

GC EUROPE Fujivest Super User Manual

Focus Edition from GC
Phosphate
Bonded
Investments
for C&B techniques
Table of contents
Introduction 3
Guidelines for optimal use of phosphate bonded investments for Crown & Bridge techniques 5
1
Preparation before investing
2 Expansion and investing 12
3 Heating up / Burnout procedures 18
4 Casting 23
5 Effects of the main factors influencing the casting results 25
6 The GC Europe range of Phosphate bonded investments for C&B techniques 26
7 Related products 27
Troubleshooting Phosphate Bonded Investments for C&B techniques 29
1 Investment sets too quickly 30
2 Investment sets too slow 31
3 Differences in Investment texture (too thin or too thick, not consistent) 31
6
4 Rough casting surfaces (pits, nodules and porosities) 32
5 Investment cracking (fins on the castings, miscasting ….) 34
6 Incomplete castings & rounded cervical edges 36
7 Inaccurate fit of casting objects 37
Instructions for use for implantology 39
Optimal fit, a simple step by step procedure 49
Clinical Cases 59
2
Focus Edition from GC
Introduction
Dear Customer,
Thank you very much for selecting GC Europe’s
Phosphate Bonded Investment material for your
crown and bridge technique. You have purchased
high quality products which have been specifically
designed to produce consistently accurate
castings and meet the production requirements
of the modern dental laboratory.
For more information on GC products please
visit our website www.gceurope.com
The construction of high quality crown and
bridge restorations is dependant both on precise
workmanship and a clear understanding of the
processing instructions of the various materials
involved in the dental casting process.
The aim of this document is to help you understand
our products in more detail and provide useful
information that will help you to avoid mistakes
and potential problems in the future, by
identifying the optimal techniques for their use
and by analysing the various problems that can
occur if ‘best practice’ is not followed.
Whilst we have tried to be as comprehensive as
possible no guide can cover every eventuality,
so should you require further any assistance
please do not hesitate to contact your local GC
representative.
3

4
Guidelines for
optimal use
of phosphate bonded investments for
Focus Edition from GC
Crown & Bridge techniques
This chapter will help you understand
our Phosphate Bonded Investments
for C&B techniques in more detail and
provide useful information that will help
you to avoid mistakes and potential
problems in the future, by identifying
the optimal techniques for their use
and by analysing the various problems
that can occur if ‘best practice’ is not
followed.
5

1 Preparation before investing
1.1 Instruction for Use
When working with our investments it is imperative
that the ‘Instructions For Use’ are consulted from
the outset as they offer you a clear summary of
each working stage, based both on the results
of comprehensive laboratory testing, carried out
by the GC Europe Research and Development
Department in combination with an extensive
range of casting trials.
Each investment type has its own specific
characteristics that should be taken into account
to guarantee consistently accurate results.
However because the working methods and
equipment can differ between individual dental
laboratories (e.g. waxes, resins, casting liner,
mixing equipment, etc.) it is possible that differing
end-results may be obtained.
Each package of GC
investment contains
multilingual ‘Instructions
for Use’ and it is important that you use the
latest version included
with your material
as this information is
under a process of
continual review.
6
The latest instructions for use are always available
at the download section of our website
www.gceurope.com.
1.2 Storage
When used on a regular basis the powder and
liquid may be stored at normal room temperature
(21-23°C), this is also the optimal working
temperature. However for longer term or bulk
storage a slightly lower temperature is preferable
(please also see point 2.3).
The storage environment must be dry to avoid
the risk of exposing the powder to humidity (this
is particularly important once a package has
been opened) which will cause it to react in an
unpredictably fast manner.
It is important that the liquid is never stored below
5˚C as once it has frozen it can no longer be used
and must be discarded. Pay particular attention to
winter deliveries, if debris or crystals are present in
the liquid, it must never be used!
The bottles should always be kept tightly sealed
and away from direct sunlight to avoid problems
caused by evaporation.

Focus Edition from GC
1.3 Working temperature
The working temperature of the investment powder
and liquid are critical factors in determining the
setting time, expansion, surface roughness and
consequently the final fit of the castings.
The optimal working temperature of both powder
& liquid is 21-23°C, this must be considered if
either the room temperature is lower than this
or the materials have been stored at a lower
temperature.
If the ambient working temperature is below
20°C, the following problems can occur:
- A delay in setting time
- Uncontrollable expansion values
- A reduced surface quality, meaning a rougher
surface of the casting object
- A higher risk of crack formation leading to
possible miscasting
Likewise if the ambient working temperature is
higher than 21-23°C the following factors must be
considered:
- An increase in temperature of liquid and/or
powder decreases the working time and
accelerates setting
- The working time at 23°C is approximately
9 min, whilst at 24°C it will be approximately
8 min as for each 1°C increase in working
temperature the working time decreases by
+/- 1 min
- If the temperature of the powder and liquid
cannot be optimised a slight reduction in the
mixing time may help increase the working
time
The use of a temperature controlled refrigerator
set at 21-23°C is highly recommended for the
storage of the investment powder, liquid and
mixing vessels, as this completely eliminates the
risk of seasonal temperature differences.
1.4 Preparations before investing
1.4.1 Modeling
- Die Separator
Use a high quality type 4 dental stone such as
GC Fujirock EP for optimal accuracy and wear
resistance. GC Multi Sep is an ideal wax separator,
leaving no oily residue on the die stone surface.
- Modeling materials
The correct positioning of the wax/resin patterns is
important in order to ensure sufficient thickness of
investment material around the objects to withstand
the casting forces and provide sufficient expansion.
The highest point of the pattern structure should
be 5-10 mm lower than top of the ring and at least
5 mm away from the axial wall of investment ring.
