


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
Drive EasyTwin
Pуководствo по эксплуатации
RU
Системное дополнение
42,0426,0194,RU 005-25052020

2

Уважаемый читатель
Введение Благодарим за проявленное доверие и поздравляем с приобретением
высококачественного устройства Fronius. Сведения по его использованию
представлены в данном руководстве. Тщательное ознакомление с руководством
поможет узнать обо всех возможностях устройства Fronius. Это позволит
воспользоваться всеми его преимуществами.
Обратите внимание также на правила техники безопасности и соблюдайте их при
использовании устройства. Бережное обращение с Вашим устройством обеспечит
ему высокое качество работы и надёжность на протяжении многих лет. Это важные
условия для получения отличных результатов.
RU
Разъяснение
инструкций по
технике
безопасности
ОПАСНОСТЬ!
Указывает на непосредственную опасность.
► Если ее не предотвратить, возможны несчастные случаи с серьезными
последствиями вплоть до смертельного исхода.
ПРЕДУПРЕЖДЕНИЕ!
Указывает на потенциально опасную ситуацию.
► Если ее не предотвратить, возможны несчастные случаи с серьезными
последствиями вплоть до смертельного исхода.
ОСТОРОЖНО!
Указывает на ситуацию, сопровождающуюся риском повреждения имущества
или травмирования персонала.
► Если опасность не предотвратить, возможно получение легких травм и/или
незначительное повреждение имущества.
УКАЗАНИЕ!
Указывает на риск получения дефектных изделий и повреждения
оборудования.
3

4

Оглавление
Монтаж и ввод в эксплуатацию .............................................................................................................. 7
Стандартный вариант и вариант PowerLiner .................................................................................... 7
Установка CrashBox Drive EasyTwin на роботе ................................................................................ 8
Присоединение гусака горелки .......................................................................................................... 9
Крепление шлангового пакета к пружинной балансирующей подвеске......................................... 9
Присоединение шлангового пакета................................................................................................... 10
Установка шланга для подачи проволоки в Robacta Drive EasyTwin.............................................. 10
Заправка сварочной проволоки ......................................................................................................... 11
Правила техники безопасности............................................................................................................... 15
Общие сведения ................................................................................................................................. 15
Надлежащее использование ............................................................................................................. 15
Окружающие условия ......................................................................................................................... 16
Обязанности владельца..................................................................................................................... 16
Обязанности персонала ..................................................................................................................... 16
Подключение к сети ............................................................................................................................ 17
Защита себя и других лиц .................................................................................................................. 17
Сведения по значениям создаваемого шума ................................................................................... 18
Опасность отравления вредными газами и парами......................................................................... 18
Опасность разлетания искр ............................................................................................................... 19
Угрозы, связанные с сетевым и сварочным током........................................................................... 19
Блуждающий сварочный ток .............................................................................................................. 20
Классификация устройств по электромагнитной совместимости................................................... 21
Меры по предотвращению электромагнитных помех...................................................................... 21
Мероприятия, связанные с электромагнитным излучением ........................................................... 22
Особые опасности .............................................................................................................................. 22
Требования к защитному газу ............................................................................................................ 23
Опасность при использовании баллонов с защитным газом .......................................................... 23
Меры безопасности в месте установки и при транспортировке ..................................................... 24
Меры безопасности при нормальной эксплуатации ........................................................................ 25
Ввод в эксплуатацию, техническое обслуживание и наладка......................................................... 26
Проверка на безопасность ................................................................................................................. 26
Утилизация .......................................................................................................................................... 26
Маркировка безопасности .................................................................................................................. 26
Защита данных.................................................................................................................................... 27
Авторские права.................................................................................................................................. 27
Общие сведения ..................................................................................................................................... 28
Об этом руководстве по эксплуатации.............................................................................................. 28
Сравнение Drive EasyTwin и TimeTwin Digital................................................................................... 28
Преимущества Drive EasyTwin........................................................................................................... 28
Принцип работы Drive EasyTwin ........................................................................................................ 29
Главный и подчиненный источники тока........................................................................................... 29
Области применения Drive EasyTwin ................................................................................................ 30
Выбор размеров робота ..................................................................................................................... 30
Станция очистки сварочной горелки ................................................................................................. 30
Системные требования ........................................................................................................................... 31
Системные требования и минимальное оборудование для Drive EasyTwin ................................. 31
Механические требования к Drive EasyTwin..................................................................................... 31
Элементы управления и подключения................................................................................................... 32
Органы управления привода Drive EasyTwin.................................................................................... 32
Аспекты сварочной технологии............................................................................................................... 33
Защитные газы для Drive EasyTwin................................................................................................... 33
Подача газа для Drive EasyTwin ........................................................................................................ 33
Соединение с заземлением ............................................................................................................... 33
Индуктивность сварочного контура L, сопротивление контура сварки r ........................................ 34
Вылет электрода ................................................................................................................................. 34
Угол наклона сварочной горелки. ...................................................................................................... 34
Возможные сочетания типов дуги ..................................................................................................... 34
PCS/импульсная....................................................................................................................................... 36
Символы .............................................................................................................................................. 36
Переход материала ............................................................................................................................ 36
RU
5

Специальные возможности и преимущества ................................................................................... 36
Возможные применения, область применения ................................................................................ 36
Стандартные значения параметров сварки........................................................................................... 37
Расположение сварочной горелки относительно детали при выполнении угловых сварных
швов .....................................................................................................................................................
Расположение сварочной горелки относительно детали при выполнении швов соединений
внахлестку. ..........................................................................................................................................
Область применения Drive EasyTwin: сварка стали, диаметр 1,2–1,0 мм. .................................... 38
Варианты сварочных технологий ...................................................................................................... 38
Уход, техническое обслуживание и утилизация ................................................................................... 40
Общие сведения ................................................................................................................................. 40
Пример: расход присадочного материала........................................................................................ 40
Перед началом смены/запуском устройства .................................................................................... 40
После 25 ч горения дуги ..................................................................................................................... 40
После 50 ч горения дуги ..................................................................................................................... 40
Утилизация .......................................................................................................................................... 40
Замена изнашивающихся деталей......................................................................................................... 41
Подготовка к замене подающих роликов и сопла ............................................................................ 41
Замена сопла для подачи проволоки................................................................................................ 43
Замена подающих роликов ................................................................................................................ 43
37
37
6

Монтаж и ввод в эксплуатацию
RU
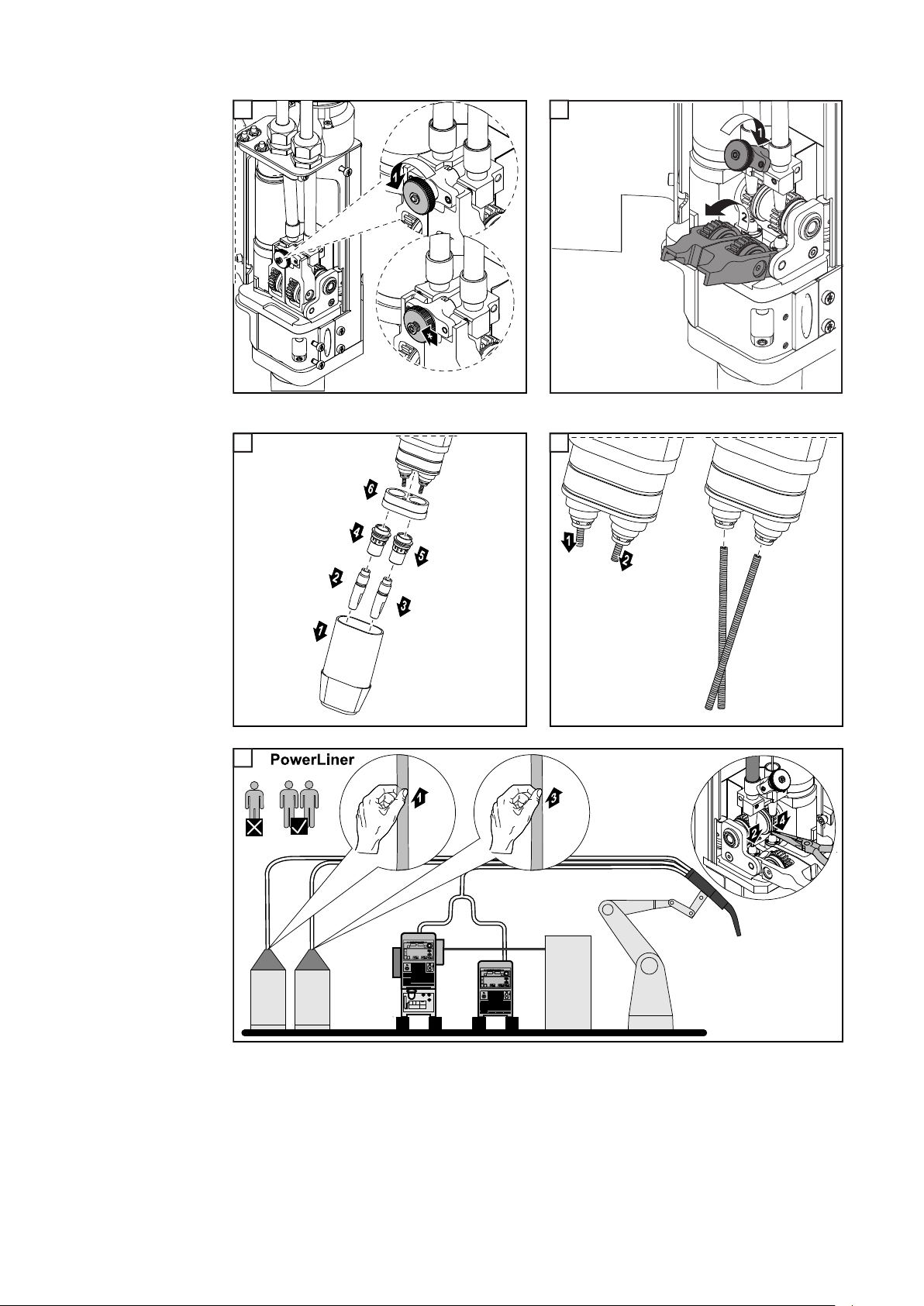
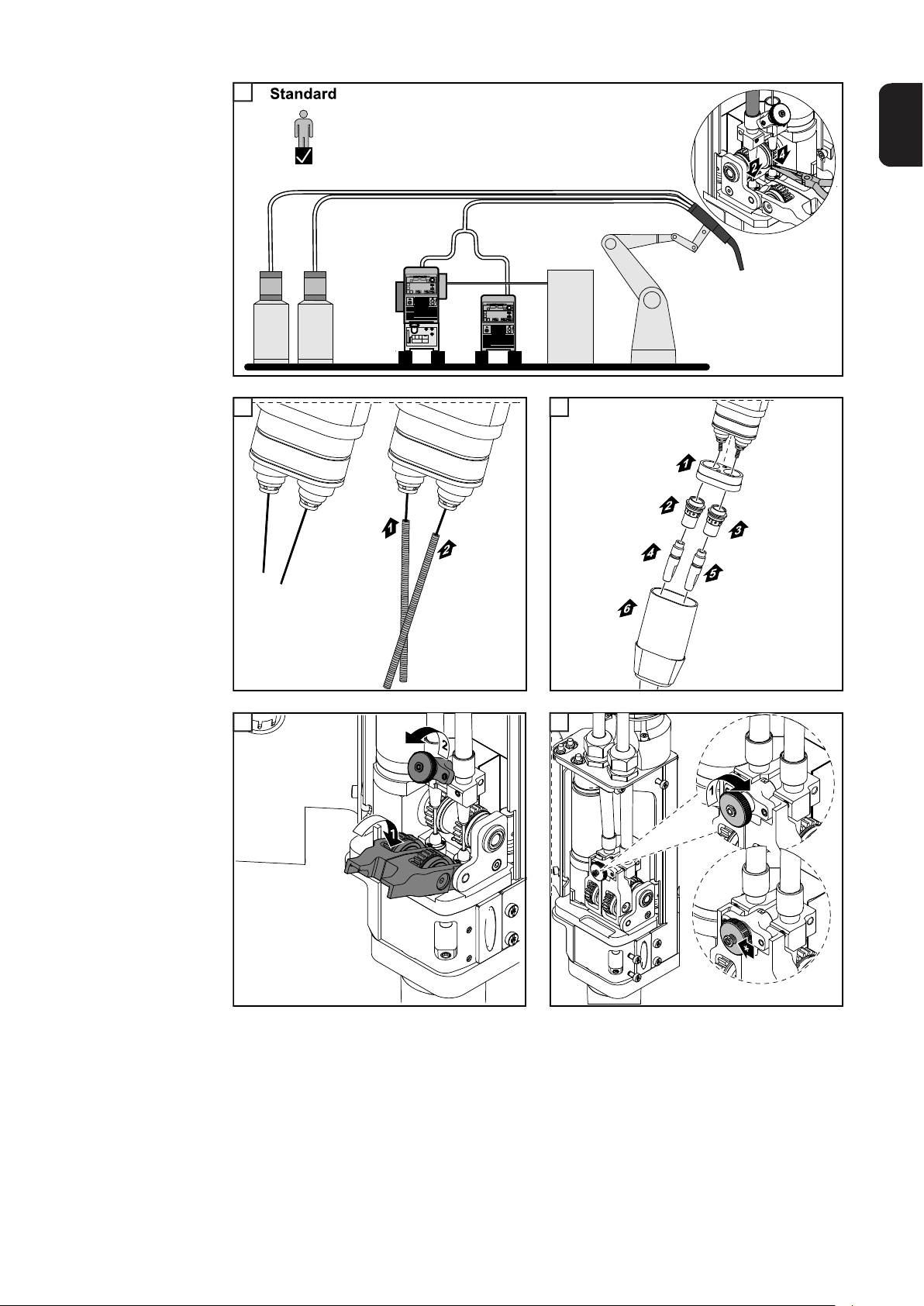
Стандартный
вариант и
вариант
PowerLiner
В процессе Drive EasyTwin сварочная проволока может подаваться двумя
различными способами.
В стандартном варианте сварочная проволока подается с барабана в установку
Robacta Drive EasyTwin при помощи механизма подачи проволоки. Шланг для
подачи проволоки присоединяется к шланговому пакету посредством специального
держателя и удерживается при помощи пружинных балансирующих подвесок.
В варианте PowerLiner сварочная проволока подается с барабана непосредственно
в установку Robacta Drive EasyTwin. Шланг PowerLiner присоединяется к шланговому
пакету посредством ремня Velcro® и удерживается при помощи пружинных
балансирующих подвесок.
7

