

GE Electric Resistance Welded, ERW, REP, ERW 100 Brochure
Ultrasonics
GE Inspection Technologies
Krautkramer检测设备
电阻焊钢管(ERW钢管)
ERW钢管:检测焊缝、热影响区
(HAZ)的母体材料、其余母体材
料及管端。
在检测过程中最理想的情况自然是、
检测过程与焊接过程靠得越近越好。
这对生产来说有利无弊:有缺陷的钢
管可以直接被挑选出来、焊接工艺将
重新得到调整、以避免继续产生焊接
缺陷。该设备检测钢管焊缝的纵向缺
陷(横向缺陷的检测只按需要进行)以
及热影响区的分层缺陷。
带固定角度的斜探头或带可调入射角
的液浸式探头可以用于本检测设备。
分层缺陷通过液浸式探头检测。
探头的数量取决于待测钢管管壁的厚
度及检测任务。用于检测纵向缺陷的
设备配有至少两个探头。如果有必要
区分内部和外部缺陷、还可以将设备
进行扩展。接下来、再将钢管进行热影
响区焊缝两侧的分层缺陷检测。
设备采用脉冲反射的方法来检测。
在焊接检测中、耦合和功能检测是通
过穿透反射法来进行的、而热影响区
的检测是通过底面回波法来检测的。
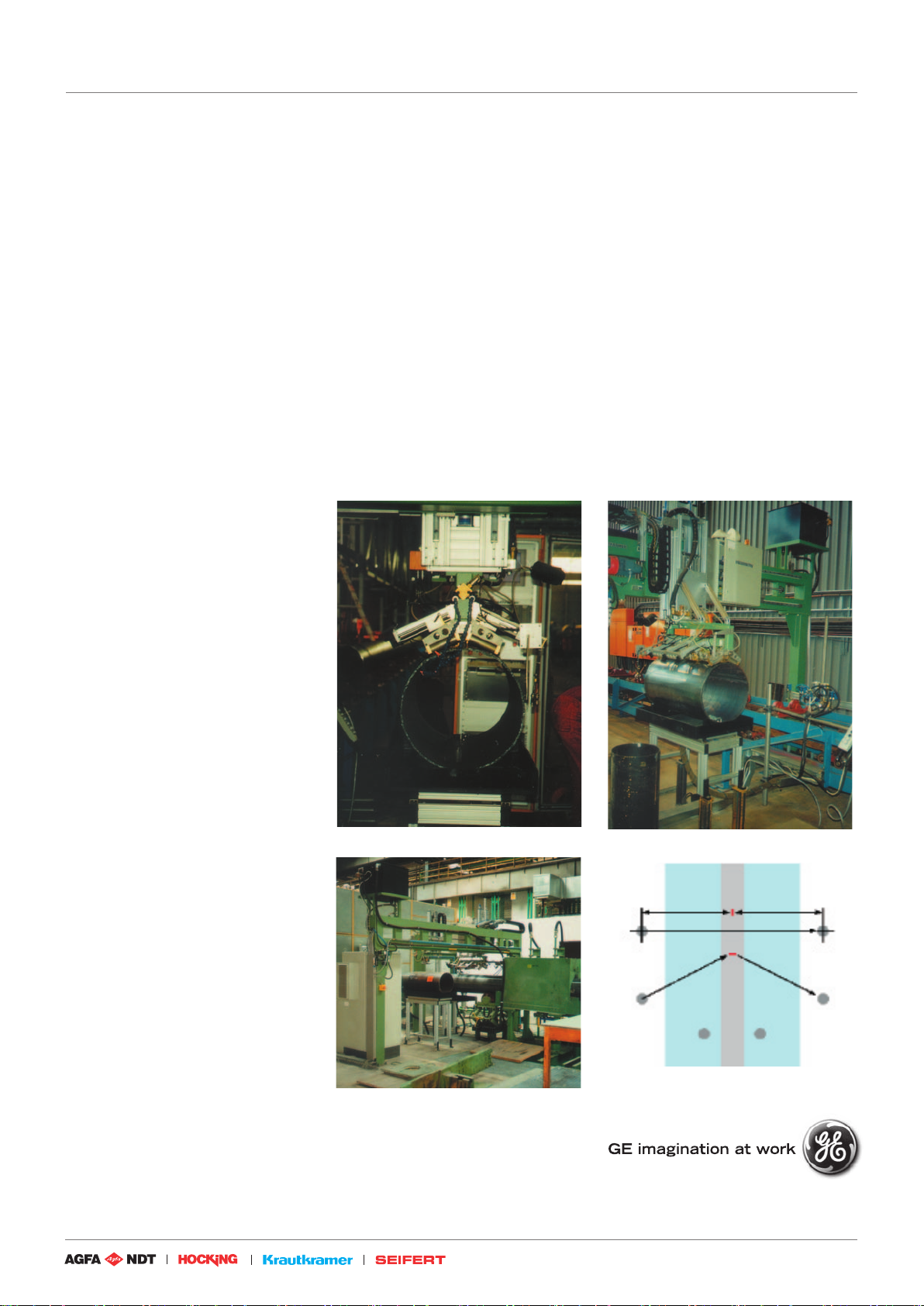
纵向焊缝检测:
用来检测ERW钢管的焊缝和母材的检
测设备是由装在门架上的机械装置组
成的。整个机械装置的提升和下降由
中央气动装置来实现。机械装置由一
个装有导向轮的检测架组成、导向轮
位于探头装置的前面和后面、起到在
钢管表面导向的作用。
整体检测架可从机械装置上移出、以便
于在生产线外的实物试块上进行校准。
ERW钢管的整体检测设备
校准台
检测架降低
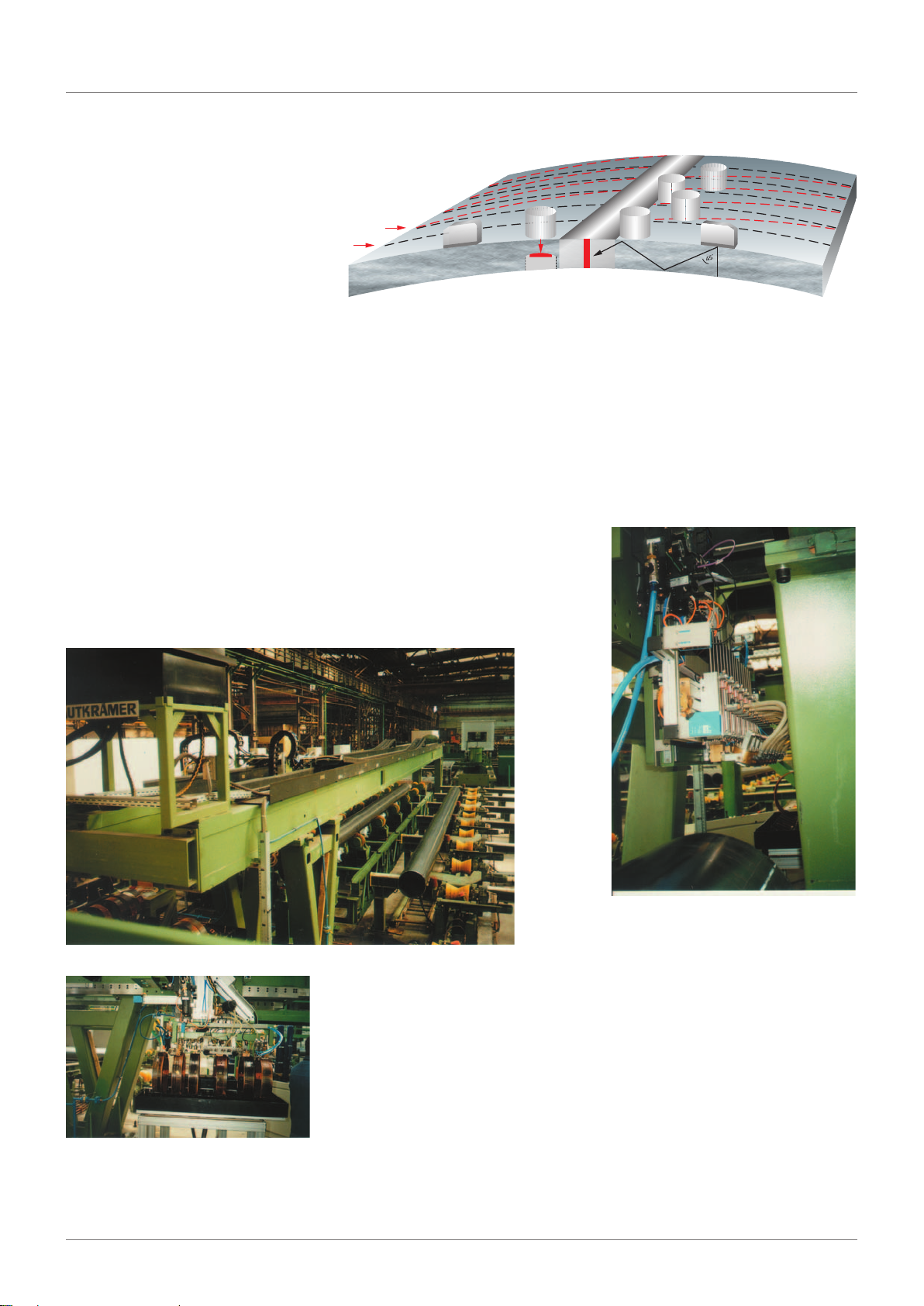
