

Instruction Manual
Form 2433
November 2007
Type 9500 Butterfly Control Valve
Contents
Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 1. . . . . . . . . . . . . . . . . . . . . . . . .
Description 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Adjustments 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hub Seals 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Linkage 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Three-Way Valve Tandem Linkage 6. . . . . . . . .
Maintenance 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Disassembly 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reassembly 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator Mounting 10. . . . . . . . . . . . . . . . . . . . . . . .
Changing Disc Rotation and Action 10. . . . . . . . . .
Parts Ordering 12. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts List 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
W9224-1
Figure 1. Type 9500 Valve with Type 1052 Actuator and
Introduction
DVC6020 Digital Valve Controller
9500 Valve
Scope of Manual
This manual provides installation, adjustment, and
maintenance information for Type 9500 butterfly
valves. These valves use splined shafts with
actuator-mounted brackets and linear-motion
actuators (see figure 1). Refer to separate manuals
for instructions covering the power actuator or the
manual handwheel actuator, positioner, and other
accessories.
Do not install, operate, or maintain a Type 9500
valve without first D being fully trained and qualified
in valve, actuator, and accessory installation,
operation, and maintenance, and D carefully reading
and understanding the contents of this manual. If
you have any questions about these instructions,
contact your Emerson Process Managementt sales
office before proceeding.
Description
The Type 9500 valve is a fully lined butterfly valve
for use with corrosive process fluids or wherever
stringent shutoff is required. The nitrile or PTFE liner
completely isolates the valve body and shaft from
the process fluid. The valve is available with
conventional or Fishtailr
Neither Emerson, Emerson Process
Management, nor any of their affiliated
entities assumes responsibility for the
selection, use and maintenance of any
product. Responsibility for the
selection, use, and maintenance of any
product remains with the purchaser
and end-user.
disc designs.
Note
www.Fisher.com
D100380X012
9500 Valve
Instruction Manual
Form 2433
November 2007
Table 1. Specifications
Valve Sizes
NPS J 2, J 3, J 4, J 6, J 8, J 10, or J 12
Valve Body Style
Flangeless (wafer-type) valve body to be installed
between pipeline flanges
End Connection Styles
Flangeless (wafer-style) valve body mates with
CL125 flat-face flanges per ASME B16.1, with
CL150 and 300 raised-face flanges per ASME
B16.34, or EN flanges
Maximum Allowable Inlet Pressure
(1)
Consistent with applicable pressure/temperature
ratings for JCL125B per ASME B16.1, or
JCL150 and 300 per ASME B16.34 unless
limited by maximum allowable pressure drop
specification or by material temperature
capabilities in table 2
Vacuum Service
The valve is suitable for vacuum service to
approximately 10
(3.4 x 10
-12
Maximum Shutoff Pressure Drop
-7
mm Hg absolute
mbar, absolute)
(1)
Standard Operation
Cast Iron Valve: 12.1 bar (175 psi)
Steel or Stainless Steel Valve: 15.2 bar (220 psi)
Material Temperature Capabilities
(1)
See table 2
Flow Characteristic
Conventional Disc: Approximately equal
percentage through 60 degrees of disc rotation
1. The pressure/temperature limits in this manual and any applicable standard or code limitation should not be exceeded.
Fishtail Disc: Approximately equal percentage
through 90 degrees of disc rotation
Flow Direction
Conventional Disc: Bidirectional
Fishtail Disc: Forward flow – The tail of the disc
opens into the downstream end of the valve
(see figure 2).
Disc Rotation
Conventional Disc
On/Off Service: J 0 to 60 or J 0 to 90 degrees
Throttling Service: 0 to 60 degrees
Fishtail Disc: 0 to 60 or 0 to 90 degrees for on/off
or throttling
Shutoff Classification per ANSI/FCI 70-2 and IEC
60534-4
Nitrile Liner or PTFE Liner: Class VI
Mating Flange Capabilities
All sizes compatible with welding-neck flanges;
also see Installation section for slip-on flanges
Code Classifications
Dimensions meet MSS SP-67 specifications for
face-to-face dimensions for flangeless valves
Approximate Weights (Valve Body Assemblies
Only)
NPS 2: 9 kg (20 lb)
NPS 3: 11 kg (25 lb)
NPS 4: 14 kg (30 lb)
NPS 6: 20 kg (45 lb)
NPS 8: 27 kg (60 lb)
NPS 10: 32 kg (70 lb)
NPS 12: 54 kg (120 lb)
Table 2. Operative Temperature
Disc
Type
Conventional or Fishtail
Liner
Material
Nitrile
PTFE
Installation
WARNING
Always wear protective gloves,
clothing, and eyewear when
2
Operative
Temperature
-7 to 93_C (20 to 200_F)
-18 to 121_C (0 to 250_F)
performing any installation operations
to avoid personal injury.
Personal injury or equipment damage
caused by sudden release of pressure
may result if the valve assembly is
installed where service conditions
could exceed the limits given in table 1
or on the appropriate nameplates. To
avoid such injury or damage, provide a
relief valve for over-pressure
protection as required by government
or accepted industry codes and good
engineering practices.
Check with your process or safety
engineer for any additional measures
Instruction Manual
Form 2433
November 2007
9500 Valve
that must be taken to protect against
process media.
If installing into an existing
application, also refer to the WARNING
at the beginning of the Maintenance
section in this instruction manual.
These valves may be installed in many positions by
referring to the Actuator Mounting procedures and
figure 6 in this manual. For conventional discs, flow
may be in either direction. For Fishtail discs, the
leading edge of the disc must be located in the
upstream end of the valve (see figure 2).
CAUTION
As noted in the following paragraphs,
improper use of additional gasketing
materials will damage the valve liner.
