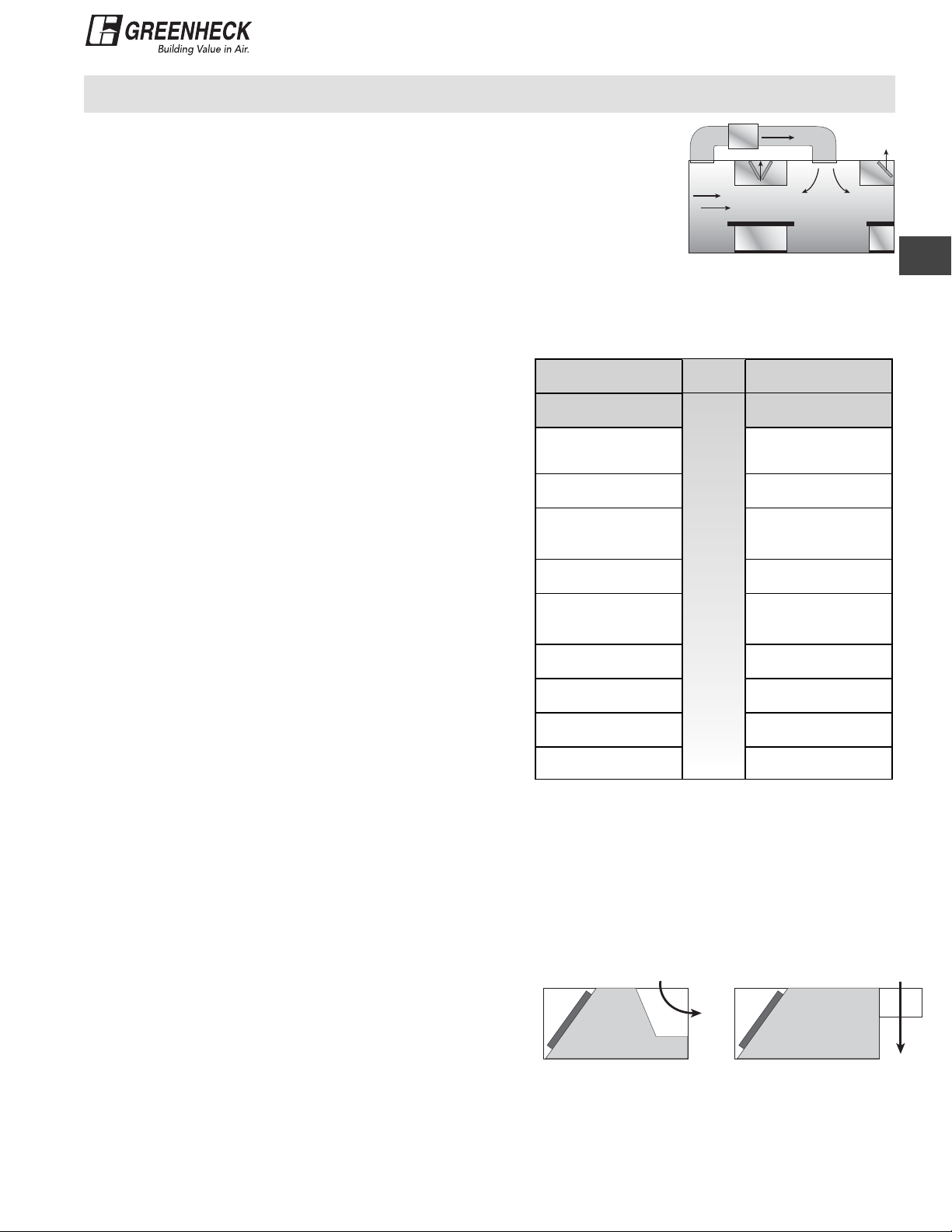
Cold vs. Hot
Concepts used to determine airflow rates in the past were developed through
testing on non-operating (cold) equipment. As shown in Figure 1, smoke
bombs were commonly placed at the front edge of the cooking equipment.
The exhaust rate would then be increased until all the smoke was captured,
thus determining a minimum capture velocity. Additionally, it increases the
amount of make-up air needed to balance the room which decreased overall
system efficiency.
Fortunately, the majority of tests are required to be completed over operating
(hot) equipment. Greenheck’s approach utilizes the thermal updraft produced
through the transfer of heat from the surface to air. The updrafts help to
transfer the contaminated air (heat, grease vapor, smoke, steam, and gas
combustion) to the kitchen hood as seen in Figure 2. Implementing this
approach can significantly reduce the airflow required to obtain capture and
containment. By realizing that hot air rises, a more efficient and less costly
system can be achieved.
Smoke
Cold
Cooking
Equipment
The Cooking Equipment
When using the “Greenheck Method” the cooking equipment can
be thought of as a generator of contaminated air. The quantity
of such air generated by each appliance is ultimately dependent
upon the temperature and size of the physical cooking surface.
Gas flues on gas equipment are also considered generators.
Heat from appliance surfaces cause a change in the density of
surrounding air creating a thermal updraft. While hot air rises, it is
replaced by air in the immediate vicinity as shown in Figure 2. The
replacement air assists in establishing minimal capture velocity at
the cooking surface and contains the contaminated air generated
by the cooking equipment. There are many factors that can alter
the direction and velocity of this air which are discussed in the
design consideration (pages 42-45) section of this guide.
Hood
Updraft
Heated Surface
Figure 1
Figure 2
Schlieren Imaging
Schlieren Imaging is a powerful tool now being used for research in the commercial kitchen ventilation industry.
Schlieren Imaging enables people to see the heat given off by appliances and watch its flow pattern in the
hood. It is an excellent way to test for capture and containment due to the ability to zoom in closely along
edges of the hood and observe any escaping effluent. Schlieren images are made visible by taking advantage
of the different air densities
yielding a high contrast
optical image.
Figure 3A & 3B are an example of
the heat load seen in a common
kitchen application. Both hoods
use the same exhaust rate,
however, the hood in Figure 3A is
spilling heat into the space.
Figure 3BFigure 3A
8
Page 9
®
Previously undetectable to the eye, it is apparent that the heat gain to the space can be quite significant. Figure
3B demonstrates Greenheck’s PEL lip technology, which is a 1.5 inch return lip along the bottom edge of the
hood. This lip directs airflow back into the hood allowing cfm requirements to be reduced without spillage. A
properly designed system should look like the image on the right.
Utilizing Exhaust Flow Definitions
Using any of the concepts, every piece of cooking equipment can be placed into a category which assigns
a value to the actual updraft velocity or airflow volume per foot. These values can be used for CFM hood
calculations. Figure 4 categorizes common kitchen appliances and provides the updraft velocity factors and
International Mechanical Codes airflow volume per linear foot necessary to complete the calculations.
Recognize that the extra-heavy category contains nearly all solid fuel cooking appliances. Solid fuel is the most
volatile and uncontrollable fuel source in a commercial cooking operation. There is no on/off switch like most
appliances, but rather one can add fuel or let the fuel burn out. Thus, the load is extremely variable and may
exceed projected exhaust requirements. In these situations it is important to have additional airflow up front and
size exhaust and supply fans so their airflow can be increased if needed. Lastly, look into standards and code
requirements such as: Local Codes, State Codes, NFPA 96, IMC, or any other required agencies in the area to
ensure proper installation.
LIGHT MEDIUM HEAVY EXTRA-HEAVY
2
Equipment
(Greenheck’s Appliance
Classification)
Greenheck Method
(updraft velocity in feet
per minute)
International Mechanical
Code
2003 Edition
(cfm per linear foot)
Gas & Electric Ovens
Gas & Electric Steamers
Gas & Electric Ranges
Food Warmers
Pasta Cookers
Pizza Ovens
Non-Cooking Appliance
Smoker
Rotisserie
50 85 150 185
200 300 400 550
Combi-Ovens
Gas & Electric Fryers
Griddles
Tilting Skillets
Tilting Braising Pans
Grill
Hibachi Grill
Salamander
Upright Broiler
Electric Char-Broiler
Gas Char-Broiler
Mesquite
Infrared Broiler
Lava Rock Char-Broiler
Wok
Chain Broiler
Figure 4
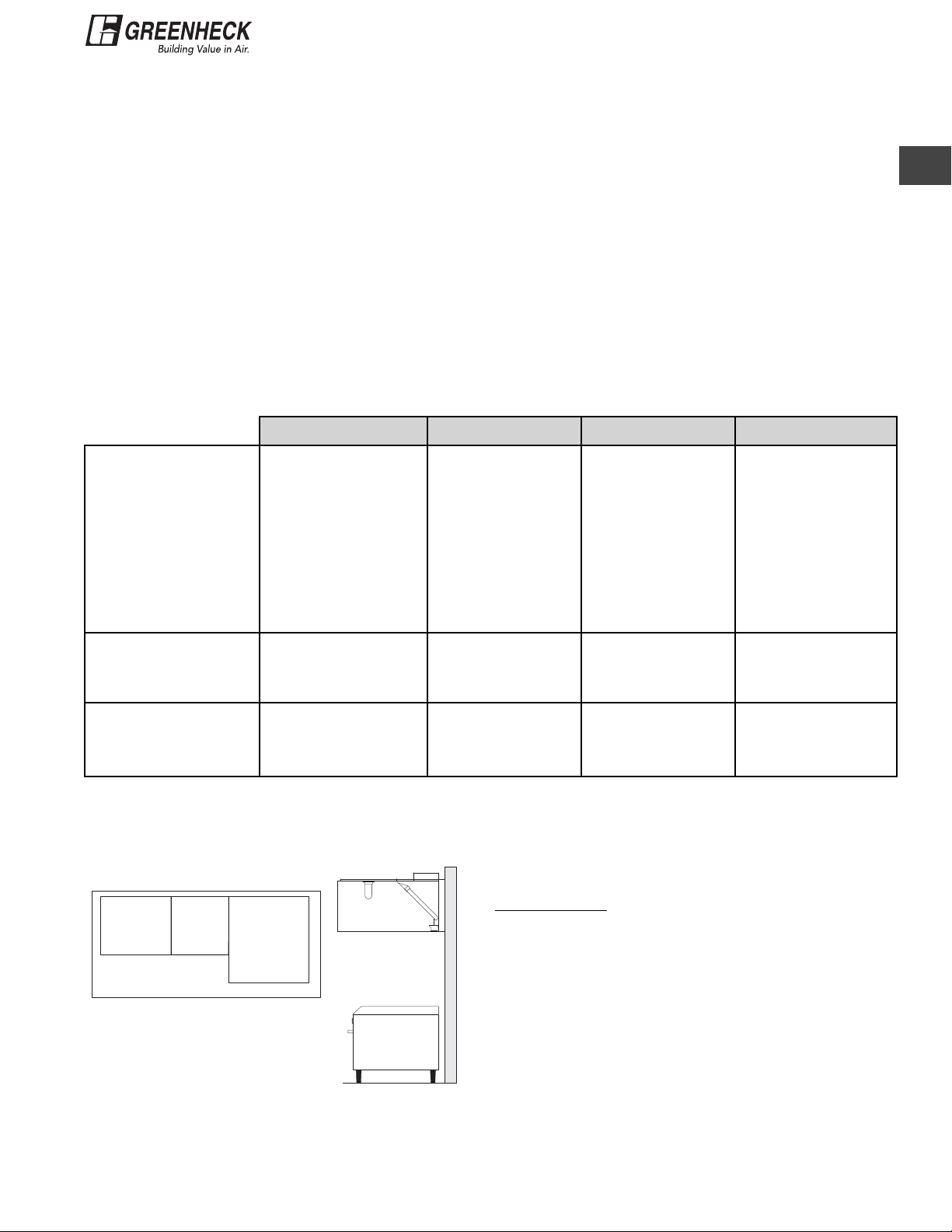
A typical cooking battery has been created and will be used to illustrate the IMC code method, Greenheck
Method, Free Foot Consideration, and Greenheck’s Airflow Volume per linear foot method. Figure 5 illustrates
the typical cooking battery.
ASSUMPTIONS
Fryers
36 in. x 30 in.
Griddle
24 in. x 30 in.
Oven
36 in. x 36 in.
• 3 inch spacing behind hood
• Typical 6 inch overhang required on sides and front
• Hood Dimensions: 9 ft. 0 in. long x 4 ft. 0 in. wide
• Greenheck Method uses actual containment area of
45 in. because of 3 in. integral air space
IMC EXAMPLE
Figure 5
IMC requires that when calculating the exhaust rate for a combination of appliances, the highest exhaust rate
be applied over the entire length of the hood. Therefore, in the case of the hood above, IMC requires 300 cfm/
ft. for the 9 feet of hood yielding a total of 2700 cfm. Furthermore, it is recommended by IMC and NFPA that any
hood over a solid fuel cooking battery shall have a separate hood, duct, and exhaust system.
9
Page 10
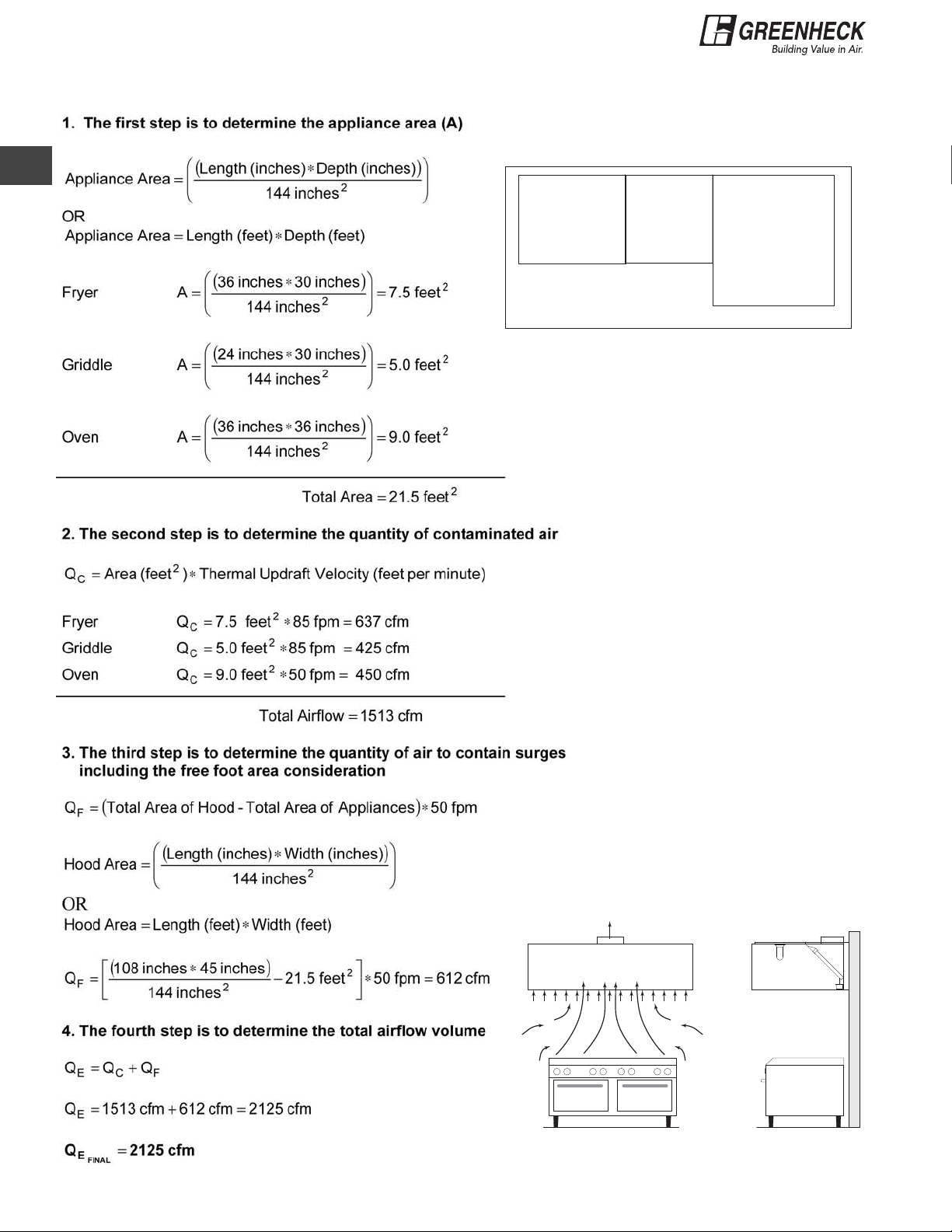
Greenheck Method
2
®
Fryers
36 in. x 30 in.
Griddle
24 in. x 30 in.
Oven
36 in. x 36 in.
QC - Quantity of contaminated air
generated by the cooking equipment.
Using Figure 4, identify the appropriate
updraft velocity and multiply it by the
area of the appliance.
10
QF - Quantity of air required to contain
surges and drafts. Use the minimum
updraft velocity of 50 fpm and multiply
it by the difference in area between
the hood containment area and the
appliance area.
Q
E
Q
F
Q
C
Page 11
®
Greenheck airflow volume per linear foot (cfm/linear foot) method
The commercial kitchen ventilation industry uses several different ways to calculate the exhaust airflow required
to obtain capture and containment. A vast majority of companies, standards, and codes use airflow in
cfm/lineal foot. To help do a comparison, Greenheck suggests the following cfm/lineal foot values shown in
Figure 6 below. The example calculation below uses the typical cooking battery from the Greenheck Method
example on the previous page. Like the Greenheck Method, the linear foot method is appliance specific. Use
the appropriate airflow volume rate across the length of each appliance. Use the light duty airflow for end
overhangs and the sum of the individual rates is the total airflow. Lastly, note that hood factors should be
applied after obtaining an exhaust value using cfm/lineal foot.
HOOD TYPE LIGHT MEDIUM HEAVY EXTRA - HEAVY
Wall Canopy 200 250 350 450
Backshelf 150 200 300 N/A
Note: 1. Double Island hoods are considered two wall canopy hoods
2. Single Island hoods need to be multiplied by the hood factor after using the wall mounted canopy value
Figure 6
EXAMPLE CALCULATION
2
Limits and Assumptions
Airflow (cfm) = Length (feet) ∗ Airflow Volume
cfm
linear foot
(for cfm per lineal foot calculations)
1. Used for hoods 54 in. or less in width
Left Overhang Airflow = 0.5 feet ∗ 200 = 100 cfm
cfm
linear foot
2. Cannot be used for pizza ovens
3. Cannot be used for cook chill
4. 6 ft. 6 in. hanging height
5. Vertical updrafts
6. Proper room ventilation
7. Proper overhangs
Fryer Airflow = 3 feet ∗ 250 = 750 cfm
Griddle Airflow = 2 feet ∗ 250 = 500 cfm
Oven Airflow = 3 feet ∗ 200 = 600 cfm
Right Overhang Airflow = 0.5 feet ∗ 200 = 100 cfm
cfm
linear foot
cfm
linear foot
cfm
linear foot
cfm
linear foot
Total Airflow = 2050 cfm
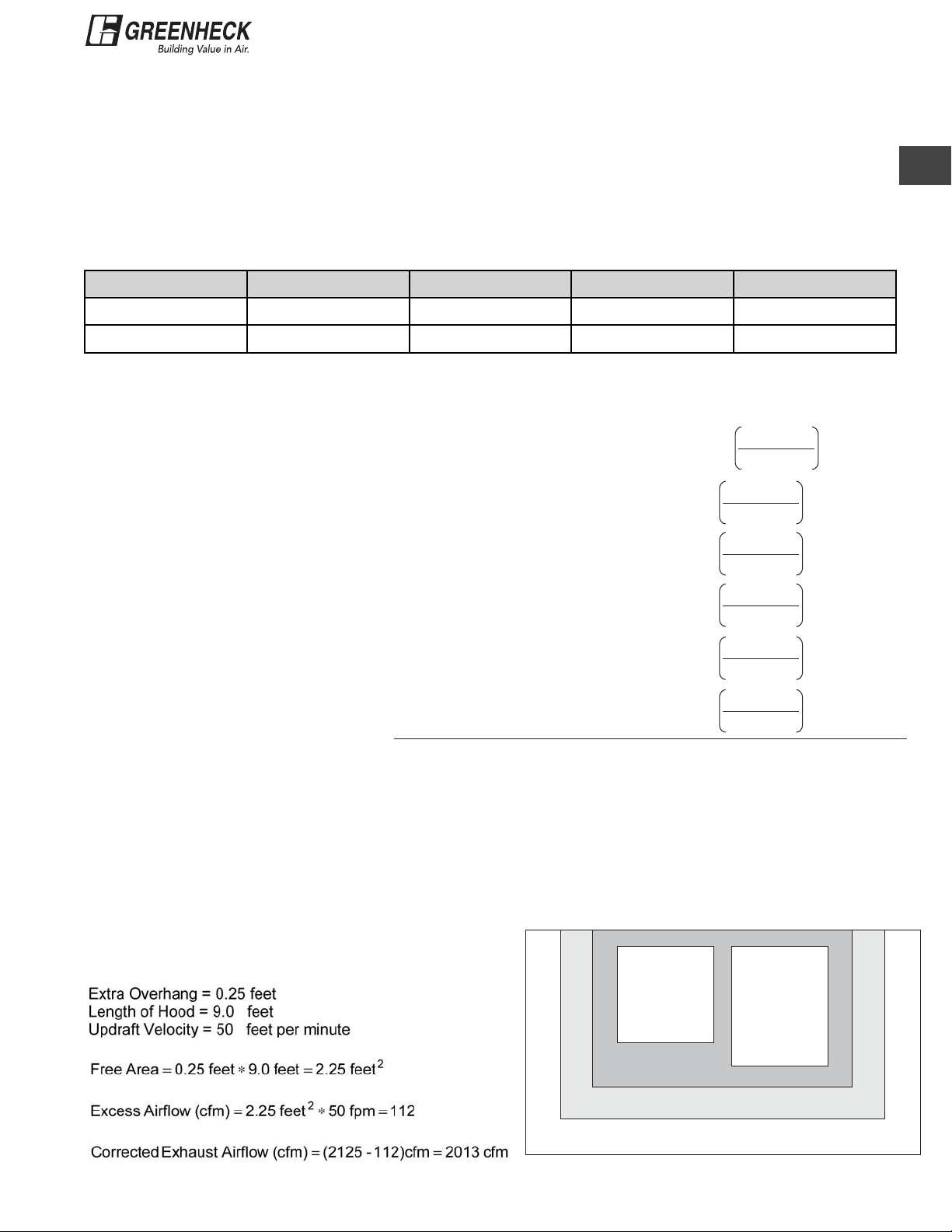
FREE FOOT AREA CONSIDERATION
The Greenheck Method assumes in most cases a 6 inch overhang on the front and ends of the hood under the
typical cooking battery and open end conditions. Unfortunately, the method penalizes for additional square feet
of empty hood. Additional overhang can help increase capture by utilizing a larger “holding tank” for the effluent
before it’s exhausted, helping with large momentary surge. However, there are limits to how much overhang is
effective. Therefore, Greenheck will allow a 1 foot extension beyond the built-in 6 inches of overhang creating
a free foot area without increasing the required airflow. This can be used for both Greenheck Method and CFM
per lineal foot. See Figure 7 below.
CORRECTING FOR FREE FOOT AREA
11
12 in.
6 in.
12 in.
Steam Kettle
30 in. x 30 in.
(50 cfm/ft
“Greenheck Method” Area
(50 cfm/ft2)
2
)
Free Area Overhang (0 cfm/ft2)
Extended Area Outside Updrafts (50 cfm/ft
Oven
30 in. x 40 in.
2
(50 cfm/ft
6 in.
6 in.
)
12 in.
2
)
12 in.
Figure 7
Page 12
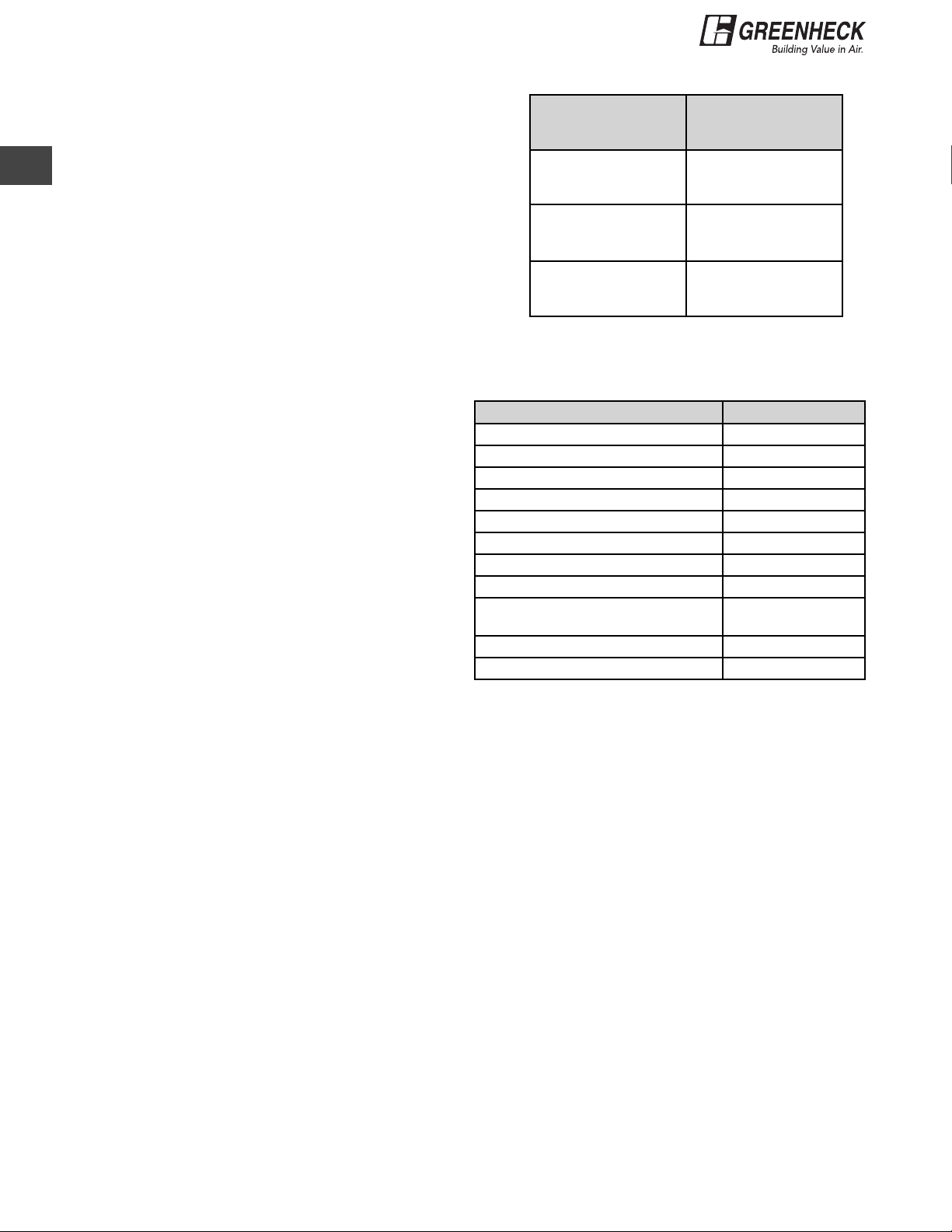
The table to the right illustrates the difference in exhaust
CFM between the Greenheck Method and the IMC
method. At a cost of approximately $2.00/cfm each year,
the Greenheck method offers significant savings. The
2
Greenheck Method considers all the cooking equipment
as a separate item to determine the best exhaust rate.
It not only is the most accurate, but is the lowest airflow
volume of the three methods. The Greenheck Method
is appliance specific to determine the proper amount
of exhaust required so that the system is not underexhausting or over-exhausting, costing more money in
either operation, cleaning, or upgrading costs.
Method Exhaust CFM
International
Mechanical Code
Greenheck
Method
Greenheck
cfm/lineal ft.
®
2700
2013
2050
HOOD FACTORS
There are several design factors that can either hinder
or enhance the performance of the kitchen ventilation
system. For that reason, Figure 8 has customized
the exhaust airflow to the application. Notice there
are some scenarios that will increase the airflow
significantly and others that do not change or will
decrease the airflow. Use this chart after you have
already determined the airflow using the Greenheck
Method, or Greenheck airflow volume per lineal foot.
Simply multiply the cfm by the multiplication factors
for each item that applies.
Wall Canopy 1.0
Wall Canopy - Finished Back 1.3
Single Island - V-Bank 1.2
Double Island 1.0
Mini Skirts - 2x2 0.92
End Skirts - Full / Wall 0.90
Exhaust Only 1.0
Supply Plenums 1.1
Char-Broiler at end of Canopy or
under a Single Island hood
Hanging Height 6 ft. 6 in. 1.0
Hanging Height 7 ft. 0 in. 1.1
Condition Multiplying Factor
EXAMPLE HOOD FACTOR CALCULATION
Given a determined exhaust rate of 3000 cfm, it has now been determined that the application will
have the following conditions:
1. Char-Broiler at the end of the canopy (1.2)
2. Full End Skirts (0.9)
1.2
Figure 8
Therefore the new airflow will be: Airflow (cfm) = 1.2 * 0.9 * 3000 cfm = 3240 cfm
12
Page 13
®
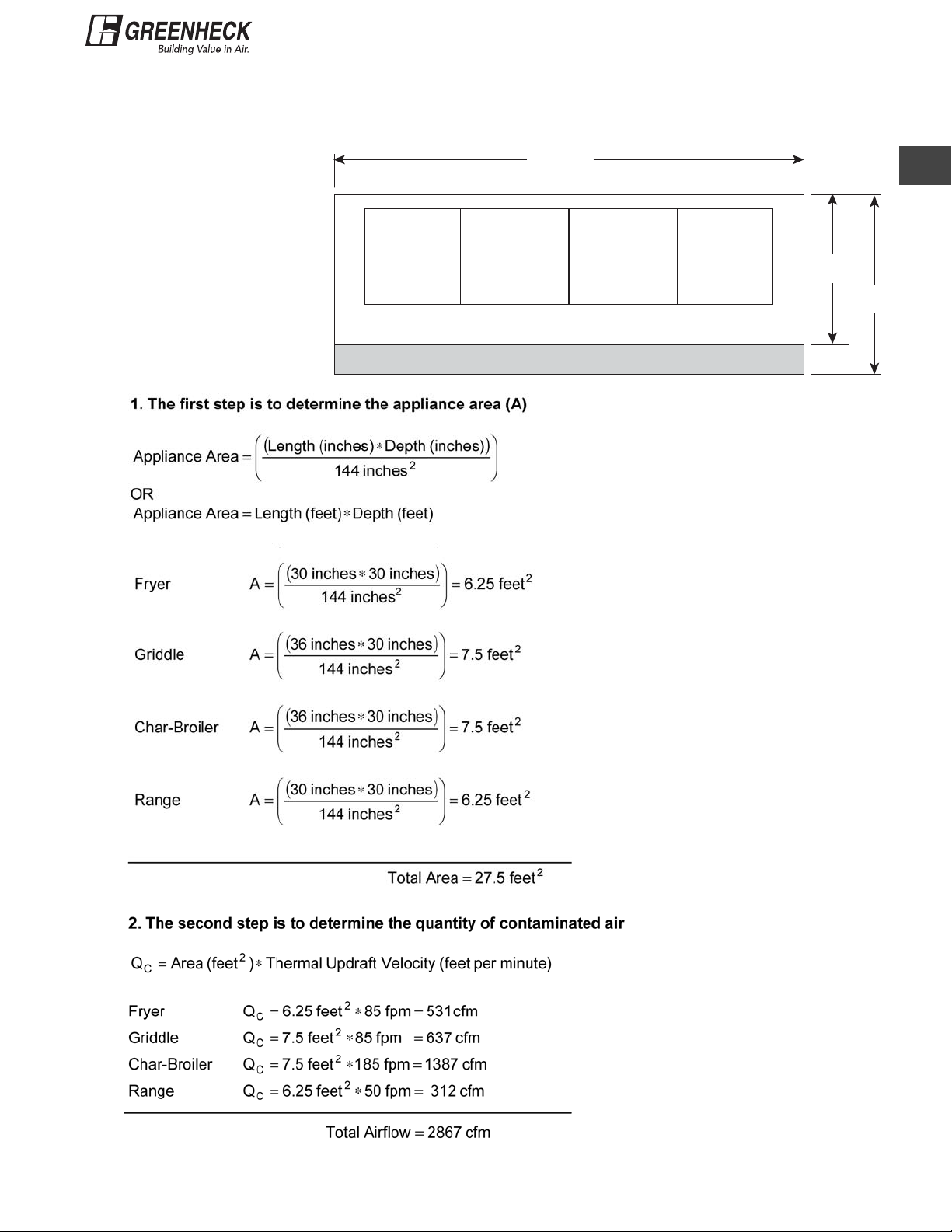
Putting it all together - complete example
To put all of the information
from this section together, the
following is a full example from
start to finish. Examine first the
cooking battery and hood to
the right and follow through the
calculations illustrated below.
Fryer
30 in. x 30 in.
144 in.
Griddle
36 in. x 30 in.
Free Foot Area
Char-broiler
36 in. x 30 in.
2
Range
30 in. x 30 in.
39 in.
48 in.
13
QC - Quantity of contaminated air
generated by the cooking equipment.
Using Figure 4 on page 9, identify the
appropriate updraft velocity and multiply
it by the area of the appliance.
Page 14
2
®
QF - Quantity of air required to
contain surges and drafts. Use
the minimum updraft velocity
of 50 fpm and multiply it by the
difference in area between the
hood containment area and the
appliance area.
All calculations shown in this example have been built into Greenheck’s
Computer Aided Product Selection (CAPS) program. These examples
illustrate the logic used to properly determine exhaust rates. To obtain
CAPS, request online at www.greenheck.com or consult your local
Greenheck representative.
14
Page 15
®
SUPPLY AND MAKE-UP AIR
The design of the make-up air system will have the single largest affect on hood
performance. Supply air is defined as air that is brought into the space, but make-
Transfer
Fan
up air is dedicated to “making-up” the air being exhausted. Make-up air is brought
into the kitchen at approximately an equal rate to the air being exhausted by the
kitchen hood. This means that 100% of the air being exhausted must be made
up. This can be accomplished through one supply type, transfer air, or multiple
sources. A slight negative pressure is desirable in the kitchen with respect to the
dining room to keep odors out of the dining area, but pressure levels should not
exceed negative 0.02 in. wg. The key to designing a system is to introduce make-up air in the most
Figure 9
economical way without affecting the capture and containment of the hood. Maximum hood performance can
be obtained by distributing air at low velocities evenly throughout the room as seen in Figure9. This section will
layout which type of make-up air system is desirable for a restaurant’s particular needs.
Tempered or Untempered?
Air that is heated or conditioned before it is brought in from
Goal is Comfort Goal is Low Cost
Tempered MUA No Air Conditioning
the outdoors is called tempered air. If the goal is to make
the kitchen comfortable, then utilize tempered air. If the
goal is low cost, then use untempered air. Both tempered
and untempered can be introduced, however, selecting
the proper supply types will affect comfort and economic
efficiency. Once this decision has been made a type of
make-up air system can be selected, but always keep two
things in mind. When tempering the air, use a source that
will distribute the air throughout the kitchen to increase
Perforated Ceiling GOOD
Perforated Face Air Supply Plenum
Back Supply
Plenum
Air Supply Plenum Perforated Ceiling
Back Supply
Plenum
Perforated Face
employee comfort. When using untempered air, use a source
that will keep the air near the hood so it can be exhausted
quickly without mixing in the space causing discomfort and
Variable Supply
Plenum
Variable Supply
Plenum
increased heating/cooling loads. Make-up air temperature
should not vary more then 10º F from the air in the space.
However, this limit can be exceeded if the make-up air does
not decrease the comfort of the occupied space or is part of
an air conditioning system.
Northern climates with cold winters and short mild
summers will almost always require heated make-up air
and no cooling. Southern climates with long hot and humid
Register Face Air Curtain
4-Way Diffuser Short Circuit
Short Circuit Register Face
Air Curtain BAD 4-Way Diffuser
Figure 10
summers and short mild winters will want to minimize the amount of hot, humid air that has to be
conditioned by keeping make-up air near the hood. In a hot and dry environment the air can be
cooled in the make-up air unit using an evaporative cooler, which will greatly reduce air conditioning loads.
3
Figure 10 has two columns. The left column ranks various ways of bringing tempered air into the kitchen. The
best options all distribute the tempered air throughout the room. The right column ranks various ways of bringing
untempered air into the kitchen. The best options keep make-up air near the hood to decrease heating/cooling
loads seen in the rest of the building. The supply options listed at the top of each column are proven through
testing and research to be the best ways of introducing make-up air. Choosing the supply options listed near the
bottom will not work as well as options listed near the top.
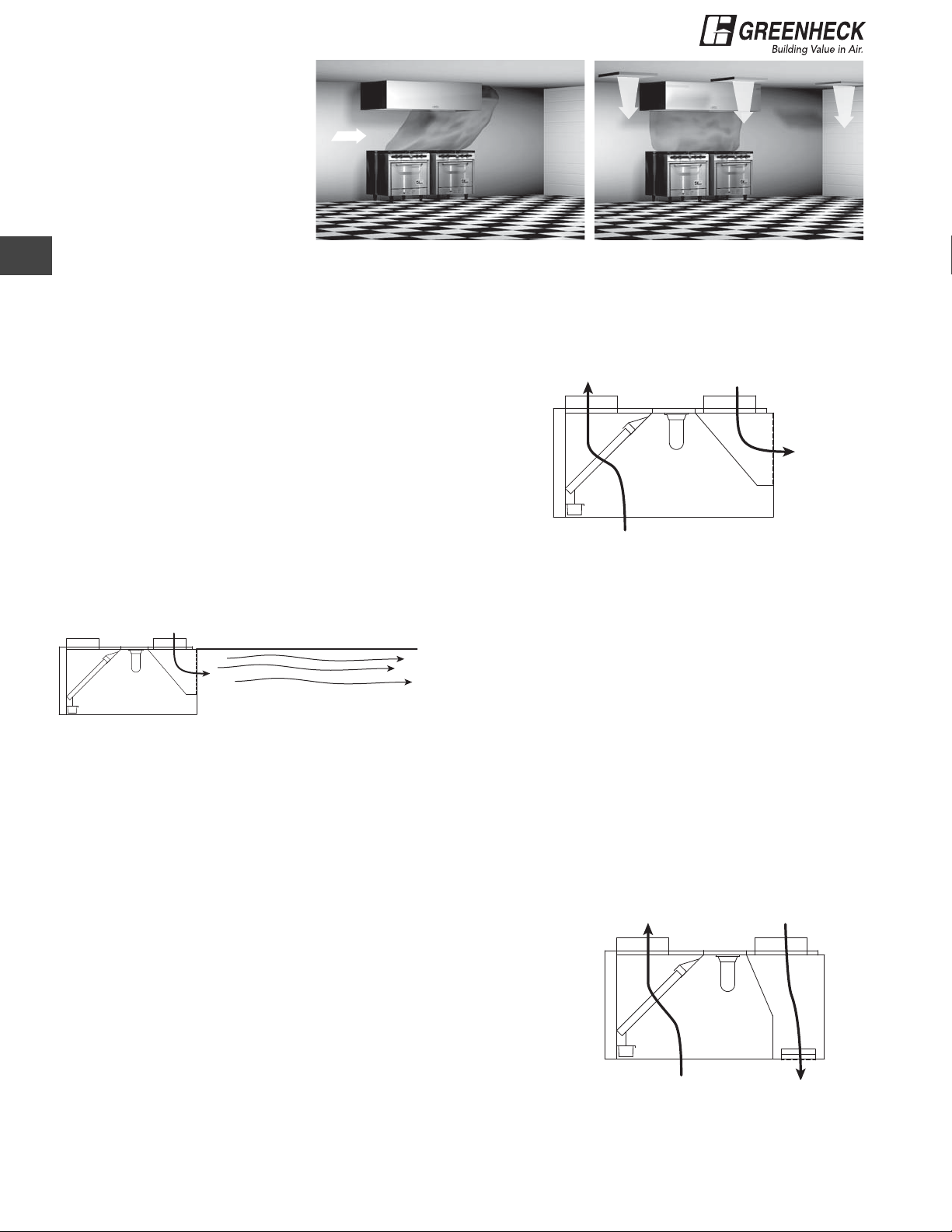
Supply Options
Make-up air can be introduced through the hood with an
integrated supply plenum or an external supply plenum.
The advantages of using an external supply plenum verses
Integrated Supply
an integrated supply plenum can be seen in Figure 11.
The shaded region represents the volume of the hood. Increasing the volume allows more smoke and
heat to be held in the hood until it can be exhausted. This is important over cooking equipment that
produces a great deal of heat and smoke, such as a char-broiler. External supply plenums are usually less
expensive and can be retrofitted to most exhaust only hoods.
15
Exhaust Only
Figure 11
Page 16
®
Exhaust Only Hood with
Non-Directional Ceiling
Diffusers
This system will work best when
bringing tempered air into the
kitchen or can be used in climates
where outside air closely matches
desired indoor conditions. An
exhaust only hood has no make-up
air entering the room through the
3
hood. This system is the least complex and in most cases works the best, however, may not be the
most economical. The amount of exhausted air must be made up, therefore non-directional perforated ceiling
diffusers and/or transfer air would be used to make-up 100% of the air. The most important thing to remember
is to place many non-directional perforated diffusers throughout the room to keep air velocities low and uniform.
Uneven air distribution will cause drafts in the kitchen causing capture and containment to suffer (Figure 12).
Make sure the transfer air from another room, especially if supplied through a pass-thru window, is kept at
a low velocity. This can be accomplished by increasing the
amount of air through ceiling diffusers in the kitchen.
Figure 12
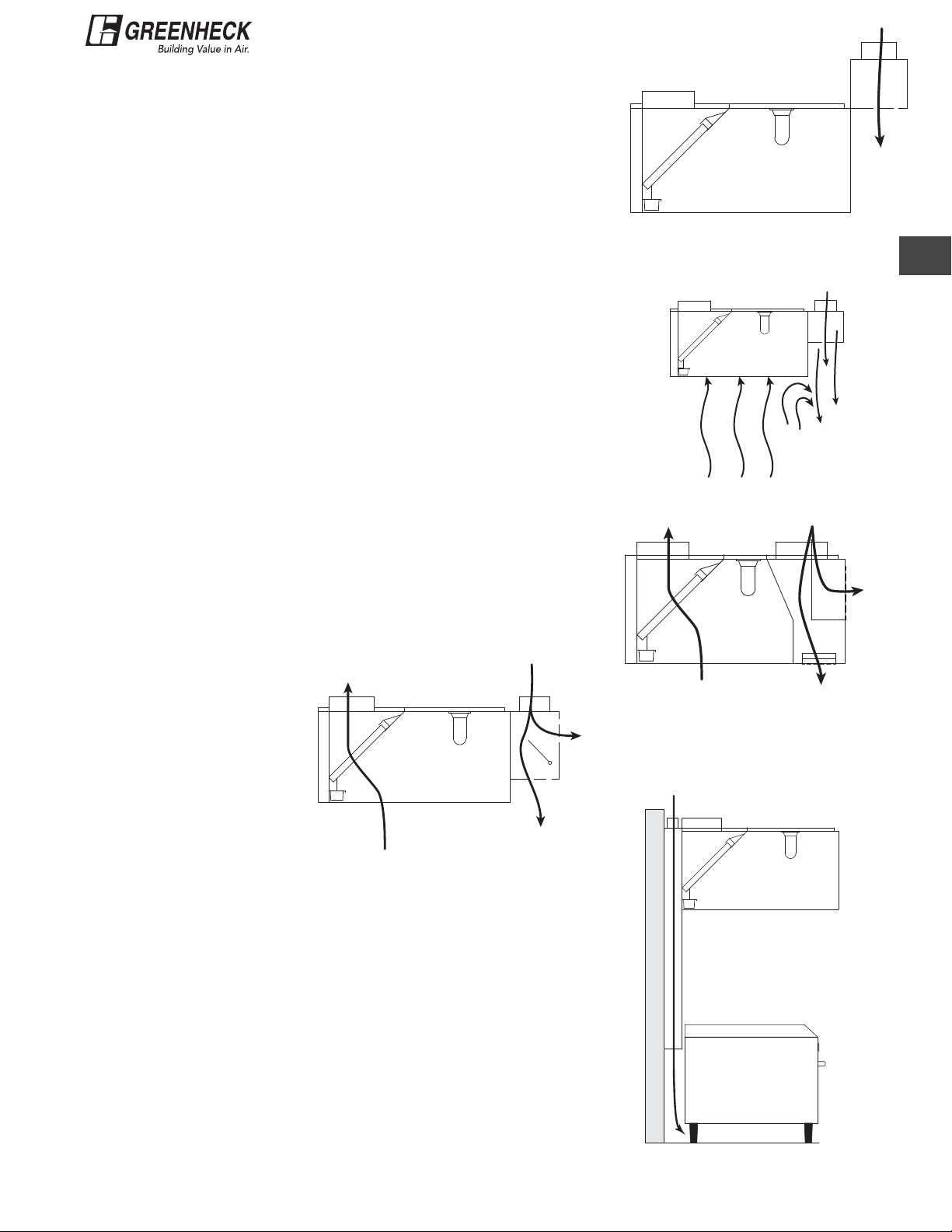
Face Supply
150 cfm/ft.
Located on the front of the hood (Figure 13), face discharge
is designed to throw make-up air across the room. Use
face supply when tempered air is brought in through MUA
into a tempered kitchen or when the MUA and kitchen
Integrated Face Supply Plenum
Figure 13
are untempered because mixing will occur with the air
in the space. Registers can be used for larger kitchens with longer throws, but perforated face panels
are recommended for lower air velocities, which will minimize drafts in the kitchen. The maximum supply
Hot
Air
Ceiling
rate is 250 cfm/ft. through perforated panels under
ideal conditions. For optimum performance design to
recommended values of 150 cfm/ft. Face supply should
not be used when a wall, another hood, menu board,
or other object is less than 6feet from the face.
Figure 14
The problem with bringing hot untempered air into an air-conditioned room can be seen in Figure 14. Hot air will
not fall into the room and cycle back out through the hood, rather the hot air will hug the ceiling because it is
more buoyant. If humidity is present in the hot make-up air, it will condense on the metal ceiling diffuser when
it mixes with the air-conditioned air brought through it. Most of the hot air along the ceiling will be taken in at
a return grill by the roof top unit (RTU) and conditioned before it is introduced back into the room, thus totally
defeating the purpose of bringing in untempered make-up air.
Integrated Air Curtain
The hood integrated air curtain (Figure 15) discharges air at the bottomfront edge of the hood and directs air downward. If spot cooling for the
cooking personnel is desired, use tempered air. This type of hood can
also be used to keep untempered air near the hood, although employee
comfort will suffer. Buoyant, hot, humid air will have a tendency to travel
out into the room with this type of hood as Figure 14 illustrates rather
than back into the hood. The maximum supply rate is 125 cfm/ft. through
perforated panels under ideal conditions. For optimum performance
design to recommended values of 65 cfm/ft. Caution must be used with
the design of air curtain hoods (See Figure 17).
16
Figure 15
Integrated Air Curtain
65 cfm/ft
Page 17
®
External Air Supply Plenum
The external air supply plenums (Figure 16) provide spot cooling when
using tempered air, but can also keep untempered air near the hood,
which will save on heating/cooling loads. There are advantages over
the integrated air curtain. Mounted 14-20 inches above the bottom
edge of the hood or flush with drop ceiling, external air supply plenums
can supply airflow at a maximum rate of 180 cfm/ft. For optimum
performance, design to the recommended rate of 110 cfm/ft. In addition,
external plenums can be attached to the face or ends of an exhaust only
hood to create a curtain of air on all exposed sides of the hood, thus
Figure 16
increasing the volume of air brought in at the hood.
In Figure 17 notice the pocket of low pressure caused by the air flowing from
the external air supply plenum. When velocities are too great, there is enough
pressure differential to cause the hood to spill heat and contaminate. This effect
can be observed on external and integrated air curtains, however, integrated
air curtains are more susceptible to it due to the location of discharge.
Combination Hood
Combination hoods (Figure 18) are a combination of face supply and air
curtain supply and are better suited for cooler climates where outside air
can be used to cool the kitchen. See Face Supply (pg. 16) and Integrated
Air Curtain (pg. 16) for design considerations for the different parts of
the combination hood. More make-up air can be brought through a
combination hood than a face or air curtain alone, but the same limits
exist for each part of the plenum, maximum 250 cfm/ft. from the face
and maximum 125 cfm/ft. from the air curtain. Perforated panels should
always be used to reduce air velocities and eliminate spillage from the
hood. Supply rates should be designed to recommended values of 150
cfm/ft. through the face and 65 cfm/ft. through the curtain for optimum
performance. An exhaust
only hood with a variable
supply plenum (Figure 19)
can be used instead of a
combination hood which
will increase maximum
supply rates (see external
air curtain, face supply) and
not take up valuable capture
and containment volume.
0-80 cfm/ft.
80-160
cfm/ft.
adjustable
damper
External Air Supply Plenum
>180 cfm/ft.
Low
Pressure
Pocket
Figure 17
65 cfm/ft.
Combination Hood
110 cfm/ft.
3
150
cfm/ft.
Figure 18
External Variable Supply Plenum
Figure 19
Back Supply Plenum
An effective way to introduce untempered make-up air into the
kitchen is from the rear of the hood through a back supply plenum
(Figure 20). These plenums are also ideal for heating air during the
colder months since hot air will rise from its low discharge position.
This plenum is mounted 31.25 inches above the finished floor and
directs airflow through perforated panels behind and below the
cooking equipment without affecting capture and containment,
cooking surface temperature, or pilot lights. When using untempered
air, utilizing low air velocities will keep the air near the hood. These
plenums are 6 inches deep and stretch across the entire length
of the hood, therefore they function as a backsplash panel and
provide the 3-inch clearance to limited combustibles needed in most
circumstances. Back supply plenums are able to supply a maximum
of 250 cfm/ft. For optimum performance design to the recommended
rate of 145 cfm/ft.
17
145 cfm/ft.
Back Supply Plenum
Figure 20
Page 18

