

Page 1

ORCA 80-99 OPERATION
& MAINTENANCE MANUAL
© June 2000 GBC Pro-Tech
Do not duplicate without written permission.
GBC Pro - Tech
4151 Anderson Road
DeForest, WI 53532
Revision : Ph: ( 608 ) 246 - 8844
Part number : 930 - 055
Fx: ( 608 ) 246 - 8645
Page 2

Section 1: Safety
Safety features .............................................................................. 1 - 1
Section 2: Warranty
Limited warranty information ..................................................... 2 - 1
Exclusions to the warranty .......................................................... 2 - 1
Table of ContentsOrca 80-99 Operation and Maintenance Manual
Table of Contents
Section 3: Specifications
Section 4: Installation
Uncrating ........................................................................................ 4 - 1
Uncrating Diagram........................................................................4 - 2
Electrical Requirements ................................................................4 - 3
Suggested Layout ...........................................................................4 - 4
Air Requirements...........................................................................4 - 5
© GBC Pro - Tech June 2000
Page I
Page 3

Table of Contents Orca 80-99 Operation and Maintenance Manual
Section 5: Operations
Operation....................................................................................... 5 - 1
Front control panel diagram ........................................................ 5 - 2
Rear control panel diagram ......................................................... 5 - 3
Front control panel....................................................................... 5 - 4
Rear control panel........................................................................ 5 - 4
Setup .............................................................................................. 5 - 5
Processes....................................................................................... 5 - 7
Process control chart (blank) ...................................................... 5 - 10
Process control diagram (blank)................................................. 5 - 11
Hot mount (Chart 2.2) .................................................................. 5 - 12
Hot mount (Diagram 2.2) ............................................................. 5 - 13
Hot mount/Laminate (Chart 2.3)................................................. 5 - 14
Page II
Hot mount/Laminate (Diagram 2.3)............................................ 5 - 15
© GBC Pro - Tech June 2000
Page 4

Table of ContentsOrca 80-99 Operation and Maintenance Manual
Encapsulation (Chart 2.4)............................................................ 5 - 16
Encapsulation (Diagram 2.4) ........................................................5 - 17
Hot laminate/PSA mount (Chart 2.5)...........................................5 - 18
Hot laminate/PSA mount (Diagram 2.5)......................................5 - 19
Hot laminate/PSA mount (Second pass - Chart 2.6) ..................5 - 20
Hot laminate/PSA mount (Second pass - Diagram 2.6) ............5 - 21
Cold overlaminate/ PSA mount (Chart 2.7) ................................5 - 22
Cold overlaminate/PSA mount (Diagram 2.7) ............................5 - 23
Cold overlaminate/PSA mount (Second pass - Chart 2.8).........5 - 24
Cold overlaminate/PSA mount (Second pass - Diagram 2.8)....5 - 25
Cold laminate only using a sled (Chart 2.9) ................................5 - 26
Cold laminate only using a sled (Diagram 2.9)...........................5 - 27
© GBC Pro - Tech June 2000
Page III
Page 5

Table of Contents Orca 80-99 Operation and Maintenance Manual
Section 6: Maintenence
Daily ................................................................................................ 6 - 1
Monthly...........................................................................................6 - 1
Six Month .......................................................................................6 - 2
Chain Diagram ...............................................................................6 - 3
Page IV
© GBC Pro - Tech June 2000
Page 6

SAFETY
SafetyOrca 80-99 Operation and Maintenance Manual
READ THIS SECTION BEFORE
OPERATING THE ORCA 80-99 LAMINATOR!
FOR YOUR SAFETY:
Your safety as well as the safety of others is important to
GBC Pro-Tech. In this instruction and on the product
are important safety messages. Read these messages
carefully.
1. Read all these instructions.
2. Save these instructions for later use.
3. Follow all warning and instructions marked on the
product.
4. Unplug this product from the wall outlet before cleaning.
Do not use liquid cleaners or aerosol cleaners. Use a
damp cloth for cleaning.
5. Do not use this product near water.
6. This product should be operated from the type of
power source indicated on the marking label. If you are
not sure of the type of power available, consult your dealer
or a qualified and certified electrician.
10. Unplug this product from the wall outlet and refer
servicing to qualified service personnel under the following
conditions:
A. When the power cord is damaged or frayed.
B. If liquid has spilled into the product.
C. If the product has been exposed to rain or water.
WARNING:
Never place fingers or arms between the rollers
when they are turning or when the rollers are in
the closed position.
D. If the product does not operate normally when the
operating instructions are followed. Adjust only those
controls that are covered by the operating instructions
since improper adjustment of other controls may result in
damage and will often require extensive work by a qualified
technician to restore the product to normal operation.
E. If the product exhibits a distinct change in performance,
indicating a need for service.
Safety Information
7. Do not allow anything to rest on the power cord. Do
not locate this product where persons will walk on the
cord.
8. Never push objects of any kind into this
product through any slots as they may touch dangerous
voltage points or short out parts that could result in a risk
of fire or electric shock. Never spill liquid of any kind on
the product.
9. Do not attempt to service this product yourself, as
opening or removing covers may expose you to dangerous
voltage points or other risks. Refer all servicing to service
personnel.
© GBC Films Group June 2000
WARNING:
It is vital that everyone working around the
laminator rolls avoid wearing loose-fitting clothing,
ties or dangling jewelry which could be caught in
the nip.
The GBC Pro-Tech laminator has been designed with
operator safety as a primary consideration. However,
operators must become thoroughly familiar with the
controls, and proper operation and safety features of the
machine before starting to use the unit.
Page 1 - 1
Page 7

Safety Orca 80-99 Operation and Maintenance Manual
GBC Pro-Tech laminators are powerful machines which
are designed to accomplish specific tasks such as
mounting, laminating and encapsulating. The forces
required to accomplish laminating can vary from negligible
to very large. The air-cylinder system used to provide
downward pressure on the top roll is capable of producing
forces greater than 1000 pounds (454 kg). This force
can be applied to any object that may be present in the
opening (called the nip) between the two rollers.
As a safety measure, the laminator is equipped with a
photoelectric eye system which stops the machine when
objects or hands are located in the nip area. Once the
blocking object is removed and the light beam is
reestablished, the laminator rolls resume turning.
Operators should use care in lowering the top laminating
roll and know how to react quickly in an emergency. The
laminator roll UP-DOWN switch is located on the front
instrument panel labeled “Laminator Roll Controls” on
the left-hand side of the machine. As the name implies,
this switch controls the up and down motion of the top
laminator roll. Before turning this switch to the DOWN
position, assure that nothing is in the nip area.
machine, or by stepping on or kicking the E-Stop
cable located at the bottom of the machine.
Quick action in this regard can aid in preventing or
minimizing injury or machine damage.
Because of the electrical shock hazard and the
chance that a person might get either fingers or
clothing into the drive mechanism, the cabinets
should only be opened by a qualified service person,
after the machine is shut off and the power
disconnected.
Most GBC Pro-Tech machines are designed to heat the
lamination rollers. Temperatures can be set to over 200
degrees F (100 degrees C). Thus there is a danger of a
severe burn if the
rollers are touched during set-up or operation.
The machines have steel end cabinets that are bolted
closed. They serve to isolate the electrical- and drivesystem components.
WARNING:
Please note: All persons working on or near the
Orca 80-99 Laminator must be advised of the
following:
If any clothing, tools, or anything other than film
or paper is inadvertently drawn into the nip, the
action of the rolls may be halted immediately (and
the top roll lifted) by pushing or striking any of the
red E-Stop switches located at the top of the
Page 1 - 2
© GBC Films Group June 2000
Page 8