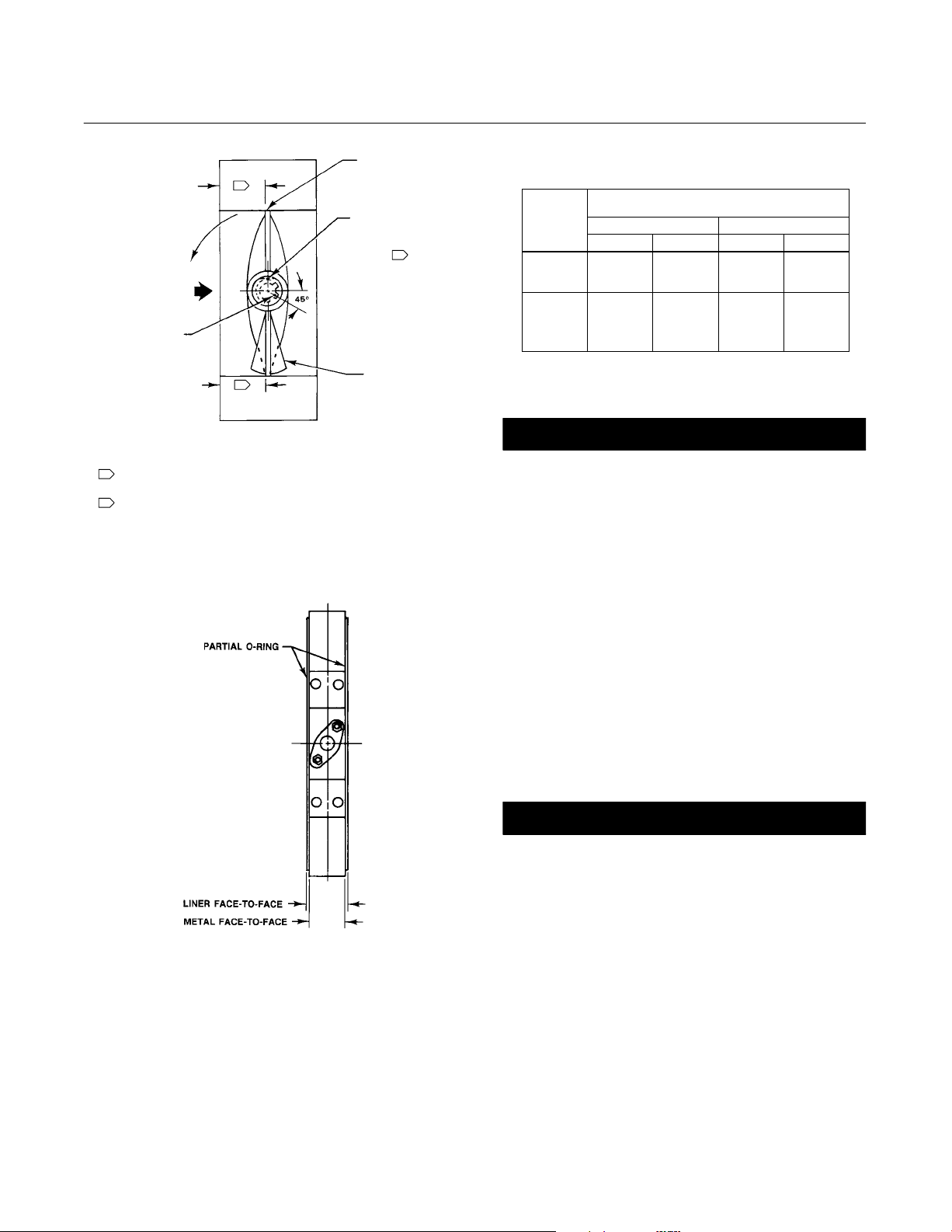
The valve body liner extends past or overlaps the
valve face producing the partial O-ring shown in
figure 3. It also acts as the flange gasket. Improper
use of additional gasketing materials will damage the
valve liner.
Care must be taken during installation to ensure that
the pipe flanges are properly supported. Pipe flange
support is required to avoid liner flange joint leakage
or problems during valve operation. Slip-on pipe
flanges may be used with NPS 2, 3, or 4 valves. An
NPS 6 valve or larger will require flange adapters for
complete liner support.
Mating flanges or pipe flanges with inside diameters
smaller than the minimum shown (see table 3) may
interfere with the opening of the disc. Flanges or
pipes with an inside diameter larger than the
maximum shown (see table 3) may not be in full
contact with the liner. Install flange adapters in each
case, either to provide disc clearance or to fully
contact the liner.
Flexible, plastic flanges, fiberglass, slip-on, or
weld-neck with other than standard inside diameters
may not provide adequate support for the liner. Also,
flexible mating flanges can be warped with
excessive line bolt load. They may fail to support the
liner at the inside diameter of the valve body. Use
flange adapters, available from Emerson Process
Management, during installation to avoid these
problems. Whenever a flange adapter is used, a
standard flange gasket must be installed between
the line flange and flange adapter. Do not use a
flange gasket between the valve and flange adapter.
The partial O-ring on the liner acts as the flange
gasket and any additional gasket here will damage
the liner.
The Type 9500 valve may be used as part of a
three-way valve assembly. The actuator-valve
linkage is adjusted at the factory; you won’t need to
adjust the linkage before placing the valve in service.
If the valve and actuator are being re-installed, after
removal, or if you suspect that the linkage is out of
adjustment, refer to the Linkage portion of the
Adjustments section before installing the valve in the
pipeline. If the valve has been purchased separately,
or if the actuator has been removed, complete the
procedures in the Actuator Mounting section of this
manual before proceeding.
