

Page 1

Originalbedienungsanleitung/Ersatzteilliste 6
Original operating manual/Spare parts list 12
Notice d’utilisation d’origine/Liste de pièces de rechange 18
Manual de instrucciones original/Lista de piezas de repuesto 24
Istruzioni per l’uso originali/Elenco parti di ricambio 30
Originele gebruiksaanwijzing/Lijst met reserveonderdelen 36
Originalbruksanvisning/Reservdelslista 42
Alkuperäiset käyttöohjeet/Varaosaluettelo 47
Original brugsanvisning/Reservedelsliste 52
Originalbruksanvisning/Reservedelsliste 57
Manual de instruções original/Lista de peças sobresselentes 62
Оригинал Руководства по эксплуатации/Перечень запасных частей 68
Originální návod k použití/Seznam náhradních dílů 74
Oryginalna instrukcja eksploatacji/Lista części zamiennych 79
OF 1010 Q
OF 1010 EQ
OF 1010 EBQ
468039_006
Page 2

Page 3
1.16
1.17
1.15
1.14
1.13
1.12
1.11
1
1.1
1.2
1.3
1.4
1.5
0
1.6
1.7
1.8
1.9
1.10
1A
2
2.1
2.2
Page 4
3.1
3.1
3.2
3
3.3
3.5
3.3
3.4
3.5
3.6
3.7
4.6
4.5
4
4.1
4.2
4.3
x
4.4
5
5.1
Y
5.2
Page 5
6.5 6.66.4
6.1
6
7
6.36.7 6.2
7.6 7.77.5
7.3 7.27.4 7.1
8.3
8
9
8.2
8.1
9.1
9.2
Page 6
Oberfräse
Technische Daten OF 1010 EBQ OF 1010 EQ OF 1010 Q
Leistung 1010 W 1010 W 720 W
Drehzahl (Leerlauf) 10000 - 24000 min
-1
9500 - 23000 min-1 26500 min
-1
Tiefenschnellverstellung 55 mm 55 mm 55 mm
Tiefenfeinverstellung 8 mm 8 mm 8 mm
Anschlussgewinde der Antriebswelle M16x1,5 M16x1,5 M16x1,5
Fräserdurchmesser max. 35 mm max. 35 mm max. 35 mm
Gewicht (ohne Kabel) 2,7 kg 2,7 kg 2,7 kg
Schutzklasse / II / II / II
Die angegebenen Abbildungen fi nden Sie am Anfang dieser Bedienungsanleitung.
Symbole
Warnung vor allgemeiner Gefahr
Gehörschutz tragen!
Augenschutz tragen!
Anleitung/Hinweise lesen!
1 Bestimmungsgemäße Verwendung
Die Oberfräsen sind bestimmungsgemäß vorgesehen zum Fräsen von Holz, Kunststoffen und
holzähnlichen Werkstoffen.
Bei Verwendung der in den Festool Verkaufsunterlagen dafür vorgesehenen Fräswerkzeugen
kann auch Aluminium und Gipskarton bearbeitet
werden.
Für Schäden und Unfälle bei nicht be-
stimmungsgemäßem Gebrauch haftet
der Benutzer.
2 Sicherheitshinweise
2.1 Allgemeine Sicherheitshinweise
2.2 Maschinenspezifi sche Sicherheitshinweise
- Die auf dem Werkzeug angegebene Höchstdreh-
zahl darf nicht überschritten werden, bzw. der
Drehzahlbereich muss eingehalten werden.
- Spannen Sie Werkzeuge nur mit dem Schaft-
durchmesser ein, für den die Spannzange vorgesehen ist.
- Achten Sie auf einen festen Sitz des Fräsers und
überprüfen Sie dessen einwandfreien Lauf.
- Die Spannzange und Überwurfmutter dürfen
keine Beschädigungen aufweisen.
- Rissige Fräser oder solche, die ihre Form ver-
ändert haben, dürfen nicht verwendet werden.
Tragen Sie geeignete persönli-
che Schutzausrüstungen: Gehörschutz, Schutzbrille, Staubmaske bei stauberzeugenden
Arbeiten, Schutzhandschuhe
beim Bearbeiten rauher Materialien und beim Werkzeugwechsel.
- Festool Elektrowerkzeug dürfen nur in Arbeits-
tische eingebaut werden, die von Festool hierfür
vorgesehen sind. Durch den Einbau in einen anderen oder selbstgefertigten Arbeitstisch kann
das Elektrowerkzeug unsicher werden und zu
schweren Unfällen führen.
Warnung! Lesen Sie sämtliche Sicher-
heitshinweise und Anweisungen. Fehler bei der
Einhaltung der Warnhinweise und Anweisungen
können elektrischen Schlag, Brand und/oder
schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und Anweisungen für die Zukunft auf.
Der in den Sicherheitshinweisen verwendete
Begriff „Elektrowerkzeug“ bezieht sich auf netzbetriebene Elektrowerkzeuge (mit Netzkabel)
und auf akkubetriebene Elektrowerkzeuge (ohne
Netzkabel).
3 Emissionswerte
Die nach EN 60745 ermittelten Werte betragen
typischerweise:
Schalldruckpegel/Schallleistungspegel
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Messunsicherheitszuschlag K = 3 dB
Gehörschutz tragen!
Schwingungsgesamtwerte (Vektorsumme dreier
6
Page 7
Richtungen) ermittelt entsprechend EN 60745:
Schwingungsemissionswert
(3-achsig) ah = 5,5 m/s
2
Vorderer Handgriff ah = 8,0 m/s2
Unsicherheit K = 2,0 m/s²
Die angegebenen Emissionswerte (Vibration,
Geräusch) wurden gemäß den Prüfbedingungen
in EN 60745 gemessen, und dienen dem Maschinenvergleich. Sie eignen sich auch für eine
vorläufi ge Einschätzung der Vibrations- und Geräuschbelastung beim Einsatz.
Die angegebenen Emissionswerte repräsentieren
die hauptsächlichen Anwendungen des Elektrowerkzeugs. Wird jedoch das Elektrowerkzeug für
andere Anwendungen, mit anderen Einsatzwerkzeugen oder ungenügend gewartet eingesetzt,
kann dies die Vibrations- und Geräuschbelastung
über den gesamten Arbeitszeitraum deutlich
erhöhen. Für eine genaue Abschätzung während
einem vorgegebenen Arbeitszeitraum sind auch
die darin enthaltenen Leerlauf- und Stillstandszeiten der Maschine zu beachten. Dieses kann die
Belastung über den gesamten Arbeitszeitraum
erheblich verringern.
4 Elektrischer Anschluss und Inbetrieb-
nahme
Die Netzspannung muss mit der Angabe
auf dem Leistungsschild übereinstim-
men.
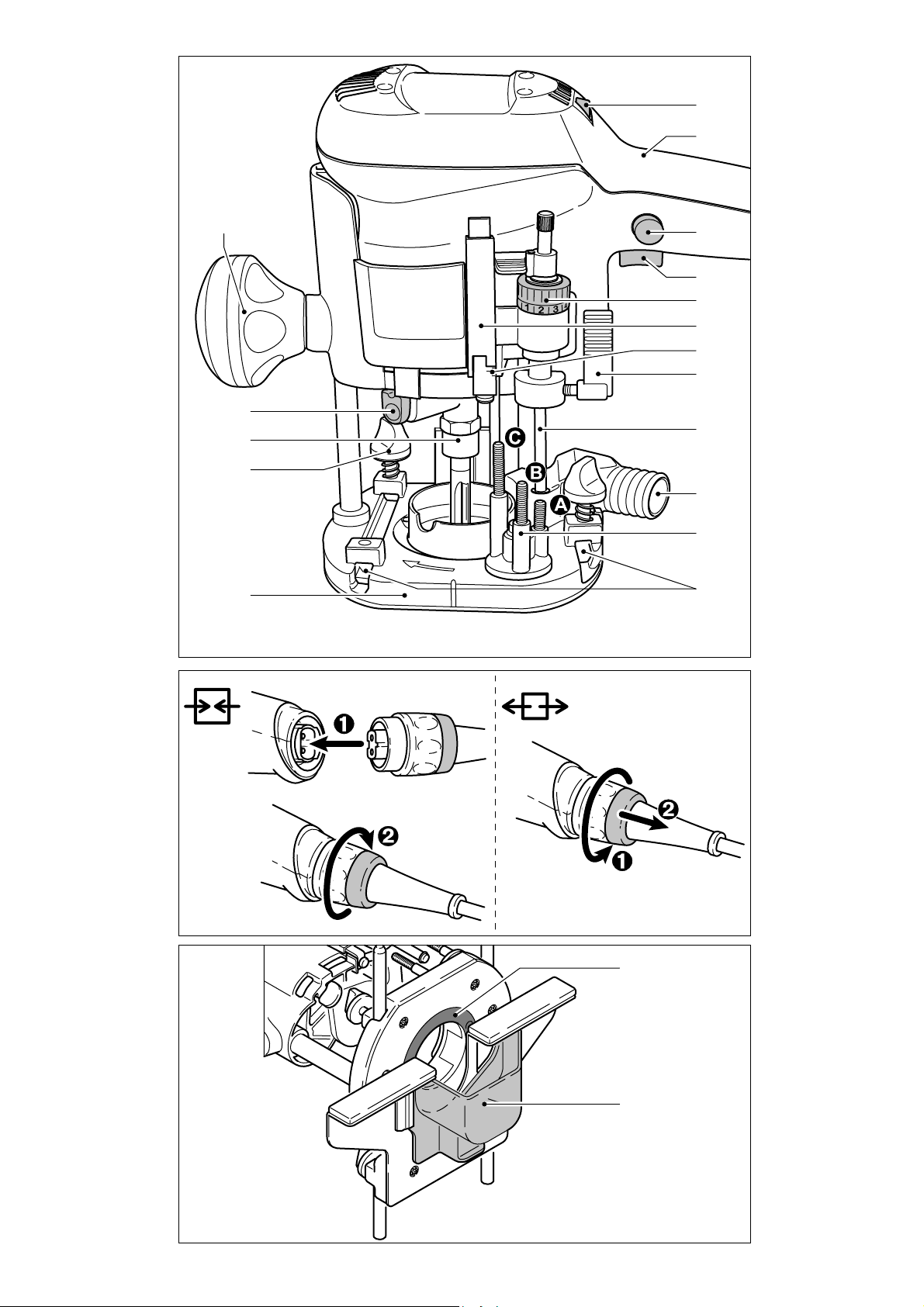
Der Schalter (1.2) dient als Ein-/Aus-Schalter.
Für Dauerbetrieb kann er mit dem seitlichen
Arretierknopf (1.1) eingerastet werden. Durch
nochmaliges Drücken des Schalters wird die Arretierung wieder gelöst. Anschließen und Lösen
der Netzanschlussleitung siehe Bild 1a.
5 Einstellungen an der Maschine
Vor allen Arbeiten an der Maschine ist stets der
Netzstecker aus der Steckdose zu ziehen.
Sanftanlauf
Der elektronisch geregelte Sanftanlauf sorgt für
ruckfreien Anlauf der Maschine.
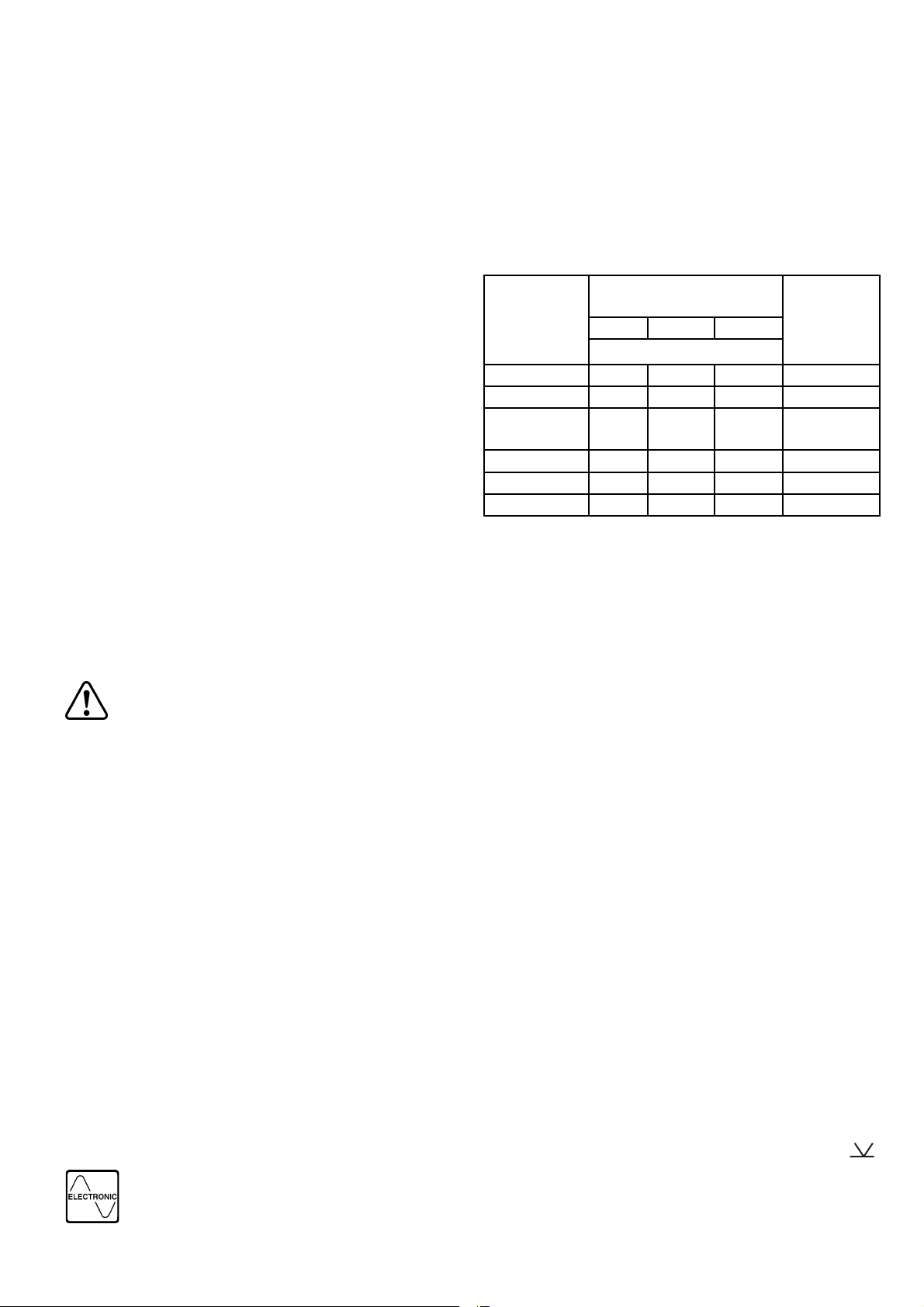
Drehzahlregelung
Die Drehzahl lässt sich mit dem Stellrad (1.16)
stufenlos zwischen 10000 und 24000 min
-1
1010 EQ: 9500-23000 min
) einstellen. Damit
-1
(OF
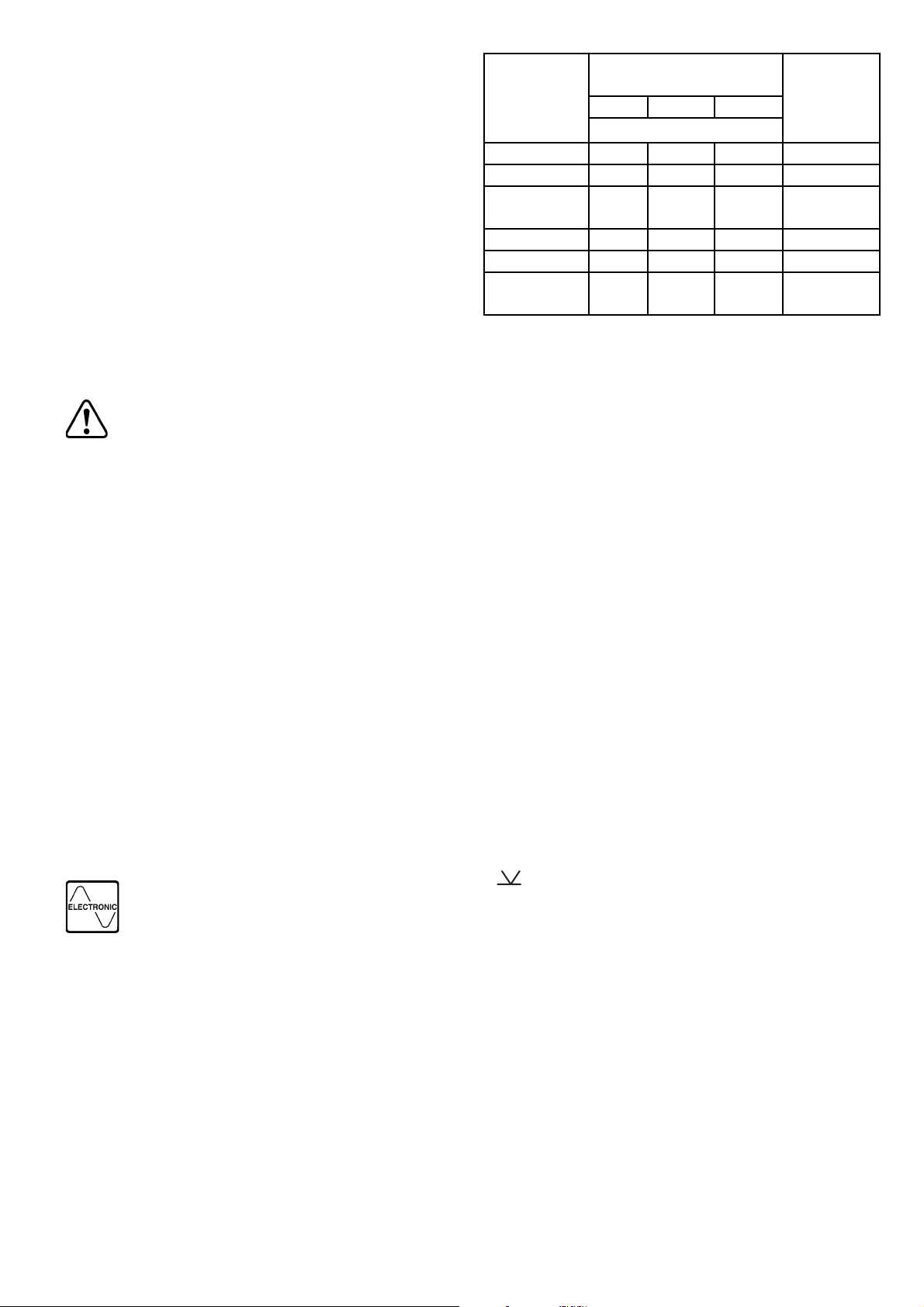
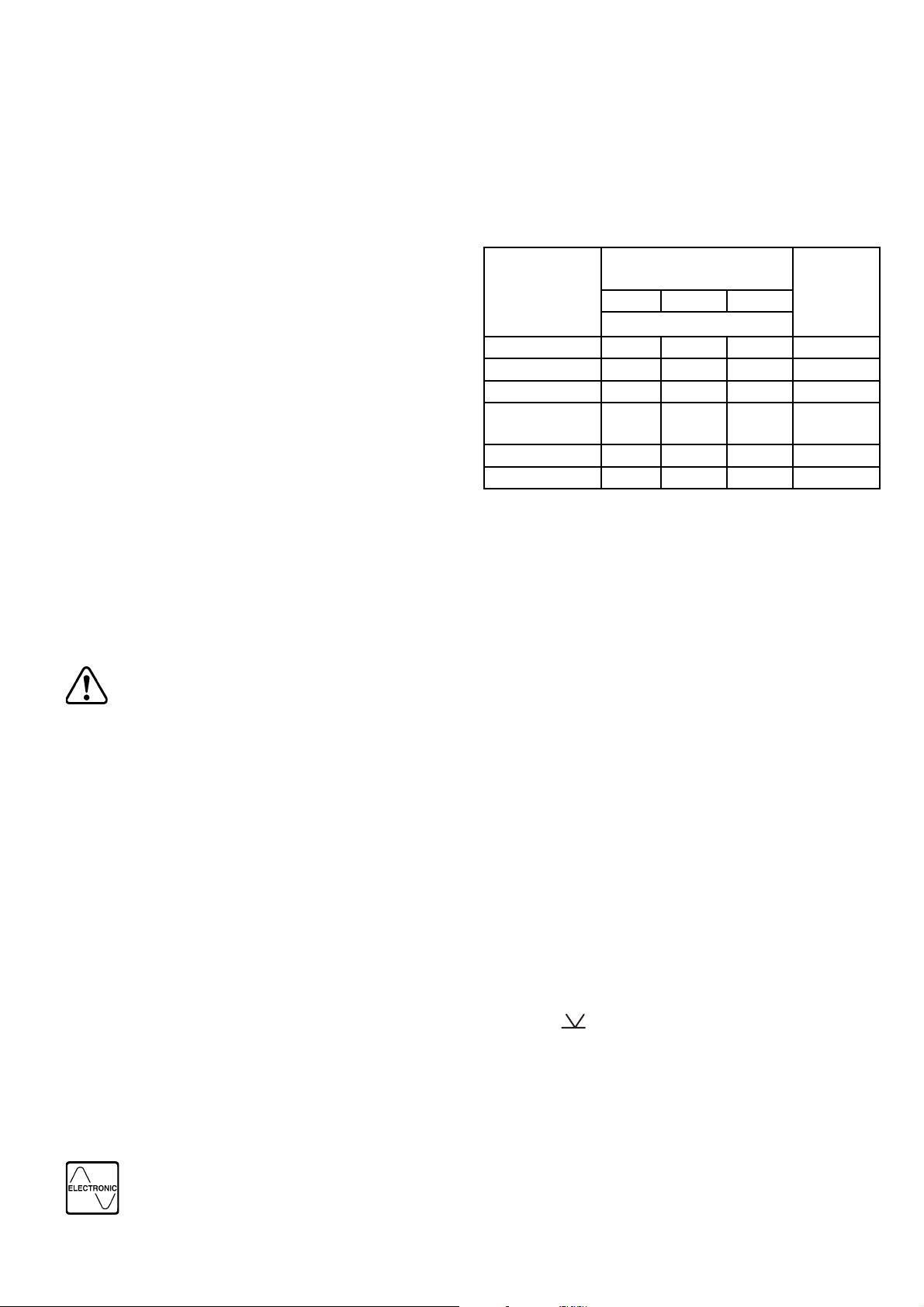
können Sie die Schnittgeschwindigkeit dem jeweiligen Werkstoff optimal anpassen:
Fräserdurchmesser
[mm]
3 - 14 15 - 25 16 - 35
Material
Hartholz 6 - 4 5 - 3 3 - 1 HW (HSS)
Weichholz 6 - 5 6 - 3 4 - 1 HSS (HW)
Spanplatten
beschichtet
Kunststoff 6 - 4 5 - 3 2 - 1 HW
Aluminium 3 - 1 2 - 1 1 HSS (HW)
Gipskarton 2 - 1 1 1 HW
Stellrad-Stufe
6 - 5 6 - 3 4 - 2 HW
empfohlenes
Schneidematerial
Konstante Drehzahl
Die vorgewählte Motordrehzahl wird elektronisch
konstant gehalten. Dadurch wird auch bei Belastung eine gleichbleibende Schnittgeschwindigkeit
erreicht.
Temperatursicherung
Zum Schutz vor Überhitzung (Durchbrennen
des Motors) ist eine elektronische Temperaturüberwachung eingebaut. Vor Erreichen einer
kritischen Motortemperatur schaltet die Sicherheitselektronik den Motor ab. Nach einer Abkühlzeit von ca. 3-5 Minuten ist die Maschine wieder
betriebsbereit und voll belastbar. Bei laufender
Maschine (Leerlauf) reduziert sich die Abkühlzeit
erheblich.
Bremse (OF 1010 EBQ)
Die OF 1010 EBQ besitzt eine elektronische Bremse, die nach dem Ausschalten der Maschine die
Spindel mit dem Werkzeug in ca. 2 Sekunden zum
Stehen bringt.
5.1 Elektronik
(OF 1010 EBQ, OF 1010 EQ)
Arbeiten Sie nicht mit der Maschine, wenn die
Elektronik defekt ist, da dies zu überhöhten Drehzahlen führen kann. Eine fehlerhafte Elektronik
erkennen Sie am fehlenden Sanftanlauf oder
wenn keine Drehzahlregelung möglich ist.
Die OF 1010 EBQ, OF 1010 EQ besitzen
eine Vollwellenelektronik mit folgenden
Eigenschaften:
5.2 Werkzeug wechseln
Für den Werkzeugwechsel können Sie die Maschine auf den Kopf stellen.
a) Werkzeug einsetzen
- Stecken Sie das Fräswerkzeug so weit wie möglich, zumindest jedoch bis zur Markierung ( )
am Fräserschaft, in die geöffnete Spannzange.
- Verdrehen Sie die Spindel so weit, bis der Spindelstopp (1.14) beim Drücken einrastet und die
7
Page 8
Spindel arretiert.
- Ziehen Sie die Mutter (1.13) mit einem Gabelschlüssel SW 19 fest.
b) Werkzeug entnehmen
- Verdrehen Sie die Spindel so weit, bis der Spindelstopp (1.14) beim Drücken einrastet und die
Spindel arretiert.
- Lösen Sie die Mutter (1.13) mit einem Gabelschlüssel SW 19 so weit, bis Sie einen Widerstand spüren. Überwinden Sie diesen Widerstand
durch Weiterdrehen des Gabelschlüssels.
- Entnehmen Sie den Fräser.
5.3 Spannzangenwechsel
Es sind Spannzangen für folgende Schaftdurchmesser erhältlich: 6,0 mm, 6,35 mm, 8 mm
(Bestellnummern siehe Festool-Katalog oder
Internet „www.festool.com“) .
- Drehen Sie die Mutter (1.13) vollständig ab und
nehmen Sie sie zusammen mit der Spannzange
aus der Spindel.
- Setzen Sie eine neue Spannzange mit Mutter in
die Spindel ein und drehen Sie die Mutter leicht
an. Ziehen Sie die Mutter nicht fest, wenn kein
Fräser eingesteckt ist!
5.4 Frästiefe einstellen
Das Einstellen der Frästiefe erfolgt in drei Schritten:
a) Nullpunkt einstellen
- Öffnen Sie den Spannhebel (1.6), so dass der
Tiefenanschlag (1.7) frei beweglich ist.
- Stellen Sie die Oberfräse mit dem Frästisch
(1.11) auf eine ebene Unterlage. Öffnen Sie den
Drehknopf (1.15) und drücken Sie die Maschine
so weit nach unten bis der Fräser auf der Unterlage aufsitzt.
- Klemmen Sie die Maschine durch Schließen des
Drehknopfs (1.15) in dieser Stellung fest.
- Drücken Sie den Tiefenanschlag gegen einen
der drei Festanschläge des drehbaren Revolveranschlages (1.9).
Mit einem Schraubendreher können Sie jeden
Festanschlag individuell in seiner Höhe einstellen:
Festanschlag min. Höhe/max. Höhe
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Schieben Sie den Zeiger (1.4) nach unten, so
dass er auf der Skala (1.5) 0 mm zeigt.
b) Frästiefe vorgeben
Die gewünschte Frästiefe lässt sich entweder mit
der Tiefenschnellverstellung oder mit der Tiefenfeineinstellung vorgeben.
• Tiefen-Schnellverstellung: Ziehen Sie den Tie-
fenanschlag (1.7) so weit nach oben, bis der Zeiger die gewünschte Frästiefe anzeigt. Klemmen
Sie den Tiefenanschlag mit dem Spannhebel
(1.6) in dieser Stellung fest.
• Tiefen-Feineinstellung: Klemmen Sie den Tie-
fenanschlag mit dem Spannhebel (1.6) fest. Stellen Sie die gewünschte Frästiefe durch Drehen
des Stellrades (1.3) ein. Wenn Sie das Stellrad
um einen Markierungsstrich verdrehen, ändert
sich die Frästiefe um 0,1 mm. Eine vollständige Umdrehung ergibt 1 mm. Der maximale
Verstellbereich des Stellrades beträgt 8 mm.
c) Frästiefe zustellen
- Öffnen Sie den Drehknopf (1.15) und drücken
Sie die Maschine so weit nach unten, bis der
Tiefenanschlag den Festanschlag berührt.
- Klemmen Sie die Maschine durch Schließen des
Drehknopfs (1.15) in dieser Stellung fest.
5.5 Absaugung
Schließen Sie die Maschine stets an eine
Absaugung an. Die Oberfräsen sind serienmäßig mit einem Anschluss für Span-
und Staubabsaugung ausgerüstet (1.8).
Gleichzeitig wird, durch eine Absaughaube (2.2)
am Seitenanschlag, das Wegfl iegen der Späne
verhindert. Beim Kantenfräsen erzielt man mit
der als Zubehör erhältlichen Absaughaube AH-OF
beste Absaugergebnisse.
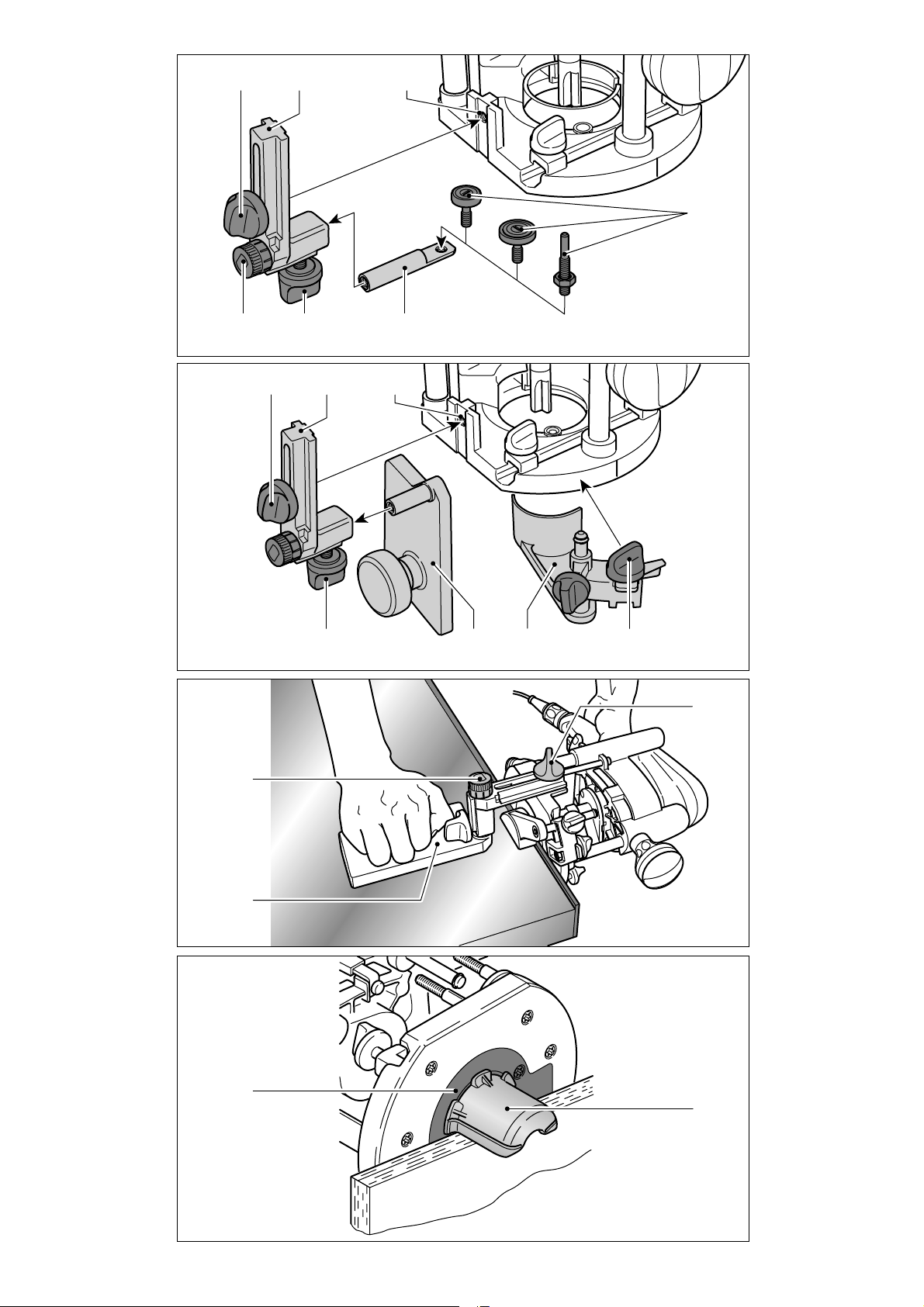
Spanfänger KSF-OF
Durch den Spanfänger KSF-OF ((9.1) teilweise im
Lieferumfang) läßt sich beim Kantenfräsen die
Wirksamkeit der Absaugung steigern.
Die Montage erfolgt analog zum Kopierring.
Die Haube kann mit einer Bügelsäge entlang
den Nuten (9.2) abgeschnitten und dadurch verkleinert werden. Der Spanfänger kann dann bei
Innenradien bis zu einem minimalen Radius von
40 mm verwendet werden.
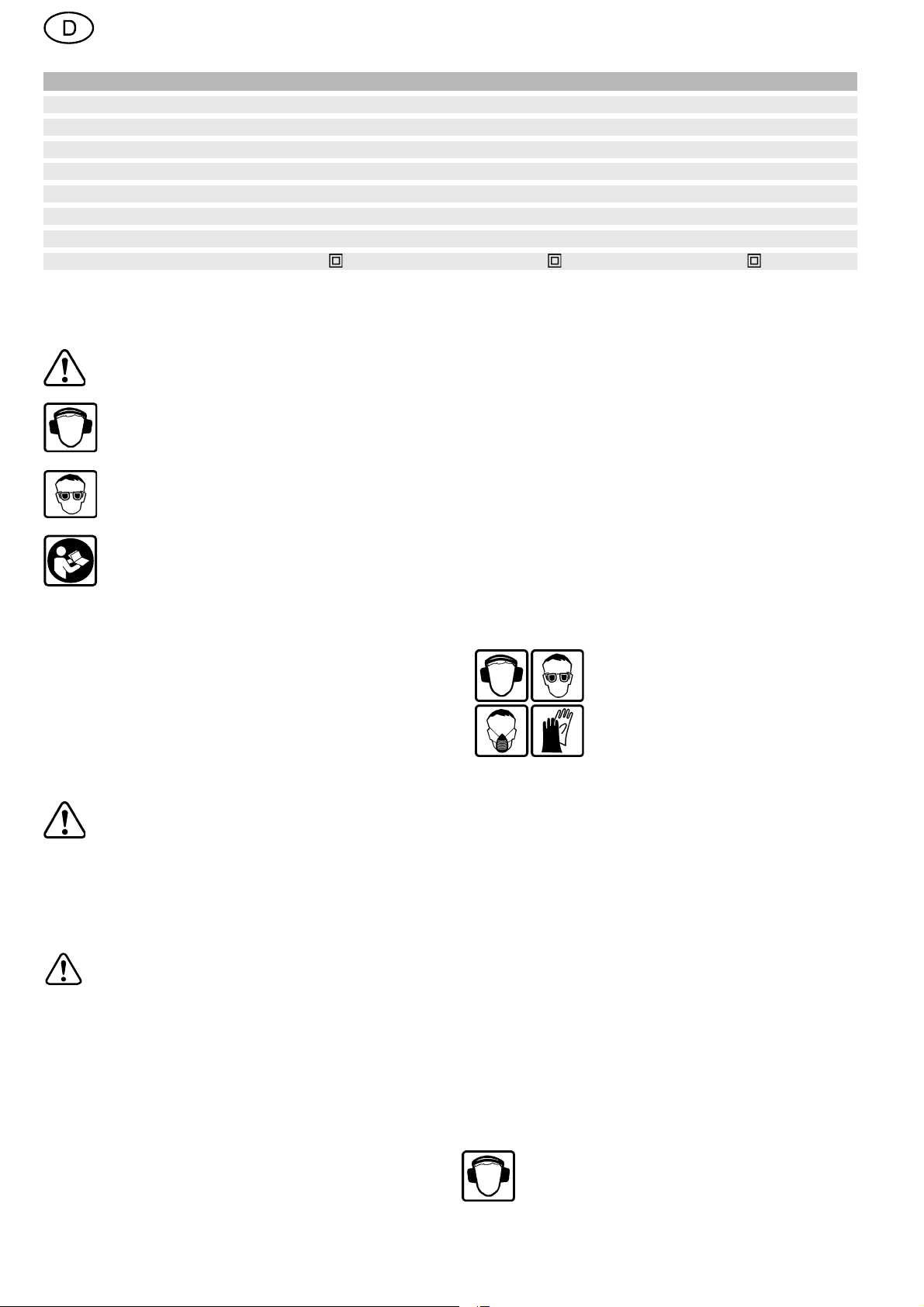
6 Arbeiten mit der Maschine
Befestigen Sie das Werkstück immer
so, dass es sich beim Bearbeiten nicht
bewegen kann.
8
Page 9
Halten Sie die Maschine stets mit beiden
Händen an den vorgesehenen Handgrif-
fen (1.15, 1.17).
Schalten Sie immer zuerst die Oberfräse ein,
bevor Sie mit dem Fräser das Werkstück berühren! Nur im Gegenlauf fräsen (Vorschubrichtung
der Maschine in Schnittrichtung des Werkzeugs,
Bild 5).
Weitere interessante Informationen zum Arbeiten
mit Ihrem Festool Werkzeug fi nden Sie auf der Internetseite www.festool.de/fuer-zu-hause, z. B.:
• Anwendungsbeispiele – Tipps und Tricks,
• Maschinenkunde,
• Kostenlose Baupläne zum Download,
• Wissenswertes rund ums Holz - Holzlexikon
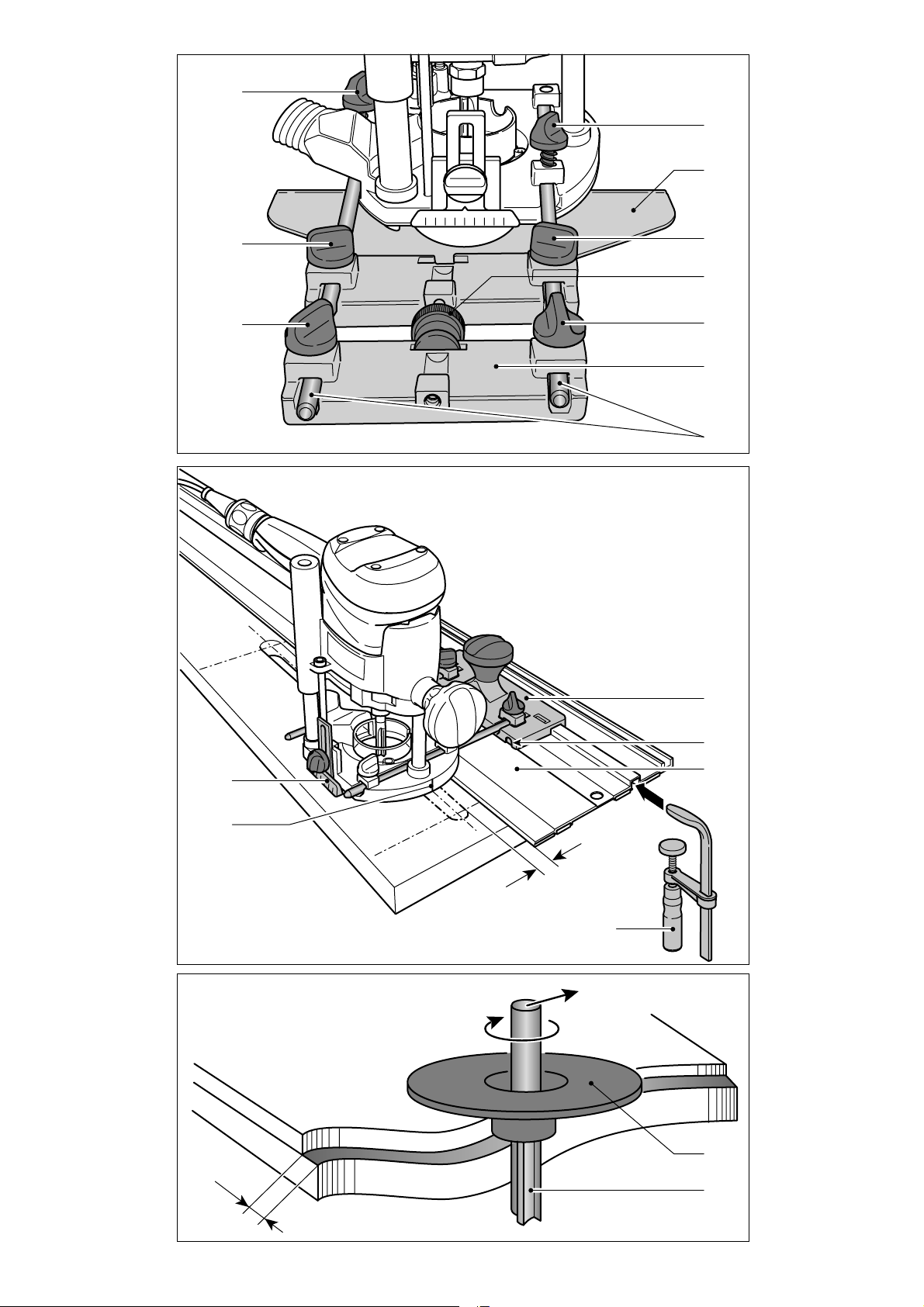
- klemmen Sie die Führungsstangen mit den
Drehknöpfen (3.5) an der Feineinstellung fest,
- öffnen Sie die Drehknöpfe (3.3) am Seitenanschlag,
- stellen Sie den gewünschten Abstand mit der
Justierschraube ein und drehen Sie die Drehköpfe wieder zu.
6.4 Fräsen mit Tischverbreiterung TV-OF
Um die Aufl agefl äche der Oberfräse zu vergrößern
und dadurch die Führung zu verbessern, z.B. bei
randnahen Fräsarbeiten, kann die als Zubehör
lieferbare Tischverbreiterung TV-OF eingesetzt
werden.
Die Tischverbreiterung wird in gleicher Weise wie
der Seitenanschlag montiert.
6.1 Aluminiumbearbeitung
Halten Sie bei der Bearbeitung von Alu-
minium aus Sicherheitsgründen folgende
Maßnahmen ein:
- Fehlerstrom- (FI-, PRCD-) Schutzschalter vorschalten.
- Maschine an ein geeignetes Absauggerät anschließen.
- Maschine regelmäßig von Staubablagerungen
im Motorgehäuse reinigen.
Schutzbrille tragen.
6.2 Freihandfräsen
Hauptsächlich beim Schriften- oder Bilderfräsen
und beim Bearbeiten von Kanten mit Fräsern mit
Anlaufring oder Führungszapfen wird die Oberfräse freihändig geführt.
6.3 Fräsen mit Seitenanschlag
Für parallel zur Werkstückkante verlaufende
Arbeiten kann der mitgelieferte Seitenanschlag
(3.2) eingesetzt werden (bei „Modul 5A“ nicht im
Lieferumfang):
- Klemmen Sie die beiden Führungsstangen (3.7)
mit den beiden Drehknöpfen (3.3) am Seitenanschlag fest.
- Führen Sie die Führungsstangen bis zum gewünschten Maß in die Nuten (1.10) des Frästisches ein und klemmen Sie die Führungsstangen mit dem Drehknopf (3.1) fest.
Schneller und genauer lässt sich dieser Abstand
mit der als Zubehör erhältlichen Feineinstellung
(3.6) justieren:
- Drehen Sie die Justierschraube (3.4) in das
Kunststoffteil des Seitenanschlags,
6.5 Fräsen mit Führungssystem FS
Das als Zubehör erhältliche Führungssystem
erleichtert das Fräsen gerader Nuten.
- Befestigen Sie den Führungsanschlag (4.1) mit
den Führungsstangen (3.7) des Seitenanschlages am Frästisch.
- Befestigen Sie die Führungsschiene (4.3) mit
Schraubzwingen (4.4) am Werkstück. Achten
Sie darauf, dass ein Sicherheitsabstand X (Bild
4) von 5 mm zwischen der Vorderkante der
Führungsschiene und dem Fräser, bzw. der Nut,
besteht.
- Setzen Sie den Führungsanschlag, wie in Bild
4 dargestellt, auf die Führungsschiene. Um ein
spielfreies Führen des Fräsanschlages sicherzustellen, können Sie mit einem Schraubendreher durch die beiden seitlichen Öffnungen (4.2)
zwei Führungsbacken einstellen.
- Schrauben Sie die höhenverstellbare Abstützung (4.6) so an der Gewindebohrung (6.6) des
Frästisches fest, dass die Unterseite des Frästisches parallel zur Werkstückoberfl äche ist.
Um nach Anriss arbeiten zu können, zeigen Ihnen
die Markierung am Frästisch (4.5) und die Skala
an der Abstützung (4.6) die Mittelachse des Fräsers an.
6.6 Fräsen mit Stangenzirkel SZ-OF 1000
Mit dem als Zubehör erhältlichen Stangenzirkel SZ-OF 1000 können runde Teile und
Kreisausschnitte mit einem Durchmesser zwischen 153 und 760 mm hergestellt werden.
- Schieben Sie den Stangenzirkel so weit in die
vordere Nut des Frästisches, bis der gewünschte
Radius eingestellt ist.
- Arretieren Sie den Stangenzirkel mit dem Dreh-
9
Page 10
knopf (1.12).
Anwendungstipp
Soll die Einkerbung durch die Zirkelspitze auf dem
Werkstück vermieden werden, kann mit doppelseitigem Klebeband ein dünnes Holzbrettchen auf
dem Mittelpunkt befestigt werden.
6.7 Kopierfräsen
Um bestehende Werkstücke maßgenau zu reproduzieren, verwendet man einen Kopierring
oder die Kopiereinrichtung (jeweils als Zubehör
erhältlich).
a) Kopierring
Befestigen Sie den Kopierring anstelle des Abdeckringes (2.1) von unten am Frästisch.
Achten Sie bei der Auswahl der Größe des Kopierringes (5.1) darauf, dass der eingesetzte Fräser
(5.2) durch dessen Öffnung passt.
Der Überstand Y (Bild 5) des Werkstückes zur
Schablone berechnet wie folgt:
Y = (Ø Kopierring - Ø Fräser)
2
Mit dem Zentrierdorn ZD-OF (Best.-Nr. 486 035)
lässt sich der Kopierring exakt mittig ausrichten.
b) Kopiereinrichtung
Für die Kopiereinrichtung wird der Winkelarm
WA-OF (6.5) und das Kopiertastset KT-OF, bestehend aus einem Rollenhalter (6.2) und drei
Kopierrollen (6.1), benötigt.
- Schrauben Sie den Winkelarm mit dem Drehknopf (6.4) in der gewünschten Höhe an der
Gewindebohrung (6.6) des Frästisches fest.
- Montieren Sie eine Kopierrolle am Rollenhalter
und schrauben Sie diesen mit dem Drehknopf
(6.3) am Winkelarm fest. Achten Sie darauf,
dass die Kopierrolle und der Fräser denselben
Durchmesser haben!
- Durch Drehen des Stellrades (6.7) lässt sich der
Abstand der Tastrolle zur Fräserachse einstellen.
6.8 Umleimer bündigfräsen
Mit dem Winkelarm WA-OF (7.6), in Verbindung
mit der Führungsplatte UP-OF (7.3), beides als
Zubehör erhältlich, lassen sich überstehende
Umleimer bündig fräsen.
- Schrauben Sie den Winkelarm mit dem Drehknopf (7.5) an der Gewindebohrung (7.7) des
Frästisches fest.
- Schrauben Sie die Führungsplatte mit dem
Drehknopf (7.4) am Winkelarm fest.
- Stellen Sie die Frästiefe so ein, dass diese die
Dicke des Umleimers +2 mm beträgt.
- Führen Sie die Führungsplatte (8.1) durch Öffnen
des Drehknopfes (8.3) möglichst nah an den
Fräser heran.
- Nehmen Sie mit dem Stellrad (8.2) die Tiefeneinstellung der Führungsplatte so vor, dass
beim Bündigfräsen wenige Zehntelmillimeter
des Umleimers stehen bleiben, die Sie hinterher
von Hand verschleifen.
Der als Zubehör erhältliche Spanfl ugschutz SFOF (7.2) verbessert beim Fräsen von Umleimern
die Staubabsaugung. Er wird mit dem Drehknopf
(7.1) seitlich am Frästisch befestigt und deckt
beim Arbeiten (Bild 8) den Fräser von oben ab.
7 Zubehör, Werkzeuge
Verwenden Sie zu Ihrer eigenen Sicher-
heit nur original Festool-Zubehör und
Festool-Ersatzteile.
Festool bietet umfangreiches Zubehör an, das Ihnen einen vielfältigen und effektiven Einsatz Ihrer
Maschine gestattet, z.B.: Fräszirkel, Führungsschienen mit Lochreihen, Fräshilfe, Frästisch zum
stationären Einsatz.
Die Bestellnummern für Zubehör und Werkzeuge fi nden Sie in Ihrem Festool-Katalog oder im
Internet unter „www.festool.com“.
8 Warten und Pfl egen
Ziehen Sie vor allen Arbeiten an der Ma-
schine den Netzstecker aus der Steckdo-
se.
Alle Wartungs- und Reparaturarbeiten,
die ein Öffnen des Motorgehäuses erfor-
dern, dürfen nur von einer autorisierten
Kundendienstwerkstatt durchgeführt
werden.
Halten Sie Maschine und Kühlluftöffnungen stets
sauber.
Die Maschine ist mit selbstabschaltenden Spezialkohlen ausgerüstet. Sind diese abgenutzt,
erfolgt eine automatische Stromunterbrechung
und das Gerät kommt zum Stillstand.
9 Entsorgung
Werfen Sie Elektrowerkzeuge nicht in den
Hausmüll! Führen Sie die Geräte, Zubehör und
Verpackungen einer umweltgerechten Wieder-
10
Page 11
verwertung zu. Beachten Sie dabei die geltenden
nationalen Vorschriften.
Nur EU: Gemäß Europäischer Richtlinie 2002/96/
EG müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten
Wiederverwertung zugeführt werden.
11 EG-Konformitätserklärung
Oberfräse Serien-Nr.
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Jahr der CE-Kennzeichnung: 2000
10 Gewährleistung
Für unsere Geräte leisten wir auf Material- oder
Fertigungsfehler Gewährleistung gemäß den länderspezifi schen gesetzlichen Bestimmungen, mindestens jedoch 12 Monate. Innerhalb der Staaten
der EU beträgt die Gewährleistungszeit 24 Monate
