

Fisher Fisher Vee-Ball V150, V200 and V300 Rotary Control Valves NPS 1 through 12 Manuals & Guides
Page 1

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Fisher™ Vee‐Ball™ V150, V200, and V300 Rotary
Control Valves NPS 1 through 12
Contents
Introduction 1.................................
Scope of Manual 1.............................
Description 2.................................
Specifications 2...............................
Educational Services 2
Installation 3....................................
Maintenance 8..................................
Packing Maintenance 8.........................
Replacing the Ball Seal 11.......................
Disassembly 11............................
Assembly 14..............................
HD Ball Seal Lubrication 20..................
Bearing and Ball Maintenance 20.................
DN80 - 300 (NPS 3 - 12) valves 20................
Welded Taper Key Replacement 24...........
DN25 - 50 (NPS 1 - 2) valves 25..................
Cavitrol
Actuator Mounting 32............................
NPS 3 - 12 without Attenuator 33..................
Parts Ordering 40
Parts Kits 42.....................................
Parts List 44.....................................
Appendix A Instructions for Non‐Series B 45.........
™
Hex Installation 32......................
Determining Mounting Position 33...............
Determining Closed Position 33.................
................................
..........................
Figure 1. Fisher Vee‐Ball with 2052 Actuator
and FIELDVUE
X0187-1
™
DVC6200 Digital Valve Controller
Introduction
Scope of Manual
This instruction manual provides installation, operation, maintenance, and parts information for the Fisher Vee‐Ball
V150 (NPS 1 through 12), V200 (NPS 1 through 10), and V300 (NPS 1 through 12) rotary control valves (see figure 1).
NPS 3 through 12 valves without an attenuator currently in production are referred to as Series B (for more
information on this distinction see Appendix A).
For larger valves (NPS 14, 16, and 20), refer to a separate instruction manual. For information on ENVIRO‐SEAL
packing, see the ENVIRO‐SEAL Packing System for Rotary Valves instruction manual (D101643X012). Refer to separate
manuals for information concerning the actuator, positioner and accessories.
Do not install, operate, or maintain Vee-Ball valves without being fully trained and qualified in valve,
actuator, and accessory installation, operation, and maintenance. To avoid personal injury or property
damage, it is important to carefully read, understand, and follow all the contents of this manual,
including all safety cautions and warnings. If you have any questions about these instructions, contact
your Emerson sales office
www.Fisher.com
before proceeding.
™
Page 2
Vee-Ball Valves
March 2021
Table 1. Specifications
Instruction Manual
D101554X012
Valve Sizes
See table 2
Valve End Connection Styles
V150: Flanged valves that mate with CL150
raised-face flanges and EN 1092-1 Type B raised-face
and Type F Recess
V200: Flangeless (all sizes) and flanged valves that
mate with CL600 raised-face flanges (NPS 2-8)
V300: Flanged valves that mate with CL300
raised-face flanges and EN 1092-1 Type B raised-face
and Type F Recess
Maximum Inlet Pressure
Consistent with applicable ASME B16.34 or
EN 12516-1 ratings
Standard Flow Direction
Forward (into the convex face of the Vee‐ball)
1. The pressure/temperature limits in this manual, and any applicable code or standard limitation, should not be exceeded.
(1)
Actuator Mounting
J Right‐hand, standard or J left‐hand, optional, as
viewed from upstream end of valve (see figure 23 and
the Actuator Mounting section)
Maximum Ball Rotation
Standard: Ball rotates counterclockwise to close
when viewed from actuator side of valve
Optional: Ball rotates clockwise to close
Ball rotation is 90 degrees
Valve/Actuator Action
With diaphragm or piston rotary actuator,
field‐reversible between:J push‐down‐to‐close
(extending actuator rod closes valve) and
J push‐down‐to‐open (extending actuator rod
opens valve.) See actuator manual for details
Description
The V150, V200, and V300 Vee‐Ball valves (figure 1) with a V‐notch ball are used in throttling or on‐off service. The
V200 is a flangeless construction. The V150 and V300 valves are raised‐face flanged constructions. The splined valve
shaft of all these valves connect to a variety of rotary‐shaft actuators.
Specifications
Specifications for these valves are shown in table 1 and in the Fisher Vee-Ball V150, V200, and V300 Rotary Control
Valves Bulletin 51.3:Vee‐Ball (D101363X012
).
Educational Services
For information on available courses for Fisher Vee-Ball valves, as well as a variety of other products, contact:
Emerson Automation Solutions
Educational Services - Registration
Phone: 1-641-754-3771 or 1-800-338-8158
E-mail: education@emerson.com
emerson.com/fishervalvetraining
2
Page 3

Instruction Manual
D101554X012
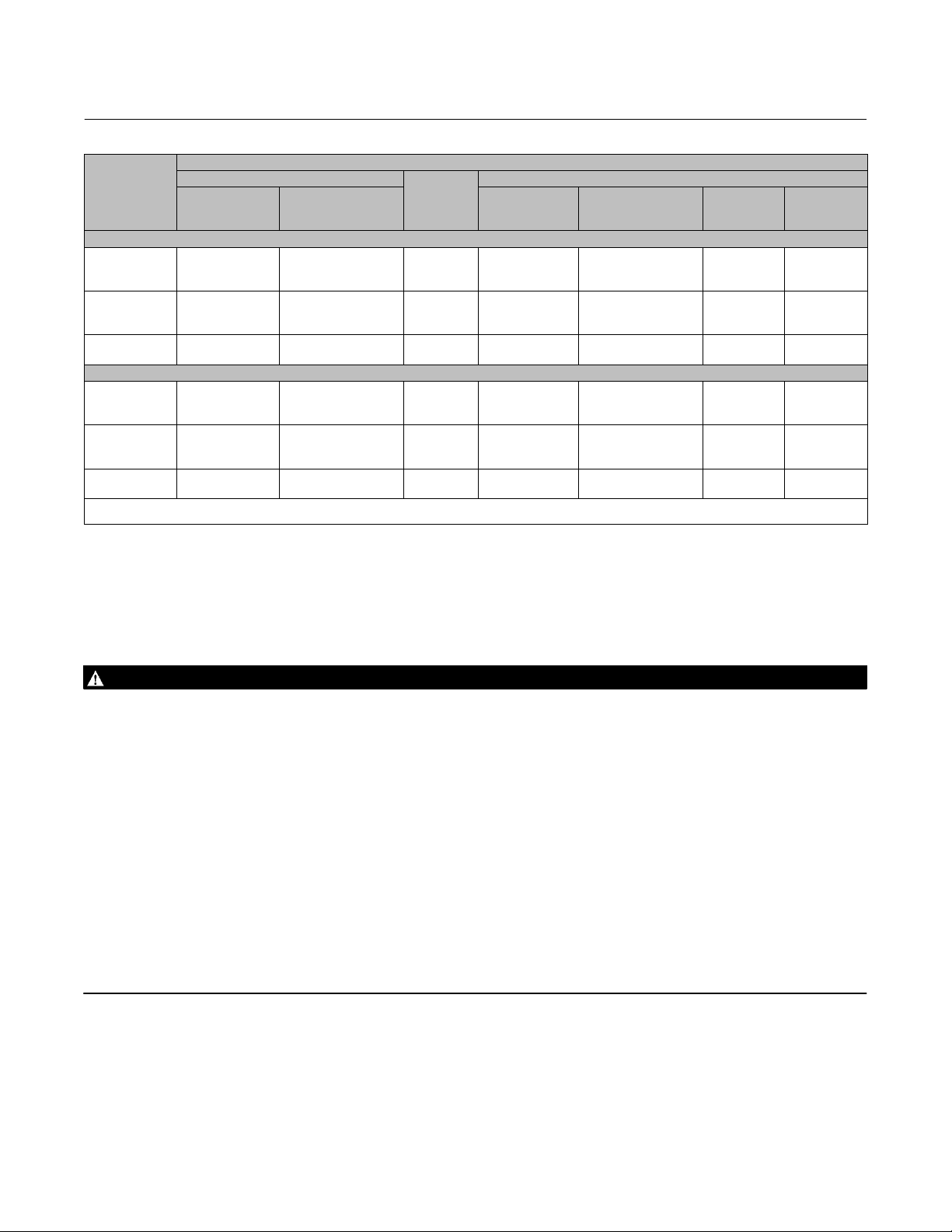
Table 2. Valve Body Materials, End Connections, and Ratings
VALVE DESIGN VALVE BODY MATERIAL
WCC NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20, 24x20
WCC / 1.0619
V150
(4)
V200
V300
1. WCC and EN Stl 1.0619 are dual certified. CF3M and EN SST 1.4409 are dual certified.
2. CF3M is a standard offering in Europe and Asia Pacific.
3. NORSOK compliant materials available upon request.
4. Flangeless V200 assemblies mate with raised-face flanges.
5. Valve body mates with NPS 24 ASME CL150 flanges. Internal based on NPS 20 valve design.
CF3M/1.4409
CD3MN
CD3MWCuN
CK3MCuN NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
WCC, LCC, CG8M, or CF3M
WCC, LCC, or CG8M NPS 2, 3, 4, 6, or 8 CL600
CW2M, M35-2, or CK3MCuN NPS 1, 1-1/2, 2, 3, 4, 6, 8 CL150/300/600 flangeless
CK3MCuN NPS 10 CL150 flangeless
WCC / 1.0619
CF3M/1.4409
CD3MN
CD3MWCuN
CK3MCuN NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
(1)
LCC
(2)
CF3M
(1)
CG8M NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20, 24x20
CW2M NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
M35-2 NPS 1, 1-1/2, 2, 3, 4, 6, 8
(3)
(3)
(2)
WCC NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20 CL300
(1)
LCC
(2)
CF3M
(1)
CG8M NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20
CW2M NPS 1, 1-1/2, 2, 3, 4, 6, 8
M35-2 NPS 1, 1-1/2, 2, 3, 4, 6, 8
(3)
(3)
Vee-Ball Valves
SIZE RATINGS
NPS / DN ASME / PN
DN 80, 100, 150 PN 10-16
DN 200, 250, 300 PN 10 or PN 16
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12 CL150
DN 80, 100, 150 PN 10-16
DN 200, 250, 300 PN 10 or PN 16
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12 CL150
DN 80, 100, 150 PN 10-16
DN 200, 250, 300 PN 10 or PN 16
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
NPS 1, 1-1/2, 2 CL150/300/600 flangeless
NPS 3, 4
NPS 6, 8
NPS 10 CL150 flangeless
DN 25, 40, 50 PN 10-40
DN 80, 100, 150 PN 25-40
DN 200, 250, 300 PN 25 or PN 40
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12 CL300
DN 25, 40, 50 PN 10-40
DN 80, 100, 150 PN 25-40
DN 200, 250, 300 PN 25 or PN 40
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12 CL300
DN 25, 40, 50 PN 10-40
DN 80, 100, 150 PN 25-40
DN 200, 250, 300 PN 25 or PN 40
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
NPS 1, 1-1/2, 2, 3, 4, 6, 8, 10, 12
(5)
(5)
CL150
CL150
CL150 and CL300/600
flangeless
CL150/300 and CL600
flangeless
CL300
March 2021
Installation
Separate installation steps are provided in this section for V150 and V300 flanged valves, V200 flangeless valves. Key
numbers in installation procedures are shown in figures 24, 25, and 26 unless otherwise indicated.
Some types of ceramic trim, including VTC, can create a spark under certain conditions. If an edge of a ceramic part is
struck against a second ceramic part with enough force, it can produce a spark.
3
Page 4
Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
WARNING
Avoid personal injury and property damage from ignition of process fluid caused by sparks from ceramic trim. Do not use
ceramic trim where the process fluid is unstable or if it is an explosive mixture (such as ether and air).
WARNING
Always wear protective gloves, clothing, and eyewear when performing any installation operations to avoid personal
injury.
Personal injury or equipment damage caused by sudden release of pressure may result if the valve assembly is installed
where service conditions could exceed either the valve body rating or the mating pipe flange joint rating. To avoid such
injury or damage, provide a relief valve for overpressure protection as required by government or accepted industry codes
and good engineering practices.
Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
If installing into an existing application, also refer to the WARNING at the beginning of the Maintenance section in this
instruction manual.
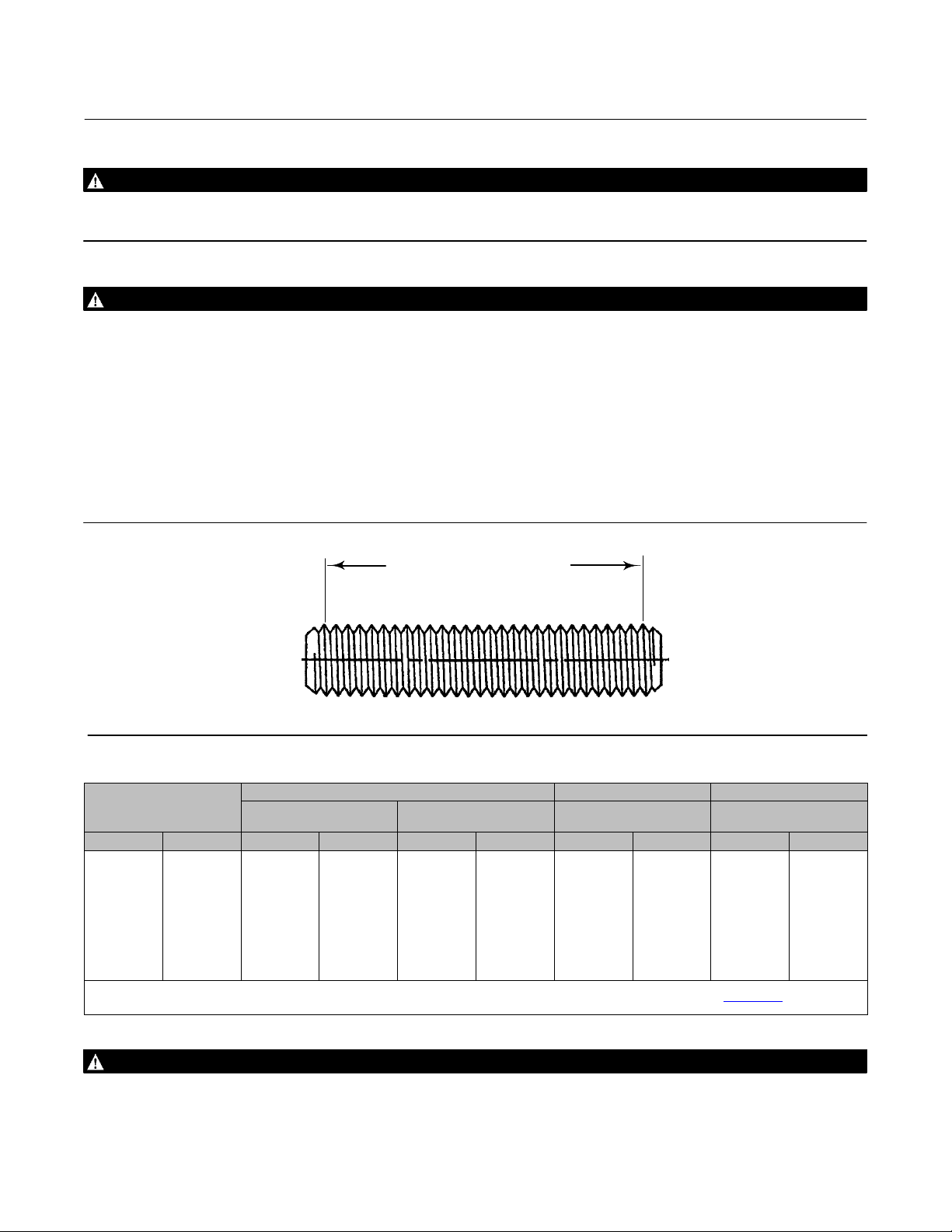
Figure 2. Flange Stud Length for Seal Protector End
DIMENSION SHOWN IN TABLE 3
FIRST FULL THREAD TO FIRST FULL THREAD
1A4520
Table 3. Flange Stud Lengths Required for Seal Protector Ring End of Fisher V150, V200, and V300 Valves
(2)
2.75
3.25
3.75
3.75
4.25
4.50
4.75
5.25
5.50
V150
ASME B16.10 Short
Face‐to‐Face
95
127
146
133
146
152
171
165
159
3.75
5.00
5.75
5.25
5.75
6.00
6.75
6.50
6.25
ANSI/ISA S75.08.02
- - -
- - 121
140
165
197
216
- - -
- - -
VALVE
SIZE
DN NPS mm Inches mm Inches mm Inches mm Inches
25
40
50
80
100
150
200
250
300
1. For the flanged V200, the same bolt lengths are used for both the inlet and outlet flange ends because the studs for threaded flange holes are double nutted. If the Cavitrol Hex
anti-cavitation trim is installed, the required outlet flange bolt length will be ½” longer than the Dimension specified in the table above. See Vee-Ball bulletin (D101363X012
2. For V150 and V300 valve assemblies with the Cavitrol Hex anti-cavitation trim installed, the same bolt lengths are used for both the inlet and outlet flange ends.
1
1-1/2
2
3
4
6
8
10
12
ANSI/ISA S75.08.02
Face‐to‐Face
70
83
95
95
108
114
121
133
140
(1)
V200
Face‐to‐Face
- - -
- - -
4.75
5.50
6.50
7.75
8.50
- - -
- - -
V300
ANSI/ISA S75.08.02
Face‐to‐Face
89
102
95
121
127
140
152
171
184
).
(2)
3.50
4.00
3.75
4.75
5.00
5.50
6.00
6.75
7.25
WARNING
When ordered, the valve configuration and construction materials were selected to meet particular pressure, temperature,
pressure drop, and controlled fluid conditions. Responsibility for the safety of process media and compatibility of valve
4
Page 5
Instruction Manual
D101554X012
materials with process media rests solely with the purchaser and end‐user. To avoid possible personal injury and because
some valve/trim material combinations are limited in their pressure drop and temperature ranges, do not apply any other
conditions to the valve without first contacting your Emerson sales office
.
Vee-Ball Valves
March 2021
WARNING
The valve drive shaft is not necessarily grounded to the pipeline when installed. Personal injury or property damage could
result from an explosion caused by a discharge of static electricity from valve components if the process fluid or the
atmosphere around the valve is flammable. If the atmosphere around the valve or the process fluid is flammable,
electrically bond the drive shaft to the valve.
Note
Standard PTFE packing is composed of a partially conductive carbon‐filled PTFE female adaptor with PTFE V‐ring packing. Standard
graphite packing is composed of all conductive graphite ribbon packing. Alternate shaft‐to‐valve body bonding is available for
hazardous service areas where the standard packing is not sufficient to bond the shaft to the valve (see the following step).
Attach the optional bonding strap assembly (key 131, figure 3) to the valve drive shaft (key 6) with the clamp (key 130,
figure 3) and connect the other end of the bonding strap assembly to the valve body with the cap screw (key 23).
1. If the valve is to be stored before installation, protect the flange mating surfaces and keep the valve body cavity dry
and free of foreign material.
2. Install a three‐valve bypass around the control valve assembly if continuous operation will be necessary during
inspection and maintenance of the valve.
3. The valve is normally shipped as part of a control valve assembly, with an actuator mounted on the valve. If the
valve and actuator have been purchased separately or if the actuator has been removed, mount the actuator
according to the Actuator Mounting section and the appropriate actuator instruction manual.
4. Standard flow direction is with the seal protector ring (key 3) facing upstream.
5. Install the valve in a horizontal or vertical pipeline with the drive shaft in a horizontal position.
CAUTION
To maximize seal life, the valve should be installed so the drive shaft will be in the horizontal orientation while in service.
Please contact your Emerson sales office for evaluating vertical drive shaft installations.
6. The actuator can be right‐ or left‐hand mounted with the shaft in a horizontal orientation as shown in figure 1. If
necessary, refer to the appropriate actuator instruction manual for actuator installation and adjustment
procedures.
CAUTION
Ensure the valve and adjacent pipelines are free of foreign material that could damage the valve seating surfaces.
7. Be certain the valve and adjacent pipelines are free of any foreign material that could damage the valve sealing
surfaces.
8. Be sure the pipeline flanges are in line with each other.
5
Page 6

