

Flott P 30 STG PV, P 40 STG PV, P 35 STG PV, P 40 STG FB Operating Instructions Manual
P 30 STG PV
P 35 STG PV
P 40 STG PV
P 40 STG
–
FB
PV
Betriebsanleitung
Operating instructions

205289-13
EG Konformitätserklärung
Gemäß der EG- Maschinenrichtlinie 2006/42/EG, Anhang II A
Hiermit erklären wir, dass die nachstehend bezeichnete Maschine in ihrer Konzeption und Bauart sowie in der von
uns in Verkehr gebrachten Ausführung den grundlegenden Sicherheits- und Gesundheitsanforderungen der EGRichtlinie 2006/42/EG entspricht. Bei einer mit uns nicht abgestimmten Änderung der Maschine verliert diese
Erklärung ihre Gültigkeit.
Hersteller:
Arnz FLOTT GmbH
Werkzeugmaschinen
Vieringhausen 131
42857 Remscheid
Beschreibung und Identifizierung der Maschine:
Bauart der Maschine: Säulenbohrmaschine
Maschinentyp: SB P30 STG PV, SB P35 STG PV, SB P40 STG PV
Baujahr:
Maschinennummer:
Angewandte harmonisierte Normen insbesondere:
EG-Richtlinien Angewendete harmonisierte Normen
EG-Maschinenrichtlinie (2006/42/EG) EN 12100 Teil 1 und Teil 2: 2010
EMV-Richtlinie (2014/30/EU) EN 12717:2001 / A1:2009
Niederspannungsrichtlinie 2014/35/EU EN ISO 13849-1: 2015
RoHS-II-Richtlinie 2011/65/EU EN 60204-1: 2006/A1:2009
EN 50370-1: 2005
EN 61000-3-2: 2014
EN 61000-3-3: 2013
Bevollmächtigter für die Technische Dokumentation:
Dipl. Wirtsch. Ing. J.P. Arnz
Vieringhausen 131
42857 Remscheid
Ort / Datum:
Remscheid, den 01.11.2016
Angabe zur Person des bevollmächtigten Unterzeichners:
J.P. Arnz, Geschäftsführender Gesellschafter
Unterschrift:

205289-13
EC Declaration of conformity
according to machine regulations 2006/42/EC, Annex II A
We herewith declare that the concept and manufacturing of the machines mentioned below meets all safety and
health prescriptions of the EC regulations 2006/42/EC. In case of technical modifications without permission this
declaration is void.
Manufacturer:
Arnz FLOTT GmbH
Werkzeugmaschinen
Vieringhausen 131
42857 Remscheid
Description and Identification of the machine:
Construction type Table or Column drilling machine
Models: SB P30 STG PV, SB P35 STG PV, SB P40 STG PV
Year of construction:
Serial number:
Applicable harmonized regulations, especially:
EC declaration of conformity Applicable harmonized standards EC-
Machine regulations (2006/42/EC) EN 12100: 2010 part 1 and part 2: 2010
EMV-regulation (2014/30/EU) EN 12717:2001 / A1:2009
Low voltage regulation 2006/95/EC EN ISO 13849-1: 2015
Direktive 2011/65/EU EN 60204-1: 2006A1:2009
EN 50370-1: 2005
EN 61000-3-2: 2014
EN 61000-3-3: 2013
Responsible and authorized for this technical documentation:
Dipl. Wirtsch. Ing. J.P. Arnz
Managing Director and Share Holder
Vieringhausen 131
42857 Remscheid
Place / date:
Remscheid, den 01.11.2016
Signature:
Technical documention and other data have to be sourced from Arnz FLOTT GmbH Werkzeugmaschinen.
The original text of this operation manual has been written in German and translated into English.
10.2016 Arnz FLOTT GmbH
Werkzeugmaschinen
Vieringhausen 131
42857 Remscheid
Sicherheitshinweise – safety instructions
Lesen Sie die Sicherheitshinweise und die Betriebsanleitung aufmerksam
und vollständig durch!
Read the safety instructions and operating instructions carefully and
thoroughly!
Augenschutz tragen!
Keep eyes protected!
Gehörschutz tragen!
Keep ears protected!
Geeignete Arbeitskleidung tragen!
Wear suitable working clothes!
Bei laufender Maschine dürfen keine Handschuhe getragen werden!
Do not wear gloves while the machine is running.
Tragen sie bei lang
en Haaren ein Haarnetz!
Wear protective hair covering to contain long hair!
Werkstücke sicher spannen!
Secure workpieces firmly!
Vor umlaufenden Teilen schützen!
Take care of rotating parts!
Bei Wartungs
- und Instandhaltungsarbeiten grundsätzl
ich den Netzstecker
ziehen!
In case of maintenance and service work disconnect from mains!
