

Page 1
Festool GmbH
Wertstraße 20
D-73240 Wendlingen
Telefon: 07024/804-0
Telefax: 07024/804-20608
http://www.festool.com
Originalbetriebsanleitung/Ersatzteilliste 2
Original operating manual/Spare parts list
Notice d’utilisation d’origine/Liste de pièces de rechange
Manual de instrucciones original/Lista de piezas de repuesto
Istruzioni per l’uso originali/Elenco parti di ricambio
Originele gebruiksaanwijzing/Lijst met reserveonderdelen
Originalbruksanvisning/Reservdelslista
Alkuperäiset käyttöohjeet/Varaosaluettelo
Original brugsanvisning/Reservedelsliste
Originalbruksanvisning/Reservedelsliste
Manual de instruções original/Lista de peças sobresselentes
Оригинал Руководства по эксплуатации/Перечень запасных частей
Originál návodu k obsluze/Seznam náhradních dílù
Oryginalna instrukcja eksploatacji/Lista części zamiennych
Eredeti kezelési utasítás/ Alkatrészlista
Γνήσιες οδηγίες χειρισμού/ Κατάλογος ανταλλακτικών
14
40
66
92
118
468055_003
VS 600
Page 2

Verbindungssystem VS 600
T1
Verbindungsart
SchwalbenschwanzZinken
Finger-Zinken
Dübellöcher DS 32
Offene
SchwalbenschwanzZinken
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
T2
SZ 14
SZ 20
FZ 6
FZ 10
DS 32
HSS
HM
HSS
HM
HSS
HM
HSS
HM
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
SZO 14 Z HM 490978
SZO 14 S HM 491164
SZO 20 Z HM 490980
SZO 20 S HM 491165
490991
490992
490995
490996
490944
490978
490946
490980
491065
491066
490067
491068
491069
OF 900,
OF 1000,
OF 1010
490770
(Ø 17 mm)
490771
(Ø 24 mm)
490772
(Ø 8,5 mm)
484176
(Ø 13,8 mm)
484176
(Ø 13,8 mm)
490772
(Ø 8,5 mm)
490770
(Ø 17 mm)
484176
(Ø 13,8 mm)
490771
(Ø 24 mm)
Material-
stärke
von - bis
(empfohlen)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
OF 1400
492181
(Ø 17 mm)
492182
(Ø 24 mm)
492179
(Ø 8,5 mm)
492180
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
492179
(Ø 8,5 mm)
492181
(Ø 17 mm)
492180
(Ø 13,8 mm)
492182
(Ø 24 mm)
464164
1 Technische Daten
Die Bestellnummern für Fräser, Bohrer, Kopierringe und Zentrierdorne siehe Tabelle T2. Für die angegebenen Fräser bzw.
Bohrer empfehlen wir die maximale Drehzahl Ihrer Oberfräse
zu verwenden.
2 Bestimmungsgemäße Verwendung
Das Verbindungssystem VS 600 ist bestimmungsgemäß vorgesehen, in Verbindung mit den entsprechenden Schablonen,
Kopierringen und Fräswerkzeugen und mit den Festool Oberfräsen der Baureihen OF 900, OF 1000, OF 1010 und OF 1400,
Schwalbenschwanz-Zinken, Finger-Zinken, Dübellöcher und
offene Schwalbenschwanz-Zinken in Holz und Holzwerkstoffe
zu fräsen.
Für Schäden und Unfälle durch nicht bestimmungsgemäße Verwendung haftet der Benutzer.
Materialbreite bis 600 mm
3 Sicherheitshinweise
• Beachten Sie beim Arbeiten mit dem Verbindungssystem VS
600 auch die Sicherheitshinweise Ihrer Handoberfräse.
• Verwenden Sie nur die in Tabelle T2 aufgeführten Fräswerkzeuge, Kopierringe und Zentrierdorne.
• Verwenden Sie nur originales Zubehör und Ersatzteile von
Festool.
• Stellen Sie vor dem Fräsen sicher, dass die Werkstücke sicher
eingespannt sind und sämtliche Spannhebel und Drehknöpfe
des Verbindungssystems geschlossen sind.
4 Aufbau
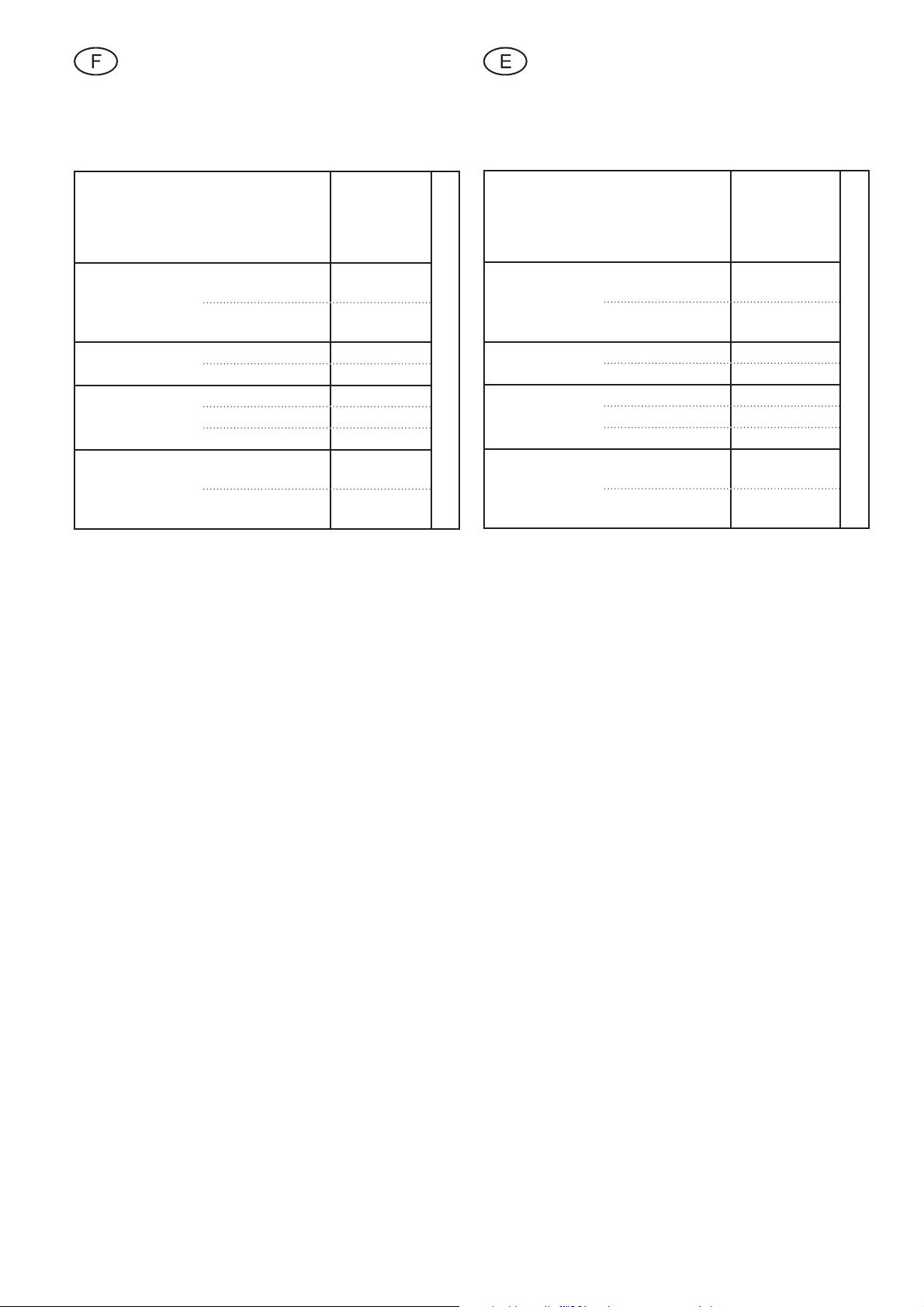
Das Verbindungssystem VS 600 besteht aus folgenden wesentlichen Bauteilen (Bild 1):
1.1 Grundgestell
1.2 Halterung für Schablonen
1.3 Drehköpfe zum Einspannen der Schablone
1.4 Schwenksegment für Halterung
1.5 Spannhebel für Schwenksegment
1.6 Spannhebel für Höhenverstellung der Schablone
1.7 Druckbalken zum waagrechten Einspannen von Werkstü-
cken
1.8 Druckbalken zum senkrechten Einspannen von Werkstü-
cken
2
Page 3
5 Vorbereitung
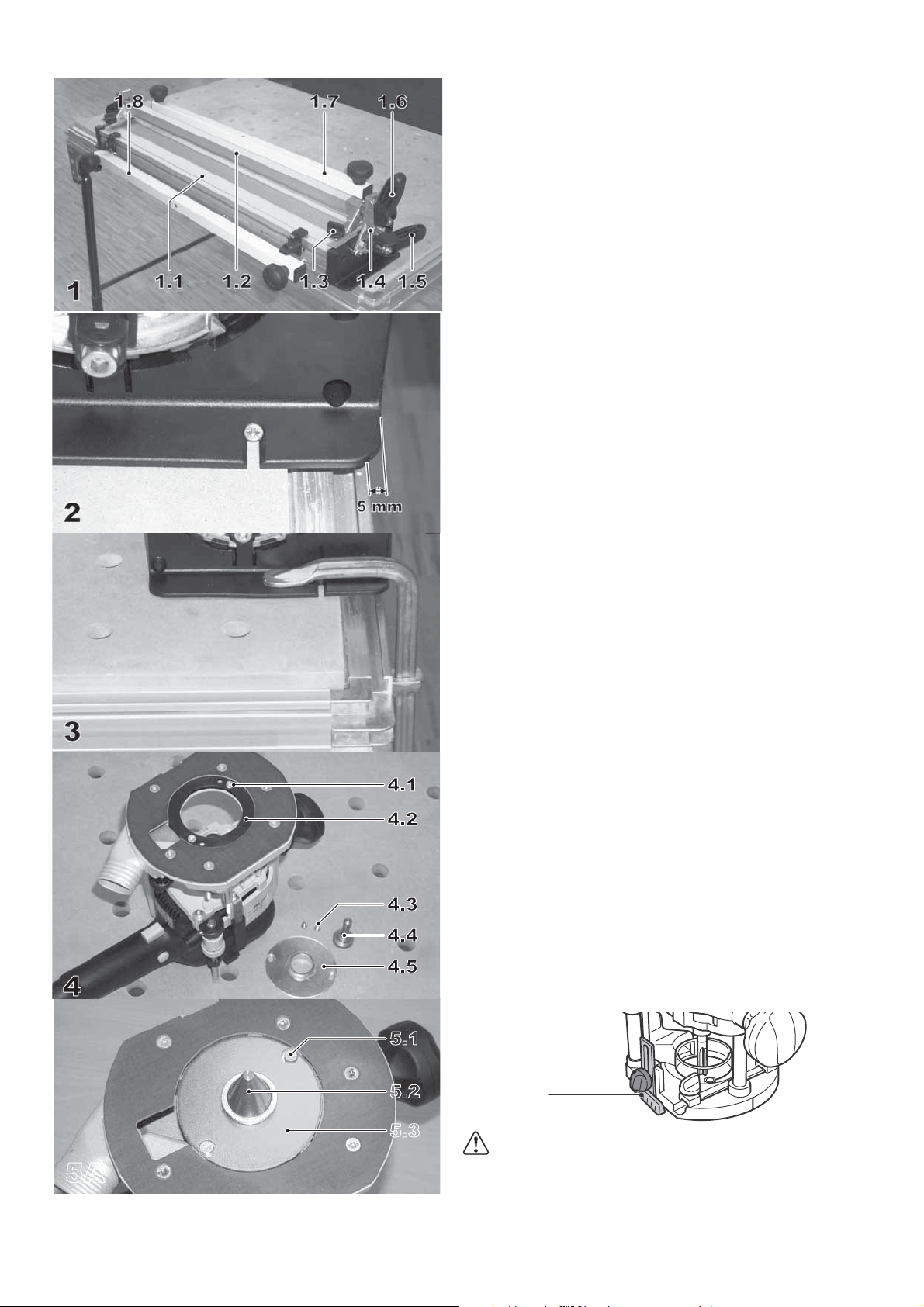
5.1 Grundgestell aufstellen
Das Grundgestell muss rutschfest auf einer standfesten Unterlage
befestigt werden:
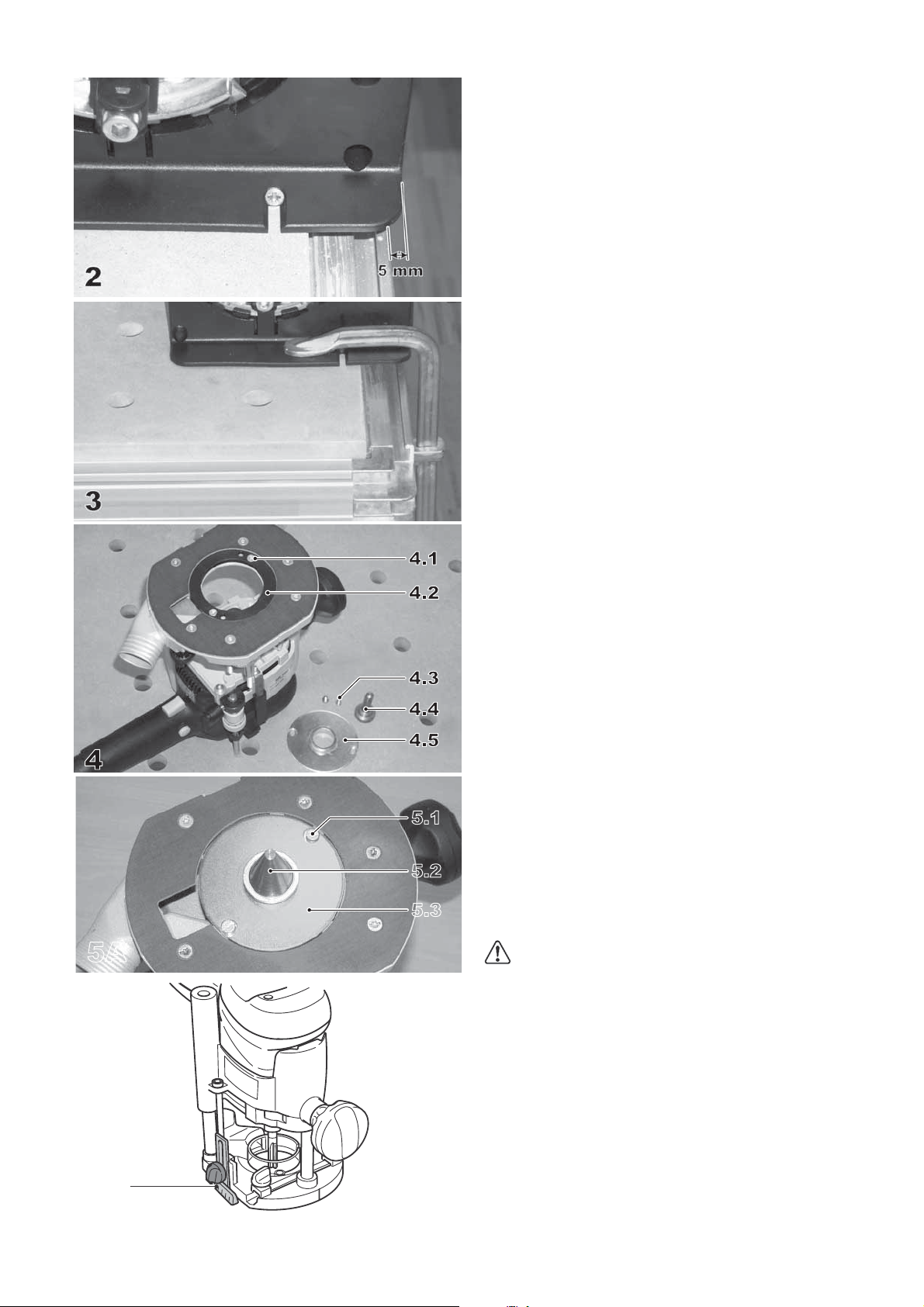
• Stellen Sie das Grundgestell so auf, dass die Vorderkante ca.
5 mm übersteht.
• Befestigen Sie das Grundgestell mit zwei Schrauben (Bild 2) oder
zwei Schraubzwingen (Bild 3) beidseitig auf der Unterlage.
5A
5B
5.1
5.2
5.3
5.3 Oberfräse
Hinweis: Die Handhabung der Oberfräse (Einstellen der Fräs-
tiefe, Werkzeugwechsel, usw.) ist in deren Betriebsanleitung
beschrieben.
Montieren Sie den benötigten Kopierring zentrisch im Frästisch
der Oberfräse:
• Ziehen Sie den Stecker aus der Steckdose.
• Stellen Sie die Oberfräse auf den Kopf.
• Öffnen Sie die beiden Schrauben (4.1) und entfernen Sie den
Ring (4.2).
• Spannen Sie den Zentrierdorn (4.4) in der Frässpindel fest.
• Legen Sie den Kopierring (4.5, 5.3) mit dem Bund nach oben in
den Frästisch der Oberfräse ein.
• Bewegen Sie den Frästisch langsam in Richtung Zentrierdorn,
bis der Kopierring (5.3) durch den Zentrierdorn (5.2) zentriert
wird.
• Schrauben Sie den Kopierring mit den beiden mitgelieferten
Schrauben (4.3, 5.1) fest.
• Entfernen Sie den Zentrierdorn aus der Frässpindel.
VORSICHT
Beschädigung des Fräsers und der Frässchablone
- Entfernen Sie, falls montiert, die höhenverstellbare Abstützung
(5.4) von der Oberfräse.
5.4
3
Page 4
6 Anwendung
Mit dem Verbindungssystem VS 600 und der jeweiligen Schablone
lassen sich folgende Verbindungsarten herstellen:
• Schwalbenschwanz-Zinken (siehe Kapitel 6.1)
• Finger-Zinken (siehe Kapitel 6.2)
• Dübellöcher (siehe Kapitel 6.3)
• Offene Schwalbenschwanz-Zinken (siehe Kapitel 6.4)
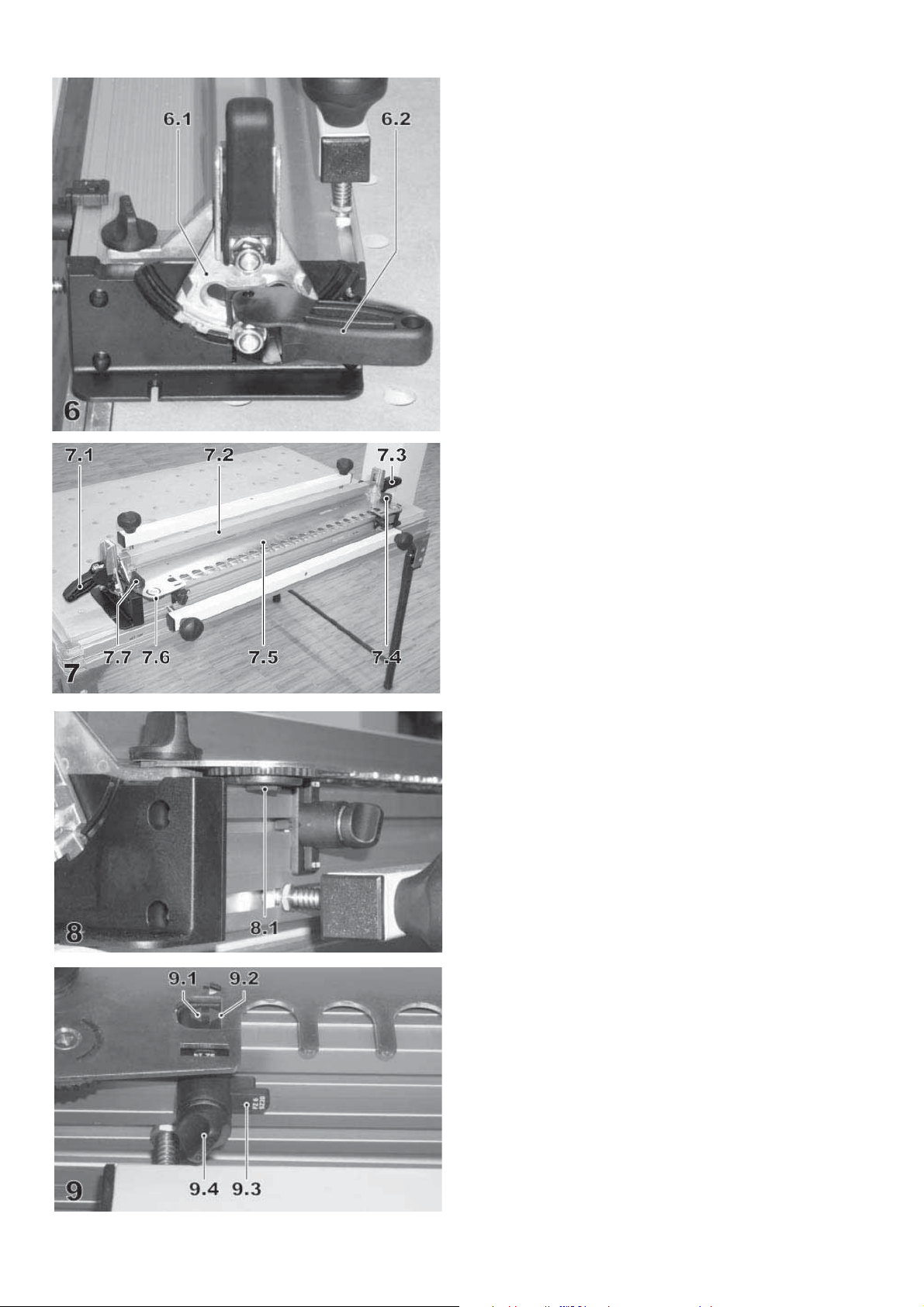
6.1 Schwalbenschwanz-Zinken
a) Einsetzen der Schablone
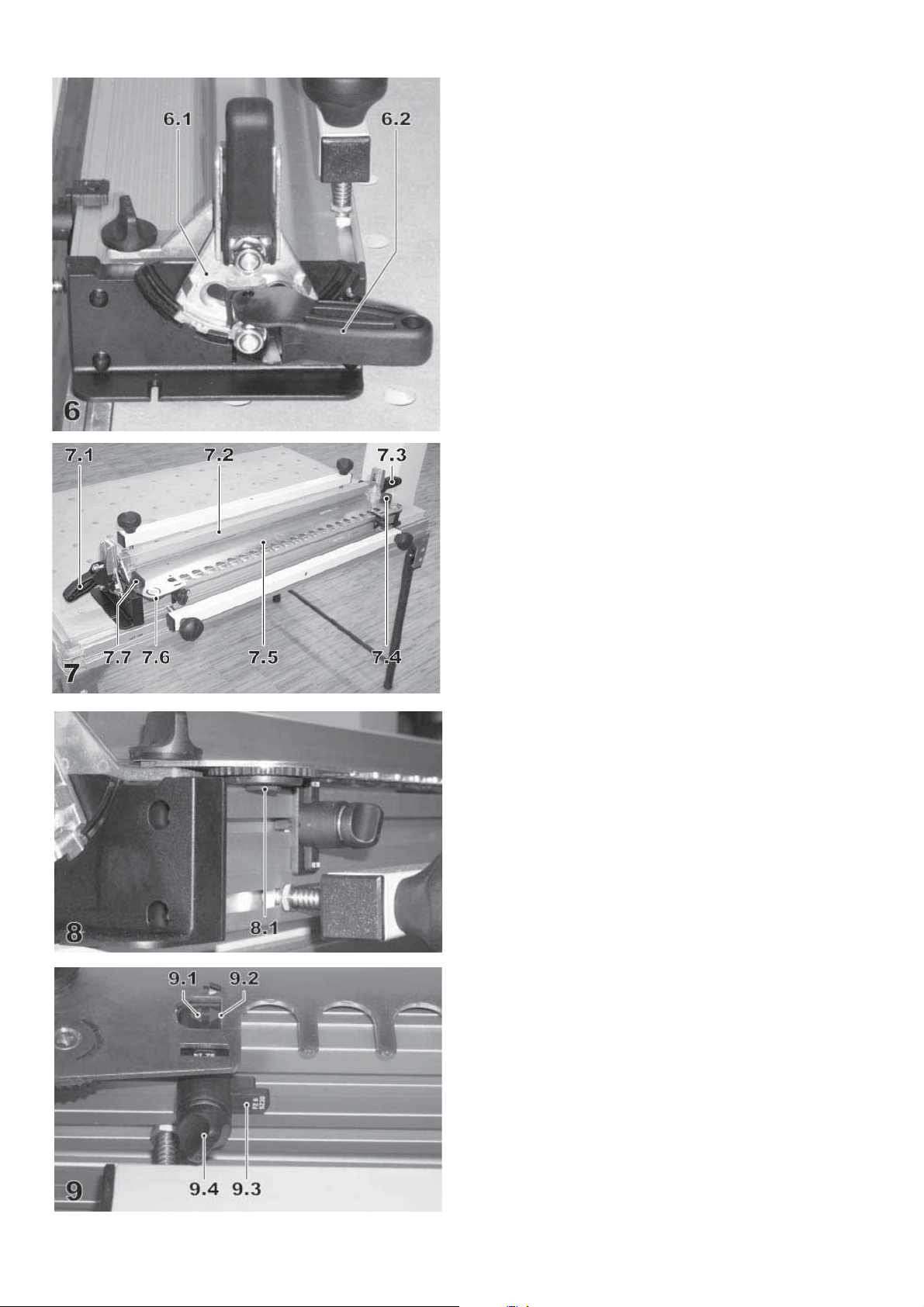
• Fixieren Sie die beiden Schwenksegmente (6.1) mit dem Spannhebel (6.2) in der mittleren (senkrechten) Stellung.
• Öffnen Sie die beiden Spannhebel (7.1, 7.3) für die Höhenverstellung der Schablone und drücken Sie die Halterung (7.2) für
die Schablone ganz nach unten.
• Öffnen Sie die Drehknöpfe (7.4, 7.7) zum Einspannen der Schablone und setzen Sie die Schablone (7.5) ein.
Achtung: Die beiden Einstellräder (7.6) müssen nach unten
zeigen.
• Schließen Sie die beiden Spannhebel für die Höhenverstellung
der Schablone.
• Richten Sie die Schablone so aus, dass die unteren Absätze (8.1)
der beiden Einstellräder am Grundgestell des Verbindungssystems anliegen und spannen Sie die Schablone mit den beiden
Drehknöpfen (7.4, 7.7) fest.
• Drehen Sie die beiden Anschläge auf die Stellung “SZ 14” bzw.
“SZ 20” (9.3).
Richten Sie die Anschläge so aus, dass die Pfeile (9.1) an den
inneren, geraden Seiten (9.2) der Aussparun gen der Schablone
anliegen.
Klemmen Sie die Anschläge mit den Drehknöpfen (9.4) fest.
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und bewegen Sie die Scha blone nach oben.
• Legen Sie ein Werkstück unter beide Enden der Schablone.
Drücken Sie die Schablone so weit nach unten bis sie fl ächig auf
dem Werkstück aufl iegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
4
Page 5
4
B
1
10
A
3
A
a3
a4
a2
a1
B
A
2
a1
a2
a3
a4
B
a3
a2
a1
a4
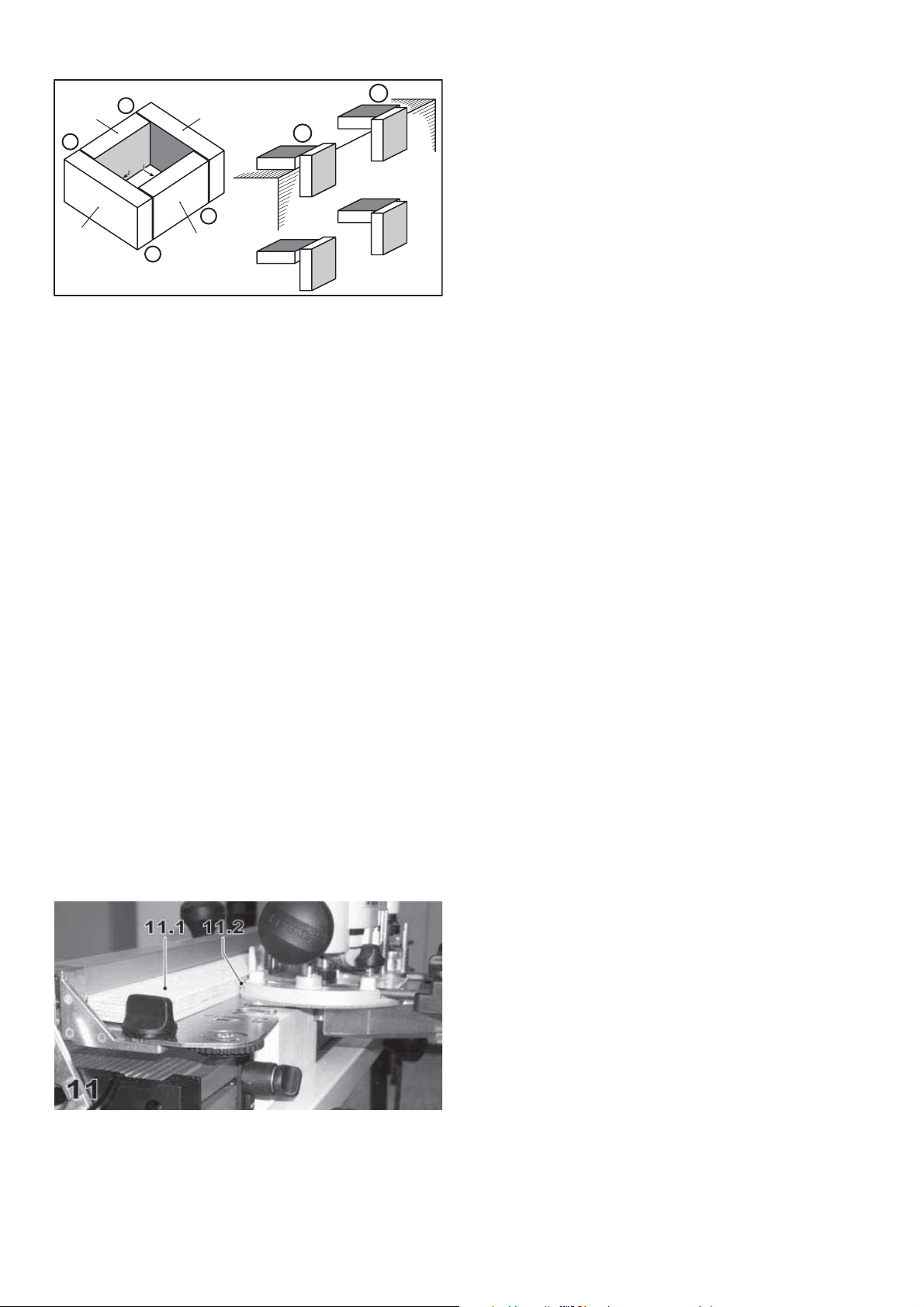
b) Werkstücke einspannen
Es sind stets beide miteinander zu verbindenden Werkstücke
gleichzeitig einzuspannen.
Dabei ist zu beachten (siehe Bild 10):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
• Die Werkstücke müssen oben bündig miteinander abschließen.
• Die im eingespannten Zustand außen liegenden Seiten (a1 - a4)
bilden die inneren Seiten der fertigen Verbindung.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden.
Die Werkstücke “1” und “3” müssen stets waagrecht, die
Werkstücke “2” und “4” stets senkrecht im Verbindungssystem
eingespannt werden.
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Fräserwechsel stets den Netzstecker aus der Steckdose!
• Spannen Sie den Fräser (siehe Tabelle T2) in die Spannzange
der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschine auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse folgende Frästiefe ein (Achtung:
diese Maße gelten nur für die in Tabelle T2 genannten Fräser):
SZ 14: 12 mm, SZ 20: 15 mm.
• Benutzen Sie beim Fräsen von Zinken die Absaughaube des
Seitenanschlags der Oberfräse oder die Absaughaube AH-OF
(Zubehör). Schließen Sie die Absaughaube an ein geeignetes
Absauggerät der Staubklasse “M” an (z. B. Festool CLEANTEX
CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senk-
rechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg zum Fräsen der Zinken haben.
d) Bearbeitung
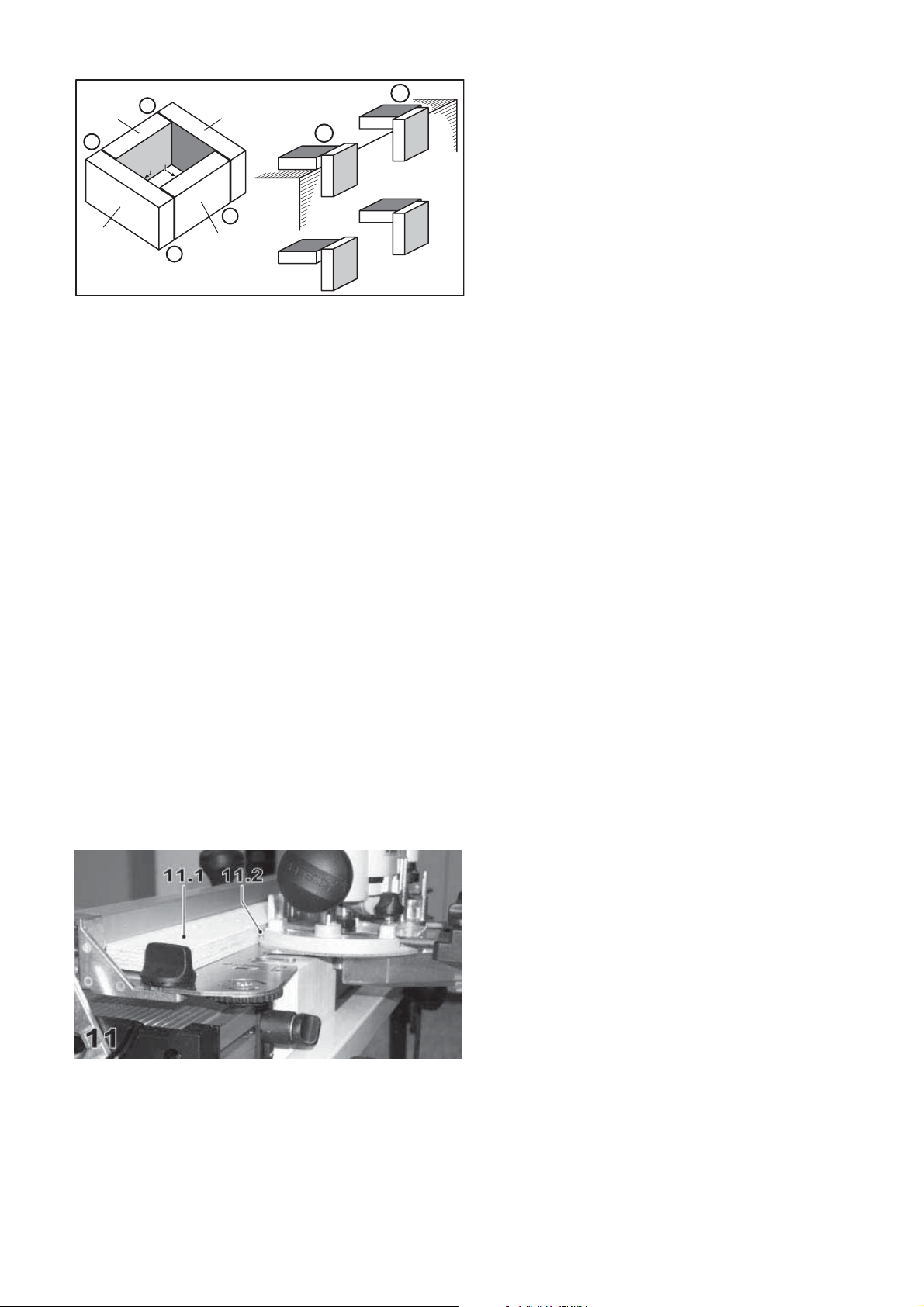
Anritzen
Um beim senkrecht eingespannten Werkstück Ausrisse zu vermeiden, sollte dessen Oberfl äche angeritzt werden:
• Legen Sie eine Leiste (11.1) an die Halterung für die Schablone,
deren Breite Werkstückdicke +33 mm beträgt. Diese Leiste dient
als Führung für die Oberfräse.
• Setzen Sie die Oberfräse rechts vom Werkstück auf die Schablone auf, so dass die Führungsfl äche (11.2) des Frästisches der
Oberfräse an der Leiste anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
5
Page 6
• Führen Sie die Oberfräse von rechts nach links an der Leiste
entlang und ritzen Sie dadurch das Werkstück im Gleichlauf
an.
Probefräsung der Zinken
Führen Sie zuerst eine Probefräsung durch um zu kontrollieren,
ob alle Einstellungen korrekt sind.
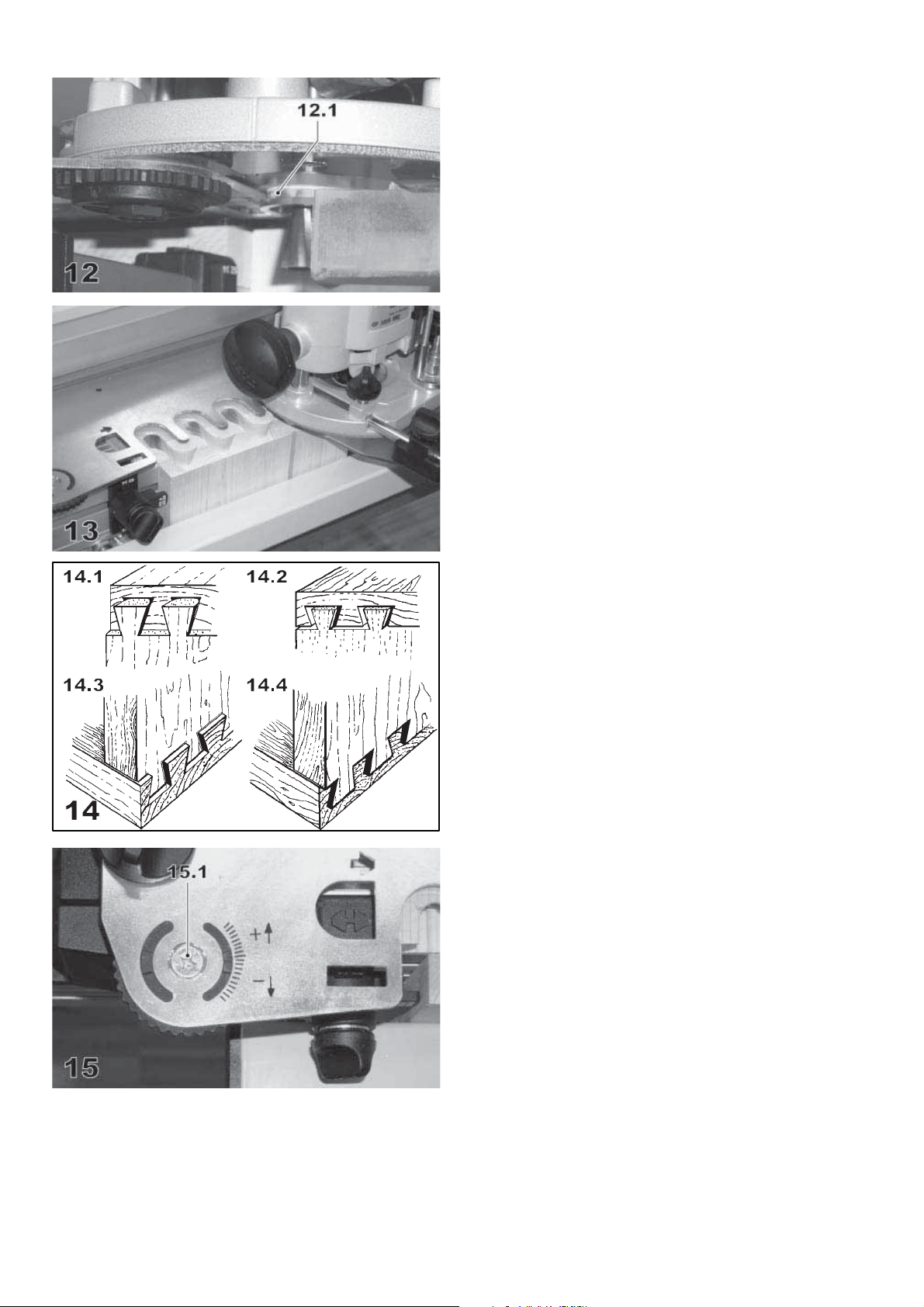
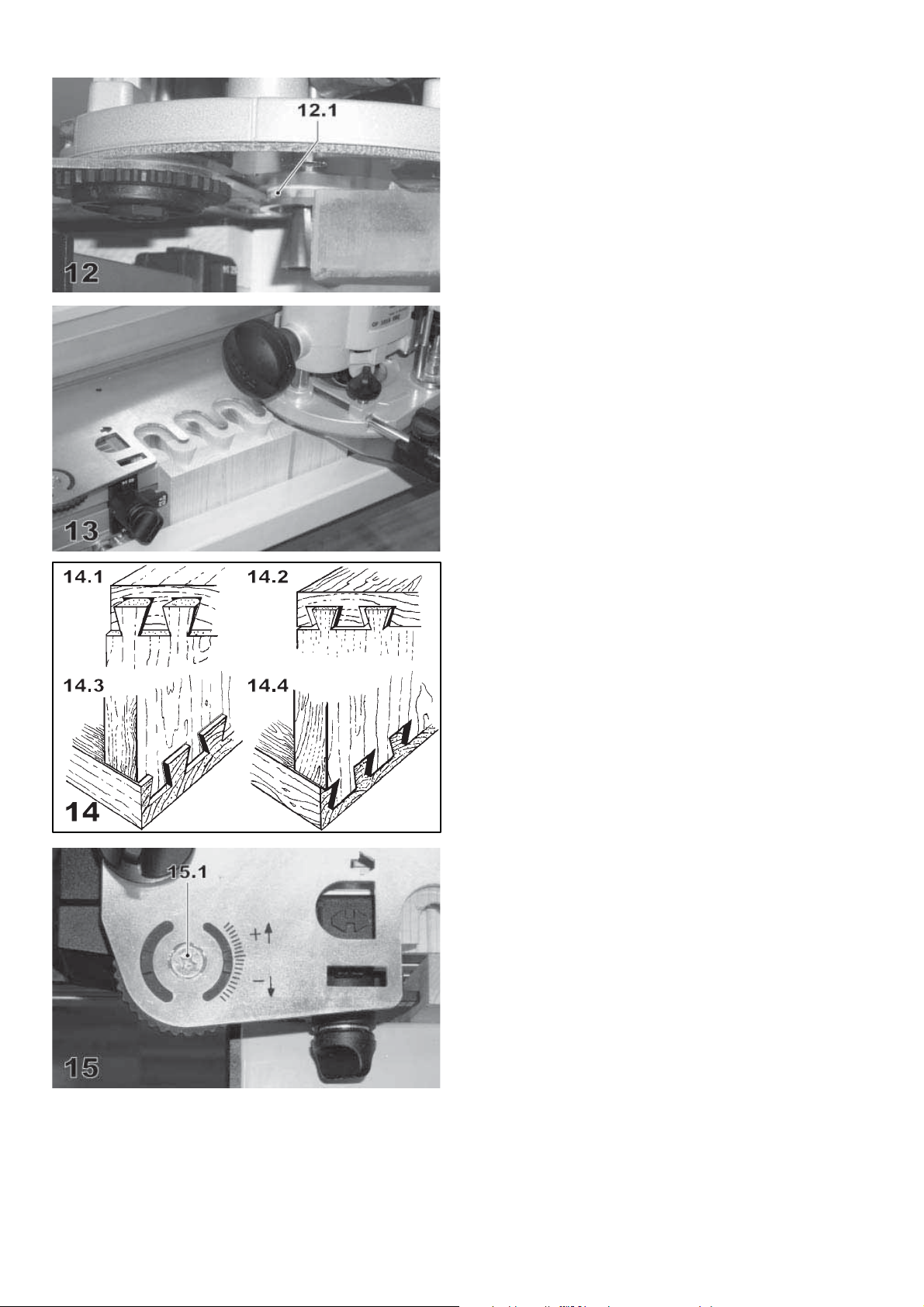
• Setzen Sie die Oberfräse am Ende der Schablone auf, so dass
der Bund (12.1) des Anlaufrings an der Schablone anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 13).
Achtung: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
• Kontrollieren Sie, ob sämtliche Zinken korrekt gefräst sind –
gegebenenfalls nochmals fräsen.
• Spannen Sie die Werkstücke aus und setzen Sie diese zusammen.
Sollte die Zinken-Verbindung nicht exakt stimmen, sind fol-
gende Korrekturen durchzuführen:
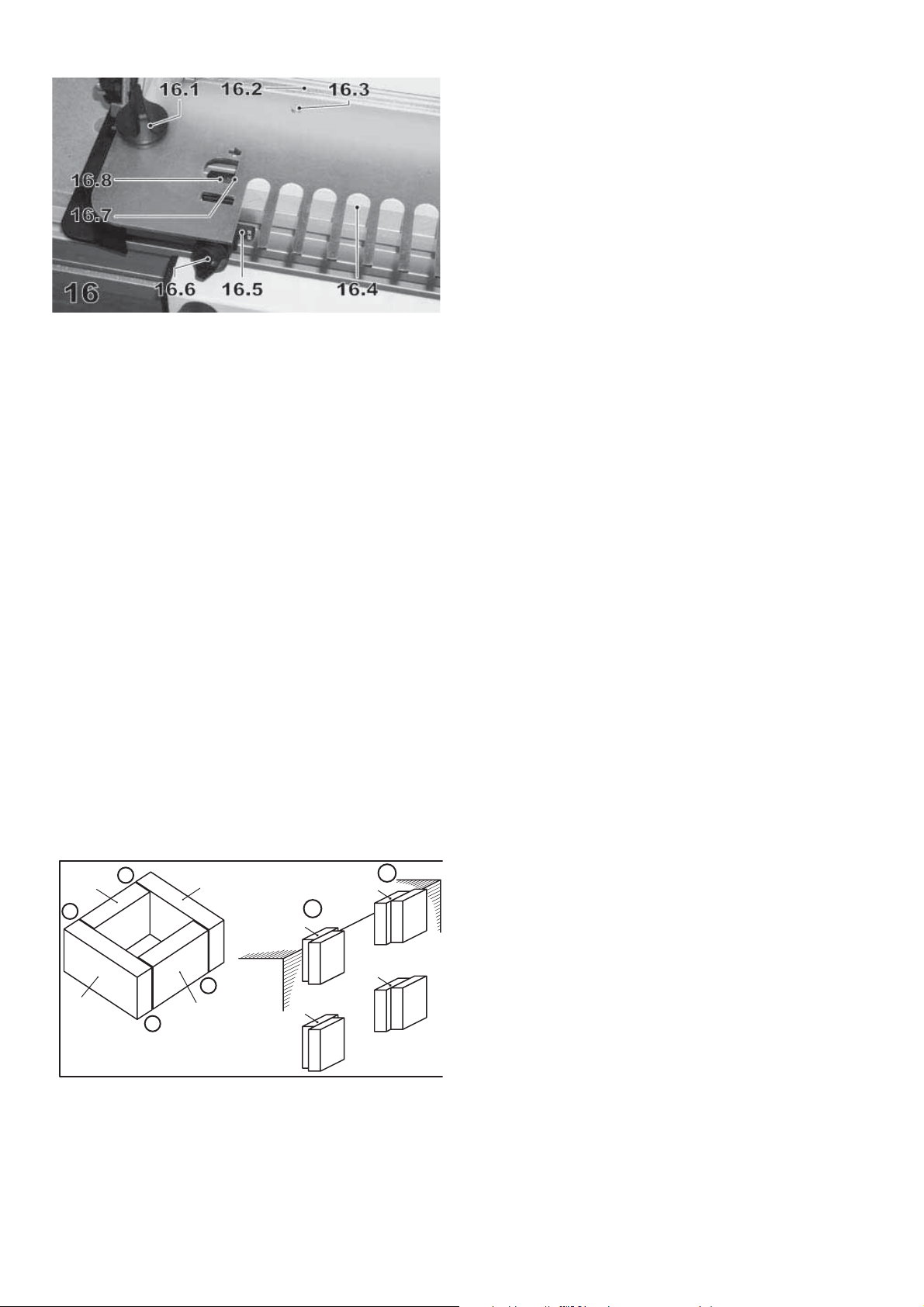
Zinken-Verbindung zu schwergängig (14.1): •
Verringern Sie die Frästiefe der Oberfräse mit der Feinein-
stellung der Oberfräse geringfügig (ca. -0,5 mm)
Zinken-Verbindung zu leichtgängig (14.2): •
Vergrößern Sie die Frästiefe der Oberfräse mit der Feinein-
stellung der Oberfräse geringfügig (ca. +0,5 mm)
Zinken-Verbindung zu tief (14.3): •
Einstellräder um das Fehlmaß in Minus-Richtung drehen
(1 Skalenstrich entspricht -0,1 mm Zinkentiefe), Schablone
entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Zinken-Verbindung nicht tief genug (14.4): •
Einstellräder um das Fehlmaß in Plus-Richtung drehen (1
Skalenstrich entspricht +0,1 mm Zinkentiefe), Schablone
entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Hinweis: Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (15.1) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
Wiederholen Sie diesen Vorgang, bis die Verbindung exakt
stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
6
Page 7
6.2 Finger-Zinken
a) Einsetzen der Schablone und Befestigen eines Splitter-
schutzes
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
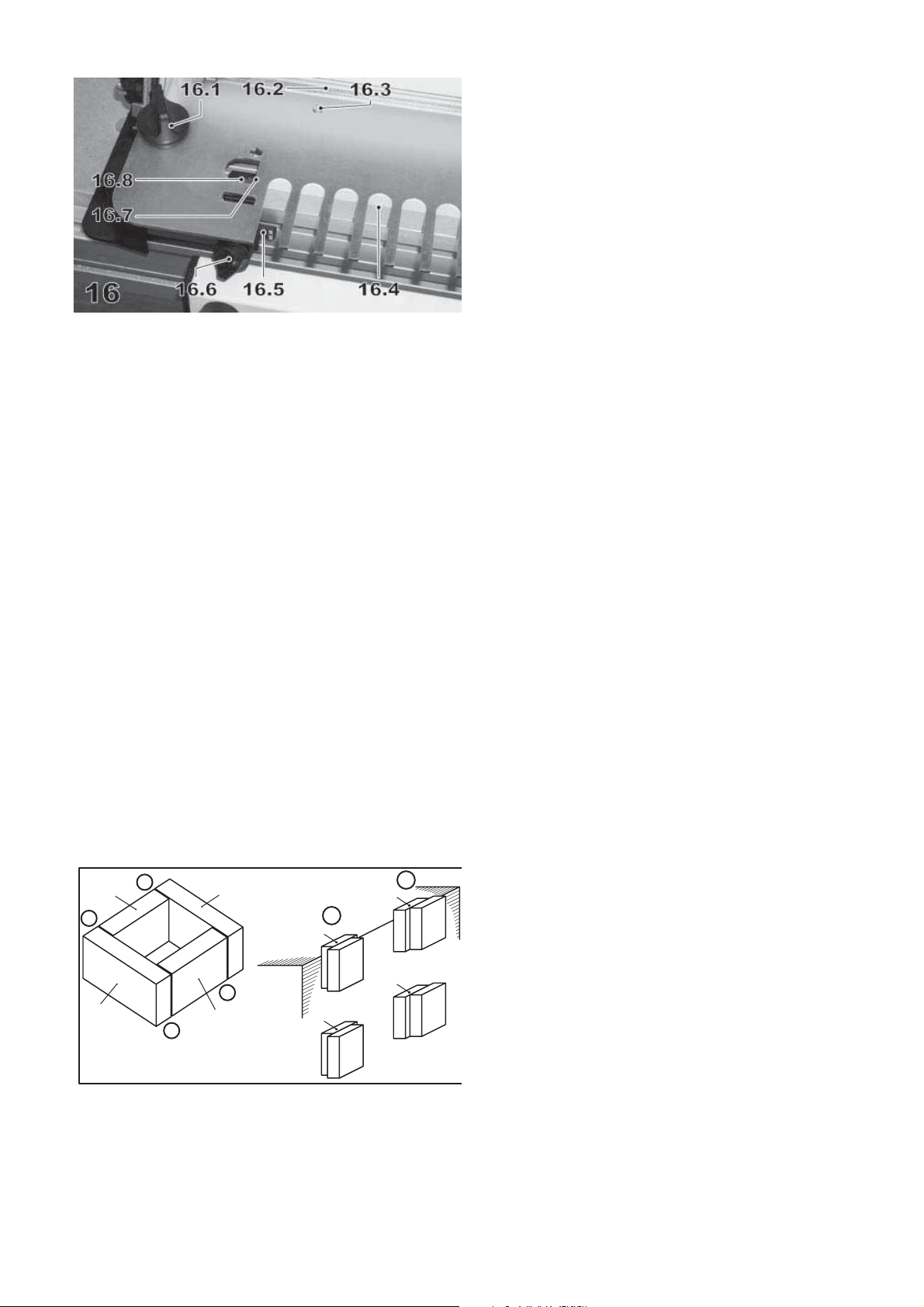
• Öffnen Sie die Drehknöpfe (16.1) zum Einspannen der Schablone
und setzen Sie die Schablone ein.
Achtung: Die umgebogene hintere Seite (16.2) der Schablone
muss nach oben zeigen.
• Schieben Sie die Schablone bis zum Anschlag nach hinten und
spannen Sie sie mit den beiden Drehknöpfen (16.1) fest
• Drehen Sie die beiden Anschläge auf die Stellung “FZ 6” bzw.
“FZ 10” (16.5). Richten Sie die Anschläge so aus, dass die Pfeile
(16.8) an den inneren, geraden Seiten (16.7) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (16.6) fest.
• Bewegen Sie die Schablone nach oben und legen Sie ein Weichholzbrett (16.4) als Splitterschutz unter die Schablone.
Hinweis: Der Splitterschutz verhindert, dass das Werkstück
beim Fräsen an der Rückseite aussplittert.
Achtung: Damit das Verbindungssystem beim Fräsen nicht
beschädigt wird und der Splitterschutz seine Funktion erfüllen
kann, muss er 5 mm dicker als das zu bearbeitende Werkstück
sein und mindestens die Breite des zu bearbeitenden Werkstückes besitzen.
• Drücken Sie die Schablone nach unten, bis sie fl ächig auf dem
Splitterschutz aufl iegt und schließen Sie die beiden Spannhebel
für die Höhenverstellung der Schablone.
• Richten Sie den Splitterschutz so aus, dass er bündig mit der
Vorderkante des Grundgestells abschließt und spannen Sie ihn
mit dem oberen Druckbalken fest.
• Schrauben Sie den Splitterschutz mit kurzen Holzschrauben
(16.3) an der Schablone fest.
B
1
17
A
4
3
A
1
2
B
A
2
3
4
B
3
2
1
4
b) Werkstücke einspannen
Es sind beide miteinander zu verbindenden Werkstücke gleichzeitig mit dem vorderen Druckbalken einzuspannen und zu
bearbeiten.
Dabei ist zu beachten (siehe Bild 17):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke liegen, um eine Zinkenbreite zueinander versetzt, seitlich am Anschlag an.
• Die Werkstücke müssen von unten gegen die Schablone geschoben werden.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden. Die Werkstücke “1” und “3” müssen
hinten am Splitterschutz, die Werkstücke “2” und “4” vorne am
Druckbalken anliegen.
7
Page 8
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Werkzeugwechsel stets den Netzstecker aus der Steckdose!
• Spannen Sie den Fräser (siehe Tabelle T1) in die Spannzange
der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe
ein.
Achtung: Die Frästiefe sollte nicht größer als der Fräserdurch-
messer sein. Fräsen Sie statt dessen in mehreren Arbeitsschritten.
• Benutzen Sie beim Fräsen von Zinken die Absaughaube des
Seitenanschlags der Oberfräse oder die Absaughaube AH-OF
(Zubehör). Schließen Sie die Absaughaube an ein geeignetes
Absauggerät der Staubklasse “M” an (z. B. Festool CLEANTEX
CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senk-
rechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg zum Fräsen der Zinken haben.
d) Bearbeitung
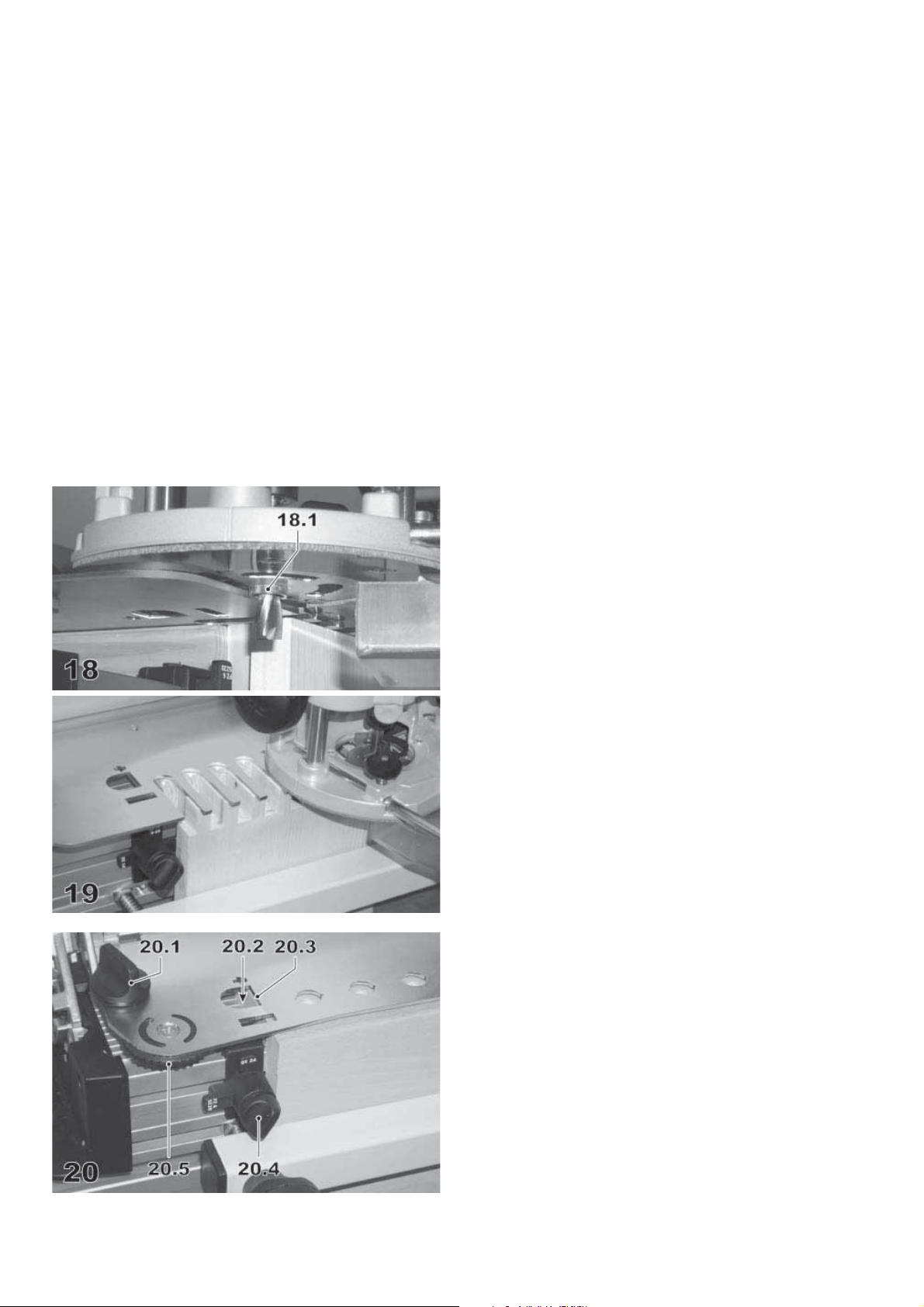
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (18.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 19).
Achtung: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
• Kontrollieren Sie vor dem Ausspannen der Werkstücke die Tiefe
der Zinken. Sollte sie nicht stimmen, verringern bzw. vergrößern
Sie die Frästiefe an Ihrer Oberfräse um das Fehlmaß.
6.3 Dübellöcher
a) Einsetzen der Schablone
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
• Öffnen Sie die Drehknöpfe (20.1) und setzen Sie die Schablone
ein.
Achtung: Die beiden Einstellräder (20.5) müssen nach unten
zeigen.
• Schließen Sie die beiden Spannhebel für die Höhenverstellung
der Schablone.
• Richten Sie die Schablone so aus, dass die unteren Absätze der
beiden Einstellräder am Grundgestell des Verbindungssystems
anliegen (siehe Bild 8) und spannen Sie die Schablone mit den
beiden Drehknöpfen (20.1) fest.
8
Page 9
• Drehen Sie die beiden Anschläge in die in Bild 20 dargestellte
Stellung. Richten Sie die Anschläge so aus, dass die Pfeile
(20.2) an den inneren, geraden Seiten (20.3) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (20.4) fest.
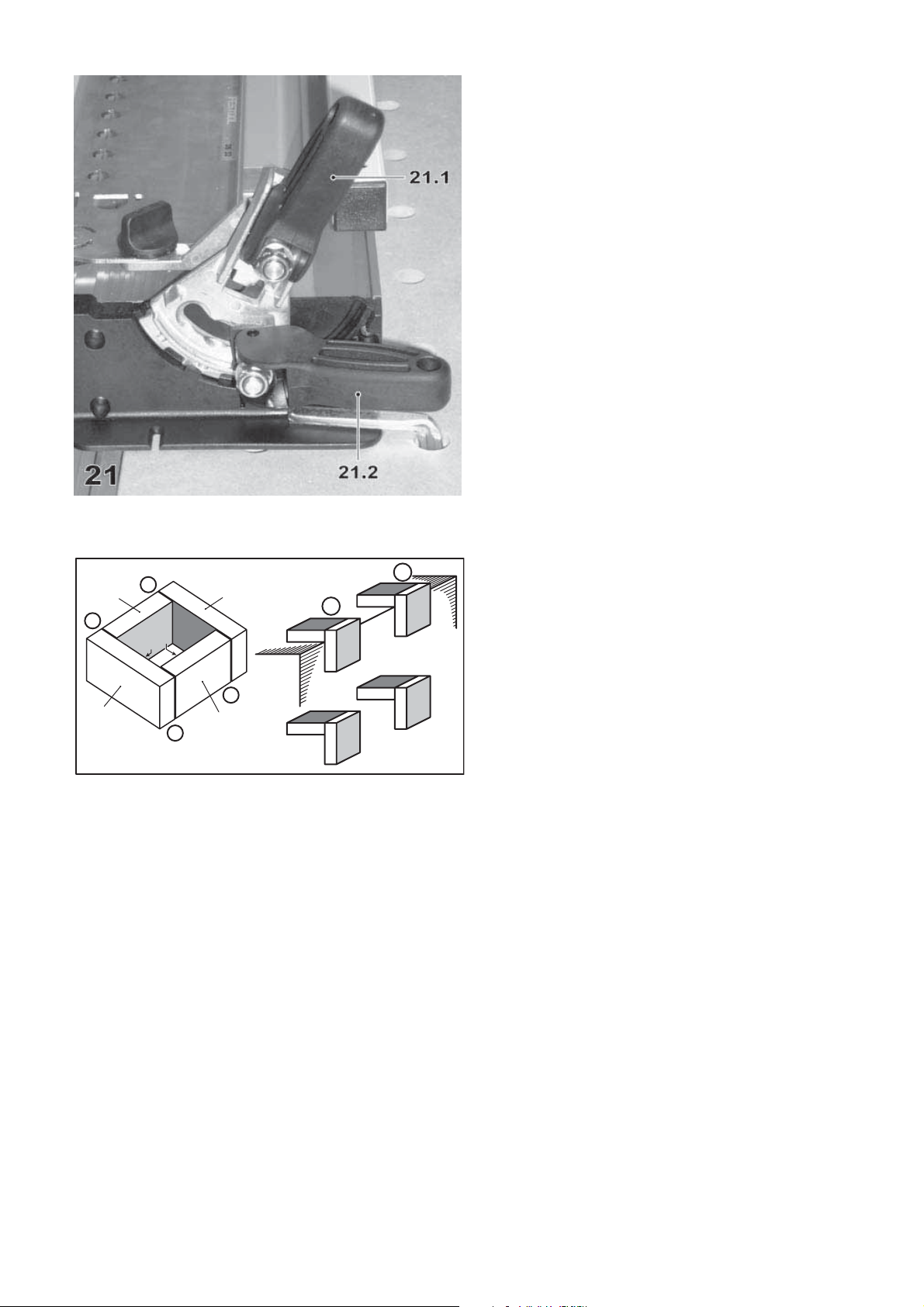
• Öffnen Sie die beiden Spannhebel (21.1) für die Höhenverstellung
der Schablone und bewegen Sie die Schablone nach oben.
• Öffnen Sie den Spannhebel (21.2) und schwenken Sie die
Schwenksegmente für die Halterung der Schablone in die hintere Stellung (Bild 21). Schließen Sie den Spannhebel wieder.
• Legen Sie ein Werkstück unter beide Enden der Schablone.
Drücken Sie die Schablone so weit nach unten bis sie fl ächig auf
dem Werkstück aufl iegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
4
B
1
22
b) Werkstücke einspannen
A
a4
a2
a1
3
a3
A
a1
a2
B
A
2
a3
a4
B
a3
a2
a1
a4
Es sind stets beide miteinander zu verbindenden Werkstücke
gleichzeitig einzuspannen.
Dabei ist zu beachten (Bild 22):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu
verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
• Die Werkstücke müssen oben bündig miteinander abschließen.
• Die im eingespannten Zustand außen liegenden Seiten (a1 - a4)
bilden die inneren Seiten der fertigen Verbindung.
• Bei einem Rahmen (Korpus) müssen die Werkstücke für die
Ecken “A” am linken Anschlag und für die Ecken “B” am rechten
Anschlag angelegt werden. Die Werkstücke “1” und “3” müssen
stets waagrecht, die Werkstücke “2” und “4” stets senkrecht im
Verbindungssystem eingespannt werden.
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Vor dem Fräserwechsel stets den Netzstecker aus der
Steckdose ziehen!
• Spannen Sie den gewünschten Fräser (siehe Tabelle 1) in die
Spannzange der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und so
weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche
des eingespannten Werkstücks berührt.
• Stellen Sie die Frästiefe wie folgt ein:
Die Tiefe der Löcher beim waagerechten Werkstück sollte
2/3 der Werkstückdicke betragen. Die Tiefe der Löcher beim
senkrechten Werkstück ist so zu wählen, dass die Tiefe beider
Löcher zusammen um ca. 2 mm größer ist als die Länge des
Dübels (vergleiche Bild 24).
• Schließen Sie die Oberfräse an ein geeignetes Absaug-gerät
der Staubklasse “M” an (z. B. Festool CLEANTEX CTM).
9
Page 10
24
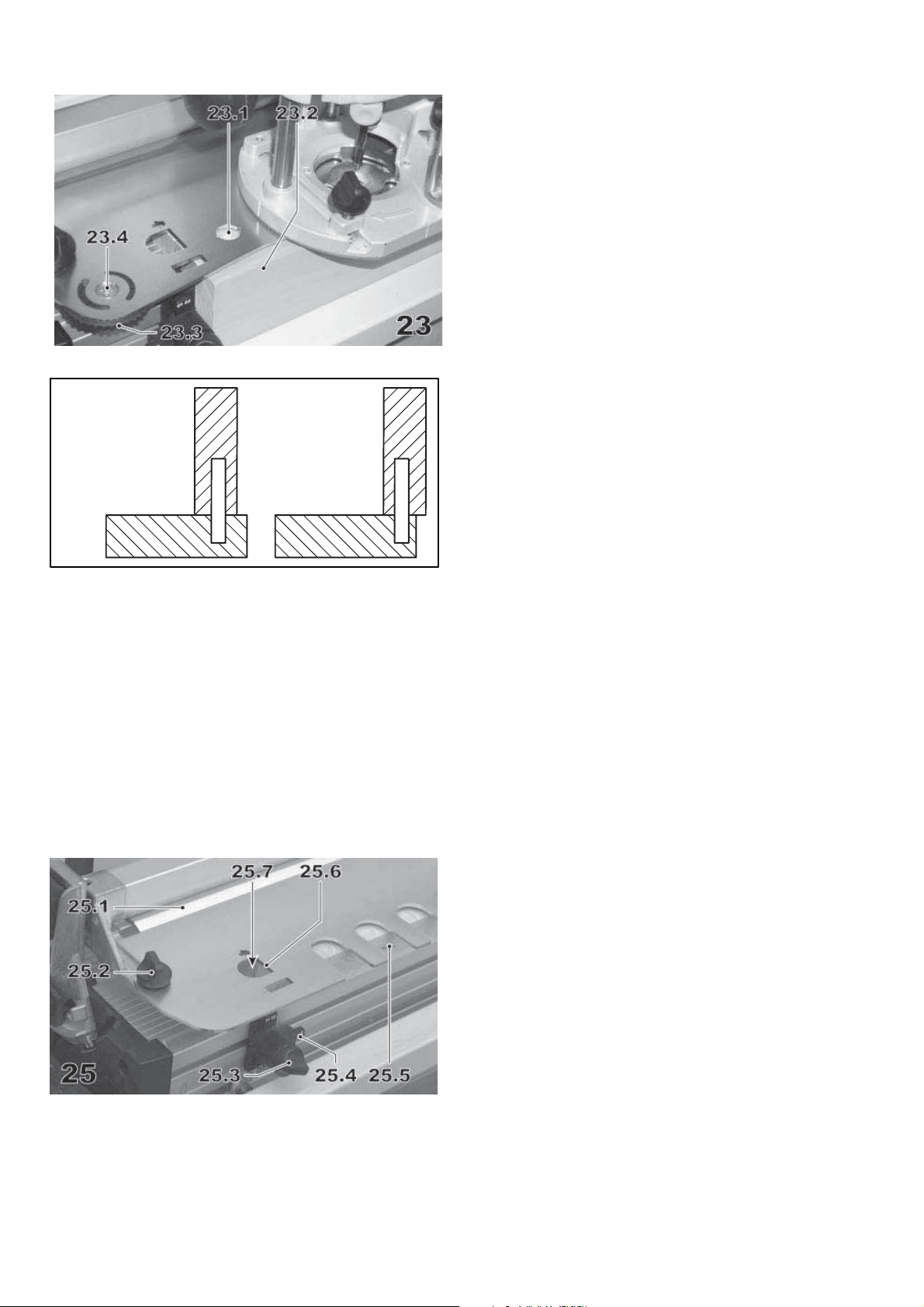
24.224.1
d) Bearbeitung
Zuerst sind die Löcher im waagerechten Werkstück (23.1) zu
fräsen. Dazu muss sich das Schwenksegment in der hinteren
Stellung befi nden (siehe Bild 21).
Danach ist das Schwenksegment in die vordere Stellung zu
schwenken, um die Löcher im senkrechten Werkstück (23.2) zu
fräsen.
Hinweis: Zum Schwenken der Schwenksegmente ist nur der
Spannhebel (21.2) zu öffnen, nicht jedoch die Spannhebel (21.1)
für die Höhenverstellung der Schablone.
• Setzen Sie die Oberfräse auf die Schablone auf, so dass der Bund
des Anlaufrings in die Bohrungen der Schablone eingreift.
• Schalten Sie die Oberfräse an und drücken Sie die Maschine bis
zur eingestellten Frästiefe nach unten. Fräsen Sie so sämtliche
Löcher nacheinander.
• Spannen Sie die Werkstücke aus und setzen Sie diese zusammen. Sollte die Dübelverbindung nicht exakt stimmen, sind
folgende Korrekturen durchzuführen:
Das senkrechte Werkstück steht zurück (24.1):•
Einstellräder (23.3) um das Fehlmaß in Minus-Richtung dre-
hen (1 Skalenstrich entspricht -0,1 mm Versatz), Schablone
entsprechend Kapitel 6.3 a) neu einsetzen.
Das senkrechte Werkstück steht über (24.2):•
Einstellräder (23.3) um das Fehlmaß in Plus-Richtung dre-
hen (1 Skalenstrich entspricht +0,1 mm Versatz), Schablone
entsprechend Kapitel 6.3 a) neu einsetzen.
Hinweis: Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (23.4) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
6.4 Offene Schwalbenschwanz-Zinken
Bei offenen Schwalbenschwanz-Zinken müssen grundsätzlich
zuerst die Schwalben mit der Schablone SZO 14 S bzw. SZO 20 S
und danach die Zinken mit der Schablone SZO 14 Z bzw. SZO 20
Z gefräst werden.
6.4.1 Schwalben
a) Einsetzen der Schablone (SZO 14 S bzw. SZO 20 S) und
Befestigen eines Splitterschutzes
• Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel
in der mittleren (senkrechten) Stellung (siehe Bild 6).
• Öffnen Sie die beiden Spannhebel für die Höhenverstellung der
Schablone und drücken Sie die Halterung für die Schablone ganz
nach unten.
• Öffnen Sie die Drehknöpfe (25.2) zum Einspannen der Schablone
und setzen Sie die Schablone ein.
Achtung: Die umgebogene hintere Seite (25.1) der Schablone
muss nach oben zeigen.
• Schieben Sie die Schablone bis zum Anschlag nach hinten und
spannen Sie diese mit den beiden Drehknöpfen (25.2) fest
• Drehen Sie die beiden Anschläge auf die Stellung „SZ 14“ bzw.
„SZ 20“ (25.4). Richten Sie die Anschläge so aus, dass die Pfeile
(25.7) an den inneren, geraden Seiten (25.6) der Aussparungen
der Schablone anliegen. Klemmen Sie die Anschläge mit den
Drehknöpfen (25.3) fest.
• Bewegen Sie die Schablone nach oben und legen Sie ein Weichholzbrett (25.5) als Splitterschutz unter die Schablone.
Hinweis: Der Splitterschutz verhindert, dass das Werkstück
beim Fräsen an der Rückseite aussplittert.
10
Page 11

