

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
Type 657 Diaphragm Actuators
Size 80 and 100
Contents
Introduction 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 2. . . . . . . . . . . . . . . . . . . . . . . . .
Description 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Specifications 2. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator Mounting 3. . . . . . . . . . . . . . . . . . . . . . . .
Loading Connection 3. . . . . . . . . . . . . . . . . . . . .
Adjustments 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Travel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Spring 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Size 80 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Size 100 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Maintenance 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Size 80 Disassembly 6. . . . . . . . . . . . . . . . . . . . .
Size 80 Assembly 7. . . . . . . . . . . . . . . . . . . . . . .
Size 100 Disassembly 8. . . . . . . . . . . . . . . . . . . .
Size 100 Assembly 9. . . . . . . . . . . . . . . . . . . . . .
Size 80 Side-Mounted Handwheel 10. . . . . . . . .
Disassembly 10. . . . . . . . . . . . . . . . . . . . . . . . . . .
Assembly 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Size 80 Hydraulic Snubber 11. . . . . . . . . . . . . . . .
Size 80 Top-Mounted Handwheel
(Adjustable Up Travel Stop) 11. . . . . . . . . . . .
Disassembly 11. . . . . . . . . . . . . . . . . . . . . . . . . . .
Assembly 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Size 100 Top-Mounted Handwheel
(Adjustable Up Travel Stop) 12. . . . . . . . . . . .
Disassembly 12. . . . . . . . . . . . . . . . . . . . . . . . . . .
Assembly 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts Ordering 13. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts List 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Note
Neither Emersonr, Emerson Process
Managementt, Fisherr, nor any of
their affiliated entities assumes
responsibility for the selection, use
and maintenance of any product.
Responsibility for the selection, use,
and maintenance of any product
remains with the purchaser and
end-user.
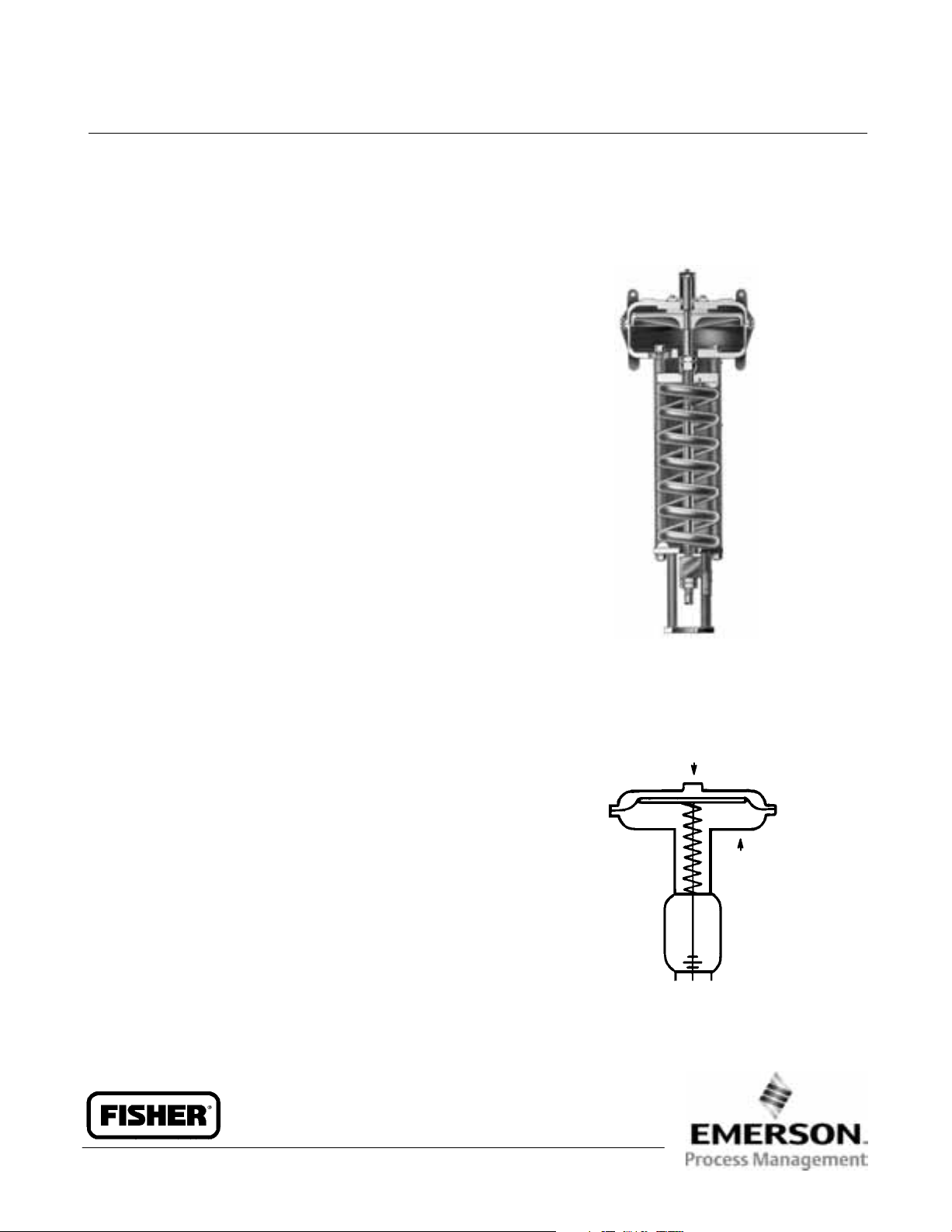
Figure 1. Sectional view of Type 657 Size 100 Actuator
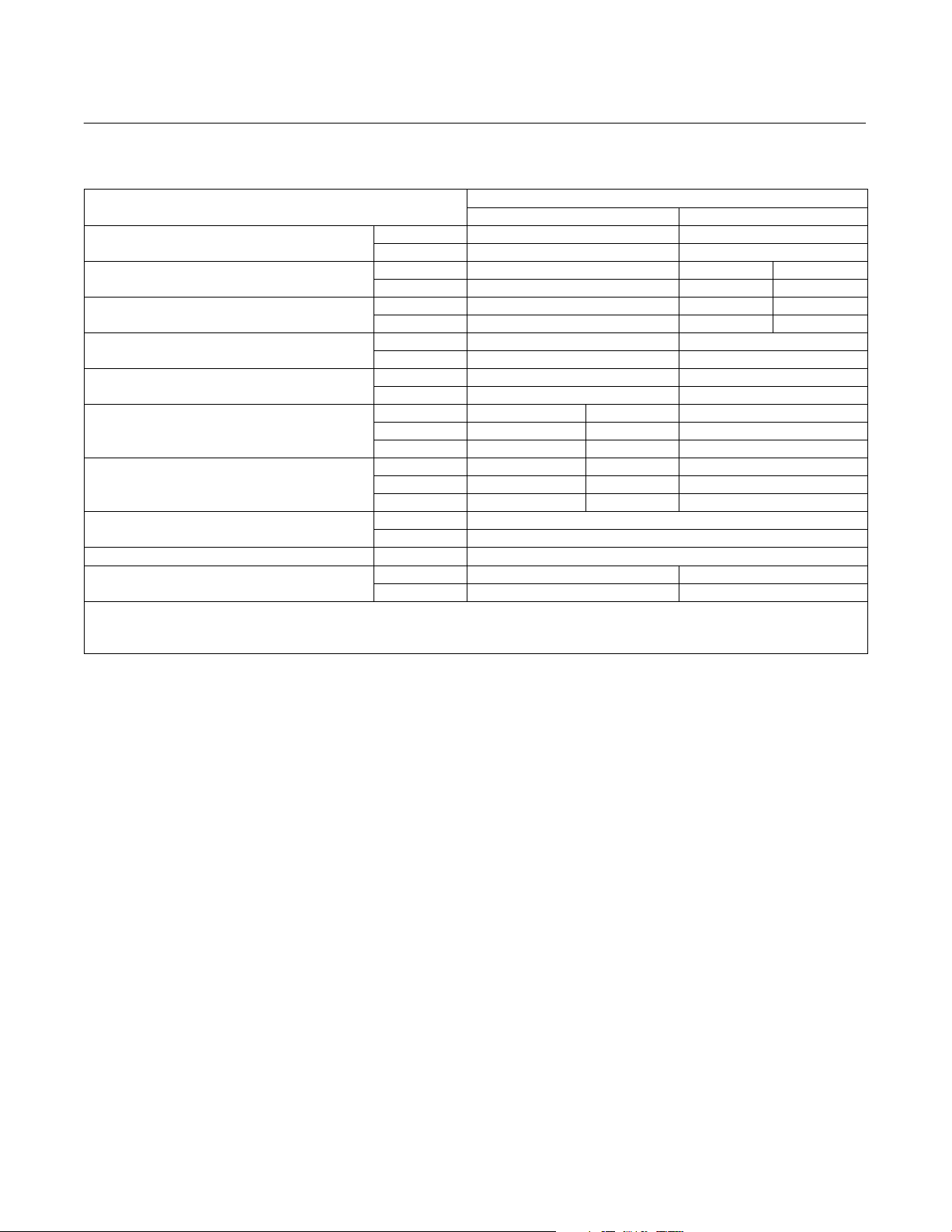
Figure 2. Schematic Representation of Type 657 Actuator
W0366-1 / IL
AF3833-A
A0792-2/IL
AIR PUSHES
STEM DOWN
SPRING
LIFTS
www.Fisher.com
D100307X012
Instruction Manual
Form 1909
657 Size 80 and 100 Actuators
Table 1. Specifications
SPECIFICATIONS
2
Nominal Effective Diaphragm Area
Yoke Boss Diameters
Acceptable Valve Stem Diameters
Maximum Allowable Output Thrust
Maximum Travel
Maximum Casing Pressure for Actuator
(3)
Sizing
Maximum Diaphragm Casing Pressure
Material Temperature Capabilities
Pressure Connections 1/4 inch NPT female
Approximate Weights Without Handwheel
1. Heavy actuator-to-bonnet bolting.
2. 88,075 N (19,800 lb) for steel construction.
3. Maximum diaphragm casing pressure must not be exceeded and must not produce a force on the actuator stem greater than the maximum allowable actuator output thrust or the
maximum allowable valve stem force. (If you have any questions on allowable valve stem force, contact your Emerson Process Management sales office.)
4. This maximum casing pressure is not to be used for normal operating pressure. Its purpose is to allow for typical regulator supply settings and/or relief valve tolerances.
(3)(4)
cm
2
inch
mm 127 127 178
inch 5 5H
mm 25.4 or 31.8 31.8 50.8
inch 1 or 1-1/4 1-1/4 2
N 62,942 200,170
lb 14,150
mm 76 102
inch 3 4
Cast Iron Steel
bar 3.4 4.9 6.9
psig 50 70 100
Cast Iron Steel
bar 4.1 5.5 7.9
psig 60 80 11 5
_C
_F
kg 234 346
lb 515 762
80 100
1761 2902
273 450
ACTUATOR SIZE
(1)
(2)
−40 to 82
−40 to 180
August 2006
45,000
7
Introduction
Scope of Manual
This instruction manual provides information on
installation, adjustment, maintenance, and parts
ordering for the Type 657 actuator in sizes 80 and
100. Refer to separate instruction manuals for
information about other equipment and accessories
used with these actuators.
No person may install, operate, or maintain Type
657 actuators without first D being fully trained and
qualified in valve, actuator, and accessory
installation, operation, and maintenance, and D
carefully reading and understanding the contents of
this manual. If you have any questions about these
instructions, contact your Emerson Process
Management sales office before proceeding.
2
Description
The Type 657 actuator (figure 1) is a direct-acting,
spring-opposed diaphragm actuator used for
automatic operation of control valves. The actuator
positions the valve plug in response to varying
pneumatic loading pressure on the diaphragm.
Figure 2 shows the operation of these actuators.
A Type 657 actuator can be furnished with either a
top-mounted or side-mounted (size 80 only)
handwheel assembly. A top-mounted handwheel
assembly is normally used as an adjustable-up
travel stop. The size 100 top-mounted handwheel
may be used as an auxiliary manual actuator. A
side-mounted handwheel assembly is normally used
as an auxiliary manual actuator.
Specifications
Refer to table 1 for specifications of the Type 657
actuator. See the actuator nameplate for information
about a specific actuator.
Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
Installation
WARNING
To avoid personal injury or parts
damage, do not exceed the Maximum
Diaphragm Casing Pressure listed in
table 1. The Maximum Diaphragm
Casing Pressure must not produce a
force on the actuator stem greater than
the maximum allowable actuator
output thrust or the maximum
allowable stem load.
Always wear protective gloves,
clothing, and eyewear when
performing any installation operations
to avoid personal injury.
Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
If installing into an existing
application, also refer to the WARNING
at the beginning of the Maintenance
section in this instruction manual.
When an actuator and valve body are shipped
together, the actuator is normally mounted on the
valve. Follow the valve body instructions when
installing the control valve in the pipeline. If the
actuator is shipped separately or if it is necessary to
mount the actuator on the valve, perform the
Actuator Mounting procedures as described below.
For information on mounting valve positioners, refer
to the appropriate valve positioner instruction
manual.
Actuator Mounting
1. To permit adjustment of the actuator spring, the
size 100 actuator must be installed in a vertical
position above the valve body. Mount the actuator
on the valve bonnet. Insert the cap screws, and
tighten the hex nuts, securing the actuator to the
bonnet.
2. Screw valve stem locknuts (key 16, figure 4) all
the way onto valve stem thread.
3. Connect an air supply to the diaphragm casing.
4. For push-down-to-close valves, be sure the valve
plug is on its seat. Apply pressure to ensure that the
actuator stem is fully extended. Reduce actuator
loading pressure to retract the stem approximately
3.2 mm (1/8-inch).
5. For push-down-to-open valves, move valve plug
to closed position. On large body sizes, this may
require the use of a pry bar inserted through the
body line opening. If the body is installed in a
pipeline, the bottom flange (if one is used) can be
removed and the valve plug pushed to the seat from
the bottom opening. Pressure the actuator to move
the stem out 3.2 mm (1/8-inch).
WARNING
To avoid personal injury due to the
sudden uncontrolled movement of
parts, do not loosen the stem
connector cap screws when the stem
connector has spring or loading