(Nachweis durch Rechnung oder Lieferschein).
Schäden, die insbesondere auf natürliche Abnützung/Verschleiß, Überlastung, unsachgemäße Behandlung bzw. durch den Verwender verschuldete
Schäden oder sonstige Verwendung entgegen der
Bedienungsanleitung zurückzuführen sind oder
beim Kauf bekannt waren, bleiben von der Gewährleistung ausgeschlossen. Ebenso ausgeschlossen
bleiben Schäden, die auf die Verwendung von nichtoriginal Zubehör und Verbrauchmaterialien (z.B.
Schleifteller) zurückzuführen sind. Beanstandungen
können nur anerkannt werden, wenn das Gerät unzerlegt an den Lieferanten oder an eine autorisierte
Festool-Kundendienstwerkstätte zurückgesendet
wird. Bewahren Sie Bedienungsanleitung, Sicherheitshinweise, Ersatzteilliste und Kaufbeleg gut auf.
Im übrigen gelten die jeweils aktuellen Gewährleistungsbedingungen des Herstellers.
Anmerkung
Aufgrund der ständigen Forschungs- und Entwicklungsarbeiten sind Änderungen der hierin
gemachten technischen Angaben vorbehalten.
Wir erklären in alleiniger Verantwortung, dass
dieses Produkt mit den folgenden Normen oder
normativen Dokumenten übereinstimmt: EN
60745-1, EN 60745-2-17, EN 55014-1, EN 55014-2,
EN 61000-3-2, EN 61000-3-3 gemäß den Bestimmungen der Richtlinien 98/37/EG (bis 28. Dez.
2009), 2006/42/EG (ab 29. Dez. 2009), 2004/108/
EG.
Dr. Johannes Steimel 11.01.2010
Leiter Forschung, Entwicklung, technische
Dokumentation
Festool GmbH
Wertstr. 20, D-73240 Wendlingen
REACh für Festool Produkte, deren Zubehör und
Verbrauchsmaterial:
REACh ist die seit 2007 in ganz Europa gültige
Chemikalienverordnung. Wir als „nachgeschalteter Anwender“, also als Hersteller von Erzeugnissen sind uns unserer Informationspfl icht unseren
Kunden gegenüber bewusst. Um Sie immer auf
den neuesten Stand halten zu können und über
mögliche Stoffe der Kandidatenliste in unseren
Erzeugnissen zu informieren, haben wir folgende
Website für Sie eingerichtet:
www.festool.com/reach
11
Page 12
Router
Technical data OF 1010 EBQ OF 1010 EQ OF 1010 Q
Power 1010 W 1010 W 720 W
Speed (no load) 10000 - 24000 rpm 9500 - 23000 rpm 26500 rpm
Quick height adjustment 55 mm 55 mm 55 mm
Fine height adjustment 8 mm 8 mm 8 mm
Drive shaft connection of the spindle
M16x1.5 M16x1.5 M16x1.5
Router diameter max. 35 mm max. 35 mm max. 35 mm
Weight (excluding cable) 2.7 kg 2.7 kg 2.7 kg
Degree of protection / II / II / II
The specifi ed illustrations can be found at the beginning of the operating instructions.
Symbols
Warning of general danger
Wear ear protection!
Wear protective goggles!
Read the Operating Instructions/Notes!
1 Intended use
The routers are designed for routing wood, plastics and similar materials.
Aluminium and plasterboard can also be processed with corresponding cutters such as are
listed in the Festool catalogues.
The user is liable for damage and injury
resulting from incorrect usage!
2 Safety instructions
2.1 Rules
WARNING! Read all safety warnings and
all instructions. Failure to follow the warn-
ings and instructions may result in electric shock,
fi re and/or serious injury.
Save all warnings and instructions for future
reference.
The term „power tool“ in the warnings refers
to your mains-operated (corded) power tool or
battery-operated (cordless) power tool.
2.2 Tool-specifi c safety rules
- Do not exceed the maximum speed specifi ed on
the tool and/or keep to the speed range.
- The clamping collet should only be used to
clamp tools with a shank diameter appropriate
for the collet.
- Check that the cutter is fi rmly fi tted and runs
freely.
- The clamping collet and union nut must show
no signs of damage.
- Cracked or distorted cutters must not be
used.
Wear suitable protection such as
ear protection, safety goggles, a
dust mask for work which generates dust, and protective gloves
when working with raw materials
and when changing tools.
- Festool electric power tools should only be installed in work benches specially designed by
Festool. The electric power tool may become
unsafe and cause serious accident if installed
in benches from other manufacturers or selfmanufactured work benches.
3 Noise and vibration information
The typical values determined in accordance with
EN 60745 are:
Sound-pressure level/sound-power level
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Measuring uncertainty allowance K = 3 dB
Wear ear protection!
Overall vibration levels (vector sum for three
directions) measured in accordance with EN
60745:
Vibration emission level
(3-axis) a
= 5,5 m/s
h
2
Front handle ah = 8,0 m/s2
Uncertainty K = 2,0 m/s²
The emission values specifi ed (vibration, noise)
were measured in accordance with the test conditions stipulated in EN 60745 and are intended
for machine comparisons. They are also used for
12
Page 13
making preliminary estimates regarding vibration
and noise loads during operation.
The emission values specifi ed refer to the main
applications for which the power tool is used. If
the electric power tool is used for other applications, with other tools or is not maintained suffi ciently prior to operation, however, the vibration
and noise load may be higher when the tool is
used. Take into account any machine idling times
and downtimes to estimate these values more
accurately for a specifi ed time period. This may
signifi cantly reduce the load during the machine
operating period.
4 Power supply and start-up
The mains voltage must correspond to
the specifi cation on the rating plate.
Switch (1.2) serves as an On/Off switch (I = On/0
= Off). It may be latched with the locking knob on
the side (1.1) for continuous operation. Pressing
the switch again releases the lock. See Fig. 1A
for connection and disconnection of the power
cable.
Cutterdiameter
[mm]
3 - 14 15 - 25 16 - 35
Material
Hardwood 6 - 4 5 - 3 3 - 1 HW (HSS)
Softwood 6 - 5 6 - 3 4 - 1 HSS (HW)
Laminated
chipboard
Plastic 6 - 4 5 - 3 2 - 1 HW
Aluminium 3 - 1 2 - 1 1 HSS (HW)
Plasterboard
Rotary control setting
6 - 5 6 - 3 4 - 2 HW
2 - 1 1 1 HW
Recommended
cutter
material
Constant speed
The pre-selected speed remains constant whether
the machine is in operation or in neutral position.
Temperature control
To prevent overheating, the safety electronics
switches the machine off when it reaches a critical
motor temperature. Let the machine cool down
for approx. 3-5 minutes before using it again. The
machine requires less time to cool down if it is
running, i.e. in neutral position.
5 Machine settings
Always remove the power supply plug from the
socket before carrying out any work on the machine.
5.1 Electronics
(OF 1010 EBQ/OF 1010 EQ)
Do not operate the tool if the electronics are faulty
as this can lead to the tool operating at excessive
speeds. If the start-up is not smooth or speed
adjustment is not possible, this indicates that the
electronics are faulty.
The OF 1010 EBQ, OF 1010 EQ features
full-wave electronics with the following
properties:
Smooth start-up
The smooth start-up ensures the router starts
up jolt-free.
Speed adjustment
You can regulate the speed steplessly between
-1
10000 and 24000 min
-1
) using the adjusting wheel (1.16). This ena-
min
(OF 1010 EQ: 9500 - 23000
bles you to optimise the cutting speed to suit the
material:
Brake (OF 1010 EBQ)
The OF 1010 EBQ has an electronic brake which
brings the spindle with tool to a standstill within
approx. 2 seconds of the tool being switched off.
5.2 Changing tools
You can turn the machine upside down when
changing the tool.
a) Inserting the tool
- Insert the router into the open clamping collet
as far as possible, but at least up to the mark (
) on the router shank.
- Turn the spindle until the spindle stop (1.14)
catches when pressed and the spindle is locked
in place.
- Tighten the locking nut (1.13) with a 19 mm
open-end spanner.
b) Removing the tool
- Turn the spindle until the spindle stop (1.14)
catches when pressed and the spindle is locked
in place.
- Loosen the locking nut (1.13) using a 19 mm
open-ended spanner until a resistance is felt.
Overcome this resistance by turning the openended spanner even further.
- Remove the cutter.
13
Page 14
5.3 How to change the clamping collet
Clamping collets are available for following shank
diameters: 6.0 mm, 6.35 mm, 8 mm (order numbers see Festool catalogue or Internet „www.
festool.com“.
- Fully unscrew the nut (1.13) and remove from
spindle together with the clamping collet.
- Insert a new clamping collet with nut into the
spindle and slightly tighten the nut. Do not
tighten the nut until a milling cutter has been
fi tted.
5.4 Adjusting the milling depth
The milling depth is adjusted in three stages:
a) Setting the zero point
- Open the clamping lever (1.6) so that the stop
cylinder (1.7) can move freely.
- Place the router with router table (1.11) onto a
smooth surface. Open the rotary knob (1.15) and
press the machine down until the milling cutter
rests on the base.
- Clamp the machine in this position by tightening
the rotary knob (1.15).
- Press the stop cylinder against one of the three
sensing stops of the pivoted turret stop (1.9).
The individual height of each sensing stop can be
adjusted with a screwdriver:
Sensing stop min. height/max. height
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Push the pointer (1.4) down so that it shows 0
mm on the scale (1.5).
b) Setting the milling depth
The desired milling depth can be set either with
the quick depth adjustment or with the fi ne depth
adjustment.
• Quick depth adjustment: Pull the stop cylinder
(1.7) up until the pointer shows the desired
milling depth. Clamp the stop cylinder in this
position with the clamping lever (1.6).
• Fine depth adjustment: Clamp the stop cyl-
inder with the clamping lever (1.6). Set the
desired milling depth by turning the adjusting
wheel (1.3) in. Turn the adjusting wheel to the
next mark on the scale to adjust the milling
depth by 0.1 mm. One full turn adjusts the
milling depth by 1 mm. The maximum adjustment range with the adjusting wheel is 8 mm.
c) Increasing the milling depth
- Open the rotary knob (1.15) and press the tool
down until the stop cylinder touches the sensing
stops.
- Clamp the machine in this position by tightening
the rotary knob (1.15).
5.5 Dust extraction
Always connect the machine to a dust
extractor. A connection for extracting dust
and chips (1.8) is a standard feature on
the routers.
At the same time a chip guard (2.2) on the side
stop prevents fl ying chips.
With edge routing, the best extraction effect is
obtained with the extractor hood AH-OF, available
as an accessory.
KSF-OF chip catcher
Using the KSF-OF chip catcher (9.1) (sometimes
included in the scope of delivery), the effi ciency
of the extraction can be increased when routing
edges. Installation is similar to that of the copying ring.
The hood can be cut off along the grooves (9.2)
using a hacksaw and can thus be reduced in size.
The chip catcher can then be used for interior
radiuses up to a minimum radius of 40 mm.
6 Working with the machine
Always secure the workpiece in such a
manner that it cannot move while being
sawed.
The machine must always be held with
both hands by the designated handles
(1.15, 1.17).
Always advance the router in the direction opposite to the direction of rotation of the cutter
(counter-routing)!
When routing (ensure feed direction of power tool
is the same as cutting direction of tool, Fig. 5).
6.1 Aluminium processing
When processing aluminium, the follow-
ing measures must be taken for safety
reasons:
- Pre-connect a residual current circuit-breaker
(FI, PRCD).
- Connect the machine to a suitable dust extrac-
tor.
- Clean tool regularly of dust accumulations in
the motor housing.
14
Page 15
Wear protective goggles.
6.2 Freehand routing
Freehand routing is the method normally used for
lettering or shapes, and for routing edges using
cutters with a guide pin or ring.
6.3 Routing with the parallel guide
The parallel guide (3.2) supplied can be used for
routing parallel to the edge of the workpiece (not
supplied with „Module 5A):
- Secure both guide rods (3.7) with the two rotary
knobs (3.3) on the side stop.
- Insert the guide rods into the grooves (1.10) on
the router base to the required distance and
secure them by turning the rotary knob (3.1).
This distance can be adjusted faster and more
precisely with the fi ne precision adjustment (3.6),
available as an accessory:
- Turn the adjusting screw (3.4) in the plastic part
of the guide,
- clamp the guide rods with the rotating knobs
(3.5) in the precision adjustment,
- loosen the rotating knobs (3.3) of the parallel
guide,
- set the desired distance with the adjusting screw
and retighten the rotating knobs.
6.4 Routing with the TV-OF extension table
The extension table TV-OF, available as an accessory, can be used to enlarge the support area of
the router and thus improve guidance, e.g. when
routing close to edges.
The extension table is fi tted in the same way as
the parallel guide.
6.5 Routing with the FS guide system
The guide system, available as an accessory, facilitates routing straight grooves.
- Fasten the guide stop (4.1) to the platen with the
guide rails (3.7) of the parallel guide.
- Fasten the guide rail (4.3) with FSZ screw clamps
(4.4) to the workpiece. Make sure that the safety
distance X (Fig. 4) of 5 mm between the front
edge of the guide rail and cutter or groove is
observed.
- Place the guide stop onto the guide rail as shown
in Fig. 4. To ensure a backlash-free guidance of
the router stop you can adjust two guide cheeks
with a screwdriver through the side openings
(4.2).
- Screw the height-adjustable support (4.6) of the
router table’s threaded bore (6.6) in such a way
that the underside of the router table is parallel
to the surface of the workpiece.
When working with marking-up lines, the marks
on the platen (4.5) and the scale on the support
(4.6) show the centre axis of the cutter.
6.6 Routing with the SZ-OF 1000 beam com-
passes
With the SZ-OF 1000 beam compasses, which are
available as an accessory, you can make circular
cuts or segments of circles with diameters from
153 to 760 mm.
- The beam compasses are pushed into the front
groove of the platen until the desired radius is
set.
- Lock the beam compasses with the rotating
knob (1.12).
Practical hint
To prevent the tip of the compasses from making a
hole in the workpiece, fi x a thin board at the centre
point by means of double-sided adhesive tape.
6.7 Copy cutting
A copying ring or the copying device is used to
exactly reproduce existing workpieces (both available as accessories).
a) Copying ring
Fasten the copying rings to the platen instead of
the cover ring (2.1) from below.
When choosing the size of the copying ring (5.1)
make sure that the cutter used (5.2) fi ts through
the ring’s opening.
The distance Y (Fig. 5) between the workpiece and
template is calculated by
Y = (Ø copying ring - Ø cutter)
2
The copying ring can be centred exactly with the
centring cone ZF-OF (Order No. 486035).
b) Copying device
The angle arm WA-OF (6.5) and copier scanning
set KT-OF, consisting of roller holder (6.2) and
three copying rollers (6.1), are required for the
copying device.
- Screw the angle arm at the desired height in the
platen’s threaded bore (6.6) with the rotating
knob (6.4).
- Fit a copying roller in the roller holder and bolt
this to the angle arm with the rotating knob (6.3).
Make sure that the copying roller and cutter have
the same diameter!
- Turn the adjusting wheel (6.7) to adjust the
distance between the copying roller and cutter
axis.
15
Page 16
6.8 Edge band trimming
Protruding edge bands can be fl ush trimmed with
the angle arm WA-OF (7.6) in connection with the
guide plate UP-OF (7.3).
- Screw the angle arm into the platen’s threaded
bore (7.7) with the rotating knob (7.5).
- Bolt the guide plate to the angle arm with the
rotating knob (7.4).
- Adjust the milling depth so that this is equal to
the thickness of the edge band + 2 mm.
- Move the guide plate (8.1) as close as possible to
the cutter by loosening the rotating knob (8.3).
- Adjust the depth of the guide plate with the
adjusting wheel (8.2) so that during trimming
a few decimillimetres of the edge band are left
protruding which can then be sanded down by
hand.
The chip guard SF-OF (7.2), available as an accessory, improves dust extraction when trimming
edge bands. It is fastened to the side of the platen
with the rotating knob (7.1) and cover the cutter
from above during work (Fig. 8).
7 Accessories
For your own safety, use only original
Festool accessories and spare parts.
Festool offers extensive accessories that enable
you to use your machine effectively for a wide
variety of applications, e.g.: routing circle, guide
rails with rows of holes, routing aid, router base
for bench-mounted use.
The accessory and tool order number can be found
in the Festool catalogue or on the Internet under
„www.festool.com“.
9 Disposal
Do not throw the power tool in your household
waste! Dispose of machines, accessories and
packaging at an environmentally-responsible
recycling centre. Observe the valid national regulations.
EU only: European Directive 2002/96/EC stipulate
that used electric power tools must be collected
separately and disposed of at an environmentally
responsible recycling centre.
10 Warranty
Our equipment is under warranty for at least 12
months with regard to material or production
faults in accordance with national legislation.
In the EU countries, the warranty period is 24
months (an invoice or delivery note is required
as proof of purchase). Damage resulting from, in
particular, normal wear and tear, o-verloading,
improper handling, or caused by the user or other
damage caused by not following the operating
instructions, or any fault acknowledged at the
time of purchase, is not covered by the warranty.
Damage caused by the use of non-original accessories and consumable material (e.g. sanding
pads) is also excluded.
Complaints will only be acknowledged if the
equipment has not been dismantled before being sent back to the suppliers or to an authorised Festool customer support workshop. Store
the operating instructions, safety notes, spare
parts list and proof of purchase in a safe place.
In addition, the manufacturer’s current warranty
conditions apply.
8 Maintenance and care
Always remove the power supply plug
from the socket before carrying out any
work on the machine.
All maintenance and repair work which
requires the motor casing to be opened
may only be carried out by an authorised
service centre.
Always keep the machine and the ventilation slots
clean.
The tool is fi tted with special motor brushes with
an automatic cut-out. When the brushes become
worn the power supply is shut off automatically
and the tool comes to a standstill.
Note
We reserve the right to make changes to the technical data contained in this information as a result
of ongoing research and development work.
11 EU Declaration of Conformity
Router Serial no.
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Year of CE mark: 2000
We declare under sole responsibility that this
product complies with the following norms or
normative documents:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 in accord-
16
Page 17

