

Page 1
Instruction Manual
D103164X012
November 2010
V150S Slurry VeeBall Valve
Fisherr V150S Slurry Vee-Ballt Control Valve
NPS 3 through 12
Contents
Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 1. . . . . . . . . . . . . . . . . . . . . . . . . .
Specification table 2. . . . . . . . . . . . . . . . . . . . . . . .
Description 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3
Maintenance 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Packing Maintenance 5. . . . . . . . . . . . . . . . . . . . . .
Disassembly 5. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Assembly 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator Mounting 7. . . . . . . . . . . . . . . . . . . . . . . . . . .
Determining Mounting Position
for Spline Shaft/Lever Type 8. . . . . . . . . . . . . . .
Determining Closed Position 8. . . . . . . . . . . . . . . .
Parts Ordering 9
Parts List 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Introduction
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
W8511
Figure 1. Fisher V150S Slurry Vee-Ball Control Valve
questions about these instructions, contact your
Emerson Process Management sales office before
proceeding.
Scope of Manual
This instruction manual provides installation,
operation, maintenance, and parts information for
Fisher Vee-Ball V150S (NPS 3 through 12) rotary
control valves (see figure 1).
Refer to separate manuals for information
concerning the actuator, positioner and accessories.
Do not install, operate, or maintain V150S valves
without being fully trained and qualified in valve,
actuator, and accessory installation, operation, and
maintenance. To avoid personal injury or property
damage, it is important to carefully read, understand,
and follow all the contents of this manual, including
all safety cautions and warnings. If you have any
Description
The V150S Slurry Vee-Ball valve shown in figure 1
mates with CL150 raised face flanges. Rugged
construction, highly wear-resistant trim materials,
and an unrestricted straight through flow path make
the design ideal for controlling the most abrasive of
slurries.
A shaft with a choice of drive connections will allow a
variety of power operated actuators and valve
positioners or controllers to be used.
The design is particularly effective in minimizing
erosive damage to the adjoining pipework, thereby
providing greater operational safety and service life
when compared with other valve types.
www.Fisher.com
Page 2
Instruction Manual
V150S Slurry VeeBall Valve
Table 1. Specifications
Valve Sizes and End Connection Styles
NPS J 3, J 4, J 6, J 8, J 10, and J 12 with
CL150 raised-face flanges
Shutoff Classification
Construction does not provide tight shutoff.
Nominal gap between ball and flow ring seat is
0.035 inch for high chrome iron construction and
0.015 inch for ceramic insert construction.
Construction Materials
Standard Construction: See table 2
Flow Direction
Reverse flow recommended (into concave face of
ball, out through the flow ring)
Table 2. Standard Construction Materials
Part Material
Valve Body Carbon Steel ASTM A216 WCC
Body Liner
V-notch Ball
Flow Ring
Flow Ring Insert type (optional)
Flow Ring Retainer Carbon Steel ASTM A105
Bearing Shroud
Bearing 440C 58Rc
Drive Shaft 17-4PH Cond. H1025
Follower Shaft 17-4PH Cond. H1025
Shaft Pins Carbon Steel, zinc plated
Spring Carbon Steel
Gaskets Graphite SST Laminate.