pressure force applied to it.
CAUTION
Incomplete engagement of both valve
stem and actuator stem in the stem
connector can result in stripped
threads or improper operation. Be sure
that the length of each stem clamped
in the stem connector is equal to or
greater than the diameter of that stem.
6. Clamp the actuator and valve plug stems
between the two stem connector halves (key 26,
figure 4). Insert and tighten the stem connector cap
screws.
7. Thread the stem locknuts against the stem
connector.
8. Align the travel indicator scale (key 18, figures 4
and 5) to show valve position.
Loading Connection
1. Connect the loading pressure piping to the
connection in the top of the diaphragm casing.
2. Remove the 1/4-inch bushing (key 33, figure 4
and key 120, figure 5) to increase connection size, if
necessary. The connection can be made with either
piping or tubing.
3. Keep the length of tubing or piping as short as
possible to avoid transmission lag in the control
signal. If an accessory (such as a volume booster or
valve positioner) is used, be sure that the accessory
3
657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
is properly connected to the actuator. Refer to the
positioner instruction manual as necessary.
4. Cycle the actuator several times to check that the
valve stem travel is correct and that the travel occurs
when the correct pressure range is applied to the
diaphragm.
5. If valve stem travel is incorrect, refer to the Travel
procedure in the Adjustments section.
6. If the pressure range is incorrect, refer to the
Spring procedure in the Adjustments section.
Adjustments
Travel
Make travel adjustments when the motion observed
during actuator travel is different from the travel
stamped on the actuator nameplate. If the Actuator
Mounting procedure was followed correctly, this
adjustment should not be necessary.
When adjusting travel of a reverse-acting
(push-down-to-open) valve, apply a slight pressure
on the actuator diaphragm. This moves the valve
plug off the seat, reducing the chance of damaging
the valve plug or seat during adjustments.
1. Back the stem locknuts away from the stem
connector, and slightly loosen the stem connector
cap screws.
Spring
Make spring adjustments when the loading pressure
range applied to achieve specified travel is not equal
to the pressure range stamped on the actuator
nameplate. Refer to the Bench Set pressure range
on the nameplate when the valve contains no
pressure and the packing is loosely inserted in the
bonnet. Refer to the Max. Allow. Supply on the
nameplate when the valve is controlling the specified
pressure drop and the packing is tightened to stop
leaks around the stem.
Monitor loading pressure carefully when making
adjustments. Do not exceed the pressure
specifications of either the loading regulator or the
actuator casings.
Each actuator spring has a fixed pressure span.
Changing the spring compression shifts the span up
or down to make valve travel coincide with the
loading pressure range.
Size 80
Remove cover band (key 60, figure 4), insert a rod of
approximately 12.7 mm (1/2-inch) diameter into a
hole in the adjusting screw (key 12, figure 4), and
rotate the adjusting screw with the rod. Rotating the
screw from left to right will increase the loading
pressure required to start actuator stem travel;
opposite rotation will decrease the pressure required
to start travel.
Size 100
CAUTION
Do not use wrenches or other tools
directly on the valve stem. Damage to
the stem surface and subsequent
damage to the valve packing may
result.
2. Tighten the locknuts together, using a wrench,
then screw the valve stem either into the stem
connector to lengthen travel or out of the stem
connector to shorten travel.
3. Cycle the actuator to check the travel. If actual
travel is not equal to the specified travel, adjust and
check travel until correct. Tighten the stem
connector cap screws when correct travel is
obtained.
4. Raise the travel indicator disk by threading the
stem locknuts against the stem connector.
4
CAUTION
The actuator must be in the vertical
position when adjusting spring to
avoid damage to thrust bearing (key
35, figure 5) and to properly position
spacers required for adjustment.
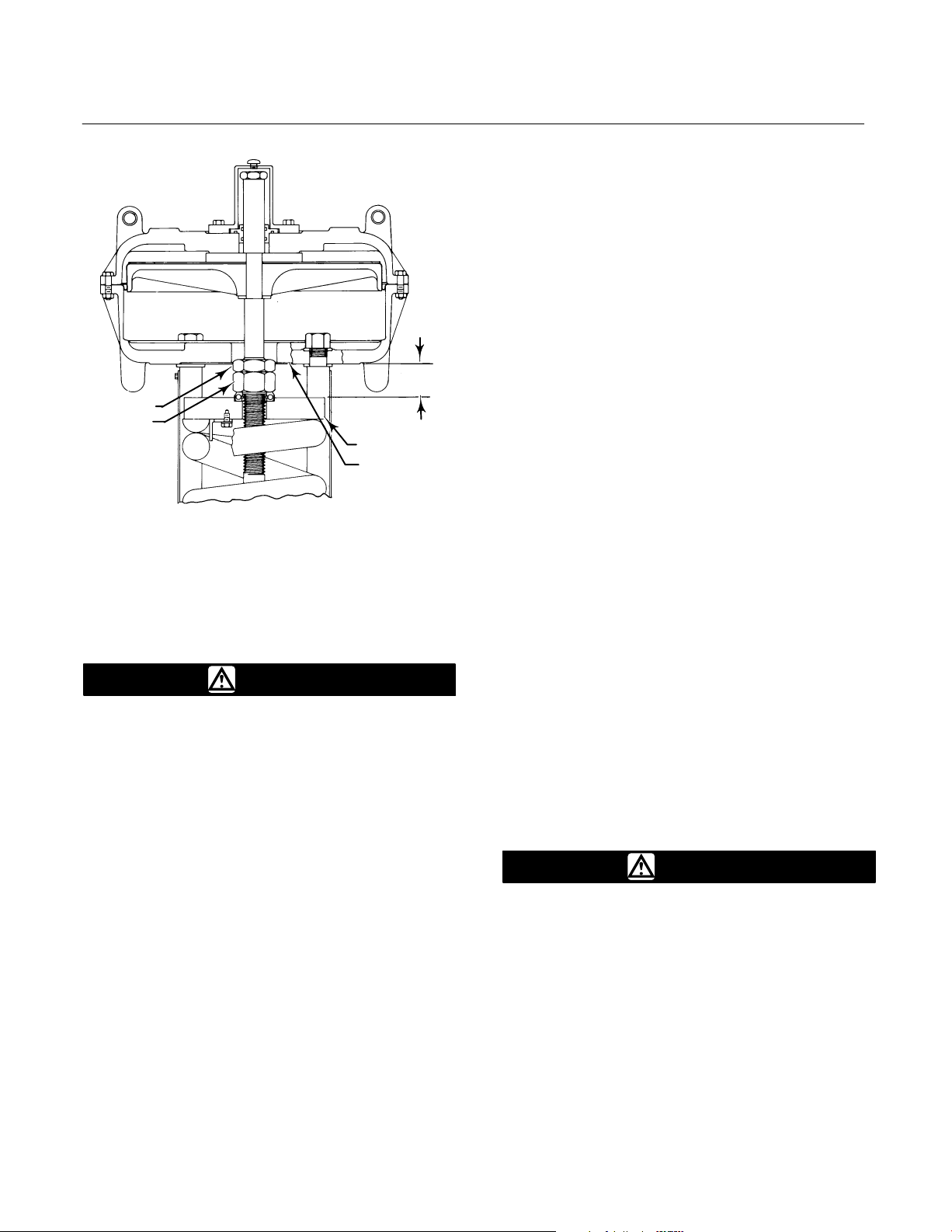
Remove the shroud plate (key 107, figure 5), and
loosen the jam nut (key 115, figure 5).
For small spring forces, adjustments can be made
by rotating the adjusting nut (key 114, figure 5).
Clockwise rotation (when viewed from diaphragm
casings) of the adjusting nut will increase the loading
pressure required to start actuator stem travel, and
counterclockwise rotation will decrease the pressure
required to start travel. Tighten the jam nut when
adjustment is complete.
Instruction Manual
Form 1909
August 2006
B
JAM NUT
ADJUSTING
NUT
A0950-1 / IL
Figure 3. Dimension B for Spring Adjustment
SPRING SEAT
LOWER
DIAPHRAGM
CASING
For high spring forces, it is necessary to use spacers
between the lower diaphragm casing and the spring
seat to isolate spring force from the adjusting nut.
WARNING
To avoid personal injury from the
compressed actuator spring snapping
back to its original length, make and
use the spacers by following the
instructions in the steps below.
657 Size 80 and 100 Actuators
b. If it is desired to increase spring compression,
make the spacers approximately 4.8 mm
(3/16-inch) shorter than either dimension B plus
the amount of adjustment required or dimension
B plus valve travel, whichever is less.
3. Whenever the total amount of adjustment
required is greater than valve travel, the adjustment
must be made in two or more steps, and the amount
of adjustment taken in each step must be less than
valve travel.
4. Pressure the actuator to attain full travel.
Cautiously insert the spacers at equal intervals
around the spring seat (key 11, figure 5). The
spacers must be seated squarely when in use or
they may slip out of position. Keeping hands and
tools away from the spring and spring seat, slowly
decrease loading pressure until the spring force
holds the spacers firmly between the spring seat and
lower diaphragm casing (key 5, figure 5).
5. Loosen the jam nut. The adjusting nut can now
be rotated clockwise (when viewed from the
diaphragm casings) to increase the loading pressure
required to start actuator stem travel or
counterclockwise to decrease the pressure required
to start travel.
6. Pressure the actuator to move the spring seat
away from the spacers, and carefully remove the
spacers.
7. If the total adjustment required was greater than
valve travel, repeat the procedure. It will be
necessary to make new spacers using the new
dimension B and the remaining adjustment required
or valve travel, whichever is less. Tighten the jam
nut when adjustment is complete.
To avoid personal injury, keep hands
and tools away from the spring and
spring seat as instructed in the
following procedure.
1. It is recommended that three spacers be made
of 3-inch schedule 80 pipe cut to the appropriate
length specified in step 2. If other than the
recommended material is to be used, be certain that
the spacers are capable of withstanding the spring
force involved. The spacers must be of equal length
with ends cut squarely.
2. Measure dimension B as shown in figure 3. Cut
length of spacers as follows:
a. If it is desired to decrease spring compression,
make the spacers approximately 4.8 mm
(3/16-inch) longer than dimension B.
Maintenance
WARNING
Avoid personal injury or property
damage from sudden release of
process pressure or bursting of parts.
Before performing any maintenance
operations:
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
5