7
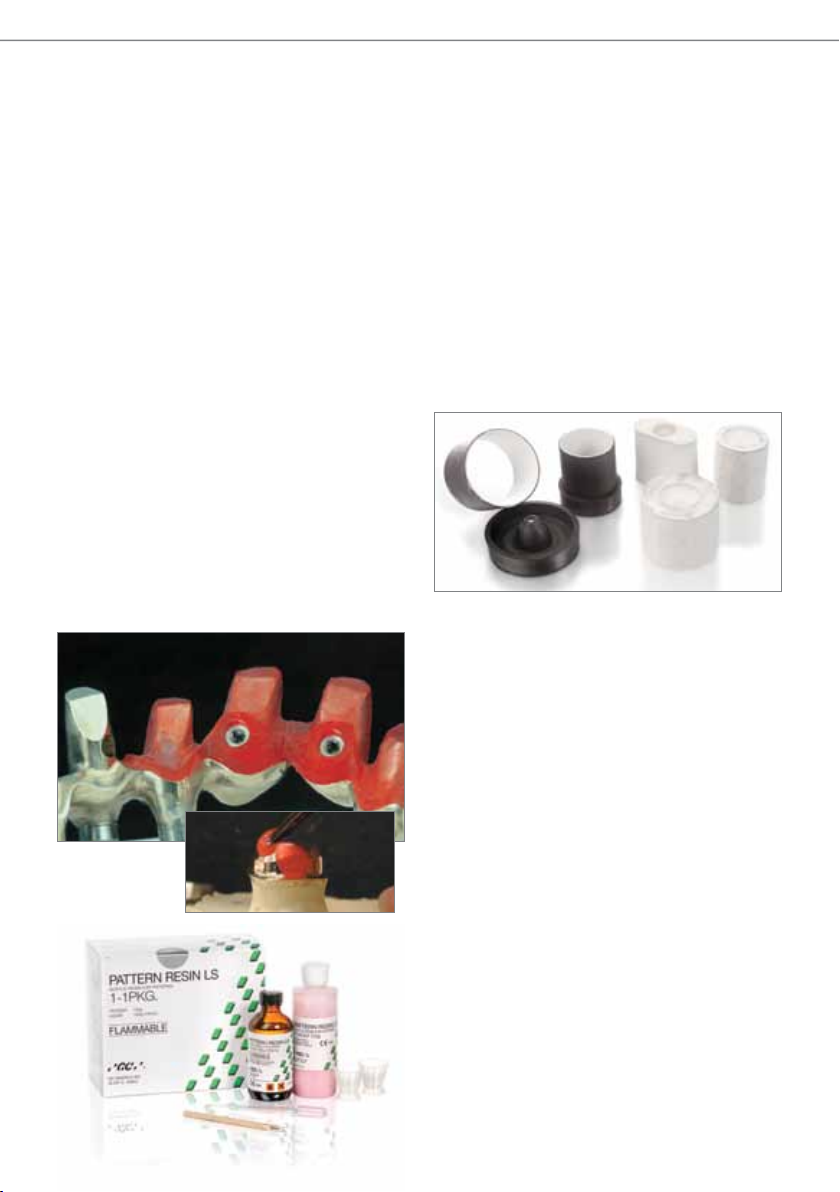
- Resin modeling materials
1.4.2 Ring sizes
GC Pattern Resin LS makes an excellent choice,
offering a high degree of accuracy in combination
with optimal burnout properties which leave no
residues.
It is always advisable to cover the pattern resin with
a layer of wax to allow for its expansion during the
burnout process.
For single crowns, the investing and burnout
procedures can be performed in the usual
manner, however for larger amounts of pattern
resin it is advisable to hold the temperature at
250°C (482°F) for 1 hour, before rising to the final
burn out temperature or follow the step heating
schedule according to the ‘Instructions for Use.’
The rigid nature of the pattern resin material means
that the initial setting expansion can be restricted,
which may result in a tight casting. This problem
can be solved by the adoption of a slightly higher
ratio of investment liquid/distilled water.
The majority of GC Europe investment materials
can be utilised for both the ring and ringless
techniques, using either the quick or step heating
technique as detailed in the particular
‘Instructions for Use.’
In most instances GC Europe investments can
be used with all ring sizes from X1 to X9 for the
casting ring technique (metal ring with liner) and
sizes from X1 to X6 for the ringless technique.
The choice of ring size depends on the size and
type of work, however to get consistently accurate
casting results it is advisable to take a uniform
approach. This is best achieved by always selecting
the same size/type of investment ring for the same
size/type of work. In general terms ring sizes X3 &
X6 provide consistently accurate and reproducible
results due to the optimal volume of investment
material that is used.
When using the X1 type ring tighter castings may
be produced, this is caused by the smaller amount
of material producing a smaller setting expansion;
this is related to the exothermic reaction during
setting. Conversely ring sizes above X6 tend to
produce a less stable expansion values and an
increased risk of cracking.
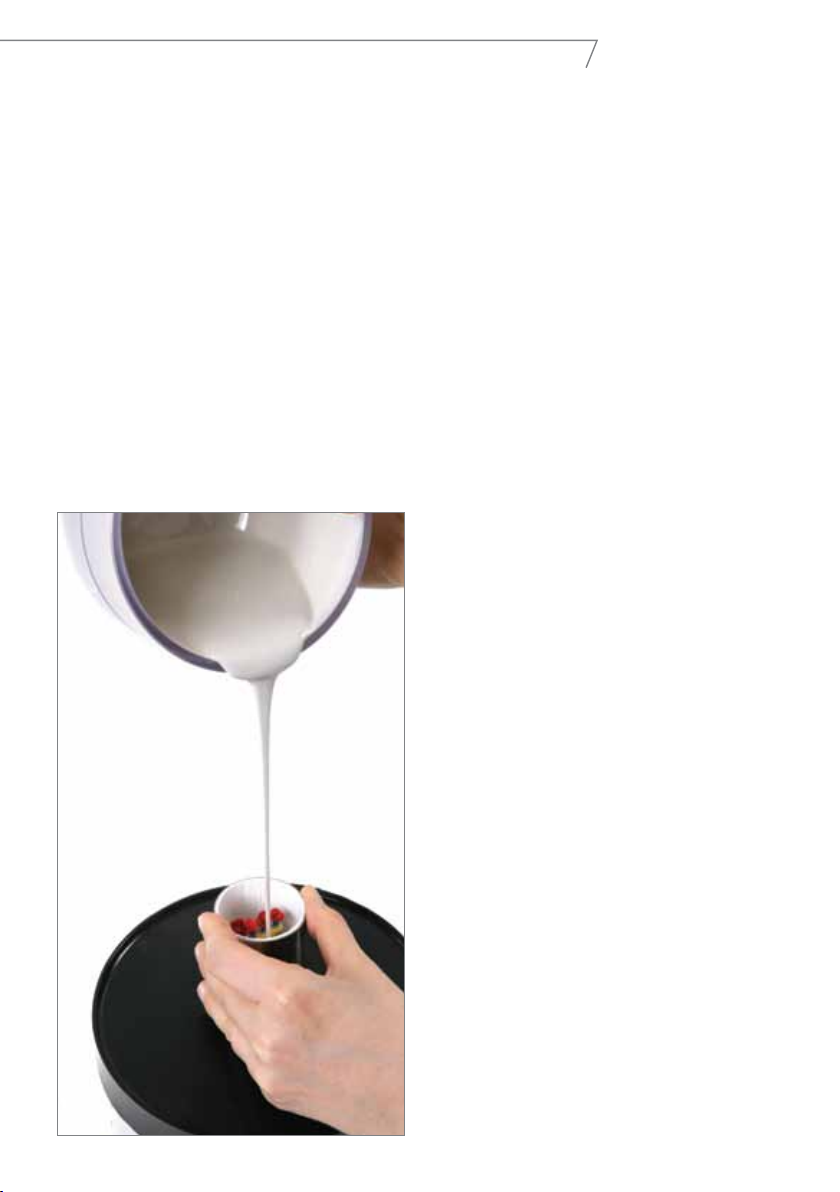
1.4.3 Ring types
Various sizes and types of casting ring are available,
all created with the same goal of producing a
refractory investment mould which can be heated
to eliminate the pattern material and filled with
molten alloy.
88

Focus Edition from GC
When using the metal
casting ring technique
it is advisable to use a
high quality casting
liner such as GC New
Casting Liner. This
enables the investment
material to expand
during setting and
provide the optimal
buffer to achieve
consistently accurate castings and reduce any risk
of cracking (please see section 1.4.4).
When using the ringless technique, it is best to
use a soft type of silicone ring former to allow the
optimal setting reaction and expansion to occur.
This type of ring former also has the advantage
of being sufficiently flexible to be easily removed
from the investment material after the initial set
without the need for excessive or damaging
removal forces.