ance with the regulations stipulated in Directive
98/37/EC (until 28 Dec. 2009), 2006/42/EC (from
29 Dec. 2009), 2004/108/EC.
Dr. Johannes Steimel 11.01.2010
Head of Research, Development and Technical
Documentation
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen,
Germany
REACH for Festool products, their accessories
and consumables
REACh is a European Chemical Directive that
came into effect in 2007. As „downstream users“
and product manufacturers, we are aware of our
duty to provide our customers with information.
We have set up the following website to keep you
updated with all the latest news and provide you
with information on all the materials used in our
existing products: www.festool.com/reach
17
Page 18
Défonceuse
Données techniques OF 1010 EBQ OF 1010 EQ OF 1010 Q
Puissance 1010 W 1010 W 720 W
Rotation (à vide) 10000-24000 tr/min 9500-23000 tr/min 26500 tr/min
Réglage en profondeur rapide 55 mm 55 mm 55 mn
Réglage en profondeur fi n 8 mm 8 mm 8 mm
Filetage de broche M16x1,5 M16x1,5 M16x1,5
Diamètre de fraise maxi. 35 mm 35 mm 35 mm
Poids (sans câble) 2,7 kg 2,7 kg 2,7 kg
Classe de protection / II / II / II
Les illustrations indiquées se trouvent au début du mode d’emploi.
Symboles
Avertissement de danger
Munissez-vous de casques anti-bruit!
Portez un masque antipoussières !
Lire la notice / les instructions !
1 Utilisation conforme
Les défonceuses sont destinées à fraiser le bois,
les matières plastiques et les matériaux ressemblant au bois. En cas d’utilisation des outils
de fraisage prévus à cet effet dans les documentations de vente Festool, de l’aluminium et du
placoplâtre peuvent également être traités.
L’utilisateur est responsable des dégâts
ou accidents qu’il peut provoquer en ne
respectant pas les dispositions de sécurité.
2 Informations de sécurité
2.1 Indications générales de sécurité
ATTENTION ! Lire toutes les consignes de
sécurité et indications. Le non-respect des
avertissements et instructions indiqués
ci-après peut entraîner un choc électrique, un
incendie et/ou de graves blessures.
Conservez toutes les consignes de sécurité et
notices pour une référence future.
Le terme « outil » dans les avertissements fait
reference à votre outil électrique alimenté par
le secteur (avec cordon d’alimentation) ou votre
outil fonctionnant sur batterie (sans cordon
d’alimentation).
2.2 Consignes de sécurité spécifi ques à la
machine
- La vitesse maximale indiquée sur l’outil ne
doit pas être dépassée par le haut ou resp. les
limites de la vitesse de rotation doivent être
respectées.
- Serrez uniquement les outils avec le diamètre
de queue pour lequel la pince est prévue.
- Il convient de contrôler que la fraise est correc-
tement fi xée et qu’elle fonctionne impeccablement .
- Les pinces et les écrou-raccords ne doivent pas
présenter de quelconque trace de détérioration.
- Ne pas utiliser de fraises déformées ou usées.
Porter des protections person-
nelles adéquates : protection
auditive, lunettes de protection,
masque pour les travaux générant de la poussière, gants de
protection pour les travaux avec
des matériaux rugueux et pour le
changement d’outils.
- Les outils électriques Festool doivent unique-
ment être montés sur une table de travail prévue par Festool à cet effet. Du fait du montage
sur une autre table de travail ou sur une table
de travail réalisée par vos propres soins, l‘outil
électrique peut devenir instable et entraîner des
blessures graves.
3 Information concernant le niveau sonore
et les vibrations
Les valeurs typiques obtenues selon EN 60745
sont les suivantes :
Niveau de pression acoustique/niveau de puissance sonore
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Majoration pour incertitude de mesure K=3 dB
Munissez-vous de casques anti-bruit!
18
Page 19
Valeurs vibratoires globales (somme vectorielle
tridirectionnelle) déterminées selon EN 60745 :
Valeur d‘émission vibratoire
(tridirectionnelle) a
Poignée a
= 5,5 m/s2
h
= 8,0 m/s2
h
Incertitude de mesure K = 2,0 m/s²
Les valeurs d‘émission indiquées (vibration, bruit)
ont été mesurées conformément aux conditions
d‘essai selon EN 60745 et sont destinées à des
fi ns de comparaisons entre les machines. Elles
permettent également une estimation provisoire
de la charge de vibrations et de la nuisance sonore
lors de l‘utilisation. Les valeurs d‘émission indiquées représentent les principales applications
de l‘outil électrique. Cependant, si l‘outil électrique est utilisé pour d‘autres applications, avec
d‘autres outils de travail ou est insuffi samment
entretenu, la charge de vibrations et la nuisance
sonore peuvent être nettement supérieures sur
la globalité de la période. Pour une évaluation
précise pendant une période prédéfi nie, les temps
de vidage et d‘immobilisation de la machine doivent également être respectés. Ceci peut réduire
considérablement la charge sur la globalité de la
période.
4 Raccordement électrique et mise en
route
La tension du réseau doit correspondre
aux indications de la plaque signaléti-
que.
L’interrupteur (1.2) sert d’interrupteur marche,
arrêt (I = Marche/0 = Arrêt). L’utilisation en continue est facilitée par le bouton de blocage (1.1)
latéral. Une nouvelle pression sur l’interrupteur
libère le blocage.
Voir en fi gure 1A la connexion et la déconnexion
du câble de raccordement au secteur.
5 Réglages de la machine
Avant d’entreprendre une quelconque intervention
sur la machine, débrancher la prise de courant
!
5.1 Électronique
(OF 1010 EBQ/OF 1010 EQ)
Ne pas utiliser la machine si l’électronique est
défectueuse, cela pourrait entraîner un surrégime. Une électronique défectueuse se reconnaît
à l’absence de démarrage progressif ou à l’impossibilité de réguler la vitesse de rotation.
La OF 1010 EBQ, OF 1010 EQ dispose d’un
système électronique à ondes pleines aux
propriétés suivantes:
Démarrage progressif
Le démarrage progressif assure un fonctionnement sans à-coups de la machine.
Régulation de la vitesse
Le régime est réglé en continu au moyen de la
molette (1.16) entre 10000 et 24000 tr/min (OF
1010 EQ: 9500 - 23000 tr/min). Vous pouvez ainsi
adapter de façon optimale la vitesse de coupe à
chaque matériau:
Diamètre de fraise
[mm]
3 - 14 15 - 25 16 - 35
Matériau
Bois dur 6 - 4 5 - 3 3 - 1 HW (HSS)
Bois tendre 6 - 5 6 - 3 4 - 1 HSS (HW)
Contreplaqué 6 - 5 6 - 3 4 - 2 HW
Metiére plastique
Aluminium 3 - 1 2 - 1 1 HSS (HW)
Plâtre / carton 2 - 1 1 1 HW
Position de la molette
6 - 4 5 - 3 2 - 1
Matériau
de coupe
conseillé
HW
Régime constant
Le régime sélectionné est maintenu constant en
marche à vide et pendant le traitement.
Protection thermique
Pour assurer une protection contre la surchauffe,
le système électronique de sécurité arrête la machine dès qu’une température critique du moteur
est atteinte. Après une période de refroidissement
d’env. 3 à 5 minutes, la machine est à nouveau
prête à l’emploi. Le temps de refroidissement
diminue quand la machine fonctionne (marche
à vide).
Frein (OF 1010 EBQ)
L’OF 1010 EBQ est équipée d’un frein rapide électronique qui, après mise hors tension de la machine, immobilise la broche (l’arbre) avec l’outil
en l’espace de 2 secondes environ.
5.2 Changement d’outil
Pour faciliter le changement d’outil, il est possible
de retourner la machine.
a) Insertion de l’outil
- Introduire la fraise aussi loin que possible dans
la pince de serrage ouverte, au moins jusqu’au
repère (
) de la tige de la fraise.
- Tournez la broche jusqu’à ce que le blocage d’arbre (1.14) s’enclenche lors de son enfoncement
puis se bloque.
- Serrez l’écrou (1.13) à l’aide de la clé à fourche
d’ouverture de 19.
b) Retrait de l’outil
- Tournez la broche jusqu’à ce que le blocage d’arbre (1.14) s’enclenche lors de son enfoncement
puis se bloque.
19
Page 20
- Desserrez l’écrou (1.13) à l’aide d’une clé à
fourche d’ouverture de 19 jusqu’au point de résistance. Continuez à tourner la clé pour vaincre
ce point de résistance.
- Retirez la fraise.
5.3 Changement de pince de serrage
Des pinces de serrage sont disponibles pour les
diamètres de tige suivants : 6,0 mm, 6,35 mm,
8 mm (consulter le catalogue Festoool ou le site
Internet „www.festool.com“ pour obtenir les références)
- Démontez complètement l’écrou (1.13) et reprenez-le de l’arbre avec la pince.
- Introduisez une nouvelle pince avec écrou dans
l’arbre et serrez l’écrou légèrement. Ne pas
serrer à fond l’écrou s’il n’y a pas de fraise!
5.4 Réglage de la profondeur de fraisage
Le réglage de la profondeur de fraisage s’opère
en trois étapes :
a) Réglage du zéro
- Débloquez le levier de serrage (1.6) de sorte que
la butée de profondeur (1.7) devienne entièrement mobile.
- Placez la défonceuse avec la table de fraisage
(1.11) sur un support plan. Débloquez le bouton
rotatif (1.15) et poussez la machine vers le bas
jusqu’à ce que la défonceuse soit en contact avec
le support.
- Pour verrrouiller la position, serrer le bouton
rotatif (1.15).
- Poussez la butée de profondeur contre l’une des
trois butées fi xes de la butée tournante (1.9).
Un tournevis vous permet de régler individuellement la hauteur de chacune des butées fi xes:
Butée fi xe Hauteur min./Hauteur max.
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Poussez l’indicateur (1.4) vers le bas, de sorte
qu’il soit dirigé sur 0 mm sur la graduation
(1.5).
b) Détermination de la profondeur de frai-
sage
La profondeur de fraisage souhaitée peut être
réglée soit par le réglage rapide en profondeur
soit par le réglage fi n en profondeur.
• Réglage rapide en profondeur: tirez la butée
de profondeur (1.7) vers le haut jusqu’à ce que
l’indicateur indique la profondeur de fraisage
souhaitée. Bloquez la butée de profondeur au
moyen du levier de serrage (1.6) dans cette
position.
• Réglage fi n en profondeur: bloquez la butée de
profondeur au moyen du levier de serrage (1.6).
Réglez la profondeur de fraisage souhaitée en
tournant le bouton moleté (1.3). En tournant le
bouton d’un trait, la profondeur de fraisage se
modifi e de 0,1 mm. Un tour complet donne lieu
à une variation de 1 mm. La plage de réglage
maximale du bouton moleté est de 8 mm.
c) Réduire la profondeur de fraisage
- Desserrez le bouton rotatif (1.15) et poussez la
machine vers le bas jusqu’à ce que la butée de
profondeur soit au contact de la butée fi xe.
- Pour verrrouiller la position, serrer le bouton
rotatif (1.15).
5.5 Aspiration
Raccorder toujours la machine à une
aspiration.
Les défonceuses sont équipées en série d’un
branchement pour aspiration des poussières et
des copeaux (1.8). En même temps, on évite la
projection des copeaux grâce à un capot d’aspiration (2.2) monté sur le guide parallèle. Lors
des travaux de chanfreinage, le capot d’aspiration
AH-OF assure la meilleure aspiration.
Récupérateur de copeaux KSF-OF
Le récupérateur de copeaux KSF-OF (9.1) (en
partie dans l’équipement standard) accroît l’effi cacité du système d’aspiration lors des opérations
d’affl eurement.
Le montage s’effectue de la même manière que
pour la bague de copiage. Le capot peut être
découpé le long des gorges (9.2) avec une scie
alternative afi n de le réduire. Le récupérateur de
copeaux peut alors être utilisé jusqu’à un rayon
minimum de 40 mm pour les rayons intérieurs.
6 Travail avec la machine
Fixer la pièce à usiner de manière à ce
qu’elle ne puisse pas bouger pendant le
traitement.
Tenir la machine en toute sécurité avec
les deux mains (1.15, 1.17) et la déplacer
seulement lentement vers le bas.
Travaillez de sorte que le sens d’avance de la
défonceuse soit opposé au sens de rotation de la
fraise (fraisage opposé). Ne fraiser qu’à contresens (avance de la machine dans le sens de la
direction de coupe de l’outil, fi gure 5).
20
Page 21
6.1 Usinage de l’aluminium
Pour des raisons de sécurité, respecter
les mesures suivantes dans le cas du
traitement de l’aluminium :
- Installer un commutateur de sécurité à courant
de défaut (FI, PRCD).
- Raccorder l’outil à un aspirateur approprié.
- La machine doit régulièrement être nettoyée
pour éliminer les dépôts de poussières accumulées dans le corps du moteur.
Porter des lunettes de protection.
6.2 Usinage à la volée
Ce type d’usinage s’effectue essentiellement
pour les écritures et fraisage de tableaux et pour
l’usinage de chants en utilisant des fraises avec
galet-butée ou avec guide-butée.
6.3 Fraiser avec la butée latérale
Pour effectuer un fraisage parallèle sur chants,
on peut utiliser la butée latérale (3.2) fournie
(non compris dans les éléments fournis pour le
„Module 5A“):
- Pour serrer la butée latérale en position le long
des deux tiges de guidage (3.7), utiliser les deux
molettes (3.3).
- Introduire les tiges de guidage dans les rainures
(1.10) de la table à fraiser jusqu’au point souhaité puis les serrer avec la molette (3.1).
Un réglage plus précis et plus rapide de l’écart
peut être effectué en mettant en oeuvre l’accessoire dispositif de réglage fi n (3.6):
- Vissez la vis d’ajustage (3.4) dans la pièce en
plastique de la butée latérale,
- serrez les tiges de guidage par l’intermédiaire
des boutons rotatifs (3.5) sur le dispositif de
réglage fi n,
- desserrez les boutons rotatifs (3.3) sur la butée
latérale,
- ajustez l’écart souhaité au moyen de la vis
d’ajustage puis resserrez les boutons rotatifs.
6.4 Fraisage avec le rallonge de table TV-
OF
Afi n d’agrandir la surface de la défonceuse et
d’améliorer par conséquent le guidage, par
exemple en cas de travaux près des bords, il est
possible de monter la rallonge de table TV-OF
disponible en tant qu’accessoire.
La rallonge de table peut être montée de la même
manière que la butée latérale.
6.5 Fraiser avec le système de guidage FS
Le système de guidage FS disponible en tant
qu’accessoire facilite le fraisage de rainures
droites.
- Fixez la butée de guidage (4.1) au moyen des
tiges de guidage (3.7) de la butée latérale sur
la table de fraisage.
- Fixez le rail de guidage (4.3) au moyen de serrejoint (4.4) sur la pièce. Veillez à ce qu’un écart
de sécurité X (fi gure 4) de 5 mm soit respecté
entre le bord avant du rail de guidage et l’outil
ou resp. la rainure.
- Posez la butée de guidage sur le rail de guidage
comme représenté fi gure 4. Afi n d’assurer un
guidage sans jeu de la butée de fraisage, il est
possible de régler, avec un tournevis, les deux
mâchoires de guidage, au travers des deux orifi ces latéraux (4.2).
- Vissez l’appui réglable en hauteur (4.6) sur le
trou fi leté (6.6) de la table de fraisage, de sorte
que la face inférieure de la table de fraisage et la
surface de la pièce à usiner soient parallèles.
Afi n de pouvoir travailler suivant tracé, les marquages sur la table de fraisage (4.5) et la graduation sur l’appui (4.6) vous indiquent l’axe central
de la fraise.
6.6 Fraisage avec le compas SZ-OF 1000
Avec le compas SZ-OF 1000 disponible en tant
qu’accessoire, vous pouvez usiner des pièces rondes ainsi que des secteurs de cercle présentant
un diamètre entre 153 et 760 mm.
- Introduisez le compas dans la rainure avant
de la table de fraisage jusqu’à ce que le rayon
souhaité soit ajusté.
- Bloquez le compas au moyen du bouton rotatif
(1.12).
Conseil
Pour éviter la trace de la pointe du compas sur
le bois usiné, collez, avec une bande adhésive
sur les deux faces, une petite pièce de bois sur
le point central.
6.7 Copier un fraisage
Afi n de reproduire une pièce existante exactement,
on utilise une bague ou le système de copiage (les
deux disponibles en tant qu’accessoire).
a) Bague de copiage
Fixez la bague de copiage de par le bas sur la table
de fraisage, à la place de la bague de recouvrement (2.1). Lors du choix de la taille de la bague
de copiage (5.1), veillez à ce que le diamètre de la
fraise utilisée (5.2) corresponde au diamètre de la
bague. La saillie Y (fi gure 5) de la pièce à usiner
21
Page 22
par rapport au gabarit se calcule comme suit :
- diamètre de la fraise) / 2
Y = (diamètre de la bague de copiage
La bague de copiage peut être centrée exactement
avec le cône central ZF-OF (référence 486035).
b) Système de copiage
Le système de copiage exige le bras angulaire
WA-OF (6.5) et le set de copiage KT-OF, comprenant un support de galets (6.2) et trois galets de
copiage (6.1).
- Vissez le bras angulaire, au moyen du bouton
rotatif (6.4), à la hauteur souhaitée sur le trou
fi leté (6.6) de la table de fraisage.
- Montez un galet de copiage sur le support de
galets puis vissez ce dernier au moyen du bouton
rotatif (6.3) à fond sur le bras angulaire. Veillez
à ce que le rouleau de copiage et que la fraise
présentent le même diamètre !
- En tournant le bouton moleté (6.7), la distance
entre galet et l’axe de la fraise peut être réglée.
6.8 Affl eurer avec précision les bandes de
chants
Le bras angulaire WA-OF (7.6), en liaison avec la
plaque de guidage UP-OF (7.3), les deux disponibles en tant qu’accessoire, permettent d’affl eurer
les bandes de chants en saillie.
- Vissez le bras angulaire au moyen du bouton
rotatif (7.5) sur le trou fi leté (7.7) de la table de
fraisage.
- Vissez la plaque de guidage, au moyen du
bouton rotatif (7.4), sur le bras angulaire.
- Réglez la profondeur de fraisage de sorte
que l’épaisseur des bandes de chants soit de
+ 2 mm.
- Déplacez la plaque de guidage (8.1), en ouvrant
le bouton rotatif (8.3), le plus proche possible
vers la fraise.
- Réglez la profondeur de la plaque de guidage
au moyen du bouton moleté (8.2), de sorte que,
lors de l’affl eurage, seuls quelques dixièmes
de millimètres des bandes de chants restent
présents, ceux-ci devant alors être poncés manuellement.
La protection contre les projections de copeaux
SF-OF (7.2) disponible en tant qu’accessoire améliore, lors du fraisage de chants, l’aspiration de
poussières. Elle est fi xée latéralement, au moyen
du bouton rotatif (7.1), sur la table de fraisage et
recouvre la fraise de par le haut lors des travaux
(fi gure 8).
7 Accessoires
Pour votre propre sécurité, n’utiliser que
des accessoires et pièces de rechange
Festool d’origine.
Festool vous propose une vaste palette d’accessoires permettant une utilisation diversifi ée et
effi cace de votre machine, comme par exemple
des compas de fraisage, des rails de guidage à
pistes perforées, des gabarits ou des tables de
fraisage pour usage stationnaire.
Les références des accessoires et outils fi gurent
dans le catalogue Festool ou sur Internet sous
„www.festool.com“.
8 Entretien et maintenance
Avant d’entreprendre une quelconque
intervention sur la machine, débrancher
la prise de courant !
Tout entretien ou réparation qui nécessite
l’ouverture du capot du moteur ne doit
être entrepris que par un atelier auto-
risé.
La machine et ses ouïes de refroidissement doivent toujours rester propres.
La machine est équipée de charbons spécifi ques à
coupure automatique. Si ces charbons sont usés,
il y a coupure de courant automatique et arrêt du
fonctionnement de la machine.
9 Elimination
Ne jetez pas les outils électriques avec les ordures
ménagères ! Eliminez les appareils, les accessoires et les emballages de façon compatible avec
l’environnement. Respectez en cela les dispositions nationales en vigueur.
Uniquement UE : conformément à la directive
européenne 2002/96/CE, les outils électriques
usagés doivent être collectés séparément et recyclés de façon compatible avec l’environnement.
10 Garantie
Nos appareils sont couverts par une garantie
couvrant les défauts de matière ou de fabrication
variable selon les dispositions légales en vigueur
dans le pays d’utilisation, mais en tous cas non
inférieure à 12 mois. A l’intérieur des pays de la
Communauté Européenne, la durée de la garantie
est de 24 mois (la facture ou le bon de livraison faisant foi). Ne sont pas couverts par la garantie les
dommages résultant d’une usure naturelle, d’une
surcharge, d’une utilisation non conforme, ou
causés par l’utilisateur, ou qui proviennent d’une
utilisation non prévue dans la notice d’utilisation,
ou qui étaient connus au moment de l’achat. Sont
également exclus les dommages résultant de
22
Page 23
l’utilisation d’accessoires et de consommables
(patins de ponçage par exemple) qui ne sont pas
d’origine.
Les réclamations ne sont recevables qu’à la
condition que l’appareil soit retourné non démonté au fournisseur ou à un service après-vente
agréé Festool. Conservez soigneusement la notice
d’utilisation, les instructions de sécurité, la liste
de pièces de rechange, ainsi qu’une preuve de
l’achat. Pour le reste, ce sont les conditions de
garantie du fabricant en vigueur qui s’appliquent
selon le cas.
NE 60745-1, NE 60745-2-17, NE 55014-1, NE
55014-2, NE 61000-3-2, NE 61000-3-3 conformément aux prescriptions des directives 98/37/
CE (jusqu'au 28 décembre 2009), 2006/42/CE (à
partir du 29 décembre 2009), 2004/108/CE.
Dr. Johannes Steimel 11.01.2010
Directeur recherche, développement, documentation technique
Remarque
Les démarches continues en recherche et développement peuvent entrainer des modifi cations
dans les caractéristiques techniques fi gurant ici,
et qui sont donc données sous toutes réserves.
11 Déclaration de conformité CE
Défonceuse N° de série
OF 1010 E 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Année du marquage CE : 2000
Nous certifi ons, sous notre propre responsabilité,
que ce produit satisfait aux normes ou documents
correspondants suivants:
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh pour les produits Festool, leurs accessoires et les consommables
REACh est le nom de la directive sur les produits
chimiques applicable à l‘ensemble de l‘Europe
depuis 2007. En notre qualité d‘« utilisateur en
aval », en l‘occurrence de fabricant de produits,
nous sommes tenus à un devoir d‘information
vis-à-vis de notre clientèle. Afi n de vous tenir
systématiquement informés des dernières nouveautés ainsi que des substances susceptibles de
fi gurer sur la liste des candidats et rentrant dans
la composition de nos produits, nous avons créé
le site Internet suivant :
www.festool.com/reach
23
Page 24
Fresadora
Datos técnicos OF 1010 EBQ OF 1010 EQ OF 1010 Q
Potencia 1010 W 1010 W 720 W
Velocidad (marcha en vacío) 10000 - 24000 r.p.m. 9500 - 23000 r.p.m. 26500 r.p.m.
Ajuste rápido de profundidad 55 mm 55 mm 55 mm
Ajuste de precisión de profundidad
A
lojamiento del eje de accionamiento
8 mm 8 mm 8 mm
M16x1,5 M16x1,5 M16x1,5
Diámetro de fresa máx. 35 mm máx. 35 mm máx. 35 mm
Peso (sin cable) 2,7 kg 2,7 kg 2,7 kg
Clase de protección / II / II / II
Las fi guras indicadas se encuentran al comienzo del manual de instrucciones.
1 Uso conforme a la destinación
Las fresadoras son adecuadas para fresar madera, plásticos y materiales similares a la madera.
Se pueden usar para fresar aluminio y paneles de
yeso recubiertos unilateralmente con cartón si se
emplean las fresas adecuadas según se indica en
la documentación de venta de Festool.
El usuario responde de los daños y acci-
dentes que puedan derivarse de un uso
no conforme a lo previsto.
2 Instrucciones de seguridad
2.1 Instrucciones generales de seguridad
¡ATENCIÓN! Lea íntegramente las instrucciones e indicaciones de seguridad. El in-
cumplimiento de dichas instrucciones e indicaciones puede dar lugar a descargas eléctricas,
incendios o lesiones graves.
Guarde todas las indicaciones de seguridad e
instrucciones para futuras referencias.
El término herramienta eléctrica empleado en
las siguientes advertencias de peligro se refi ere a
herramientas eléctricas de conexión a la red (con
cable de red) y a herramientas eléctricas accionadas por acumulador (o sea, sin cable de red).
2.2 Indicaciones de seguridad específi cas de
la máquina
- No se puede superar la velocidad máxima indi-
cada en la herramienta, o, lo que es lo mismo,
la velocidad tiene que mantenerse en el margen
tolerado.
- Insertar únicamente herramientas cuyos diá-
metros de vástago sean los admitidos por la
pinza portapieza.
- Asegúrese de que la fresa está bien sujeta y de
que funciona correctamente.
- La pinza y la tuerca de racor no deben presentar
daños de ningún tipo.
- No se deben usar las fresas agrietadas o defor-
madas.
Lleve puesto el equipo de protec-
ción personal apropiado: orejeras, gafas de protección y mascarilla en trabajos que levantan
polvo, y guantes de protección al
trabajar con materiales rugosos
y al cambiar de herramienta.
- Las herramientas eléctricas Festool sólo pueden integrarse en mesas de trabajo previstas
por Festool para tal efecto. El montaje en mesas
de trabajo diferentes o de confección propia
puede mermar la seguridad de la herramienta
eléctrica y provocar graves accidentes.
3 Información relacionada con el ruido y
vibraciones
Los valores obtenidos según la norma EN 60745
alcanzan normalmente:
Nivel de intensidad sonora/potencia sonora
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Factor de inseguridad de medición K = 3 dB
¡Usar protectores auditivos!
Valores totales de oscilaciones (suma de los
vectores de las tres direcciones) determinados
según EN 60745:
Valor de emisión de oscilaciones
(3 ejes) a
= 5,5 m/s
h
Empuñadura delantal ah = 8,0 m/s
2
2
Factor de inseguridad K = 2,0 m/s²
Los valores de emisión indicados (vibración, ruido) se midieron conforme a las condiciones de la
norma EN 60745 y sirven para la comparación de
máquinas. Son adecuados para una evaluación
provisional de los valores de vibración y ruido en
la aplicación.
Los valores de emisión indicados representan
las aplicaciones principales de la herramienta
eléctrica. No obstante, si se emplea la herramienta eléctrica para otras aplicaciones, con
24
Page 25
otras herramienta o con un mantenimiento insufi ciente, puede aumentar notablemente los
valores de vibración y ruido en todo el tiempo de
trabajo. También se tienen que tener en cuenta
los tiempos de marcha en vacío y de inactividad
de la máquina para obtener una evaluación exacta
durante un tiempo fi jado, pues el valor obtenido
en la medición incluyendo estos tiempos puede
resultar mucho más bajo.
4 Conexión eléctrica y puesta en funcio-
namiento
La tensión de la red debe coincidir con los
datos que fi guran en la placa indicadora
de potencia.
El interruptor (1.2) sirve de interruptor de conexión/desconexión (I = conectado/0 = desconectado). Para el servicio continuado puede
engatillarse con un botón de bloqueo lateral (1.1).
Si se vuelve a pulsar el interruptor se suelta el
bloqueo.
Ver la fi gura 1A para enchufar y desenchufar el
cable de conexión a la red.
5 Ajustes en la máquina
¡Antes de realizar cualquier trabajo en la máquina se debe retirar el enchufe de la caja de
contacto!
Diámetro de fresa [mm]
3 - 14 15 - 25 16 - 35
Escalón de la rueda de
Material
Madera dura 6 - 4 5 - 3 3 - 1 HW (HSS)
Madera blanda 6 - 5 6 - 3 4 - 1 HSS (HW)
Tableros de viruta prensada
plastifi cados
Plástico 6 - 4 5 - 3 2 - 1 HW
Aluminio 3 - 1 2 - 1 1 HSS (HW)
Cartón de yeso 2 - 1 1 1 HW
6 - 5 6 - 3 4 - 2 HW
ajuste
Material
de corte
recomendado
Revoluciones constantes
Las revoluciones preseleccionadas se mantendrán constantes con la marcha en vacío y durante
el proceso de trabajo.
Dispositivo protector contra sobre-temperaturas
Cuando el motor alcanza una temperatura crítica,
el sistema electrónico de seguridad desconecta la
máquina para prevenir un sobrecalentamiento.
Después de un tiempo de enfriamiento de aprox.
3-5 minutos, la máquina está preparada para
volver a funcionar. Si la máquina está en marcha
(marcha en vacío) el tiempo de enfriamiento se
reduce.
5.1 Sistema electrónico (OF 1010 EBQ/OF
1010 EQ)
No trabaje con la máquina si el sistema electrónico está defectuoso, ya que pueden producirse
velocidades excesivas. Un fallo en el sistema
electrónico se reconoce por la falta de arranque
suave o porque resulta imposible regular el número de revoluciones.
La OF 1010 EBQ, OF 1010 EQ posee un
sistema electrónico de onda plena con
las siguientes propiedades:
Arranque suave
El arranque suave proporciona una puesta en
marcha de la máquina sin sacudidas.
Regulación del número de revoluciones
Las revoluciones pueden regularse de modo continuo con la rueda de ajuste (1.16) entre 10000 y
24000 r.p.m.(OF 1010 EQ: 9500 y 23000 r.p.m.). De
esta forma, la velocidad de corte se puede adaptar
de forma óptima a cada material:
Freno (OF 1010 EBQ)
La fresadora OF 1010 EBQ tiene un freno electrónico que, al desconectarse la máquina, detiene el
husillo con la fresa en unos 2 segundos.
5.2 Cambiar la herramienta
Para el cambio de herramienta puede colocar la
máquina en la cabeza.
a) Insertar la herramienta
- Inserte la fresa hasta donde le sea posible, al
menos hasta la marca (
) en el vástago de la
fresa en la pinza abierta.
- Gire el husillo hasta que el bloqueo del husillo
(1.14) encaje al ser apretado y el husillo quede
bloqueado.
- Apriete la tuerca (1.13) con una llave de horquilla
de ancho 19.
b) Retirar la herramienta
- Gire el husillo hasta que el bloqueo del husillo
(1.14) encaje al ser apretado y el husillo quede
bloqueado.
- Afl oje la tuerca (1.13) con una llave de horquilla
de ancho 19 hasta que note una resistencia.
25
Page 26
Supere esta resistencia girando más la llave de
horquilla.
- Saque la fresa.
la rueda una marca, la profundidad varía 0,1
mm. Un giro completo supone 1 mm. El margen
máximo de ajuste de la rueda es 8 mm.
5.3 Cambiar el mandril
Existen pinzas de sujeción para los siguientes
diámetros de vástago: 6,0 mm, 6,35 mm, 8 mm
(consultar los números de pedido en el catálogo
Festool o en la página de internet „www.festool.
com“)
- Desatornille la tuerca (1.13) completamente y
sáquela, junto con el mandril, del husillo.
- Ponga un nuevo mandril con tuerca en el husillo y apriete la tuerca ligeramente. No apriete
bien la tuerca mientras no haya metido ninguna
fresa.
5.4 Ajustar la profundidad de fresado
La profundidad de fresado se ajusta en tres pasos:
a) Ponerla en cero
- Abra la palanca de sujeción (1.6) de modo que
el tope de profundidad (1.7) se pueda mover
libremente.
- Ponga la fresadora con la base de fresado (1.11)
sobre una superfi cie plana. Abra la ruedecilla
(1.15) y empuje la máquina hacia abajo hasta
que la fresa descanse sobre la superfi cie.
- Fije la máquina en esta posición cerrando el
botón giratorio (1.15).
- Apriete el tope de profundidad contra uno de los
tres topes fi jos del tope de revólver (1.9).
Con un destornillador puede ajustar individualmente cada tope fi jo:
Tope fi jo Altura min./Altura máx.
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Desplace el indicador (1.4) hacia abajo, de modo
que indique 0 mm en la escala (1.5).
b) Preajustar la profundidad de fresado
Se puede preajustar la profundidad de fresado con
el ajuste rápido o con el ajuste de precisión.
• Ajuste rápido de la profundidad de fresado:
tire del tope de profundidad (1.7) hacia arriba
hasta que el indicador señale la profundidad de
fresado deseada. Fije el tope de profundidad en
esta posición con la palanca de sujeción (1.6).
• Ajuste de precisión de la profundidad de fresa-
do: fi je el tope de profundidad con la palanca de
sujeción (1.6). Ajuste la profundidad de fresado
deseada girando la rueda de ajuste (1.3). Al girar
c) Terminar el ajuste de la profundidad de
fresado
- Abra la ruedecilla (1.15) y apriete la máquina
hacia abajo hasta que el tope de profundidad
toque al tope fi jo.
- Fije la máquina en esta posición cerrando el
botón giratorio (1.15).
5.5 Aspiración
Conecte siempre la máquina a la aspira-
ción. Las fresadoras vienen equipadas de
serie con un empalme para la aspiración
de virutas y de polvo (1.8).
Al mismo tiempo una caperuza de aspiración (2.2)
en el tope lateral impide que salgan disparadas
las virutas. Al fresar cantos se obtienen excelentes resultados de aspiración al emplearse la
caperuza de aspiración AH-OF.
Colector de virutas KSF-OF
Mediante el colector de virutas KSF-OF (9.1) (parcialmente en el suministro) se puede aumentar
la efectividad de la aspiración al fresar cantos.
El montaje se realiza de forma similar al anillo
copiador. La caperuza se puede recortar con
una sierra de arco a lo largo de las ranuras (9.2)
reduciendo de este modo el tamaño. El colector
de virutas se puede utilizar entonces en radios
interiores hasta un mínimo de 40 mm.
6 Trabajo con la máquina
Fije la pieza de trabajo siempre de forma
que no se pueda mover cuando se trabaje
con ella.
La máquina deberá sujetarse siempre con
ambas manos en las empuñaduras (1.15,
1.17) previstas para ello.
Trabaje siempre de modo que la dirección de
avance de la fresadora sea contraria al sentido
de giro de la fresa (fresar contra el sentido de
avance).
Tan solo fresar en sentido opuesto a la rotación
(dirección de avance de la máquina en dirección
de corte de la herramienta, fi gura 5).
6.1 Trabajar con aluminio
Al trabajar con aluminio deberá tener pre-
sente las siguientes medidas por motivos
de seguridad:
- Agregar un interruptor de corriente de defecto
(FI-, PRCD-).
26
Page 27