Packing Set PTFE, Carbon Filled
Packing Set (optional) Graphite
Packing Box Ring and Follower 316 SST
Studs SA-193-B7
Nuts SA-194-2H
Retainer Screws and Clips 316 SST
Flow Ring Insert (optional) PSZ Ceramic
V-notch Ball (optional) PSZ ceramic
High Chrome Iron ASTM A532
Class III Type A
High Chrome Iron ASTM A532
Class III Type A
High Chrome Iron ASTM A532
Class III Type A
High Chrome Iron ASTM A532
Class III Type A
High Chrome Iron ASTM A532
Class III Type A
November 2010
Valve Installation
Shaft axis shall be horizontal
Actuator Mounting
Right-hand or left-hand, as viewed from upstream
end of valve
Maximum Ball Rotation
90 degrees
Valve/Actuator Action
With diaphragm or piston rotary actuator and
splined shaft, the valve is field-reversible between
PDTC or PDTO: J push-down-to-close
(extending actuator rod closes valve) and
J push-down-to-open (extending actuator rod
opens valve)
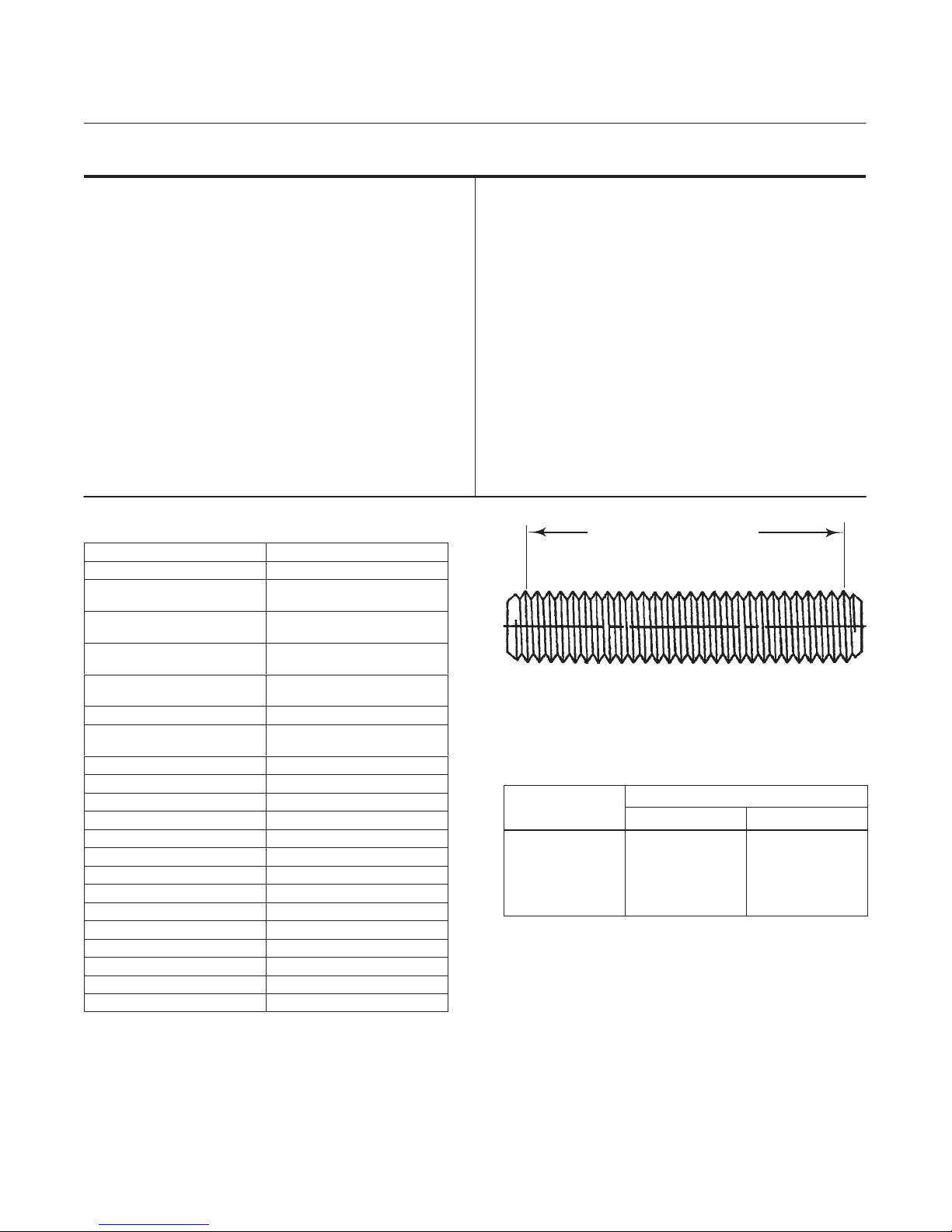
DIMENSION SHOWN IN TABLE 3
FIRST FULL THREAD TO
FIRST FULL THREAD
1A4520
Figure 2. Flange Stud Length for Seal Protector End
Table 3. Flange Stud Lengths Required for Flow Ring End
of Fisher V150S Valves
VALVE
SIZE,
NPS
3
4
6
8
10
12
mm Inches
95
108
114
183
222
256
V150S
3.75
4.25
4.50
7.19
8.72
10.10
Specifications
Specifications for these valves are shown in table 1
and in bulletin 51.3:V150S.
