

Page 1
Talon 44/64 CE
®
INSTALLATION &
OPERATION MANUAL
Document Number: 930-109 REV: - REV DATE: 06-9-04
©2004 GENERAL BINDING CORPORATION ALL RIGHTS RESERVED.
Do not duplicate without written permission.
Page 2

Page 3

Operations Manual
Table of content
TALON 44/64 CE
Cover .................................................................1
Table of Content ...............................................
Important Safety Instructions ........................
Important Safeguards .....................................
General ..............................................................7
Electrical ............................................................ 7
Service ............................................................... 7
Warranty ...........................................................
Specifications ................................................ 11
Talon 44 ........................................................... 11
Talon 64 ........................................................... 12
Pre-Installation ............................................... 13
Installation ...................................................... 15
Control Guide ................................................. 17
Power ON/ OFF ............................................... 17
Control Panel Display ...................................... 17
Control Panel ................................................... 17
Rewinder Selection Switch .............................. 18
Upper Rewinder Direction Switch ....................19
Lower Rewinder Direction Switch ....................19
Rear Control Switch ......................................... 19
Foot SW Enable ............................................... 19
Features Guide ...............................................20
E-Stop .............................................................. 20
Safety Shield Interlock Latch ........................... 20
Safety Shield ....................................................20
Feed Table .......................................................20
Heat Rollers .....................................................20
Pull Rollers .......................................................20
Roller Handle ...................................................20
Idler Bar ........................................................... 21
Chill Idler .......................................................... 21
Cooling Fans ....................................................21
Film Shaft .........................................................21
Core Adaptors ..................................................21
Lower Shaft Lock .............................................21
Unwind/ Rewind Tension .................................21
Rewind Shaft .................................................... 21
Rewind Tube ....................................................21
Rewind Adaptors .............................................. 21
Rear Table ........................................................22
Rear Slitter ....................................................... 22
3
5
7
9
Film Web .......................................................... 22
Nip Point ...........................................................22
Foot Switch ......................................................22
Print Unwind Basket ......................................... 22
Separator Bar Option ....................................... 22
Rewind Kit Option ............................................22
Operating Instructions .................................. 23
Film Loading and Threading ............................23
Load a Roll of Film ........................................... 23
Loading Top Thermal Film ............................... 24
Loading Top PSA Film ..................................... 24
Loading Top Mount Adhesive ........................... 25
Loading Bottom Thermal Film .......................... 25
Loading Bottom PSA Film ................................ 26
Loading Bottom Mount Adhesive ..................... 26
Threading Card Procedure .............................. 27
Start Laminating ...............................................28
Tacking New Film To Existing Film .................. 29
To Unweb The Laminator ................................. 30
Clearing A Film Jam ......................................... 30
Applications ................................................... 31
Pre-Coating Boards ......................................... 31
Using Rear Rollers ........................................... 31
Mounting Pre-Coated Boards .......................... 31
PSA Encapsulation ..........................................32
Thermal Encapsulation ....................................32
Accushield ........................................................ 32
The Art Of Lamination ................................... 33
Basic Rules ...................................................... 33
Film Tension ..................................................... 33
Heat ..................................................................34
Output ..............................................................34
Maintenance ...................................................
Caring for the Talon 44/64 .............................. 35
Disclamer ........................................................
Troubleshooting Guide ................................ 39
Service Agreement ........................................ 39
35
37
©2004 General Binding Corporation
Page 3
Page 4

TALON 44/64 CE
Operations Manual
Page 4
©2004 General Binding Corporation
Page 5
Operations Manual
ADVERTENCIA
!
Riesgo de choque
eléctrico
No abra:
Adentro no hay
piezas reparables
por el usuario.
Mantenimiento
solamente por
personal
calificado
ATTENTION
!
Risque de
secousse
électrique.
Ne pas ouvrir.
Pas de pièces
réparables par
l'utilisateur.
Entretien
seulement par
personnel qualifié.
WARNING
!
Electrical shock
hazard.
Do not open.
No user
serviceable
parts inside.
Refer servicing to
qualified service
personnel.
ADVERTENCIA
ATTENTION
!
CAUTION
!
RODILLOS
CALIENTES.
PUNTO DE
PINCHAMIENTO.
Mantener manos y
ropa a distancia.
ROULEAUX
CHAUDS.
POINT DE
PINCEMENT.
Tenir mains et
vêtements à l'écart.
HOT ROLLS.
PINCH POINT.
Keep hands and
clothing away.
!
ADVERTENCIA
!
ATTENTION
!
CAUTION
!
NAVAJA FILOSA.
Mantener manos y
dedos a distancia.
LAME COUPANTE.
Tenir mains et
doigts à l'écart.
SHARP BLADE.
Keep hands and
clothing away.
Important Safety Instructions
YOUR SAFETY AS WELL AS THE SAFETY OF OTHERS
IS IMPORTANT TO GBC. IN THIS INSTRUCTION MANUAL
AND ON THE PRODUCT, YOU WILL FIND IMPORTANT
SAFETY MESSAGES REGARDING THE PRODUCT. READ
THESE MESSAGES CAREFULLY. READ ALL OF THE
INSTRUCTIONS AND SAVE THESE INSTRUCTIONS
FOR LATER USE.
TALON 44/64 CE
THIS SAFETY MESSAGE MEANS THAT YOU COULD
CUT YOURSELF IF YOU ARE NOT CAREFUL.
THE SAFETY ALERT SYMBOL PRECEDES EACH
SAFETY MESSAGE IN THIS INSTRUCTION MANUAL.
THE SYMBOL INDICATES A POTENTIAL PERSONAL
SAFETY HAZARD TO YOU OR OTHERS.
THE FOLLOWING WARNINGS ARE FOUND UPON
THIS PRODUCT.
THIS SAFETY MESSAGE MEANS THAT YOU COULD
BE SERIOUSLY HURT OR KILLED IF YOU OPEN THE
PRODUCT AND EXPOSE YOURSELF TO HAZARDOUS
VOLTAGE.
THIS SAFETY MESSAGE MEANS THAT YOU COULD
WARNING: THE SAFETY ALERT SYMBOL
PRECE DES E ACH SAFETY MESSAGE IN
THIS INSTRUCTION MANUAL. THE SYMBOL
INDICATES A POTENTIAL PERSONAL SAFETY
HAZARD TO YOU OR OTHERS.
WARNING: DO NOT ATTEMPT
TO SERVICE OR REPAIR THE
TALON 44/64 CE LAMINATOR.
WARNING: DO NOT CONNECT THE LAMINATOR
TO AN ELECTRICAL SUPPLY OR ATTEMPT
TO OPERATE THE LAMINATOR UNTIL YOU
HAVE COMPLETELY READ THESE INSTRUCTIONS. MAINTAIN THESE INSTRUCTIONS IN
A CONVENIENT LOCATION FOR FUTURE
REFERENCE.
BE BURNED AND YOUR FINGERS AND HANDS COULD
BE TRAPPED AND CRUSHED IN THE HOT ROLLERS.
CLOTHING, JEWELRY AND LONG HAIR COULD BE
CAUGHT IN THE ROLLERS AND PULL YOU INTO
THEM.
©2004 General Binding Corporation
HOT SURFACE. USE CAUTION AS HOT SURFACE
COULD CAUSE BURNS.
Page 5
Page 6