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Installing V150, V300, and Flanged V200 Valves
1. Install the V150 and V300 valve using studs (keys 32 and 33, not shown) and nuts to connect the valve flanges to
the pipeline flanges. The seal protector ring (key 3) end of the valve requires longer line flange studs (key 32) than
standard. Do not use standard‐length line flange studs for the seal protector ring end of the valve. The seal
protector ring end of the valve for the DN25/NPS 1 constructions will have threaded flange holes due to insufficient
nut clearance.
Figure 3. Optional Shaft‐to‐Body Bonding Strap Assembly
ACTUATOR
A
A
37A6528‐A
A3143‐2
VALVE
BODY
VIEW A‐A
2. See table 3 and figure 2 for length of studs for the seal protector ring end of V150 and V300 valves. Lubricate the
studs with anti‐seize lubricant.
3. Insert flat‐sheet line flange gaskets (or spiral‐wound gaskets with compression‐controlling center rings) that are
compatible with the flowing media.
4. Connect pressure lines to the actuator as indicated in the actuator instruction manual. When an auxiliary manual
actuator is used with a power actuator, install a bypass valve on the power actuator (if one is not supplied) for use
during manual operation.
WARNING
Personal injury could result from packing leakage. Valve packing was tightened before shipment; however the packing
might require some readjustment to meet specific service conditions. Check with your process or safety engineer for any
additional measures that must be taken to protect against process media.
If the valve has ENVIRO‐SEAL live‐loaded packing installed, this initial re‐adjustment will probably not be required. See
ENVIRO‐SEAL Packing System for Rotary Valves instruction manual (D101643X012
6
) for packing instructions.
Page 7
Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Installing V200 Valves
Stud length dimensions are shown in figure 4 for the seal protector ring end of the valve. For V200, CL600, the
dimension from the center line of the valve bore to the mounting flange face is larger than a CL150 or 300 valve.
1. Install the V200 valve using long studs (key 32, figure 4) to connect the two pipeline flanges. Refer to figure 4 for
the size of studs required. Lubricate the studs with anti‐seize lubricant.
2. Install two studs in the flanges before you place the valve in the line. Place the two studs so they will contact the
line‐centering notches at the bottom of the valve body.
3. Insert flat‐sheet line flange gaskets (or spiral‐wound gaskets with compression‐controlling center rings) that are
compatible with the process fluid.
4. Place the valve on the two studs. Install all remaining studs. Measure carefully to be sure the valve is centered on the
pipeline flanges, and tighten the flange stud nuts. Tighten the nuts in a criss‐cross sequence to be sure the flange
gaskets are properly torqued.
5. Connect pressure lines to the actuator as indicated in the actuator instruction manual. When an auxiliary manual
actuator is used with a power actuator, install a bypass valve on the power actuator (if one is not supplied) for use
during manual operation.
WARNING
Personal injury could result from packing leakage. Valve packing was tightened before shipment; however the packing
might require some readjustment to meet specific service conditions. Check with your process or safety engineer for any
additional measures that must be taken to protect against process media.
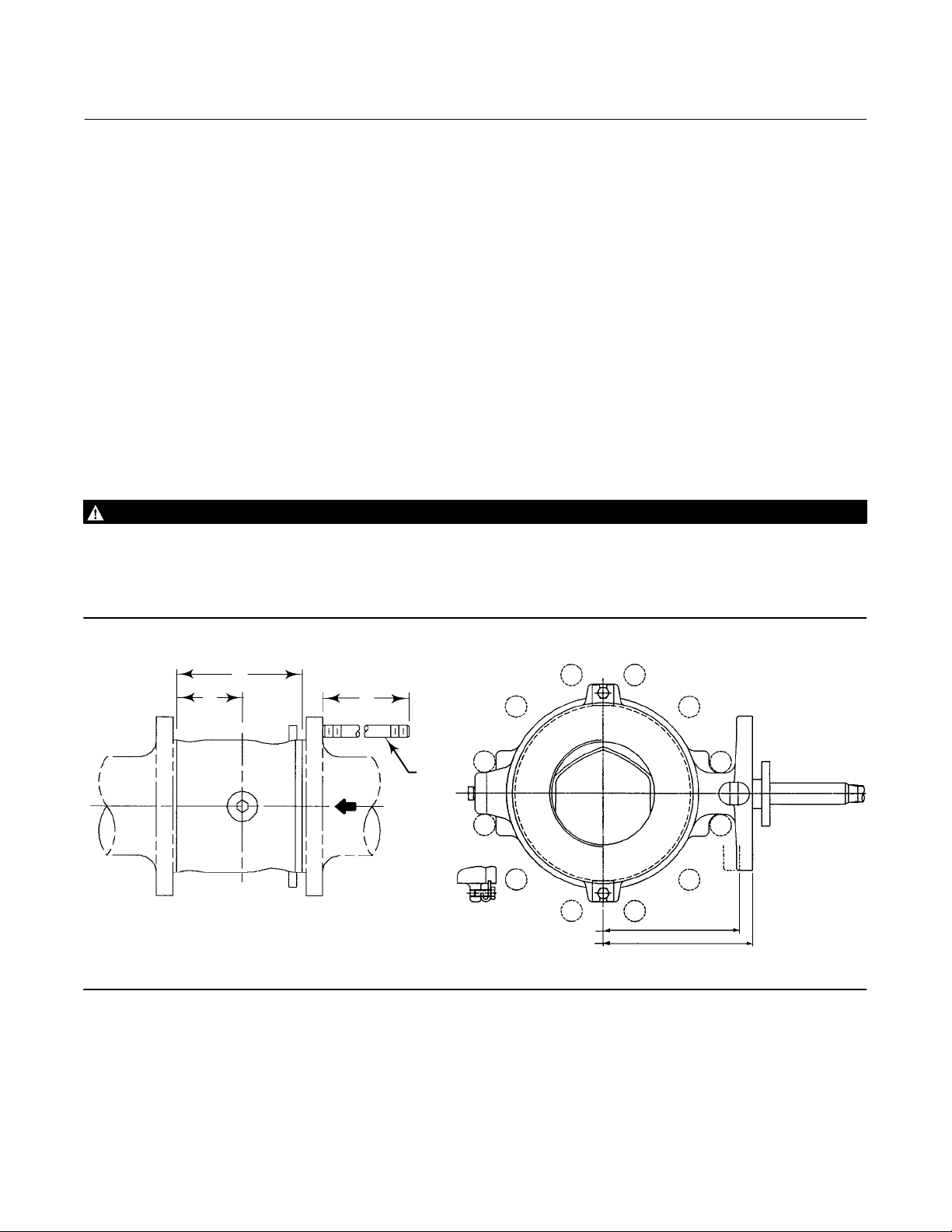
Figure 4. Fisher V200 Dimensions and Required Clearances for Installation
A
B
12B3060‐L
95BA02100B
A6956
NOTE:
REFER TO TABLE WITH DIMENSIONS ON PAGE 8
164 mm (6.44 INCHES) FOR CL150 AND 300 NPS 6 VALVES
M
KEY
32
179 mm (7.06 INCHES) FOR CL600 NPS 6 VALVES
7
Page 8
Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
V200
VALVE
SIZE,
NPS
1
1-1/2
2
3
4
6
8
10
1
1-1/2
2
3
4
6
8
10
1. IEC 534‐3‐2 face‐to‐face dimensions are equivalent to ANSI/ISA S75.08.02 face‐to‐face dimensions.
2. 150 pound class only.
Standard
ANSI/ISA
S75.08.02
102
114
124
165
194
229
243
297
4.00
4.50
4.88
6.50
7.62
9.00
9.56
11.69
A
CL150
(1)
ASME B16.10
Short (Optional)
(2)
127
165
178
203
229
267
292
330
5.00
6.50
7.00
8.00
9.00
10.50
11.50
13.00
B
58
64
57
87
92
119
119
151
2.29
2.50
2.25
3.44
3.62
4.69
4.69
5.94
DIMENSION
CL150 ANSI/ISA
mm
Inches
Standard
S75.08.02
176
189
211
254
286
343
343
419
6.94
7.44
8.31
10.00
11.25
13.50
13.50
16.50
M
CL150
202
240
268
286
321
381
394
451
7.94
9.44
10.56
11.25
12.62
15.00
15.50
17.75
(2)
CL300 CL600
202
224
237
279
305
362
387
‐ ‐ ‐
7.94
8.81
9.31
11.00
12.00
14.25
15.25
‐ ‐ ‐
202
224
237
286
343
423
426
‐ ‐ ‐
7.94
8.81
9.31
11.25
13.50
16.25
16.75
‐ ‐ ‐
(1)
ASME B16.10
Short (Optional)
Maintenance
Valve parts are subject to normal wear and must be inspected and replaced as necessary. The frequency of inspection
and replacement depends upon the severity of service conditions.
Key numbers in this procedure are shown in figures 24, 25, and 26, unless otherwise noted.
WARNING
The Vee‐ball closes with a shearing, cutting motion, which could result in personal injury. To avoid injury, keep hands,
tools, and other objects away from the Vee‐ball while stroking the valve.
Avoid personal injury from sudden release of process pressure. Before performing any maintenance operations:
D Do not remove the actuator from the valve while the valve is still pressurized.
D Disconnect any operating lines providing air pressure, electric power, or a control signal to the actuator. Be sure the
actuator cannot suddenly open or close the valve.
D Use bypass valves or completely shut off the process to isolate the valve from process pressure. Relieve process pressure
from both sides of the valve. Drain the process media from both sides of the valve.
D Vent the power actuator loading pressure and relieve any actuator spring precompression.
D Use lock‐out procedures to be sure that the above measures stay in effect while you work on the equipment.
D Always wear protective gloves, clothing, and eyewear when performing any maintenance operations.
D The valve packing area may contain process fluids that are pressurized, even when the valve has been removed from the
pipeline. Process fluids may spray out under pressure when removing the packing hardware or packing rings.
D Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
Packing Maintenance
Key numbers in this procedure are shown in figures 24, 25, and 26, unless otherwise noted. A detailed view of the
packing is also shown in figure 5.
8
Page 9