Using the more rigid type of plastic ring former
can impede the setting reaction as they tend to
be poor insulators, allowing the heat from the
exothermic reaction to be dissipated far too
quickly.
The rigidity of the plastic also means that these
formers need to be removed very quickly after the
initial set, as they allow for very little expansion.
This creates the further problem that ‘weak’
investment may be placed under too much stress
if this is done at a too early stage, resulting in
cracks or distortion.
1.4.4 Liner for metal ring types
When using a metal casting ring type, it is
advisable to use a high quality casting ring
liner such as GC New Casting Liner which is
approximately 1 mm thick. This enables the
investment material to expand during setting and
provides the optimal buffer to achieve accurate
castings and reduce the risk of cracking.
9

The borders of the liner should be sealed with
a thin layer of petroleum jelly. GC New Casting
Liner is impervious to the absorption of liquid and
should not be immersed in or moistened with
water. If the border is not sealed, a wet liner used
or an absorbent dry liner there is a risk that the
powder/ liquid ratio of the mixture will be altered
and consequently alter the expansion.
Be sure that the entire inner surface of the metal
ring is evenly covered with casting liner and that the
liner is flush with the upper rim of the metal ring, so
that there is no direct contact between investment
and metal ring. A badly fitting ring liner leads to an
uneven expansion and the risk of crack formation.
We therefore recommend the use of GC New Casting
Liner, a dry casting liner made of ceramic fibers
For X3 ring size = Use 1 layer of
GC New Casting Liner
For X6 ring size = Use 2 layers of
GC New Casting Liner
For X9 ring size = Use 2 layers of
GC New Casting Liner
As a liner needs to provide an optimal buffer to
achieve accurate castings and reduce the risk of
cracking it is important that it is of the correct
thickness and does not absorb any water from
the investment. Liners that absorb water are
best avoided as they can remove moisture from
the investment mixture whilst setting, thus
compromising the final result by either causing
cracking or expansion in an unpredictable manner.
Conversely if the liner is soaked there is a similar
risk, but this time the problem is the dilution of
the investment mixture.
Dry GC New Casting Liner & Competitor product
Competitor product
GC New Casting Liner
Competitor product, GC New Casting Liner
liner absorbing water a dry casting liner
1.4.5 Wetting agents
A surface tension reducing agent is designed
to allow the investment to flow uniformly and
smoothly over all areas of the pattern helping to
eliminate casting bubbles; however please bear
in mind the following:
- All GC investment materials have the optimal
fluidity and smooth consistency which eliminates
the need for these agents.
- If these agents
are used, it is very
important to check
that they are fully dry
before pouring in the
investment material
as a wet residue of
these agents may
adversely react with the
investment material,
creating a rough
mould and casting
surface together with
an increased risk of
fracture.
10
Focus Edition from GC
1.5 Powder / Liquid ratio
All of the phosphate bonded investment materials
manufactured by GC Europe for the Crown and
Bridgework technique share a common Powder/
Liquid ratio of 100 g to 22 ml (with the exception
of GC Vest-G, please consult the ‘Instructions for
Use’).
In order to obtain consistently accurate castings
the correct powder/liquid ratio must be used, as
this ratio is the result of comprehensive laboratory
development and batch testing.
Any alteration of the ratio is likely to result in less
predictable expansion properties, inferior casting
surface and an increased risk of mould fracture.
The use of an accurate electronic balance for
weighing the powder together with a measuring
cylinder or pipette for the liquid is highly
recommended. It is also suggested that only
distilled water is used when diluting the
investment liquid.
Ringsize Powder Liquid
X1 60 g 13,2 ml
X3 150 g 33,0 ml
X6 300 g 66,0 ml
X9 420 g 92,4 ml
1.5.1 Atomized measuring equipment for
investments
Whilst as previously discussed in sections 1.3 &
1.5 the use of accurate measuring equipment and
a temperature controlled refrigerator should
guarantee consistent results, an alternative method
exists in the form of atomized measuring
equipment. This combines an integrated cooling
system with precise measuring technology to
produce a consistently accurate temperature
controlled ratio of water, investment liquid
and investment powder to produce highly
accurate mixing results and subsequent castings.
These devices need to be programmed with
correct ratio and it should be noted that as the
measuring of the liquids is done by weight for
increased accuracy the precise input of the liquid
density is a critical factor. The correct densities
for GC Europe phosphate bonded investment
liquids are listed in the table below.
Liquid Density
3
)
(g/cm
GC Fujivest II Liquid 1,25
GC Fujivest II Low Expansion Liquid 1,15
GC Fujivest Super Liquid 1,14
GC Fujivest Super High Expansion Liquid
GC Fujivest Platinum 1,14
GC Vest-G 1,19
GC Stellavest 1,23
GC Fujivest Premium 1,25
1,23
11
2 Expansion and investing
2.1.1 General rules about expansion levels
The expansion rate of phosphate bonded
investment material may be adjusted by altering
the ratio of expansion liquid to water, we can
therefore state that:
- Pure liquid gives the maximum setting expansion,
meaning the largest casting.
- Diluting the liquid with water will result in the
reduction of the setting expansion resulting in
smaller castings.
Use only distilled water to dilute the expansion
liquid and use only the correct expansion liquid
designed for the investment powder that you are
using, do not use other liquids.