Установка
1
2
4
6
CrashBox Drive
EasyTwin на
роботе
1 2
3 4
3
5 6
5
8

Присоединение
2
1
2
2
гусака горелки
Возможные углы наклона:
RU
x = 5° / 25° / 45° / 65°
1 2
1
Крепление
шлангового
пакета к
пружинной
балансирующей
подвеске
Прикрепите шланговый пакет к
пружинной балансирующей
подвеске при помощи ремней Velcro®.
- Если длина шлангового пакета
превышает 6 м, используйте 3
надлежащим образом
размещенных пружинных
балансирующих подвески.
Стандартный вариант
Прикрепите шланг для подачи
проволоки к шланговому пакету на
расстоянии примерно 50 см при
помощи держателя (№ по каталогу:
44,0350,3952).
Важно! Шланг для подачи
проволоки должен быть прикреплен
к шланговому пакету при помощи
держателя на расстоянии 20 см
перед блоком Robacta Drive EasyTwin.
Вариант PowerLiner
Прикрепите PowerLiner к
шланговому пакету на расстоянии
примерно 50 см при помощи ремней
Velcro® (номер по каталогу:
42,0300,2589).
9

Стяните PowerLiner перед
3
2
5
8
2
интерфейсом Robacta Drive EasyTwin при помощи ремня Velcro®.
Присоединение
шлангового
пакета
Установка
шланга для
подачи
проволоки в
Robacta Drive
EasyTwin
Присоедините главный шланговый пакет (магистрали продувки газа и подачи
1
газа имеются только в главном шланговом пакете) к главному источнику тока
(где установлен блок управления).
Присоедините подчиненный силовой кабель (кабель управления имеется
только в подчиненном шланговом пакете) к подчиненному источнику тока.
Присоедините шланги к охлаждающему модулю.
3
Присоедините магистраль продувки газа к блоку управления.
4
Присоедините газовую магистраль к блоку управления.
Присоедините кабель управления к блоку управления.
6
Присоедините кабель LocalNet к блоку управления и подчиненному источнику
7
тока.
Присоедините магистраль сжатого воздуха к блоку управления.
Присоедините блок управления к входящей газовой магистрали (не менее 30 л/
9
мин).
Шланг для подачи проволоки необходимо устанавливать только при первом
использовании устройства.
1 2
1
10

3 4
4
2
3
Теперь нужно заправить сварочную проволоку (см. раздел «Заправка сварочной
проволоки», рис 3 на стр. 12)
RU
Заправка
сварочной
проволоки
УКАЗАНИЕ!
По техническим соображениям необходимо использовать канал подачи
проволоки из оригинального заводского комплекта.
1 2
1
11
3
4
5
6
7
3
* Полностью открыт.
5 6
4
7
12
1
8
9
10
11
7
2 3
RU
4 5
*** Установите прижимное усилие (должны быть
видимы 3 кольца).
13
6 7
13
12
14

Правила техники безопасности
Общие сведения Данное устройство изготовлено с использованием современных технологий и с
учетом общепризнанных требований техники безопасности. Однако при
неправильном или халатном использовании устройства возможно возникновение
опасных ситуаций:
- угрожающих здоровью и жизни оператора или третьих лиц;
- ведущих к повреждению устройства и других материальных ценностей
владельца;
- мешающих эффективному использованию устройства.
Все лица, участвующие в вводе в эксплуатацию, эксплуатации и техническом
обслуживании устройства, должны:
- иметь соответствующую квалификацию;
- обладать знаниями в области сварки;
- полностью прочитать данное руководство по эксплуатации и точно его
соблюдать.
Это руководство по эксплуатации должно постоянно храниться в месте
эксплуатации устройства. Кроме инструкций, приведенных в данном руководстве по
эксплуатации, также должны соблюдаться общие и местные правила
предотвращения несчастных случаев и предписания в области защиты окружающей
среды.
RU
Надлежащее
использование
Все приведенные на устройстве указания, относящиеся к технике безопасности, и
предупреждения необходимо:
- поддерживать в легко читаемом состоянии;
- не повреждать;
- не удалять;
- не закрывать, не заклеивать и не закрашивать.
Расположение инструкций по технике безопасности и предупреждений об опасности
на устройстве описано в разделе «Общие сведения» руководства по эксплуатации
Вашего устройства.
Неисправности, которые могут снизить уровень безопасности, следует устранить до
включения устройства.
Это необходимо для Вашей безопасности!
Данное устройство предназначено для использования только по назначению.
Устройство предназначено исключительно для метода сварки, указанного на
заводской табличке.
Иное использование или использование, выходящее за рамки предусмотренного в
руководстве по эксплуатации, является использованием не по назначению.
Производитель не несет ответственности за повреждения, возникающие в
результате таких нарушений.
Для использования по назначению также необходимо:
- внимательное прочтение и соблюдение всех указаний, приведенных в
руководстве по эксплуатации;
- внимательное прочтение и соблюдение всех указаний по технике безопасности
и предупреждений об опасности;
- регулярное проведение инспектирования и работ по техническому
обслуживанию.
15
Запрещается использовать устройство в следующих целях:
- размораживание труб;
- зарядка батарей/аккумуляторных батарей;
- запуск двигателей.
Устройство предназначено для применения в промышленности и на небольших
предприятиях. Производитель не несет ответственности за убытки, которые могут
возникнуть в случае применения устройства в жилых помещениях.
Производитель также не несет ответственности за неудовлетворительные или
некачественные результаты работы.
Окружающие
условия
Обязанности
владельца
Использование или хранение устройства с несоблюдением приведенных выше
требований расценивается как использование не по назначению. Производитель не
несет ответственности за повреждения, возникающие в результате таких
нарушений.
Диапазон допустимых температур окружающего воздуха:
- во время эксплуатации: от -10 °C до +40 °C (от 14 °F до 104 °F);
- при транспортировке и хранении: от -20°C до +55°C (от -4°F до 131°F).
Относительная влажность воздуха:
- до 50 % при температуре 40 °C (104 °F).
- до 90 % при температуре 20 °C (68 °F).
Окружающий воздух: не содержит пыли, кислот, коррозионных газов или субстанций
и т. д.
Высота над уровнем моря: до 2000 м (6561 ft. 8,16 in.).
Владелец обязуется допускать к работе с устройством только лиц, которые:
- ознакомлены с основными предписаниями в области безопасности труда и
предотвращения несчастных случаев, а также проинструктированы по вопросам
обращения с устройством;
- ознакомлены с положениями данного Руководства по эксплуатации, и в
частности главы «Правила техники безопасности», поняли их и подтвердили
собственноручной подписью готовность их соблюдать;
- имеют образование, соответствующее характеру предполагаемых работ.
Обязанности
персонала
16
Через регулярные промежутки времени проверяйте соблюдение персоналом правил
техники безопасности на рабочем месте.
Все лица, привлекающиеся к работе с устройством, перед началом работы
обязуются:
- соблюдать основные предписания в области безопасности труда и
предотвращения несчастных случаев;
- прочесть данное Руководство по эксплуатации, и в частности, главу «Правила
техники безопасности», и подтвердить собственноручной подписью их
понимание и готовность их соблюдать.
Перед тем как покинуть рабочее место, убедитесь в том, что в ваше отсутствие не
может быть причинен ущерб людям или оборудованию.
Подключение к
сети
Устройства с более высокими номинальными мощностями из-за значительного
потребления энергии могут повлиять на параметры напряжения и тока в
электросети.
Это может сказаться на работе других типов устройств в следующих аспектах:
- ограничения на подключение;
- требования, касающиеся максимально допустимого полного электрического
*)
сопротивления сети
- требования, касающиеся минимальной мощности короткого замыкания
*
Информацию о подключении к общей электросети
;
*)
.
см. в разделе «Технические данные».
В данном случае энергетик завода или лицо, использующее устройство, должны
убедиться, что устройство можно подключать к электросети, и при необходимости
обсудить соответствующие вопросы с компанией, отвечающей за
электроснабжение.
ВАЖНО! Убедитесь, что при подключении к сети обеспечено надлежащее
заземление.
RU
Защита себя и
других лиц
Персонал, работающий с устройством, подвергается различным опасностям,
например:
- летящие искры и раскаленные металлические детали;
- излучение сварочной дуги, которое может повредить глаза и кожу;
- опасное воздействие электромагнитных полей, которое может угрожать жизни
людей, использующих кардиостимуляторы;
- риск смертельного поражения сетевым или сварочным током;
- повышенное шумовое воздействие;
- вредный сварочный дым и газы.
При работе с устройством необходимо надевать подходящую защитную
спецодежду. Защитная спецодежда должна соответствовать следующим
требованиям:
- изготовлена из негорючих материалов;
- изолирующая и сухая;
- покрывает все тело, не имеет повреждений и находится в хорошем состоянии;
- включает защитный шлем;
- штанины не должны быть завернуты.
Защитная спецодежда включает в себя различные предметы. Операторы должны:
- защищать свои глаза и лицо от УФ-лучей, тепла и искр при помощи защитной
маски и дыхательного фильтра;
- надевать под маску предписанные защитные очки с боковой защитой;
- носить прочную обувь, которая обеспечивает изоляцию даже в условиях
влажности;
- надевать на руки подходящие защитные перчатки (электрически
изолированные и защищающие от воздействия высоких температур);
- надевать защитные наушники для уменьшения вредного влияния шума и
предотвращения травм.
Не допускайте посторонних лиц, особенно детей, на производственные участки, где
работает оборудование или производится сварка. Если все же поблизости
находятся другие люди:
- проинформируйте их обо всех опасных факторах (риск повреждения зрения
светом сварочной дуги, опасность ожогов от разлетающихся искр, удушливый
17
сварочный дым, шум, опасность поражения электрическим и сварочным током
и т. п.);
- предоставьте соответствующие средства защиты;
- либо же установите необходимые защитные экраны или шторы.
Сведения по
значениям
создаваемого
шума
Опасность
отравления
вредными
газами и парами
Устройство создает максимальный уровень звуковой мощности < 80 дБ (A) (при
опорном значении звуковой мощности 1 пВт) на холостом ходу и в фазе охлаждения
после эксплуатации в максимально допустимой рабочей точке при стандартной
нагрузке согласно EN 60 974-1.
Данные по уровню эмиссии на рабочем месте во время сварки (и резки) привести
невозможно, поскольку на него влияют технологические особенности и окружающая
среда. Уровень шумовой эмиссии зависит от самых разных параметров, например
от метода сварки (MIG/MAG, TIG), выбранного вида тока (постоянный или
переменный), диапазона мощности, вида наплавленного металла, резонансных
свойств изделия, условий на рабочем месте и пр.
Дым, который выделяется при сварке, содержит вредные газы и пары.
Сварочный дым содержит вещества, которые, по данным из 118 тома монографий
Международного агентства по изучению рака (МАИР), могут вызывать
онкологические заболевания.
Пользуйтесь средствами дымоудаления, установленными на источнике и/или в
помещении.
При возможности используйте сварочную горелку со встроенными средствами
дымоудаления.
Не допускайте контакта головы со сварочным дымом и газами.
Придерживайтесь следующих мер предосторожности:
- не вдыхайте вредные газы и пары;
- обеспечьте их вывод из рабочей зоны с использованием соответствующего
оборудования.
Обеспечьте достаточную подачу свежего воздуха. Убедитесь, что объем приточного
воздуха составляет не менее 20 м³/ч.
Используйте сварочный шлем с подачей воздуха в случае недостаточной
вентиляции.
Если вы подозреваете, что мощность всасывания недостаточна, сравните
измеренные значения выбросов вредных веществ с допустимыми предельными
значениями.
Уровень опасности сварочного дыма определяют следующие компоненты,
используемые при сварке:
- металлы, которые входят в состав детали;
- электроды;
- покрытия;
- чистящие, обезжиривающие и подобные средства;
- используемый процесс сварки.
Сведения об указанных выше компонентах содержатся в соответствующих
паспортах безопасности для материалов и инструкциях производителя.
18
Рекомендации касательно сценариев воздействия, мер по учету факторов риска и
определения эксплуатационных условий можно найти на веб-сайте European
Welding Association в разделе Health & Safety (https://european-welding.org).

