

Flott P23 ST, M2 ST, P23 ST-FB, M1 ST Series, SB M1 ST Operating Instructions Manual
...
Werkzeugmaschinen
Bedienungsanleitung
Operating instructions
M2 ST
P23 ST
P23 ST-FB
D
US
Konformitätserklärung
Hiermit erklären wir, dass die Bauart der auf der Frontseite beschriebenen Bohrmaschine allen einschlägigen
grundlegenden Sicherheits- und Gesundheitsanforderungen entspricht.
EG-Richtlinien Angewendete harmonisierte Normen
EG-Maschinenrichtlinie (2006/42/EG) DIN EN ISO 12100: 2011-03
EMV-Richtlinie (2004/108/EG) EN 60204, Teil1
Niederspannungsrichtlinie 2006/95/EG
Declaration of compliance
We declare that the drilling machine as described on the front page meets all general health-
and safety rules.
CEE-regulations Applicable harmonized standards
CEE-machine standards (2006/42/EG) DIN EN ISO 12100: 2011-03
CEE-EMV (2004/108/EG) EN 60204, part1
Low voltage regulation 2006/95/EG
Remscheid, den 01.04. 2013 Dipl. Wirtsch. Ing. J.P. Arnz
Entwicklungsleitung
No.:
Technische Unterlagen sowie Datendokumentation sind bei Arnz FLOTT GmbH Werkzeugmaschinen einzuholen.
Der Ursprungstext für diese Betriebsanleitung wurde auf Deutsch geschrieben und in E nglisch übersetzt.
Technical documention and other data have to be sourced from Arnz FLOTT GmbH Werkzeugmaschinen.
The original text of this operation manual has been written in German and translated into E nglish.
201261-07 Arnz FLOTT GmbH
Werkzeugmaschinen
Vieringhausen 131
42857 Remscheid
2.0 Sicherheitshinweise – safety instructions
Lesen Sie die Sicherheitshinweise und die Betriebsanleitung aufmerksam
und vollständig durch!
Read the safety instructions and operating instructions carefully and
thoroughly!
Augenschutz tragen!
Keep eyes protected!
Gehörschutz tragen!
Keep ears protected!
Geeignete Arbeitskleidung tragen!
Wear suitable working clothes!
Tragen sie bei langen Haaren ein Haarnetz!
Wear protective hair covering to contain long hair!
Werkstücke si cher spannen!
