

Page 1
RUSKA 2470
Gas Lubricated Piston Pressure Gauge
PN 3974971
December 2010
© 2010 Fluke Corporation. All rights reserved. Printed in USA. Specifications are subject to change without notice.
All product names are trademarks of their respective companies.
Users Manual
Page 2

LIMITED WARRANTY AND LIMITATION OF LIABILITY
Each Fluke product is warranted to be free from defects in material and workmanship under normal use and
service. The warranty period is one year and begins on the date of shipment. Parts, product repairs, and
services are warranted for 90 days. This warranty extends only to the original buyer or end-user customer of
a Fluke authorized reseller, and does not apply to fuses, disposable batteries, or to any product which, in
Fluke's opinion, has been misused, altered, neglected, contaminated, or damaged by accident or abnormal
conditions of operation or handling. Fluke warrants that software will operate substantially in accordance
with its functional specifications for 90 days and that it has been properly recorded on non-defective media.
Fluke does not warrant that software will be error free or operate without interruption.
Fluke authorized resellers shall extend this warranty on new and unused products to end-user customers
only but have no authority to extend a greater or different warranty on behalf of Fluke. Warranty support is
available only if product is purchased through a Fluke authorized sales outlet or Buyer has paid the
applicable international price. Fluke reserves the right to invoice Buyer for importation costs of
repair/replacement parts when product purchased in one country is submitted for repair in another country.
Fluke's warranty obligation is limited, at Fluke's option, to refund of the purchase price, free of charge repair,
or replacement of a defective product which is returned to a Fluke authorized service center within the
warranty period.
To obtain warranty service, contact your nearest Fluke authorized service center to obtain return
authorization information, then send the product to that service center, with a description of the difficulty,
postage and insurance prepaid (FOB Destination). Fluke assumes no risk for damage in transit. Following
warranty repair, the product will be returned to Buyer, transportation prepaid (FOB Destination). If Fluke
determines that failure was caused by neglect, misuse, contamination, alteration, accident, or abnormal
condition of operation or handling, including overvoltage failures caused by use outside the product’s
specified rating, or normal wear and tear of mechanical components, Fluke will provide an estimate of repair
costs and obtain authorization before commencing the work. Following repair, the product will be returned to
the Buyer transportation prepaid and the Buyer will be billed for the repair and return transportation charges
(FOB Shipping Point).
THIS WARRANTY IS BUYER'S SOLE AND EXCLUSIVE REMEDY AND IS IN LIEU OF ALL OTHER
WARRANTIES, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO ANY IMPLIED WARRANTY
OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE. FLUKE SHALL NOT BE LIABLE
FOR ANY SPECIAL, INDIRECT, INCIDENTAL, OR CONSEQUENTIAL DAMAGES OR LOSSES,
INCLUDING LOSS OF DATA, ARISING FROM ANY CAUSE OR THEORY.
Since some countries or states do not allow limitation of the term of an implied warranty, or exclusion or
limitation of incidental or consequential damages, the limitations and exclusions of this warranty may not
apply to every buyer. If any provision of this Warranty is held invalid or unenforceable by a court or other
decision-maker of competent jurisdiction, such holding will not affect the validity or enforceability of any other
provision.
Fluke Corporation
P.O. Box 9090
Everett, WA 98206-9090
U.S.A.
Fluke Europe B.V.
P.O. Box 1186
5602 BD Eindhoven
The Netherlands
11/99
To register your product online, visit register.fluke.com
Page 3
Table of Contents
Chapter Title Page
1 Introduction ......................................................................................... 1-1
How to Contact Fluke ........................................................................................ 1-1
Safety Information ............................................................................................. 1-1
Compressed Gas ............................................................................................ 1-1
Lubricants and Seals...................................................................................... 1-2
Oxygen Compatibility ................................................................................... 1-2
Heavy Weights .............................................................................................. 1-2
Personal Protective Equipment...................................................................... 1-2
Symbols Used in this Manual ............................................................................ 1-2
Specifications..................................................................................................... 1-3
Accuracy ............................................................................................................ 1-4
2 General Piston Pressure Gauge Considerations ............................. 2-1
Types of Piston Pressure Gauges....................................................................... 2-1
Calculations ....................................................................................................... 2-3
Measurement of Pressure with the Piston Pressure Gauge ................................ 2-3
Elastic Distortion of the Cylinder.................................................................. 2-4
Gravity........................................................................................................... 2-4
Buoyant Effect of the Air .............................................................................. 2-4
Temperature................................................................................................... 2-5
Reference Plane of Measurements ................................................................ 2-5
Crossfloating.................................................................................................. 2-8
Bibliography.................................................................................................. 2-8
3 Description........................................................................................... 3-1
General Information........................................................................................... 3-1
Description of the Mass Set ............................................................................... 3-2
Description of the Gauge Base .......................................................................... 3-2
4 Installation ........................................................................................... 4-1
Introduction........................................................................................................ 4-1
5 Operation ............................................................................................. 5-1
i
Page 4

RUSKA 2470
Users Manual
Precautions......................................................................................................... 5-1
General............................................................................................................... 5-2
Low Range Piston Assembly............................................................................. 5-2
Mid Range Piston Assembly.............................................................................. 5-7
High Range Piston Assembly ............................................................................ 5-10
Establishing Pressure ......................................................................................... 5-13
Gauge Pressures............................................................................................. 5-13
Automating the Calculations and Data Storage............................................. 5-14
Leaks ............................................................................................................. 5-15
Maintenance of the Gauge ................................................................................. 5-15
6 Piston / Cylinder Cleaning Instructions ............................................ 6-1
General Information and Preparation................................................................. 6-1
Functional Testing of Piston/Cylinder Assemblies............................................ 6-2
Cleaning the Low Range Piston/Cylinder Assembly......................................... 6-2
Mid Range Piston/Cylinder................................................................................ 6-6
Cleaning the High Range Piston/Cylinder Assembly........................................ 6-8
Appendices
A Explanation of "Pressure Calculation Worksheet"...................................... A-1
B Equation A-4 — Air Density....................................................................... B-1
C Glossary....................................................................................................... C-1
ii
Page 5

List of Tables
Table Title Page
1-1. Symbols.................................................................................................................. 1-2
iii
Page 6

RUSKA 2470
Users Manual
iv
Page 7

List of Figures
Figure Title Page
2-1. Simple Cylinder ..................................................................................................... 2-1
2-2. Re-Entrant Cylinder ............................................................................................... 2-1
2-3. Controlled Clearance Cylinder............................................................................... 2-2
2-4. Reference Plane Determination.............................................................................. 2-6
2-5. Head Correction Measurement............................................................................... 2-7
3-1. Base with 2470 P/C Installed ................................................................................. 3-2
3-2. Base with 2468 P/C Installed ................................................................................. 3-3
4-1. FPI Mounting - RUSKA 2456 Piston Gauge Monitor........................................... 4-2
4-2. Plumbing and Recommended Ancillary Equipment .............................................. 4-3
5-1. Section View, Low Range Piston/Cylinder............................................................ 5-3
5-2. Parts Required For Low Range Piston Operation .................................................. 5-4
5-3. Removing Low Range Piston and Cylinder from Container - Step 1 .................... 5-4
5-4. Removing Low Range Piston and Cylinder from Container - Step 2 .................... 5-5
5-5. Handling the Low Range Piston and Cylinder - Step 3 ......................................... 5-5
5-6. Low Range Piston and Cylinder Showing O-Ring Groove ................................... 5-6
5-7. Positioning the Upper Thrust Washer/Piston Retainer in the Cylinder
Retaining Cap Recess............................................................................................. 5-6
5-8. Section View, Mid Range Piston/Cylinder ............................................................ 5-8
5-9. Parts Required for Operation of the Mid Range P/C.............................................. 5-9
5-10. Mid Range Piston/Cylinder Assembly ................................................................... 5-9
5-11. Retaining Nut and Bearing ..................................................................................... 5-10
5-12. Section View, High Range Piston/Cylinder ........................................................... 5-11
5-13. Parts Required for High Range Piston Operation .................................................. 5-12
5-14. Always Use Two Hands to Carry a Piston/Cylinder Assembly ............................. 5-12
5-15. Order of Installation ............................................................................................... 5-13
5-16. Float Position ......................................................................................................... 5-14
6-1. Materials for Cleaning Low Range Piston/Cylinder .............................................. 6-3
6-3. Preparing the Kim-Wipes - Step 1 ......................................................................... 6-4
6-4. Preparing the Kim-Wipes - Step 2 ......................................................................... 6-5
6-5. Preparing the Low Range Cleaning Tool - Step 1.................................................. 6-5
6-6. Preparing the Kim-Wipes - Step 2 ......................................................................... 6-6
6-7. Materials for Cleaning the Mid Range Piston/Cylinder......................................... 6-6
6-8. Preparing the Mid Range Cleaning Tool................................................................ 6-7
6-9. Materials for Cleaning the High Range Piston Cylinder........................................ 6-8
6-10. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 1 ............. 6-10
v
Page 8

RUSKA 2470
Users Manual
6-11. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 2 ............. 6-11
6-12. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 3 ............. 6-11
6-13. Cleaning the High Range Cylinder ........................................................................ 6-11
6-14. Drying the High Range Cylinder ........................................................................... 6-12
vi
Page 9

How to Contact Fluke
To order accessories, receive operating assistance, or get the location of the nearest Fluke
distributor or Service Center, call:
• Technical Support USA: 1-800-99-FLUKE (1-800-993-5853)
• Calibration/Repair USA: 1-888-99-FLUKE (1-888-993-5853)
• Canada: 1-800-36-FLUKE (1-800-363-5853)
• Europe: +31-402-675-200
• China: +86-400-810-3435
• Japan: +81-3-3434-0181
• Singapore: +65-738-5655
• Anywhere in the world: +1-425-446-5500
Chapter 1
Introduction
Or, visit Fluke's website at www.fluke.com
To register your product, visit http://register.fluke.com
To view, print, or download the latest manual supplement, visit
http://us.fluke.com/usen/support/manuals
Safety Information
The following are general safety precautions that are not related to any specific
procedures and do not appear elsewhere in this publication. These are recommended
precautions that personnel must understand and apply during equipment operation and
maintenance to ensure safety and health and protection of property.
Compressed Gas
Use of compressed gas can create an environment of propelled foreign matter. Pressure
system safety precautions apply to all ranges of pressure. Care must be taken during
testing to ensure that all pneumatic connections are properly and tightly made prior to
applying pressure. Personnel must were eye protection to prevent injury.
DO NOT use oxygen as a Pressure supply media. Use only dry, clean Nitrogen or
equivalent.
DO NOT exceed the prescribed maximum inlet pressure for this device. See Chapter 1,
Specifications, for more detail.
.
.
.
1-1
Page 10
RUSKA 2470
Users Manual
Lubricants and Seals
Oxygen Compatibility
Heavy Weights
DO NOT use hydrocarbon lubricants in this device, use only approved lubricants.
Always use replacement parts specified by Fluke.
For more information regarding common replacement parts and recommended lubricants,
see Appendix B.
This Instrument has been designed with components that will not introduce hydrocarbons
into the calibration process. The O-rings and lubricating grease supplied with the
instrument must not be substituted with other laboratory supplies. For more information
regarding common replacement parts and recommended lubricants, see Appendix B.
Cleaning the instrument for oxygen compatibility using HFCs and ultrasonic cleaning
systems is permitted with the EXCEPTION OF THE PISTONS AND CYLINDERS.
Ultrasonic cleaning may damage the crystalline structure of the tungsten carbide pistons
and cylinders. The RUSKA procedures for piston/cylinder cleaning must be followed.
See Chapter 5, Operation, for piston/cylinder cleaning instructions.
Lifting and movement of heavy weights can create an environment of strain and impact
hazards. Care must be taken during testing to ensure that weight masses are lifted in a
manner that avoids over-reaching or twisting, and that the masses are not dropped.
Personnel must wear reinforced safety shoes to prevent injury.
Personal Protective Equipment
Wear eye protection and reinforced safety shoes approved for the materials and tools
being used.
W Warning
If the equipment is used in a manner not specified by the
manufacturer, the protection provided by the equipment may be
impaired.
Symbols Used in this Manual
In this manual, a Warning identifies conditions and actions that pose a hazard to the user.
A Caution identifies conditions and actions that may damage the Gas Lubricated Piston
Pressure Gauge or the equipment under test.
Symbols used on the Gas Lubricated Piston Pressure Gauge and in this manual are
explained in Table 1-1.
Table 1-1. Symbols
Symbol Description
B AC (Alternating Current)
J Earth Ground
W Important Information: refer to manual
1-2
X Shock Hazard
Do not dispose of this product as unsorted
~
municipal waste. Go to Fluke’s website for
recycling information.
Page 11