Воспламеняющиеся пары (например, пары растворителей) не должны попадать в
зону излучения дуги.
Опасность
разлетания искр
Закончив сварку, закройте вентиль баллона с защитным газом или основной канал
его подачи.
Разлетание искр может вызвать возгорание и взрыв.
Запрещается производить сварку в непосредственной близости от горючих
материалов.
Горючие материалы должны находиться на расстоянии не менее 11 м (36 ft. 1,07 in.)
от сварочной дуги, либо быть надежно укрыты.
Держите в готовности подходящие, проверенные огнетушители.
Искры и раскаленные металлические детали могут попасть в окружающую зону
через мелкие щели и отверстия. Примите соответствующие меры по устранению
опасности получения травм и ожогов.
Не производите сварку в пожаро- и взрывоопасных помещениях и на соединенных с
другим оборудованием емкостях, бочках и трубах, если последние не подготовлены
согласно соответствующим национальным и международным нормам.
На резервуарах, в которых хранятся/хранились газы, топливо, минеральные масла
и т.п., проведение сварки запрещено. Остатки хранившихся в них материалов
создают опасность взрыва.
RU
Угрозы,
связанные с
сетевым и
сварочным
током
Поражение электрическим током может привести к смертельному исходу.
Не прикасайтесь к внутренним или внешним токоведущим компонентам устройства.
В ходе сварки MIG/MAG и TIG сварочная проволока, катушка с проволокой,
подающие ролики и все металлические детали, контактирующие со сварочной
проволокой, находятся под напряжением.
Всегда устанавливайте механизм подачи проволоки на надлежащим образом
изолированной поверхности или используйте подходящее изолированное
крепление для устройства подачи проволоки.
Убедитесь, что потенциал заземления имеет сухое, должным образом
изолированное основание или крышку и обеспечивает надлежащую защиту.
Основание или крышка должны прикрывать всю зону, где части тела могут войти в
контакт с потенциалом заземления.
Все кабели и провода должны быть закреплены, изолированы и иметь правильный
размер. Повреждения кабелей не допускаются. Соединения со слабым контактом,
обожженные, поврежденные или имеющие ненадлежащий размер кабели следует
немедленно заменять.
Перед каждым использованием необходимо закреплять соединения с помощью
рукоятки.
Если силовой кабель оснащен байонетным разъемом, нужно провернуть его вокруг
продольной оси как минимум на 180° и проверить предварительное натяжение.
Кабели или отводы воспрещается оборачивать вокруг тела или его частей.
При работе с электродом (пруток, вольфрамовый, сварочная проволока и т. д.)
необходимо руководствоваться следующими принципами:
- электрод нельзя погружать в жидкость для охлаждения;
- к электроду категорически воспрещается прикасаться, когда источник питания
включен.
19

Между сварочными электродами двух источников питания может возникнуть
двойное напряжение холостого хода. Прикосновение к потенциалам обоих
электродов одновременно при определенных обстоятельствах может привести к
несчастному случаю со смертельным исходом.
Квалифицированные электрики должны регулярно проверять сетевой кабель на
наличие надлежащего защитного соединения с заземлением.
Для надлежащей работы устройств с классом защиты I необходимо использовать
электросеть с защитным соединением с заземлением и систему разъемов с
контактом защитного соединения с заземлением.
Подключение устройства к электросети без защитного соединения с заземлением и
розетке без контакта защитного соединения с заземлением разрешено только в
случае соблюдения всех государственных нормативных требований, относящихся к
защитному разделению.
В противном случае такие действия являются серьезным нарушением правил
безопасности. Производитель не несет ответственности за какой-либо ущерб,
понесенный вследствие ненадлежащего использования.
При необходимости следует обеспечить надлежащее заземление детали.
Неиспользуемые устройства необходимо отключать.
При работе на высоте следует применять соответствующее защитное снаряжение.
Перед началом каких-либо работ по ремонту или обслуживанию устройства
необходимо отключить его и отсоединить сетевой штекер.
Блуждающий
сварочный ток
Поместите на устройство хорошо заметную предупреждающую табличку с четко
сформулированным указанием не включать устройство и не подключать его к сети.
После открытия устройства:
- разрядите все токоведущие компоненты;
- убедитесь, что на компонентах отсутствуют остаточные заряды.
Если необходимо производить работы с компонентами под током, задействуйте еще
одного человека, который должен будет в нужный момент отключить питание.
Несоблюдение следующих инструкций может привести к возникновению
блуждающего сварочного тока, которое чревато рядом нежелательных последствий,
таких как:
- угроза возгорания;
- перегрев компонентов, соединенных с деталью;
- необратимое повреждение защитных соединений с заземлением;
- повреждение устройства и другого электрического оборудования.
Убедитесь, что деталь надежно закреплена с помощью хомута.
Установите хомут как можно ближе к области проведения сварочных работ.
Расположите надлежащим образом изолированное устройство относительно
токопроводящей области, например, изоляцию относительно электропроводящего
пола или изоляцию в направлении электропроводящих стоек.
20
При использовании распределительных щитов, креплений с двумя шпиндельными
головками и пр. необходимо учитывать следующее. Электрод неиспользуемой
сварочной горелки или электрододержателя находится под напряжением.
Убедитесь, что неиспользуемые сварочная горелка или электрододержатель
изолированы надлежащим образом.
При использовании автоматизированных сварочных систем MIG/MAG следите за
тем, чтобы с барабана для сварочной проволоки, большой катушки механизма
подачи проволоки или катушки с проволокой в механизм подачи проволоки
подавался только изолированный проволочный электрод.
RU
Классификация
устройств по
электромагнитн
ой
совместимости
Меры по
предотвращени
ю
электромагнитн
ых помех
Устройства с классом эмиссии А:
- предназначены для использования только в индустриальных районах;
- в других местах могут создавать помехи в проводных и беспроводных сетях.
Устройства с классом эмиссии В:
- отвечают требованиям по части эмиссии в жилых и индустриальных районах.
Это также касается жилых районов, где энергоснабжение осуществляется через
низковольтную сеть общего пользования.
Классификация электромагнитной совместимости устройства указана на заводской
табличке или в технических характеристиках.
В ряде случаев, несмотря на то что параметры излучений устройства не превышают
предельных значений, оговоренных стандартами, его работа может вызывать
помехи в месте эксплуатации (например, если рядом расположено чувствительное
оборудование или поблизости от места установки находятся радио- либо
телевизионные приемники).
В подобных случаях оператор обязан предпринять меры по исправлению ситуации.
Проверьте расположенные рядом устройства на предмет устойчивости к помехам
согласно государственным и международным нормативам. Среди других устройств,
которые могут быть подвержены действию помех с стороны данного устройства,
можно назвать следующие:
- устройства безопасности;
- силовые, сигнальные и телекоммуникационные кабели;
- вычислительная техника и телекоммуникационное оборудование;
- измерительные и калибровочные приборы.
Дополнительные меры по предотвращению электромагнитных помех
1. Подача питания
- Если электромагнитные помехи возникают даже при правильном
подключении к сети, необходимо предпринять дополнительные меры
(например, использовать подходящий сетевой фильтр).
2. Провода для подачи сварочного тока должны:
- иметь минимально возможную длину;
- должны быть расположены как можно ближе друг к другу (во избежание
помех);
- должны располагаться отдельно от других проводов.
3. Выравнивание потенциалов
4. Заземление детали
- При необходимости, подключите делать к заземлению, используя
подходящие конденсаторы.
5. Экранирование (при необходимости)
- Экранируйте другие устройства, расположенные поблизости.
- Экранируйте всю сварочную установку.
21