®
Multiple Sources
Figure 21 depicts
two scenarios. The
picture on the left
shows air brought in
through one side of
the room while the
picture on the right
shows air brought
in evenly throughout
3
the room. To accomplish even airflow, use any one of the hood supply types along with multiple
non-directional ceiling diffusers, or transfer air from another room. The amount of air to each diffuser decreases
with an increase in number of diffusers, thus lowering air velocities. Various types of diffusers can be used,
but non-directional perforated panel diffusers work best. Transfer air can be brought into the kitchen through
non-directional ceiling diffusers from the building HVAC as long as air velocities are kept below 50 ft./min at the
hood. Figure 22 illustrates the spilling of effluent when using a 4-way diffuser within 10 feet of the hood. See the
room balance section of this guide for an example of multiple sources.
Figure 21
Figure 22
Roof Top Units (RTU’s)
In many places where comfort is the main goal, a roof top
unit will be used to supply the make-up air (Figure 23).
These units condition the space while only taking in some
200
800
RTU 1
1000
RTU 2 RTU 3
200
800
1000
200
800
1000
outside air. The example shows that each RTU is providing
1000 cfm, but removing 800 cfm for a net of 200 cfm per
RTU. Thus, the three RTU’s are providing a total of 600cfm.
RTU’s that are set to run in this situation should be in the
“ON” mode instead of the “AUTO” mode. The auto mode
Net 20% from each RTU
cycles the RTU’s on and off depending on the cooling
or heating load. When the units are not running, a huge
negative pressure will occur. When in the “ON” position, the
units will run constantly and only temper what is needed.
RTU’s are usually the most expensive to operate.
Non-Directional Ceiling Diffusers
When distributing tempered air, non-directional
perforated ceiling diffusers can dramatically
improve hood performance and employee
comfort. Using multiple non-directional diffusers,
small amounts of air are distributed throughout
the room introducing a large amount of makeup/supply air without high discharge velocities.
As many diffusers as possible should be used
to maximize kitchen hood performance. Nondirectional perforated panels are recommended
for use with ceiling diffusers to keep airflow even
and at a low velocity. Perforation causes the air
to gently enter the room without a fixed direction.
For this reason, these diffusers can be used near
the hood in smaller kitchens. The air velocity at
the edge of the hood capture area should not
exceed 50 ft./min. It is not recommended to use
diffusers near the hood, and 3-way and 4-way
diffusers should not be used in the kitchen.
Ceiling diffusers are typically used in combination
with another make-up air option.
Supply Type
Back Supply 6 wide 145 290
Air Supply
Plenum
Variable Supply
External
Plenum
Face Supply
Plenum
Perforated
Combination
Register
Combination
Perforated Face 16 high 150 150
Register Face 12 high 250 —
Internal
Perforated Air
Curtain
Register Air Curtain 8 wide 65 —
Short Circuit UL limits (not recommended)
Dimensions
(inches)
cfm/linear ft. fpm
12 wide 110 150
24 wide 180 150
11 high
9 wide
18 wide 150 150
16 high
8 wide
12 high
8 wide
8 wide 75 —
Recommended Supply Rates
Figure 24 is a summary of the recommended supply rates for each type of make-up air. These
values should be used when designing the system to achieve maximum hood performance.
600
Figure 23
Recommended
Supply Rate
160 150
150 150
130 —
Figure 24
18
Page 19