Instruction Manual
D101554X012
If the valve is equipped with the ENVIRO‐SEAL Packing System, refer to:
Vee-Ball Valves
March 2021
D the separate ENVIRO‐SEAL Packing System for Rotary Valves instruction manual (D101643X012
) for maintenance
instructions, and
D the Parts List section of this manual for retrofit kits, parts kits, and individual parts.
If the packing is relatively new and tight on the drive shaft (key 6), and if tightening the packing follower nuts does not
stop leakage, it is possible that the drive shaft is worn or nicked so that a seal cannot be made. If the leakage comes
from the outside diameter of the packing, it is possible that the leakage is caused by nicks or scratches on the packing
box wall. Inspect the drive shaft and packing box wall for nicks or scratches while performing the following procedure.
Replacing Packing
When using this procedure, it is recommended that the actuator not be removed from the valve while the valve is still
in the pipeline or between flanges. Valve/actuator adjustments must be made with the valve out of the pipeline. Refer
to the Determining Closed Position portion of the Actuator Mounting section.
Disassembly
WARNING
Observe the steps in the WARNING at the beginning of the Maintenance section.
1. Isolate the control valve from the line pressure, release pressure from both sides of the valve body, and drain the
process media from both sides of the valve. If using a power actuator, shut off all pressure lines to the power
actuator, release pressure from the actuator, and disconnect the pressure lines from the actuator. Use lock‐out
procedures to be sure that the above measures stay in effect while you are working on the equipment.
2. Remove line bolting, remove the control valve from the pipeline, and place the valve/actuator assembly on a flat
surface with the seal protector ring facing up.
3. Remove the actuator cover. Take note of the orientation of the actuator with respect to the valve body and the
lever orientation with respect to the valve drive shaft (see figure 6).
WARNING
When the actuator is removed from the valve, the ball/shaft assembly may suddenly rotate, with a shearing, cutting
motion, which could result in personal injury. To avoid injury, carefully rotate the ball to a stable position after the actuator
is removed.
CAUTION
When removing the actuator from the valve, do not use a hammer or similar tool to drive the lever or actuator off the valve
shaft. Driving the lever or actuator off the valve shaft could damage the ball, seal, and valve. If necessary, use a puller to
remove the lever or actuator from the valve shaft. It is okay to tap the puller screw lightly to loosen lever or actuator, but
hitting the screw with excessive force could damage the ball, seal, and valve.
4. Remove the clamped lever (do not loosen the actuator turnbuckle adjustment), remove the actuator mounting
screws and nuts (keys 23 and 24), and remove the actuator. (If necessary, refer to the actuator instruction manual
for assistance.)
9
Page 10

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
5. If applicable, remove the bonding strap assembly before attempting to remove the packing (see figure 3).
6. Remove the packing follower nuts and packing follower (keys 17 and 20). For alloy packing constructions, the
packing follower (key 17) and a separate packing flange (key 40) must be removed if present.
If the valve is equipped with the ENVIRO‐SEAL packing system, refer to the ENVIRO‐SEAL Packing System for Rotary
Valves instruction manual (D101643X012
) for disassembly.
WARNING
Personal injury could result from packing leakage. Do not scratch the drive shaft or packing box wall while removing
packing parts in the following procedure.
7. Remove the packing parts (see figure 5, keys 16, 17, 35, and 39 depending on construction) using a formed wire
hook with a sharp end. Pierce the rings with the sharp end of the hook in order to remove them. Do not scratch the
drive shaft or packing box wall; scratching these surfaces could cause leakage. Clean all accessible metal parts and
surfaces to remove particles that would prevent the packing from sealing.
Assembly
If the valve is equipped with the ENVIRO‐SEAL packing system, refer to the ENVIRO‐SEAL Packing System for Rotary
Valves instruction manual (D101643X012
) for assembly.
Series B only
1. For NPS 8, 10, and 12 valves, install the packing spacer (key 34) if it has been removed.
2. To help ensure correct centering of the Vee‐ball (key 2) on the seal (key 11), make sure the ball is closed while you
install or tighten new packing. Insert a screwdriver, pry bar, or similar tool between the lower ear of the ball and the
valve body. Use the pry to move the ball tightly against the bearing on the actuator side of the valve (see figure 6).
Keep the ball in that position until you have completed packing installation and adjustment.
3. Install the new packing parts using the parts sequence shown in figure 5. Install the packing follower (key 17). Alloy
constructions have a packing follower (key 17) and a separate packing flange (key 40) that must be replaced.
4. Secure the packing follower with the packing follower nuts (key 20). Tighten the nuts far enough to stop leakage
under operating conditions.
Handle the seal protector ring, seal, and other parts carefully to prevent damage. A new gasket (key 15) is required
whenever the seal protector ring (key 3) (figure 11) is removed.
Flow ring construction does not use a seal, shims, or spring seal. Use this procedure to remove the seal protector ring
from flow ring constructions, but disregard any instructions calling for the seal, shims, or spring seal.
Note
If the valve is equipped with a bonding strap assembly (figure 3), re‐install the assembly.
5. Reconnect the actuator and lever in accordance with the orientations that were noted in step 3 of the disassembly
procedures. If necessary, use figure 23 to identify the correct index marks.
6. Refer to the appropriate actuator instruction manual to complete actuator assembly and adjustment.
7. When the control valve is in operation, check the packing follower for leakage and retighten the packing follower
nuts (key 20) as necessary.
10
Page 11

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Replacing the Ball Seal
Disassembly
Perform this procedure if the control valve is not shutting off properly or if seal inspection is necessary. If you find upon
inspection that the ball, shaft, or bearings need to be replaced, use this procedure to remove the ball seal. Then,
proceed to the Bearing and Ball Maintenance procedures. Then, return to this procedure and begin with the assembly
of the ball seal steps.
While the actuator/valve assembly must be removed from the pipeline, the actuator may remain mounted on the
valve as you replace the ball seal.
Key numbers are shown in figures 24, 25, and 26, unless otherwise indicated. Ball Seal assembly details (with key
numbers) are also shown in figures 8, 9, and 10.
11
Page 12
Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
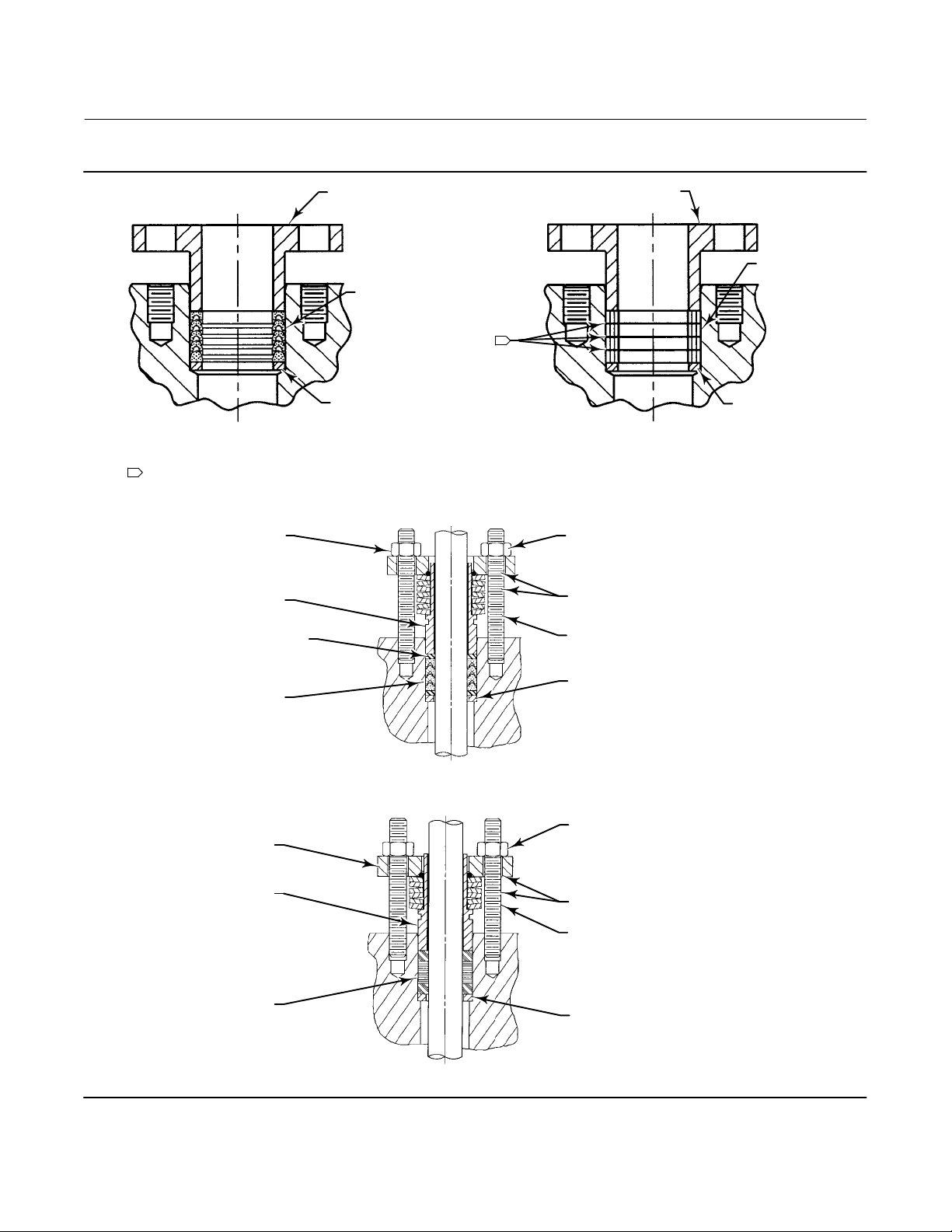
Figure 5. Packing Arrangements
PTFE V‐RING PACKING
FOR V150, V200, AND V300
NOTE:
1
INCLUDES ZINC WASHERS (KEY 36) FOR
GRAPHITE RIBBON PACKING ONLY.
28B5170
PACKING FLANGE
(KEY 102)
SPRING PACK
ASSEMBLY
(KEY 103)
ANTI‐EXTRUSION
RING (KEY 106)
PACKING FOLLOWER (KEY 17)
PACKING SET
(KEY 16)
PACKING
BOX RING (KEY 39)
STANDARD PACKING
PACKING FOLLOWER (KEY 17)
PACKING RING
(KEY 35)
1
PACKING
BOX RING (KEY 39)
GRAPHITE RIBBON PACKING
FOR V150, V200, AND V300
PACKING FLANGE
NUT (KEY 101)
LUBRICANT
(KEY 113)
PACKING FLANGE
STUD (KEY 100)
B2412‐1
PACKING SET
(KEY 105)
PACKING FLANGE
(KEY 102)
SPRING PACK
ASSEMBLY
(KEY 103)
PACKING SET
(KEY 105)
PACKING BOX
RING (KEY 107)
42B8445‐C SHT 1
ENVIRO‐SEAL PTFE PACKING SYSTEM
PACKING FLANGE
NUT (KEY 101)
LUBRICANT
(KEY 113)
PACKING FLANGE
STUD (KEY 100)
PACKING BOX
RING (KEY 107)
42B8445‐C SHT 2
ENVIRO‐SEAL GRAPHITE PACKING SYSTEM
12
Page 13
Instruction Manual
D101554X012
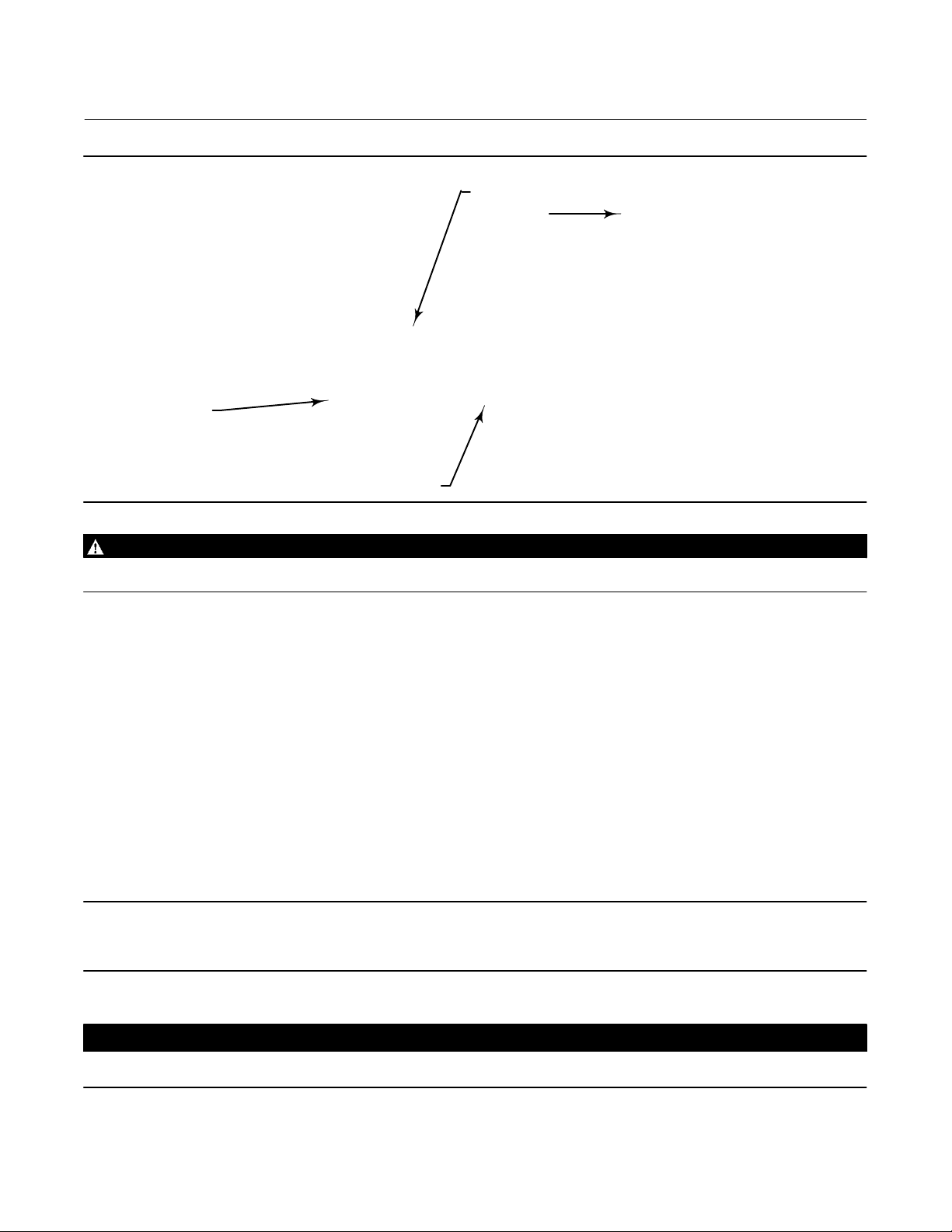
Figure 6. Typical Vee‐Ball Valve Showing Pry Bar
ACTUATOR SIDE
OF VALVE
58B2296‐B
E0739
Vee-Ball Valves
March 2021
THRUST AND BEARING SURFACE
PRY IN THIS DIRECTION
BALL
WARNING
Perform the steps in the WARNING at the beginning of the Maintenance section of this manual.
1. Remove line bolting, remove the control valve from the pipeline, and place the valve on a flat surface with the seal
protector ring facing up. Carefully rotate the ball to the open position.
2. Remove protector ring screws and washers (keys 21 and 22). Carefully remove the seal protector ring and gasket
(keys 3 and 15). (For flow ring constructions, go to step 4.)
a. For a Fisher TCM seal, remove the seal (key 11) from the valve body. For NPS 1, 1-1/2, and 2 valves, also remove
the backup ring (key 14, figure 8) from the valve body.
b. For a flat metal seal, remove the spring seal, seal, and shims (keys 13, 11, and 12). (Note: It may be necessary to
re‐use some of the original shims when reassembling the flat metal seal.)
c. For an HD ball seal or a high temperature HD ball seal, once the protector ring has been removed from the valve,
push the metal seal (key 11) out of the seal protector ring (key 3). Remove the wave spring (key 13), and on the
HD metal seal, the radial seal (key 37).
Note
The high temperature HD ball seal also has a piston ring (key 133) that will need to be removed. It will be in two pieces for the NPS
1, 1-1/2 and 2 valves, and one piece with a break in it for the NPS 3 through 12 valves.
CAUTION
Exercise care to avoid damaging components in the following procedure.
13
Page 14
Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
D It might be necessary to remove the HD seal by carefully tapping it with a soft punch and hammer. Take
care not to damage the seal protector ring.
D NPS 3 through 12 valves, if the seal is difficult to push out, it is recommended that a seal removal plate be
used to press the HD seal out of the seal protector ring. Refer to figure 12 for dimensions of the seal
removal plate.
D NPS 10 and 12 valves with an attenuator only: Remove the retaining ring (key 41) in the seal protector ring.
This retaining ring is an octagonal‐shaped support wire. To remove the retaining ring, find one of the free
ends of the ring. Use a screwdriver or similar tool to pry inward and upward until the ring is removed.
3. Inspect the gasket and sealing surfaces on the valve body (key 1 or 1A), the seal protector ring (key 3), Vee‐Ball (key
2), and the retaining ring (key 41 for NPS 10 and 12 valves with an attenuator only). Be sure the sealing surfaces are
not damaged.
4. If replacement of the ball, shafts (keys 6 or 9), or bearings (key 10) is needed, proceed to the Bearing and Ball
Maintenance procedure. If only the seal is to be replaced, proceed to the Assembly steps below.
Assembly
Refer to figures 8, 9, and 10 for key number locations during seal installation. Valve key number locations are shown in
figures 24, 25, and 26.
1. Thoroughly clean all parts that are to be re‐used and obtain replacement parts. Be sure that all sealing surfaces are
in good condition without scratches or wear. If the valve has been installed between line flanges and the flange
studs and nuts have been tightened, always replace the gasket (key 15) with a new gasket.
2. To help ensure correct side‐to‐side centering of the ball (key 2) on the seal (key 11), make sure the ball is closed
while you install the seal or flow ring and seal protector ring. Insert a screwdriver, pry bar, or similar tool between
the lower ear of the ball and the valve body (see figure 6).
3. Use the pry to move the ball tightly against the bearing on the actuator side of the valve. Be careful, excessive force
may damage the ball. Keep the ball in that position until you have completed seal or flow ring installation. Check
the ball's position periodically, and re‐center if necessary, during lever assembly and packing adjustments.
WARNING
The Vee‐Ball closes with a shearing, cutting motion, which could result in personal injury. To avoid injury or property
damage, keep hands, tools, and other objects away from the Vee‐Ball while stroking the valve.
4. Install the seal.
CAUTION
Due to the Vee‐ball shape, take care to never completely rotate either the front skirted edge or the circular back edge of the
ball out of the ball seal as the seal could be damaged.
14
Page 15