TALON 44/64 CE
Operations Manual
Page 6
©2004 General Binding Corporation
Page 7
Operations Manual
TALON 44/64 CE
Important Safeguards
WARNING: TO GUARD AGAINST INJURY, THE
FOLLOWING SAFETY PRECAUTIONS MUST BE
OBSERVED IN THE INSTALLATION AND USE
OF THE LAMINATOR.
General
Keep hands, long hair, loose clothing, and articles such as
necklaces or ties away from the front of the heat and pull
rollers to avoid entanglement and entrapment.
The heat rollers can reach temperatures over 300˚F (150°C).
Avoid contact with the heat rollers during operation or shortly
after power has been removed from the laminator.
Keep hands and fingers away from the path of the sharp
film cutter blade located at the film exit.
Do not use the laminator for other than its intended
purpose.
Avoid moving the laminator on uneven floor surfaces. Never
tilt the laminator.
Service
Perform only the routine maintenance procedures referred
to in these instructions.
WARNING: Do not attempt to service or repair
the laminator.
Disconnect the plug from the receptacle and contact GBC’s
Technical Department or your dealer/distributor when one
or more of the following has occurred.
- The power supply cord or attac hm ent plug is
damaged.
- Liquid has been spilled into the laminator.
- The laminator is malfunctioning after being mishandled.
- The laminator does not operate as described in these
instructions.
Do not defeat or remove electrical and mechanical safety
equipment such as interlocks, shields and guards.
Do not insert objects unsuitable for lamination or expose
the equipment to liquids.
Electrical
The laminator should be connected only to a source of power
as indicated in these instructions and on the serial plate
located on the rear of the laminator. Contact an electrician
should the attachment plug provided with the laminator not
match the receptacles at your location.
CAUTION: The receptacle must be located near
the equipment and easily accessible.
Do not operate the laminator with a damaged power supply
cord or attachment plug, upon occurrence of a malfunction,
or after the laminator has been damaged. Contact GBC’s
Technical Service Department or your dealer/distributor
for assistance.
©2004 General Binding Corporation
Page 7
Page 8

TALON 44/64 CE
Operations Manual
Page 8
©2004 General Binding Corporation
Page 9

Operations Manual
Limited 90-Day Warranty
TALON 44/64 CE
GBC warrants to the original purchaser for a period
of ninety days on labor and one year on parts after
installation that this laminator is free from defects
in workmanship and material under normal use and
service. GBC’s obligation under this limited warranty
is limited to replacement or repair, at GBC’s option,
of any part found defective by GBC without charge
for material or labor.
THIS LIMITED WARRANTY IS IN LIEU OF ALL
OTHER WARRANTIES EXPRESSED OR IMPLIED.
WARRANTIES OF MERCHANTABILITY OR FITNESS
FOR A PARTICULAR PURPOSE ARE EXPRESSLY
EXCLUDED. A NY REPR ESENTATI ONS OR
PROMISES INCONSISTENT WITH, OR IN ADDITION
TO, THIS LIMITED WARRANTY ARE UNAUTHORIZED
AND SHALL NOT BE BINDING UPON GBC. IN NO
EVENT SHALL GBC BE LIABLE FOR ANY SPECIAL,
INCIDENTAL, OR CONSEQUENTIAL DAMAGES,
WHETHER OR NOT FORESEEABLE.
This limited warranty shall be void if the laminator has
been misused; mishandled; damaged by negligence,
by accident, during shipment, or due to exposure to
extreme conditions; repaired, altered, moved, or installed
by anyone other than GBC or its authorized agents;
or if incompatible film was used. GBC’s obligation
under this limited warranty does not include routine
maintenance, cleaning, adjustment, normal cosmetic
or mechanical wear, or freight charges.
1. Damage to the rollers caused by knives, razors, or
other sharp tools; by any foreign objects falling into
the working area of the laminator; or by cleaning the
laminator with solutions or materials that harm its
surfaces;
2. Damage caused by adhesives; nor
3. Damage caused by lifting, tilting or attempting to posi-
tion the laminator other than rolling it on its castors
across even surfaces.
FOR EUROPEAN UNION RESIDENTS ONLY: This guarantee does not affect the legal rights which consumers
have under applicable national legislation governing the
sale of consumer goods.gislation governing the sale of
consumer goods.
Without limiting the generality of the previous paragraph,
GBC’s obligation under this limited warranty does
not include:
©2004 General Binding Corporation
Page 9
Page 10

TALON 44/64 CE
Operations Manual
Page 10
©2004 General Binding Corporation
Page 11
Operations Manual
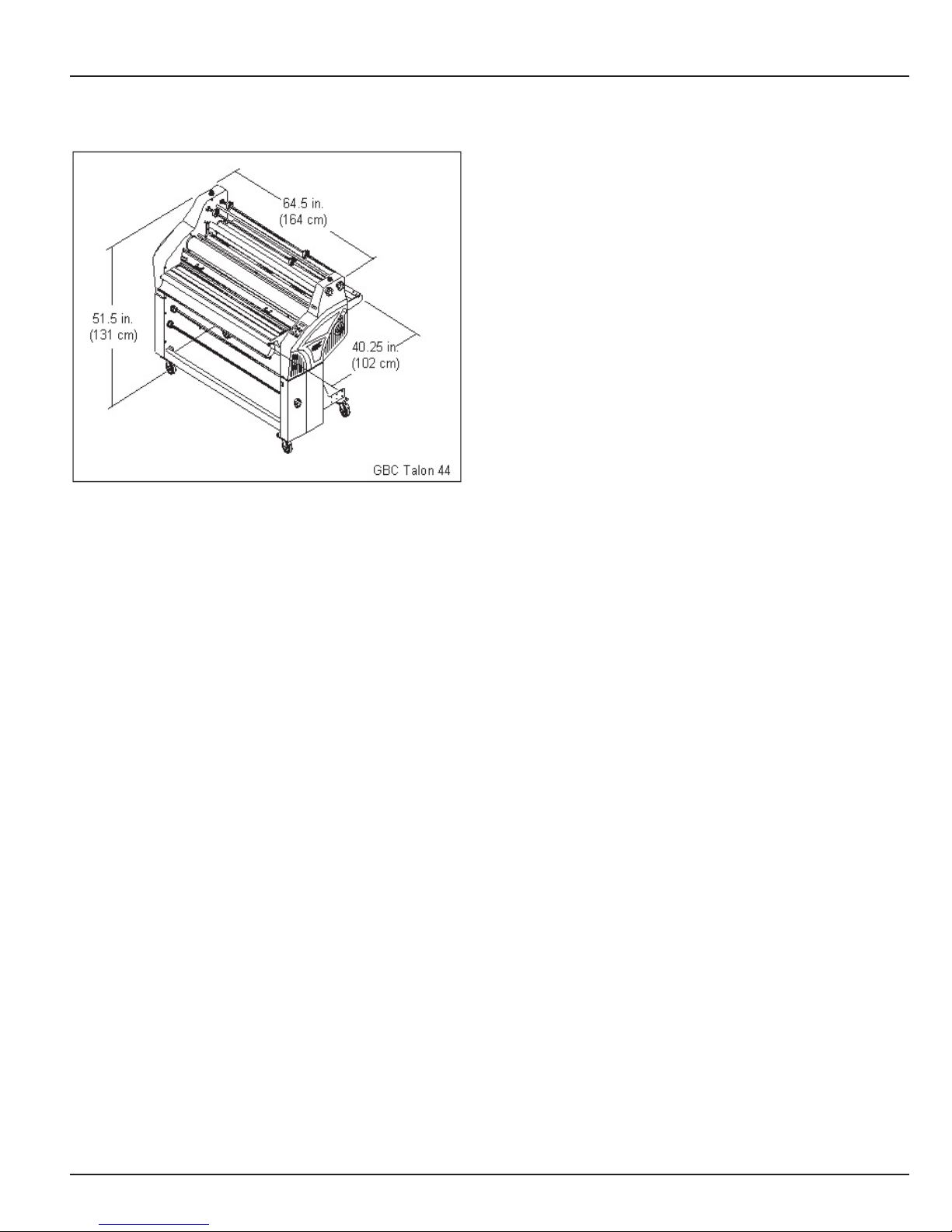
Fig 1
Intended Films and Applications:
TALON 44/64 CE
Specifications - Talon 44
Operating Speed:
Up to 10 fpm (3 mpm)
Max Temperature:
270 °F (132°C)
Max. Mounting Thickness:
1/2 in. (1.3 cm)
Max. Film Width:
43 in. (109 cm)
Dimensions (W x D x H):
64.5 in. x 40.25 in. x 51.5 in.
Unit alone: (Figure 1)
(164 cm x 102 cm x 131 cm)
Shipping:
67 in. x 43 in. x 62.5 in.
(170 cm x 109 cm x 159 cm)
Weight:
Unit alone: 788 lb. (357 kg.)
Shipping:
965 lb. (438 kg.)
Film: Thermal and PSA Films:
– Octiva™ Thermal
– Octiva™ Lo-Melt
– Artic™ Pressure Sensitive
– Artic™ Mounting Films
– AccuShield™
Applications:
– Signs
– Posters
– Event Graphics
– Trade Show Graphics
– Presentations
– Banners
– Store Signage
– Floor Graphics
– Backlit Displays
– Vehicle Graphics
Noise Rating:
LpA: 61dB A (Sound Pressure Level) Fans OFF
LpA: 65dB A (Sound Pressure Level) Fan ON
Electrical Requirements:
Refer to the serial plate located on the rear of the laminator
for the specific electrical rating applicable to the unit.
Voltage: 400V, 3N, 50 Hz
Current: 7.3A
Power:4000W
Phase: 3
Interrupting Capacity: 1500A
Ambient Air Temperature: 5-40 °C (41-104 °F)
Humidity Rating: 30-95% non-condensing
Altitude Rating: Up to 1000 Meters Min. (2540 Feet)
©2004 General Binding Corporation
Page 11
Page 12