657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
process pressure from both sides of
the valve. Drain the process media
from both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D The valve packing box may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
hardware or packing rings, or when
loosening the packing box pipe plug.
D Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
The maintenance instructions are divided into four
sections: actuator (sizes 80 and 100); side-mounted
handwheel assembly (manual operator); hydraulic
snubber; and top-mounted handwheel assembly
(adjustable-up travel stop).
Size 80 Disassembly
1. Bypass the control valve. Reduce the loading
pressure to atmospheric, and remove the tubing or
piping from the top of the diaphragm casing (key 1).
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (step 2, below), and
carefully remove casing cap screws
(key 22) (step 4, below).
2. Remove cover band (key 60). Insert a rod of
approximately 12.7 mm (1/2-inch) diameter into a
hole in the adjusting screw (key 12), and rotate the
adjusting screw from right to left until spring
compression is relieved. If the actuator has a
handwheel, rotate it counterclockwise, relieving all
spring compression.
3. If necessary, the entire actuator may be removed
from the valve body by unscrewing two cap screws
from stem connector (key 26) and removing
actuator-to-bonnet bolting.
4. Unscrew diaphragm casing cap screws and nuts
(keys 22 and 23), and lift off upper diaphragm casing
(key 1).
5. Remove the molded diaphragm (key 2).
6. For actuators without snubber, remove
diaphragm plate and stem (keys 4 and 10) as an
assembly. This assembly can be broken down
further, if necessary, by removing the cap screw
(key 3).
7. For actuators with snubber (see figure 7),
unscrew cap screw (key 3), and remove diaphragm
plate (key 4). Remove stem connector (key 26).
Unscrew cap screws (key 85), and remove cylinder
assembly (key 74) and attached stem and upper
seat (keys 10 and 90) from actuator.
Actuator
This procedure describes how the actuator can be
completely disassembled and assembled. When
inspection or repairs are required, disassemble only
those parts necessary to accomplish the job; then,
start the assembly at the appropriate step.
Key numbers refer to figure 4 for size 80 actuators
and figure 5 for size 100 actuators.
6
To disassemble snubber:
a. Unscrew stem from piston/piston rod
assembly (key 27).
b. Remove retaining rings, cylinder heads, and
piston/piston rod assembly (keys 76, 75, and 27).
Replace packing and O-rings (keys 103, 104, 77
and 105) as required.
8. Remove actuator spring, upper sleeve, and
spring seat (keys 6, 34 and 11).