®
ROOM BALANCE AND AIRFLOW TESTING
Capture & Containment
Capture and containment (C & C) is the hood’s ability to catch the contaminated airflow and hold it inside the
hood until it can be pulled through the filters to the outside. A well-designed kitchen should have approximately
equal amounts of air entering the system as leaving it. If this rule is not followed, capture & containment will
suffer and there may be a noticeable amount of contaminated air spilling out of the hood, which will cause odor,
excess heat, and a greasy film on the walls and ceiling of the kitchen.
Cross Drafts
Another way to reduce spillage is to reduce cross drafts present in the kitchen. Cross drafts are created from
an unbalanced room, unequal air distribution, too much airflow from one source, or a separate air movement
source such as a fan. An unbalanced kitchen will become hot due to escaping heat. In an effort to cool the
kitchen, employees will open doors and run fans to cool themselves, which is a mistake. These two things will
create cross drafts and further disrupt capture & containment, making the situation worse. If cross drafts are
unavoidable, end skirts on both sides of the hood are the easiest and most inexpensive aid in reducing cross
draft effects. Figure25 illustrates the effects of an unbalanced room condition creating air currents. Figure26
shows the effects of having a fan in the space at or near the hood. Avoid both of the situations depicted in
Figures 25 and 26.
4
Room Pressure
Kitchen room pressure should be kept
at a slight positive to the outside at
all times. This can be accomplished
by providing slightly more air than
what is being exhausted. The dining
room should be kept at an even
greater positive pressure, which will
allow a slight airflow from the dining
area to contain heat and odors to the
kitchen. Even though both dining area
and kitchen are positive, the kitchen
is negative when compared to the
dining area. (See Figure 27) Positive
room pressure will also keep outdoor
contaminants such as dust and insects
from entering into the kitchen while
building doors are open for deliveries,
maintenance, or other patron traffic.
Figure 25
RTU
HVAC
Positive
Pressure
RTU Net
MUA
MUA
Positive
Pressure
Figure 26
Exhaust
Figure 27
19
Page 20