Introduction
Specifications 1
Specifications
Low Range Piston
Pressure Range (Model 2465) 1.4 to 172 kPa (0.2 to 25 psi) psi gauge
Pressure Range (Model 2468) 1.4 to 345 kPa (0.2 to 50 psi) psi gauge
Pressure Uncertainty Rating 0.0010% (10 ppm) or 0.07 Pa (1.0E-05 psi), whichever is greater
Uncertainty Threshold 7 kPa (1 psi)
Resolution 1 ppm or 1 mg, whichever is greater
Precision (Typical Type A Unc.) 3 ppm (3)
Long Term Stability 3 ppm per year
Piston/Cylinder Material 440C Stainless Steel/Tungsten Carbide
Thermal Coefficient 1.5E-05 per deg. C
Sink Rate at Maximum Pressure typical <2 mm per minute, maximum 4 mm per minute
Mid Range Piston
Pressure Range (Model 2465) 12 to 700 kPa (1.7 to 100 psi) absolute or gauge
Pressure Range (Model 2468) 12 to 1380 kPa (1.7 to 200 psi) absolute or gauge
Pressure Uncertainty Rating 0.0010% (10 ppm) or 0.07 Pa (1.0E-05 psi), whichever is greater
Uncertainty Threshold 35 kPa (5 psi)
Resolution 1 ppm or 1 mg, whichever is greater
Precision (Typical Type A Unc.): 3 ppm (3)
Long Term Stability 3 ppm per year
Piston/Cylinder Material Tungsten Carbide/Tungsten Carbide
Thermal Coefficient 9.1E-06 per deg. C
Sink Rate at Maximum Pressure typical <2 mm per minute, maximum 4 mm per minute
High Range Piston
Pressure Range 700 to 20680 kPa (100 to 3000) absolute or gauge
Pressure Uncertainty Rating 0.0030% (30 ppm) or 3.7 Pa (5.4E-04 psi), whichever is greater
Uncertainty Threshold 248 kPa (36 psi)
Resolution 1 ppm or 1 mg, whichever is greater
Precision (Typical Type A Unc.) 3 ppm (3)
Long Term Stability 3 ppm per year
Piston/Cylinder Material Tungsten Carbide/Tungsten Carbide
Thermal Coefficient 9.1E-06 per deg. C
Sink Rate at Maximum Pressure typical <2 mm per minute, maximum 4 mm per minute
Mass Set
Approximate Total Mass 17.8 kg
Approximate Carrier Mass 0.58 kg
Smallest Increment 5.9 gram
Mass Material 300 Series, Non-magnetic, Austenitic, Stainless Steel
(3)
Adjustment Method Completely machined with no fill cavities
Mass Uncertainty 0.0005% (5 ppm) or 5E-07 kg, whichever is greater
Optional Fine Increment Trim Set ASTM Class 1, 20g to 1 mg
(1)
Absolute mode uncertainty higher due to reference pressure sensor.
(2)
Approximate 95% level of confidence (Refer to Chapter 1, Accuracy, and to Calibration Report.)
(3)
Mass carrier composite construction 300 Series, Non-magnetic, Austenitic, Stainless Steel and other
non-magnetic material.
(1,2)
(1,2)
(1,2)
1-3
Page 12

RUSKA 2470
Users Manual
Temperature Range
Operating
Storage
Humidity Range
Operating
Storage
Pressure Medium Clean dry gas, Nitrogen or equivalent, regulated to a pressure Compatible
Pressure
Maximum Working Pressure
2470 piston/Cylinder installed in 2470 Column adapter
With High Range Piston/Cylinder 3000 psig
2465 piston/Cylinder installed in 2465 Column adapter
With Mid Range Piston/Cylinder 100 psig (Do Not Exceed 6.31 Kg Mass Load)
With Low Range Piston/Cylinder 25 psig (Do Not Exceed 6.31 Kg Mass Load)
2468 piston/Cylinder installed in 2465 Column adapter
18 ºC to 28 ºC
-40 ºC to 70 ºC when thermometer and low range piston & Cylinder are
stored separately from each other.
20% to 75% noncondensing
0% to 90% noncondensing
with each particular Piston/cylinder assembly. Dew Point of less than or
equal to -60 ºF
With Mid Range Piston/Cylinder 200 psig (Do Not Exceed 12.31 Kg Mass Load)
With Low Range Piston/Cylinder 50 psig (Do Not Exceed 12.31 Kg Mass Load)
Note
The pressurized housing with the 2470 adapter has been tested to 4000 psig.
The pressurized housing with the 2465 adapter has been tested to 1000 psig.
Accuracy
The gauge is capable of measuring pressures to the accuracy indicated below. See the
calibration report for the actual accuracy of this gauge. The claim for accuracy is valid
only when the gauge is operated according to the instructions provided with the
equipment. In addition, the claim is valid when the value of gravity acting upon the
weights is known to +/-0.001 cm sec
Accuracy is defined as the departure of the measured pressure from the true pressure.
The value is based on a simple error analysis of the calibration experiment and represents
the sum of the systematic errors and two standard deviations of the random variability of
the measurement process.
Gauge Pressure (0.0035% Class)
High Range Piston
(0.013 sq in area)
Mid Range Piston
(0.13 sq in area)
0.0035 percent of reading
or 0.002 psi, whichever is greater
0.0035 percent of reading
or 0.0002 psi, whichever is greater
2
.
1-4
Low Range Piston
(0.52 sq in area)
0.0035 percent of reading
or 0.00005 psi, whichever is greater
Page 13

General Piston Pressure Gauge
Types of Piston Pressure Gauges
The piston pressure gauge is sometimes regarded as an absolute instrument because of
the principle by which it measures pressure. An absolute instrument is defined here as
one capable of measuring a quantity in the fundamental units of mass, length, time, etc.
It may be suggested that only certain types of piston pressure gauges qualify in this
category.
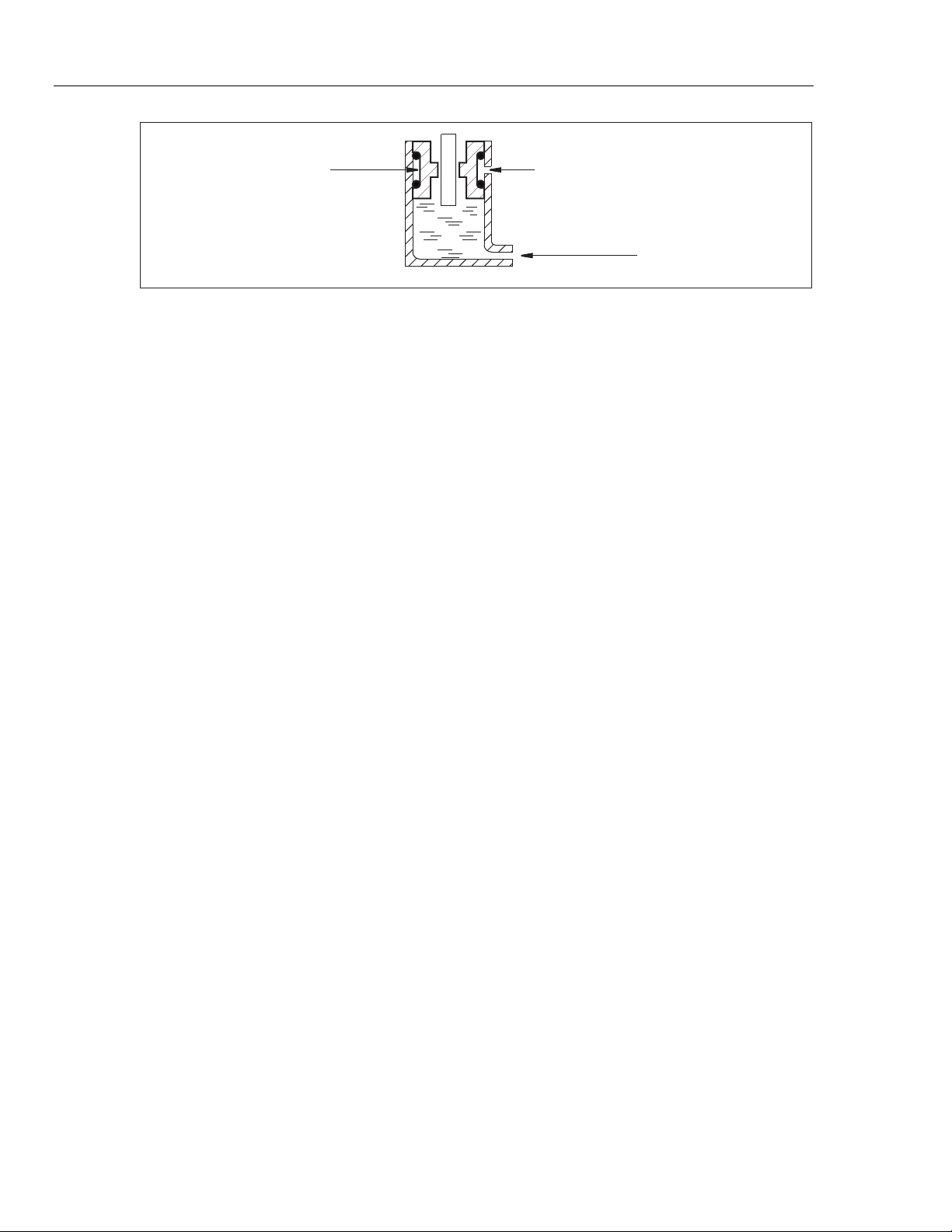
Figures 2-1, 2-2, and 2-3 illustrate the three most common types of cylinder arrangements.
Chapter 2
Considerations
A
PR ESS URE IN
Figure 2-1. Simple Cylinder
B
PRESS UR E IN
Figure 2-2. Re-Entrant Cylinder
glg01.eps
glg44.eps
2-1
Page 14
RUSKA 2470
Users Manual
SECONDARY
PRESSURE
PRESS UR E IN
glg45.eps
Figure 2-3. Controlled Clearance Cylinder
When the simple cylinder of 2-1 is subjected to an increase in pressure, the fluid, exerting
a relatively large total force normal to the surface of confinement, expands the cylinder
and thus increases its area. A pressure-drop appears across the cylinder wall near point A,
resulting in an elastic dilation of the cylinder bore.
It can be shown that the effective area of the piston and cylinder assembly is the mean of
the individual areas of the piston and of the cylinder; therefore as the pressure is
increased, the cylinder expands and the effective area becomes greater. The rate of
increase is usually, but not always, a linear function of the applied pressure. The piston
also suffers distortion from the end-loading effects and from the pressure of the fluid, but
to a much lesser extent than the cylinder. It is evident then, that the simple cylinder of 2-1
would be inadequate for a primary piston pressure gauge unless some means of
predicting the change in area were available.
The increase in the effective area of the simple cylinder is also accompanied by an
increase in the leakage of the fluid past the piston. Indeed, the leakage becomes so great
at some pressures that insufficient floating time can be maintained for a proper pressure
measurement.
In Figure 2-2, the pressure fluid is allowed to surround the body of the cylinder. The
pressure drop occurs across the cylinder wall near the top of the cylinder at point B, but
in the opposite direction to that of the simple cylinder in Figure 2-1. In consequence, the
elastic distortion is directed toward the piston, tending to decrease the area of the cylinder.
Again, the change in area with changing pressure places a limit on the usefulness of the
cylinder in 2-2 for it as a primary instrument. But some benefit results from the use of
this cylinder in the construction of a piston pressure gauge because higher pressures may
be attained without a loss in float time. A small sacrifice is made in the float time at
lower pressures because the total clearance between piston and cylinder must necessarily
be greater at low pressure for the cylinder in 2-2 than for the cylinder in Figure 2-1.
In the controlled-clearance design of Figure 2-3, the cylinder is surrounded by a jacket to
which a secondary fluid pressure system is connected. Adjustment of the secondary, or
jacket, pressure permits the operator to change the clearance between the cylinder and
piston at will. A series of observations involving piston sink rates at various jacket
pressures leads to the empirical determination of the effective area of the assembly.
Throughout the world, the controlled-clearance piston pressure gauge is an accepted
standard of pressure.
Piston pressure gauges having very high resolutions may be made by using simple and
reentrant cylinders. A determination of the distortion coefficients of such gauges may be
made by direct comparison with a controlled-clearance gauge. Most piston pressure
gauges have some elastic distortion, but some, used in the very low pressures, have only
small coefficients and, in some instances, correction for distortion may be neglected.
2-2
Page 15

General Piston Pressure Gauge Considerations
P
Calculations 2
Measurement of pressure with the piston pressure gauge is subject to uncertainties
resulting from effects other than those of elastic distortion. But, it was appropriate that
the subject of elastic distortion be discussed first, since this characteristic is largely
responsible for the various designs that have been developed.
Measurement processes proposed for high accuracy are disturbed by limitations in the
performance of the equipment, by small changes in the environment, and by operational
procedures. The disturbances can be reduced to a degree by exercising control of the
apparatus. Some of the disturbances are difficult to control; it is easier to observe their
magnitudes and apply corrections for their effects.
The factors that affect a pressure measurement process when conducted with a piston
pressure gauge are described below. It is important that the operator is acquainted with
these factors and become accustomed to recognizing their presence. The success of the
measurement will depend upon the degree to which control has been maintained, or to the
completeness by which corrections were applied for these factors.
• Elastic distortions of the piston and cylinder.
• Effects of gravity on the masses.
• Temperature of the piston and cylinder.
• Buoyant effect of the atmosphere upon the masses.
• Hydraulic and gaseous pressure gradients within the apparatus.
Calculations
For a consolidation of these various corrections, see Appendix A of this manual.
Appendix A contains a Pressure Calculation Worksheet (both SI and English units) with
instructions. The Pressure Calculation Worksheet will step the user through the necessary
corrections as applied to calibrations with a piston pressure gauge.
Measurement of Pressure with the Piston Pressure Gauge
Pressure results from the application of a force onto an area. Numerically, it is the
quotient of the force divided by the area onto which it is applied:
F
P =
Where:
F Represents the force
A Represents the area
A
Represents the pressure
2-3
Page 16