Orca 80-99 Operation and Maintenance Manual
WARRANTY
Limited Warranty
Warranty
CAUTION:
Unauthorized customer alterations will void this
warranty.
GBC Pro-Tech warrants the equipment sold is free from
defects in material and workmanship for a period of one
(1) year from the date of delivery to the customer.
This warranty is the only warranty made by Pro-Tech
and can not be modified or amended.
GBC Pro-Tech’s sole and exclusive liability and the
customer’s sole and exclusive remedy under this
warranty shall be, at GBC Pro-Tech’s option, to
repair or replace any such defective part or product.
These remedies are only available if GBC Pro-Tech’s
examination of the product discloses to GBC ProTech’s satisfaction that such defects actually exist
and were not caused by misuse, neglect, attempt to
repair, unauthorized alteration or modification,
incorrect line voltage, contaminated air supply, or
by fire, accident or flood or other hazard.
Exclusions to the Warranty
This warranty specifically does not cover:
1. Damage to the laminating rollers caused by knives, razor
blades, other sharp objects, or
failure caused by adhesives.
2. Damage to the machine caused by lifting, tilting, and/or
any attempt to position the machine other than rolling on
the installed casters.
3. Improper use of the machine.
This warranty specifically does not cover damage to the
laminating rollers caused by knives, razor blades, other
sharp objects, failure caused by adhesives or improper
use of the machine. Warranty repair or replacement does
not extend the warranty beyond the initial one year period
from the date of delivery.
THE WARRANTY MADE HEREIN IS IN LIEU
OF ALL OTHER WARRANTIES, EXPRESS OR
IMPLIED, INCLUDING ANY WARRANTY OR
MERCHANTABILITY OR FITNESS FOR A
PARTICULAR PURPOSE. GBC PRO-TECH
WILL NOT BE LIABLE FOR PROPERTY
DAMAGE OR PERSONAL INJURY (UNLESS
PRIMARILY CAUSED BY ITS NEGLIGENCE),
LOSS OF PROFIT OR OTHER INCIDENTAL OR
CONSEQUENTIAL DAMAGES ARISING OUT
OF THE USE OR INABILITY TO USE THE
EQUIPMENT.
© GBC Films Group June 2000
Page 2 - 1
Page 9

ORCA 80-99
SPECIFICATIONS
SpecificationsOrca 80-99 Operation and Maintenance Manual
Description:
Floor-standing laminator with multiple unwind
positions for high productivity heat-activated laminating,
encapsulating, heat transfer and mounting. The
laminator can also be used with pressure-sensitive films
for cold mounting and laminating applications.
Includes:
Outfeed edge slitters for in line trimming of finished
product.
Dimensions:
L - 120", D - 50", H - 66" (L- 3M, D- 1.27M, H-
1.68M)
Weight (uncrated):
Laminating Material:
Uses heat-activated 0-74” and pressure-sensitive
materials 0 - 80" (0- cm) wide with films on 3" (7.6
cm.) ID core.
Laminating Speeds:
0 to 30 fpm ( 0 to 9 Mpm) with variable speed,
reversible action, START and STOP controlled via the
front instrument-panel switch or with a foot switch.
Unwind - Rewind:
Three unwind positions; three rewind positions
Safety Features:
(1) Photo-eye motor stop, 4 emergency stop buttons
and two kick cables to stop the machine and raise rolls.
2800 pounds (1270 kg)
Laminating Rolls:
86.5" length (220 cm) roll face with thermally
conductive silicone covered with high release silicone
surface, upper and lower rolls internally heated.
Temperature controlled by state of the art infrared
sensors with closed loop digital control systems,
independently adjustable for both top and bottom rolls.
Laminating Opening:
1_” (4.75 cm) maximum opening controlled with dual
air cylinders.
© GBC Films Group June 2000
Warranty:
One year parts warranty (except silicone roll coverings
and table tops).
Electric:
220 VAC, 50 or 60 Hz, single phase, 60-65 Amps.
Three phase 32 Amps (Europe only).
Compressed Air:
2 CFM @ 100 PSI.
Page 3 - 1
Page 10

INSTALLATION
Uncrating the Machine
InstallationOrca 80-99 Operation and Maintenance Manual
CAUTION:
When taking the top off, care should be taken so
that the top does not fall into the crate, possibly
damaging the laminator. It might be necessary to
use two or three people for this task.
During the uncrating process make sure that the
screws do not end up on the floor. They can cause
problems later when trying to roll the machine into
position.
To uncrate the Orca 80-99 Laminator you will need a
phillips head screwdriver. It helps to have a cordless drill
with the screwdriver bit, because there are quite a few
screws to remove throughout this procedure. In order to
minimize the possibility of damage to your new Orca 8099 Laminator, please follow this procedure exactly.
1. The top of the crate is the first piece to be removed
(see diagram on page 4-3).
2. Next, remove one side of the crate (see diagram). At
this point it is necessary to have someone support the
remaining side of the crate while the remaining end is being
removed. Maintain support of the side until all mounting
screws are removed and the side is off the crate.
6. When all the accessories have been removed from the
crate you will notice that there are two ramps that are
bolted down to the crate bottom: these will need to be
removed, using the phillips head screwdriver.
The ramps must then be secured to the edge of the crate
bottom using the screws left over from crate disassembly
(see diagram).
PLEASE NOTE: The Orca 80-99 Laminator is a
large and heavy piece of mechanical equipment.
Casual movement of equipment of this type can be
hazardous to the average person; and poses the
potential of serious damage to the machine.
It will be necessary to employ qualified and
trained personnel (licensed, certified RIGGERS)
if any movement of the machine other than rolling
on a flat, level surface is contemplated.
The Orca 80-99 Laminator is not designed to be
tipped up or sideways in anyway. Such action may
disturb the exact alignment of the rolling parts of
the machine and require extensive re-alignment.
GBC Pro-Tech’s warranty does not cover
malfunction of the equipment due to mis-handling
and/or tipping.
3. Remove the end of the crate (see diagram).
CAUTION:
Do not use a knife or other sharp instrument to
remove any protective covering. This could cause
irreparable damage to the machine.
4. Remove the shrink wrap from the machine and its
contents.
5. Once the shrink wrap is off, remove any accessories
from the crate. While doing this, take care not to scuff
the machine.
© GBC Films Group June 2000
GBC Pro-Tech bears no responsibility for parties
who fail to follow these directions. Any injury or
damage to the machine due to improper moving is
the sole responsibility of the mover.
Before the machine can be rolled off the crate, the foot
bolts must be freed from the four shipping hold-down
plates. Loosen the lock-nut on each of the foot bolts.
Unscrew the foot bolts from the hold-down plates. Raise
but do not remove the bolts and lock nuts from the foot
bracket. (At this time, you may wish to remove the holddown plates from the crate to provide unrestricted removal
of the machine from the crate).
Page 4 - 1
Page 11

Page 4 - 2
Installation
UNCRATING DIAGRAM
ORCA-80-99
1
5
© GBC Films Group June 2000
4
INSTALL SCREWS
Orca 80-99 Operation and Maintenance Manual
2
23 in.
[59 cm]
3
Page 12