Achtung: Damit das Verbindungssystem beim Fräsen nicht
beschädigt wird und der Splitterschutz seine Funktion erfüllen
kann, muss er ca. 5 mm dicker als das zu bearbeitende Werkstück sein und mindestens die Breite des zu bearbeitenden
Werkstückes besitzen.
• Drücken Sie die Schablone nach unten, bis sie fl ächig auf dem
Splitterschutz aufl iegt und schließen Sie die beiden Spannhebel
für die Höhenverstellung der Schablone.
• Richten Sie den Splitterschutz so aus, dass er bündig mit der
Vorderkante des Grundgestells abschließt und spannen Sie ihn
mit dem oberen Druckbalken fest.
b) Werkstück einspannen
Spannen Sie ein Werkstück ein, das mit Schwalben versehen
werden soll.
Dabei ist zu beachten (siehe Bild 26):
• Das Werkstück muss seitlich am Anschlag anliegen.
• Das Werkstück muss von unten gegen die Schablone geschoben
werden und mit dem Splitterschutz oben bündig abschließen.
• Bei SZO 14 S beiliegenden Kunststoffwinkel (26.1) mit einspannen.
c) Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker
aus der Steckdose zu ziehen!
• Spannen Sie den Fräser (siehe T2) in die Spannzange der Oberfräse ein.
• Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse
ein, indem Sie die Maschinen auf die Schablone aufsetzen und
so weit nach unten drücken, bis dass das Fräswerkzeug die
Oberfl äche des eingespannten Werkstücks berührt.
• Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe
ein.
• Benutzen Sie beim Fräsen die Absaughaube des Seitenanschlags der Oberfräse oder die Absaughaube AH-OF (Zubehör).
Schließen Sie die Absaughaube an ein geeignetes Absauggerät
der Staubklasse „M“ an (z. B. Festool CLEANTEX CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senkrechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg
zum Fräsen der Zinken haben.
d) Bearbeitung
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (27.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 28).
Achtung: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
Fräsen Sie auf diese Art alle Werkstücke mit Schwalben.
11
Page 12
6.4.2 Zinken
a) Einsetzen der Schablone (SZO 14 Z bzw. SZO 20 Z) und
Befestigen eines Splitterschutzes
Gehen Sie beim Einsetzen der Schablone und beim Befestigen
des Splitterschutzes analog zu 6.4.1 a) vor, jedoch mit folgender
Abweichung:
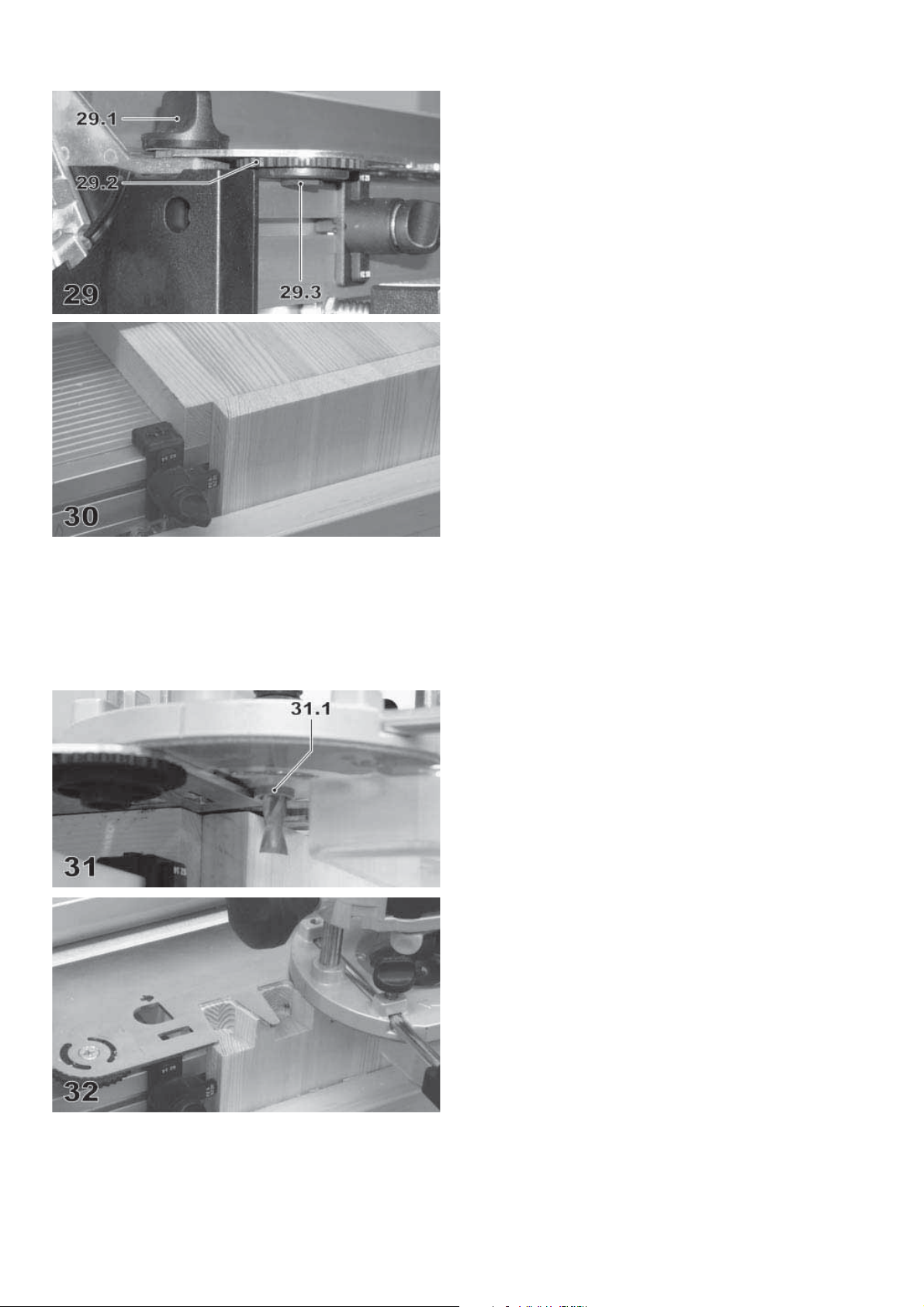
• Die beiden Einstellräder (29.2) müssen nach unten zeigen.
• Richten Sie die Schablone so aus, dass die unteren Absätze (29.3)
der beiden Einstellräder am Grundgestell des Verbindungssystems anliegen und spannen Sie die Schablone in dieser Position
mit den beiden Drehknöpfen (29.1) fest.
b) Werkstück einspannen
Spannen Sie ein Werkstück ein, das mit Zinken ver sehen werden
soll.
Dabei ist zu beachten (siehe Bild 30):
• Das Werkstück muss seitlich am Anschlag anliegen.
• Das Werkstück muss von unten gegen die Schablone geschoben
werden und mit dem Splitterschutz oben bündig abschließen.
c) Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker
aus der Steckdose zu ziehen!
• Ersetzen Sie den Fräser für die Schwalbenschwanz-Zinken
durch den Nutfräser (siehe T2) und stellen Sie an Ihrer Oberfräse
die Werkstückdicke als Frästiefe ein.
d) Bearbeitung
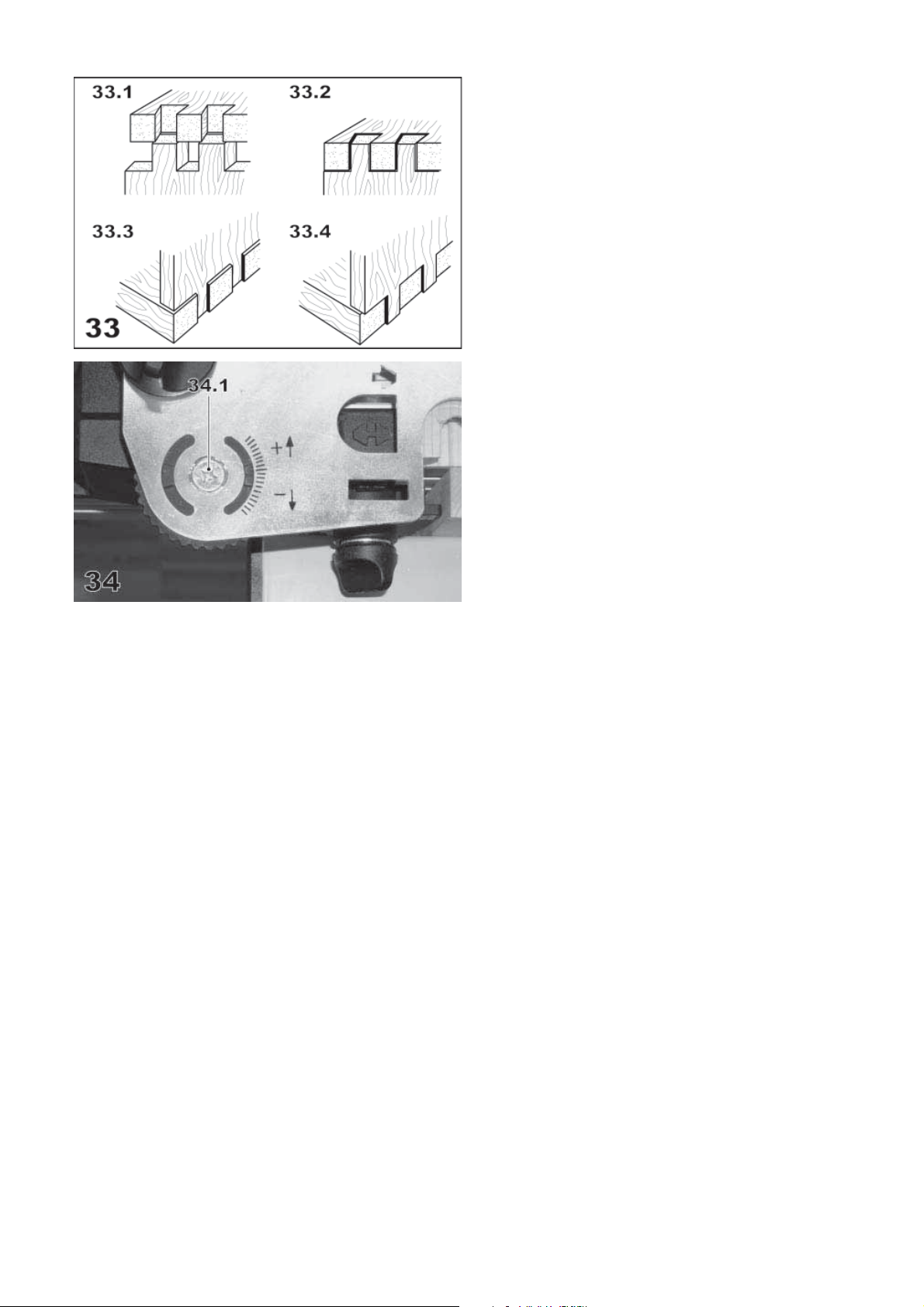
Probefräsung der Zinken
Führen Sie zuerst eine Probefräsung durch um zu kontrollieren,
ob alle Einstellungen korrekt sind.
• Setzen Sie die Oberfräse an einem Ende der Schablone auf,
so dass der Bund (31.1) des Anlaufringes an der Schablone
anliegt.
• Drücken Sie die Maschine bis zur eingestellten Frästiefe nach
unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein.
• Führen Sie die Oberfräse gleichmäßig an der Schablone entlang
(Bild 32).
Achtung: Der Bund des Anlaufringes muss stets an der Scha-
blone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim
Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht
verändert werden.
12
Page 13
• Spannen Sie das Werkstück aus und setzen Sie es mit einem
Werkstück mit Schwalben zusammen.
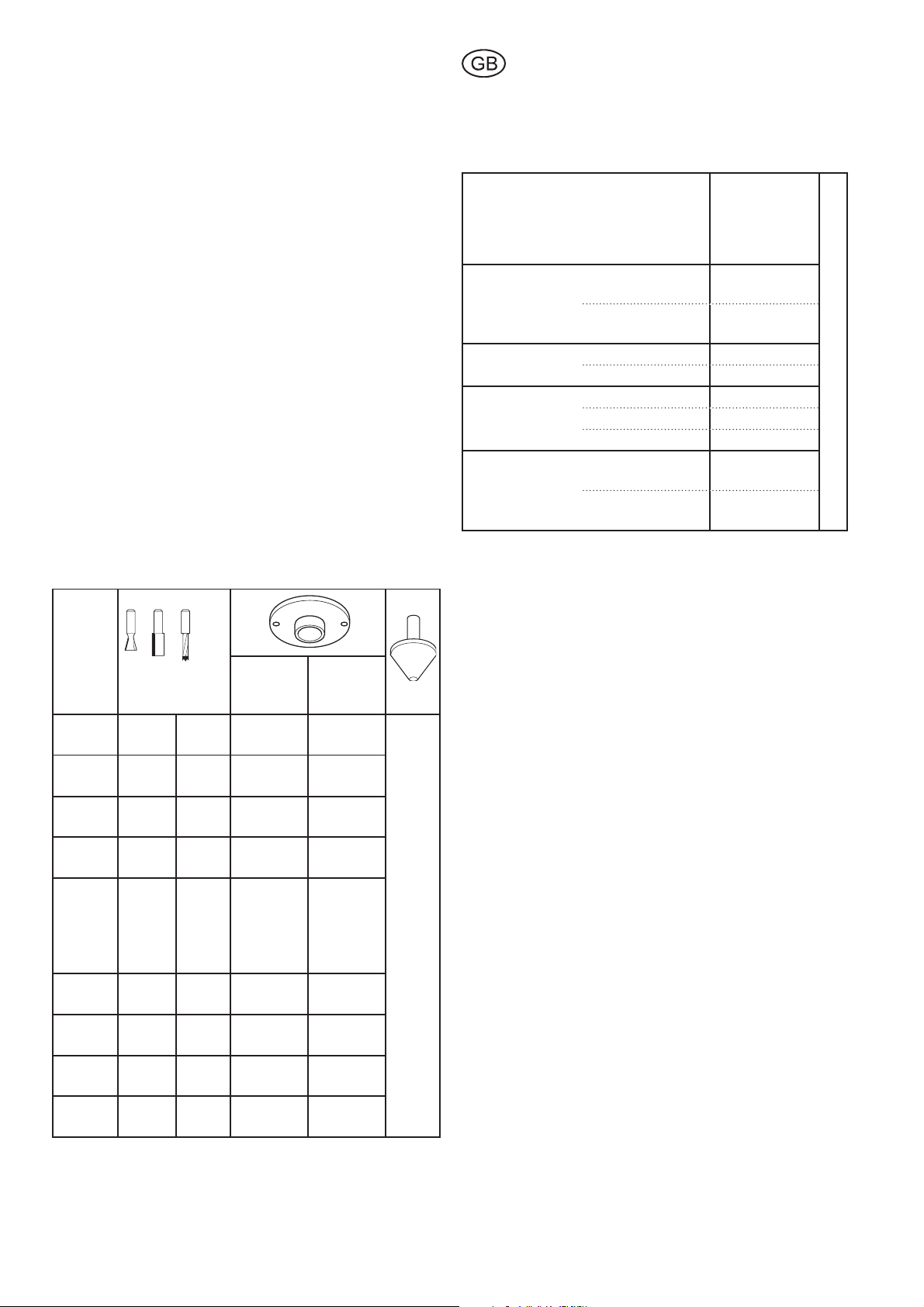
Sollte die Zinken-Verbindung nicht exakt stimmen, sind folgende
Korrekturen durchzuführen:
Zinken-Verbindung zu schwergängig (33.1):•
Einstellräder in Plus-Richtung drehen.
Zinken-Verbindung zu leichtgängig (33.2):•
Einstellräder in Minus-Richtung drehen.
Zinken-Verbindung zu tief (33.3):•
Verringern Sie die Frästiefe an der Oberfräse mit der Fein-
einstellung der Oberfräse geringfügig.
Zinken-Verbindung nicht tief genug (33.4):•
Vergrößern Sie die Frästiefe an der Oberfräse mit der Fein-
einstellung der Oberfräse geringfügig.
Hinweis: Um die Einstellräder verstellen zu können, müssen
Sie die Schrauben (34.1) öffnen und nach erfolgter Einstellung
wieder festziehen. Damit bleibt die eingestellte Position für
spätere Arbeiten fi xiert.
• Wiederholen Sie diesen Vorgang bis die Verbindung exakt
stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
7 Anwendungsdatenbank
Eine detaillierte Beschreibung der Einsatzmöglichkeiten des
Verbindungssystems fi nden Sie auch in unserer Anwendungsdatenbank im Internet unter “www.festool.com”.
Weitere interessante Informationen zum Arbeiten mit Ihrem
Festool Werkzeug fi nden Sie auf der Internetseite www.festool.
de/fuer-zu-hause, z. B.:
Anwendungsbeispiele •
Tipps und Tricks,•
Maschinenkunde,•
Kostenlose Baupläne zum Download, •
Wissenswertes rund ums Holz - Holzlexikon•
8 Zubehör
Verwenden Sie nur das für diese Maschine vorgesehene originale Festool-Zubehör und Festool-Verbrauchsmaterial, da diese
System-Komponenten optimal aufeinander abgestimmt sind. Bei
der Verwendung von Zubehör und Verbrauchsmaterial anderer
Anbieter ist eine qualitative Beeinträchtigung der Arbeitsergebnisse und Einschränkung der Garantieansprüche wahrscheinlich.
Je nach Anwendung kann sich der Verschleiß der Maschine
oder Ihre persönliche Belastung erhöhen. Schützen Sie daher
sich selbst, Ihre Maschine und Ihre Garantieansprüche durch
die ausschließliche Nutzung von original Festool-Zubehör und
Festool-Verbrauchsmaterial!
Die Bestellnummern für Fräswerkzeuge, Schablonen und sonstiges Zubehör entnehmen Sie bitte der Tabelle T1, Ihrem FestoolKatalog oder unserer Internet Homepage “www.festool.com”.
9 Gewährleistung
Für unsere Geräte leisten wir auf Material- oder Fertigungs-fehler
Gewährleistung gemäß den länderspezifi schen gesetzlichen Bestimmungen, mindestens jedoch 12 Monate. Innerhalb der Staaten
der EU beträgt die Gewährleistungszeit 24 Monate (Nachweis
durch Rechnung oder Lieferschein). Schäden, die insbesondere
auf natürliche Abnützung/Verschleiß, Überlastung, unsachgemäße
Behandlung bzw. durch den Verwender verschuldete Schäden
oder sonstige Verwendung entgegen der Bedienungsanleitung
zurückzuführen sind oder beim Kauf bekannt waren, bleiben von
der Gewährleistung ausgeschlossen.
Ebenso ausgeschlossen bleiben Schäden, die auf die Verwendung
von nicht-originalem Festool Zubehör und Verbrauchmaterial (z.
B. Schleifteller) zurückzuführen sind.
Beanstandungen können nur anerkannt werden, wenn das Gerät
unzerlegt an den Lieferanten oder an eine autorisierte FestoolKundendienstwerkstätte zurückgesendet wird. Bewahren Sie
Bedienungsanleitung, Sicherheitshinweise, Ersatzteilliste und
Kaufbeleg gut auf. Im Übrigen gelten die jeweils aktuellen Gewährleistungsbedingungen des Herstellers.
Anmerkung
Aufgrund der ständigen Forschungs- und Entwicklungsarbeiten
sind Änderungen der hierin gemachten technischen Angaben
vorbehalten.
REACh für Festool Produkte, deren Zubehör und Verbrauchsmaterial: REACh ist die seit 2007 in ganz Europa gültige Chemi-
kalienverordnung. Wir als „nachgeschalteter Anwender“, also als
Hersteller von Erzeugnissen sind uns unserer Informationspfl icht
unseren Kunden gegenüber bewusst. Um Sie immer auf den neuesten Stand halten zu können und über mögliche Stoffe der Kandidatenliste in unseren Erzeugnissen zu informieren, haben wir
folgende Website für Sie eingerichtet: www.festool.com/reach
13
Page 14
Jointing system VS 600
T2
SZ 14
SZ 20
FZ 6
FZ 10
DS 32
HSS
HM
HSS
HM
HSS
HM
HSS
HM
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
SZO 14 Z HM 490978
SZO 14 S HM 491164
SZO 20 Z HM 490980
SZO 20 S HM 491165
490991
490992
490995
490996
490944
490978
490946
490980
491065
491066
490067
491068
491069
OF 900,
OF 1000,
OF 1010
490770
(Ø 17 mm)
490771
(Ø 24 mm)
490772
(Ø 8,5 mm)
484176
(Ø 13,8 mm)
484176
(Ø 13,8 mm)
490772
(Ø 8,5 mm)
490770
(Ø 17 mm)
484176
(Ø 13,8 mm)
490771
(Ø 24 mm)
OF 1400
492181
(Ø 17 mm)
492182
(Ø 24 mm)
492179
(Ø 8,5 mm)
492180
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
492179
(Ø 8,5 mm)
492181
(Ø 17 mm)
492180
(Ø 13,8 mm)
492182
(Ø 24 mm)
464164
T1
Type of joint
Dovetailjoints
Slotted box joints
Dowels holes
DS 32
Open
dovetail
tenons
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Workpiece
thickness
from - to
(recommended)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Workpiece eidth up to 600 mm
1 Technical data
The order numbers for cutters, drill bits, copying rings and centring
mandrels can be found in Table T2.
We recommend that you use the maximum speed of your router
for the specifi ed cutters and drill bits.
2 Correct use
The jointing system VS 600 has been designed to rout dovetail
joints, slotted box joints, dowel holes and open dovetail tenons in
wood and wooden materials in combination with the corresponding templates, copying rings and cutters with Festool routers from
series OF 900, OF 1000, OF 1010 and OF 1400.
The user will be liable for damages and accidents due to incorrect use.
3 Safety instructions
• When working with the jointing system VS 600 please pay attention to the safety instructions enclosed with your router too.
• Using only the cutters, copying rings and centring mandrels
listed in Table T2.
• Only use original accessories and spare parts from Festool.
• Make sure that the workpieces are securely clamped and that
all clamping levers and rotary knobs on the jointing system are
closed before routing.
14
Page 15
Système d’assemblage VS 600
Sistema de unión VS 600
T1
Type d'assemblage
Assemblages
à queues d'aronde
Assemblages à
queues droites
Trous de cheville
DS 32
Assemblages ouverts
en queue d'aronde
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Epaisseur
du matériau
de - à
(recommandée)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Largeur de piéce à 600 mm
1 Caractéristiques techniques
Pour les références pour fraises, forets, bagues de copiage et
centreurs, cf. le tableau T2.
Pour les fraises ou resp. forets indiqués, nous vous recommandons
d’ajuster la vitesse de rotation maximale de votre défonceuse.
T1
Tipo de unión
Dientes de cola de
milano
Dientes de punta
Agujeros de taco
DS 32
Ensambles a cola
de milano abiertas
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Grosor de
material
desde - hasta
(recommendado)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Ancho pieza de trabajo max. 600 mm
1 Datos técnicos
Para los números de pedido de fresas, brocas, anillos de copiar y
mandriles de centraje véase tabla T2.
Para las fresas y/o brocas indicadas recomendamos que utilice
las revoluciones máximas en su fresadora.
2 Utilisation conforme
Le système d’assemblage VS 600 est utilisé de manière conforme
en liaison avec les gabarits, bagues de copiage et fraises appropriés et les défonceuses Festool des séries OF 900, OF 1000,
OF 1010 et OF 1400 pour fraiser les assemblages à queues
d’aronde, les assemblages à queues droites, les trous de chevilles et les assemblages ouverts en queue d’aronde dans des
matériaux en bois.
C’est exclusivement l’utilisateur qui est responsable de dommages
et d’accidents provoqués par une utilisation pas conforme.
3 Consignes de sécurité
• Lors de l’exécution des travaux avec le système d’assemblage
VS 600, veuillez également observer les consignes de sécurité
fournies avec votre défonceuse portative.
• Utilisez exclusivement les fraises, bagues de copiage et centreurs mentionnés dans le tableau T2.
• Utilisez uniquement des accessoires et des pièces de rechange
originales de Festool.
• Avant de fraiser, assurez-vous que les fraises sont serrées
avec fi abilité et que tous les leviers de serrage et les boutons
tournants du système d’assemblages sont fermés.
2 Utilización adecuada y correcta
El sistema de unión VS 600 ha sido concebido para fresar dientes
de cola de milano, dientes de punta, agujeros de taco y ensambles
a cola de milano abiertas en madera y materiales de madera con
las fresadoras de Festool de las series de construcción OF 900,
OF 1000, OF 1010 y OF 1400 y siempre en combinación con los
correspondientes patrones, anillos de copiar y herramientas
fresadoras.
En caso de daños o accidentes debidos a una utilización inadecuada o de fi nalidad no prevista la responsabilidad correrá a cargo
del usuario.
3 Instrucciones de seguridad
• Al trabajar con el sistema de unión VS 600 tenga en cuenta
también las instrucciones de seguridad adjuntas a su fresadora
manual.
• Utilice solamente las herramientas fresadoras, los anillos de
copiar y los mandriles de centraje que se indican en la tabla
T2.
• Utilice solamente accesorios y piezas de recambio originales
de Festool.
• Asegúrese antes de fresar de que las piezas estén sujetadas de
forma segura y de que todas las palancas de sujeción y todas
las ruedas de giro del sistema de unión estén cerradas.
15
Page 16
4 Construction
The jointing system VS 600 consists of the following components
(Figure 1):
1.1 Base frame
1.2 Mount for templates
1.3 Rotary knob to clamp the templates
1.4 Swivel segment for mount
1.5 Clamping lever for swivel segment
1.6 Clamping lever to adjust the height of the templates
1.7 Pressure beam for horizontal clamping of the workpieces
1.8 Pressure beam of vertical clamping of the workpieces
5 Preparation
5.1 Setting up the base frame
The base frame must be fastened to a non-slip fi rm base:
• Set the base frame up so that the front edge protrudes by approx. 5 mm.
• Fasten the base frame on both sides of the base with two screws
(Figure 2) or two screw clamps (Figure 3).
5.1
5.2
5.3 Router
Note: Handling of the router (adjusting the routing depth, changing
tools, etc.) is described in its operating instructions.
Mount the required copying ring centrally in the routing plate
of the router:
• Unplug the tool from the mains.
• Turn the router upside down.
• Open the two screws (4.1) and remove the ring (4.2).
• Clamp the centring mandrel (4.4) tight in the cutter spindle.
• Place the copying ring (4.5, 5.3) into the router’s routing plate
with the collar uppermost.
• Slowly move the routing plate towards the centring mandrel
until the centring ring (5.3) is centred by the centring mandrel
(5.2).
• Screw the copying ring tight with the two enclosed screws (4.3,
5.1).
• Remove the centring mandrel from the cutter spindle.
5.4
5A
5.3
CAUTION
Damage to the cutter and routing template
- If fi tted, remove the height-adjustable support (5.4) from the
router.
16
Page 17

