

Page 1
Appendixes
PO
X45
XS
XL
A. Installation of plastic slide rail and support rail
About slide rail
The slide rail is attached to the sides of the conveyor
beam to reduce chain friction where the chain w ould otherwise be in direct contact with the beam profile. It is v ery
im
portant that the slide rail is installed properly, so that
the chain can run without disruption.
When the conveyor is to be mounted high above
g
round leve l, it might be easier to mount the slide rail onto
a convey or section while the conve yor beam is still on the
floor. If doing so, leave an extra end, approximately
300 mm longer than the beam, so that it can be cut off
a
nd adjusted when the beam is finally installed.
Characteristics
Slide rails are available in several materials, each with
ferent characteristics:
dif
The coefficient of friction is normally closer to the lower
v
alue at startup of a new conveyor. It will increase as the
contact surfaces are wearing in. Lubricants will reduce
the coefficient of friction.
Considerations when selecting slide rail
Each of the slide rails has its own characteristics and is
suitable for different types of applications.
Slide rails made of HDPE or PA-PE are suitable for
mo
st standard applications. PA-PE has higher wear
resistance but should not be used in wet environments.
In environments where high resistance to chemicals
is
important, PVDF slide rails are recommended.
Hardened steel slide rails in combination
slide rails in bends can be a good combination where
larger particles such as chip occur.
UHMW-PE has the highest wear resistance and can
be
recommended in applications with accumulation,
transport of heavy parts, high speed, abrasive particles
or requirements on low dust generation.
Horizontal plain bends
The contact pressure between the chain and the slide r ail
is v
ery high in the inner bend of horizontal plain bends. It
is important to use the PVDF slide at this location if the
speed is high as there will be increased temperatures
that may cause melting of other slide r ails. This, howe ver ,
will result in somewhat higher wear on the chain.
with PVDF
XLP
X85
X85P
XH
XK
XKP
X180
X300
GR
CS
XT
XC
XF
XD
FST