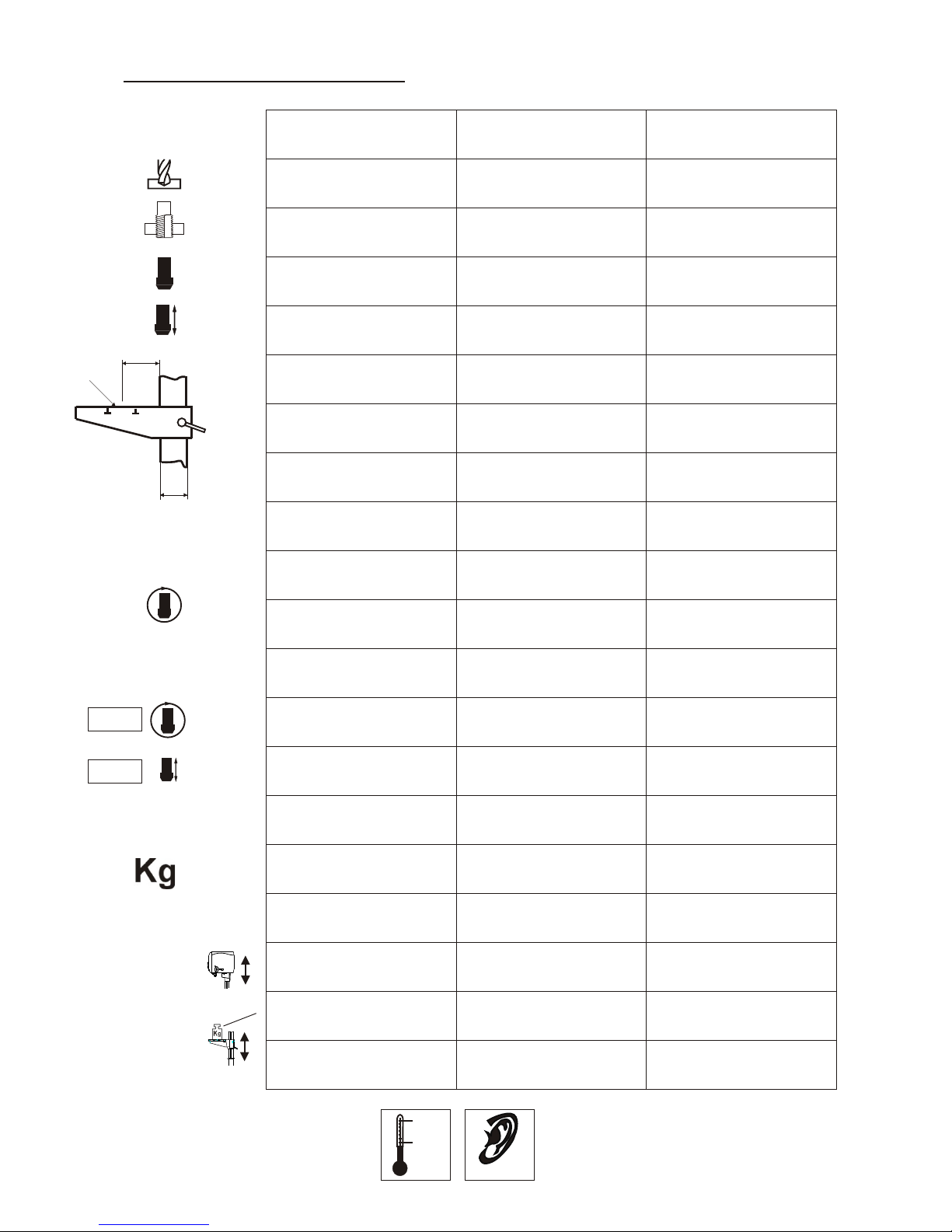
10°C
40°C
3.0 Technische Daten/technical data
60 dB(A)
mm
mm
1/min
1/min
P40 STG PV / FB
35/40 mm
max. M30
MK4
160 mm
300 mm
125 mm
590x450 mm
1,5/3,0 kW
-1
R1 100-2000 min
-1
R2 70-1400 min
-1
FB 250-4000 min
Digital
Digital
440 kg
--- kg
--- kg
max. 150 mm
70 kg
max. 390 mm
a
c
b
a
SB
TB
TBZ
b
c
kW
400V
P35 STG PV
30/35 mm
max. M24
MK3
125 mm
280 mm
110 mm
420x340 mm
1,5/2,0 kW
-1
R1 125-2000 min
-1
R2 80-1280 min
Digital
Digital
300 kg
240 kg
--- kg
P30 STG PV
25/30 mm
max. M20
MK3
125 mm
260 mm
110 mm
420x340 mm
0,9/1,45 kW
-1
125-4000 min
-1
Stufe1 125-2000 min
Digital
Digital
300 kg
240 kg
--- kg
-1
Stufe2 250-4000 min

205289 D/GB
4
D
Sehr geehrter Kunde!
Vielen Dank, dass Sie sich für dieses FLOTT Qualitätsprodukt entschieden haben!
Mit dem Kauf dieser Maschine erwarben Sie gleichzeitig ein Produkt welches durch seine Arbeitsleistung,
Konstruktion, Anwenderfreundlichkeit und Produktqualität eine fast einmalige Position im Maschinenmarkt einnimmt.
Gerade die herausragende FLOTT Qualität gibt Ihnen die Sicherheit diese Maschine über einen langen Zeitraum
störungsfrei und hoch effizient nutzen zu können. Die Maschine ist hierdurch preiswert und liefert Ihnen stets einen
nachweisbaren Mehrwert zum Wohl Ihres Unternehmens und Ihrer Kunden!
FLOTT - High Quality. Aus Tradition...
Im Jahr 1854 wurde in Remscheid ein kleines Familienunternehmen gegründet, welches Bohrwinden und
Brustbohrmaschinen von höchster Qualität entwickelte und für den deutschen Markt fertigte.
Mit diesen Produkten schrieb die Firma Arnz FLOTT Werkzeugmaschinen Industriegeschichte und wird daher in
Branchenkreisen vielfach anerkennend als „Pionier“ der Bohrtechnik zitiert.
Heute ist das Unternehmen aufgrund seiner überragenden Erfahrung und Produktqualität längst leistungsstark
international aufgestellt.
Immer nah bei seinen Kunden – „High Quality – made in Germany“.
Denn mit seinen Partnern in Europa ist FLOTT nicht nur einer der traditionsreichsten, sondern auch führenden
Hersteller modernster, hochqualitativer Bohr-, Säge- und Schleifmaschinen Europas.
Tradition verpflichtet - Zu Innovation.
Stillstand wäre alles andere als FLOTT. Als zukunfts – und anwenderorientiertes Unternehmen investiert FLOTT
kontinuierlich nahezu 5 % des Jahresumsatzes für eigene Forschungs - und Entwicklungsprojekte.
Permanente Optimierungen und allem voran intelligente, branchengerechte Neuerungen in der Bohr-, Säge- und
Schleiftechnologie sprec hen – belegt durch zahlreiche
Patente, Schutzrechte, Kunden- und Designpreise – mehr als deutlich für die Innovationskraft und den legendären
Pioniergeist des Unternehmens.
Für die Kunden bedeutet dies, sich darauf verlassen zu können, durch den Erwerb einer FLOTT-Maschine ein
entwicklungstechnisch perfekt ausgereiftes Produkt der Bohr-, Säge und Schleiftechnik erhalten zu haben. Denn das
Produkt spiegelt stets den letzten Stand der Fertigungstechnik unter Berücksichtigung der Ergonomie der Anwender
wieder.
Mit einer überzeugenden Garantie und Zusatzleistungen im Lieferumfang: traditionell höchste Qualität und Service.
Seit 1854…
Service entscheidet - Über Kundenzufriedenheit…
Mit festen, modern ausgestatteten Schulungsstätten für Kurse in Theorie und Praxis im Rahmen der FLOTT
Bohrakademie, sowie mobilen Schulungs - und Vorführeinheiten in den FLOTT Standorten Remscheid und den FLOTT
Handelsvertretungen kommt FLOTT allen Kundenanforderungen und -interessen hocheffizient entgegen.
Service bedeutet aber auch, dass im Bedarfsfall eine Reparatur schnellst möglich durchgeführt wird, um
Maschinenausfallzeiten auf ein Minimum zu reduzieren. FLOTT bietet mit seinen überall in Deutschland und Europa
verteilten Servicepartnern wenn benötigt einen 24 Stunden Reparatur- und Ersatzteilservice an.