Мероприятия,
связанные с
электромагнитн
ым излучением
Электромагнитные поля могут оказывать на здоровье вредные воздействия, ещё не
до конца изученные медициной:
- на здоровье находящихся поблизости людей, особенно пользующихся
электростимулятором сердца или слуховым аппаратом
- Перед тем как приближаться непосредственно к аппарату или месту
выполнения сварочных работ, пользователям электростимуляторов
необходимо проконсультироваться с врачом
- По соображениям безопасности выдерживать максимальное расстояние между
сварочными кабелями и верхней частью/остовом сварки
- Не переносить сварочные кабели и шланговые пакеты, перекинув через плечо,
и не наматывать на корпус и элементы корпуса
Особые
опасности
Избегайте контакта рук, волос, одежды и инструментов с движущимися
компонентами, такими как:
- вентиляторы;
- шестерни;
- ролики;
- оси;
- катушки с проволокой и сварочная проволока.
Не касайтесь вращающихся шестерен или других движущихся компонентов
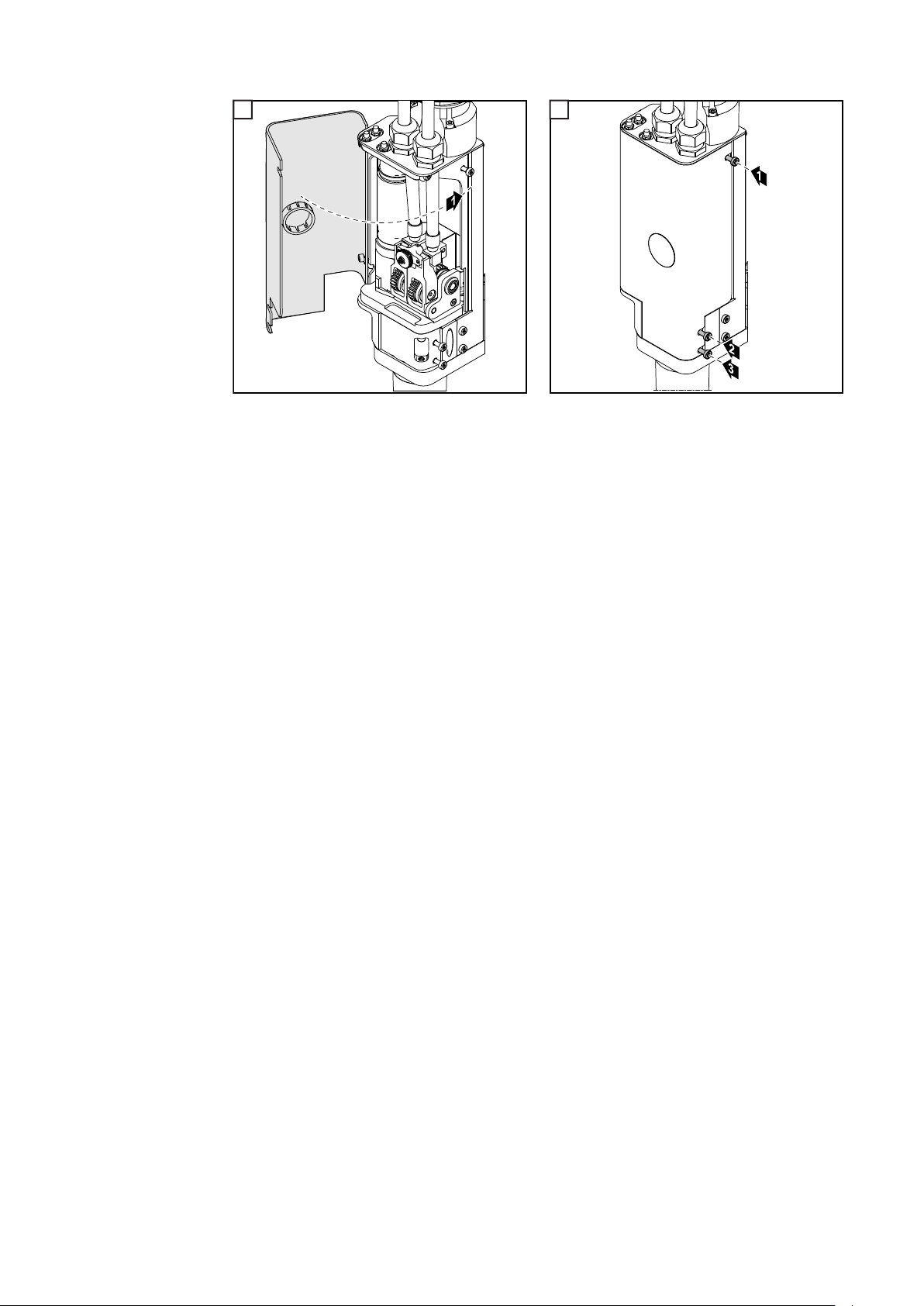
механизма подачи проволоки.
Крышки и боковые панели могут быть открыты или сняты исключительно при
проведении технического обслуживания или ремонта.
Во время работы
- Убедитесь, что все крышки закрыты и все боковые панели правильно
закреплены.
- Следите за тем, чтобы все крышки и боковые панели были закрыты.
Сварочная проволока, выходящая из горелки, создает высокий риск получения
травмы (проникающего ранения ладони, травм лица или глаз и т. п.).
Поэтому при работе со сварочным оборудованием, оснащенным механизмом
подачи проволоки, не направляйте сварочную горелку на себя и надевайте
подходящие защитные очки.
22
Не касайтесь детали во время и сразу после завершения процесса сварки во
избежание ожогов.
При охлаждении деталей от них может отлетать шлак. Поэтому при работе с
деталями необходимо надевать необходимые защитные приспособления и следить
за тем, чтобы другие люди также были защищены надлежащим образом.
Сварочным горелкам и другим компонентам с высокими рабочими температурами
нужно дать остыть, прежде чем их можно будет брать в руки.
В зонах с высокой опасностью возникновения пожара или взрыва необходимо
соблюдать специальные меры предосторожности, изложенные в применимых
государственных и международных нормативных документах.
При работе в зонах с высокой опасностью поражения электрическим током
(например, рядом с бойлерами) источники тока должны быть снабжены знаком
«Опасно!». Избегайте размещения источников тока в подобных зонах.
Существует риск ожога при утечке охлаждающей жидкости. Отключите
охлаждающий модуль, перед тем как отсоединять прямой или обратный проток
охлаждающей жидкости.

При работе с охлаждающей жидкостью соблюдайте указания, приведенные в ее
паспорте безопасности. Паспорт безопасности охлаждающей жидкости можно
получить в сервисном центре или загрузить с веб-сайта производителя.
Для перемещения устройства при помощи крана используйте только подходящие
грузозахватные приспособления.
- Закрепите крюки на концах цепей или тросов на всех точках подвеса
грузозахватных приспособлений.
- Цепи или тросы должны быть расположены под наименьшим возможным углом
к вертикали.
- Снимите газовый баллон и механизм подачи проволоки (сварочные аппараты
MIG/MAG и TIG).
Если во время сварки механизм подачи проволоки закреплен на кране, всегда
используйте подходящую изолированную подвеску (сварочные аппараты MIG/MAG
и TIG).
Если устройство снабжено ремнем или ручкой для ручной переноски, любые другие
способы его транспортировки недопустимы. Ремень для переноски нельзя
использовать для перемещения устройства при помощи крана, автопогрузчика или
других механических подъемных устройств.
Весь грузоподъемный такелаж (тросы, крепления, цепи и т. п.), используемый для
перемещения устройства и его компонентов, должен регулярно проверяться на
предмет механических повреждений, коррозии, изменений, вызванных прочими
факторами окружающей среды, и т. п.
Интервалы и объемы проверок должны соответствовать, по меньшей мере,
применимым государственным стандартам и нормативам.
RU
Требования к
защитному газу
Опасность при
использовании
баллонов с
защитным газом
Если разъем для подачи защитного газа подсоединяется к баллону через редуктор,
возможна незаметная утечка газа, т. к. он не имеет цвета и запаха. Перед сборкой
магистрали защитного газа герметизируйте разъем редуктора для подачи защитного
газа к устройству, используя подходящую тефлоновую ленту.
Загрязненный защитный газ, особенно в кольцевых проводах, может привести к
повреждению оборудования и снижению качества сварки.
Соблюдайте следующие требования к качеству защитного газа:
- размер твердых частиц < 40 мкм;
- точка конденсации под давлением < –20 °C;
- максимальное содержание масла < 25 мг/м³.
При необходимости используйте фильтры.
Баллоны с защитным газом содержат газ под высоким давлением и могут взорваться
при повреждении. Поскольку баллоны с защитным газом входят в состав сварочного
оборудования, они требуют максимально осторожного обращения.
Не подвергайте баллоны со сжатым защитным газом воздействию избыточного
тепла, шлака, открытого пламени, искр и дуги, а также механическим ударам.
Во избежание падения баллоны с защитным газом необходимо устанавливать
вертикально и крепить согласно инструкциям.
Баллоны с защитным газом должны находиться вдали от сварочных и прочих
контуров тока.
Запрещается подвешивать сварочную горелку на газовом баллоне.
Исключите возможность контакта электрода с баллоном с защитным газом.
23

Опасность взрыва: не пытайтесь заваривать баллон с защитным газом,
находящийся под давлением.
Используйте только баллоны с защитным газом и сопутствующие принадлежности
(регулятор, шланги и фитинги), которые подходят для выполняемой задачи.
Используемые баллоны с защитным газом и сопутствующие принадлежности
должны быть в хорошем состоянии.
Открывая вентиль баллона с защитным газом, поверните лицо в сторону.
Закончив сварку, закройте вентиль баллона с защитным газом.
Если баллон с защитным газом не подсоединен, закройте вентиль колпачком.
Необходимо соблюдать указания производителя, а также применимые
государственные и международные стандарты, касающиеся баллонов с защитным
газом и сопутствующих принадлежностей.
Меры
безопасности в
месте установки
и при
транспортировк
е
Опрокидывание устройства может привести к несчастному случаю со смертельным
исходом. Разместите устройство на твердой ровной поверхности таким образом,
чтобы обеспечить его устойчивость.
- Максимальный допустимый угол наклона составляет 10°.
В пожароопасных и взрывоопасных зонах действуют особые правила.
- Соблюдайте соответствующие государственные и международные
нормативные требования.
Разработайте внутренние правила и процедуры проверки, чтобы гарантировать, что
рабочее место постоянно содержится в чистоте и порядке.
Настройку и эксплуатацию устройства необходимо производить только в
соответствии со степенью защиты, указанной на заводской табличке;
При настройке устройства следите за наличием вокруг него свободного
пространства шириной 0,5 м (1 фут 7,69 дюйма), обеспечивающего нормальную
циркуляцию охлаждающего воздуха.
При транспортировке устройства соблюдайте соответствующие государственные и
международные нормативные требования, а также правила предупреждения
несчастных случаев. Это, в частности, относится к нормам, касающимся рисков при
транспортировке.
Подъем или транспортировка работающих устройств не допускается. Перед
транспортировкой или подъемом обязательно отключите устройства.
24
Перед транспортировкой устройства полностью слейте охлаждающую жидкость и
отсоедините указанные ниже компоненты.
- Механизм подачи проволоки
- Катушка с проволокой
- Баллон с защитным газом
После транспортировки и перед вводом в эксплуатацию устройство необходимо
проверить на предмет повреждений. Перед вводом устройства в эксплуатацию
любые повреждения должны быть устранены сервисным персоналом, прошедшим
курс надлежащей подготовки.