Secure workpieces firmly!
Vor umlaufenden Teilen schützen!
Take care of rotating parts!
Bei Wartungs- und Instandhaltungsarbeiten grundsätzlich den Netzstecker
ziehen!
In case of maintenance and service work disconnect from mains!
Sicherheitshinweise D/E
2
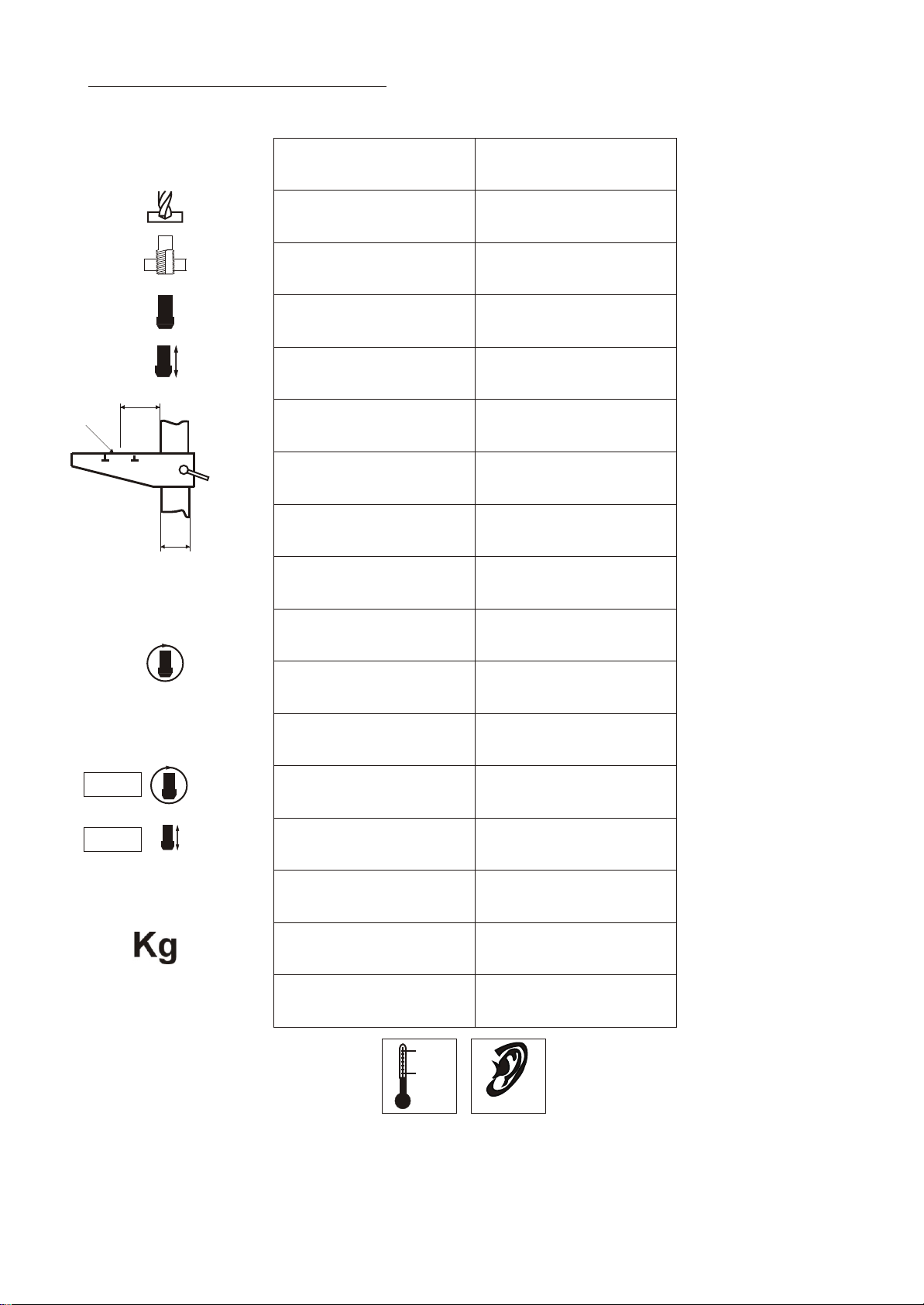
3.0 Technische Daten/technical data
P23 ST/ST-FB
18/23 mm
max. M16
MK2
100 mm
mm
a
c
a
b
c
b
kW
400V
ST
ST-FB
240 mm
82 mm
340x280 mm
0,45/0,80 kW
1,5 KW
R1 250-4000 min
-1
R1 250-4000 min
M2 ST
18/23 mm
max. M16
MK2
100 mm
240 mm
82 mm
340x280 mm
0,45/0,80 kW
-1
1/min
1/min
mm
SB
TB
TBZ
R2 125-2000 min
FB 500-4000 min
Digital
Digital
205 kg
175 kg
160 kg
40°C
10°C
-1
-1
---
---
Skala/scale
Skala/scale
205 kg
175 kg
160 kg
60 dB(A)

D
Sehr geehrter Kunde!
Vielen Dank, dass Sie sich für dieses FLOTT Qualitätsprodukt entschieden haben!
Mit dem Kauf dieser Maschine erwarben Sie gleichzeitig ein Produkt welches durch seine Arbeitsleistung,
Konstruktion, Anwenderfreundlichkeit und Produktqualität eine fast einmalige Position im Maschinenmarkt
einnimmt. Gerade die herausragende FLOTT Qualität gibt Ihnen die Sicherheit diese Maschine über einen langen
Zeitraum störungsfrei und hoch effizient nutzen zu können. Die Maschine ist hierdurch preiswert und liefert Ihnen
stets einen nachweisbaren Mehrwert zum Wohl Ihres Unternehmens und Ihrer Kunden!
FLOTT - High Quality. Aus Tradition...
Im Jahr 1854 wurde in Remscheid ein kleines Familienunternehmen gegründet, welches Bohrwinden und
Brustbohrmaschinen von höchster Qualität entwickelte und für den deutschen Markt fertigte.
Mit diesen Produkten schrieb die Firma Arnz FLOTT Werkzeugmaschinen Industriegeschichte und wird daher in
Branchenkreisen vielfach anerkennend als „Pionier“ der Bohrtechnik zitiert.
Heute ist das Unternehmen aufgrund seiner überragenden Erfahrung und Produktqualität längst leistungsstark
international aufgestellt.
Immer nah bei seinen Kunden – „High Quality – made in Germany“.