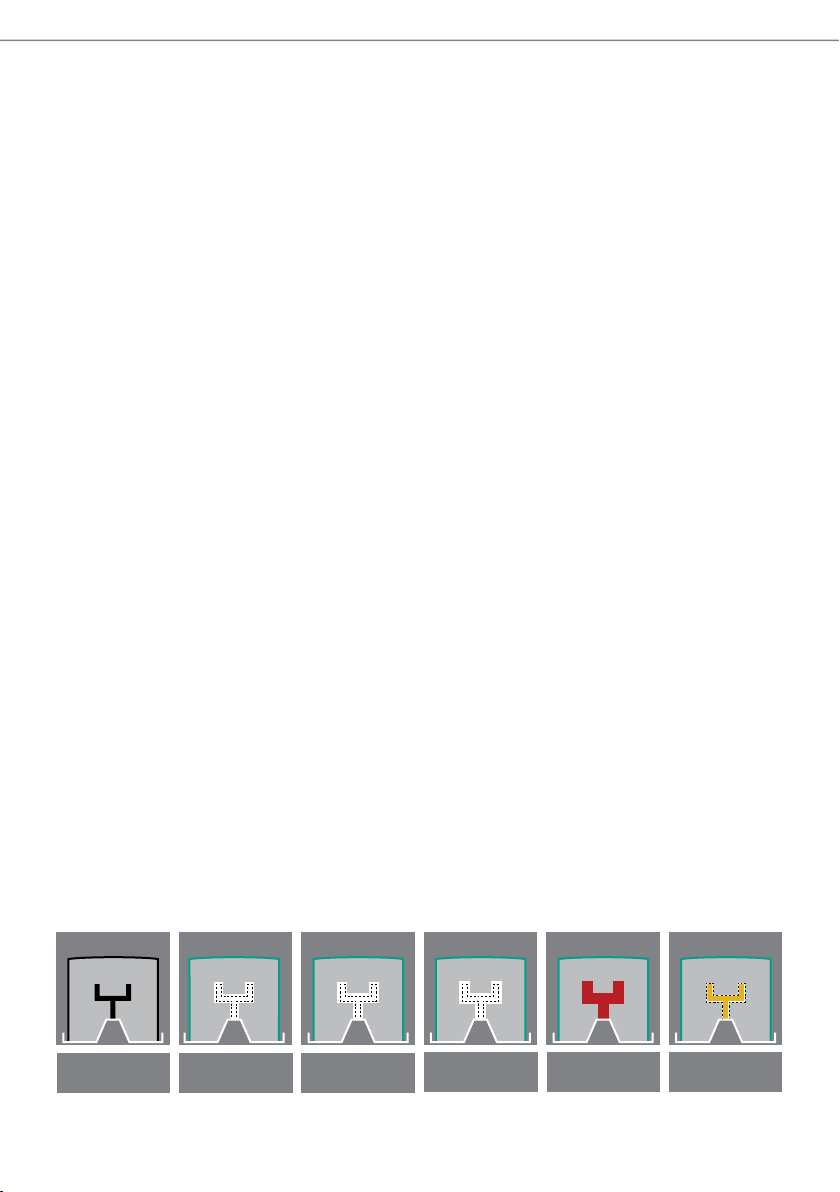
2.1.2 Why is expansion needed?
Wax Modellation
invested
Setting Expansion
in Furnace
Thermal Expan-
sion in Furnace
The required concentration of the expansion
liquid depends on various factors:
- Type of alloy
- Type of work (e.g. posts & inlays require less
expansion)
- The fit required
- Type of pattern material (see 1.4)
Comprehensive guidance is given in the “liquid
dilution chart” in the ‘Instructions for Use’, which
should enable you to find the optimal expansion
values for your individual requirement (see 2.1.4).
It should also be noted that the expansion value is
also influenced by the following factors:
- Storage & working temperature of the investment
materials (see 1.2 & 1.3)
- Mixing time & paddle speed (see 2.2)
Investment with
total Expansion
Casting
Cold Casting after
cooling down
Total expansion is needed to compensate for metal shrinkage during the cooling phase.
12
Focus Edition from GC
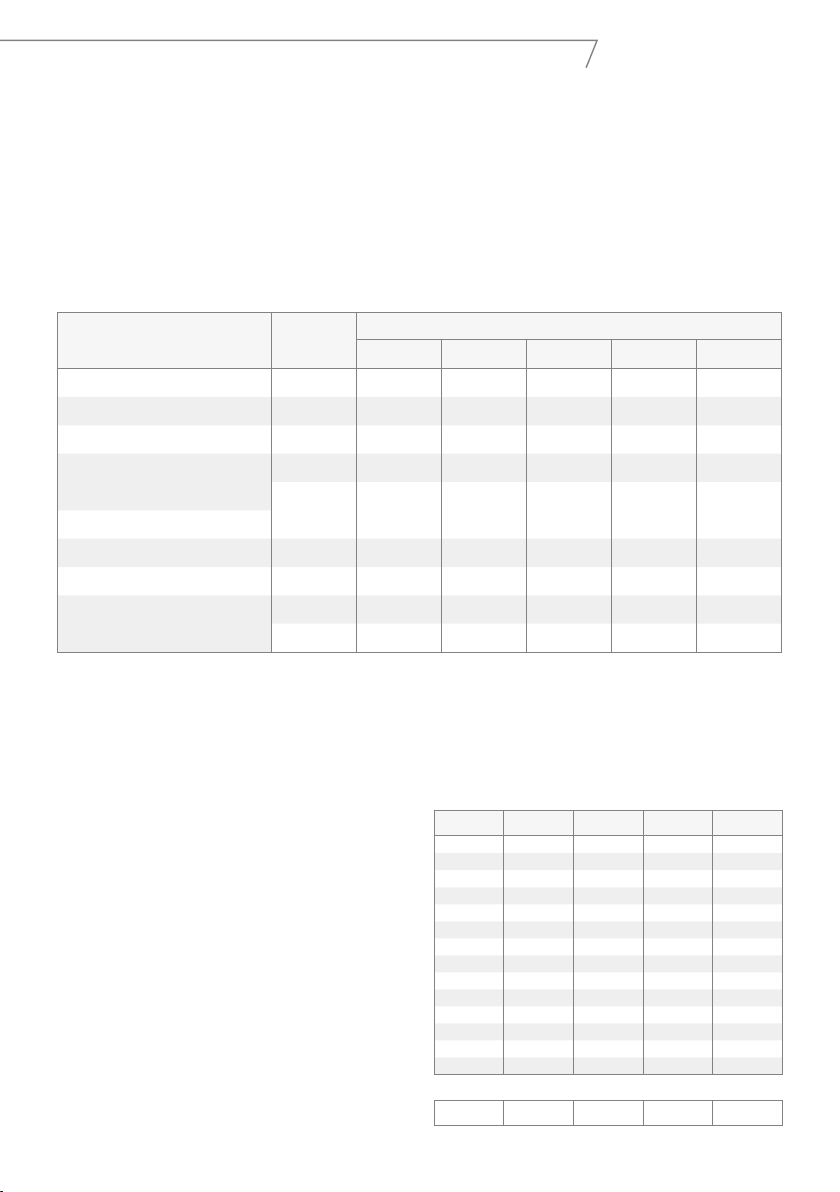
2.1.3 Liquid dilution chart
The liquid dilution chart is designed to help produce the optimal expansion value for your individual
castings and is based upon the type of alloy and size of ring used. This information is contained within
the ‘Instructions for Use’ and is based on extensive laboratory testing in combination with a complete
series of casting trials.For example here is the liquid dilution chart for GC Fujivest Premium.
Type of Alloy
High Precious > 70% Au
Semi Precious < 55% Au
Pd-base
Non-precious alloy
High Precious ceramic alloy
Semi Precious ceramic alloy
Pd-base ceramic alloy
Non-precious ceramic alloy
Liquid / Wa-
ter ratio %
50/50 6.6 ml/6.6 ml 9.9 ml/9.9 ml 16.5 ml/16.5 ml 33 ml/33 ml 42.2 ml/42.2 ml
60/40 8 ml/5.2 ml 11.8 ml/8 ml 20 ml/13 ml 40 ml/26 ml 55.4 ml/37 ml
60/40 8 ml/5.2 ml 11.8 ml/8 ml 20 ml/13 ml 40 ml/26 ml 55.4 ml/37 ml
NiCr 75/25 10 ml/3.2 ml 15 ml/4.8 ml 25 ml/8 ml 50 ml/16 ml 55.4 ml/37 ml
CoCr 100% 13.2 ml 19.8 ml 33 ml 66 ml 92.4 ml
55/45 7.3 ml/5.9 ml 11.8 ml/8 ml 18 ml/15 ml 36 ml/30 ml 55.4 ml/37 ml
55/45 7.3 ml/5.9 ml 11.8 ml/8 ml 18 ml/15 ml 36 ml/30 ml 55.4 ml/37 ml
60/40 8 ml/5.2 ml 11.8 ml/8 ml 20 ml/13 ml 40 ml/26 ml 55.4 ml/37 ml
NiCr 72/25 10 ml/3.2 ml 15 ml/4.8 ml 25 ml/8 ml 50 ml/16 ml 69,4 ml/23 ml
CoCr 100% 13.2 ml 19.8 ml 33 ml 66 ml 92.4 ml
X1 / 60 g 90 g X3 / 150 g X6 / 300 g X9 / 420 g
Ring size: Liquid / Water
However because the working methods and equipment can differ between individual dental laboratories
(e.g. waxes, resins, casting liner, mixing equipment, etc.) it is possible that differing end-results may be
obtained requiring slight changes to the stated ratios (see 2.1.4).