4 Montage
Le système d’assemblage VS 600 comprend les modules suivants
(fi gure 1):
1.1 Base
1.2 Support pour gabarits
1.3 Boutons tournants pour serrer le gabarit
1.4 Segment pivotant pour support
1.5 Levier de serrage pour segment pivotant
1.6 Levier de serrage pour réglage de la hauteur du gabarit
1.7 Barre de pression pour assurer le serrage horizontal de
pièces
1.8 Barre de pression pour assurer le serrage vertical de pièces
4 Estructura
El sistema de unión VS 600 consiste de los siguientes elementos
de construcción (fi gura 1):
1.1 Bastidor de base
1.2 Soporte para patrón
1.3 Rueda de giro para sujetar el patrón
1.4 Segmento basculante para soporte
1.5 Palanca de sujeción para segmento basculante
1.6 Palanca de sujeción para reajuste de altura del patrón
1.7 Barra opresora para la sujeción horizontal de piezas de
trabajo
1.8 Barra opresora para la sujeción vertical de piezas de trabajo
5 Préparatifs
5.1 Mise en place de la base
La base doit être fi xée sur un support stable et non glissant:
• Placez la base de telle manière que le bord avant soit en saillie
de 5 mm environ.
• Fixez la base par deux vis (fi gure 2) ou par deux serre-joints
(fi gure 3) des deux côtés sur le support.
5.3 Défonceuse
Remarque: L’utilisation/la manipulation de la défonceuse (réglage
de la profondeur de fraisage, changement d’outil, etc.) est décrite
dans les instructions de service appropriées.
Veuillez monter la bague de copiage requise au centre, dans le
plateau de la défonceuse:
• Débranchez la fi che mâle de la prise d’alimentation secteur.
• Mettez la défonceuse sur la tête.
• Ouvrez les deux vis (4.1) puis enlevez la bague (4.2).
• Serrez le centreur (4.4) fermement dans l’arbre porte-fraise.
• Posez la bague de copiage (4.5, 5.3) avec le collet dirigé vers le
haut dans le plateau de la défonceuse.
• Déplacez lentement le plateau de la défonceuse dans la direction
du centreur, jusqu’à ce que la bague de copiage (5.3) soit centrée
par le centreur (5.2).
• Serrez fermement la bague de copiage au moyen des deux vis
(4.3, 5.1) fournies.
• Enlevez le centreur de l’arbre porte-fraise.
5 Preparación
5.1 Colocar el bastidor de base
El bastidor de base deberá fi jarse sobre una base fi ja y antideslizante:
• Coloque el bastidor de base de tal manera que el canto delantero
sobresalga unos 5 mm.
• Sujete el bastidor de base con dos tornillos (fi gura 2) o bien con
dos sargentos (fi gura 3) en ambos lados sobre la base.
5.3 Fresadora
Nota: El manejo de la fresadora (ajustar la profundidad de fresado,
cambiar herramienta, etc.) se describe en las instrucciones de
servicio de la misma.
Monte el anillo de copiar que necesite de forma centrada en la
mesa de fresado de la fresadora:
• Saque el enchufe de la caja de enchufe.
• Ponga la fresa al revés.
• Abra ambos tornillos (4.1) y saque el anillo (4.2).
• Fije el mandril de centraje (4.4) en el husillo de fresa.
• Introduzca el anillo de copiar (4.5, 5.3) con el collar hacia arriba
en la mesa de fresado de la fresadora.
• Desplace lentamente la mesa de fresado en dirección del mandril de centraje hasta que el el mandril de centraje (5.2) centre
el anillo de copiar (5.3).
• Atornille con fuerza el anillo de copiar con los dos tornillos
suministrados (4.3, 5.1).
• Saque el mandril de centraje del husillo de fresa.
ATTENTION
Endommagement de la fraise et du gabarit de fraisage
- Retirez le support réglable en hauteur (5.4) (s’il est monté) de
la défonceuse.
ATENCIÓN
Daños en la fresa y la plantilla para fresar
- Si está montado, retire el apoyo con altura regulable (5.4) de la
fresadora.
17
Page 18
6 Use
The following type of joint can be made with the jointing system
VS 600 and respective template:
• Dovetail joint (see Chapter 6.1),
• Slotted box joint (see Chapter 6.2),
• Dowel holes (see Chapter 6.3),
• Open dovetail tenons (see Chapter 6.4).
6.1 Dovetail joints
a) Inserting the template
• Lock the tow swivel segments (6.1) in the central (vertical) position with the clamping lever (6.2).
• Open both clamping levers (7.1, 7.3) to adjust the height of the
template and press the mount (7.2) for the templates right
down.
• Open the rotary knobs (7.4, 7.7) to clamp the template and insert
the template (7.5).
Caution: the two adjusting wheels (7.6) must point down-
wards.
• Close the two clamping levers to adjust the height of the template.
• Align the template so that the lower shoulders (8.1) of the two
adjusting wheels rest against the base frame of the jointing
system and clamp the template tight with the two rotary knobs
(7.4, 7.7).
• Turn the two stops into the positions “SZ 14” and “SZ 20”
(9.3).
Align the stops so that the arrows (9.1) lie against the inner
straight side (9.2) of the notches in the template.
Clamp the stops tight with the rotary knobs (9.4).
• Open the two clamping levers to adjust the height of the template
and move the template upwards.
• Place a workpiece under both ends of the template. Press the
template down until it rest fl at on the workpiece and close the
two clamping levers to adjust the height of the template.
18
Page 19

6 Utilisation
Le système d’assemblage VS 600 et le gabarit correspondant
permettent de réaliser les types d’assemblage suivants:
6 Utilización
Con el sistema de unión VS 600 y el patrón correspondiente se
pueden crear los tipos de unión siguientes:
• assemblages à queues d’aronde (cf.chapitre 6.1),
• assemblages à queues droites (cf.chapitre 6.2),
• trous de cheville (cf.chapitre 6.3),
• assemblages ouverts en queue d’aronde (cf.chapitre 6.4).
6.1 Assemblages à queues d’aronde
a) Mise en place du gabarit
• Fixez les deux segments pivotants (6.1) au moyen du levier de
serrage (6.2) sur la position moyenne (verticale).
• Ouvrez les deux leviers de serrage (7.1, 7.3) pour le réglage de
la hauteur du gabarit et appuyez le support (7.2) pour le gabarit
complètement vers le bas.
• Ouvrez les boutons tournants (7.4, 7.7) pour serrer le gabarit
puis mettez le gabarit (7.5) en place.
Attention: Les deux roues de réglage (7.6) doivent être dirigées
vers le bas.
• Fermez les deux leviers de serrage pour le réglage de la hauteur
de gabarit.
• Alignez le gabarit de sorte que les déports inférieurs (8.1) des
deux roues de réglage soient sur la base du système d’assemblage puis serrez le gabarit fermement avec les deux boutons
tournants (7.4, 7.7).
• Tournez les deux butées sur la position «SZ 14“ ou resp. «SZ
20“ (9.3).
Alignez les butées de sorte que les fl èches (9.1) soient contre
le côté droit (9.2) des évidements à l’intérieur du gabarit.
Serrez fermement les butées avec les boutons tournants
(9.4).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
de gabarit puis déplacez le gabarit vers le haut.
• Déposez une pièce sous les deux extrémités du gabarit.
Poussez le gabarit vers le bas jusqu’à ce qu’il soit bien à plat sur
la pièce puis fermez les deux leviers de serrage pour le réglage
de la hauteur de gabarit.
• dientes de cola de milano (véase capítulo 6.1),
• dientes de punta (véase capítulo 6.2),
• agujeros de taco (véase capítulo 6.3),
• ensambles a cola de milano abiertas (véase capítulo 6.4).
6.1 Dientes de cola de milano
a) Colocar el patrón
• Fije ambos segmentos basculantes (6.1) con la palanca de
sujeción (6.2) en la posición central (vertical).
• Abra ambas palancas de sujeción (7.1, 7.3) para el reajuste del
patrón y presione el soporte (7.2) del patrón completamente
hacia abajo.
• Abra las ruedas de giro (7.4, 7.7) para sujetar el patrón e introduzca el mismo (7.5).
Atención: Las dos ruedas de ajuste (7.6) deberán señalar hacia
abajo.
• Cierre las dos palancas de sujeción para el reajuste de altura
del patrón.
• Alinee el patrón de manera que los salientes inferiores (8.1) de
las dos ruedas de ajuste estén en contacto con el bastidor de
base del sistema de unión y, a continuación, sujete el patrón con
las dos ruedas de giro (7.4, 7.7) mediante apriete.
• Gire ambos topes hasta la posición „SZ 14“ o „SZ 20“ (9.3).
Alinee los topes de forma que las fl echas (9.1) estén en contacto
con los lados interiores y rectos (9.2) de las escotaduras del
patrón.
Sujete los topes con las ruedas de giro (9.4).
• Abra ambas palancas de sujeción para el reajuste de altura del
patrón y mueva el mismo hacia arriba.
• Coloque una pieza de trabajo debajo de los dos extremos del
patrón.
Presione el patrón hacia abajo hasta que éste se encuentre al
mismo nivel que la pieza de trabajo y cierre las dos palancas
de sujeción para el reajuste de altura del patrón.
19
Page 20
4
B
1
10
A
3
A
a3
a4
a2
a1
B
A
2
a1
a2
a3
a4
B
a3
a2
a1
a4
b) Clamping workpieces
Always clamp the two workpieces which are to be jointed simultaneously.
Pay attention to the following during this work (see Figure 10):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces must rest against the stop.
• The tops of the workpieces must be fl ush with one another.
• The outer sides in the clamped position (a1 - a4) form the inner
sides of the fi nished joint.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop. The workpieces “1” and “3” must always
be clamped on top, the workpieces “2 and “4” always at the front
of the jointing system.
c) Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before changing cutters!
• Clamp the cutter (see Table T2) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by placing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the following routing depth on your router
(Caution: these dimensions only apply for the cutters named in
Table T2):
SZ 14: 12 mm,
SZ 20: 15 mm.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool CLEANTEX CTM).
Note: set the gap between the extractor hood and vertical work-
piece so that you still have enough travel to rout the dovetails.
d) Processing
Scoring
In order to avoid splintering in vertically clamped workpieces their
surface should be scored:
• Place a strip whose width is the width of the workpiece +33 mm
(11.1) on the template mount. This strip serves as a guide for
the router.
• Place the router on the workpiece to the right of the template so
that the guide surface (11.2) of the router’s table rests against
the strip.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router from right to left along the strip and thus synchronously score the workpiece.
20
Page 21

b) Serrage des pièces
Il convient de toujours serrer simultanément les deux pièces à
assembler.
Ce faisant, il faut veiller à observer les points suivants (cf.
fi gure 10):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces doivent être placées sur le côté de la butée.
• Les pièces doivent être alignées à fl eur dans la partie supérieure.
• Les côtés situés à l’extérieur à l’état serré (a1 - a4) constituent
les côtés intérieurs de l’assemblage fi ni.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent toujours être
serrées en haut dans le système d’assemblage et les pièces «2“
et «4“ à l’avant.
b) Sujetar las piezas de trabajo
Deberán sujetarse siempre a la vez las dos piezas de trabajo que
se quieran unir.
Deberán tenerse en cuenta los aspectos siguientes (véase fi gura 10):
• Las piezas de trabajo deberán sujetarse de tal manera que estén
tocando uno con otro los dos lados frontales que se quieran
unir.
• Las piezas de trabajo deberán tocar lateralmente el tope.
• Las piezas de trabajo deberán estar alineadas al mismo nivel
en la parte de arriba.
• Los lados que quedan en el exterior (a1 - a4) después de sujetar
las piezas forman los lados interiores de la unión acabada.
• En un marco (cuerpo) las piezas de trabajo deberán colocarse
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
sujetarse siempre arriba y las piezas de trabajo „2“ y „4“ siempre
delante en el sistema de unión.
c) Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau T2) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre défonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Réglez sur votre défonceuse la profondeur de fraisage suivante
(attention: ces cotes sont uniquement valables pour la fraise
mentionnée dans le tableau T2): SZ 14: 12 mm, SZ 20: 15
mm.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un aspirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX CTM).
Remarque: Ajustez l’écart du capot de protection par rapport à
la pièce à la verticale de sorte qu’elle ait suffi samment de trajet
de déplacement pour fraiser les assemblages.
c) Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (v. tabla T2) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado =0 mm) en su fresa
colocando la máquina sobre el patrón y presionando hacia abajo
hasta que la herramienta fresadora entre en contacto con la
superfi cie de la pieza de trabajo sujetada.
• Ajuste en su fresadora la profundidad de fresado siguiente
(Atención: Estas medidas solamente serán válidas para las
fresas indicadas en la tabla T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej. CLEANTEX CTM de Festool). Nota: Ajuste la distancia entre la campana de aspiración
y la pieza de trabajo vertical de tal forma que disponga usted
todavía de sufi ciente capacidad de recorrido para fresar los
dientes.
d) Traitement
Traçage
Afi n d’éviter des éclats de la pièce serrée à la verticale, il faudrait
que sa surface soit tracée:
• A cet effet, posez une réglette (11.1) sur le support de gabarit
dont la largeur est l’épaisseur de la pièce + 33 mm. Cette réglette
sert de guidage pour la défonceuse.
• Déposez la défonceuse à droite de la pièce sur le gabarit de sorte
que la surface de guidage (11.2) du plateau de la défonceuse
soit contre la réglette.
• Appuyez la machine vers le bas jusqu’à la profondeur de fraisage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse de la droite vers la gauche le long de la
réglette et tracez (égratignez) ainsi la pièce.
d) Elaboración
Rayado inicial
Para evitar desgarros en una pieza de trabajo vertical debería
efectuarse un rayado inicial en la superfi cie de dicha pieza:
• Coloque una regleta (11.1) en el soporte del patrón cuyo ancho
sea igual al grosor de la pieza + 33 mm. Esta regleta sirve de
guía para la fresadora.
• Coloque la fresadora sobre el patrón y a la derecha de la pieza
de trabajo, de forma que la superfi cie-guía (11.2) de la mesa de
fresado de la fresadora esté apoyada sobre la regleta.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je la profundidad de fresado en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora de derecha a izquierda a lo largo de la regleta.
De esta manera realizará de forma sincrónica el rayado inicial
de la pieza de trabajo.
21
Page 22
Trial routing of the dovetails
Perform a trial routing to check whether all settings are correct.
• Place the router on the end of the template so that the collar
(12.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 13).
Caution: The collar of the starting ring must always rest against
the.
Always hold the router by both handles parallel to the template
and do not turn the tool during routing. The routing depth may
not be changed during routing.
• Check that all dovetails are routed correctly – repeat work if
necessary.
• Unclamp the workpieces and fi t together.
If the dovetail joint does not fi t exactly carry out the following
corrections:
° Dovetail joint too stiff (14.1):
Slightly reduce the router’s routing depth with the fi ne adjust-
ment (approx. –0.5 mm).
° Dovetail joint too loose (14.2):
Slightly increase the router’s routing depth with the fi ne ad-
justment (approx. + 0.5 mm).
° Dovetail joint too deep (14.3):
Turn the adjusting wheels in the minus direction by the faulty
dimension (1 scale graduation mark corresponds to –0.1 mm
dovetail depth), replace and realign template according to
Chapter 6.1 a).
° Dovetail joint not deep enough (14.4):
Turn the adjusting wheels in the plus direction by the faulty
dimension (1 scale graduation mark corresponds to +0.1 mm
dovetail depth), replace and realign template according to
Chapter 6.1 a).
Note: In order to adjust the adjusting wheels the screws (15.1)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
• Repeat this procedure until the joint fi ts exactly.
Routing the dovetails
Rout all dovetails analogous to the trial routing.
22
Page 23

Fraisage d’essai des assemblages à queues
Réalisez tout d’abord un fraisage d’essai pour contrôler si tous
les réglages sont corrects.
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (12.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de fraisage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
13).
Attention: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage. La profondeur de fraisage n’a pas le droit d’être
modifi ée au cours de la phase de fraisage.
• Contrôlez si tous les assemblages à queues sont correctement
fraisés, le cas échéant, fraisez de nouveau.
• Desserrez les pièces et assemblez-les.
Fresado de prueba de los dientes
Efectúe primero el fresado de prueba a fi n de controlar si todos
los ajustes son correctos.
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (12.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
13).
Atención: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando. La profundidad de fresado no
se deberá modifi car durante el proceso de fresado.
• Controle si todos los dientes están fresadas correctamente - en
caso de necesidad deberá volver a fresar de nuevo.
• Saque las piezas de trabajo y júntelas.
Au cas ou l’assemblage ne coïnciderait pas exactement,
veuillez réaliser les corrections suivantes:
° assemblage à queues pas assez souple (14.1): Diminuez de
manière minimale la profondeur de fraisage au moyen du
réglage fi n de la défonceuse (env. -0,5 mm).
° assemblage à queues trop lâche (14.2):
Augmentez de manière minimale la profondeur de fraisage de
au moyen du réglage fi n de la défonceuse (env. +0,5 mm).
° assemblage à queues trop profond (14.3):
Tournez les roues de réglage de la cote erronée dans le sens
moins (1 trait de graduation correspond à -0,1 mm de profondeur d’assemblage), remettez en place et alignez le gabarit
conformément au chapitre 6.1 a).
° assemblage à queues pas assez profond (14.4): Tournez les
roues de réglage de la cote erronée dans le sens plus (1 trait
de graduation correspond à +0,1 mm de profondeur d’assemblage), remettez en place et alignez le gabarit conformément
au chapitre 6.1 a).
Remarque: Pour pouvoir régler les roues de réglage, vous devez
ouvrir les vis (15.1) et, une fois que le réglage a eu lieu, vous
devez les resserrer fermement. De cette manière, la position
réglée demeurera fi xée pour de futurs travaux.
• Veuillez répéter cette opération jusqu’à ce que l’assemblage
coïncide exactement.
En caso de no ser la ensambladura de dientes del todo correcta,
se deberán efectuar las correcciones siguientes:
° La ensambladura de dientes funciona con difi cultad (14.1):
Reduzca un poco la profundidad de fresado de la fresadora
con el ajuste de precisión de la misma (aprox. -0,5 mm).
° La ensambladura de dientes tiene una marcha demasiado
suave (14.2): Aumente un poco la profundidad de fresado de
la fresadora con el ajuste de precisión de la misma (aprox.
+0,5 mm).
° La ensambladura de dientes es demasiado profunda (14.3):
Gire las ruedas de ajuste la medida que falte y en dirección
negativa (1 raya de la escala corresponde a -0,1 mm de profundidad de diente), coloque de nuevo el patrón conforme al
capítulo 6.1 a) y realice la alineación.
° La ensambladura de dientes no es sufi cientemente profunda
(14.4): Gire las ruedas de ajuste la medida que falte y en dirección positiva (1 raya de la escala corresponde a +0,1 mm de
profundidad de diente), coloque de nuevo el patrón conforme
al capítulo 6.1 a) y realice la alineación.
Nota: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (15.1) y, tras realizado el ajuste, volver a
apretarlos. De esta forma quedará fi jada la posición ajustada
para trabajos posteriores.
• Repita este proceso hasta que la ensambladura sea correcta.
Fraisage des assemblages à queues
Fraisez comme ce qui a été mentionné pour le fraisage d’essai de
tous les assemblages à queues.
Fresar los dientes
Frese todos los dientes de forma análoga al fresado de prueba.
23
Page 24
6.2 Slotted box joint
a) Inserting the template and fi tting a splinterguard
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (16.1) to clamp the template and insert
the template.
Caution: The bent rear edge (16.2) of the template must point
upwards.
• Push the template back up to the stop and clamp tight with the
two rotary knobs (16.1)
• Turn the two stops into the positions “FZ 6” and “FZ 10” (16.5).
Align the stops so that the arrows (16.8) lie against the inner
straight side (16.7) of the notches in the template. Clamp the
stops tight with the rotary knobs (16.6).
• Move the template up and place a board of soft wood (16.4) below
the template as a splinterguard.
Note: The splinterguard prevents splintering on the rear side of
the workpiece during routing.
Caution: To avoid damage to the jointing system during routing
and to ensure that the splinterguard functions properly it must
be 5 mm thicker and at least as wide as the workpiece being
processed.
• Push the template down until it lies fl at on the splinterguard
and close the two clamping levers to adjust the height of the
template.
• Align the splinterguard so that it lies fl ush with the front edge
of the base frame and clamp it tight with the upper pressure
beam.
• Screw the splinterguard tight to the template with short wood
screws (16.3).
B
1
17
A
4
3
A
1
2
B
A
2
3
4
B
3
2
1
4
b) Clamping workpieces
Clamp and process both workpieces to be joined simultaneously
with the front pressure.
Pay attention to the following (see Figure 17):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces lie against the stop, offset by one
slot width.
• The workpieces must be pressed against the template from
below.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop. The workpieces “1” and “3” must rest
against the splinterguard at the rear, the workpieces “2 and “4”
against the pressure beam at the front.
24
Page 25

6.2 Assemblages à queues droites
a) Mettez le gabarit en place puis fi xez un anti-éclats.
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (16.1) pour serrer le gabarit puis
mettez le gabarit en place.
Attention: Le côté arrière courbé (16.2) du gabarit doit être dirigé
vers le haut.
• Poussez le gabarit jusqu’à la butée vers l’arrière puis serrez-le
fermement au moyen des deux boutons tournants (16.1)
• Tournez les deux butées sur la position «FZ 6“ ou resp. «FZ 10“
(16.5). Alignez les butées de sorte que les fl èches (16.8) soient
contre le côté droit (16.7) des évidements à l’intérieur du gabarit. Serrez fermement les butées avec les boutons tournants
(16.6).
• Déplacez le gabarit vers le haut et placez une planche en bois
tendre (16.4), pour faire offi ce d’anti-éclats, sous le gabarit.
Remarque: L’anti-éclats empêche qu’il y ait formation d’éclats
sur le dessous de la pièce lors du fraisage.
Attention: Afi n que le système d’assemblage ne soit pas endom-
magé au cours du fraisage, et que l’anti-éclats puisse exécuter
sa fonction, il faut qu’il soit 5 mm plus épais que la pièce à traiter
et il doit avoir au moins la largeur de la pièce à traiter.
• Appuyez le gabarit vers le bas jusqu’à ce qu’il soit bien sur toute
la surface de l’anti-éclats puis fermez les deux leviers de serrage
pour le réglage de la hauteur de gabarit.
• Alignez l’anti-éclats de sorte qu’il soit à fl eur du bord avant de la
base et serrez-le fermement au moyen de la barre de pression
supérieure.
• Vissez l’anti-éclats fermement au moyen des vis à bois courtes
(16.3) au gabarit.
6.2 Dientes de punta
a) Coloque el patrón y fi je la protección antiastillas
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (16.1) para sujetar el patrón e introduzca
el mismo.
Atención: La parte trasera doblada (16.2) del patrón deberá
estar encarada hacia arriba.
• Desplace el patrón hacia atrás hasta el tope y sujételo con las
dos ruedas de giro (16.1).
• Gire ambos topes hasta la posición „FZ 6“ o „FZ 10“ (16.5). Alinee
los topes de forma que las fl echas (16.8) estén en contacto con
los lados interiores y rectos (16.7) de las escotaduras del patrón.
Sujete los topes con las ruedas de giro (16.6).
• Mueva el patrón hacia arriba y coloque una tabla de madera
blanda (16.4) debajo del patrón a modo de protección antiastillas.
Nota: La protección antiastillas impide que la pieza de trabajo
se astille en su parte de atrás a la hora de fresar.
Atención: A fi n de que el sistema de unión no sea dañado durante
el fresado y de que la protección antiastillas pueda cumplir con
su función, dicha protección deberá tener un grosor de 5 mm
mayor que la pieza que se vaya a trabajar y, como mínimo, el
mismo ancho que dicha pieza.
• Presione el patrón hacia abajo hasta que esté nivelada sobre la
superfi cie de la protección antiastillas y cierre, a continuación,
ambas palancas de sujeción para el reajuste de altura del patrón.
• Alinee la protección antiastillas de tal manera que quede enrasada con el canto delantero del bastidor de base y sujétela con
la barra opresora de arriba.
• Atornille la protección antiastillas en el patrón con los tornillos
cortos de madera (16.3).
b) Serrage des pièces
Il convient de serrer et de traiter simultanément avec la barre de
pression avant les deux pièces à assembler.
Pour ce faire, il convient d’observer les points suivants (cf.
fi gure 17):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces touchent latéralement la butée et sont posées décalées l’une par rapport à l’autre d’une largeur d’assemblage.
• Les pièces doivent être poussées, de par le dessous, contre le
gabarit.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent se trouver à
l’arrière de l’anti-éclats, les pièces «2» et «4» à l’avant, contre
la barre de pression.
b) Sujetar las piezas de trabajo
Las dos piezas que se quieran trabajar deberán sujetarse simultáneamente con la barra opresora delantera y elaborarse asimismo
de forma simultánea.
Deberán tenerse en cuenta los aspectos siguientes (véase fi gura
17):
• Las piezas de trabajo deberán sujetarse de forma que los lados
frontales que se vayan a unir estén tocando uno con otro.
• Las piezas de trabajo se encuentran tocando lateralmente el
tope y están desplazadas en la medida del ancho de un diente.
• Las piezas de trabajo deberán empujarse desde abajo y contra
el patrón.
• En un marco (cuerpo) las piezas de trabajo deberán colocarase
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
estar atrás tocando la protección antiastillas y las piezas de
trabajo „2“ y „4“ delante en la barra opresora.
25
Page 26

c) Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before changing cutters!
• Clamp the cutter (see Table 1) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by placing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the workpiece thickness as the routing depth on your
router.
Caution: The routing depth should not be greater than the cutter
diameter. Instead, divided the cutting depth up into two or more
operating stages.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool CLEANTEX CTM).
Note: set the gap between the extractor hood and vertical work-
piece so that you still have enough travel to rout the dovetails.
d) Processing
• Place the router on the end of the template so that the collar
(18.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 19).
Caution: The collar of the starting ring must always rest against
the. Always hold the router by both handles parallel to the template and do not turn the tool during routing. The routing depth
may not be changed during routing.
• Check the depth of the slots before unclamping the workpiece.
If they are not correct, reduce or increase the routing depth at
your router by the faulty dimension.
26
Page 27
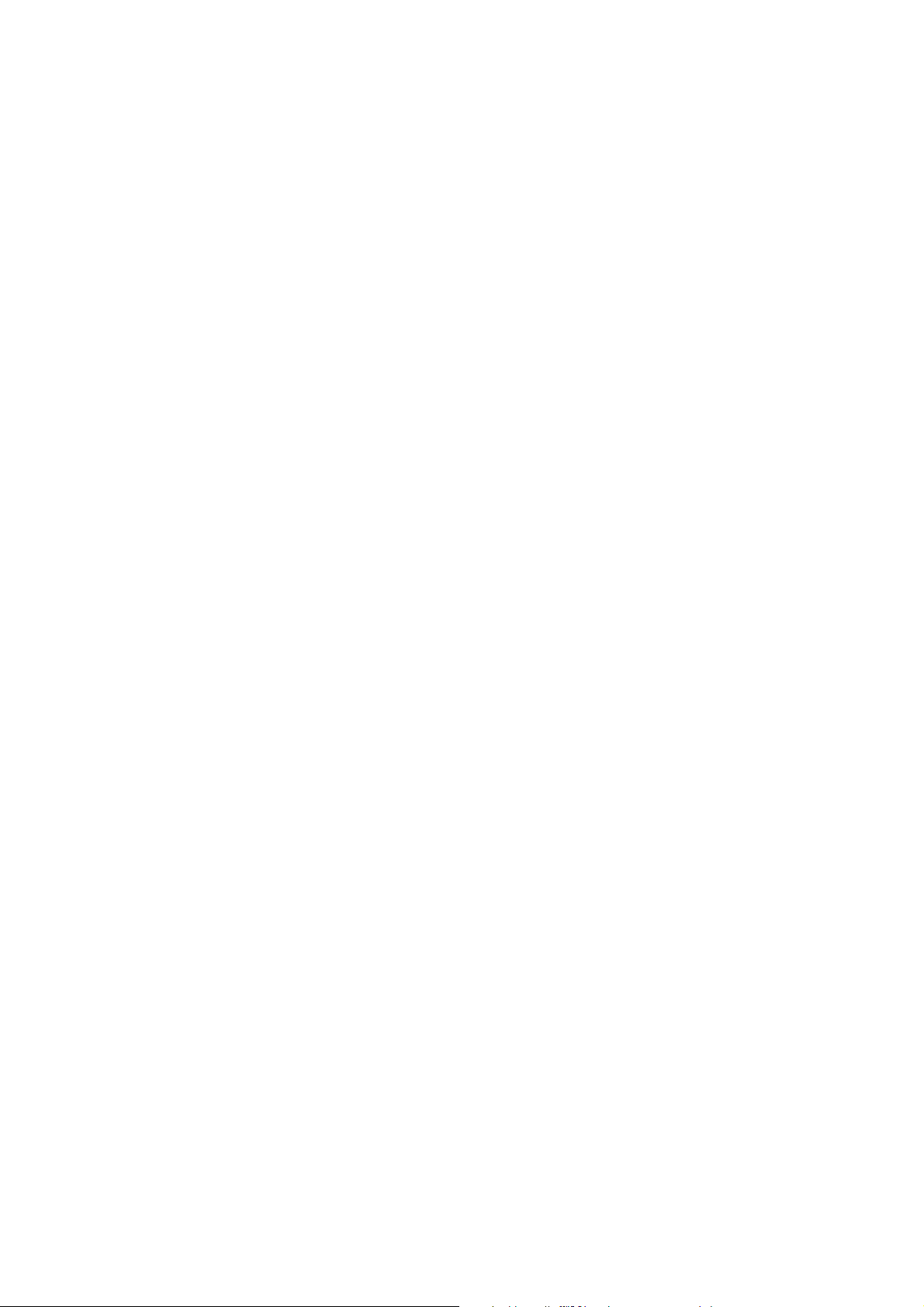
c) Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau 1) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre défonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Sur votre défonceuse, ajustez l’épaisseur de pièce en tant que
profondeur de fraisage.
Attention: La profondeur de fraisage ne devrait pas excéder le
diamètre de la fraise. Au lieu de cela, il convient de répartir la
profondeur de fraisage en deux ou plusieurs étapes de travail.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un aspirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX CTM).
Remarque: Ajustez l’écart du capot de protection par rapport à
la pièce à la verticale de sorte qu’elle ait suffi samment de trajet
de déplacement pour fraiser les assemblages.
c) Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (véase tabla 1) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste usted en su fresadora el grosor de la pieza de trabajo
como profundidad de fresado.
Atención: La profundidad de fresado no debería ser mayor que
el diámetro de la fresa. La profundidad del fresado debería
dividirse en dos o más fases de trabajo.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej. CLEANTEX CTM de
Festool).
Nota: Ajuste la distancia entre la campana de aspiración y la
pieza de trabajo vertical de tal forma que disponga usted todavía
de sufi ciente capacidad de recorrido para fresar los dientes.
d) Traitement
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (18.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de fraisage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
19).
Attention: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage. La profondeur de fraisage n’a pas le droit d’être
modifi ée au cours de la phase de fraisage.
• Contrôlez, avant de desserrer les pièces, la profondeur des
assemblages à queues. Au cas où elle ne serait pas correcte,
diminuez ou resp. augmentez de la cote erronée la profondeur
de fraisage sur votre défonceuse.
d) Elaboración
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (18.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
19).
Atención: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando. La profundidad de fresado no
se deberá modifi car durante el proceso de fresado.
• Antes de sacar las piezas de trabajo controle usted la profundidad de los dientes. En caso de que no fuera correcta, reduzca o
aumente la profundidad de fresado de su fresadora en la medida
que requiera la corrección.
27
Page 28
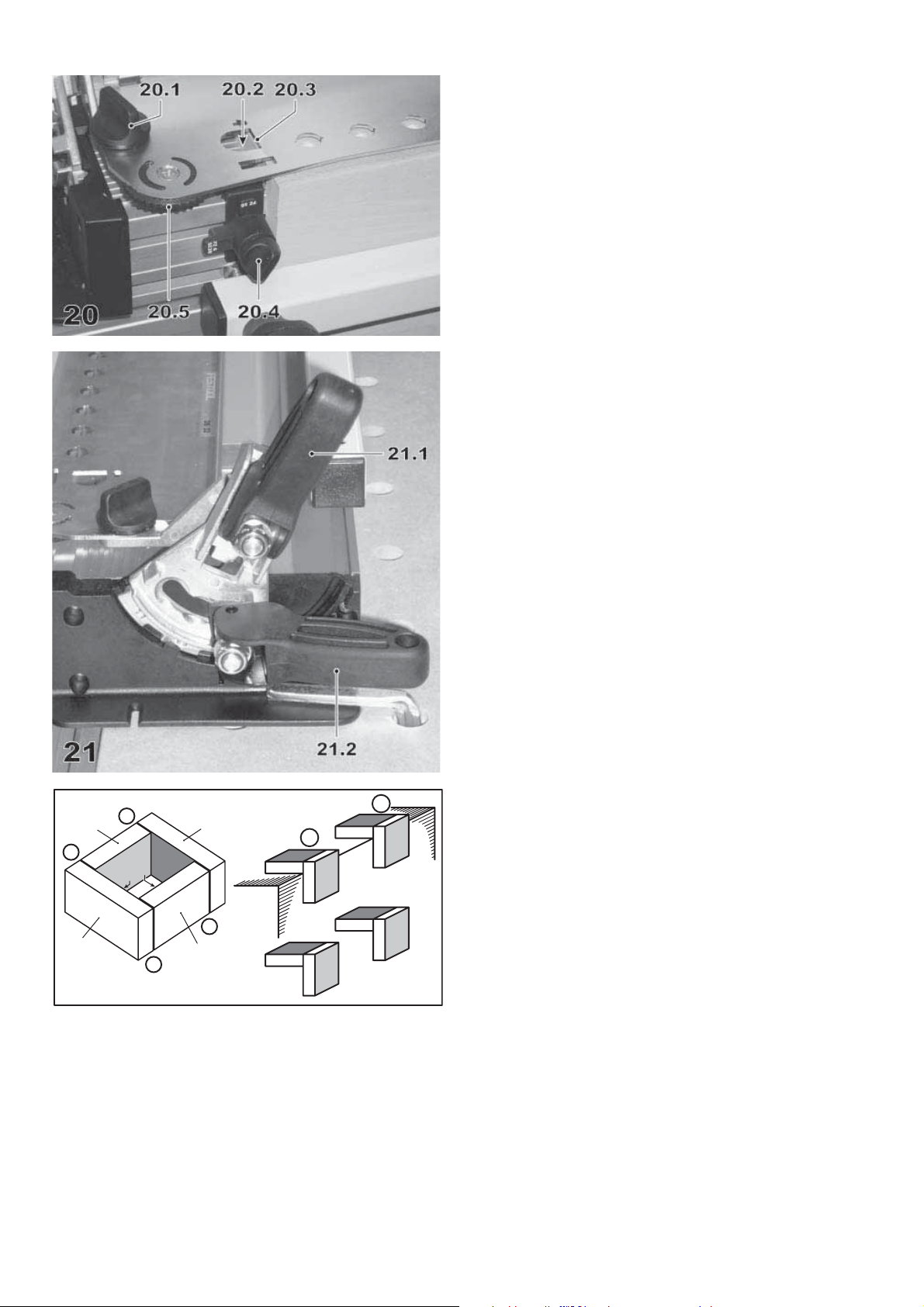
6.3 Dowel holes
a) Inserting the template
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (20.1) to clamp the template and insert
the template.
Caution: the two adjusting wheels (20.5) must point down-
wards.
• Close the two clamping levers to adjust the height of the template.
• Align the template so that the lower shoulders of the two adjusting wheels rest against the base frame of the jointing system
(see Figure 8) and clamp the template tight with the two rotary
knobs (20.1).
• Turn the two stops into the position shown in Figure 20. Align
the stops so that the arrows (20.2) lie against the inner straight
side (20.3) of the notches in the template. Clamp the stops tight
with the rotary knobs (20.4).
• Open the two clamping levers (21.1) to adjust the height of the
template and move the template upwards.
• Open the clamping lever (21.2) and swivel the swivel segments
for the template mount to the rear position (Figure 21). Re-close
the clamping levers.
• Place a workpiece under both ends of the template. Press the
template down until it rest fl at on the workpiece and close the
two clamping levers to adjust the height of the template.
4
B
1
22
A
a4
a2
a1
3
a3
A
a1
a2
B
A
2
a3
a4
B
a3
a2
a1
a4
b) Clamping workpieces
Always clamp the two workpieces which are to be jointed simultaneously.
Pay attention to the following during this work (see Figure 22):
• Clamp the workpieces so that the faces which are to be joined
lie against one another.
• The sides of the workpieces must rest against the stop.
• The tops of the workpieces must be fl ush with one another.
• The outer sides in the clamped position (a1 - a4) form the inner
sides of the fi nished joint.
• In the case of frames (carcasses) the workpieces for the corners
“A” must be placed against the left stop and the corners “B”
against the right stop.
The workpieces “1” and “3” must always be clamped on top,
the workpieces “2 and “4” always at the front of the jointing
system.
28
Page 29