Denn mit seinen Partnern in Europa ist FLOTT nicht nur einer der traditionsreichsten, sondern auch führenden
Hersteller modernster, hochqualitativer Bohr-, Säge- und Schleifmaschinen Europas.
Tradition verpflichtet - Zu Innovation.
Stillstand wäre alles andere als FLOTT. Als zukunfts – und anwenderorientiertes Unternehmen investiert FLOTT
kontinuierlich nahezu 5 % des Jahresumsatzes für eigene Forschungs - und Entwicklungsprojekte.
Permanente Optimierungen und allem voran intelligente, branchengerechte Neuerungen in der Bohr-, Säge- und
Schleiftechnologie sprec hen – belegt durch zahlreiche
Patente, Schutzrechte, Kunden- und Designpreise – mehr als deutlich für die Innovationskraft und den legendären
Pioniergeist des Unternehmens.
Für die Kunden bedeutet dies, sich darauf verlassen zu können, durch den Erwerb einer FLOTT-Maschine ein
entwicklungstechnisch perfekt ausgereiftes Produkt der Bohr -, Säge und Schleiftechnik erhalten zu haben. Denn
das Produkt spiegelt stets den letzten Stand der Fertigungstechnik unter Berücksichtigung der Ergonomie der
Anwender wieder.
Mit einer überzeugenden Garantie und Zusatzleistungen im Lieferumfang: traditionell höchste Qualität und Service.
Seit 1854…
Service entscheidet - Über Kundenzufriedenheit…
Mit festen, modern ausgestatteten Schulungsstätten für Kurse in Theorie und Praxis im Rahmen der FLOTT
Bohrakademie, sowie mobilen Schulungs - und Vorführeinheiten in den FLOTT Standorten Remscheid und den
FLOTT Handelsvertretungen kommt FLOTT allen Kundenanforderungen und -interessen hocheffizient entgegen.
Service bedeutet aber auch, dass im Bedarfsfall eine Reparatur schnellst möglich durchgeführt wird, um
Maschinenausfallzeiten auf ein Minimum zu reduzieren. FLOTT bietet mit seinen überall in Deutschland und
Europa verteilten Servicepartnern wenn benötigt einen 24 Stunden Reparatur- und Ersatzteilservice an.
Dieses sind nur einige Punkte unseres FLOTTen Servicekonzeptes.
Bitte informieren Sie sich auf unter www.flott.de, oder nehmen Sie den Beratungsservice unserer hoch
qualifizierten Fachhändler in Anspruch.
201261 D/ GB
4

D
4.0 Transport
Achtung! Lieferung unbedingt auf Vollständigkeit und Schäden überprüfen! Transportschäden sind umgehend dem
Frachtführer (Spedition, Post, Bahn etc.) zu melden. (siehe gelbes Merkblatt)
5.0 Aufstellen der Maschine
Die Bohrmaschine wird auf einem festen Untergrund aufgestellt und mit einer Wasserwaage ausgerichtet. Wird die Maschine
mit dem Untergrund verschraubt, ist unbedingt darauf zu achten, daß die Grundplatte nicht verspannt wird. Zu empfehlen ist
dabei die Verwendung von schwingungsdämpfenden Elementen.
6.0 Installation
Die Maschine ist betriebsbereit installiert. Der Netzanschluß erfolgt nach Schaltplan. Bitte überprüfen Sie, ob Stromart,
Stromspannung und Absicherung mit den vorgeschriebenen Werten übereinstimmen. Ein Schutzleiteranschluß muß vorhanden
sein. Netzabsicherung 16 A.
Achtung! Unbedingt auf richtige Drehrichtung (rechtsdrehend) der Bohrspindel achten. Bei Prüfung des
Rechtsdrehfeldes Vorschub ausschalten ⇒ Gefahr der Bauteilzerstörung!
7.0 Inbetriebnahme
Die mit Rostschutz bestrichenen Teile sind sorgfältig zu reinigen. Die Säule ist anschließend einzuölen, der Tisch mehrmals zu
verstellen.
8.0 Betätigungs- und Anzeigeelemente siehe Abb. 4 (max. Ausstattung!).
1. Hauptschalter und Motorschutzschalter (Option)
2. Pol-/Wendeschalter
3. Digitalanzeige
4. Wahlschalter -Bohren/Gewinden
5. Not-Aus-Schlagtaster
6. Kühlmittel Ein/Aus
7. Beleuchtung Ein/Aus
9.0 Bedienung
Alle Maschinen werden am Hauptschalter ein- bzw. ausgeschaltet. Hierzu muß der Not -Aus Schlagtaster entriegelt sein.