Instruction Manual
D101554X012
Figure 7. NPS 1 and 1-1/2 Seal Protector Ring Measurements
D
A6959
ANSI/ISA S75.08.02 FACE‐TO‐FACE VALVE
Vee-Ball Valves
March 2021
D
A6960
CL150 ASME B16.10 (SHORT) FACE‐TO‐FACE VALVE
Valve
Size, DN
25 1
40 1-1/2
25 1
40 1-1/2
1. See the Note on page 14 of this Instruction Manual.
Valve
Size,
NPS
Construction
New 37.6 44.7 39.6
Old 25.1 33.0 26.9
New 39.1 44.5 40.9
Old 27.4 32.8 29.2
Inches
New 1.48 1.76 1.56
Old 0.99 1.30 1.06
New 1.54 1.75 1.61
Old 1.08 1.29 1.15
mm
TCM
Seal
“D”
HD Seal
“D”
(1)
Flow
Ring
“D”
Figure 8. Ball Seal Assembly for NPS 1, 1-1/2, and 2 Valves
SEAL PROTECTOR RING
(KEY 3)
GASKET
(KEY 15)
VALVE BODY
(KEY 1)
BACKUP RING
(KEY 14)
Valve Size,
NPS
1
1-1/2
1
1-1/2
1. See the Note on page 14 of this Instruction Manual.
SEAL PROTECTOR
RING (KEY 3)
GASKET
(KEY 15)
RADIAL SEAL
(KEY 37)
HD METAL BALL
SEAL (KEY 11)
TCM Seal
Construction
(1)
“D”
mm
New 63.0 70.1 65.0
Old 50.5 58.4 52.3
New 89.9 95.3 91.7
Old 78.2 83.6 80.0
Inches
New 2.48 2.76 2.56
Old 1.99 2.30 2.06
New 3.54 3.75 3.61
Old 3.08 3.29 3.15
HD Seal
“D”
Flow Ring
“D”
VALVE BODY
(KEY 1)
APPLY
DRY FILM
LUBRICANT
WAVE SPRING
(KEY 13)
BALL SEAL
(KEY 11)
A6032‐2
BALL (KEY 48)
Fisher TCM Plus BALL SEAL HD BALL SEAL
BALL (KEY 48)
15
Page 16

Vee-Ball Valves
March 2021
Figure 9. Ball Seal Assembly for NPS 3 through 12 Valves
Instruction Manual
D101554X012
GASKET
(KEY 15)
SEAL PROTECTOR
RING (KEY 3)
GASKET
(KEY 15)
SEAL PROTECTOR
RING (KEY 3)
APPLY DRY FILM
LUBRICANT
41B0742‐E
B2338‐3
NPS 3 THROUGH 12
FISHER TCM PLUS SEAL
NPS 3 THROUGH 8
HD BALL SEAL
VALVE BODY
(KEY 1A)
SEAL
(KEY 11)
BALL
(KEY 2)
WAVE SPRING
(KEY 13)
RADIAL SEAL
(KEY 37)
HD METAL BALL
SEAL (KEY 11)
GASKET
(KEY 15)
SEAL PROTECTOR
RING (KEY 3)
GASKET
(KEY 15)
SEAL PROTECTOR
RING (KEY 3)
APPLY DRY
FILM
LUBRICANT
NPS 3 THROUGH 12
FLAT METAL BALL SEAL
NPS 10 AND 12
HD BALL SEAL
SHIMS
(KEY 12)
SPRING SEAL
(KEY 13)
FLAT METAL
SEAL (KEY 11)
RADIAL SEAL
(KEY 37)
RETAINING RING
WITH ATTENUATOR
ONLY (KEY 41)
WAVE SPRING
(KEY 13)
HD METAL
BALL
SEAL (KEY 11)
Figure 10. High Temperature HD Ball Seal Details
SEAL PROTECTOR RING
RETAINING RING
PISTON RING
HD METAL SEAL
WAVE SPRING
NPS 3 THROUGH 8
AND 14 THROUGH 20
HD METAL BALL SEAL
28B9882‐E
E0261
16
USE ONLY WHEN
ATTENUATOR IS USED
HD METAL BALL SEAL
NPS 10 AND 12
HD METAL SEAL
PISTON RING
SEAL PROTECTOR RING
WAVE SPRING
NPS 1, 1-1/2 AND 2
HD METAL BALL SEAL
Page 17

Instruction Manual
D101554X012
Figure 11. Seal Protector Ring
SEAL
PROTECTOR
RING (KEY 3)
Figure 12. HD Seal Removal Plate Dimensions
Vee-Ball Valves
March 2021
6.4 mm
(0.250 INCHES)
MINIMUM
A
A5544
VALVE SIZE DIMENSION A
DN NPS Minimum‐Maximum, mm Minimum‐Maximum, Inches
80
100
150
200
250
300
10
12
3
4
6
8
75.9‐76.2
95.0‐95.3
126.7‐127.0
158.5‐158.8
212.5‐212.7
263.3‐263.5
2.990‐3.000
3.740‐3.750
4.990‐5.000
6.240‐6.250
8.365‐8.375
10.365‐10.375
Installing Fisher TCM Plus or Extra ball seals:
a. NPS 1, 1-1/2, and 2 valves: Install the backup ring (key 14). Install the Fisher TCM seal (key 11) into the valve
body. Refer to figure 7.
D Install the gasket (key 15) on the valve body.
D Install the seal protector ring (key 3) into the valve body. Now go to step 5 in this procedure.
b. NPS 3 through 12 valves: Install the Fisher TCM seal (key 11) into the valve body.
D Install the gasket (key 15) on the valve body.
D Install the seal protector ring (key 3) into the valve body. Now go to step 5 in this procedure.
17
Page 18

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Installing flat metal seals:
a. Install 12 shims in the valve and install the flat metal seal on top of the shims.
b. Install the spring seal (key 13) on the flat metal seal (key 11) with the convex side of the spring seal facing the
ball.
c. Install the seal protector ring, and install the protector ring screws and washers (keys 21 and 22). Tighten the
screws.
d. Add or remove shims under the ball seal as necessary to obtain zero ball seal deflection as accurately as possible.
Note
Zero ball seal deflection for a flat metal seal is the point at which the addition of one 0.13 mm (0.005 inch) thick shim causes
contact between the ball and ball seal to be broken. Hold the parts tightly together when determining zero deflection, or improper
zero deflection might result.
e. After zero deflection is reached, remove the seal protector ring, spring seal, seal and 4 shims. Final assembly of
the control valve should not exceed a maximum of 9 shims for zero deflection. If more than 9 shims are required,
contact your Emerson sales office
.
f. Install the gasket (key 15) on the valve body.
g. Install the seal protector ring (key 3) into the valve body. Now go to step 5 in this procedure.
Installing HD ball seals:
Note
The older and newer designs of the NPS 1 and 1-1/2 seal protector ring are functionally the same, but are different lengths and not
interchangeable. All NPS 1 and 1-1/2 sizes of V150 and V300 valves are the newer design. The change in seal protector ring length
occurred in the 1992/1993 timeframe and affects NPS 1 and 1-1/2 V200 valves only. To determine whether you have the older or
newer design, measure the length of the seal protector ring (key 3, figure 26) from its pipeline flange mating surface to its
opposite end. Compare your measurement to those listed in figure 7.
a. For NPS 1 and 1-1/2 valves: The older and newer designs of the NPS 1 and 1-1/2 seal protector rings are
functionally the same, but are different lengths and not interchangeable. Refer to figure 7 for protector ring
dimensions.
D Install the wave spring (key 13) onto the ball seal.
18
D Lubricate and install the radial seal (key 37) onto the ball seal (key 11). Make sure the open side of the radial
seal faces away from the ball.
D Push the ball seal assembly into the seal protector ring (key 3).
D Go to step 5 in this procedure.
Page 19

Instruction Manual
D101554X012
b. For all NPS 3 through 8 valves and NPS 10 and 12 valves without attenuator:
D Lubricate and install the radial seal (key 37) into the appropriate groove in the seal protector ring making
sure the open side of the radial seal faces away from the ball.
D Install the wave spring (key 13) into the seal protector ring (key 3).
D Install the HD seal (key 11) into the seal protector ring (key 3), past the radial seal. While pushing it past the
radial seal, make sure the HD seal is level. Go to step 5 in this procedure.
c. For NPS 10 and 12 valves with attenuator:
D Lubricate the radial seal with lithium grease and install the radial seal (key 37) into the appropriate groove
in the seal protector ring making sure the open side of the radial seal faces away from the ball.
D Install the wave spring (key 13) into the seal protector ring (key 3).
D To install the retaining ring (key 41), find one of the free ends of the ring. Insert the free end into the groove
in the seal protector ring. Work around the ring, pressing it into the groove until the ring is completely in its
groove.
Vee-Ball Valves
March 2021
D Install the HD seal (key 11) into the seal protector ring (key 3), past the radial seal. While pushing it past the
radial seal, make sure the HD seal is level.
D The HD seal uses a retaining ring (key 41) for NPS 10 and 12 valves only. This retaining ring is an
octagonal‐shaped support wire. Go to step 5 in this procedure.
Installing high temperature HD ball seals:
a. For NPS 1, 1-1/2 and 2 valves: The older and newer designs of the NPS 1 and 1-1/2 seal protector rings are
functionally the same, but are different lengths and not interchangeable. All part numbers in this manual are for
the newer design. Refer to figure 7 for ring dimensions.
D Place the wave spring (key 13) on top of the HD seal (key 11).
D Break the piston ring (key 133) into two approximately equal pieces either by placing the ring over a pencil
or similar object and applying pressure down‐wards on the ring until the ring snaps. Be sure to match the
broken ends together as you install it on the HD seal (key 11).
D Lay the HD seal (key 11) down on a flat surface and push the seal protector ring (key 3) into place. Make
sure the seal is level. Go to step 5 in this procedure.
b. For NPS 3 through 8 valves:
D Place the piston ring (key 133) and retaining ring (key 132) into the appropriate groove in the seal protector
ring (key 3). The piston ring has one break in it; do not break it further.
D Install the wave spring (key 13) into the seal protector ring (key 3).
D Lay the HD seal (key 11) down on a flat surface and push the seal protector ring (key 3) past the piston ring
(key 133) and into place. Make sure the seal is level. Go to step 5 in this procedure.
19
Page 20