All of the fit tests have been carried out on castings using the quick heating method (20 min setting) and
it should be noted that a longer setting time would increase the expansion.
2.1.4 Individual liquid dilution chart
Name
dental alloy
Ring type X1 Ring type X3 Ring type X6 Ring type X9
When trying new alloys, alloy manufacturers or
investment materials we suggest that initially you
use the correct ratio as stated in our ‘Instructions
for Use’. It is then possible for you to judge whether
this provides the correct expansion for your needs
or a slight alteration of the dilution is needed.
We also provide a chart that can be used to
indicate the alloy type, type of work and your
personal choice of dilution ratio obtained
following your personal casting experiences.
Here it is very important to consider the information
given in sections 1.5 & 2.1.1.
Example :
Dental alloy
XYZ
6,6 ml Exp.Liq
6,6 ml H2O
16,5 ml Exp.Liq
16,5 ml H2O
33 ml Exp.Liq
33 ml H2O
46,2 ml Exp.Liq
46,2 ml H2O
13

2.2 Mixing of the investment
Tips for mixing:
In order to obtain a complete chemical reaction
between the powder and the liquid, it is important
to ensure that the components are mixed to a
homogeneous consistency.
- Pre-mix powder and liquid thoroughly by hand
with a spatula.
Be sure that all of the powder is completely
wetted by the liquid to produce a uniform
mixture.
- Mix for 60 sec under vacuum (320-420 rpm).
Always use a clean mixing bowl and check
the vacuum level. An inadequate vacuum
level leads to an inconsistent fit and casting
bubbles.
Insufficient mixing produces rougher casting
surfaces.
Faster mixing (and or longer mixing) accelerates
the set and decreases the working time and may
also result in lower expansion values.
Always check if the mixture is homogenous and
smooth with no dry ‘lumps’ before pouring the
investment.
Over time it is possible for a residue of investment
material to build up on the inner surfaces of the
mixing bowl and this can reduce the expansion, so
when switching to a new mixing bowl an increased
expansion may sometimes be noticed.
- Use different mixing bowls for gypsum and for
phosphate-bonded investments!
Gypsum contamination interferes with setting
of phosphate-bonded investments.
- For efficient, homogeneous mixing, mix for only
one ring at a time.
- Check the mixing and vacuum efficiency.
Do not rely on the indicated vacuum levels on
the mixing devises.
- Use calibrated equipment.
- Change worn paddles or mixing bowls.
- To keep the mixing bowl, mixing paddle and
instruments clean:
14
Always clean them
immediately after use
eliminating all residues
of investment material
and store them in a clean
plastic container (the GC
Fujirock container makes
an excellent choice)
filled with water to help
reduce the risk of a build
up of sediment.
Focus Edition from GC
2.3 Investing
2.3.1 Working time (see 1.3)
The working and pouring time for each investment
material is stated in their individual ‘Instructions
for Use,’ however it must be understood that
this is calculated for material stored and used
at normal room temperature of 21 - 23°C.
Temperature variations will result in a longer
(if cooler) or shorter (if warmer) working times.
2.3.2 Investing , filling the moulds
Invest using a thin stream of material and low
frequency (gentle) vibration, once the ring is filled
stop the vibration immediately and do not touch
the investment until set. The optimised consistency
of GC Europe’s phosphate bonded investments
means that they possess excellent flow properties
rendering strong vibration unnecessary.
2.3.3 Investing under pressure
We do not recommend high pressure investing
as this may lead to a
delayed setting
(especially when
the compressed air
temperature is low)
which can result in a
rough casting surface
and increased risk
of fining on the cast
objects.
2.4 Setting
2.4.1 Setting time
The optimal setting time prior to insertion in
the furnace is normally 20 min, however please
always check the most recent ‘Instructions for
Use.’ The setting time is based on the material
being stored and used at a room temperature
of 21 - 23˚C, as said previously variations in this
temperature may affect the setting time and
expansion.
Best results are then normally obtained by placing
the casting ring immediately into a preheated
burnout furnace. Prior to putting the investment
into the burnout furnace it is essential to make
sure that it has fully set, as unset investment
material is likely to cause casting defects such as
distortion and/or rough surfaces.
Lengthening the setting time before putting the
mould into the furnace is a technique often used
when a lot of investing is done late in the day and
the casting is to be undertaken the next morning,
this is the so called “over night” burn-out technique.
This longer setting period will usually work but can
result in an over expansion, a reduction of surface
smoothness and increased risk of cracking.
If the filled investment ring does need to be
left for an extended period prior to burnout it is
better to put it into a plastic container or
bag which will help retain humidity within the
investment material, it can be inserted into
the burnout furnace and processed with the
conventional step heating method.
15
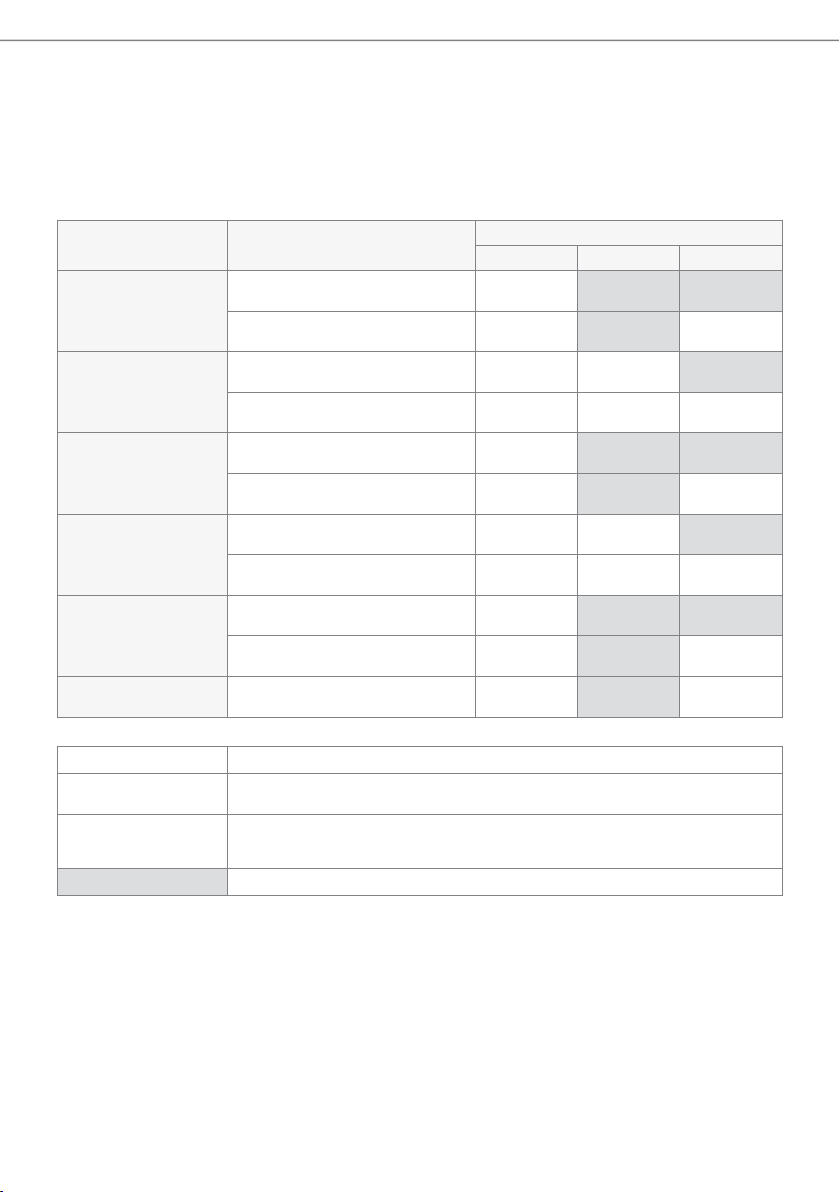
2.4.2 Advise on variations in setting time
Setting times
Product Heating up schedule
Speed technique
GC Fujivest Platinum
GC Fujivest Premium
GC Fujivest Super
GC Fujivest II
GC Stellavest
GC Vest-G
Furnace at end temperature
Step heating technique
Furnace in steps to end temperature
Speed technique
Furnace at end temperature
Step heating technique
Furnace in steps to end temperature
Speed technique
Furnace at end temperature
Step heating technique
Furnace in steps to end temperature
Speed technique
Furnace at end temperature
Step heating technique
Furnace in steps to end temperature
Speed technique
Furnace at end temperature
Step heating technique
Furnace in steps to end temperature
Step heating technique
Furnace in steps to end temperature
X Recommended
X* Can be used. A longer setting time can result in a somewhat looser fit. An increased
Remark In the case that investment has to be left overnight, put it in a container which can reatin
risk of cracks and reduction of the surface quality can be observed.