6.3 Trous de cheville
a) Mise en place du gabarit
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (20.1) pour serrer le gabarit puis
mettez le gabarit en place.
Attention: Les deux roues de réglage (20.5) doivent être dirigées
vers le bas.
• Fermez les deux leviers de serrage pour le réglage de la hauteur
de gabarit.
• Alignez le gabarit de sorte que les déports inférieurs des deux
roues de réglage soient sur la base du système d’assemblage
(cf. fi gure 8) puis serrez le gabarit fermement avec les deux
boutons tournants (20.1).
• Tournez les deux butées dans la position représentée fi gure 20.
Alignez les butées de sorte que les fl èches (20.2) soient contre le
côté droit (20.3) des évidements à l’intérieur du gabarit. Serrez
fermement les butées avec les boutons tournants (20.4).
• Ouvrez les deux leviers de serrage (21.1) pour le réglage de la
hauteur de gabarit puis déplacez le gabarit vers le haut.
• Ouvrez le levier de serrage (21.2) et faites pivoter les segments
pivotants pour le support de gabarit sur la position arrière (fi gure
21). Refermez le levier de serrage.
• Déposez une pièce sous les deux extrémités du gabarit. Poussez
le gabarit vers le bas jusqu’à ce qu’il soit bien à plat sur la pièce
puis fermez les deux leviers de serrage pour le réglage de la
hauteur de gabarit.
6.3 Agujeros de taco
a) Colocar el patrón
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (20.1) para sujetar el patrón e introduzca
el mismo.
Atención: Las dos ruedas de ajuste (20.5) deberán señalar hacia
abajo.
• Cierre las dos palancas de sujeción para el reajuste de altura
del patrón.
• Alinee el patrón de manera que los salientes inferiores de las
dos ruedas de ajuste estén en contacto con el bastidor de base
del sistema de unión (véase fi gura 8) y, a continuación, sujete
el patrón con las dos ruedas de giro (20.1) mediante apriete.
• Gire ambos topes hasta la posición que se indica en la fi gura 20.
Alinee los topes de forma que las fl echas (20.2) estén en contacto
con los lados interiores y rectos (20.3) de las escotaduras del
patrón. Sujete los topes con las ruedas de giro (20.4).
• Abra las dos palancas de sujeción (21.1) para el reajuste de
altura del patrón y desplace el patrón hacia arriba.
• Abra la palanca de sujeción (21.2) y desplace con movimiento
basculante los segmentos basculantes para el soporte del
patrón hasta la posición trasera (fi gura 21). Vuelva a cerrar la
palanca de sujeción.
• Coloque una pieza de trabajo debajo de los dos extremos del
patrón. Presione el patrón hacia abajo hasta que éste se encuentre al mismo nivel que la pieza de trabajo y cierre las dos
palancas de sujeción para el reajuste de altura del patrón.
b) Serrage des pièces
Il convient de toujours serrer simultanément les deux pièces à
assembler.
Ce faisant, il faut veiller à observer les points suivants (cf. fi gure
22):
• Les pièces doivent être serrées de sorte que les faces avant à
assembler soient l’une contre l’autre.
• Les pièces doivent être placées sur le côté de la butée.
• Les pièces doivent être alignées à fl eur dans la partie supérieure.
• Les côtés situés à l’extérieur à l’état serré (a1 - a4) constituent
les côtés intérieurs de l’assemblage fi ni.
• Pour un cadre (corps), il faut que les pièces pour les coins «A“
soient posées sur la butée de gauche et, pour les coins «B“, sur
la butée de droite. Les pièces «1“ et «3“ doivent toujours être
serrées en haut dans le système d’assemblage et les pièces «2“
et «4“ à l’avant.
b) Sujetar las piezas de trabajo
Deberán sujetarse siempre a la vez las dos piezas de trabajo que
se quieran unir.
Deberán tenerse en cuenta los aspectos siguientes (véase fi gura
22):
• Las piezas de trabajo deberán sujetarse de tal manera que estén
tocando uno con otro los dos lados frontales que se quieran
unir.
• Las piezas de trabajo deberán tocar lateralmente el tope.
• Las piezas de trabajo deberán estar alineadas al mismo nivel
en la parte de arriba.
• Los lados que quedan en el exterior (a1 - a4) después de sujetar
las piezas forman los lados interiores de la unión acabada.
• En un marco (cuerpo) las piezas de trabajo deberán colocarse
en el tope izquierdo para las esquinas „A“ y en el tope derecho
para las esquinas „B“. Las piezas de trabajo „1“ y „3“ deberán
sujetarse siempre arriba y las piezas de trabajo „2“ y „4“ siempre
delante en el sistema de unión.
29
Page 30
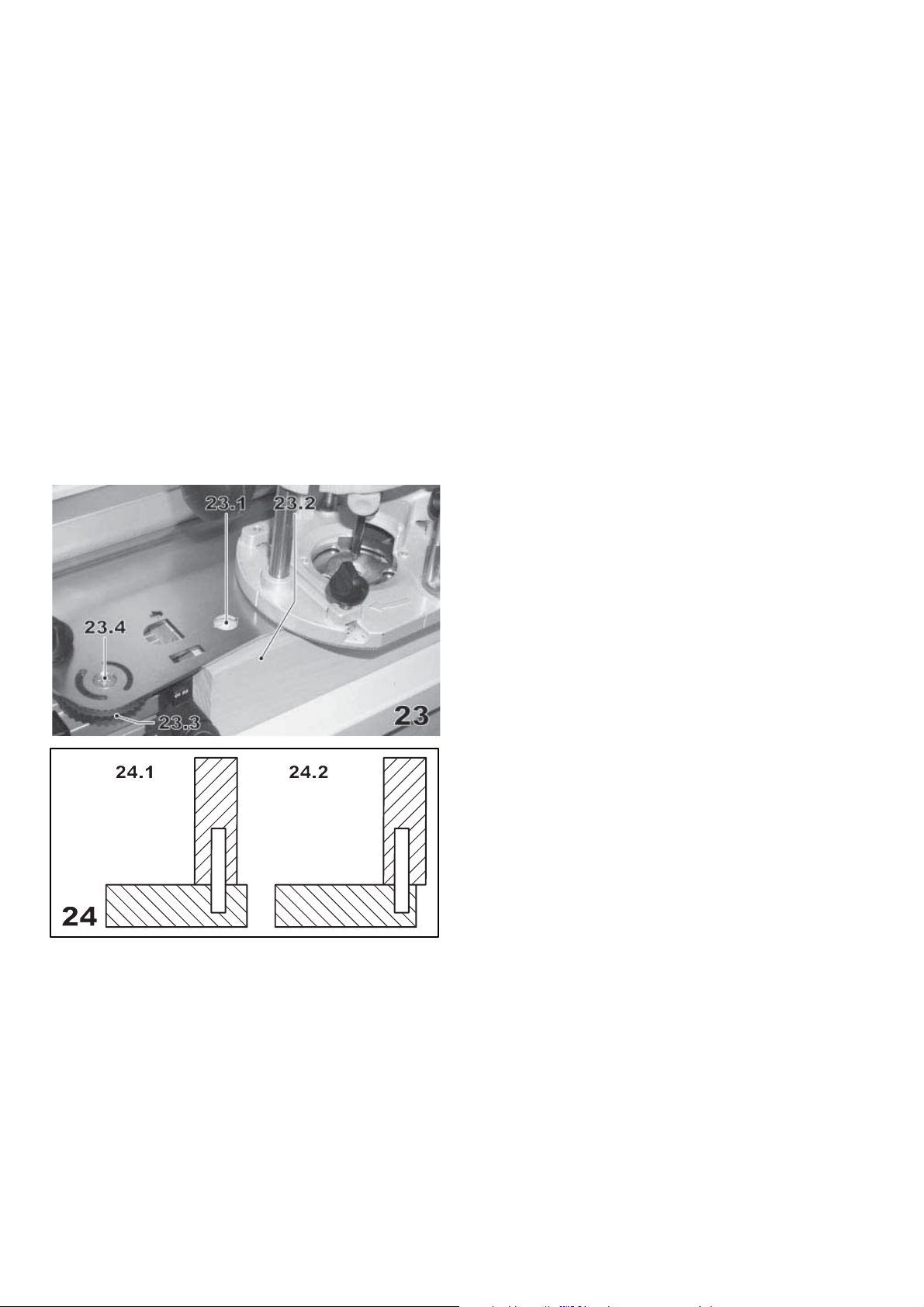
c) Preparing the router (see 5.3)
Caution: Always unplug the tool from the mains before changing cutters!
• Clamp the cutter (see Table 1) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by placing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the routing depth as follows:
The depth of the holes in the horizontal workpiece should be
2/3 of the workpiece thickness. The depth of the holes in the
vertical workpiece should be set so that the depth of both holes
together is around 2 mm greater than the length of the dowel
(see. Figure 24).
• Connect the router to a suitable dust extractor from dust class
“M” (e. g. Festool CLEANTEX CTM).
d) Processing
First rout the holes in the horizontal workpiece (23.1). The swivel
segment must be in the rear position (see Figure 21). Then swivel
the swivel segment into the front position to rout the holes on the
vertical workpiece (23.2).
Note: Only open clamping lever (21.2), not clamping lever (21.1)
to adjust the height of the template, when swivelling the swivel
segments.
• Place the router on the template so that the collar of the starting
ring engages in the bore holes of the template.
• Switch the router on and push the tool down to the preset routing
depth. Rout all holes in sequence.
• Unclamp the workpieces and fi t together. If the dowel joint does
not fi t exactly carry out the following corrections:
° The vertical workpiece is set back (24.1):
Turn adjusting wheels (23.3) in the minus direction by the faulty
(1 scale graduation mark corresponds to – 0.1 mm dovetail
depth), replace and realign template according to Chapter 6.3
a).
° The vertical workpiece is set back (24.2):
Turn adjusting wheels (23.3) in the plus direction by the faulty
(1 scale graduation mark corresponds to + 0.1 mm dovetail
depth), replace and realign template according to Chapter
6.3 a).
Note: In order to adjust the adjusting wheels the screws (23.4)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
6.4 Open dovetail tenons
With open dovetail tenons, the dovetail must fi rst be routed thoroughly using templates SZO 14 S or SZO 20 S, and the tenon must
then be cut using templates SZO 14 Z or SZO 20 Z.
30
Page 31

c) Préparatifs sur la défonceuse (cf. 5.3)
Attention: Avant de changer la fraise, il est indispensable de
toujours débrancher la fi che secteur de la prise d’alimentation
en courant !
• Serrez la fraise (cf. tableau 1) dans la pince de serrage de la
défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre défonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Réglez la profondeur de fraisage de la manière suivante: La
profondeur des alésages pour la pièce à l’horizontale devrait être
de 2/3 de l’épaisseur de la pièce. La profondeur des alésages
pour la pièce à la verticale doit être sélectionnée de sorte que
la profondeur des deux alésages soit ensemble d’environ 2 mm
plus grande que la longueur de la cheville (cf. la fi gure 24).
• Raccordez la défonceuse à un aspirateur approprié de la classe
de poussière «M“ (p. ex. Festool CLEANTEX CTM).
c) Trabajos de preparación en la fresadora (5.3)
Atención: ¡Antes de cambiar la fresa siempre se deberá sacar el
enchufe de la caja de enchufe de la red eléctrica!
• Sujete la fresa (véase tabla 1) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste la profundidad de fresado de la manera siguiente: La
profundidad de los agujeros en una pieza de trabajo horizontal
debería ser de 2/3 del grosor de la pieza en cuestión. La profundidad de los agujeros en una pieza de trabajo vertical deberá
elegirse de tal manera que la profundidad de ambos agujeros
sumados sea aproximadamente 2 mm mayor a la longitud del
taco (compárase fi gura 24).
• Conecte la fresadora a un aspirador adecuado de la clase de
polvo „M“ (p.ej. CLEANTEX CTM de Festool).
d) Traitement
Tout d’abord, il convient de fraiser les alésages dans la pièce à la
verticale (23.1). A cet effet, il faut que le segment pivotant se trouve
sur la position arrière (cf. fi gure 21). Après quoi, vous devez pivoter
le segment sur la position avant afi n de fraiser les alésages dans
la pièce à la verticale (23.2).
Remarque: Pour pivoter les segments, il faut uniquement ouvrir
le levier de serrage (21.2) mais cependant pas le levier de serrage
(21.1) destiné au réglage de la hauteur de gabarit.
• Déposez la défonceuse sur le gabarit de sorte que le collet du
galet-butée crabote les alésages du gabarit.
• Mettez la défonceuse en marche puis poussez la machine vers le
bas jusqu’à la profondeur de fraisage réglée, De cette manière,
fraisez tous les alésages successivement.
• Desserrez les pièces et assemblez-les. Au cas où l’assemblage
pour chevilles ne coïnciderait pas parfaitement, il faudra procéder aux corrections suivantes:
° La pièce à la verticale est en retrait (24.1):
tournez les roues de réglage (23.3) de la cote erronée, dans
le sens moins (1 trait de graduation correspond à un déport
de - 0,1 mm), remettez le gabarit en place conformément au
chapitre 6.3 a).
° La pièce à la verticale est en saillie (24.2):
tournez les roues de réglage (23.3) de la cote erronée, dans
le sens plus (1 trait de graduation correspond à un déport de
+ 0,1 mm), remettez le gabarit en place conformément au
chapitre 6.3 a).
Remarque: Pour pouvoir modifi er les valeurs des roues de
réglage, vous devrez ouvrir les vis (23.4) puis les serrer fermement de nouveau une fois que le réglage est terminé. De
cette manière, la position réglée demeure fi xée pour les futurs
travaux.
d) Trabajo/elaboración
Primero deberán fresarse los agujeros en la pieza horizontal
(23.1). Para ello el segmento basculante deberá encontarse en la
posición de atrás (véase fi gura 21). A continuación de desplazará
dicho segmento hasta su posición delantera a fi n de fresar los
agujeros en la pieza de trabajo vertical (23.2).
Nota: Para mover de forma basculante el segmento solamente
será necesario abrir la palanca de sujeción (21.2). No se deberá
abrir, sin embargo, la palanca de sujeción (21.1) para el reajuste
de altura del patrón.
• Coloque la fresadora de tal forma sobre el patrón que el collar
del anillo de ataque encaje las perforaciones del patrón.
• Encienda la fresadora y presione la máquina hacia abajo hasta
la profundidad de fresado ajustada. Se deberán fresar todos los
agujeros de la manera descrita uno detrás del otro.
• Quite las herramientas y ensámblelas luego. Si la unión de
los tacos no fuera exacta, deberán realizarse las correcciones
siguientes:
° La pieza de trabajo vertical ha quedado demasiado atrás
(24.1): Gire las ruedas de ajuste (23.3) la medida que falte y
en dirección negativa (1 raya de la escala corresponde a - 0,1
mm de desplazamiento), coloque de nuevo el patrón conforme
al capítulo 6.3 a).
° La pieza de trabajo vertical sobresale (24.2): Gire las ruedas
de ajuste (23.3) la medida que falte y en dirección positiva (1
raya de la escala corresponde a + 0,1 mm de desplazamiento),
coloque de nuevo el patrón conforme al capítulo 6.3 a).
Nota: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (23.4) y, tras realizado el ajuste, volver a
apretarlos. De esta forma queda fi jada la posición ajustada para
trabajos posteriores.
6.4 Assemblages ouverts en queue d’aronde
Pour réaliser des assemblages ouverts en queue d’aronde, il faut
en principe fraiser les queues d’aronde avec le gabarit SZO 14 S
ou le gabarit SZO 20 S d’abord puis les biseaux avec le gabarit SZO
14 Z ou le gabarit SZO 20 Z.
6.4 Ensambles a cola de milano abiertas
En los ensambles a cola de milano abiertos, en primer lugar se
deben fresar las lengüetas con la plantilla SZO 14 S o SZO 20 S y
a continuación las ranuras con la plantilla SZO 14 Z o SZO 20 Z.
31
Page 32

6.4.1 Dovetails
a) Inserting the template (SZO 14 S or SZO 20 S) and fi tting
a splinterguard
• Lock the tow swivel segments in the central (vertical) position
with the clamping lever (see Figure 6).
• Open both clamping levers to adjust the height of the template
and press the mount for the templates right down.
• Open the rotary knobs (25.2) to clamp the template and insert
the template. Caution: The bent rear edge (25.1) of the template
must point upwards.
• Push the template back up to the stop and clamp tight with the
two rotary knobs (25.2)
• Turn the two stops into the positions “SZ 14” and “SZ 20” (25.4).
Align the stops so that the arrows (25.7) lie against the inner
straight side (25.6) of the notches in the template. Clamp the
stops tight with the rotary knobs (25.3).
• Move the template up and place a board of soft wood (25.5) below
the template as a splinterguard.
Note: The splinterguard prevents splintering on the rear side of
the workpiece during routing.
Caution: To avoid damage to the jointing system during routing
and to ensure that the splinterguard functions properly it must
be approx. 5 mm thicker and at least as wide as the workpiece
being processed.
• Push the template down until it lies fl at on the splinterguard
and close the two clamping levers to adjust the height of the
template.
• Align the splinterguard so that it lies fl ush with the front edge
of the base frame and clamp it tight with the upper pressure
beam.
b) Clamping workpiece
Clamp a workpiece which is to be dovetailed.
When doing this, note the following (see fi g. 26):
• The side of the workpiece must rest against the stop.
• The workpiece must be pushed against the template from beneath and connected fl ush at the top with the splinterguard.
• Clamp the plastic bracket (26.1) included with SZO 14 S as
well.
c) Preparing the router
(After the copying ring has been installed, see section 5.3)
Caution: The plug should always be removed from the power
mains before changing tools.
• Clamp the cutter (see T2) in the router’s clamping collet.
• Set the zero point (routing depth = 0 mm) on your router by placing the tool on the template and pushing down until the cutter
touches the surface of the of the clamped workpiece.
• Set the workpiece thickness as the routing depth on your
router.
• When routing joints use the extractor hood for the router’s side
stop or the extractor hood AH-OF (accessory). Connect the
extractor hood to a suitable dust extractor from dust class “M”
(e.g. Festool CLEANTEX CTM).
Note: set the gap between the extractor hood and vertical workpiece so that you still have enough travel to rout the dovetails.
32
Page 33

6.4.1 Queues d’aronde
a) Mettez le gabarit (SZO 14 S ou SZO 20 S) en place puis
fi xez un anti-éclats.
• Fixez les deux segments pivotants au moyen du levier de serrage
sur la position moyenne (verticale) (cf. fi gure 6).
• Ouvrez les deux leviers de serrage pour le réglage de la hauteur
du gabarit et appuyez le support pour le gabarit complètement
vers le bas.
• Ouvrez les boutons tournants (25.2) pour serrer le gabarit puis
mettez le gabarit en place. Attention: Le côté arrière courbé
(25.1) du gabarit doit être dirigé vers le haut.
• Poussez le gabarit jusqu’à la butée vers l’arrière puis serrez-le
fermement au moyen des deux boutons tournants (25.2)
• Tournez les deux butées sur la position «SZ 14“ ou resp. «SZ 20“
(25.4). Alignez les butées de sorte que les fl èches (25.7) soient
contre le côté droit (25.6) des évidements à l’intérieur du gabarit. Serrez fermement les butées avec les boutons tournants
(25.3).
• Déplacez le gabarit vers le haut et placez une planche en bois
tendre (25.5), pour faire offi ce d’anti-éclats, sous le gabarit.
Remarque: L’anti-éclats empêche qu’il y ait formation d’éclats
sur le dessous de la pièce lors du fraisage.
Attention: Afi n que le système d’assemblage ne soit pas endom-
magé au cours du fraisage, et que l’anti-éclats puisse exécuter
sa fonction, il faut qu’il soit env. 5 mm plus épais que la pièce à
traiter et il doit avoir au moins la largeur de la pièce à traiter.
• Appuyez le gabarit vers le bas jusqu’à ce qu’il soit bien sur toute
la surface de l’anti-éclats puis fermez les deux leviers de serrage
pour le réglage de la hauteur de gabarit.
• Alignez l’anti-éclats de sorte qu’il soit à fl eur du bord avant de la
base et serrez-le fermement au moyen de la barre de pression
supérieure.
6.4.1 Lengüetas
a) Coloque el patrón (SZO 14 S o SZO 20 S) y fi je la protección
antiastillas
• Fije ambos segmentos basculantes con la palanca de sujeción
en la posición central (vertical) (véase fi gura 6).
• Abra ambas palancas de sujeción para el reajuste del patrón y
presione el soporte del patrón completamente hacia abajo.
• Abra las ruedas de giro (25.2) para sujetar el patrón e introduzca
el mismo. Atención: La parte trasera doblada (25.1) del patrón
deberá estar encarada hacia arriba.
• Desplace el patrón hacia atrás hasta el tope y sujételo con las
dos ruedas de giro (25.2).
• Gire ambos topes hasta la posición „SZ 14“ o „SZ 20“ (25.4). Alinee los topes de forma que las fl echas (25.7) estén en contacto
con los lados interiores y rectos (25.6) de las escotaduras del
patrón. Sujete los topes con las ruedas de giro (25.3).
• Mueva el patrón hacia arriba y coloque una tabla de madera
blanda (25.5) debajo del patrón a modo de protección antiastillas.
Nota: La protección antiastillas impide que la pieza de trabajo
se astille en su parte de atrás a la hora de fresar.
Atención: A fi n de que el sistema de unión no sea dañado durante
el fresado y de que la protección antiastillas pueda cumplir con
su función, dicha protección deberá tener un grosor de aprox. 5
mm mayor que la pieza que se vaya a trabajar y, como mínimo,
el mismo ancho que dicha pieza.
• Presione el patrón hacia abajo hasta que esté nivelada sobre la
superfi cie de la protección antiastillas y cierre, a continuación,
ambas palancas de sujeción para el reajuste de altura del patrón.
• Alinee la protección antiastillas de tal manera que quede enrasada con el canto delantero del bastidor de base y sujétela con
la barra opresora de arriba.
b) Serrage la pièce
Insérer la pièce dans laquelle il faut usiner les queues d’aronde.
Pour ce faire, il faut respecter les points suivants (voir illustration
26) :
• La pièce à usiner doit être calée latéralement contre la butée.
• La pièce à usiner doit être placée contre le gabarit depuis le
dessous et fi xée solidement contre le pare éclats.
• Pour SZO 14 S monter l’équerre en plastique ci-jointe (26.1).
c) Préparation de la défonceuse
(quand la bague de copiage est montée, passer au chapitre 5.3)
Attention : Débrancher la prise électrique avant de changer
d’outil !
• Serrez la fraise (cf. T2) dans la pince de serrage de la défonceuse.
• Ajustez le zéro (profondeur de fraisage = 0 mm) sur votre défonceuse en la posant sur le gabarit et en l’appuyant le plus
possible vers la bas, jusqu’à ce que la fraise touche la surface
de la pièce serrée.
• Sur votre défonceuse, ajustez l’épaisseur de pièce en tant que
profondeur de fraisage.
• Pour le fraisage d’assemblages, utilisez le capot de protection
de la butée latérale de la défonceuse ou le capot de protection
AH-OF (accessoire). Branchez le capot de protection sur un aspirateur approprié de la classe de poussière «M“ (p. ex. Festool
CLEANTEX CTM).
Remarque: Ajustez l’écart du capot de protection par rapport à la
pièce à la verticale de sorte qu’elle ait suffi samment de trajet de
déplacement pour fraiser les assemblages.
b) Sujetar la pieza de trabajo
Tense una pieza de trabajo que deba estar provista con lengüetas.
Se debe tener en cuenta (véase la Fig. 26):
• La pieza de trabajo debe estar alineada lateralmente con el
tope.
• La pieza de trabajo debe deslizarse abajo contra la plantilla y
conectarse arriba a ras con la protección antiastillas.
• En la SZO 14 S, sujete también la escuadra de plástico que se
adjunta (26.1).
c) Preparativos en la fresadora
(después del montaje del anillo copiador, véase el cap. 5.3)
Atención: ¡Retire siempre el enchufe de red de la caja de enchufe
antes de cambiar una herramienta!
• Sujete la fresa (véase T2) en la pinza de la fresadora.
• Ajuste el punto cero (profundidad de fresado = 0 mm) en su
fresa colocando la máquina sobre el patrón y presionando hacia
abajo hasta que la herramienta fresadora entre en contacto con
la superfi cie de la pieza de trabajo sujetada.
• Ajuste usted en su fresadora el grosor de la pieza de trabajo
como profundidad de fresado.
• Al fresar dientes utilice la campana de aspiración del tope
lateral de la fresadora o bien la campana de aspiración AH-OF
(Accesorios). Conecte la campana de aspiración a un aspirador
adecuado de la clase de polvo „M“ (p.ej. CLEANTEX CTM de
Festool).
Nota: Ajuste la distancia entre la campana de aspiración y la pieza
de trabajo vertical de tal forma que disponga usted todavía de
sufi ciente capacidad de recorrido para fresar los dientes.
33
Page 34

d) Processing
• Place the router on the end of the template so that the collar
(27.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 28).
Caution: The collar of the starting ring must always rest against
the template.
Always hold the router by both handles parallel to the template
and do not turn the tool during routing.
The routing depth may not be changed during routing.
All workpieces with dovetails should be routed in this way.
6.4.2 Tenons
a) Inserting the template (SZO 14 Z or SZO 20 Z) and fi tting a
splinterguard
When inserting the template and securing the splinterguard,
follow the instructions given in 6.4.1 a), but with the following
alteration:
• The two adjusting wheels (29.2) must point downwards.
• Align the template so that the lower shoulders (29.3) of the two
adjusting wheels rest against the base frame of the jointing
system and clamp the template tight with the two rotary knobs
(29.1).
b) Clamping workpiece
Clamp a workpiece which is to have a tenon cut.
When doing this, note the following (see fi g. 30):
• The side of the workpiece must rest against the stop.
• The workpiece must be pushed against the template from beneath and connected fl ush at the top with the splinterguard.
c) Preparing the router
(After the copying ring has been installed, see section 5.3)
Caution: The plug should always be removed from the power
mains before changing tools.
• For dovetail joints, use the groove cutter (see T2) instead of the
cutter, and set the workpiece thickness as the routing depth on
your router.
34
Page 35

d) Traitement
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (27.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de fraisage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
28).
Attention: Le collet du galet-butée doit toujours être contre le
gabarit.
Maintenez toujours la défonceuse par les deux poignées, parallèlement au gabarit et ne tournez pas la machine au cours du
fraisage.
La profondeur de fraisage n’a pas le droit d’être modifi ée au cours
de la phase de fraisage.
Fraiser de cette façon toutes les pièces qui doivent être taillées
en queues d’aronde.
d) Elaboración
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (27.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
28).
Atención: El collar del anillo de ataque deberá estar siempre en
contacto con el patrón.
Mantenga la fresadora siempre con ambos mangos paralelamente
respecto al patrón y no gire la máquina mientras esté fresando.
La profundidad de fresado no se deberá modifi car durante el
proceso de fresado.
Frese de este modo la lengüeta en todas las piezas de trabajo.
6.4.2 Assemblages
a) Mettez le gabarit (SZO 14 Z ou SZO 20 Z) en place puis
fi xez un anti-éclats.
Installer le gabarit et fi xer le pare éclats de la même façon qu’en
6.4.1 a), aux exceptions suivantes près :
• Les deux roues de réglage (29.2) doivent être dirigées vers le
bas.
• Alignez le gabarit de sorte que les déports inférieurs (29.3) des
deux roues de réglage soient sur la base du système d’assemblage puis serrez le gabarit fermement avec les deux boutons
tournants (29.1).
b) Serrage la pièce
Insérer la pièce dans laquelle il faut usiner les assemblages.
Pour ce faire, il faut respecter les points suivants (voir illustration
30) :
• La pièce à usiner doit être calée latéralement contre la butée.
• La pièce à usiner doit être placée contre le gabarit depuis le
dessous et fi xée solidement contre le pare éclats.
c) Préparation de la défonceuse
(quand la bague de copiage est montée, passer au chapitre 5.3)
Attention : Débrancher la prise électrique avant de changer
d’outil !
• Retirer la fraise d’usinage pour queues d’aronde et la remplacer
par la fraise à rainurer (cf. T2), et régler la profondeur de la
défonceuse égale à l’épaisseur de la pièce à usiner.
6.4.2 Ranuras
a) Coloque el patrón (SZO 14 Z o SZO 20 Z) y fi je la protección
antiastillas
Proceda de forma análoga a 6.4.1 a) al insertar la plantilla y fi jar
la protección antiastillas, pero con la siguiente diferencia:
• Las dos ruedas de ajuste (29.2) deberán señalar hacia abajo.
• Alinee el patrón de manera que los salientes inferiores (29.3)
de las dos ruedas de ajuste estén en contacto con el bastidor
de base del sistema de unión y, a continuación, sujete el patrón
con las dos ruedas de giro (29.1) mediante apriete.
b) Sujetar la pieza de trabajo
Tense una pieza de trabajo que deba estar provista con ranuras.
Se debe tener en cuenta (véase la Fig. 30):
• La pieza de trabajo debe estar alineada lateralmente con el
tope.
• La pieza de trabajo debe deslizarse abajo contra la plantilla y
conectarse arriba a ras con la protección antiastillas.
c) Preparativos en la fresadora
(después del montaje del anillo copiador, véase el cap. 5.3)
Atención: ¡Retire siempre el enchufe de red de la caja de enchufe
antes de cambiar una herramienta!
• Cambie la fresa para los ensambles de cola de milano por la
fresas de ranurar (véase T2), y ajuste en su fresadora el espesor
de la pieza de trabajo como profundidad de fresado.
35
Page 36

d) Processing
Trial routing of the dovetails
Perform a trial routing to check whether all settings are correct.
• Place the router on the end of the template so that the collar
(31.1) of the starting ring rests against the template.
• Press the tool down to the preset routing depth and lock the
routing depth on the router.
• Switch the router on.
• Guide the router evenly along the template (Figure 32).
Caution: The collar of the starting ring must always rest against
the. Always hold the router by both handles parallel to the template and do not turn the tool during routing.
The routing depth may not be changed during routing.
• Unclamp the workpiece and place it together with a workpiece
with dovetails. If the joints do not fi t exactly together, the following corrections should be made:
° The joints are too tight (33.1):
Turn the adjustment wheels towards plus.
° The joints are too loose (33.2):
Turn the adjustment wheels towards minus.
° The joints are too deep (33.3):
Slightly reduce the routing depth on the router using the
router’s precision adjustment feature.
° The joints are not deep enough (33.4):
Slightly increase the routing depth on the router using the
router’s precision adjustment feature.
Note: In order to adjust the adjusting wheels the screws (34.1)
have to be opened and retightened after adjustment. This locks
the preset position for later working.
• Repeat this procedure until the joint fi ts exactly.
Routing the dovetails
Rout all dovetails analogous to the trial routing.
36
Page 37

d) Traitement
Fraisage d’essai des assemblages à queues
Réalisez tout d’abord un fraisage d’essai pour contrôler si tous
les réglages sont corrects.
• Déposez la défonceuse sur l’extrémité du gabarit de sorte que
le collet (31.1) du galet-butée soit contre le gabarit.
• Appuyez la machine vers le bas, jusqu’à la profondeur de fraisage réglée puis verrouillez la profondeur de fraisage sur la
défonceuse.
• Mettez la défonceuse en marche.
• Guidez la défonceuse uniformément le long du gabarit (fi gure
32).
Attention: Le collet du galet-butée doit toujours être contre le
gabarit. Maintenez toujours la défonceuse par les deux poignées,
parallèlement au gabarit et ne tournez pas la machine au cours
du fraisage.
La profondeur de fraisage n’a pas le droit d’être modifi ée au
cours de la phase de fraisage.
d) Elaboración
Fresado de prueba de los dientes
Efectúe primero el fresado de prueba a fi n de controlar si todos
los ajustes son correctos.
• Coloque la fresadora en el extremo fi nal del patrón de forma
que el collar (31.1) del anillo de ataque se apoye en el patrón.
• Presione la máquina hacia abajo hasta la profundidad de fresado
ajustada y fi je dicha profundidad en la fresadora.
• Encienda la fresadora.
• Lleve la fresadora uniformemente a lo largo del patrón (fi gura
32).
Atención: El collar del anillo de ataque deberá estar siempre
en contacto con el patrón. Mantenga la fresadora siempre con
ambos mangos paralelamente respecto al patrón y no gire la
máquina mientras esté fresando.
La profundidad de fresado no se deberá modifi car durante el
proceso de fresado.
• Retirer la pièce à usiner et la présenter face à une pièce usinée
de queues d’aronde. Si l’assemblage ne correspond pas exactement, les corrections suivantes sont à effectuer :
° Assemblages trop serrés (33.1):
Tourner la roue de réglage dans le sens plus.
° Assemblages trop lâches (33.2):
Tourner la roue de réglage dans le sens moins.
° Assemblages trop profonds (33.3):
Diminuer très légèrement la profondeur de la défonceuse au
moyen du réglage fi n.
° Assemblages pas assez profonds (33.4):
Augmenter très légèrement la profondeur de la défonceuse
au moyen du réglage fi n.
Remarque: Pour pouvoir régler les roues de réglage, vous devez
ouvrir les vis (34.1) et, une fois que le réglage a eu lieu, vous
devez les resserrer fermement. De cette manière, la position
réglée demeurera fi xée pour de futurs travaux.
• Veuillez répéter cette opération jusqu’à ce que l’assemblage
coïncide exactement.
Fraisage des assemblages à queues
Fraisez comme ce qui a été mentionné pour le fraisage d’essai de
tous les assemblages à queues.
• Destense la pieza de trabajo y júntela con una pieza con lengüetas. Si la unión de cola de milano no es exacta, deberá llevar a
cabo las siguientes correcciones:
° Unión de cola de milano demasiado dura (33.1):
Girar las ruedas de ajuste en dirección +.
° Unión de cola de milano demasiado suave (33.2):
Girar las ruedas de ajuste en dirección -.
° Unión de cola de milano demasiado profunda (33.3):
Disminuya ligeramente la profundidad de fresado en la fre-
sadora con el ajuste fi no.
° Unión de cola de milano sin la profundidad suficiente
(33.4):
Aumente ligeramente la profundidad de fresado en la fresa-
dora con el ajuste fi no.
Nota: Para poder reajustar las ruedas de ajuste deberá usted
afl ojar los tornillos (34.1) y, tras realizado el ajuste, volver a
apretarlos. De esta forma quedará fi jada la posición ajustada
para trabajos posteriores.
• Repita este proceso hasta que la ensambladura sea correcta.
Fresar los dientes
Frese todos los dientes de forma análoga al fresado de prueba.
37
Page 38

7 Application database
A detailed description of the possible uses of the jointing system
can also be found in our application database on the Internet under
“www.festool.com”.
8 Accessories
Use only original Festool accessories and Festool consumable
material designed for this machine because these system components are designed specifi cally for the machine. Using accessories
and consumable material from other suppliers will most likely
affect the quality of your working results and limit any warranty
claims. Machine wear or your own personal workload may increase
depending on the application. Protect yourself and your machine,
and preserve your warranty claims by always using original Festool
accessories and Festool consumable material!
The order numbers for cutters, templates and other accessories
can be fond in Table 1, your Festool catalogue or on our Internet
Homepage “www.festool.com”.
9 Warranty
Our equipment is under warranty for at least 12 months with regard to material or production faults in accordance with national
legislation. In the EU countries, the warranty period is 24 months
(an invoice or delivery note is required as proof of purchase). Damage resulting from, in particular, normal wear and tear, overloading, improper handling, or caused by the user or other damage
caused by not following the operating instructions, or any fault
acknowledged at the time of purchase, is not covered by the warranty. Damage caused by the use of non-original accessories and
consumable material (e.g. sanding pads) is also excluded.
Complaints will only be acknowledged if the equipment has not
been dismantled before being sent back to the suppliers or to
an authorised Festool customer support workshop. Store the
operating instructions, safety notes, spare parts list and proof of
purchase in a safe place. In addition, the manufacturer‘s current
warranty conditions apply.
Note
We reserve the right to make changes to the technical data contained in this information as a result of ongoing research and
development work.
REACH for Festool products, their accessories and consumables
REACh is a European Chemical Directive that came into effect in
2007. As “downstream users” and product manufacturers, we are
aware of our duty to provide our customers with information. We
have set up the following website to keep you updated with all the
latest news and provide you with information on all the materials
used in our existing products: www.festool.com/reach
38
Page 39

7 Base de données d’applications
Vous trouverez une description détaillée des possibilités d’utilisation du système d’assemblage également dans notre base
de données d’applications sur notre site Internet «www.festool.
com“.
7 Banco de datos para la utilización
En Internet encontrará usted en nuestro banco de datos para la
utilización, bajo „www.festool.com“, una descripción detallada de
las posibilidades de utilización del sistema de unión.
8 Accessoires
Utilisez uniquement des accessoires et consommables Festool
d’origine prévus pour cet outil : ces composants sont parfaitement adaptés les uns aux autres. Si vous utilisez des accessoires
et consommables d’autres marques, la qualité du résultat peut
être dégradée et les recours en garantie peuvent être soumis à
des restrictions. L’usure de l’outil ou votre charge personnelle
peuvent augmenter selon chaque application. Pour cette raison,
protégez-vous, votre outil et vos recours en garantie en utilisant
exclusivement les accessoires Festool et consommables Festool
d’origine !
Pour les références pour les fraises, gabarits et autres accessoires, veuillez vous reporter au tableau 1 de votre catalogue Festool
ou visiter notre home page Internet «www.festool.com“.
9 Garantie
Nos appareils sont couverts par une garantie couvrant les défauts
de matière ou de fabrication variable selon les dispositions légales
en vigueur dans le pays d’utilisation, mais en tous cas non inférieure à 12 mois. A l’intérieur des pays de la Communauté Européenne,
la durée de la garantie est de 24 mois (la facture ou le bon de livraison faisant foi). Ne sont pas couverts par la garantie les dommages
résultant d’une usure naturelle, d’une surcharge, d’une utilisation
non conforme, ou causés par l’utilisateur, ou qui proviennent d’une
utilisation non prévue dans la notice d’utilisation, ou qui étaient
connus au moment de l’achat. Sont également exclus les dommages résultant de l‘utilisation d‘accessoires et de consommables
(patins de ponçage par exemple) qui ne sont pas d‘origine. Les réclamations ne sont recevables qu’à la condition que l’appareil soit
retourné non démonté au fournisseur ou à un service après-vente
agréé Festool. Conservez soigneusement la notice d’utilisation,
les instructions de sécurité, la liste de pièces de rechange, ainsi
qu’une preuve de l’achat. Pour le reste, ce sont les conditions de
garantie du fabricant en vigueur qui s’appliquent selon le cas.
8 Accesorios
Utilice solamente los accesorios Festool originales y el material de
consumo Festool diseñados para esta máquina, ya que los componentes de este sistema presentan una óptima compatibilidad entre
sí. La utilización de accesorios y material de consumo de otros
fabricantes es probable que afecte a la calidad de los resultados
de trabajo y conlleve una limitación de los derechos de la garantía.
El desgaste de la máquina o de su carga personal puede variar en
función de la aplicación. Utilice únicamente accesorios originales
y material de consumo de Festool para su propia protección y la
de la máquina, así como de los derechos de la garantía
Para los números de pedido de las herramientas fresadoras,
los patrones y accesorios varios sírvase consultar la tabla 1, su
catálogo de Festool o bien nuestra página Web (homepage) de
Internet, bajo „www.festool.com“.
9 Prestación de garantía
Ofrecemos para nuestros aparatos una garantía por defectos
de material o fabricación en virtud de las disposiciones legales
específi cas de cada país, pero como mínimo de 12 meses. Para
los países de la UE, el periodo de prestación de garantía es de
24 meses (se determinará por la factura o el albarán). Quedan
excluidos de la prestación de garantía los daños originados por
el desgaste natural, la sobrecarga, o el uso inadecuado, o los
daños ocasionados por el usuario o cualquier empleo contrario al
manual de instrucciones o que ya eran conocidos en el momento
de la compra. También quedan excluidos los daños provocados a
raíz de la utilización de accesorios y materiales de consumo no
originales (p. ej. platos lijadores).
Sólo se reconocerán reclamaciones cuando se remita el aparato
sin desmontar al proveedor o a un taller de servicio al cliente
autorizado de Festool. Conserve el manual de instrucciones, las
indicaciones de seguridad, la lista de piezas de recambio y el comprobante de compra en un lugar seguro. Por lo demás rigen las
condiciones de prestación de garantía actuales del fabricante.
Remarque
Les démarches continues en recherche et développement peuvent
entrainer des modifi cations dans les caractéristiques techniques
fi gurant ici, et qui sont donc données sous toutes réserves.
REACh pour les produits Festool, leurs accessoires et les
consommables
REACh est le nom de la directive sur les produits chimiques applicable à l’ensemble de l’Europe depuis 2007. En notre qualité
d’« utilisateur en aval », en l’occurrence de fabricant de produits,
nous sommes tenus à un devoir d’information vis-à-vis de notre
clientèle. Afi n de vous tenir systématiquement informés des
dernières nouveautés ainsi que des substances susceptibles de
fi gurer sur la liste des candidats et rentrant dans la composition
de nos produits, nous avons créé le site Internet suivant : www.
festool.com/reach
Nota
Debido a los constantes trabajos de investigación y desarrollo nos
reservamos el derecho de realizar modifi caciones respecto a los
datos técnicos indicados en el presente documento.
Normativa REACh para productos Festool, incluyendo accesorios
y material de consumo
La normativa REACh, vigente desde 2007 en toda Europa, regula
el uso de productos químicos. Nosotros, como “usuarios intermedios”, es decir, como fabricantes de productos, somos conscientes
de nuestra obligación de mantener informados a nuestros clientes.
A fi n de mantenerle siempre al día de nuestras novedades y de
informarle sobre las posibles sustancias utilizadas en nuestros
productos, hemos creado para usted la siguiente página web:
www.festool.com/reach
39
Page 40

Sistema per giunzioni VS 600
T2
SZ 14
SZ 20
FZ 6
FZ 10
DS 32
HSS
HM
HSS
HM
HSS
HM
HSS
HM
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
SZO 14 Z HM 490978
SZO 14 S HM 491164
SZO 20 Z HM 490980
SZO 20 S HM 491165
490991
490992
490995
490996
490944
490978
490946
490980
491065
491066
490067
491068
491069
OF 900,
OF 1000,
OF 1010
490770
(Ø 17 mm)
490771
(Ø 24 mm)
490772
(Ø 8,5 mm)
484176
(Ø 13,8 mm)
484176
(Ø 13,8 mm)
490772
(Ø 8,5 mm)
490770
(Ø 17 mm)
484176
(Ø 13,8 mm)
490771
(Ø 24 mm)
OF 1400
492181
(Ø 17 mm)
492182
(Ø 24 mm)
492179
(Ø 8,5 mm)
492180
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
492179
(Ø 8,5 mm)
492181
(Ø 17 mm)
492180
(Ø 13,8 mm)
492182
(Ø 24 mm)
464164
T1
Tipo di giunzione
Incastri a
coda di
rondine
Incastri
Fori per spine
DS 32
Incastri a coda
di rondine aperti
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Spessore
materiale
da - a
(consigliata)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Larghezza pezzo max. 600 mm
1 Dati tecnici
Per i codici prodotto di frese, punte da trapano, anelli a copiare e
perni di centraggio, v. tabella T2. Per le frese o le punte indicate si
consiglia di usare la velocità massima consentita dalla fresatrice
verticale.
2 Impiego appropriato
Il sistema per giunzioni VS 600 è previsto per eseguire la fresatura
di incastri, incastri a coda di rondine, fori per spine e incastri a
coda di rondine aperti su legno e legni misti, in combinazione con
le relative sagome, gli anelli a copiare e gli utensili di fresatura,
con le frese verticali Festool della serie OF 900, OF 1000, OF 1010
e OF 1400.
L’utilizzatore è responsabile di eventuali danni o infortuni causati
da un impiego non appropriato.
3 Avvertenze sulla sicurezza
• Quando si lavora con il sistema per giunzioni VS 600 si devono
osservare anche le avvertenze sulla sicurezza allegate alla
vostra fresatrice verticale manuale.
• Si raccomanda di usare solo gli utensili di fresatura, gli anelli a
copiare e i perni di centraggio riportati nella tabella T2.
• Utilizzare solo accessori e ricambi originali Festool.
• Prima di iniziare a lavorare ci si deve accertare che i pezzi siano
bloccati in modo sicuro e che siano chiuse tutte le leve di bloccaggio e le manopole del sistema per giunzioni.
40
Page 41

Verbindingssysteem VS 600
Förbindningssystem VS 600
T1
Soort verbinding
Zwaluwstaartlassen
Vingerlassen
Deuvelgaten DS 32
Open
zwaluwstaartlassen
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Materiaal-
dikte
van - tot
(aanbevolen)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Werkstukbreedte tot 600 mm
1 Technische gegevens
De bestelnummers voor frezen, boren, kopieerringen en centreerdoorns: zie tabel T2. Voor de aangegeven frezen resp. boren adviseren wij het maximale toerental van uw bovenfrees te gebruiken.
T1
Förbindningstyp
Laxstjärtsinkor
Fingersinkor
Tapph
ål
DS 32
Öppna
laxstjärtsinkor
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Material-tjocklek
från - till
(rekommenderat)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Bredd på arbetsstycket til 600 mm
1 Teknisk data
Best.-nr. för fräsar/fräsverktyg, borrar, kopierringar och centrerdornar hittar du i tabellen T2. För de nämnda fräsarna/fräsverktygen resp. borrarna rekommenderar vi att ställa in maximalt
varvtal på din överhandsfräs.
2 Gebruik volgens de voorschriften
Het verbindingssysteem VS 600 is volgens de voorschriften bedoeld
om, gekoppeld aan de bijbehorende sjablonen, kopieerringen en
frees-gereedschappen, met Festool bovenfrezen van de bouwseries OF 900, OF 1000, OF 1010 en OF 1400 zwaluwstaartlassen,
vingerlassen, deuvelgaten en open zwaluwstaart-lassen in hout
en houtmaterialen te frezen.
Voor schades en ongevallen door gebruik dat niet volgens de
voorschriften is, is de gebruiker aansprakelijk.
3 Veiligheidsinstructies
• Let bij het werken met het verbindingssysteem VS 600 ook op
de bij uw handbovenfrees bijgevoegde veiligheidsinstructies.
• Gebruik alleen de in tabel T2 opgevoerde frees-gereedschappen,
kopieerringen en centreerdoorns.
• Gebruik alleen originele accessoires en reserve-onderdelen van
Festool.
• Waarborg vóór het frezen dat de werkstukken veilig zijn opgespannen en dat alle spanhendels en draaiknoppen van het
verbindingssysteem gesloten zijn.
2 Föreskrivet användningområde
Förbindningssystemet VS 600 ska enligt det föreskrivna användningsområdet användas för att fräsa laxstjärtsinkor, fi ngersinkor,
tapphål och öppna laxstjärtsinkor i trä och trämaterial med hjälp
av Festool överhandsfräsar serie OF 900, OF 1000, OF 1010 och
OF 1400 i kombination med kopierstycken, kopierringar och
fräsverktyg.
Användaren ansvarar själv för skador och olyckor om produkten
inte används enligt det föreskrivna användningsområdet.
3 Säkerhetsanvisningar
• När du använder förbindningssystemet VS 600 ska du alltid även
beakta säkerhetsanvisningarna för överhandsfräsen.
• Använd endast de i tabell T2 nämnda fräsverktygen, kopierringar
och centeringsdornar.
• Använd endast original Festool tillbehör och reservdelar.
• Innan du börjar fräsa är det viktigt att kontrollera, att arbetsstycket är ordentligt fastspänt och att alla spännarmar och vridknappar på förbindnings-systemet har gått i lås ordentligt.
41
Page 42