Der elektrisch verriegelte Bohrschutz muß hierbei geschlossen (Schutzposition) sein. Falls vorhanden kann nun mittels PolWendeschalter die Drehzahlstufe gewählt und von Drehzahlstufe 1 (rechts-drehend) in Drehzahlstufe 1 (linksdrehend) z.B. zum
Gewindeschneiden gewechselt werden. Der Wahlschalter Bohren/Gewinden (Option) bestimmt die Art der Bearbeitung.
10.0 Drehzahlanzeige
10.1 Bei Maschinen ohne digitale Drehzahlanzeige kann die Drehzahl auf der Skala des Verstellhebels abgelesen werden;
Stufenantriebe sind auf Drehzahlstufe 1 voreingestellt.
10.2 Bei Maschinen mit digitaler Drehzahlanzeige ist die Drehzahl an der Front der Bohrmaschine digital abzulesen
(Genauigkeit 10 U/min).
11.0 Drehzahlwechsel
11.1 Bei Maschinen mit Stufenscheibenantrieb öffnen Sie die Fronthaube (Schrauben B) und demontieren
Zeiger, Klemmhebel , Verstellhebel und die linke Schutzhaube (Schrauben A). Entspannen Sie den Riemen durch Lösen des
Motorhalters und legen ihn auf die gewünschte Drehzahlstufe um. Montage in umgekehrter Reihenfolge. Siehe Abb.5-6
11.2 Bei Maschinen mit mechanisch stufenlosem Antrieb schwenken Sie zur Verstellung der Drehzahl den Verstellhebel (6)
bei la ufender Maschine. Siehe Abb. 7.
11.3 Bei Maschinen mit elektronisch stufenlosem Antrieb wird die Drehzahl durch Betätigen des Potentiometers verstellt.
12.0 Bohrtiefenanzeige
12.1 Bei Maschinen ohne digitale Bohrtiefenanzeige kann die Bohrtiefe an der Skala abgelesen werden.
12.2 Bei Maschinen mit digitaler Bohrtiefenanzeige (3) (Abb. 4) kann die jeweils eingestellte Bohrtiefe digital abgelesen werden.
13.0 Einstellen der Bohrtiefe
13.1 Bei Maschinen ohne Digitalanzeige Anschlagring (5) nach rechts ziehen, gewünschte Bohrtiefe wählen, Anschlagring (5)
nach links drücken und auf "0" rückwärts bohren. (Abb. 8)
13.2 Bei Maschinen mit digitaler Anzeige Bohrwerkzeug auf das Werkstück aufsetzen und mit dem Bohrheb el festhalten,
Digitalanzeige (3) nullen. (Abb. 4)
Beim Bohren kann nun jederzeit die erreicht e Bohrtiefe digital abgelesen werden. Der Anschlagring (5) kann hierbei als
Festanschlag dienen. (Abb. 8) Mit der Feineinstellung + oder – können Sie die genaue Tiefe einstellen.
14.0 Pinolenvorschub
14.1 Der manuelle Vorschub wird über die Bohrhebel erzeugt.
201261 D/ GB
5

D
15.0 Höhenverstellung
15.1 Bei Maschinen ohne Zahnstangenverstellung Tischklemmung lösen, positionieren und wieder klemmen.
Achtung! Quetschgefahr; Tisch gegen Herabfallen sichern
15.2 Bei Maschinen mit Zahnstangenverstellung zum Verstellen des Tisches bz w. Kopfes die Tisch- bzw. Kopfklemmung lösen
und mittels Handkurbel verstellen.
16.0 Regulierung der Rückzugfederspannung
Achtung! Netzstecker ziehen
16.1 Kunststoffabdeckung entfernen, Zylinderschraube (9) lösen und Spannung der Spiralfeder (3) mittels Spannstück (2)
korrigieren, Zylinderschraube (9) nach dem Korrigieren wieder festziehen. (Abb. 8)
17.0 Regulierung der Verstellwellenbremse
Achtung! Netzstecker ziehen. Gewindestift (5) im Uhrzeigersinn nachjustieren um die Bremswirkung zu erhöhe n. (Abb. 7)
18.0 Kopfhöhenverstellung
Achtung! Quetschgefahr; bei Verstellung des Kopfes, Klemmung lösen. Nach Positionierung Säule wieder klemmen!