Dieses sind nur einige Punkte unseres FLOTTen Servicekonzeptes. Bitte informieren Sie sich auf unter
www.flott.de, oder nehmen Sie den Beratungsservice unserer hoch qualifizierten Fachhändler in Anspruch.
205289 D/GB
5
D
4.0 Transport
Achtung! Lieferung unbedingt auf Vollständigkeit und Schäden überprüfen!
Transportschäden sind umgehend dem Frachtführer (Spedition, Post, Bahn etc.) zu melden. (siehe gelbes Merkblatt)
5.0 Aufstellen der Maschine
Die Bohrmaschine wird auf einem festen Untergrund aufgestellt und mit einer Wasserwaage ausgerichtet. Wird die
Maschine mit dem Untergrund verschraubt, ist unbedingt darauf zu achten, daß die Grundplatte nicht verspannt wird.
Zu empfehlen ist dabei die Verwendung von schwingungsdämpfenden Elementen.
6.0 Installation
Die Maschine ist betriebsbereit installiert. Der Netzanschluß erfolgt nach Schaltplan. Bitte überprüfen Sie, ob
Stromart, Stromspannung und Absicherung mit den vorgeschriebenen Werten übereinstimmen. Ein
Schutzleiteranschluß muß vorhanden sein. Netzabsicherung 16 A.
Achtung! Unbedingt auf richtige Drehrichtung (rechtsdrehend) der Bohrspindel achten. Bei Prüfung des
Rechtsdrehfeldes Vorschub ausschalten ⇒ Gefahr der Bauteilzerstörung!
7.0 Inbetriebnahme
Die mit Rostschutz bestrichenen Teile sind sorgfältig zu reinigen. Die Säule ist anschließend einzuölen, der Tisch
mehrmals zu verstellen.
8.0 Betätigungs- und Anzeigeelemente siehe Abb. 2 (max. Ausstattung!).
1. Hauptschalter und Motorschutzschalter (Option)
2. Pol-/Wendeschalter
3. Bohrtiefenanzeige/Drehzahlanzeige
4. Not-Aus Schlagtaster
5. Kühlmittel Ein/Aus
6. Beleuchtung Ein/Aus
7. Motorische Maschionenhöhenverstellung (Option)
8. Motorische Tischverstellung (Option)
9.0 Bedienung
Alle Maschinen werden am Hauptschalter ein- bzw. ausgeschaltet. Hierzu muß der Not -Aus Schlagtaster entriegelt
sein. Der elektrisch verriegelte Bohrschutz muß hierbei geschlossen (Schutzposition) sein. Falls vorhanden kann nun
mittels Pol-/Wendeschalter die Drehzahlstufe gewählt und von Drehzahlstufe 1 (rechts-drehend) in Drehzahlstufe 1
(linksdrehend) z.B. zum Gewindeschneiden gewechselt werden. Der Wahlschalter Bohren/Gewinden (Option)
bestimmt die Art der Bearbeitung.
10.0 Drehzahlanzeige
10.1 Bei Maschinen ohne digitale Drehzahlanzeige kann die Drehzahl auf der Skala des Verstellhebels abgelesen
werden; Stufenantriebe sind auf Drehzahlstufe 1 voreingestellt.
10.2 Bei Maschinen mit digitaler Drehzahlanzeige ist die Drehzahl an der Front der Bohrmaschine digital abzulesen
(Genauigkeit 10 U/min).
11.0 Drehzahlwechsel
11.1 Bei Maschinen mit Stufenscheibenantrieb öffnen Sie die Fronthaube und demontieren Zeiger, Klemmhebel,
Verstellhebel und die linke Schutzhaube. Entspannen Sie den Riemen durch Lösen des Motorhalters und legen ihn
auf die gewünschte Drehzahlstufe um. Montage in umgekehrter Reihenfolge.
11.2 Bei Maschinen mit mechanisch stufenlosem Antrieb schwenken Sie zur Verstellung der Drehzahl den
Verstellhebel bei laufender Maschine.
11.3 Bei Mas chinen mit elektronisch stufenlosem Antrieb wird die Drehzahl durch Betätigen des Potentiometers
verstellt.
12.0 Bohrtiefenanzeige
12.1 Bei Maschinen ohne digitale Bohrtiefenanzeige kann die Bohrtiefe an der Skala abgelesen werden.
12.2 Bei Maschinen mit digitaler Bohrtiefenanz eige kann die jeweils eingestellte Bohrtiefe digital abgelesen werden.
205289 D/GB
6
D
13.1 Einstellen der Bohrtiefe P30-40 ST
13.1 Einstellen der Bohrtiefe mit digitaler Bohrtiefenanzeige Bohrwerkzeug bei gelöstem Bohrtiefenanschlag auf das
Werkstück aufsetzen und mit dem Bohrhebel festhalten, Digitalanzeige nullen. Beim Bohren kann nun jederzeit die
erreichte Bohrtiefe digital abgelesen werden. Der Bohrtiefenanschlag (5) kann hierbei als Festanschlag dienen. Dazu
wird die Pinole auf Bohrtiefe gefahren und der Bohrtiefenanschlag (5) geklemmt. Danach kann die Bohrtiefe durch die
Rändelmutter (2) um ± 3 mm feineingestellt werden. Dabei entspricht eine Umdrehung der Mutter 1,75 mm Bohrtiefe.
Die Bohrtiefe läßt sich am sichersten nach erfolgter Probebohrung einstellen und korrigieren.
Siehe Abb. 5.
13.2 Einstellen der Bohrtiefe ohne digitaler Bohrtiefenanzeige Pinole auf Bohrtiefe fahren, Bohrtiefenanschlag
klemmen, und auf „0“ rückwärts Bohren. Feineinstellung wie unter 13.1.
Achtung! Beim Bohren mit Vorschub (MV, PV) muß der Bohrtiefenanschlag (5) (Abb.5) geklemmt werden,
da sonst der Endschalter die Kupplung automatisch öffnet.
14.0 Pinolenvorschub
14.1 Der manuelle Vorschub wird über die Bohrhebel erzeugt.
14.2 Pinolenvorschub mit programmierbarem Vorschub (PV). Bitte beachten Sie hier die Zusatzbetriebsanleitungen.
15.0 Höhenverstellung
15.1 Bei Maschinen ohne Zahnstangenverstellung Tischklemmung lösen, positionieren und wieder klemmen.
Achtung! Quetschgefahr; Tisch gegen Herabfallen sichern
15.2 Bei Maschinen mit Zahnstangenverstellung zum Verstellen des Tisches bzw. Kopfes die Tisch- bzw. Kopfklemmung lösen und mittels Handkurbel verstellen.