4 Struttura
Il sistema per giunzioni VS 600 è composto dai seguenti componenti (fi gura 1):
1.1 Telaio base
1.2 Supporto con sagome
1.3 Manopole per bloccare la sagoma
1.4 Settore orientabile per il supporto
1.5 Leva di bloccaggio per settore orientabile
1.6 Leva di bloccaggio per regolare la sagoma il altezza
1.7 Pressore per bloccare i pezzi orizzontalmente
1.8 Pressore per bloccare i pezzi verticalmente
5 Preparativi
5.1 Posizionamento del telaio base
Il telaio base si deve fi ssare su un supporto stabile in modo che
non possa scivolare:
• disporre il telaio base in modo che il bordo anteriore sporga di
circa 5 mm.
• fi ssare il telaio base da entrambi i lati sul supporto con due viti
(fi gura 2) o due morsetti (fi gura 3).
5.1
5.2
5.3 Fresatrice verticale
Avvertenza: l’impiego della fresatrice verticale (regolazione della
profondità di fresatura, cambio dell’utensile, ecc.) è descritto nelle
relative istruzioni per l’uso.
Montare l’anello a copiare occorrente al centro del piano di taglio
della fresatrice verticale:
• Staccare la spina dalla presa di corrente.
• Capovolgere la fresatrice verticale.
• Svitare le due viti (4.1) e rimuovere l’anello (4.2).
• Bloccare il perno di centraggio (4.4) nel codolo portafresa.
• Inserire l’anello a copiare (4.5, 5.3) nel piano di taglio della
fresatrice verticale, con il collarino rivolto verso l’alto.
• Muovere lentamente il piano di taglio in direzione del perno di
centraggio, fi nché l’anello a copiare (5.3) non viene centrato dal
perno di centraggio (5.2).
• Fissare l’anello a copiare con le due viti in dotazione (4.3, 5.1).
• Rimuovere il perno di centraggio dal codolo portafresa.
5.4
5A
5.3
PRUDENZA
Danneggiamento della fresa e della dima di fresatura
- Rimuovere, se montato, il supporto regolabile in altezza (5.4)
dalla fresatrice verticale.
42
Page 43

4 Montage
Het verbindingssysteem VS 600 bestaat uit de volgende onderdelen
(afbeelding 1):
1.1 Basisframe
1.2 Houder voor sjablonen
1.3 Draaiknoppen voor het inspannen van de sjabloon
1.4 Zwenksegment voor houder
1.5 Spanhendel voor zwenksegment
1.6 Spanhendel voor hoogteomzetting van de sjablonen
1.7 Drukbalk om werkstukken horizontaal in te spannen
1.8 Drukbalk om werkstukken verticaal in te spannen
4 Konstruktion
Förbindningssystemet VS 600 består av följande komponenter
(fi g. 1):
1.1 Stativ
1.2 Hållare för kopierstycken
1.3 Vridknappar för fastsättning av kopierstyckena
1.4 Svängdetalj för hållaren
1.5 Spännarm för svängdetaljen
1.6 Spännarm för kopierstyckets höjdjustering
1.7 Tryckbalk för vårätt fastspänning av arbetsstycken
1.8 Tryckbalk för vårätt fastspänning av arbetsstycken
5 Voorbereiding
5.1 Basisframe opstellen
Het basisframe moet dusdanig op een ondergrond worden gemonteerd dat het niet wegglijdt:
• Stel het basisframe zó op dat de voorkant ca. 5 mm uitsteekt.
• Bevestig het basisframe met twee schroeven (afbeelding 2) of
twee lijmklemmen (afbeelding 3) aan beide zijden op de ondergrond.
5.3 Bovenfrees
Aanwijzing: De bediening van de bovenfrees (instellen van de
freesdiepte, gereedschapvervanging, etc.) staat beschreven in de
handleiding ervan.
Monteer de vereiste kopieerring centraal in de freestafel van
de bovenfrees.
• Trek de stekker uit de stekkerdoos.
• Zet de bovenfrees ondersteboven.
• Draai de twee schroeven (4.1) los en verwijder de ring (4.2).
• Span de centreerdoorn (4.4) vast in de freesspindel.
• Leg de kopieerring (4.5, 5.3) met de kraag naar boven in de
freestafel van de bovenfrees.
• Beweeg de freestafel langzaam in de richting van de centreerdoorn, tot de kopieerring (5.3) door de centreerdoorn (5.2)
gecenterd wordt.
• Schroef de kopieerring vast met de twee meegeleverde schroeven (4.3, 5.1).
• Verwijder de centreerdoorn uit de freesspindel.
5 Förberedelse
5.1 Ställ upp stativet
Stativet ska fästas ordentligt på ett stabilt underlag så att det inte
kan glida iväg:
• Ställ upp stativet så, att framkanten står ut ca.5 mm.
• Fäst stativet med två skruvar (fi g. 2) eller två skruvtvingar (fi g.
3) på båda sidorna på underlaget.
5.3 Överhandsfräs
OBS: Hur man använder överhandsfräsen (inställning av fräs-
djupet, verktygbyte etc.) beskrivs i överhandsfräsens bruksanvisning.
Montera kopierringen som du behöver centriskt i överhandsfräsens fräsbord:
• Drag ut stickkontakten ur eluttaget.
• Ställ överhandsfräsen upp och ner (på huvudet).
• Lossa de båda skruvarna (4.1) och tag bort ringen (4.2).
• Spänn fast centrerdornen (4.4) i frässpindeln.
• Placera kopierringen (4.5, 5.3) med ansatsen i riktning uppåt i
överhandffräsens fräsbord.
• För fräsbordet långsamt i riktning mot centrerdornen, tills
kopierringen (5.3) centreras med hjälp av centrerdornen (5.2).
• Skruva fast kopierringen med hjälp av de båda skruvarna (4.3,
5.1) som ingår i leveransen.
• Tag ut centrerdornen ur frässpindeln.
ATTENTIE
Beschadiging van de frees en freessjabloon
- Verwijder, indien gemonteerd, de in hoogte verstelbare
afsteunpoot (5.4) van de bovenfrees.
OBS
Skador på fräsen och frässchablonen
- Om höjdinställbara stöd (5.4) fi nns monterade ska man ta bort
dessa från handöverfräsen.
43
Page 44

6 Impiego
Con il sistema per giunzioni VS 600 e la relativa sagoma si possono
realizzare i seguenti tipi di giunzione:
• incastri a coda di rondine (v. capitolo 6.1),
• incastri (v. capitolo 6.2),
• fori per spine (v. capitolo 6.3),
• incastri a coda di rondine aperti (v. capitolo 6.4).
6.1 Incastri a coda di rondine
a) Inserimento della sagoma
• Fissare i due settori orientabili (6.1) con la leva di bloccaggio
(6.2) in posizione centrale (verticale).
• Aprire le due leve di bloccaggio (7.1, 7.3) per regolare la sagoma in altezza e spingere tutto in basso il supporto (7.2) della
sagoma.
• Aprire le manopole (7.4, 7.7) per il bloccaggio della sagoma e
inserire la sagoma (7.5).
Attenzione: le due rotelle di regolazione (7.6) devono essere
rivolte verso il basso.
• Chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
• Orientare la sagoma in modo che i gradini inferiori (8.1) delle
due rotelle di regolazione siano appoggiati sul telaio base del
sistema per giunzioni e fi ssare la sagoma con le due manopole
(7.4, 7.7).
• Ruotare le due battute portandole in posizione „SZ 14“ e „SZ
20“ (9.3). Orientare le battute in modo che le frecce (9.1) siano
appoggiate sul lato diritto interno (9.2) delle rientranze della
sagoma. Fissare le battute con le manopole (9.4).
• Aprire le due leve di bloccaggio per la regolazione della sagoma
in altezza e spostare la sagoma verso l’alto.
• Inserire un pezzo sotto le due estremità della sagoma. Spingere
la sagoma verso il basso fi no ad appoggiarla in piano sul pezzo
e chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
44
Page 45

6 Toepassing
Met het verbindingssysteem VS 600 en de erbij horende sjabloon
kunnen de volgende soorten verbindingen worden gemaakt:
6 Användning
Med hjälp av förbindningssystemet VS 600 och respektive kopierstycke kan man tillverka följande förbindningar:
• Zwaluwstaartlassen (zie hoofdstuk 6.1),
• Vingerlassen (zie hoofdstuk 6,2),
• Deuvelgaten (zie hoofdstuk 6.3),
• Open zwaluwstaartlassen (zie hoofdstuk 6.4).
6.1 Zwaluwstaartlassen
a) Monteren van de sjabloon
• Fixeer de twee zwenksegmenten (6.1) met de spanhendel (6.2)
in de middelste (verticale) stand.
• Maak de twee spanhendels (7.1, 7.3) voor de hoogteomzetting
van de sjablonen open en druk de houder (7.2) voor de sjabloon
geheel naar beneden.
• Maak de draaiknoppen (7.4, 7.7) voor het inspannen van de
sjabloon los en plaats de sjabloon (7.5) erin. Attentie: De twee
instelwielen (7.6) moeten naar beneden wijzen.
• Sluit de twee spanhendels voor de hoogteverstelling van de
sjabloon.
• Richt de sjabloon zó uit dat de onderste afzettingen (8.1) van
de twee instelwielen tegen het basisframe van het verbindingssysteem aanliggen en span de sjabloon vast met de twee
draaiknoppen (7.4, 7.7).
• Draai de twee aanslagen naar stand „SZ 14“ resp. „SZ 20“ (9.3).
Richt de aanslagen zó uit dat de pijlen (9.1) tegen de binnenste,
rechte kant (9.2) van de uitsparingen in de sjabloon liggen. Klem
de aanslagen vast met de draaiknoppen (9.4).
• Maak de twee spanhendels voor de hoogteom-zetting van der
sjablonen open en beweeg de sjablonen naar boven toe.
• Leg een werkstuk onder beide uiteinden van de sjabloon. Druk
de sjabloon zó ver naar beneden dat hij plat op het werkstuk
ligt en sluit de twee spanhendels voor de hoogteomzetting van
de sjabloon.
• Laxstjärtsinkor (se kapitel 6.1),
• Fingersinkor (se kapitel 6.2),
• Tapphål (se kapitel 6.3),
• Öppna laxstjärtsinkor (se kapitel 6.4).
6.1 Laxstjärtsinkor
a) Sätta kopierstycket på plats
• Fixera de båda svängdetaljerna (6.1) med spännarmen (6.2) i
det mellersta (lodräta) läget.
• Öppna de båda spännarmarna (7.1, 7.3) för kopierstyckets höjdjustering och tryck ner hållaren (7.2) för kopierstycket så långt
det går.
• Öppna vridknapparna (7.4, 7.7) för fastspänning av kopierstycket
och sätt kopierstycket (7.5) på plats.
Se upp: De båda inställningsrattarna (7.6) ska visa i riktning
nedåt.
• Stäng nu de båda spännarmarna för kopierstyckets höjdjustering.
• Rikta kopierstycket så, att de undre klackarn (8.1) på de båda
inställningsrattarna anligger mot förbindningssystemets stativ
och spänn fast kopierstycket med hjälp av de båda vridknapparna (7.4, 7.7).
• Vrid de båda anslagen så, att det står på „SZ 14“ resp. „SZ
20“ (9.3). Rikta anslagen så, att pilarna (9.1) anligger mot de
inre raka sidan (9.2) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (9.4).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och fl ytta kopierstycket i riktning uppåt.
• Placera nu arbetsstycket under kopierstyckets båda ändar.
Tryck ner kopierstycket så långt, tills det anligger plant mot
arbetsstycket och stäng sedan de båda spännarmarna för kopierstyckets höjdjustering.
45
Page 46

4
B
1
10
A
3
A
a3
a4
a2
a1
B
A
2
a1
a2
a3
a4
B
a3
a2
a1
a4
b) Bloccaggio pezzi
Si devono sempre bloccare insieme entrambi i pezzi da giuntare.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 10):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi devono essere appoggiati lateralmente sulla battuta.
• I bordi delle superfi ci superiori dei pezzi devono trovarsi esattamente a fi lo.
• I lati che si trovano all’esterno quando i pezzi sono bloccati (a1
- a4) formaneranno i lati interni della giunzione fi nita.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere bloccati
sempre nella parte superiore del sistema per giunzioni, i pezzi
„2“ e „4“ sempre nella parte anteriore.
c) Preparativi per la fresatrice verticale (v. 5.3)
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella T2) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare sulla fresatrice verticale la seguente profondità di
fresatura (Attenzione: queste quote valgono soltanto per gli
utensili riportati nella tabella T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Nella fresatura di incastri si deve utilizzare la calotta di aspirazione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
„M“ (per es. l’aspiratore Festool CLEANTEX CTM). Avvertenza:
regolare la distanza tra la calotta di aspirazione e il pezzo verticale lasciando uno spazio suffi ciente per la traslazione durante
la fresatura degli incastri.
d) Lavorazione
Scalfi ttura
Per evitare scheggiature nei pezzi bloccati in posizione verticale si
dovrebbe procedere alla scalfi ttura della loro superfi cie:
• Appoggiare sul supporto della sagoma un listello (11.1) la cui
larghezza corrisponda a quella del pezzo +33 mm. Il listello
servirà da guida per la fresatrice verticale.
• Appoggiare la fresatrice verticale sulla sagoma, a destra del
pezzo, facendo in modo che la superfi cie di guida (11.2) del piano
di taglio della fresatrice verticale sia appoggiata sul listello.
• Spingere la macchina verso il basso fi no a raggiungere la profondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Muovere la fresatrice verticale da destra a sinistra lungo il
listello scalfendo il pezzo in modo unidirezionale.
46
Page 47

b) Werkstukken inspannen
De twee met elkaar te verbinden werkstukken moeten altijd
tegelijkertijd worden ingespannen. Hierbij dient te worden gelet
(zie afbeelding 10) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken moeten aan de zijkant tegen de aanslag liggen.
• De werkstukken moeten aan de bovenkant gelijk eindigen.
• De in de ingespannen staat buiten liggende kanten (a1 - a4)
vormen de binnenkanten van de verbinding als die gereed is.
• Bij een frame (corpus) moeten de werkstukken voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de
rechter aanslag worden gelegd. De werkstukken „1“ en „3“
moeten steeds boven en de werkstukken „2“ en „4“ steeds
vooraan in het verbindingssysteem worden ingespannen.
b) Spänna fast arbetsstycket
Man ska alltid spänna fast båda arbetsstycken som ska förbindas
med varandra samtidigt.
Beakta följande (se fi g. 10):
• Arbetsstyckena ska spännas fast på så sätt, att frontsidorna
som ska förbindas ligger mot varandra.
• Arbetsstyckena ska anligga mot anslaget på sidorna.
• Arbetsstyckena ska ligga i linje upptill.
• De sidor som i fastspänt tillstånd befi nner sig på utsidan (a1 - a4)
är sedan de invändiga sidorna på den färdigställda förbindelsen.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska alltid spännas fast uppe i förbindningssystemet och arbetsstyckena „2“ och „4“ framtill.
c) Voorbereidingen aan de bovenfrees (zie 5.3)
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel T2) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de volgende freesdiepte in (attentie:
deze afmetingen gelden alleen voor de in tabel T2 genoemde
frezen):
SZ 14: 12 mm, SZ 20: 15 mm.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
„M“ (b.v. Festool CLEANTEX CTM).
Aanwijzing: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
c) Förbereda överhandsfräsen (se 5.3)
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell T2) i överhandsfräsen spännhylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in följande fräsdjup på din överhandsfräs (se upp: dessa
mått gäller endast för den i tabell T2 nämnda fräsen):
SZ 14: 12 mm, SZ 20: 15 mm.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AHOF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare „M“ (t.ex. Festool CLEANTEX
CTM).
OBS: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
d) Bewerking
Ritsen
Om bij loodrecht opgespannen werkstukken splinters te voorkomen, dienen deze oppervlakken te worden geritst:
• Leg een werkbalk (11.1) tegen de houder voor de sjabloon waarvan de breedte werkstukdikte +33 mm bedraagt. Deze werkbalk
geldt als geleiding voor de bovenfrees.
• Zet de bovenfrees aan de rechterkant van de werkstuk op het
sjabloon zodat het geleidingsvlak (11.2) van de freestafel van de
bovenfrees tegen de werkbalk ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Geleid de bovenfrees van rechts naar links langs de werkbalk
en rits daardoor het werkstuk in gelijkloop in.
d) Bearbetning
Ritsning
För att undvika splittrade kanter på det lodrätt fastspända arbetsstycket bör man ritsa dess yta.:
• Placera en list (11.1) mot kopierstyckets hållare med en bredd på
arbetsstyckets tjocklek + 33 mm. Denna list har en styrfunktion
för överhandsfräsen.
• Placera nu överhandsfräsen till höger om arbetsstycket på
kopierstycket, så att styrkanten (11.2) på överhandsfräsens
fräsbord anligger mot listen.
• Tryck ner maskinen ända ner till det inställda fräsdjupet och
arretera fräsdjupet på överhands fräsen.
• Tillkoppla nu överhandsfräsen.
• För sedan överhandsfräsen längs listen från högger till vänster
och ritsa så arbetsstycket parallellt.
47
Page 48

Prova di fresatura degli incastri
Eseguire prima una prova di fresatura e controllare se tutte le
impostazioni sono corrette.
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (12.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la profondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 13).
Attenzione: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Controllare se tutti gli incastri vengono fresati correttamente –
ripetere eventualmente la fresatura.
• Sbloccare i pezzi e combinarli insieme.
Se la giunzione a incastro non dovesse coincidere esattamente,
si devono eseguire le seguenti correzioni:
° Le parti della giunzione si incastrano con diffi coltà (14.1):
ridurre leggermente la profondità di fresatura della fresatrice
verticale agendo sulla regolazione micrometrica (circa - 0,5
mm).
° Le parti della giunzione si incastrano con troppa facilità
(14.2):
aumentare leggermente la profondità di fresatura della fre-
satrice verticale agendo sulla regolazione micrometrica (circa
+ 0,5 mm).
° Le parti della giunzione si incastrano troppo in profondità
(14.3):
girare le rotelle di regolazione della quota di errore in direzione
negativa (1 graduazione corrisponde a -0,1 mm di profondità
dell’incastro), reinserire la sagoma come indicato nel capitolo
6.1 a) e allinearla.
° Le parti della giunzione non si incastrano con suffi ciente
profondità (14.4):
girare le rotelle di regolazione della quota di errore in direzione
positiva (1 graduazione corrisponde a +0,1 mm di profondità
dell’incastro), reinserire la sagoma come indicato nel capitolo
6.1 a) e allinearla.
Avvertenza: per poter agire sulle rotelle di regolazione occorre
svitare le viti (15.1) e stringerle nuovamente alla fi ne della regolazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
• Ripetere questa operazione fi nché la giunzione non risulta
esatta.
Fresatura degli incastri
Eseguire la fresatura di tutti gli incastri basandosi sui campioni
già fresati.
48
Page 49

Lassen op proef frezen
Frees eerst op proef om te controleren of alle instellingen correct zijn.
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(12.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
13).
Attentie: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgrepen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
• Controleer of alle lassen correct zijn gefreesd - zo nodig opnieuw
frezen.
• Span de werkstukken eruit en zet deze in elkaar.
Provfräsa sinkor
Provfräs först en sinka för att kontrollera att alla inställningar
stämmer.
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (12.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopierstycket. (fi g. 13).
Se upp: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Kontrollera att samtliga sinkor är korrekt frästa – upprepa
fräsningen om det skulle behövas.
• Lossa arbetsstyckena och sätt ihop dem.
Als de lasverbinding niet exact klopt, dienen de volgende cor-
recties te worden uitgevoerd:
° Lasverbinding loopt te moeilijk (14.1):
verminder de freesdiepte van de bovenfrees een beetje met
de fi jninstelling van de freesdiepte (ca. - 0,5 mm).
° Lasverbinding loopt te gemakkelijk (14.2): vergroot de frees-
diepte van de bovenfrees een beetje met de fi jninstelling van
de freesdiepte (ca. +0,5 mm).
° Lasverbinding te diep (14.3):
instelwielen met de fouthoeveelheid in de min-richting draaien
(1 schaalstreep komt overeen met - 0,1 mm diepte van de
las), sjabloon (i.o.m. hoofdstuk 6.1 a) opnieuw plaatsen en
uitrichten.
° Lasverbinding niet diep genoeg (14.4): instelwielen met de
fouthoeveelheid in de plusrichting draaien (1 schaalstreep
komt overeen met +0,1 mm diepte van de las), sjabloon i.o.m.
hoofdstuk 6.1 a) opnieuw plaatsen en uitrichten.
Aanwijzing: om de instelwielen te kunnen omzetten moet u de
schroeven (15.1) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
Om sinkförbindelsen inte skulle exakt kan du korrigera den
på följande sätt::
° Sinkförbindningen sitter åt för hårt (14.1): Reducera fräs-
djupet på överhandsfräsen något (ca. - 0,5 mm) med hjälp av
överhandfräsens fi ninställning.
° Sinkförbindningen är för lös (14.2):
Öka fräsdjupet på överhandsfräsen något (ca.+ 0,5 mm) med
hjälp av överhandfräsens fi ninställning.
° Sinkförbindningen är för djup (14.3):
Vrid inställningsrattarna i minus-riktning motsvarande fel-
måttet (1 streck på skalan motsvarar - 0,1 mm sinkdjup), sätt
i kopierstycket på nytt motsvarande beskrivningen i kapitel
6.1 a) och rikta den.
° Sinkförbindningen är inte tillräckligt djup (14.4): Vrid inställ-
ningsrattarna i plus-riktning motsvarande felmåttet (1 streck
på skalan motsvarar + 0,1 mm sinkdjup), sätt i kopierstycket
på nytt motsvarande beskrivningen i kapitel 6.1 a) och rikta
den.
OBS: För att kunna justera inställningsrattarna måste du lossa
skruvarna (15.1) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
• Herhaal deze procedure totdat de verbinding exact klopt.
Frezen van de lassen
Frees alle lassen analoog aan het frezen op proef.
• Upprepa proceduren tills förbindningen passar exakt.
Fräsa sinkor
Fräs alla sinkorna på samma sätt som du genomförde provfräsningen.
49
Page 50

6.2 Incastri
a) Inserimento della sagoma e fi ssaggio del paraschegge
• Fissare i due settori orientabili con la leva di bloccaggio in posizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
• Aprire le manopole (16.1) per il bloccaggio della sagoma e inserire la sagoma.
Attenzione: il lato posteriore ricurvo della sagoma (16.2) deve
essere rivolto verso l’alto.
• Spingere la sagoma fi no a battuta verso la parte posteriore e
bloccarla con le due manopole (16.1).
• Ruotare le due battute portandole in posizione „FZ 6“ e „FZ 10“
(16.5). Orientare le battute in modo che le frecce (16.8) siano
appoggiate sul lato diritto interno (16.7) delle rientranze della
sagoma. Fissare le battute con le manopole (16.6).
• Spostare la sagoma verso l’alto e inserire un blocco di legno
tenero (16.4) come paraschegge sotto la sagoma.
Avvertenza: il paraschegge impedisce che il pezzo si scheggi
sul retro durante la fresatura.
Attenzione: affi nché il sistema per giunzioni non venga dan-
neggiato durante la fresatura e il paraschegge possa svolgere
la sua funzione, deve avere 5 mm in più di spessore rispetto al
pezzo da lavorare e almeno la stessa larghezza del pezzo da
lavorare.
• Spingere la sagoma verso il basso fi no ad appoggiarla in piano
sul paraschegge e chiudere le due leve di bloccaggio per la
regolazione della sagoma in altezza.
• Orientare il paraschegge in modo che sia a fi lo con il bordo
anteriore del telaio base e fi ssarlo con il pressore superiore.
• Fissare il paraschegge alla sagoma usando le viti corte per legno
(16.3).
B
1
17
A
4
3
A
1
2
B
A
2
3
4
B
3
2
1
4
b) Bloccaggio pezzi
I due pezzi da giuntare insieme devono essere fi ssati con il pressore
anteriore e lavorati contemporaneamente.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 17):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi sono appoggiati lateralmente contro la battuta, sfalsati
tra di loro di una quota corrispondente all’incastro.
• I pezzi si devono spingere dal basso contro la sagoma.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere appoggiati al
paraschegge nella parte posteriore, i pezzi „2“ e „4“ al pressore
nella parte anteriore.
50
Page 51

6.2 Vingerlassen
a) Inzetten van de sjabloon en monteren van een splinter-
bescherming
• Fixeer de twee zwenksegmenten met de spanhendel in de middelste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteom-zetting van de
sjablonen open en druk de houder voor de sjabloon geheel naar
beneden.
• Maak de draaiknoppen (16.1) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie: de omgebogen achterste kant (16.2) van de sjabloon
moet naar boven wijzen.
• Schuif de sjabloon tot aan de aanslag naar achteren en span
hem vast met de twee draaiknoppen (16.1)
• Draai de twee aanslagen naar stand „FZ 6“ resp. „FZ 10“ (16.5).
Richt de aanslagen zó uit dat de pijlen (16.8) tegen de binnenste,
rechte kant (16.7) van de uitsparingen in de sjabloon liggen.
Klem de aanslagen vast met de draaiknoppen (16.6).
• Beweeg de sjabloon naar boven en leg een zachthouten plank
(16.4) als splinterbescherming de sjabloon.
Aanwijzing: de splinterbescherming voorkomt dat het werkstuk
bij het frezen aan de achterkant versplintert.
Attentie: om het verbindingsysteem bij het frezen niet te be-
schadigen en de splinterbescherming zijn taak te laten vervullen, moet de splinterbescherming 5 mm dikker zijn dan het te
bewerken werkstuk en minimaal de breedte van het te bewerken
werkstuk hebben.
• Druk de sjabloon zó ver naar beneden dat hij plat op de splinterbescherming ligt en sluit de twee spanhendels voor de
hoogteomzetting van de sjabloon.
• Richt de splinterbescherming zó uit dat hij gelijk met de voorkant
van het basisframe uitkomt en span hem vast met de bovenste
drukbalk.
• Schroef de splinterbescherming met korte houtschroeven (16.3)
vast op de sjabloon.
6.2 Fingersinkor
a) Sätta kopierstycket på plats och fästa splitterskyddet
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (16.1) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se upp: Den böjda bakre sidan (16.2) på kopierstycket ska visa
uppåt.
• Skjut kopierstycket bakåt ända till anslaget och spänn det med
hjälp av de båda vridknapparna (16.1).
• Vrid de båda anslagen så, att det står på „FZ 6“ resp. „FZ 10“
(16.5). Rikta anslagen så, att pilarna (16.8) anligger mot de
inre raka sidan (16.7) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (16.6).
• Flytta kopierstycket i riktning uppåt och lägg en bräda av mjukt
trä (16.4) som splitterskydd under kopierstycket.
OBS: Splitterskyddet förhindrar att arbetsstycket splittrar i
sambandn med fräsningen.
Se upp: För att förbindningssystemet inte ska kunna ta skada
i samband med fräsningen och splitterskyddet ska fungera
optimalt måste splitterskyddet vara 5 mm tjockare än arbetsstycket du bearbetar och vara minst så brett som själva arbetsstycket.
• Tryck ner kopierstycket så långt att med helt anligger mot splitterskyddet och lås de båda
spännarmarna för kopierstyckets höjdjustering.
• Rikta splitterskyddet så, att det slutar i linje med framkanten
på stativet och spänn fast splitterskyddet med hjälp av den övre
tryckbalken.
• Skruva fast splitterskyddet med korta träskruvar (16.3) på kopierstycket.
b) Werkstukken inspannen
De twee met elkaar te verbinden werkstukken moeten tegelijkertijd met de voorste drukbalk worden ingespannen en bewerkt.
Hierbij dient te worden gelet (zie afb. 17) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken liggen, uit het verband t.o.v. elkaar met de
breedte van een las, met de zijkant tegen de aanslag aan.
• De werkstukken moeten van beneden tegen de sjabloon worden
geschoven.
• Bij een frame (corpus) moeten de werkstukken, voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de rechter aanslag, worden gelegd. De werkstukken „1“ en „3“ moeten
aan de achterkant tegen de splinterbescherming liggen, en de
werk stukken „2“ en „4“ aan de voorkant tegen de drukbalk.
b) Fästa arbetsstycket
De båda arbetsstycken som ska förbindas med varandra ska
fästas fast samtidigt med hjälp av de främre tryckbalkarna och
även bearbetas samtidigt.
I detta ssammanhang är följande viktigt (se fi g. 17):
• Arbetsstyckena ska fästas på så sätt, att de båda frontsidorna
som ska förbindas med
varandra ska ligga mot varandra.
• De båda arbetsstyckena ska anligga med sidorna mot anslaget
en sinkbredd förskjutna i förhållande till varandra.
• Arbetsstyckena ska skjutas mot kopierstycket nerifrån.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska anligga baktill mot splitterskyddet och arbetsstyckena „2“ och „4“ framtill mot tryckbalken.
51
Page 52

c) Preparativi per la fresatrice verticale (v. 5.3)
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella 1) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare lo spessore del pezzo nella fresatrice verticale come
profondità di fresatura.
Attenzione: la profondità di fresatura non dovrebbe superare
il diametro dell’utensile. In questi casi si deve suddividere la
profondità di fresatura in due o più passate.
• Nella fresatura di incastri si deve utilizzare la calotta di aspirazione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
„M“ (per es. l’aspiratore Festool CLEANTEX CTM).
Avvertenza: regolare la distanza tra la calotta di aspirazione e
il pezzo verticale lasciando uno spazio suffi ciente per la traslazione durante la fresatura degli incastri.
d) Lavorazione
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (18.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la profondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 19).
Attenzione: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Controllare la profondità degli incastri prima di sbloccare i pezzi.
Se non risulta corretta, ridurre o aumentare la profondità di
fresatura sulla fresatrice verticale di un valore pari alla quota
di errore.
52
Page 53

c) Voorbereidingen aan de bovenfrees (zie 5.3)
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel 1) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de werkstukdikte als freesdiepte in.
Attentie: de freesdiepte mag niet groter zijn dan de diameter van
de frees. De freesdiepte daarentegen moet in twee of meerdere
stappen worden ingedeeld.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
„M“ (b.v. Festool CLEANTEX CTM).
Aanwijzing: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
c) Förbereda överhandsfräsen (se 5.3)
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell 1) i överhandsfräsen spännhylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din över handsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in arbetsstyckets tjocklek som fräsdjup på överhandsfräs.
Se upp: Fräsdjupet bör inte vara större en fräsverktygets dia-
meter. I stället rekommenderas att man delar upp fräsdjupet i
två eller fl era arbetssteg.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AHOF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare „M“ (t.ex. Festool CLEANTEX
CTM).
OBS: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
d) Bewerking
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(18.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
19).
Attentie: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgrepen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
• Controleer vóór het uitspannen van de werkstukken de diepte
van de lassen. Als deze niet klopt, vergroot of verkleint u de
freesdiepte op uw bovenfrees met de fouthoeveelheid.
d) Bearbetning
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (18.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopierstycket. (fi g. 19).
Se upp: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Kontrollera sinkdjupet innan du tar loss arbetsstycket. Om
djupet inte stämmer reducerar resp. ökar du fräsdjupet med
ett felmått på din överhandsfräs.
53
Page 54

6.3 Fori per spine
a) Inserimento della sagoma
• Fissare i due settori orientabili con la leva di bloccaggio in posizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
• Aprire le manopole (20.1) per il bloccaggio della sagoma e inserire la sagoma.
Attenzione: le due rotelle di regolazione (20.5) devono essere
rivolte verso il basso.
• Chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
• Orientare la sagoma in modo che i gradini inferiori delle due
rotelle di regolazione siano appoggiati sul telaio base del sistema per giunzioni (v. fi gura 8) e fi ssare la sagoma con le due
manopole (20.1).
• Ruotare le due battute portandone nella posizione indicata dalla
fi gura 20. Orientare le battute in modo che le frecce (20.2) siano
appoggiate sul lato diritto interno (20.3) delle rientranze della
sagoma. Fissare le battute con le manopole (20.4).
• Aprire le due leve di bloccaggio (21.1) per la regolazione della
sagoma in altezza e spostare la sagoma verso l’alto.
• Aprire la leva di bloccaggio (21.2) e ruotare i settori orientabili per
il sostegno della sagoma portandoli nella posizione posteriore
(fi gura 21). Chiudere nuovamente la leva di bloccaggio.
• Inserire un pezzo sotto le due estremità della sagoma. Spingere
la sagoma verso il basso fi no ad appoggiarla in piano sul pezzo
e chiudere le due leve di bloccaggio per la regolazione della
sagoma in altezza.
4
B
1
22
A
a4
a2
a1
3
a3
A
a1
a2
B
A
2
a3
a4
B
a3
a2
a1
a4
b) Bloccaggio pezzi
Si devono sempre bloccare insieme entrambi i pezzi da giuntare.
Durante questa operazione si deve osservare quanto segue (v.
fi gura 22):
• I pezzi si devono bloccare accostando tra di loro le superfi ci
frontali da giuntare.
• I pezzi devono essere appoggiati lateralmente sulla battuta.
• I bordi delle superfi ci superiori dei pezzi devono trovarsi esattamente a fi lo.
• I lati che si trovano all’esterno quando i pezzi sono bloccati (a1
- a4) formaneranno i lati interni della giunzione fi nita.
• In caso di cornice, i pezzi corrispondenti agli spigoli „A“ devono
essere appoggiati sulla battuta sinistra e quelli degli spigoli „B“
sulla battuta destra. I pezzi „1“ e „3“ devono essere bloccati
sempre nella parte superiore del sistema per giunzioni, i pezzi
„2“ e „4“ sempre nella parte anteriore.
54
Page 55

6.3 Deuvelgaten
a) Monteren van de sjabloon
• Fixeer de twee zwenksegmenten met de spanhendel in de middelste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteom-zetting van de
sjablonen open en druk de houder voor de sjabloon geheel naar
beneden.
• Maak de draaiknoppen (20.1) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie: De twee instelwielen (20.5) moeten naar beneden
wijzen.
• Sluit de twee spanhendels voor de hoogteverstelling van de
sjabloon.
• Richt de sjabloon zó uit dat de onderste afzettingen van de twee
instelwielen tegen het basisframe van het verbindingssysteem
aanliggen (zie afbeelding 8) en span de sjabloon vast met de
twee draaiknoppen (20.1).
• Draai de twee aanslagen in de in afbeelding 20 weergegeven
stand. Richt de aanslagen zó uit dat de pijlen (20.2) tegen de
binnenste, rechte kant (20.3) van de uitsparingen in de sjabloon
liggen. Klem de aanslagen vast met de draaiknoppen (20.4).
• Maak de twee spanhendels (21.1) voor de hoogteomzetting van
de sjablonen open en beweeg de sjablonen naar boven toe.
• Maak de spanhendel (21.2) open en zwaai de zwenksegmenten
voor het vasthouden van de sjabloon de achterste stand in (afbeelding 21). Sluit de spanhendel weer.
• Leg een werkstuk onder beide uiteinden van de sjabloon. Druk
de sjabloon zó ver naar beneden dat hij plat op het werkstuk
ligt en sluit de twee spanhendels voor de hoogteomzetting van
de sjabloon.
6.3 Tapphål
a) Sätta kopierstycket på plats
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (20.1) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se upp: De båda inställningsrattarna (20.5) ska visa i riktning
nedåt.
• Stäng nu de båda spännarmarna för kopierstyckets höjdjustering.
• Rikta kopierstycket så, att de undre klackarn på de båda inställningsrattarna anligger mot förbindningssystemets stativ
(se fi g. 8) och spänn fast kopierstycket med hjälp av de båda
vridknapparna (20.1).
• Vrid de båda anslagen i läget som visas i fi g. 20. Rikta anslagen
så, att pilarna (20.2) anligger mot de inre raka sidan (20.3) på
kopierstyckets ursparingar. Kläm fast anslagen med hjälp av
vridknapparna (20.4).
• Lossa de båda spännarmarna (21.1) för kopierstyckets höjdjustering och fl ytta kopierstycket i riktning uppåt.
• Lossa spännarmen (21.2) och sväng svängdetaljerna för kopierstyckets hållare i det bakre läget (Bild 21). Drag åt spännarmen
igen.
• Placera nu arbetsstycket under kopierstyckets båda ändar.
Tryck ner kopierstycket så långt, tills det anligger plant mot
arbetsstycket och stäng sedan de båda spännarmarna för kopierstyckets höjdjustering.
b) Werkstukken inspannen
De twee met elkaar te verbinden werkstukken moeten altijd tegelijkertijd worden ingespannen.
Hierbij dient te worden gelet (zie afb. 22) op:
• De werkstukken moeten zó worden ingespannen dat de met
elkaar te verbinden kopse kanten tegen elkaar liggen.
• De werkstukken moeten aan de zijkant tegen de aanslag liggen.
• De werkstukken moeten aan de bovenkant gelijk eindigen.
• De in de ingespannen staat buiten liggende kanten (a1 - a4)
vormen de binnenkanten van de verbinding als die gereed is.
• Bij een frame (corpus) moeten de werkstukken voor de hoeken
„A“ tegen de linker aanslag en voor de hoeken „B“ tegen de
rechter aanslag worden gelegd. De werkstukken „1“ en „3“
moeten steeds boven en de werkstukken „2“ en „4“ steeds
vooraan in het verbindingssysteem worden ingespannen.
b) Spänna fast arbetsstycket
Man ska alltid spänna fast båda arbetsstycken som ska förbindas
med varandra samtidigt.
Beakta följande (se fi g. 22):
• Arbetsstyckena ska spännas fast på så sätt, att frontsidorna
som ska förbindas ligger mot varandra.
• Arbetsstyckena ska anligga mot anslaget på sidorna.
• Arbetsstyckena ska ligga i linje upptill.
• De sidor som i fastspänt tillstånd befi nner sig på utsidan (a1 - a4)
är sedan de invändiga sidorna på den färdigställda förbindelsen.
• Om man har en ram (korpus) ska arbetsstyckena för hörnen „A“
anligga mot vänster anslag och hörnen „B“ mot höger anslag.
Arbetsstyckena „1“ och „3“ ska alltid spännas fast uppe i förbindningssystemet och arbetsstyckena „2“ och „4“ framtill.
55
Page 56

c) Preparativi per la fresatrice verticale
Attenzione: prima di cambiare l’utensile si deve staccare sempre
la spina dalla presa di corrente!
• Bloccare l’utensile (v. tabella 1) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare la profondità di fresatura nel modo seguente: la
profondità dei fori del pezzo orizzontale dovrebbe corrispondere a 2/3 dello spessore del pezzo. La profondità dei fori del
pezzo verticale si dovrebbe scegliere in modo che la profondità
complessiva di entrambi i fori superi di circa 2 mm la lunghezza
della spina (cfr. fi gura 24).
• Collegare la fresatrice verticale a un aspiratore adeguato della
classe di polveri „M“ (per es. l’aspiratore Festool CLEANTEX
CTM).
d) Lavorazione
Per prima cosa si devono eseguire i fori del pezzo orizzontale (23.1).
A tale scopo si deve portare il settore orientabile nella posizione
posteriore (v. fi gura 21). Quindi si deve portare il settore orientabile
nella posizione anteriore in modo da poter eseguire la fresatura
dei fori nel pezzo verticale (23.2).
Avvertenza: per ruotare i settori orientabili si deve sbloccare soltanto la leva di bloccaggio (21.2) e non le leve di bloccaggio (21.1)
per la regolazione della sagoma in altezza.
• Appoggiare la fresatura verticale sulla sagoma facendo in modo
che il collarino dell’anello di guida ingrani nei fori della sagoma.
• Accendere la fresatura verticale e spingere la macchina verso
il basso fi no alla profondità di fresatura impostata. Eseguire in
tal modo la fresatura di tutti i fori, uno dopo l’altro.
• Sbloccare gli utensili e combinarli insieme. Se la giunzione a
spina non dovesse coincidere esattamente, si devono eseguire
le seguenti correzioni:
° Il pezzo verticale è rientrante (24.1):
girare le rotelle di regolazione (23.3) della quota di errore in
direzione negativa (1 graduazione corrisponde a -0,1 mm di
sfalsamento), reinserire la sagoma come indicato nel capitolo
6.3 a).
° Il pezzo verticale sporge (24.2):
girare le rotelle di regolazione (23.3) della quota di errore in
direzione positiva (1 graduazione corrisponde a +0,1 mm di
sfalsamento), reinserire la sagoma come indicato nel capitolo
6.3 a).
Avvertenza: per poter agire sulle rotelle di regolazione occorre
svitare le viti (23.4) e stringerle nuovamente alla fi ne della regolazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
6.4 Incastri a coda di rondine aperti
Nel caso di incastri a coda di rondine aperti, in linea di principio
devono essere fresate dapprima le code di rondine con la sagoma
SZO 14 S e/o SZO 20 S e quindi gli incastri con la sagoma SZO 14
Z e/o SZO 20 Z.
56
Page 57

c) Voorbereidingen aan de bovenfrees
Attentie: Vóór het vervangen van frezen moet altijd de netstekker
uit de stekkerdoos worden getrokken!
• Span de frees (zie tabel 1) in de spantang van de bovenfrees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel de freesdiepte als volgt in: de diepte van de gaten bij het
horizontale werkstuk dient 2/3 van de dikte van het werkstuk
te zijn. De diepte van de gaten bij het loodrechte werkstuk moet
zó worden gekozen dat de diepte van de twee gaten samen ca. 2
mm groter is dan de lengte van de deuvel (vergelijk afbeelding
24).
• Sluit de bovenfrees aan op een geschikt afzuigapparaat van de
stofklasse „M“ (b.v. Festool CLEANTEX CTM).
c) Förbereda överhandsfräsen
Se upp: Drag alltid ut nätkontakten ur eluttaget innan du byter
fräsverktyg!
• Spänn fast fräsverktyget (se tabell 1) i överhandsfräsen spännhylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in fräsdjupet på följande sätt: Hålens djup bör uppgå till
2/3 av arbetsstyckets tjpocklek om man bearbetar ett vågrätt
arbetsstycke. Djupet på hålen om man bearbetar ett lodrätt
arbetsstycke bör man välja så, att de båda hålen tillsammans
är ca. 2 mm större än tapplängden (jämför fi g. 24).
• Anslut överhandsfräsen till en lämplig utsugningsapparat/
dammsugare “M” (t.ex. Festool CLEANTEX CTM).
d) Bewerking
Eerst moeten de gaten in het horizontale werkstuk (23.1) worden
gefreesd. Hiervoor moet het zwenksegment zich in de achterste
stand bevinden (zie afbeelding 21). Daarna moet het zwenksegment naar de voorste stand worden gezwaaid, om de gaten in het
loodrechte werkstuk (23.2) te frezen.
Aanwijzing: Voor het zwaaien van de zwenksegmenten hoeft alleen maar de spanhendel (21.2) te worden geopend, maar niet de
spanhendels (21.1) voor de hoogteomzetting van de sjablonen.
• Zet de bovenfrees op de sjabloon zodat de kraag van de aanloopring in de boringen van de sjabloon grijpt.
• Zet de bovenfrees aan en druk de machine naar beneden tot de
ingestelde freesdiepte. Frees op deze wijze alle gaten achter
elkaar.
• Span de werkstukken uit en zet deze in elkaar. Als de deuvelverbinding niet exact klopt, dienen de volgende correcties te
worden uitgevoerd:
° Het loodrechte werkstuk helt achterover (24.1): instelwie-
len (23.3) met de fouthoeveelheid in de inrichting draaien (1
schaalstreep komt overeen met - 0,1 mm foutieve afstelling),
sjabloon (i.o.m. hoofdstuk 6.3 a) opnieuw plaatsen.
° Het loodrechte werkstuk helt naar voren (24.2): instelwielen
(23.3) met de fouthoeveelheid in de plusrichting draaien (1
schaalstreep komt overeen met +0,1 mm foutieve afstelling),
sjabloon (i.o.m. hoofdstuk 6.3 a) opnieuw plaatsen.
Aanwijzing: om de instelwielen te kunnen omzetten moet u de
schroeven (23.4) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
d) Bearbetning
Först fräser man hålen i det vågräta arbetsstycket (23.1).
För att kunna göra det måste svängdetaljen befi nna sig i det bakre
läget (se fi g. 21).
Sedan svänger man svängdetaljen i det främre läget för att fräsa
hålen i det lodräta arbetsstycket (23.2).
OBS: För att kunna svänga svängdetaljen behöver man endast
lossa en spänarm (21.2), emellertid inte spännarmarna (21.1) för
kopierstyckets höjdjustering.
• Placera överhandsfräsen så på kopierstycket, att startringens
ansats greppar i kopierstyckets borrhål.
• Tillkoppla överhandsfräsen och tryck ner maskinen ända till det
inställda fräsdjupet. Fräs nu samtliga hål i tur och ordning.
• Lossa arbetsstyckena och sätt ihop dem. Om tapphålsförbindningen inte skulle stämma exakt krävs följande korrekturer:
° Det lodräta arbetsstycket befi nner sig för långt tillbaka
(24.1):
Vrid inställningsrattarna (23.3) i minus-riktning motsvarande
felmåttet (1 streck på skalan motsvarar -0,1 mm förskjutning),
sätt i kopierstycket på nytt motsvarande kapitel 6.3 a).
° Det lodräta arbetsstycket står ut för mycket (24.2):
Vrid inställningsrattarna (23.3) i plus-riktning motsvarande
felmåttet (1 streck på skalan motsvarar + 0,1 mm förskjutning),
sätt i kopierstycket på nytt motsvarande kapitel 6.3 a).
OBS: För att kunna justera inställningsrattarna måste du lossa
skruvarna (23.4) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
6.4 Open zwaluwstaartlassen
Bij open zwaluwstaartlassen dienen in principe eerst de zwaluwen
met sjabloon SZO 14 S resp. SZO 20 S en vervolgens de lassen met
sjabloon SZO 14 Z resp. SZO 20 Z te worden gefreesd.
6.4 Öppna laxstjärt-sinkor
Vid öppna laxstjärtsinkor måste först laxstjärtarna fräsas ut med
kopierstycket SZO 14 S resp SZO 20 S och sedan sinkorna med
kopierstycket SZO 14 Z resp SZO 20 Z.
57
Page 58