WARNING
Avoid personal injury from sudden
release of process pressure. Before
performing any maintenance
operations:
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
process pressure on both sides of the
valve. Drain the process media from
both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D The valve packing box may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
3
9500 Valve
VALV E
SIZE, NPS
Instruction Manual
Form 2433
November 2007
NOSE OR
LEADING
1
OPEN
FLOW
LOCATION OF
INDEX MARK
ON END OF
VALVE SHAFT
1
EQUAL MEASUREMENTS BETWEEN VALVE FACE AND DISC
EDGE AT TOP AND BOTTOM ENSURE FULLY CLOSED DISC.
2
FOR Fishtail DISC, PARTIAL KEYWAY OR FLAT SPOT IS ON
SAME SIDE AS NOSE OF DISC.
A2755-1/IL
1
WITH SPLINED
VALVE SHAFT
EDGE OF
DISC
LOCATION OF
FLAT SPOT
ON VALVE
SHAFT
TAIL OF
Fishtail
DISC
Figure 2. Valve Shaft Marking
Table 3. Maximum and Minimum Allowable
Mating Flange Diameters
MAXIMUM AND MINIMUM DIAMETER OF MATING
VALV E
SIZE, NPS
2
10
12
2
3
4
6
8
mm Inches mm Inches
30
64
89
145
196
246
297
PIPING OR FLANGES
Minimum Maximum
1.20
2.50
3.50
5.70
7.70
9.70
11.70
64
92
117
171
222
273
330
2.50
3.62
4.62
6.75
8.75
10.75
13.00
2. Be certain the pipeline flanges are in line with
each other and supported.
CAUTION
To avoid damaging valve seating
surfaces, make sure the adjacent
piping is free of pipe scale, welding
slag, and any other damaging material.
3. Inspect the valve body to be sure it is free of
foreign material. Make sure the adjacent piping is
free of pipe scale, welding slag, and any other
material that could damage valve seating surfaces.
4. Measure to be sure the distance between the
pipeline flanges is approximately 1/4 inch greater
than the valve face-to-face dimension. This will
ensure easy installation without distorting the liner
(figure 3).
5. For conventional discs, flow may be in either
direction; for Fishtail discs, flow must be such that
the tail of the disc (as shown in figure 2) will rotate
into the downstream side of the valve.
A6017/IL
Figure 3. Partial O-Ring Location
hardware or packing rings, or when
loosening the packing box pipe plug.
1. Isolate the control valve from the line pressure,
release pressure from both sides of the valve body,
and drain the process media from both sides of the
valve. If continuous operation is required during
inspection or maintenance, install a three-valve
bypass around the control valve assembly.
4
CAUTION
To avoid damaging valve parts,
observe the following precautions
before inserting the valve in the line.
a. The inside diameter of the mating piping or
flanges must be large enough to allow the valve
disc to rotate freely into the upstream and
downstream piping, or the disc could be
damaged. Do not use piping or flanges having an
inside diameter smaller than the minimum shown
in table 3.
b. The inside of the mating flange must also be
small enough to be in full contact with the partial
O-rings on the liner faces. Leakage through the
flange connections and damage to the liner could
Instruction Manual
Form 2433
November 2007
result if the partial O-ring faces are not properly
supported. Do not use flanges having an inside
diameter larger than the maximum shown in
table 3.
The NPS 6 to 10 sizes must not be used with slip-on
flanges unless flange adaptors are used to support the
liner. When using slip-on flanges with other sizes, be
certain the valve is carefully centered to ensure that
the partial O-ring faces are in full contact with the
adjacent flanges.
c. When a flange adapter is necessary, a flange
gasket must be installed between the line flange
and the flange adapter. Do not use a flange
gasket between the valve and the flange adapter.
Additional gasketing material at this location
could damage the liner.
9500 Valve
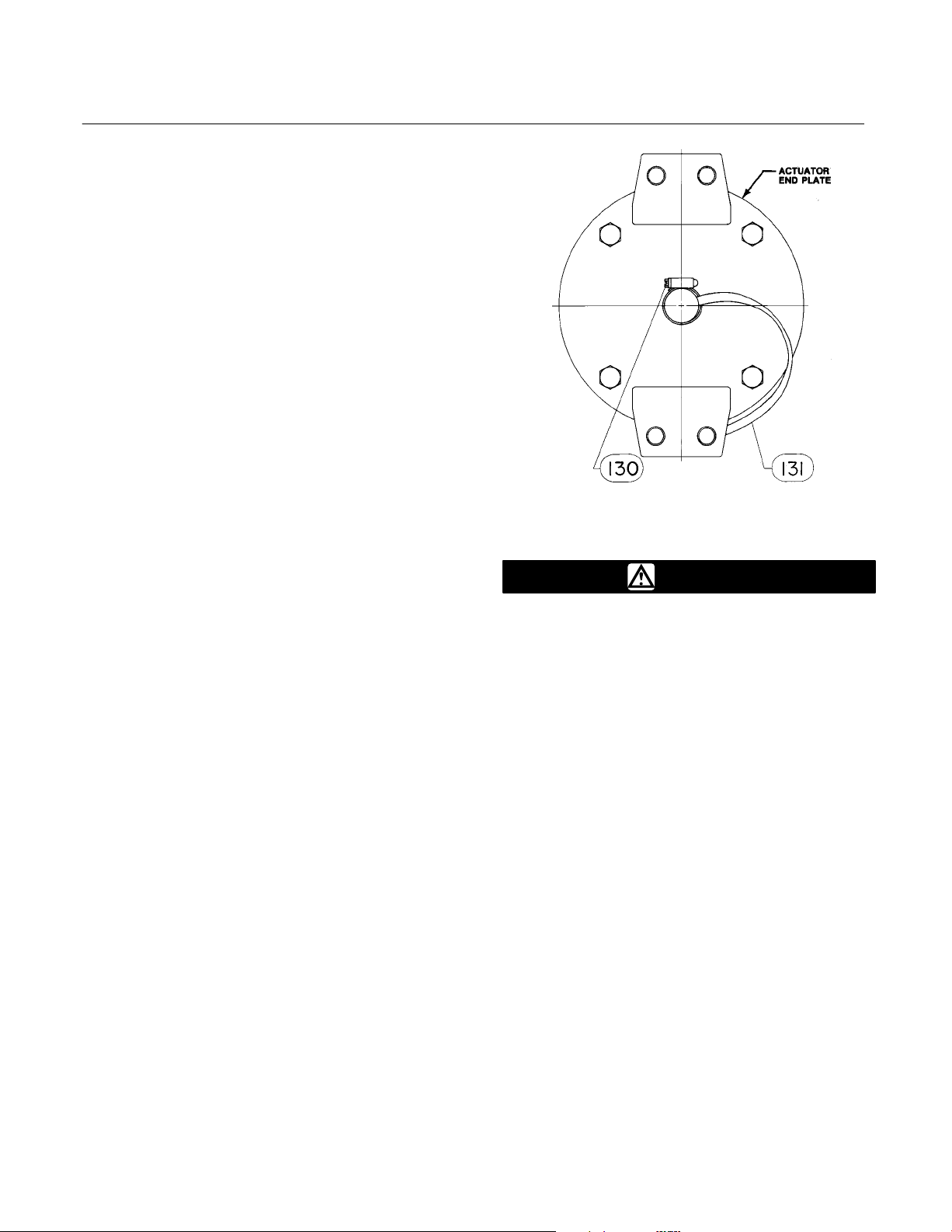
37A6528-A/DOC
Figure 4. Grounding Assembly
d. The valve disc must be in the closed position
when the valve is being inserted into the pipeline.
If the valve disc is not closed, it could be
damaged against the mating piping or flanges.
6. Insert the valve into the pipeline. Insert four
flange studs or bolts through the flanges to support