Меры
безопасности
при нормальной
эксплуатации
Эксплуатируйте устройство, только если все защитные устройства находятся в
полностью работоспособном состоянии. Неправильная работа защитных
приспособлений может привести к:
- травмированию или гибели оператора либо посторонних лиц;
- повреждению устройства и других материальных ценностей, принадлежащих
эксплуатирующей компании;
- неэффективной работе устройства.
Прежде чем включать устройство, необходимо устранить любые неисправности
защитных приспособлений.
Запрещается отключать защитные приспособления или блокировать их работу.
Прежде чем включать устройство, убедитесь, что его работа не угрожает ничьей
безопасности.
Проводите проверку защитных приспособлений на предмет повреждений и
неисправности не реже одного раза в неделю.
Надежно закрепите баллон с защитным газом и заблаговременно снимайте его,
если устройство планируется перемещать при помощи крана.
В наших устройствах необходимо использовать только оригинальную охлаждающую
жидкость с нужными свойствами (электропроводность, средство против замерзания,
совместимость с материалами, горючесть и т. п.).
Используйте только подходящую оригинальную охлаждающую жидкость от
производителя.
RU
Не смешивайте оригинальную охлаждающую жидкость с другими охлаждающими
жидкостями.
К охлаждающему контуру можно подключать только системные компоненты от
производителя охлаждающего устройства.
Производитель не несет ответственности за ущерб вследствие использования
системных компонентов других производителей или неоригинальной охлаждающей
жидкости. Кроме того, гарантия на подобные случаи не распространяется.
Охлаждающая жидкость FCL 10/20 не воспламеняется. В определенных условиях
охлаждающая жидкость на основе этанола может воспламениться. Охлаждающую
жидкость необходимо транспортировать только в оригинальных герметизированных
емкостях и держать вдали от источников возгорания.
Утилизация использованной охлаждающей жидкости должна производиться только
в соответствии с применимыми государственными и международными
нормативными требованиями. Паспорт безопасности охлаждающей жидкости
можно получить в сервисном центре или загрузить с веб-сайта производителя.
Перед началом сварки, пока система не прогрелась, проверьте уровень
охлаждающей жидкости.
25

Ввод в
эксплуатацию,
техническое
обслуживание и
наладка
Невозможно гарантировать, что покупные детали разработаны и изготовлены в
полном соответствии с назначением или требованиями безопасности.
- Используйте только оригинальные запасные и быстроизнашивающиеся детали
(это также относится к стандартным деталям).
- Не вносите в устройство модификации или изменения без предварительного
согласия производителя.
- Компоненты, состояние которых не идеально, должны быть немедленно
заменены.
- При заказе указывайте точное название, номер по каталогу и серийный номер
устройства, которые приведены в списке запасных частей.
Винты корпуса обеспечивают защитное соединение с заземлением для всех его
компонентов.
Обязательно используйте надлежащее количество оригинальных винтов корпуса и
соблюдайте указанный момент затяжки.
Проверка на
безопасность
Утилизация Запрещается выбрасывать устройство вместе с бытовым мусором! Согласно
Завод-производитель рекомендует проводить проверку на безопасность не реже
одного раза в 12 месяцев.
С такой же периодичностью в 12 месяцев рекомендуется производить калибровку
источников тока.
Рекомендуется проверка на безопасность, осуществляемая квалифицированным
электриком:
- после внесения изменений;
- после внесения каких-либо конструктивных изменений;
- после ремонта, ухода и технического обслуживания;
- не реже, чем раз в двенадцать месяцев.
Проверка на безопасность должна производиться в соответствии с местными и
международными стандартами и инструкциями.
Более подробную информацию о проведении проверки на безопасность и
калибровки можно получить в центре технического обслуживания. Там при
необходимости можно запросить соответствующую документацию.
директиве Европейского Союза по утилизации отходов производства электрического
и электронного оборудования и ее эквиваленту в национальном законодательстве
изношенный электроинструмент собирается отдельно и подлежит передаче на
экологически безопасную вторичную переработку. Обязательно передайте
отработавшее свой срок устройство дилеру, либо узнайте необходимую
информацию о местной системе сбора и утилизации данного оборудования.
Игнорирование директивы ЕС может иметь потенциальные последствия для
окружающей среды и вашего здоровья!
Маркировка
безопасности
26
Устройства, имеющие маркировку СЕ, соответствуют основным требованиям
директив, касающихся низковольтного оборудования и электромагнитной
совместимости (например, применимым стандартам на продукты серии EN 60 974).
Fronius International GmbH настоящим заявляет, что устройство соответствует
требованиям директивы 2014/53/EU. Полный текст сертификата соответствия ЕС
можно найти по адресу http://www.fronius.com

Устройства, отмеченные знаком CSA, соответствуют требованиям применимых
стандартов Канады и США.
Защита данных За сохранность данных, отличных от заводских настроек, несет ответственность
пользователь устройства. Производитель не несет ответственности за потерю
персональных настроек.
Авторские права Авторские права на данное руководство по эксплуатации принадлежат
производителю устройства.
Текст и иллюстрации отражают технический уровень на момент публикации.
Компания оставляет за собой право на внесение изменений. Содержание
руководства по эксплуатации не может быть основанием для претензий со стороны
покупателя. Предложения и сообщения об ошибках в руководстве по эксплуатации
принимаются с благодарностью.
RU
27

Общие сведения
Об этом
руководстве по
эксплуатации
Сравнение Drive
EasyTwin и
TimeTwin Digital
В этом руководстве по эксплуатации описывается процесс Drive EasyTwin.
В общем случае, согласно документу DVS 0909, часть 1, отличаются перечисленные
ниже характеристики.
- Сварка двойной проволокой: сварка двумя проволочными электродами,
имеющими одинаковый потенциал.
- Сварка последовательными дугами (Fronius: TimeTwin Digital): сварка двумя
проволочными электродами, имеющими разные потенциалы.
TimeTwin Digital Drive EasyTwin
Сварочный потенциал Разный Разный
Возможно раздельное управление
дугами
Возможна раздельная установка длины
дуги
Влияние дутья во время импульсной
сварочной дуги
Образование брызг Низк. Низк.
Сочетание двух импульсных дуг Возможно Возможно
Сочетание импульсной и стандартной
дуги
Сочетание стандартной и импульсной
дуги
Сочетание двух стандартных дуг Возможно *) Возможно *)
Возможность раздельного управления
механизмами подачи проволоки
Да Да
Да Да
Низк. Низк.
Возможно Возможно
Возможно Возможно
Да Нет
Преимущества
Drive EasyTwin
28
*) Не рекомендуется
- Благодаря тянущему приводу отсутствуют перегибы в шланговом пакете. Это
обеспечивает стабильную сварочную дугу.
- Меньше изнашивающихся деталей — ниже расходы на техническое
обслуживание.
- В системе не используется канал подачи проволоки вплоть до гусака горелки.
- Простая конструкция — меньше размер роботизированной установки.
- Проще подстраивать характеристики источника тока в соответствии с основным
и присадочным металлами, а также защитным газом.
- Маленькая сварочная ванна за счет короткой дуги, что увеличивает скорость
сварки.
- Возможен комбинированный режим работы (например, импульсная и
стандартная дуга).
- Простая эксплуатация благодаря том, что структура меню совпадает с
устройством TPS 4000/5000.
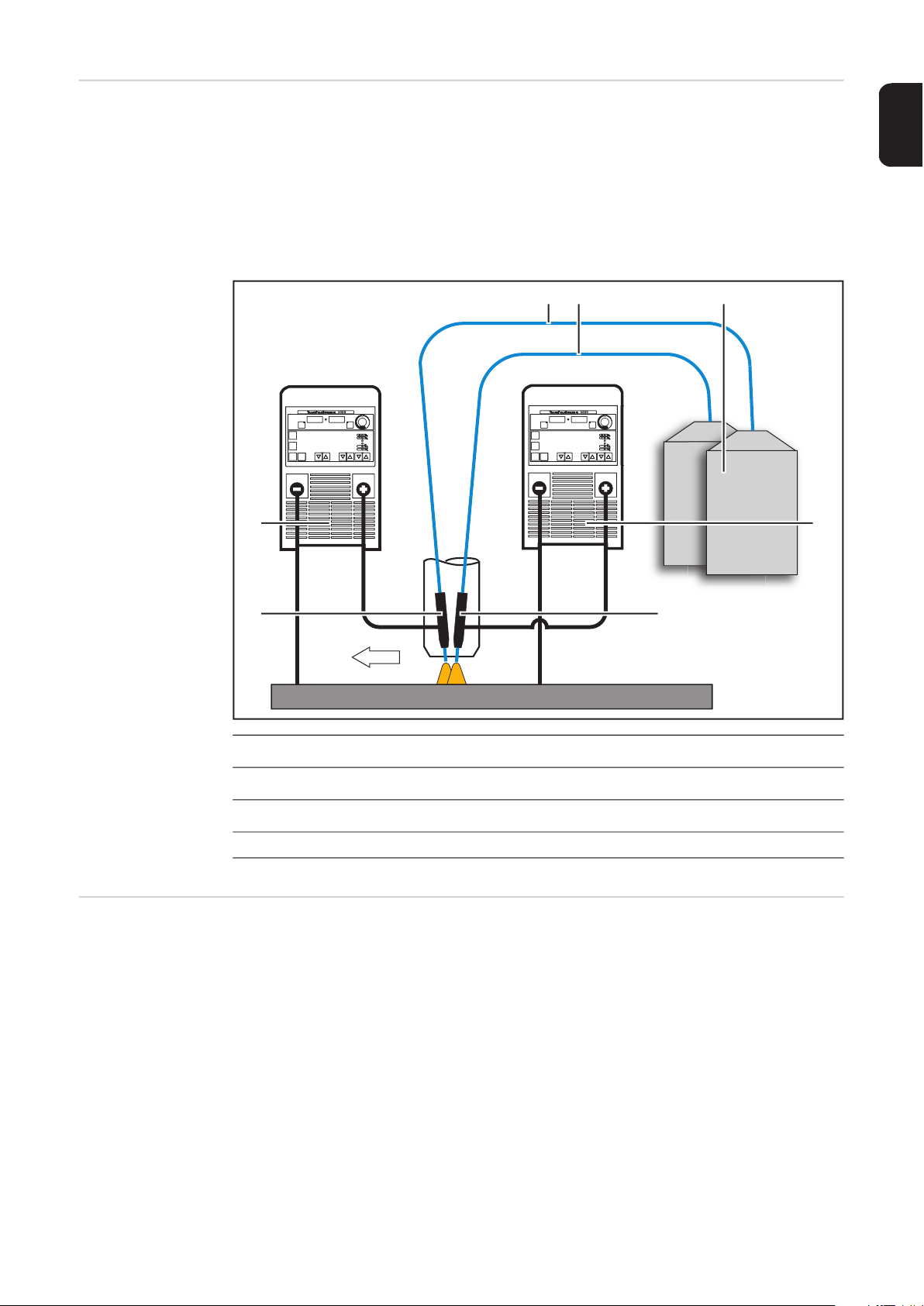
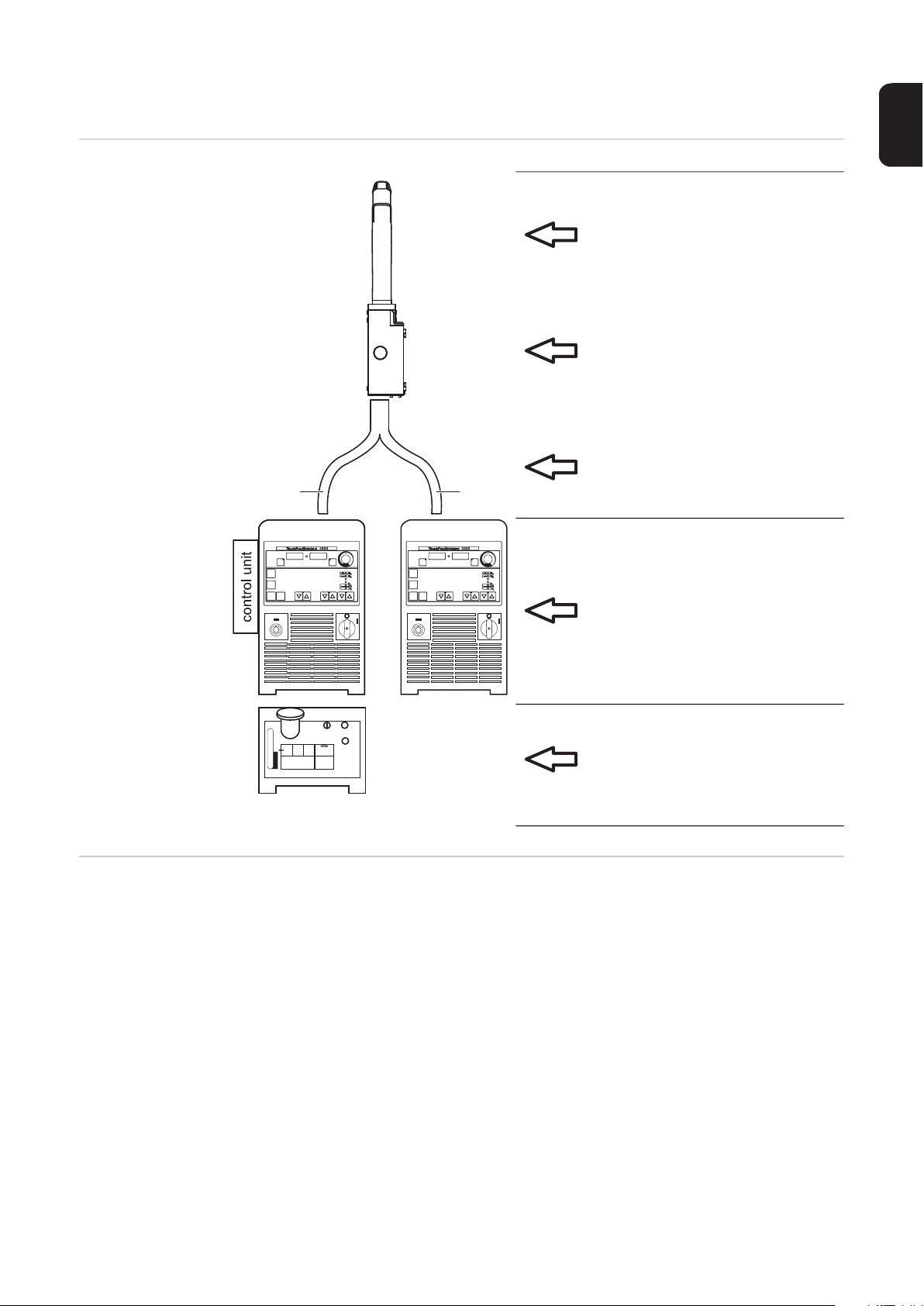
Принцип работы
(1)
(3)
(3)
(4) (4)
(1)
(2)
Drive EasyTwin
- Два проволочных электрода расплавляются в сварочной ванне в защитной
газовой среде.
- Проволока подается через общий тянущий привод.
- Тянущий привод контролируется блоком управления.
- Оба сварочных электрода совмещаются в горелке таким образом, что на них
можно подавать различные сварочные потенциалы.
- Процесс Drive EasyTwin работает только при подаче присадочного
материала с барабанов.
RU
(1) Шланг для подачи проволоки 1 и 2.
(2) Барабаны с проволокой 1 и 2.
(3) Источники тока 1 и 2.
(4) Различные сварочные потенциалы.
Главный и
подчиненный
источники тока
В процессе Drive EasyTwin два источника тока называются главным и подчиненным.
- Направление сварки определяется сочетанием проволоки.
- При определении направления сварки проволочный электрод главного
источника тока является передним.
29