XLX
X85X
X180X
X300X
GRX
CSX
ELV
CTL
TR
APX
IDX
A. Installation of plastic slide rail and support rail 459
Page 2
A. Installation of plastic slide rail and support rail (continued)
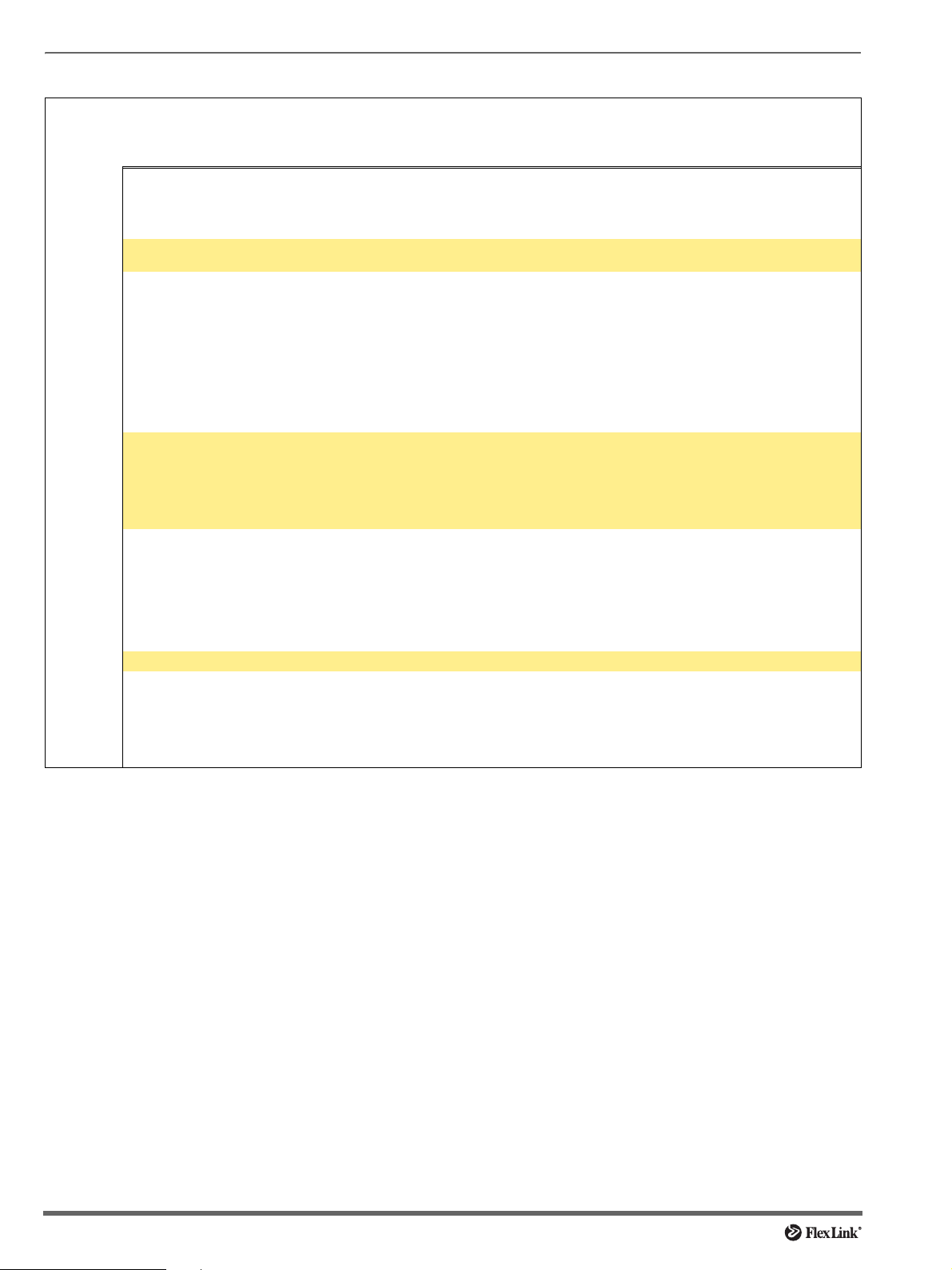
Example of available slide rail types
Slide rail
type
Material HDPE
Friction
coefficient
Application
information
Advantages Good standard
Disadvantages
Colour Black Natural white Grey White Black Natural Natural
Suitable
application
areas
XSCR 25
XLCR 25
XBCR 25
High density polyethylene
0,1–0,25 0,15–0,35 0,1–0,30 0,1–0,25 0,15–0,30 0,15–0,35 0,15–0,35
–40 to +60 °C
Standard applications
Easy to mount
Poor resistance
to solvents
(petroleum,
white spirit)
Limited temperature range
Wear out at
heavy accumula
tion
All industries
Medium speed
Medium load
XSCR 25 P
XLCR 25 P
XWCR 25 P
PVDF
Polyvinylidene
fluoride
–40 to +100 °C
High resistance
to chemicals
(see table in the
Product cata
logue)
Accumulation
Transport of
heavy parts
High speed
Abrasive particles
Chemical and
heat resistant
Low elongation
More resistant to
chemicals
Higher friction
More difficult to
mount
-
Greasy environments
Water (washing
machines)
Chemicals
High load
Heat resistant
XLCR 25 H XSCR 25 U
PA-PE
Polyamide-polyethylene
–40 to +80 °C
Accumulation
Transport of
heavy parts
-
High speed
Abrasive nonmetal particles
Good wear and
heat resistance
Should not be
used in wet
applications
High speed
High load
XLCR 25 U
XKCR 25 U
XWCR 25 U
XBCR 3/6 UA
UHMW-PE
Ultra-high
molecular weight
polyethylene
–40 to +60 °C
High wear resistance
Clean environment
Low dust and
particle generation
Easy to mount
Low wear out
Minimum of particles
Limited temperature range
Higher elongation
All types of clean
production
XLCR 25 E
XBCR 25 E
XBCR 25 EB
XBCR 3 EA
UHMW-PE
Carbon filled
ultra-high molecular weight polyethylene
–40 to +60 °C
Reduces static
electricity
Relatively low
dust and particle
generation
High conductivity
Fast discharge
Easy to mount
Some particle
generation may
occur
Environments
sensitive to static
electricity
XLCR 3 TA XKCR 3 TH
SS
Stainless steel
Abrasive particles
High resistance
to chemicals
No elongation
High resistance
to chemicals and
abrasive parti
cles.