- Conectar la máquina a un aparato de aspiración
apropiado.
- Limpieza periódica en la máquina para eliminar
las aglomeraciones de polvo en el cárter del
motor.
Usar gafas de protección.
6.2 Fresado a pulso
Principalmente al fresar letras o fi guras o al fresar cantos empleando fresas con anillo copiador
o espiga de guía se guía la fresadora a pulso.
- Ponga el tope de guía, así como se muestra en
la fi gura 4, en la guía. Para garantizar una guía
sin holgura del tope de fresado, empleando un
destornillador puede ajustar dos zapatas de guía
a través de los dos orifi cios (4.2).
- Meta el apoyo (4.6) regulable en altura en el
agujero roscado (6.6) de la base de la fresadora,
de modo que la parte inferior de la base sea
paralela a la superfi cie de la pieza.
Para poder trabajar con un patrón, la marca en
la base de la fresadora (4.5) y la escala del apoyo
(4.6) le indican el eje medio de la fresa.
6.3 Fresado con tope lateral
Para los trabajos paralelos al canto de la pieza
se puede emplear el tope lateral (3.2) adjunto
(no incluido en la dotación del suministro del
„Módulo 5A“):
- Fije las dos barras guía (3.7) con los dos botones
giratorios (3.3) en el tope lateral.
- Introduzca las barras guía hasta la medida deseada en las ranuras (1.10) de la mesa de fresar
y fíjelas con el botón giratorio (3.1).
Se puede ajustar con mayor rapidez y precisión
esta distancia empleando el elemento de ajuste
de precisión (3.6) que se puede adquirir como
accesorio especial:
- Gire el tornillo de ajuste (3.4) metiéndolo en la
pieza de plástico del tope lateral,
- fi je las barras de guía con las ruedecillas (3.5)
al elemento de ajuste de precisión,
- abra las ruedecillas (3.3) del tope lateral,
- determine la distancia deseada con el tornillo
de ajuste y cierre de nuevo las ruedecillas.
6.4 Fresado con ampliación de mesa TV-
OF
Para ampliar la superfi cie de apoyo de la fresadora, mejorando consecuentemente la manera
de guiarla por ej. en trabajos cerca del borde,
se puede emplear la ampliación de mesa TV-OF
que se suministra como accesorio especial. La
ampliación de mesa se monta del mismo modo
que el tope lateral.
6.5 Fresado con sistema de guía FS
Este sistema de guía suministrable como accesorio especial facilita el fresado de ranuras
rectas.
- Fije el tope de guía (4.1) con garras metálicas
(3.7) en la base de fresado.
- Fije la guía (4.3) con sargentos (4.4) en la pieza
de trabajo. Asegúrese de que hay una distancia
de seguridad X de 5 mm entre el lado delantero
de la guía y la fresa o ranura.
6.6 Fresar con el compás de vara SZ-OF
1000
Con el compás de vara SZ-OF 1000, suministrable como accesorio especial, se pueden cortar
piezas redondas y secciones circulares con un
diámetro entre 153 y 760 mm.
- Meta el compás de vara en la ranura delantera
de la base de la fresadora hasta que se tenga
el radio deseado.
- Fije el compás de vara cerrando la ruedecilla
(1.12).
Consejo práctico
Si se quiere evitar que la punta del compás haga
un rasguño en la pieza, se puede pegar con cinta
adhesiva por las dos caras una pequeña tablita
de madera en el punto medio.
6.7 Fresar copiando
Para reproducir con exactitud las piezas existentes se emplea un anillo copiador o un sistema
copiador (como accesorios especiales en ambos
casos).
a) Anillo copiador
Fije por debajo el anillo copiador, en vez del anillo
de protección (2.1), a la base de la fresadora.
A la hora de elegir el tamaño del anillo copiador
(5.1), asegúrese de que la fresa puesta (5.2) pasa
por su abertura.
El sobrante Y (fi g. 5) de la pieza respecto al patrón
se calcula del siguiente modo:
Y = (Ø de anillo copiador - Ø de fresa)
2
Con la espiga de centraje ZD-OF (nº de pedido
486035) puede centrarse con exactitud el anillo
copiador.
b) Sistema copiador
Para el sistema copiador se precisa el brazo
angular WA-OF (6.5) y el set de copiar KT-OF,
consistente en una sujeción de rodillo (6.2) y tres
rodillos copiadores (6.1).
27
Page 28

- Atornille bien el brazo angular con la ruedecilla
(6.4) a la altura deseada en el agujero roscado
(6.6) de la base de la fresadora.
- Monte un rodillo copiador en la sujeción de
rodillo y sujételo bien al brazo angular girando
la ruedecilla (6.3). Asegúrese de que el rodillo
copiador y la fresa tienen el mismo diámetro.
- Girando la rueda de ajuste (6.7) se puede regular la distancia del rodillo copiador al eje de la
fresa.
6.8 Fresar al ras los perfi les de enco-lado
El brazo angular WA-OF (7.6), combinado con la
placa guía UP-OF (7.3) (ambos se pueden adquirir
como accesorios especiales), permite fresar al
ras los perfi les de encolado.
- Usando la ruedecilla (7.5) atornille bien el brazo
angular al agujero roscado (7.7) de la base de la
mesa.
- Atornille bien la placa guía al brazo angular
empleando la ruedecilla (7.4).
- Ajuste la profundidad de fresado de modo que
el grosor del perfi l de encolado sea +2mm.
- Abriendo la ruedecilla (8.3), acerque la placa de
guía (8.1) lo más que pueda a la fresa.
- Regule con la rueda de ajuste (8.2) la profundidad de la placa de guía de tal modo que al fresar
al ras sobresalgan pocas décimas de milímetro
del perfi l de encolado. Después las puede lijar
a mano.
El protector contra el vuelo de virutas SF-OF (7.2),
suministrable como accesorio, mejora la aspiración de polvo al fresar perfi les de encolado. Se
fi ja por medio de la ruedecilla (7.1) en un lado de
la base de la fresadora y cubre la fresa por arriba
al trabajar (fi g. 8).
7 Accesorios
Para su seguridad utilice únicamente ac-
cesorios y piezas de recambio originales
de Festool.
Festool ofrece una amplia gama de ac-
cesorios que equipan su máquina de
manera versátil y efectiva, p. ej.: compás
para fresar, rieles de guía con pista de
perforaciones, pieza auxiliar para fresar,
mesa de fresar para la aplicación esta-
cionaria.
Los números de pedido para los respectivos
accesorios y herramientas se encuentran en su
catálogo Festool o en la dirección de Internet
„www.festool.com“.
8 Mantenimiento y conservación
¡Antes de realizar cualquier trabajo en la
máquina se debe retirar el enchufe de la
caja de contacto!
Los trabajos de mantenimiento y repa-
ración que requieran abrir la carcasa del
motor, deben llevarse a cabo únicamente
en un taller autorizado.
Mantener siempre limpias las ventanas de refrigeración.
La máquina está provista de carbones activos especiales para la desconexión automática. cuando
estos carbones activos se han desgastado, se interrumpe automáticamente la toma de corriente
y la máquina se para.
9 Eliminación de residuos
Nunca deseche las herramientas eléctricas junto
con los residuos domésticos. Recicle los aparatos,
accesorios y embalajes de forma respetuosa con
el medio ambiente. Tenga en cuenta la normativa
vigente del país.
Sólo UE: De acuerdo con la Directiva europea
2002/96/CE, las herramientas eléctricas usadas
se someterán a una recogida selectiva y a una
reutilización compatible con el medio ambiente.
10 Prestación de garantía
Ofrecemos para nuestros aparatos una garantía por
defectos de material o fabricación en virtud de las
disposiciones legales específi cas de cada país, pero
como mínimo de 12 meses. Para los países de la UE,
el periodo de prestación de garantía es de 24 meses
(se determinará por la factura o el albarán). Quedan
excluidos de la prestación de garantía los daños
originados por el desgaste natural, la sobrecarga,
o el uso inadecuado, o los daños ocasionados por
el usuario o cualquier empleo contrario al manual
de instrucciones o que ya eran conocidos en el
momento de la compra. También quedan excluidos
los daños provocados a raíz de la utilización de accesorios y materiales de consumo no originales (p.
ej. platos lijadores).
Sólo se reconocerán reclamaciones cuando se remita el aparato sin desmontar al proveedor o a un
taller de servicio al cliente autorizado de Festool.
Conserve el manual de instrucciones, las indicaciones de seguridad, la lista de piezas de recambio
y el comprobante de compra en un lugar seguro.
Por lo demás rigen las condiciones de prestación
de garantía actuales del fabricante.
28
Page 29

Nota
Debido a los constantes trabajos de investigación
y desarrollo nos reservamos el derecho de realizar modifi caciones respecto a los datos técnicos
indicados en el presente documento.
11 Declaración de conformidad CE
Fresadora Nº de serie
OF 1010 E 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Año de certifi cación CE: 2000
Declaramos bajo nuestra responsabilidad que
este producto cumple las siguientes normas o
documentos normativos.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 conforme
a las especifi caciones de las Directivas 98/37/CE
(desde el 28 de diciembre de 2009), 2006/42/CE
(a partir del 29 de diciembre de 2009), 2004/108/
CE.
Normativa REACh para productos Festool, incluyendo accesorios y material de consumo
La normativa REACh, vigente desde 2007 en toda
Europa, regula el uso de productos químicos.
Nosotros, como „usuarios intermedios“, es decir,
como fabricantes de productos, somos conscientes de nuestra obligación de mantener informados
a nuestros clientes. A fi n de mantenerle siempre
al día de nuestras novedades y de informarle sobre las posibles sustancias utilizadas en nuestros
productos, hemos creado para usted la siguiente
página web:
www.festool.com/reach
Dr. Johannes Steimel 11.01.2010
Director de investigación, desarrollo y documentación técnica
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
29
Page 30

Fresatrici verticali
Dati tecnici OF 1010 EBQ OF 1010 EQ OF 1010 Q
Prestazione 1010 W 1010 W 720 W
Numero di giri (a vuoto) 10000 - 24000 min
-1
9500 - 23000 min-1 26500 min
-1
Regolazione rapida profondità 55 mm 55 mm 55 mm
Regolazione precisa profondità 8 mm 8 mm 8 mm
Filetto di attacco albero motore M16x1,5 M16x1,5 M16x1,5
Diametro fresa max. 35 mm max. 35 mm max. 35 mm
Peso (senza cavo) 2,7 kg 2,7 kg 2,7 kg
Grado di protezione / II / II / II
Le fi gure indicate nel testo si trovano all’inizio delle istruzioni per l’uso.
Simboli
Avvertenza di pericolo generico
Utilizzare le cuffi e di protezione!
Indossare gli occhiali protettivi.
Leggere le istruzioni/avvertenze!
1 Utilizzo conforme
Quando si impiegano gli utensili di fresatura
previsti appositamente nella documentazione di
vendita Festool, si può lavorare anche lavorare
l’alluminio e il cartongesso. Le fresatrici verticali
sono state previste per fresare legno, materiale
in plastica e materiali in simillegno.
L’utilizzatore è responsabile di eventuali
danni o infortuni causati da un utilizzo
improprio.
2 Informazioni per la sicurezza
2.1 Istruzioni generali di sicurezza
ATTENZIONE! È assolutamente necessario
leggere attentamente tutte le avvertenze
di sicurezza e le istruzioni. Eventuali errori
nell’adempimento delle avvertenze e delle istruzioni qui di seguito riportate potranno causare
scosse elettriche, incendi e/o lesioni gravi.
Conservare tutte le avvertenze di sicurezza e i
manuali per riferimenti futuri.
Il termine «elettroutensile» utilizzato nelle avvertenze di pericolo si riferisce ad utensili elettrici
alimentati dalla rete (con linea di allacciamento)
ed ad utensili elettrici alimentati a batteria (senza
linea di allacciamento).
2.2 Indicazioni di sicurezza specifi che per la
macchina
- Si deve lavorare entro i limiti di velocità di rota-
zione indicati e non si deve superare la velocità
massima indicata sull’utensile.
- Fissare soltanto attrezzi con diametro del codolo
adatto per la pinza di serraggio.
- Verifi care l’esatto fi ssaggio e il perfetto scorri-
mento della fresa.
- La pinza di bloccaggio ed il dado per raccordi
non devono presentare danneggiamenti di alcuni
tipo.
- Non è consentito usare frese criccate o defor-
mate.
Indossate l’equipaggiamento pro-
tettivo personale adeguato: protezioni acustiche, occhiali protettivi, mascherina anti-polvere in
caso di lavorazioni che generano
polvere, guanti protettivi per la
lavorazione di materiali grezzi
e durante la sostituzione degli
utensili.
- Gli elettroutensili Festool devono essere instal-
lati esclusivamente in tavoli da lavoro predisposti allo scopo da Festool. L’installazione in
altri tavoli da lavoro o in un tavolo da lavoro di
produzione propria può rendere l’elettroutensile
insicuro e causare gravi incidenti.
3 Informazioni sulla rumorosità e sulle
vibrazioni
I valori rilevati in base alla norma EN 60745 riportano caratteristicamente:
Livello di pressione acustica/potenza sonora
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Supplemento per incertezza di misura K = 3 dB
Utilizzare le cuffi e di protezione!
Valori complessivi sulle vibrazioni (somma vet-
30
Page 31

toriale di tre direzioni) rilevati secondo la norma
EN 60745:
Valore di emissione delle vibrazioni
(3 assi) a
= 5,5 m/s
h
2
Impugnatura ah = 8,0 m/s2
Incertezza K = 2,0 m/s²
I valori di emissione indicati (vibrazioni, rumori)
sono stati misurati secondo le condizioni di prova
contenute in EN 60745 e servono per il confronto
fra le macchine. Sono utilizzabili anche per una
valutazione provvisoria del carico vibratorio e
di rumore durante il funzionamento. I valori di
emissione indicati sono rappresentativi delle
principali applicazioni dell’utensile elettrico. Se
però l’utensile elettrico viene utilizzato per altre
applicazioni, con altre attrezzature aggiunte o se
non viene sottoposto a regolare manutenzione, i
carichi vibratori e di rumore possono aumentare
decisamente durante tutto il periodo di lavoro.
Per un’esatta valutazione durante un periodo di
lavoro prestabilito, si deve anche tener conto dei
tempi di funzionamento a vuoto e di arresto della
macchina in esso compresi. Questo può ridurre
notevolmente il carico durante l’intero periodo di
lavoro.
4 Allacciamento elettrico e messa in fun-
zione
La tensione di rete deve corrispondere a
quella indicata sulla targhetta riportante
i dati della macchina.
L’interruttore (1.2) funziona come interruttore On/
Off (I = On/0 = Off). In caso di utilizzo prolungato può
essere bloccato in posizione mediante il pulsante
di bloccaggio laterale (1.1). Il blocco verrà nuovamente disinserito mediante un’ulteriore pressione dell’inter-ruttore. Per collegare e scollegare
il cavo di alimentazione elettrica vedi la fi g.1A.
5 Impostazioni della macchina
Prima di eseguire qualsiasi lavoro sulla macchina
staccare sempre la spina dalla presa di corrente!
5.1 Elettronica
(OF 1010 EBQ/OF 1010 EQ)
Non eseguite lavori con la macchina qualora
l’elettronica risulti difettosa, in quanto ciò potrebbe provocare un aumento eccessivo del
numero di giri. Si può riconoscere un’elettronica
difettosa poiché non viene eseguito l’avvio morbido dell’utensile oppure perché non è possibile
regolare il numero di giri.
La OF 1010 EBQ, OF 1010 EQ è dotata
di un’elettronica ad albero pieno con le
seguenti caratteristiche:
Avvio morbido
L’avvio morbido garantisce un avviamento della
macchina „senza strappi“.
Regolazione del numero di giri
Con la rotella di regolazione (1.16) è possibile impostare il numero di giri con variazione continua
tra 10000 e 24000 min
-1
). In tal modo sarà possibile adeguare in
min
-1
(OF 1010 EQ: 9500 - 23000
maniera ottimale la velocità di taglio ai materiali
di volta in volta utilizzati:
Diametro fresa [mm]
3 - 14 15 - 25 16 - 35
Material
Legno duro 6 - 4 5 - 3 3 - 1 HW (HSS)
Legno tenero 6 - 5 6 - 3 4 - 1 HSS (HW)
Truciolare
rivestito
Plastica 6 - 4 5 - 3 2 - 1 HW
Aluminio 3 - 1 2 - 1 1 HSS (HW)
Cartone pressato
Posizione della rotella
6 - 5 6 - 3 4 - 2 HW
2 - 1 1 1 HW
Materiale
di taglio
consigliato
Numero di giri costante
Il numero di giri preselezionato viene mantenuto
costante quando la macchina è al minimo e durante la lavorazione.
Protezione termica
Quale protezione contro il surriscaldamento,
l’elettronica di sicurezza disinserisce la macchina
qualora venga raggiunta una temperatura del motore critica. Dopo un periodo di raffreddamento di
ca. 3-5 minuti la macchina è nuovamente pronta
per funzionare. Quando la macchina è in funzione
(funzionamento a vuoto) il tempo di raffreddamento diminuisce.
Freni (OF 1010 EBQ)
La OF 1010 EBQ presenta un freno elettronico
che ferma il mandrino con l’utensile entro circa 2
secondi dallo spegnimento della macchina.
5.2 Cambio dell’utensile
Per sostituire l’utensile, appoggiare la macchina
sulla testa.
a) Inserire l’utensile
- Inserire la fresa il più possibile, almeno fi no alla
demarcazione (
) sul codolo della fresa, nella
pinza di serraggio aperta.
- Girare il mandrino fi no a che l’arresto (1.14)
31
Page 32

premuto non scatta in posizione bloccando il
mandrino stesso.
- Serrare il dado (1.13) con una chiave fi ssa da 19
mm.
b) Estrarre l’utensile
- Girare il mandrino fi no a che l’arresto (1.14)
premuto non scatta in posizione bloccando il
mandrino stesso.
- Allentare il dado (1.13) con una chiave fi ssa da
19 mm fi no a quando non si sente una certa resistenza. Superare tale resistenza continuando
a girare con la chiave.
- Rimuovere la fresa.
5.3 Cambio della pinza di bloccaggio
Sono disponibili pinze di serraggio per i seguenti
diametri del codolo: 6,0 mm, 6,35 mm, 8 mm (N.
di ordine, vedere catalogo Festool oppure Internet
„www.festool.com“) .
- Svitare completamente il dado (1.13) ed estrarlo
insieme alla pinza dal mandrino.
- Inserire una nuova pinza con dado nel mandrino
e serrare leggermente il dado. Non serrare a
fondo il dado se non è inserita la fresa!
5.4 Regolazione della profondità di fresatu-
ra
La profondità di fresatura si regola in tre fasi:
a) Regolazione del punto zero
- Aprire la leva di bloccaggio (1.6) in modo che
la battuta in profondità (1.7) si possa muovere
liberamente.
- Appoggiare la fresa con il piano di fresatura
(1.11) su una superfi cie piana. Svitare la manopola (1.15) e premere la macchina verso il
basso fi no a che la fresa non si trovi appoggiata
sul piano di appoggio.
- Stringere la macchina chiudendo la manopola
(1.15) in questa posizione.
- Premere la battuta in profondità contro uno dei
tre riscontri fi ssi del riscontro a revolver (1.9).
Con un giravite si può regolare singolarmente in
altezza ciascun riscontro fi sso:
Riscontro fi sso altezza min./altezza max.
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Spingere la lancetta (1.4) verso il basso fi no a
portarla su 0 mm della scala (1.5).
b) Preimpostazione della profondità di
fresatura
La profondità di fresatura desiderata si può preimpostare sia con la regolazione rapida che con la
regolazione precisa della profondità.
• Regolazione rapida della profondità: Tirare
verso l’alto la battuta in profondità (1.7) fi no a
che la lancetta non indica la profondità di fresatura desiderata. Fissare la battuta in questa
posizione con la leva di bloccaggio (1.6).
• Regolazione precisa della profondità: Fissare
la battuta con la leva di bloccaggio (1.6). Impostare la profondità di fresatura desiderata
girando la rotella di regolazione (1.3). Quando
si gira la rotella di regolazione di una tacca, si
cambia la profondità di fresatura di 0,1 mm. Un
giro completo corrisponde a 1 mm. Il campo
max. di regolazione della rotella di regolazione
è 8 mm.
c) Esecuzione della profondità di fresatu-
ra
- Allentare la manopola (1.15) e premere la
macchina verso il basso fi no a che la battuta in
profondità non va a toccare il riscontro fi sso.
- Stringere la macchina chiudendo la manopola
(1.15) in questa posizione.
5.5 Aspirazione
Allacciate sempre la macchina ad un
dispositivo di aspirazione.
Le fresatrici verticali sono equipaggiate di serie di
un raccordo per l’aspirazione dei trucioli e della
polvere (1.8). E’ previsto altresì un paratrucioli
(2.2) sulla battuta laterale, che impedisce lo spargimento dei trucioli.
Nella fresatura di bordi si ottengono i migliori
risultati con la cappa di aspirazione AH-OF, disponibile come accessorio.
Dispositivo di raccolta trucioli KSF-OF
Con il dispositivo di raccolta trucioli KSF-OF
(9.1) (in dotazione con alcuni utensili), aumenta
l’effi cacia di aspirazione delle frese per bordi. Il
montaggio si esegue in modo analogo a quello
dell’anello a copiare.
La cuffi a può essere tagliata lungo le scanalature con una sega ad archetto (9.2), per ridurne le
dimensioni. Il dispositivo di raccolta trucioli può
essere utilizzato con raggi interni con dimensione
massima 40 mm.
32
Page 33