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
9. Unscrew cap screws and nuts (keys 62 and 63),
and remove spring case (key 29). Cap screws
(key 62) on units with side-mounted handwheel do
not use hex nuts (key 63).
10. For actuators without side-mounted handwheel,
remove adjusting flange (key 36) and attached thrust
bearing and adjusting screw (keys 35 and 12).
11. For actuators with side-mounted handwheel
(see figure 7), unscrew cap screws (key 64), and
remove adjusting flange (key 36) and attached thrust
bearing and adjusting screw (keys 35 and 12). Do
not lose the key (key 47).
Size 80 Assembly
1. Coat the threads of the adjusting flange (key 36)
with anti-seize lubricant (key 244). Replace the
adjusting flange, adjusting screw, and thrust bearing
(keys 36, 12, and 35). Pack bearing with lithium
grease lubricant (key 241).
For actuators with side-mounted handwheel, install
the key (key 47) on the adjusting flange (key 36).
Coat the adjusting flange threads with anti-seize
lubricant. Install the adjusting flange so that the key
engages the slot in the lower sleeve. Secure
adjusting flange with cap screws (key 64). Adjust set
screws (key 40, figure 7) to eliminate free play in
handwheel bearings.
the upper sleeve, spring case adaptor, and spring
case (keys 34, 72, and 29). Secure with cap screws
(key 85).
5. Place the diaphragm (key 2) with pattern side
facing away from the diaphragm plate (key 4). Align
the holes in the diaphragm and the lower diaphragm
casing (key 5).
6. Position the upper diaphragm casing (key 1) on
the diaphragm (key 2), and align the holes.
Note
When you replace actuator
diaphragms in the field, take care to
ensure the diaphragm casing bolts are
tightened to the proper load to prevent
leakage, but not crush the material.
Perform the following tightening
sequence with a manual torque
wrench for size 80 and 100 actuators.
Note
Over-tightening the set screws will
make handwheel operation difficult.
2. Mount the spring case (key 29) to the yoke (key
9) using cap screws and hex nuts (keys 62 and 63).
3. Position the lower spring seat (key 11), and slide
the actuator spring (key 6) squarely onto the spring
seat.
4. If the diaphragm plate and actuator stem (keys 4
and 10) were separated, fasten them together using
the cap screw (key 3) and tighten to a torque of 544
NSm (400 lbfSft).
For actuators without a hydraulic snubber, slide
upper sleeve (key 34) onto the actuator stem, and
then slide upper sleeve, actuator stem and
diaphragm plate into the spring case (key 29) so that
the spring (key 6) fits squarely between the
diaphragm plate and the spring seat (key 11).
For actuators with a snubber, thread the actuator
stem and upper spring seat (keys 10 and 90) into the
piston/piston rod assembly (key 27). Install the
snubber assembly and attached actuator stem into
CAUTION
Over-tightening the diaphragm casing
cap screws and nuts can damage the
diaphragm. Do not exceed the
following maximum torque values for
the appropriate diaphragm material:
EPDM/Meta-Aramid: 95 NSm (70 lbfSft)
Nitrile, Silicone, FKM
(fluorocarbon)/Meta-Aramid: 68 NSm
(50 lbfSft)
Note
Do not use lubricant on these bolts
and nuts. Fasteners must be clean and
dry.
7