Heat resistant
Low wear out
Difficult to
mount, with only
straight lengths
High friction
Generates particles in dry environments
High load
Heat/cold
XKCR W.. TH
-Hardened steel
Abrasive particles such as
metal chips from
milling and grind
ing processes
No elongation
Very high resistance to abrasive
-
particles
Heat resistant
Low wear out
Special mounting procedure
High friction
Generates particles in dry environments
Aggressive particles
High load
Heat/cold
-
460 A. Installation of plastic slide rail and support rail
Page 3

A. Installation of plastic slide rail and support rail (continued)
J
Attaching the slide rail in straight sections
Tools required
Slide rail installation tool:
XS-XL X85,
X180/X300
XLMR 140 XBMR 170 XMMR 140 XHMR 200 XKMR 200
Procedure
1 Start at an idler end unit.
Separate the top and bot
tom flange of the slide rail
at the end of the rail and
press it into place.
2 Make sure that you
mount the slide rail so
that it snaps on to the
beam. The different typ es
of slide rail do not look
alike, so check which
flange should be on top.
3 Use the slide rail mount-
ing tool to press the slide
rail into place. One end of
the tool is used when
slide rail is mounted onto
only one side of the
beam, and the other end
is used when you mount
slide rail onto the second
side.
4 Do not forget to mount
slide rails both under
neath and on the upper
side of the beam (unless
top running chain only)
XM XH XK
-
-
Joining slide rails
Tools required
Cutting pliers
Procedure
1 Cut both slide rail ends in
a 45° angle. The begin
ning of a new slide rail
section (in the direction of
travel) m ust be cut back a
small angle.
2 Allow a space of approxi-
mately 10 mm between
two slide rail ends. The
arrow indicates travel
direction.
3 Do not place two slide rail
joints opposite each
other. Ma ke sure there is
a distance of at least
100
mm between them to
make the chain run
smoother.
This does not apply to slide rail that begin s by an idler
unit or after a drive unit, where joints are alw ays par
allel.
Comments
• Try to let the slide rail run in as many continuous
lengths as possible, except in circumstances stated
below:
• It is recommended to use short slide rails (2–3 m)
where chemicals may have an effect on the slide rail
composition.
• It is important to cut the slide rail and allow f or elongation in high load areas. Cutting is required in wheel
bends (see below), by idler units and where the con
veyor will be heavily loaded, especially by the drive
units. This prevents the slide rail from stretching out
and entering into the drive unit, which may block the
chain.
• Never join slide rail in horizontal or vertical bends,
since forces are higher on the slide rail in these sec
tions. Instead, place the joint before the bend.
• Avoid joining slide r ails on top of conveyor beam
joints.
PO
X45
XS
XL
XLP
-
X85
X85P
XH
XK
XKP
X180
X300
GR
CS
-
XT
XC
XF
XD
FST
XLX
-
X85X
X180X
X300X
GRX
-
CSX
ELV
A. Installation of plastic slide rail and support rail 461
CTL
TR
APX
IDX
Page 4

A. Installation of plastic slide rail and support rail (continued)
Mounting slide rail in wheel bends
Tools required
Cutting pliers
Before wheel bend
1 Cut the slide rail end at a
45° angle.
2 The slide rail must be
longer than the conveyor
beam itself, and there
should be a 10 mm dis
tance between the slide
rail and the wheel of the
bend. Make sure that the
end of the slide rail is not
bent up or down.
-
After wheel bend
3 Cut the slide rail at a 45°
angle with a short back
cut. The slide rail must be
longer than the conveyor
beam itself, and there
should be a 2 mm dis
tance between the slide
rail and the wheel of the
bend.
4 In the outer bend, make
sure that the slide rail is
properly connected to the
conveyor beam profile.
Horizontal plain bends
In plain bends with small radii, the slide rail for the inner
bend should be cut so that it is only 10 mm wide in the
bend. This is to prevent an uneven slide r ail surface.