6 Lavori con la macchina
Fissate sempre il pezzo in lavorazione in
modo che non possa spostarsi durante la
lavorazione.
Tenete sempre la macchina con entrambe
le mani mediante le impugnature (1.15,
1.17).
Lavorare sempre in modo che la direzione di avanzamento della fresatrice sia opposta al senso di
rotazione dell’utensile (fresatura discorde). Solo
nella fresatura contrapposto (direzione di avanzamento della macchina in direzione del taglio
dell’utensile, fi g. 5).
6.1 Lavorazione dell’alluminio
Nella lavorazione dell’alluminio è ne-
cessario osservare le seguenti misure di
sicurezza:
- Attivare preventivamente un interruttore di si-
curezza per correnti di guasto (FI, PRCD).
- Collegare la macchina ad un aspiratore adegua-
to.
- Pulire regolarmente la macchina dai depositi di
polvere nella cassa del motore.
Indossare gli occhiali protettivi.
6.2 Fresatura a mano libera
La fresatura viene condotta a mano libera soprattutto dovendo fresare scritte o disegni o dovendo
lavorare su spigoli con anelli o perni di guida.
6.3 Fresatura con battuta laterale
In caso di lavori che scorrono paralleli allo spigolo
del pezzo, si può impiegare la battuta laterale
(3.2) fornita in dotazione (nel „modulo 5A“ non
compreso nella dotazione fornita):
- Fissare le due aste di guida (3.7) con le due
manopole (3.3) sulla battuta laterale.
- Guidare le aste di guida fi no alla misura desi-
derata nelle scanalature (1.10) del tavolo per
fresare e fi ssarle con le manopole (3.1).
Questa distanza si può regolare più rapidamente
e precisamente con l’accessorio di regolazione
precisa (3.6):
- Avvitare la vite di regolazione (3.4) nella parte
in plastica della battuta laterale,
- bloccare le aste di guida con le manopole (3.5)
sull’accessorio di regolazione precisa,
- allentare le manopole (3.3) sulla battuta latera-
le,
- regolare la distanza desiderata con la vite di
regolazione e riavvitare le manopole.
6.4 Fresatura con l’ampliamento del piano
di lavoro TV-OF
Per aumentare la superfi cie di appoggio della fresatrice migliorandone la guida, per es. nei lavori
di fresatura vicino ai bordi, si può impiegare l’ampliamento del piano di lavoro TV-OF, disponibile
come accessorio.
L’ampliamento del piano di lavoro viene montato
allo stesso modo della battuta laterale.
6.5 Fresatura con il sistema di guida FS
Il sistema di guida, disponibile come accessorio,
facilita la fresatura delle scanalature diritte.
- Fissare la battuta di guida (4.1) sul piano di
fresatura con le aste di guida (3.7) della battuta
laterale.
- Fissare il binario di guida (4.3) sul pezzo con
i morsetti (4.4). Accertarsi che rimanga una
distanza di sicurezza X (fi gura 4) di 5 mm fra lo
spigolo anteriore del binario di guida e l’utensile
ovvero la scanalatura.
- Appoggiare la battuta di guida sul binario di
guida, come indicato in fi gura 4. Per garantire
una guida della battuta di fresatura senza alcun
gioco, si possono regolare due ganasce di guida
inserendo un giravite attraverso le due aperture
laterali (4.2).
- Avvitare il supporto regolabile in altezza (4.6)
nel foro fi lettato (6.6) del piano di fresatura in
modo che il lato inferiore del piano di fresatura
sia parallelo alla superfi cie del pezzo.
Per poter lavorare secondo tracciatura, viene
indicato la linea degli assi dell’utensile mediante
la marcatura del piano di fresatura (4.5) e la scala
del supporto (4.6).
6.6 Fresatura con la guida a compasso SZ-OF
1000
Con la guida a compasso SZ-OF 1000, disponibile
come accessorio, si possono produrre particolari
cilindrici e settori circolari con un diametro compreso fra 153 e 760 mm.
- Inserire la guida a compasso nella scanalatura
anteriore del piano di fresatura fi no a impostare
il raggio desiderato.
- Bloccare la guida a compasso con la manopola
(1.12).
Accorgimento
Per evitare la tacca lasciata dalla punta del compasso sul pezzo, si può fi ssare al centro un pezzetto di legno sottile con uno spezzone di nastro
biadesivo.
33
Page 34

6.7 Fresatura a copiare
Per riprodurre a precisione particolari esistenti,
si impiega un anello a copiare o il dispositivo di
copiatura (disponibili come accessori).
a) Anello a copiare
Fissare dal basso sul piano di fresatura l’anello a
copiare, al posto dell’anello di copertura (2.1).
Nella scelta delle dimensioni dell’anello a copiare
(5.1) accertarsi che l’utensile (5.2) impiegato passi
attraverso il suo foro.
La sporgenza Y (fi gura 5) del pezzo rispetto alla
sagoma si calcola così:
Y = (Ø anello a copiare - Ø fresa)
2
Col mandrino di centraggio (Nr. cod. 486035) è
possibile centrare perfettamente l’anello di copiatura.
b) Dispositivo di copiatura
Per il dispositivo di copiatura occorrono il supporto angolare WA-OF (6.5) e il set di tastatori
KT-OF, composto da un portarulli (6.2) e tre rulli
a copiare (6.1).
- Avvitare il supporto angolare con la manopola
(6.4) all’altezza desiderata nel foro fi lettato (6.6)
del piano di fresatura.
- Montare un rullo a copiare sul portarulli e avvitarlo con la manopola (6.3) sul supporto angolare. Accertarsi che il rullo a copiare e l’utensile
abbiano lo stesso diametro.
- Girando la rotella di regolazione (6.7) si può
impostare la distanza fra il rullo del tastatore e
l’asse dell’utensile.
6.8 Fresatura a fi lo di listelli incollati
Con il supporto angolare WA-OF (7.6), in combinazione con la piastra di guida UP-OF (7.3), entrambi
disponibili come accessori, si possono fresare a
fi lo i listelli incollati.
- Avvitare il supporto angolare con la manopola
(7.5) nel foro fi lettato (7.7) del piano di fresatura.
- Avvitare la piastra di guida sul supporto angolare
con la manopola (7.4).
- Impostare la profondità di fresatura in modo che
lo spessore del listello sia + 2 mm.
- Accostare la piastra di guida (8.1) il più vicino
possibile all’utensile allentando la manopola
(8.3).
- Eseguire la regolazione della profondità della
piastra di guida con la rotella di regolazione
(8.2), in modo che durante la fresatura a fi lo
vengano lasciati sul listello solo alcuni decimi
di millimetro, che si potranno in seguito levigare
a mano.
Il paratrucioli SF-OF (7.2), disponibile come accessorio, migliora l’aspirazione della polvere nella
la fresatura di listelli incollati. Lo si fi ssa con la
manopola (7.1) lateralmente sul piano di fresatura
e copre l’utensile dall’alto durante la lavorazione
(fi gura 8).
7 Accessori
Per garantire la sicurezza personale uti-
lizzare esclusivamente accessori e parti
di ricambio Festool.
Festool offre una vasta gamma di accessori che
possono aiutare ad impiegare la macchina in
modo versatile ed effi ciente, ad es.: compasso
di fresatura, barre di guida con serie di fori, supporto di fresatura e tavolo per fresare per l’uso
stazionario.
I numeri d’ordine degli accessori e degli utensili
sono riportati nel catalogo Festool o su Internet,
al sito „www.festool.com“.
8 Manutenzione e cura
Prima di eseguire qualsiasi lavoro sulla
macchina staccare sempre la spina dalla
presa di corrente!
Tutti i lavori di manutenzione e ripara-
zione per i quali sia necessario aprire la
scatola del motore devono essere eseguiti
esclusivamente da un Centro Assistenza
Clienti autorizzato.
Mantenere sempre pulita l’apparecchiatura e le
fessure di ventilazione.
L’apparecchio è munito di spazzole auto-estinguenti. Quando questi risultano consumati, viene
interrotta automaticamente la corrente e l’apparecchio si arresta.
9 Smaltimento
Non gettare gli elettroutensili nei rifi uti domestici!
Provvedere ad uno smaltimento ecologico degli
elettroutensili, degli accessori e degli imballaggi!
Osservare le indicazioni nazionali in vigore.
Solo UE: la Direttiva europea 2002/96/CE prevede che gli elettroutensili usati vengano raccolti
separatamente e smaltiti in conformità con le
disposizioni ambientali.
10 Garanzia
Per i nostri apparecchi offriamo, in caso di difetti
di materiale o di fabbricazione, in conformità alle
disposizioni legislative vigenti nei diversi stati,
una garanzia della durata minima di 12 mesi.
Negli stati dell’UE, la durata della garanzia è di
24 mesi (fa fede la fattura o la bolla di consegna).
34
Page 35

Sono esclusi dalla garanzia i danni riconducibili
a naturale logoramento/usura, a sovraccarico, a
trattamento non idoneo e/o provocati dall’utilizzatore oppure dovuti a un impiego diverso da quello
indicato nellle istruzioni d’uso oppure già noti al
momento dell’acquisto. Si escludono anche i danni derivanti dall’impiego di accessori e materiali
di consumo (ad es. platorelli) non originali.
Eventuali reclami possono essere accettati soltanto se l’apparecchio è rispedito non smontato ai
fornitori o a un centro di assistenza clienti Festool
autorizzato. Le istruzioni d’uso, le indicazioni sulla
sicurezza, la lista dei pezzi di ricambio e la ricevuta d’acquisto devono essere conservate in buono
stato. Per il resto valgono le attuali condizioni di
garanzia del costruttore.
Nota
Dati i costanti lavori di ricerca e sviluppo i dati
tecnici qui forniti potrebbero subire variazioni.
REACh per prodotti Festool, gli accessori e il
materiale di consumo
REACh è l‘ordinanza sulle sostanze chimiche
valida in tutta Europa dal 2007. Noi, in quanto
„utenti fi nali“, ovvero in quanto fabbricanti di
prodotti, siamo consapevoli del nostro dovere di
informazione nei confronti dei nostri clienti. Per
potervi tenere sempre aggiornati e per informarvi
delle possibili sostanze appartenenti alla lista di
candidati e contenute nei nostri prodotti, abbiamo
organizzato il seguente sito web per voi:
www.festool.com/reach
11 Dichiarazione di conformità CE
Fresatrici verticali N° di serie
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Anno del contrassegno CE: 2000
Dichiariamo sotto la nostra responsabilità che il
presente prodotto è conforme alle seguenti norme
o documenti normativi:
EN 60745-1 EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 secondo
le disposizioni delle Direttive 98/37/CE (fi no al 28
dic. 2009), 2006/42/CE (dal 29 dic. 2009), 2004/108/
CE.
Dr. Johannes Steimel 11.01.2010
Direttore Ricerca, Sviluppo, Documentazione
tecnica
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
35
Page 36

Bovenfrezen
Technische gegevens OF 1010 EBQ OF 1010 EQ OF 1010 Q
Vermogen 1010 W 1010 W 720 W
Toerental (onbelast toerental) 10000 - 24000 min
-1
9500 - 23000 min-1 26500 min
-1
Snelinstelling freesdiepte 55 mm 55 mm 55 mm
Fijninstelling freesdiepte 8 mm 8 mm 8 mm
Draad op de spindel M16x1,5 M16x1,5 M16x1,5
Freesdiameter max. 35 mm max. 35 mm max. 35 mm
Gewicht (zonder kabel) 2,7 kg 2,7 kg 2,7 kg
Beschermingsklasse / II / II / II
De vermelde afbeeldingen staan aan het begin van de handleiding.
Symbolen
Waarschuwing voor algemeen gevaar
Draag oorbeschermers!
Veiligheidsbril dragen.
Handleiding/aanwijzingen lezen!
1 Reglementair gebruik
Bij toepassing van de hiervoor ontworpen en in
de Festool-verkoop-documentatie voorkomende
freesgereedschappen kunnen ook aluminium
en gipskarton worden bewerkt. De bovenfrezen
zijn volgens de voorschriften ontworpen voor het
frezen van hout, kunststoffen en op hout lijkende
materialen.
Voor schade en letsel bij gebruik dat niet
volgens de voorschriften plaats-vindt, is
de gebruiker aansprakelijk.
2 Veiligheidsinstructies
2.1 Algemene veiligheidsvoorschriften
LET OP! Lees alle veiligheidsvoorschriften
en instructies. Wanneer de waarschuwingen
en instructies niet in acht worden genomen, kan dit
een elektrische schok, brand of ernstig letsel tot
gevolg hebben.
Bewaar alle veiligheidsinstructies en handleidingen om ze later te kunnen raadplegen.
Het in de waarschuwingen gebruikte begrip
„elektrisch gereedschap” heeft betrekking op
elektrische gereedschappen voor gebruik op het
stroomnet (met netsnoer) en op elektrische gereedschappen voor gebruik met een accu (zonder
netsnoer).
2.2 Machinespecifi eke veiligheidsinstructies
- Het op het gereedschap aangegeven, maximale
toerental mag niet worden over-schreden, oftewel het toerenbereik moet worden aangehouden.
- Span alleen gereedschap in met een schacht-
diameter waarvoor de spantang geschikt is.
- Controleer of het freesmes goed vastzit en of dit
foutloos loopt.
- Er mogen geen beschadigingen te zien zijn op
de spantang en de wartelmoer.
- Gebarsten frezen of frezen die van vorm veran-
derd zijn, mogen niet worden gebruikt.
Draag een passende persoonlijke
veiligheids-uitrusting: gehoorbescherming, veiligheidsbril,
stofmasker bij werkzaamheden
waarbij stof vrijkomt en veiligheidshand-schoenen bij het bewerken van ruwe materialen en
het wisselen van gereedschap.
- Festool-elektrogereedschap mag alleen wor-
den ingebouwd in werktafels die hiervoor door
Festool bestemd zijn. Door inbouw in andere of
zelfgemaakte werktafels kan het elektrogereedschap onveilig worden, met mogelijk ernstige
ongevallen als gevolg.
3 Informatie over geluidsoverlast en tril-
ling
De volgens EN 60745 bepaalde waarden bedragen
gewoonlijk:
Geluidsdrukniveau/geluidsvermogens-niveau
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Meetonzekerheidstoeslag K = 3 dB
Draag oorbeschermers!
Totale trillingswaarden (vectorsom van drie rich-
tingen) bepaald volgens EN 60745:
36
Page 37

Trillingsemissiewaarde
(3-assig) a
= 5,5 m/s
h
Handgreep ah = 8,0 m/s
2
2
Onzekerheid K = 2,0 m/s²
De aangegeven emissiewaarden (trilling, geluid)
zijn gemeten volgens de testvoorwaarden in EN
60745 en dienen voor de machinevergelijking. Aan
de hand van deze waarden kan ook een voorlopige
inschatting van de trillings- en geluidsbelasting
tijdens het gebruik worden gemaakt.
De aangegeven emissiewaarden gelden voor de
belangrijkste toepassingen van het elektrische
gereedschap. Wordt het elektrisch gereedschap
echter voor andere toepassingen of met ander
inzetgereedschap gebruikt, of is het onvoldoende
onderhouden, dan kan hierdoor de trillings- en
geluidsbelasting gedurende de hele werktijd
aanzienlijk worden verhoogd. Met het oog op een
vastgelegde werkperiode dienen voor een juiste
beoordeling ook de hierin optredende vrijloop- en
stilstandtijden van de machine in acht te worden
genomen. De belasting over de totale werkperiode kan op deze manier aanzienlijk worden
verminderd.
4 Elektrische aansluiting en inbedrijf-
stelling
De netspanning dient overeen te komen
met de indicatie op de kenplaat
De schakelaar (1.2) dient als aan-/uit-schakelaar
(I = aan/0 = uit). Voor continubedrijf kan hij met
de vergrendelknop aan de zijkant (1.1) worden
vastgezet. Door nogmaals op de schakelaar te
drukken, kan de vergrendeling weer ongedaan
worden gemaakt. Zie fi guur 1A voor het aansluiten
en ontkoppelen van het netsnoer.
Toerentalregeling
Het toerental kan met de stelknop (1.16) traploos
-1
tussen 10000 en 24000 min
-1
en 23000 min
) worden ingesteld. Hiermee kunt
(OF 1010 EQ: 9500
u de freessnelheid van het betreffende materiaal
optimaal aanpassen:
freesdiameter [mm]
3 - 14 15 - 25 16 - 35
materiaal
hardout 6 - 4 5 - 3 3 - 1 HW (HSS)
zachthout 6 - 5 6 - 3 4 - 1 HSS (HW)
gelamineerde
spaanderplaat
kunstof 6 - 4 5 - 3 2 - 1 HW
aluminium 3 - 1 2 - 1 1 HSS (HW)
gipskarton 2 - 1 1 1 HW
niveau stelwieltje
6 - 5 6 - 3 4 - 2 HW
aanbevolen uitvoering
frees
Constant toerental
Het vooraf ingestelde toerental wordt bij onbelast
toerental en bij bewerking constant gehouden.
Temperatuurbeveiliging
Als bescherming tegen oververhitting wordt de
machine bij het bereiken van een kritische motortemperatuur door de veiligheidselektronica
uitgeschakeld. Na een afkoeltijd van ca. 3-5 minuten is de machine weer bedrijfsklaar. Bij een
draaiende machine (onbelast toerental) neemt
de afkoeltijd af.
Rem (OF 1010 EBQ)
De OF 1010 EBQ heeft een elektronische rem die,
na het uitschakelen van de machine, de spindel
met het gereedschap in ca. 2 seconden volledig
tot stilstand brengt.
5 Instellingen aan de machine
Als aan de machine wordt gewerkt, dient altijd de
stekker uit het stopcontact te worden gehaald!
5.1 Elektronica
(OF 1010 EBQ/OF 1010 EQ)
Werk niet met de machine, wanneer de elektronica defect is, omdat dit kan leiden tot te hoge
toerentallen. Er is sprake van een defecte elektronica, wanneer er geen zachte aanloop is of
regeling van het toerental niet mogelijk blijkt.
De OF 1010 EBQ, OF 1010 EQ beschikt
over een volledige golfelektronica met de
volgende kenmerken:
Zachte aanloop
De zachte aanloop zorgt voor een stootvrije aanloop van de machine.
5.2 Gereedschap wisselen
Voor het wisselen van gereedschap kunt u de
machine op zijn kop zetten.
a) Gereedschap inbrengen
- Plaats het freesgereedschap zo ver mogelijk,
maar tenminste tot de markering (
) op de
freesschacht in de geopende spantang.
- Verdraai de spindel zover dat de spindelstop
(1.14) door erop te drukken inklikt en de spindel
vastzet.
- Trek moer (1.13) met een steeksleutel SW 19
vast.
b) Gereedschap uitnemen
- Verdraai de spindel zover dat de spindelstop
(1.14) door erop te drukken inklikt en de spindel
vastzet.
37
Page 38

- Draai de moer (1.13) met een steeksleutel SW
19 zover los, tot u weerstand voelt. Overwin
deze weerstand door de steeksleutel verder te
draaien.
- Verwijder de frees.
5.3 Het wisselen van een spantang
Er zijn spantangen voor de volgende schachtdiameters verkrijgbaar: 6,0 mm, 6,35 mm, 8 mm
(zie voor bestelnummers de Festool-catalogus of
Internet „www.festool.com“).
- Draai moer (1.13) volledig los en neem hem
samen met de spantang uit de spindel.
- Zet een nieuwe spantang met moer in de spindel
en draai de moer licht aan. Draai de moer niet
vast aan indien er geen frees in ingespannen!
5.4 Het instellen van de freesdiepte
Het instellen van de freesdiepte gebeurt in drie
stappen:
a) Het instellen van het nulpunt
- Open de spanhendel (1.6), zodat de diepteaanslag (1 .7) vrij kan worden bewogen.
- Zet de bovenfrees met de freestafel (1.11) op een
effen ondergrond. Draai de draaiknop (1.15) los
en duw de machine zover naar beneden dat de
frees de ondergrond raakt.
- Klem de machine in deze stand vast door de
draaiknop (1.15) te sluiten.
- Duw de diepte-aanslag tegen een van de drie
vaste aanslagen van de draaibare revolveraanslag (1.9).
Met een schroevendraaier kunt u iedere vaste
aanslag individueel in hoogte instellen:
Vaste aanslag min. hoogte/max. hoogte
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Duw de wijzer (1.4) zover naar beneden dat hij
op de schaal (1.5) 0 mm aangeeft.
b) Freesdiepte vastleggen
De gewenste freesdiepte kan ofwel met de dieptesnelverstelling ofwel met de diepte-fi jnafstelling
worden vastgelegd.
• Diepte-snelverstelling: Trek de diepte-aanslag
(1.7) zover naar boven dat de wijzer de gewenste
freesdiepte aangeeft. Klem de diepteaanslag
met de spanhendel (1 .6) in deze stand vast.
• Diepte-fi jninstelling: Klem de diepteaanslag
met de spanhendel (1 .6) vast. Stel de gewenste
freesdiepte in door te draaien aan de instelknop
(1.3). Als u de instelknop een streepje draait,
verandert de frees-diepte met 0,1 mm. Een
volledige omwenteling levert 1 mm op. Met de
draaiknop kan de instelling met max. 8 mm
veranderd worden.
c) Freesdiepte bijstellen
- Draai de draaiknop (1.15) los en druk de machine
zover naar beneden dat de diepte-aanslag de
vaste aanslag aanraakt.
- Klem de machine in deze stand vast door de
draaiknop (1.15) te sluiten.
5.5 Afzuiging
Sluit de machine altijd aan op een afzuiging.
De bovenfrezen zijn standaard voorzien van een
aansluiting voor de afzuiging van spaanders en
stof (1.8). Tegelijkertijd wordt door een afzuigkap
(2.2) op de zijaanslag voorkomen dat de spaanders
rondvliegen.
Bij het frezen van kantenprofi elen verkrijgt men
door de als accessoire verkrijgbare afzuigkap
AH-OF zeer goede afzuigresultaten.
Spaanvanger KSF-OF
Door de spaanvanger KSF-OF (9.1) (gedeeltelijk
inbegrepen bij de levering) wordt de effectiviteit
van de afzuiging bij het kantfrezen verbeterd.
De montage gebeurt op dezelfde wijze als bij de
kopieerring.
De kap kan met een beugelzaag langs de groeven (9.2) worden afgesneden en hierdoor worden
verkleind. De spaanvanger kan bij binnenradii
met een minimale radius van 40 mm worden
gebruikt.
6 Werken met de machine
Bevestig het werkstuk altijd zo, dat het
tijdens de bewerking niet kan bewegen.
De machine dient steeds met beide han-
den aan de daarvoor bestemde handgrepen (1.15, 1.17) te worden vastgehou-
den.
Werk altijd dusdanig dat de bewegingsrichting van
de bovenfrees tegengesteld is aan de draairichting
van de frees (tegenlopend frezen)!
Alleen in tegendraaiing frezen (aanvoerrichting
van de machine in snijrichting van het gereedschap, afbeelding 5).
6.1 Bewerken van aluminium
Bij de bewerking van aluminium dient
men zich uit veiligheidsoverwegingen te
houden aan de volgende maatregelen:
- Gebruik een aardlek(FI-, PRCD-)schakelaar als
voorschakeling.
- Sluit de machine aan op een geschikt afzuigap-
38
Page 39

paraat.
- Verwijder regelmatig stofafzettingen uit het
motorhuis van de machine.
Draag een veiligheidsbril.
6.2 Frezen uit de vrije hand
Voornamelijk bij het frezen van letters en fi guren
en bij het bewerken van kanten d.m.v. frezen met
aanloopring of geleidingsstift wordt uit de vrije
hand gefreesd.
6.3 Frezen met zijaanslag
Voor parallel aan de kant van het werkstuk verlopende werkzaamheden kan de meegeleverde
zijaanslag (3.2) worden gebruikt (bij „module 5A“
niet inbegrepen in de leveringsomvang):
- Klem de beide geleidingsstangen (3.7) met de
twee draaiknoppen (3.3) vast aan de zijaanslag.
- Leid de geleidingsstangen tot de gewenste
diepte in de groeven (1.10) van de freestafel en
klem de geleidingsstangen vast met behulp van
de draaiknop (3.1).
Deze afstand kan op een snellere en nauw-keurigere manier met de als accessoire leverbare
fi jninstelling (3.6) worden ingesteld:
- Draai de afstelschroef (3.4) in het kunststofgedeelte van de zijaanslag,
- zet de geleidingsstangen met de instelknoppen
(3.5) op de fi jninstelling vast,
- draai de instelknoppen (3.3) aan de zijaanslag
los,
- stel de gewenste afstand met de instelschroef
in en draai de instelknoppen weer vast.
6.4 Frezen met tafelverbreding TV-OF
Om het oplegvlak van de bovenfrees te vergroten
en hierdoor de geleiding te verbeteren, b.v. bij
freeswerk-zaamheden vlak langs de rand, kan
de als accessoire leverbare tafelverbreding TV-OF
worden gebruikt.
De tafelverbreding wordt op dezelfde manier als
de zijaanslag gemonteerd.
6.5 Frezen met geleidingssysteem FS
Het als accessoire leverbare geleidingssysteem
vergemakkelijkt het frezen van rechte groeven.
- Maak de geleidingsaanslag (4.1) met de geleidings-stangen (3.7) van de zijaanslag vast aan
de frees-tafel.
- Bevestig de geleiderail (4.3), met de schroefklemmen (4.4), op het werkstuk. Let er a.u.b. op
dat een veiligheidsafstand X (afbeelding 4) van
5 mm tussen de voorkant van de geleiderail en
de frees, resp. de groef, aanwezig moet zijn.
- Zet de geleidingsaanslag, zoals weergegeven
in afbeelding 4, op de geleiderail. Teneinde de
frees-aanslag gegarandeerd spelingsvrij te kunnen geleiden kunt u met een schroeven-draaier
door de twee zijopeningen (4.2) twee geleidingsklemmen instellen.
- Schroef de in hoogte verstelbare afsteuning
(4.6) dusdanig op de draaduitboring (6.6) van de
freestafel vast dat de onderkant van de freestafel
parallel loopt met het oppervlak van het werkstuk.
Om volgens aftekening te kunnen werken, geeft
de markering op de freestafel (4.5) en de schaalverdeling op de afsteuning (4.6) de middelste as
van de frees aan.
6.6 Frezen met cirkelgeleider SZ-OF 1000
Met de als accessoire leverbare cirkelgeleider
SZ-OF 1000 kunnen ronde delen en cirkels met
een diameter tussen 153 en 760 mm gemaakt
worden.
- Schuif de cirkelgeleider zover in de voorste groef
van de freestafel dat de gewenste ronding is
ingesteld.
- Zet de cirkelgeleider vast met de vergrendelknop (1.12).
Tip voor gebruik
Indien u wilt voorkomen dat de punt van de cirkel
een put maakt in het werkstuk, dan kan met dubbelzijdig plakband een dun houten plankje op het
middelpunt worden bevestigd.
6.7 Kopieerfrezen
Om reeds bestaande werkstukken precies op
maat te kunnen reproduceren, gebruikt men een
kopieerring of de kopieerinrichting (beide als accessoire lever-baar).
a) Kopieerring
Maak de kopieerring i.p.v. de afdekring (2.1) van
beneden vast op de freestafel.
Let er bij de keuze van de grootte van de kopieerring op dat de gebruikte frees (5.2) in de opening
ervan past.
De overstek Y (afbeelding 5) van het werkstuk tot
de sjabloon wordt als volgt berekend:
Y = (Ø kopieerring - Ø frees )
2
Met de centreerdoorn (bestelnr. 486035) kunt u de
kopieerring exact in het midden afstellen.
39
Page 40