RUSKA 2470
P
Users Manual
Elastic Distortion of the Cylinder
Gravity
As the pressure is increased within a piston pressure gauge, the resulting stress produces
a temporary and reversible deformation of the cylinder. The net effect is a change in the
effective area of the piston-cylinder combination. If the change in the area is a linear
function of the applied pressure, the relationship may be described by the equation:
()
e
1 PbPbAA
2
++=
210
Where:
is the nominal pressure
A is the effective area at a pressure, P
e
A is the area of the piston-cylinder assembly at a reference pressure level
0
& bb are coefficients of elastic distortion which are determined experimentally
21
Since pressure is defined as force per unit area, anything that changes the force applied to
the piston of a piston pressure gauge also changes the pressure produced by that gauge.
Therefore, the effects of gravity on the masses loaded on the piston must be considered.
The gravity correction is usually very significant and must be used during calculations to
achieve the advertised accuracy of the piston pressure gauge.
Confusion has resulted from the English System of units concerning the terms, mass and
weight. The International System of units does not leave room for ambiguity and should
be used whenever possible.
It is recognized that some facilities still operate under the English System of units.
Therefore, this manual provides calibration data and calculation instructions in both the
English and the International System of units.
Corrections for local gravity can vary by as much as 0.5% thus it is very important to
have a reliable value for the local acceleration of gravity. A gravity survey with an
uncertainty better than 0.00001 m/s
Buoyant Effect of the Air
According to Archimedes's principle, the weight of a body in a fluid is diminished by an
amount equal to the weight of the fluid displaced. The weight of an object (in air) that has
had its mass corrected for the effects of local gravity is actually less than that corrected
value indicates. This reduction in weight is equal to the weight of the quantity of air
displaced by the object, or the volume of an object multiplied by the density of the air.
But the volume of an irregular shaped object is difficult to compute from direct
measurement. Buoyancy corrections are usually made by using the density of the material
from which the object is made. If the value of mass is reported in units of apparent mass
vs. brass standards rather than of true mass, the density of the brass standards must be
used. Apparent mass is described as the value the mass appears to have, as determined in
air having a density of 0.0012 g/cm³, against brass standards of a density of 8.4 g/cm³,
whose coefficient of cubical expansion is 5.4 x 10
mass in value (see reference 4).
2
is recommended.
-5
/ ºC, and whose value is based on true
2-4
Page 17

General Piston Pressure Gauge Considerations
g
Measurement of Pressure with the Piston Pressure Gauge 2
Although the trend is swinging toward the use of true mass in favor of apparent mass,
there is a small advantage in the use of the latter. When making calculations for air
buoyancy from values of apparent mass, it is unnecessary to know the density of the mass.
If objects of different densities are included in the calculation, it is not necessary to
distinguish the difference in the calculations. This advantage is obtained at a small
sacrifice in accuracy and is probably not justified when considering the confusion that is
likely to occur if it becomes necessary to alternate in the use of the two systems.
A satisfactory approximation of the force on a piston that is produced by the load is
given by:
Where:
Temperature
Piston pressure gauges are temperature sensitive and must, therefore, be corrected to a
common temperature datum.
Variations in the indicated pressure resulting from changes in temperature arise from the
change in effective area of the piston due to expansion or contractions caused by
temperature changes. The solution is a straightforward application of the thermal
coefficients of the materials of the piston and cylinder. The area corresponding to the new
temperature may be found by substituting the difference in working temperature from the
reference temperature and the thermal coefficient of area expansion in the relation as
follows:
p
p
AIR
BRASS
⎞
⎟
g
⎟
⎠
⎛
⎜
MF
−= 1
A
⎜
⎝
F is the force on the piston
M
is the mass of the load, reported as "apparent mass vs. brass
A
p
Is the density of the air
AIR
p Is the density of brass (8.4 g/cm³)
BRASS
is the acceleration due to local gravity
standards"
[]
rt
)(0)(0
()
rtcAA
−+= 1
Where:
is the effective area at temperature, t
A
)(0 t
is the effective area at zero pressure and reference temperature, r
A
)(0 r
c is the coefficient of thermal expansion
Reference Plane of Measurements
The measurement of pressure is linked to gravitational effects on the pressure medium.
Whether in a system containing a gas or a liquid, gravitational forces produce vertical
pressure gradients that are significant and must be evaluated. Fluid pressure gradients and
buoyant forces on the piston of a pressure balance require the assignment of a definite
AFP /=
position at which the relation
exists.
2-5
Page 18
RUSKA 2470
Users Manual
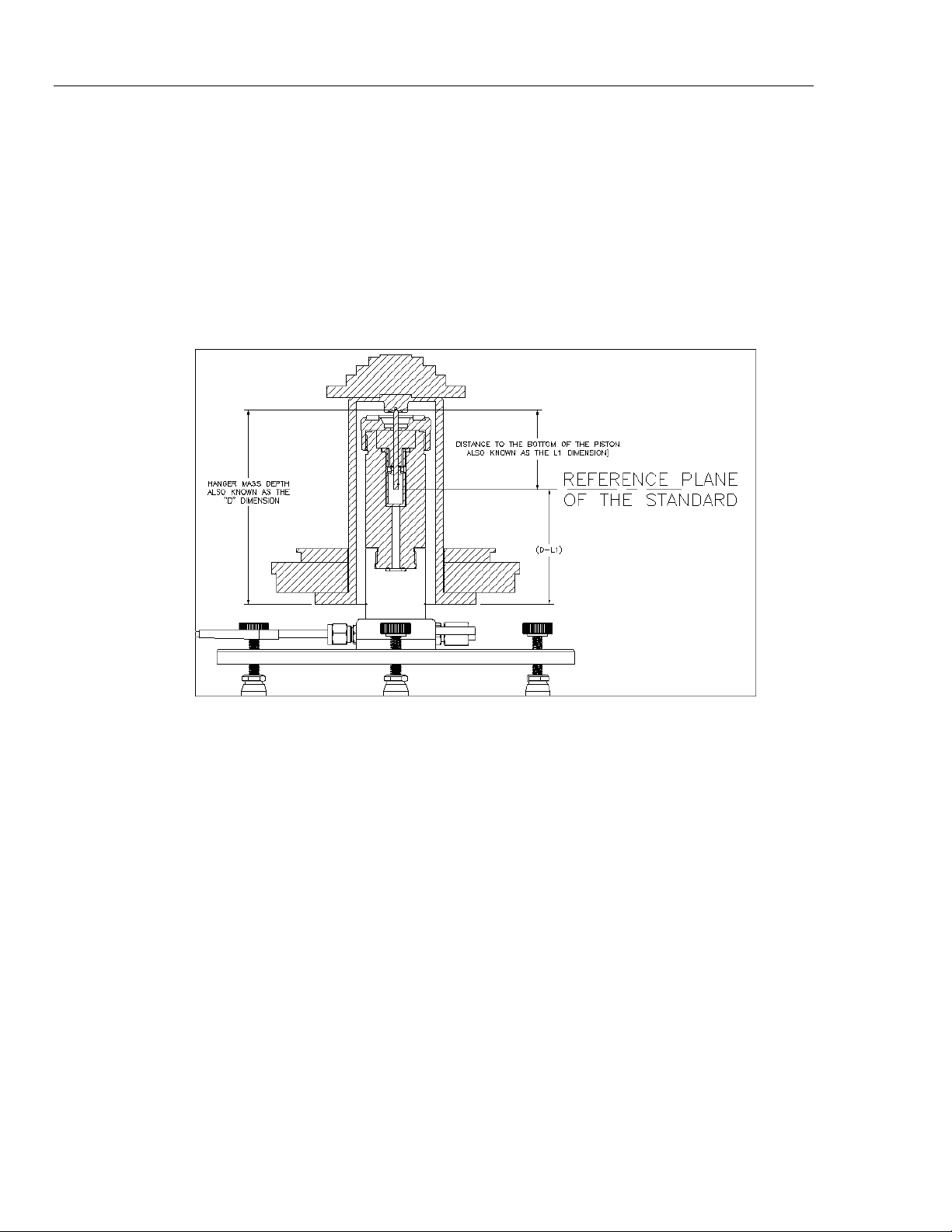
It is common practice to associate this position directly with the piston as the datum to
which all measurements made with the piston are referenced. It is called the reference
plane of measurement, and its location is determined from the dimensions of the piston.
If the submerged portion of the piston is of uniform cross section, the reference plane is
found to lie conveniently at the lower extremity as shown in 2-4. If, however, the portion
of the piston submerged is not uniform, the reference plane is chosen at a point where the
piston, with its volume unchanged, would terminate if its diameter were uniform.
The reference plane of the standard is the effective bottom of the measurement piston.
This location can be correlated to the index on the mass stack using the L1 dimension
(found on Calibration Report for the Piston/Cylinder) and the D Dimension (found on
Calibration Report for the Mass set).
Figure 2-4. Reference Plane Determination
glg02.bmp
When a pressure for the piston pressure gauge is calculated, the value obtained is valid at
the reference plane. The pressure at any other plane in the system may be obtained by
multiplying the distance of the other plane from the reference plane by the pressure
gradient and adding (or subtracting) this value to that observed at the piston reference
plane.
2-6
Page 19
General Piston Pressure Gauge Considerations
Measurement of Pressure with the Piston Pressure Gauge 2
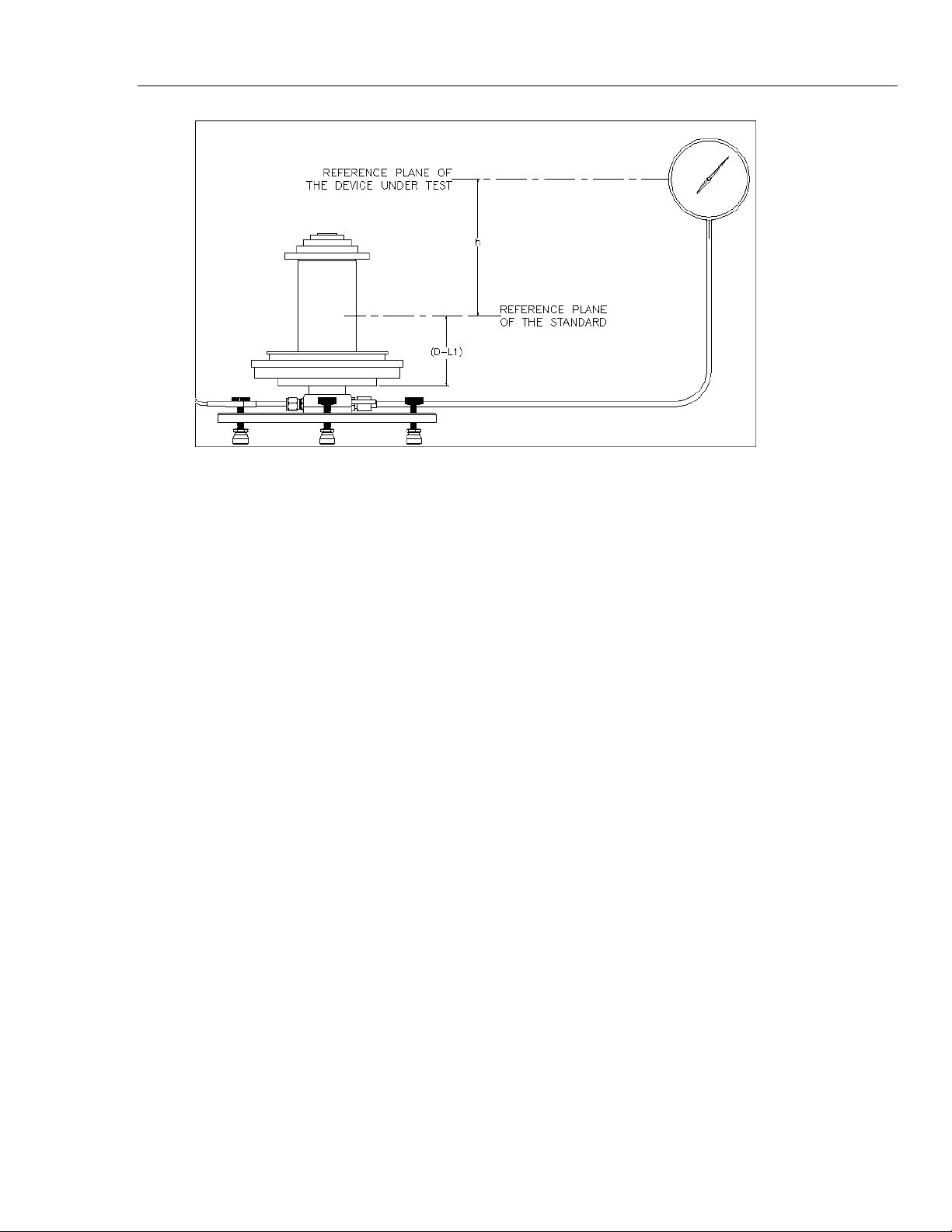
Figure 2-5. Head Correction Measurement
glg03.bmp
()
AIRmH
ghPPP
**−=
Where:
h is the vertical distance between the reference plane of the Standard and
the reference plane of the DUT (Device Under Test)
ρ
is the density of the air
air
ρ
is the density of the test media
m
g is the acceleration due to local gravity
L1 is the vertical distance from the mass loading location to the effective
bottom of the piston.
D is the vertical distance from the mass loading location to the bottom of
the Hanger Mass
Note
For instances where the reference plane of the DUT is LOWER than the
reference plane of the standard, the h is a negative number and therefore
becomes a negative number.
P
H
In addition, gas lubricated piston pressure gauge calculations should account for the fact
that the pressure gradient mentioned in the preceding paragraph changes as system
pressure is changed. This is because the specific gravity of gas varies as a function of
pressure, not remaining approximately constant, as does a hydraulic fluid.
2-7
Page 20