2
Page 3
Instruction Manual
November 2010
Installation
WARNING
Safe work practices should be
followed when handling the valve and
actuator.
Some types of ceramic trim, including
PSZ, can create a spark under certain
conditions when an edge of one
ceramic part is struck against a
second ceramic part with enough
force. Do not use ceramic trim where
the process fluid has volatile or
combustible properties.
The valve drive shaft is not necessarily
grounded to the pipeline when
installed. Personal injury or property
damage could result from an explosion
caused by a discharge of static
electricity from valve components if
the process fluid or the atmosphere
around the valve is flammable. If the
valve is installed in a hazardous area,
electrically bond the drive shaft to the
valve.
WARNING
Always wear protective gloves,
clothing, and eyewear when
performing any installation operations
to avoid personal injury.
Personal injury or equipment damage
caused by sudden release of pressure
may result if the valve assembly is
installed where service conditions
could exceed either the valve body
rating or the mating pipe flange joint
rating. To avoid such injury or
damage, provide a relief valve for
overpressure protection as required by
government or accepted industry
codes and good engineering practices.
Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
If installing into an existing
application, also refer to the WARNING
at the beginning of the Maintenance
section in this instruction manual.
V150S Slurry VeeBall Valve
VALVE BODY
E0880
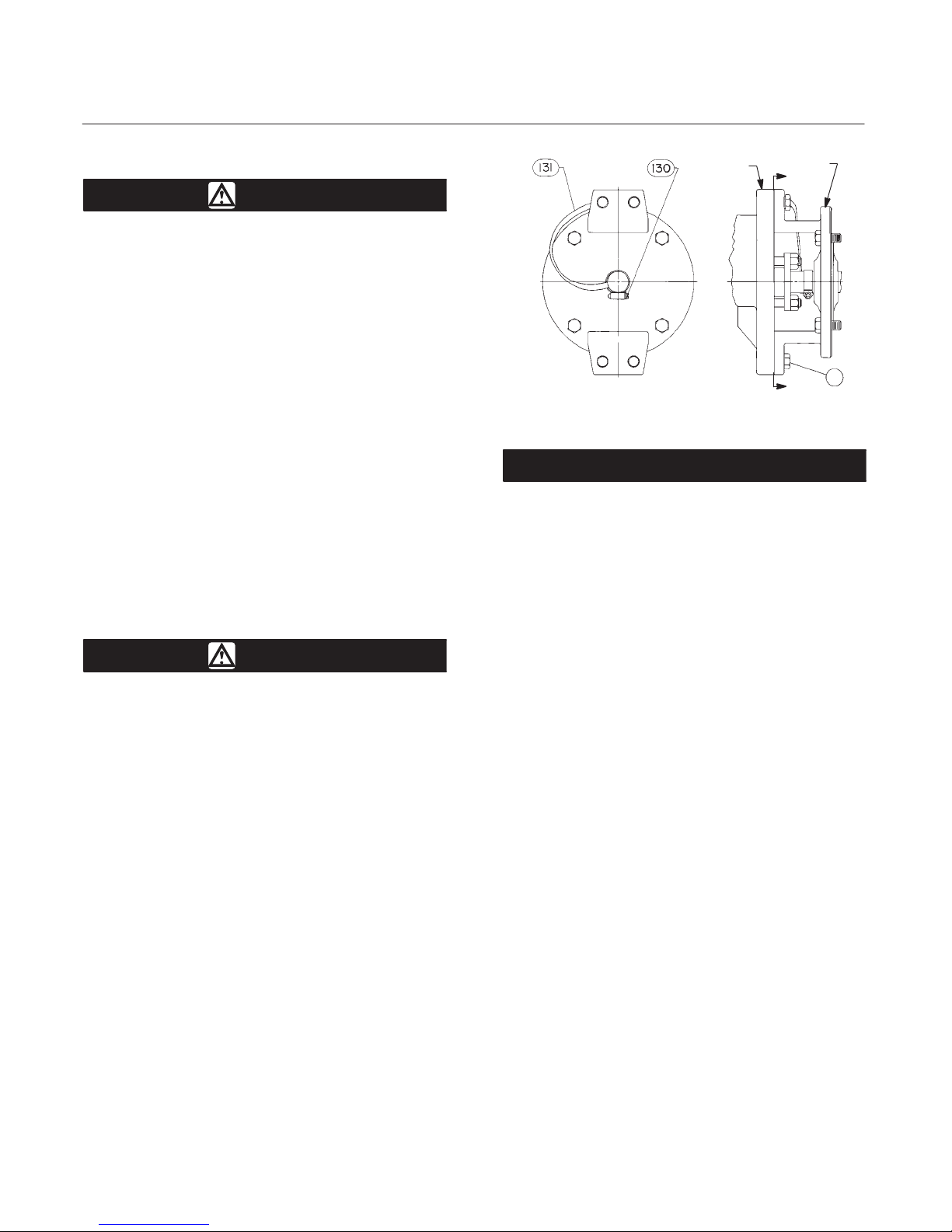
Figure 3. Optional Shaft-to-Body Bonding Strap Assembly
VIEW A-A
CAUTION
When ordered, the valve configuration
and construction materials were
selected to meet particular pressure,
temperature, pressure drop, and
controlled fluid conditions.