TALON 44/64 CE
Specifications - Talon 64
Operating Speed:
Up to 10 fpm (3 mpm)
Max Temperature:
270 °F (132 °C)
Max. Mounting Thickness:
1/2 in. (1.3 cm)
Max. Film Width:
61 in. (155 cm)
DIMENSIONS (W X D X H):
Unit alone: (Figure 2)
83 in. x 40.25 in. x 51.5 in.
(211 cm x 102 cm x 131 cm)
Shipping:
85 in. x 43 in. x 62.5 in.
(216 cm x 109 cm x 159 cm)
Weight:
Unit alone: 1030 lb. (467 kg.)
Shipping: 1250 lb. (567 kg.)
Noise Rating:
LpA: 61dB A (Sound Pressure Level) Fans OFF
LpA: 65dB A (Sound Pressure Level) Fan ON
Electrical Requirements:
Refer to the serial plate located on the rear of the laminator
for the specific electrical rating applicable to the unit.
Voltage: 400V, 3N, 50 Hz
Current: 8.3A
Power: 4500 W
Phase: 3
Interrupting Capacity: 1500A
Ambient Air Temperature: 5-40 °C (41-104 °F)
Humidity Rating: 30-95% non-condensing
Altitude Rating: Up to 1000 Meters Min. (2540 Feet)
Operations Manual
Fig 2
Intended Films and Applications:
Film: Thermal and PSA Films:
– Octiva™ Thermal
– Octiva™ Lo-Melt
– Artic™ Pressure Sensitive
– Artic™ Mounting Films
– AccuShield™
Applications:
– Signs
– Posters
– Event Graphics
– Trade Show Graphics
– Presentations
– Banners
– Store Signage
– Floor Graphics
– Backlit Displays
– Vehicle Graphics
Page 12
©2004 General Binding Corporation
Page 13
Operations Manual
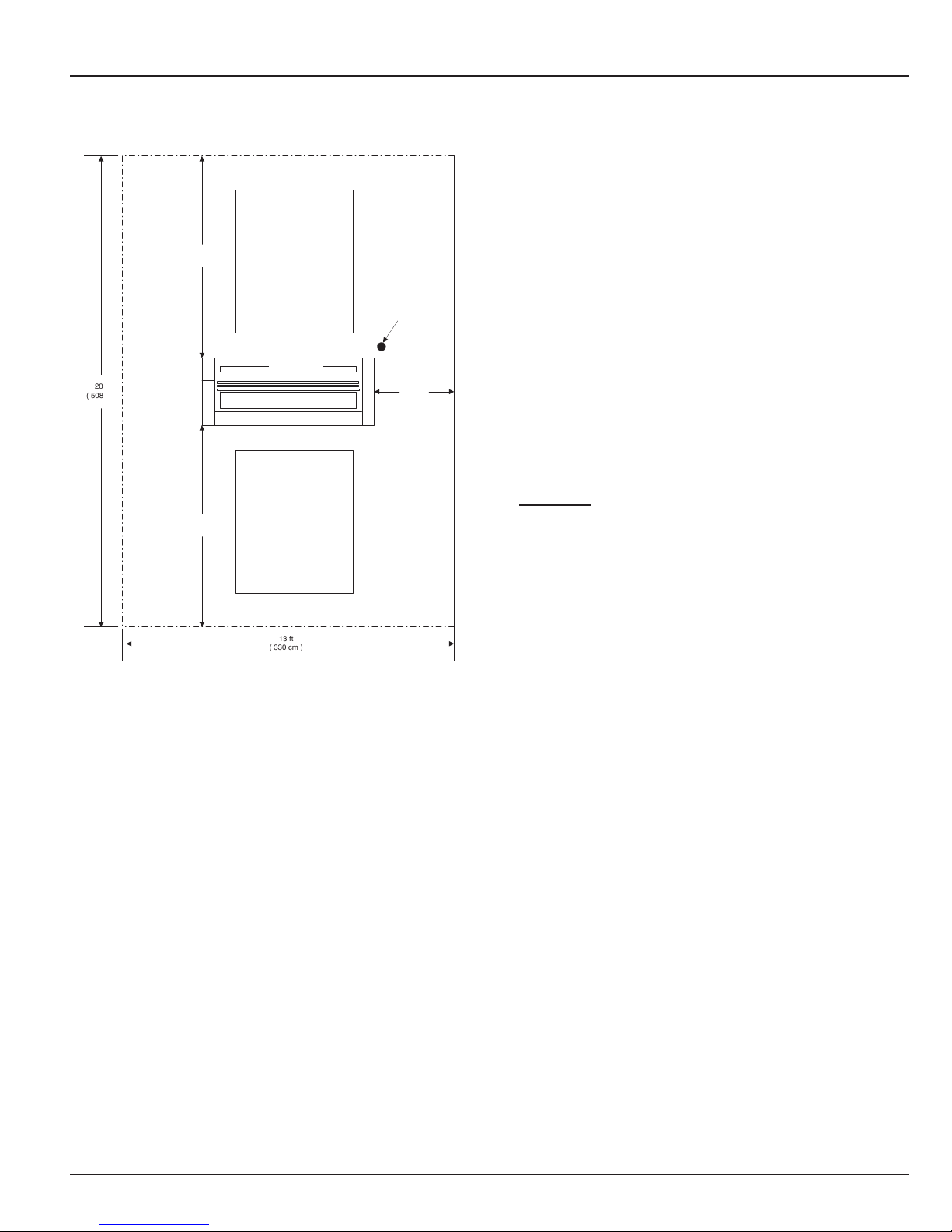
20 ft.
( 508 ) cm
13 ft
( 330 cm )
3 ft
( 91 cm )
8 ft 8 in
( 220 cm )
8 ft 8 in
( 220 cm )
4 ft. x 6 ft.
(101.6 x 152 cm)
Work table on wheels
Electrical cord
drop
Front
Back
4 ft. x 6 ft.
(101.6 x 152 cm)
Work table on wheels
4 ft. x 6 ft.
(101.6 x 152 cm)
Work table o n wheels
Back
Front
Electr ical cord
drop
TALON 44/64 CE
Pre- Installation
Before a Talon 44/64 Laminator can be installed, ensure
the following requirements are met;
1. Are doorways and hallways wide enough for the lami
nator to be moved to the installation site?
2. Is there ample room for the laminator?
– A work area must be established that allows for opera-
tion in both the front and rear of the laminator and
provides space for efficient material flow. (Figure 3)
3. Is the environment appropriate for the laminator?
– The laminator requires a clean, dust and vapor free
environment to operate properly.
– Avoid locating the laminator near sources of heat or
cold. Avoid locating the laminator in the direct path of
forced, heated or cooled air.
-
4 ft. x 6 ft.
(101.6 x 152 cm)
Work table o n wheels
Fig 3
CAUTION
: Air flow can cause uneven heating/ cooling of
the rollers and result in poor output quality.
4. Have you contacted a certified electrician to wire the
receptacle and ensure that adequate power is being
supplied, having the appropriate capacity, over current
protection and safety lockouts available?
Talon 44 requires:
– 380-400V 50/60 Hz, 3 phase 5 wire, 16 amp service
required.
Machine is supplied with:
Cord
– manufacturer: SCAME PARRE
– type: 211.3237
– rating: 346V-415V, 32A, 3P+N+E
Plug
– manufacturer: LAPP KABEL
– type: OLFLEX CLASSIC-110
– rating: 5 × 4.0 mm²
Talon 64 requires:
– 380-400V 50/60 Hz, 3 phase 5 wire, 16 amp service
required.
Machine is supplied with:
Cord
– manufacturer: SCAME PARRE
– type: 211.3237
– rating: 346V-415V, 32A, 3P+N+E
Plug
– manufacturer: LAPP KABEL
– type: OLFLEX CLASSIC-110
– rating: 5 × 4.0 mm²
©2004 General Binding Corporation
Page 13
Page 14