分层缺陷
L2
L1
Q1
K1
D2 D1
纵向缺陷
横向缺陷
GE Inspection Technologies
Ultrasonics
We reserve the right to technical modifications without prior notice.
GEInspectionTechnologies.com
©2004 General Electric Company. All rights reserved.
GEIT-60006CN (06/04)
ERW钢管在精整车间的验收检测是
由焊缝、全身和管端检测机械装置来
进行的。对短管端盲区的需求在这里
是十分关键的。用来检测管端分层缺
陷的检测设备也可以对其余母材进行
检测。
检测装置所采用的探头数量取决于应
用范围中的特殊因素。
比如下列因素起着关键作用:
• 检测标准(如需检测缺陷的尺寸)
• 所要达到的最大检测速度(旋转和
位移)
• 钢管几何形状
• 检测轨迹的宽度
• 每个钢管的检测时间和周期
采用门架式设备在精整车间对ERW钢管进行检测
焊缝检测:ERWPT
检测设备是由装在门架上的检测机械
装置组成的。检测机械装置的提升和
下降由中央气动装置来实现。检测机
械装置由一个装有导向轮的检测架组
成、导向轮位于探头装置的前面和后
面、起到在钢管表面导向的作用。
整个检测架可从机械装置上移出、以
便于在生产线外的实物试块上进行校
准。
全身或管端检测:GKP/REP
该设备用于检测管端和其余母材的缺
陷。它由一个门架组成、配备有可调高
度的检测机械装置和所有必需的探头
固定器、以及用于每个探头的独立提
升装置和水平支持。
管身及管端检测
焊缝检测
 Loading...
Loading...