Stretch the rail while mounting.
-
Important
Plain bends with small radii should be avoided, if at all
possible. Always consult FlexLink Systems for design
assistance.
462 A. Installation of plastic slide rail and support rail
Page 5

A. Installation of plastic slide rail and support rail (continued)
Arrow indicates direction
of travel
PO
Mounting support rail in plain bends
The friction in plain bends can be significantly reduced b y
using support rails in the inner beam profile.
Tools required
Soft hammer
Knife
Drill 4,2 mm
Clamp
Screwdriver
Sheet metal screws ISO 7049 4,2×9,5
Procedure
1 Drill two holes (4,2 mm) in
the beam at the entry and
exit of the bend. Drill
additional holes every
200–300 mm.
2 Cut both ends of the rail
at a 45° angle.
7 Fix with BSS ST 4,2×9,5
sheet metal screws
(never use scre ws longer
than 9,5 mm).
Anchoring the slide rail
The beginning of each slide rail section must be fixed to
the beam, since the chain will cause the slide rail to be
pushed forward. Slide rail which moves into a wheel bend
or a drive unit can block the chain completely.
There are two diff er ent me th od s for fixing slide rail to
the conveyor beam, using aluminium rivets or plastic
screws. Either method can be used, but the riveting
method is more secure if the conveyor will run with high
operational speed or be heavily loaded.
Tools required
Hand drill
Drill fixture for slide rail:
Part #3924774 (drill diameter 3,2 mm): XS*
Part #3920500 (drill diameter 4,2 mm): XS**-XL-X85/XM-XH-XKX180/X300
* Rivet method only
**Plastic screw method only
Countersink
X45
XS
XL
XLP
X85
X85P
XH
XK
XKP
X180
X300
GR
CS
XT
3 Press the support rail into
place at one end of the
bend. It is important that it
is mounted against the
bottom flange of the
beam.
4 Make sure that the rail
starts exactly at the joint
between the bend and
the straight conveyor
beam.
5 Press the rest of the sup-
port rail in place.
6 Clamp the rail.
Procedure – drilling
1 Drill two holes near the
beginning of each slide
rail section. Use the drill
fixture to ensure cleancut holes and the correct
location of the holes.
The holes must be at the
leading edge of the joint
piece, in the direction of
travel, to hold the slide rail
in place when the con
veyor is in use . Use a well
sharpened drill bit.
2 Use a countersink to
deburr and countersink
the holes. Also make sure
that there are no metal fil
ings left underneath the
slide rail.
XC
XF
XD
FST
XLX
X85X
-
X180X
X300X
GRX
-
CSX
ELV
CTL
TR
APX
IDX
A. Installation of plastic slide rail and support rail 463
Page 6

A. Installation of plastic slide rail and support rail (continued)
Wrong
Correct
Slide rail in conveyor beam section XLCH 5 V
1 When using articulated
beam section XLCH 5 V,
the slide rail must be
mounted across the
entire beam section, and
cut off at the beginning of
the following beam sec
-
tion.
Anchoring slide rails using aluminium rivets
Tools required
Rivet crimping pliers
XS: Part #3924776,
XL-X85/XM-XH-XK-X180/X300: Part #5051395
or
Rivet crimping clamp
XS: Part #3924770
XL-X85/XM-XH-XK-X180/X300: Part #3923005
Aluminium rivets:
XS: XLAH 3×6
XL-XM-XH: XLAH 4×6
XK-X180/X300: XLAH 4×7 (brown colour)
Procedure
1 Insert rivets in the holes,
using rivet crimping pliers
or a rivet crimping clamp.
For type of rivet, see
above.
2 If working space is lim-
ited, the rivet crimping
clamp might be easier to
use. The two crimping
tools perform the same
task, but the pliers are
more efficient and easier
to use.
3 Check that the rivets do
not protrude over t he su r
face of the slide rail.
Check both top and
underneath surface of
slide rail for protruding
metal.
-
Anchoring slide rail using plastic screws
Tools required
Pliers/screwdriver
Knife
Hammer
Plastic screws: XS-XL-X85/XM-XH-
Procedure
1 Press or screw the
screws into the holes
using a pair of pliers or a
screwdriver.