the valve.
7. Center the valve carefully on the flanges by
measuring equal distances at the top and bottom
and equal distances at the sides.
8. Insert the remaining flange studs or bolts. Tighten
the studs or bolts evenly. Normal flange bolt torques
may be used because liner compression is limited by
metal-to-metal contact between flanges and the
valve body.
9. Rotate the valve disc manually to be certain the
disc clears the adjacent piping or flanges as it
opens. If necessary, disconnect the power
actuator-valve linkage, but do not disturb the
adjustment of the turnbuckle or adjustable linkage. If
the disc hits the flange, loosen flange bolting
temporarily while re-centering the valve. If the
problem cannot be corrected in this manner, it will be
necessary to use line flanges with larger inside
diameters adjacent to the valve.
10. For hazardous atmosphere or oxygen service
valves, read the following Warning, and provide the
following bonding strap assembly if the valve is used
in an explosive atmosphere.
WARNING
The valve drive shaft is not necessarily
grounded to the pipeline when
installed. Personal injury or property
damage could result, if the process
fluid or the atmosphere around the
valve is flammable, from an explosion
caused by a discharge of static
electricity from the valve components.
If the valve is installed in a hazardous
area, electrically bond the drive shaft
to the valve.
11. Attach the bonding strap assembly (key 131,
figure 4) to the shaft with the clamp (key 130,
figure 4).
12. Connect the other end of the bonding strap
assembly to the valve flange cap screws.
Adjustments
Hub Seals
Key number locations are shown in figure 7.
Thrust sleeve assemblies (key 6) seal the disc hubs.
In time, especially with frequent valve disc rotation,
these seals may require adjustment.
Adjust the seals if there is leakage through the valve
body around the valve shaft. A small amount of
5

9500 Valve
Instruction Manual
Form 2433
November 2007
leakage downstream (between the bushings and
disc hubs) may also indicate a need for hub seal
adjustment.
To adjust the hub seals:
1. Tighten both thrust-plate cap screws (key 10) 1/4
turn on one side (the side where shaft leakage is
occurring).
CAUTION
To avoid excessive side thrust on the
disc and possible liner damage,
tighten cap screws on both sides of
the valve alternately and in 1/4-turn
increments. Do not over-tighten by
continuous turning or by tightening
one side only. Over- tightening the cap
screws will cause the liner to fail.
2. Tighten both thrust-plate cap screws 1/4 turn on
the other side of the valve.
3. Repeat steps 1 and 2 until leakage stops.
Note
If this adjustment is being performed
to stop minor leakage past the disc,
check the leakage after turning the cap
screws enough to move the thrust
plates 0.8 mm (1/32 inch) closer to the
valve body. If leakage has not stopped
or diminished, the leakage is probably
due to incorrect linkage adjustment or
damaged valve parts. Refer to the
Linkage section to check linkage
adjustment; refer to the Maintenance
section to inspect and replace parts.
4. If leakage around the shaft cannot be stopped by
adjusting hub seals, refer to the Maintenance section
to inspect and replace damaged parts.
To check the linkage adjustment on Fishtail discs,
the flat is on the same side of the shaft as the nose
or leading edge of the valve disc (as shown in
figure 2). When the valve disc is at the fully closed
position, the flat will be either top-dead-center or
bottom-dead-center in relation to the valve body.
The top-dead-center position is shown in figure 2. A
more accurate check of the fully closed disc position
is obtained by removing the valve from the pipeline.
WARNING
To avoid personal injury and damage
to the process system caused by the
sudden release of pressure, isolate the
control valve from all pressure and
relieve pressure from the valve body
before removing the valve from the
line. Be sure the disc is closed so that
it will not hit the mating flanges when
being removed from the line.
With the valve removed from the line, position the
actuator to the valve-closed end of the travel.