6.4.1 Code di rondine
a) Inserimento della sagoma (SZO 14 S e/o SZO 20 S) e fi s-
saggio del paraschegge
• Fissare i due settori orientabili con la leva di bloccaggio in posizione centrale (verticale) (v. fi gura 6).
• Aprire le due leve di bloccaggio per regolare la sagoma in altezza
e spingere tutto in basso il supporto della sagoma.
• Aprire le manopole (25.2) per il bloccaggio della sagoma e inserire la sagoma.
Attenzione: il lato posteriore ricurvo della sagoma (25.1) deve
essere rivolto verso l’alto.
• Spingere la sagoma fi no a battuta verso la parte posteriore e
bloccarla con le due manopole (25.2).
• Ruotare le due battute portandole in posizione “SZ 14” e “SZ 20”
(25.4). Orientare le battute in modo che le frecce (25.7) siano
appoggiate sul lato diritto interno (25.6) delle rientranze della
sagoma. Fissare le battute con le manopole (25.3).
• Spostare la sagoma verso l’alto e inserire un blocco di legno
tenero (25.5) come paraschegge sotto la sagoma.
Avvertenza: il paraschegge impedisce che il pezzo si scheggi
sul retro durante la fresatura.
Attenzione: affi nché il sistema per giunzioni non venga danneg-
giato durante la fresatura e il paraschegge possa svolgere la
sua funzione, deve avere circa 5 mm in più di spessore rispetto
al pezzo da lavorare e almeno la stessa larghezza del pezzo da
lavorare.
• Spingere la sagoma verso il basso fi no ad appoggiarla in piano
sul paraschegge e chiudere le due leve di bloccaggio per la
regolazione della sagoma in altezza.
• Orientare il paraschegge in modo che sia a fi lo con il bordo
anteriore del telaio base e fi ssarlo con il pressore superiore.
b) Bloccaggio pezzo
Bloccate un pezzo che debba essere munito di coda di rondine. Si
devono osservare i seguenti punti (vedere fi gura 26):
• Il pezzo dev’essere appoggiato lateralmente sulla battuta.
• Il pezzo dev’essere spinto dal basso contro la sagoma e trovarsi
sopra a livello con il paraschegge.
• Per quanto riguarda il mod. SZO 14 S, includere nel montaggio
anche l’angolare in plastica (26.1) allegato.
c) Preparazione per la fresatrice verticale
(dopo il montaggio dell’anello a copiare, vedere cap. 5.3)
Attenzione: prima di cambiare l’utensile si deve scollegare sempre la spina dalla presa di corrente!
• Bloccare l’utensile (vedere T2) nella pinza di bloccaggio della
fresatrice.
• Impostare il punto zero (profondità di fresatura = 0 mm) sulla
fresatrice verticale appoggiando le macchine sulla sagoma e
spingendole verso il basso fi nché l’utensile di fresatura non va
a toccare la superfi cie del pezzo bloccato.
• Impostare lo spessore del pezzo nella fresatrice verticale come
profondità di fresatura.
• Nella fresatura di incastri si deve utilizzare la calotta di aspirazione della battuta laterale della fresatrice verticale oppure la
calotta di aspirazione AH-OF (accessorio). Collegare la calotta
di aspirazione a un aspiratore adeguato della classe di polveri
“M” (per es. l’aspiratore Festool CLEANTEX CTM).
Avvertenza: regolare la distanza tra la calotta di aspirazione e il
pezzo verticale lasciando uno spazio suffi ciente per la traslazione
durante la fresatura degli incastri.
58
Page 59

6.4.1 Zwaluwen
a) Inzetten van de sjabloon (SZO 14 S resp. SZO 20 S) en
monteren van een splinterbescherming
• Fixeer de twee zwenksegmenten met de spanhendel in de middelste (verticale) stand (zie afbeelding 6).
• Maak de twee spanhendels voor de hoogteomzetting van de sjablonen
open en druk de houder voor de sjabloon geheel naar beneden.
• Maak de draaiknoppen (25.2) voor het inspannen van de sjabloon
los en plaats de sjabloon erin.
Attentie: de omgebogen achterste kant (25.1) van de sjabloon
moet naar boven wijzen.
• Schuif de sjabloon tot aan de aanslag naar achteren en span
hem vast met de twee draaiknoppen (25.2)
• Draai de twee aanslagen naar stand “SZ 14” resp. “SZ 20” (25.4).
Richt de aanslagen zó uit dat de pijlen (25.7) tegen de binnenste,
rechte kant (25.6) van de uitsparingen in de sjabloon liggen.
Klem de aanslagen vast met de draaiknoppen (25.3).
• Beweeg de sjabloon naar boven en leg een zachthouten plank
(25.5) als splinterbescherming de sjabloon.
Aanwijzing: de splinterbescherming voorkomt dat het werkstuk
bij het frezen aan de achterkant versplintert.
Attentie: om het verbindingsysteem bij het frezen niet te bescha-
digen en de splinterbescherming zijn taak te laten vervullen,
moet de splinterbescherming ca. 5 mm dikker zijn dan het te
bewerken werkstuk en minimaal de breedte van het te bewerken
werkstuk hebben.
• Druk de sjabloon zó ver naar beneden dat hij plat op de splinterbescherming ligt en sluit de twee spanhendels voor de
hoogteomzetting van de sjabloon.
• Richt de splinterbescherming zó uit dat hij gelijk met de voorkant
van het basisframe uitkomt en span hem vast met de bovenste
drukbalk.
6.4.1 Laxstjärtar
a) Sätta kopierstycket (SZO 14 S resp SZO 20 S) på plats och
fästa splitterskyddet
• Fixera de båda svängdetaljerna med spännarmen i det mellersta
(lodräta) läget (se fi g. 6).
• Öppna de båda spännarmarna för kopierstyckets höjdjustering
och tryck ner hållaren för kopierstycket så långt det går.
• Öppna vridknapparna (25.2) för fastspänning av kopierstycket
och sätt kopierstycket på plats.
Se upp: Den böjda bakre sidan (25.1) på kopierstycket ska visa
uppåt.
• Skjut kopierstycket bakåt ända till anslaget och spänn det med
hjälp av de båda vridknapparna (25.2).
• Vrid de båda anslagen så, att det står på “SZ 14” resp. “SZ 20”
(25.4). Rikta anslagen så, att pilarna (25.7) anligger mot de
inre raka sidan (25.6) på kopierstyckets ursparingar. Kläm fast
anslagen med hjälp av vridknapparna (25.3).
• Flytta kopierstycket i riktning uppåt och lägg en bräda av mjukt
trä (25.5) som splitterskydd under kopierstycket.
OBS: Splitterskyddet förhindrar att arbetsstycket splittrar i
sambandn med fräsningen.
Se upp: För att förbindningssystemet inte ska kunna ta skada
i samband med fräsningen och splitterskyddet ska fungera
optimalt måste splitterskyddet vara ca. 5 mm tjockare än arbetsstycket du bearbetar och vara minst så brett som själva
arbetsstycket.
• Tryck ner kopierstycket så långt att med helt anligger mot splitterskyddet och lås de båda
spännarmarna för kopierstyckets höjdjustering.
• Rikta splitterskyddet så, att det slutar i linje med framkanten
på stativet och spänn fast splitterskyddet med hjälp av den övre
tryckbalken.
b) Werkstuk inspannen
Span een werkstuk in dat van zwaluwen voorzien dient te worden.
Daarbij moet erop gelet worden (zie afb. 26):
• Het werkstuk dient met de zijkant tegen de aanslag aan te liggen.
• Het werkstuk moet vanaf de onderzijde tegen het sjabloon worden geschoven en met de splinterbescherming aan de bovenkant
vlak aansluiten.
• De kunststofhoek (26.1) die bij de SZO 14 S is ingesloten, eveneens inspannen.
c) Voorbereidingen aan de bovenfrees
(na inbouw van de kopieerring, zie Hfdst. 5.3)
Attentie: alvorens gereedschap te wisselen, dient altijd de stekker uit het stopcontact te worden gehaald!
• Span de frees (zie T2) in de spantang van de boven frees.
• Stel het nulpunt (freesdiepte = 0 mm) op uw bovenfrees in, door
de machine op de sjabloon te plaatsen en zó ver naar beneden
te drukken tot het freesgereedschap het oppervlak van het
ingespannen werkstuk raakt.
• Stel op uw bovenfrees de werkstukdikte als freesdiepte in.
• Gebruik bij het frezen van lassen de afzuigkap van de zijaanslag
van de bovenfrees of de afzuigkap AH-OF (accessoire). Sluit de
afzuigkap aan op een geschikt afzuigapparaat van de stofklasse
“M” (b.v. Festool CLEANTEX CTM).
Aanwijzing: Stel de afstand van de afzuigkap tot het loodrechte
werkstuk zó in dat u nog voldoende rijweg hebt voor het frezen
van de lassen.
b) Fästa arbetsstycket
Spänn in arbetsstycket som skall förses med laxstjärtar. Att tänka
på (se bild 26):
• Arbetsstycket måste ligga med sidan mot anslaget.
• Arbetsstycket måste skjutas underifrån mot kopierstycket och
upptill ligga jämnt mot splitterskyddet.
• Vid SZO 14 S ska även plastvinkeln (26.1) spännas in samtidigt.
c) Förbereda överhandsfräsen
(efter montering av kopierringen, se kap. 5.3)
OBS! Innan man byter verktyg ska man alltid dra ut nätkontakten
ur eluttaget!
• Spänn fast fräsverktyget (se T2) i överhandsfräsen spännhylsa.
• Ställ in nollpunkten (fräsdjup = 0 mm) på din överhandsfräs
genom att placera maskinen på kopierstycket och sedan trycker
den så långt ner, tills fräsverktyget vidrör ytan på det fastspända
arbetssstycket.
• Ställ in arbetsstyckets tjocklek som fräsdjup på överhandsfräs.
• När du fräser sinkor ska du antingen använda utsugningskåpan
på överhandsfräsens sidoanslag eller utsugningskåpan AHOF (tillbehör). Anslut sedan utsugningskåpan till en lämplig
utsugningsapparat/dammsugare “M” (t.ex. Festool CLEANTEX
CTM).
OBS: Ställ in avståndet på utsugningskåpan i förhållande till det
lodräta arbetsstycket så, att du fortfarande har tillräckligt med
plats för att kunna fräsa sinkorna.
59
Page 60

d) Lavorazione
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (27.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la profondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 28).
Attenzione: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre con
entrambe le impugnature in parallelo alla sagoma e non girare la
macchina durante la fresatura. Durante l’operazione non si deve
mai cambiare la profondità di fresatura.
Eseguite in questo modo la fresatura a coda di rondine su tutti i
pezzi in lavorazione.
6.4.2 Incastri
a) Inserimento della sagoma (SZO 14 Z e/o SZO 20 Z) e
fi ssaggio del paraschegge
Per la collocazione della sagoma e per il fi ssaggio del paraschegge
procedete analogamente a quanto descritto nel punto 6.4.1 a),
tuttavia con la seguente variazione:
• Le due rotelle di regolazione (29.2) devono essere rivolte verso
il basso.
• Orientare la sagoma in modo che i gradini inferiori (29.3) delle
due rotelle di regolazione siano appoggiati sul telaio base del
sistema per giunzioni e fi ssare la sagoma con le due manopole
(29.1).
b) Bloccaggio pezzo
Bloccate un pezzo che debba essere munito di incastro. Si devono
osservare i seguenti punti (vedere fi gura 30):
• Il pezzo dev’essere appoggiato lateralmente sulla battuta.
• Il pezzo dev’essere spinto dal basso contro la sagoma e trovarsi
sopra a livello con il paraschegge.
c) Preparazione per la fresatrice verticale
(dopo il montaggio dell’anello a copiare, vedere cap. 5.3)
Attenzione: prima di cambiare l’utensile si deve scollegare sempre la spina dalla presa di corrente!
• Sostituite la fresa per l’incastro a coda di rondine con la fresa
per scanalature (vedere T2), ed impostate sulla Vostra fresatrice
verticale lo spessore del pezzo in lavorazione come profondità
di fresatura.
60
Page 61

d) Bewerking
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(27.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
28).
Attentie: de kraag van de aanloopring moet steeds tegen de sjabloon liggen. Houd de bovenfrees steeds met beide handgrepen
parallel t.o.v. de sjabloon en draai de machine niet tijdens het
frezen. De freesdiepte mag tijdens de freesbewerking niet worden
veranderd.
Frees op deze wijze alle werkstukken met zwaluwen.
d) Bearbetning
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (27.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopierstycket. (fi g. 28).
Se upp: Startringens ansats måste alltid anliga mot kopierstycket.
Håll alltid överhandsfräsen med båda handtagen parallellt i förhållande till kopierstycket och vrid inte på maskinen medan du fräser.
Fräsdjupet får inte förändras under tiden du fräser.
Fräs alla arbetsstycken med laxstjärtar på detta sätt.
6.4.2 Lassen
a) Inzetten van de sjabloon (SZO 14 Z resp. SZO 20 Z) en
monteren van een splinterbescherming
Ga bij het inzetten van het sjabloon en bij het bevestigen van de
splinterbescherming te werk volgens 6.4.1 a), zij het met het
volgende verschil:
• De twee instelwielen (29.2) moeten naar beneden wijzen.
• Richt de sjabloon zó uit dat de onderste afzettingen (29.3) van
de twee instelwielen tegen het basisframe van het verbindingssysteem aanliggen en span de sjabloon vast met de twee draaiknoppen (29.1).
b) Werkstuk inspannen
Span een werkstuk in dat van lassen voorzien dient te worden.
Daarbij dient op het volgende gelet te worden (zie afb. 30):
• Het werkstuk dient met de zijkant tegen de aanslag aan te liggen.
• Het werkstuk moet vanaf de onderzijde tegen het sjabloon worden geschoven en met de splinterbescherming aan de bovenkant
vlak aansluiten.
6.4.2 Sinkor
a) Sätta kopierstycket (SZO 14 Z resp SZO 20 Z) på plats och
fästa splitterskyddet
När kopierstycketen och splitterskyddet skall sättas fast gör du på
samma sätt som i 6.4.1 a) men med följande undantag:
• De båda inställningsrattarna (29.2) ska visa i riktning nedåt.
• Rikta kopierstycket så, att de undre klackarn (29.3) på de båda
inställningsrattarna anligger mot förbindningssystemets stativ
och spänn fast kopierstycket med hjälp av de båda vridknapparna (29.1).
b) Fästa arbetsstycket
Spänn fast det arbetsstycke som skall förses med sinkor. Att tänka
på (se bild 30):
• Arbetsstycket måste ligga med sidan mot anslaget.
• Arbetsstycket måste skjutas underifrån mot kopierstycket och
upptill ligga jämnt mot splitterskyddet.
c) Voorbereidingen aan de bovenfrees
(na inbouw van de kopieerring, zie Hfdst. 5.3)
Attentie: alvorens gereedschap te wisselen, dient altijd de stekker uit het stopcontact te worden gehaald!
• Vervang de frees voor de zwaluwstaartlassen door de groeffrees (zie T2) en stel bij uw bovenfrees de werkstukdikte in als
freesdiepte.
c) Förbereda överhandsfräsen
(efter montering av kopierringen, se kap. 5.3)
OBS! Innan man byter verktyg ska man alltid dra ut nätkontakten
ur eluttaget!
• Ersätt fräsen för laxstjärt-sinkorna med en notfräs (se T2), och
ställ in arbetsstyckets tjocklek som fräsdjup på överhandsfräsen.
61
Page 62

d) Lavorazione
Prova di fresatura degli incastri
Eseguire prima una prova di fresatura e controllare se tutte le
impostazioni sono corrette.
• Appoggiare la fresatrice verticale sull’estremità della sagoma in
modo che il collarino (31.1) dell’anello di guida si appoggi sulla
sagoma.
• Spingere la macchina verso il basso fi no a raggiungere la profondità di fresatura impostata e fi ssare questa profondità sulla
fresatrice.
• Accendere la fresatrice verticale.
• Fare scorrere la fresatrice verticale a velocità costante lungo la
sagoma (fi gura 32).
Attenzione: il collarino dell’anello di guida deve essere sempre
appoggiato sulla sagoma. Tenere la fresatrice verticale sempre
con entrambe le impugnature in parallelo alla sagoma e non
girare la macchina durante la fresatura. Durante l’operazione
non si deve mai cambiare la profondità di fresatura.
• Sbloccate il pezzo in lavorazione ed accoppiatelo ad un pezzo
provvisto di coda di rondine.
Se la giunzione ad incastro non coincidesse esattamente, do-
vranno essere apportate le seguenti correzioni:
° La giunzione ad incastro è troppo “dura” (33.1):
girare le rotelle di regolazione in direzione positiva.
° La giunzione ad incastro è troppo “morbida” (33.2):
girare le rotelle di regolazione in direzione negativa.
° La giunzione ad incastro è troppo profonda (33.3):
mediante la regolazione fi ne della fresatrice verticale, ridurre
leggermente la profondità di fresatura sulla fresatrice stessa.
° La giunzione ad incastro non è suffi cientemente profonda
(33.4):
mediante la regolazione fi ne della fresatrice verticale, aumen-
tare leggermente la profondità di fresatura sulla fresatrice
stessa.
Avvertenza: per poter agire sulle rotelle di regolazione occorre
svitare le viti (34.1) e stringerle nuovamente alla fi ne della regolazione. In tal modo si fi ssa la posizione impostata per i lavori
successivi.
• Ripetere questa operazione fi nché la giunzione non risulta
esatta.
Fresatura degli incastri
Eseguire la fresatura di tutti gli incastri basandosi sui campioni
già fresati.
62
Page 63

d) Bewerking
Lassen op proef frezen
Frees eerst op proef om te controleren of alle instellingen correct zijn.
• Zet de bovenfrees op het uiteinde van de sjabloon zodat de kraag
(31.1) van de aanloopring tegen de sjabloon ligt.
• Druk de machine tot aan de ingestelde freesdiepte naar beneden
en klem de freesdiepte op de bovenfrees vast.
• Schakel de bovenfrees in.
• Voer de bovenfrees gelijkmatig langs de sjabloon (afbeelding
32).
Attentie: de kraag van de aanloopring moet steeds tegen de
sjabloon liggen. Houd de bovenfrees steeds met beide handgrepen parallel t.o.v. de sjabloon en draai de machine niet tijdens
het frezen. De freesdiepte mag tijdens de freesbewerking niet
worden veranderd.
d) Bearbetning
Provfräsa sinkor
Provfräs först en sinka för att kontrollera att alla inställningar
stämmer.
• Sätt ner överhandsfräsen på slutet på kopierstycket, så att
startringens ansats (31.1) anligger mot kopierstycket.
• Tryck ner maskinen ända till det inställda fräsdjupet och arretera
fräsdjupet på överhansfräsen.
• Tillkoppla nu överhandsfräsen.
• För överhandsfräsen jämnt och kontinuerligt längs kopierstycket. (fi g. 32).
Se upp: Startringens ansats måste alltid anliga mot kopierstyck-
et. Håll alltid överhandsfräsen med båda handtagen parallellt i
förhållande till kopierstycket och vrid inte på maskinen medan
du fräser. Fräsdjupet får inte förändras under tiden du fräser.
• Span het werkstuk uit en zet het met een werkstuk met zwaluwen in elkaar.
Past de zwaluwstaart-verbinding niet exact, voer dan de vol-
gende correcties uit:
° Zwaluwstaartverbinding te stroef (33.1):
draai de instelwielen in de plus-richting.
° Zwaluwstaartverbinding te los (33.2):
draai de instelwielen in de min-richting.
° Zwaluwstaartverbinding te diep (33.3):
verminder de freesdiepte bij de bovenfrees met de fi jninstel-
ling van de bovenfrees minimaal.
° Zwaluwstaartverbinding niet diep genoeg (33.4):
vergroot de freesdiepte bij de bovenfrees met de fi jninstelling
van de bovenfrees minimaal.
Aanwijzing: om de instelwielen te kunnen omzetten moet u de
schroeven (34.1) losdraaien en als de instelling voltooid is, weer
vastdraaien. Hierdoor blijft de ingestelde stand gefi xeerd voor
latere werkzaamheden.
• Herhaal deze procedure totdat de verbinding exact klopt.
• Lossa arbetsstycket och sätt ihop det med ett arbetsstycke med
laxstjärtar.
Skulle sinkfogen inte stämma exakt, korrigerar man så här:
° Sinkningen för trång (33.1):
Vrid inställningsrattarna i plus-riktningen.
° Sinkfogen glappar (33.2):
Vrid inställningsrattarna i minus-riktningen.
° Sinkfogen för djup (33.3):
Minska fräsdjupet på överhandfräsen något med fi ninställ-
ningen på överhandfräsen.
° Sinkfogen är inte tillräckligt djup (33.4):
Öka fräsdjupet på överhandsfräsen något med fi ninställningen
på överhandsfräsen.
OBS: För att kunna justera inställningsrattarna måste du lossa
skruvarna (34.1) och sedan dra åt dem ordentligt igen efter
justeringen. Därigenom förblir det inställda läget fi xerat för
senare arbetsmoment.
• Upprepa proceduren tills förbindningen passar exakt.
Frezen van de lassen
Frees alle lassen analoog aan het frezen op proef.
Fräsa sinkor
Fräs alla sinkorna på samma sätt som du genomförde provfräsningen.
63
Page 64

7 Database applicativo
Per una descrizione più dettagliata delle possibilità d’impiego
del sistema per giunzioni rimandiamo anche al nostro database
applicativo nel nostro sito Internet “www.festool.com”.
8 Accessori
Utilizzare esclusivamente gli accessori originali Festool e il materiale di consumo Festool previsti per questo utensile, perché
questi componenti di sistema sono perfettamente compatibili
tra di loro. L’utilizzo di accessori e materiale di consumo di altri
produttori pregiudica la qualità dei risultati di lavoro e comporta verosimilmente una limitazione della garanzia. A seconda
dell’applicazione, può aumentare l’usura dell’utensile o possono
aumentare le sollecitazioni per l’utilizzatore. Pertanto raccomandiamo di salvaguardare sempre se stessi, l’utensile e la garanzia
utilizzando esclusivamente accessori originali Festool e materiale
di consumo Festool!
Per i codici prodotto degli utensili di fresatura, delle sagome e
degli altri accessori, rimandiamo alla tabella 1, al vostro catalogo
Festool o al nostro sito Internet “www.festool.com”.
9 Garanzia
Per i nostri apparecchi offriamo, in caso di difetti di materiale o
di fabbricazione, in conformità alle disposizioni legislative vigenti
nei diversi stati, una garanzia della durata minima di 12 mesi.
Negli stati dell’UE, la durata della garanzia è di 24 mesi (fa fede
la fattura o la bolla di consegna). Sono esclusi dalla garanzia i
danni riconducibili a naturale logoramento/usura, a sovraccarico,
a trattamento non idoneo e/o provocati dall’utilizzatore oppure dovuti a un impiego diverso da quello indicato nellle istruzioni d’uso
oppure già noti al momento dell’acquisto. Si escludono anche i
danni derivanti dall‘impiego di accessori e materiali di consumo
(ad es. platorelli) non originali.
Eventuali reclami possono essere accettati soltanto se l’apparecchio è rispedito non smontato ai fornitori o a un centro di assistenza
clienti Festool autorizzato. Le istruzioni d’uso, le indicazioni sulla
sicurezza, la lista dei pezzi di ricambio e la ricevuta d’acquisto
devono essere conservate in buono stato. Per il resto valgono le
attuali condizioni di garanzia del costruttore.
Nota
Dati i costanti lavori di ricerca e sviluppo i dati tecnici qui forniti
potrebbero subire variazioni.
REACh per prodotti Festool, gli accessori e il materiale di consumo
REACh è l’ordinanza sulle sostanze chimiche valida in tutta Europa
dal 2007. Noi, in quanto „utenti fi nali“, ovvero in quanto fabbricanti
di prodotti, siamo consapevoli del nostro dovere di informazione nei
confronti dei nostri clienti. Per potervi tenere sempre aggiornati
e per informarvi delle possibili sostanze appartenenti alla lista di
candidati e contenute nei nostri prodotti, abbiamo organizzato il
seguente sito web per voi: www.festool.com/reach
64
Page 65

7 Gebruiksdatabank
Een gedetailleerde beschrijving van de gebruiksmogelijkheden
van het verbindingssysteem vindt u in onze gebruiksdatabank op
het internet op “www.festool.com”.
7 Anwändningsdatabank
En detaljerad beskrivning på de olika användningsmöjligheter
som du har med förbindningssystemet hittar du även i vår användningsdatabank på Internet: “www.festool.com”.
8 Accessoires
Maak uitsluitend gebruik van de voor deze machine bestemde
originele Festool-accessoires en het Festool-verbruiksmateriaal,
omdat deze systeemcomponenten optimaal op elkaar zijn afgestemd. Bij het gebruik van accessoires en verbruiksmateriaal
van andere leveranciers is een kwalitatieve beïnvloeding van de
werkresultaten en een beperking van de garantieaanspraken
waarschijnlijk. Al naar gelang de toepassing kan de slijtage van
de machine of de persoonlijke belasting van u zelf toenemen. Bescherm daarom uzelf, uw machine en uw garantieaanspraken door
uitsluitend gebruik te maken van originele Festool-accessoires en
Festool-verbruiksmateriaal!
De bestelnummers voor freesgereedschappen, sjablonen en
overige accessoires kunt u ontlenen aan tabel 1, uw Festool - catalogus of onze internet homepage “www.festool.com”.
9 Garantie
Overeenkomstig de wettelijke voorschriften van het betreffende
land, maar minimaal 12 maanden geven wij voor onze apparaten
garantie op materiaal- en fabricagefouten. Binnen de staten van
de EU bedraagt de garantieperiode 24 maanden (op vertoon van
een rekening of bon). Schade die met name te herleiden is tot
natuurlijke slijtage, overbelasting of ondeskundige bediening, dan
wel tot schade die door de gebruiker zelf veroorzaakt is of door
ander gebruik tegen de handleiding in, of die bij de koop reeds
bekend was, blijven van de garantie uitgesloten. Ook schade die
is terug te voeren op het gebruik van niet-originele accessoires
en verbruiksmateriaal (bijv. steunschijf) wordt niet in aanmerking
genomen.
Klachten kunnen alleen in behandeling worden genomen wanneer het apparaat niet-gedemonteerd aan de leverancier of een
geautoriseerde Festool-klantenservice wordt teruggestuurd. Berg
de handleiding, de veiligheidsvoorschriften, de onderdelenlijst en
het koopbewijs goed op. Voor het overige zijn de geldende garantievoorwaarden van de producent van kracht.
8 Tillbehör
Använd endast Festools originaltillbehör och Festools förbrukningsmaterial som är avsedda för den här maskinen, eftersom
dessa systemkomponenter är optimalt anpassade för varandra.
Användning av tillbehör och förbrukningsmaterial från andra
tillverkare kan det leda till sämre kvalitet på arbetsresultatet
och till att garantianspråk ogillas. Slitaget på maskinen och
belastningen på användaren påverkas av hur maskinen används.
Skydda dig själv, din maskin och dina garantiförmåner genom
att bara använda Festools originaltillbehör och Festools förbrukningsmaterial!
Best.-nr. för fräsverktygen, kopierstyckena och för det övriga
tillbehöret hittar du i tabell 1 i din Festool-katalog eller på vår
Internet-hemsida “www.festool.com”.
9 Garantie
Vi lämnar garanti på våra produkter vad gäller material- och
tillverkningsfel enligt landsspecifi ka lagenliga bestämmelser, dock
i minst 12 månader. Inom EUs medlemsländer uppgår garantin till
24 månader (ska kunna styrkas av faktura eller följesedel). Skador
som framför allt kan härledas till normalt slitage, överbelastning,
ej fackmässig hantering resp. skador som orsakats av användaren
eller som uppstått på grund av användning som strider mot
bruksanvisningen eller skador som var kända vid köpet, innefattas
inte av garantin. Undantag gäller även vid skador som uppkommer
till följd av att tillbehör och förbrukningsmaterial (t.ex. slipskivor)
som inte är original har använts.
Reklamationer godkänns endast om produkten återsänds till
leverantören eller till en auktoriserad Festool-serviceverkstad utan
att ha tagits isär. Spara bruksanvisningen, säkerhetsföreskrifterna,
reservdelslistan och köpebrevet. I övrigt gäller tillverkarens
garantivillkor för respektive produkt.
Opmerking
Vanwege de voortdurende research- en ontwikkelingswerkzaamheden zijn wijzigingen in de hier gegeven technische specifi catie
voorbehouden.
REACh voor producten, accessoires en verbruiksmateriaal van
Festool
REACh is de sinds 2007 in heel Europa toepasselijke chemicaliënverordening. Wij als „downstream-gebruiker“, dus als fabrikant
van producten, zijn ons bewust van onze informatieplicht tegenover
onze klanten. Om u altijd over de meest actuele stand van zaken
op de hoogte te houden en over mogelijke stoffen van de kandidatenlijst in onze producten te informeren, hebben wij de volgende
website voor u geopend: www.festool.com/reach
Anmärkning
På grund av det kontinuerliga forsknings- och utvecklingsarbetet
förbehåller vi oss rätten till ändringar vad gäller de tekniska
uppgifterna i detta dokument.
REACh för Festool-produkter, tillbehör och förbrukningsmaterial
REACh är den kemikalieförordning som sedan 2007 gäller i hela
Europa. I egenskap av “nedströmsanvändare”, dvs tillverkare av
produkter, är vi medvetna om den informationsplikt som vi har
gentemot våra kunder. För att hela tiden hålla kunderna uppdaterade och informera om eventuella ämnen i våra produkter
som återfi nns på den sk kandidatlistan, har vi tagit fram denna
webbsida: www.festool.com/reach
65
Page 66

Liitosjärjestelmä VS 600
T2
SZ 14
SZ 20
FZ 6
FZ 10
DS 32
HSS
HM
HSS
HM
HSS
HM
HSS
HM
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
SZO 14 Z HM 490978
SZO 14 S HM 491164
SZO 20 Z HM 490980
SZO 20 S HM 491165
490991
490992
490995
490996
490944
490978
490946
490980
491065
491066
490067
491068
491069
OF 900,
OF 1000,
OF 1010
490770
(Ø 17 mm)
490771
(Ø 24 mm)
490772
(Ø 8,5 mm)
484176
(Ø 13,8 mm)
484176
(Ø 13,8 mm)
490772
(Ø 8,5 mm)
490770
(Ø 17 mm)
484176
(Ø 13,8 mm)
490771
(Ø 24 mm)
OF 1400
492181
(Ø 17 mm)
492182
(Ø 24 mm)
492179
(Ø 8,5 mm)
492180
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
492179
(Ø 8,5 mm)
492181
(Ø 17 mm)
492180
(Ø 13,8 mm)
492182
(Ø 24 mm)
464164
T1
Liitostapa
Lohenpyrstöliitos
Sormiliitos
Vaarnarelät
DS 32
Avoimet
lohenpyrstöliitokset
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Materiaalin
vahvuus
min - max
(suositus)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Työkappaleen leveys max 600 mm
1 Tekniset tiedot
Jyrsin- ja poranterien, kopiointirenkaiden ja keskiöintituurnien
tilausnumerot, ks. taulukko T2. Ilmoitetuille jyrsin- ja poranterille
suosittelemme käyttämään yläjyrsimessä maksimikierroslukua.
2 Käyttötarkoituksen mukainen käyttö
Liitosjärjestelmä VS 600 on tarkoitettu lohenpyrstöliitosten, sormiliitosten, vaarnareikien ja avoimet lohenpyrstöliitokset jyrsimiseen
puuhun ja puumateriaaleihin Festool-sarjojen OF 900, OF 1000,
OF 1010 ja OF 1400 yläjyrsimillä yhdessä vastaavien mallineiden,
kopiointirenkaiden ja jyrsintyökalujen kanssa.
Käyttötarkoituksen vastaisesta käytöstä aiheutuvista vahingoista
ja tapaturmista vastaa laitteen käyttäjä.
3 Turvaohjeita
• Ota huomioon liitosjärjestelmän VS 600 kanssa työskennellessäsi myös käsiyläjyrsimen mukana toimitetut turvaohjeet.
• Käytä vain taulukossa T2 mainittuja jyrsintyökaluja, kopiointirenkaita ja keskiöintituurnia.
• Käytä vain Festoolin alkuperäisiä tarvikkeita ja varaosia.
• Varmista ennen jyrsimistä, että työkappaleet on kiinnitetty
luotettavasti ja että liitosjärjestelmän kaikki kiinnitysvivut ja
vääntönupit ovat kiinni.
66
Page 67

Samlingssystem VS 600 Forbindelsessystem VS 600
T1
Forbindelsesmåde
Svalehalesinkning
Fingersinkning
Dyvelsamlinger
DS 32
Åbne
Svalehalesamlinger
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Materiale-
tykkelse
fra - til
(anbefaket
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
)
Arbejdsemnebredde til 600 mm
1 Tekniske data
Bestillingsnumrene for fræsere, boremaskiner, kopiringe og
centrerdorne fremgår af tabel T2.
Det anbefales at benytte det max. omdrejningstal på din overfræser
til de angivne fræsere hhv. boremaskiner.
T1
Forbindelsestype
Svalehale
forbindelser
Fingerskj
Tapphull DS 32
Åbne
svalehalesinker
øt
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Material-
tykkelse
fra - til
(anabefalt)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Bredde arbeidsstykke til 600 mm
1 Tekniske data
Bestillingsnumre for fres, bor, kopiringer og senterdor se tabell
T2.
For de oppførte freser hhv. bor anbefaler vi å benytte overfresens
maksimale turtall.
2 Beregnet anvendelse
Samlingssystemet VS 600 er beregnet til fræsning af svalehalesinkninger, fi ngersinkninger, dyvel-samlinger
og åben svalehaleesamlinger i træ og træmateriale i forbindelse
med de pågældende skabeloner, kopiringe og fræseværktøjer
med Festool overfræsere af typen OF 900, OF 1000, OF 1010 og
OF 1400.
Brugeren bærer ansvaret for skader og uheld, der skyldes forkert
brug af værktøjet.
3 Sikkerhedsforskrifter
• De sikkerhedsforskrifter, der er vedlagt håndoverfræseren, skal
overholdes under arbejdet med samlingssystemet VS 600.
• Brug kun de fræseværktøjer, kopiringe og centrerdorne, der er
nævnt i tabel T2.
• Brug kun originalt tilbehør og originale reservedele fra
Festool.
• Før fræsearbejdet startes: Kontrollér at arbejdsemnerne er
spændt rigtigt fast og at alle samlingssystemets spændearme
og drejeknapper er lukket.
2 Formålstjenlig bruk
Forbindelsessystemet VS 600 er bestemt for å frese svalehaleforbindelser, fi ngerskjøt, tapphull og åpne svalehale-sinker i tre
og trematerialer i forbindelse med de tilsvarende sjabloner, kopiringer og freseverktøy med Festool overfreser av byggeseriene
OF 900, OF 1000, OF 1010 og OF 1400.
For skader og uhell på grunn av ikke formålstjenlig bruk er brukeren alene ansvarlig.
3 Sikkerhetsforskrifter
• Vær ved arbeidet med forbindelsessystemet VS 600 også oppmerksom på sikkerhetsforskriftene som er vedlagt håndoverfresen.
• Bruk bare freseverktøy, kopiringer og senterdor som er oppført
i tabell T2.
• Bruk bare originalt tilbehør og originale reservedeler fra Festool.
• Sikre før du freser at arbeidsstykkene er er spent inn sikkert og
at samtlige spennarmer og betjeningsknapper til forbindelsessystemet er lukket.
67
Page 68

4 Rakenne
Liitosjärjestelmä VS 600 koostuu seuraavista osista (kuva 1):
1.1 Perusrunko
1.2 Pidin mallineille
1.3 Vääntönupit mallineiden kiinnittämiseksi
1.4 Pitimen kääntösegmentti
1.5 Kääntösegmentin kiinnitysvipu
1.6 Mallineen korkeudensäädön kiinnitysvipu
1.7 Puristuspalkki työkappaleiden vaakasuoraa kiinnitystä varten
1.8 Puristuspalkki työkappaleiden pystysuoraa kiinnitystä varten
5 Valmistelut
5.1 Perusrungon pystyttäminen
Perusrunko on kiinnitettävä luistamattomasti tukevalle alustalle:
• Pystytä perusrunko siten, että etureuna on n. 5 mm ulkona.
• Kiinnitä perusrunko kahdella ruuvilla (kuva 2) tai kahdella ruu-
vipuristimella (kuva 3) alustalle molemmilta puolilta.
5.1
5.3 Yläjyrsin
Huom.: Yläjyrsimen käsittely (jyrsintäsyvyyden säätö, työkalun
vaihto jne.) on selostettu jyrsimen käyttöohjeessa.
Keskiöi tarvittava kopiointirengas yläjyrsimen jyrsintäpöytään:
• Vedä pistoke irti pistorasiasta.
• Aseta yläjyrsin ylösalaisin.
• Avaa kummatkin ruuvit (4.1) ja poista rengas (4.2).
• Kiinnitä keskiöintituurna (4.4) lujasti jyrsinkaraan.
• Laita kopiointirengas (4.5, 5.3) laippa ylöspäin yläjyrsimen jyr-
sintäpöytään.
• Siirrä jyrsinpöytää hitaasti keskiöintituurnan suuntaan, kunnes
keskiöintituurna (5.2) keskittää kopiointirenkaan (5.3).
• Kiinnitä kopiointirengas lujasti kummallakin mukana toimite-
tulla ruuvilla (4.3, 5.1).
• Poista keskiöintituurna jyrsinkarasta.
5A
5.2
5.3
5.4
VARO
Jyrsinterän ja jyrsintäsapluunan vaurio
- Irrota (mikäli asennettu) korkeussäädettävä tuki (5.4)
yläjyrsimestä.
68
Page 69

4 Opbygning
Samlingssystemet VS 600 består af følgende enkelte dele
(Fig. 1):
1.1 Grundenhed
1.2 Holder til skabeloner
1.3 Drejeknapper til ispænding af skabelonen
1.4 Svingsegment til holder
1.5 Spændearm til svingsegment
1.6 Spændearm til højdejustering af skabelonen
1.7 Trykbjælke til vandret opspænding af arbejdsemner
1.8 Trykbjælke til lodret opspænding af arbejdsemner
4 Konstruksjon
Forbindelsessystemet VS 600 består av følgende komponenter
(bilde 1):
1.1 Grunnenhet
1.2 Holder for sjabloner
1.3 Betjeningsknapper for å spenne inn sjablonen
1.4 Svingsegment for holdeinnretning
1.5 Spennarm for svingsegment
1.6 Spennarm for sjablonens høydejustering
1.7 Trykkbjelker for å spenne arbeidsstykker inn vannrett
1.8 Trykkbjelker for å spenne arbeidsstykker inn loddrett
5 Forberedelse
5.1 Opstilling af grundenhed
Grundenheden fastgøres på et skridsikkert, fast underlag:
• Anbring grundenheden på en sådan måde, at forkanten rager
ca. 5 mm ud over underlaget.
• Fastgør grundenheden til underlaget med to skruer (Fig. 2) eller
to skruetvinger (Fig. 3) på begge sider.
5.3 Overfræser
Bemærk: Overfræseren håndteres (indstilling af fræsedybde,
værktøjsskift osv.) iht. beskrivelserne i betjeningsvejledningen.
Montér den nødvendige kopiring i midten af overfræserens
fræsebord:
• Træk stikket ud af stikdåsen.
• Stil overfræseren på hovedet.
• Åbn de to skruer (4.1) og fjern ringen (4.2).
• Spænd centrerdornen (4.4) fast i fræsespindlen.
• Læg kopiringen med bunden opad (4.5, 5.3) ind i overfræserens
fræsebord.
• Bevæg fræsebordet langsomt i retning af centrerdornen, indtil
kopiringen (5.3) er centreret med centrerdornen (5.2).
• Skru kopiringen fast med de to medleverede skruer (4.3, 5.1).
• Fjern centrerdornen fra fræsespindlen.
5 Forberedelse
5.1 Grunnenhet stilles opp
Grunnenheten må festes sklisikkert på et stabilt underlag:
• Still grunnenheten opp slik at forkanten stikker ut med ca. 5
mm.
• Fest grunnenheten med to skruer (bilde 2) eller to skrutvinger
(bilde 3) på begge sider på underlaget.
5.3 Overfres
Henvisning: Håndteringen av overfresen (innstilling av fresedybde,
verktøyskifte, osv.) er beskrevet i den tilhørende bruksanvisningen.
Monter nødvendig kopiring sentrisk i overfresens fresebord:
• Trekk støpselet ut av stikkontakten.
• Sett overfresen på hodet.
• Åpne begge skruene (4.1) og fjern ringen (4.2).
• Spenn senterdoren (4.4) fast i fresespindelen.
• Legg kopiringen (4.5, 5.3) med kragen oppover inn i overfresens
fresebord.
• Beveg fresebordet langsomt mot senterdoren til kopiringen (5.3)
sentreres av senterdoren (5.2).
• Skru kopiringen fast med de to medleverte skruene (4.3, 5.1).
• Fjern senterdoren fra fresespindelen.
BEMÆRK
Beskadigelse af fræseren og fræseskabelonen
- Fjern den højdejusterbare afstøtning (5.4) fra overfræseren, hvis
denne er monteret.
FORSIKTIG
Skader på fresen og fresesjablonen
- Hvis det er montert høyderegulerbar støtte (5.4) på overfresen,
må den fjernes.
69
Page 70

6 Käyttö
Liitosjärjestelmää VS 600 ja vastaavaa mallinetta käyttäen voidaan
tehdä seuraavanlaisia liitoksia:
• lohenpyrstöliitos (ks. luku 6.1),
• sormiliitos (ks. luku 6.2),
• vaarnareiät (ks. luku 6.3),
• avoimet lohenpyrstöliitos (ks. luku 6.4).
6.1 Lohenpyrstöliitokset
a) Mallineen asennus paikalleen
• Kiinnitä kummatkin kääntösegmentit (6.1) kiinnitysvivulla (6.2)
keskiasentoon (pystysuoraan).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut (7.1,
7.3) ja paina mallineen pidin (7.2) aivan alas.
• Avaa vääntönupit (7.4, 7.7) mallineen kiinnittämiseksi ja asenna
malline (7.5) paikalleen.
Huomio: Kummankin säätöpyörän (7.6) on osoitettava alas-
päin.
• Sulje mallineen korkeudensäädön kummatkin kiinnitysvivut.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
(8.1) ovat kiinni liitosjärjestelmän perusrungossa, ja kiinnitä
malline kummallakin vääntönupilla (7.4, 7.7) lujasti.
• Kierrä toinen ohjain asentoon „SZ 14“ ja toinen asentoon „SZ
20“ (9.3). Suuntaa ohjaimet siten, että nuolet (9.1) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (9.2).
Kiristä ohjaimet kiinni vääntönupeilla (9.4).
• Avaa mallineen korkeudensäädön kummatkin kiinnitysvivut ja
siirrä mallinetta ylöspäin.
• Laita työkappale mallineen kummankin pään alle. Paina mallinetta niin paljon alaspäin, kunnes se tukee koko pinnalta työkappaleeseen, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
70
Page 71