Области
применения
Drive EasyTwin
Drive EasyTwin используется только в автоматизированных установках для
перечисленных ниже задач.
- При производстве подвижного состава — для продольных швов и профилей.
- В судостроении — для угловых сварных швов и профилей.
- В машиностроении — для швов соединений внахлестку и сварки колесных
дисков.
- При изготовлении контейнеров — для стыковых швов, продольных швов, швов
соединений внахлестку и кольцевых швов.
- При производстве оборудования — для V-образных, X-образных и угловых
сварных швов.
- При производстве подъемного оборудования — для краевых швов.
- При производстве землеройной техники и специальных машин — для угловых
сварных швов и HV-швов.
- Для наплавки.
Выбор размеров
робота
Станция очистки
сварочной
горелки
При выборе размеров робота нужно учитывать указанные ниже факторы.
- Держатель горелки робота должен быть стабильным. Масса сварочной горелки
Drive EasyTwin вместе с CrashBox составляет ??? кг.
- Шланговый пакет робота и шланги для подачи проволоки должны быть
проложены через балансир ячейки робота.
Чтобы обеспечить максимальную эффективность процесса сварки Drive EasyTwin,
рекомендуется использовать станцию очистки сварочной горелки, например:
Robacta Reamer Twin
Механическое устройство очистки сварочной горелки, подходящее для всех
основных металлов: сталь, алюминий, хромоникелевые стали, медь и т. п.
Robacta TC 1000 Twin или Robacta TC 2000 Twin
Электромагнитное устройство очистки сварочной горелки для ферримагнитных
основных металлов.
30
Системные требования
Системные
требования и
минимальное
оборудование
для Drive
EasyTwin
RU
Сварочная горелка:
1 x Robacta Twin Compact PB ED
Привод:
1 x Robacta Drive EasyTwin
Шланговый пакет сварочной
горелки:
1 x Robacta Drive EasyTwin
Механические
требования к
Drive EasyTwin
gas line /
blow out line
LEADING TRAILING
Для обеспечения стабильности и воспроизводимости процесса Drive EasyTwin
необходимо выполнить перечисленные ниже механические требования.
- Точный привод горелки для роботизированных установок и одноцелевых
станков (например, тележка, передвигающаяся по прямой линии).
- Точная подготовка сварного шва.
- Низкие допуски компонентов.
- Система управления швом с низким отклонением.
- Из-за особенностей системы на 3-й оси механизм подачи проволоки не
требуется.
control line
Источники тока:
2 x TPS 5000 (+ варианты)
1 x блок управления
Охлаждающий модуль:
1 x FK 4000-R FC
31
Элементы управления и подключения
(3)
(1) (2)
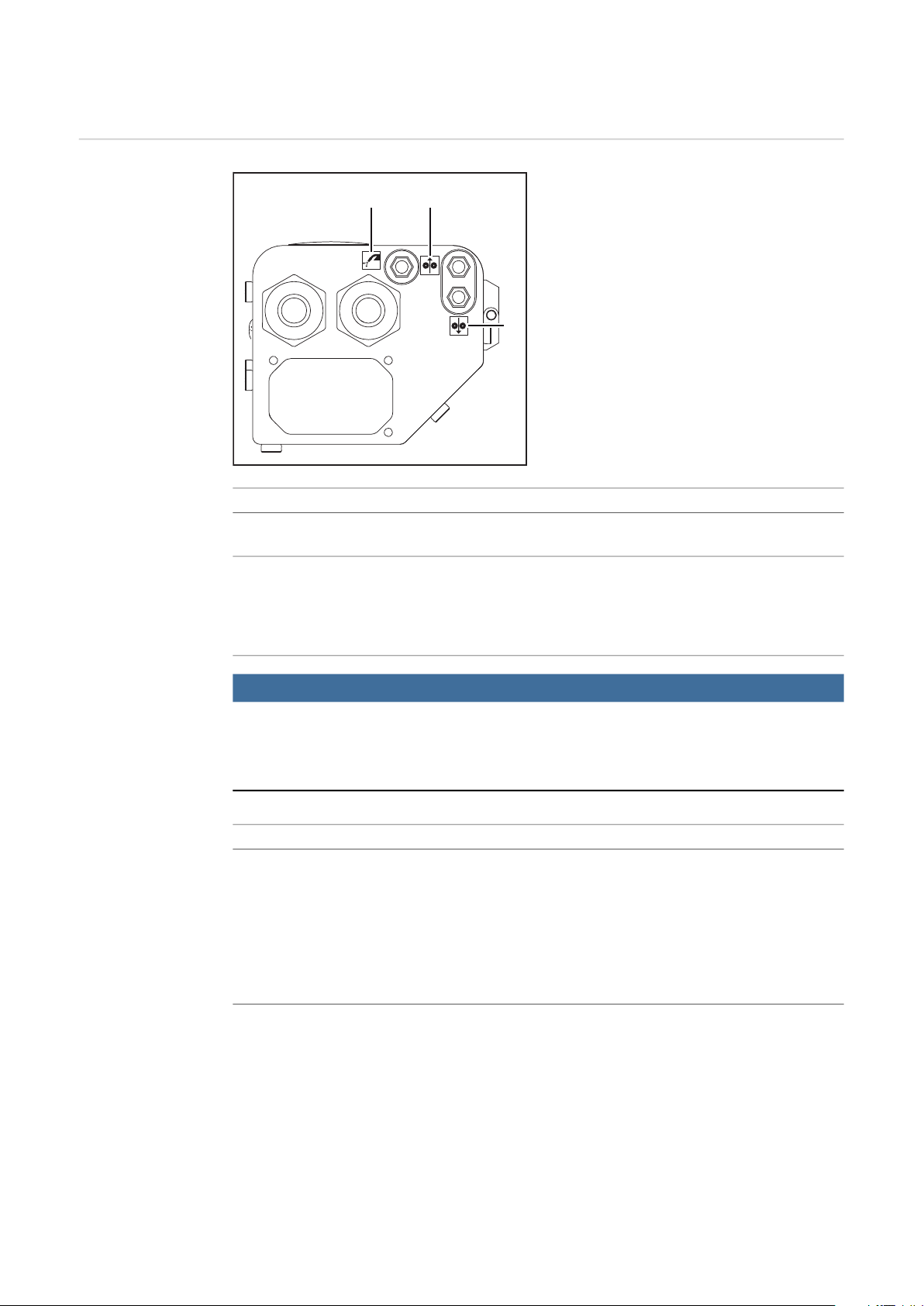
Органы
управления
привода Drive
EasyTwin
№ Назначение
(1) Кнопка «Проверка газа»
для установки необходимого расхода газа на регуляторе давления.
(2) Кнопка «Заправка проволоки»
для заправки проволочного электрода в шланговый пакет сварочной
горелки без сопровождающей подачи газа или электрического тока.
Заправка проволочного электрода с заданной скоростью.
УКАЗАНИЕ!
Следите за тем, чтобы проволочный электрод не перемещался в обратном
направлении на большую длину, поскольку во время обратного хода он не
наматывается автоматически.
№ Назначение
(3) Кнопка «Обратный ход проволоки»
Кнопка «Обратный ход проволоки» работает только с вариантом
PowerLiner.
Втягивание проволочного электрода без подачи тока или газа.
Перемещение проволочного электрода в обратном направлении с
использованием заданной скорости обратного хода проволоки.
32

Аспекты сварочной технологии
RU
Защитные газы
для Drive
EasyTwin
Подача газа для
Drive EasyTwin
Соединение с
заземлением
Материал Защитный газ
Нелегированные и
низколегированные стали
- Общая скорость подачи газа должна составлять не менее 30 л/мин.
УКАЗАНИЕ!
Из-за уменьшенных настроек (синхронизация) мы рекомендуем использовать
защитные газы с низкой долей активного компонента, например 96 % аргона/
4 % кислорода или 90 % аргона/10 % диоксида углерода.
Это обеспечивает низкое образование брызг и, как следствие, значительно меньший
износ.
Используйте отдельный кабель заземления для каждого источника тока:
Смеси ArCO
, ArO2 и ArCO2O
2
2
Отдельный кабель заземления Общий кабель заземления, разъем заземления
Кабель заземления проложен петлями Кабель заземления проложен спиралью
33
Индуктивность
Ø 1,2 mm
Ø 1,0 mm
18 mm
~8 mm
(1)
(2)
(3)
90 - 100°
сварочного
контура L,
сопротивление
контура сварки r
В процессе Drive EasyTwin индуктивность сварочного контура L и сопротивление
контура сварки r необходимо откалибровать отдельно для каждого источника тока.
Вылет
электрода
Угол наклона
сварочной
горелки.
Расстояния вылета и зазор между сварочными электродами:
(1) Газовое сопло
(2) Подчиненный источник тока
(3) Главный источник тока
Угол наклона сварочной горелки нужно
выбирать так, чтобы в зависимости от
направления сварки главный сварочный
электрод (т. е. электрод главного
источника тока) был расположен
перпендикулярно или слегка наклонен
вперед.
Возможные
сочетания типов
дуги
34
Сварочная горелка расположена
перпендикулярно или слегка наклонена вперед.
В процессе Drive EasyTwin возможно сочетание различных типов дуги.
Направление сварки определяется сочетанием проволочных электродов (главный
источник тока — Ø 1,2 мм, подчиненный источник тока — Ø 1,0 мм) и конструкцией
сварочной горелки.
Сочетание дуг «импульсная–импульсная» возможно только при установленном
комплекте LHSB TPS.