RUSKA 2470
Users Manual
Crossfloating
For good work, a piston pressure gauge should be provided with an index mark for
associating the reference of the piston with other planes of interest within a system. The
design of this index will vary with the design and manufacture of the instrument, it may
be in the form or an index rod with scribed lines on it, an index groove on the column of
the instrument, or, other type of fixed indicator. Not only does the mark serve to establish
fixed values of pressure differences through a system, it indicates a position of the piston
with respect to the cylinder at which calibration and subsequent use should be conducted.
If the piston is tapered, it is important to maintain a uniform float position for both
calibration and use. This Position is referred to as the “Mid-Float” position as it
represents the middle of the calibrated range of the Piston/Cylinder.
In normal operation, the system is pressurized until the piston is in a floating position
slightly above the index mark. After a period of time, the piston and its load will sink to
the line at which time the conditions within the system are stable. If there is a question as
to the error that may be produced by accepting a float position that is too high or too low,
the error will be equivalent to a fluid head of the same height as the error in the float
position. This statement assumes that the piston is uniform in area over this length.
It was mentioned earlier that some piston pressure gauges must be calibrated against a
standard gauge. In the jargon of the laboratory, this process is called crossfloating. When
crossfloating one gauge against another, the two are connected together and brought to a
common balance at various pressures. The balancing operation is identical with that
employed on an equal-arm balance where the mass of one object is compared to another.
In each instance the operator must decide when the balance is complete. In a crossfloat,
the two gauges are considered to be in balance when the sink rate of each is normal for
that particular pressure. At this condition there is no pressure drop in the connecting line,
and consequently no movement of the pressure medium. The condition can be difficult to
recognize, particularly if there is no means of amplification in the method of observing.
The precision of the comparison will depend directly upon the ability of the operator to
judge the degree to which the balance is complete. This procedure is repeated for several
pressures, and the values of areas obtained are plotted against the nominal pressure for
each point. A least-squares line is fitted to the plots as the best estimate value of the area
at any pressure.
2-8
There are two accepted methods for determining the balance of the two pressures. First,
the sink rates can be observed and graphed using high sensitivity sensors. Second, a
sensitive null-pressure transducer can be interposed which will display small pressure
differences directly.
When using a suitable amplifying device, the scatter in the plotted areas from a good
quality piston gauge should not exceed a few parts per million.
Bibliography
1. Bridgman, P. W., The Physics of High Pressure, G. Bell & Sons, London, 1952.
2. Cross, J. L., "Reduction of Data for Piston Gauge Pressure Measurements". NBS
Monograph 65 (1963).
3. Dadson, R. S., "The Accurate Measurement of High Pressures and the Precise
Calibration of Pressure Balances", Proc. Conf. Thermodynamic and Transport
Properties of Fluids, London, pp. 32-42, 1957, Institute of Mechanical Engineers.
4. "Design and Test of Standards of Mass", NBS Circular No. 3 (Dec., 1918), Included
in NBS Handbook 77, Volume III.
5. Johnson, D. P., J. L. Cross, J. D. Hill, and H. A. Bowman, "Elastic distortion Error in
the Dead Weight Piston Gauge", Ind. Engineering Chem., 40, 2046 (Dec., 1957).
Page 21

General Piston Pressure Gauge Considerations
Measurement of Pressure with the Piston Pressure Gauge 2
6. Johnson, D. P., and D. H. Newhall, "The Piston Gauge is a Precise Measuring
Instrument", Trans. of ASME, April, 1953.
7. Newhall, D. H. and L. H. Abbot, "Controlled-Clearance Piston Gauge",
Measurements and Data, Jan.-Feb. 1970.
8. "Pressure Measurement", Measurements & Data Home Study Course, No. 17,
Measurements and Data. September-October, 1969.
9. Tate, D. R., Gravity Measurements and the Standards Laboratory, National Bureau of
Standards Technical Note No. 491 (1969).
10. Heydemann and Welch, Chapter 4, Part 3, "Pure and Applied Chemistry",
Butterworths.
11. Kirk K. Mosher, Ruska Instrument Corporation, "The Traceability Chain of the
Piston Pressure Gauge to NIST", presented at the Canadian National Conference of
Standards Laboratories, 1991.
12. Ken Kolb, Ruska Instrument Corporation, "Reduced Uncertainty and Improved
Reliability for the Pneumatic Piston Pressure Gauge through Statistical Process
Control" published in the "Proceedings" for the Annual Measurement Science
Conference, 1991.
2-9
Page 22

RUSKA 2470
Users Manual
2-10
Page 23

General Information
The RUSKA Gas Lubricated Piston Pressure Gauge, model 2470 is a pneumatic pressure
standard designed for the accurate generation and measurement of gas pressures to
3000 psig. This measurement is accomplished in the basic manner of using the
fundamental pressure equation PRESSURE = FORCE/AREA (see Chapter 2, General
Piston Pressure Gauge Considerations, for more information). The gauge is used as the
precision measuring device in the RUSKA Gas Lubricated Piston Pressure Gauge System.
It may be seen from the above general equation that when a known force produced by a
known mass is applied to a piston of a known area, a pressure will be produced that may
be calculated (see Appendix A for detailed information). The RUSKA gauge is arranged
for the application of carefully determined masses on a piston of known area.
Chapter 3
Description
A key feature of the gauge is its ability to accurately reproduce its performance at the
lower pressures. The low viscosity of the gas provides excellent lubrication for the
close-fitting piston/cylinder assembly. Relative motion between the piston and cylinder is
necessary and is obtained by hand rotation of the masses and table which will then
distribute the gas molecules throughout the annulus of the assembly. It is the relative
absence of friction between piston and cylinder walls that characterizes the performance
for which the gauge is so highly respected.
The nominal range of pressure (interval) over which the gauge is capable of operating is
the span from 1.4 kPa (0.2 psig) to 20.6 MPa (3000 psig). This interval is covered by
three interchangeable piston/cylinder assemblies having sufficient overlap for
establishing continuity of measurement and for making detailed investigations of
subintervals within the total range (span).
Some of the most important industrial uses of the gas lubricated piston pressure gauge is
that of a standard for calibrating transducers, Bourdon-tube type gauges, manometers,
and other dead weight gauges. Frequently, the gauge is used in combination with the
pressure null transducer (RUSKA model 2413 or similar) for cross float calibrations
between gaseous and hydraulic media.
3-1
Page 24

RUSKA 2470
Users Manual
Description of the Mass Set
Description of the Gauge Base
All masses of the Mass Set as supplied with this gauge are made of non-magnetic,
austenitic (series 300) stainless steel (1). They are machined from rolled stock or forgings,
and the removal of any metal is performed in such a way as to maintain balance about the
centerline. Final mass adjustment is usually accomplished by drilling a symmetrical
pattern of holes concentric with the axis.
The Gauge base incorporates simple, sturdy construction and is equipped with three
adjustable feet.
1. Mass carrier composite construction 300 Series, Non-magnetic, Austenitic, Stainless
Steel and other non-magnetic material.
The base has an integral thermowell to accommodate a glass thermometer, or
precision temperature probe (Platinum Resistance Thermometer). The thermowell
allows for accurate temperature measurement of the test media and Piston/Cylinder.
The base features pre-drilled holes to facilitate installation of inductive Float Position
sensors (RUSKA Model 2456 Piston Gauge Monitor or equal).
The most exciting feature of the base is the “Split-Column” design. This design
allows for piston cylinders of different configuration to be mounted on the same base
and operated with the same mass set. The Split Column allows for the operation of
the base with the standard 2470 Piston/Cylinder as shown in Figure 3-1 and with the
2468 Low-Range or the 2468 Mid-Range Piston/Cylinders as shown in Figure 3-2.
3-2
Figure 3-1. Base with 2470 P/C Installed
gmq04.bmp
Page 25

Description
Description of the Gauge Base 3
Figure 3-2. Base with 2468 P/C Installed
gmq05.bmp
3-3
Page 26

RUSKA 2470
Users Manual
3-4
Page 27

Introduction
The gauge should be installed in a room where the temperature is maintained between
18 ºC to 28 ºC. The actual temperature is not as important as the stability in temperature.
There should not be excessive personnel traffic and air drafts. Airborne dust is
undesirable, but clean-room standards are not required.
1. Remove the gauge from its shipping box and locate it on a clean, level, sturdy work
surface. The surface should be able to support fifty pounds of weight without
deflecting and be secure enough to be free from vibration.
Chapter 4
Installation
2. Level the base by turning the three leveling screws until the bubble in the level vial is
centered.
3. Connect the pressure housing fitting to the pressurizing source and to the test
instrument with 1/4" O.D. stainless steel tubing which has a working pressure rating
of 3,000 psi or more. The tube requires a 37 degree flare for AN4 tube nut. Final
tightening of the tube nuts should be delayed until after the base has been leveled.
The pressure housing may be reoriented on the base if it is desired, but when the
thermometer is on the left side, the numerals are inverted.
4. The pressurizing source should appropriate regulator, valves, and system volume
adjuster to control the supply gas pressure from 0 to 3000 psi. Refer to Figure 4-2 for
the recommended plumbing schematic. The RUSKA Series 3990 Manual Pressure
Control Packs is recommended for this application.
5. Loosen the tube nut to the pressure housing fitting and level the instrument base.
6. Lock the level screws with the nuts located beneath the base plate. A 7/16" open-end
wrench is required.
7. Tighten the pressure fitting nut being careful that the residual stress in the connecting
tube is small and that the instrument base is not forced out of level.
If the RUSKA 2456 Piston Gauge Monitor is being used with the instrument. Attach the
RUSKA 2456 to the instrument base as follows:
1. Install the PRT holder fitting in the thermowell on the base.
2. Install the PRT (Platinum Resistance Thermometer) in the fitting using a dab of Heat
sink compound on the tip of the PRT. (Heat sink compound is provided with the kit
which adapts the RUSKA 2470 base to the RUSKA 2456). The heat sink compound
will reduce the response time of the PRT.
3. Mount the (2) FPI spacer blocks (P/N 2455-2470-001) to the top of the base plate as
shown in Figure 4-1 using the screw provided.
4-1
Page 28

RUSKA 2470
Users Manual
4. Mount the FPIs (Float Position Sensors) to the blocks, orient the FPI sensors such
that their cables are trail away from the base in the same direction as the PRT cable.
5. Route the cables from the FPIs and the PRT such that they do not interfere with other
activities on the calibration bench.
6. Connect the PRT and FPIs to the RUSKA 2456 per instructions found in the RUSKA
2456 Manual.
7. Readjust the leveling screws if necessary until gauge is level in 2 axes by using the
bubble gauge.
8. Install the desired piston and cylinder assembly into the housing. See Chapter 5,
Operation, for operation of the gauge.
9. If the optional glass thermometer is being used, insert it into the 1/4 NPT hole in the
right hand side of the Base Assembly. The graduated end of the thermometer will
protrude through the hole in the right hand side of the base casting. Here too, a small
amount of heat sink compound applied to the bulb of the thermometer will shorten
the response time of the thermometer.
W Caution
Always remove the thermometer before shipping the gauge
base.
4-2
Figure 4-1. FPI Mounting - RUSKA 2456 Piston Gauge Monitor
gmq06.bmp
Page 29

Installation
Introduction 4
Figure 4-2. Plumbing and Recommended Ancillary Equipment
gmq07.eps
4-3
Page 30

RUSKA 2470
Users Manual
4-4
Page 31

Precautions
1. Do not over pressure the piston
2. Do not increase or decrease the pressure in the gauge rapidly. Always use a metering
valve for flow control. If possible, hold a hand lightly on the weights to protect the
piston from injury. The maximum rate is 0.7 MPa (100 psi) per minute.
3. Before operation, be sure the retaining ring of the high pressure piston is securely
in place.
4. Do not operate the gauge with a dirty or sticky piston.
Chapter 5
Operation
5. Do not rotate the pistons against the upper or lower stop longer than necessary
because the bearings, of necessity, are not lubricated.
6. Because of extremely small tolerances between mating parts, every effort should be
made to insure careful handling of gauge parts. All parts, especially those concerned
with the piston and cylinder, should be kept scrupulously clean. Acid from finger
prints can etch a piston or cylinder. Handle piston and cylinder using cotton gloves
on the hands to prevent acid etching of piston and cylinder walls.
7. Pistons and cylinders are matched assemblies. Each piston will operate properly only
in its particular cylinder.
8. Any sound which indicates metal-to-metal contact between the piston and cylinder is
a signal for the operator to stop the gauge immediately. Failure to do so may cause
damage to the piston and/or cylinder.
9. Always give the serial number of the instrument when ordering replacement parts.
10. The circular weight-loading table of the Low Range Piston must never be permitted
to enter the bore of the mating cylinder. The assembly must always be handled as
described in Chapter 6, Piston/Cylinder Cleaning Instructions. Precautions must
always be taken to prevent uninformed and inexperienced persons from carelessly
picking up this assembly for inspection.
11. The Low Range Piston/Cylinder (2460-5) must always be assembled in the cylinder
housing with the O-ring relief on the cylinder in the downward position.
See Figure 5-1.
5-1
Page 32