Instruction Manual
657 Size 80 and 100 Actuators
Table 2. Maximum Torque Values
DIAPHRAGM MATERIAL
EPDM/Meta-Aramid 41 (30) 82, +/−13 (60, +/−10)
Nitrile, Silicone, FKM/Meta-Aramid 34 (25) 68 (50)
INITIAL TORQUE
NSm (lbfSft)
FINAL TORQUE
NSm (lbfSft)
Form 1909
August 2006
7. Insert the cap screws (key 22) into the diaphragm
casing, and tighten the hex nuts (key 23) in the
following manner. The first four hex nuts tightened
should be diametrically opposed and 90 degrees
apart. Tighten these four hex nuts to the initial torque
value found in table 2 for the diaphragm material
being used.
8. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to the initial torque value found in
table 2 for the diaphragm material being used.
9. Repeat this procedure by tightening four hex
nuts, diametrically opposed and 90 degrees apart, to
the final torque value that is specified in table 2 for
the diaphragm material being used.
10. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to the final torque value that is
specified in table 2 for the diaphragm material being
used.
11. After the last hex nut is tightened complete
another tightening sequence, this time in a circular
pattern around the bolt circle to the final torque value
that is specified in table 2 for the diaphragm material
being used.
12. Once completed, no more tightening is
recommended.
13. Mount the actuator on the valve in accordance
with the procedures in the Installation section.
Size 100 Disassembly
Key numbers used in the following procedure are
shown in figure 5 except when indicated.
Note
Two construction variations of the size
100 are based on spring length. Group
1 springs have a free length of 845 mm
(33-1/4 inches), and group 2 springs
have a free length of 419 mm (16-1/2
inches).
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (step 1, below), and
carefully remove casing cap screws (key
22) (step 7, below).
1. Remove shroud plate (key 107), loosen jam nut
(key 115), and rotate adjusting nut (key 114) until
spring compression is relieved.
Note
To relieve spring compression when
high spring forces exist, refer to the
Adjusting Actuator Spring section, and
follow the instructions given for size
100 actuators with high spring forces.
2. Remove the pressure tubing or piping from the
top of the diaphragm casing.
3. For actuators with top-mounted handwheel,
rotate handwheel (key 51, figure 8) counterclockwise
as far as it will go, unscrew cap screws (key 109,
figure 5), and remove handwheel and gear case
assembly (key 65, figure 8).
4. For actuators without top-mounted handwheel,
unscrew cap screws (key 109), and remove
diaphragm casing cover (key 123).
5. If necessary, remove the actuator from the valve
body by separating the stem connector (key 26) and
removing the actuator-to-bonnet bolting. Separate
the stem connector by loosening the stem locknuts
(key 16) and unscrewing the four cap screws.
6. Unscrew and remove actuator stem extension
(key 116).
7. Unscrew cap screws (key 22), and remove upper
diaphragm casing (key 1).
8. Remove backup plate, diaphragm retainer,
diaphragm, diaphragm plate, and washer (keys 13,
110, 2, 4, and 117).
9. Unscrew the nuts that attach lower diaphragm
casing (key 5) to actuator tie rods (key 21).
10. Remove lower diaphragm casing from tie rods
and remove hex jam nut, adjusting nut thrust bearing
8

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
(used with group 1 springs only), and spring seat
(keys 115, 114, 35, and 11).
11. Remove seal bushing (key 111) and diaphragm
casing cover O-rings (keys 112 and 113) from upper
diaphragm casing (key 123). Replace with new parts
if necessary. Apply lithium grease lubricant to the
O-rings.
12. Remove actuator spring (key 6).
Size 100 Assembly
Note
Units using a group 2 spring require
one spring seat (key 11) on each end
of the spring (key 6); units using a
group 1 spring require only one spring
seat on the diaphragm end of the
spring as shown in figure 5.
1. Place the spring and spring seats (keys 6 and 11)
inside the spring case.
2. For actuators using a group 1 spring, pack the
thrust bearing (key 35) with lithium grease lubricant
(key 241). Place bearing on the spring seat.
5. Install washer, diaphragm plate, diaphragm,
diaphragm retainer, and backup plate
(keys 117, 4, 2, 110 and 13).
6. Apply lithium grease lubricant (key 241) to the
thread on the diaphragm end of the actuator stem
(key 10).
7. Position the upper diaphragm casing (key 1) on
the diaphragm (key 2), and align the holes.
Note
If backup plate (key 13) interferes with
installation of upper casing, rotate
adjusting nut (key 114) to move the
plate.
Note
When you replace actuator
diaphragms in the field, take care to
ensure the diaphragm casing bolts are
tightened to the proper load to prevent
leakage, but not crush the material.
Perform the following tightening
sequence with a manual torque
wrench for size 80 and 100 actuators.
3. Screw the hex jam nut and adjusting nut (keys
115 and 114) onto the actuator stem.
4. Install the lower diaphragm casing (key 5) on the
actuator tie rods (key 21). Secure with hex nuts.
Note
Before installing diaphragm plate (key
4), rotate adjusting nut (key 114) until
the top of the actuator stem is 264 mm
(10-3/8 inches) above the inside
surface of the lower casing (key 5).
When installing diaphragm (key 2), be
certain that the rubber side of the
diaphragm faces away from the spring.
CAUTION
To avoid product damage, smooth the
edge of the diaphragm to avoid
wrinkling, and be careful that the
diaphragm fold does not get pinched
when the upper casing (key 1) is
installed.
CAUTION
Over-tightening the diaphragm casing
cap screws and nuts can damage the
diaphragm. Do not exceed 68 NSm (50
lbfSft) torque.
Note
Do not use lubricant on these bolts
and nuts. Fasteners must be clean and
dry.
8. Insert the cap screws (key 22), and tighten the
hex nuts (key 23) in the following manner. The first
four hex nuts tightened should be diametrically
opposed and 90 degrees apart. Tighten these four
hex nuts to 34 NSm (25 lbfSft).
9. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 34 NSm (25 lbfSft).
10. Repeat this procedure by tightening four hex
nuts, diametrically opposed and 90 degrees apart, to
a torque of 68 NSm (50 lbfSft).
11. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 68 NSm (50 lbfSft).
9