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
c. For NPS 10 and 12 valves:
D Place the piston ring (key 133) and retaining ring (key 132) into the appropriate groove in the seal protector
ring (key 3). The piston ring has one break in it; do not break it further.
D Install the wave spring (key 13) into the seal protector ring (key 3).
D If the valve has an attenuator, install the retaining ring (key 41). The octagonal shaped support wire ring has
two free ends. Place one of the free ends into the groove in the seal protector ring. Then starting at the
inserted end, press the rest of the ring into the groove completely.
D Lay the HD seal (key 11) down on a flat surface and push the seal protector ring (key 3) past the piston ring
(key 133) and into place. Make sure the seal is level. Go to step 5 in this procedure.
5. Install a replacement gasket (key 15) on the valve body (key 1 or 1A). Install the HD ball seal/seal protector ring
assembly into the valve body (key 1 or 1A).
6. Install washers (or clips), and screws that clamp the seal protector ring to the valve body [keys 3, 21, and 22; the
V200 valve uses clips (key 22) in place of washers].
7. If necessary, refer to the Packing Maintenance procedures to install the packing. Install the actuator using the
Actuator Mounting procedures or to the appropriate actuator instruction manual.
HD Ball Seal Lubrication
To assist with break‐in of the HD seals, it is recommended that the ball and seal be lubricated with dry film lubricant or
equivalent moly disulfide.
Bearing and Ball Maintenance
WARNING
Before performing the steps in this section, observe the WARNING at the beginning of the Maintenance section on page 8.
DN 80 - 300 (NPS 3 through 12) Valves
Procedures for disassembly and assembly of the bearings and ball cannot be accomplished until the ball seal and valve
packing are removed from the valve.
Refer to the Replacing Packing procedures to remove the actuator, and to remove the packing flange and packing
follower from the valve. When the packing disassembly steps are complete, return to this section.
Refer to the Replacing the Ball Seal procedures to remove the ball seal from the valve.
Table 4. Continuous Threaded Rod
Valve Size, DN Valve Size, NPS Threaded Rod Thread Size Thread Depth in Follower Shaft
80 3 0.25-20 0.5
100 4 0.25-20 0.5
150 6 0.25-20 0.5
200 8 0.3125-18 0.62
250 10 0.3125-18 0.62
300 12 0.3125-18 0.94
20
Page 21

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Disassembly
WARNING
When the actuator is removed from the valve, the ball/shaft assembly may suddenly rotate, with a shearing, cutting
motion, which could result in personal injury. To avoid injury, carefully rotate the ball to a stable position at the bottom of
the valve body cavity. Make sure the ball will not rotate.
Key numbers in this procedure are shown in figures 24, 25, and 26, unless otherwise indicated.
1. A taper key (key 4, figures 14, 24, 25 and 32) is used to connect the ball and drive shaft in NPS 3 through 12 valves.
2. Carefully rotate the ball to the open position after the actuator is disconnected. Make sure the ball will not rotate
(see warning above). Provide support for the ball during the following disassembly.
3. Working from the small end of the groove pin (key 7), use a pin punch to drive the groove pin out of the ball ear and
follower shaft.
For tack welded taper keys, driving the taper key out of the ball ear will shear the tack welding.
4. Locate the small end of the taper key (key 4, see figures 14, 24, 25 and 32). Using a pin punch on the smaller end of
the taper key, drive it out of the ball (key 2) and drive shaft (key 6). Note: driving the taper key in the wrong
direction will tighten it.
5. Pull the drive shaft (key 6) out of the actuator side of the valve body.
CAUTION
Exercise care to avoid damaging components in the following procedure.
6. The ball will be free to move when both shafts are removed. Make sure the sealing surface of the ball is not
damaged while removing the follower shaft.
a. Unscrew the pipe plug (key 25) if one is installed. Use a punch to drive the follower shaft (key 9) into the center of
the ball.
b. If a pipe plug is not installed, use a piece of continuous threaded rod as a removal rod when moving the follower
shaft (key 9) into the center of the ball. Refer to the table 4 for a description of the size threaded rod needed. The
length of the rod should allow easy working room from the valve body.
7. Carefully remove the follower shaft and ball (key 2) from the valve body.
For NPS 4 valves with attenuator, remove the ball/attenuator through the inlet of the valve. Taking hold of the follower
shaft ear on the ball/attenuator, you must position the scalloped edge of the attenuator against the valve bore
opening and then pivot, or roll, the ball/attenuator out of the valve body (see figure 18).
For NPS 6, 8, 10, and 12 valves with attenuator, remove the ball/attenuator through the outlet of the valve by carefully
turning and manipulating the ball. The NPS 6, 8, 10, or 12 ball/attenuator will not come straight out of the valve body.
8. Remove the bearings (key 10) by hand. If the bearings are tight in the valve body, then pull or drive them out with a
slight pressure.
D To remove the follower shaft bearings, use a blind‐hole bearing puller. If you do not have such a tool, you can
machine the bearing out.
21
Page 22

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
9. Thoroughly clean surfaces of all parts that are to be re‐used or obtain replacement parts.
Assembly
1. Inspect all sealing surfaces to ensure they are in good condition and without scratches or wear.
2. Install the replacement bearings (key 10) by hand. The bearing flanged end should touch the valve body.
3. Installing the Vee‐Ball: Ensure the ball part number matches up with the appropriate seal type as shown in the key 2
ball table in the parts list section of this instruction manual.
WARNING
The ball might be damaged if it is allowed to fall into the valve body. To avoid personal injury or damage to the sealing
surfaces, support the ball to prevent it from falling into or out of the valve body cavity.
Note
For ease of assembly, the follower shaft (key 9) should be inserted into the ball before installing the ball in the following
applications:
NPS 3 valve without ball/attenuator
D
NPS 4 through 12 valves with ball/attenuator.
D
Carefully install the ball into the valve body cavity.
D For Vee‐Ball with attenuator (NPS 4 through 12 valves), carefully install the ball into the valve body cavity. For NPS 4
valves, install the ball/attenuator through the inlet of the valve. For NPS 6, 8, 10, and 12 valves, install the
ball/attenuator through the outlet of the valve. Taking hold of the follower shaft ear on the ball/attenuator, you
must position the scalloped edge of the attenuator against the valve bore opening and then carefully pivot, or roll,
the ball/attenuator into the valve body (see figure 18).
After you have installed the ball (key 2) into the valve body assembly, firmly support the ball while installing the shafts.
4. Installing the follower shaft (key 9):
D For NPS 3 valves: The follower shaft (key 9) should already have been inserted into the ball before the ball was put
into the valve body. Insert the follower shaft (key 9) into the valve body bearing (key 10).
D For NPS 4 and larger valves: Insert the follower shaft (key 9) through the ball, and into the valve body bearing (key
10).
D For NPS 4 through 12 valves with ball/attenuator: The follower shaft (key 9) should already have been inserted into
the ball/attenuator before the ball was put into the valve body. Insert the follower shaft (key 9) into the valve body
bearing (key 10).
Then for all sizes, align the hole in the follower shaft with the holes in the ball. Insert the small end of the groove pin
(key 7) into the hole in the ball and into the follower shaft. The pin will hold the parts in place while the drive shaft (key
6) is being installed.
22
Page 23

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Table 5. Taper Key Minimum Depth
Valve Size, DN Valve Size, NPS
80, 100, 150
200, 250, 300
3, 4, 6
8, 10, 12
Minimum Depth To Drive Taper Key
After Initial Solid Contact, mm (Inches)
4.8 (0.188)
5.6 (0.219)
Table 6. Taper Key Maximum Depth
Valve Size, DN Valve Size, NPS
80, 100
150
200, 250
300
3, 4
6
8, 10
12
Maximum Depth To Drive Taper Key
After Initial Solid Contact, mm (Inches)
7.1 (0.281)
7.9 (0.312)
9.5 (0.375)
10.3 (0.406)
5. Installing the Drive Shaft:
CAUTION
The drive shaft must be used with the correct Vee‐Ball. Refer to the tag (see figure 13) attached to the Vee‐Ball and to the
drive shaft.
Failure to use the correct Vee‐Ball/shaft combination may result in the ball not being in the position indicated by the slash
mark on the end of the shaft. If the ball is not properly aligned with the slash mark, the valve will not function correctly and
seal damage may result.
Figure 13. Informational Tag
GE11636‐A
FOR STANDARD RIGHT/LEFT HAND BALL
GE11637‐A
FOR OPTIONAL LEFT HAND BALL
CAUTION
Make sure the drive shaft is free of oil or grease, otherwise the taper pin or taper key will not seat properly. Failure to
properly set the taper pin or taper key could result in it coming loose while in service. Loosening of the taper key in service
could result in improper valve function and equipment damage.
23
Page 24

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
a. Insert the drive shaft into the valve body bearing (key 10), and into the ball ear. Align the hole in the drive shaft
with the holes in the ball.
b. Insert the taper key into the ball and drive shaft as shown in figure 14.
D Installing the Taper Key
Current standard construction materials for all NPS 3 through 12 valves require the taper key (key 4, figure 14) to be
tack welded in place after properly seating, using the following procedure. Use standard welding preparations when
preparing parts for reassembly.
CAUTION
Make sure the drive shaft (key 6) is free of oil or grease, otherwise the taper key will not seat properly. Failure to properly
set the taper pin or taper key could result in it coming loose while in service. Loosening of the taper key in service could
result in improper valve function and equipment damage.
Figure 14. Taper Key Installation
BALL
(KEY 2)
TACK WELD
TAPER KEY
(KEY 4)
MINIMUM ENGAGEMENT OF TAPER KEY
DRIVE SHAFT
(KEY 6)
TACK WELD
TAPER KEY
(KEY 4)
31B0727‐E
A6035‐1
MAXIMUM ENGAGEMENT OF TAPER KEY
6. Install the drive shaft (key 6) into the valve body through the ball and into the lower bearing.
7. Insert the taper key (key 4) into ball and drive shaft (keys 2 and 6) as shown in figure 14. The taper key inserts, with
the flat side of the key, facing the drive shaft (key 6).
8. Using a flat end punch, drive the groove pin (key 7) into the ball ear and follower shaft until it is flat with the ball ear
surface. Stake both ends of the pin hole with a center punch to ensure the groove pin does not come out.
9. Using a flat end punch, drive the taper key (key 4) into the ball ear and drive shaft (key 6) until solid, heavy contact is
obtained between the key and shaft.
10. Measure the position of the taper key head.
11. Drive the taper key in further using the minimum distance shown in table 5.
24
Page 25

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
12. Inspect the ball/shaft taper key connection to verify that the taper key spans the entire shaft flat width. If not, the
taper key must be driven in further until this condition is satisfied. However, do not exceed the maximum depths
shown in table 6.
Note
All valve taper keys are tack welded, except titanium.
13. When the above conditions are met, tack weld the taper key (key 4) to the ball ear on the head end of the key (see
figures 24 and 25).
Use a:
D 1/8 inch diameter weld on NPS 3 through 6 valves,
D 3/16 inch diameter weld on NPS 8 through 10 valves, and
D 1/4 inch diameter weld on NPS 12 valves.
Figure 15. Typical Metal Micro‐Notch Ball and Drive Shaft
MICRO‐NOTCH
W6256
V‐NOTCH BALL
DRIVE SHAFT
For all constructions: Refer to Replacing the Ball Seal, Packing Maintenance, and other procedures as necessary to
complete the assembly of the valve.
DN 25 through 50 (NPS 1 through 2) Valves
Procedures for disassembly and assembly of the bearings and ball cannot be accomplished until the ball seal and valve
packing are removed from the valve.
Refer to the Replacing Packing procedures to remove the actuator, and to remove the packing flange and packing
follower from the valve. When the packing disassembly steps are complete, return to this section.
Refer to the Replacing the Ball Seal procedures to remove the ball seal from the valve.
Disassembly
WARNING
When the actuator is removed from the valve, the ball/shaft assembly may suddenly rotate, with a shearing, cutting
motion, which could result in personal injury. To avoid injury, carefully rotate the ball to a stable position at the bottom of
the valve body cavity. Make sure the ball will not rotate.
25
Page 26

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Key numbers in this procedure are shown in figures 24, 25, and 26, unless otherwise indicated.
1. A taper pin (key 4, figure 20) is used in the NPS 1, 1-1/2, and 2 valves, and in the NPS 1 Metal Micro‐Notch valve
(figure 21).
2. Ceramic Micro Notch ball constructions: A screw (key 4, figure 22) is used to attach the ball to the drive shaft.
CAUTION
Exercise care to avoid damaging components in the following procedure.
a. The parts are held together with a screw and an adhesive. Remove the screw (key 4) and separate the drive shaft
from the ball. In some cases, a small amount of heat can be applied to help loosen the adhesive. However,
excessive heat may damage other valve component parts.
b. Once the shafts have been removed from the valve body, the ball may fall. To avoid personal injury or damage to
the sealing surfaces, provide support for the ball to prevent it from falling as the shaft(s) are being removed.
Table 7. Continuous Threaded Rod
Valve Size, DN Valve Size, NPS Threaded Rod Thread Size Thread Depth in Follower Shaft
25 1 1/4‐20 0.5
40 1.5 1/4‐20 0.5
50 2 1/4‐20 0.5
Figure 16. Dimensions of Ball in Ball / Shaft Assembly
A
VALVE SIZE
DN NPS mm Inches mm Inches
25 1 32.9 1.29 31.8 1.25
40 1.5 48.6 1.91 47.7 1.88
50 2 64.5 2.54 63.4 2.50
NEW - WITHOUT THRUST WASHER OLD - WITH THRUST WASHER
A
3. Carefully rotate the ball to the open position after the actuator is disconnected. Make sure the ball will not rotate
(see warning above). Provide support for the ball during the following disassembly.
4. Unscrew the pipe plug (key 25). (The pipe plug is optional and may not be available.)
26
Page 27