InstallationOrca 80-99 Operation and Maintenance Manual
7. Once the ramps are secured and the hold down plates
are removed, the machine can be rolled off the crate
bottom. This will require four people handling the machine
on its four corners and carefully rolling the machine off the
crate bottom (see diagram). The machine can now be
rolled into its final operating position.
Choose a spot with sufficient space around the unit so
that there can be front and back work tables and adequate
space for efficient material flow. Thus, a typical room area
requirement for the ORCA 80-99 is 20 X 24 feet (6.0 x
7.3 Meters) to allow use of work tables in front and to
the rear of the machine. See the suggested layout in Fig.
1-1 (page 4-4).
Once the Orca 80-99 Laminator has been placed in its
final position, optimum performance is obtained by
installing the supplied leveling pads and leveling the
machine. Install one leveling pad on each foot-bolt,
tightening securely.
Lower the leveling pad to the floor by turning down the
foot bolts. Turn all the bolts sufficiently to lift all four of
the casters off the floor.
CAUTION:
Some generation of static electricity is
unavoidable during the laminating process due to
the nature of the materials used. In order to avoid
any hazard of ignition, fire or explosion due to
static spark, it is imperative that the operating
environment is free of dust, flammable liquids, and
vapors.
Then, face the machine and place a carpenter’s level leftto-right on one of the idlers. Adjust the bolts on the front
two foot brackets so that the machine is level left-to-right.
Then, move the level to the rear of the machine and adjust
the rear two leveling pads.
Next, place the level front-to-rear on one of the air cylinder
brackets and adjust the bolts equally on the two foot
brackets on that side. Move the level to the other air
cylinder bracket and repeat the procedure for the other
side.
After both sides have been leveled front-to-back, go back
and check the side-to-side level condition of the front
and rear of the machine to insure that it has not changed.
If it has, repeat the procedure until the machine’s front,
rear, and both sides are all level. Tighten the lock nuts
securely to the foot brackets.
8. At this point a qualified electrician connects power to
the machine. Make sure before supply power is provided
that the machine circuit breaker is in the off position. This
is also the point where the appropriate supply of clean,
dry compressed air is connected to the machine (see power
and air requirements).
Electrical Requirements
The ORCA 80-99 is designed to accept 220 to 240-volt
AC, 50/60-Hz, 60 Amps, single phase 3 wire (USA).
The peak power required by the unit is 55 Amperes. Or,
in Europe only 3-N phase 230/400 VAC, 50 Hz, 25
Amps per phase.
Before attempting to electrically connect or operate your
new Orca 80-99 Laminator, a qualified, licensed electrician
should be consulted to ensure that an adequate power
supply, having the appropriate capacity, overcurrent
protection, safety lockouts, etc., is available; and to ensure
that the power supply of the Orca 80-99 is in accordance
with all established national and regional electrical codes
and standards.
CAUTION:
The air supply to the Orca must be clean and dry
or the machine will be damaged.
GBC Pro-Tech, will not be responsible for damage
to the equipment caused by improper connection,
incorrect power supply or other incorrect electrical
installation.
Before initial power is applied to the machine assure that
all toggle switches on the front and rear control panels
and the main power circuit breaker (inside/bottom of the
left-side cabinet) are set to OFF. The AC connection is
located on the bottom/front of the left-side cabinet.
© GBC Films Group June 2000
Page 4 - 3
Page 13

Installation
AIR SUPPLY
Orca 80-99 Operation and Maintenance Manual
Work Table
6' X 6'
[2m x 2m]
(on wheels)
REAR
10' [3m]
ELECTRICAL
SUPPLY
20' [6m]
FRONT
10' [3m]
Work Table
6' X 6'
[2m x 2m]
(on wheels)
4' [1.2m]
3'
[1m
]
24' [7.3m]
Page 4 - 4
Fig. 1-1
SUGGESTED WORKSPACE
LAYOUT
ORCA 80-99
© GBC Films Group June 2000
Page 14

Air Requirements
CAUTION:
Do not use a knife or other sharp object to remove
the paper coverings. This would cause irreparable
damage to the rolls and necessitate their
replacement.
The Orca 80-99 laminator requires filtered air at 2 cubic
feet per minute (CFM), (50 liters/minute) at a pressure of
at least 100 pounds (700 kPa) per square inch (PSI).
The air supply must be clean (free of dirt) and dry.
Moisture will cause corrosion and particles can block
pneumatic controls. Either can cause the laminator to
malfunction.
InstallationOrca 80-99 Operation and Maintenance Manual
2 Additional slitter knives
1 T-handle wrench, 5/16"
1 T-handle wrench, 1/4"
1 Masking Tape
1 Tape Measure
1 Rubber Cement Pick-Up
1 Shim Set
4 Leveling Pads
2 Outfeed Slitters
2 O-Rings, Brake
1 Oil, Air Tool
These items are needed to put the machine into operation.
RECYCLING INSTRUCTIONS:
It is the customer’s responsibility to provide appropriate
filters and water traps for the air line before the air is routed
to the laminator.
GBC Pro-Tech suggests that the best approach to the air
requirement is to provide a dedicated small compressor
for the laminator. A standard light-duty 1/2 to 3/4
horsepower (1 kW) electric air compressor with 1.5 to
2.5 CFM output with a 2.5 - gallon (20 Liter) storage
tank is appropriate.
Air is fed to the machine via a 1/4-inch quick-disconnect
male connector. This connector is located below the
cabinet on the left side of the machine. (Once the air
supply and electrical power are connected to the machine,
proceed to the section on Operation in this manual).
9. Next, remove the paper coverings from the roll. After
the roll coverings have been removed, you will need to
open the accessory pack. The accessory pack contains:
The crate components can be reused for shipping
the machine again, or may be disassembled and
the wood and screws recycled. The shrink wrap
however, is not recyclable so therefore must be
discarded.
In order to begin operation of the machine, the Up/Down
rates for the main and pull rolls and the nips must be set
(see the Operation section of this manual). Once set, the
machine is ready for operation.
Qty Description
1 Set, Allen wrenches
1 Slitting knife
1 Manual
1 Bottle of Isopropyl Alcohol
1 100 % white cotton terry rags
1 Set, spare fuses
© GBC Films Group June 2000
Page 4 - 5
Page 15