®
Illustrated below in Figure 28 is a typical supply air diagram for a kitchen and dining room arrangement with
the accompanying air balance tables. The hood has a dedicated exhaust fan and make-up air unit. The kitchen
also has a dedicated HVAC supply (RTU) unit to help take some of the conditioning load. In the dining area
another dedicated HVAC unit is used to supply the air and make up any losses from rest rooms or other small
exhausted areas. Notice, there is transfer air going into the kitchen from the dining area, thus the kitchen
is slightly negative to the dining area containing odors although the balance of the dining area of 200 cfm
exfiltration (EXF) shows that the building as a whole is at a slight positive to the outdoors as desired.
Air Balance (units of cubic feet per minute (cfm)
4
Kitchen Systems Airflow In Airflow Out
KX - Exhaust 4000
MUA - to Hood 1500
MUA - to Kitchen 1600
SUP - HVAC Supply 200
Total 3300 4000
KX-4000
MUA-3100 OSA-200
MUA-1600
600
SUP-800
Dining Room Systems Airflow In Airflow Out
OSA - Outside Air 1100
TRA - Transfer Air to Water Closet 200
Transfer Air to Kitchen 700
Total 1100 900
Net = 1100-900 = 200 ExfiltrationNet=4000-3300= 700 transfer (TA) from dining
OSA-1100
TX-200
3900
SUP-2500 SUP-2500
EXF-200
KX-4000
MUA-1500
TRA-700
20
DiningKitchen
Water
Closet
Figure 28
Page 21

®
EXHAUST AND SUPPLY RATE TESTING APPARATUSES
An AMCA test and balance uses a pitot tube to measure air velocities in the duct. However, codes require
a fully-welded duct for kitchen exhaust systems, therefore prohibiting penetration of the duct when using a
pitot tube. The following two apparatuses are nonintrusive alternatives to measuring air velocities in kitchen
ventilation systems.
AIRDATA™ Multimeter by
Shortridge Industries
The Shortridge multimeter is a new
alternative to the rotating vane anemometer.
This meter can measure airflow, velocity,
pressure, and temperature quite easily.
It consists of two main components,
the velgrid to sense the airflow and the
meter itself. Additionally, it can store up
to 200 readings and automatically senses
the temperature of the air so that it can
account for the local air density when taking
readings. Different conversions for different
types of filters are required in order to
convert the reading from feet per minute to cubic feet per minute. Greenheck has charts with instructions to do
so for its filters. Figure29 is an illustration of the Shortridge setup and operation.
Figure 29
4
Rotating Vane Anemometer (RVA)
The RVA is used for measuring air
velocities, shown in Figure 30. Moving air
rotates fan blades, which is converted to
an air velocity reading on the instrument.
When measuring hood filter airflow, take
6 readings per filter, then average the
readings. The RVA should be 2inches
from the filter and perpendicular to
airflow direction. The RVA is also
directional, the arrow should point in
the direction of airflow travel. Airflow
velocity can be converted to CFM by
multiplying a correction factor to the
average filter velocity. The appropriate
CFM reading can be obtained from each
filter in the hood, the total hood CFM can be measured by adding each filter CFM.
OPEN
Exhaust Air Balancing Baffle (EABB)
The Exhaust Air Balancing Baffle is a simple device
offered as a Greenheck option that enables balanced
airflow of multiple duct collars in long hoods, double
island hoods, or in multiple hoods running from a
single fan as shown in Figure 31. When a different
airflow is needed, the baffle can be adjusted to
change the size of the collar opening. The hood
should be tested to ensure proper airflow after each
adjustment. See page 22 for static pressure calculations.
Figure 30
FULLY BALANCED
Figure 31
21
Page 22

®
Duct Velocity FPM
Increase in Collar Staitc Pressure
Checking for Balance
Every hood with an EABB has a range for its static pressure. The low number in this range is given by the
standard calculation for hood static (static that is printed with the CAPS submittal). The maximum increase
above the low number can be calculated from the duct velocity at the low static (also provided on the CAPS
submittal). This is then added to the low number to get the highest static pressure possible with an EABB.
The maximum potential increase in static is given in the graph or can be calculated from:
Max. Inc. = 0.00000036 x (Duct velocity)
After the range for each hood is calculated, it should be compared to the hood with the highest static pressure.
If the highest hood falls inside of the range, then the hoods can be balanced with the EABB. If it is higher than
the range, the hoods cannot be balanced.
Example 1:
Hood 1: Ps = 0.58 inH2O
Duct Velocity = 1900 fpm
4
Hood 2: Ps = 0.44 inH2O
Duct Velocity = 1800 fpm
Hood 2 has the lower Ps, at 1800 fpm the maximum increase in Ps is 1.17. The range for hood 2 is 0.44 to 1.61.
Hood 1 is less than 1.61 so these hoods can be balanced.
Example 2:
Hood 3: Ps = 2.00 inH2O
Duct Velocity = 2000 fpm
2
Hood 4: Ps = 0.44 inH2O
Duct Velocity = 1500 fpm
Hood 4 has the lower Ps, at 1500
fpm the maximum increase in Ps
is .81. The range for hood 4 is
0.44 to 1.25. Hood 3 is higher than
1.25 so these hoods cannot be
balanced.
Note 1: For many systems, an
EABB may not be needed on the
hood that has the highest static
pressure. The exception to this
is if the individual ductwork has
uneven static pressures.
Note 2: When sizing the fan,
use the static pressure from the
highest hood and sum the cfm
from all the hoods.
Maximum Increase in Static Pressure for Exhaust Air Balancing Baffle
(Fully Closed)
4.5
4
3.5
3
2.5
2
1.5
1
0.5
0
500 1000 1500 2000 2500 3000 3500
Figure 32
22
Page 23

®
GREASE EXTRACTION
The removal of grease from the exhaust airflow is a very important part of commercial kitchen operation.
Without proper filtration, grease will:
• Collect in the exhaust plenum and ducts creating:
- A fire hazard
- An increase in the frequency of costly duct cleaning
• Collect on the fan causing it to become unbalanced and lead to premature failure
• Create odor in or near the restaurant
• Collect on the rooftop causing deterioration of roof materials
• Collect on the rooftop equipment and cooling coils
These problems can be greatly reduced through the use of proper grease filtration devices.
History
For years, the commercial kitchen industry has been without a standard for rating filtration devices. This has
led to many manufacturers listing efficiency ratings of 90% on their filters. These claims are made from the old
Navy test, ULC 710, and UL 1046 grease loading safety tests required for all filters in TYPE I hoods which are
inaccurate because grease particle size is not taken into account. Research started in the mid 1990’s to develop
a standard test that would account for particle size with filter efficiency. With this standard, grease filters will be
directly comparable.
Grease Emissions
When food is cooked it releases
grease, water, vapor and combustion
by-products from the energy source
or food products that are burnt or
changed by chemical reactions
during the cooking process. These
emissions are vapor and particulate
matter that are exhausted through
the kitchen exhaust system. This
particulate clings onto ducts, fans,
and roofs.
Mass of Emissions (lb/1000 lb food)
Total Emissions - Vapor & Particulate
35
30
25
20
15
10
5
0
Particulate Vapor
5
Grease particulate is liquid or solid
particles of grease that have become
suspended in the air. The particulate
Gas Griddle Hamburger
Electric Griddle Hamburger
Gas Fryer Potatoes
Electric Fryer Potatoes
Gas Broiler Hamburger
Electric Broiler Hamburger
Gas Broiler Chicken Breast
Electric Broiler Chicken Breast
Gas Oven Sausage Pizza
Electric Oven Sausage Pizza
Gas Range Spaghetti
Electric Range Spaghetti
Figure 33
can range in size from .01 to 100μ
(μ = microns). A human hair = 100 microns. Grease vapor refers to grease in the gaseous state that is much
smaller than grease particulate. Vapor is condensable and may condense into grease particulate or remain in a
vapor state while being exhausted into the atmosphere. Figure 33 shows the amount of grease particulate and
vapor produced when cooking 1000 lbs. of different foods on different types of cooking equipment.
Theoretically, emissions down to 0.01 μ can be filtered out of the airstream, however, vapors cannot be filtered
using traditional filters. Grease particulate larger than 10 - 20 μ is too heavy to remain airborne and will drop out
of the airstream. Most grease filters operate between 1 - 10 μ.
Cooking Equipment
Another important concept to understand is the variation of emissions given off by different cooking equipment.
A study was done in 1998 by the University of Minnesota for ASHRAE, report 745-RP, which identified the type
and size of grease emitted from various cooking equipment. Different amounts of various sized particles are
emitted from the cooking equipment depending of the type of equipment being used and type of food being
cooked. Appliances that produce a large heat load typically produce a larger amount of emissions. The total
shaded region in Figure 35 shows the mass of emissions vs. particle size for a griddle.
23
Page 24

®
System Efficiency = 68%
Filter Efficiency
Filters can seldomly be given a single meaningful efficiency number. This is because a filter has a different
efficiency for different size particles, different flow rates, and different phase of particles. A filter that is 90%
efficient at removing 5 μ particles
may only be 75% efficient at
removing 1 μ particles.
A fractional efficiency curve is a
graph that gives the efficiency
of a filter over a range of particle
sizes. Fractional efficiency curves
are created by subjecting a test
filter to a controlled distribution
of particles and measuring the
quantity of particles at each given
size before and after the filter. The
amount of reduction in particles is
used to calculate the efficiency at
each given size. Figure 34 shows
5
the particulate efficiency curves for
different 20 x 20 filters at 600 cfm
per filter.
100
90
80
70
60
50
40
30
Particulate Efficiency
20
10
0
0.1 1 10 100
Efficiency Baffle Filter Efficiency Grease-X-Tractor™ Efficiency Grease Grabber™
Efficiency Water Wash Hood Efficiency Cartridge Filter
Efficiency vs. Particle Size
600 cfm per filter
GG
GX
Water Wash
Dry Cartridge Filter
Baffle
Particle Size μm
Figure 34
Interaction of Cooking and Filtration
The amount of grease particulate removed and the amount of grease particulate exhausted into the ductwork
can be calculated by multiplying the efficiency at each point along the curve by the mass emissions from each
type of cooking equipment. The ratio of particulate matter removed to total particulate matter generated gives
system efficiency for that range of particle sizes for a specific cooking application. It is important to remember
that the graphs and efficiencies shown here are only for grease in the particulate form. There is also a vapor
component of the grease that is being exhausted. Some of the vapor condenses and is removed as particulate
prior to the filter. Some of the vapor condenses in the duct and accumulates on the ductwork and fan. Using
Figure 35 and the new understanding of filter efficiency, it is possible to determine the total amount of grease
removed for the different systems. When cooking hamburger on a gas griddle the baffle filter has a particulate
system efficiency of 33%. When vapor is included the total system efficiency drops to 19%. The Grease-XTractor™ drops from 77% for particulate system efficiency to total system efficiency of 46%. The Grease
Grabber™ goes from 99% to 62%.
Types of Filters and Efficiencies
Mass & Efficiency vs. Particle Size
Water Wash Hood Over Griddle with Hamburger
Interpreting the Graph
Figure 35 represents the efficiency of a water
wash hood. Each filter type has a graph similar
to this. The overall shaded area represents the
amount of grease emissions given off from
the cooking equipment. The dark shaded area
represents the amount of grease taken out of
the airstream by the filter. The lightly shaded
area represents the grease particulate that
escaped past the filter. The ratio of dark shading
to light shading at a particular particle size is
represented by the fractional efficiency curve.
Filters with higher efficiencies will have more
of the total shaded area darkened. This can be
seen in Figures 35-38.
100
90
80
70
60
50
40
Particulate Efficiency
30
20
10
0
0.1 1 10 100
Gas Griddle Hamburger Emissions Grease not Removed Efficiency Water Wash Hood
Fractional Efficiency Curve
Grease Removed
Grease not Removed
Particle Size μm
24
200
180
160
140
120
100
80
60
40
20
0
Figure 35
)
3
Mass (mg/m
Page 25