6 Anvendelse
Samlingssystemet VS 600 og den pågældende skabelon benyttes
til at fremstille følgende samlinger:
6 Bruk
Med forbindelsessystemet VS 600 og den henholdsvise sjablonen
kan du fremstille følgende forbindelsestyper:
• Svalehalesinkning (se kapitel 6.1),
• Fingersinkning (se kapitel 6.2),
• Dyvelsamlinger (se kapitel 6.3),
• Åpen svalehalesinkning (se kapitel 6.4).
6.1 Svalehalesinkning
a) Isætning af skabelonen
• Fastgør de to svingsegmenter (6.1) i den midterste (lodrette)
position med spændearmen (6.2).
• Åbn de to spændearme (7.1, 7.3) til højdejustering af skabelonen
og tryk holderen (7.2) til skabelonen helt ned.
• Åbn drejeknapperne (7.4, 7.7) til opspænding af skabelonen og
isæt skabelonen (7.5).
Pas på: De to indstillingshjul (7.6) skal vende ned.
• Luk de to spændearme til højdejustering af skabelonen.
• Ret skabelonen ud, så de nederste indrykninger (8.1) på de to
indstillingshjul ligger an mod samlings-systemets grundenhed.
Spænd skabelonen fast med de to drejeknapper (7.4, 7.7).
• Drej de to anslag hen på „SZ 14“ hhv. „SZ 20“ (9.3). Justér anslagene på en sådan måde, at pilene (9.1) ligger an mod den
indvendige, lige side (9.2) på skabelonens udsparinger.
Klem anslagene fast med drejeknapperne (9.4).
• Åbn de to spændearme til højdejustering af skabelonen og
bevæg skabelonen op.
• Læg et arbejdsemne ind under skabelonens ender. Tryk skabelonen ned, indtil den ligger helt fl ad på arbejdsemnet.
Luk de to spændearme til højdejustering af skabelonen.
• Svalehaleforbindelser (se kapittel 6.1),
• fi ngerskjøt (se kapittel 6.2),
• tapphull (se kapittel 6.3),
• Åpne svalehaleforbindelser (se kapittel 6.4).
6.1 Svalehaleforbindelser
a) Innsetting av sjablonen
• Fikser begge svingsegmenter (6.1) med spennarmen (6.2) i den
midlere (loddrette) stillingen.
• Åpne begge spennarmer (7.1, 7.3) for sjablonenes høydejustering
og trykk holdeinnretningen (7.2) for sjablonen helt nedover.
• Åpne betjeningsknappene (7.4, 7.7) for å spenne inn sjablonen
og sett inn sjablonen (7.5).
OBS: Begge stillehjul (7.6) må peke nedover.
• Lukk begge spennarmene for sjablonens høyde-justering.
• Rett sjablonen inn slik at de nedre avsatser (8.1) på begge stillehjulene ligger an mot forbindelses-systemets grunnenhet og
spenn sjablonen fast med begge betjeningsknapper (7.4, 7.7).
• Drei begge anslagene på stillingen „SZ 14“ hhv. „SZ 20“ (9.3).
Rett inn anslagene slik at pilene (9.1) ligger an mot den indre,
rette side (9.2) på sjablonens utsparinger.
Klem anslagene fast med betjeningsknappene (9.4).
• Åpne begge spennarmer for sjablonens høyde-justering og
beveg sjablonen oppover.
• Legg arbeidsstykket under sjablonens begge ender. Trykk sjablonen så langt nedover til den ligger plant opp på arbeidsstykket og lukk begge spennarmer for sjablonens høydejustering.
71
Page 72

4
B
1
10
A
3
A
a3
a4
a2
a1
B
A
2
a1
a2
a3
a4
B
a3
a2
a1
a4
b) Työkappaleiden kiinnittäminen
Kummatkin toisiinsa liitettävät työkappaleet on kiinnitettävä
samanaikaisesti.
Tällöin on otettava huomioon seuraavaa (ks. kuva 10):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleiden täytyy olla sivulta kiinni ohjaimessa.
• Työkappaleiden täytyy olla ylhäällä samassa tasossa.
• Kiinnitettyjen työkappaleiden ulkosivut (a1 - a4) muodostavat
valmiin liitoksen sisäpuolet.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemman-puoleiseen ohjaimeen ja
kulmia „B“ varten oikean-puoleiseen ohjaimeen. Työkappaleet
„1“ ja „3“ on kiinnitettävä aina ylhäältä, työkappaleet „2“ ja „4“
aina edestä liitosjärjestelmään.
c) Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko T2) yläjyrsimen kiinnitysleukoihin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asettamalla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä seuraava jyrsintäsyvyys (Huomio: nämä
mitat pätevät vain taulukossa T2 mainituille jyrsinterille):
SZ 14: 12 mm, SZ 20: 15 mm.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan „M“ imuriin (esim. Festoolin CLEANTEX CTMimuriin).
Huom.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimiseen.
d) Työstö
Pinnan viillotus
Jotta pystyyn kiinnitettyyn työkappaleeseen ei synny repeytymiä,
sen pinta olisi viillotettava:
• Laita lista (11.1) mallineen pitimeen, mallineen leveys = työkappaleen paksuus + 33 mm. Tämä lista toimii yläjyrsimen
ohjaimena.
• Aseta yläjyrsin työkappaleen oikealle puolelle mallineelle, niin
että yläjyrsimen jyrsintäpöydän ohjauspinta (11.2) on kiinni
listassa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintäsyvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä oikealta vasemmalle listaa pitkin ja viillota näin
työkappale tasakäynnissä.
72
Page 73

b) Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 10):
• Arbejdsemnerne opspændes på en sådan måde, at de to frontsider, der skal forbindes med hinanden, ligger an mod hinanden.
• Arbejdsemnerne skal fl ugte i siden.
• Den øverste kant på arbejdsemnerne skal fl ugte.
• De sider, der vender udad (a1 - a4) i opspændt tilstand, danner
de indvendige sider på den færdige samling.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“
og „3“ skal altid være spændt øverst og arbejdsemnerne „2“ og
„4“ altid forrest i samlingssystemet.
b) Spenne inn arbeidsstykker
Begge arbeidsstykker som skal forbindes med hverandre må
spennes inn samtidig.
Derved må det tas hensyn til (se bilde 10):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandrer.
• Arbeidsstykkenen må ligge an på siden mot anslaget.
• Arbeidsstykkene må oppe avslutte i plan med hverandre.
• Sidene (a1 - a4) som i innspent tilstand ligger utover, danner de
indre sidene i den ferdige forbindelsen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid spennes inn oppe,
arbeidsstykkene „2“ og „4“ alltid foran i forbindelsessystemet.
c) Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skiftes!
• Spænd fræseren (se tabel T2) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil følgende fræsedybde på overfræseren (Pas på: disse mål
gælder kun for de fræsere, der er nævnt i tabel T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
„M“ (f.eks. Festool CLEANTEX CTM-støvsuger).
Bemærk: Indstil afstanden mellem opsugningskappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads
til at fræse de ønskede sinkninger.
c) Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell T2) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still følgende fresedybde inn på overfresen (OBS: Målene gjelder
bare for freser nevnt i tabell T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsuger av støvklasse „M“ (f. eks. Festool CLEANTEX CTM-suger).
Henvisning: Still avsugets avstand til det loddrette arbeidsstyk-
ket inn slik at du har tilstrekkelig plass for fresing av sinkene.
d) Behandling
Ridsning
Hvis arbejdsemnet er opspændt lodret, bør emnets overfl ade
ridses for at sikre en fl ossefri overfl ade:
• Anbring en liste (11.1) op mod holderen til skabelonen, der har
en bredde på arbejdsemnets tykkelse + 33 mm. Denne liste
benyttes til at føre overfræseren.
• Anbring overfræseren på skabelonen, til højre for arbejdsemnet,
så føringsfl aden (11.2) på overfræserens fræsebord ligger an
mod listen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren fra højre mod venstre, langs med listen. Herved ridses arbejdsemnet i jævnløb.
d) Bearbeiding
Risse arbeidsstykket lett
Ufor å unngå utrivinger på arbeidsstykket som er spent inn loddrett, bør dens overfl ate risses lett:
• Legg en list (11.1) på holdeinnretningen for sjablonen hvis
bredde er arbeidsstykkets tykkelse + 33 mm. Denne listen
benyttes som føring for overfresen.
• Sett overfresen opp på sjablonen til høyre for arbeidsstykket
slik at styrefl aten (11.2) til overfresens fresebord ligger an mot
listen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedybden på overfresen.
• Kople inn overfresen.
• Før overfresen fra høyre mot venstre langs listen og riss derved
samtidig arbeidsstykket lett.
73
Page 74

Liitosten koejyrsintä
Suorita ensiksi koejyrsintä tarkastaaksesi, ovatko kaikki säädöt
oikein.
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (12.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintäsyvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 13).
Huomio: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aikana. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Tarkasta, onko kaikki liitokset jyrsitty oikein - suorita jyrsintä
tarvittaessa uudelleen.
• Irrota työkappaleet ja kokoa yhteen.
Jos liitos ei ole tarkasti jyrsitty, on suoritettava seuraavat
korjaukset:
° Liitos on liian vaikeakulkuinen (14.1):
Vähennä yläjyrsimen jyrsintäsyvyyttä jyrsimen hienosäädöllä
hieman (n. - 0,5 mm).
° Liitos on liian helppokulkuinen (14.2):
Vähennä yläjyrsimen jyrsintäsyvyyttä jyrsimen hienosäädöllä
hieman (n. + 0,5 mm).
° Liitos on liian syvä (14.3):
Kierrä säätöpyöriä virhemitan verran miinus-suuntaan (1
viiva asteikolla vastaa - 0,1 mm:n sinkkaussyvyyttä), asenna
malline uudelleen luvun 6.1 a) mukaan ja suuntaa.
° Liitos ei ole tarpeeksi syvä (14.4):
Kierrä säätöpyöriä virhemitan verran plus-suuntaan (1 viiva
asteikolla vastaa - 0,1 mm:n sinkkaus-syvyyttä), asenna malline uudelleen luvun 6.1 a) mukaan ja suuntaa.
Huom.: Säätöpyörien siirtämiseksi on avattava ruuvit (15.1), jotka
on kiristettävä takaisin kiinni säädön jälkeen. Säädetty asema
pysyy näin kohdallaan myöhempiä töitä varten.
• Toista tätä, kunnes liitos on tarkasti oikein.
Liitosten jyrsiminen
Jyrsi kaikki liitokset samalla tavalla kuin koejyrsinnässä.
74
Page 75

Prøvefræsning af sinkninger
Gennemfør først en prøvefræsning for at kontrollere, om alle
indstillinger er korrekte.
• Anbring overfræseren for enden af skabelonen, så kanten (12.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelonen (Fig. 13).
Pas på: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
• Kontrollér om alle sinkninger er fræset korrekt – gentag fræsearbejdet efter behov.
• Løsne arbejdsemnerne og forsøg at samle dem.
Prøvefresing av sinkene
Gjennomfør først en prøvefresing for å kontrollere at alle innstillingene er korrekt.
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (12.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedybden på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 13).
OBS: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Kontroller om alle sinker er freset korrekt – fres hvis nødvendig
en gang til.
• Ta ut arbeidsstykkene og sett dem sammen.
Hvis samlingen ikke passer helt nøjagtigt ind i hinanden, gen-
nemføres følgende korrekturer:
° Samlingen går for tungt (14.1):
Reducér fræsedybden på overfræseren med en let fi nindstil-
ling på overfræseren (ca. - 0,5 mm).
° Samlingen går for let (14.2):
Øg fræsedybden på overfræseren med en let fi nindstilling på
overfræseren (ca. + 0,5 mm).
° Samlingen er for dyb (14.3):
Drej indstillingshjulene det manglende mål i minusretning (1
streg på skalaen svarer til - 0,1 mm sinkningsdybde) og isæt
og justér skabelonen som forklaret i afsnit 6.1 a).
° Samlingen er ikke dyb nok (14.4):
Drej indstillingshjulene det manglende mål i plusretning (1
streg på skalaen svarer til + 0,1 mm sinkningsdybde) og isæt
og justér skabelonen som forklaret i afsnit 6.1 a).
Bemærk: Skruerne (15.1) skal altid løsnes, når indstillingshju-
lene skal indstilles. Spænd skruerne igen efter indstillingen.
Dermed forbliver den indstillede position fi kseret til senere
brug.
• Gentag denne proces, indtil samlingen er rigtig.
Hvis sinke-forbindelsen ikke skulle stemme eksakt, må føl-
gende korrekturer gjennomføres:
° Sinke-forbindelse går for tungt (14.1):
Reduser overfresens fresedybde litt med over-fresens fi ninn-
stilling (ca. - 0,5 mm).
° Sinke-forbindelse for lettløpende (14.2):
Øk overfresens fresedybde litt med overfresens fi ninnstilling
(ca. + 0,5 mm).
° Sinke-forbindelse for dyp (14.3):
Drei stillehjulene med feil mål i minus-retning (1 delestrek
tilsvarer - 0,1 mm sinke-dybde), sett sjablonen inn på nytt og
rett den inn i henhold til kapittel 6.1 a).
° Sinke-forbindelse ikke dyp nok (14.4):
Drei stillehjulene med feil mål i pluss-retning (delestrek til-
svarer + 0,1 mm sinke-dybde), sett sjablonen inn på nytt og
rett den inn i henhold til kapittel 6.1 a).
Henvisning: For å kunne regulere stillehjulene, må du åpne
skruene (15.1) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
• Gjenta denne prosessen til forbindelsen stemmer eksakt.
Fræsning af sinkninger
Fræs alle sinkningerne i analogi med prøvefræsningen.
Fresing av sinkene
Fres alle sinker analog til prøvefresingen.
75
Page 76

6.2 Sormiliitokset
a) Mallineen asentaminen ja murtosuojan kiinnittäminen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasentoon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (16.1) mallineen kiinnittämiseksi ja asenna
malline paikalleen.
Huomio: Mallineen taivutetun takaosan (16.2) on osoitettava
ylöspäin.
• Työnnä malline taakse ohjaimeen asti ja kiinnitä kummallakin
vääntönupilla (16.1) lujasti
• Kierrä toinen ohjain asentoon „FZ 6“ ja toinen asentoon „FZ 10“
(16.5). Suuntaa ohjaimet siten, että nuolet (16.8) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (16.7). Kiristä ohjaimet
kiinni vääntönupeilla (16.6).
• Siirrä mallinetta ylös ja laita pehmeästä puusta oleva lauta (16.4)
murtosuojaksi mallineen alle.
Huom.: Murtosuoja estää työkappaleen murtumisen jyrsittäessä
takaosaa.
Huomio: Jotta liitosjärjestelmä ei vaurioidu jyrsittäessä ja
murtosuoja voi täyttää tehtävänsä, murtosuojan on oltava 5 mm
paksumpi kuin työstettävä työkappale ja vähintään yhtä leveä
kuin työstettävä työkappale.
• Paina mallinetta alas, kunnes se on koko pinnaltaan kiinni murtosuojan päällä, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
• Suuntaa murtosuoja siten, että se päättyy samaan tasoon perusrungon etureunan kanssa, ja kiinnitä murtosuoja ylemmällä
puristuspalkilla.
• Ruuvaa murtosuoja lujasti kiinni mallineeseen lyhyillä puuruveilla (16.3).
B
1
17
A
4
3
A
1
2
B
A
2
3
4
B
3
2
1
4
b) Työkappaleiden kiinnittäminen
Molemmat toisiinsa liitettävät työkappaleet on kiinnitettävä ja
työstettävä yhtä aikaa etumaista puristuspalkkia käyttäen.
Tällöin on otettava huomioon seuraavaa (ks. kuva 17):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleet ovat sivulta kiinni ohjaimessa, yhden liitoksen
leveyden verran siirtyneinä toisiinsa nähden.
• Työkappaleet on työnnettävä alapuolelta mallinetta vasten.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemmanpuoleiseen ohjaimeen ja
kulmia „B“ varten oikeanpuoleiseen ohjaimeen. Työkappaleiden
„1“ ja „3“ on oltava takaa kiinni murtosuojassa, työkappaleiden
„2“ ja „4“ edestä puristuspalkissa.
76
Page 77

6.2 Fingersinkning
a) Isætning af skabelon og fastgørelse af en overfl adebe-
skytter
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (16.1) til opspænding af skabelonen og isæt
skabelonen.
Pas på: Den ombøjede, bageste side (16.2) på skabelonen skal
vende op.
• Skub skabelonen bagud indtil stop og spænd den med de to
drejeknapper (16.1)
• Drej de to anslag hen på „FZ 6“ hhv. „FZ 10“ (16.5). Justér anslagene på en sådan måde, at pilene (16.8) ligger an mod den
indvendige, lige side (16.7) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (16.6).
• Bevæg skabelonen op og læg et blødt stykke træ (16.4) som
overfl adebeskytter ind under skabelonen.
Bemærk: Overfl adebeskytteren forhindrer, at der opstår „fl os-
ser“ bag på arbejdsemnet.
Pas på: For at undgå at samlingssystemet beskadiges under
fræsearbejdet og for at sikre at overfl adebeskytteren kan opfylde
sin funktion skal overfl adebeskytteren være 5 mm tykkere end
arbejdsemnet og mindst lige så bred som arbejdsemnet.
• Tryk skabelonen ned, indtil den ligger oven på overfl adebeskytteren og luk de to spændearme til højdejustering af skabelonen.
• Indstil overfl adebeskytteren på en sådan måde, at den fl ugter
med den forreste kant på grundenheden, og spænd den med
den øverste trykbjælke.
• Skru overfl adebeskytteren fast til skabelonen med korte træskruer (16.3).
6.2 Fingerskjøt
a) Innsetting av sjablonen og montering av et fl isvern
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (16.1) for å spenne inn sjablonen og
sett inn sjablonen.
OBS: Den bakre siden (16.2) av sjablonen som er bøyet rundt
må peke oppover.
• Skyv sjablonen bakover inntil anslaget og spenn den fast med
begge betjeningsknapper (16.1)
• Drei begge anslagene på stillingen „FZ 6“ hhv. „FZ 10“ (16.5).
Rett inn anslagene slik at pilene (16.8) ligger an mot den indre,
rette side (16.7) på sjablonens utsparinger. Klem anslagene fast
med betjeningsknappene (16.6).
• Beveg sjablonen oppover og legg et brett av løst tre (16.4) som
fl isvern under sjablonen.
Henvisning: Flisvernet forhindrer at arbeidsstykket splintrer på
baksiden ved fresingen.
OBS: Flisvernet må være 5 mm tykkere enn arbeidsstykket som
skal bearbeides og må ha minst samme bredde slik at forbindelsessystemet ikke skades under fresingen og fl isvernet kan
oppfylle funksjonen.
• Trykk sjablonen nedover til den ligger plant opp på fl isvernet og
lukk begge spennarmene for sjablonens høydejustering.
• Rett fl isvernet inn slik at det avslutter i plan med grunnenhetens
forkant og spenn det fast med den øvre trykkbjelken.
• Skru fl isvernet med korte treskruer (16.3) fast på sjablonen.
b) Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
med den forreste trykbjælke og bearbejdes samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 17):
• Arbejdsemnerne opspændes på en sådan måde, at de to frontsider, der skal forbindes med hinanden, ligger an mod hinanden.
• Arbejdsemnerne er forskubbet en sinkningsbredde i forhold til
hinanden og ligger an mod anslaget i siden.
• Arbejdsemnerne skal skubbes mod skabelonen nedefra.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“ og
„3“ skal ligge an bagerst på overfl adebeskytteren og arbejdsemnerne „2“ og „4“ forrest på trykbjælken.
b) Spenne inn arbeidsstykker
Arbeidsstykkene som skal forbindes med hverandre må spennes
og bearbeides samtidig med den fremre trykkbjelken.
Vær derved oppmerksom på (se bilde 17):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandre.
• Arbeidsstykkene ligger, forskjøvet med en sinke-bredde, på
siden på anslaget.
• Arbeidsstykkene må skyves nedenfra mot sjablonen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid ligge bak an mot
fl isvernet, arbeidsstykkene „2“ og „4“ alltid foran på trykkbjelken.
77
Page 78

c) Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko 1) yläjyrsimen kiinnitysleukoihin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asettamalla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä työkappaleen paksuus jyrsintäsyvyydeksi.
Huomio: Jyrsintäsyvyys ei saisi olla suurempi kuin jyrsinterän
läpimitta. Sen sijaan jyrsintäsyvyys on jaettava kahteen tai useampaan työvaiheeseen.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan „M“ imuriin (esim. Festoolin CLEANTEX CTMimuriin).
Huom.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimiseen.
d) Työstö
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (18.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintäsyvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 19).
Huomio: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aikana. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Tarkasta ennen työkappaleiden irrottamista liitosten syvyys.
Jos syvyys ei ole oikein, pienennä tai suurenna jyrsintäsyvyyttä
yläjyrsimestä virhemitan verran.
78
Page 79

c) Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skiftes!
• Spænd fræseren (se tabel 1) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil emnetykkelsen som fræsedybde på din overfræser.
Pas på: Fræsedybden bør ikke være større end fræserdiame-
teren. I dette tilfælde bør fræsedybden inddeles i to eller fl ere
arbejdsskridt.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
„M“ (f.eks. Festool CLEANTEX CTM-støvsuger).
Bemærk: Indstil afstanden mellem opsugnings- kappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads til
at fræse de ønskede sinkninger.
c) Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell 1) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still arbeidsstykkets tykkelse på overfresen inn som fresedybde.
OBS: Fresedybden bør ikke være større enn fresediameteren.
Istedenfor må fresedybden deles opp i to eller fl ere arbeidstrinn.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsuger av støvklasse „M“ (f. eks. Festool CLEANTEX CTM-suger).
Henvisning: Still avsugets avstand til det loddrette arbeidsstyk-
ket inn slik at du har tilstrekkelig plass for fresing av sinkene.
d) Behandling
• Anbring overfræseren for enden af skabelonen, så kanten (18.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelonen (Fig. 19).
Pas på: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
• Kontrollér sinkningernes dybde, før arbejdsemnerne løsnes.
Hvis dybden ikke er i orden, reduceres eller øges fræsedybden
på overfræseren.
d) Bearbeiding
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (18.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedybden på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 19).
OBS: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Kontroller sinkenes dybde før du tar ut arbeidsstykkene. Hvis
den ikke skulle stemme, reduser hhv. øk fresedybden på overfresen med det feile målet.
79
Page 80

6.3 Vaarnareiät
a) Mallineen asennus paikalleen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasentoon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (20.1) mallineen kiinnittämiseksi ja asenna
malline paikalleen.
Huomio: Kummankin säätöpyörän (20.5) on osoitettava alas-
päin.
• Sulje mallineen korkeudensäädön kummatkin kiinnitysvivut.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
ovat kiinni liitosjärjestelmän perusrun-gossa (ks. kuva 8), ja
kiinnitä malline kummallakin vääntönupilla (20.1) lujasti.
• Käännä molemmat ohjaimet kuvassa 20 esitettyyn asentoon.
Suuntaa ohjaimet siten, että nuolet (20.2) tulevat kiinni mallineen kolojen suoraan sisäpintaan (20.3). Kiristä ohjaimet kiinni
vääntönupeilla (20.4).
• Avaa mallineen korkeudensäädön kummatkin kiinnitysvivut
(21.1) ja siirrä mallinetta ylöspäin.
• Avaa kiinnitysvivut (21.2) ja käännä mallineen pitimen kääntösegmentit taka-asentoon (kuva 21).
Sulje jälleen kiinnitysvivut.
• Laita työkappale mallineen kummankin pään alle. Paina mallinetta niin paljon alaspäin, kunnes se tukee koko pinnalta työkappaleeseen, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
4
B
1
22
A
a4
a2
a1
3
a3
A
a1
a2
B
A
2
a3
a4
B
a3
a2
a1
a4
b) Työkappaleiden kiinnittäminen
Kummatkin toisiinsa liitettävät työkappaleet on kiinnitettävä
samanaikaisesti.
Tällöin on otettava huomioon seuraavaa (ks. kuva 22):
• Työkappaleet on kiinnitettävä siten, että toisiinsa liitettävät
päätypuolet ovat kohdakkain.
• Työkappaleiden täytyy olla sivulta kiinni ohjaimessa.
• Työkappaleiden täytyy olla ylhäällä samassa tasossa.
• Kiinnitettyjen työkappaleiden ulkosivut (a1 - a4) muodostavat
valmiin liitoksen sisäpuolet.
• Kehysten (koteloiden) jyrsinnässä työkappaleet on asetettava
kulmia „A“ varten kiinni vasemman-puoleiseen ohjaimeen ja
kulmia „B“ varten oikeanpuoleiseen ohjaimeen. Työkappaleet
„1“ ja „3“ on kiinnitettävä aina ylhäältä, työkappaleet „2“ ja „4“
aina edestä liitosjärjestelmään.
80
Page 81

6.3 Dyvelsamlinger
a) Isætning af skabelonen
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (20.1) til opspænding af skabelonen og isæt
skabelonen.
Pas på: De to indstillingshjul (20.5) skal vende ned.
• Luk de to spændearme til højdejustering af skabelonen.
• Ret skabelonen ud, så de nederste indrykninger på de to indstillingshjul ligger an mod samlings-systemets grundenhed (se
Fig. 8).
Spænd skabelonen fast med de to drejeknapper (20.1).
• Drej de to anslag i den position som ses på Fig. 20. Justér anslagene på en sådan måde, at pilene (20.2) ligger an mod den
indvendige, lige side (20.3) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (20.4).
• Åbn de to spændearme (21.1) til højdejustering af skabelonen
og bevæg skabelonen op.
• Åbn spændearmen (21.2) og sving svingsegmenterne til skabelonholderen i bageste position (Fig. 21). Luk spændearmen
igen.
• Læg et arbejdsemne ind under skabelonens ender. Tryk skabelonen ned, indtil den ligger helt fl ad på arbejdsemnet. Luk de
to spændearme til højdejustering af skabelonen.
6.3 Tapphull
a) Innsetting av sjablonen
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (20.1) for å spenne inn sjablonen og
sett inn sjablonen.
OBS: Begge stillehjul (20.5) må peke nedover.
• Lukk begge spennarmene for sjablonens høyde-justering.
• Rett sjablonen inn slik at de nedre avsatser på begge stillehjulene ligger an mot forbindelsessystemets grunnenhet (se
bilde 8) og spenn sjablonen fast med begge betjeningsknapper
(20.1).
• Drei begge anslagene i stillingen vist på bildet 20. Rett inn
anslagene slik at pilene (20.2) ligger an mot den indre, rette
side (20.3) på sjablonens utsparinger. Klem anslagene fast med
betjeningsknappene (20.4).
• Åpne begge spennarmer (21.1) for sjablonens høydejustering
og beveg sjablonen oppover.
• Åpne spennarmen (21.2) og sving svingsegmentene for sjablonens holdeinnretning i bakre stilling (bilde 21). Lukk igjen
spennarmen..
• Legg arbeidsstykket under sjablonens begge ender. Trykk sjablonen så langt nedover til den ligger plant opp på arbeidsstykket og lukk begge spennarmer for sjablonens høydejustering.
b) Opspænding af arbejdsemner
De to arbejdsemner, der skal forbindes med hinanden, opspændes
samtidigt.
I denne forbindelse skal følgende overholdes (se Fig. 22):
• Arbejdsemnerne opspændes på en sådan måde, at de to frontsider, der skal forbindes med hinanden, ligger an mod hinanden.
• Arbejdsemnerne skal fl ugte i siden.
• Den øverste kant på arbejdsemnerne skal fl ugte.
• De sider, der vender udad (a1 - a4) i opspændt tilstand, danner
de indvendige sider på den færdige samling.
• Ved samling af en ramme (korpus) skal arbejdsemnerne til
hjørnerne „A“ ligge op ad det venstre anslag og arbejdsemnerne
til hjørnerne „B“ op ad det højre anslag. Arbejdsemnerne „1“
og „3“ skal altid være spændt øverst og arbejdsemnerne „2“ og
„4“ altid forrest i samlingssystemet.
b) Spenne inn arbeidsstykker
Begge arbeidsstykker som skal forbindes med hverandre må
spennes inn samtidig.
Derved må det tas hensyn til (se bilde 22):
• Arbeidsstykkene må spennes inn slik at frontsidene som skal
forbindes med hverandre, ligger mot hverandrer.
• Arbeidsstykkenen må ligge an på siden mot anslaget.
• Arbeidsstykkene må oppe avslutte i plan med hverandre.
• Sidene (a1 - a4) som i innspent tilstand ligger utover, danner de
indre sidene i den ferdige forbindelsen.
• Ved en ramme (legeme) må arbeidsstykkene for hjørnene „A“
legges an mot venstre anslag og for hjørnene „B“ mot høyre
anslag. Arbeidsstykkene „1“ og „3“ må alltid spennes inn oppe,
arbeidsstykkene „2“ og „4“ alltid foran i forbindelsessystemet.
81
Page 82

c) Valmistelut yläjyrsimessä (ks. 5.3)
Huomio: Vedä aina ennen jyrsinterän vaihtoa verkkopistoke irti
pistorasiasta!
• Kiinnitä jyrsinterä (ks. taulukko 1) yläjyrsimen kiinnitysleukoihin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asettamalla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä jyrsintäsyvyys seuraavasti: Reikien syvyyden vaakasuorassa työkappaleessa tulisi olla 2/3 työkappaleen paksuudesta.
Reikien syvyys pystysuorassa työkappaleessa on valittava siten,
että kummankin reiän syvyys on yhteensä n. 2 mm suurempi
kuin vaarnan pituus (vrt. kuva 24).
• Liitä yläjyrsin soveltuvaan pölyluokan „M“ imuriin (esim. Festoolin CLEANTEX CTM-imuriin).
d) Työstö
Jyrsi ensiksi reiät vaakasuoraan työkappaleeseen (23.1). Kääntösegmentin on oltava tällöin taka-asennossa (ks. kuva 21).
Tämän jälkeen kääntösegmentti on käännettävä etuasentoon
reikien jyrsimiseksi pystysuoraan työkappaleeseen (23.2).
Huom.: Kääntösegmenttien kääntämiseksi on avattava vain
kiinnitysvipu (21.2), ei kuitenkaan mallineen korkeudensäädön
kiinnitysvipuja (21.1).
• Laita yläjyrsin mallineelle, niin että kulutusrenkaan laippa
tarttuu mallineen reikiin.
• Käynnistä yläjyrsin ja paina kone säädettyyn jyrsintäsyvyyteen
asti. Jyrsi tällä tavalla kaikki reiät peräkkäin.
• Irrota työkappaleet ja kokoa yhteen. Jos vaarnaliitos ei täsmää
tarkasti, on suoritettava seuraavat korjaukset:
° Pystysuora työkappale on liian syvällä (24.1): kierrä säätö-
pyöriä (23.3) virhemitan verran miinus-suuntaan (1 viiva asteikolla vastaa - 0,1 mm:n siirtoa). Asenna malline uudelleen
luvun 6.3 a) mukaan.
° Pystysuora työkappale on liian ulkona (24.2): kierrä säätö-
pyöriä (23.3) virhemitan verran plus-suuntaan (1 viiva asteikolla vastaa + 0,1 mm:n siirtoa). Asenna malline uudelleen
luvun 6.3 a) mukaan.
Huom.: Säätöpyörien säätämiseksi on avattava ruuvit (23.4) ja
kiristettävä jälleen lujalle säädön jälkeen. Säädetty asema pysyy
näin kohdallaan myöhempiä töitä varten.
6.4 Avoimet lohenpyrstöliitokset
Avoimia lohenpyrstöliitoksia tehtäessä on ensin jyrsittävä lohenpyrstöt mallineella SZO 14 S tai SZO 20 S ja sitten niitä vastaavat
liitoslovet mallineella SZO 14 Z tai SZO 20 Z .
82
Page 83

c) Forberedelser på overfræseren (se 5.3)
Pas på: Træk altid stikket ud af stikdåsen, før fræseren skiftes!
• Spænd fræseren (se tabel 1) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil fræsedybden på følgende måde: På det vandrette arbejdsemne bør hullerne have en dybde på 2/3 af arbejdsemnets
tykkelse. Huldybden på det lodrette arbejdsemne bør vælges
på en sådan måde, at dybden af de to huller er ca. 2 mm større
end dyvlens længde (sammenlign Fig. 24).
• Tilslut overfræseren til en egnet støvsuger fra støvklasse „M“
(f.eks. Festool CLEANTEX CTM-støvsuger).
c) Forberedelser på overfresen (se 5.3)
OBS: Før utskifting av fresen må alltid nettstøpselet trekkes ut
av stikkontakten!
• Spenn fresen (se tabell 1) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Innstill fresedybdenpå følgende måte: Ved et vannrett arbeidsstykke bør hullenes dybde være 2/3 av arbeidsstykkets tykkelse.
Ved loddrette arbeidsstykker bør hullenes dybde velges slik at
dybden til begge hullene sammen er med ca. 2 mm større enn
pluggens lengde (sammenligne bilde 24).
• Kople overfresen til en egnet støvsuger av støvklassen „M“ (f.
eks. Festool CLEANTEX CTM-suger).
d) Bearbejdning
Først fræses hullerne i det vandrette arbejdsemne (23.1). Dette
forudsætter, at svingsegmentet befi nder sig i bageste position
(se Fig. 21).
Herefter svinges svingsegmentet i forreste position for at fræse
hullerne i det lodrette arbejdsemne (23.2).
Bemærk: Svingsegmenterne svinges ved at åbne spændearmen
(21.2) og ikke ved at åbne spændearmen (21.1) til højdejustering
af skabelonen.
• Anbring overfræseren på skabelonen, så kanten på føringsringen griber ind i boringerne på skabelonen.
• Tænd for overfræseren og tryk maskinen ned, indtil den indstillede fræsedybde er nået. Fræs alle hullerne et ad gangen.
• Løsne værktøjerne og samle disse.
Hvis dyvelsamlingen ikke passer helt nøjagtigt, gennemføres
følgende korrekturer:
° Det lodrette arbejdsemne står tilbage (24.1): Drej indstil-
lingshjulene (23.3) det manglende mål i minusretning (1 streg
på skalaen svarer til - 0,1 mm forskydning), isæt skabelonen
som forklaret i afsnit 6.3 a).
° Det lodrette arbejdsemne rager ud over kanten (24.2): Drej
indstillingshjulene (23.3) det manglende mål i plusretning
(1 streg på skalaen svarer til + 0,1 mm forskydning), isæt
skabelonen som forklaret i afsnit 6.3 a).
Bemærk: Skruerne (23.4) skal altid løsnes, når indstillingshju-
lene skal indstilles. Spænd skruerne igen efter indstillingen.
Dermed forbliver den indstillede position fi kseret til senere
brug.
d) Bearbeiding
Først må hullene i det vannrette arbeidsstykket (23.1) freses. Dertil
må svingsegmentet være i bakre stilling (se bilde 21).
Deretter må svingsegmentet svinges i fremre stilling for å frese
hullene i det loddrette arbeidsstykket (23.2).
Henvisning: For å svinge svingsegmentene må bare spennarmen (21.2) åpnes men ikke spennarmene (21.1) for sjablonens
høydejustering.
• Sett overfresen opp på sjablonen slik at ringens krage griper
inn i sjablonens boringer.
• Kople inn overfresen og trykk maskinen nedover til innstilt
fresedybde. Fres slik alle hull etter hverandre.
• Ta ut arbeidsstykkene og sett dem sammen.
Hvis plugg-forbindelsen ikke skulle stemme eksakt, må føl-
gende korrekturer gjennomføres:
° Det loddrette arbeidsstykke står tilbake (24.1): Drei stil-
lehjulene (23.3) med feil mål i minus-retningen (1 delestrek
tilsvarer - 0,1 mm feiljustering), sett sjablonen inn på nytt i
henhold til kapittel 6.3 a).
° Det loddrette arbeidsstykket stikker ut (24.2): Drei stillehju-
lene (23.3) med feil mål i pluss-retningen (1 delstrek tilsvarer
+ 0,1 mm feiljustering), sett sjablonen inn på nytt i henhold til
kapittel 6.3 a).
Henvisning: For å kunne regulere stillehjulene, må du åpne
skruene (23.4) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
6.4 Åbne svalehalesamlinger
Ved åbne svalehalesamlinger skal man først fræse svalehalerne
med skabelonen SZO 14 S eller SZO 20 S og derefter samlingerne
med skabelonen SZO 14 Z eller SZO 20 Z.
6.4 Åpne svalehale-sinker
Når svalehale-sinkene er åpne, skal svalene først freses med
sjablon SZO 14 S / SZO 20 S og deretter med sjablon SZO 14 Z /
SZO 20 Z.
83
Page 84

6.4.1 Lohenpyrstöjen jyrsiminen
a) Mallineen (SZO 14 S tai SZO 20 S) asentaminen ja murto-
suojan kiinnittäminen
• Kiinnitä kummatkin kääntösegmentit kiinnitysvivulla keskiasentoon (pystysuoraan) (ks. kuva 6).
• Avaa kummatkin mallineen korkeudensäädön kiinnitysvivut ja
paina mallineen pidin aivan alas.
• Avaa vääntönupit (25.2) mallineen kiinnittämiseksi ja asenna
malline paikalleen. Huomio: Mallineen taivutetun takaosan
(25.1) on osoitettava ylöspäin.
• Työnnä malline taakse ohjaimeen asti ja kiinnitä kummallakin
vääntönupilla (25.2) lujasti
• Kierrä toinen ohjain asentoon “SZ 14” ja toinen asentoon “SZ 20”
(25.4). Suuntaa ohjaimet siten, että nuolet (25.7) tulevat kiinni
mallineen kolojen suoraan sisäpintaan (25.6). Kiristä ohjaimet
kiinni vääntönupeilla (25.3).
• Siirrä mallinetta ylös ja laita pehmeästä puusta oleva lauta (25.5)
murtosuojaksi mallineen alle.
Huom.: Murtosuoja estää työkappaleen murtumisen jyrsittäessä
takaosaa.
Huomio: Jotta liitosjärjestelmä ei vaurioidu jyrsittäessä ja mur-
tosuoja voi täyttää tehtävänsä, murtosuojan on oltava n. 5 mm
paksumpi kuin työstettävä työkappale ja vähintään yhtä leveä
kuin työstettävä työkappale.
• Paina mallinetta alas, kunnes se on koko pinnaltaan kiinni murtosuojan päällä, ja sulje mallineen korkeudensäädön kummatkin
kiinnitysvivut.
• Suuntaa murtosuoja siten, että se päättyy samaan tasoon perusrungon etureunan kanssa, ja kiinnitä murtosuoja ylemmällä
puristuspalkilla.
b) Työkappaleiden kiinnittäminen
Kiinnitä työkappale, johon lohenpyrstöt jyrsitään Varmista tällöin
(ks. kuva 26):
• Työkappaleen on vastattava sivuohjaimeen.
• Työnnä työkappale alhaalta mallinetta vasten; työkappaleen
pitää ylhäältä olla samassa tasossa murtosuojan kanssa.
• Mallissa SZO 14 S kiristä myös oheinen muovikulma (26.1).
c) Valmistelut yläjyrsimessä
(kopiointirenkaan asennus, ks. kappale 5.3)
Huomio: Irrota laitteen verkkovirtapistoke ennen työkalun
vaihtoa!
• Kiinnitä jyrsinterä (ks. T2) yläjyrsimen kiinnitysleukoihin.
• Säädä nollapiste (jyrsintäsyvyys = 0 mm) yläjyrsimestä asettamalla kone mallineelle ja painamalla niin paljon alas, kunnes
jyrsintyökalu koskettaa kiinnitetyn työkappaleen pintaa.
• Säädä yläjyrsimestä työkappaleen paksuus jyrsintäsyvyydeksi.
• Käytä liitosten jyrsinnässä yläjyrsimen sivuohjaimen imukupua
tai imukupua AH-OF (lisävaruste). Liitä imukupu soveltuvaan
pölyluokan “M” imuriin (esim. Festoolin CLEANTEX CTMimuriin).
Huom.: Säädä imukuvun etäisyys pystysuoraan työkappaleeseen
siten, että sinulle jää vielä tarpeeksi tilaa liitosten jyrsimiseen.
84
Page 85

6.4.1 Svalehaler
a) Isætning af skabelon (SZO 14 S eller SZO 20 S) og fastgø-
relse af en overfl ade- beskytter
• Fastgør de to svingsegmenter i den midterste (lodrette) position
med spændearmen (se Fig. 6).
• Åbn de to spændearme til højdejustering af skabelonen og tryk
holderen til skabelonen helt ned.
• Åbn drejeknapperne (25.2) til opspænding af skabelonen og
isæt skabelonen. Pas på: Den ombøjede, bageste side (25.1) på
skabelonen skal vende op.
• Skub skabelonen bagud indtil stop og spænd den med de to
drejeknapper (25.2)
• Drej de to anslag hen på “SZ 14” hhv. “SZ 20” (25.4). Justér anslagene på en sådan måde, at pilene (25.7) ligger an mod den
indvendige, lige side (25.6) på skabelonens udsparinger. Klem
anslagene fast med drejeknapperne (25.3).
• Bevæg skabelonen op og læg et blødt stykke træ (25.5) som
overfl adebeskytter ind under skabelonen.
Bemærk: Overfl adebeskytteren forhindrer, at der opstår “fl os-
ser” bag på arbejdsemnet.
Pas på: For at undgå at samlingssystemet beskadiges under
fræsearbejdet og for at sikre at overfl adebeskytteren kan opfylde
sin funktion skal overfl adebeskytteren være ca. 5 mm tykkere
end arbejdsemnet og mindst lige så bred som arbejdsemnet.
• Tryk skabelonen ned, indtil den ligger oven på overfl adebeskytteren og luk de to spændearme til højdejustering af skabelonen.
• Indstil overfl adebeskytteren på en sådan måde, at den fl ugter
med den forreste kant på grundenheden, og spænd den med
den øverste trykbjælke.
6.4.1 Svaler
a) Innsetting av sjablonen (SZO 14 S / SZO 20 S) og montering
av et fl isvern
• Fikser begge svingsegmenter med spennarmen i den midlere
(loddrette) stillingen (se bilde 6).
• Åpne begge spennarmer for sjablonenes høydejustering og trykk
holdeinnretningen for sjablonen helt nedover.
• Åpne betjeningsknappene (25.2) for å spenne inn sjablonen og
sett inn sjablonen. OBS: Den bakre siden (25.1) av sjablonen
som er bøyet rundt må peke oppover.
• Skyv sjablonen bakover inntil anslaget og spenn den fast med
begge betjeningsknapper (25.2)
• Drei begge anslagene på stillingen “SZ 14” hhv. “SZ 20” (25.4).
Rett inn anslagene slik at pilene (25.7) ligger an mot den indre,
rette side (25.6) på sjablonens utsparinger. Klem anslagene fast
med betjeningsknappene (25.3).
• Beveg sjablonen oppover og legg et brett av løst tre (25.5) som
fl isvern under sjablonen.
Henvisning: Flisvernet forhindrer at arbeidsstykket splintrer på
baksiden ved fresingen.
OBS: Flisvernet må være ca. 5 mm tykkere enn arbeidsstykket
som skal bearbeides og må ha minst samme bredde slik at
forbindelsessystemet ikke skades under fresingen og fl isvernet
kan oppfylle funksjonen.
• Trykk sjablonen nedover til den ligger plant opp på fl isvernet og
lukk begge spennarmene for sjablonens høydejustering.
• Rett fl isvernet inn slik at det avslutter i plan med grunnenhetens
forkant og spenn det fast med den øvre trykkbjelken.
b) Opspænding af arbejdsemner
Fastspænd det arbejdsemne, der skal forsynes med svalehalen.
Herved skal man være opmærksom på følgende (se fi gur 26):
• Arbejdsemnet skal været placeret med siden til anslaget.
• Arbejdsemnet skal skubbes nedefra mod skabelonen, og tilsluttes til splintbeskyttelsen ovenfor.
• Ved SZO 14 S skal den medfølgende kunststofvinkel (26.1)
spændes med.
c) Forberedelse af overfræseren
(efter montage af kopiringen, se kap. 5.3)
Advarsel: Før udskiftning af værktøj, skal De trække stikket ud
af stikdåsen!
• Spænd fræseren (se T2) ind i overfræserens spændetang.
• Indstil nulpunktet (fræsedybde = 0 mm) på overfræseren. Dette
gøres ved at stille maskinerne på skabelonen og trykke dem
ned, indtil fræseværktøjet berører overfl aden på det opspændte
arbejdsemne.
• Indstil emnetykkelsen som fræsedybde på din overfræser.
• Brug opsugningskappen på overfræserens sideanslag eller
opsugningskappen AH-OF (tilbehør) til fræsning af sinkninger.
Tilslut opsugningskappen til en egnet støvsuger fra støvklasse
“M” (f.eks. Festool CLEANTEX CTM-støvsuger).
Bemærk: Indstil afstanden mellem opsugningskappen og det
lodrette arbejdsemne på en sådan måde, at du har nok plads til
at fræse de ønskede sinkninger.
b) Spenne inn arbeidsstykker
Spenn først fast et arbeidsstykke der det skal freses inn svaler.
Vær oppmerksom på følgende (se bilde 26):
• Arbeidsstykket må ligge inntil anslaget på siden.
• Arbeidsstykket må skyves mot sjablonen nedenfra og ligge i
fl ukt med fl
• På SZO 14 S må den medfølgende kunststoffvinkelen (26.1) også
spennes fast.
c) Forberedelser på overfresen
(etter at kopiringen er montert, se kap. 5.3)
Obs: Trekk alltid støpselet ut av stikkontakten før du bytter
verktøy!
• Spenn fresen (se T2) inn i overfresens fjærende chuck.
• Still inn nullpunktet (fresedybde = 0 mm) på overfresen idet
du setter maskinen opp på sjablonen og trykker den så langt
nedover til freseverktøyet berører overfl aten til arbeidsstykket
som er spent inn.
• Still arbeidsstykkets tykkelse på overfresen inn som fresedybde.
• Benytt ved fresing av sinker avsuget til overfresens sideanslag
eller avsuget AH-OF (tilbehør). Kople avsuget til en egnet støvsuger av støvklasse “M” (f. eks. Festool CLEANTEX CTM-suger).
Henvisning: Still avsugets avstand til det loddrette arbeidsstykket
inn slik at du har tilstrekkelig plass for fresing av sinkene.
isvernet oppe.
85
Page 86

d) Työstö
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (27.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintäsyvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 28).
Huomio: Kulutusrenkaan laipan täytyy olla aina kiinni mallineessa.
Pidä yläjyrsintä aina molemmista kahvoista mallineen kanssa
samansuuntaisesti äläkä kierrä konetta jyrsinnän aikana. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
Jyrsi lohenpyrstöt kaikkiin tarvittaviin työkappaleisiin.
6.4.2 Lohenpyrstöjen lovien jyrsiminen
a) Mallineen (SZO 14 Z tai SZO 20 Z) asen- taminen ja mur-
tosuojan kiinnittäminen
Aseta malline paikalleen ja kiinnitä murtosuoja kuten edellä
kohdassa 6.4.1 a) on selostettu, mutta em. ohjeista poiketen
kuitenkin:
• Kummankin säätöpyörän (29.2) on osoitettava alaspäin.
• Suuntaa malline siten, että kummankin säätöpyörän alaolakkeet
(29.3) ovat kiinni liitosjärjestelmän perusrungossa, ja kiinnitä
malline kummallakin vääntönupilla (29.1) lujasti.
b) Työkappaleiden kiinnittäminen
Kiinnitä työkappale, johon lohenpyrstöjen lovet jyrsitään Varmista
tällöin (ks. kuva 30):
• Työkappaleen on vastattava sivuohjaimeen.
• Työnnä työkappale alhaalta mallinetta vasten; työkappaleen
pitää ylhäältä olla samassa tasossa murtosuojan kanssa.
c) Valmistelut yläjyrsimessä
(kopiointirenkaan asennus, ks. kappale 5.3)
Huomio: Irrota laitteen verkkovirtapistoke ennen työkalun
vaihtoa!
• Laita lohenpyrstö-jyrsinterän tilalle urajyrsinterä (ks. T2), ja
säädä yläjyrsiin jyrsintäsyvyydeksi työkappaleen paksuus.
86
Page 87