Главный проволочный электрод
(= главный источник тока)
Импульсная Импульсная
Стандартная Импульсная
PCS Импульсная
Подчиненный проволочный
электрод
(= подчиненный источник тока)
RU
35

PCS/импульсная
I (A)
t (s)
I
T
I
L
Символы
Переход
материала
Подчиненный проволочный электрод
Главный проволочный электрод
Активная импульсная сварочная дуга с переходом капель
металла
Неактивная импульсная сварочная дуга (без перехода капель
металла)
I
L
I
T
Сварочный ток главного источника
Сварочный ток подчиненного источника
Направление сварки
Специальные
возможности и
преимущества
Возможные
применения,
область
применения
PCS/импульсная: временной график сварочного тока и схематическое изображение перехода
металла.
- Более глубокое проплавление за счет дуги PCS главного проволочного
электрода.
- Возможна большая площадь сечения шва.
- Сварные швы с превосходным внешним видом за счет импульсной сварочной
дуги подчиненного проволочного электрода.
Сочетание PCS/импульсной сварочной дуги используется при сварке стали.
36

Стандартные значения параметров сварки
35 - 40°
(1)
(2)
55 - 75°
(1)
(2)
RU
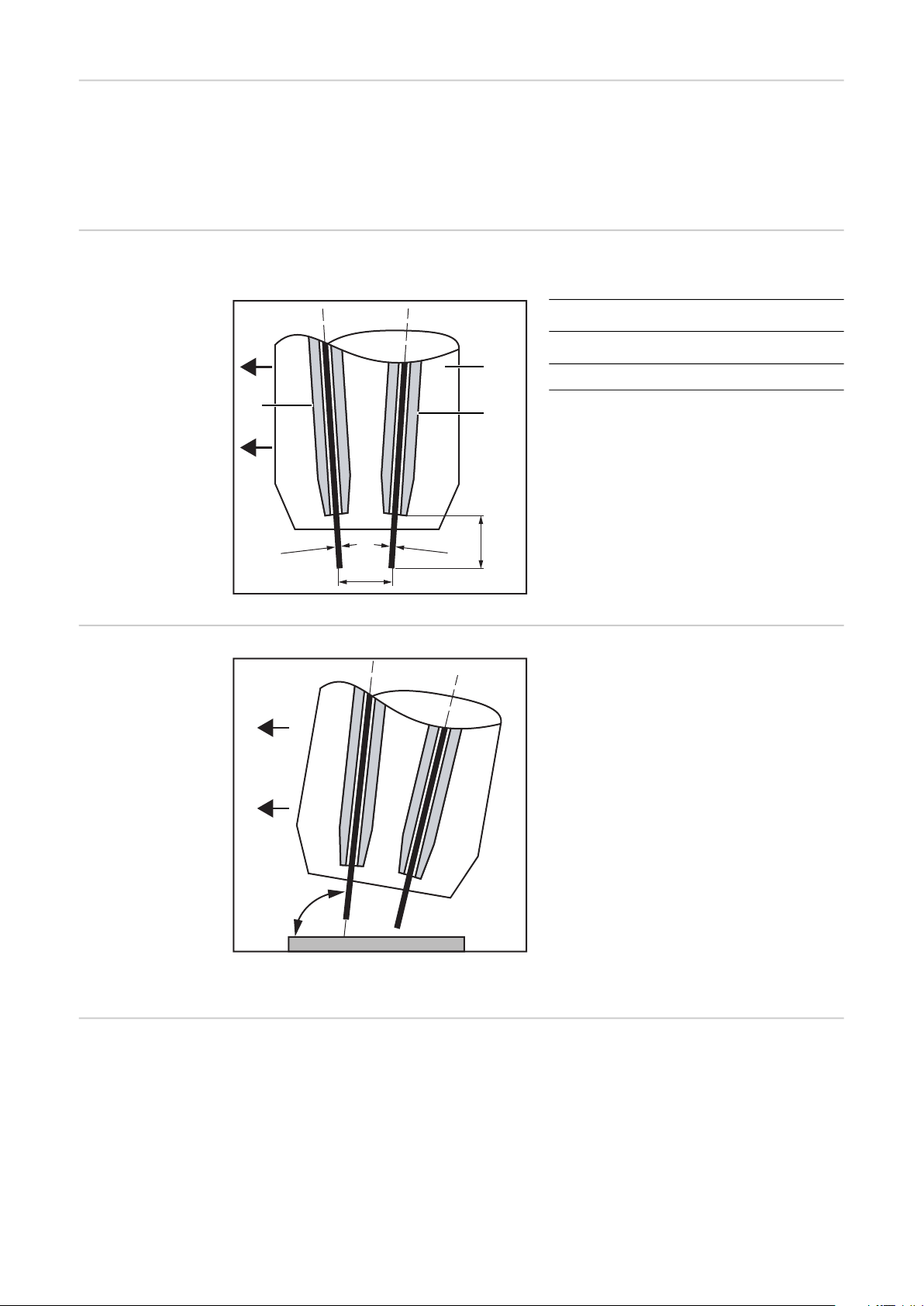
Расположение
сварочной
горелки
относительно
детали при
выполнении
угловых
сварных швов
Расположение
сварочной
горелки
относительно
детали при
выполнении
швов
соединений
внахлестку.
- Расположите сварочную горелку (1)
относительно детали (2) как
показано на рис. слева.
- Сварочная горелка (1) под углом 5°
относительно направления сварки.
Расположение сварочной горелки и детали — вид
сбоку.
- Расположите сварочную горелку (1)
относительно детали (2) как
показано на рис. слева.
- Сварочная горелка (1) под углом 5°
относительно направления сварки.
Расположение сварочной горелки и детали — вид
сбоку.
УКАЗАНИЕ!
Если в сварном шве на верхнем листе появляются выемки, отрегулируйте
угол расположения горелки как показано ниже, чтобы предотвратить их
образование.
37

Область
68,5°
применения
Drive EasyTwin:
сварка стали,
диаметр 1,2–
1,0 мм.
Диапазон характеристик сварки Drive EasyTwin охватывает скорости сварки (Vd) от
5 м/мин (один источник тока) до 15 м/мин.
Этот диапазон определяется следующими факторами:
- Присадочный материал диаметром 1,0 мм определяет верхний предел нагрузки
при скорости (Vd) 15 м/мин.
- Поскольку используется только один подающий мотор, он защищен от
перегрузки.
Рабочий диапазон скоростей сварки (Vd) составляет от 10,5 м/мин до 15 м/мин.
Диапазон скоростей сварки (Vd) ниже 10 м/мин предназначен только для нарастания
и спада тока.
Диапазон скоростей (Vd) от 8,5 м/мин до 10,5 м/мин — это переходной диапазон, в
котором присадочный материал диаметром 1,2 мм (главный источник тока)
превращается в модифицированную капельную дугу. Это превращение происходит
при скорости (Vd.) 9 м/мин или 10 м/мин в зависимости от используемого защитного
газа (графической характеристики). Использование этого диапазона в качестве
производственного параметра следует избегать.
Варианты
сварочных
технологий
38
ВАЖНО!
Для всех перечисленных областей применения длина сварного шва не должна
превышать 5 м.
Однослойные угловые сварные швы/положение PA
Толщина листа: от 3 мм.
значение «а» при
a3–a6
одном слое:
a3: Vs — 2 м/мин
a6: Vs — 0,5 м/мин
Если требуется значении «а» более 6 мм, тогда
рекомендуется использовать многослойную технологию.
Однослойные угловые сварные швы/положение PB
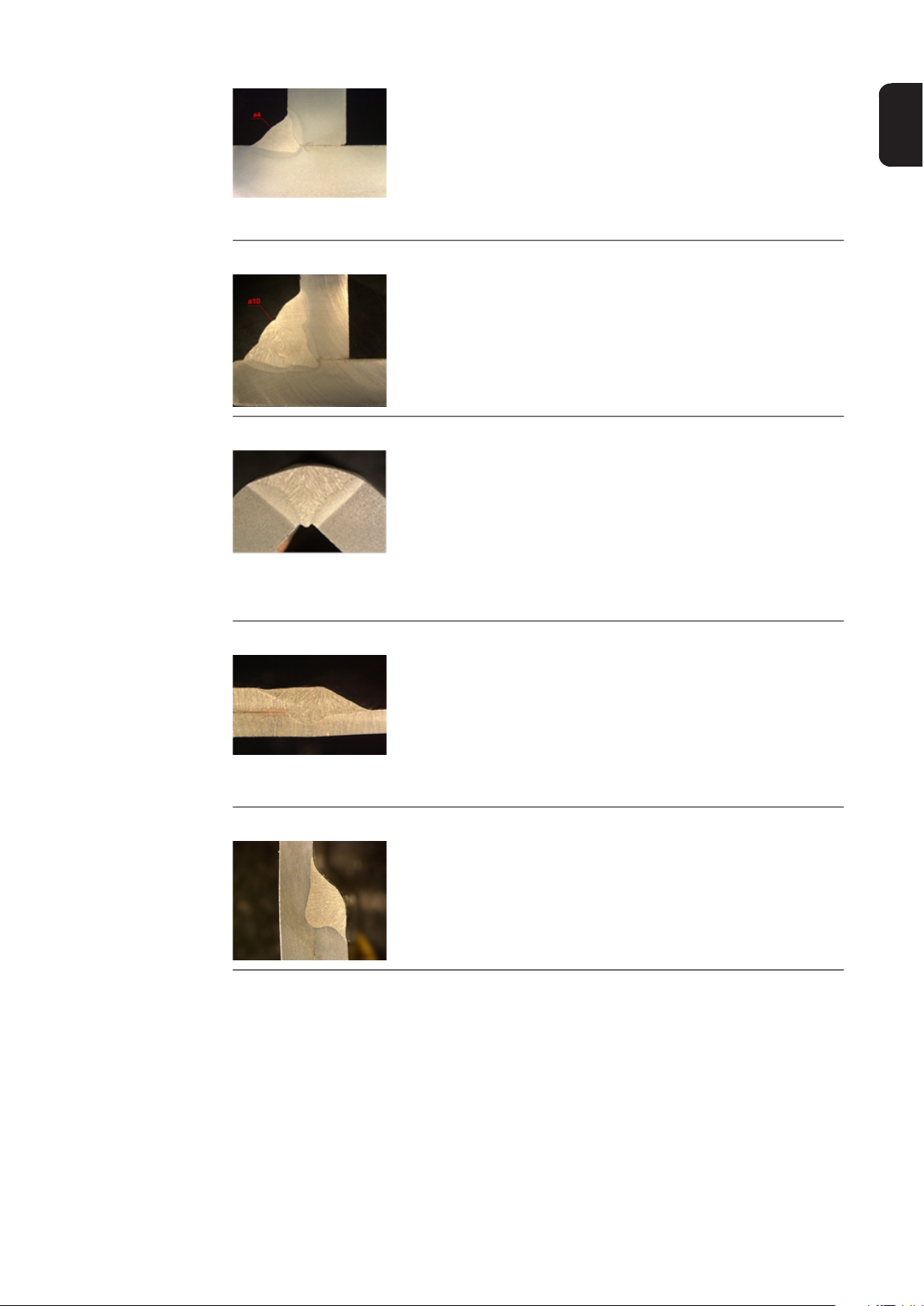
Толщина листа: от 3 мм.
значение «а» при
одном слое:
a3: Vs — 2 м/мин
a4.5: Vs — 1,2 м/мин
Если требуется значении «а» более 4,5 мм, тогда
рекомендуется использовать многослойную технологию.
Многослойные угловые сварные швы/положение PB
Толщина листа: от 3 мм.
значение «а» при
нескольких слоях:
Возможная производительность наплавки: до 13,5 кг.
Однослойные краевые сварные швы/положение PA
Толщина листа: 3–6 мм
Толщина листа
3 мм:
Толщина листа
6 мм:
Без поддержки сварочной ванны 100%-е образование
корневого шва невозможно.
a3–a4.5
a3–a4.5
Vs — 3,2 м/мин
Vs — 1,8 м/мин
RU
Швы соединений внахлестку, положение PB:
Толщина листа (s): 1,5–2,5 мм
Толщина листа
2 мм:
Толщина листа
2,5 мм:
Швы соединений внахлестку, положение PB:
Толщина листа (s): 2,5–3,5 мм
Положение сварки как показано на рис.
Перечисленные здесь параметры являются стандартными и на практике могут
отличаться на +/- 20 % в зависимости от факторов, связанных с зазором (магнитные
поля, масштаб и т. п.). Поэтому в пограничных случаях всегда выполняйте тестовую
сварку.
Vs — 3,3 м/мин
Vs — 2,5 м/мин
Vs — 2–2,5 м/мин
39