®
System Efficiency = 99%
(
g
)
System Efficiency = 31%
Particle Size μm
System Efficiency = 73%
Water Wash / Dry Cartridge Hoods
These hoods have the filtration system built into the hood and are 50% efficient at about 6.5 μ. The point at
which a filter is 50% efficient is called its cut point. This shows that the water wash / dry cartridge hoods are
still dependent on inertial impaction. Their higher efficiencies than the baffle filter are also reflected by a much
higher static pressure. Typical pressure drops for a 9 ft. x 4 ft. hood at 2050 cfm will be 1.1-1.3 in. wg. See
Figure 35.
Baffle
The efficiency curve for the
baffle filter and the cartridge
filter shows that at 8 μ its
ability to remove particulate is
30%. Baffle filters use inertial
impaction, which is the
principle of the particle’s
momentum throwing the
particle out of the airflow
as it changes direction, to
100
90
80
70
60
50
40
Particulate Efficiency
30
20
10
0
0.1 1 10 100
remove grease from the airflow. Typical pressure drops
for a 9 ft. x 4 ft. hood at 2050 cfm will be 0.5-0.6 in. wg.
Gas Griddle Hamburger Emissions Grease not Removed Efficiency Baffle Filter 600 cfm
See Figure 36.
Centrifugal Filter
The Grease-X-Tractor™ is 50%
efficient at 5 μ. A cut point of 5 μ
is typical of a centrifugal filter.
Its efficiency improves rapidly
above 5 μ and drops below
5 μ. The use of centrifugal
force rather than twodimensional impaction allows
the efficiency to be improved
without a high penalty in
static pressure. Airflow
enters the filters louvers and is spun in a chamber
until it exits the back of the filter. Grease particles are
thrown from the airflow during its helical path. The velocity of the airflow determines how small of
a particle can be removed. The static pressure is between a baffle filter and a water wash hood.
Typical pressure drops for a 9 ft. x 4 ft. hood at 2050 cfm will be 0.7-0.8 in. wg. See Figure 37.
100
90
80
70
60
50
40
Particulate Efficiency
30
20
10
0
0.1 1 10 100
Gas Griddle Hamburger Emissions Grease not Removed 600 cfm Efficiency Grease-X-Tractor™
Mass & Efficiency vs. Particle Size
Baffle Filter Over Griddle with Hamburger
Particle Size μm
Mass & Efficiency vs. Particle Size
Grease-X-Tractor
TM
Filter Over Griddle with Hamburger
Figure 36
200
180
160
140
120
100
80
60
40
20
0
Figure 37
200
180
160
140
120
100
80
60
40
20
0
3
/m
m
Mass
5
)
3
Mass (mg/m
Multi-Stage Filtration
The Grease Grabber™
uses a centrifugal type
filter as the primary stage
of filtration along with a
packed bead bed filter
as the second stage.
Interception is the main
filtration mechanism which
works by adsorption of
grease particles as they
come in contact with the
packed bead bed. The
Grease Grabber™ has a cut point at 2 μ. Its efficiency
increases to near 100% at 7 μ and drops for particles
smaller than 2 μ. This reduction in the size of particles
100
90
80
70
60
50
40
Particulate Efficiency
30
20
10
0
0.1 1 10 100
Gas Griddle Hamburger Emissions Grease not Removed 600 cfm Efficiency Grease Grabber™
Mass & Efficiency vs. Particle Size
Grease Grabber
TM
Over Griddle with Hamburger
Particle Size μm
200
180
160
140
120
100
80
60
40
20
0
Figure 38
that can be removed indicates that the Grease Grabber™ uses a combination of all filtration
mechanisms. The static pressure drop is the highest of the filters evaluated but only slightly higher than water
wash. Typical pressure drops for a 9 ft. x 4 ft. hood at 2050 cfm will be 1.1-1.3 in. wg. See Figure 38.
25
)
3
Mass (mg/m
Page 26

®
FIRE SUPPRESSION SYSTEMS
UL 300
Every commercial kitchen hood requires a UL 300 listed commercial fire system. In summary, UL 300 involves
heating vegetable shortening or oil to an auto ignition temperature of 685º F or higher. After the oil has autoignited, it must remain in a pre-burn state for 2 minutes with the exception of griddles, which remain in a preburn state for 1 minute. The extinguishing agent is then applied to suppress the fire. If after 20 minutes no fire
has returned, the fire suppression system successfully passes certification.
Wet Chemical
Wet chemical fire suppression systems use a potassium based chemical extinguishing agent. The agent is
discharged over the entire cooking battery and reacts with hot grease to form a blanket of foam in a process
called saponification that seals the hazard depriving the fire of oxygen. The wet chemical system is available in
two types:
Appliance Specific
These systems are designed specifically for appliances and require knowledge of the cooking battery under
the hood. Specific nozzles and fusible links are chosen based on the type of appliance. The systems use
a temperature rated fusible link to hold a scissors link together (Figure 40). When the fusible link melts,
the scissors opens activating the system. This is a dedicated detection system that requires permanent
6
equipment placement — if the equipment is moved or changed, re-piping is necessary.
Full Flood
Full flood systems require no prior knowledge of the cooking battery
with the exception of shelves, salamanders, and upright broilers. Full
flood systems have drops evenly spaced across the length, the spacing
is dependent on the manufacturer’s UL listing. The detection system is
either a pneumatic tube (Figure 41) that runs the full length of the hood,
or fusible link detection with the links evenly spaced along the length
of the hood. The advantage of the full flood system is that cooking
equipment can be moved and changed without having to alter the fire
suppression piping. See Figure 39 for an example of full flood coverage.
Length of Hood
Dual Agent
Dual agent fire suppression systems uses both wet chemical and water to suppress the fire. Similar to the other
systems, a wet chemical agent is used to blanket the fire with foam followed by water to cool the hazard. By
cooling the area the chance of a flare-up is reduced. Dual agent fire suppression systems are available both as
appliance specific and full flood, and utilize a fusible link detection system.
Figure 39
Before choosing a type of dual agent fire suppression it is imperative that the water pressure at the jobsite be
verified. The dual agent system requires 33 psi for large systems and continuous piping systems. For branch
piping and average size systems, 22 psi of water pressure will be sufficient. Check with the fire system supplier
to determine the required water pressure for the application.
Water Spray
The Water Spray fire suppression system is an automatic system, designed to protect the cooking equipment,
hoods, ducts, plenums, and filters in facilities designed with wet-pipe sprinkler systems. Once activated, the
system provides a focused continuous water mist until it is manually turned off. Water spray fire suppression
only discharges onto the fire area, not over the entire cooking battery. In 1997, UL removed the listing from the
EA-1 fryer nozzles. Greenheck, with several other manufacturers, has developed the Dual Tech nozzle for use
over fryers. The nozzle has self-contained chemical canisters that discharge on the fryer first, followed by water.
Due to the poor performance of water spray fire protection, many local and state codes prohibit the use of
these types of systems. Thus, check with the local code authority on the job to get approval in writing before
specifying and purchasing a water spray fire suppression system.
26
Page 27

®
DECISIONS TO BE MADE WHEN CHOOSING A FIRE SUPPRESSION SYSTEM
Appliance Specific or Full Flood
Choose whether the system is to be designed using a full flood system without knowledge of the cooking
battery (with the exception of shelves, salamanders, or upright broilers) or an appliance specific system.
If appliance specific, standard wet chemical or dual agent
Choose between wet chemical only or a dual agent with wet chemical and water. Be aware that dual agent is
considerably more expensive and requires a water connection.
Complete System or Pre-Pipe Only
Decide whether the hood should include the entire system or only piping drops and nozzles while remaining
components are left for field installation. Some manufacturers and systems may only offer the product as
a complete system. The pre-pipe option allows for concealed, pre-piping of the hood, and the flexibility of
choosing your local fire system distributor to complete your system.
Hood Mounted or Remote
Choose to have the system mounted in a cabinet at the end of the hood or remotely mounted at another
location in the kitchen or utility room. If remote mounted, be advised that there are limitations on the distance
the cabinet can be mounted from the hood.
Other considerations that may or may not apply:
Gas Valve — If all electric appliances, a valve is not needed. If using gas appliances, a mechanical or electric
shut-off valve must be selected to stop the flow of fuel to the cooking appliances in the event of a fire.
K-Class Fire Extinguisher — Most codes require a separate fire extinguisher mounted on the wall of the
kitchen.
Permits — License fee required by the local authority — sometimes multiple permits are required —
municipality as well as state. Check with the local authority having jurisdiction for local requirements.
Testing — The authority having jurisdiction observes a system performance test. Usually only a “puff” or air test
is required. Air is blown through the system to ensure there are no obstructions in the piping.
Sometimes a bag or a dump test is required. Chemical is released through the system as would be in an actual
fire situation and caught in a bag or bucket at each nozzle. The chemical is weighed to make sure the proper
amount has been released. Many times dump tests require additional cost to flush the pipes and nozzles.
Check with the local authority having jurisdiction for local requirements.
Fire System Detectors
Most fire systems use a fusible link (Figure 40) installed in the exhaust plenum above each piece of cooking
equipment. In the event of a fire, the heat will melt the metal link which has a specific melting point ranging from
165º F - 500º F, thus triggering the fire system.
Pneumatic tubing (Figure 41) is another detection device that can be used in both appliance specific and full
flood systems. The tubing runs the entire length of the hood and in the event of a fire, the tube will melt at
435ºF releasing the pressure in the line triggering the fire system.
6
Figure 40
Pneumatic TubingFusible Link
Figure 41
27
Page 28

Below is an example of a typical fire suppression system in a hood
Nozzle: A device used to deliver a
specific quantity, flow, and discharge
pattern of fire suppression agent.
Either appliance specific or full flood.
6
®
Control Mechanism: An assembly
that responds to and controls the
actuation cartridge, manual pull station,
gas valve, cylinder assembly, and
detectors. The assembly is made of
rugged mechanical components.
Microswitches: Dry contacts are located
in the release mechanism, set to trip
with the fire system. Switches are either
normally open (NO) or normally closed
(NC) contacts that can perform a variety
of tasks. For example, wiring a NC
contact in series with a supply fan switch
will turn off the fan in a fire and powering
a NO contact wired to the exhaust fan
starter will turn on the exhaust fan in
a fire. The switches may also be used
with a building fire alarm, shunt trip, and
electric gas valve shut off.
Agent Cylinder: Pressurized tank
with valve assembly containing wet
chemical restaurant fire suppression
agent and expellent.
Detector: A fusible link or pneumatic
tube that will automatically actuate
the fire suppression system at a
predetermined temperature. Located
behind the filter bank.
Figure 42
Remote Pull Station: A device that
provides manual activation of the system
from a remote location. Located in the
path of egress 42 to 48 inches above the
finished floor.
Gas Valve: A mechanical or electrical
valve used to shut off the supply of
gas to the appliances when the fire
suppression system discharges. Such
devices are required by NFPA96
and are to be listed with system
components. Gas valves must be
manually reset.
Exhaust Duct Fire Dampers
The primary purpose of the damper is a secondary back-up to the fire suppression system. If that system fails
and allows enough heat to escape into the exhaust duct, the fire damper will close and in some cases shut
down the exhaust fan. The most common fire damper has a fusible link actuator.
Fire dampers in the exhaust duct are not required in most areas. However, a few local code authorities may
require them, so be sure to look into the requirements in the area of construction.
Supply Duct Fire Damper
Like the exhaust damper, the supply dampers offer protection from a spreading fire. Many times, when the fire
suppression system is activated, power is cut to the supply fan to prevent feeding the fire with forced oxygen.
Using a fusible link fire damper to close off the supply duct can reduce the threat of greater fire damage. Again,
few code authorities require fire dampers and in many cases they may not be permitted.
28
Page 29

®
ENERGY MANAGEMENT SYSTEMS
Variable Volume
Would you buy a car without a throttle? Not likely. So why buy a kitchen ventilation system without a means
to vary its exhaust and supply airflow to meet the demands of the kitchen? Today, society is becoming more
concerned with energy conservation and depleting natural resources. Twenty-five percent of energy costs in a
food service operation are consumed by conditioning outside air. Driving such costs is the fact that kitchens
can have twenty or more air changes per hour. Installing a variable volume system will allow for the exhaust and
supply units to ramp up and down depending on the cooking load which will generate the best efficiency the
system is capable of. There are four types of variable volume systems ranging from a manual, simplistic set-up
to an advanced control system with multiple sensors.
Varying both the exhaust and the supply will vary the amount of air that needs to be conditioned. In some
cases, a variable system can reduce the costs associated with conditioning make-up air by up to 50%. A cost
analysis as shown in Figure 44 can be done to determine how long before a system will pay for itself.
Manual system with a single-phase 2-speed motor (high or low)
• No temperature sensor
• Low speed (exhaust and supply fan)
• High speed (exhaust and supply fan)
• 100% override to high speed
• Standard motor starters with 2-speed fans (single-phase)
The manual system uses a two-speed fan with no input sensors to vary exhaust and supply rate. The person
using the system determines the two settings (high or low). This system is the lowest cost of all variable volume
systems. To design this system select a two-speed exhaust and two-speed supply fan motor. A two-speed
switch will need to be mounted on the hood for easy access. Some jurisdictions may not allow this type of
system so check with your local AHJ before specifying.
7
Automated system with a single-phase 2-speed motor (high or low)
• Temperature sensor in the duct collar as input device
• Low speed (exhaust and supply fan)
• High speed (exhaust and supply fan)
• Fire system warning alarm tripped at a set temperature
• Fire system activated which also turns off supply fan
• 100% override to high speed
• Standard motor starters with 2-speed fans (single-phase)
The automated system also uses a two-speed motor to vary exhaust and supply rate, however, a temperature
sensor in the duct collar determines what rate the fan is running. When the cooking equipment generates
enough heat, the fan will ramp up automatically from low to high or can be manually overridden to high speed.
To design this system select a two-speed exhaust and two-speed supply fan motor. This option will include a
duct mounted temperature sensor, controller, and a three position switch.
Control System for 3-phase motors with variable speed (temperature sensors)
• Temperature sensor in the duct collar as input device
• Exhaust and supply speeds vary with the temperature
• Fire system warning alarm tripped at a set temperature
• Fire system activated which also turns off supply fan
• 100% override to high speed
• Variable frequency drives (exhaust and supply)
The control system varies the frequency of the motor drives according to the temperature seen in the duct
collar. Instead of high or low, this system will run at the optimum performance. This option will include a duct
mounted temperature sensor, I/O processor, frequency motor drives, and a keypad.
29
Page 30

®
Advanced Control System (temperature and optic sensors)
• Temperature sensor in the duct collar as input device
• Exhaust and supply speeds vary with the temperature
• Infrared sensor in capture area (for cooking surges)
• Variable Frequency Drives (VFD) ramp to high with smoke density increase
• Fire system warning alarm tripped at a set temperature
• Fire system activated which also turns off supply fan
• 100% override to high speed
• Variable frequency drives (exhaust and supply)
The advanced control system varies the frequency of the motor drives according to the temperature seen in the
duct collar, and it uses a infrared sensor to detect smoke density. Once the infrared beam is broken, caused by
a surge in the cooking effluent, the system will ramp to 100% instantly for a set period of time. The system will
return to the speed at which the temperature dictates when the smoke has been removed. This system can be
overridden to 100% and can be linked to the fire system.
Advanced Variable Volume System
1. I/O Processor: Controls the lights, fans, and up to four hoods. It communicates to the electronic motor
starters (VFDs) and can be manipulated using the keypad.
2. Electronic Motor Starter (VFD): Receives a start/stop command and a 4-20ma signal from the I/O
processor. It varies the fan motor speed between a minimum and
maximum setting.
3. Keypad: Provides daily operation functions and setup features.
4. Temperature Sensor: Located in the duct collar behind
the filters, it monitors the duct temperature. A signal
is then transmitted to the I/O processor in order
7
to vary the fan speed in proportion to the
actual heat load.
5. Optic Sensors: Monitor when
actual cooking is taking place. After
a 7% reduction is detected a signal
is sent to the I/O processor to bring
the fan motor to full speed until all
the effluent is exhausted.
3
4
5
2
5
1
Payback Analysis
Figure 43
• CFM Reduction: Typically ranges from 10% to 50% of design volume
• Hood operating hours: Typically ranges from 12-24 hours per day or 4,380-8,760 hours per year
• Average energy costs: $2 per cfm/year can be used for estimating conditioning make-up air costs
• Initial variable system cost: $3,500
Without Variable Volume With Variable Volume
Wall Canopy Hood 15 L x 5 W x 2 H (ft.) Wall Canopy Hood 15 L x 5 W x 2 H (ft.)
Design exhaust volume 5000 cfm Design exhaust volume 5000 cfm
CFM reduction None CFM reduction 2500
Hood operating hours per year
Average climate and energy costs
Est. total operating cost/year $7500 Est. total operating cost/year $3750
6750 hours
$2/cfm/year
Hood operating hours per year
Average climate and energy costs
Annual savings $3750
Payback Period
(initial cost/annual savings) 0.9 years
6750 hours
$2/cfm/year
Figure 44
30
Page 31