b) Kopieerinrichting
Voor de kopieerinrichting zijn de hoekarm WA-OF
(6.5) en de kopieertastset KT-OF, die bestaat uit
een rolhouder (6.2) en drie kopieerrollen (6.1),
nodig.
- Schroef de hoekarm, d.m.v. de instelknop (6.4),
op de gewenste hoogte op de draaduitboring
(6.6) van de freestafel vast.
- Monteer een kopieerrol op de rolhouder en
schroef hem met de instelknop (6.3) op de hoekarm vast. Let er op dat de kopieerrol en de frees
dezelfde diameter bezitten!
- Door aan het instelwiel (6.7) te draaien kan de
afstand van de tastrol tot de as van de frees
worden ingesteld.
6.8 Omlijmingen gladfrezen
Met de hoekarm WA-OF (7.6), samen met de
geleideplaat UP-OF (7.3), allebei als accessoire
leverbaar, kunt u uitstekende omlijmingen gladfrezen.
- Schroef de hoekarm met de draaiknop (7.5) op
de draaduitboring (7.7) van de freestafel vast.
- Schroef de geleideplaat met de draaiknop (7.4)
aan de hoekarm vast.
- Stel de freesdiepte zo in dat zij neerkomt op de
dikte van de omlijming + 2 mm.
- Breng de geleideplaat (8.1) door draaiknop (8.3)
los te draaien zo dicht mogelijk bij de frees.
- Stel met het instelwiel (8.2) de diepteïnstelling
van de geleideplaat zo in dat er bij het gladfrezen
slechts enkele tienden van een millimeter van
de omlijming blijven zitten, die u achteraf met
de hand wegschuurt.
De als accessoire leverbare spaander-bescherming SF-OF (7.2) verbetert bij het frezen van
omlijmingen de stofafzuiging. Hij wordt met de
draaiknop (7.1) aan de zijkant van de freestafel
bevestigd en dekt tijdens het werk (afbeelding 8)
de frees van boven af.
7 Accessoires
Gebruik voor uw eigen veiligheid alleen
originele Festool accessoires en reser-
veonderdelen.
Festool biedt u een uitgebreid assortiment aan
accessoires, waardoor uw machine op een veelzijdige en effectieve manier kan worden gebruikt,
zoals cirkelgeleiders, geleiderails met gatenrijen,
freeshulpen en een freestafel voor stationair
gebruik.
De bestelnummers voor accessoires en gereedschap vindt u in de Festool-catalogus of op het
Internet onder „www.festool.com“.
8 Afvalverwijdering
Geef elektrisch gereedschap niet met het huisvuil
mee! Voer de apparaten, accessoires en verpakkingen op milieuvriendelijke wijze af! Neem daarbij de geldende nationale voorschriften in acht.
Alleen EU: Volgens de Europese richtlijn 2002/96/
EG dienen oude elektroapparaten gescheiden te
worden ingezameld en op milieuvriendelijke wijze
te worden afgevoerd.
9 Onderhoud
Als aan de machine wordt gewerkt, dient
altijd de stekker uit het stopcontact te
worden gehaald!
Alle onderhouds- en reparatiewerk-
zaamheden, waarvoor het vereist is de
motorbehuizing te openen, mogen alleen
door een geautoriseerde onderhouds-
werkplaats worden uitgevoerd.
Machine en ventilatiesleuven altijd schoon houden.
Het apparaat is voorzien van zichzelf uitschakelende koolborstels. Als deze versleten zijn, wordt
de stroom automatisch onderbroken en komt het
apparaat tot stilstand.
10 Garantie
Overeenkomstig de wettelijke voorschriften van
het betreffende land, maar minimaal 12 maanden
geven wij voor onze apparaten garantie op materiaal- en fabricagefouten. Binnen de staten van
de EU bedraagt de garantieperiode 24 maanden
(op vertoon van een rekening of bon). Schade die
met name te herleiden is tot natuurlijke slijtage,
overbelasting of ondeskundige bediening, dan wel
tot schade die door de gebruiker zelf veroorzaakt
is of door ander gebruik tegen de handleiding in,
of die bij de koop reeds bekend was, blijven van
de garantie uitgesloten. Ook schade die is terug
te voeren op het gebruik van niet-originele accessoires en verbruiksmateriaal (bijv. steunschijf)
wordt niet in aanmerking genomen.
Klachten kunnen alleen in behandeling worden
genomen wanneer het apparaat niet-gedemonteerd aan de leverancier of een geautoriseerde
Festool-klantenservice wordt teruggestuurd.
Berg de handleiding, de veiligheidsvoorschriften,
de onderdelenlijst en het koopbewijs goed op. Voor
het overige zijn de geldende garantievoorwaarden
van de producent van kracht.
40
Page 41

Opmerking
Vanwege de voortdurende research- en ontwikkelingswerkzaamheden zijn wijzigingen in de hier
gegeven technische specifi catie voorbehouden.
11 EG-conformiteitsverklaring
Bovenfrezen Serienr.
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Jaar van de CE-markering: 2000
Wij verklaren en stellen ons ervoor verantwoordelijk dat dit product voldoet aan de volgende
normen en normatieve documenten.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 volgens
de bepalingen van de richtlijnen 98/37/EG (tot
28 dec. 2009), 2006/42/EG (vanaf 29 dec. 2009),
2004/108/EG.
REACh voor producten, accessoires en verbruiksmateriaal van Festool
REACh is de sinds 2007 in heel Europa toepasselijke chemicaliënverordening. Wij als „downstreamgebruiker“, dus als fabrikant van producten, zijn
ons bewust van onze informatieplicht tegenover
onze klanten. Om u altijd over de meest actuele
stand van zaken op de hoogte te houden en over
mogelijke stoffen van de kandidatenlijst in onze
producten te informeren, hebben wij de volgende
website voor u geopend:
www.festool.com/reach
Dr. Johannes Steimel 11.01.2010
Hoofd onderzoek, ontwikkeling en technische
documentatie
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
41
Page 42

Handöverfräsarna
Tekniska data OF 1010 EBQ OF 1010 EQ OF 1010 Q
Effekt 1010 W 1010 W 720 W
Varvtal (tomgång) 10000 - 24000 min
-1
9500 - 23000 min
-1
26500 min
Djup-snabbinställning 55 mm 55 mm 55 mm
Djup-fi ninställning 8 mm 8 mm 8 mm
Anslutningsgänga drivaxel M16x1,5 M16x1,5 M16x1,5
Fräsdiameter max 35 mm max 35 mm max 35 mm
Vikt (utan kabel) 2,7 kg 2,7 kg 2,7 kg
Skyddsklass / II / II / II
De angivna fi gurerna befi nner sig början på bruksanvisningen.
-1
Symboler
Varning för allmän risk!
Använd hörselskydd!
Läs bruksanvisningen/anvisningarna!
Använd skyddsglasögon.
1 Bestämmelser för maskinens använd-
ning
Med speciella fräsverktyg som beskrivs i Festoolunderlagen kan man även bearbeta aluminium
och gipskartong. Handöverfräsarna används för
att fräsa trä, plast och träliknande material.
Användaren ansvarar för skador och
olyckor som uppkommit på grund av att
maskinen använts på ett otillåtet sätt.
2 Säkerhetsanvisningar
2.1 Allmänna säkerhetsanvisningar
OBS! Läs alla säkerhetsföreskrifter och
anvisningar. Om du inte rättar dig efter
varningarna och anvisningarna kan det leda
till elektriska överslag, brand och/eller allvarliga
kroppsskador.
Förvara alla säkerhetsanvisningar och bruksanvisningar för framtida bruk.
Nedan använt begrepp ”Elverktyg” hänför sig till
nätdrivna elverktyg (med nätsladd) och till batteridrivna elverktyg (sladdlösa).
2.2 Maskinspecifi ka säkerhetsanvisningar
- Det maximala varvtalet som står på maskinen
fr ej överskridas resp. man måste hålla sig till
det angivna varvtalsområdet.
- Spänn endast fast verktyg med en skaft-diame-
ter som spänntången är avsedd för.
- Kontrollera att fräsen sitter ordentligt fast och
att den går utan problem.
- Spännhylsan och spännmuttern får inte vara
skadade.
- Använd aldrig spruckna eller deformerade fräsar.
Använd lämplig personlig
skyddsutrustning: hörselskydd,
skyddsglasögon, andnings-skydd
vid dammiga arbeten, skyddshandskar vid bearbetning av
grova material och vid verktygsväxling.
- Festools elverktyg får endast monteras in i arbetsbord som är defi nierade för ändamålet av
Festool. Vid montering i ett annat eller egentillverkat arbetsbord kan elverktyget bli instabilt
och orsaka allvarliga olyckor.
3 Information om buller och vibrationer
De enligt EN 60745 fastställda värdena uppgår
till:
Ljudtrycksnivå/ljudeffektnivå
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Mätosäkerhetstillägg K =3 dB
Använd hörselskydd!
Totala vibrationsvärden (vektorsumman för tre
riktningar) fastställda enligt EN 60745:
Svängningsemissionsvärde
(3-axlig) a
= 5,5 m/s
h
2
Handtag ah = 8,0 m/s2
Osäkerhet K = 2,0 m/s²
De angivna emissionsvärdena (vibrationer, ljud)
har uppmätts i enlighet med provvillkoren i EN
60745, och används för jämförelse av maskiner.
De kan även användas för preliminär uppskattning
av vibrations- och bullernivån under arbetet. De
angivna emissionsvärdena avser elverktygets
42
Page 43

huvudsakliga användningsområden. Om elverktyget används för andra ändamål, med andra insatsverktyg eller efter otillräckligt underhåll, kan
vibrations- och bullernivån öka kraftigt under hela
arbetsintervallet. För att få en exakt uppskattning
av ett visst arbetsintervall måste man även ta
hänsyn till den tid maskinen går på tomgång och
står stilla.Det kan sänka belastningen avsevärt
under hela arbetsintervallet.
4 Elektrisk anslutning och idrifttagning
Nätspänningen måste stämma överens
med märkskylten.
Kontakten (1.2) fungerar som till-/frånkoppplare
(I = Till / 0 = Från).
För långvarig användning kan den hållas
nedtryckt med spärrknappen på sidan (1.1).
Genom att trycka på kontakten en gång till lossar
man spärren igen.
För anslutning och löstagning av nätanslutningsledningen, se bild 1A.
5 Inställningar på maskinen
Nätkontakten skall alltid dras ut ur vägguttaget
före allt arbete på maskinen!
5.1 Elektronik
(OF 1010 EBQ/OF 1010 EQ)
Arbeta inte med maskinen om elektroniken är
defekt, eftersom detta kan leda till ett för högt
varvtal.
Fel i elektroniken känns igen på att mjukstarten
uteblir eller på att man inte längre kan reglera
varvtalet.
OF 1010 EBQ, OF 1010 EQ har en avan-
cerad elektronik med följande egenska-
per:
Mjukstart
Mjukstarten gör att maskinen startar utan
knyck.
Varvtalsreglering
Varvtalet kan ställas in steglöst mellan 10000 och
-1
24000 min
med inställningsratten (1.16). På så
sätt anpassar man skärhastigheten optimalt efter
det aktuella materialet:
fräsdiameter [mm]
3 - 14 15 - 25 16 - 35
material
kärnvirke 6 - 4 5 - 3 3 - 1 HW (HSS)
mjukt trä 6 - 5 6 - 3 4 - 1 HSS (HW)
spanskivor
med ytbeläggning
reglerhjulsläge
6 - 5 6 - 3 4 - 2 HW
rekommenderat
skärmeterial
plast 6 - 4 5 - 3 2 - 1 HW
aluminium 3 - 1 2 - 1 1 HSS (HW)
gipslpattor 2 - 1 1 1 HW
Konstant varvtal
Det förvalda varvtalet hålls konstant under tomgång och bearbetning.
Temperatursäkring
Som skydd mot överhettning stänger säkerhetselektroniken av maskinen när en kritisk motortemperatur nås. När maskinen har svalnat i ca
3-5 minuter är den åter klar att använda. När
maskinen är igång (tomgång) minskar tiden som
maskinen behöver för att svalna.
Broms (OF 1010 EBQ)
OF 1010 EBQ har en elektronisk broms, som stoppar spindeln med verktyget ca. 2 sekunder efter
att maskinen har frånkopplats.
5.2 Byta verktyg
För att byta verktyg kan man vända maskinen
uppochned.
a) Sätt i verktyget
- Stick in fräsverktyget så långt som möjligt i den
öppna spännhylsan, minst fram till markeringen
) på frässkaftet.
(
- Vrid spindeln så mycket, att spindelstoppet
(1.14) låses och spindeln fi xeras.
- Drag åt muttern (1.13) med en stiftskruvnyckel
SW 19.
b) Ta ut verktyget
- Vrid spindeln så mycket, att spindelstoppet
(1.14) låses och spindeln fi xeras.
- Lossa muttern (1.13) med en stiftskruvnyckel
SW 19 så mycket, att du känner ett motstånd.
Fortsätt att vrida stiftskruvnyckeln tills du övervinner detta motstånd.
- Tag av fräsen.
5.3 Byte av spännhylsa
Det fi nns spänntänger för följande skaftdia-metrar: 6,0 mm, 6,35 mm, 8 mm (Beställningsnummer, se Festool-katalogen eller gå in på Internet
„www.festool.com“) .
- Lossa muttern (1.13) helt och tag ut den ur
spindeln tillsammans med spännhylsan.
- Sätt i en ny spännhylsa med mutter i spindeln
och drag åt muttern något. Drag inte åt muttern
helt om ingen fräs är isatt!
5.4 Inställning av fräsdjupet
Fräsdjupet ställs in i tre steg:
43
Page 44

a) Inställning av nollpunkten
- Lossa spännarmen (1.6), så att djupanslaget
(1.7) är fritt rörligt.
- Placera handöverfräsen med fräsbordet (1.11)
på en plan yta. Öppna vridknappen (1.15) och
ner maskinen så långt, tills fräsen anligger mot
ytan.
- Kläm fast maskinen genom att stänga vridknappen (1.15) i detta läge.
- Tryck djupanslaget mot ett av de tre fasta
anslagen på det vridbara revolveranslaget
(1.9).
Med hjälp av en skruvdragare kan du ställa i varje
fast anslag individuellt i höjdled:
Fast anslag min. höjd/max. höjd
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Skjut visaren (1.4) i riktning nedåt, så att den
står på 0 mm på skalan (1.5).
b) Förinställning av fräsdjupet
Man kan ställa in det önskade fräsdjupet antingen
med hjälp av djup-snabbinställningen eller med
hjälp av djup-fi ninställningen.
• Djup-snabbinställning: Drag upp djupanslaget
(1.7) så mycket, att visaren står på det önskade
fräsdjupet. Kläm fast djupanslaget i detta läge
med hjälp av spännarmen (1.6).
• Djup-fi ninställning: Kläm fast djupanslaget med
hjälp av spännarmen (1.6). Ställ in det önskade
fräsdjupet genom att vrida inställningsratten
(1.3). Om du vrider inställningsratten ett streck
på markeringen, ändras fräsdjupet med 0,1 mm.
Ett helt varv motsvarar 1 mm. Inställningsrattens maximala inställnings-område uppgår till
8 mm.
c) Fixering av fräsdjupet
- Öppna vridknappen (1.15) och ner maskinen så
långt, att djupanslaget har kontakt med det fasta
anslaget.
- Kläm fast maskinen genom att stänga vridknappen (1.15) i detta läge.
5.5 Utsugning
Anslut alltid maskinen till en utsugnings-
anläggning.
Överfräsarna har som standard ett uttag för spånoch dammsugare (1.8). Samtidigt förhindras att
spån fl yger omkring genom en utsugningskåpa
(2.2) vid sido-anslaget.
Vid kantfräsning blir utsugningsresultatet bäst,
om man använder utsugningskåpan AH-OF.
Spånuppsamlare KSF-OF
Med hjälp av spånuppsamlaren KSF-OF (9.1)
(ingår delvis i leveransen) kan man öka utsugets
effekt under kantfräsning.
Monteringen är densamma som för kopierringen.
Kåpan kan förminskas genom att man skär
av den utmed spåren (9.2) med en bygelsåg.
Spånuppsamlaren kan då användas vid innerradier på ner till 40 mm.
6 Arbeta med maskinen
Fäst alltid arbetsstycket så att det inte
kan röra sig under bearbetningen.
Maskinen ska alltid hållas med båda
händerna på de monterade handgreppen
(1.15, 1.17).
Arbeta alltid så, att handöverfräsens matningsriktning är motsatt i förhållande till fräsens rotationsriktning (motaströmsfräsning)!
Fräs endast i motsatt riktning i förhållande till
verktygets rotationsriktning (bild 5).
6.1 Aluminiumbearbetning
Vid bearbetning av aluminium ska föl-
jande säkerhetsåtgärder vidtas:
- Anslut verktyget via jordfelsbrytare (FI, PRCD).
- Anslut verktyget till en passande spånsug.
- Ta bort dammavlagringar inuti motorhuset med
jämna mellanrum.
Använd skyddsglasögon.
6.2 Manuell fräsning
Används i huvudsak för fräsning av skrift eller
bilder och vid bearbetning av kanter med fräsar
som har en startring eller styrtapp.
6.3 Fräsning med sidoanslag
Sidoanslaget (3.2), som ingår i leveransen, kan användas för arbeten parallellt med arbetsstyckets
kant (ingår ej i leveransen i „Modul 5A“):
- Kläm fast de båda styrstängerna (3.7) med de
båda vridknapparna (3.3) på sidoanslaget.
- För in styrstängerna i fräsbordsspåren (1.10)
till önskat mått och kläm fast styrstängerna där
med vridknappen (3.1).
Snabbare och ännu mer exakt kan man ställa in
detta avstånd med fi nsinställningen (3.6), som
fi nns som tillbehör:
- Vrid in justerskruven (3.4) i sidoanslagets plast-
del,
- kläm fast styrstängerna med vridknapparna
(3.5) på fi ninställningen,
- öppna vridknapparna (3.3) på sidoanslaget,
44
Page 45

- ställ in det önskade avståndet med hjälp av
justerskruven och drag åt vridknapparna igen.
6.4 Fräsning med bordsbreddaren TV-OF
För att förstora handöverfräsens arbetsyta och
att samtidigt optimera styrningen, t.ex om man
fräser nära kanter, kan man använda bordsbreddaren TV-OF, som fi nns som tillbehör.
Bordsbreddaren monteras på samma sätt som
sidoanslaget.
6.5 Fräsning med styrsystemet FS
Med hjälp av styrsystemet, som fi nns som tillbehör, är det mycket enklare att fräsa raka spår.
- Fäst styranslaget (4.1) med sidoanslagets styrstänger (3.7) på fräsbordet.
- Fäst styrskenan (4.3) med skruvtvingar (4.4) på
arbetsstycket. Observera att det måste fi nnas
ett säkerhetsavstånd X (fi g. 4) på 5 mm mellan
styrskenans framkant och fräsen, resp. spåret.
- Placera styranslaget på styrskenan enligt fi g.
4. För att säkerställa en glappfri styrning av
handöverfräsen, kan du ställa in två styrbackar
genom de båda öppningarna i sidan (4.2) med
hjälp av en skruvdragare.
- Skruva fast det på höjden justerbara stödet (4.6)
så på fräsbordets gänghål (6.6), att fräsbordets
undersida är parrallell med arbetsstyckets
översida.
För att kunna bearbeta arbetsstycken efter ritsning, visar markeringen på fräsbordet (4.5) och
skalan på stödet (4.6) på fräsens mittaxel.
6.6 Fräsning med stångcirkel SZ-OF 1000
Med hjälp av stångcirkeln SZ-OF 1000, som fi nns
som tillbehör, kan man tillverka runda detaljer
och cirkelformade hål med en diameter på mellan
153 och 760 mm.
- Skjut stångcirkeln så långt in i fräsbordets
främre spår att du får den önskade radien.
- Lås stångcirkeln med vridknappen (1.12).
Ett tips
Om man vill undvika att cirkelspetsen efterlämnar ett spår på arbetsstycket, kan man fästa en
tunn träbit på mittpunkten med hjälp av en dubbelklistrande tejpbit.
6.7 Kopieringsfräsning
För att kunna reproducera redan existerande
arbets-stycken med exakt samma mått, kan man
använda en kopierring eller en kopieranordning
(båda fi nns som tillbehör).
a) Kopierring
Fäst kopierringen i stället för täckringen (2.1)
nerifrån på fräsbordet.
När du väljer storleken på kopierringen (5.1) är det
viktigt, att fräsen (5.2) som man använder passar
igenom kopierringens öppning.
Det överskjutande avståndet Y (fig 5) mellan
arbetsstycket och mallen beräknas på följande
sätt:
Y = (Ø kopierring - Ø fräs)
2
Kopierringen kan centreras exakt med Centrerdorn ZD-OF (best.nr. 486035).
b) Kopieranordning
Kopieranordningen består av vinkelarmen WA-OF
(6.5) och kopieravkänningsset KT-OF, som i sin
tur består av en rullhållare (6.2) och tre kopierrullar (6.1).
- Skruva fast vinkelarmen med hjälp av vridknappen (6.4) i önskad höjd på fräsbordets gänghål
(6.6).
- Montera en kopierrulle på rullhållaren och
skruva fast den med vridknappen (6.3) på vinkelarmen. Observera att kopierrullen och fräsen
måste ha samma diameter!
- Genom att vrida på justerratten (6.7) kan man
ställa in avståndet mellan avkänningsrullen och
fräsens axel.
6.8 Kantfräsning på omlimningsplattor
Med hjälp av vinkelarmen WA-OF (7.6) i kombination med styrplattan UP-OF (7.3), båda fi nns som
tillbehör, kan man fräsa av en material som står
ut kant i kant.
- Skruva fast vinkelarmen med hjälp av vridknappen (7.5) på fräsbordets gänghål (7.7).
- Skruva fast styrplattan med vridknappen (7.4)
på vinkelarmen.
- Ställ in fräsdjupet så, att det uppgår till omlimningens tjocklek + 2 mm.
- Skjut sedan styrplattan (8.1) så tätt intill fräsen som möjligt genom att öppna vridknappen
(8.3).
- Styrplattans djupinställning sker med hjälp av
inställningsratten (8.2) och så, att några tiondels
mm på omlimningen är kvar, som man sedan
slipar bort för hand.
Spånskyddet SF-OF (7.2), som fi nns som tillbehör förbättrar spånutsugningen när man fräser
pålimmade profi lkanter. Det sätts fast med skruvknoppen (7.1) på sidan av fräs-bordet och täcker
frässtålet ovanifrån (fi g. 8).
45
Page 46

7 Tillbehör
Använd endast Festools originaltillbehör
och originalreservdelar för din egen sä-
kerhets skull.
Festool har många tillbehör, med vilka man kan
använda maskinen på många olika, effektiva sätt (t
ex fräscirklar, styrskenor med hålrader, fräshjälp,
fräsbord för stationärt bruk.
Beställnumren för tillbehör och verktyg fi nns i
Festool-katalogen eller på Internet „www.festool.
com“.
8 Skrotning
Kasta inte elverktygen i hushållsavfallet! Lämna
maskiner, tillbehör och förpackningar till återvinning. Följ gällande nationella föreskrifter.
Gäller bara EU-länder: Enligt EU-direktiv
2002/96/EG ska uttjänta elverktyg källsorteras
för miljövänlig återvinning.
9 Underhåll och skötsel
Nätkontakten skall alltid dras ut ur vägg-
uttaget före allt arbete på maskinen!
Allt underhålls- och reparationsarbete,
som kräver att motorhöljet öppnas, får
endast utföras av en auktoriserad servi-
ceverkstad.
Håll alltid maskinen och ventilationsöppningarna
rena.
Maskinen är utrustad med självfrånkopp-lande
specialkol. Är dessa slitna bryts strömmen automatiskt och maskinen stannar.
10 Garanti
Vi lämnar garanti på våra produkter vad gäller material- och tillverkningsfel enligt landsspecifi ka lagenliga bestämmelser, dock i minst
12 månader. Inom EUs medlemsländer uppgår
garantin till 24 månader (ska kunna styrkas av
faktura eller följesedel). Skador som framför allt
kan härledas till normalt slitage, överbelastning,
ej fackmässig hantering resp. skador som orsakats av användaren eller som uppstått på grund
av användning som strider mot bruksanvisningen
eller skador som var kända vid köpet, innefattas
inte av garantin. Undantag gäller även vid skador
som uppkommer till följd av att tillbehör och förbrukningsmaterial (t.ex. slipskivor) som inte är
original har använts. Reklamationer godkänns
endast om produkten återsänds till leverantören
eller till en auktoriserad Festool-serviceverkstad
utan att ha tagits isär. Spara bruksanvisningen,
säkerhetsföreskrifterna, reservdelslistan och köpebrevet. I övrigt gäller tillverkarens garantivillkor
för respektive produkt.
Anmärkning: På grund av det kontinuerliga
forsknings- och utvecklingsarbetet förbehåller
vi oss rätten till ändringar vad gäller de tekniska
uppgifterna i detta dokument.
11 EU-överensstämmelseintyg
Handöverfräsarna Serienr
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
År för CE-märkning: 2000
Vi förklarar härmed, på eget ansvar, att denna
produkt överensstämmer med följande normer
eller normgivande dokument:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3.2, EN 61000-3-3 enligt
bestämmelserna i riktlinjerna 98/37/EG (t o m
2009-12-28), 2006/42/EG (fr o m 2009-12-29),
2004/108/EG.
Dr. Johannes Steimel 11.01.2010
Chef för forskning, utveckling, teknisk dokumentation
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh för Festool-produkter, tillbehör och förbrukningsmaterial
REACh är den kemikalieförordning som sedan
2007 gäller i hela Europa. I egenskap av ”nedströmsanvändare”, dvs tillverkare av produkter,
är vi medvetna om den informationsplikt som
vi har gentemot våra kunder. För att hela tiden
hålla kunderna uppdaterade och informera om
eventuella ämnen i våra produkter som återfi nns
på den sk kandidatlistan, har vi tagit fram denna
webbsida: www.festool.com/reach
46
Page 47