OPERATION
OperationsOrca 80-99 Operation and Maintenance Manual
Safety
Safety is always the primary concern. If you have not
read the safety information at the front of this manual,
do so now. Do not attempt operation of the machine
until you fully understand this safety information.
General Precautions
1. Keep razor blades, knives, and all other sharp
objects away from the chrome and silicone rollers. They
are easily damaged and very expensive to replace.
CAUTION:
Insert shims to keep the laminating and pull rolls
apart when the machine is not in use. Do not rely
on the air supply. Prolonged contact can damage
the rolls.
2. Harsh chemicals such as Toluene or MEK will
destroy the silicone covering on the laminating rolls. The
rolls should be cleaned daily following the procedure
outlined in the Maintenance section of this manual.
CAUTION:
If silicone adhesives contact the top or bottom roll,
remove it IMMEDIATELY using isopropyl
alcohol. It will harden within an hour.
3. Do not allow liquid silicone adhesives to contact the
top or bottom silicone roll. These materials will bond to
the roll in much less than one hour. If some adhesive
does get on the roll, wipe it off IMMEDIATELY using
isopropyl alcohol.
5. Use a 100-percent cotton terry cloth to remove
heat-activated laminating residue, while the rolls are hot.
Follow this procedure every time heat-activated
laminates are used.
WARNING:
1. Never place fingers or arms between the
rollers, both main and pull, or in roller slots no
matter what the operational status the machine is
in.
2. It is vital that everyone working around the
laminator rolls avoid wearing loose-fitting clothing,
ties or dangling jewelry, which could be caught in
the nip.
WARNING:
Extra caution must be used when operating the
laminator with the provided foot switch. The foot
switch acts as an “over-ride” to the photoelectric
eye; i.e., it allows the rolls to continue operation
even if the photoelectric eye detects an
obstruction near the nip.
This function is necessary a) to allow initial handfeeding of process materials to the rolls and b) to
prevent damage to the process at the end of a
sheet due to “curl-up” of the sheet end.
Operators are cautioned to use the foot switch for
as short a time as practicable, and to exercise
caution when doing so.
4. The laminating rolls will develop flat spots if left in
contact with each other when not in use. Always insert
the shims when shutting off the laminator. Do not rely on
the air supply to keep the top roller in the raised
position, as the air supply can fail at any time.
© GBC Films Group June 2000
Page 5 - 1
Page 16

Operations
AIR PRESSURE
GAUGE
PRESSURE
PRESSURE
TOP CLUTCH CONTROLS
PRESSURE
LAMINATOR ROLL CONTROLS
PRESSURE
Orca 80-99 Operation and Maintenance Manual
A
TOP UNWINDS (3)
ON/OFF
AIR PRESSURE
OFF
ON
TOP BRAKE CONTROLS
OFF
ON
ON
OFF
OFF
ON
ADJUST
ADJUST
ADJUST
ADJUST
ADJUSTMENT
(TOP BRAKE)
B
TOP REWIND
ON/OFF
C
LAMINATOR ROLL
UP/DOWN
D
BOTTOM UNWIND
ON/OFF
TOP HEATER SWITCH
ON/OFF LAMP
BOTTOM HEATER SWITCH
ON/OFF LAMP
PHOTOEYE
LAMP
MAIN POWER
ON/OFF
LAMP
MAIN POWER
SWITCH
M
E
J
PRESSURE
BOTTOM BRAKE CONTROLS
OFF
ON
ADJUST
K
BOTTOM CLUTCH CONTROLS
Photoeye
Blocked
L
OFF ON
LIGHTS
OFF ON
POWER
SEL
RST
PRO-TECH ENGINEERING, MADISON, WISCONSIN380-3440
N
JOG RUN
STOP
REV
FWD
R
E
W
0
L
S
MOTOR CONTROLS
F
A
S
T
E
R
I
SPEED READOUT
BOTTOM REWIND
ON/OFF
F
RUN/JOG
SWITCH
G
FORWARD/REVERSE
SWITCH
H
SPEED CONTROL
Fig. 2-1
FRONT CONTROL PANEL
Page 5 - 2
© GBC Films Group June 2000
Page 17

OperationsOrca 80-99 Operation and Maintenance Manual
TOP HEATER
A
ON/OFF
TOP HEATER
B
CONTROL
TOP FAN BANK
C
ON/OFF
PULL ROLL CLUTCH
PRESSURE GAUGE
PULL ROLL
PRESSURE GAUGE
BOTTOM UNWIND
TENSION PRESSURE
GAUGE
TOP HEAT
OFF
ON
ONOFF ONOFF
PULL ROLLER CLUTCH
PULL ROLLER PRESSURE
BOTTOM HEAT
BOTTOM COOLING FANSTOP COOLING FANS
ONOFF
ONOFF
ONOFF
OFF ON
D
BOTTOM HEATER
ON/OFF
E
BOTTOM HEATER
CONTROL
F
BOTTOM FAN BANK
ON/OFF
ADJUSTPRESSURE
AIR PRESSURE
ADJUSTMENT
G
PULL ROLL CLUTCH
ON/OFF
ADJUSTPRESSURE
AIR PRESSURE
AIR PRESSURE
ADJUSTMENT
ADJUSTMENT
H
PULL ROLL
UP/DOWN
ADJUSTPRESSURE
AIR PRESSURE
ADJUSTMENT
BOTTOM REWIND
TENSION PRESSURE
GAUGE
BOTTOM BRAKE
ADJUSTPRESSURE
OFF ON
BOTTOM CLUTCH
Fig. 2-2
REAR CONTROL PANEL
I
BOTTOM BRAKE
ON/OFF
AIR PRESSURE
ADJUSTMENT
J
BOTTOM CLUTCH
ON/OFF
© GBC Films Group June 2000
Page 5 - 3
Page 18

Operations
Orca 80-99 Operation and Maintenance Manual
Operator Controls
The operator controls for the Orca laminator are
operator position. See Figures 2-1 and 2-2. The names
and functions of these controls are as follows:
FRONT CONTROL PANEL
Please note that in each of the control sections there is a
Pressure Gauge, an On/Off switch and an Air Pressure
Regulator. The Pressure Gauge shows the operational
pressure. The On/Off switch turns the control function
on or off. The Air Pressure Regulator adjusts the air
pressure for the control function.
A. TOP BRAKE CONTROLS - Regulation of the
upper unwind shaft brakes.
B. TOP CLUTCH CONTROLS - Front upper rewind
shaft clutch regulation.
C. LAMINATOR ROLL CONTROLS - Regulation of
the main laminating rolls.
J. ON/OFF LAMP (Top Heater) - Denotes whether
the top heater controller is on or off.
K. ON/OFF LAMP (Bottom Heater) - Denotes
whether the bottom heater controller is on or off.
L. PHOTO EYE LAMP - Denotes whether or not the
PHOTO EYE is blocked.
M. MAIN POWER LAMP - Denotes whether or not
the main power is on the machine.
N. MAIN POWER SWITCH - Turns the
main power on and off.
REAR CONTROL PANEL
A. ON/OFF (Top Heater Controller) - Controls
whether or not the top heater controller is on or off.
B. TOP HEATER CONTROLLER - Controls the
upper main roll’s operational temperature and provides
a readout of the actual temperature.
D. BOTTOM BRAKE CONTROLS - Regulation of
the front lower unwind brake.
E. BOTTOM CLUTCH CONTROLS - Regulation of
the shaft’s lower front rewind clutch.
F. RUN/JOG SWITCH - Changes control of the
machine drive from a foot switch operation to
continuous run. It also allows the operator to “Jog” the
rolls for a short period of time.
G. REV-FWD - This switch controls the direction of
the drive system, forward or reverse.
H. SPEED CONTROL - Adjusts the speed of the
machine from zero to maximum as the control is turned
clockwise.
I. SPEED READOUT - Digital readout of the machine
speed and total throughput in either metric or standard
units.
C. ON/OFF (Top Fan Bank) - Controls whether or
not the top fan bank is on or off.
D. ON/OFF (Bottom Heater Controller) - Controls
whether or not the bottom heater controller is on or off.
E. BOTTOM HEATER CONTROLLER - Controls
the lower main roll’s operational temperature and
provides a readout of the actual temperature.
F. ON/OFF (Bottom Fan Bank) - Controls whether or
not the bottom fan bank is on or off.
G. PULL ROLLER CLUTCH CONTROLSRegulation for the bottom pull roller clutch.
CAUTION:
Use the minimum laminator roll pressure
consistent with good results. Excess pressure can
damage the laminating rollers.
Page 5 - 4
© GBC Films Group June 2000
Page 19