RUSKA 2470
Users Manual
General
The cross-section drawings of the Gauge found in Figures 5-1, 5-8 and 5-12 will aid in
identifying and assembling the appropriate parts, and in determining the order of
installation.
If the High Range Piston Assembly is to be used, the 2470 Column adapter is required.
1. If not in place, remove the 2465/2468 P/C from the column, store safely in its P/C
container per instructions below.
2. Install the 2470 style column top (P/N 2470-1-143). Tighten the column top firmly
by hand while holding the bottom section of the column with the opposite hand. The
column adapter should make a pressure tight seal against the Column O-ring
(P/N 54-703-109).
3. The O-Ring should be lightly lubricated with Dupont Krytox Grease (45-351) before
installation. All excess lubricant should be wiped off, leaving only a slight film
Conversely the Low or the Mid-range P/C is to be used:
1. Remove the 2470 P/C from the column and store it in the P/C shipping container.
2. Unscrew the 2470 style column top and install the 2465 style Pressure housing
adapter (P/N 2465-4-1).
3. Tighten the column top firmly by hand while holding the bottom section of the
column with the opposite hand. The column adapter should make a pressure tight seal
against the Column O-ring (P/N 54-703-109).
4. The O-Ring should be lightly lubricated with Dupont Krytox Grease (45-351) before
installation. All excess lubricant should be wiped off, leaving only a slight film.
Low Range Piston Assembly
Refer to Figures 5-1, and 5-2. If the Low Range Piston Assembly is to be used:
1. Drop the filter (24-580) and filter retainer (2460-4-27) into the base.
2. Drop the lower thrust bearing (2460-4-25) into the recess at the top of the filter
retainer. (See Figure 5-2.) The O-ring (54-703-119) rests on top of the filter retainer
and seals against the bottom of the cylinder.
3. The O-Ring should be lightly lubricated with Dupont Krytox Grease (45-351) before
installation. All excess lubricant should be wiped off, leaving only a slight film
The lower thrust bearing must be in the gauge when the Low Range Piston is being used.
5-2
Page 33

Operation
Low Range Piston Assembly 5
Figure 5-1. Section View, Low Range Piston/Cylinder
gmq09.bmp
5-3
Page 34

RUSKA 2470
Users Manual
Filter
Retainer
2460-4-27
O-ring
54-703-119
Piston
Upper Thrust
Washer
2460-5-5
Filter
24-580
Lower Thrust
Bearing
2460-4-25
Figure 5-2. Parts Required For Low Range Piston Operation
Cylinder Upper Thrust
Bearing
2460-5-6
W Caution
When handling the Low Range Piston and Cylinder Assembly,
do not allow the weight loading table to enter the cylinder bore.
When handling the assembly, maintain a firm grasp on the
weight loading table until the assembly is in the housing.
See Figures 5-3, 5-4, and 5-5 for proper handling of the
Low Range Piston and Cylinder.
gmq10.eps
5-4
Figure 5-3. Removing Low Range Piston and Cylinder from Container - Step 1
gmq11.bmp
Page 35

Operation
Low Range Piston Assembly 5
Figure 5-4. Removing Low Range Piston and Cylinder from Container - Step 2
Figure 5-5. Handling the Low Range Piston and Cylinder - Step 3
gmq12.bmp
gmq13.bmp
4. The Low Range Cylinder (2460-5-1) and Low Range Piston Assembly (2460-55)
should then be placed in the gauge after being cleaned according to the instructions in
Chapter 6, Piston/Cylinder Cleaning Instructions.
W Caution
The O-ring groove on the cylinder should be in the downward
position when the cylinder is placed in the gauge. See Figures
5-1 and 5-6.
5-5
Page 36

RUSKA 2470
Users Manual
Figure 5-6. Low Range Piston and Cylinder Showing O-Ring Groove
gmq14.bmp
5. When screwing the Retaining Cap (2460-4-7) onto the cylinder, a slight upward force
may be necessary on the piston to properly seat the Piston Retainer (2460-5-5) into
the inner recess of the Retaining Cap. See Figure 5-7.
5-6
Figure 5-7. Positioning the Upper Thrust Washer/Piston Retainer in the Cylinder Retaining Cap
Recess
gmq15.bmp
6. Tighten this cap securely by hand while holding the column with the opposite hand.
7. Before proceeding, check the level vial to verify that the base is level, adjust the level
of the base if necessary.
Page 37

Operation
Mid Range Piston Assembly 5
8. Install the weight adapter (P/N 2465-2470-736) to the top of the low range piston
cylinder. Take care to account for the adapter in the pressure calculations.
• Add the Mass of the adapter to the tare for the Piston
• Add the height of the adapter to the L1 dimension for the Cylinder
(approximately .21 inches)
The gauge is now ready for operation.
Mid Range Piston Assembly
Refer to Figures 5-8, 5-9, 5-10, and 5-11.
If the Mid Range Piston Assembly is to be used:
1. The Lower Thrust Bearing (2460-4-25) mentioned in the preceding section,
Chapter 5, Low Range Piston Assembly, must be left in the gauge with the Filter,
Filter Retainer, and O-Ring as described in that section.
2. Next, insert the Lower Cylinder Spacer, O-Ring, and the piston and cylinder after
they have been cleaned according to the instructions in Chapter 6, Piston /Cylinder
Cleaning Instructions. The O-Rings should be lubricated with Dupont Krytox 240
Grease (45-351) before installation. All excess lubricant should be wiped off, leaving
only a slight film.
3. Place the Cylinder Retainer (2460-70-2) over the cylinder.
4. Place the Cylinder Retaining Cap (2460-4-7) onto the housing.
5. Tighten this cap securely by hand while holding the column with the opposite hand.
6. Before proceeding, check the level vial to verify that the base is level, adjust the level
of the base if necessary.
7. Install the weight adapter (P/N 2465-2470-736) to the top of the low range piston
cylinder. Take care to account for the adapter in the pressure calculations.
• Add the Mass of the adapter to the tare for the Piston
• Add the height of the adapter to the L1 dimension for the Cylinder
(approximately .21 inches)
The gauge is now ready for operation.
5-7
Page 38

RUSKA 2470
Users Manual
5-8
Figure 5-8. Section View, Mid Range Piston/Cylinder
gmq16.bmp
Page 39

Operation
Mid Range Piston Assembly 5
Filter
Filter
Retainer
2460-4-27
Lower
Thrust
Bearing
O-Rings
54-703-119
Lower
Cylinder
Spacer
Piston/Cylinder
Assembly
2460-70-3
Figure 5-9. Parts Required for Operation of the Mid Range P/C
Upper Cylinder
Spacer
2460-70-2
gmq17.eps
Figure 5-10. Mid Range Piston/Cylinder Assembly
gmq18.bmp
5-9
Page 40

RUSKA 2470
Users Manual
Upper Thrust
Bearing 2460-21
Piston
Retaining Nut
Cylinder
(Thrust Block)
Figure 5-11. Retaining Nut and Bearing
High Range Piston Assembly
Refer to Figure 5-12, 5-13, 5-14 and 5-15.
The High Range Piston and Cylinder is installed as follows:
1. Insert the Filter (2470-1-9), Filter Retainer (2470-1-8), and O-Ring (54-703-112) into
the column as shown in Figure 5-15. The O-Ring should be lubricated with Dupont
Krytox 240 Grease (45-351) before installation. All excess lubricant should be wiped
off, leaving only a slight film.
2. The piston and cylinder, after they have been cleaned in accordance with the cleaning
instructions in Chapter 6 and assembled per Figure 5-12, paying particular attention
to the orientation of the Thrust Bearing (2470-8). Verify that the Pin Vise 90-870, has
been cleaned and is free of any grease or dirt.
3. Gently clamp top end of the piston/cylinder assembly in the pin-vise as shown in
Figure 5-14. Take care to clamp the vise only on the uppermost .25 inches (6 mm) of
the piston.
4. Gently lift the Piston/Cylinder/Bearing assembly and place it into the column.
gmq19.eps
5-10
5. Remove the pin vise. Whenever carrying the Piston/Cylinder assembly with the pin
vise, protect the piston/cylinder from damage due to falls by positioning one’s free
hand below the assembly as shown in Figure 5-14.
6. Tighten the Cylinder retaining cap (2470-1-4) securely by hand while holding the
column with the opposite hand.
7. Before proceeding, check the level vial to verify that the base is level, adjust the level
of the base if necessary.
The gauge is now ready for operation.
Page 41

Operation
High Range Piston Assembly 5
When working at high pressures (over 100 psi), or after reducing a high pressure to a
lower pressure, the high range piston can sometimes seem sticky even if it is clean.
Rotating the masses while gently bouncing the weights up and down usually frees the
piston in a minute or so. However, if the piston is actually dirty, no amount of rotating or
bouncing will make it perform properly. In that case the piston and cylinder must be
cleaned.
Figure 5-12. Section View, High Range Piston/Cylinder
gmq20.bmp
5-11
Page 42

RUSKA 2470
Users Manual
Figure 5-13. Parts Required for High Range Piston Operation
Figure 5-14. Always Use Two Hands to Carry a Piston/Cylinder Assembly
gmq21.bmp
gmq22.bmp
5-12
Page 43

Operation
Establishing Pressure 5
Figure 5-15. Order of Installation
Establishing Pressure
Gauge Pressures
Pressure should be admitted slowly into the gauge, preferably through a metering valve.
It is very convenient to have a volume adjusting pump such as RUSKA Series 3990
Manual Pressure Control Packs to adjust the system pressure. The RUSKA Series 3990
Manual Pressure Control Packs provides a supply gas regulator, valves, monitor gauge,
and system volume adjuster all integrated into a compact package. The RUSKA Series
3990 Manual Pressure Control Packs facilitates the control of the input pressure to the
gauge and provides facility to change the float position.
The index mark for the plane of reference on the RUSKA 2470 base is a circumferential
groove around the base of the column. This reference is compared to the bottom face of
the hanger mass as shown in Figure 5-16.
gmq23.bmp
5-13
Page 44

RUSKA 2470
Users Manual
Figure 5-16. Float Position
When the piston is floating and rotating slowly (suspended on a gas cushion between
piston stops) and not oscillating and the system is at equilibrium, and the Floating
position of the piston is within +/- .06 inches (1.5 mm) of the Mid-float line on the
column, a reading may be taken. To reduce the variability of the process, it is a “best
practice” for the metrologist to take the reading at mid-float every time.
The weights are to be rotated slowly by hand. The weights will rotate for sometime
before they begin to slow. When the rotation of the weights comes to a stop, they can be
rotated in the opposite direction. This allows the operator to observe any irregularities in
the motion of the piston. For example, if the piston and weights begin to loose rotation
speed very quickly, a dirty piston and cylinder is indicated. Chapter 6 of this manual,
Piston/Cylinder Cleaning Instructions, includes detailed information for piston
cleanliness checks.
A thermometer well is provided on side of the gauge base opposite the pressure fitting. If
a glass thermometer is preferred, one is provided with the base. Thermometer
(P/N 99291-145-28-SB) is filled with a mercury-free temperature media.
Pressure corrections for temperature, head height, Gravity, etc, are made according to the
calculations and worksheets found in Appendix A.
Automating the Calculations and Data Storage
Performing the pressure correction calculations and documenting calibration data
requires many redundant calculations and tedious recordkeeping. To facilitate this
process and reduce the labor of these activities, the RUSKA 2456 Piston Gauge Monitor
is a highly recommended. The RUSKA 2456 is equipped with a precision PRT (Platinum
Resistance Thermometer) and electronic Float Position sensors.
gmq08.bmp
5-14
Pressure corrections for temperature, head height, Gravity, etc, are made according to the
calculations and worksheets found in Appendix A.
The RUSKA 2456 is provided with a copy of the RUSKA WinPrompt
RUSKA 2456 captures real time information for float position and P/C temperature and
feeds this data into the RUSKA WinPrompt
®
software (running on the customer’s
®
software. The
computer). WinPrompt® automates all of the calculations performed on the Pressure
Calculation worksheet noted in Appendix A.
Page 45

Operation
Maintenance of the Gauge 5
• WinPrompt
®
provides simplicity and efficiency combined with accuracy and
consistency in pressure generation and measurement using a deadweight gauge. It
automatically converts pressure to mass and mass to pressure while correcting for
piston temperature, head height, absolute and gauge references, local gravity, and air
density. WinPrompt
®
can be operated from a single window for industrial use or
from additional detailed windows available for the metrologist.
®
WinPrompt
Features:
• Stores calibration coefficients for working standards including piston/cylinder
effective area, thermal coefficient of expansion, pressure deformation coefficients,
and all calibrated mass values and associated density. It also stores all of the critical
system and environmental parameters including local gravity, head corrections, and
air density.
• Performs all necessary calculations of pressure-to-mass and mass-to-pressure in both
S.I. and English units.
• Computes the buoyant effect of the ambient air on the piston gauge masses and
compensates accordingly.
• Creates calibration procedures for performing repetitive type calibrations. Procedures
include sequence of pressure values, pressure reference, corrections, and window
sizes and locations.
• Captures and saves information for direct import into Microsoft Word, Microsoft
Excel, and other DDE-enabled applications for custom reports. Saves all information
captured during the calibration for review and re-printing of calibration reports.
®
• Additionally, WinPrompt
supports several interfaces to RUSKA deadweight gauges
that can provide:
• Direct acquisition of float position, sink rate, piston temperature, vacuum, ambient
temperature, barometric pressure, and humidity with continuous correction of
calculated pressure.
• Real-time graphing of acquired values.
Leaks
Leaks in the pressure system that is used with the gauge cannot be tolerated. Small leaks
cause rapid piston fall rates and can create an error in the measured pressure. Every effort
should be made to insure a leak-free system.
Maintenance of the Gauge
The gauge has no moving parts other than the Piston/Cylinder assemblies. The gauge requires no
maintenance other than the periodic cleaning of the piston/cylinder assemblies and replacing
O-rings as necessary. O-Rings should be lightly lubricated with Dupont Krytox Grease (45-351)
before installation. All excess lubricant should be wiped off, leaving only a slight film.
5-15
Page 46