Yläjyrsin
Tekniset tiedot OF 1010 EBQ OF 1010 EQ OF 1010 Q
Teho 1010 W 1010 W 720 W
-1
Kierrosluku (tyhjäkäynti) 10000 - 24000 min
9500 - 23000 min-1 6500 min
Syvyyden pikasäätö 55 mm 55 mm 55 mm
Syvyyden hienosäätö 8 mm 8 mm 8 mm
Käyttökaran kiinnityskierre M16x1,5 M16x1,5 M16x1,5
Jyrsinterän max. halkaisija 35 mm 35 mm 35 mm
Paino (ilman kaapelia) 2,7 kg 2,7 kg 2,7 kg
Suojausluokka / II / II / II
Tekstissä viitataan kuviin, jotka löytyvät käyttöohjekirjan alusta.
-1
Symbolit
Varoitus yleisestä vaarasta
Käytä kuulosuojaimia!
Lue ohjeet/huomautukset!
Käytä suojalaseja.
1 Käyttötarkoituksen mukainen käyttö
Jyrsimillä voidaan työstää myös alumiinia ja
kipsikartonkilevyjä, kun käytetään Festool myyntiesitteissä tähän tarkoitukseen suositeltuja jyrsinteriä. Yläjyrsimet on tarkoitettu puun, muovien
ja puunkaltaisten materiaalien jyrsimiseen.
Käyttäjä vastaa itse vaurioista ja tapatur-
mista, jotka johtuvat väärästä käytöstä!
2 Turvallisuusohjeita
2.1 Yleiset turvallisuusohjeet
HUOMIO!: Kaikki turvaohjeet ja ohjeet
täytyy lukea. Alla olevien turvaohjeiden ja
ohjeiden noudattamisen laiminlyönti saattaa johtaa sähköiskuun, tulipaloon ja/tai vakavaan loukkaantumiseen.
Säilytä kaikki turvaohjeet ja käyttöohjeet huolellisesti.
Turvallisuusohjeissa käytetty käsite ”sähkötyökalu” käsittää verkkokäyttöisiä sähkötyökaluja
(verkkojohdolla) ja akkukäyttöisiä sähkötyökaluja
(ilman verkkojohtoa).
2.2 Konekohtaiset turvaohjeet
- Työkalussa ilmoitettua maksimipyörimisno-
peutta ei saa ylittää eli pyörimisnopeuden on
pysyttävä ilmoitetulla alueella.
- Kiinnitä vain työkaluja sellaisella varren hal-
kaisijalla, johon kiristysleuat on tarkoitettu.
- Varmistu siitä, että jyrsinterä on lujasti kiinni, ja
tarkasta, käykö jyrsin moitteettomasti.
- Kiristysleuassa ja hattumutterissa ei saa näkyä
mitään vaurioita.
- Repeytyneitä tai muodoltaan vääristyneitä teriä
ei saa käyttää.
Käytä sopivia henkilökohtaisia
suojavarusteita: kuulosuojaimia,
suojalaseja, pölynaamaria tehdessäsi pölyävää työtä, suojakäsineitä työstäessäsi karheita
materiaaleja ja vaihtaessasi
työkalua.
- Festool-sähkötyökalun saa asentaa vain sellaiselle työpöydälle, jonka Festool on tarkoittanut
kyseiseen tarkoitukseen. Jos asennat sen toisenlaiselle tai itse tehdylle työpöydälle, sähkötyökalusta voi tulla epäturvallinen, jolloin se voi
aiheuttaa vakavia onnettomuuksia.
3 Äänten ja värinöiden vaimennus
Normin EN 60745 mukaisesti määritetyt tyypilliset
arvot ovat:
Käyttöäänitaso/äänitaso max.
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Mittausepätarkkuuslisä K = 3 dB
Käytä kuulosuojaimia!
Värähtelyn kokonaisarvot (kolmen suunnan vektorisumma) määritetty EN 60745 mukaan:
Värähtelyn päästöarvo
(3-akselinen) a
= 5,5 m/s
h
Kahva ah = 8,0 m/s
2
2
Epävarmuus K = 2,0 m/s²
Ilmoitetut päästöarvot (tärinä, melu) on mitattu
normin EN 60745 tarkastusedellytysten mukaisesti, ja nämä arvot on tarkoitettu koneiden vertailuun. Ne soveltuvat myös tärinä- ja melukuormituksen väliaikaiseen arviointiin työtehtävää
suoritettaessa.
Ilmoitetut päästöarvot koskevat sähkötyökalun
pääasiallisia käyttötarkoituksia. Jos sähkötyöka-
47
Page 48

lua käytetään muihin käyttötarkoituksiin, muiden
koneeseen liitettävien työkalujen käytön yhtey-
dessä tai huonosti huollettuna, se saattaa johtaa
tärinä- ja melukuormituksen selvään nousuun
koko työskentelyajan aikana. Koko työskentelyajan aikaista kuormitusta arvioitaessa on otettava
huomioon myös koneen joutokäyntiajat ja pysäytettynä olon ajat. Tämä voi vähentää huomattavasti
työskentelyajan kokonaiskuormitusta.
4 Sähköliitäntä ja käyttöönotto
Verkkojänniteen täytyy olla sama kuin
tehonilmoituskilvessä.
Katkaisin (1.2) toimii päälle/pois päältä -katkaisimena (I = päällä/0 = ei päällä). Jatkuvaa käyttöä varten voit lukita katkaisimen lukitusnapilla
(1.1). Lukitus vapautuu, kun painat katkaisinta
uudelleen. Katso kuvaa 1A verkkoliitäntäjohdon
liittämistä ja irrotusta varten.
5 Säädöt koneella
Irrota laite verkkojännitteestä aina ennen kuin
teet mitään laitteeseen kohdistuvia töitä!
5.1 Elektroniikka (OF 1010 EBQ/OF 1010 EQ)
Älä käytä laitetta, jos sen elektroniikassa on vika:
laitteen kierrosluku voi nousta liian korkeaksi.
Elektroniikan vian havaitset siitä, ettei laitteen
pehmeä käynnistyminen tai kierrosluvun säätö
toimi.
OF 1010 EBQ, OF 1010 EQ ssa on säätö-
elektonikka, jolla on seuraavat ominai-
suudet:
Pehmeä käynnistyminen
Sujuva käynnistys huolehtii koneen tasaisesta
käynnistyksestä.
Kierrosluvun säätö
Kierroslukua voidaan säätää portaattomasti sää-
-1
töpyörästä (1.16) 10000 ja 24000 min
-1
EQ: 9500 ja 23000 min
) välillä. Siten voit sovittaa
(OF 1010
sahausnopeuden aina työstettävän kappaleen
mukaan:
jyrsinterän halkaisija
[mm]
3 - 14 15 - 25 16 - 35
materiaali
kova puu 6 - 4 5 - 3 3 - 1 HW (HSS)
pehmeä puu 6 - 5 6 - 3 4 - 1 HSS (HW)
rakennuslevy 6 - 5 6 - 3 4 - 2 HW
muovi 6 - 4 5 - 3 2 - 1 HW
alumiini 3 - 1 2 - 1 1 HSS (HW)
kipsilevy 2 - 1 1 1 HW
säätöpyörän asetus
suositeltava
leikkaus
materiaali
Pysyvä kierrosluku
Esivalittu kierrosluku pysyy samana tyhjäkäynnin
aikana ja työstettäessä.
Lämpötilasulake
Ylikuumenemisen estämiseksi varmuus-elektronikka sammuttaa koneen kun moottorin lämpötila saavuttaa kriittisen pisteen. N. 3-5 minuutin
jäähtymisajan jälkeen kone on taas käyttövalmis.
Koneen pyöriessä (tyhjäkäynti) jäähtymisaika
lyhenee.
Jarru (OF 1010 EBQ)
OF 1010 EBQ -mallissa on elektroninen jarru, joka
pysäyttää karan ja terän n. 2 sekunnin sisällä, kun
kone on kytketty pois päältä.
5.2 Terän vaihto
Työkalun vaihtamista varten voit kääntää koneen
toisinpäin.
a) Työkalun kiinnittäminen
- Työnnä jyrsinterä avattuun supistusholkkiin
mahdollisimman pitkälle ja vähintään jyrsinterän varressa olevaan merkintään (
) saakka.
- Kierrä karaa, niin että voit painaa karalukon
(1.14) kiinni ja kara lukittuu.
- Kiristä mutteri (1.13) kiintoavaimella 19 lujasti
kiinni.
b) Työkalun irrotus
- Kierrä karaa, niin että voit painaa karalukon
(1.14) kiinni ja kara lukittuu.
- Avaa mutteri (1.13) kiintoavaimella 19, kunnes
tunnet vastuksen. Jatka mutterin avaamista tämän vastuksen yli kiertämällä kiintoavaimella.
- Ota jyrsinterä pois.
5.3 Supistusholkin vaihto
Supistusholkkeja on saatavana seuraaville kahvan
halkaisijoille: 6,0 mm, 6,35 mm, 8 mm (tilausnumerot katso Festool-luettelo tai internet-sivu
„www.festool.com“).
- Kierrä mutteri (1.13) kokonaan irti ja ota se
yhdessä supistusholkin kanssa pois karasta.
- Aseta uusi supistusholkki ja mutteri karaan ja
kierrä mutteri löyhästi kiinni. Älä kiristä mutteria tiukalle, jos karassa ei ole jyrsinterää!
5.4 Jyrsintäsyvyyden säätäminen
Jyrsintäsyvyyden säätö tapahtuu kolmessa vaiheessa:
a) Nollapisteen säätäminen
- Avaa kiinnitysvipu (1.6), niin että syvyysrajoitin
(1.7) voi liikkua vapaasti.
- Aseta yläjyrsin jyrsinpöydän (1.11) kanssa jollekin tasaiselle alustalle. Avaa vääntönuppi (1.15)
ja paina konetta niin alas, kunnes jyrsinterä on
kiinni alustassa.
48
Page 49

- Lukitse kone tähän asentoon kiertämällä vääntönuppi (1.15) kiinni.
- Paina syvyysrajoitin kiertyvän revolver-irajoittimen (1.9) yhtä kiinteätä rajoitinta vasten (kaikkiaan 3).
Kiinteiden rajoittimien korkeus voidaan säätää
yksilöllisesti ruuviavainta käyttäen:
Kiinteä rajoitin min.-korkeus/max.-korkeus
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Työnnä osoitin (1.4) alas, niin että se näyttää
asteikolla (1.5) 0 mm.
b) Jyrsintäsyvyyden valitseminen
Haluttu jyrsintäsyvyys voidaan valita joko pikasäätöä tai hienosäätöä käyttäen.
• Syvyyden pikasäätö: Vedä syvyysrajoitinta (1.7)
ylöspäin, niin että osoitin on haluamasi jyrsintäsyvyyden kohdalla. Lukitse syvyysrajoitin kiinni
tähän asentoon kiinnitysvivulla (1.6).
• Syvyyden hienosäätö: Lukitse syvyysrajoitin
kiinni kiinnitysvivulla (1.6). Aseta haluamasi
jyrsintäsyvyys asetuspyörää (1.3) kiertämällä.
Jyrsintäsyvyys muuttuu 0,1 mm asetuspyörän
yhtä rasteriviivaa kohti, asetuspyörän täysi kierros = 1 mm. Asetuspyörän maksimisäätöalue on
8 mm.
c) Jyrsintäsyvyyden lisääminen
- Avaa vääntönuppi (1.15) ja paina kone niin alas,
kunnes syvyysrajoitin koskettaa kiinteää rajoitinta.
- Lukitse kone tähän asentoon kiertämällä vääntönuppi (1.15) kiinni.
5.5 Pölynpoisto
Liitä koneeseen aina pölynpoisto.
Yläjyrsimissä on vakiovarusteena liitäntä puru- ja
pölyimurille (1.8). Sivuohjaimeen asennettu imukupu (2.2) estää samalla purujen lentämisen.
Reunojen jyrsinnässä parhaat imurointitulokset
saadaan aikaan käyttämällä erikoisvarusteena
saatavaa imukupua AH-OF.
Lastusykloni KSF-OF
Lastusyklonilla KSF-OF (9.1) (kuuluu osittain toimituslaajuuteen) voidaan nostaa kulmajyrsimissä
pölynpoiston tehoa.
Asennus tapahtuu kopiointirengasta vastaavasti.
Kupua voidaan leikata kaarisahalla uria (9.2) pitkin ja siten sitä voidaan pienentää. Lastusyklonia
voidaan käyttää sisähalkaisijan ollessa pienimmillään 40 mm.
6 Työskentely koneella
Kiinnitä työstettävä kappale aina siten,
että se ei pääse liikkumaan työstön aikana.
Koneesta täytyy pitää tukevasti kiinni
molemmilla käsillä siihen tarkoitetuista
kahvoista (1.15, 1.17).
Työnnä jyrsintä jyrsinterän pyörimissuuntaa vastaan (vastajyrsintä)!
Jyrsi vain vastasuuntaan (koneen syöttösuunta
työkalun sahaussuuntaan, kuva 5).
6.1 Alumiinin työstö
Alumiinia työstettäessä on noudatettava
seuraavia toimenpiteitä turvallisuussyis-
tä:
- Esikytke vVikavirta-(FI, PRCD) suojakytkin.
- Liitä kone sopivaan imuriin.
- Koneen moottorikoteloon kerääntynyt pöly on
puhdistettava pois säännöllisesti.
Käytä suojalaseja.
6.2 Vapaalla kädellä jyrsintä
Yläjyrsintä ohjataan vapaalla kädellä pääasiassa
tekstien ja kuvioiden jyrsinnässä sekä työstettäessä reunoja ohjausrengasta tai ohjaustappia
käyttäen.
6.3 Jyrsintä sivuohjaimen kanssa
Töissä, joissa jyrsintä tapahtuu työkappaleen reunan kanssa samansuuntaisesti, voidaan käyttää
koneen mukana toimitettua sivuohjainta (3.2)
(mallissa „Modul 5A“ ei kuulu toimituslaajuuteen):
- Kiinnitä molemmat ohjaintangot (3.7) vääntönu-
peilla (3.3) sivuohjaimeen.
- Ohjaa ohjaintangot haluamaasi mittaan jyr-
sintäpöydän uriin (1.10) ja kiristä ohjaintangot
vääntönupilla (3.1) kiinni.
Nopeammin ja tarkemmin tämä etäisyys voidaan
säätää erikoisvarusteena saatavalla hienosäätöl-
aitteella (3.6):
- Kierrä säätöruuvi (3.4) sivuohjaimen muo-
viosaan,
- lukitse ohjaustangot kiinni hienosäätölaitteen
vääntönupeilla (3.5),
- avaa sivuohjaimen vääntönupit (3.3),
- säädä haluamasi etäisyys säätöruuvilla ja kierrä
vääntönupit jälleen kiinni.
49
Page 50

6.4 Jyrsintä pöydänlevikettä TV-OF käyttäen
Yläjyrsimen tukipintaa voidaan suurentaa ja parantaa näin ohjausta, esim. kun jyrsintä tapahtuu
lähellä reunaa, käyttämällä erikoisvarusteena
saatavaa pöydänlevikettä.
Pöydänlevike asennetaan samalla tavalla kuin
sivuohjain.
6.5 Jyrsintä ohjausjärjestelmää FS käyttäen
Erikoisvarusteena saatava ohjausjärjestelmä
helpottaa suorien urien jyrsimistä.
- Kiinnitä ohjain (4.1) sivuohjaimen ohjaustanko-
jen (3.7) kanssa jyrsinpöytään.
- Kiinnitä ohjauskisko (4.3) ruuvipuristimilla (4.4)
työkappaleeseen. Kiinnitä huomiota siihen, että
ohjauskiskon etureunan ja jyrsinterän tai uran
väliin jää 5 mm:n turvaetäisyys X (kuva 4).
- Aseta ohjain kuvan 4 esittämällä tavalla ohja-
uskiskolle. Jyrsintäohjain saadaan kulkemaan
välyksettä säätämällä ruuviavaimella molempia
ohjausleukoja, joihin pääsee käsiksi sivuaukkojen (4.2) kautta.
- Ruuvaa korkeussäädettävä tukiosa (4.6) jyr-
sinpöydässä olevaan reikään (6.6) kiinni siten,
että jyrsinpöydän alapinta on samansuuntainen
työkappaleen pinnan kanssa.
Kun jyrsitään piirrotuksen mukaan, jyrsimen
keskiakseli näkyy jyrsinpöydässä olevasta
merkistä (4.5) ja tukiosan asteikosta (4.6).
6.6 Jyrsintä ympyräohjainta SZ-OF 1000
käyttäen
Erikoisvarusteena saatavalla ympyräohjaimella
SZ-OF 1000 voidaan valmistaa pyöreitä osia ja pyöreitä reikiä, joiden halkaisija on 153 - 760 mm.
- Työnnä ympyräohjain niin pitkälle jyrsinpöydän
etumaiseen uraan, kunnes säde on haluamasi
suuruinen.
- Lukitse ympyräohjain kiinni vääntönupilla
(1.12).
Vihje
Jos työkappaleeseen ei haluta harpin kärjen jälkeä, keskikohtaan voidaan kiinnittää ohut puulevy
kaksipuolisella liimanauhalla.
6.7 Kopiointijyrsintä
Työkappaleiden mittatarkassa kopioinnissa
käytetään kopiointirengasta tai kopiointilaitetta
(kumpaakin on saatavissa erikoisvarusteena).
a) Kopiointirengas
Kiinnitä kopiointirengas alhaalta jyrsinpöytään
suojalevyn (2.1) sijasta.
Kun valitset kopiointirenkaan (5.1) kokoa, kiinnitä
huomiota siihen, että käyttämäsi jyrsinterä (5.2)
mahtuu renkaan aukon läpi.
Työkappaleen ja mallineen väliin jäävä mitta Y
(kuva 5) lasketaan seuraavasti:
Y = (Ø kopiointirengas - Ø jyrsinterä)
2
Ohjauskartiolla ZF-OF (Til.nro 486035) saadaan
kopiointirengas keskitettyä tarkalleen.
b) Kopiointilaite
Kopiointilaitetta varten tarvitaan kulmavarsi WAOF (6.5) ja kopiointikärkisarja KT-OF, joka koostuu
rullanpitimestä (6.2) ja kolmesta kopiointirullasta
(6.1).
- Ruuvaa kulmavarsi vääntönupilla (6.4) haluamallesi korkeudelle jyrsinpöydän kierrereikään
(6.6) kiinni.
- Asenna kopiointirulla rullanpitimeen ja ruuvaa
tämä vääntönupilla (6.3) kulmavarteen kiinni.
Kopioin-tirullan ja jyrsinterän halkaisijan täytyy
olla yhtä suuri!
- Kärkirullan ja jyrsimen akselin välinen etäisyys
voidaan säätää kiertämällä asetuspyörää (6.7).
6.8 Liimattujen reunalistojen jyrsintä
Reunalistat saadaan jyrsittyä tasoon käyttämällä
kulmavartta WA-OF (7.6) yhdessä ohjauslevyn
UP-OF (7.3) kanssa (kumpaakin on saatavissa
erikois-varusteena).
- Ruuvaa kulmavarsi vääntönupilla (7.5) jyrsinpöydän kierrereikään (7.7) kiinni.
- Ruuvaa ohjauslevy vääntönupilla (7.4) kulmavarteen kiinni.
- Säädä jyrsintäsyvyydeksi reunalistan paksuus +
2 mm.
- Avaa vääntönuppi (8.3) ja työnnä ohjauslevy (8.1) mahdollisimman lähelle jyrsinterää.
- Säädä ohjauslevyn syvyysasento asetuspyörällä
(8.2) siten, että reunalistan ulkonemaksi jää
vielä muutama kymmenesosamillimetri, jotka
hiot sitten lopuksi käsin pois.
Erikoisvarusteena saatavaa purusuojusta SF-OF
(7.2) voidaan käyttää pölyn imun tehostamiseen
jyrsittäessä reunalistoja. Suojus kiinnitetään
vääntönupilla (7.1) jyrsinpöydän sivuun. Se peittää
jyrsinterän ylhäältä (kuva 8).
7 Lisätarvikkeet
Käytä oman turvallisuutesi varmistami-
seksi vain alkuperäisiä Festool-tarvikkei-
ta ja varaosia.
Festoolin kattavasta lisävaruste- ja tarviketarjonnasta löydät monipuolisia ja tehokkaita apuvälineitä koneeseesi: esimerkiksi jyrsinharppi,
reikärivilliset ohjainkiskot, jyrsintäteline ja jyrsintäpöytä kiinteäasenteiseen käyttöön.
50
Page 51

Tarvikkeiden ja työkalujen tilausnumerot löydät
Festool-luettelosta tai internetistä osoitteesta
„www.festool.com“.
ostokuitti huolellisesti. Muilta osin ovat voimassa
valmistajan antamat, ajantasalla olevat käyttöturvaehdot.
8 Huolto ja ylläpito
Irrota laite verkkojännitteestä aina ennen
kuin teet mitään laitteeseen kohdistuvia
töitä!
Kaikki sellaiset huolto- ja korjaustyöt,
jotka edellyttävät moottorin kotelon
avaamista, on suoritettava valtuutetussa
huoltokorjaamossa.
Pidä aina laite ja tuuletusaukot puhtaana.
Laitteessa on itsekatkaisevat erikoishiilet. Kun
nämä ovat kuluneet, virransyöttö keskeytyy automaattisesti ja laite pysähtyy.
9 Hävittäminen
Sähkötyökaluja ei saa hävittää talousjätteen
mukana! Toimita käytöstä poistetut koneet, lisätarvikkeet ja pakkaukset ympäristöä säästävään
kierrätykseen. Noudata maakohtaisia määräyksiä.
Koskee vain EU-maita: EU-direktiivin 2002/96/EY
mukaan käytöstä poistetut sähkötyökalut ovat lajiteltavaa jätettä, joka on asianmukaisesti ohjattava
ympäristöä säästävään kierrätykseen.
Huomautus
Jatkuvan tutkimus- ja tuotekehittelytyön seurauksena tässä annettuihin teknisiin tietoihin saattaa
tulla muutoksia.
11 EU-vaatimustenmukaisuusvakuutus
Yläjyrsin Sarjanumero
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
CE-hyväksyntämerkinnän vuosi: 2000
Täten vakuutamme vastaavamme siitä, että tämä
tuote on seuraavien normien tai normiasiakirjojen
vaatimusten mukainen:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3.2, EN 61000-3-3 direktiivien 98/37/EY (28. jouluk. 2009 asti), 2006/42/EY
(29. jouluk. 2009 alkaen), 2004/108/EY määräysten
mukaan.
10 Käyttöturva
Myönnämme valmistamillemme laitteille materiaali- ja valmistusviat kattavan käyttöturvan, joka
vastaa maakohtaisia määräyksiä, ja jonka pituus
on vähintään 12 kuukautta. Käyttöturvan pituus on
EU-maissa 24 kuukautta (laskun tai toimituslistan
päiväyksestä lukien). Käyttöturva ei kata vaurioita, jotka ovat syntyneet luonnollisen kulumisen,
ylikuormituksen tai epäasianmukaisen käytön
seurauksena, ovat käyttäjän aiheuttamia tai syntyneet käyttöohjekirjan ohjeiden noudattamatta
jättämisen seurauksena, tai jotka olivat tiedossa
jo laitteen ostohetkellä. Poissuljettuja ovat myös
vahingot, jotka johtuvat ei-alkuperäisten tarvikkeiden ja kulutusmateriaalien (esim. hiomalautanen) käytöstä. Käyttöturvaan voidaan vedota vain
kun laite toimitetaan purkamattomana myyjälle
tai valtuutettuun Festool-huoltoon. Säilytä laitteen
käyttöohje, turvallisuusohjeet, varaosaluettelo ja
Dr. Johannes Steimel 11.01.2010
Tutkimus- ja tuotekehitysosaston sekä teknisen
dokumentoinnin päällikkö
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh Festool-tuotteille, niiden tarvikkeille ja
kulutusmateriaaleille
REACh on vuodesta 2007 lähtien koko Euroopassa voimassaoleva kemikaaleja koskeva asetus.
Käytämme kemikaaleja tuotteidemme valmistuksessa ja olemme tietoisia tiedotusvelvollisuudestamme asiakkaillemme. Olemme avanneet
asiakkaitamme varten seuraavan Web-sivuston,
josta voit aina katsoa viimeisimmät tiedot tuotteissamme mahdollisesti käytettävistä aineista:
www.festool.com/reach
51
Page 52

Overfræserne
Tekniske data OF 1010 EBQ OF 1010 EQ OF 1010 Q
Effekt 1010 W 1010 W 720 W
Omdrejningstal (tomgang) 10000 - 24000 min
-1
9500 - 23000 min-1 26500 min
-1
Dybde-hurtigindstilling 55 mm 55 mm 55 mm
Dybde-fi nindstilling 8 mm 8 mm 8 mm
Tilslutningsgevind for drivaksel M16x1,5 M16x1,5 M16x1,5
Fræserdiameter maks. 35 mm maks. 35 mm maks. 35 mm
Vægt (uden kabel) 2,7 kg 2,7 kg 2,7 kg
Beskyttelsesklasse / II / II / II
De angivne illustrationer fi ndes i starten af betjeningsvejledningen.
Symboler
Advarsel om generel fare
Brug høreværn.
Læs vejledning/anvisninger!
Brug beskyttelsesbriller.
1 Bestemmelsesmæssig anvendelse
Fræseværktøj fra Festool kan også bruges til bearbejdning af aluminium og gipskarton, hvis dette
fremgår af salgsmaterialet fra Festool. Overfræserne er beregnet til fræsning af træ, kunststof
og trælignende materialer.
Brugeren har ansvaret for skader og
ulykker i tilfælde af, at den bestemmelsesmæssige brug ikke overholdes.
2 Sikkerhedshenvisninger
2.1 Generelle sikkerhedsinstrukser
OBS! Læs alle sikkerhedsanvisninger og
instrukser. I tilfælde af manglende over-
holdelse af advarslerne og instrukserne er der
risiko for elektrisk stød, brand og/eller alvorlige
personskader.
Opbevar alle sikkerhedsanvisninger og vejledninger til senere brug.
Det i advarselshenvisningerne benyttede begreb
„el-værktøj“ refererer til netdrevet el-værktøj
(med netkabel) og akkudrevet el-værktøj (uden
netkabel).
2.2 Maskinspecifi kke sikkerhedshen-visninger
- Max. omdrejningstallet angivet på værktøjet må
ikke overskrides, hhv. skal omdrejningstalområdet slås til.
- Opspænd kun værktøj med en skaftdiameter,
som spændetangen er beregnet til.
- Kontrollér, om fræseren sidder rigtigt fast og
om den arbejder korrekt.
- Spændetangen og omløbermøtrikken må ikke
være beskadigede.
- Revnede fræsere eller fræsere, hvis form har
ændret sig, må ikke benyttes.
Brug egnede personlige vær-
nemidler: Høreværn, beskyttelsesbriller, støvmaske ved
støvende arbejde, beskyttelseshandsker ved ru materialer
og ved skift af værktøj.
- Festool Elektroværktøj må kun indbygges i
et arbejdsbord, som Festool har godkendt til
dette formål. Indbygning i andre arbejdsborde
inklusive hjemmelavede borde, kan føre til, at
elektroværktøjet bliver ustabilt og derved forårsage alvorlige uheld.
3 Larm- og vibrationsoplysninger
Værdierne, der er registreret i henhold til
EN 60745 udgør typisk:
Lydniveau/lydeffekt
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Måleusikkerhedstillæg K = 3 dB
Brug høreværn.
Samlet vibration (vektorsum af tre retninger) målt
iht. EN 60745:
Vibrationsemission (3-akset) a
Håndgreb a
= 5,5 m/s2
h
= 8,0 m/s
h
2
Usikkerhed K = 2,0 m/s²
De angivne emissionsværdier (vibration, støj) blev
målt i henhold til prøvebetingelserne i EN 60745
og tjener til sammenligning af maskiner. De kan
også bruges til foreløbig bedømmelse af vibrations- og støjbelastningen ved brug. De angivne
emissionsværdier gælder ved almindelig brug
52
Page 53

af elværktøjet. Hvis elværktøjet bruges til andre
opgaver eller med andre værktøjer, eller hvis det
vedligeholdes utilstrækkeligt, kan vibrations- og
støjbelastningen stige betragteligt over tid. For
at opnå en præcis vurdering inden for et angivet
tidsrum skal maskinens anførte tomgangs- og
stilstandstider også tages med i betragtning.
Det kan nedsætte belastningen over det samlede
arbejdstidsrum betydeligt.
4 Elektrisk tilslutning og idrifttagning
Netspændingen skal svare til angivelsen
på typeskiltet.
Kontakten (1.2) fungerer som til-/frakobler (I =
til / 0 = fra). Til varig drift kan man trykke arreteringsknappen (1.1) ind og lade den falde i hak.
Hvis man trykker på kontakten igen, deaktiveres
arreteringen igen. For tilslutning og frakobling af
netkablet se fi gur 1A.
5 Indstillinger på maskinen
Træk altid stikket ud af stikdåsen før arbejde
påbegyndes med maskinen!
5.1 Elektronik
(OF 1010 EBQ/OF 1010 EQ)
Arbejd under ingen omstændigheder med maskinen, hvis elektronikken er defekt, efter-som der
kan opstå en for høj omdrejnings-hastighed. Man
kan genkende defekt elektronik på manglende
blødstart eller hvis en regulering af omdrejningshastigheden ikke er mulig.
OF 1010 EBQ, OF 1010 EQ er forsynet med
en helperiodeelektronik med følgende
egenskaber:
Blødstart
Softstarten sørger for at maskinen sætter i gang
uden ryk.
Hastighedsregulering
Med stillehjulet (1.16) kan hastigheden indstilles
-1
trinløst mellem 10000 og 24000 min
-1
EQ: 9500 - 23000 min
). Derved kan De foretage
(OF 1010
en optimal tilpasning af skærehastigheden til det
givne arbejdsemne:
Fræserdiameter [mm]
3 - 14 15 - 25 16 - 35
Materiale
Hårdt træ 6 - 4 5 - 3 3 - 1 HW (HSS)
Blødt træ 6 - 5 6 - 3 4 - 1 HSS (HW)
Laminerede
spånplader
Kunstof 6 - 4 5 - 3 2 - 1 HW
Aluminium 3 - 1 2 - 1 1 HSS (HW)
Gipskarton 2 - 1 1 1 HW
Stillehjul trin
6 - 5 6 - 3 4 - 2 HW
Anbefalet
skæremateriale
Konstant omdrejningstal
Det forudvalgte omdrejningstal holdes konstant
både i tomgang og under bearbejdningen.
Beskyttelse mod overophedning
For at beskytte mod overophedning kobler sikkerhedselektronikken maskinen fra, hvis motoren når op på en kritisk temperatur. Efter en
afkølingstid på ca. 3-5 minutter er maskinen atter driftsklar. Afkølingstiden bliver kortere, hvis
motoren er i gang (tomgang).
Bremse (OF 1010 EBQ)
OF 1010 EBQ er udstyret med en elektronisk
bremse, som standser spindel og værktøj på ca.
2 sek., når maskinen slukkes.
5.2 Udskiftning af værktøj
Maskinen kan stilles på hovedet ved skift af
værktøj.
a) Isætning af værktøj
- Stik fræseværktøjet så langt som muligt
i den åbnede spændetang, mindst indtil
markeringen (
) på fræserens skaft nås.
- Spindlen drejes indtil spindelstop „går i hak“
(1.14) ved at trykke paa og spindlen fastlåses.
- Møtrikken (1.13) trækkes fast med gaffelnøgle
SW 19.
b) Aftagning af værktøj
- Spindlen drejes indtil spindelstop „går i hak“
(1.14) ved at trykke paa og spindlen fastlåses.
- Møtrikken (1.13) løsnes med gaffelnøgle SW
19 indtil modstand mærkes. Denne modstand
overvindes med gaffelnøglen.
- Fræseværktøjet fjernes.
5.3 Udskiftning af spændetang
Spændetangen fås til følgende skaftdiametre: 6,0
mm, 6,35 mm, 8 mm (bestillingsnumrene fi ndes
i Festool-kataloget eller på internettet under
„www.festool.com“).
- Møtrikken (1.13) drejes helt af og fjernes sammen med spændetangen fra spindlen.
- En ny spændetang med møtrik sættes ind i
spindlen og møtrikken skrues lidt fast. Møtrikken må ikke spændes helt fast, når maskinen
er uden fræser.
5.4 Indstilling af fræsedybde
Indstillingen fremgår i tre skridt.
a) Indstilling af nulpunktet
- Spændearmen (1.6) løsnes, således at dybdeanslag (1.7) er frit bevægeligt.
- Overfræseren med fræsbordet (1.11) stilles på
et solidt underlag. Drejeknappen (1.15) løsnes
og maskinen trykkes sålangt ned indtil fræseren
berører underlaget.
53
Page 54