OperationsOrca 80-99 Operation and Maintenance Manual
H. PULL ROLLER PRESSURE CONTROLS -
Regulation for the upper pull roll pressure and up/down.
I. BOTTOM BRAKE CONTROL - Regulation for
the bottom rear unwind brake.
J. BOTTOM CLUTCH CONTROL - Regulation for
the bottom rear rewind shaft’s clutch.
Setup
Set up of the Orca laminator is quick and
straightforward when instructions are followed directly.
When you first receive the Orca Laminator the nips
must be set before operation. The procedures for
setting the main and pull roll nips are on pages 8-1 and
8-2.
Laminator Roll Pressure:
points to remember when loadingfilm:
CAUTION:
Assure that film is always mounted so that the
adhesive side will face outward from the
laminating roller.
1. The adhesive side of the film must be oriented away
(on the outside) of the laminating roller. Otherwise it will
immediately bond to the roller, creating a major cleanup project. Films have a shiny side and a dull side. The
dull side is the one with the adhesive. Thus, the dull side
should ALWAYS face outward from the laminating roll.
2. The film must be centered on the unwind for best
performance. This is vital when two films are fed
together. If the two films are not aligned, feed problems,
wrinkles, excess glue on rolls and other assorted
troubles will result.
1. You should use only the minimum amount of roll
pressure needed to accomplish the task. While higher
nip pressure can make the adhesive bond faster, excess
pressure can damage the rollers. Wrinkles, bubbles and
such have causes that generally cannot be cured with
more pressure.
2. A typical roll pressure for soft substrates such as
Foamcore or Orca-Board is between 20 to 30 pounds
per square inch (PSI) or 32 to 205 kPa.
3. The range of typical values for hard substrates is 25
to 50 PSI, 170 to 345 kPa.
Loading the Film
Film is loaded on the appropriate unwinds. Instructions
later in this section will cover loading and aligning film.
For applications such as encapsulation, film will be fed
from both top and bottom unwinds.
The process of loading and aligning film is the same for
both the top and the bottom. There are two important
CAUTION:
Unless the two films fed to the nip are carefully
aligned, poor results will be seen.
Positioning Film
The following procedure is applicable to both the top
and the bottom feed unwinds:
1. Remove the ball detent retaining pins and carefully
remove the unwind/rewind shaft from its saddles. Pay
particular attention to the drive side saddles. The drive
side of the shafts must be oriented so as to not pry on
the brake or clutch protrusion. To do so would
irreparably damage both brakes and clutches.
2. Slide the film onto the unwind shaft.
3. Install the shaft back into its saddles again paying
careful attention to the drive side end of the shaft.
Return ball detent pins to secure the shaft in its saddles.
© GBC Films Group June 2000
Page 5 - 5
Page 20

Operations
Orca 80-99 Operation and Maintenance Manual
4. Center the film by sliding it back and forth on the
shaft until centered. As soon as the film is unwound
from the shaft, the core support will lock the roll into
position.
5. Recheck the centering of the film roll with a tape
measure.
WARNING:
Normal operation of the Orca 80 laminator
involves the application of large amounts of heat
to the process materials. The surfaces of the rolls
are at a high enough temperature to cause burns if
they are touched.
Operators are cautioned not to touch, lean or fall
against the rolls of an operating laminator. Do not
become unbalanced when working near an
operating laminator.
laminating roller(s) to reach operating temperature.
When the pre-set operating temperature has been
reached, the machine is ready to use.
Cooling
(with optional cooling fans)
The following procedure is the fastest way to cool
down the machine. Natural cooling can also be
employed:
1. Set the heater switches to OFF.
2. Position the two rear fan banks so that they are tilted
to direct air flow at the rolls.
3. Set the Laminator Roll Control to the DOWN
position.
4. Set the Forward/Reverse switch to the FORWARD
position.
Heating
The following instructions should be employed when
heating one or both of the laminating rolls. The
procedure is the same for top and bottom:
1. Set the heater switch to ON.
2. Adjust the temperature controller for the desired
operating temperature using the controller push
bottoms.
For the Syrlec type controller use the up and down
arrows to adjust the set point. Hold down the desired
arrow until the correct set point is achieved.
For the CAL3200 it is necessary to press the * button
at the same time as the up or down arrow to adjust the
set point temperature.
3. When heating the rolls, keep the top roll down and
turning at a moderate speed to prevent uneven heating.
4. It will take approximately 25 minutes for the
5. Set the speed control to 5 fpm (150 cpm).
6. Let the machine run until the laminating rolls return to
room temperature.
Paper Tips
1. Always cut the leading edge of a print straight so they
can be fed perpendicular to the laminating rolls.
Process Control Charts
Chart 2-1 and 2-1B show a blank set of process
control charts for the ORCA 80. These charts are
where you record the way you thread film through the
machine’s rolls and idlers (called webbing) and the
setting of controls and switches for each product and
process.
GBC Pro-Tech laminators respond in a very accurate
and repeatable manner. The charts provide a way to set
up each time, every time, for repeatable performance
by assuring all controls are set to optimum.
Page 5 - 6
© GBC Films Group June 2000
Page 21

The process charts are also an excellent tool for training
new operators. They provide a “road map” for correct
machine setup and operation.
OperationsOrca 80-99 Operation and Maintenance Manual
B. Put a piece of contact/release paper over the print.
Otherwise, adhesive will be applied to the laminating
roller which can cause damage and the ink from
electrostatic prints will be deposited on the roll.
The process control charts should be kept in this
manual or in a book close to the Orca. Use the machine
to encapsulate the popular charts so they can withstand
coffee spills and will be available for ready reference.
In the rest of this section you will find completed
process control charts for the basic operations of the
machine. These are based on Orca-Film and OrcaBoard and typical prints. If you have a special
application use the blank charts to make your own
records.
Information:
When trying new products and processes,
remember that GBC Pro-Tech’s customer service
technicians are only a phone call away.
Mounting Only
1. Setup:
C. Feed the print/Orca board package though the nip.
Mounting/Laminating
The following procedure is for one-step mounting and
heat-activated laminating using mounting board with one
adhesive side such as Orca-Board.
1. Setup:
A. The setup is shown in process chart 2-3 and 2-3B.
B. Mount the film and web as shown in chart 2-3B.
C. Shims: Set the two front shim dials to 1/32 less than
board height.
D. Laminator Roll Pressure: 40 PSI, 275 kPa.
E. Speed: 3 fpm (90 cpm).
A. See process chart 2-2 and 2-2B.
B. Set Shims:
C. Upper Laminator Roll Pressure: 40 to 80 PSI, 275 -
550 kPa.
D. Speed: 3.
E. Upper Laminator Roll Heat: 245 degrees F, 118
degrees C.
Mounting Only (continued)
2. Procedure:
A. Lay the print on the board. Using a tack iron, tack
the leading edge of the print down onto the board so it
is held in place.
F. Upper Laminator Roll Heat: 245 degrees F, 118
degrees C.
G. Cooling: Off.
H. Film Roll Brake Pressure 20 PSI, 135 kPa.
2. Procedure:
A. Feed the Orca board dull (adhesive) side up with
the print positioned as desired. A tack iron may be used
to hold the leading edge of the print in place.
Encapsulation
1. Setup:
A. Refer to process chart 2-4 and 2-4B for webbing
instructions.
© GBC Films Group June 2000
Page 5 - 7
Page 22