19.0 Pflegehinweis
Zur Reinigung eignet sich jedes Standard – Reinigungsmittel für Kunststoff
20.0 Option „G-Einrichtung“ über Digitale Bohrtiefenanzeige P23 ST
Spindeldrehzahl
Bohrtiefenistwert Bohrtiefensollwert
„Gewinden“
Hauptschalter auf Stellung „Ein“. Bohrtiefenanschlagring nach rechts ziehen.
Mit dem Wahlschalter Bohren/Gewinden die Betriebsart „Gewinden“ anwählen.
Mit dem Bohrkreuz das Werkzeug auf das Werkstück führen und mit den Bohrtiefenistwert auf Null setzen.
Mit dem Bohrkreuz das Werkzeug auf die gewünschte Bohrtiefe führen. Mit den Wert aus der Anzeige „Bohrtiefenistwert“
(Anzeige links) in die Anzeige „Bohrtiefensollwert“ (Anzeige rechts) übernehmen. Motor starten und die benötigte
Spindeldrehzahl einstellen.
à Gewinden
Gemäß der gewählten Parameter wird der Gewindebohrer mittels Bohrkreuz bis zum Anschneiden in die Kernlochbohrung nach
unten geführt. Der Gewindebohrer zieht sich nun selbsttätig soweit in die Kernlochbohrung hinein bis die eingestellte
Gewindetiefe erreicht wird oder der Endschalter „Pinole Unten“ betätigt wird. An dieser Stelle schaltet die Elektronik die
Drehrichtung der Spindel um und der Gewindebohrer dreht sich selbsttätig aus dem erzeugten Gewinde heraus. Die
Rückholfeder der Pinole zieht die Bohrspindel in ihre Ausgangsstellung zurück. Hier wird der obere Grenztaster betätigt und die
Elektronik schaltet die Drehrichtung wieder um.
Achtung: Die Maschine läuft nach dem Einschalten des Hauptschalters in beiden Betriebsarten (Bohren und Gewinden) ca. 5
sec. verzögert an!
201261 D/ GB
6

GB
Dear customer!
Thank you for choosing this FLOTT high quality machine!
By buying this machine you purchased a product that achieves through his work performance, design, user
friendliness and high product quality an almost unique position in today’s machinery market.
Especially the outstanding FLOTT product quality gives you the security that this machine can be used highly
efficient and without any problems over a long period of time. By this the machine is inexpensive and provides you
always with a demonstrable added value for the benefit of your company and your customers!
FLOTT - High Quality. A Tradition since 1854 ...
In 1854, a small family business was founded in Remscheid, Germany which developed and manufactured breast
drills and drilling equipment of the highest quality for the German market. With these simple machines and the over
the years invented drill presses, the company Arnz FLOTT wrote history in machine tool industry segment and is
therefore recognized in industry circles and often cited as the "pioneer" of drilling technology.
Today the company is due to its outstanding experience in engineering and product quality already well established
in the international machine markets.
Always close to our customers - "High Quality - made in Germany ".
With our global partners FLOTT is not only the oldest, but also one of the leading manufacturers of advanced, highquality drilling-, sawing - and grinding machines in Europe.
Tradition commits – to innovation….
Standstill would be anything but FLOTT. As a future - and user -oriented company FLOTT continues to invest
constantly nearly 5% of the annual sales for research and product development. Continuous improvements of our
products and above all, intelligent solutions, industry -specific innovations in drilling-, sawing- and grinding
technology - evidenced by numerous patents, copyrights, customer- and design awards – speak more than clear
for the innovative and legendary pioneering spirit of FLOTT. This means, by purchasing a FLOTT machine our
customers can always rely on getting a perfectly developed, state-of-the-art and technically sophisticated as well as
user ergonomics orientated high quality machine. With a better warranty and additional benefits included:
Traditionally the highest quality and service…Since 1854!
Service decides - on customer satisfaction ...
With stationary, modern training facilities for courses in theory and practice of the FLOTT drilling academy located
at the FLOTT headquarter in Remscheid and at several FLOTT trade missions FLOTT wants to meet the
customer’s expectations and needs highly efficient.
Service also means that as soon as necessary, a repair will be carried out in order to reduce the machine’s
downtime to a minimum. FLOTT offers a nationwide service. If needed, we will capacitate your machine within 24
hours. Accordingly, a 24 -hour spare parts shipment is possible.
These are just a few points of the FLOTT service concept. For additional information, please visit our website
www.flott.de, or contact your local FLOTT dealer.