15.3 Achtung! Quetschgefahr; bei motorischer Verstellung des Tisches, Klemmung lösen. Nach Positionierung
Tisch wieder klemmen!
16.0 Regulierung der Rückzugfederspannung
Achtung! Netzstecker ziehen
16.1 Kunststoffabdeckung (1) entfernen, Zylinderschraube (8) lösen und Spannung der Spiralfeder (3) mittels
Spannstück (2) korrigieren, Zylinderschraube (8) nach dem Korrigieren wieder festziehen. (Abb. 6)
Zum Austauschen der Spiralfeder (3) muß bei den Maschinen M5/P40 ST das linke Seitenteil demontiert werden.
17.0 Regulierung der Verstellwellenbremse
Achtung! Netzstecker ziehen. Gewindestift (5) im Uhrzeigersinn nachjustieren um die Bremswirkung zu erhöhen.
(Abb. 4)
18.0 Kopfhöhenverstellung
Achtung! Quetschgefahr; bei Verstellung des Kopfes, Klemmung lösen. Nach Positionierung Säule wieder
klemmen!
19.0 Werkzeugwechsel
Zum Wechseln der Bohrer und anderen Spannwerkzeugen muss ein Austreiber nach DIN 317 der entsprechenden
Größe verwendet werden. Der Austreiber muss durch das seitliche Langloch der Spindel gesteckt werden, dann
erfolgt das Lösen des Bohrwerkzeugs durch leichtes seitliches Schlagen (mit einem Hammer) auf den Austreiber.
Achtung! Es darf nicht die Spindel nach oben gefahren werden, wenn der Austreiber in der Spindel steckt!
Das Bohrwerkzeug sollte zum Schutz mit der Hand aus der Spindel genommen werden. Lassen Sie die Werkzeuge
nicht auf den Bohrtisch oder Schraubstock fallen, da sie dadurch beschädigt werden.
20.0 Pflegehinweis und Wartung
Zur Reinigung eignet sich jedes Standard – Reinigungsmittel für Kunststoff
205289 D/GB
7
D
Bedienungsanleitung „Programmierbarer Vorschub PV electronic“
Allgemeine Beschreibung
Bei unserer neuesten Entwicklung, dem programmierbaren Bohrvorschub PV electronic, handelt es sich um einen