its humidity, prior to placing in burnout furnace and heat it up with conventional step
heating.
Not recommended , increased risk on crack formation and miscastings.
20 ‘ setting 120’ setting “Overnight”
X
X X*
X X*
X X* X*
X
X X*
X X*
X X* X*
X
X X*
X X*
16

Focus Edition from GC
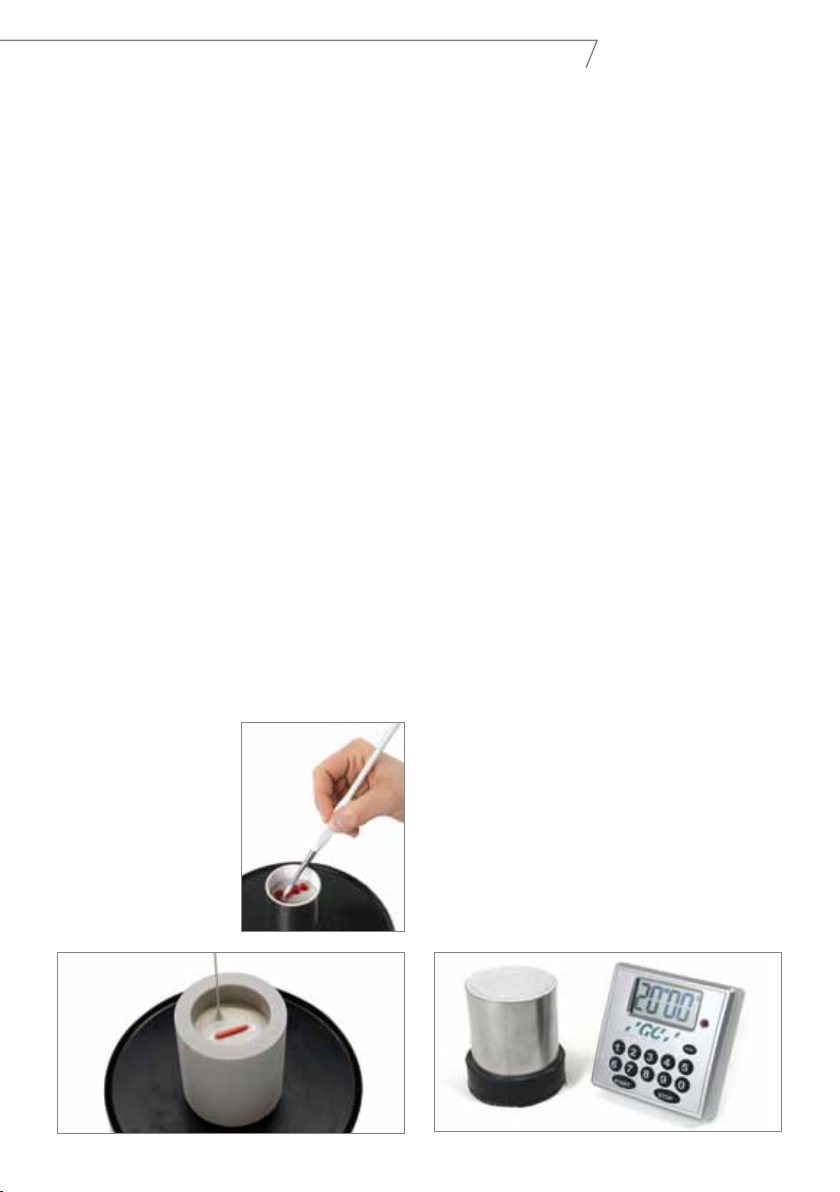
2.4.3 Preparation prior to burnout
The investment material at the top of the investment ring will normally have a smooth ‘glazed’
appearance; this must be scraped with a sharp knife to create a slightly roughened porous surface.
This allows for an easier escape of gases during both the burnout and casting procedures. Failure to
undertake this procedure may cause cracking due to a build up of pressure and lead to miscasting.
The use of a model trimmer for this process is to be discouraged as the quartz and cristobalite particles
within the investment will cause rapid wear of the diamond disc.
17
3 Heating up / Burnout procedures
3.1 Schedule in Instruction for Use
The majority of GC Europe investment materials can be used with either the quick or step heating
technique, however as each investment has its own heating schedule the corresponding ‘Instructions
for Use’ must be consulted. For example here is the heating schedule for GC Fujivest Premium.