201261 D/ GB
7
GB
4.0 Transport
ATTENTION! Always check delivery for completeness and damage!
The carrier (forwarder or railway) is to be informed immediately in case of transport damages.
(s. yellow leaflet)
5.0 Setting up the machine
The drill should be set up on a solid base and aligned using a spirit level. If the machine is to be bolted to the base, ensure that
the base plate does not warp in the process. Use of vibration damping elements is recommended.
6.0 Installation
The machine has been installed ready for use. Please check whether type of current, current voltage and fusing agree with the
prescribed values. There must be a protective ground terminal. Mains fusing 16 A.
Attention! Take notice of the right rotation (right-hand) of spindle.
7.0 Commissioning
The parts with rust -inhibiting coating should be cleaned carefully. The column should then be lubricated. The table should be
moved several times since condensation may have formed in the table guide.
8.0 Operating and indication elements
(max. equipment) see figure 4.
1. main switch
2. polarity/reverse switch
3. drilling speed indicator / drilling depth indicator
4. switch drilling/tapping
5. emergency push button
6. coolant on/off
7. lighting on/off
9.0 Operating
For starting/stopping the machine switch on/off the main switch. Here to first unlock the emergency push button (optional).
The electrical drill guard must be closed (safe position). If present use the polarity/reverse switch to select the right speed level,
now you can change from spindle speed step 1 (right-hand) into spindle speed step 1 (left-hand) e.g. for tapping.
The switch drilling/tapping (option) selects the direction of the spindle, with the switch drilling/tapping (option) choose the
working process.
10.0 Speed indication
10.1 On machines without a digital sp eed indication the set speed will be shown on a scale at the shifting lever
Machines with variable speed drive are preadjusted to speed level 1.
10.2 On machines with a digital speed indic ation the set speed will be shown exactly on the display (accuracy 10 rpm).
11.0 Speed change
11.1 On machines with a variable - speed drive open the hood (screw B), unmount indicator, clamping lever, shift lever and
left-hand hood (sc rew A). Untension the belt by unclamping the motor holder and switch belt to the corresponding belt disc.
Assembly in reverse order. (s. diagram 5-6)
11.2 On machines with a mechanical infinitely variable - speed drive change the speed by swivelling the shifting lever (6)
when the mac hine is running. (s. diagram 7)
11.3 On machines with a electronical infinitely variable - speed drive change the speed by turning the potentiometer.
12.0 Drilling depth indication
12.1 On machines without a digital drilling depth indication the drilling depth is shown on a scale.
12.2 On machines with a digital drilling depth indication (3) the set drilling depth is shown digitally. (s. diagram 4)
13.0 Adjusting the drilling depth
13.1 On machines without a digital depth indication pull the limit stop (5) axially to the right, select the drilling depth and pu sh
the limit stop (5) to the left. (s. diagram 8)
13.2 On machines with a digital depth indication place the drilling tool with the drill lever onto the workpiece. Zero the digital
depth indication (3). (s. diagram 4) Drill to the required depth which is shown digital at the frontplate. Use the limit stop (5) as
fixed stop (s. diagram 8). With fine adjustment + or – you can set the exact depth.
14.0 Pinion feed
14.1. The pinion feed is made with the lever.
15.0 Adjustment of table
15.1 On machines witho ut a rack untension the clamping lever, position the drilling table and tension the clamping lever.
Attention! Secure the table against falling.
15.2 On machines with a rack untension the clamping lever, adjust the table height by means of the hand crank and tension the
clamping lever.
201261 D/ GB
8

GB
16.0 Adjustment of the return spring tension
Attention! Disconnect the machine from the electrical supply.
16.1 Remove plastic-cover. Loosen screw (9) and tension or untension the spiral spring (3) by rotating the tensi on plate (2).
Tighten screw (9). (s. diagram 8)
17.0 Adjustment of the speed adjustment lever brake
Attention! Disconnect the machine from the electrical supply. Adjust screw (5).Clock – wise in order to tighten the brake.
(s. diagram 7)
18.0 Height adjustment of drilling head
Attention! Squeezing danger; before adjusting the drilling head, untighten the clamping lever. After positioning retighten again.
19.0 Care reference
For cleaning each standard cleaning agent for plastic is suitable.
20.0 Optional tapping unit – digital tapping depth display
Spindle speed
Actual value Desired value
,,Tapping”
Engage the machine with main switch. Push depth stop ring to the right. Select tapping mode.
Move the tapping tool down with star wheel on the material surface and push – display shows zero as actual value.