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
5. Working from the small end of the groove pin (key 7), use a pin punch to drive the groove pin out of the ball ear and
follower shaft.
Note
All NPS 1 Micro‐Notch constructions use a one piece shaft. They do not have a follower shaft.
6. Locate the small end of the taper key (key 4, figure 14). Using a pin punch on the smaller end of the taper key, drive
it out of the ball (key 2) and drive shaft (key 6). Note: driving the taper key in the wrong direction will tighten it.
7. Pull the drive shaft (key 6) out of the actuator side of the valve body.
Note
The new ball/shaft assembly (key 48) does not require a thrust washer (key 38) in valves ordered after November 01, 2001.
Discard the thrust washer in valves ordered prior to this date when new ball/shaft assemblies are used as spare parts.
Figure 17 shows the informational tag that is attached with the new ball/shaft assembly when shipped as a spare part. Refer to
figure 16 for dimensions of the ball in the ball/shaft assembly.
Figure 17. Informational Tag
CAUTION
29B9332
Exercise care to avoid damaging components in the following procedure.
27
Page 28

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
8. Make sure the sealing surface of the ball is not damaged while removing the follower shaft.
a. If a pipe plug (key 25) is installed, use a punch to drive the follower shaft (key 9) into the center of the ball.
b. If a pipe plug is not installed, use a piece of continuous threaded rod as a removal rod when moving the follower
shaft (key 9) into the center of the ball. Refer to the table 7 shown below for a description of the size threaded
rod needed. The length of the rod should allow easy working room from the valve body.
9. Remove the ball (key 2) by carefully removing the follower shaft and ball from the valve body.
10. Remove the bearings (key 10) by hand. If the bearings are tight in the valve body, then pull or drive them out with a
slight pressure.
11. Thoroughly clean surfaces of all parts that are to be re‐used or obtain replacement parts.
Assembly
1. Inspect all sealing surfaces to ensure they are in good condition and without scratches or wear.
2. Install bearings (key 10) by hand. The bearing flanged end should touch the body.
3. Installing the ball (key 2):
WARNING
The Vee‐Ball might be damaged if it is allowed to fall into the valve body. To avoid personal injury or damage to the sealing
surfaces, support the ball to prevent it from falling into or out of the valve body cavity.
Figure 18. Ball/Attenuator Installation and Removal Method
BALL/ATTENUATOR
W6134
Note
For ease of assembly, the follower shaft (key 9) should be inserted into the ball before installing the ball in an NPS 3 valve without
ball/attenuator
28
Page 29

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Carefully install the ball into the valve body cavity.
After you have installed the ball (key 2) into the valve body assembly, firmly support the ball while installing the shafts.
4. Installing the follower shaft (key 9):
D For NPS 1 through 2 valves: The follower shaft (key 9) should already have been inserted into the ball before the ball
was put into the valve body. Insert the follower shaft (key 9) into the valve body bearing (key 10).
Note
All NPS 1 Micro‐Notch constructions use a one piece shaft. They do not have a follower shaft.
5. Installing the Drive Shaft for Valves with Taper Pins
CAUTION
The drive shaft must be used with the correct Vee‐Ball. Refer to the tag (see figure 13) attached to the Vee‐Ball and to the
drive shaft.
Failure to use the correct Vee‐Ball/ shaft combination may result in the ball not being in the position indicated by the slash
mark on the end of the shaft. If the ball is not properly aligned with the slash mark, the valve will not function correctly and
seal damage may result.
Figure 19. Location of Indicator Hole in Micro‐Notch Vee‐Balls
INDICATOR HOLE
FOLLOWER END OF BALL
SHAFT/ASSEMBLY
29B9552‐A
E0764
NOTCH
CAUTION
Make sure the drive shaft is free of oil or grease, otherwise the taper pin will not seat properly. Failure to properly set the
taper pin or taper key could result in it coming loose while in service. Loosening of the taper key in service could result in
improper valve function and equipment damage.
29
Page 30

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
6. Insert the drive shaft into the valve body bearing (key 10), and into the ball ear (or ball, for Micro‐Notch
constructions). Align the hole in the drive shaft with the holes in the ball.
Note
There is an indicator hole drilled in all Micro‐Notch balls. This indicator hole must be oriented closest to the follower end of the
ball/shaft assembly. See figure 19.
7. Insert the taper pin into the ball and drive shaft as shown in figures 20 and 21. The small end of the taper pin must
be inserted into the larger hole side of the ball ear (or ball, for Micro‐Notch constructions), and into the large hole
side of the drive shaft.
Note
The taper pin will not fit correctly if inserted in the wrong direction through the ball ear (or ball, for Micro‐Notch constructions) or
through the drive shaft. Make sure the drive shaft and ball ear (or ball, for Micro‐Notch constructions) are in the correct orientation
for installing the pin.
D Installing Taper Pins in NPS 1, 1-1/2, and 2 Valves
Note
For NPS 1, 1-1/2, and 2 valves, the taper pins (figure 20) do not require welding.
Using a flat‐end punch, drive the taper pin into the ball ear (or ball, for Micro‐Notch constructions) and drive shaft until
solid heavy contact is felt. Make sure the taper pin spans the width of the ball.
Using a flat end punch, drive the groove pin (key 7) into the ball and follower shaft until it is flat with the ball surface.
Installing the Drive Shaft in VTC Ceramic Vee‐Ball Valves
CAUTION
The drive shaft must be used with the correct Vee‐Ball. Refer to the tag (see figure 13) attached to the Vee‐Ball and to the
drive shaft.
Failure to use the correct Vee‐Ball/ shaft combination may result in the ball not being in the position indicated by the slash
mark on the end of the shaft. If the ball is not properly aligned with the slash mark, the valve will not function correctly and
seal damage may result.
30
Page 31

Instruction Manual
D101554X012
Figure 20. Taper Pin Installation for Fisher V150, V200, and V300 NPS 1, 1-1/2, and 2 Valves
Vee-Ball Valves
March 2021
DRIVE SHAFT
(KEY 6)
A6033‐1
TAPER PIN
(KEY 4)
BALL
(KEY 2)
Figure 21. Taper Pin Installation for Fisher V150, V200, and V300 NPS 1 Valves with Micro‐Notch Ball Construction
WHEN FULLY SET, PIN
SHOULD BE FLUSH OR
DRIVE SHAFT
(KEY 6)
±
0.06'
MICRO‐NOTCH BALL
(KEY 2)
E0738
TAPER PIN
(KEY 4)
Valves with NPS 1 ceramic micro‐notch balls use a screw with a threaded valve shaft to connect the ball to the shaft. An
adhesive is used to lock the screw in the valve shaft (keys 4 and 6, figure 22).
Figure 22. Screw Installation for Fisher V150, V200, and V300 NPS 1 Valves with VTC Ceramic Micro‐Notch
Ball Construction
BALL (KEY 2)
INDICATOR HOLE
LOCK COMPOUND
(KEY 49)
44B0241‐B
A6961
SCREW (KEY 4)
DRIVE SHAFT
(KEY 6)
31
Page 32

Vee-Ball Valves
March 2021
Note
There is an indicator hole drilled in all Micro‐Notch balls. The orientation of this hole in the ceramic Vee‐Ball is to the right of the
screw in the ball, and must be located closest to the follower end of the ball/shaft assembly. See figures 19 and 22.
Instruction Manual
D101554X012
WARNING
Avoid personal injury and property damage from ignition of process fluid caused by sparks from ceramic trim.
Do not use ceramic trim where the process fluid is unstable or if it is an explosive mixture (such as ether and air).
Within the valve body:
8. The threaded hole in the shaft, the screw and screw clearance hole in the ball must be free of oil and grease before
applying an activator.
9. Apply Loctiter Dependr Activator 7387 to threaded hole, screw and ball clearance hole. Assemble the ball onto the
shaft while aligning threaded shaft hole within the ball clearance hole.
10. The flat on the shaft must be oriented so that the head of the cap screw seats on the flat.
11. Apply 5 drops of Loctite Depend 330 into the hole in the ball.
12. Thread the screw into the shaft tightening it to 9.2 NSm (81 inSlbs) torque. Remove excess adhesive, Allow four
hours to cure fully before continuing with assembly.
For all constructions: Refer to Replacing the Ball Seal, Packing Maintenance, and other procedures as necessary to
complete the assembly of the valve.
Cavitrol Hex Installation
The Cavitrol Hex anti-cavitation trim (key 64) is available for the NPS 4 through 12, V150, V300, and V200 flanged,
raised-face body constructions. To retrofit the Cavitrol Hex to an existing valve assembly, special body machining is
required. Two threaded holes must be added to the valve body outlet flange. Contact your Emerson sales office
retrofit information.
Note
The Cavitrol Hex anti-cavitation trim will add 0.5 inch to the face to face dimension of the valve. Refer to table 3 of this manual for
information on required flange stud length.
Assembly
1. The Cavitrol Hex anti-cavitation trim (key 64) is to be installed last, after the Vee-Ball valve body assembly is
complete. The recommended valve orientation for assembly is with the body outlet flange facing up.
2. Ensure the ball is in the open position.
3. Place the gasket (key 65) over the body outlet flange serrated surface as illustrated in figure 28.
for
32
Page 33

Instruction Manual
D101554X012
4. Insert the Cavitrol Hex anti-cavitation trim into the valve, ensuring the holes in the body outlet flange align with the
holes in the trim flange.
5. Install two fasteners (key 21) and adequately tighten to secure the trim to the valve assembly.
Vee-Ball Valves
March 2021
Actuator Mounting
Use the appropriate actuator instruction manual, this section of this manual, and figure 23 of this manual when
mounting the actuator or changing actuator styles and positions.
1. To help ensure correct centering of the Vee‐Ball (key 2) on the seal (key 11), be sure the ball is closed when
mounting the actuator (for applications other than Spring Return Fail‐Open).
2. Clean the valve shaft and actuator lever splines to be sure the actuator lever will slide on easily. Only drive the lever
in if absolutely necessary.
3. Carefully wedge the ball solidly against the actuator‐side bearing, using a screwdriver or similar tool inserted
between the lower ear of the ball and the valve body. This will center the ball. See figure 6.
4. Keep the wedge in place while installing the lever, if necessary. Remove the wedge after you have clamped the
actuator lever on the valve shaft and have connected the lever to the actuator piston rod or diaphragm rod.
Determining Mounting Position
The actuator can be either right or left‐hand mounted, with the actuator on the right or left side when viewed from
upstream (see figure 23).
The Series B Vee‐Ball, NPS 4 through 12 with attenuator, and the NPS 1 micro‐notch Vee‐Ball have one V‐notch. For
right‐hand mounting (standard), the ball will be in the top of the valve body when the valve is open and the shaft is
horizontal. In this position the ball rotates CCW to Close. For left‐hand mounting (standard), the ball will be in the
bottom of the valve body when the valve is open and the shaft is horizontal. In this position the ball rotates CCW to
Close. An optional ball for left‐hand mounting, which rotates into the top of the valve body when the shaft is
horizontal, is also available. In this position the ball rotates CW to Close.
The NPS 1 through 2 has two notches, and can be rotated in either direction.
Determining Closed Position
1. The valve must be removed from the line to check the position of the ball.
WARNING
The Vee‐Ball closes with a shearing, cutting motion. To avoid personal injury, keep hands, tools, and other objects away
from the ball while stroking the valve.
2. Rotate the ball to the closed position.
3. Position the ball in the proper location
For Series B:
D When viewed from the valve body inlet, the ball is in the proper position when the flat spot on the top of the ball is
exactly in the center of the seal package.
Make a copy of the centering template in figure 27 out of a suitable stiff material. Place the centering template in the
opening at the seal (See figure 27). Find the center of the template and make sure the spot on the ball is centered
directly below it.
33
Page 34

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
For NPS 1, 1-1/2, and 2 valves: Follow one of the procedures below:
D When viewed from the valve body inlet, the ball is in the proper position when both V‐notches of the ball are
centered between the machined diameter of the ledge that supports the seal.
D If the ball has a spot machined on the top, align that spot to the exact center of the seal cavity.
4. Adjust the actuator linkage as described in the appropriate actuator instruction manual until the ball is centered in
the closed position. A line is stamped on the actuator end of the drive shaft (see figure 23) to indicate the ball
position.
Use the appropriate actuator instruction manual and figure 23 of this manual when mounting the actuator or
changing actuator styles and positions.
The Micro‐Notch ball closed position is approximately 5 degrees closed from the first point of flow. This establishes the
zero degree position for the ball.
34
Page 35

Instruction Manual
Vee-Ball Valves
D101554X012
Figure 23. Index Marks for Actuator Lever Orientation for NPS 1 through 12 Valves with or without Attenuator
March 2021
(2)
NOTE:
1. ARROW ON LEVER INDICATES DIRECTION OF ACTUATOR THRUST TO CLOSE VALVE.
2. THE OPTIONAL LEFT-HAND ORIENTATION IS NOT AVAILABLE FOR MICRO-NOTCH VEE-BALLS.
48B4773‐C
35
Page 36

Vee-Ball Valves
March 2021
Figure 24. Fisher V150 or V300 (NPS 3 - 12) or Flanged V200 (NPS 3 - 8) Valve Assembly
(Details are typical for V200 Flangeless valve body)
Instruction Manual
D101554X012
ALLOY
FOLLOWER
PIPE PLUG
LEAKOFF
FOLLOWER
NPS 10 & 12
HD SEAL
FOR ATTENUATOR
USE ONLY
FLAT METAL SEAL
58B2296‐D
PARTS NOT SHOWN: 28, 30, 31, 32, 35 & 36
36
TCM SEAL
ATTENUATOR BALL
NPS 4‐12
Page 37

Instruction Manual
Vee-Ball Valves
D101554X012
Figure 25. Exploded View, Fisher V150 and V300 (NPS 3 - 12) and Flanged V200 (NPS 3-8) without Attenuator
Assembly.
1
27
March 2021
21
22
9
15
3
11
7
4
2
10
39
24
23
17
26
23
16
19
20
6
37
Page 38

Vee-Ball Valves
March 2021
Figure 26. Fisher V150 or V300 (NPS 1, 1-1/2, and 2) and Flanged V200 (NPS 2) Valve Assembly
(Details are typical for Flangeless V200)
ALLOY ASSEMBLY
Instruction Manual
D101554X012
38
NOTE:
PARTS NOT SHOWN: 30, 31, 32, 33, 35 & 36
44B2228‐B
TCM SEAL
PIPE PLUG
OPTIONAL
Page 39