Measure the distance between the valve face and
the top and bottom edges of the disc as shown in
figure 2. The disc is at the fully closed position if the
two measurements are equal.
To adjust linkage, refer to the actuator instruction
manual.
Three-Way Valve Tandem Linkage
If the valve is used as part of a three-way valve
assembly, adjustment of the tandem linkage (see
figure 5) may be necessary to ensure proper rotation
of the slave valve disc.
If the adjustment is being performed with the
three-way valve assembly out of the line, temporarily
bolt the valve bodies to the tee to compress the liner
faces until there is metal-to-metal contact between
the valve bodies and the tee.
Linkage
If the linkage between the power actuator and valve
is improperly adjusted, the actuator may reach the
end of travel before (or after) the disc reaches the
fully closed position. This could result in leakage
past the disc. The linkage adjustment is set at the
factory, and it should not be necessary to adjust
linkage unless the actuator and valve have been
separated and the adjustment altered.
6
Check the rotation of the power valve disc per
instructions in the Linkage section. If necessary,
adjust the linkage between the actuator and the
power valve.
To check the fully closed position of the slave valve
disc, use the partial keyway on the slave valve shaft
or measure equal distances between the slave valve
face and the top and bottom of the slave valve disc
as described in the Linkage section. Tighten the

Instruction Manual
Form 2433
November 2007
B2144-1 / IL
Figure 5. Tandem Linkage Adjustment for
Three-Way Valve Assemblies
locknuts on the tandem linkage when adjustment is
complete.
9500 Valve
process pressure on both sides of the
valve. Drain the process media from
both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D The valve packing box may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
hardware or packing rings, or when
loosening the packing box pipe plug.
D Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
1. Isolate the control valve from the line pressure,
release pressure from both sides of the valve body,
and drain the process media from both sides of the
valve.
Maintenance
Use table 4 to locate and correct possible leakage or
mechanical linkage problems with the valve.
WARNING
Avoid personal injury from sudden
release of process pressure. Before
performing any maintenance
operations:
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
Disassembly
Key numbers locations are shown in figure 7.
1. Loosen all flange studs or bolts. Remove all but
the bottom flange studs or bolts.
CAUTION
To avoid damage to the valve disc
caused by the disc hitting the mating
flange, be certain the disc is closed
before removing the valve from the
pipeline.
2. If necessary, pry flanges apart so that liner faces
will not be damaged when the valve is being
removed. Inspect the disc (key 3) and liner (key 2)
for wear or damage.
3. Remove the actuator from the valve. Follow
instructions in the appropriate actuator instruction
manual.
4. From both sides of valve, unscrew thrust-plate
cap screws (key 10) and remove thrust plates
(key 9).
7

9500 Valve
Fault Possible Cause Correction
1. Leakage out sides of
valve (at thrust plates)
between thrust bushings
and shaft.
2. Leakage out sides of
valve (at thrust plates)
between valve body and
thrust bushings, leakage
at flanges, faces, or both
3. Leakage through
disc/liner seal
4. Valve shaft will not
rotate
5. Valve shaft rotates, but
valve does not control
process fluid
Table 4. Troubleshooting Guide
a. Hub seals require adjustment.
b. Taper pins are not sealed.
a. Flange gaskets used.
b. Partial O-ring bead on liner faces damaged.
a. Hub seals require adjustment.
b. Linkage requires adjustment.
c. Actuator has insufficient torque output to close disc
against pressure drop. (Actuators are selected to have
sufficient torque output to shut off the flow against a
specific pressure drop, not necessarily against the
maximum allowable pressure drop. Be sure that the
pressure drop for which the actuator is selected is not
being exceeded.)
d. Liner has been damaged by flowing medium or other
valve parts damaged by being subjected to service
conditions beyond those for which valve is designed.
a. If actuator does not stall, but shaft does not rotate, the
spline teeth on the valve shaft are sheared.
b. If actuator stalls, shaft is binding in bushings due to
linkage misalignment caused by excessive wear of linkage
parts.
c. If actuator stalls and linkage is not misaligned, actuator
may have insufficient output torque to rotate disc against
flow.
Taper pins (or drive shaft spline for coated-disc
constructions) have been sheared due to obstruction to
disc rotation or other internal parts damaged by being
subjected to service conditions beyond those for which the
valve was designed.
Instruction Manual
Form 2433
November 2007
a. Adjust using Hub Seals portion of Adjustments
procedures.
b. Remove valve from line and re-seat taper pins or install
new taper pins using Maintenance procedures.
a. Check to see if flange gaskets are being used; if so,
remove gaskets.
b. Replace liner using Maintenance procedures.
a. Adjust seals using Hub Seals portion of Adjustments
procedures.
b. Refer to Linkage portion of Adjustments procedures.
c. If possible, check shutoff at lower pressure drops. If
shutoff is obtained at low pressure drops, but actuator
stalls and does not produce full disc rotation at service
pressure drop, actuator output torque is too low. For piston
actuators, it may be possible to increase output torque by
increasing supply pressure. Do not exceed maximum
allowable supply pressure of actuator.
d. Inspect and replace parts using Maintenance
procedures.
a. Refer to the actuator instruction manual to remove
actuator cover plate. Replace valve shaft using
Maintenance procedures if spline teeth are sheared.
b. Replace linkage parts.
c. Check actuator operation with no pressure applied to
the valve. If valve now functions properly, actuator is too
small.
Inspect and replace parts using the Maintenance
procedures.
5. If taper pin (key 15) ends are peened, grind off
the peened portions. Driving from the smaller end of
the pins, drive the pins out of the disc (key 3) and
shaft (key 4).
WARNING
Once the shaft has been removed, the
disc may fall from the valve body,
causing personal injury or disc
damage. Support the disc before
removing the shaft.