TALON 44/64 CE
Operations Manual
Page 14
©2004 General Binding Corporation
Page 15

Operations Manual
Fig 4
TALON 44/64 CE
Installation
1. Shipping damage should be brought to the immediate attention of the delivering carrier.
2. With assistance, carefully roll the laminator into posi-
tion over flat and even surfaces.
3. The laminator should be positioned to allow exiting film
to flow freely to the floor or a work table (Figure 4).
Accumulation of laminate immediately behind the laminator as it exits the equipment may cause the film to
wrap around the pull rollers, resulting in a “jammed”
condition.
4. Avoid locating the laminator near sources of heat or
cold. Avoid locating the laminator in the direct path of
forced, heated or cooled air.
5. Once the laminator has been properly positioned,
lock the castors in place. Locking the castors prevent
the machine from rolling during set up, operation or
servicing.
6. The heaters must be installed by a GBC qualified
service technician. Refer to your Warranty section
for explanation of “Qualified”.
7. Connect the attachment plug provided with the laminator
to a suitably grounded outlet. Avoid connecting other
equipment to the same branch circuit to which
the laminator is connected, as this may result in
nuisance tripping of circuit breakers or blowing
fuses.
©2004 General Binding Corporation
Page 15
Page 16

TALON 44/64 CE
Operations Manual
Page 16
©2004 General Binding Corporation
Page 17

Operations Manual
O
Fig 5
TALON 44/64 CE
Control Guide
A. POWER ON/ OFF (I/0): (Figure 5) Located at the back
left of the machine applies power to the laminator. The
control panel display will illuminate when switch is rotated
to the “l” position. The off position, marked “O”, removes
power from the laminator.
B. CONTROL PANEL DISPLAY: (Figure 6) Illuminates
when the laminator is plugged in and POWER ON/ OFF
is in the on, (I), position. Displays settings for top heater,
bottom heater, speed, Job, mode and ready/wait/ positioning indicator.
ROLLER POSITION INDICATOR: Displays the current
main roller position. In figure 7, the roller is shown in the
“Release” position. Refer to Roller Handle for more information.
Fig 6
READY/ WAIT INDICATOR: “READY” appears when actual
temperature is equal to (+/- 5) set temperature. “WAIT“
appears when actual temperature is lower than the set
temperature. “WAIT” appears when actual temperature is
higher than the set temperature.
POSITIONING INDICATOR:
place of the ready/ wait indicator any time the main rollers
are traveling in an upward or downward motion.
C. CONTROL PANEL: (Figure 7)
MASTER DIAL: Increases (+) or decreases (-) the
numeric value for the selected setting when turned.
Press and hold the dial to display actual temperature
of top and bottom main rollers.
Top Temp.: When pressed, permits increasing or
decreasing of the top temperature by turning the
MASTER DIAL and is indicated on the control panel
display. Range is room temp. to 266°F (130°C).
Bottom Temp.: When pressed, permits increasing or
decreasing of the bottom temperature by turning the
MASTER DIAL and is indicated on the control panel
display. Range is room temp. to 266°F (130°C).
“Positioning...” appears in
Fig 7
©2004 General Binding Corporation
Page 17
Page 18

TALON 44/64 CE
Press/ Release: When pressed, raises the upper main
roller over riding the pull roller handle setting. When
pressed again, reverts to current pull roller handle
setting.
Cooling: (Figure 8) When pressed, turns on the cooling
fans. When pressed again, turns off the cooling fans.
JOB When pressed, permits scrolling of job numbers
by turning the MASTER DIAL and is indicated on the
control panel display. Range is 1 - 10. Job 10 is reserved
for running Accushield material.
To store parameters for a particular job number, select the
desired job number location, enter the upper and lower
temperatures and speed, then press JOB.
Operations Manual
SPEED: When pressed, permits increasing or decreasing
of speed by turning the MASTER DIAL and is indicated
on the control panel display. Range is 1 - 10.
REV When pressed and held, reverses roller movement
to clear film jams and wrap-ups.
STOP Stops the movement of the rollers.
RUN When pressed, activates rollers for normal
operation.
D. REWINDER SELECTION SWITCH: (Figure 9) This
switch enables the operator to control the function of the
upper rewind/ unwind shafts.
I In this position, turns the power on to the upper front
rewind/ unwind shaft.
In this position, neither the upper front or upper rear
rewind/ unwind shaft is selected for motor power.
II In this position, turns the power on to the upper rear
rewind/ unwind shaft.
Fig 8
Fig 9
Page 18
©2004 General Binding Corporation
Page 19

Operations Manual
(H)
Release
BOT
TOP
Foot SW Enable
JOB
SPEED
032oF
032oF
03
01
Fig 10
TALON 44/64 CE
E. UPPER REWINDER DIRECTION SWITCH: (Figure 10)
This switch enables the operator to control the direction
of the upper rewind/ unwind shafts.
“FWD.”: In this position, the motor runs in a forward
direction.
“STOP”: Stops the rewinder motor for the rewind/ unwind
shaft selected.
“REV.”: In this position, the motor runs in a reverse direction.
F. LOWER REWINDER DIRECTION SWITCH: (Figure 10)
This switch enables the operator to control the direction
of the Lower rewind/ unwind shaft.
“FWD.”: In this position, the motor runs in a forward
direction.
“STOP”: Stops the rewinder motor for the rewind/ unwind
shaft selected.
“REV.” : In this position, the motor runs in a reverse
direction.
G. REAR CONTROL SWITCH: (Figure 11) This switch
enables the operator to run jobs from the rear operating position of the laminator when rear controls are enabled.
– “REVERSE”: In this position, the rollers turn from the
front operating position towards the rear operating
position.
– “STOP”: Stops the movement of the rollers.
– “RUN”: In this position, the rollers turn from the rear
operating position towards the front operating position.
– ENABLE REAR CONTROL SWITCH: To enable
the rear control switch, press and hold JOB until
you hear a beep, approximately 3 seconds. REAR
CONTROL replaces READY/ WAIT on the control
panel display.
Fig 11
Replace the rear slitter with the safety shield properly
installed and latched.
– DISABLE REAR CONTROL SWITCH: Press and
hold JOB again to disable the rear control switch.
H. FOOT SW EN ABLE: (Figure 12) In this mode
permits operati on using the fo otswitc h. Re fer to
Item V. FOOTSWITCH for operation.
Fig 12
©2004 General Binding Corporation
Page 19
Page 20