Move the tapping tool with the star wheel on requested tapping depth. Press . Values shown now are identical in the
display of actual value (l.h.) and desired value (r.h.) Start motor and adjust spindle speed.
à tapping
Using the star wheel again, move the tapping tool down to the material in the core hole. The tapping tool cuts automatically until
either the adjusted depth has been reached or the end switch signalizing that pinion is operated. At this point, the electronic
reverses the turning direction of the spindle and the tapping tool turns l.h. out of the cut thread. The return spring of the pinion
pulls the spindle upwarts in the starting position. At this point, the upper limiter is operated and the electronic reverses in the
originally turning direction.
Attention:
After switching on, the machine will start in both operation modes with a 5 sec delay!
201261 D/ GB
9
Ersatzteilliste / List of spare part s
1
2
3
4
4
5
6
7
8
9
10
1
2
3
4
4
5
6
7
8
9
1
2
3
4
4
5
6
7
8
9
1
2
3
4
5
6
7
1
2
3
4
5
Ausgenommen sind Teile, die aufgrund technischer Innovationen nicht mehr hergestellt werden.
Except parts being no longer in production due no technical progress.
Bestellnr. / order no.
Abb.
figure
* Verschleißteile/consumable parts
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
3
3
4
4
4
4
4
4
4
5
5
5
5
5
Pos.
item
Bezeichnung
designation
Fronthaube * 201802 201822 201822 201822
Seitenteil links * 201648 201648 201648 201648
Seitenteil rechts * 201658 201658 201658 201658
Bohrschutz * 290852 290852 290852 290852
Anbauteile für
Elektrischen Bohrschutz *
Arm 201101 201101 201101 201101
Spannhebel * 009200 009200 009200 009200
Säule 201109 201109 201109 201109
Zahnstange 201104 201104 201104 201104
Ständersäule 201106 201106 201106 201106
Ständerplatte 160101 160101 160101 160101
Fronthaube * 201802 201822 201822 201822
Seitenteil links * 201648 201648 201648 201648
Seitenteil rechts * 201658 201658 201658 201658
Bohrschutz * 290852 290852 290852 290852
Anbauteile für
Elektrischen Bohrschutz *
Arm 201103 201103 201103 201103
Spannhebel 009200 009200 009200 009200
Säule 201148 201148 201148 201148
Zahnstange 200215 200215 200215 200215
Tischfuß 201122 201122 201122 201122
Fronthaube * 201802 201822 201822 201822
Seitenteil links * 201648 201648 201648 201648
Seitenteil rechts * 201658 201658 201658 201658
Bohrschutz * 290852 290852 290852 290852
Anbauteile für elektrischen
Bohrschutz * (ohne Abbildung)
Tischfuß 201101 201101 201101 201101
Spannhebel 009200 009200 009200 009200
Säule 201148 201148 201148 201148
Zahnstange 201144 201144 201144 201144
Maschinenschrank (Option) 201160 201160 201160 201160
Hauptschalter * 208016 208012 208012 208012
Polumschalter mit Wendung * 208036 --- 208036 208036
Digitalanzeige * --- 201920 201920 201920
Wahlschalter (Option) * --- 208029 208029 208029
Not-Aus -Schlagtaster 208022 208022 208022 208022
Schalter Kühlmittel (Option) * 009461 009461 009461 009461
Schalter Beleuchtung (Option) * 009461 009461 009461 009461
Spindel * --- --- 201342 --Pinole * --- --- 201341 --Rillenkugellager *
DIN 625-25x52x15-6205-2Z
Nutmutter selbstsichernd * --- --- 009797 --Flanschlager --- --- 201401 ---
M2 ST P 23 ST
R1
290860 290860 290860 290860
290860 290860 290860 290860
290860 290860 290860 290860
--- --- 007137 ---
P 23 ST
R2
P 23 ST-FB
201261 D/ GB
10

Bestellnr. / order no.