Operations
Orca 80-99 Operation and Maintenance Manual
B. Shims: none.
C. Laminating Roller Pressure: 60 PSI, 410 kPa.
D. Pull Roller Clutch Pressure: On, 80 PSI, 550 kPa.
E. Pull Roller: Down, 60 PSI, 410 kPa.
F. Speed: 4 to 6 fpm
G. Top Roll Temperature: 220-230 degrees F (90 -
110 degrees C).
H. Bottom Roll Temperature: 220-230 degrees F (90 110 degrees C).
I. Cooling: Optional.
J. Use of the rear rewind for the finished material is
optional. It is a good procedure for long runs. If a
rewind is used in this application the clutch pressure
should be 15 PSI.
2. Procedure:
A. Feed the work into the nip with the leading edge
tight and entering the nip evenly from side to side. For
thin paper from electrostatic printers in roll form, it is
best to fold over the leading edge approximately 6
inches to create a square leading edge.
B. Trim to slightly larger than the desired finished size.
WARNING:
Take care when repositioning rewind/unwind
shafts or other heavy parts or materials, used in
the various web-up patterns. They are heavy and
can cause injury to fingers and/or toes if not
handled properly.
Procedure, Pass 2:
A. Prepare to put the print through a second time to
mount the print to the substrate. — anything from
wood, to Masonite, to Gator foam. Start by setting the
shims to the appropriate spacing for the material used.
B. Trim the board to the size of the print.
C. Align the work to the board and assure an exact fit.
Place weights on the center of the print to assure that it
does not move relative to the board during the next
steps.
D. Raise one end of the print and peel back
approximately two inches of the liner to expose the
adhesive that was applied to the print in pass 1. Fold it
under. Lay the print back down evenly and extremely
flat. From the center outward, tack the exposed
adhesive to the substrate.
Two-Pass Mount and
Laminate (Hot and Cold)
Cold/Mount Laminate
A. See charts 2-5, 2-5B, 2-6 and 2-6B for settings.
B. Assure that the mounting film from the bottom side
has the sticky adhesive side riding up around the outside
of the bottom laminating roller.
Procedure, Pass 1:
A. Run the print through to apply adhesive and
laminate.
Page 5 - 8
E. Position the piece so that the end with the liner
peeled back is facing the nip. Insert the first one inch of
the board into the nip.
F. Very carefully wrap the print back and over the top
laminating roll. Be sure there are no wrinkles in the nip
area. Carefully peel off the liner as the board progresses
through the laminator.
G. Trim the piece to the finished size.
Hot/Mount Laminate
A. Refer to charts 2-7, 2-7B, 2-8 and 2-8B.
B. Encapsulate image. (see chart 2-7)
© GBC Films Group June 2000
Page 23

C. Raise Main Roll (Hot).
D. Reverse Motor.
E. 2nd Pass: Set Nip Height and tack leading edge.
Run through as liner is being pulled off.
Cold Overlamination (Using a Sled)
1. Setup:
A. Refer to charts 2-9 and 2-9B
B. Set main roll shims to 3/16"
2. Procedure:
OperationsOrca 80-99 Operation and Maintenance Manual
A. Use a starter board to get the film started and
feeding without wrinkles.
B. Lay image on the sled and place it up against the
leader board.
C. Feed image through the nip following the leader
board into the nip. Maintain paper tension on the image
until it is through the nip.
D. Cut around the image with a sharp knife to remove
it from the leader board.
© GBC Films Group June 2000
Page 5 - 9
Page 24

Operations
Process:
Materials (top/bottom):
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-1
Front Control Panel
Adjustments
Top Brake Top Heat
Top Clutch Bottom Heat
Laminator Roller Top Cooling Fans
Bottom Brake (front) Bottom Cooling Fans
Bottom Clutch (front) Pull Roller Clutch
Forward/Reverse Pull Roller Pressure
Speed Bottom Brake (rear)
Laminator Roller Shims Bottom Clutch (rear)
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims
Page 5 - 10
© GBC Films Group June 2000
Page 25

OperationsOrca 80-99 Operation and Maintenance Manual
(I) REMOVABLE IDLER
(F) FIXED IDLER
(U) UNWIND SHAFT
(R) REWIND
(M) MAIN ROLL
(P) PULL ROLL
U
R
F
M
P
OUTFEED
SLITTER
I
F F F
M
U
F
P
R
IDENTIFICATION DIAGRAM
© GBC Films Group June 2000
R
U
Chart 2-1B
Page 5 - 11
Page 26

Operations
Process: Hot Mount, One Pass
Materials (top/bottom): /3/16" thick Hot tissue coated board
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-2
Front Control Panel
Adjustments
Top Brake OFF / NA Top Heat ON / 245o F (118o C)
Top Clutch OFF / NA Bottom Heat OFF / NA
Laminator Roller ON / 40 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) OFF / NA Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch OFF / NA
Forward/Reverse FORWARD Pull Roller Pressure OFF / NA
Speed 2 - 3 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 3/16" Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims NA
Lay the image to be mounted on the board and push the board into the nip while the rolls are not
turning. Then, quickly, depress the foot switch to turn the rolls. Make sure to maintain good
paper tension while mounting the image.
Page 5 - 12
© GBC Films Group June 2000
Page 27
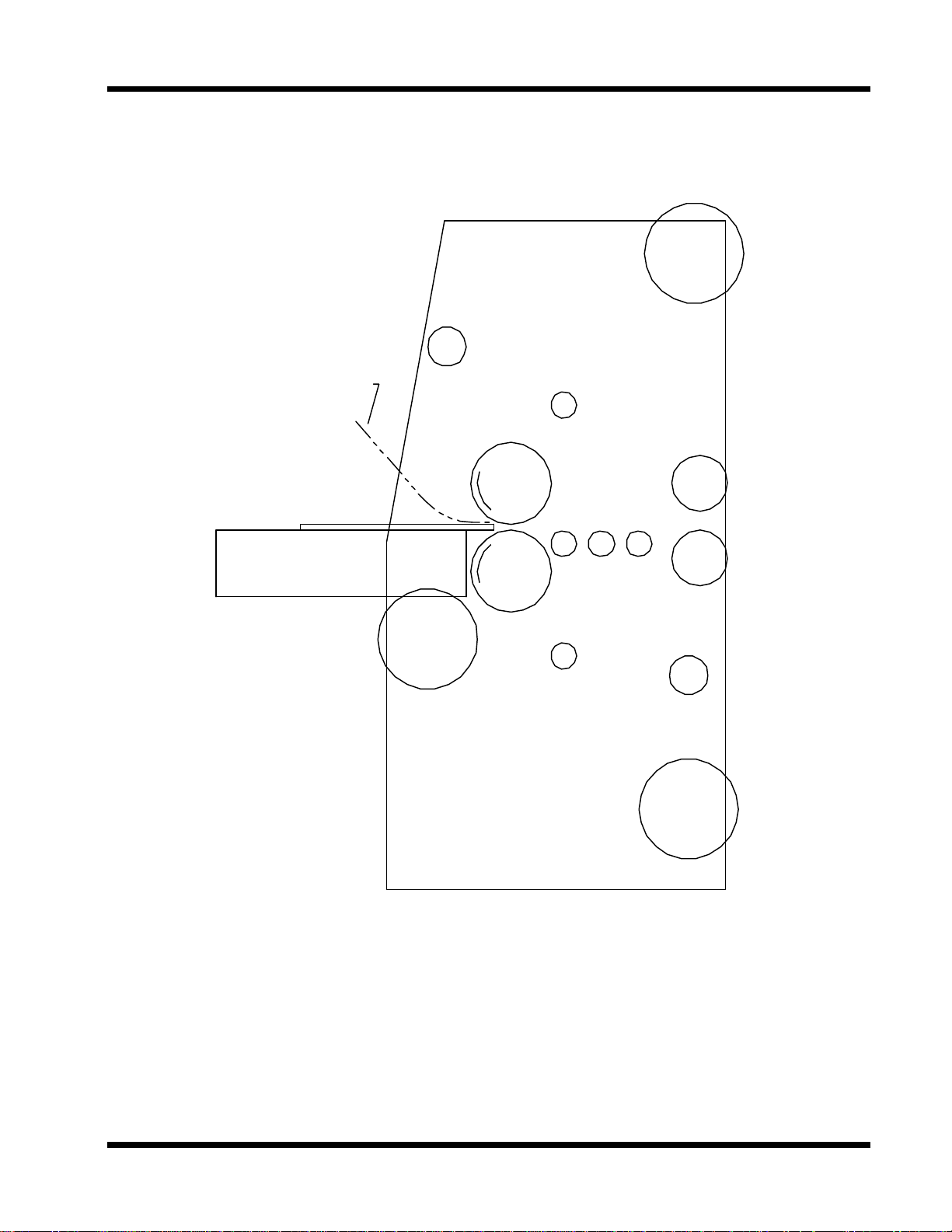
IMAGE
OperationsOrca 80-99 Operation and Maintenance Manual
245 °F
118 °C
COLD
CHART 2-2B
ONE PASS HOT MOUNT
© GBC Films Group June 2000
Page 5 - 13
Page 28