TALON 44/64 CE
Features Guide
A. E-STOP: (Figure 13) Two E-STOP buttons exist on
the laminator. One on each side of the upper cabinet. To
engage (1), press either push button, roller movement is
stopped. To disengage (2), turn the push button clockwise
once the emergency condition has been resolved.
B. SAFETY SHIELD INTERLOCK LATCH: (Figure 14)
Used to lock the safety shield into position and activate an
interlock switch. The interlock latch is located on the left
side of the safety shield. When pushed to the full left (1),
the safety shield is locked. When pushed to the full right
(2), the safety shield is unlocked
C. SAFETY SHIELD: (Figure 14) Prevents entanglement,
entrapment and inadvertent contact with the heat rollers.
The laminator will operate only when the Safety Shield is
located in the fully locked position. To remove the safety
shield, unlock the safety shield interlock latch and lift
the safety shield (1) up and away from the safety shield
mounting pins (2).
D. FEED TABLE: (Figure 15) The Feed Table is used to
position items for lamination. The laminator will operate
only when the Feed Table and Feed Table Latch are
properly installed.
Operations Manual
Fig 13
E. HEAT ROLLERS: (Figure 15) Silicone rubber coated
steel tubes heat the laminating film and press the heated
film to the items being laminated. Heat is provided by an
internal heating element. The heat rollers are motor driven
for ease of loading new film.
F. PULL ROLLERS: (Figure 15) The pull rollers, located
at the back of the laminator, are motor driven. They
simultaneously pull the film and improve the quality of
the laminated item.
G. ROLLER HANDLE: (Figure 16) The roller handle manually sets the position of the pull rollers while simultaneously
electronically setting the main rollers.
Available settings are;
– Release
– 15 mm Mounting
– 10 mm Mounting
– 5 mm Mounting
– 3 mm Mounting
– Low-Prs Laminating
– Mid-Prs Laminating
– High-Prs Laminating
(Prs = pressure)
Fig 14
Page 20
Fig 15
©2004 General Binding Corporation
Page 21

Operations Manual
Release
15mm Mounting
10mm Mounting
5mm Mounting
3mm Mounting
Low-Prs Laminating
Mid-Prs Laminating
High-Prs Laminating
(G)
TALON 44/64 CE
H. IDLER BAR: (Figure 17) The idler bars, located near
each heat roller, are used to direct the film to the heat
roller nip.
I. CHILL IDLER: (Figure 17) Assist in the cooling process
of the web material as it exits the heat rollers.
To engage the chill idler, grip the chill idler handles located
on each side of the chill idler and lower to the web position
(1). To disengage the chill idler, move the chill idler to it’s
rest position (2).
J. COOLING FANS: (Figure 17) Assist in the cooling
process by pushing unheated air onto the web
K. FILM SHAFT: (Figure 18) The film shaft holds the film
supply on the machine.
Fig 16
To remove the film shaft, lift up on the round end (1) of
the unwind/ rewind shaft then pull the hex end (2) of the
shaft out and away from the laminator.
Fig 17
Fig 18
L. CORE ADAPTORS: (Figure 18) Hold and lock the rolls
of film on the shafts to prevent side to side shifting.
M. LOWER SHAFT LOCK: (Figure 18) Secures the left
side of the lower shafts. To remove a shaft, turn the outer
dial (1) opening so it aligns with the inner u-channel (2)
opening and lift up and out.
N. UNWIND/ REWIND TENSION: (Figure 18) Used to
apply resistance to the film shaft.
To increase film shaft tension, turn the film shaft tension
knob clockwise. Counter clockwise will decrease film
shaft tension.
O. REWIND SHAFT: (Figure 19 on next page) The rewind
shaft holds the rewind tube on the machine.
P. REWIND TUBE: (Figure 19) The two rewind tubes
located at the front of the machine are used to rewind
release liners. The one located at the rear of the machine
is used to rewind the finished product.
Q. REWIND ADAPTORS: (Figure 19) Hold and lock the
rewind tube on the rewind shafts to prevent side to side
shifting.
©2004 General Binding Corporation
Page 21
Page 22

TALON 44/64 CE
(2)
(1)
(S)
(R)
(X) - Option
(W)
(V)
R. REAR TABLE: (Figure 20) Provides a working surface
when operating the machine from the rear. This table may also
be lowered when webbing for roll to roll applications.
To lower, slide the left and right side rear table latches (1)
to the unlatched position and lower the rear table.
S. REAR SLITTER: (Figure 20) Used to cut the film web
where it exits the rear of the laminator.
To make a cut, push down on the blade engage lever (2)
and slide to the opposite side.
T. FILM WEB: Laminating film loaded into the machine.
U. NIP POINT: The point at which the top and bottom
rollers come into contact. The Nip Point of the heat rollers
is the place at which the items for lamination are introduced
into the laminator.
Operations Manual
Fig 19
V. FOOTSWITCH: To operate using the footswitch, there
are a number of factors that determine how the machine
runs based on the position of the key on the Hand – Foot
switch Control and if the safety shields are in place or not.
Refer to the chart below for settings and speeds.
Selec tor key
position
Clockwise
Counter
Clockwise
Selector key
removed
(Key remove d
when turn ed
counterc lockwise)
Safet y shield on
(Latch locked)
Foot –Pedal:
Limited speed of 3f/m or
1m/m
Control panel run switch:
Limited speed of 3f/m or
1m/m.
Foot –Pedal: Up to Max Foot –Pedal: No function.
Control panel run switch: Up
to Max. speed.
Foot –Pedal:
Up to Max speed.
Control panel run switch: Up
to Max. speed.
Safet y shield of f
(Latch Unlocked)
Foot –Pedal:
Limited speed of 3f/m or
1m/m.
Control panel run switch:
Limited speed of 3f/m or
1m/m.
Control panel run switch: No
function.
Foot –Pedal:
No function.
Control panel run switch: No
function.
W. PRINT UNWIND BASKET: (Figure 21) Holds a rolled
image. Prevents the image from touching the floor.
X. SEPARATOR BAR OPTION: (Figure 20) Required if
running Accushield® material.
(Talon 44 Part # 2020580)
(Talon 64 Part # 2020579)
To install, replace the rear slitter with the separator bar.
Y. REWIND KIT OPTION: Enables roll to roll webbing
of material. This kit must be installed by a qualified GBC
service representative.
(Talon 44 Part # 1715822)
(Talon 64 Part # 1715823)
-
Option
Fig 20
Fig 21
Page 22
©2004 General Binding Corporation
Page 23