RUSKA 2470
Users Manual
5-16
Page 47

Chapter 6
Piston / Cylinder Cleaning Instructions
General Information and Preparation
When it is necessary to clean the Piston/Cylinder Assembly, the Piston Pressure Gauge
must be partially disassembled and some of the components set aside until later. Upon
removal of the internal components, a degree of risk is involved because of the possibility
of exposing the parts to harmful dirt, corrosive fingerprints, and being dropped to the
table or floor. The small, carbide measuring piston will not likely survive an accidental
drop. The remainder of the components, if dropped, may also be damaged to the extent of
sustaining raised burrs and may no longer be useable.
Each manual operation that is performed on a mechanical device is accompanied by a
finite degree of damage. The damage, however small it may be for the individual
operations, is cumulative. It results from the imperfect execution of each manual
operation. After a given length of time, the device may be expected to fail because of
performance deterioration beyond the level of tolerance. It is important, therefore, to
perform the manual operations with the greatest possible skill in order to keep the
harmful side effects at a minimum.
There are two types of contamination that affect not only the performance of a piston
pressure gauge but also the mechanical state of the critical components. One contaminant
is the ordinary hard particle of matter that scratches and abrades the finely-finished
surfaces as it becomes entrapped between the close-fitting members. The scratches
invariably result in raised edges from the displacement of the metal and spoil the original
relationship of the members. The second type of contaminant is of a chemical nature and
produces harmful effects by attacking the finished metallic surfaces in a corrosive manner.
Ordinary fingerprints contain water-soluble, acidic salts, having extremely high corrosive
activity with the metals of the critical instrument parts. Since these parts must necessarily
be handled in making a piston exchange, they may be protected from exposure to both
types of contaminants by the use of clean paper wipers.
There are a number of industrial paper wipers such as Kimwipes available that are
relatively free of lint. After a little practice, the corrosion-sensitive parts may be safely
handled with these wipers instead of with the bare fingers. Even when using the wipers as
insulators, the hands should first be washed and thoroughly dried before beginning the
disassembly.
The space allotted to the discussion of cleanliness is not intended to imply to the
technician the impossibility of performing the job correctly, but rather to give him
reassurance that the results will be quite satisfactory if he follows common-sense
procedures of eliminating contaminations by use of proper techniques.
6-1
Page 48

RUSKA 2470
Users Manual
Functional Testing of Piston/Cylinder Assemblies
Being forewarned of the hazards, the technician should wipe the bench and all instrument
surfaces in the vicinity of the Piston Pressure Gauge before starting disassembly
operations. A wad of Kim-Wipes slightly wetted with a solvent, such as high grade
alcohol or acetone will help pick up particles that invariably accumulate near the gauge.
A clean space should be prepared on a work bench. Cover this space with paper towels so
that cleaned parts will not be contaminated.
REMOVE ALL PRESSURE FROM THE PISTON PRESSURE GAUGE BY VENTING
THE PRESSURE HOUSING TO THE ATMOSPHERE.
Unscrew the knurled retaining cap from the top of the housing and lay it aside on a clean
Kim-Wipe.
The piston/cylinder assembly should be tested for cleanliness and proper operation before
and after each use. Perform the following steps to test for proper operation and to show
that the assembly is clean.
1. Install the piston/cylinder assembly into the DWG base and secure the retaining cap.
2. Pressure the base until the piston alone is floating near mid-stroke.
3. With a gentle stroke of the finger, rotate the piston while also causing it to bounce in
the cylinder. After a few strokes allow the piston to coast on its own. Although the
rotation of the mid and high ranges may be lengthy, the free rotation of the low range
may last only a brief few seconds. At any rate, all ranges should rotate freely with no
sudden changes in rotation speed and should coast to a gradual stop. The last bit of
rotation just before stopping is often the most useful in judging if the piston is
functioning correctly.
4. If the piston does not perform as indicated above, it should be cleaned and retested. If
the subsequent cleaning does not improve the results, the assembly may be damaged
and should not be used until a qualified inspection is made as to the source of the
failure.
Cleaning the Low Range Piston/Cylinder Assembly
Cleaning supplies (refer to Figure 6-1) consist of:
• Solvent, such as high grade alcohol or acetone
• Low-lint paper wipers, such as Kimberly Clark, Kimwipes number 34155
• Cleaning tool number 2460-56
• Wooden applicator sticks, such as Puritan number 807-12
• Cashmere Bouquet brand hand soap
• Bottle brush, such as RUSKA part number 7-682
• Size 0 rubber stopper, such as RUSKA part number 81-536
• Warm tap water
6-2
1. Prepare a clean work area near a running tap water source.
2. Prepare several sets of folded wipers as shown in Figures 6-2 through 6-4. Two
wipers can be folded together for wiping the outside of the piston and cylinder. A
single folded wiper can be inserted into, then wrapped around the cleaning tool for
cleaning the bore of the cylinder.
3. Disassemble the piston/cylinder assembly.
4. Pre-clean the piston and cylinder using solvent soaked wipers.
Page 49

Piston / Cylinder Cleaning Instructions
Cleaning the Low Range Piston/Cylinder Assembly 6
5. Prepare additional wipers as necessary for drying the piston and cylinder once they
have been washed with soap and water.
6. Scrub the bore of the cylinder using a soft bottle brush, Cashmere Bouquet soap and
warm tap water.
7. Rinse thoroughly and dry immediately using the pre-folded wipers wrapped around
the cleaning tool.
8. Set the cylinder aside and cover with a clean dry wiper.
9. Insert the rubber stopper into the bottom of the piston.
10. Using a soft paper wiper, Cashmere Bouquet soap and warm tap water, scrub the
outside of the piston.
11. Rinse thoroughly and dry immediately. The rubber stopper can be removed after
drying, but be careful not to touch the piston body.
12. Set the piston aside and cover with a clean dry wiper. Allow the piston and cylinder
to set for about 15 minutes before reassembly.
13. Clean the upper thrust bearing and washer using solvent soaked wipers and set aside.
14. Inspect the O-ring for any sign of damage, replace as necessary.
15. Apply a slight amount of lubricant to the O-ring and wipe off any excess.
16. Place the cylinder upright (the O-ring groove at the bottom) on the work area.
17. Carefully insert the piston into the top of the cylinder and allow it the sink freely into
the cylinder. Do not force the piston into the cylinder or it may be damaged. If lint
becomes a problem a clean dry gas source can be used to blow the lint off of the parts
prior to assembly.
18. Install the upper thrust bearing around the stem of the piston top.
19. Install the thrust washer on top of the thrust bearing.
20. Install the assembly into the instrument base and test according to Chapter 6,
Functional Testing of Piston/Cylinder Assemblies section.
Figure 6-1. Materials for Cleaning Low Range Piston/Cylinder
gmq24.bmp
6-3
Page 50

RUSKA 2470
Users Manual
Figure 6-2. Preparations for Cleaning the Low Range Cylinder
Figure 6-3. Preparing the Kim-Wipes - Step 1
gmq25.bmp
gmq26.bmp
6-4
Page 51

Piston / Cylinder Cleaning Instructions
Cleaning the Low Range Piston/Cylinder Assembly 6
Figure 6-4. Preparing the Kim-Wipes - Step 2
Figure 6-5. Preparing the Low Range Cleaning Tool - Step 1
gmq27.bmp
gmq28.bmp
6-5
Page 52

RUSKA 2470
Users Manual
Figure 6-6. Preparing the Low Range Cleaning Tool - Step 2
Mid Range Piston/Cylinder
Cleaning supplies (see Figure 6-7) consist of:
• Solvent, such as high grade alcohol or acetone
• Low-lint paper wipers, such as Kimberly Clark, Kimwipes number 34155.
• Cleaning tool No. 2460-70-5
• Wooden applicator sticks, such as Puritan No. 807-12.
• Cashmere Bouquet brand hand soap
• Bottle brush, such as RUSKA part number 7-681.
• Warm tap water
gmq29.bmp
6-6
Figure 6-7. Materials for Cleaning the Mid Range Piston/Cylinder
gmq30.bmp
Page 53

Piston / Cylinder Cleaning Instructions
Mid Range Piston/Cylinder 6
Figure 6-8. Preparing the Mid Range Cleaning Tool
gmq31.bmp
1. Prepare a clean work area near a running tap water source.
2. Prepare several sets of folded wipers as shown in Figures 6-2 through 6-4. Two
wipers can be folded together for wiping the outside of the piston and cylinder. A
single folded wiper can be inserted into, then wrapped around the cleaning tool for
cleaning the bore of the cylinder.
3. Disassemble the piston/cylinder assembly.
4. Pre-clean the piston and cylinder using solvent soaked wipers. Prepare additional
wipers as necessary for drying the piston and cylinder once they have been washed
with soap and water.
5. Scrub the bore of the cylinder using a soft bottle brush, Cashmere Bouquet soap and
warm tap water.
6. Rinse thoroughly and dry immediately using the pre-folded wipers wrapped around
the cleaning tool.
7. Set the cylinder aside and cover with a clean dry wiper.
8. Using a soft paper wiper, Cashmere Bouquet soap and warm tap water, scrub the
outside of the piston.
9. Rinse thoroughly and dry immediately.
10. Set the piston aside and cover with a clean dry wiper. Allow the piston and cylinder
to set for about 15 minutes before reassembly.
11. Clean the thrust bearing, retaining nut, upper retaining ring and lower o-ring spacer
using solvent soaked wipers and set aside.
12. Inspect the o-rings for any sign of damage, replace as necessary.
13. Apply a slight amount of lubricant to the o-rings and wipe off any excess.
14. Place the cylinder upright on the work area.
15. Carefully insert the piston into the top of the cylinder and allow it to sink freely into
the cylinder. Do not force the piston into the cylinder or it may be damaged.
6-7
Page 54
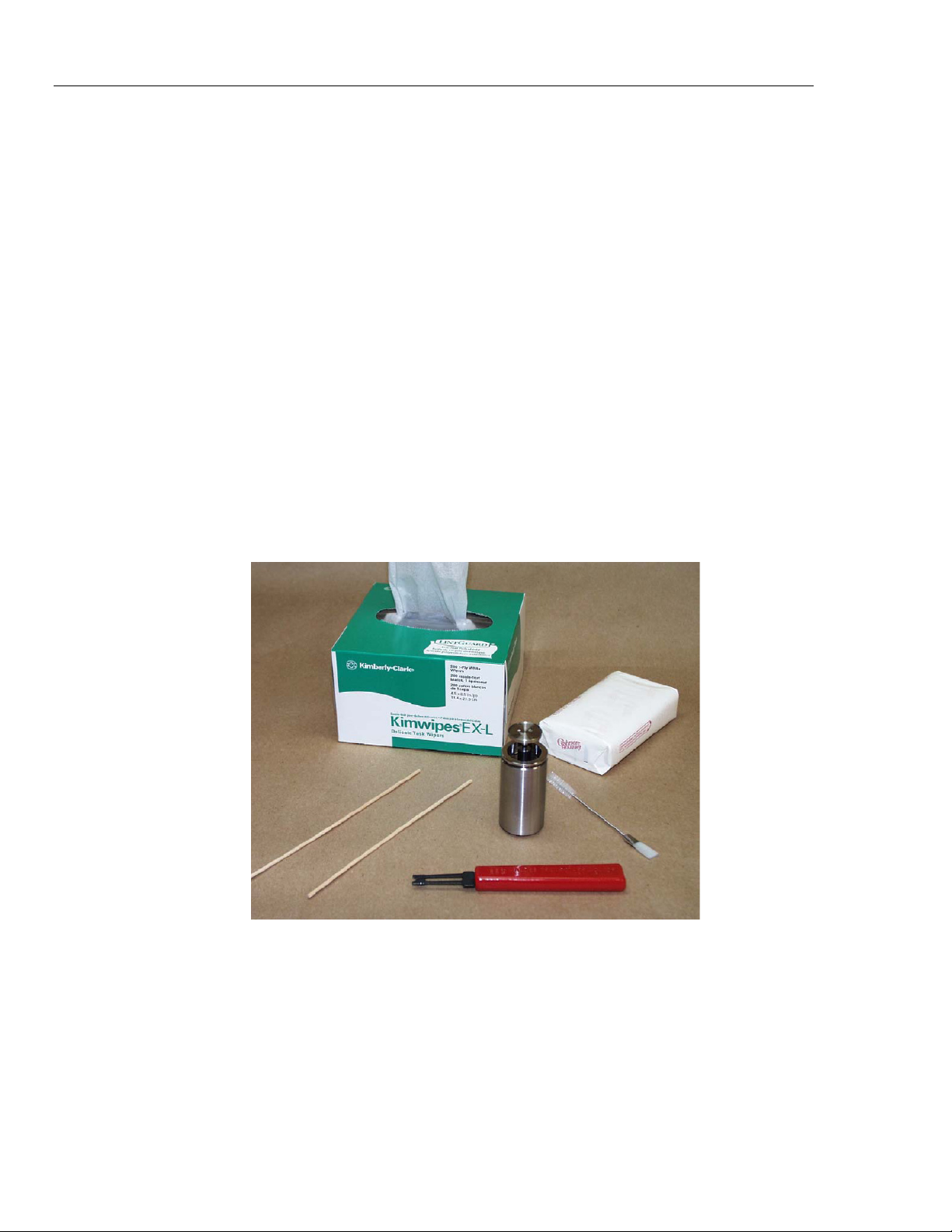
RUSKA 2470
Users Manual
Cleaning the High Range Piston/Cylinder Assembly
16. If lint becomes a problem a clean dry gas source can be used to blow the lint off of
the parts prior to assembly.
17. Install the thrust bearing around the bottom of the piston.
18. Install the retaining nut on the bottom of the piston and tighten by hand. Do not use
wrenches to tighten the nut.
19. Install the O-ring spacer and O-rings into the instrument base.
20. Install the assembly into the instrument base and test according to Chapter 6,
Functional Testing of Piston/Cylinder Assemblies.
Cleaning supplies (refer to Figure 6-9) consist of:
• Solvent, such as high grade alcohol or acetone
• Low-lint paper wipers, such as Kimberly Clark, Kimwipes number 34155
• Retaining Ring Installation Tool, such as RUSKA part number 2-774
• Wooden applicator sticks, such as Puritan number 807-12
• Pin Vise such as RUSKA part number 90-870(1)
• Cashmere Bouquet brand hand soap
• Bottle brush, such as RUSKA part number 7-680
• Warm tap water
6-8
Figure 6-9. Materials for Cleaning the High Range Piston Cylinder
gmq32.bmp
1. Prepare a clean work area near a running tap water source.
2. Prepare several sets of folded wipers as shown in Figures 6-2 through 6-4. Two
wipers can be folded together for wiping the outside of the piston and cylinder.
Prepare several twisted wipers as shown in Figures 6-10 through 6-12 to wipe the
bore of the cylinder.
3. Disassemble the piston/cylinder assembly.
4. Insert the retaining clip from the bottom of the piston into the installation tool, rinse
with solvent and set aside.
Page 55