657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
12. After the last hex nut is tightened to 68 NSm (50
lbfSft), all of the hex nuts should be tightened again
to 68 NSm (50 lbfSft) in a circular pattern around the
bolt circle.
13. Once completed, no more tightening is
recommended.
14. Install the actuator stem extension (key 116),
diaphragm casing cover O-rings (keys 112 and 113),
and seal bushing (key 111). Install the gear case
cover (key 123) or the handwheel assembly (see
figure 8).
15. Mount the actuator on the valve, and secure
with the actuator-to-bonnet bolting. Refer to the
Installation section to connect actuator stem to valve
plug stem.
Size 80 Side-Mounted Handwheel
The side-mounted handwheel assembly (figure 7) is
normally used as a manual operator. The handwheel
can be mounted in either of two positions so that,
regardless of valve plug action, counterclockwise
rotation always opens the valve. The assembly is a
continuously connected type with an indicator to
show neutral position. By rotating handwheel away
from neutral, the handwheel can be used to limit
travel in either direction but not both directions at the
same time.
A grease fitting is provided on the gear box for
periodic gear lubrication with a general-purpose
grease.
Instructions are given below for complete
disassembly and assembly. Perform the
disassembly only as far as necessary to accomplish
the required maintenance; then, begin the assembly
at the appropriate step.
Key numbers refer to figure 7.
Disassembly
1. Complete steps 1 through 9 of the disassembly
portion of the size 80 actuator section.
2. Unscrew cap screws (key 64), and remove
adjusting flange (key 36). Do not lose the key
(key 47).
3. Unscrew the two screws (key 28), and remove
travel stop indicator (key 58) from lower sleeve
(key 46).
4. Turn handwheel (key 51) to raise lower sleeve.
Continue turning handwheel until lower sleeve is free
of worm gear (key 44). Lift out lower sleeve, bearing
and gear retainer, thrust bearings, and worm gear
(keys 46, 66, 67, and 44).
5. The worm shaft (key 45) and associated parts
can be removed in order to replace or lubricate
them. First, remove the handwheel cap (key 54) and
the handwheel (key 51). Do not lose the small ball or
spring (keys 55 and 56).
6. Loosen the two set screws (key 41), and unscrew
the two worm retainers (keys 48 and 49). The ball
bearings (key 50) will come out with the retainers.
Remove the worm shaft (key 45).
Assembly
1. Pack the ball bearings (key 50) with lithium
grease lubricant, and insert one ball bearing in the
back worm retainer (key 49) as shown in figure 7
(section C-C).
2. Thread the back worm retainer and ball bearing
(keys 49 and 50) into the gear case. Align the slot in
the worm retainer with the set screw hole in the gear
case, insert the set screw (key 41), and tighten it.
3. Coat the worm shaft (key 45) threads with
anti-seize lubricant (key 244), and slide the shaft into
the gear case so that the end of the shaft fits snugly
in the back worm retainer.
4. Insert the bearing in the front worm retainer
(key 48), and thread the retainer and ball bearing
into the gear case. Align the slot in the retainer with
the set screw hole in the gear case, insert the set
screw (key 41), and tighten it.
5. Put the spring and ball (keys 56 and 55) in the
handwheel (key 51). Slide the handwheel onto the
worm shaft (key 45). Thread the handwheel cap
(key 54) onto the worm shaft.
6. Pack the two thrust bearings (key 67) with lithium
grease lubricant. Install one thrust bearing; then,
install the worm gear (key 44) followed by the
second thrust bearing and the bearing and gear
retainer (key 66).
7. The lower sleeve (key 46) has two screw holes in
one end. Coat the sleeve threads with lithium grease
lubricant, slide the end of the lower sleeve with the
holes into the thrust bearing (key 67), turn the
handwheel, and feed the sleeve through the worm
gear. Continue turning the handwheel until the lower
sleeve protrudes from the gear case. Fasten the
travel stop indicator (key 58) to the sleeve with the
two machine screws (key 28).
8. Install the key (key 47) on the adjusting flange
(key 36). Coat the adjusting flange threads with
anti-seize lubricant (key 244). Install the adjusting
10

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
flange so that the key engages the slot in the lower
sleeve. Secure adjusting flange with cap screws
(key 64).
9. Adjust set screws (key 40) to eliminate free play
in the bearings.
Note
Over-tightening the set screws will
make handwheel operation difficult.
10. Install the adjusting screw and thrust bearings
(keys 12 and 35). Pack bearings with lithium grease
lubricant (key 241), and install as shown in figure 7.
11. Slide the spring case (key 29) into position, and
secure with cap screws (key 62).
12. Complete steps 3 through 8 of the size 80
actuator assembly section.
Size 80 Hydraulic Snubber
The size 80 Type 657 is available with a hydraulic
snubber, as shown in figure 7, to dampen vertical
instability of actuator stem movement. The snubber
is adjusted by rotating the adjusting screws (key 83,
figure 7) counterclockwise out of the reservoir (key
79, figure 7) to increase damping action and
clockwise to decrease damping action. The adjusting
screw on the right (the lower of the two adjusting
screws in section B-B of figure 7) regulates
downward damping action, and the screw on the left
regulates upward damping action.
Size 80 Top-Mounted Handwheel
(Adjustable Up Travel Stop)
CAUTION
If repeated or daily manual operation is
expected, and the actuator is equipped
with a casing-mounted travel stop or
top-mounted handwheel, the
diaphragm could be subject to
excessive wear.
The actuator should be equipped with
a side-mounted handwheel, which is
designed for more frequent use as a
manual operator.
A top-mounted handwheel assembly is normally
used as an adjustable-up travel stop to limit full
retraction of the actuator stem. Turning the
handwheel clockwise turns the handwheel stem
(key 133, figure 6) into the diaphragm casing and
forces the pressure block assembly (key 179,
figure 6) against the diaphragm and diaphragm
plate. Instructions are given below for complete
disassembly and assembly. Perform the
disassembly only as far as necessary to accomplish
the required maintenance; then, begin the assembly
at the appropriate step.
Key numbers refer to figure 4 for actuator parts and
figure 6 for handwheel parts.
Disassembly
1. Bypass the control valve. Reduce the loading
pressure to atmospheric, and remove the tubing or
piping from the diaphragm casing (key 1).
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (step 2, below), and
carefully remove casing cap screws
(key 141) (step 3, below).
2. Remove cover band (key 60). Insert a rod of
approximately 12.7 mm (1/2-inch) diameter into a
hole in the adjusting screw (key 12), and rotate the
adjusting screw from right to left until spring
compression is relieved. Rotate handwheel to be
sure it is not compressing actuator spring.
3. Unscrew cap screws (key 141), and remove
handwheel assembly.
4. Remove hex nut (key 54), and lift off the
handwheel.
5. Unscrew support screws (key 182), and remove
pressure block, stem, stem collar, and thrust bearing
(keys 179, 133, 183, and 175).
6. Unscrew body nut (key 186), and remove gland
(key 180). If necessary, remove and replace packing
rings (key 181).
Assembly
1. Install new packing rings and gland (keys 181
and 180), and thread the body nut (key 186) onto the
body.
2. Lubricate the thrust bearing and stem (keys 175
and 133), with lithium grease lubricant (key 241).
Slide stem, stem collar, thrust bearing, and pressure
11