Operations
Process: Hot Mount and Laminate, One Pass
Materials (top/bottom): / 3/16" thick Hot tissue board
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-3
Front Control Panel
Adjustments
Top Brake ON / 20 p.s.i. Top Heat ON / 245o F (118o C)
Top Clutch OFF / NA Bottom Heat OFF / NA
Laminator Roller ON / 40 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) OFF / NA Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch OFF / NA
Forward/Reverse FORWARD Pull Roller Pressure OFF / NA
Speed 2 - 3 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 3/16" Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims NA
Start the overlaminate with a leader board the same thickness as the board being mounted to.
While maintaining paper tension, lay the image to be mounted on the board and follow the leader
board into the nip.
Page 5 - 14
© GBC Films Group June 2000
Page 29

IMAGE
245
°F
118
°C
OperationsOrca 80-99 Operation and Maintenance Manual
COLD
CHART 2-3B
ONE PASS HOT MOUNT AND LAMINATE
© GBC Films Group June 2000
Page 5 - 15
Page 30

Operations
Process: Encapsulation
Materials (top/bottom): 3 mil Gloss / 3mil Gloss
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-4
Front Control Panel
Adjustments
Top Brake ON / 20 p.s.i. Top Heat ON / 230o F (110oC)
Top Clutch ON / 20 p.s.i. Bottom Heat ON / 230o F (110oC)
Laminator Roller ON / 60 p.s.i. Top Cooling Fans ON
Bottom Brake (front) ON / 20 p.s.i. Bottom Cooling Fans ON
Bottom Clutch (front) OFF / NA Pull Roller Clutch ON / 80 p.s.i.
Forward/Reverse FORWARD Pull Roller Pressure ON / 60 p.s.i.
Speed 4 - 6 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 0 Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims 0
Page 5 - 16
© GBC Films Group June 2000
Page 31

230
°F
110
°C
OperationsOrca 80-99 Operation and Maintenance Manual
UNWIND
230
°F
110
°C
Chart 2-4B
© GBC Films Group June 2000
ENCAPSULATION
Page 5 - 17
Page 32

Operations
Process: Hot Overlaminate with Pressure Sensitive Mount Adhesive
Materials (top/bottom): 3 mil Gloss / Mount Adhesive
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-5
Front Control Panel
Adjustments
Top Brake ON / 20 p.s.i. Top Heat ON / 230o F (110oC)
Top Clutch OFF / NA Bottom Heat OFF / NA
Laminator Roller ON / 60 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) ON / 20 p.s.i. Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch ON / 80 p.s.i.
Forward/Reverse FORWARD Pull Roller Pressure ON / 60 p.s.i.
Speed 4 - 6 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 0 Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims 0
The encapsulated image will have waves running 90 degrees to the feed of the film. This is due
to the moisture in the mount adhesive’s release liner. Once mounted the waves disappear.
Page 5 - 18
© GBC Films Group June 2000
Page 33

230 °F
110 °C
OperationsOrca 80-99 Operation and Maintenance Manual
UNWIND
COLD
UNWIND
Chart 2-
5B
TWO PASS HOT OVERLAMINATE
WITH PRESSURE SENSITIVE MOUNT ADHESIVE
FIRST PASS
© GBC Films Group June 2000
Page 5 - 19
Page 34

Operations
Process: Hot overlaminate with Pressure Sensitive Mount Adhesive (Second Pass)
Materials (top/bottom): / 3/16" Foamcore
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-6
Front Control Panel
Adjustments
Top Brake OFF / NA Top Heat OFF / NA
Top Clutch OFF / NA Bottom Heat OFF / NA
Laminator Roller OFF / NA Top Cooling Fans OFF
Bottom Brake (front) OFF / NA Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch ON / 40 p.s.i.
Forward/Reverse REVERSE Pull Roller Pressure ON / 30 p.s.i.
Speed 2 - 3 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims N/A Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims 3/16"
When mounting keep an even wrap around the upper pull roll to eliminate any wrinkles due to
uneven feed of the image. During the mounting process, it is also helpful to have a table the
same height as the pull roller nip to help feed the board and image into the pull rollers.
Page 5 - 20
© GBC Films Group June 2000
Page 35

COLD
OperationsOrca 80-99 Operation and Maintenance Manual
RELEASE
LINER
COLD
Chart 2-6B
TWO PASS HOT OVERLAMINATE
WITH PRESSURE SENSITIVE MOUNT ADHESIVE
SECOND PASS
© GBC Films Group June 2000
Page 5 - 21
Page 36

Operations
Process: Cold overlaminate with pressure sensitive mount adhesive
Materials (top/bottom): PSA Laminate/ PSA Mount Adhesive
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-7
Front Control Panel
Adjustments
Top Brake ON / 40 p.s.i. Top Heat ON / 115° F (46oC)
Top Clutch ON / 20 p.s.i. Bottom Heat OFF / NA
Laminator Roller ON / 40 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) ON / 20 p.s.i. Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch ON / 60 p.s.i.
Forward/Reverse FORWARD Pull Roller Pressure ON / 60 p.s.i.
Speed 4 - 6 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 0 Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims 0
Page 5 - 22
© GBC Films Group June 2000
Page 37

RELEASE
PAPER
REWIND
OperationsOrca 80-99 Operation and Maintenance Manual
UNWIND
115 °F
46 °C
COLD
MOUNT
ADHESIVE
UNWIND
Chart 2-7B
TWO PASS COLD OVERLAMINATE
WITH PRESSURE SENSITIVE MOUNT ADHESIVE
FIRST PASS
© GBC Films Group June 2000
Page 5 - 23
Page 38