Instruction Manual
D101554X012
Figure 27. Centering Template in Use and Template Dimensions
Vee-Ball Valves
March 2021
19B8493
E0740
VALVE SIZE,DNVALVE SIZE,
NPS
A
(FOR ASME VALVES)A(FOR DIN VALVES)
19B8493
E0741
B
(1)
(1)
C
(ANSI/ISA
S75.08.02
(ASME B16.10 Short
)
C
(2)
)
mm
25 1 63 68 19 35 61 25
40 1-1/2 82 88 28 34 85 25
50 2 102 102 38 31 85 25
80 3 127 138 63 24 62 38
100 4 157 157 82 36 71 44
150 6 216 212 117 21 59 51
200 8 270 268 139 12 61 57
250 10 324 320 203 2 35 60
300 12 381 378 254 2 20 63
Inches
25 1 2.50 2.68 0.75 1.40 2.40 1.00
40 1-1/2 3.25 3.46 1.12 1.34 3.34 1.00
50 2 4.02 4.02 1.50 1.22 3.34 1.00
80 3 5.00 4.55 2.50 0.94 2.44 1.50
100 4 6.19 6.19 3.25 1.42 2.80 1.75
150 6 8.50 8.35 4.62 0.82 2.32 2.00
200 8 10.62 10.55 5.50 0.48 2.42 2.25
250 10 12.75 12.60 8.00 0.09 1.40 2.38
300 12 15.00 14.88 10.00 0.09 0.78 2.50
1. These dimensions are the same for ASME and DIN valves.
2. Note that ASME B16.10 Short dimensions are actually longer than ANSI/ISA S75.08.02 dimensions.
(1)
D
39
Page 40

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Parts Ordering
A serial number is assigned to each valve and stamped on the nameplate. Always refer to the valve serial number when
corresponding with your Emerson sales office
replacement parts, also specify the key number, part name, and desired material using the parts list.
WARNING
Use only genuine Fisher replacement parts. Components that are not supplied by Emerson Automation Solutions should
not, under any circumstances, be used in any Fisher valve, because they will void your warranty, might adversely affect the
performance of the valve, and could give rise to personal injury and property damage.
Note
For the NPS 2 V150 valve, this manual covers valves with serial numbers 12551183 and higher. Always reference the serial number
of your valve when corresponding with your Emerson sales office.
regarding spare parts or technical information. When ordering
Retrofit Kits for ENVIRO‐SEAL Packing
Retrofit kits include parts to convert existing V150, V200 and V300 valves with shallow (single packing depth) packing
box to the ENVIRO‐SEAL packing box construction. Retrofit kits include single PTFE packing. See following table.
ENVIRO‐SEAL Packing Retrofit Kits
SHAFT DIAMETER
mm Inches Single PTFE Graphite
12.7 1/2 RRTYXRT0012 RRTYXRT0312
15.9 5/8 RRTYXRT0022 RRTYXRT0322
19.1 3/4 RRTYXRT0032 RRTYXRT0332
25.4 1 RRTYXRT0052 RRTYXRT0352
31.8 1‐1/4 RRTYXRT0062 RRTYXRT0362
38.1 1‐1/2 RRTYXRT0072 RRTYXRT0372
Key Description Quantity
100 Packing stud 2 2
101 Packing nut 2 2
102 Packing flange 1 1
103 Spring pack assembly 1 1
105 Packing set 1 1
106 Anti-extrusion washer 2 ‐ ‐ ‐
107 Packing box ring
‐ ‐ ‐ Tag 1 1
‐ ‐ ‐ Tie Cable 1 1
1. Diameter through the packing box.
2. Not required for all sizes of V150 and V200 or for V300 with 1‐1/4 or 1‐1/2 inch diameter shafts.
(1)
Parts Included in Kit
(2)
1 1
PART NUMBER
40
Page 41

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Figure 28. Fisher V300 with Cavitrol Hex Explosion View
64
65
GE96725
21
Figure 29. Fisher V300 with Cavitrol Hex Assembly View
GE96724
SCALE 1.25:1
41
Page 42

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Repair Kits for ENVIRO‐SEAL Packing
Repair kits include valves parts for shallow (single packing depth) for ENVIRO‐SEAL packing box construction. Repair
kits include single PTFE or graphite packing. See following table.
ENVIRO‐SEAL Packing Repair Kits
SHAFT DIAMETER
mm Inches PTFE Graphite
12.7 1/2 RRTYX000012 13B8816X012
15.9 5/8 RRTYX000022 13B8816X032
19.1 3/4 RRTYX000032 13B8816X052
25.4 1 RRTYX000052 13B8816X092
31.8 1‐1/4 RRTYX000062 13B8816X112
38.1 1‐1/2 RRTYX000072 13B8816X142
Key Description Quantity
105 Packing set 1 1
106 Anti‐extrusion washer 2 ‐ ‐ ‐
1. Diameter through the packing box.
2. Included in key 105.
(1)
Parts Included in Kit
PART NUMBER
(2)
Repair Kits for Ball Seals
Seal repair kits include recommended spare parts for Fisher TCM Plus, S31600 stainless steel, CF10SMnN, or
CD7MCuN ball seal constructions. The following table indicates the repair kit part number and the quantity of parts
included in the kit.
Fisher V150, V200, and V300 Repair Kits
‐ ‐ ‐
‐ ‐ ‐
‐ ‐ ‐
‐ ‐ ‐
‐ ‐ ‐
1
4
1
1
(4)
(4)
KIT PART NUMBER
Ball Seal Material
RV150XHDAA2
RV150XHDAB2
CF10SMnN
RV150X0HD12
RV150X0HD82
RV150X0HD22
RV150X0HD32
RV150X0HD42
RV150X0HD52
RV150X0HD62
RV150X0HD72
Quantity in Kit
1
‐ ‐ ‐
‐ ‐ ‐
1
1
1
2 or 4
2 or 4
CD7MCuN
(Alloy 255 Duplex SST)
RV150XHDCA2
RV150XHDCB2
CD7MCuN
(Alloy 255 Duplex SST)
RV150XHDC12
RV150XHDC82
RV150XHDC22
RV150XHDC32
RV150XHDC42
RV150XHDC52
RV150XHDC62
RV150XHDC72
1
‐ ‐ ‐
‐ ‐ ‐
1
1
(4)
(4)
2 or 4
2 or 4
1
(4)
(4)
VALVE SIZE
DN NPS TCM Plus - - - Alloy 6
25
40
VALVE SIZE Ball Seal Material
DN NPS TCM Plus
50
50
80
100
150
200
250
300
Parts Included in Kit
Key No. Description
11
12
13
13
15
37
21
22
1. V150’s only for serial numbers below 12551183.
2. V150’s for serial numbers 12551183 and above. All V200’s and V300’s.
3. Fewer shim seals are furnished in the parts kits than are used in the original construction of the valve. Most original shim seals can be reused.
4. A quantity of 2 is supplied for NPS 2 through 8 valves, and a quantity of 4 is supplied for NPS 10 and 12 valves.
1
1-1/2
(1)
2
(2)
2
3
4
6
8
10
12
Ball seal
Shim seal
Wave spring
Retainer screw
Retainer washer
(3)
Spring seal
Gasket
Radial seal
RV150X00CA2
RV150X00CB2
RV150X00C12
RV150X00C82
RV150X00C22
RV150X00C32
RV150X00C42
RV150X00C52
RV150X00C62
RV150X00C72
1
‐ ‐ ‐
‐ ‐ ‐
‐ ‐ ‐
1
‐ ‐ ‐
(4)
2 or 4
(4)
2 or 4
S31600
(316 SST)
RV150X00M12
RV150X00M22
RV150X00M32
RV150X00M42
RV150X00M52
RV150X00M62
RV150X00M72
2 or 4
2 or 4
42
Page 43

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Cavitrol Hex Retrofit Kit
Kit includes the Cavitrol Hex (key 64), gasket (key 65), and fasteners (key 21). Kits are available for the NPS 4 through
12 V150, V300, and V200 flanged, raised-face body constructions. To retrofit the Cavitrol Hex anti-cavitation trim to
an existing valve assembly, special body machining is required. Two threaded holes must be added to the valve body
outlet flange. Contact your Emerson sales office
(1)
Fisher V150, V200
VALVE SIZE,
NPS
4 RCAVHEX0002 RCAVHEX0012
6 RCAVHEX0022 RCAVHEX0032
8 RCAVHEX0042 RCAVHEX0052
10 RCAVHEX0062 RCAVHEX0072
12 RCAVHEX0082 RCAVHEX0092
1. V200 raised face flanged body.
, and V300 Cavitrol Hex Kits
S31603 (316L) R31233 (Ultimet)
for retrofit information.
KIT PART NUMBER
Material
43
Page 44

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Parts List
Note
Contact your Emerson sales office
Common Parts
(figures 24, 25 & 26)
Key Description
1 If you need a valve body as a replacement part, order by valve
size, serial number, and desired valve body material. Contact your
Emerson sales office for assistance.
2* Ball
2* Ball w/ attenuator
3 Seal Protector Ring
4* Taper Key
6* Drive Shaft
6* Drive Shaft w/ attenuator
7* Groove Pin
9* Follower Shaft
9* Follower Shaft w/ attenuator
10* Bearing (2 req'd)
11* Ball Seal
12* Shim Seal (12 req'd)
Use w/flat metal seal only
13* Spring Seal
Use w/ flat metal seal only
13* Wave Spring
use w/ HD Metal Seal only
14 Backup Ring (Composition seal only)
for Part Ordering information.
Key Description
15* Gasket
16* Packing Set
17 Packing Follower w/integral flange
17 Packing Follower w/o integral flange
19 Packing Follower Stud
20 Packing Follower Nut
21 Seal Protector Screw
22 Seal Protector Clip
23 Actuator Mounting Screw
24 Actuator Mounting Nut
25 Pipe Plug (Optional) (not shown)
26 Identification Nameplate
27 Drive Screw
28 Flow Arrow
30 Nameplate
31 Nameplate Wire (not shown)
32 Line Flange Stud
33 Line Flange Stud
34 Spacer
35* Packing Ring (4 req'd)
36* Packing Washer
37* Radial Seal
Use w/HD Metal Seal
39* Packing Box Ring
40 Packing Flange
41 Retaining Ring
48* Ball‐Shaft Assembly
64 Cavitrol Hex
65 Gasket
130 Clamp
131 Bonding Strap Assembly
ENVIRO‐SEAL Packing System
(Parts in all Type Vee‐Ball Valves)
(figure 5)
Key Description
100 Packing Flange Stud
101 Packing Flange Nut
102 Packing Flange
103 Spring Pack Assembly
105* Packing Set
106* Anti‐Extrusion Ring (2 req'd)
107* Packing Box Ring
108* Packing Ring (2 req'd)
109* Anti‐Extrusion Ring (2 req'd)
110 Lantern Ring
111 Tag
112 Tie Cable
113 Lubricant, anti‐seize (not furnished with packing system)
44
*Recommended spare parts
Page 45

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Appendix A Instructions for Non‐Series B
The Series B changes affected only the NPS 3 through 12 valves without attenuators. To determine if a Vee‐Ball valve is
Series B, you will need to examine several of the internal parts. Compare the distinctive skirted V‐notch outline of the
forward side and the circular edge on the reverse side of the Series B design ball to the V‐notch on both sides of the
non‐series B design ball. Then look for bushings. The lack of bushings indicates the valve body is Series B.
All Vee‐Ball valves NPS 3 through 12 produced before the Series B design changes use the Specifications table, the
Installation, Maintenance, Packing Maintenance, Replacing Packing, and Replacing the Ball Seal instructions found
elsewhere in this manual. Bearing and Vee‐Ball Maintenance and Actuator Mounting instructions for these valves may
be found below.
Maintenance
WARNING
The Vee‐ball closes with a shearing, cutting motion, which could result in personal injury. To avoid injury, keep hands,
tools, and other objects away from the Vee‐ball while stroking the valve.
Avoid personal injury from sudden release of process pressure. Before performing any maintenance operations:
D Do not remove the actuator from the valve while the valve is still pressurized.
D Disconnect any operating lines providing air pressure, electric power, or a control signal to the actuator. Be sure the
actuator cannot suddenly open or close the valve.
D Use bypass valves or completely shut off the process to isolate the valve from process pressure. Relieve process pressure
from both sides of the valve. Drain the process media from both sides of the valve.
D Vent the power actuator loading pressure and relieve any actuator spring precompression.
D Use lock‐out procedures to be sure that the above measures stay in effect while you work on the equipment.
D Always wear protective gloves, clothing, and eyewear when performing any maintenance operations to avoid personal
injury.
D The valve packing area may contain process fluids that are pressurized, even when the valve has been removed from the
pipeline. Process fluids may spray out under pressure when removing the packing hardware or packing rings.
D Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
Procedures for disassembly and assembly of the bearings and ball cannot be accomplished until the ball seal and valve
packing are removed from the valve.
1. Refer to the Replacing Packing procedures to remove the actuator, and to remove the packing flange and packing
follower from the valve. When the packing disassembly steps are complete, return to this section.
2. Refer to the Replacing the Ball Seal procedures to remove the ball seal from the valve.
Disassembly
WARNING
When the actuator is removed from the valve, the ball/shaft assembly may suddenly rotate, with a shearing, cutting
motion, which could result in personal injury. To avoid injury, carefully rotate the ball to a stable position. Make sure the
ball will not rotate.
45
Page 46

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Key numbers in this procedure are shown in figures 24, 26, and 32, unless otherwise indicated. A taper key (key 4,
figure 14) is used in NPS 3 through 12 Non‐Series B valves.
3. Carefully rotate the ball to the open position after the actuator is disconnected. Make sure the ball will not rotate
(see warning above). Provide support for the ball during the following disassembly.
4. Unscrew the pipe plug (key 25). (With newer valve constructions, the pipe plug is optional and may not be
available.)
5. Working from the small end of the groove pin (key 7), use a pin punch to drive the groove pin out of the ball ear and
follower shaft.
For tack welded taper keys, driving the taper key out of the ball ear will shear the tack welding.
6. Locate the small end of the taper key (key 4, see figure 14). Using a pin punch on the smaller end of the taper key,
drive it out of the ball (key 2) and drive shaft (key 6). Note: driving the taper key in the wrong direction will tighten
it.
7. Pull the drive shaft (key 6) out of the actuator side of the valve body.
8. Make sure the sealing surface of the ball is not damaged while removing the follower shaft.
a. If a pipe plug (key 25) is installed, use a punch to drive the follower shaft (key 9) into the center of the ball.
b. If a pipe plug is not
installed, use a piece of continuous threaded rod as a removal rod when moving the follower
shaft (key 9) into the center of the V‐notch ball. Refer to the table 8 for a description of the size threaded rod
needed. The length of the rod should allow easy working room from the valve body.
9. Remove the ball (key 2) by carefully removing the follower shaft and ball from the valve body.
10. Remove the packing box spacer (key 34) for NPS 8, 10, and 12 valves.
11. Removing the bearings (key 10):
a. For composition bearings, remove the bearings by hand. If the bearings are tight in the valve body, then pull or
drive them out with a slight pressure. Allow the bushings (key 5 or 8) to remain in the valve body.
Table 8. Continuous Threaded Rod
Valve Size, NPS Threaded Rod Thread Size Thread Depth in Follower Shaft
3 1/4‐20 0.5
4 1/4‐20 0.5
6 1/4‐20 0.5
8 5/16‐18 0.62
10 5/16‐18 0.62
12 5/16‐18 0.94
b. For metal bearings, use a press and ram to remove the drive shaft bearings out of the valve body. Refer to figures
30 and 31 ram dimensions. The bushings (key 5 or 8) will normally remain in the valve body.
To remove the follower shaft bearings, use a blind‐hole bearing puller. If you do not have such a tool, you can machine
the bearing out.
Note
For proper shutoff performance, the ball and seal require the bearing (key 10) to be positioned correctly. If you removed the
bearings (key 10), be sure to locate the new bearings as shown in figures 30 and 31.
12. Thoroughly clean surfaces of all parts that are to be re‐used or obtain replacement parts.
46
Page 47