2 Cut off the screw heads
by using a knife and a
hammer. Cut should be
made awa y from the joint,
in the direction of chain
travel.
3 Make sure the slide rail
surface is smooth and
that screws do not pro
trude over the surface of
the slide rail. If the sur
face should be uneven,
file the edges smooth.
Check both top and
underneath surface of
slide rail for protruding
plastic or metal.
4 Keep a distance of
approximately 30 mm
between screws and idle r
unit. This is in case the
idler unit has to be
removed after conveyor
system assembly.
X180/X300:
XLAG 5
-
-
XK:
XWAG 5
4 Keep a distance of
approximately 30 mm
between rivets and idler
unit. This is in case the
idler unit has to be
removed after conveyor
system assembly.
464 A. Installation of plastic slide rail and support rail
Page 7

A. Installation of plastic slide rail and support rail (continued)
PO
Slide rail installation – conveyor beam XKCB N
Conve y or beam Type XKCB N has additional flanges f or
slide rail “inside” the beam. Attaching slide rail to these
flanges is slightly different from the standard procedure.
This also applies to XK plain bends (see next page).
Tools required
Cutting pliers
Hammer
Screwdriver
Clamp
Knife
Drill 4,2 mm
Drill fixture Part #3920500
Plastic screws XWAG 5
Procedure
1 Cut the slide rail at a 45°
angle.
7 Use a clamp to press the
slide rail on to the beam
flange where the type N
beam begins.
8 Drill one additional hole in
each slide rail at the
beginning of the type N
beam section.
9 Install the chain as shown
in the picture.
X45
XS
XL
XLP
X85
X85P
XH
XK
XKP
X180
X300
GR
2 Mount slide rail on the
lower flange of the con
veyor beam.
3 Drill holes for plastic
XWAG 5 screws.
4 Use a screwdriver to
insert the screws. Cut off
the screw heads using a
knife and a hammer. File
off protruding edges.
5 On the upper flange of
the slide rail, use the drill
fixture to drill two holes in
the slide rail before it
enters the XKCB N beam.
CS
-
XT
XC
XF
XD
FST
XLX
X85X
X180X
X300X
GRX
CSX
ELV
CTL
6 Use a screwdriver to
insert the screws. Cut off
the screw heads using a
knife and a hammer. File
off protruding edges.
TR
APX
IDX
A. Installation of plastic slide rail and support rail 465
Page 8

A. Installation of plastic slide rail and support rail (continued)
Installation of slide rail in XK plain bends
Plain bends increase the tension in the chain and cause
higher stress on the slide rail. It is therefore recom
mended that slide rail be used on both the upper and
lower flanges in XK horizontal plain bends. Start by
installing the lower slide rail.
Tools required
Cutting pliers
Knife
Hammer
Screw driver
Drill 4,2 mm
Drill fixture (Part #3920500)
Plastic screws XWAG 5
Procedure
1 Mount slide rail on the
lower flange of the con
vey or beam. Cut the slide
rail at a slight angle, to
ensure a smooth entry of
the chain.
-
Installation of slide rail in X180/X300 plain bends
The centre beam in X180/X300 plain bend s has an ad ditional pair of flanges for slide r ail inside the beam, similar
to the XK beam type N. Installation is similar to that
described for slide rail in XK plain bends.
Note
For the slide rail in side th e bea m (i nner ben d o nly), p lastic screws must be used for anchoring.
Plastic screw XLAG 5 or aluminium rivet XLAH 4×7
can be used for the upper slide rails.
2 Temporarily install a
piece of upper slide rail.
Use the drill fixture to drill
holes in the slide rail on
the upper and lower
flange. Use a drill bit that
is long enough to drill
through both flanges.
3 Anchor the lower slide rail
to the beam using
XWAG
5 plastic screws.
4 Cut off all screw heads.
File off protruding edges.
5 Remove and discard the
temporary piece of upper
slide rail and install the
full length of upper slide
rail. Test the chain track.
466 A. Installation of plastic slide rail and support rail
 Loading...
Loading...