6. Pull the shaft out of the valve body. If the shaft
cannot be pulled from the valve body, drive the shaft
8
out but use care to avoid upsetting the end of the
shaft.
7. Remove the disc from the valve body.
8. Remove the liner (key 2) from the valve body.
Some Type 9500 valves have the liner bonded to the
valve body. If the valve has a bonded liner, burn or
chip out the liner.
To strip the liner out with solvent, use Dynasolve
185, or equivalent solvent. (Dynasolve is a product
of DYNALOYt Inc.). Cover the valve with solvent
bath or enclose the solvent bath around the liner.
Remove all adhesive after the liner has been
removed.

Instruction Manual
Form 2433
November 2007
9500 Valve
Table 5. Taper Pin Details for 9500 Series Valves
VALVE
SIZE,
NPS
2
3, 4
6
8, 10
12
SHAFT
DIAMETER
mm (Inches)
12.7 (1/2)
15.9 (5/8)
19.1 (3/4)
25.4 (1)
31.8 (1-1/4)
AMERICAN
STANDARD
TAPER
PIN SIZE
2
3
4
6
7
DRILL SIZE
#20 (0.161 Inches)
#16 (0.177 Inches)
13/64 Inches
9/32 Inches
21/64 Inches
Reassembly
Before reassembling the valve, clean and inspect all
parts. Key number locations are shown if figure 7.
Refer to the Parts List section to obtain replacement
parts.
WARNING
Do not lubricate parts when used in
oxygen service, or where the
lubrication is incompatible with the
process media. Any
can lead to the sudden explosion of
media due to the oil/oxygen mixture,
causing personal injury or property
damage.
use of lubricant
c. Insert the liner into the valve body. Align the
liner shaft holes with valve body shaft holes.
Remove excess bonding agent from shaft holes
and exposed liner surfaces.
d. Insert the disc (key 3), thrust sleeve
assemblies (key 6), and shaft (key 4) into the
valve body. Be sure the thrust sleeve assemblies
engage the liner recesses to ensure proper liner
positioning. Rotate the disc to the closed position.
e. Lay the valve on one valve face and add
weights to the other face to ensure a tight bond.
Allow to cure for 24 hours. Then, proceed with
the following reassembly steps.
2. Insert the thrust sleeve assemblies into the valve
body. Be sure that the thrust sleeve assemblies
enter the liner recesses to align the shaft holes, by
temporarily inserting the shaft(s) (key 4).
3. A new disc and shaft should be installed if the
taper pin holes have been widened by loosening of
the taper pins (key 15).
Omit the following steps 4 through 8 if a new disc
and shaft assembly is to be installed or if the old disc
and shaft are to be reused. Use new taper pins
whenever the disc has been removed.
CAUTION
1. Insert the liner (key 2) into the valve body. A
small amount of silicone grease applied to the
outside surface of the liner will aid insertion of the
liner. However, do not use grease if the valve is to
be used for oxygen service.
In vacuum service applications, upon customer
request, you may use Eccobondr 285/24LV bonding
agent (Fisherr part no. G1414006992) to bond the
liner to the valve. Though bonding is not required
use the lettered steps below when bonding the liner
to the valve body. If a different agent is to be used,
follow instructions furnished by the bonding agent
manufacturer. In absence of instructions, consult
your Emerson Process Management sales office.
a. Roughen bonding surface of liner with a stiff
wire brush. De-grease bonding surfaces of the
liner and valve body with solvent.
b. Mix the two epoxy components thoroughly and
spread a thin coat [approximately 0.38 mm (0.015
inches) thick] of the mixture over all bonding
surfaces of the valve body and liner.
If a new disc is required, a complete
disc/shaft assembly must be
purchased to avoid damage to valve
parts. The old valve shaft cannot be
used with a new disc.
If a new shaft (without disc) has been purchased, be
sure to mark the shaft to indicate the disc position as
shown in figure 2.
4. Making certain the taper pin holes are on the
actuator side of the valve body, insert the disc into
the valve body. Position the disc at the fully closed
position.
5. Installing splined shaft:
a. If the old shaft is available, insert it into the
valve body and disc. Line up the taper pin holes
in the disc and shaft; measure and record the
distance between the valve body and the splined
end of the shaft. Remove the old shaft and insert
the new, un-drilled shaft. Position the shaft so
that there is the same distance between the valve
body and the end of the shaft as noted above.
9

9500 Valve
Instruction Manual
Form 2433
November 2007
b. If installing a new shaft, insert the new shaft
into the valve body and disc. Measure between
the valve body and the splined end of the shaft.
Make certain that the distance is correct to
engage the actuator coupling lever.
Be certain that the flat spot or index mark on the end
of the shaft is positioned as shown in figure 2.
6. Use a drill or center punch to mark the taper pin
holes in the shaft. Remove the shaft and disc from
the valve body.
7. Taper pins used in Type 9500 valve shaft and
disc are American Standard taper pins as shown in
table 5. Using the disc as a guide, drill taper pin
holes through the shaft using drill size shown in
table 5.
8. Use an American Standard taper pin reamer to
ream the shaft holes. Be certain the reamer is of
sufficient length for the disc hub thickness. Insert the
shaft into the disc when reaming so the disc holes
can be used as a gauge for reaming. Allow the
reamer to just begin reaming the disc holes. This will
ensure proper seating of the pins.
9. Install the disc and shaft into the valve body. Be
sure the splined end of the shaft is on the actuator
side of the valve body, that the direction of taper in
the taper pin holes match, and that the flat spot or
zero mark is positioned as shown in figure 2.
10. Using a metal sealing compound on the pins for a
positive seal, insert the taper pins into the larger end
of the taper pin holes. Drive the pins with a hammer to
seat the pins.