657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
block (keys 133, 183, 175, and 179) into the body as
shown in figure 6 and install support screws
(key 182).
3. Install handwheel and hex nut (keys 51 and 54).
4. Install a new handwheel gasket (key 185).
5. Mount the handwheel assembly on the
diaphragm casing, and secure with cap screws
(key 141).
6. Reconnect pressure tubing or piping to actuator
casing.
Size 100 Top-Mounted Handwheel
(Adjustable Up Travel Stop)
A top-mounted handwheel assembly is normally
used as an adjustable-up travel stop to limit full
retraction of the actuator stem. Clockwise rotation of
the handwheel (key 51) moves the actuator stem
(key 10) downward, compressing the spring (key 6).
Spring action returns the stem as the handwheel is
turned counterclockwise. Instructions are given
below for complete disassembly and assembly.
Perform the disassembly only as far as necessary to
accomplish the required maintenance; then, begin
the assembly at the appropriate step.
Key numbers refer to figure 5 for actuator parts and
figure 8 for handwheel parts.
Disassembly
1. Bypass the control valve. Reduce the loading
pressure to atmospheric (refer to the Maintenance
section), and remove the tubing or piping from the
diaphragm casing.
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (step 2, below), and
carefully remove casing cap screws
(key 124) (step 3, below).
4. Loosen the set screws (key 41) in the front and
back worm retainers (keys 48 and 49) and
handwheel (key 51).
5. Remove retaining ring (key 118), and remove
handwheel.
6. Remove front and back worm retainers (keys 48
and 49).
7. Remove worm shaft (key 45).
8. Pull the power screw assembly (key 122). The
bearing and gear retainer, thrust bearing, and worm
gear (keys 66, 67 and 44) will come out with the
power screw.
Assembly
1. Pack the ball bearings (key 50) with lithium
grease lubricant (key 241), and insert one ball
bearing into the back worm retainer (key 49).
2. Thread the back worm retainer and ball bearing
into the gear case. Align the slot in the worm retainer
with the set screw hole in the gear case, insert set
screw (key 41), and tighten.
3. Coat the worm shaft (key 45) threads with lithium
grease lubricant, and slide the shaft into the gear
case so that the end of the shaft fits snugly in the
back worm retainer.
4. Insert the bearing into the front worm retainer
(key 48), and thread the retainer and ball bearing
into the gear case. Align the slot in the retainer with
the hole in the gear case, insert the set screw
(key 41), and tighten.
5. Slide the handwheel onto the worm shaft
(key 45), and install retaining ring (key 118).
6. Pack the two thrust bearings (key 67) with lithium
grease lubricant. Install one thrust bearing, then the
worm gear (key 44), followed by the second thrust
bearing and the bearing and gear retainer (key 66).
7. Coat the power screw threads (key 122) with
lithium grease lubricant. Slide the power screw into
the thrust bearing (key 67), turn the handwheel, and
feed the sleeve through the worm gear.
8. Adjust set screws (key 40) to eliminate free play
in the bearings.
Note
2. Rotate handwheel counterclockwise, relieving all
spring compression.
3. Unscrew cap screws (key 124), and remove gear
case cover (key 123).
12
Over-tightening the set screws will
make handwheel operation difficult.
9. Install gear case cover (key 123), and tighten cap
screws (key 124).

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
Parts Ordering
Each actuator has a serial number stamped on the
nameplate. Always refer to this number when
corresponding with your Emerson Process
Management sales office regarding replacement
parts or technical information. Also, always refer to
the 11-character part number of each needed part
as found in the following parts list.
WARNING
Use only genuine Fisher replacement
parts. Components that are not
supplied by Emerson Process
Management should not, under any
circumstances, be used in any Fisher
valve, because they will void your
warranty, might adversely affect the
performance of the valve, and might
jeopardize worker and workplace
safety.
Note
Neither Emerson, Emerson Process
Management, Fisher, nor any of their
affiliated entities assumes
responsibility for the selection, use
and maintenance of any product.
Responsibility for the selection, use,
and maintenance of any product
remains with the purchaser and
end-user.
Parts List
Note
Part numbers are shown for recommended spares
only. For part numbers not shown, contact your
Emerson Process Management sales office.
Type 657 Sizes 80 & 100
Key Description Part Number
1 Upper Diaphragm Casing
2* Diaphragm
Size 80
Nitrile 1R6375X0072
Silicone 18B2713X132
Size 100, nitrile & TPES (thermoplastic polyester)
20A2551X012
3 Cap Screw
Key Description Part Number
4 Diaphragm Plate
5 Lower Diaphragm Casing
5 Lower Diaphragm Casing, Yoke, &
Tie Rod Ass’y
6 Spring See tables
8 Cap Screw
9 Yoke
10 Actuator Stem
11 Spring Seat
12 Adjusting Screw
13 Backup Plate
14 Travel Indicator
16 Hex Jam Nut
17 Machine Screw
18 Travel Indicator Scale
19 Nameplate
20 Drive Screw
21 Actuator Tie Rod
22 Cap Screw
23 Hex Nut
26 Stem Connector Ass’y
28 Cap Screw
29 Spring Case
33 Pipe Bushing
34 Upper Sleeve
35 Thrust Bearing
36 Adjusting Flange
60 Cover Band Ass’y
62 Cap Screw
63 Hex Nut
88 Tie Rod Washer
89 Hex Nut
91 Spring Guide
92 Cap Screw
106 Washer
107 Shroud Plate
108 Self-tapping screw
109 Cap Screw
110 Diaphragm Retainer
111* Seal Bushing, brass
Size 100 20A2582X012
112* O-Ring, nitrile (2 req’d) Size 100 1H8627X0042
113* O-Ring, nitrile Size 100 1R834206992
114 Hex Nut
115 Hex Jam Nut
116 Actuator Stem Extension
117 Washer
118 Retaining Ring
120 Hex Bushing
121 Lifting Pin
123 Diaphragm Casing Cover
128 Vent Ass’y
241 Lithium grease (not furnished with actuator) --244 Anti-seize lubricant (not furnished with actuator) --245* O-Ring, nitrile Size 100 only 1C339006992
*Recommended spare parts
13