Responsibility for the safety of
process media and compatibility of
valve materials with process media
rests solely with the purchaser and
end-user. Because some valve/trim
material combinations are limited in
their pressure drop and temperature
ranges, do not apply any other
conditions to the valve without first
contacting your Emerson Process
Management sales office.
1. Install the valve in the direction of the flow arrow
fitted to the valve body.
2. Install the valve with the shaft axis in the
horizontal position.
3. If required, fit a bonding strap assembly (key 131)
to the drive shaft (key 8) with the clamp, (key 130,
figure 3) and connect the other end of the bonding
strap assembly to the valve body with actuator
mounting cap screw.
4. If the valve and actuator have been purchased
separately or if the actuator has been removed,
mount the actuator according to the Actuator
Mounting section and the appropriate actuator
instruction manual.
5. The actuator can be right- or left-hand mounted
with the shaft in a horizontal orientation as shown in
figure 1. If necessary, refer to the appropriate
actuator instruction manual for actuator installation
and adjustment procedures.
ACTUATOR
A
A
24
3
Page 4

Instruction Manual
V150S Slurry VeeBall Valve
Table 4. Fisher V150S Dimensions
VALVE SIZE
A B D G K M
DN mm
80 165 80.0 235 140 130 104 98.0 19.1 152 31.8 14.2
100 194 102 214 152 140 11 7 98.0 19.1 152 31.8 14.2
150 230 111 214 175 164 124 112 25.4 152 31.8 14.2
200 304 184 208 220 231 195 124 31.8 235 46.0 17.5
250 385 235 208 250 261 235 132 31.8 235 46.0 17.5
300 455 291 208 300 304 270 132 38.1 235 46.0 17.5
NPS Inch
3 6.49 3.15 9.26 5.51 5.12 4.11 3.86 0.75 6.00 1.25 0.56
4 7.62 4.02 8.44 5.98 5.53 4.61 3.86 0.75 6.00 1.25 0.56
6 9.06 4.38 8.44 6.89 6.45 4.90 4.40 1.00 6.00 1.25 0.56
8 11.96 7.25 8.19 8.66 9.11 7.68 4.90 1.25 9.25 1.81 0.69
10 15.16 9.26 8.18 9.84 10.26 9.25 5.19 1.25 9.25 1.81 0.69
12 17.91 11.47 8.18 11.81 11.97 10.63 5.19 1.50 9.25 1.81 0.69
1. Stud length associated with clearance dimension “M” is longer than standard length specified in ANSI B16.5.
2. Clearance necessary to remove flange bolts.
V150S DIMENSIONS
(2)
(1)
(2)
N
S Diameter T U W
November 2010
MN
E0875
B
A
Figure 4. Fisher V150S Dimensions (see table 4)
Table 5. Fisher V150S Dimensions for Double D Shaft Drive
VALV E
SIZE
E S
(1)
FLAT
LENGTH
T U W
DN mm
80 83 19.0 25.4 95 25
100 83 19.0 25.4 95 25
150 83 25.4 25.4 95 25
200 83 31.8 25.4 133 38
250 89 31.8 25.4 133 38
300 89 38.1 38.1 133 38
NPS Inch
3 3.25 3/4 1.0 3.75 1.0 1/2-13
4 3.25 3/4 1.0 3.75 1.0 1/2-13
6 3.25 1 1.0 3.75 1.0 1/2-13
8 3.25 1-1/4 1.0 5.25 1.5 5/8-11
10 3.5 1-1/4 1.0 5.25 1.5 5/8-11
12 3.5 1-1/2 1.5 5.25 1.5 5/8-11
1. This nominal valve shaft diameter is the shaft diameter through the packing box.
Use this diameter when selecting Fisher actuators.