Piston / Cylinder Cleaning Instructions
Cleaning the High Range Piston/Cylinder Assembly 6
5. Pre-clean the piston and cylinder using solvent soaked wipers.
6. Prepare additional wipers as necessary for drying the piston and cylinder once they
have been washed with soap and water.
7. Scrub the bore of the cylinder using a soft bottle brush, Cashmere Bouquet soap and
warm tap water.
8. Rinse thoroughly and dry immediately using the pre-twisted wipers.
9. Set the cylinder aside and cover with a clean dry wiper.
10. Using soft paper wiper, Cashmere Bouquet soap and warm tap water, scrub the
outside of the piston.
11. Rinse thoroughly and dry immediately.
12. Set the piston aside and cover with a clean dry wiper. Allow the piston and cylinder
to set for about 15 minutes before reassembly.
13. Clean the thrust bearing, cylinder container and upper retaining ring using solvent
soaked wipers and set aside.
14. Inspect the o-rings for any sign of damage, replace as necessary.
15. Apply a slight amount of lubricant to the o-rings and wipe off any excess.
16. Place the cylinder upright (narrow neck downward) on the work area.
17. Carefully inset the piston into the top of the cylinder and allow it to sink freely into
the cylinder. Do not force the piston into the cylinder or it may be damaged.
18. If lint becomes a problem a clean dry gas source can be used to blow the lint off of
the parts prior to assembly.
19. Install the thrust bearing around the bottom o the piston with the flange of the outer
race facing the bottom of the cylinder.
20. Install the retaining clip onto the bottom of the piston using the installation tool. The
end of the piston must be supported during the retaining clip installation so as not to
risk breading the piston.
21. Install the assembly into the instrument base and test according to Chapter 6,
Functional Testing of Piston/Cylinder Assemblies.
22. Prior to using the pin vise, be sure it is clean and in good working order. Disassemble
the pin vise and clean the components with solvent soaked wipes.
6-9
Page 56

RUSKA 2470
Users Manual
Figure 6-10. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 1
Figure 6-11. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 2
gmq33.bmp
gmq34.bmp
6-10
Page 57

Piston / Cylinder Cleaning Instructions
Cleaning the High Range Piston/Cylinder Assembly 6
Figure 6-12. Preparing the Kim Wipe for Cleaning the High Range Cylinder - Step 3
Figure 6-13. Cleaning the High Range Cylinder
gmq35.bmp
gmq36.bmp
6-11
Page 58

RUSKA 2470
Users Manual
Figure 6-14. Drying the High Range Cylinder
gmq37.bmp
6-12
Page 59

Explanation of "Pressure Calculation
Introduction
See Tables at the end of this appendix.
These tables may be used with gas and hydraulic piston pressure gauges that are operated with an
atmospheric reference or vacuum reference.
gauge level,
pressure created by the pressure medium and the difference in height between the piston pressure
gauge and the device under test.
Appendix A
Worksheet"
P represents the pressure at the piston reference
A
P represents the pressure desired at the device under test, and HP is the head
B
A. A minimum of six significant figures must be used in all calculations involving reported
constants, masses, etc. The manufacturer's claims for accuracy assume the local gravity to be
known to at least six significant figures
B. When the piston pressure gauge is used as a standard of pressure, it is convenient to perform
the pressure-to-mass calculations in advance of operating the standard. Since the piston gauge
temperature fluctuates while it is operated, a confusing point in the procedure is the necessity
for the temperature of the gauge to be predicted prior to operation. This “expected
temperature” however is used to allow the pressure calculations to be performed. Once the
piston pressure gauge is floating at the intended pressure, a final temperature observation is
made and then “trim” masses are loaded onto the piston gauge to correct for any temperature
variations that exist between the expected and the actual temperatures. The final column in
the worksheet is used to calculate the temperature coefficient, which defines the amount of
trim that is required to correct for this temperature change.
It is usually prudent to select an expected temperature (
temperature that will be experienced. This is so that the operator can always add mass to
correct for the actual temperature. Adding mass is generally more convenient than subtracting
mass from the planned loading arrangement. Standard metric trim mass set is entirely suitable
for this purpose.
t ), which is lower than any
A-1
Page 60

RUSKA 2470
ρρρ
ρ
ρ
Users Manual
All of the calculations will be performed to this expected temperature ( t ). A final trim would
be calculated to adjust the piston gauge to the temperature of the piston at the time of the
actual measurement. This correction is calculated in the last column of the worksheet. This
column represents the number of grams to be added to the stack of masses for a difference in
the actual temperature from the expected temperature, (
t ). The final trim is computed using
the following formula and loaded onto the piston gauge;
“Temp. Coef.” x (actual temperature – expected temperature)”
C. The Symbol
pressure, when operating at temperature (
where:
A = reported area of the piston at 23 degrees Celsius
()
23o
c = thermal coefficient of superficial expansion
tΔ =
D.
Gravity and Buoyancy Correction: When the masses are applied to the piston in the presence
of the buoyant atmosphere, buoyancy corrections are necessary and are combined with
gravity corrections. For convenience, the combined correction K
multiplier with the result indicating the quantity of apparent mass that is required to produce
the desired force (
For English Units
where:
g = acceleration due to standard gravity, 980.665 cm/sec
s
g = acceleration due to local gravity in cm/sec
1
= density of air in g/cm
air
A represents the effective area of the piston and its cylinder at atmospheric
()
to
t ); it is obtained from the relation
() ( )
()
23−t
()
oto
23
tcAA
Δ+= 1
(or K2) is applied as a
1
F) on the piston.
()( )
[]
ggK
11
3
; see Equation A-4
−= //
airamams
2
2
= density of apparent mass;
am
for Apparent Mass versus Brass, 8.4 g/cm3
for Apparent Mass versus Stainless Steel, 8.0 g/cm
3
When selecting masses from the calibration report, assure that the values selected are in the same
Apparent Mass unit of measure that was used to calculate the K
or K2 values.
1
The apparent mass (Column 9) is obtained from:
A
KFM
=
1
where:
M = apparent mass; record in Column 9
A
F = force required on piston; as found in Column 8
K = multiplier which was determined by previous equation
1
A-2
Page 61

Explanation of "Pressure Calculation Worksheet"
ρ
ρ
ρ
ρ
ρ
Introduction A
For SI Units:
where:
g = acceleration due to local gravity in m/sec
1
When selecting masses from the calibration report, assure that the values selected are in the same
Apparent Mass unit of measure that was used to calculate the
The apparent mass (Column 9) is obtained from:
where:
M
F = force required on piston; as found in Column 8
K = multiplier which was obtained by previous equation
()
[]
= density of air in g/cm
air
= density of apparent mass;
am
gK
12
3
; see Equation A-4
/1/1
−=
ba
2
for Apparent Mass versus Brass, 8.4 g/cm3
for Apparent Mass versus Stainless Steel, 8.0 g/cm
KFM
=
A
= apparent mass versus brass; record in Column 9
A
2
2
3
K
K
or
1
values.
2
When the masses are applied to the piston in an evacuated bell jar, the above equations for
and
K can still be used. In this situation, the density of air (
2
) will be zero which will cause
air
the buoyancy portion of the equation to become 1. Also, the results will indicate the quantity of
true mass (not apparent mass) that must be applied to the piston.
E. Column 1,
P , is the desired pressure at the reference plane of the device being calibrated.
B
F. Column 2 is the mass density of the pressure medium being used in the piston pressure gauge
system. For hydraulic piston pressure gauges, this number can be considered constant for
all pressures. RUSKA Instrument has two types of hydraulic piston fluids available. One is
a Spinesstic 22™ part number 55-500 which has a density of 0.031 pounds per cubic inch
(858 kilograms per cubic meter). The other is a Dioctyl Sebacate (DOS) part number
55-521-1 which has a density of 0.033 pounds per cubic inch (913 kilograms per cubic meter).
For gas medium piston gauges, the values in Column 2 will be different for different system
pressures. Equations are provided to calculate the density of air or nitrogen as a function of
the system pressure.
G. Column 3 is required to adjust the mass density of the pressure medium for local gravity. It is
also used to correct the pressure head that exist between the reference ports of the piston
gauge and device under test.
H. Column 4,
being calibrated is not the same plane as the reference plane of the piston pressure gauge.
The difference between the two planes, h, is positive if the reference plane of the device
being calibrated is higher than the reference plane of the piston pressure gauge.
P
, is the pressure correction that is required if the reference plane of the device
H
K
1
A-3
Page 62

RUSKA 2470
AAP
Users Manual
I. Column 5 is the pressure required at the reference plane of the piston pressure gauge to
produce the desired pressure at the reference plane of the device being calibrated. When the
piston gauge is operating in the absolute mode, the Reference pressure, P
obtain the differential pressure that the piston is required to generate.
J. The value of
1
pressures, is recorded in column 6. For some pistons,
observe the sign in front of b
2
PbPb ++ , which is used to determine the piston area at different system
AA
21
b and/or 2b are equal to zero. Always
1
and b2 as found in the calibration report.
1
, is subtracted to
R
K. Column 7 is used to record
expected temperature
L. Column 8, the weight load, is the force required on a piston of given area to produce a given
pressure
where:
F = Weight load or force on the piston
P
A
M. Column 9 is the apparent mass that is required to produce the force listed in Column 8.
N. Column 10 is a listing of the different masses to be loaded on the piston pressure gauge to
create the pressure listed in Column 5. The masses which will be listed here are in addition to
the tare
mass of the tare components must be subtracted from the mass shown in Column 9 before
selection of the miscellaneous masses is started.
After subtracting the TARE mass from the Total Mass shown in Column 9, we must now
subdivide/distribute the remaining required mass value among the available masses that will
be loaded onto the Piston Table Assembly. It is most likely that there may be many
combinations of available masses that could be used to yield the required Total Mass.
However, it is strongly recommended that an orderly and sequential method by used. From
the Mass Set Table (calibration report) first determine if the Sleeve Mass is required (which
would be the case if the realization of the Total Mass value would require the use of the
larger platter masses). If yes, then subtract its mass value from the Total Mass value which
results in a new "remainder". From this "remainder" mass value, choose the next largest
available mass value that may be subtracted. If the choice is from one of several "nominal"
mass platters then choose the first one in the available sequence. Subtract this value from the
"remainder", which now results in another new "remainder" mass value. Continue this
process until the "remainder", which now results in another new "remainder" mass value.
Continue this process until the "remainder" is smaller than the smallest available mass from
the mass set. At every step, record the selected mass (its mass ID number) into Column 10.
A which is the area of the piston at pressure
)(te
()
t .
P
and at the
A
=
F
= Pressure as indicated in Column 5
A
= Effective piston area at the expected temperature
()
te
components (piston, surface tension effects, bell jar reference pressure, etc.). The
⎞
⎛
te
⎟
⎜
⎠
⎝
()
t .
A-4
Page 63

Explanation of "Pressure Calculation Worksheet"
Introduction A
O. Column 11, the remainder from Column 10, is the mass that must be placed on the piston
pressure gauge to complete the mass needed to set the desired pressure. This "remainder",
recorded in Column 11, is realized with the Trim Mass set provided with all RUSKA Mass
Sets. The RUSKA supplied Trim Mass Sets are defined as Class 3, Type 1 (per ASTM E617,
formerly Class S1 per NBS Cir. 547).
These fractional masses should also be used to adjust the mass load for piston pressure gauge
operating temperatures that differ from the expected temperature (t). These fractional masses
could also be used to adjust the mass load for the piston pressure gauge if the reference plane
of the device being calibrated is at a different elevation than planned in the original head
correction.
P. In the English system, the remainder can be recorded in pounds in Column 11, and in grams
in Column 12. The conversion factor to convert pound mass to grams is 453.59237 g/lbm.
Q. Column 13 is used to calculate a temperature coefficient. This temperature coefficient is used
to correct for any piston temperature variation from the expected temperature value that was
used to calculate the mass loads for the various pressure points in the worksheet. See item
B above
.
A-5
Page 64