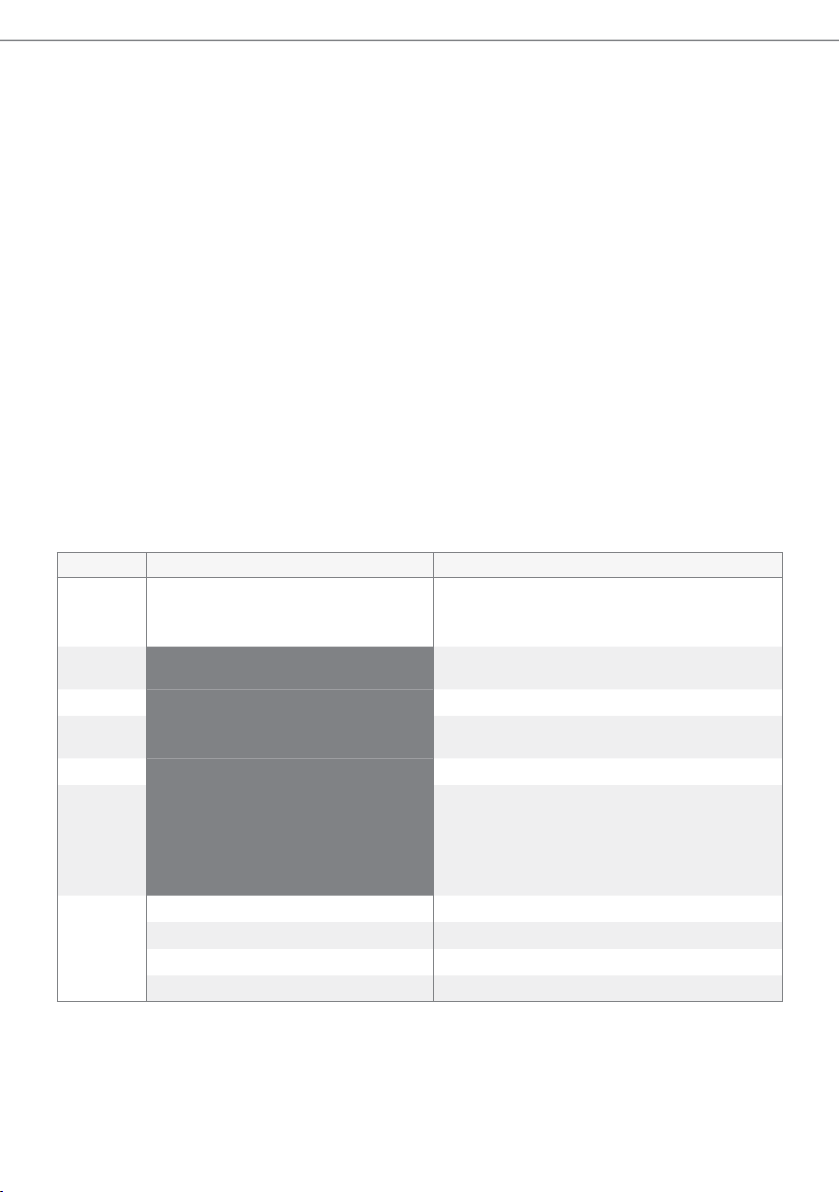
Quick heating Conventional Step heating
Insertion
temperature
Step 1
Step 2
Step 3
Step 4
Step 5
Holding time
800°-850°C/1470-1560°F for Ceramic alloys
Pre-heated furnace at
700°-750°C/1290-1380°F for Au - alloys
900°C/1650°F for Non-precious alloys
Room temperature (23°) to 260°C/500°F
Holding time at 260°C/500°F 40-90 min
Rise temperature from 260°C/500°F to 580°C/1076°F
Holding time at 580°C/1076°F 20-50 min
Rise temperature from 580°C/1076°F to 750°C/1380°F
Rise temperature from 580°C/1076°F to
800-850°C/1470-1560°F for Ceramic Alloys
Rise temperature from 580°C/1076°F to 900°C/1650°F
X1 40 min at end temperature X1 30 min at end temperature
X3 50 min at end temperature X3 40 min at end temperature
X6 60 min at end temperature X6 50 min at end temperature
X9 90 min at end temperature X9 60 min at end temperature
Room temperature
Heat rate 3°C/37° F per min
Heat rate 6°C/43° F per min
for Au-Alloys
for Non-precious Alloys
Heat rate 9°C/48°F per min
- Due to aggressive burning out, do not open the furnace during heating-up. In case of vacuum
pressure casting, raise the end temperature by 50°C/122°F.
- When several investment rings are put into the furnace at the same time, prolong the heating period
by 10 min per investment ring.
- Best results are obtained by putting immediately into a preheated furnace after 20 min, i.e. the Quick