Operations Manual
TALON 44/64 CE
Operating Instructions
Film Loading & Threading
The top and bottom rolls of laminating film must be of the
same width and be present simultaneously. A small amount
of adhesive will “squeeze out” during lamination. Hardened
adhesive deposits can damage the heat rollers. To avoid
any damage, select “Low-Prs Laminating” on the roller
handle, rotate the rollers at slowest speed with heat on.
Refer to the section entitled CARING FOR THE TALON
44/ 64 LAMINATOR for instructions regarding removal of
the accumulated adhesive.
Adhesive will deposit on the rollers if:
- Only one roll is used.
- Different widths of rolls are loaded together.
- Either roll is loaded adhesive side against a heat
roller.
- One or both rolls of film are allowed to run completely
off its core.
Fig 22
The adhesive side of the film is on the inner side of the web
(Figure 22). The shiny side of clear film must contact the
heat rollers. The dull side of the film contains the adhesive.
Use extreme caution when loading delustered (matte) film
as both sides appear dull.
Always change the top and bottom supply rolls at the same
time. Near the end of each roll of GBC laminating film is
a label stating “Warning-End of Roll”. The appearance of
this label on either the top or bottom roll requires that new
rolls of film be installed as soon as the item presently being
laminated completely exits the rear of the laminator. Do not
introduce any additional items into the laminator when the
warning label is visible.
To load a roll of film; (Figure 23)
1. Lift up on the round end, left side (1), of the unwind/
rewind shaft.
2. Pull the hex end, right side (2), of the shaft out and
away from the laminator.
3. Slide the roll of film onto the film shaft ensuring adhesive side is out.
4. Replace the shaft with the hex end in first then the
round end.
5. Center the roll of film.
Fig 23
©2004 General Binding Corporation
Page 23
Page 24

TALON 44/64 CE
Loading Top Thermal Film
This procedure describes how to load the upper roll of film
onto the laminator. Figure 24 uses poly-in film and the upper
rear unwind/ rewind position for illustration purpose.
Operations Manual
1. Turn the Power ON/OFF
temperature for the film type you are using.
2. Ensure no brake tension is applied to the film shaft.
3. Remove the safety shield and pivot the feed table
down.
4. Pull the top roll of film down under the idler bar and
allow to drape over the top heat roller (Figure 24).
5. Reference one of the loading bottom material procedures.
(I/O) to ON (I). Set top heat
Loading Top PSA Film
This procedure describes how to load the upper roll of film
onto the laminator. Figure 25 uses PSA film and the upper
rear unwind/ rewind position for illustration purpose.
1. Turn the Power ON/OFF (I/O) to ON (I). If the laminator
is already hot, turn POWER ON/OFF (I/O) to the OFF
(O) position and allow the unit to cool. Once cool, turn
the laminator back on.
2. Ensure no brake tension is applied to the film shaft.
3. Remove the safety shield and pivot the feed table
down.
4. Set the roll of film in the rear unwind/ rewind position
and the rewind tube in the front unwind/ rewind position.
5. Pull the top roll of film down under the idler bar and up
the upper front rewind tube.
6. Place one piece of masking tape in the center of the
film and secure to the rewind tube.
7. Make two full wraps around the rewind tube, then carefully score the laminate without cutting the release
liner.
8. Pull the laminate down allowing it to drape over the
upper main roller.
9. Reference one of the loading bottom material procedures.
Fig 24
Fig 25
Page 24
©2004 General Binding Corporation
Page 25

Operations Manual
TALON 44/64 CE
Loading Top Mount Adhesive
This procedure describes how to load a roll of mount adhesive using the upper position for pre-coating (Figure 26).
1. Turn the Power ON/OFF to ON (I). If the laminator
is already hot, turn POWER ON/OFF to the OFF (O)
position and allow the unit to cool. Once cool, turn the
laminator back on.
2. Ensure no brake tension is applied to the film shaft.
3. Remove the safety shield.
4. Set the roll of mount adhesive in the upper rear unwind/
rewind position.
5. Pull the mount adhesive over the upper idler and upper
main roller allowing the material to rest on the top of
the feed table.
6. Reference THREADING CARD PROCEDURE next.
Fig 26
Loading Bottom Thermal Film
Fig 27
This procedure describes how to load a roll of thermal
film using the lower unwind position for encapsulation
(Figure 27).
1. At this point you should have an upper roll of thermal
film loaded onto the laminator.
2. Ensure no brake tension is applied to the film shaft.
3. Guide the bottom film around the lower idler.
4. Adhere the film to the loaded upper roll of thermal
film by pulling the film up towards the existing draped
thermal film over the main rollers.
NOTE: You may follow this procedure to load a roll of Kraft
Paper for single side lamination.
5. Reference THREADING CARD PROCEDURE next.
©2004 General Binding Corporation
Page 25
Page 26

TALON 44/64 CE
Loading Bottom PSA Film
This procedure describes how to load a roll of mount
adhesive using the lower unwind position for decaling
(Figure 28).
1. At this point you should have an upper roll of PSA film
loaded onto the laminator.
2. Ensure no brake tension is applied to the film shaft.
3. Pull the lower roll of film around the lower idler bar
and towards the lower rewind.
4. Place one piece of masking tape in the center of the
film and secure to the rewind tube.
5. Make two full wraps around the rewind tube, then carefully score the laminate without cutting the release
liner.
6. Adhere the lower PSA film to the loaded upper roll of
film by pulling the film straight up towards the main
rollers.
7. Reference THREA DI NG CAR D PRO CE DU RE
next.
Operations Manual
Fig 28
Loading Bottom Mount Adhesive
This procedure describes how to load a roll of mount
adhesive using the lower unwind position for decaling
(Figure 29).
1. At this point you should have an upper roll of film
loaded onto the laminator.
2. Ensure no brake tension is applied to the film shaft.
3. Adhere the mount adhesive to the loaded upper roll of
film by pulling the mount adhesive straight up towards
the main rollers. Do not web around the lower idler.
4. Reference THREA DING CA RD PROCEDUR E
next.
Fig 29
Page 26
©2004 General Binding Corporation
Page 27

Operations Manual
Fig 30
TALON 44/64 CE
Threading Card Procedure
This procedure describes how to feed two loaded films
through the main rollers (Figure 30).
1. At this point you should have an upper roll of film and
lower roller roll of film loaded onto the laminator with
the appropriate material for your application.
2. The table a nd safet y shi el d must be pro pe rly
installed.
3. Push the threading card into the main roller nip. The
threading card becomes sandwiched between the
upper and lower loaded films.
4. Set the roller handle to a laminating position, press
the RUN button.
5. Once the threading card has exited the laminator,
press the STOP button.
6. Use the rear slitter to cut the threading card from the
web.
7. If you are not running the laminator, set the roller
handle to the “RELEASE” position.
8. Now refer to the section entitled START LAMINATING.
©2004 General Binding Corporation
Page 27
Page 28

TALON 44/64 CE
Start Laminating
1. The safety shield and feed table must be in the normal
operating position.
2. Select a job mode ( ) and ensure the proper speed
and temperatures are set.
3. Set the roller handle to one of the laminating positions.
4. Press the PRESS/ RELEASE ( ) button. The main
rollers gap.
CAUTION: HOT ROLLS. Rolls may be hot, use caution
to prevent burns.
Operations Manual
5. Press the RUN (
6. Press the PRESS / RELEASE ( ) button. The main
rollers close.
7. Adjust unwind and rewind tensions as necessary.
8. Align the leading edge of the item square to the heat
roller nip (Figure 31).
9. With both hands and an outward force push the image
slower than the speed of the rollers into the nip of the
heat rollers (Figure 32).
CAUTION: Avoid forcing the image into the main roller nip
as this action will cause the corners of the leading edge
to buckle and create a wave.
) button.
Fig 31
Fig 32
Page 28
©2004 General Binding Corporation
Page 29