RUSKA 2470
Users Manual
A-6
Page 65

3
A-7
C
o
Column 9 x
453.59237 x c
Temp. Coef. =
2
C
o
2
cm/sec
L
C)] inch
o
[1 + c(t-23
o(23)
= A
o(t)
lb/in
3
g/cm
1
air
ρ
mtorr psi
R
Air Density,
Gravity & Buoyancy, K
2
Reference Pressure, P
2
C
o
Remainder Remainder
be used
Masses to
1
M =
F x K
e(t)
x A
F =
A
P
x
=
o(t)
e(t)
A
A
Column 6
A
2
A
P
1
P
2
+ b
1 + b
R
- P
H
=
A
P
+ P
B
P
lb force lb mass Tare Plus lb mass grams g/
2
PISTON PRESSURE GAUGE PRESSURE CALCULATION WORKSHEET (ENGLISH UNITS)
Expected Temperature, (t)
Date
Piston Serial No.
Mass Set Serial No. Local Gravity, g
Reference Plane Difference, h inch A
C inch
o
at 23
o
= A
o(23)
A
=
x h
H
W
P
=
W
ρ
medium
ρ
B
P
ρ
air
ρ
-
3
medium
(ρ
(Mass
NOMINAL
)
lb/in
Density)
PRESSURE
psi psi in
3
÷ 980.665
L
g
x
Lb force/in
3
psi lb mass/in
/psi Tare, Apparent Mass pound
/psi
1
2
b
c /
b
1 2 3 4 5 6 7 8 9 10 11 12 13
Page 66

RUSKA 2470
Users Manual
A-8
Page 67

3
2
C
o
kg/m
3
2
Column 9 x
Temp. Coef. =
Remainder
used
to be
Masses
A-9
C
o
1000g/kg x c
m/sec
C)] m
o
[1 + c(t-23
o(23)
g/cm
L
air
ρ
Air Density,
= A
o(t)
2
mtorr Pa
R
Reference Pressure, P
2
/Pa
Gravity & Buoyancy, K
2
o
2
C
=
A
P
=
e(t)
A
M =
F =
x
o(t)
A
A
P
1
1 + b
-
H
+ P
B
P
2
F x K
e(t)
x A
A
P
2
Column 6
A
P
2
+ b
R
P
N kg Tare Plus grams g/
2
Expected Temperature, (t)
PISTON PRESSURE GAUGE PRESSURE CALCULATION WORKSHEET (SI UNITS)
Date
Piston Serial No.
Mass Set Serial No. Local Gravity, g
Reference Plane Difference, h m A
C m
o
at 23
o
= A
o(23)
A
/MPa /Pa Tare, Mass kg
1
b
/Mpa
2
b
=
x h
H
W
P
ρ
air
ρ
=
c /
ρ
W
-
)
3
kg/m
medium
Pa Pa m
3
L
x g
(ρ
3
PRESSURE
N/m
Pa kg/m
1 2 3 4 5 6 7 8 9 10 11 12
medium
ρ
B
P
NOMINAL
(Mass Density)
Page 68

RUSKA 2470
Users Manual
A-10
Page 69

Equation A-4 — Air Density
P
t
Equation A-4 — Air Density
Air Density (
ρ
air
where:
= Barometric Pressure, (mmHg)
= Air Temperature, (ºC)
U = Relative Humidity, (%RH)
P ) in units of g/cm
AIR
()()
3
, is calculated as follows;
Appendix B
()()
t
+−
15.273/56.5315
()
texUxPx
+−=
15.273/6.49902210004646.0
Nitrogen Density — English Units (0 to 1000 PSIG)
To calculate the density of Nitrogen at pressures from 0 psig to 1000 psig, use the following
equation;
where;
()( )
=
10826.2/
PRESSUREP = in psi absolute (if P is in gauge, convert it to an absolute value by
adding barometric pressure, e.g.
Nitrogen Density — English Units (1,000 to 15,000 PSIG)
To calculate the density of Nitrogen at pressures from 1,000 psig to 15,000, use the following
equation;
7.14+P
)
()( )( )( )
where;
PRESSUREP =
adding barometric pressure, e.g.
in psi absolute (if P is in gauge, convert it to an absolute value by
7.14+P
)
63
−
PxxinlbmDENSITY
11643
−−−
−+=
109.460691074396.21037465.2/ PxPxinlbmDENSITY
2
B-1
Page 70

RUSKA 2470
Users Manual
Nitrogen Density — SI Units (0 to 6.9 MPa)
To calculate the density of Nitrogen at pressures from 0.01 MPa gauge to 6.9 MPa, use the
following equation;
3
()
where;
()
−=
PxEmkgDENSITY 051347.1/
PRESSUREP =
barometric pressure, e.g.
Nitrogen Density — SI Units (6.9 MPa to 100 MPa)
To calculate the density of Nitrogen at pressures from 6.9 MPa gauge to 100 MPa, use the
following equation;
in Pa absolute (if P is in gauge, convert it to Pa absolute by adding
101325 P +
)
()
where;
Zero Air Density — SI Units (0 MPa to 20.7 MPa)
To calculate the density of Zero Air at pressures to 20.7 MPa, use the following equation;
where;
Helium Density — SI Units (0 to 6.9 MPa)
To calculate the density of Nitrogen at pressures from 0.01 MPa gauge to 6.9 MPa, use the
following equation;
PRESSUREP = in MPa absolute (if P is in gauge, convert it to MPa absolute by
adding barometric pressure, e.g.
PRESSUREP =
barometric pressure, e.g.
in Pa absolute (if P is in gauge, convert it to Pa absolute by adding
101325 P + )
101325 P + )
()
()
3
3
()( )
()
()
0.055087016.11573.6/ PPmkgDENSITY −+=
−=
−=
PxEmkgDESNSITY 0517.1/
PxEmkgDENSITY 06585.1/
23
B-2
where;
Helium Density — SI Units (6.9 MPa to 100 MPa)
To calculate the density of Nitrogen at pressures from 6.9 MPa gauge to 100 MPa, use the
following equation;
where;
PRESSUREP =
barometric pressure, e.g.
in Pa absolute (if P is in gauge, convert it to Pa absolute by adding
101325 P + )
()
PRESSUREP = in MPa absolute (if P is in gauge, convert it to MPa absolute by
adding barometric pressure, e.g.
()
101325.0+P )
()
23
03886.3508.1013136.0/ PEPEmkgDENSITY −−+−=
Page 71

Equation A-4 — Air Density
Conversion Factors B
Conversion Factors
Table B-1. Conversion Factors
To Convert From To Multiply By
2
Pa N/m
2
N/m
Pa MPa 10-6
MPa Pa 10-6
2
N/m
MPa N/m
Pa PSI 1.450377 X 10-4
PSI Pa 6894.76
MPa PSI 145.0377
PSI MPa 6.89476 X 10-3
Pa 1
MPa 10
2
1
10
-6
-6
Where:
Pa = pascal
MPa = megapascal
N = newton
M = meter
PSI = pounds per square inch
B-3
Page 72

RUSKA 2470
Users Manual
B-4
Page 73

Glossary
Ao
Effective area of the piston/cylinder at zero pressure and at the reference temperature.
Absolute
Pressure measurement referenced to absolute vacuum. See also Gauge.
Apparent Mass Reference Density
Density used to computer Apparent Mass values.
b1
Linear coefficient of elastic distortion.
Appendix C
Glossary
b2
Quadratic coefficient of elastic distortion.
Buoyancy
An object submerged in a fluid is buoyed up by the fluid. The air surrounding the
deadweight gauge masses reduces the downward force acting on the piston. The
equilibrium pressure acting on the bottom of the piston is also less. The buoyant effect of
"normal" air acting on stainless steel deadweight gauge masses reduces the
pressure by approximately 0.015% or 150 parts per million. See also Mass Apparent;
Reference Density; and Density of Air.
c
Coefficient of thermal expansion.
Constant
Allows entry of a fixed value for the variable.
Cross Float
The calibration of one Deadweight Gauge against another Deadweight Gauge.
D
Reference dimension for the hanger mass.
C-1
Page 74

RUSKA 2470
Users Manual
Density, Air
Density of the air used to computer the buoyant effect of air on the masses. May be
entered directly or computed from ambient temperature, humidity and pressure.
Density, Gas
Density of the gas medium used to compute head corrections. Gas density may be entered
directly or may be computed from the gas used and the current pressure.
Density, Oil
Density of the oil medium used to compute head corrections. Oil density may be entered
directly or may be selected from the list of available mediums.
Density, True
The actual density (mass per unit volume) of the mass or piston. See also Reference
Density; Density of Air; and Mass Apparent.
DUT
Device under test, the device being calibrated.
English Units:
Pressure psi
2
Ao in
b1 in
b2 in
c in
2
/in2/psi
2
/in2/psi2
2
/in2/oC
Mass lbm
Head Height in
Elevation ft
Length in
Sink Rate in/min
Vacuum microns
Temperature
o
C
Trim g
Gravity cm/sec
Density g/cm
2
3
Humidity % RH
C-2
Elevation
Elevation above sea level for computing approximate Gravity.
Float Position
Distance of the piston from mid-float. Positive values are higher, negative values are
lower than mid-float.
Formula
Calculates the variable using other variables. See Gravity; Air Density.
Gauge
Pressure measurement referenced to current atmospheric pressure.
Gravity
Force of gravity on the masses. May be entered directly or computed from Latitude and
Elevation.
Gravity Factor
Mass correction factor for local gravity.
Page 75

Glossary
Glossary C
Head Height
Vertical distance between reference planes. A positive value indicates the Device Under
Test is higher than the standard.
Head Correction
Pressure correction for head height.
Humidity
Current ambient relative humidity. Used to compute air density if not entered as a
constant.
+INF, -INF
Infinity. The number is bigger than can be represented. Computing altitude at zero
pressure will give this value.
L1
Distance from the top of the mass loading surface to the bottom of the piston.
Latitude
Distance from the equator in degrees and minutes of latitude. Used to compute local
gravity if not entered as a constant.
Mass, Apparent
May be Apparent Mass versus Brass Standards or Apparent Mass versus Steel Standards.
An expression of the effective mass of a given object with an assumed density, typically
that of the standard used to measure the mass value. In a practical sense, Apparent Mass
versus Brass Standards describes what an object appears to weigh when compared to a
brass standard in the presence of a buoyant atmosphere. See also Buoyancy; Reference
Density; True Mass; and Density of Air.
Mass, Nominal
Pressure converted to mass before corrections are applied.
Mass, Tare
Mass of the least number of components required to generate a pressure, in many cases
the piston only.
Mass, Total
Mass used to generate a pressure. Included both platter masses and trim masses.
Mass, Trim
Small masses used to generate an exact pressure.
Mass, True
A quantitative expression of the amount of matter in an object. See also Mass Apparent
Mass Set File
Contains all information for a mass set.
Medium
The fluid or gas used to generate pressure.
+NAN, -NAN
Not A Number. The value cannot be computed (i.e., division by zero).
Piston/Cylinder File
Contains all information for a single piston/cylinder set.
Pressure, Ambient
Local atmospheric pressure.
Pressure, Corrected
Pressure after corrections have been applied.
C-3
Page 76

RUSKA 2470
Users Manual
Pressure Factor
Correction for the effect of pressure on the area of the piston.
Pressure Units:
MPa Megapascals
kPa kilopascals
hPa hectopascals
Pa Pascals
bar bars
psi pounds per square inch
kg/cm
mmHg 0
cmHg 0
inHg 0
inHg 60
2
kilograms per square centimeter
o
C millimeters of mercury at 0 oC
o
C centimeters of mercury at 0 oC
o
C inches of mercury at 0 oC
o
F inches of mercury at 60 oF
cmH
inH
inH
inH
O 4oC centimeters of water at 4 oC
2
O 4oC inches of water at 4 oC
2
O 20oC inches of water at 20 oC
2
O 25oC inches of water at 25 oC
2
feet feet of altitude
meters meters of altitude
knots airspeed knots
km/hr airspeed kilometers per hour
Reference Density
Assumed density of the mass standard used to calibrate the mass. For mass values
reported under the designation Apparent Mass versus Brass Standards, the Reference
Density is typically 8.4 g/cm
Standards, the Reference Density is typically 8.0 g/cm
3
. For the designation Apparent Mass versus Stainless Steel
3
. The appropriate value must be
used for the Reference Density to achieve proper buoyancy corrections for gauge mode
operation. For more information see Mass True; Mass Apparent.
Reference Pressure
The pressure all other pressures are measured against. See Absolute; Gauge.
Requires
Indicates what other mass (e.g. hanger mass) is required before the selected mass can be
loaded onto the piston.
C-4
Rotation
Direction the masses are rotating when measurement is taken.
Page 77

Glossary
Glossary C
SI Units:
Pressure MPa
Ao m
b1 m
b2 m
c m
2
2/m2
2/m2
2/m2/o
/MPa
/MPa2
C
Mass kg
Head Height cm
Elevation m
Length m
Sink Rate cm/min
Vacuum mtorr
Temperature
o
C
Trim g
Gravity cm/sec
Density g/cm
2
3
Humidity % RH
Sink Rate
Rate of descent of piston into cylinder.
Sleeve Mass Offset
Offset is used when a low mass sleeve is used and is loaded with additional masses.
Standard Deadweight Gauge (Dwg A)
Known gauge that other devices are compared against.
Temperature, Ambient
Temperature of the room.
Temperature, DWG
Temperature of the gas or oil measured at the deadweight gauge.
Temperature Factor
Correction for the effect of temperature on the area of the piston.
Temperature, Reference
Temperature selected by manufacturer for reporting piston/cylinder area.
Test Deadweight Gauge (Dwg B)
Unknown gauge in a cross-float calibration.
True Density
Actual density of the mass or piston.
True Mass
Mass based on actual material density as if weighted in vacuum; a.k.a. Newtonian Mass.
Uncertainty
The amount of possible error in the value.
Vacuum
The difference between absolute vacuum and the vacuum actually used.
C-5
Page 78

RUSKA 2470
Users Manual
C-6
 Loading...
Loading...