Уход, техническое обслуживание и утилизация
Общие сведения В общем случае устройство не требует технического обслуживания. Однако чтобы
обеспечить длительный срок службы, необходимо соблюдать ряд рекомендаций по
уходу и техническому обслуживанию.
Пример: расход
присадочного
материала
Перед началом
смены/запуском
устройства
После 25 ч
горения дуги
Пример расчета расхода стального присадочного материала:
скорость Vd. = 12 м/мин (присадочный материал 1,2 + 1,0) = производительность
наплавки10,8 кг/ч -> округляется до 10 кг/ч.
При горении дуги в течение 50 ч:
10 кг/ч x 50 ч = 500 кг присадочного материала = 2 катушки с проволокой по 250 кг
каждая
- Проверьте изнашивающиеся детали сварочной горелки
- Газовое сопло
- Контактная трубка
- Распределитель газа
- Защита от брызг
- Продуйте газом каналы подачи проволоки.
После 50 ч
горения дуги
Утилизация Утилизацию следует производить в соответствии с государственными и
- Продуйте газом привод Robacta Drive EasyTwin.
- Проверьте подающие ролики.
Если подающие ролики изношены, осевой блок прижимных роликов и
противовесный подшипник двойного ролика необходимо заменить (см. раздел
«Замена изнашивающихся деталей»).
региональными нормативными требованиями.
40
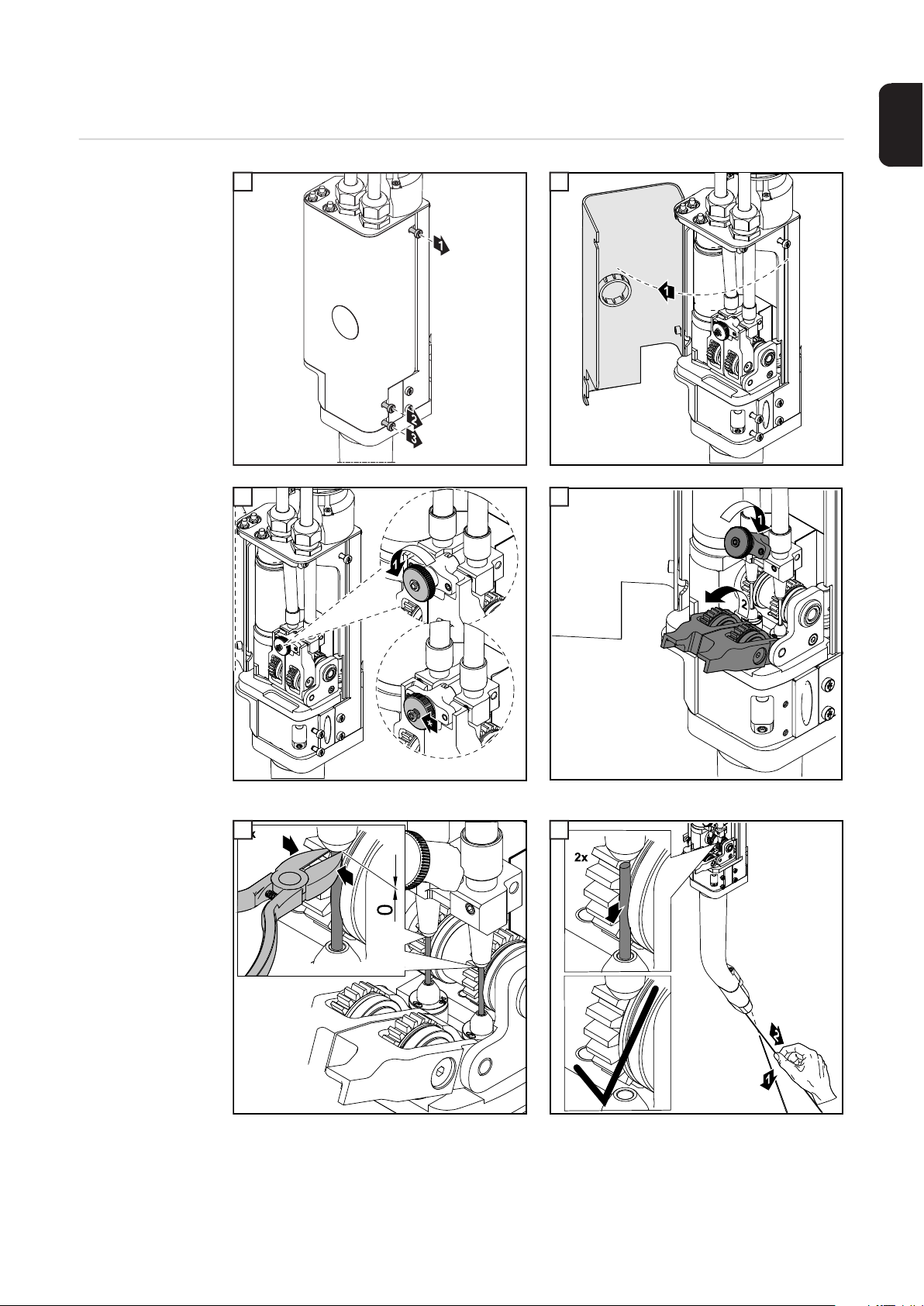
Замена изнашивающихся деталей
2
4
6
RU
Подготовка к
замене
подающих
роликов и
сопла
1 2
1
3
3
4
* Полностью открыт.
5 6
5
41

7 8
8
10
12
7
9 10
9
11 12
11
42
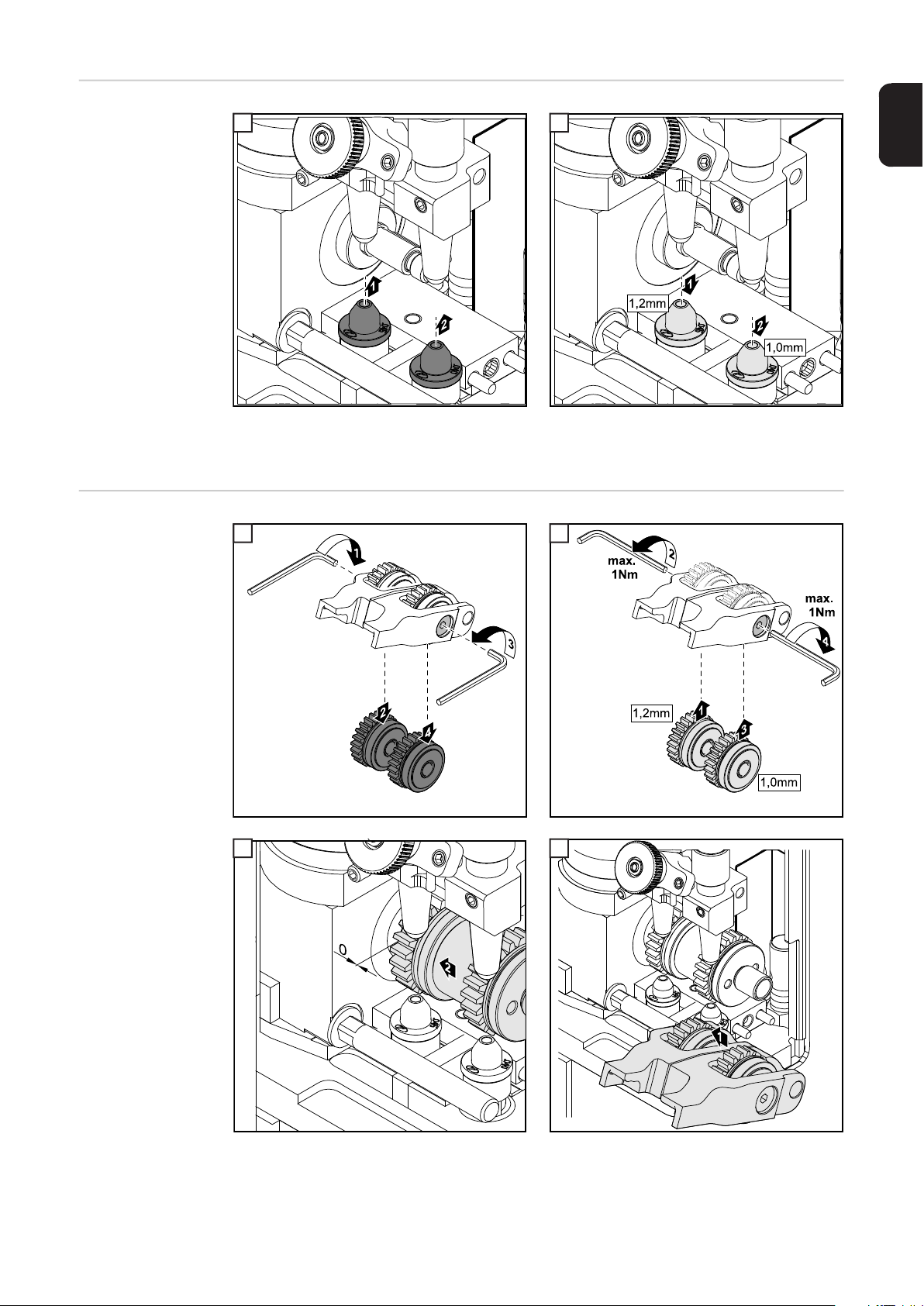
Замена сопла
1
2
1
2
3
4
для подачи
проволоки
1 2
RU
Теперь нужно заправить сварочную проволоку (см. раздел «Заправка сварочной
проволоки», рис 5 на стр. 12)
Замена
подающих
роликов
1 2
3 4
43

5 6
6
5
Теперь нужно заправить сварочную проволоку (см. раздел «Заправка сварочной
проволоки», рис 5 на стр. 12)
44

RU
45

46

RU
47

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations.
 Loading...
Loading...