d) Behandling
• Anbring overfræseren for enden af skabelonen, så kanten (27.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelonen (Fig. 28).
Pas på: Kanten på føringsringen skal altid ligge an mod skabelonen. Før altid overfræseren med begge hænder parallelt med
skabelonen og drej ikke maskinen under fræsearbejdet. Fræsedybden må ikke ændres under fræsearbejdet.
Sådan skal De fræse alle arbejdsemner med svalehale.
d) Bearbeiding
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (27.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedybden på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 28).
OBS: Føringsringens krage må alltid ligge an mot sjablonen. Hold
overfresen alltid i begge håndtakene parallelt til sjablonen og
drei ikke maskinen mens du freser. Fresedybden må ikke endres
under fresing.
Fres alle arbeidsstykker med svaler på denne måten.
6.4.2 Samlinger
a) Isætning af skabelon (SZO 14 Z eller SZO 20 Z) og fastgø-
relse af en overfl ade- beskytter
Når De placerer skabelonen og fastgør splint-beskyttelsen, skal
De gå frem i henhold til 6.4.1 a), dog med en undtagelse:
• De to indstillingshjul (29.2) skal vende ned.
• Ret skabelonen ud, så de nederste indrykninger (29.3) på de to
indstillingshjul ligger an mod samlings-systemets grundenhed.
Spænd skabelonen fast med de to drejeknapper (29.1).
b) Opspænding af arbejdsemner
Fastspænd det arbejdsemne, der skal forsynes med samlingen.
Herved skal man være opmærksom på følgende (se fi gur 30):
• Arbejdsemnet skal været placeret med siden til anslaget.
• Arbejdsemnet skal skubbes nedefra mod skabelonen, og tilsluttes til splintbeskyttelsen ovenfor.
6.4.2 Sinker
a) Innsetting av sjablonen (SZO 14 Z / SZO 20 Z) og montering
av et fl isvern
Gjør tilsvarende 6.4.1 a når du skal sette inn sjablonen og feste
splintvernet, med følgende endring:
• Begge stillehjul (29.2) må peke nedover.
• Rett sjablonen inn slik at de nedre avsatser (29.3) på begge stillehjulene ligger an mot forbindelses-systemets grunnenhet og
spenn sjablonen fast med begge betjeningsknapper (29.1).
b) Spenne inn arbeidsstykker
Spenn først fast et arbeidsstykke der det skal freses inn sinker.
Vær oppmerksom på følgende (se bilde 30):
• Arbeidsstykket må ligge inntil anslaget på siden.
• Arbeidsstykket må skyves mot sjablonen nedenfra og ligge i
fl ukt med fl isvernet oppe.
c) Forberedelse af overfræseren
(efter montage af kopiringen, se kap. 5.3)
Advarsel: Før udskiftning af værktøj, skal De trække stikket ud
af stikdåsen!
• Ved svalehalesamlingerne skal De udskifte fræseren med en
notfræser (se T2), og indstille arbejdsemnets tykkelse som
fræsedybde på Deres fræser.
c) Forberedelser på overfresen
(etter at kopiringen er montert, se kap. 5.3)
Obs: Trekk alltid støpselet ut av stikkontakten før du bytter
verktøy!
• Bytt ut fresen for svalehale-sinkene med notfresen (se T2), og
still inn tykkelsen på arbeidsstykket som fresedybde på overfresen.
87
Page 88

d) Työstö
Liitosten koejyrsintä
Suorita ensiksi koejyrsintä tarkastaaksesi, ovatko kaikki säädöt
oikein.
• Aseta yläjyrsin mallineen päähän, niin että kulutusrenkaan
laippa (31.1) on kiinni mallineessa.
• Paina kone säädettyyn jyrsintäsyvyyteen asti ja lukitse jyrsintäsyvyys yläjyrsimestä.
• Käynnistä yläjyrsin.
• Ohjaa yläjyrsintä tasaisesti mallinetta pitkin (kuva 32).
Huomio: Kulutusrenkaan laipan täytyy olla aina kiinni malli-
neessa. Pidä yläjyrsintä aina molemmista kahvoista mallineen
kanssa samansuuntaisesti äläkä kierrä konetta jyrsinnän aikana. Jyrsintäsyvyyttä ei saa muuttaa jyrsinnän aikana.
• Irrota työkappale ja liitä se sopivaa työkalua käyttäen lohenpyrstöihin toisessa työkappaleessa. Jos liitos ei ole tarkasti jyrsitty,
seuraavat korjaukset on suoritettava:
° Jos liitos on liian vaikeakulkuinen (33.1):
Kierrä säätöpyöriä plus-suuntaan.
° Jos liitos on liian helppokulkuinen (33.2):
Kierrä säätöpyöriä miinus-suuntaan.
° Jos liitos on liian syvä (33.3):
Pienennä yläjyrsin jyrsintäsyvyyden asetusta hiukan hieno-
säädöllä.
° Jos liitos ei ole tarpeeksi syvä (33.4):
Suurenna yläjyrsin jyrsintäsyvyyden asetusta hiukan hieno-
säädöllä.
Huom.: Säätöpyörien siirtämiseksi on avattava ruuvit (34.1),
jotka on kiristettävä takaisin kiinni säädön jälkeen.
Säädetty asema pysyy näin kohdallaan myöhempiä töitä var-
ten.
• Toista tätä, kunnes liitos on tarkasti oikein.
Liitosten jyrsiminen
Jyrsi kaikki liitokset samalla tavalla kuin koejyrsinnässä.
88
Page 89

d) Behandling
Prøvefræsning af sinkninger
Gennemfør først en prøvefræsning for at kontrollere, om alle
indstillinger er korrekte.
• Anbring overfræseren for enden af skabelonen, så kanten (31.1)
på føringsringen ligger an mod skabelonen.
• Tryk maskinen ned, indtil den indstillede fræsedybde er nået,
og fastlås fræsedybden på overfræseren.
• Tænd for overfræseren.
• Før overfræseren med en jævn bevægelse langs med skabelonen (Fig. 32).
Pas på: Kanten på føringsringen skal altid ligge an mod ska-
belonen. Før altid overfræseren med begge hænder parallelt
med skabelonen og drej ikke maskinen under fræsearbejdet.
Fræsedybden må ikke ændres under fræsearbejdet.
d) Bearbeiding
Prøvefresing av sinkene
Gjennomfør først en prøvefresing for å kontrollere at alle innstillingene er korrekt.
• Sett overfresen opp på sjablonens ende slik at føringsringens
krage (31.1) ligger an mot sjablonen.
• Trykk maskinen nedover til innstilt fresedybde og lås fresedybden på overfresen.
• Kople inn overfresen.
• Før overfresen jevnt langs sjablonen (bilde 32).
OBS: Føringsringens krage må alltid ligge an mot sjablonen.
Hold overfresen alltid i begge håndtakene parallelt til sjablonen
og drei ikke maskinen mens du freser. Fresedybden må ikke
endres under fresing.
• Løsn arbejdsemnet, og sæt et arbejdsemne sammen med svalehalen.
Hvis sinkesamlingen ikke passer rigtigt, skal De foretage føl-
gende ændringer:
° Sinkesamling er svært tilgængelig (33.1):
Indstillingshjulene drejes i plus-retning.
° Sinkesamling er let tilgængelig (33.2):
Indstillingshjulene drejes i minus-retning.
° Sinkesamling er for dyb (33.3):
Reducer fræsedybden på overfræseren med en anelse fi nind-
stilling af overfræseren.
° Sinkesamling er ikke dyb nok (33.4):
Forhøj fræsedybden på overfræseren med en anelse fi nindstil-
ling af overfræseren.
Bemærk: Skruerne (34.1) skal altid løsnes, når indstillingshju-
lene skal indstilles.
Spænd skruerne igen efter indstillingen. Dermed forbliver den
indstillede position fi kseret til senere brug.
• Gentag denne proces, indtil samlingen er rigtig.
Fræsning af sinkninger
Fræs alle sinkningerne i analogi med prøvefræsningen.
• Ta ut arbeidsstykket og sett det sammen med et arbiedsstykke
med svaler.
Hvis sinke-forbindelsen ikke stemmer nøyektig, må det utføres
følgende korreksjoner:
° Sinkeforbindelse er for treg (33.1):
Vri innstillingshjulene mot pluss.
° Sinkeforbindelse er for rask (33.2):
Vri innstillingshjulene mot minus.
° Sinkeforbindelse er for dyp (33.3):
Reduser fresedybden på overfresen litt med fi njusteringen
for overfresen.
° Sinkeforbindelsen er ikke dyp nok (33.4):
Øk fresedybden på overfresen litt med fi njusteringen for
overfresen.
Henvisning: For å kunne regulere stillehjulene, må du åpne
skruene (34.1) og trekke dem fast igjen etter innstillingen. Den
innstilte posisjonen er dermed fi ksert for senere arbeider.
• Gjenta denne prosessen til forbindelsen stemmer eksakt.
Fresing av sinkene
Fres alle sinker analog til prøvefresingen.
89
Page 90

7 Sovellustietokanta
Yksityiskohtainen selostus liitosjärjestelmän käyttömahdollisuuksista löytyy myös sovellustietokannastamme Internet-osoitteesta
„www.festool.com“.
8 Tarvikkeet
Käytä vain tälle koneelle tarkoitettuja alkuperäisiä Festool-tarvikkeita ja Festool-kulutusmateriaaleja, koska nämä järjestelmäkomponentit on sovitettu parhaalla mahdollisella tavalla toisiinsa.
Toisten valmistajien tarvikkeiden ja kulutusmateriaalien käyttö
vaikuttaa laadullisesti työtuloksiin ja rajoittaa takuuvaatimuksia.
Käyttö saattaa kasvattaa koneen kulumista tai henkilökohtaista
rasittumistasi. Suojaa itseäsi, konettasi ja takuuvaatimuksia
käyttämällä ainoastaan alkuperäisiä Festool-varusteita ja Festoolkulutusmateriaaleja! Jyrsintyökalujen, mallineiden ja muiden
tarvikkeiden tilausnumerot käyvät ilmi taulukosta 1, Festoolluettelosta tai Internet-kotisivulta „www.festool.com“.
9 Käyttöturva
Myönnämme valmistamillemme laitteille materiaali- ja valmistusviat kattavan käyttöturvan, joka vastaa maakohtaisia määräyksiä, ja jonka pituus on vähintään 12 kuukautta. Käyttöturvan pituus
on EU-maissa 24 kuukautta (laskun tai toimituslistan päiväyksestä
lukien). Käyttöturva ei kata vaurioita, jotka ovat syntyneet luonnollisen kulumisen, ylikuormituksen tai epäasianmukaisen käytön
seurauksena, ovat käyttäjän aiheuttamia tai syntyneet käyttöohjekirjan ohjeiden noudattamatta jättämisen seurauksena, tai jotka
olivat tiedossa jo laitteen ostohetkellä. Poissuljettuja ovat myös
vahingot, jotka johtuvat ei-alkuperäisten tarvikkeiden ja kulutusmateriaalien (esim. hiomalautanen) käytöstä.
Käyttöturvaan voidaan vedota vain kun laite toimitetaan purkamattomana myyjälle tai valtuutettuun Festool-huoltoon. Säilytä
laitteen käyttöohje, turvallisuusohjeet, varaosaluettelo ja ostokuitti
huolellisesti. Muilta osin ovat voimassa valmistajan antamat, ajantasalla olevat käyttöturvaehdot.
Huomautus
Jatkuvan tutkimus- ja tuotekehittelytyön seurauksena tässä
annettuihin teknisiin tietoihin saattaa tulla muutoksia.
REACh Festool-tuotteille, niiden tarvikkeille ja kulutusmateriaaleille
REACh on vuodesta 2007 lähtien koko Euroopassa voimassaoleva
kemikaaleja koskeva asetus. Käytämme kemikaaleja tuotteidemme valmistuksessa ja olemme tietoisia tiedotusvelvollisuudestamme asiakkaillemme. Olemme avanneet asiakkaitamme varten
seuraavan Web-sivuston, josta voit aina katsoa viimeisimmät tiedot
tuotteissamme mahdollisesti käytettävistä aineista: www.festool.
com/reach
90
Page 91

7 Anvendelsesdatabank
En detaljeret beskrivelse af de mange anvendelseseksempler for
samlingssystemet kan du fi nde i vores anvendelsesdatabank på
internettet under „www.festool.com“.
7 Brukerdatabase
En detaljert beskrivelse av forbindelsessystemets bruksmuligheter fi nner du også i vår brukerdatabase i internett under „www.
festool.com“.
8 Tilbehør
Anvend udelukkende det originale Festool-tilbehør og Festoolforbrugsmateriale, som er beregnet til maskinen, da disse systemkomponenter er tilpasset optimalt til hinanden. Ved anvendelse af
tilbehør og forbrugsmateriale af andre mærker skal man regne
med en forringelse af arbejdsresultaterne og en begrænsning af
garantien. Alt efter anvendelse kan maskinen opslides hurtigere
eller brugeren belastes mere end nødvendigt. Pas derfor på dig
selv, maskinen og garantien ved udelukkende at anvende originalt
Festool-tilbehør og Festool-forbrugsmateriale!
Bestillingsnumrene på fræseværktøj, skabeloner og andet tilbehør
kan du fi nde i tabel 1, i dit Festool-katalog eller på vores homepage
„www.festool.com“.
9 Garanti
I henhold til de respektive landes lovbestemmelser yder vi en
garanti for materiale- eller produktionsfejl – dog mindst på en
periode af 12 måneder. Inden for EU-medlemsstaterne udgør
denne garantiperiode 24 måneder (bevis via faktura eller leveringsformular). Skader, der især kan føres tilbage til naturlig
slitage, overbelastning, faglig ukorrekt omgang i modstrid med
betjeningsvejledningen og skader, der forårsages af brugeren eller
en anden anvendelse, der er i modstrid med betjeningsvejledningen, eller der var kendt ved købet, er udelukket af garantien.
Vi frasiger os ligeledes ethvert ansvar for skader, som skyldes
anvendelse af ikke-originalt tilbehør og forbrugsmaterialer (f.eks.
bagskiver).
Krav fra kundens side kan udelukkende accepteres, hvis maskinen/
værktøjet sendes tilbage til leverandøren eller et serviceværksted,
der er autoriseret af Festool. Opbevar betjeningsvejledningen,
sikkerhedsanvisningerne, reservedelslisten og bonen. Derudover
gælder fabrikantens aktuelle garantibetingelser.
8 Tilbehør
Bruk bare originalt Festool-tilbehør og Festool-forbruksmateriale
som er beregnet på denne maskinen, siden disse systemkomponentene er optimalt tilpasset hverandre. Ved bruk av tilbehør
og forbruksmateriale fra andre tilbydere senker kvaliteten på
arbeidsresultatet og en sannsynlig innskrenking av garantien.
Alt etter bruk kan slitasjen på maskinen eller den personlige
belastningen på deg økes. Beskytt derfor deg selv, maskinen og
garantien ved kun å benytte originalt Festool-tilbehør og Festoolforbruksmateriale.
Bestillingsnumrene for freseverktøy, sjablon og annet tilbehør
fi nner du i tabellen 1, Festool-katalogen eller på vår Internett
Homepage „www.festool.com“.
9 Ansvar for mangler
For våre apparater er vi ansvarlig for material- eller produksjonsfeil i samsvar med gjeldende nasjonale bestemmelser, i minst 12
måneder. Denne tiden 24 måneder innenfor EU-stater (bevises
med regning eller følgeseddel). Skader som spesielt skyldes
slitasje, overbelastning, ufagmessig håndtering, eller skader
forårsaket av brukeren eller annen bruk i strid med bruksanvisningen, eller skader som var kjent ved kjøp av apparatet omfattes ikke av dette ansvaret. I tillegg unntas skader som kan føres
tilbake til bruk av ikke-originalt tilbehør og forbruksmaterialer
(f.eks. slipetallerken).
Reklamasjoner kan bare godtas hvis apparatet ikke ble demontert
og returneres til leverandøren eller et autorisert Festool-serviceverksted. Ta godt vare på bruksanvisningen, sikkerhetsforskrifter,
reservedelsliste og kvittering. Dessuten gjelder produsentens
aktuelle betingelser for ansvar ved mangler.
Bemærkning
På grund af konstant forsknings- og udviklingsarbejde forbeholdes
retten til at gennemføre ændringer af de tekniske oplysninger.
REACh til Festool produkter, tilbehør og forbrugsmateriale
Kemikalieloven REACH trådte i kraft i 2007 og er gældende i hele
Europa. Som ”downstream-bruger” af kemikalier, dvs. producent
af produkter, tager vi vores informationspligt over for kunderne
alvorligt. På følgende hjemmeside fi nder du altid aktuelle informationer om de stoffer fra kandidatlisten, som vores produkter
kan indeholde: www.festool.com/reach
Anmerkning
På grunn av kontinuerlige forsknings- og utviklingsarbeid tas det
forbehold om endringer av de tekniske spesifi kasjonene i dette
dokumentet.
REACh for Festool-produkter, tilbehør og forbruksmateriell
REACh har siden 2007 vært gjeldende kjemikalievedtekt over hele
Europa. Som produsent av produkter som inneholder kjemikalier,
er vi bevisst på vår informasjonsplikt overfor kundene. For at vi
alltid skal kunne holde deg oppdatert og gi deg informasjon om
mulige stoffer i våre produkter som fi nnes på listen, har vi opprettet
følgende nettside: www.festool.com/reach
91
Page 92

Sistema de junção VS 600
T2
SZ 14
SZ 20
FZ 6
FZ 10
DS 32
HSS
HM
HSS
HM
HSS
HM
HSS
HM
Ø 3 mm
Ø 5 mm
Ø 6 mm
Ø 8 mm
Ø 10 mm
SZO 14 Z HM 490978
SZO 14 S HM 491164
SZO 20 Z HM 490980
SZO 20 S HM 491165
490991
490992
490995
490996
490944
490978
490946
490980
491065
491066
490067
491068
491069
OF 900,
OF 1000,
OF 1010
490770
(Ø 17 mm)
490771
(Ø 24 mm)
490772
(Ø 8,5 mm)
484176
(Ø 13,8 mm)
484176
(Ø 13,8 mm)
490772
(Ø 8,5 mm)
490770
(Ø 17 mm)
484176
(Ø 13,8 mm)
490771
(Ø 24 mm)
OF 1400
492181
(Ø 17 mm)
492182
(Ø 24 mm)
492179
(Ø 8,5 mm)
492180
(Ø 13,8 mm)
492180
(Ø 13,8 mm)
492179
(Ø 8,5 mm)
492181
(Ø 17 mm)
492180
(Ø 13,8 mm)
492182
(Ø 24 mm)
464164
T1
Tipo de junção
Caudas de
andorinha
Espigas
Furos para
taco DS 32
Caudas de
andorinha
abertas
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
Espessura
do material
de - até
(recomendada)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Largura da peça até 600 mm
1 Característica técnicas
Para os códigos de compra de fresas, brocas, anéis de copiar e
espigas de centrar, ver o quadro T2.
Para as fresas ou brocas apresentadas recomendamos utilizar a
rotação máxima da fresa de topo.
2 Utilização conforme as prescrições
Conforme as prescrições, o sistema de junção VS 600 é concebido
para, em conjunto com os gabaritos, anéis de copiar e ferramentas de fresa e fresas de topo Festool, das séries OF 900, OF 1000,
OF 1010 e OF 1400, fresar caudas de andorinha, espigas, furos para
tacos e caudas de andorinha abertas em madeira e aglomerados
de madeira.
O utilizador é responsável por danos e acidentes, em função do
uso não apropriado.
3 Avisos de segurança
• Nos trabalhos com o sistema de junção VS 600 atentar, também,
aos avisos de segurança entregues junto com a fresa de topo.
• Empregar, exclusivamente, as ferramentas de fresa, anéis de
copiar e espigas de centrar apresentados no quadro T2.
• Empregar, exclusivamente, acessórios e peças sobressalentes
originais da Festool.
• Antes de iniciar o serviço de fresa, verifi car se as peças a processar estão bem fi xadas e se todas as alavancas de pressão e
botões de fi xação do sistema de junção estão fechados.
92
Page 93

Шипорезное приспособление VS 600
T1
Вид соединения
Шипы "Ласточкин
хвост"
Прямые шипы
Гнезда под
вставные шипы
DS 32
Открытые
шипы "Ласточкин
хвост"
SZ 14 (14 мм)
SZ 20 (20 мм)
FZ 6 (6 мм) 6–10 мм
FZ 10 (10 мм) 10–20 мм
Ø 6 мм 12–14 мм
Ø 8 мм 15–22 мм
Ø 10 мм 23–28 мм
SZO 14 Z
SZO 14 S (14 мм)
SZO 20 Z
SZO 20 S (20 мм)
Толщина
заготовки
от – до
(рекомендуется)
15–20 мм
(18 мм)
21–28 мм
(24 мм)
10–14 мм
14–25 мм
Spojovací systém VS 600
T1
Druh spojení
Rybinové spoje
Klínové spoje
Spoje na kolíky DS 32
Otevřené
rybinové spoje
Длина заготовки до 600 мм
Tloušťka
materiálu
od - do
(doporučená)
SZ 14 (14 mm)
SZ 20 (20 mm)
FZ 6 (6 mm) 6 - 10 mm
FZ 10 (10 mm) 10 - 20 mm
Ø 6 mm 12 - 14 mm
Ø 8 mm 15 - 22 mm
Ø 10 mm 23 - 28 mm
SZO 14 Z
SZO 14 S (14 mm)
SZO 20 Z
SZO 20 S (20 mm)
15 - 20 mm
(18 mm)
21 - 28 mm
(24 mm)
10 - 14 mm
14 - 25 mm
Tloušťka materiálu do 600 mm
1 Технические характеристики
Номера для заказа фрез, сверл, копировальных колец и центрирующих штифтов см. в таблице T2. Для указанных фрез и
сверл рекомендуется применять максимальное число оборотов
верхней фрезы.
2 Применение по назначению
Приспособление VS 600 предназначено для фрезерования в
древесных материалах шипов "Ласточкин хвост", прямых шипов,
гнезд под вставные шипы с применением соответствующих шаблонов, копировальных колец, фрезеровальных инструментов,
а также верхних фрез Festool серии OF 900, OF 1000, OF 1010 и
OF 1400.
За ущерб и несчастные случаи в связи с применением не по
назначению отвечает Пользователь.
3 Указания по технике безопасности
• При работе с шипорезным приспособлением VS 600 соблюдайте также указания по технике безопасности при работе с
ручными верхними фрезами.
• Применяйте только фрезы, копировальные кольца и центрирующие штифты, указанные в таблице Т2.
• Применяйте только оригинальную оснастку и запасные части
Festool.
• Перед фрезерованием убедитесь, что заготовки надежно
закреплены, все вращающиеся ручки и зажимные рычаги
затянуты.
1 Technické údaje
Objednací čísla pro frézy, vrtáky, kopírovací kroužky a středicí trny
viz tabulka T2. Pro uvedené frézy, resp. vrtáky doporučujeme používat maximální otáčky Vaší horní frézky.
2 Správné použití
Spojovací systém VS 600 je, ve spojení s odpovídajícími šablonami,
kopírovacími kroužky a frézovacími nástroji a s horními frézkami
Festool konstrukční řady OF 900, OF 1000, OF 1010 a OF 1400, určený pro frézování rybinových čepů, klínových čepů, otvorů na kolíky
a otevřených rybinových čepů do dřeva a dřevěných materiálů.
Za škody a poranění způsobené použitím, které není v souladu
s určením, zodpovídá uživatel.
3 Bezpečnostní pokyny
• Při práci se spojovacím systémem VS 600 dodržujte také bezpečnostní pokyny pro ruční horní frézku.
• Používejte pouze frézovací nástroje, kopírovací kroužky a středicí
trny uvedené v tabulce T2.
• Používejte pouze originální příslušenství a náhradní díly Festool.
• Před frézováním se ujistěte, že jsou obrobky bezpečně upnuty
a veškeré upínací páčky a otočné knofl íky spojovacího systému
jsou utažené.
93
Page 94

4 Composição
O sistema de junção VS 600 é composto dos seguintes elementos
(fi gura 1):
1.1 Armação base
1.2 Porta-gabaritos
1.3 Botões de fi xação para fi rmar o gabarito
1.4 Segmento de giro para o porta-gabarito
1.5 Alavanca de fi xação para o segmento de giro
1.6 Alavanca de fi xação para o ajuste de altura do gabarito
1.7 Barra de pressão para a fi xação horizontal da peça a processar
1.8 Barra de pressão para a fi xação vertical da peça a processar
5 Preparativos
5.1 Instalar a armação base
A armação base deve ser fi xada numa base fi rme, que não escorregue:
• posicionar a armação base de forma que sua margem frontal
sobressaia a da mesa aprox. 5 mm;
• fi xá-la à mesa, em ambos os lados, com dois parafusos (fi gura
2) ou dois sargentos (fi gura 3).
5.3 Fresa de topo
Aviso: A descrição do manejo da fresa de topo (ajuste da profun-
didade de fresa, troca de ferramenta, etc.) consta nas instruções
de operação.
Montar o anel de copiar apropriado, no centro da mesa da fresa
de topo:
• sacar a fi cha da tomada;
• posicionar a fresa de topo com a parte inferior para cima;
• desandar os dois parafusos (4.1) e sacar o anel (4.2);
• Fixar a espiga de centrar (4.4) no fuso da fresa.
• inserir o anel de copiar (4.5, 5.3) na mesa da fresa de topo, com
o colar para cima;
• Deslocar a mesa de tupia lentamente na direcção da espiga de
centrar, até que o anel copiador (5.3) seja centrado através da
espiga de centrar (5.2).
• aparafusar o anel de copiar, por meio dos dois parafusos for-
necidos (4.3, 5.1);
• tirar a espiga de centrar do fuso da fresa.
5A
5.1
5.2
5.3
5.4
CUIDADO
Danifi cação da fresa e do molde de fresar
- Se montado, remova o suporte ajustável em altura (5.4) da
fresadora.
94
Page 95

4 Устройство
Приспособление VS 600 состоит из следующих частей (рис.
1):
1.1 Станина
1.2 Держатель шаблонов
1.3 Вращающиеся ручки для зажима шаблона
1.4 Поворотный сегмент держателя
1.5 Зажимной рычаг поворотного сегмента
1.6 Зажимной рычаг для регулирования высоты шаблона
1.7 Прижимная балка для горизонтального крепления заготовок
1.8 Прижимная балка для вертикального крепления заготовок
4 Montáž
Spojovací systém VS 600 se skládá z následujících základních
součástí (obrázek 1):
1.1 Základní rám
1.2 Držák na šablony
1.3 Otočné knofl íky pro upnutí šablony
1.4 Náklonový segment pro držák
1.5 Upínací páčka pro náklonový segment
1.6 Upínací páčka pro výškové přestavení šablony
1.7 Přítlačný nosník pro vodorovné upnutí obrobků
1.8 Přítlačný nosník pro svislé upnutí obrobků
5 Подготовительные работы
5.1 Установка станины
Станина должна быть укреплена на устойчивом основании так,
чтобы исключить скольжение. Для этого:
• установите станину таким образом, чтобы ее передняя кромка
выступала примерно на 5 мм;
• закрепите обе стороны станины на основании двумя винтами
(рис. 2) или двумя резьбовыми струбцинами (рис. 3).
5.3 Верхняя фреза
Примечание – Обращение с верхней фрезой (настройка глуби-
ны фрезерования, смена рабочего инструмента и т. п.) описано
в руководстве по эксплуатации этой фрезы.
Необходимое копировальное кольцо установите по центру
опорной пластины верхней фрезы, для этого:
• выньте вилку из розетки;
• установите верхнюю фрезу на попа;
• выверните оба винта (4.1) и снимите кольцо (4.2);
• зажмите центрирующий штифт (4.4) во фрезерном шпинде-
ле;
• копировальное кольцо (4.5, 5.3) уложите во опорную пластину
верхней фрезы буртиком вверх;
• медленно перемещайте опорную пластину в направлении
центрирующего штифта до центрирования копировального
кольца (5.3) при помощи центрирующего штифта (5.2);
• плотно приверните копировальное кольцо двумя винтами
(4.3, 5.1) из комплекта поставки;
• удалите центрирующий штифт из фрезерного шпинделя.
5 Příprava
5.1 Instalace základního rámu
Základní rám je nutné připevnit ke stabilnímu podkladu a zabezpečit proti posuvu:
• Základní rám umístěte tak, aby přední hrana přečnívala cca
o 5 mm.
• Základní rám připevněte na obou stranách podkladu dvěma
šrouby (obrázek 2) nebo dvěma truhlářskými svorkami (obrázek 3).
5.3 Horní frézka
Upozornění: Manipulace s horní frézkou (nastavení hloubky
frézování, výměna nástroje atd.) je popsaná v příslušném návodu
k použití.
Potřebný kopírovací kroužek namontujte vystředěně na frézovací
stůl horní frézky:
• Vytáhněte zástrčku ze síťové zásuvky.
• Obraťte horní frézku o 180 °C.
• Povolte oba šrouby (4.1) a sejměte kroužek (4.2).
• Do frézovacího vřetena upněte středicí trn (4.4).
• Kopírovací kroužek (4.5, 5.3) vložte nákružkem směrem nahoru
do frézovacího stolu horní frézky.
• Pohybujte frézovacím stolem pomalu směrem ke středicímu
trnu, dokud není kopírovací kroužek (5.3) vystředěný pomocí
středicího trnu (5.2).
• Oběma šrouby (4.3, 5.1), které jsou součástí dodávky, přišroubujte kopírovací kroužek.
• Z frézovacího vřetena odstraňte středicí trn.
ОСТОРОЖНО
Повреждение фрезы и фрезерного шаблона
- Снимите регулируемую по высоте дополнительную опору (5.4)
(если установлена) с вертикального фрезера.
POZOR
Poškození frézy a frézovací šablony
- Pokud je namontovaná, odstraňte z horní frézky výškově
nastavitelnou podpěrnou nožku (5.4).
95
Page 96

6 Aplicações
Por meio do sistema de junção VS 600 e dos respectivos gabaritos,
podem ser feitos os seguintes tipos de junção:
• caudas de andorinha abertas (ver capítulo 6.1)
• espigas (ver capítulo 6.2)
• furos para tacos (ver capítulo 6.3)
• caudas de andorinha (ver capítulo 6.4)
6.1 Caudas de andorinha
a) Inserir o gabarito
• Fixar os dois segmentos de giro (6.1) na posição central, por
meio da alavanca de fi xação (6.2).
• Abrir as duas alavancas de pressão (7.1, 7.3) para o ajuste de
altura do gabarito e premir o porta-gabarito (7.2) completamente
para baixo.
• Abrir os botões de fi xação (7.4, 7.7) do gabarito e inseri-lo
(7.5).
Atenção: as duas rodas de regulação (7.6) devem estar orien-
tadas para baixo.
• Fechar as duas alavancas de pressão para o ajuste de altura do
gabarito.
• Alinhar o gabarito, de forma que os ressaltos inferiores (8.1) das
duas rodas de regulação encostem na armação base do sistema
de junção e imobilizar o gabarito, por meio dos dois botões de
fi xação (7.4, 7.7).
• Girar os dois encostos à posição “SZ 14” ou “SZ 20” (9.3). Ajustar os encostos, de forma que as setas (9.1) encostem no lado
interno recto (9.2) das partes vazadas do gabarito. Firmar os
encostos, por meio dos botões de fi xação (9.4).
• Abrir as duas alavancas de pressão para o ajuste da altura do
gabarito e deslocá-lo para cima.
• Posicionar uma peça a trabalhar sob as duas extremidades do
gabarito.
Premir o gabarito o sufi ciente para que encoste em toda a sua
área na peça a trabalhar e fechar as duas alavancas de pressão
para o ajuste de altura do gabarito.
96
Page 97

6 Применение
С помощью шипорезного приспособления VS 600 и соответствующего шаблона можно изготовить следующие виды
соединений:
• шипы "Ласточкин хвост" (см. гл. 6.1)
• прямые шипы (см. гл. 6.2)
• гнезда под вставные шипы (см. гл. 6.3)
• открытые шипы "Ласточкин хвост" (см. гл. 6.4)
6 Použití
Pomocí spojovacího systému VS 600 a příslušné šablony lze vytvářet následující druhy spojů:
• Rybinové spoje (viz kapitola 6.1)
• Klínové spoje (viz kapitola 6.2)
• Spoje na kolíky (viz kapitola 6.3)
• Otevřené rybinové spoje (viz kapitola 6.4)
6.1 Шипы "Ласточкин хвост"
а) Установка шаблона
• Зафиксируйте оба поворотных сегмента (6.1) зажимным
рычагом (6.2) в среднем (вертикальном) положении.
• Откройте оба зажимных рычага (7.1, 7.3) для регулирования
высоты шаблона и отожмите держатель (7.2) шаблона вниз
до упора.
• Отверните вращающиеся ручки (7.4, 7.7) крепления шаблона
и вставьте шаблон (7.5).
Внимание: оба регулировочных колеса (7.6) должны быть
направлены вниз.
• Зажмите оба рычага для регулирования высоты шаблона.
• Выровняйте шаблон так, чтобы нижние уступы (8.1) обоих
регулировочных колес прилегали к станине, и надежно зафиксируйте шаблон при помощи обеих вращающихся ручек
(7.4, 7.7).
• Оба упора поверните в положение "SZ 14" или "SZ 20" (9.3).
Упоры выровняйте так, чтобы стрелки (9.1) прилегали к вну-
тренним, прямым сторонам (9.2) выемок шаблона.
Прочно закрепите упоры с помощью вращающихся ручек
(9.4).
• Разблокируйте оба зажимных рычага для регулирования
высоты шаблонов и переместите шаблон вверх.
• Уложите заготовку под оба края шаблона.
Отожмите шаблон вниз до полного совмещения его плоско-
сти со всей плоскостью заготовки и затяните оба рычага для
регулирования высоты шаблона.
6.1 Rybinové spoje
a) Nasazení šablony
• Oba náklonové segmenty (6.1) upevněte upínací páčkou (6.2) do
střední (svislé) polohy.
• Uvolněte obě upínací páčky (7.1, 7.3) pro výškové přestavení
šablony a držák (7.2) šablony zatlačte zcela dolů.
• Povolte otočné knofl íky (7.4, 7.7) pro upnutí šablony a nasaďte
šablonu (7.5).
Pozor: Obě ovládací kolečka (7.6) musí směřovat dolů.
• Zajistěte obě upínací páčky pro výškové přestavení šablony.
• Vyrovnejte šablonu tak, aby dolní výstupky (8.1) obou ovládacích
koleček přiléhaly k základnímu rámu spojovacího systému a šablonu upněte oběma otočnými knofl íky (7.4, 7.7).
• Oba dorazy otočte do polohy „SZ 14”, resp. „SZ 20” (9.3).
Dorazy vyrovnejte tak, aby šipky (9.1) na vnitřních, rovných stra-
nách (9.2) souhlasily s výřezy šablony.
Dorazy zajistěte otočnými knofl íky (9.4).
• Uvolněte obě upínací páčky pro výškové přestavení šablony
a šablonu posuňte nahoru.
• Pod oba konce šablony položte obrobek.
Šablonu zatlačte dolů tak, aby celou plochou přiléhala na
obrobek a zajistěte obě upínací páčky pro výškové přestavení
šablony.
97
Page 98

4
B
1
10
A
3
A
a3
a4
a2
a1
B
A
2
a1
a2
a3
a4
B
a3
a2
a1
a4
b) Fixar peças a trabalhar
As duas peças a serem unidas devem ser fi xadas sempre ao
mesmo tempo.
Para isto, há de ser observado (ver fi gura 10):
• as peças a trabalhar devem ser fi xadas de forma que as faces
frontais encostem uma na outra;
• as peças a trabalhar devem encostar lateralmente no encosto;
• as faces superiores das peças a trabalhar devem fi car rentes;
• as faces externas, quando fi xadas (a1 - a4) formam as faces
internas da junção pronta;
• numa moldura (corpo), as peças a trabalhar para os cantos “A”,
devem encostar no encosto esquerdo e, para os cantos “B”, no
encosto direito. As peças a trabalhar “1” e “3” devem sempre
ser fi xadas em cima no sistema de junção e as peças “2” e “4”
sempre na frente.
c) Preparativos na fresa de topo (ver 5.3)
Atenção: Antes de trocar uma fresa sacar sempre a fi cha de
ligação à rede da tomada!
• Fixar a fresa (ver quadro T2) na pinça da fresa de topo.
• Ajustar o ponto de origem (profundidade de fresa = 0 mm) da
fresa de topo, colocando a máquina no gabarito e premi-la o
sufi ciente para a ferramenta de fresa tocar a superfície da peça
a trabalhar.
• Ajustar na fresa de topo a seguinte profundidade de fresa (aten-
ção: estas dimensões aplicam-se, exclusivamente, às fresas
constantes no quadro T2):
SZ 14: 12 mm, SZ 20: 15 mm.
• Para fresar espigas de junção, empregar a cobertura de aspiração do encosto lateral da fresa de topo ou a AH-OF (acessório).
Ligar a cobertura a um aspirador apropriado da classe de pó
“M” (p.ex., Festool aspirador CLEANTEX CTM).
Aviso: Ajustar a distância da cobertura de aspiração à peça a
trabalhar vertical de modo que ainda haja sufi ciente curso de
deslocamento para fresar as espigas.
d) Processamento
Fenda preliminar
A fi m de evitar o estilhaçar da peça fi xada verticalmente, recomenda-se fazer uma fenda preliminar na sua superfície:
• Encostar uma régua (11.1) no porta-gabarito, cuja largura deve
ser a espessura da peça a trabalhar + 33 mm. Esta régua serve
como guia para a fresa de topo.
• Colocar a fresa de topo no gabarito, à direita da peça a trabalhar,
de modo que a face de guia (11.2) da mesa da fresa de topo
encoste na régua.
• Premir a máquina até atingir a profundidade de fresa ajustada
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo, da direita à esquerda, ao longo da régua,
produzindo, assim, em sentido de avanço, a fenda preliminar na
peça a trabalhar.
98
Page 99

б) Крепление заготовок
Всегда следует зажимать обе заготовки, которые надо соединить друг с другом.
При этом необходимо учитывать следующее (см. pис. 10):
• заготовки должны зажиматься таким образом, чтобы подлежащие соединению торцовые стороны прилегали друг к
другу;
• боковые стороны заготовок должны прилегать к упору;
• сверху заготовки должны прилегать друг к другу заподлицо;
• расположенные снаружи в зажатом состоянии стороны (a1–a4)
образуют внутренние стороны готового соединения;
• при изготовлении рамы (корпуса) заготовки для углов "A"
должны прилегать к левому упору, а заготовки для углов "B"
– к правому.
Заготовки "1" и "3" должны закрепляться всегда сверху, а
заготовки "2" и "4" – всегда с торца.
b) Upnutí obrobků
Vždy je nutné současně upnout oba spojované obrobky.
Přitom je nutné dodržovat následující pokyny (viz obrázek 10):
• Obrobky je třeba upnout tak, aby k sobě přiléhaly spojované čelní
strany.
• Obrobky musí na straně přiléhat k dorazu.
• Obrobky musí být nahoře zarovnané.
• Strany, které se v upnutém stavu nachází vně (a1 - a4), představují vnitřní strany výsledného spojení.
• U rámu (korpusu) musí být obrobky pro rohy „A” přiloženy k levému dorazu a pro rohy „B” k pravému dorazu.
Obrobky „1” a „3” musí být ve spojovacím systému vždy upevněny
nahoře, obrobky „2” a „4” vždy vpředu.
в) Подготовительные работы на верхней фрезе (см. 5.3)
Внимание: перед сменой фрезы всегда вынимайте вилку из
розетки!
• Закрепите фрезу (см. таблицу Т2) в зажимной цанге верхней
фрезы.
• Установите точку нуля (глубина фрезерования = 0 мм) на
верхней фрезе. Для этого установите станок на шаблон и
отжимайте его вниз до соприкосновения фрезеровального
инструмента с поверхностью зажатой заготовки.
• Настройте верхнюю фрезу на следующую глубину фрезерования (Внимание: эти размеры действуют только для фрез,
указанных в таблице T2): SZ 14: 12 мм, SZ 20: 15 мм.
• При фрезеровании шипов используйте вытяжной кожух
бокового упора верхней фрезы или вытяжной кожух AH-OF
(оснастка). Подключайте вытяжной кожух к подходящему
пылеудаляющему аппарату с классом защиты от пыли "M"
(например, к пылесосу Festool CLEANTEX CTM).
Примечание – Расстояние от вытяжного кожуха до вертикаль-
но закрепленной заготовки выбирайте таким образом, чтобы
иметь достаточное пространство для фрезерования шипов.
г) Обработка - Разметка
Во избежание трещин в вертикально закрепленной заготовке ее
поверхность следует предварительно разметить, для этого:
• Уложите на держатель шаблона планку (11.1), ширина которой составляет толщину заготовки +33 мм. Эта планка будет
служить направляющей для верхней фрезы.
• Установите верхнюю фрезу на шаблон справа от заготовки так,
чтобы направляющая плоскость (11.2) опорной пластины верхней
фрезы прилегала к планке.
• Отожмите станок вниз до заданной глубины фрезерования и
зафиксируйте эту глубину на верхней фрезе.
• Включите верхнюю фрезу.
•
Равномерно перемещая верхнюю фрезу вдоль планки справа налево,
Вы сможете выполнить разметку заготовки.
c) Přípravy horní frézky (viz 5.3)
Pozor: Před výměnou frézy vždy vytáhněte zástrčku ze síťové
zásuvky!
• Do upínací kleštiny horní frézky upněte frézu (viz tabulka T2).
• Na horní frézce nastavte následujícím způsobem nulový bod
(hloubka frézování = 0 mm): Nasaďte stroj na šablonu a stlačte
tak daleko dolů, dokud se fréza nedotkne povrchu upnutého
obrobku.
• Na horní frézce nastavte hloubku frézování (Pozor: Tyto rozměry
platí pouze pro frézy uvedené v tabulce T2): SZ 14: 12 mm, SZ 20:
15 mm.
• Při frézování čepů používejte odsávací přírubu bočního dorazu
horní frézky nebo odsávací přírubu AH-OF (příslušenství). Odsávací přírubu připojte k vhodnému vysavači třídy prachu „M”
(např. vysavače Festool CLEANTEX CTM).
Upozornění: Vzdálenost odsávací příruby od svislého obrobku
nastavte tak, abyste měli dostatečný prostor pro frézování
čepů.
d) Obrábění
Naříznutí
Abyste u svisle upnutého obrobku zabránili vzniku otřepů, měli
byste naříznout jeho povrch:
• Do držáku šablony vložte lištu (11.1), jejíž šířka je tloušťka obrobku + 33 mm. Tato lišta slouží pro vedení horní frézky.
• Nasaďte horní frézku vpravo od obrobku na šablonu tak, aby
vodicí plocha (11.2) frézovacího stolu horní frézky přiléhala
k liště.
• Přitiskněte nářadí dolů až k nastavené hloubce frézování
a hloubku frézování na horní frézce zaaretujte.
• Zapněte horní frézku.
• Veďte horní frézku zprava doleva podél lišty a obrobek tak souběžně nařízněte.
99
Page 100

Teste de fresa de uma espiga:
Recomenda-se fresar, primeiro, uma espiga como teste, a fi m
de assegurar que todos os ajustes estão correctos.
• Posicionar a fresa de topo na extremidade do gabarito, de forma
que o colar (12.1) do anel de esbarro encoste no gabarito.
• Premir a máquina, até atingir a profundidade de fresa ajustada,
e travar a profundidade de fresa na fresa de topo.
• Ligar a fresa de topo.
• Passar a fresa de topo uniformemente ao longo do gabarito
(fi gura 13).
Atenção: O colar de esbarro deve sempre encostar no gabarito.
Segurar a fresa de topo sempre nas duas pegas, paralelamente
ao gabarito, não girar a máquina e não alterar a profundidade
de fresa durante o processamento.
• Verifi car se todas as espigas foram fresadas correctamente;
caso contrário, voltar a fresá-las.
• Tirar as peças trabalhadas da fi xação e uni-las.
Se a junção não for perfeita efectuar a seguinte correcção:
° Junção da espiga demasiado apertada (14.1): diminuir um
pouco a profundidade de fresa da máquina, por meio de sua
regulação de precisão (aprox. -0,5 mm).
° Junção da espiga demasiado folgada (14.2): aumentar um
pouco a profundidade de fresa da máquina, por meio de sua
regulação de precisão (aprox. +0,5 mm).
° Junção da espiga demasiado profunda (14.3): girar as rodas
de regulação no sentido “menos”, de acordo com a diferença
de medida (1 traço na escala corresponde a -0,1 mm de profundidade da espiga); voltar a inserir e alinhar o gabarito, em
conformidade com a descrição no capítulo 6.1 a).
° Junção da espiga pouco profunda (14.4):
girar as rodas de regulação no sentido “mais”, de acordo com
a diferença de medida (1 traço na escala corresponde a +0,1
mm de profundidade da espiga); voltar a inserir e alinhar o
gabarito, em conformidade com a descrição no capítulo 6.1
a).
Aviso: Para poder girar as rodas de regulação, desapertar os
parafusos (15.1) e, concluída a regulação, voltar a apertá-los.
Assim, a posição ajustada permanece fi xa para serviços posteriores.
• Repetir o processo, até a junção fi car totalmente perfeita.
Fresar as espigas
Fresar todas as espigas de acordo com o processamento do
teste.
100
 Loading...
Loading...