hochmodernen, elektronisch geregelten Bohrvorschub mit elektromagnetischer Kupplung für die Holz-, NE-Metall- und
Stahlbearbeitung.
Alle wesentlichen Prozeßdaten werden digital angezeigt und können jederzeit effektiv und intuitiv über eine Tastatur
geändert werden.
Außer den Standardfunktionen „Bohren von Hand“ und „Vorschubbohren“ verfügt der
PV electronic serienmäßig über eine elektronische Gewindeschneid- und Freischneideinrichtung.
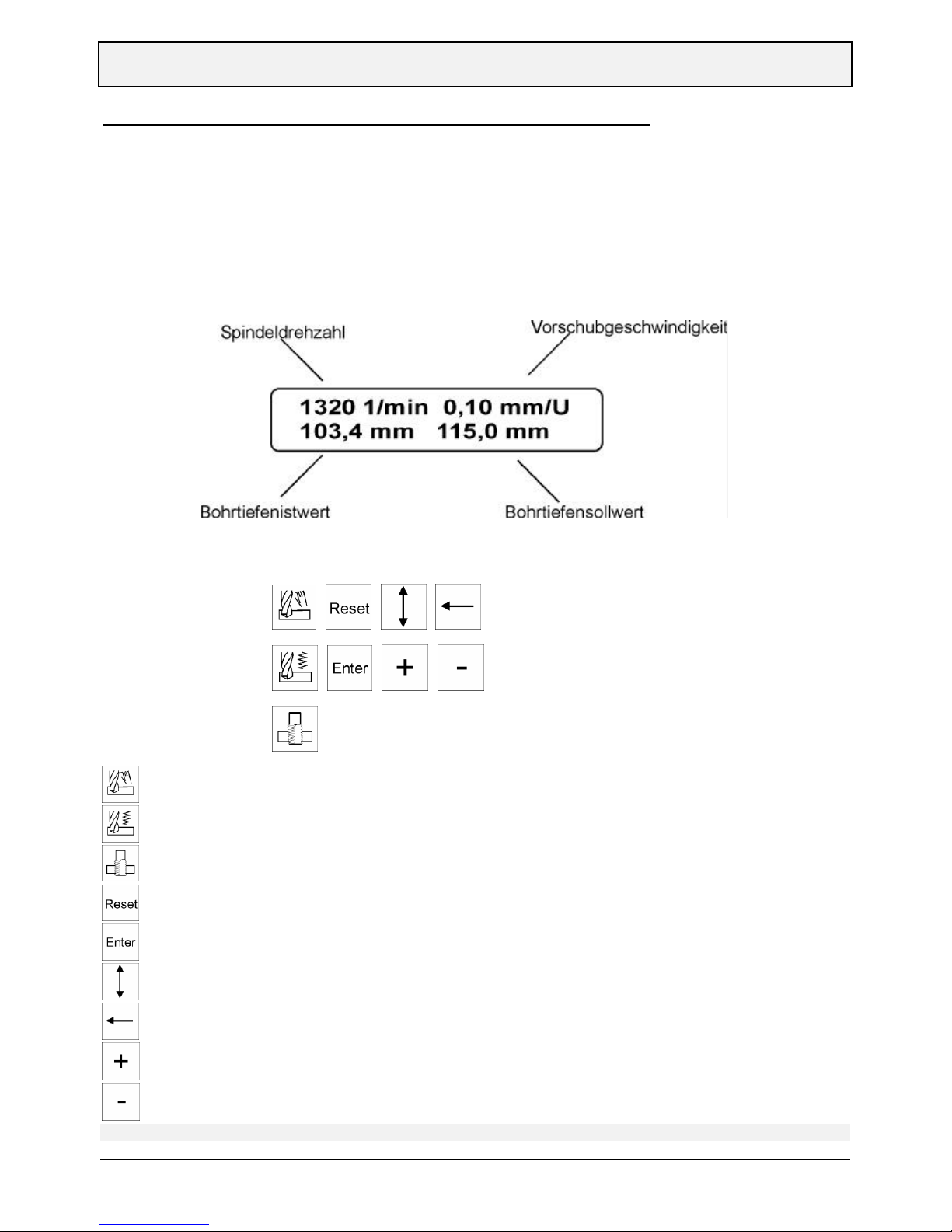
1.0 Anzeige- und Bedienelemente
Betriebsart Handvorschub
Betriebsart Programmierbarer Vorschub
Betriebsart Gewinden
Reset-Taste, setzt den aktuellen Bohrtiefenistwert auf 0
Enter-Taste, übernimmt den aktuellen Bohrtiefenistwert
Zeilencursor, wechselt zwischen Bohrtiefensollwert und Vorschubgeschwindigkeit
Spaltencursor, wechselt innerhalb der Stellen eines Wertes
Plus -Taste, erhöht den Wert
Minus-Taste, vermindert den Wert

205289 D/GB
8
D
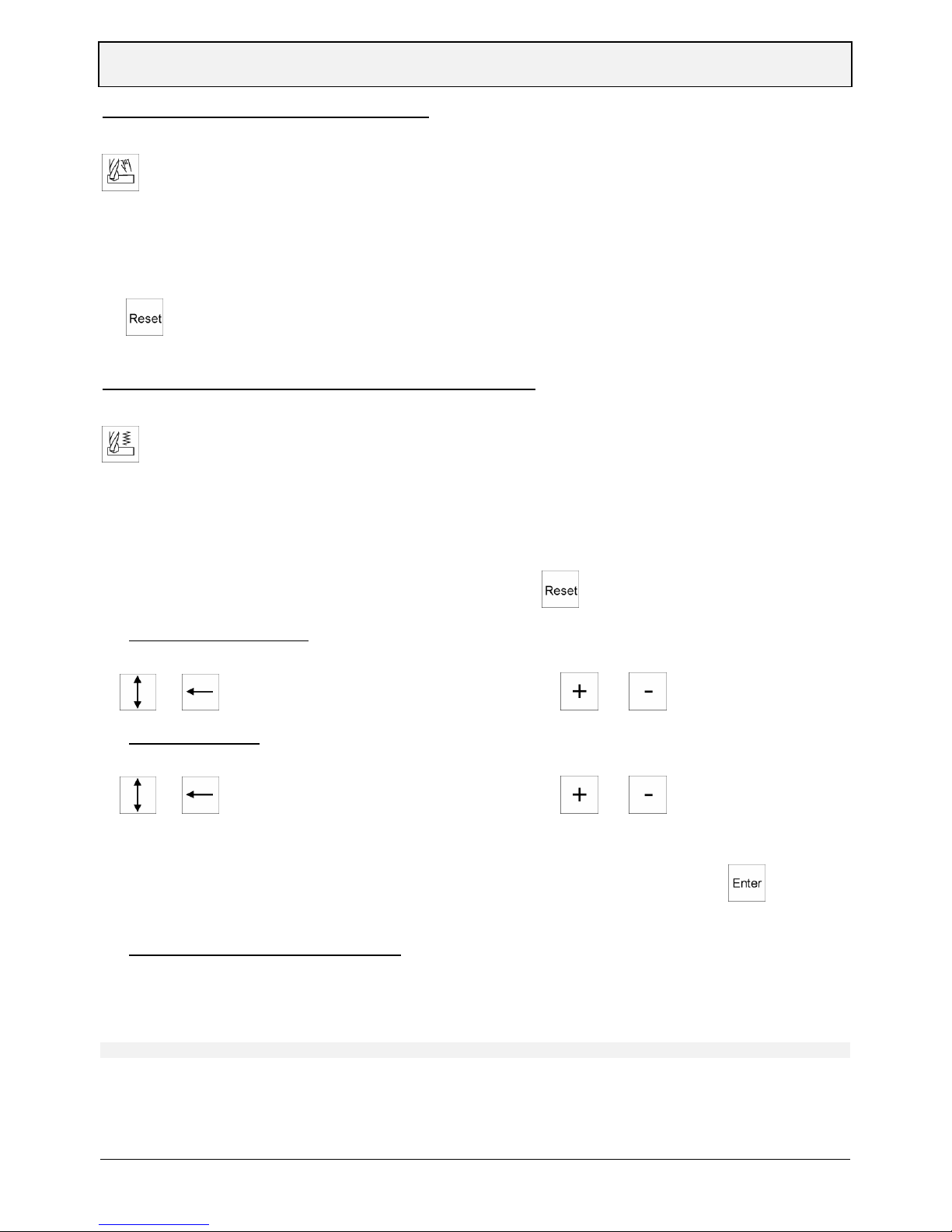
2.0 Betriebsarten
2.1 Betriebsart „Einrichten“
Nach dem Einschalten des Hauptschalters befindet sich die Maschine in der Betriebsart „Einrichten“.
Die LCD – Anzeige zeigt folgende Parameter an.
à Referenzpunkt
Mit dem Bohrkreuz das Werkzeug auf das Werkstück führen und mit den Bohrtiefenistwert auf Null setzen.
à Vorschubgeschwindigkeit
Mit und den blinkenden Cursor auf die zu ändernde Ziffer bewegen. Mit oder Wert verändern.
à Bohrtiefensollwert
Mit und den blinkenden Cursor auf die zu ändernde Ziffer bewegen. Mit oder Wert verändern.
oder
Referenzpunkt setzen. Mit dem Bohrkreuz das Werkzeug auf die gewünschte Bohrtiefe führen. Mit den Wert
aus der Anzeige „Bohrtiefenistwert“ in die Anzeige „Bohrtiefensollwert“ übernehmen.
à Abspeichern eines Parametersatzes (Vorschubgeschwindigkeit und Bohrtiefensollwert)
Gleichzeitiges Betätigen von und speichert einen Parametersatz dauerhaft.