657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
14
APPLY LUB
40A8771-B / DOC
Figure 4. Size 80 Type 657 Actuator

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
APPLY LUB
50A2621-F / DOC
Figure 5. Size 100 Type 657 Actuator
15

657 Size 80 and 100 Actuators
Key 6 Size 80 Actuator Spring, steel
COMPRESSION
335
1000
1650
2100
2600
3100
RATE
58.7
175.1
288.9
367.7
455.3
542.8
COMPRESSION
RATE
Lb/in N/mm Lb N
1775
2950
4500
6000
335
1000
1650
2100
2600
3100
310.8
516.5
787.9
1050.6
58.6
175.1
288.9
367.7
455.2
542.8
2480
5630
7900
10,600
10,600
13,800
SIZE
Lb/in N/mm Lb N
80
Key 6 Size 100 Actuator Spring
GROUP
1
33-1/4 Inch (844 mm)
Free Length
2
16-1/2 Inch (419 mm)
Free Length
MAXIMUM
LOAD
MAX LOAD
17,500
25,000
36,000
45,000
2480
5630
7900
10,600
10,600
13,800
11,031
25,042
35,139
47,148
47,148
61,382
77,840
111,200
160,128
200,160
11,031
25,042
35,139
47,148
47,148
61,382
Instruction Manual
PART
NUMBER
1J518227082
1H747727082
1H747527082
1H747327082
1H747627082
1H747027082
PART
NUMBER
10A2561X012
10A2562X012
10A2563X012
10A2564X012
1J518227082
1H747727082
1H747527082
1H747327082
1H747627082
1H747027082
Form 1909
August 2006
COLOR
CODE
White
Red
Lt. Blue
Yellow
Lt. Green
White
COLOR
CODE
None
None
None
None
Brown
Red
Blue
Yellow
Green
White
16
APPLY LUB
CV8009-E / DOC
Figure 6. Top-Mounted Handwheel for Size 80 Actuator

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
Key Description Part Number
Size 80 Side-Mtd Handwheel
7 Travel Stop
17 Machine Screw
28 Machine Screw
40 Set Screw
41 Set Screw
44 Worm Gear
45 Worm Shaft
46 Lower Sleeve
47 Key
48 Front Worm Retainer
49 Back Worm Retainer
50 Ball Bearing
51 Handwheel
52 Handgrip
53 Handgrip Bolt
54 Handwheel Cap
55 Ball
56 Spring
58 Travel Indicator
61 Grease Fitting
64 Cap Screw
65 Gear Case
66 Bearing & Gear Retainer
67 Thrust Bearing
68 Cap Screw
69 Indicator Scale
70 Stop Indicator Bracket
71 Machine Screw
243 Pliable sealant (not furnished with actuator) ---
Size 80 Top-Mtd Handwheel
(Adjustable Up Travel Stop)
51 Handwheel
54 Nut
133 Stem
141 Cap Screw
142 Handwheel Body
175 Thrust Bearing
179 Pressure Block
180 Gland
181* Packing Ring, TFE-graphite (2 req’d) 1D7496X0012
182 Support Screw
183 Stem Collar
184 Retaining Ring
185* Gasket, composition 1J789504022
186 Body Nut
241 Lithium grease (not furnished with actuator)
246 Spacer
247 Cotter Pin
Key Description Part Number
Size 100 Top-Mtd Handwheel
(Adjustable Up Travel Stop)
17 Machine Screw
40 Set Screw
41 Set Screw
44 Worm Gear
45 Worm Shaft
48 Front Worm Retainer
49 Back Worm Retainer
50 Ball Bearing
51 Handwheel
61 Grease Fitting
65 Gear Case
66 Bearing & Gear Retainer
67 Thrust Bearing
118 Retaining Ring
122 Power Screw Ass’y
123 Gear Case Cover
124 Cap Screw
125 Hex Jam Nut
126 Woodruff Key
127 Slot Cover
Size 80 Hydraulic Snubber
27 Piston/Piston Rod Ass’y
63 Hex Nut
72 Spring Case Adaptor
73 Cap Screw
74 Cylinder
75 Cylinder Head
76 Retaining Ring
77* O-Ring, nitrile (2 req’d) 1F449206992
78* Piston Ring, iron (2 req’d) 1C710321992
79 Reservoir
80* O-Ring, nitrile 1H624706992
81 Cap Screw
82* O-Ring, nitrile (2 req’d) 1D687506992
83 Valve Adj Screw
84 Jam Nut
85 Cap Screw
86 Pipe Plug
87 Pipe Plug
90 Upper Spring Seat
93 Hydraulic Fluid
94* O-Ring, nitrile (2 req’d) 1E591406992
95 Orifice
96 Bypass & Check Valve Plug
97 Spring
98 E-Ring
99 Bushing
100 Flange
101 Packing Sleeve
102 Machine Screw
103* Packing, nitrile (8 req’d) 1P540806992
104* Packing, CR (chloroprene) & cotton (4 req’d) 1P540906992
105* Packing Sleeve O-Ring, nitrile (2 req’d) 1P541206992
*Recommended spare parts
17

657 Size 80 and 100 Actuators
SECTION B-B
Instruction Manual
Form 1909
August 2006
B
C
B
VIEW A
VIEW A
C
APPLY LUB
50A8774-C / DOC
18
SECTION C-C
Figure 7. Size 80 Type 657 Actuator with Side-Mounted Handwheel and Hydraulic Snubber

Instruction Manual
Form 1909
August 2006
657 Size 80 and 100 Actuators
SECTION A-A
APPLY LUB
50A2622-F / DOC
A
A
Figure 8. Top-Mounted Handwheel for Size 100 Actuator
19

657 Size 80 and 100 Actuators
Instruction Manual
Form 1909
August 2006
Fisher is a mark owned by Fisher Controls International LLC, a member of the Emerson Process Management business division of Emerson
Electric Co. Emerson Process Management, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co.
All other marks are the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are
not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability.
We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
Neither Emerson, Emerson Process Management, Fisher, nor any of their affiliated entities assumes responsibility for the selection, use and
maintenance of any product. Responsibility for the selection, use and maintenance of any product remains with the purchaser and end-user.
Emerson Process Management
Fisher
Marshalltown, Iowa 50158 USA
Cernay 68700 France
Sao Paulo 05424 Brazil
Singapore 128461
www.Fisher.com
20
EFisher Controls International LLC 1973, 2006; All Rights Reserved Printed in USA
 Loading...
Loading...