®
UNIT SELECTION: EXHAUST FAN SELECTION
Exhaust fans are an integral component of commercial kitchen ventilation. When the wrong fan is chosen,
the system can have inefficient performance and could lead to premature fan failure. These fans must be
able to withstand heat and grease laden air and are made differently than an ordinary fan. Fans in grease
environments must carry the UL 762 label, which rates them for grease and heat applications. The fan must
overcome the losses of the system and be sized to move the correct amount of air. The fan wheel best suited
for grease applications while still maintaining air movement at higher static pressures is a centrifugal backward
inclined wheel. Also, centrifugal wheels have endurance to withstand grease loading. The following fans use a
centrifugal wheel all capable of static pressures up to 5 in. wg.
TYPES OF FANS
Upblast
Upblast fans are the most common type of kitchen exhaust fan. They use a centrifugal
backward inclined fan wheel, are either direct drive or belt driven with an isolated
motor, and can be roof or sidewall mounted. The belt driven units have adjustable
pulleys for final system balancing. Be sure to check the current load (amps) on the
fan motor after a change has been made. Small increases in fan speed results in large
power increases required by the motor. Grease drains/traps should be used on the
fan to collect grease that has passed through the filtration system and may cause
roof damage. A vented curb may be required in heat applications such as kitchen
ventilation. Hinged curb cap and cleanout ports allow easy access to the inside of the fan and duct.
Inline
Inline exhaust fans use a centrifugal backward inclined fan wheel and are mounted
as part of the ductwork, usually inside the building. Access panels are located on
the housing allowing disassembly of the fan without removal from the ductwork.
These fans are best suited for applications where mounting a fan on the exterior
of the building is not possible. Examples would be a high-rise building where
penetrating multiple floors with ductwork would not be feasible or a building where
a fan would detract from its visual appearance. Inline grease fans have an isolated
motor, adjustable pulleys, and two grease drain plugs with the capability of being
mounted horizontally or vertically.
Utility
Utility fans offer a variety of discharge positions and can be mounted inside or
outside of the building, offering flexibility with respect to duct design. Although utility
fans use a centrifugal backward inclined type wheel, the airflow pattern is changed
such that the air is turned 90º as it passes through the fan. This must be considered
when designing the ductwork layout. An isolated motor compartment and adjustable
pulleys offer flexible speed adjustment for final system balancing, but check the
current load (amps) on the motor after each adjustment.
Fan Selection
A fan should be selected based upon a variety of criteria. First, decide which type of fan is best suited for the
application. Next, determine airflow requirements (see determining exhaust rate) and system static pressure
(see ductwork and pressure loss). Third, consider the fan sound level. For example, for two fans that produce
the same airflow rate, the fan with the larger fan wheel will be running at a lower RPM, thus producing less
sound. A fan’s sound level at various operating points can be obtained from the fan manufacturer and are given
in either decibels or sones. Choose the appropriate voltage and phase for the power going to the motor.
8
Each fan has a set of fan curves based on airflow, system resistance, motor power, and fan speed. It is crucial
to choose a fan within the limits given by the fan manufacturer on the fan curves. The curve that represents
system resistance begins at the origin and has an increasing slope on the fan performance graph. The curve
that begins at a higher static pressure at zero airflow and tapers to zero pressure with increasing airflow is the
fan performance curve. This is a line of constant fan RPM. To find the correct fan, operating points must fall on
the fan performance curve to the right of the system resistance curve.
31
Page 32

®
SAMPLE FAN SELECTION
Given the following information, Figure 45 illustrates the properties of two fans that meet the criteria. However,
it has yet to be determined which fan is better for this application. Figure 46 will aid in that process.
Required Specifications:
1. Upblast Fan
2. 2500 cfm of airflow
3. 0.25 in. wg static pressure
Fan Manufacturer Data
Model
Relative
Cost
Volume
(cfm)
Fan
RPM
Tip
Speed
(ft./min)
(ft./min)
OV
Operating
Power
(hp)
Motor
Size
(hp)
Opening
Width
(in.)
Opening
Length
(in.)
Weight
(lbs.)
Baffle dBA Sones
1 1.19 2500 1260 6103.0 856 .88 1 20.5 20.5 125 No 66 14.7
2 1.35 2500 838 5375 665 .91 1 26.5 26.5 174 No 63 12.7
Figure 45
Analysis and Selection:
Once airflow and static pressure have been determined from the hood calculations, this data can be entered
into the manufacturer’s fan selection guide. Figure 45 represents two possible fans to select from. Usually
more fans are available to choose from, but only two are represented to simplify this example. From the
manufacturer’s data, choose a fan based on these categories. Relative cost: a lower relative cost is always a
better choice. Operating power vs. motor size: make sure the operating power does not exceed the size of the
motor. Sones or decibels: used to measure the sound of the fan while operating. A lower sound level (lower
number) is usually desirable. Tip speed or Fan RPM: represents how fast the fan is turning. A slower turning fan
wheel is usually quieter. The volume (CFM) will be set where specified.
More importantly, pick a fan based on the fan curves using Figures 46. Curve A represents the system
resistance curve. Think of this curve as a boundary. A fan will be unstable while operating to the left of this
curve. Curve B represents where the fan will operate given the operating conditions. Curve C is the fan
performance curve at a given RPM. Where curve B and C intersect is the operating point and any fluctuation in
the system will cause the fan to vary its operating point along Curve C. For example, if static pressure increases
in Model 1, Curve B will shift towards Curve A. That is why it is important to select Model 1 over Model 2.
8
Fan Model 1 has room to account for system variances where Model 2 can only see a small increase in static
pressure before the fan becomes unstable. It is also beneficial to choose a fan operating on a greater Curve C
slope. Model 1 operates on a greater Curve C slope. Model 1 can see a greater static pressure increase than
Model 2 before going unstable. The dashed line represents brake horsepower.
2.5
2.0
1.5
1.0
Static Pressure (in. wg)
0.5
0.0
0 500 1000 1500 2000 2500 3000 3500 4000
Curve A
Curve B
Volume (CFM)
1.0
0.8
0.6
0.4
Curve C
0.2
0.0
Centrifugal Backward Inclined
3.0
2.5
2.0
1.5
Power (hp)
1.0
Static Pressure (in. wg)
0.5
0.0
Curve A
Curve B
Curve C
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Volume (CFM)
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Figure 46
Power (hp)
Model 1
Model 2
32
Page 33

®
UNIT SELECTION: MAKE-UP AIR SELECTION
The purpose of make-up air, supply air, and several ways to introduce it were thoroughly discussed in an
earlier section of this guide. There are several types of make-up air units (MUA) used to bring supply air into the
building that will be discussed in this section.
Types of Make-Up Air
Untempered — The unit introduces outside air directly into the
building without heating or cooling it. These units have a low
up-front cost, use less energy to operate, and are often ideal for
tempered climates that remain comfortable most of the year.
Heating
Direct Gas — The most common units, especially in the northern half of the United States, are the direct gas-
fired units. These units provide outside air that is usually untempered in the summer months and heated in the
fall, winter, and spring months. They have an operating efficiency of nearly 100% because the flame is directly
in the airstream. Some efficiency is lost in the combustion process. A temperature sensor is set in the unit to
regulate the heating cycle. Direct gas-fired units move the air directly over a burner to obtain the desired leaving
air temperature. A unit that is running too slowly is likely to introduce unwanted by-products into the building
airstream.
Fortunately, many manufacturers have the ability to operate their units at 70-50% of the total airflow. A
modulating damper at the inlet maintains a minimum airflow velocity of 3000 fpm across the burner. It is
important to verify the heat and airflow turndown with the manufacturer to prevent costly redesigns.
Indirect Gas — Similar to direct gas-fired, indirect gas-fired units also heat the air when needed or otherwise
bring in untempered outdoor air during warm months. This process uses a heat exchanger which is 80%
efficient. Gas is fired through a clamshell or S-tube heat exchanger. Heat is then transferred to the air as it
passes over the clamshell or tubes while combustion by-products are vented to the outdoors.
Steam Coil — Air reaches its leaving temperature by flowing over steam-heated radiator coils. Steam from a
boiler system can be tied into a series of coils in a make-up air unit. This allows the use of steam in heating air
during cold periods.
Hot Water — Hot water can be used similar to a steam coil but is uncommon in kitchen applications.
Electric Heating — Electric-heating coils can be placed in a heater control cabinet on a make-up air unit to
provide heat during cooler periods of the year. However, electric heat can be costly.
Cooling
Direct Expansion — This method of cooling utilizes refrigerant gas in a cooling coil. Air is cooled as it travels
across the coil. This method is commonly used with direct gas-fired and indirect gas-fired units when both
heating and cooling is desired.
Evaporative Cooling — Evaporative cooling is inexpensive and works well in areas that are hot and dry. The
hot, dry air is passed through a moistened media and cooled using the principle of evaporation. Heat is needed
to cause evaporation, thus heat is pulled from the hot air passing over the media. This is an easy addition to
any make-up air unit to provide inexpensive and efficient cooling.
8
Chilled Water Coil — Just the opposite of the hot water coil, chilled water runs through a set of coils cooling
the air as it passes over them. An easy and relatively inexpensive option if already using chilled water cooling to
condition a building.
In many cases, heating is required more often than both heating and cooling. Additionally, a building may have
an air conditioning system already in place that can supply enough cool air to the kitchen during warm days
eliminating the need for cooling. However, heating and cooling options can be combined into one make-up air
unit. It is best to consult the manufacturer for a full list of heating and cooling options.
33
Page 34

®
Selecting and Customizing
The 3 steps to selecting a base make-up air unit include:
1. Determine required tempering options. If required, decide which type of heating and/or cooling.
2. Determine required supply airflow.
3. Determine external static pressure.
4. Select the proper motor voltage for the application.
There are many different options to accessorize the unit, but the three steps above will aid in selecting the
proper base model. Two of the most common accessories are filter choices and combination curbs. Different
manufacturers offer a choice of filter type to be used on the inlet of the make-up air unit. Consider efficiency, cost,
durability, and the ability to clean when choosing the proper filter for an application. It is usually wise to consider
a combination curb if possible when selecting make-up air unit ducts. Combination curbs offer the benefit of
requiring only one roof penetration for the supply and exhaust ducts. In this case, it is important to ensure enough
roof space such that the inlet of the make-up air unit is able to be mounted 10 ft. from the exhaust fan outlet
per NFPA 96 standards. Figure 47 shows an example of a typical commercial kitchen make-up air unit given the
following information.
Required Specifications:
1. Direct gas-fired make-up air unit
2. 2000 cfm of airflow
3. 0.25 in. wg static pressure (external)
Make-Up Air Manufacturer Data
Model
Volume
(cfm)
Ext. SP
(in. wg)
Total SP
(in. wg)
Fan
RPM
Operating
Power (hp)
Motor
Size
(hp)
Heat
LAT
(ºF)
Htg.
Input
(MBH)
Htg.
Output
(MBH)
dBA Sones
1 2000 .25 .989 1214 .89 1 70 208.3 191.7 67 14.7
2 2000 .25 .912 786 .55 .75 70 208.3 191.7 63 11.8
Make-Up Air units must be selected based on the power of the motor, the fan speed, static pressure, sound
level, and fan performance curves (Figure 48 ). Volume and static pressure are determined from the system
and drive fan selection. Make sure the motor operating power does not exceed the motor size. Choose a fan
8
that will be quiet (lower sones or decibels), but above all, be sure to look at the fan curves. Curve B must fall
to the right of Curve A, otherwise instability will occur. Curve A represents the boundary for the fan, Curve B
shows where the fan is operating given the operating conditions, and Curve C represents fan performance at a
particular fan speed. Choose a fan where Curve B falls far to the right of Curve A (Model 1). Curve B for Model2
falls too close to the fan boundary (Curve A), thus a system variation may cause the fan to become unstable.
The dashed line represents fan brake horsepower. These curves differ from the exhaust fans (Figures48)
because a forward inclined fan wheel is used for make-up air units.
1.6
1.4
1.2
1.0
Curve A
Curve B
4.0
3.5
3.0
2.5
1.2
Curve A
1.0
0.8
Curve B
Figure 47
3.0
2.5
2.0
0.8
0.6
Static Pressure (in. wg.)
0.4
0.2
0.0
0 500 1000 1500 2000 2500 3000 3500 4000
Volume (CFM)
Curve C
Model 1
2.0
Power (hp)
1.5
Static Pressure (in. wg.)
1.0
0.5
0.0
Forward Curved
34
0.6
0.4
Curve C
0.2
0.0
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Volume (CFM)
Figure 48
Model 2
1.5
1.0
0.5
0.0
Power (hp)
Page 35

®
DUCTWORK AND PRESSURE LOSSES
General Requirements
Commercial kitchen exhaust ductwork for a TYPE I kitchen hood is much different from regular building
ductwork. This ductwork carries hot, grease laden air out of the building. For this reason, these types of ducts
are subject to strict standards through NFPA 96. Some general guidelines are as follows:
• Use 16 gauge carbon steel or 18 gauge stainless steel (minimum thickness)
• All joints and seams to be fully-welded and liquid tight
• Ductwork shall lead directly to the building exterior
• Follow clearance to combustibles (see Glossary on page 48)
• Minimum airflow of 500 fpm through ductwork
• Ductwork shall not be interconnected with any other type of building ductwork
• To prevent accumulation of grease in horizontal ductwork, cleanout ports are required every 20 feet, and the
duct should slope towards the hood 0.25 inches every foot for duct runs under 75 feet. Runs greater than this
require a slope of 1 inch per foot.
Note: These are only a few of the requirements; NFPA 96 and local codes should be consulted before duct
design. Type II kitchen hoods use regular ductwork and do not follow these guidelines.
Design
A consideration when designing ductwork is finding the optimum flow rate through the duct. This is done to
reduce grease particles from settling in the ductwork. Hood exhaust flow rate (cfm) should be known from
the hood selection process, therefore duct size can be calculated. Choose a duct velocity between 1000
and 2000fpm and use Eq. 1-3 to determine duct areas and velocities. Duct velocities above 2000 fpm create
unwanted noise and duct sizes are too large for velocities below 1000 fpm.
Eq. 1
Eq. 2
Eq. 3
Duct Pressure Loss
The largest consideration in duct design is pressure loss. Pressure loss through the hood, filters, and duct
collars are determined experimentally and given by the hood manufacturer. Pressure loss for straight
galvanized duct runs with a velocity of 1500 fpm and an area of 1.5 sq. ft. may be assumed to be
0.0019in.wg per foot of duct. If further accuracy is desired, consult ASHRAE Handbooks. Figure 50 and 51
list pressure losses through expansions and contractions, while Figure 52 through 54 list pressure losses for
various types of elbows and joints. Round elbows should always
be used in place of mitered joints to reduce pressure loss. Total
system pressure loss can be obtained by adding all losses in
the system. Note, there may be more than one hood system per
exhaust fan. Also note, standard air conditions were assumed for
all pressure calculations.
System Effects
System effects are losses that occur due to the design of duct
systems. There is no good way to calculate the pressure loss
associated with this phenomenon, but there are ways to prevent
it. One of the largest contributors to system effects is an elbow
just before termination into the exhaust fan. This elbow creates
turbulence at the fan, causing fan performance to suffer. See
Figure 49. A minimum distance of three fan wheel diameters
must be between the bend and the fan inlet.
Avoid direction
changes like this
near inlets and
outlets.
Figure 49
9
35
Page 36

®
Pressure Loss of Duct Components
To determine pressure loss in a duct system, the pressure losses in each part of the duct must be known.
This section contains the pressure losses (in. wg) for a few common types of ductwork joints and connections.
Most joints must be sized in order to achieve an accurate pressure loss. A simple area ratio, angle of a bend,
or radius of a curve must be determined in order to calculate pressure loss. Use the dimensions of the figures
to determine pressure loss from the tables. These Figures assume a duct velocity of 1500 fpm. Pressure loss
changes with duct velocity, therefore, Eq. 2 can be used to adjust the pressure loss according to the actual
duct velocity. Determine the pressure loss from the table at 1500 fpm and insert the new velocity into the
equation. See duct example on page 38.
Eq. 4
Expansion and Contraction joints are used to change the duct velocity by increasing or decreasing the duct
size. To determine pressure loss, find the area of the duct on both sides of the joint, then find the ratio of the
areas. Determine the angle of the transition, then use the table to find the pressure loss.
9
Expansion Loss (in. wg) @ 1500 feet per min
φ
A2/A
2 0.0253 0.0309 0.0351 0.0407 0.0435 0.0449 0.0463 0.0421
4 0.0505 0.0603 0.0702 0.0786 0.0856 0.0884 0.0884 0.0884
6 0.0589 0.0659 0.0814 0.0954 0.1010 0.1066 0.1066 0.1052
10 0.0589 0.0687 0.0828 0.0982 0.1122 0.1221 0.1193 0.1207
16 20 30 45 60 90 120 180
1
Duct Expansions
Contraction Loss (in. wg) @ 1500 feet per min
φ
A2/A
2 0.0070 0.0070 0.0600 0.0168 0.0253 0.0337 0.0365
4 0.0070 0.0056 0.0700 0.0239 0.0379 0.0491 0.0575
6 0.0070 0.0056 0.0700 0.0253 0.0393 0.0505 0.0589
10 0.0070 0.0070 0.0800 0.0267 0.0407 0.0519 0.0603
10 15-40 50-60 90 120 150 180
1
A
2
Φ
Φ
A
1
Gradual Expansion
A
2
A
1
180º Expansion
Figure 50
A
1
Φ
Φ
A
2
Gradual Contraction
A
1
Duct Contractions
36
180º Contraction
A
2
Figure 51
Page 37