11. Attach the thrust plates (key 9) with cap screws
(key 10). When tightening the cap screws, do so in
small increments, alternating from one cap screw to
another and from one valve side to the other.
Tighten the cap screws until the thrust plates contact
the thrust sleeve assemblies snugly. Then rotate the
cap screws enough to move the thrust plates 0.8
mm (1/32 inch) closer to the valve body.
12. Re-attach the actuator according to the steps in
the Actuator Mounting section; then install the valve
according to the steps in the Installation section.
Actuator Mounting
1. Refer to the appropriate actuator instruction
manual to determine the desired actuator mounting
style and position. With the valve out of the line,
mount the actuator on the valve per instructions in
the actuator instruction manual.
2. To determine the fully closed disc position,
measure the distances between the valve face and
the top and bottom edges of the disc as shown in
figure 2. The disc is at the fully closed position when
the two measurements are equal. Rotate the disc
slightly if necessary to make the measurements
equal.
3. Refer to figure 6 and locate the view that depicts
the mounting style and position that is being used. In
the appropriate view on the right of figure 6, note the
positions of the index marks on the end of the valve
shaft and actuator lever. For all positions and styles
with 90-degree disc rotation, the shaft index mark is
to be aligned with the appropriate lever index mark
as shown in figure 6. This is also true for
push-down-to-open action with 60-degree maximum
disc rotation. However, for push-down-to-close
action with 60-degree maximum disc rotation, the
appropriate lever index mark must be offset one or
two spline teeth counterclockwise from the shaft
index mark.
Refer to the appropriate actuator instruction manual
for instructions covering attaching the lever and
adjusting the turnbuckle. For Fishtail discs, be
certain that the direction of rotation will be such that
the tail of the disc (see figure 2) will rotate into the
downstream side of the valve.
Changing Disc Rotation and
Action
Disc rotation can be changed from 0-90 degrees or
vice versa by changing travel stops in the actuator
and, if necessary, changing the position of the lever
on the splined valve shaft. Action can be changed
from push-down-to-open to push-down-to-close by
removing the actuator and remounting it in the
alternate mounting style. Refer to the appropriate
actuator instruction manual for assistance in
disassembly and reassembly to change travel stops
and for instructions to change mounting style.
Note
Action for valves using a splined valve
shaft can also be changed, without
changing mounting style, by
repositioning the actuator lever on the
valve shaft. For Fishtail discs, it will be
necessary to rotate the disc 180
degrees so that the tail of the disc will
rotate into the downstream side of the
valve.
Use the following procedure.
10

Instruction Manual
Form 2433
November 2007
14A7222-A
54A3246-B
A1837-3/IL
9500 Valve
54A3246-B
B1054-3*/IL
Figure 6. Splined-Shaft Index Mark Alignment for Standard
Mounting Position-Valve Action Combinations
11

9500 Valve
Instruction Manual
Form 2433
November 2007
1. Refer to the appropriate actuator instruction
manual for assistance in disconnecting and
removing the actuator lever. Avoid disturbing the
actuator turnbuckle adjustment, if possible.
2. If the valve disc is a Fishtail disc, rotate the disc
180 degrees from the original position.
3. Position the disc in its fully closed position. To
ensure that disc is fully closed, measure equal
distances between valve face and top and bottom of
the disc as shown in figure 2 or check to be sure that
the flat spot or index mark on the valve shaft is in
top-dead-center or bottom-dead-center in relation to
the valve.
WARNING
To avoid personal injury, keep hands
away from the actuator rod in the
following procedure.
4. Note the position of the valve shaft index mark.
Index mark alignments for reversed action are not
shown in figure 6. To determine proper index mark
alignment, proceed as follows:
a. Stroke the actuator to the valve-closed end of
travel and retain that position while performing the
next step.
b. Keeping hands away from the actuator rod,
hold the actuator lever up to the valve shaft so
that the lever end is in line with the actuator rod
end bearing. The lever index mark that is most
nearly in line with the valve shaft index mark is
the index mark that must be used during
reassembly. If changing to push-down-to-close
action with 60-degree operation, the lever index
mark will be offset 1 spline tooth from the valve
shaft index mark for 12.7 through 19.1 mm (1/2
through 3/4-inch) valve shafts and 2 spline teeth
from the valve shaft index mark for 25.4 and 31.8
mm (1 and 1-1/4 inch) valve shafts. This offset
must be maintained during reassembly.
5. Record the alignment determined in step 4,
remove the actuator lever, and shut off operating
pressure to actuator.
6. Reassemble the lever to the actuator and adjust
the actuator travel, if necessary, referring to the
steps in the appropriate actuator instruction manual.
Be sure to use the index mark alignment determined
above rather than those shown in figure 6.
Parts Ordering
A serial number is assigned to each valve body and
stamped on the nameplate. Always refer to the serial
number when corresponding with your Emerson
Process Management sales office regarding spare
parts or technical information. When ordering
replacement parts, also specify the complete
11-character part number from the parts list
information.
WARNING
Use only genuine Fisher replacement
parts. Components that are not
supplied by Emerson Process
Management should not, under any
circumstances, be used in any Fisher
valve, because they will void your
warranty, might adversely affect the
performance of the valve, and could
give rise to personal injury and
property damage.
Note
Neither Emerson, Emerson Process
Management, nor any of their affiliated
entities assumes responsibility for the
selection, use and maintenance of any
product. Responsibility for the
selection, use, and maintenance of any
product remains with the purchaser
and end-user.
12

Instruction Manual
Form 2433
November 2007
9500 Valve
Parts List
Note
Part numbers are shown for recommended spares
only. For part numbers not shown, contact your
Emerson Process Management sales office.
Key Description Part Number
1 Valve Body
If you need a valve body as a replacement part, order
by valve size, serial number, and desired material.