see
below
S DIAMETER
T
W
G K D
E
FLAT SIZE
S
T
W
38B2695-A
FLAT
LENGTH
Figure 5. Fisher V150S Dimensions for Double D Shaft Drive
(see table 5)
U
NPS
3 THROUGH 12
U
4
Page 5

Instruction Manual
November 2010
Maintenance
WARNING
The V-notch ball closes with a
shearing, cutting motion, which could
result in personal injury. To avoid
injury, keep hands, tools, and other
objects away from the V-notch ball
while stroking the valve.
Avoid personal injury from sudden
release of process pressure. Before
performing any maintenance
operations:
D Do not remove the actuator from
the valve while the valve is still
pressurized.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
process pressure from both sides of
the valve. Drain the process media
from both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D The valve packing area may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
hardware or packing rings.
D Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
V150S Slurry VeeBall Valve
Packing Maintenance
1. It is recommended that the valve be removed
from the line when replacing packing to allow correct
set up of the actuator after actuator removal.
2. Remove the packing follower nuts and packing
follower (keys 18 and 16).
3. Remove the packing parts (see figure 4 and
keys 15 and 14) using a purposed designed packing
extraction tool to avoid damaging the packing box
bore and shaft surfaces.
4. Install the new packing parts using the sequence
shown in figure 4. Fit the packing follower (key 16).
Fit nuts (key 18).
5. Tighten the packing nuts to compress the packing
to seal for operating conditions. At the same time
push the ball and shroud on the drive end against
the valve body inside location face to center the ball.
This can be done by using a lever (wood) against
the inside ball lug face and the valve body liner inlet.
Disassembly
WARNING
Observe the steps in the WARNING at
the beginning of the Maintenance
section.
Reference figures 9 and 10.
CAUTION
Trim parts are made from brittle
material, handle with care to avoid
chipping or breakage.
1. Remove the actuator cover (where applicable).
Take note of the orientation of the actuator with
respect to the valve body and the lever orientation
with respect to the valve drive shaft.
2. Remove the actuator.
3. Remove the flow ring retainer screws, clips and
flow ring retainer (keys 22, 23, and 5).
4. Knock or press out the flow ring (key 4).
5. Position the ball to allow access to the shaft pins.
Use a modified parallel pin punch (figure 7) to to
knock out the shaft pins, (key 10) through the shaft
and ball lugs.
Note
The punch dimensions should be as
per table 6 to avoid damaging the ball
5
Page 6

Instruction Manual
V150S Slurry VeeBall Valve
PACKING FOLLOWER (KEY 16)
PACKING SET
(KEY 15)
PACKING
BOX RING (KEY 14)
PTFE V‐RING PACKING
NOTE:
1
INCLUDES ZINC WASHERS FOR
GRAPHITE RIBBON PACKING ONLY.
28B5170
FOR V150S
STANDARD PACKING
Figure 6. Packing Arrangements
PACKING FOLLOWER (KEY 16)
1
GRAPHITE RIBBON PACKING
FOR V150S
November 2010
PACKING SET
(KEY 15)
PACKING
BOX RING (KEY 14)
and shaft. The hole diameter in the ball
is larger than the hole in the shaft and
the punch needs to be centrally
located with the pin.
6. Remove packing follower (key 16). Remove plug
(key 20) and spring, (key 19).
7. Knock or press each shaft (key 9) out through the
ball and the bearings (key 7).
8. Remove ball (key 3) and shrouds (key 6).
9. Knock, press or pull out bearings (key 7).
10. Knock or press out body liner (key 2).
11. Remove packing (key 15).
For service applications involving scale formation
that sets up and “freezes” mating parts,
supplementary recommendations for disassembly
can be provided by your Emerson Process
Management sales office.
Assembly
WARNING
Observe the steps in the WARNING at
the beginning of the Maintenance
section.