205289 D/GB
9
D
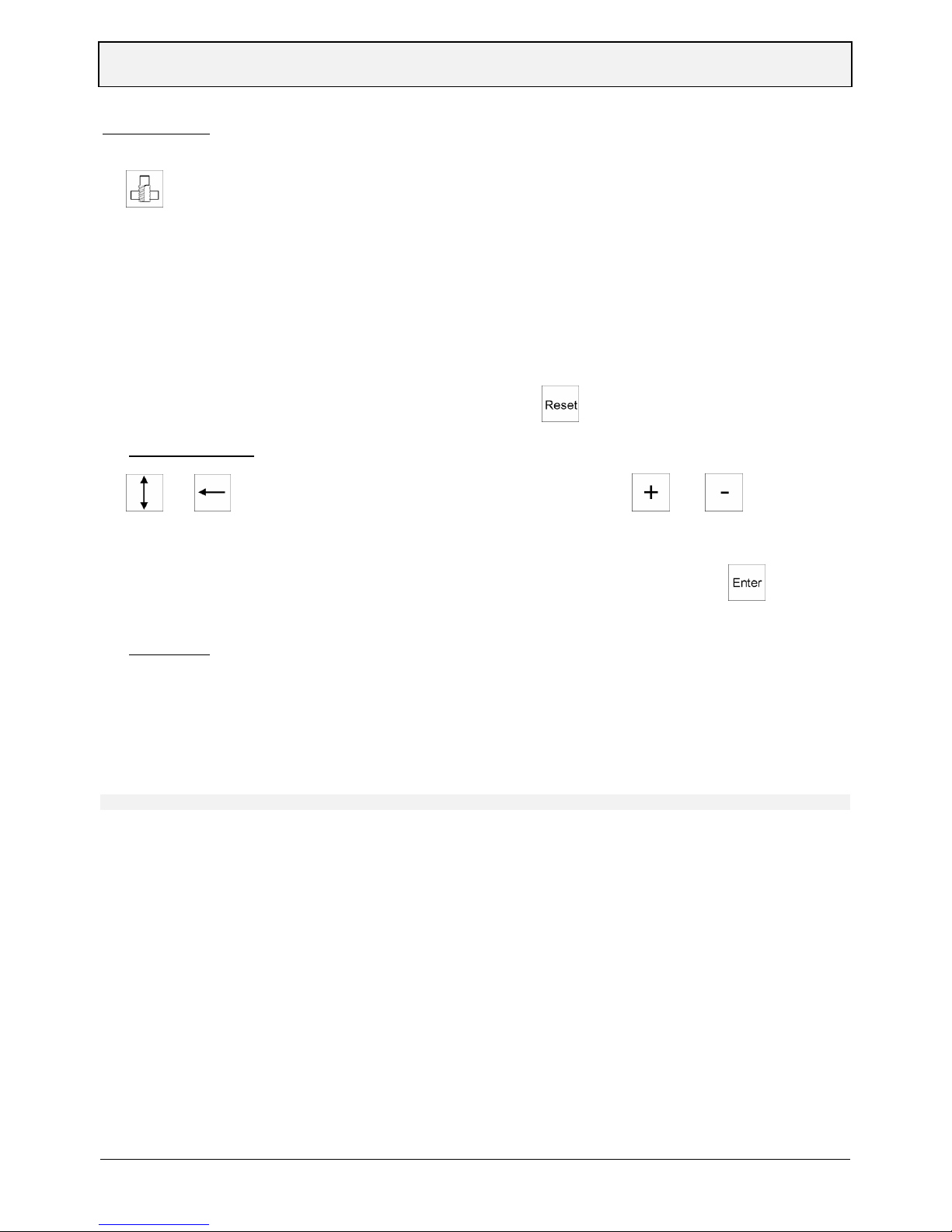
2.2 Betriebsart „Bohren mit Handvorschub“
Polumschalter in Stellung „0“. Hauptschalter auf Stellung „1“. Pinole in Grundstellung „Oben“. Bohrtiefenanschlag (24)
auf max. Bohrtiefe klemmen.
„Bohren mit Handvorschub“ anwählen (Taste leuchtet).
à Spindeldrehzahl
Mit Polumschalter die Drehzahlstufe wählen. Bei laufender Maschine mit Verstellhebel (19) Spindeldrehzahl
einstellen.
à Bohren
Bei gelöstem Bohrtiefenanschlag (24) Bohrwerkzeug auf das Werkstück aufsetzen und mit dem Bohrhebel festhalten.
Mit Referenzpunkt setzen. Beim Bohren kann nun jederzeit die erreichte Bohrtiefe digital abgelesen werden.
Beim Bohren mit Festanschlag, wie unter 13.1 beschrieben, vorgehen.
2.3 Betriebsart „Bohren mit programmierbarem Vorschub“
Polumschalter in Stellung „0“. Hauptschalter auf Stellung „1“. Pinole in Grundstellung „Oben“. Bohrtiefenanschlag (24)
auf max. Bohrtiefe klemmen.
„Bohren mit programmierbarem Vorschub“ anwählen (Taste leuchtet).
à Spindeldrehzahl
Mit Polumschalter die Drehzahlstufe wählen. Bei laufender Maschine mit Verstellhebel (19) Spindeldrehzahl
einstellen.
à Referenzpunkt
Mit dem Bohrkreuz das Werkzeug auf das Werkstück führen und mit den Bohrtiefenistwert auf Null setzen.
à Vorschubgeschwindigkeit
Mit und den blinkenden Cursor auf die zu ändernde Ziffer bewegen. Mit oder Wert verändern.
à Bohrtiefensollwert
Mit und den blinkenden Cursor auf die zu ändernde Ziffer bewegen. Mit oder Wert verändern.
oder
Referenzpunkt setzen. Mit dem Bohrkreuz das Werkzeug auf die gewünschte Bohrtiefe führen. Mit den Wert
aus der Anzeige „Bohrtiefenistwert“ in die Anzeige „Bohrtiefensollwert“ übernehmen.
àBohren mit programmierbarem Vorschub
Gemäß der gewählten Parameter mit dem Bohrkreuztaster (30) den Vorschub starten.
Erneute Betätigung des Bohrkreuztasters stoppt den Vorschub.
Ist die gewählte Bohrtiefe erreicht, verweilt der Vorschub 0,5 sec in dieser Position (Freischneideinrichtung) und
schaltet dann ab.
205289 D/GB
10
D
2.4 „Gewinden“
Polumschalter in Stellung „0“. Hauptschalter auf Stellung „1“. Pinole in Grundstellung „Oben“. Bohrtiefenanschlag (24)
auf max. Bohrtiefe klemmen.
Mit Betriebsart „Gewinden“ anwählen (Taste leuchtet).
Im Gegensatz zu den Betriebsarten „Bohren mit Handvorschub“ und „Bohren mit programmierbaren Vorschub PV“
kann die Betriebsart „Gewinden“ auch gestartet werden, wenn die Pinole nicht in Grundstellung „Oben“ steht. Diese
Funktion ist erforderlich, wenn z.B. ein Arbeitsgang abgebrochen wurde und der Gewindebohrer noch im Eingriff ist.
Achtung! Spindel dreht „Links“ bis die Pinole die Grundstellung „Oben“ erreicht hat!
à Spindeldrehzahl
Mit Polumschalter die Stellung „1“ wählen. Bei laufender Maschine mit Verstellhebel (19) Spindeldrehzahl einstellen.
à Referenzpunkt
Mit dem Bohrkreuz das Werkzeug auf das Werkstück führen und mit den Bohrtiefenistwert auf Null setzen.