Operations Manual
TALON 44/64 CE
Method for Tracking New Film to
Existing Film
The following describes a method for loading film whereby
the existing film present on the heat rollers may be used
in place of the threading card to draw the new film through
the laminator. The adhesive of the existing film must be
tacky or liquefied. Leading edges of the new film will be
overlapped onto the tacky adhesive of the old film. The
existing film and the new film will be pulled through the
laminator together.
1. Cut remaining top and bottom film webs between the
idler bar and heat rollers (Figure 33).
Fig 33
Fig 34
CAUTION
film web
2. Remove the safety shield and tilt the feed table
3. Do not allow the adhesive side of the film to contact
4. Replace both the top and bottom rolls of film with new
5. Pull the film around the idler bars, with the exception
6. Tack the new film to the existing film on the heat rollers.
7. Replace the safety shield and feed table.
8. Use the footswitch to advance the film into the heat
9. Observe the film being pulled through the laminator to
10. Press STOP (
: Do not cut the Heat Rollers when cutting the
down.
the heat or pull rollers. Liquefied or tacky adhesive
deposited on heat rollers will require the rollers to be
cleaned per the section entitled CARING FOR THE
TALON 44/64 LAMINATOR.
rolls. Ensure the adhesive side is facing out.
of PSA mounting adhesives without a release liner.
For PSA film, attach the release liner to the rewind
tube (Figure 34).
roller nip.
assure that the remaining existing film and the new film
are advancing concurrently. Any separation between
the films will require stopping the motor immediately
and the situation corrected.
) once the newly threaded film has
completely exited the pull rollers.
©2004 General Binding Corporation
Page 29
Page 30

TALON 44/64 CE
To Unweb the Laminator
Unweb the laminator if you are changing film widths,
cleaning the rollers or have finished using the machine
for the day.
1. Using the rear slitter, cut the output from the web
(Figure 35).
2. Set the roller handle to the “Release” position.
3. Remove the safety shield and tilt the feed table.
4. Cut remaining top and bottom film webs between
supply rolls and heat rollers (Figure 35). Be careful
not to cut any of the rollers!
5. Carefully grab hold of the web (top and bottom film),
from the front operating position and pull towards you
(Figure 36).
6. Do not allow the adhesive side of the film to contact
the heat or pull rollers.
Operations Manual
Fig 35
Clearing a Film Jam (Wrap-up)
Film jams (wrap-ups) may occur if the film is loaded backwards or if the area at which film exits the equipment is
blocked. The film, when jammed, wraps around the heat
rollers during webbing if a threading card is not used or
pull rollers during operation.
To clear a jam:
1. Immediately stop the laminator by pressing STOP
( ).
2. Remove the safety shield and tilt the feed table.
3. Press and hold REVERSE ( ) until the jam has
cleared the heat rollers or pull rollers
4. Set the roller handle to the “Release” position.
5. Manually assist the material through the main rollers
and/ or pull rollers.
6. Once the jam has been cleared, set the roller handle
to one of the laminating positions.
7. You can now resume laminating.
Fig 36
Page 30
©2004 General Binding Corporation
Page 31

Operations Manual
Board
Print
Liner
TALON 44/64 CE
Applications
Tips for Pre-coating Boards
(Figure 37)
1. Load the laminator as illustrated in Figure 37.
2. Ensure the chill idler is in the rest position.
3. Set the roller pressure handle to the correct thick-
ness.
4. The width of the roll should not exceed the width of
the board by more than 1/2 in. (1.3 cm).
5. Use a leader board to start the run and a trailer board
to finish the run.
6. Using the pull rollers will allow you to leave gaps
between boards.
7. If not using the pull rollers, have the boards nearby to
butt end to end during feeding.
Fig 37
Tips for using the rear rollers
(Figure 38)
1. If the front rollers are heated, you may perform certain
applications from the rear operating position of the
laminator.
2. Ensure the chill idler is in the rest position if using
boards.
3. Ensure the safety shield is located in the rear
position.
4. Ensure the REAR CONTROLS have been enabled.
5. You may perform mounting applications, pre-coating
applications and single side applications from the rear
of the machine.
Fig 38
Tips for Mounting Pre-coated Boards
(Figure 39)
1. Load the laminator as illustrated in Figure 39.
2. Ensure the, the rear slitter is to one side and the inline
slitter is not obstructing the path of the boards.
3. Heat, 125 °F (52 °C), may assist the process and
increase output quality.
4. Do not stop once you have started the mounting
process through the machine.
Fig 39
©2004 General Binding Corporation
Page 31
Page 32

TALON 44/64 CE
Tips for PSA Encapsulation
(Figure 40)
1. Load the laminator as illustrated in Figure 40.
2. Always use two rolls of the same width.
3. Use minimal brake tension to achieve flat output.
4. The separation of the laminate and the release liner
should be maintained close to the heat rollers.
5. A little heat, 125°F (52°C), may help eliminate silvering
effects associated with PSA films.
6. Use of the chill idler may or may not help in the output
quality. Try both methods.
Tips for Thermal Encapsulation
(Figure 41)
Operations Manual
Fig 40
1. Load the laminator as illustrated in Figure 41 for Poly-in
film.
2. Dotted line represents Poly-out film web path.
3. Always use two rolls of film the same width.
4. Use minimal brake tension to achieve flat output.
5. Increase speed gradually to maintain the activating
temperature required for the laminate you are using.
6. Length and width of image, ink coverage and paper type
may effect the temperature and speed required.
Tips for Accushield
(Figure 42)
1. Load the laminator as illustrated in Figure 42.
2. You must have the Separator bar option to accurately
run this material.
3. Liner rewind tension will be greater than normal oper
ating standards.
4. Do not attempt to run this material greater than a speed
setting of 4.
5. To prevent some adhesive adhering to the rollers, you
may choose to use a roll of kraft paper for a carrier
with the roll to roll rewind option installed.
Fig 41
-
Page 32
Fig 42
©2004 General Binding Corporation
Page 33

Operations Manual
The Art of Lamination
TALON 44/64 CE
Basic Rules
Do not attempt to laminate abrasive or metal objects
such as staples, paper clips and glitter, as they may
damage the heat or pull rollers.
Do not force items into the nip area of the heat rollers.
An item that is not easily drawn into the laminator by
the heat rollers is probably too thick to laminate.
Wrinkles may result if an attempt is made to reposi
tion an item once it has been grasped by the heat
rollers.
Do not stop the laminator before an item has completely
exited the pull rollers. Even a momentary stop will
cause a mark (heat line) on the laminated item.
Good, consistent lamination is a result of combining proper
heat, tension and dwell time. Dwell time is controlled by
the speed of the motor and is defined as the amount of
time the material to be laminated is compressed between
the heat rollers.
As a general rule, thicker items and film need to run at slower
speeds because they extract more heat from the rollers at
a quicker rate. Setting the speed control at slower settings
gives the laminator longer dwell time thus allowing proper
lamination of thick items. Thinner items, such as standard
copier paper (20 lb. bond) and tissue paper, extract less
heat from the rollers and can be run at faster speeds.
Film Tension
Proper film tension, known as brake tension, is the minimum
amount required to eliminate wrinkles in the finished item.
The film should be taut. A properly adjusted roll of film
should not require excessive force to turn by hand.
Film tension should be enough to introduce a minor amount
of drag as the film unrolls. Insufficient tension causes wrinkles, while too much tension causes stretching (necking).
-
Uneven tension between the top and bottom rolls creates
curl. Too much upper tension creates upward curl while
too much bottom tension causes downward curl.
The heat roller clutch is set at the factory. Periodic adjust
ments may be necessary if after adjusting unwind and rewind
brake tensions do not improve your output quality.
-
©2004 General Binding Corporation
Page 33
Page 34