Reference figures 9 and 10.
CAUTION
Trim parts are made from brittle
material, handle with care to avoid
chipping or breakage.
1. Clean all surfaces of the parts to be used. Ensure
all mating surfaces are in good condition and free
from scratches and dents. Replace worn parts. Fit
new gaskets (key 13 and 21) and packing (key 15).
2. Position the valve body with flow arrow
uppermost.
3. Fit the valve body liner (key 2) into the valve
body, aligning cross-holes with shaft bore axis.
4. Fit the bearings (key 7) through the valve body
liner into the valve body.
5. Place bearing shrouds (key 6) over the bearings
and through the valve body liner to contact faces in
the valve body bore.
6. Orientate the ball (key 3) so that the lug with the
location slot will be on the non-drive side of the valve
body, that is opposite from the actuator. Place the
ball on a wad of rag to rest in the bottom of the valve
body with the lugs uppermost. Fit the drive shaft
(key 8) through the bearing on the drive side and
into the hexagon hole of the ball, aligning the holes
for the shaft pins. With a splined shaft, the indicator
line on the splined shaft end should be on the ball
side to indicate the ball “seat location”. Fit the
follower shaft (key 9).
6
Page 7

Instruction Manual
November 2010
7. Fit the shaft pins (key 10) through the ball and
into the shaft using a pin punch (figure 7). Position
the pins approximately centrally about the shaft axis.
8. Next install the packing. Fit the studs (key 17 ),
packing box ring (key 14), packing set (key 15),
packing follower (key 16), and nuts (key 18). Adjust
the packing tightness for use.
9. Before fitting the flow ring, tap the end of the
bearing on the drive end to ensure that the
ball/shroud assembly is hard against the valve body
inner recess location on the drive end.
10. Next fit the flow ring.
a. For one piece High Chrome Iron flow ring
(key 4), fit into the valve body and valve body
liner. Fit the gasket, (key 13) and flow ring
retainer (key 5). Secure with retainer screws
(key 22) and clips (key 23). Check that the ball
rotates freely.
b. For flow ring with ceramic insert, position
the valve body on the valve body liner flange face
with the ball secured and facing upwards. Make
sure the flow ring insert type (key 28) and flow
ring insert (key 29) are clean and free of grease
and oil. Apply a bead of Loctitet 620 around the
smaller outside diameter of the ceramic insert
and push the insert into the flow ring. Place shims
on the upper ball face (recommended thickness
.015 inch) and lower the flow ring assembly into
place. Secure with retainer, screws and clips.
Push the insert down onto the shims and allow
the adhesive to set.
11. Fit the spring (key 19), gasket (key 21), and plug
(key 20).
V150S Slurry VeeBall Valve
D
0.010
OA
E0878
Figure 7. Pin Punch
Table 6. Pin Punch Dimensions
Ball
Valve Size,
NPS
3 and 4 0.19 0.16 0.25 0.15 0.085 1.45
6 0.22 0.19 0.25 0.18 0.105 1.85
8 and 10 0.28 0.25 0.38 0.24 0.135 2.2
12 0.28 0.25 0.38 0.24 0.135 2.6
Hole O
Pin
Shaft
Pin
Hole O
OB
A
MinBMaxCMaxDMin
2. Clean the valve shaft and actuator lever splines
to be sure the actuator lever will slide on easily. Only
drive the lever in if absolutely necessary.
3. Carefully wedge the ball solidly against the
actuator-side bearing to center the ball.
4. Keep the wedge in place while installing the
lever, if necessary. Remove the wedge after you
have clamped the actuator lever on the valve shaft
and have connected the lever to the actuator piston
rod or diaphragm rod.
OC
R 0.010
MAX
For service applications involving scale formation
that sets up and “freezes” mating parts,
supplementary recommendations for assembly can
be provided by your Emerson Process Management
sales office.
Actuator Mounting
Use the appropriate actuator instruction manual, this
section of this manual, and figure 8 of this manual
when mounting the actuator or changing actuator
styles and positions.
1. To help ensure correct centering of the V-notch
ball (key 3) on the flow ring (key 4 or 28/29), be sure
the ball is closed when mounting the actuator (for
applications other than Spring Return Fail-Open).