à Bohrtiefensollwert
Mit und den blinkenden Cursor auf die zu ändernde Ziffer bewegen. Mit oder Wert verändern.
oder
Referenzpunkt setzen. Mit dem Bohrkreuz das Werkzeug auf die gewünschte Bohrtiefe führen. Mit den Wert
aus der Anzeige „Bohrtiefenistwert“ in die Anzeige „Bohrtiefensollwert“ übernehmen.
à Gewinden
Gemäß der gewählten Parameter wird der Gewindebohrer mittels Bohrkreuz bis zum Anschneiden in die
Kernlochbohrung nach unten geführt. Der Gewindebohrer zieht sich nun selbsttätig soweit in die Kernlochbohrung
hinein bis die eingestellte Gewindetiefe erreicht wird, der Endschalter „Pinole Unten“ betätigt wird oder der
Bohrkreuztaster (30) betätigt wird. An dieser Stelle schaltet die Elektronik die Drehrichtung der Spindel um und der
Gewindebohrer dreht sich selbsttätig aus dem erzeugten Gewinde heraus. Die Rückholfeder der Pinole zieht die
Bohrspindel in ihre Ausgangsstellung zurück. Hier wird der obere Grenztaster betätigt und die Elektronik schaltet die
Drehrichtung wieder um.
205289 D/GB
11
D
Softwaremodul „Spanbruchzyklus“ (Option)
Ab Softwareversion 1.4 kann der programmierbare Vorschub PV electronic optional mit einem programmierbaren
Spanbruchzyklus ausgestattet werden.
Allgemeine Beschreibung
Der Spanbruchzyklus ermöglicht dem Anwender den automatischen Vorschub der Maschine zu unterbrechen.
Bohrerverweilzeit und Bohrintervall sind hierbei frei programmierbar.
Durch das Brechen des Spans werden höhere Bohrungsgenauigkeiten erzielt, das Bohrwerkzeug und die Maschine
geschont und verhindert, daß sich Späne um das Bohrwerkzeug wickeln (Arbeitssicherheit). Insbesondere bei tiefen
Bohrungen und/oder langspanenden Werkstoffen empfehlen wir die Verwendung des Spanbruchzyklus.
Aktivierung Spanbruchzyklus
à und gleichzeit betätigen.
Die Funktion Spanbruch wird eingeschaltet, bei erneuter Betätigung der beiden Tasten wieder ausgeschaltet.
Die Funktion läßt sich nur in der Betriebsart „Bohren mit PV“ einschalten.
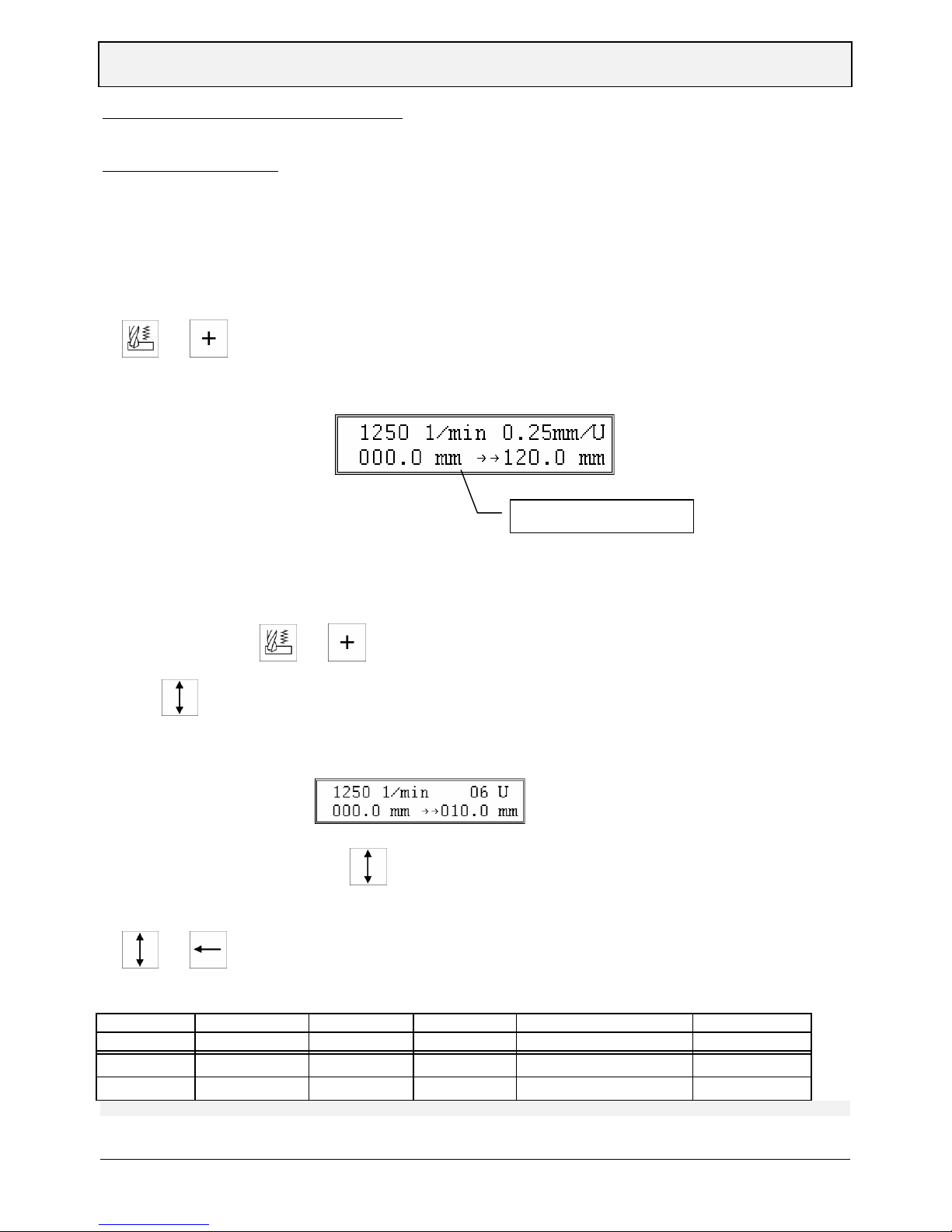
Eingabe der Parameter
Eingestellt werden können die Parameter „Bohrerverweilzeit“ in [U] und das „Bohrintervall“ (Weg zwischen den
Bohrerverweilzeiten) in [mm].
à Spanbruchzyklus mit und aktivieren.
à Taste 2 x betätigen.
Das Symbol für den Spanbruchzyklus blinkt. Die Parameter “ Bohrerverweilzeit“ und “Bohrintervall“ wie gewohnt
eingeben. Die Anzeige zeigt z.B.:
Beim nächsten Betätigen der Taste wird die Eingabe verlassen und die Vorschub- und
Bohrtiefensollwerte angezeigt.