TALON 44/64 CE
Heat
The “WAIT (Too COLD)” indicator may appear if the speed
is set too fast for the material being laminated. Either lower
the speed setting or press STOP and wait until the
“READY” indicator appears.
Operation of the laminator for more than thirty minutes at
a time may necessitate a lower speed setting. It is recom
mended that, during periods of long runs, the items being
laminated are alternated between thick and thin. Do not
combine thick and thin items at the same time, as this will
result in a poor edge seal around the thinner material. If
you are unsure that the laminator is set at the proper speed
for the item to be laminated, run a test piece (scrap) of
the same or similar material through the laminator. This
procedure is recommended because rotating the heat
roller prior to lamination will more evenly distribute the
heat. Make speed adjustments if necessary.
Operations Manual
-
Fig 43
Output
1. “D” waves in the image (Figure 43 A).
– Check paper tension.
– Paper may be damp or not dry.
2. “D” waves in the laminate (Figure 43 B).
– Change roller handle pressure.
3. Straight waves in output (Figure 44 A).
– Check operational settings for materials being used.
– Insufficient cooling time.
– Output was handled prior to cooling.
– Use cooling feature if not on.
4. Indent waves in output after pull rollers
(Figure 44 B).
– Machine was stopped on print.
5. Angled waves in the output (Figure 45 A & B).
– Change roller handle pressure.
– Check for even paper tension (Figure 43 A only).
Fig 44
Page 34
Fig 45
©2004 General Binding Corporation
Page 35

Operations Manual
Maintenance
Caring for the
GBC Talon 44/64 Laminator
GBC offers Cleaning kits as well as Extended Maintenance
Agreements.
Contact your local GBC Service Representative or your
dealer/distributor for additional information.
The only maintenance required by the operator is to periodically clean the heat rollers and schedule semi annual
maintenance checks.
The following procedure will help keep the heat rollers
free of adhesive that has been deposited along the edge
of the laminating film. Proper alignment of the rolls of film
reduces the amount of “squeeze out”.
TALON 44/64 CE
WARNING
marked “Flammable”.
• Do not laminate glitter and/ or metallic items. Damage
to the rollers may result.
WARNING: Do not apply any cleaning fluids or
solvents to the rollers. Some solvents and fluids
could ignite on heated rollers.
• Never clean rollers with sharp or pointed objects.
• Hardened adhesive deposits on the rollers can cause
damage to the rollers. Rotate the rollers at the lowest
speed setting on the control panel.
CAUTION: THE FOLLOWING PROCEDURE IS
PERFORMED WHILE THE LAMINATOR IS HOT.
USE EXTREME CAUTION.
1. Remove the film from the laminator following the
procedure outlined in steps 1 through 6 of the section
entitled TO UNWEB THE LAMINATOR.
2. Preheat the laminator until the “READY” indicator
appears.
3. Remove the safety shield and tilt the feed table.
4. Rub the top and bottom heat rollers with a 3M™
Scotch-Brite™ pad. DO NOT USE METAL SCOURING
PADS!
5. Use the footswitch to rotate the lower heat/ pull roller
to an unclean portion. The upper heat/ pull rollers are
free spinning. Continue this process until the entire
surface of both rollers are clean.
6. Refer to the beginning of the section entitled OPER-
ATING INSTRUCTIONS to web your laminator.
: Do not attempt to laminate adhesives
©2004 General Binding Corporation
Page 35
Page 36

TALON 44/64 CE
Operations Manual
Page 36
©2004 General Binding Corporation
Page 37

Operations Manual
The information in this publication is provided for reference and is believed to be
accurate and complete. GBC is not liable for errors in this publication or for incidental or
consequential damage in connection with the furnishing or use of the information in this
publication, including, but not limited to, any implied warranty of fitness or merchantability
for any particular use.
GBC reserves the right to make changes to this publication and to the products
described in it without notice. All specifications and information concerning products are
subject to change without notice.
Reference in this publication to information or products protected by copyright or
patent does not convey any license under the rights of GBC or others. GBC assumes no
liability arising from infringements of patents or any other rights of third parties.
This publication is copyrighted © 2004 by GBC. All rights reserved. The information
contained in this publication is proprietary and may not be reproduced, stored, transmitted,
or transferred, in whole or in part, in any form without the prior and express written
permission of GBC.
TALON 44/64 CE
©2004 General Binding Corporation
Page 37
Page 38

TALON 44/64 CE
Operations Manual
Page 38
©2004 General Binding Corporation
Page 39

Operations Manual
TALON 44/64 CE
Troubleshooting Guide
SYMPTOM POSSIBLE CAUSE CORRECTIVE ACTION
• The control panel display does
not illuminate when POWER
ON/OFF is in the ON
position.
• Heat rollers do not turn when I
press the RUN
• Heat rollers only turn if I use
the“footswitch.
• Rear controls do not operate. Rear controls are not enabled. Enable rear controls.
• Laminated items exhibit curling. Tension between the top and bottom film roll is
• Adhesive deposited on heat
rollers.
• Unsatisfactory adhesion of
laminate.
, marked “I”,
( ) button.
Laminator not connected to electrical supply. Insert attachment plug into receptacle.
Safety shield is not properly installed. Remove safety shield and properly replace it.
Feed table not properly installed Tilt feed table and properly replace it.
E-STOP is engaged Pull out on the E-STOP push button.
Laminator is in footswitch mode. Disengage the footswitch mode.
Safety shield is not is not installed in rear position. Remove the rear slitter and install the safety shield.
unequal.
Tension on top or bottom roll offilm is too film loose. Adjust film tension.
Bottom film roll may be improperly loaded. Make sure bottom roll of film is around idler bar and
Top and bottom film webs not aligned. Release heat and pull roller pressure, align the rolls
Laminate improperly loaded. Adhesive (matte) side of laminate film may be
Speed setting too fast for type of material being
laminated.
Insufficient heat. Wait for “READY” indicator to appear in the control
Laminate improperly loaded. Adhesive side of film must be facing away from the
Adjust film tension.
the it is in the normal operating position.
of film.
against the heat rollers. Unweb and reload the film
properly.
Lower speed setting by pressing SLOW button to
slower speed
panel display.
heat rollers.
Heat rollers require cleaning. Clean heat rollers per procedure in section CARING
Laminated item unsuitable for adhesion. Item may be dirty or may have nonporous surface
• Waves in my output
SERVICE AGREEMENT
GBC’s Equipment Maintenance Agreement will insure the quality performance and long life built into your laminator.
A service charge for travel time, labor and parts may be incurred for each out of warranty service call. GBC’s Equipment Maintenance Agreement
decreases these expenses and protects your valuable investment. GBC offers several types of agreements to suit your needs and budget. To
contact GBC write to:
GBC NATIONAL SERVICE EUROPE: GBC FILM GROUP EUROPE
ONE GBC PLAZA MERCURIUSSTRAAT 9
NORTHBROOK, IL 60062 U.S.A. 6468 ES KERKRADE
1.847.272.3700 THE NETHERLANDS
PHONE: +31 (0) 45 535 7651
FAX: +31 (0) 45 535 7878
E-MAIL: info@gbcfilms.com
INTERNETS: www.gbcfilm.com
©2004 General Binding Corporation
See sub section OUTPUT. Under section titled THE ART OF LAMINATION.
Nips may be out of calibration. Place a service call for calibration check.
Bottom roll of film not threaded behind the idle bar.
FOR THE GBC TALON 44/64 CE LAMINATOR.
that is extremely difficult to laminate.
Page 39
Page 40

TALON 44/64 CE
Operations Manual
Page 40
©2004 General Binding Corporation
Page 41

Page 42

®
General Binding Corporation
One GBC Plaza
Northbrook, IL 60062-4195
 Loading...
Loading...