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
Assembly
1. Inspect all sealing surfaces to ensure they are in good condition and without scratches or wear.
2. Installing bearings (key 10):
a. For composition bearings, install the bearings by hand. The bearing flanged end should touch the bushing (key 5
or 8).
b. For metal bearings:
D Use a press and ram to install the bearings (key 10). Refer to figures 30 and 31.
D Press the bearings in until each bearing is flush with the bushing (key 5 or 8). The acceptable tolerance for bearing
location is: flush with the bushing to 1.52 mm (0.060 inches) inside the bushing. That is, the bearings should not
protrude into the flow cavity of the valve, and they should not be more than 1.52 mm (0.060 inches) inside the
bushing.
D Take care not to change the position of the bushings (key 5 or 8) when pressing in new bearings (key 10), otherwise
the ball will not center in the valve body and seal.
3. Installing the Vee‐Ball (key 2):
WARNING
The Vee‐Ball might be damaged if it is allowed to fall into the valve body. To avoid personal injury or damage to the sealing
surfaces, support the ball to prevent it from falling into or out of the valve body cavity.
Note
For ease of assembly, the follower shaft (key 9) should be inserted into the ball before installing the ball in an NPS 3 valve without
ball/attenuator.
Carefully install the ball into the valve body cavity.
After you have installed the ball (key 2) into the valve body assembly, firmly support the ball while installing the shafts.
4. Installing the follower shaft (key 9):
D For NPS 3 valves: The follower shaft (key 9) should already have been inserted into the ball before the ball was put
into the valve body. Insert the follower shaft (key 9) into the valve body bearing (key 10).
D For NPS 4 and larger valves without attenuator: Insert the follower shaft (key 9) through the ball, and into the valve
body bearing (key 10).
Then for all sizes, align the hole in the follower shaft with the holes in the ball. Insert the small end of the groove pin
(key 7) into the hole in the ball and into the follower shaft. The pin will hold the parts in place while the drive shaft (key
6) is being installed.
5. Insert the drive shaft (key 6) into the valve body bearing (key 10), and into the ball ear. Align the hole in the drive
shaft with the holes in the ball.
CAUTION
The drive shaft must be used with the correct Vee‐Ball. Refer to the tag (see figure 13) attached to the Vee‐Ball and to the
drive shaft.
47
Page 48

Vee-Ball Valves
March 2021
Failure to use the correct Vee‐Ball/ shaft combination may result in the ball not being in the position indicated by the slash
mark on the end of the shaft. If the ball is not properly aligned with the slash mark, the valve will not function correctly and
seal damage may result.
Instruction Manual
D101554X012
6. Installing the Taper Key (key 4):
Current standard construction materials for all NPS 3 through 12 valves require the taper key (key 4, figure 14) to be
tack welded in place using the following procedure. Use standard welding preparations when preparing parts for
reassembly.
CAUTION
Make sure the drive shaft (key 6) is free of oil or grease, otherwise the taper key will not seat properly. Failure to properly
set the taper pin or taper key could result in it coming loose while in service. Loosening of the taper key in service could
result in improper valve function and equipment damage.
1. Install the drive shaft (key 6) into the valve body through the ball and into the lower bearing.
2. Insert the taper key (key 4) into ball and drive shaft (keys 2 and 6) as shown in figure 14. The taper key inserts, with
the flat side of the key, facing the drive shaft (key 6).
3. Using a flat end punch, drive the groove pin (key 7) into the ball ear and follower shaft until it is flat with the ball ear
surface.
4. Using a flat end punch, drive the taper key (key 4) into the ball ear and drive shaft (key 6) until solid, heavy contact is
obtained between the key and shaft.
5. Measure the position of the taper key head.
6. Drive the taper key in further using the minimum distance shown in table 8.
Table 9. Taper Key Minimum Depth
VALVE SIZE, NPS MINIMUM DEPTH TO DRIVE TAPER KEY AFTER INITIAL SOLID CONTACT, mm (INCHES)
3, 4, 6
8, 10, 12
4.8 (0.188)
5.6 (0.219)
Table 10. Taper Key Maximum Depth
VALVE SIZE, NPS MAXIMUM DEPTH TO DRIVE TAPER KEY AFTER INITIAL SOLID CONTACT, mm (INCHES)
3, 4
6
8, 10
12
7.1 (0.281)
7.9 (0.312)
9.5 (0.375)
10.3 (0.406)
7. Inspect the ball/shaft taper key connection to verify that the taper key spans the entire shaft flat width. If not, the
taper key must be driven in further until this condition is satisfied. However, do not exceed the maximum depths
shown in table 9.
Note
When welding standard valves that have a CG8M (317 SST) or CF3M (316L SST) ball, use 309 or 309L filler rod material.
Alloy valve taper keys are normally not welded.
8. When the above conditions are met, tack weld the taper key (key 4) to the ball ear on the head end of the key (see
figure 26). Use a:
D 1/8 inch diameter weld on NPS 3 through 6 valves,
48
Page 49

Instruction Manual
D101554X012
D 3/16 inch diameter weld on NPS 8 through 10 valves, and
D 1/4 inch diameter weld on NPS 12 valves.
For all constructions: Refer to Replacing the Ball Seal, Packing Maintenance, and other procedures as necessary to
complete the assembly of the valve.
Vee-Ball Valves
March 2021
Actuator Mounting
Use the appropriate actuator instruction manual and figure 23 of this manual when mounting the actuator or
changing actuator styles and positions.
To help ensure correct centering of the ball (key 2) on the seal (key 11), be sure the ball is closed when mounting the
actuator. Do not use a hammer or other tool to drive the actuator lever onto the valve shaft.
Clean the valve shaft and actuator lever splines to be sure the actuator lever will slide on easily. If the lever does not
slide on easily, carefully wedge the ball solidly against the actuator‐side bearing using a screwdriver or similar tool
inserted between the lower ear of the ball and the valve body.
Keep the wedge in place while installing the lever, but again, do not drive on the lever. Remove the wedge after you
have clamped the actuator lever on the valve shaft and connected the lever to the actuator piston rod or diaphragm
rod.
Determining Mounting Position
The actuator can be either right or left‐hand mounted.
Note
Right‐hand mounting—Actuator is on the right side of the valve when viewed from valve inlet.
Left‐hand mounting—Actuator is on the left side of the valve when viewed from valve inlet.
The preferred location of the ball is in the top of the valve body when the valve is open. To convert from right to left
hand‐mounting, turn the valve to position the actuator mounting pad on the left and rotate the ball to the top of the
valve.
The number one V‐notch controls flow on right‐hand mounting. Turn the valve 180 degrees, and rotate the ball to the
top of the valve to obtain left‐hand mounting. The number two V‐notch controls flow for this construction. See figure
33.
Determining Closed Position
1. The valve must be removed from the line to check the position of the ball.
WARNING
The ball closes with a shearing, cutting motion. To avoid personal injury, keep hands, tools, and other objects away from
the ball while stroking the valve.
49
Page 50

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
2. Rotate the ball to the closed position.
3. Follow one of the procedures below:
D When viewed from the valve body inlet, the ball is in the proper position when both V‐notches of the ball are
centered between the machined diameter of the ledge that supports the seal.
D If the ball has a spot machined on the top, align that spot to the exact center of the seal cavity.
4. Adjust the actuator linkage as described in the appropriate actuator instruction manual until the condition
described in step 3 exists. A line is stamped on the actuator end of the drive shaft (see figure 23) to indicate the ball
position.
WARNING
Use only genuine Fisher replacement parts. Components that are not supplied by Emerson Automation Solutions should
not, under any circumstances, be used in any Fisher valve, because they will void your warranty, might adversely affect the
performance of the valve, and could give rise to personal injury and property damage.
Non‐Series B Design Parts (figure 32)
Note
Contact your Emerson sales office
Key Description
2 Ball
2 Ball with attenuator (RH mtg in Common parts section)
6 Drive Shaft
9 Follower Shaft
10* Bearing (2 req'd)
for Part Ordering information.
50
*Recommended spare parts
Page 51

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
VALVE
SIZE,
NPS
3 & 4
6
8
10
12
1. MIN = Minimum.
mm Inches mm Inches mm Inches mm Inches mm Inches mm Inches mm Inches
201.42
247.65
338.75
396.75
476.25
VALVE
SIZE,
NPS
3
4
6
8
10
12
BEARING RAM DIMENSIONS BUSHING RAM DIMENSIONS
Ram Lengths Ram Diameters Ram Diameters
L M D d D Long Ram d Short Ram d
MIN
MIN
9.750
MIN
13.310
MIN
15.620
MIN
18.750
MIN
B C B C
7.930
MIN
MIN
MIN
MIN
95.25
(1)
95.25
139.70
139.70
152.40
MIN
MIN
MIN
MIN
MIN
DIMENSION
3.750
MIN
3.750
MIN
5.500
MIN
5.500
MIN
6.000
MIN
22.86
22.61
29.21
28.96
35.56
35.31
35.56
35.31
41.91
41.66
0.900
0.890
1.150
1.140
1.400
1.390
1.400
1.390
1.650
1.640
19.05
18.80
25.40
25.15
31.75
31.50
31.75
31.50
38.10
37.85
0.750
0.740
1.000
0.990
1.250
1.240
1.250
1.240
1.500
1.490
28.19
27.94
34.54
34.29
40.89
40.64
40.89
40.64
50.42
50.17
Figure 30. Bushing Location
1.110
1.100
1.360
1.350
1.610
1.600
1.610
1.600
1.985
1.975
19.05
18.80
25.40
25.15
31.75
31.50
31.75
31.50
38.10
37.85
0.750
0.740
1.000
0.990
1.250
1.240
1.250
1.240
1.500
1.490
Millimeters Inches
48.26
50.04
60.10
60.35
83.59
83.85
106.20
106.45
135.33
135.59
169.67
169.93
100.38
100.63
121.01
121.26
168.00
168.25
213.21
213.46
271.48
271.73
340.16
340.41
1.960
1.970
2.366
2.376
3.291
3.301
4.181
4.191
5.328
5.338
6.680
6.690
3.952
3.962
4.764
4.774
6.614
6.624
8.394
8.404
10.688
10.698
13.392
13.402
A/2
DIA A
22.86
22.61
29.21
28.96
35.56
35.31
35.56
35.31
41.91
41.66
B
0.900
0.890
1.150
1.140
1.400
1.390
1.400
1.390
1.650
1.640
C
Figure 31. Metal Bearing Ram Location
SHORT
RAM
SEE VIEW A
LONG
RAM
A5683‐2
NOTES:
1
GUIDE BUSHING AND THE CENTER OF DIAMETER A.
DIMENSION B IS THE DISTANCE BETWEEN THE
BUSHING
(KEY 5 OR 8)
BEARING
(KEY 10)
NPS 3 THRU 12
VIEW A
BEARING RAM
A5684‐1
1.52
0.000
(0.060
0.000)
BUSHING (KEY 5) LOCATION
6.35
(0.25)
D
D
6.35
(0.25)
M
SHORT RAM
L
d
LONG RAM
mm
(INCHES)
d
51
Page 52

Vee-Ball Valves
March 2021
Figure 32. Fisher V150 and V300 Non‐Series B Valve Assembly (NPS 3- 12)
(Details are typical for V200 Valves except V200 does not have flanges)
Instruction Manual
D101554X012
METAL BEARING
NPS 3‐6
PEEK BEARING
NPS 8, 10, & 12
ALLOY ASSEMBLY
METAL
BEARING
NPS 8, 10 & 12
ATTENUATOR BALL
NPS 4‐12
FLAT METAL SEAL
52
42B4652‐C
NOTE:
KEYS 28, 30, 31, 32, 35, AND 36 ARE NOT SHOWN.
TCM SEAL
HD METAL SEAL
NPS 10 & 12
Page 53

Instruction Manual
D101554X012
Figure 33. Index Marks for Actuator Lever Orientation for Non‐Series B Valves
ACTUATOR
MOUNTING STYLE
STYLE A
(PDTC)
RIGHT‐
(1)
HAND
STYLE B
(PDTO)
STYLE C
(PDTC)
VALVE OPEN
1
(3)
(2)
(2)
(2)
ACTUATOR POSITION
23 4
Vee-Ball Valves
March 2021
LEFT‐
(1)
HAND
STYLE D
(2)
(PDTO)
1. Right‐hand mounting controls with v notch no. 1; Left‐hand mounting controls with v notch no. 2
2. PDTC‐push down to close; PDTO‐push down to open
3. Arrow on lever indicates direction of actuator thrust to close valve
B2703
53
Page 54

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
54
Page 55

Instruction Manual
D101554X012
Vee-Ball Valves
March 2021
55
Page 56

Vee-Ball Valves
March 2021
Instruction Manual
D101554X012
Neither Emerson, Emerson Automation Solutions, nor any of their affiliated entities assumes responsibility for the selection, use or maintenance
of any product. Responsibility for proper selection, use, and maintenance of any product remains solely with the purchaser and end user.
Fisher, ENVIRO-SEAL, Vee-Ball, Cavitrol, and FIELDVUE are marks owned by one of the companies in the Emerson Automation Solutions business unit of
Emerson Electric Co. Emerson Automation Solutions, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co. All other
marks are the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are not
to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability. All sales are
governed by our terms and conditions, which are available upon request. We reserve the right to modify or improve the designs or specifications of such
products at any time without notice.
Emerson Automation Solutions
Marshalltown, Iowa 50158 USA
Sorocaba, 18087 Brazil
Cernay, 68700 France
Dubai, United Arab Emirates
Singapore 128461 Singapore
www.Fisher.com
56
E 1990, 2021 Fisher Controls International LLC. All rights reserved.
 Loading...
Loading...