heating method.
18
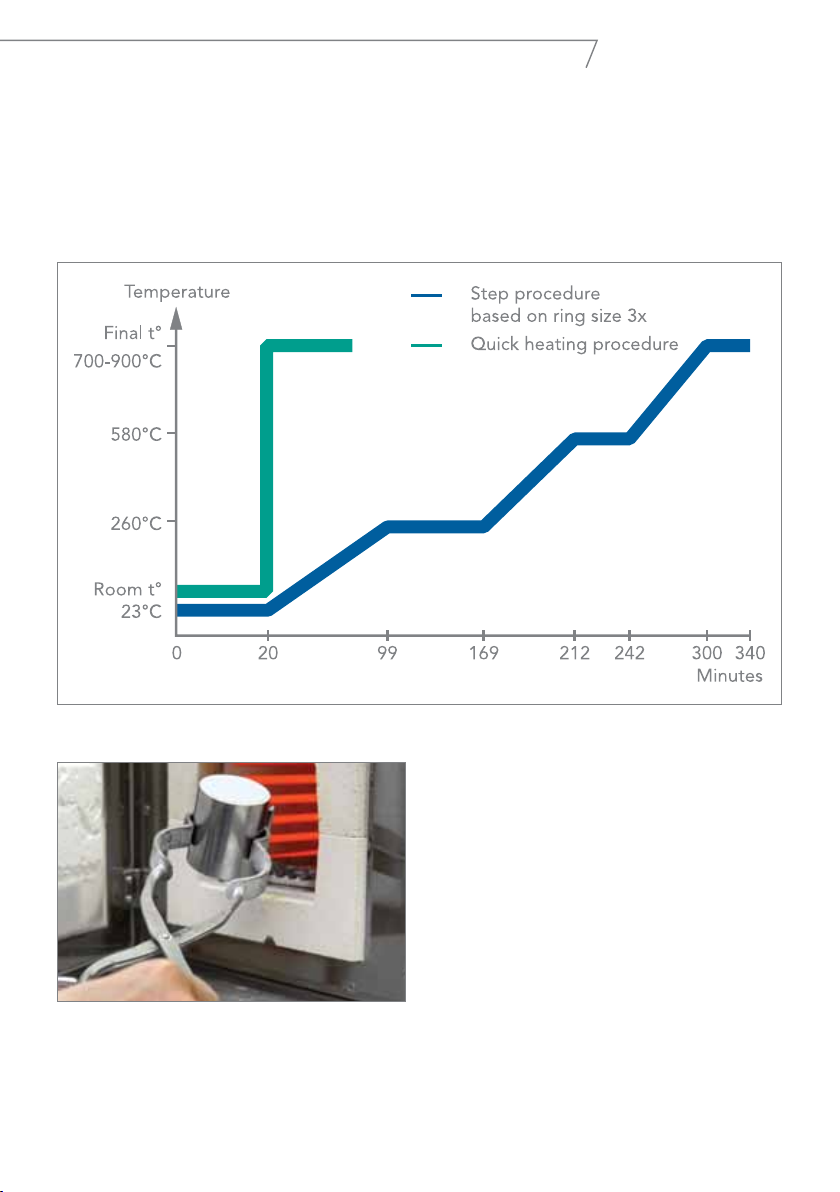
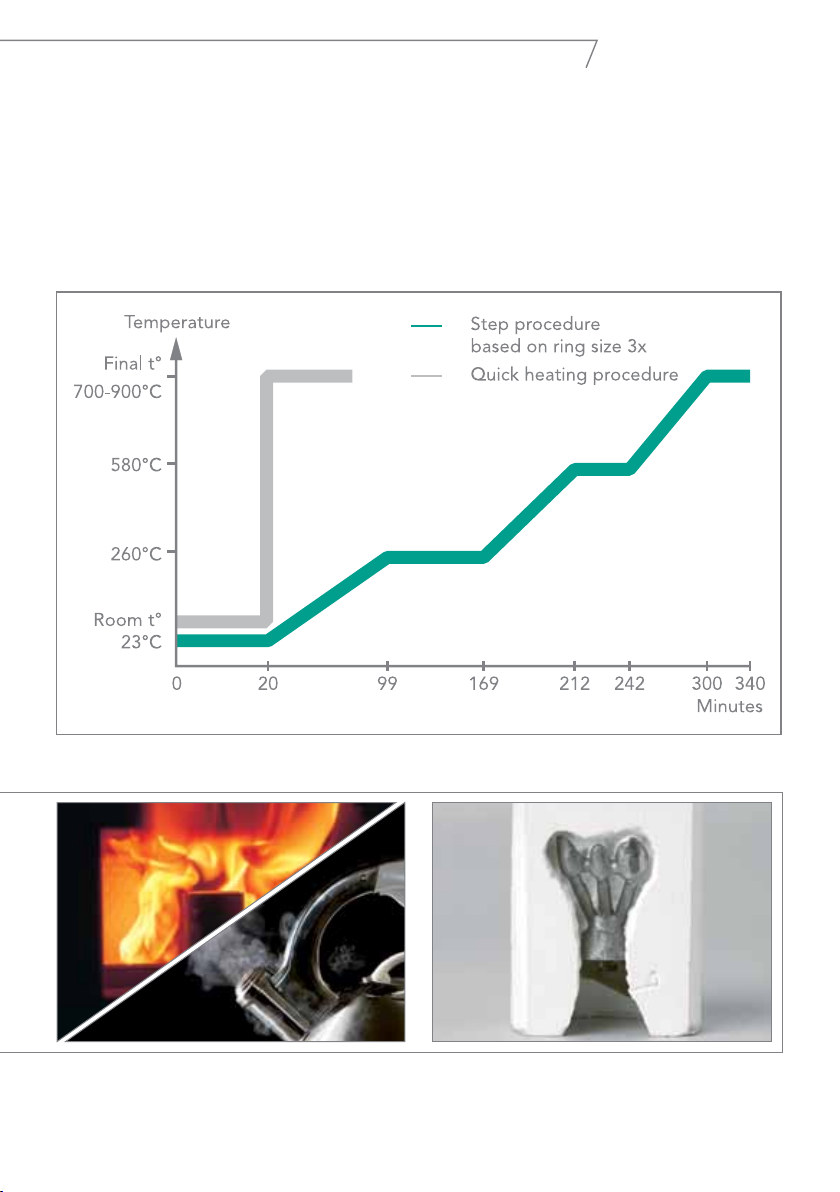
3.2 “Quick heating” versus conventional “step heating”
Schematic time/temperature chart
Focus Edition from GC
Heating-up schedules
19
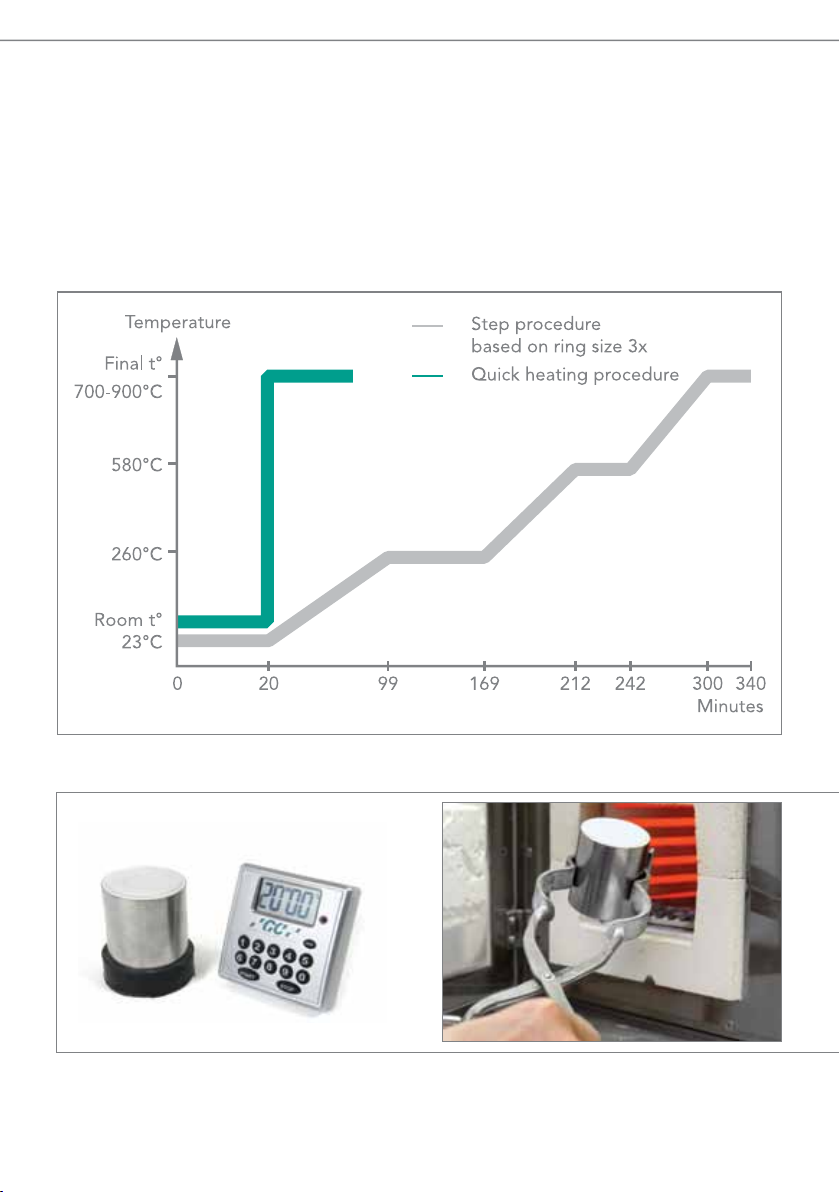
3.2.1 Process of a Quick Heating schedule (Speed technique) QH
The investment is allowed to set for 20 min and then placed in the burnout furnace at the end temperature,
it is then allowed to heat soak at this temperature for a period as stated in the ‘Instructions for Use’ prior
to casting.
Heating-up schedules
20 min setting starting from mixing
20
+ >
QH Into furnace at end temperature between
700-900°C
SLH Into furnace at room temperature.
Start heating schedule immediately!
Focus Edition from GC
3.2.2 Process of a Step- Heating schedule (Conventional technique) SLH
The investment material is allowed to set for 20 min and then placed in the burnout furnace at room
temperature; it is then heated up in a series of temperature steps, before being heat soaked at the final
end temperature for a period as indicated in the ‘Instructions for Use’ prior to being cast.
Heating-up schedules
> >
High temperatures assuring a complete burnout
of all pattern materials, extra stimulated by a
“steam” effect
Perfectly cast objects
21
 Loading...
Loading...