Abspeichern der Parameter
à und gleichzeitig betätigen.
Praxisbeispiele
BohrerØ Werkstoff Drehzahl Vorschub Bohrerverweilzeit Bohrintervall
[mm] [1/min] [mm/min] [U] [mm]
5 St 52/60 2000 0,05 4 0,5
15 St 37 k 580 0,15 10 1,0
Spanbruchzyklus aktiv
205289 D/GB
12
D
Softwaremodul „Spindel - Stop“ (Option)
Ab Softwareversion 1.5 kann der programmierbare Vorschub PV electronic optional mit einem automatischen
Spindel- Stop ausgestattet werden.
Allgemeine Beschreibung
Bei der Funktion „Spindel- Stop“ wird nach jeder Bearbeitung der Antriebsmotor der Spindel gestoppt, sobald die
Spindel die obere Endlage wieder erreicht hat. Nachdem die Spindel zum Stillstand gekommen ist, kann gefahrlos ein
neues Werkstück eingerichtet werden.
Durch Betätigen des Bohrkreuztasters oder der Tasten wird die Spindel wieder gestartet.
Aktivierung „Spindel- Stop“
Durch Betätigung der Taste länger als 1.5 Sekunden wird das Menü Funktionsauswahl aufgerufen.
Spindel- Stop: EIN
Mit und wechselt die Funktion zwischen EIN und AUS.
Durch erneutes Betätigen der Taste länger als 1,5 Sekunden bzw., wenn 20 Sekunden lang kein Tastendruck
erfolgt ist, wird das Menü beendet.
205289 D/GB
13
D
Softwaremodul „Sprungsc haltung“ (Option)
Ab Softwareversion 1.6A ist der programmierbare Vorschub PV electronic optional mit einer programmierbaren
Sprungschaltung ausgestattet.
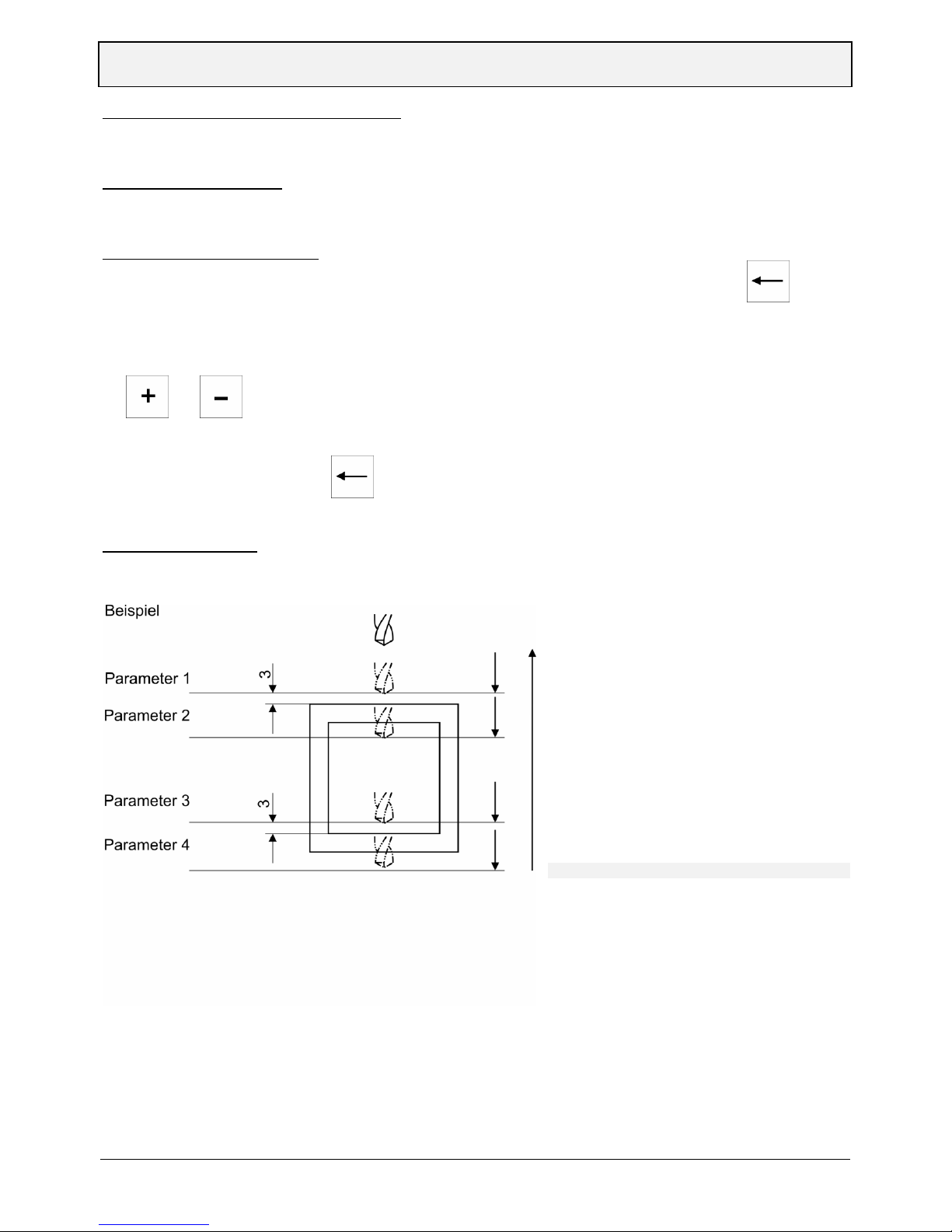
Allgemeine Beschreibung
Diese Option ermöglicht dem Anwender Bohrungen mit bis zu vier getrennt programmierbaren Arbeitsvorschüben zu
bearbeiten. Vorteil: Schnellere Überwindung von Leerhüben bei unterbrochenen Schnitten (z.B. Profile, Rohre).
Aktivierung „Sprungschaltung“
Die Funktion läst sich nur in der Betriebsart „Bohren mit PV“ einschalten. Durch Betätigung der Taste länger
als 1,5 Sekunden wird das Menü Funktionsauswahl aufgerufen.
Sprungschaltung: EIN
Mit und wechselt die Funktion zwischen EIN und AUS.
Durch erneutes Betätigen der Taste länger als 1,5 Sekunden oder wenn 20 Sekunden lang kein Tastendruck
erfolgt ist, wird das Menü beendet.
Eingabe der Parameter
Es können vier Parameterpaare eingegeben werden bestehend aus Bohrtiefensollwert und Vorschubgeschwindigkeit.
 Loading...
Loading...