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
18
19
20
21
22
1
2
3
4
5
6
7
8
9
10
11
Abb.
figure
* Verschleißteile/consumable parts
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
6
6
6
6
6
6
6
6
6
6
6
6
6
6
6
6
6
6
6
7
7
7
7
7
7
7
7
7
7
7
Pos.
item
Bezeichnung
designation
Rillenkugellager *
DIN 625-25x52x15 -6205-2Z
Anschlagpuffer * --- --- 201343 --Keilrippenriemen *
DIN7867-6PJx711
Spindelriemenscheibe --- --- 201403 --Schutzblech --- --- 201302 --Laufhülse * --- --- 201402 --Ringmagnet * --- --- 212074 --Hall-Sensor * --- --- 201961 --Vorgelegeriemenscheibe --- --- 201442 --Vorgelegewelle * --- --- 205463 --Verstellscheibe * --- --- 009697 --Breitkeilriemen * --- --- 009872 --Verstellscheibe * --- --- 009698 --Motorhalter --- --- 201581 --Motor --- --- 180611 --Beleuchtung (Option) --- --- 201500 --Scharnier * --- --- 100360 --Spindel * 201342 201342 --- 201342
Pinole * 201341 201341 --- 201341
Rillenkugellager *
DIN 625-25x52x15-6205-2Z
Nutmutter selbstsichernd 009797 009797 --- 009797
Flanschlager 201401 201401 --- 201401
Rillenkugellager *
DIN 625-25x52x15-6205-2Z
Anschlagpuffer * 201343 201343 --- 201343
Breitkeilriemen * 009705 009705 --- 009705
Verstellscheibe * 009697 009697 --- 009697
Schutzblech 201302 201302 --- 201302
Laufhülse * 201402 201402 -- 201402
Ringmagnet * --- 212074 --- 212074
Hall-Sensor * --- 201961 --- 201961
Distanzring --- 201922 --- 201922
Verstellscheibe * 009698 009698 --- 009698
Motorhalter 201581 201581 --- 201581
Motor 180611 180611 --- 180611
Beleuchtung (Option) 201500 201500 --- 201500
Scharnier * 100360 100360 --- 100360
Niederhalter 200634 200634 200634 200634
Traverse 202621 202621 202621 202621
Zahnstange * 205634 205634 205634 205634
Verstellwelle * 201635 201635 201635 201635
Gewindestift DIN 915-M6x25 009515 009515 009515 009515
Verstellhebel 201639 201639 201639 201639
Zylindergriff 009206 009206 009206 009206
Spannscheibe * 201626 201626 201626 201626
Stellring * 201627 201627 201627 201627
Kugelscheibe DIN6319 -D25 009907 009907 009907 009907
Kegelpfanne DIN 6319-D23,2 009908 009908 009908 009908
M2 ST P 23 ST
R1
--- --- 006793 ---
--- --- 009500 ---
007137 007137 --- 007137
006793 006793 --- 006793
P 23 ST
R2
201261 D/ GB
P 23 ST-FB
11
Bestellnr. / order no.
12
13
14
15
16
1
2
3
4
5
6
7
8
1
2
3
4
5
6
1
2
3
4
5
Abb.
figure
* Verschleißteile/consumable parts
10
10
10
10
10
7
7
7
7
7
8
8
8
8
8
8
8
8
9
9
9
9
9
9
Pos.
item
Bezeichnung
designation
Buchse 007520 007520 007520 007520
Sechskantmutter DIN934-M8 003658 003658 003658 003658
Sechskantschraube
DIN933-M8x90
Sechskantmutter DIN985-M8 006401 006401 006401 006401
Zylinderschraube
DIN912-M8x85
Lamellenstopfen 009731 009731 009731 009731
Spannflansch 205664 205664 205664 205664
Spiralfeder * 205363 205363 205363 205363
Ritzelwelle * 201666 201666 201666 201666
Bohrtiefenanschlag *
Feineinstellung kompl.
Zylindergriff 009206 009206 009206 009206
Bohrhebel 280390 280390 280390 280390
Zylinderschraube
DIN 912-M8x45
Platte 201932 201932 201932 201932
Zahnstange * 201932 201932 201932 201932
Halteplatte 180938 180938 180938 180938
Druckfeder * 009512 009512 009512 009512
Drehimpulsgeber * 009293 009293 009293 009293
Meßzahnrad * 201933 201933 201933 201933
Schnecke kompl. (inkl. Stellring,
Buchse, Spannhülse) *
Schraubenrad * 169242 169242 169242 169242
Laufbolzen * 169243 169243 169243 169243
Handkurbel 009657 009657 009657 009657
Schmiernippel 007534 007534 007534 007534
M2 ST P 23 ST
R1
007973 007973 007973 007973
009758 009758 009758 009758
212545
---
006554 006554 006554 006554
200115 200115 200115 200115
212547
205710
P 23 ST
R2
212547
205710
P 23 ST-FB
212547
205710
201261 D/ GB
12
 Loading...
Loading...