Determining Mounting Position for
Spline Shaft/Lever Type
The actuator can be either right or left-hand
mounted, with the actuator on the right or left side
when viewed from upstream (see figure 8).
For right-hand mounting (standard), the ball will
be in the top of the valve body when the valve is
open and the shaft is horizontal. In this position the
ball rotates CW to Close.
For left-hand mounting, the ball will be in the top of
the valve body when the valve is open and the shaft
is horizontal. In this position the ball rotates CCW to
Close.
7
Page 8

Instruction Manual
V150S Slurry VeeBall Valve
November 2010
Figure 8. Index Marks for Actuator Lever Orientation for NPS 3 through 12 Valves
Determining Closed Position
1. The valve must be removed from the line to
check the position of the ball.
WARNING
The V-notch ball closes with a
shearing, cutting motion. To avoid
personal injury, keep hands, tools, and
other objects away from the ball while
stroking the valve.
2. Rotate the ball to the closed position.
3. Position the ball in the proper location.
4. The ball is in its closed position when the Vee
plane of the ball, (opposite the convex side) is
parallel to the liner end flange face of the valve body.
Measure to check. Adjust the actuator linkage or
travel stops to position.
CAUTION
To extend operating life of the V-notch
ball, always ensure the V-notch ball
rotates into the top of the valve body
to open.
8
Page 9

Instruction Manual
November 2010
V150S Slurry VeeBall Valve
29
28
W8513
Figure 9. Exploded View, Fisher V150S NPS 3 through 12
(Including Alternative Ceramic Insert Construction, Keys 28 and 29)
Parts Ordering
A serial number is assigned to each valve and
stamped on the nameplate. Always refer to the valve
serial number when corresponding with your
Emerson Process Management sales office
regarding spare parts or technical information. When
ordering replacement parts, also specify the
complete 11-character part number from the parts
kits or parts list information.
WARNING
Use only genuine Fisher replacement
parts. Components that are not
supplied by Emerson Process
Management should not, under any
circumstances, be used in any Fisher
valve, because they may void your
warranty, might adversely affect the
performance of the valve, and could
cause personal injury and property
damage.
Note
Neither Emerson, Emerson Process
Management, nor any of their affiliated
entities assumes responsibility for the
selection, use, or maintenance of any
product. Responsibility for the
selection, use, and maintenance of any
product remains with the purchaser
and end user.
9
Page 10

Instruction Manual
V150S Slurry VeeBall Valve
November 2010
E0879
10
Figure 10. Fisher V150S Assembly
Page 11

Instruction Manual
November 2010
Parts List
Note
Part numbers are shown for recommended spares
only. For other part numbers, contact your Emerson
Process Management sales office.
Common Parts (figures 9 and 10)
Key Description Part Number
1 If you need a valve body as a replacement part,
order by valve size, serial number, and desired
valve body material. Contact your Emerson Process
Management sales office for assistance.
2* Valve Body Liner, High Chrome Iron
Schedule 40
NPS 3 1B12124U012
NPS 4 1B12125U012
NPS 6 2B12083U012
NPS 8 2B12193U012
NPS 10 2B12194U012
NPS 12 3B12220U012
Schedule 80
NPS 3 2B12127U012
NPS 4 2B12156U012
NPS 6 2B12021U012
NPS 8 2B12196U012
NPS 10 2B12197U012
NPS 12 3B12219U012
3* V-notch Ball
Standard, High Chrome Iron
NPS 3 3B12121U012
NPS 4 3B12077U012
NPS 6 3B12017U012
NPS 8 3B12079U012
NPS 10 3B12192U012
NPS 12 3B12222U012