®
The 90º elbow is a very common type of joint in duct systems.
Determine the dimensions of the duct and the radius of the
bend. Two ratios must be obtained, radius over depth (R/D) and
the aspect ratio, width over depth (W/D). Use Figure 52 along
with the ratios obtained to determine pressure loss. Joints with
no radius are called Miter Joints.
Elbow Losses (in. wg) @ 1500 feet per min
R
W
Aspect Ratio (W/D)
R/D 0.25 0.50 1.00 2.00 3.00 4.00
Miter 0.2105 0.1852 0.1613 0.1459 0.1291 0.1207
D
Duct Elbow
(90º round)
0.5 0.1908 0.1698 0.1473 0.1333 0.1179 0.1108
1 0.0631 0.0393 0.0295 0.0295 0.0281 0.0267
1.5 0.0393 0.0253 0.0182 0.0182 0.0168 0.0168
2 0.0337 0.0210 0.0154 0.0154 0.0140 0.0140
3 0.0337 0.0210 0.0154 0.0154 0.0140 0.0140
Use Figure 52 for dimensions.
D
Duct Elbow (Miter)
Φ
Figure 52
Pressure Loss in a Y-Type Connection (in. wg)
Qa/Q
c or Qb/Qc
φ
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
15 -0.3718 -0.2717 -0.1859 -0.1101 -0.0429 0.0143 0.0586 0.0958 0.1216 0.1387 0.1430
30 -0.3003 -0.2145 -0.1430 -0.0758 -0.0143 0.0400 0.0987 0.1301 0.1573 0.2002 0.2288
45 -0.1859 -0.1330 -0.0787 -0.0229 0.0286 0.0801 0.1316 0.1802 0.2288 0.2860 0.3289
Q
1
A
1
A Y-Type connection is used to bring two ducts into one. It is
often used to combine two hood systems or two duct collars
to one duct branch. First, determine the flow rate of the two
branches Q1 and Q2 (cfm). Add the two to get Q3. Divide
Q1 by Q3 to obtain a ratio. Then determine the angle of the
branches. Select a pressure loss from the table using the ratio
and the angle of the branches.
Q
2
A
2
Φ
Φ
A
3
W
Q
3
9
Figure 53
Pressure Loss in a Tee-Type connection (in. wg)
Qb/Qc
V
c
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
<1200 -0.1052 -0.0744 -0.0042 0.0463 0.1445 0.1543 0.3016 0.4111 0.5865 0.6706
>1200 -0.0968 -0.0295 0.0323 0.0940 0.1642 0.2329 0.3746 0.4714 0.5514 0.7197
A
Q
c
A tee-type connection is for ducts running into other
ducts. Such a connection could be made between
c
V
c
two hoods or for hoods with multiple duct collars. Vc
represents the velocity of the combined airstreams in fpm.
Qb represents the airflow connecting to the main duct run,
and Qc represents the combined airflow in the main duct
run after the airflows have combined.
Note: Assumes Ab/Ac=0.5 and As/Ac=1
A
b
Q
b
Q
s
A
s
Figure 54
37
Page 38

Exhaust Duct Pressure Loss Example
G
R = 24 in.
E
®
Duct System Key
Hood: 3000 cfm, Ps=0.55 in. wg
A 10 x 12 Duct Collar
D
B 10 x 12 Duct Collar
F
Φ = 180
o
C
BA
o
Φ = 45
C Y-Type Connection
D 90º Elbow (Miter)
E 180º Expansion
F 90º Elbow
G Fan Inlet
Total length of ductwork = 40 ft
9
38
Page 39

®
Reference Figure 53
Reference Figure 52
Reference Figure 50
Reference Figure 52
9
39
Page 40

®
UTILITY DISTRIBUTION SYSTEMS
Utility Distribution System
A Utility Distribution System (UDS) is a pre-engineered delivery system for the cooking equipment’s utilities.
It eliminates custom designed contractor built walls to bring the utilities to the cooking appliances. To build a
contractor wall, engineers and consultants have to work together to design the utilities into the wall dependent
on the cooking line-up. Plumbing, electrical and general contractors all have to work together to install the utility
wall. Custom built utility walls are built for a specific cooking line-up and require hours of coordination to be
built in the field. If that line-up changes, the electrical and plumbing have to be changed to accommodate for
the new line-up.
3
Greenheck’s FlexConnect™ UDS provides
3
⁄4inch and 11⁄4 inch gas drops every 12 inches. The owner might not need all of these drops immediately, but
if changes to the cooking line are made due to menu or staff preferences, FlexConnect has the extra utility
drops designed into the system. This built-in flexibility allows equipment changes as needed throughout the
restaurant’s life without costly re-piping charges. Equipment can be moved as needed, anytime, anywhere
without the headache. With a contractor built wall, changes to the cooking line become cost prohibitive and
difficult with wall penetrations and multiple trade involvement. Disconnects and outlets allow the cooking
equipment to be easily moved for cleanup and inspections. Convenience duplex outlets are placed in every
riser providing the flexibility to use other electrical equipment. Greenheck’s UDS is manufactured of 16 gauge
304stainless steel to provide superior strength. With a contractor built wall, outlets are often inaccessible,
and utility outlets are difficult to clean around often trapping dirt and grease. Contractor built walls are built of
drywall and wood studs which hold moisture and may cause health risks in the kitchen.
⁄4 inch hot and cold water drops every 24 inches and alternating
10
Incoming services are brought in through the two vertical risers, either dropping from the ceiling or extending
up through the floor. Each service has its own compartment within the unit. Water and gas services can be
plumbed in the riser with main service shut-off valves that allow one final connection in the field. Mechanical
or electrical emergency shut off valves can also be installed for the gas service. Depending on the cooking
equipment, looped gas can be used if the unit is longer than 20 feet.
A UDS is classified as a kitchen appliance with a 7 year depreciation life. A contractor built wall has a
depreciation life of 31 years. When the customer’s lease has ended, a UDS can be removed from the premises
for use in another location. A contractor built wall is a leasehold improvement. If a move is made to a new
location, another wall must be built. UDS systems have been pre-tested and approved as a code compliant
appliance, thus installation and inspection are quickly completed.
5
UDS FEATURES
1. Utility Chase
Gas Drop
Hot or Cold Water Drop
2. Utility Riser
3. Removable Panels
4. Bumper Guards
5. Riser Collar
1
6. Support Pedestal
7. Pipe Manifolds
9
2
7
3
8. Pipe Stub Outs
9. Hood Light/Fan
Switches
8
4
11
6
Figure 55
10. Covered
Convenience Outlet
11. Receptacle
Mounting Plate
(Underneath)
10
40
Page 41

®
A
Greenheck’s FlexConnect™ UDS is available in four different options; base unit, receptacle only (Electrical
option 1), a complete wiring (Electrical option 2), and custom units. FlexConnect™ base and optional equipment
packages allow for fast lead times and lower prices while custom units can be designed to meet any need.
FlexConnect™ Design Options
1. Base Unit — This unit includes plumbing for gas and water service. No electrical package, but unit can be
field wired by the electrical contractor. To design this system the following must be provided: Desired UDS
length, hood hanging height, and if plumbing accessories are required, provide appliance requirements (gas
and water ball valve sizes).
2. Electrical Option 1 — Base unit with receptacles every 12 inches along the bottom of chase. They are
sized to the cooking equipment but are not wired. Field wiring is required by electrical contractor. To
design this system the following must be provided: Desired UDS length, hood hanging height, appliance
requirements (gas and water ball valve sizes, voltage, amps, phase).
3. Electrical Option 2 — Base unit with receptacles fully wired to either a panelboard or point of use electrical
system. To design this system the following must be provided: Desired UDS length, hood hanging height,
appliance requirements and location (gas and water ball valve sizes, voltage, amps, phase).
Optional equipment for FlexConnect™ units:
• Ball valves for plumbing
• Gas restraining devices
• Cord and plug set
• Main and fire disconnect breakers
POSITION LABEL
CCESS PANEL(S)
6
UNDERSIDE OF CHASE
RECEPTACLE PLATES
Elevation view of typical FlexConnect™ system with panelboard
• Hoses and quick disconnects
• Pressure gauges
• Mechanical gas valve
• Superswivel for gas hoses
MAIN SERVICE DISCONNECT
STATION
CAUTION!
Switch both of the disconnects to OFF positions before
servicing this or any electrical system within this
Utility Distribution System. After servicing switch the
disconnects to ON position to reactivate Electrical service
Main Service
Disconnect Switch
120/208/3ph.
MAIN
DISCONNECT SWITCH
7
6
POSITION LABEL
LABELED
BREAKER PLATE
3
20 AMP.
120/1ph
4
VERTICAL
CABLE BUSS SYSTEM
HORIZONTAL CHASE
5
20 AMP.
120/1ph
6
FIRE SYSTEM
DISCONNECT SWITCH
SINGLE LINE
BREAKER PANEL
VENTILATOR
FAN/LIGHT SWITCHES
BLANK PLATE(S)
FOR OTHER CONTROLS
20 AMP 120V
RECEPTACLE
BOTH ENDS
SERVICE RISER(S)
MAIN BREAKER(S)/CONTROLS
LOCATED IN ONE RISER END
7
20 AMP.
120/1ph
Fire Protection
Disconnect Switch
1
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
10
HORIZONTAL
CABLE BUSS SYSTEM
ACCESS PANEL(S)
UNDERSIDE OF CHASE
RECEPTACLE PLATES
Elevation view of typical FlexConnect™ system with point of use breakers
41
Page 42

®
DESIGN CONSIDERATIONS
When designing a kitchen ventilation system, there are a number of ways to enhance hood performance. Even
though many of these considerations are not required, it is still a good idea to make sure the system being
designed meets these considerations.
1 & 2. Overhang Requirements
• A minimum overhang of 6 inches is required by code
• Increase the overhang for heavy duty cooking
appliances
Overhang
3. Dishwasher Overhang
• 12 inches minimum overhang on sides with doors
• Spilling may occur when dishwasher door is opened
• 18 inches is recommended to minimize spillage
• Increasing overhang increases hood performance
• Add a free foot area (See page 11)
• Insufficient overhang results in poor capture and
additional heat gains in the kitchen
Recommended Overhang
(Units in Inches)
Front Sides Back
Combi Oven 18 6 -
Dishwasher 18-24 6 18
Equipment Under
Wall Canopy
Equipment Under
Single Island
Equipment Under
Double Island
12 6 -
12 12 12
12 12 -
11
4. Hood Hanging Height Affects Capture
and Containment:
• 6 ft. 6 in. (78 inches) recommended
• 7 ft. 0 in. (84 inches) allowed but requires more
overhang or more exhaust airflow
• Higher hanging heights may create problems
5. Extraneous Air Currents can have enough force
and velocity to push the contaminated air out
from under the hood:
• Keep air currents to a minimum. NO fans for
spot cooling.
42
Page 43

®
6. Cross Drafts
• The use of portable fans to improve
employee comfort should be avoided
8. End Skirts
• End skirts are strongly recommended
• Enhance capture and containment
• Reduces the effect of cross-drafts and
equipment surges
• Full end skirts reduce overhang requirements
and required exhaust airflow
7. Cooking Equipment Extensions
• Extensions or deflectors can dramatically
improve capture and containment
• Works especially well on island configurations
9. Full End Skirts
Installed on a well
balanced system can
reduce exhaust airflow
up to 10%.
Mini Skirts
Installed on a well
balanced system
can reduce
exhaust airflow
up to 8%.
30
24
10. Hood Volume: 24 inches vs. 30 inches
• 30 inches provides a larger capture tank
for surges
• Most important over char-broilers
11
11. Internal Supply Plenum vs. Exhaust Only
• Exhaust only has a larger capture tank for
surges
• Use exhaust only with external supply plenums
• Most important over char-broilers
43
Page 44

®
12. Open Doorways
• Cause capture problems in the hood due
to cross drafts
14. Door Swing Direction
• Moving hinges to the opposite side of the
door may be a simple and economic way to
improve hood capture
13. Utilizing Endskirts in Doorways
• Installing mini or full end skirts can reduce
the effects of the cross drafts caused by
open doorways
15. Partition Walls
• Adding at partition between the door and the
hood can improve hood capture
11
Transfer
Fan
16. Even Supply Air Distribution
• Supplying air equally from all sides of the
hood will enable efficient capture and
containment
17. Uneven Supply Air Distribution
• As illustrated, uneven supply air will induce
spilling
44
Page 45

®
18. Even Supply Air
• Bringing in supply air evenly on all sides
of the hoods will enable capture and
containment at lower airflow
B
A
B
A
C
19. Hoods Facing Each Other (avoid if possible)
• If situation A occurs, use perforation in face
• Use B with perforation, no 4-way diffusers
• Along with B, use C (back supply plenum)
C
20. Drive-Thru/Pass-Thru
• Supplying sufficient make-up air will
eliminate air currents through pass-thru
and drive-thru windows.
• Keep airflow from pass-thru and drive-thru
windows at 50 fpm maximum
800
150
100
50
100
150
22. 4-Way and Throw Distance
• Keep the airflow below 75 fpm at the hood,
although recommended to be at 50 fpm
maximum
21. 4-Way Diffusers (#1 Design Problem)
• Locate 4-way diffusers at a minimum of
10ft. from hood
• Perforated low throw or 3-ways will reduce
capture problems
Top View of Dining Room
400
Hood
Perforated
Ceiling Diffuser
23. Japanese Steak House (Show Cooking)
• Hoods located in dining room, not in kitchen
• Use perforated ceiling diffusers throughout the
entire dining area to reduce cross drafts
11
45
Page 46

APPENDIX: TROUBLESHOOTING
ITEMS TO CHECK POSSIBLE SOLUTIONS
Problem: Pilot lights are blown out or cooking equipment is cooled by make-up air
Try turning off or reducing the amount of make-up air;
Block off portions of the supply to direct air away from
Are there drafts from make-up air?
Problem: Cold air can be felt by the cook at the hood
the problem area (test with cardboard first); remove any
obstructions in front of supply that directs air toward the
cooking equipment
®
Is this a short-circuit hood?
Is this an air curtain hood?
Is the make-up air part of the hood or an attached
plenum?
Turn off or reduce the amount of air supplied to the
short-circuit
Turn off or reduce the amount of air supplied to the air
curtain; heat the supply air
Try turning off or reducing the amount of make-up air;
heat the supply air
Hood is not drawing enough air; refer to determining
Is the hood capturing?
exhaust rate and design consideration to ensure proper
design (pages 8 to 14)
Is this an air curtain hood?
Is the make-up air part of the hood or an attached
plenum?
Turn off or reduce the amount of air supplied to the air
curtain (Figures 15-17, page 16 and 17)
Try turning off or reducing the amount of make-up air;
Heat the supply air
Problem: Grease is running off the hood
Is there grease on top of the hood? Exhaust duct is not correctly welded
Is the caulk missing or damaged? Clean problem area and recaulk
Is the grease cup inserted properly? Put grease cup back in place
Is the exhaust fan running in the correct direction?
See fan manufacturers instruction manual for proper
direction/rotation
12
Are the filters in place? Replace missing filters, slide them tight together
Is the hood over exhausting? Slow down fan (See fan installation manual)
Problem: Exhaust fan is not operating or is not operating at design levels
Is the fan receiving power? Replace fuses, reset circuit breakers, check disconnect
Is the belt loose or broken? Replace or tighten belt
Is the fan rotating in the correct direction? Have the electrician correctly wire the fan
Problems with make-up air may interfere with exhaust
Is the make-up air operating?
fan - check the manufacturers installation manual and
assume increases in pressure, decrease cfm
Does the airflow need to be increased?
Adjust or replace pulleys to increase fan speed, install a
larger motor
Clean the fan wheel/blade; replace fan wheel if damaged,
Does the fan vibrate?
check for loose bolts, check for broken or damaged
components, check for rags and other foreign objects
46
Page 47

®
ITEMS TO CHECK POSSIBLE SOLUTIONS
Problem: Cooking odors in the dining area
Hood is not drawing enough air; refer to determining
Is the hood capturing?
exhaust rate and design consideration to ensure
proper design (pages 8 to 14)
Is there a cross draft through doors between the
kitchen and dining area?
Decrease make-up air in the kitchen; increase exhaust
air through hood
Problem: Hood is full of smoke. There is smoke spilling out of the edges of the hood.
Is the fan operating at design levels?
Is the fan correctly sized?
Are the filters in good condition?
Is there sufficient make-up air?
(Kitchen should be a slight negative but not
excessive; check to see if there is a strong draft
through an open door)
Does the current cooking equipment battery match
the original design?
See determining exhaust rate and exhaust fan
selection (pages 31 to 32)
Refer to test and balance report and compare with
findings from the exhaust rate calculations
Clean filters, replace damaged filters, and properly
position them
Check make-up air unit, increase make-up air, ensure
that make-up air is evenly distributed through the
kitchen
Adjust or replace fan to match the cooking load
One hood may be over exhausting and the other
Are there multiple hoods on one fan?
not drawing enough; restrict second hood using a
balancing baffle to balance the airflow
Are there closed fire dampers in the duct? Open fire dampers
Is the ductwork too complex or too small?
Replace fan that can handle higher static loads or
modify the ductwork
Is the ductwork obstructed? Clear obstruction
Is this a short-circuit hood?
Turn off or reduce the amount of air supplied to short
circuit
Problem: Smoke blows away before reaching the bottom of the hood
Are there pass-thru windows near the hood?
Adjust the amount and locations of make-up air to
eliminate drafts through the pass-thru windows
Is this an air curtain hood? Turn off or reduce the amount of make-up air
Is the make-up air part of the hood or an attached
plenum?
Are there cooling fans directed at the hood or cooking
equipment?
Are there ceiling diffusers directing air at the hood?
Try turning off or reducing the amount of make-up air;
block off portions of the supply to direct the air away
from the problem area. (test with cardboard)
Turn off fans
Move diffusers to a more neutral area or replace with
a diffuser that directs air away from the hood
Are there open windows or doors? Close windows and doors
Find the source of the draft and eliminate it; consider
Are there cross drafts or other side drafts?
adding end skirts to the hood (test with cardboard);
increase overhang
Is the hood near a main walkway?
Add end skirts to the hood (test with cardboard first);
increase overhang on spilling edges
47
12
Page 48