Operations
Process: Cold overlaminate with pressure sensitive mount adhesive (second pass)
Materials (top/bottom): / 3/16" Foamcore
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-8
Front Control Panel
Adjustments
Top Brake OFF / NA Top Heat OFF / NA
Top Clutch OFF / NA Bottom Heat OFF / NA
Laminator Roller ON / 30 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) OFF / NA Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch OFF / NA
Forward/Reverse FORWARD Pull Roller Pressure OFF / NA
Speed 2 - 3 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 3/16" Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims N/A
When mounting keep an even wrap around the upper main roll to eliminate any wrinkles due to
uneven image feed.
Page 5 - 24
© GBC Films Group June 2000
Page 39

RELEASE
LINER
115
46
°F
°C
OperationsOrca 80-99 Operation and Maintenance Manual
COLD
Chart 2-8B
TWO PASS COLD OVERLAMINATE
WITH PRESSURE SENSITIVE MOUNT ADHESIVE
SECOND PASS
© GBC Films Group June 2000
Page 5 - 25
Page 40

Operations
Process: Cold Overlam only (using a sled)
Materials (top/bottom): Pro-Gloss / 3/16" board (to be used for the sled)
Orca 80-99 Operation and Maintenance Manual
PROCESS CONTROL CHART 2-9
Front Control Panel
Adjustments
Top Brake ON / 40 p.s.i. Top Heat ON / 115o F (46oC)
Top Clutch ON / 20 p.s.i. Bottom Heat OFF / NA
Laminator Roller ON / 40 p.s.i. Top Cooling Fans OFF
Bottom Brake (front) OFF / NA Bottom Cooling Fans OFF
Bottom Clutch (front) OFF / NA Pull Roller Clutch OFF / NA
Forward/Reverse FORWARD Pull Roller Pressure OFF / NA
Speed 4 - 6 f.p.m. Bottom Brake (rear) OFF / NA
Laminator Roller Shims 3/16" Bottom Clutch (rear) OFF / NA
Helpful Hints/Notes:
Rear Control Panel
Adjustments
Pull Roller Shims NA
Use a starter board of the same thickness as the sled being used to start the laminate into the nip.
Lay the image on the sled and follow the leader board into the nip while maintaining paper
tension on the image being overlaminated.
Page 5 - 26
© GBC Films Group June 2000
Page 41

3/16"STARTER
BOARD
3/16" FOAMBOARD
OperationsOrca 80-99 Operation and Maintenance Manual
UNWIND
RELEASE
PAPER
REWIND
IMAGE
115 °F
46 °C
COLD
© GBC Films Group June 2000
Chart 2-9B
COLD OVERLAMINATE
Page 5 - 27
Page 42

MAINTENANCE
MaintenanceOrca 80-99 Operation and Maintenance Manual
Introduction
WARNING:
Some maintenance procedures require opening the
cabinets while the power and air are still
connected to the machine.
Because of the potential for electrical shock from
wiring and crushing of fingers or arms in rotating
apparatus, only properly trained personnel should
perform these tasks.
CAUTION:
Never attempt maintenance on an operating
machine unless the instructions specifically call for
it.
GBC Pro-Tech laminators require minimal
maintenance. However, regular maintenance is
essential to keep any piece of precision machinery
at peak performance. The following procedures
are segmented into daily, monthly, biannual, and
as-required procedures.
Monthly
Setting the Nip:
The gap between the two laminator rolls and the
secondary drive rollers is called the nip or roll nip. It
should be checked once a month. They should be
adjusted according to the following procedures.
Main Roll Nip Setting Procedure:
1. Make sure that the machine has both power and air.
It is also necessary to make sure that the up/down rates
of the upper main roll are even prior to setting the nip; if
not follow the rate adjusting procedure on page 4-2.
Please note that the main rolls have to be cold (room
temperature) when performing this procedure.
2. Remove the shims and set the main roll pressure to
40 psi. Note that this must be done with the upper
main roll in its fully up position.
3. Loosen main roll air cylinder caps and spin them to
their fully up position.
Daily
1. Clean the Laminating Rolls:
The silicone laminating rolls can be cleaned of dust and
dirt by passing an adhesive-coated board through the
nip. (Of course, the nip should be set for the thickness
of the board used). A mild dishwashing detergent can
also be used to clean the rolls. However a better
procedure is to use isopropyl alcohol and a 100percent cotton terry rag.
Samples of these two items were supplied in the
accessory kit shipped with the machine.
© GBC Films Group June 2000
4. Lower the upper main roll and spin down the main
roll air cylinder caps until they are finger tight and
secure.
5. Raise the upper main roll. The main roll nip is now
set.
Pull Roll Nip Setting Procedure:
1. Make sure that the machine has both power and air
and that both cabinets are open. It is also necessary to
make sure that the up/down rates of the upper pull roll
are even prior to setting the nip; if not follow the rate
adjusting procedure on the adjacent column.
2. Remove the shims and set the pull roll pressure to
40 psi. The upper pull roll should be in the fully up
position when making these adjustments.
Page 6 - 1
Page 43

Maintenance
Orca 80-99 Operation and Maintenance Manual
3. Loosen both pull roll air cylinder caps and spin them
to their fully up position.
4. Lower the upper pull roll and spin down the pull roll
air cylinder caps until they are finger tight and secure
them. The pull roll nip is now set.
Cylinder Up/Down Rate Adjustment:
If the upper laminating roll or upper pull roll moves up
or down unevenly, the cylinder flow controls need to be
adjusted.
Turn them clockwise to slow the up/down rate and
counter-clockwise to increase the up/down rate. To
correct for uneven motion, when the roll is going up,
adjust the flow controls at the top of the air cylinders.
To adjust for uneven lowering, set the air pressure on
the laminating roll regulator at 100 pounds per square
inch (PSI), 690 kPa, and make the necessary
adjustments to the flow controls on the bottom of the air
cylinders.
As Needed
Chain Tensioning:
1. Make sure that the machine has air only, no power,
and that the right (drive side) cabinet is open (see the
diagram on page 8-3).
2. Using a large adjustable wrench turn the appropriate
chain tensioner until the desired chain tension is
achieved. Make sure that the chain tension of each of
the three chains is fairly close. If not it might cause
stuttering in the feed of the laminator.
Six Months
1. Lubrication:
Disconnect the power and air supply to the machine.
Then, remove the end panels.
Lubricate the bearings on the ends of each laminating
roll (two per roll) with a high temperature grade of
bearing grease, such as Lubriplate 930-2 or equivalent
from a standard grease gun. Also lubricate the flange
bearing on the bottom secondary drive roll (pull roller).
Lubricate by hand the slots that both the upper main
and pull rolls slide up and down in.
Complete the lubrication by wiping the entire length of
the chain with an oily rag. It is also important to note
that over-lubrication of bearings is a leading cause of
bearing failure. Close the side panels, and reconnect the
electrical power and air supply.
Page 6 - 2
© GBC Films Group June 2000
Page 44

PRIMARY
MaintenanceOrca 80-99 Operation and Maintenance Manual
SECONDARY
CHAIN
TENSIONERS
CHAIN 3
CHAIN 4
CHAIN TENSION
© GBC Films Group June 2000
DIAGRAM
Page 6 - 3
 Loading...
Loading...