2* Liner Assy
Nitrile
NPS 2 F3897005562
NPS 3 F3897105562
NPS 4 F3897205562
NPS 6 F3897305562
NPS 8 F3897405562
NPS 10 F3897505562
NPS 12 F3897605562
PTFE/CR (Cloroprene)
NPS 2 F3587505452
NPS 3 F3587905452
NPS 4 F3588005452
NPS 6 F3581005452
NPS 8 F3588105452
NPS 10 F3588205452
NPS 12 F3588305452
3 Disc
4* Shaft
S17400 (17-4 PH SST)
CL125/150
NPS 2 L17986K0012
NPS 3 L17987K0012
NPS 4 L17988K0012
NPS 6 L17989K0012
NPS 8 L17990K0012
NPS 10 L17991K0012
NPS 12 L17992K0012
CL300
NPS 2 F65117K0012
NPS 3 F61929K0012
NPS 4 F65480K0012
NPS 6 F65493K0012
NPS 8 F65484K0012
NPS 10 F66225K0012
NPS 12 F63606K0012
S20910
CL125/150
NPS 2 L17986K0042
NPS 3 L17987K0032
NPS 4 L17988K0042
NPS 6 L17989K0032
NPS 8 L17990K0032
NPS 10 L17991K0022
NPS 12 L17992K0032
CL300
NPS 2 F65117K0022
NPS 3 F61929K0022
NPS 4 F65480K0022
NPS 6 F65493K0022
NPS 8 F65484K0022
Key Description Part Number
4* Shaft
S20910 (continued)
NPS 10 F66225K0022
NPS 12 F63606K0022
S31600 (316 stainless steel)
Type 1083 NPS 2 18A5865X022
Type 1083 NPS 3 18A5866X022
Type 1083 NPS 4 18A5867X022
Type 1083 NPS 6 18A5868X022
CL125/150
NPS 2 L17986K0032
NPS 3 L17987K0022
NPS 4 L17988K0032
NPS 6 L17989K0022
NPS 8 L1799035072
NPS 10 L1799135072
NPS 12 L17992K0022
6* Sleeve/Bushing Assy (2 req’d)
Stainless Steel/PTFE
CL150 – CF8M body
NPS 2 19A9333X022
NPS 3 19A9335X022
NPS 4 19A9337X022
NPS 6 19A9339X022
NPS 8 19A9347X012
NPS 10 19A9349X012
NPS 12 19A9351X012
CL300 – CF8M body
NPS 2 19A9334X022
NPS 3 19A9336X022
NPS 4 19A9338X022
NPS 6 19A9340X022
NPS 8 19A9348X012
NPS 10 19A9350X012
NPS 12 19A9352X012
Steel/PTFE
CL125/150 – Iron/steel body
NPS 2 19A9333X012
NPS 3 19A9335X012
NPS 4 19A9337X012
NPS 6 19A9339X012
NPS 8 19A9341X012
NPS 10 19A9343X012
NPS 12 19A9345X012
CL300 – steel body
NPS 2 19A9334X012
NPS 3 19A9336X012
NPS 4 19A9338X012
NPS 6 19A9340X012
NPS 8 19A9342X012
NPS 10 19A9344X012
NPS 12 19A9346X012
9 Plate, Thrust (2 req’d)
10 Screw,Cap, hex hd (4 req’d)
15* Taper Pin (2 req’d)
S31600 (316 SST)
NPS 2 F1368135072
NPS 3 G1194435072
NPS 4 G1194235072
NPS 6 G1194035072
NPS 8 G1193835072
NPS 10 G1329135072
NPS 12 H1374835072
*Recommended spare parts
13

9500 Valve
Instruction Manual
Form 2433
November 2007
G34171-B/DOC
Figure 7. Type 9500 Valve Body Assembly
Key Description Part Number
15* Taper Pin (2 req’d) (continued)
S17400 (17-4 PH)
NPS 2 F1368135362
NPS 3 G1194435362
NPS 4 G1194235362
NPS 6 G1194035362
NPS 8 G1193835362
NPS 10 G1329135362
NPS 12 H1374835362
S20910
NPS 2 F13681K0022
NPS 3 G11944K0032
NPS 4 G11942K0012
NPS 6 G11940K0022
Key Description Part Number
15* Taper Pin (2 req’d) (continued)
S20910
NPS 8 G11938K0032
NPS 10 G13291K0012
NPS 12 H13748K0032
16 Nameplate
17 Drive Screw, steel (2 req’d)
19 Flow Tag, stainless steel (Fishtail disc only)
21 Fishtail Disc Tag (Fishtail disc only)
22 Flange Tag (not shown)
26 Seal & Wire (not shown)
130 Clamp, stainless steel
131 Bounding strap assembly
132 Flange Adapter (not shown) (2 req’d)
14
*Recommended spare parts

Instruction Manual
Form 2433
November 2007
9500 Valve
15

9500 Valve
Instruction Manual
Form 2433
November 2007
Fishtail and Fisher are marks owned by Fisher Controls International LLC, a member of the Emerson Process Management business division of
Emerson Electric Co. Emerson Process Management, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co.
Eccobond is a mark owned by Emerson and Cuming. Dynasolve is a mark owned by DYNALOY Inc. All other marks are the property of their
respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are
not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability.
We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
Neither Emerson, Emerson Process Management, nor any of their affiliated entities assumes responsibility for the selection, use and
maintenance of any product. Responsibility for the selection, use and maintenance of any product remains with the purchaser and end-user.
Emerson Process Management
Marshalltown, Iowa 50158 USA
Cernay 68700 France
Sao Paulo 05424 Brazil
Singapore 128461
www.Fisher.com
16
EFisher Controls International LLC 1976, 2007; All Rights Reserved Printed in USA
 Loading...
Loading...