12
®
GLOSSARY
Authority Having Jurisdiction (AHJ): The organization, office, or individual responsible for approving equipment,
installation, or a procedure in local jurisdictions.
Backward Inclined: A fan wheel with blades that lay back in the direction of rotation. That is, the edge of the blade
closest to the center axis of rotation will pass a given point before the rest of the blade.
Centrifugal Fan: Fan which moves air away from the center of the wheel to the outer edge in a radial orientation.
CFM: A volume flow rate, cubic feet per minute.
Char-Broiler: An open grill with gas heated briquettes or electric strip heaters. Temperature rating 600ºF.
Clearance to Combustibles: The airspace required between any hood surface and adjacent surfaces (walls,
ceilings, etc.) See NFPA 96, IMC, and local codes for airspace requirements.
Contaminated Air: The unwanted by-products of cooking such as heated air, grease vapors, water vapor, smoke,
gas combustion by-products and the air affected by these items.
Centrifugal Action: The act of using centrifugal force while spinning the air in a helical or corkscrew to separate
solid particles from contaminated air.
Exfiltration: Air exiting a space due to positive pressure.
FPM: Feet per minute, defines the speed of the air.
Fryer: Kettles mounted in a floor or bench mounted unit heated by gas or electricity. Food is cooked by being
immersed in a kettle full of heated oil. Temperature rating 400ºF.
Griddle: A unit with a thick, flat, steel plate heated by gas or electricity for cooking by dry heat. Temperature rating 400ºF.
Hood Face Area: The area of the hood, measured at the inside, lower canopy entrance, expressed in square feet.
Inertial Impaction: As grease laden air passes through a filter that causes a change in direction of the air, the
grease is thrown out of the airstream and sticks to the filter upon impact.
Interception: As grease laden air passes through a bead bed filter, the particle contacts the filter media where
upon impact the grease is collected while the rest of the air continues its path of travel.
K-Class Fire Extinguisher: Portable wet chemical fire extinguisher designed to suppress grease fires found in
kitchens. It utilizes the same chemicals found in the fire suppression systems.
Kitchen Ventilation System: Hoods, fans, make-up air units, and other accessories that comprise the system for
ventilating a kitchen.
Minimum Capture Velocity: The velocity of air in feet per minute required to contain smoke, grease vapors, steam,
or heat.
Minimum Face Capture Velocity: The velocity of air in feet per minute required across the face of the hood to
contain smoke, grease vapors, steam, or heat in the regions outside the updrafts.
Oven: A chamber used for baking, heating or drying foods. Temperature rating 400ºF.
Overhang: The areas of the hood that project beyond the cooking equipment, measured from the internal
perimeter of the hood.
Payback Period: The time for the annual savings to equal the initial cost of an investment.
Proximity Hood: Also referred to as a low wall or backshelf hood. Typically used for low to moderate temperature
counter-height equipment.
Qc: Amount of contaminated air generated by a heated cooking appliance.
Qf: Amount of air required to contain sudden surges, cross drafts, and turbulence above and beyond Qc.
Range: A stove with spaces to cook several things at the same time. Temperature rating 400ºF.
Rate of Return: The rate of earnings received above the initial cost of an investment compounding annually.
(Usually expressed as a percentage)
Schlieren Imaging: An advanced visualization tool that allows the eye to see changes in air density such as the
heat rising off of appliances.
Solid Fuel: Charcoal, wood, or other natural burning cooking sources. Temperature rating 700ºF.
Spilling: The act of contaminated air escaping from a kitchen hood.
Surges: Large quantities of contaminated air generated by abnormal conditions.
Thermal Updraft: The upward movement of air due to a change in density. (Temperature drives density changes).
Variable Volume: A control system that varies the amount of airflow a kitchen ventilation system exhausts and
makes up based on the cooking load.
Wet Chemical Agent: The suppression agent for wet chemical fire suppression system that suppresses fire by
asphyxiating the fire. Usually made up of a solution of water and potassium carbonate-based chemical, potassium
acetate-based chemical, potassium citrate-based chemical or a combination thereof that forms the extinguishing agent.
48
Page 49

®
Q
QUICK REFERENCE GUIDE
LIGHT MEDIUM HEAVY EXTRA-HEAVY
Gas & Electric Ovens
Gas & Electric Steamers
Gas & Electric Ranges
Equipment
(Greenheck’s Appliance
Classification)
Food Warmers
Pasta Cookers
Pizza Ovens
Non-Cooking Appliance
Smoker
Rotisserie
Greenheck Method
(updraft velocity in feet
50 85 150 185
per minute)
International Mechanical
Code
2003 Edition
200 300 400 550
(cfm per linear foot)
Appliance Classifications and Respective Updraft Velocities and Code Factors.
Combi-Ovens
Gas & Electric Fryers
Griddles
Tilting Skillets
Tilting Braising Pans
Grill
Hibachi Grill
Salamander
Upright Broiler
Electric Char-Broiler
Gas Char-Broiler
Mesquite
Infrared Broiler
Lava Rock Char-Broiler
Wok
Chain Broiler
GREENHECK METHOD
Steps 1 through 4 are the steps required to obtain the total exhaust rate using the Greenheck Method.
See page 14 for an example calculation.
E
Q
F
Q
C
QC - Quantity of contaminated air
generated by the cooking equipment.
Identify the appropriate updraft
velocity and multiply it by the area
of the appliance.
QF - Quantity of air required to
contain surges and drafts. Use the
minimum updraft velocity of 50 fpm
and multiply it by the difference in
area between the hood containment
area and the appliance area.
13
49
Page 50

®
QUICK REFERENCE GUIDE
GREENHECK AIRFLOW VOLUME PER LINEAR FOOT (CFM/LINEAR FOOT)
HOOD TYPE LIGHT MEDIUM HEAVY EXTRA - HEAVY
Wall Canopy 200 250 350 450
Backshelf 150 200 300 N/A
Note: 1. Double Island hoods are considered two wall canopy hoods
2. Single Island hoods need to be multiplied by the hood factor after using the wall mounted canopy value
Limits and Assumptions
(for cfm per lineal foot calculations)
1. Used for hoods 54 in. or less in width
2. Cannot be used for pizza ovens
3. Cannot be used for cook chill
4. 6 ft - 6 in. hanging height
5. Vertical updrafts
6. Proper room ventilation
7. Proper overhangs
This method is appliance specific.
See page 15 for an example calculation.
13
FREE FOOT AREA CONSIDERATION
The free foot area consideration allows the
size of the hood to be increased by up to
12 inches beyond the minimum 6 inches
on all sides of the hood without adding
any additional airflow. See page 11 for an
example calculation.
HOOD FACTORS
After calculating the total exhaust QE
multiply by factors that pertain to the job,
if any, to obtain a more accurate airflow
rate. The airflow will increase or decrease
depending on the factor. See page 12 for
an example calculation.
6 in.
2
)
2
)
12 in.
12 in.
6 in.
Steam Kettle
30 in. x 30 in.
(50 cfm/ft
“Greenheck Method” Area
(50 cfm/ft2)
Extended Area Outside Updrafts (50 cfm/ft
Oven
2
)
Free Area Overhang (0 cfm/ft2)
30 in. x 40 in.
(50 cfm/ft
6 in.
Condition Multiplying Factor
Wall Canopy 1.0
Wall Canopy - Finished Back 1.3
Single Island - V-Bank 1.2
Double Island 1.0
Mini Skirts - 2x2 0.92
End Skirts - Full / Wall 0.90
Exhaust Only 1.0
Supply Plenums 1.1
Char-Broiler at end of Canopy or
under a single island hood
1.2
Hanging Height 6 ft. 6 in. 1.0
Hanging Height 7 ft. 0 in. 1.1
12 in.
12 in.
50
Page 51

®
QUICK REFERENCE GUIDE
The table to the right ranks various ways of introducing
make-up air into a kitchen, both tempered and
untempered. To use the chart follow these steps:
1. Decide whether the goal is comfort or low cost.
2. Choose how to introduce make-up air into the kitchen
per the column reflecting either comfort or cost.
Notice supply options that have superior performance are
listed first and decrease in performance near the bottom
of the list.
Goal is Comfort Goal is Low Cost
Tempered MUA No Air Conditioning
Perforated Ceiling GOOD
Back Supply
Plenum
Perforated Face Air Supply Plenum
Back Supply
Plenum
Perforated Face
Air Supply Plenum Perforated Ceiling
Variable Supply
Plenum
Variable Supply
Plenum
Register Face Air Curtain
4-Way Diffuser Short Circuit
The table to the right lists the various methods
of supplying air to the space. The recommended
supply rate columns list the recommended
airflow for each supply option in two ways.
Choose the appropriate supply option and use
either the corresponding cfm/lineal ft or the
velocity in feet per minute when designing or
adjusting the system for maximum performance.
Warning: Portable fans are not a source
of supply air nor should they be used for
personal cooling. The use of portable fans
in a kitchen will cause system failure!
Short Circuit Register Face
Air Curtain BAD 4-Way Diffuser
Recommended
Supply Type
Dimensions
(inches)
Supply Rate
cfm/linear ft. fpm
Back Supply 6 wide 145 290
Air Supply
Plenum
Variable Supply
External
Plenum
Face Supply
Plenum
Perforated
Combination
Register
Combination
12 wide 110 150
24 wide 180 150
11 high
9 wide
160 150
18 wide 150 150
16 high
8 wide
12 high
8 wide
150 150
130 —
Perforated Face 16 high 150 150
Register Face 12 high 250 —
Internal
Perforated Air
Curtain
8 wide 75 —
Register Air Curtain 8 wide 65 —
Short Circuit UL limits (not recommended)
51
13
Page 52

®
QUICK REFERENCE GUIDE
SUMMARY OF FUNDAMENTAL DESIGN CONSIDERATIONS
Air Currents — It is important to minimize air current velocities flowing into or out of the kitchen. These currents
cause cross drafts that degrade system performance, ultimately bringing capture and containment problems.
Circulating Fans — Circulating fans should never be used in a kitchen environment. The high velocity airflow
creates large cross drafts that will cause a kitchen hood to spill effluent and heat into the kitchen.
Ceiling Diffusers or Registers — 4-way diffusers should be avoided if possible. 3-way and 4-way diffusers
should be a minimum of 10 feet from the hood if used. The best alternative is perforated diffusers to allow for
minimal airflow velocity into the room without a specific direction.
Diversity - Research has shown that placement of the cooking equipment can affect system performance.
High temperature equipment such as char-broilers should be placed in the center of the hood while griddles,
ovens and ranges for example are better placed outside of the center when combined with high temperature
appliances.
Front and Back Overhang — It is important to have the necessary hood overhang in order to obtain capture
and containment. There are different recommended and required overhangs for different hoods and equipment.
Be sure to investigate the overhang requirements.
End Overhang — Just as important as front and back overhang is the end overhang. End overhang has
even more variations due to end conditions such as: walls, end skirts, hood type, and application. Be sure to
investigate the overhang requirements.
Traffic Patterns Next to Hood — In a kitchen, objects and persons move in all different directions and
magnitudes. This random motion can cause undesirable secondary air currents (cross drafts) that will cause the
hood to spill.
Correct Match of Hood to Equipment — It is essential to understand what degree of cooking load an
application will be producing in order to properly choose a hood and exhaust airflow rate. Before deciding on a
hood type and airflow rate, determine what category the cooking equipment will fall into and what hood styles
will manage that cooking load. (see chart on previous page)
Proper Balance of Supply and Exhaust Airflow — Balancing exhaust and supply air so that the kitchen is
slightly negative to the surrounding rooms but the building is positive to the outside is crucial. A slightly
negative kitchen to surrounding areas will contain effluent and odors to the kitchen. Maintaining a positive
building pressure to the outdoors is essential to keep dust and insects out. A proper Test and Balance (T&B)
should be conducted to ensure proper pressures.
Supply Air Adjacent to the Hood — Supply air should be brought in through several different sources. When
too much air is brought through one source such as internal and external supply plenums, the velocity will be
too high. At these velocities, turbulent air and negative air pockets around the lip of the hood will form and
induce spilling. Please reference the supply air section on page 15 of this guide for recommendations on the
amount of airflow per supply device.
End Skirts - Installing end skirts on the ends of a hood can generate tremendous cost savings and increased
capture efficiency. Effects from cross drafts through open doorways and pass-thru windows can be reduced
when an end skirt is present. The tendency for air to adhere to a surface as it travels parallel to the surface is
known as the Coanda Effect. Installation of either partial or full end skirts helps guide fumes into the hood. A
small two by two foot end skirt can decease the airflow required to capture by six to eight percent and full end
skirts can decrease airflow requirements by up to ten percent. It is highly recommended to consider end skirts
in all kitchen applications.
13
NOTE: Although this list contains some of the essential design considerations, there are several more that can
greatly influence the performance of a commercial kitchen ventilation system.
52
Page 53

®
REFERENCES, CODES, AND INFORMATIONAL SOURCES
AMCA — Air Movement and Control Association International, Inc.
Their purpose is to give the buyer, designer, and user of air movement and control equipment assurance that
published ratings are reliable and accurate. At the same time, the certification program assures manufacturers
that competitive ratings are based on standard test methods and procedures, and are subject to review by
AMCA International as an impartial view. Usually pertains to fans and make-up air units.
ASHRAE — American Society of Heating, Refrigerating, and Air-Conditioning Engineers
An organization that strives to advance the science and technology of heating, refrigeration, and airconditioning by doing research that leads to standards, codes and general considerations backed by research.
ASHRAE Chapter 31 (ASHRAE 2003 HVAC Applications) explicitly discusses kitchen ventilation. ASHRAE
Standard 154 provides design criteria for the performance of commercial cooking ventilation systems.
IMC — International Mechanical Code (2003 Edition)
A set of codes regulating all different aspects of mechanical building design and the systems within. Kitchen
ventilation systems and their components are predominantly covered in sections 506 through 509.
NFPA — National Fire Protection Association
An organization whose standards and codes promote building safety by regulating or suggesting safe electrical
and fire practices in building construction and the systems installed within.
NFPA 96 (2001 Edition) — is the standard specifically written for kitchen ventilation systems. NFPA 17A is
the standard applying to the design, installation, operation, testing, and maintenance of wet chemical fire
suppression systems.
NSF — National Sanitation Foundation
This agency develops standards and criteria for equipment products and services that bear upon health.
Equipment meeting these criteria will have an NSF label designating the product as one which complies with
promoting public health and safety.
UL — Underwriters Laboratory, Inc.
Underwriters Laboratories, Inc. is an independent, not-for-profit product-safety testing and certification
organization. Many codes and local AHJ’s require that equipment bear the UL label. The following UL tests
correspond directly to kitchen ventilation equipment. UL 710 defines testing and labeling for fume hoods.
UL 1046 defines testing and labeling for grease filters. UL 300 defines testing and labeling for kitchen fire
suppression systems. UL 1978 defines testing and labeling for grease ducts. ULC defines testing and labeling
for Canada. UL 762 is required for exhaust fans used in grease applications.
UMC — Universal Mechanical Code
A set of codes regulating all different aspects of mechanical building design and the systems within. Similar to
IMC code, but adopted by different jurisdictions.
53
13
Page 54

APPENDIX: COMMERCIAL KITCHEN VENTILATION WEB SITES
Greenheck Fan Corporation
http://www.greenheck.com
Fisher Nickel and Commercial Kitchen Ventilation Laboratory
http://www.fishnick.com
American Society of Heating, Refrigerating, and Air-Conditioning Engineers
http://ashrae.org
National Fire Protection Association
http://www.nfpa.org
National Sanitation Foundation
http://www.nsf.org
®
Underwriters Laboratory
http://www.ul.com
Air Movement and Control Association International, INC. (AMCA)
http://www.amca.org
13
54
Page 55

®
NOTES:
55
13
Page 56

Our Warranty
Greenheck warrants this equipment to be free from defects in material and workmanship for a period of
one year from the shipment date. Any units or parts which prove defective during the warranty period will
be replaced at our option when returned to our factory, transportation prepaid. Motors are warranted by the
motor manufacturer for a period of one year. Should motors furnished by Greenheck prove defective during
this period, they should be returned to the nearest authorized motor service station. Greenheck will not be
responsible for any removal or installation costs.
As a result of our commitment to continuous improvement, Greenheck reserves the right to change
specifications without notice.
P.O. Box 410 • Schofield, WI 54476-0410 • Phone (715) 359-6171 • greenheck.com
Copyright © 2005 Greenheck Fan Corp. • KVS Appl & Design Rev. 2 September 2005 SP (00.TAP.1032 R2 9-2005)
Prepared to Support
Green Building Efforts
 Loading...
Loading...