PSZ Ceramic
NPS 3 3B12276U012
NPS 4 3B12277U012
NPS 6 3B12278U012
NPS 8 3B12279U012
NPS 10 3B12280U012
NPS 12 3B12281U012
4* Flow Ring, High Chrome Iron
Schedule 40
NPS 3 1B12086U012
NPS 4 1B12110U012
NPS 6 2B12082U012
NPS 8 2B12183U012
NPS 10 2B12185U012
NPS 12 3B12213U012
Schedule 80
NPS 3 1B12085U012
NPS 4 1B12111U012
NPS 6 2B12019U012
NPS 8 2B12184U012
NPS 10 2B12186U012
NPS 12 3B12215U012
V150S Slurry VeeBall Valve
Key Description Part Number
5 Flow Ring Retainer
6* Bearing Shroud, High Chrome Iron (2 req’d)
NPS 3 1B12100U012
NPS 4 1B12100U012
NPS 6 1B12062U012
NPS 8 1B12170U012
NPS 10 1B12170U012
NPS 12 1B12201U012
7* Bearing, 440C (2 req’d)
NPS 3 1B12119U012
NPS 4 1B12119U012
NPS 6 1B12031U012
NPS 8 1B12191U012
NPS 10 1B12191U012
NPS 12 1B12217U012
8 Drive Shaft Spline
8 Drive Shaft, DD
9 Follower Shaft
10* Shaft Pin, carbon steel, zinc plated (2 req’d)
NPS 3 1B12096U012
NPS 4 1B12096U012
NPS 6 1B12034U012
NPS 8 1B12166U012
NPS 10 1B12166U012
NPS 12 1B12206U012
13* Gasket, graphite/laminate
NPS 3 1B12133U012
NPS 4 1B12108U012
NPS 6 1B12036U012
NPS 8 1B12162U012
NPS 10 1B12177U012
NPS 12 1B12203U012
14* Packing Box Ring, 316 SST
NPS 3 and 4 16A6084X012
NPS 6 16A6085X012
NPS 8 16A6086X012
NPS 10 16A6086X012
NPS 12 16A6087X012
15* Packing Set
PTFE
NPS 3 and 4 12A8995X022
NPS 6 12A8832X022
NPS 8 12A8951X022
NPS 10 12A8951X022
NPS 12 12A8935X022
Graphite/laminate
NPS 3 and 4 12A9136X012
NPS 6 12A9137X012
NPS 8 12A9138X012
NPS 10 12A9138X012
NPS 12 12A9139X012
16 Packing Follower
17 Stud, 2 req’d
18 Nut, 2 req’d
19 Spring
20 Plug
*Recommended spare parts
11
Page 12

Instruction Manual
V150S Slurry VeeBall Valve
Key Description Part Number
21* Gasket, graphite/laminate
NPS 3 and 4 1B12098U012
NPS 6 1B12044U012
NPS 8 1B12168U012
NPS 10 1B12168U012
NPS 12 1B12204U012
22 Retainer Screw, 2 req’d
23 Retainer Clip, 2 req’d
24 Actuator Mounting Screw, 4 req’d
25 Nameplate
26 Drive Screw, 4 req’d
27 Flow Arrow
November 2010
Key Description Part Number
28 Flow Ring Insert type, High Chrome Iron
Schedule 40
NPS 3 1B12088U012
NPS 4 1B12112U012
NPS 6 2B12084U012
NPS 8 2B12181U012
NPS 10 2B12187U012
NPS 12 3B12214U012
Schedule 80
NPS 3 1B12087U012
NPS 4 1B12113U012
NPS 6 2B12050U012
NPS 8 2B12182U012
NPS 10 2B12188U012
NPS 12 3B12216U012
29 Flow Ring Insert PSZ Ceramic
NPS 3 1B12134U012
NPS 4 1B12109U012
NPS 6 2B12046U012
NPS 8 2B12157U012
NPS 10 2B12172U012
NPS 12 2B12210U012
130 Clamp
131 Bearing Clamp Assembly
*Recommended spare parts
Fisher, and VeeBall are marks owned by one of the companies in the Emerson Process Management business division of Emerson Electric Co.
Emerson Process Management, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co. All other marks are
the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they
are not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or
applicability. All sales are governed by our terms and conditions, which are available upon request. We reserve the right to modify or improve the
designs or specifications of such products at any time without notice. Neither Emerson, Emerson Process Management, nor any of their affiliated
entities assumes responsibility for the selection, use or maintenance of any product. Responsibility for proper selection, use, and maintenance of
any product remains solely with the purchaser and end user.
Emerson Process Management
Marshalltown, Iowa 50158 USA
Sorocaba, 18087 Brazil
Chatham, Kent ME4 4QZ UK
Dubai, United Arab Emirates
Singapore 128461 Singapore
www.Fisher.com
12
EFisher Controls International LLC 2003, 2010; All Rights Reserved
 Loading...
Loading...