- Fastspænd maskinen i denne stilling ved at
stramme drejeknappen (1.15).
- Dybdeanslag trykkes mod en af de tre fastanslag
af det drejelige revolveranslag (1.9).
Med en skruetrækker indstilles højden af ethvert
fastanslag individuelt:
Fastanslag min. højde/max. højde
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Viseren (1.4) skubbes nedad indtil den viser 0
mm på skala (1.5).
b) Indstilling af fræsedybde
Den ønskede fræsedybde indstilles enten med
dybde-hurtigindstillingen eller med dybde-fi nindstillingen.
• Dybde-hurtigindstilling: Dybdeanslag (1.7)
træk-kes opad indtil viseren viser den ønskede
fræsedybde. Dybdeanslag spændes fast med
spændearmen (1.6) i denne stilling.
• Dybde-fi nindstilling: Dybdeanslag spændes fast
med spændearmen (1.6). Den ønskede fræsedybde indstilles ved drejning af fi ngerhjulet (1.3).
Drejes fi ngerhjulet fra en markeringstreg til den
næste, ændres fræsedybden med 1/10 mm. En
omdrejning på fi ngerhjulet svarer til en ændring
af fræsedybden på 1 mm. Det maksimale indstillingsområde er 8 mm.
c) Positionering af fræsedybde
- Drejeknappen (1.15) løsnes og maskinen trykkes
ned indtil dybdeanslag berører fastanslag.
- Fastspænd maskinen i denne stilling ved at
stramme drejeknappen (1.15).
5.5 Udsugning
Slut altid maskinen til en udsugning.
Overfræserene har som standard udstyr en spånog støvopsugningstilslutning (1.8). Samtidigt forhindrer en spånudkastnings-beskyttelse (2.2) på
maskinens sideanslag, at spånerne kan fl yve ud.
Ved kantfræsning opnås bedste opsugningsresultater med opsugnings-kappen AH-OF (tilbehør).
Spånfanger KSF-OF
Spånfangeren KSF-OF (9.1) (medleveres til dels)
kan øge udsugningens effektivitet ved kantfræsning. Monteringen foretages på tilsvarende vis
som kopiringen.
Kappen kan skæres af langs noterne (9.2) med en
buesav og dermed formindskes. Spånfangeren
kan da anvendes ved en indvendig radius på ned
til 40 mm.
6 Arbejde med maskinen
Fastgør altid arbejdsemnet på en sådan
måde, at det ikke kan bevæge sig under
bearbejdningen.
Maskinen skal altid holdes med begge
hænder i de dertil beregnede greb (1.15,
1.17).
Læg mærke til, under bearbejdelsen, at overfræserens fremskydningsretning løber modsat
til fræserens drejeretning (modløbsfræsning)!
Der må kun fræses i modløb (maskinens fremføringsretning i værktøjets skæreretning, fi g. 5).
6.1 Bearbejdning af aluminium
Af hensyn til sikkerheden skal følgende
sikkerhedsforanstaltninger overholdes
ved bearbejdning af aluminium:
- Tilslut maskinen via et fejlstrømsrelæ (HFI-
relæ).
- Slut maskinen til et egnet udsugnings-aggre-
gat.
- Maskinens motorhus skal rengøres regelmæs-
sigt for støvafl ejringer.
Brug beskyttelsesbriller.
6.2 Frihåndfræsning
Især til skrift- eller billedfræsning og ved bearbejdelse af kanter med fræsere med startring eller
føringstapper føres overfræseren i fri hånd.
6.3 Fræsning med sideanslag
Det medleverede anslag bruges til fræsearbejde
(3.2), som skal udføres parallelt med arbejdsstykkets kant (ikke indeholdt i leveringen ved „Modul
5A“):
- Fastspænd de to føringsstænger til sideanslaget
(3.7) med de to drejeknapper (3.3).
- Før føringsstængerne ind i noterne (1.10) på
fræsebordet, indtil det ønskede mål er nået, og
fastspænd føringsstængerne med drejeknappen
(3.1).
Denne afstand indstilles hurtigere og nøjagtigere
med fi nindstillingen (3.6), som fås som tilbe-
hør:
- Justeringsskruen (3.4) drejes ind i sideanslagets
kunstofdel,
- føringsstængerne klemmes fast i fi nindstillin-
gen med drejeknapperne (3.5),
- drejeknapperne (3.3) løsnes ved sideanslag,
- den ønskede afstand indstilles med justerings-
skruen og drejeknapperne skrues fast igen.
54
Page 55

6.4 Fræsning med bordudvidelse TV-OF
For at udvide afl ægningsfl aden og dermed forbedre føringen, f.eks. ved kantenær fræsning,
kan bordudvidelsen TV-OF monteres, som fås
som tilbehør.
Bordudvidelsen monteres på samme måde som
sideanslaget.
6.5 Fræsning med føringssystem FS
Føringssystemet, som fås som tilbehør, sørger for
en nemmere fræsning af lige noter.
- Føringsanslag (4.1) monteres med sideanslagets føringsstænger (3.7) til fræsebordet.
- Føringsskinnen (4.3) monteres med skruetvingen (4.4) til værkstykket. Læg mærke til at
overholde en sikkerhedsafstand X (Fig. 4) på 5
mm mellem føringsskinnens forkant og fræseren eller noten.
- Føringsanslaget monteres, som vist i Fig. 4, på
føringsskinnen. For at sikre spilfri føring, kan
man med en skruetrækker gennem de to åbninger på siden (4.2) indstille to føringskæber.
- Den højdeudlignende støtteanordning (4.6)
monteres til gevindboringen (6.6) af fræsebordet, således at fræsebordets underside løber
parallelt til værkstykkets overfl ade.
Når der arbejdes efter opmærkning, viser markeringen på fræsebordet (4.5) og skala ved støtteanordningen (4.6), fræserens midterakse.
6.6 Fræsning med stangepasser SZ-OF
1000
Stangepasseren SZ-OF 1000, som fås som tilbehør, gør det muligt at fræse runde dele og cirkelrrunde udsnit med en diameter mellem 153 og
760 mm.
- Stangepasseren skubbes ind i den forreste not
af fræsebordet indtil den ønskede radius er
indstillet.
- Stangepasseren skrues fast med drejeknap-pen
(1.12).
Tip
Hvis man ønsker at undgå den lille fordybning,
som passerspidsen efterlader i midten af arbejdsstykket, kan der monteres et tyndt lille træbræt
i midten af arbejdsstykket med dobbeltsidet
klæbebånd.
a) Kopiring
Kopiringen monteres, i stedet for afdækningsringen (2.1), til fræsebordet nede fra. Læg mærke
til, at den monterede fræser (5.2), passer ind i
åbningen af den udvalgte kopiringen. (5.1).
Afstanden Y (Fig. 5) fra arbejdsstykket til skabelon
beregnes følgende:
Y = (Ø kopiring - Ø fræser)
2
Præcis centrering af kopiring med ZD-OF (bestill.
nr. 486035).
b) Kopianordning
Til kopianordningen monteres der vinkelarmen
WA.-OF (6.5) og kopi-taste-set KT-OF, som består
af en rulleholder (6.2) og tre kopiruller (6.1).
- Vinkelarmen skrues fast til gevindboringen
(6.6) ved fræsebordet i den ønskede højde med
drejeknappen (6.4).
- En kopirulle monteres til rulleholderen og
skrues fast til vinkelarmen med drejeknap (6.3).
Vær opmærksom på at kopirullen og fræseren
har den samme diameter!
- Afstanden mellem tastrulle og fræseakse indstilles ved drejning på fi ngerhjulet (6.7).
6.8 Ligefræsning af kantbånd
Kantbånd fræses lige med vinkelarm WA-OF (7.6),
i forbindelse med føringsplade UP-OF (7.3). Begge
dele fås som tilbehør.
- Vinkelarmen skrues fast til gevindboringen (7.7)
ved fræsebordet med drejeknap (7.5).
- Føringspladen skrues fast til vinkelarmen med
dreje-knap (7.4).
- Fræsedybden indstilles således, at den svarer
til kantens tykkelse + 2 mm.
- Føringspladen (8.1) føres så tæt som muligt
hentil fræseren ved løsning af drejeknap (8.3).
- Med fi ngerhjulet (8.2) indstilles dybde-indstillingen af føringspladen således, at ved lige
fræsning af kanterne få 1/10 mm af kanten bliver
tilbage, som bagefter slibes af med hånden.
Ved kantefræsning sørger en spånudkastningsbeskyttelse SF-OF (7.2) (tilbehør) for, at støvopsugningen fungerer rigtigt. Den monteres
med drejeknap (7.1) på siden af fræsebordet, og
afdækker således fræseren ovenfra under bearbejdelsen (Fig. 8).
6.7 Kopifræsning
Reproduktion af allerede eksisterende arbejdsstykker opnås med en kopiring eller en kopianordning (fås som tilbehør).
7 Tilbehør
Af hensyn til din egen sikkerhed må der
kun anvendes Original Festool-tilbehør
og reservedele.
Festool har et omfattende tilbehørsprogram,
som muliggør alsidig og effektiv anvendelse af
maskinen, f.eks. cirkelanslag, føringsskinner med
55
Page 56

hulrækker, fræsehjælp, fræsebord til stationær
anvendelse.
Bestillingsnumrene for tilbehør og værktøjer kan
De fi nde i Festool-kataloget eller på internettet
under „www.festool.com“.
8 Service og vedligeholdelse
Træk altid stikket ud af stikdåsen før
arbejde påbegyndes med maskinen!
Alt service- og vedligeholdelsesarbejde,
hvor man skal åbne motorkabinettet, må
udelukkende gennemføres af et autorise-
ret kundeservice-værksted.
Maskine og udluftningsslidser skal altid være rene.
Polereren er udstyret med selvafbrydende kul,
som afbryder for strømmen, når de skal skiftes.
9 Bortskaffelse
Elværktøj må ikke bortskaffes med almindeligt
husholdningsaffald! Maskiner, tilbehør og emballage skal tilføres en miljøvenlig form for genbrug!
Overhold de gældende nationale regler.
Kun EU: I henhold til det europæiske direktiv
2002/96/EF skal brugt el-værktøj indsamles særskilt og tilføres en miljøvenlig form for genbrug.
ret af Festool. Opbevar betjeningsvejledningen,
sikkerhedsanvisningerne, reservedelslisten og
bonen. Derudover gælder fabrikantens aktuelle
garantibetingelser.
Bemærkning: På grund af konstant forskningsog udviklingsarbejde forbeholdes retten til at gennemføre ændringer af de tekniske oplysninger.
11 EU-overensstemmelseserklæring
Overfræserne Serienr.
OF 1010 Q 490108
OF 1010 EQ 491991
OF1010 EBQ 490174
År for CE-mærkning: 2000
Vi erklærer med eneansvar, at dette produkt er i
overensstemmelse med følgende standarder eller
normative dokumenter:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3.2, EN 61000-3-3 iht. bestemmelserne i direktiverne 98/37/EF (til 28. dec.
2009), 2006/42/EF (fra 29. dec. 2009), 2004/108/
EF.
10 Garanti
I henhold til de respektive landes lovbestemmelser yder vi en garanti for materiale- eller
produktionsfejl – dog mindst på en periode af
12 måneder. Inden for EU-medlemsstaterne
udgør denne garantiperiode 24 måneder (bevis
via faktura eller leveringsformular). Skader, der
især kan føres tilbage til naturlig slitage, overbelastning, faglig ukorrekt omgang i modstrid med
betjeningsvejledningen og skader, der forårsages
af brugeren eller en anden anvendelse, der er i
modstrid med betjeningsvejledningen, eller der
var kendt ved købet, er udelukket af garantien.
Vi frasiger os ligeledes ethvert ansvar for skader,
som skyldes anvendelse af ikke-originalt tilbehør
og forbrugsmaterialer (f.eks. bagskiver). Krav fra
kundens side kan udelukkende accepteres, hvis
maskinen/værktøjet sendes tilbage til leverandøren eller et serviceværksted, der er autorise-
Dr. Johannes Steimel 11.01.2010
Chef for forskning, udvikling og teknisk dokumentation
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh til Festool produkter, tilbehør og forbrugsmateriale
Kemikalieloven REACH trådte i kraft i 2007 og
er gældende i hele Europa. Som ”downstreambruger” af kemikalier, dvs. producent af produkter,
tager vi vores informationspligt over for kunderne
alvorligt. På følgende hjemmeside fi nder du altid
aktuelle informationer om de stoffer fra kandidatlisten, som vores produkter kan indeholde:
www.festool.com/reach
56
Page 57

Overfresene
Tekniske data OF 1010 EBQ OF 1010 EQ OF 1010 Q
Effekt 1010 W 1010 W 720 W
Turtall (tomgang) 10000 - 24000 min
-1
9500 - 23000 min-1 26500 min
-1
Dybde-hurtigjustering 55 mm 55 mm 55 mm
Dybde-fi njustering 8 mm 8 mm 8 mm
Gjenget tilkopling for drivaksel M16x1,5 M16x1,5 M16x1,5
Fresdiameter maks. 35 mm maks. 35 mm maks. 35 mm
Vekt (uten kabel) 2,7 kg 2,7 kg 2,7 kg
Verneklasse / II / II / II
De oppgitte illustrasjoner fi nnes ved begynnelsen av bruksanvisningen.
Symboler
Advarsel mot generell fare
Bruk øreklokker!
Anvisning/les merknader!
Bruk vernebriller.
1 Forskriftsmessig bruk
Ved bruk av freseverktøy som i Festool-salgsdokumentene er bestemt for dette, er det også
mulig å bearbeide aluminium og gipskartong.
Overfresene er bestemt for fresing av tre, kunststoffer og trelignende materialer.
Brukeren er selv ansvarlig for skader og
ulykker som skyldes annen bruk enn det
som er beskrevet som defi nert bruk.
2 Sikkerhetshenvisninger
2.1 Generelle sikkerhetsinformasjoner
OBS! Les gjennom alle anvisningene. Feil
ved overholdelsen av nedenstående anvisninger
kan medføre elektriske støt, brann og/eller alvorlige skader.
Oppbevar alle sikkerhetsmerknader og anvisninger for fremtidig bruk.
Det nedenstående anvendte uttrykket «elektroverktøy» gjelder for strømdrevne elektroverktøy
(med ledning) og batteridrevne elektroverktøy
(uten ledning).
2.2 Maskinspesifi kke sikkerhetsanvisnin-
ger
- Maksimum turtall angitt på verktøyet må ikke
overskrides, hhv. turtallsområdet må overholdes.
- Monter bare verktøy med en tangediameter som
passer til spennhylsen
- Kontrollér at fresen sitter fast og at den fungerer
feilfritt.
- Spennhylse og overfalsmutter må ikke være
skadet.
- Fresere med riss i eller slike som har forandret
formen sin må ikke benyttes.
Bruk egnet personlig verneut-
styr: hørselvern, verne-briller og
støvmaske når det oppstår støv
under arbeidet, vernehansker
ved bearbeiding av ru materialer
og når verktøy skal byttes.
- Elektroverktøy fra Festool skal bare bygges inn
i arbeidsbord som er godkjent til slik bruk av
Festool. Montering i andre eller hjemmelagde
arbeidsbord kan føre til at elektroverktøyet blir
mindre sikkert å bruke. Det kan føre til alvorlige
ulykker.
3 Opplysninger om støy og vibrasjoner
Typiske verdier (beregnet etter EN 60745):
Lydtrykknivå/lydnivå
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Tillegg for usikkerhet ved måling K = 3 dB
Bruk øreklokker!
Totale svingningsverdier (vektorsum fra tre retninger) beregnet i henhold til EN 60745:
Svingningsemisjonsverdi
(treakset) a
Håndtak a
= 5,5 m/s2
h
= 8,0 m/s
h
2
Usikkerhet K = 2,0 m/s²
De angitte utslippsverdiene (vibrasjon, støy) er
målt i samsvar med EN 60745, og brukes ved
sammenligning av maskiner. De er også egnet til
en midlertidig vurdering av vibrasjons- og støybelastning under bruk.
De angitte utslippsverdiene representerer de
viktigste brukstypene til elektroverktøyet. Dersom
57
Page 58

elektroverktøyet brukes på annen måte eller med
andre innsatsverktøy eller etter utilstrekkelig
vedlikehold, kan vibrasjons- og støybelastningen
bli merkbart høyere i løpet av det totale arbeidstidsrommet. Man må også ta hensyn til maskinens
tomgangs- og stillstandsperioder når man skal
gjøre en nøyaktig vurdering for et gitt arbeidstidsrom. Dette kan redusere belastningen betraktelig
i løpet av totalt arbeidstidsrom.
4 Elektrisk tilkobling og igangsetting
Nettspenningen må stemme med spesi-
fi kasjonene på effektskiltet!
Bryter (1.2) er en på-/av-bryter (I = på / 0 = av).
For kontinuerlig drift kan bryteren settes fast med
låseknappen (1.1). Når bryteren trykkes en gang
til åpnes låsen igjen. For å tilslutte og frakople
nettledningen se Fig. 1A.
5 Innstillinger på maskinen
Trekk alltid støpselet ut av stikkontakten før
du utfører (reparasjons) arbeid på maskinen.
5.1 Elektronikk
(OF 1010 EBQ/OF 1010 EQ)
Ikke bruk maskinen når det er feil på elektronikken. Trtallet kan ellers bli for høyt. Hvis det er feil
på eletronikken går maskinen ikke jevnt, eller
turtallet kan ikke justeres.
OF 1010 EBQ, OF 1010 EQ er utstyrt med
fullakselelektronikk med følgende egen-
skaper:
Rolig start
Myk oppstart sikrer rykkfri start av maskinen.
Omdreiningstallsjustering
Med stillhjul (1.16) kan turtallet justeres trinnvis
-1
mellom 10000 og 24000 min
-1
og 23000 min
). Dermed kan skjærehastigheten
(OF 1010 EQ: 9500
tilpasses optimalt til hvert materiale:
Fresdiameter [mm]
3 - 14 15 - 25 16 - 35
Materiale
Hardtre 6 - 4 5 - 3 3 - 1 HW (HSS)
Løst tre 6 - 5 6 - 3 4 - 1 HSS (HW)
Laminerte
sponplater
Kunstoff 6 - 4 5 - 3 2 - 1 HW
Aluminium 3 - 1 2 - 1 1 HSS (HW)
Gipskartong 2 - 1 1 1 HW
Trinn på dreieknappen
6 - 5 6 - 3 4 - 2 HW
Anbefalet
skjærmateriale
Konstante omdreiningstall
Det forvalgte omdreiningstallet holdes konstant
ved tomgang og ved bearbeiding.
Temperatursikring
Som beskyttelse mot overoppheting slår sikkerhetselektronikken maskinen av når en kritisk
motortemperatur er nådd. Etter en avkjølingstid
på ca. 3-5 minutter er maskinen igjen klar til
bruk. Avkjølingstiden reduseres når maskinen
går (tomgang).
Brems (OF 1010 EBQ)
OF 1010 Q har en elektronisk bremse som fører
til at spindelen med verktøyet stanses innen ca. 2
sekunder etter at maskinen er blitt utkoplet.
5.2 Verktøy skiftes ut
Ved verktøyskifte kan du sette maskinen på hodet.
a) Sette inn verktøy
- Sett inn fresverktøyet så langt inn i spennhylsen
som mulig, minst inn til markeringen (
) på
frestangen.
- Drei spindel så langt til spindelstopp (1.14) låses fast mens du trykker på og spindelen låses
fast.
- Trekk mutter (1.13) fast med en gaffelnøkkel
nøkkelvidde 19.
b) Ta ut verktøy
- Drei spindel så langt til spindelstopp (1.14) låses fast mens du trykker på og spindelen låses
fast.
- Løsne mutter (1.13) med en gaffelnøkkel nøkkelvidde 19 så langt til du føler motstand. Du Denne
motstanden overvinner denne motstanden du
ved å dreie gaffelnøkkelen videre.
- Ta ut fresen.
5.3 Utskifting av spenntang
Det finnes spennhylser for følgende tangediametere: 6,0 mm, 6,35 mm, 8 mm (se Festoolkatalogen eller Internett „www.festool.com“ for
bestillingsnummer).
- Drei mutter (1.13) helt av og ta den ut av spindelen sammen med spenntangen.
- Sett en ny spenntang med mutter inn i spindelen
og drei mutteren lett til. Trekk ikke mutteren
ikke fast hvis ikke en fres er stukket inn!
5.4 Fresedybde stilles inn
Innstillingen av fresedybden skjer i tre skritt:
a) Nullpunkt stilles inn
- Åpne spennarmen (1.6) slik at dybdeanslaget
(1.7) kan beveges fritt.
- Sett overfresen med fresebord (1.11) på et plant
underlag. Åpne dreiehode (1.15) og trykk maskinen så langt nedover til fresen sitter opp på
underlaget.
58
Page 59

- Klem fast maskinen ved å lukke dreieknappen
(1.15) i denne stillingen.
- Trykk dybdeanslaget mot et av de tre rresterende anslagene til det dreibare revolveranslaget
(1.9).
Du kan innstille hvert fastanslag individuelt i høyden med en skrutrekker:
Fastanslag min. højde/max. højde
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Skyv viser (1.4) nedover slik at den viser 0 mm
på skalaen (1.5).
b) Fresedybde forhåndsinstilles
Den ønskede fresedybden kan du enten innstille
med dybdehurtigjusteringen eller med dybdefi njusteringen.
• Dybdehurtigjustering: Trekk dybdeanslag (1.7)
så langt oppover til viseren indikerer den ønskede fresedybden. Klem dybdeanslaget med
spennarmen (1.6) fast i denne stilling.
• Dybdefi ninnstilling: Klem dybdeanslaget med
spennarmen (1.6) fast. Still inn den ønskede
fresedybden ved å dreie stillhjul (1.3). Når du
dreier stillhjulet videre med en markeringsstrek endres fresedybden med 0,1 mm. En fullstendig omdreiningomdreinig girer 1 mm. Det
maksimale justeringsområdet for stillhjulet er
8 mm.
c) Fresedybde lukkes
- Åpne dreieknapp (1.15) og trykk maskinen
så langt nedover til dybdeanslaget berører
fastanslaget.
- Klem fast maskinen ved å lukke dreieknappen
(1.15) i denne stillingen.
5.5 Avsug
Koble alltid maskinen til et avsugssys-
tem.
Overfresene er som standard utstyrt med en tilkopling for spon- og støvavsuging (1.8). Samtidig
forhindres ved hjelp av en avsugingshette (2.2) på
sideanslaget at sponene fl yr vekk.
Når du freser kanter får du de beste avsugingsresultatene med avsugingshetten AH-OF som fås
som tilbehør.
Sponfanger KSF-OF
Sponfangeren KSF-OF (9.1)(med i leveransen i
noen utgaver) kan øke avsug effektiviteten ved
kantfresing.
Monteres på samme måte som kopiringen.
Kappen kan skjæres av langs merkene (9.2) og
dermed forminskes. Sponfangeren kan da brukes
på innvendige radier ned til 40 mm.
6 Arbeide med maskinen
Fest alltid emnet slik at det ikke kan be-
vege seg under bearbeiding.
Hold alltid maskinen med begge hender
på de monterte håndtakene (1.15, 1.17).
Arbeid alltid slik at overfresens fremføringsretning er motsatt til fresens dreieretning (fresing i
motsatt retning)!
Fresing kun i motgående retning (maskinens
fremføringsretning i verktøyets skjæreretning,
fi gur 5).
6.1 Bearbeiding av aluminium
Når du arbeider med aluminium, må du av
sikkerhetsgrunner ta hensyn til dette:
- Det må forkobles en sikkerhetsbryter for jord-
feilstrøm (FI, PRCD).
- Koble maskinen til et egnet avsugapparat.
- Regelmessig rengjøring av maskinen for stø-
vavleiringer i motorhuset.
Bruk vernebriller.
6.2 Frihåndsfresing
Ved fresing av skrifter eller bilder og bearbeiding
av kanter med fresere med styrering eller styretapp føres overfresen frihånd.
6.3 Fresing med sideanslag
For arbeider parallell til arbeidsstykkets kant kan
du bruke det medleverte sideanslaget (3.2) (er
ikke inkludert i „Modul 5A“):
- Klem fast de to føringsstengene (3.7) på side-
anlegget med de to dreieknappene (3.3).
- Legg føringsstengene inn i sporene (1.10) på
fresebordet frem til ønsket mål og klem fast
føringsstengene med dreieknappen (3.1).
Med fi ninnstillingen (3.6) som fås som tilbehør
kan du justere sideanslaget hurtigere og mer
eksakt:
- Drei justeringsskrue (3.4) inn i sideanslagets
kunststoffdel,
- klem styrestenger med dreieknappene (3.5) fast
på fi ninnstillingen,
- åpne dreieknapper (3.3) på sideanslaget,
- still inn ønsket avstand med justeringsskruen
og drei dreie-knapper til igjen.
6.4 Frese med bordutvidelse TV-OF
For å forstørre overfresens bærefl ate og derved å
forbedre styringen, f.eks. ved fresearbeider langs
kanten, kan bordutvidelsen TV-OF benyttes som
fås som tilbehør benyttes.
Bordutvidelsen monteres på samme måte som
sideanslaget.
59
Page 60

6.5 Frese med styresystemet FS
Styresystemet som fås som tilbehør gjør det lettere åletter freseing av rette noter.
- Fest styreanslag (4.1) med sideanslagets styrestenger (3.7) på fresebordet.
- Fest styreskinne (4.3) med skrutvinger (4.4)
på arbeidsstykket. Vær oppmerksom på at det
overholdes en sikkerhetsavstand X (bilde 4) på
5 mm mellom styreskinnens forkant og fresen,
hhv. noten.
- Sett styreanslaget som fremstilt ipå bilde 4,
på styreskinnen. For å sikre en styring av freseanslaget uten klaring kan du med en skrutrekker stille inn to styrebakker gjennom de to
åpningene (4.2) på siden.
- Skru støtte (4.6) )som er innstillbar i høyden fast
på fresebordets gjengeboring slik at fresebordets underside er parallell med arbeidsstykkets
overfl ate.
For å kunne arbeide etter riss indikererviser markeringen på fresebord (4.5) og skalaen på støtte
(4.6) deg fresens midtakse.
6.6 Fresing med stangpasser SZ-OF 1000
Med stangpasseren SZ-OF 1000 som fås som tilbehør, kan du fremstille runde deler hhv. sektorer
med en diameter mellom 153 og 760 mm.
- Skyv stangpasseren så langt inn i frese-bordets
fremre not til den ønskede radiusen er innstilt.
- Lås stangpasseren fast med dreieknapp
(1.12).
Tips for bruk
Hvis du vil unngå at passerspissen etterlater et
hull på arbeidsstykket kan du med dobbelsidig
limbånd feste et tynt trebrett med dobbelsidig
limbånd på midtpunktet.
b) Kopieringsinnretning
For kopieringsinnretningen trenger man vinkelarmen WA-OF (6.5) og kopiertast-settet KT-OF
som består av en rulleholder (6.2) og tre kopieringsruller (6.1).
- Skru vinkelarmen med dreieknapp (6.4) fast
med dreieknapp i ønsket høyde på fresebordets
gjengeboring (6.6).
- Monter en kopieringsrulle på rulleholderen og
skru denne med dreieknapp (6.3) fast på vinkelarmen. Vær oppmerksom på at kopieringsrullen og fresen har samme diameter!
- Ved å dreie stillhjulet (6.7) kan du stille inn avstanden fraav tastrullen til fresaksen.
6.8 Kantbelegg freses plant
Med vinkelarm WA-OF (7.6) i forbindelse med
styreplaten UP-OF (7.3), begge deler fås som
tilbehør, kan du planfrese kantbelegg som rager
ut over.
- Skru vinkelarmen med dreieknapp (7.5) fast på
fresebordets gjengeboring (7.7).
- Skru styreplaten med dreieknapp (7.4) fast med
dreieknapp (7.4) fast på vinkelarmen.
- Still inn fresedybden slik at denne er likeså tykk
som kantbelegget + 2 mm.
- Før styreplate (8.1) ved å åpne dreieknapp (8.3)
så tett som mulig inntil fresen.
- Foreta styreplatens dybdeinnstilling med stillhjul (8.2) slik at det står igjen noen tiendedels
millimeter av kantbelegget som du etterpå
sliper av for hånd.
Sponfangeren SF-OF (7.2) som fås som tilbehør
forbedrer støvavsugingen ved fresing av kantbelegg. Den festes med dreieknapp (7.1) på siden av
frese-bordet og dekker fresen ovenfra mens du
arbeider (bilde 8).
6.7 Kopifresing
For å reprodusere arbeidsstykker målnøyaktig
benyttes en kopieringsring eller kopieringsinnretningen (fås henholdsvis som tilbehør).
a) Kopieringsring
Fest kopieringsringen i stedet for dekkringen (2.1)
nedenfra på fresebordet.
Vær ved valg av kopieringsringens (5.1) størrelse
oppmerksom på at den benyttede fresen (5.2)
passer gjennom åpningen.
Fremspringetn Y (bilde 5) av arbeidsstykket til
sjab-lonen beregnes på følgende måte:
Y = (Ø kopieringsring - Ø fres)
2
Ved montering av kopiring bruk senterdør ZD-OF
(best.-nr. 486035) for nøyaktig sentrering.
7 Tilbehør
Av hensyn til din egen sikkerhet bør du
alltid bruke original Festool-tilbehør og
reservedeler.
Festool tilbyr en lang rekke tilbehør som gjør det
mulig å bruke maskinen på en allsidig og effektiv
måte, for eksempel: fresesirkel, føringsskinner
med hullrekker, fresehjelp, fresebord til stasjonær bruk.
Bestillingsnumrene til tilbehør og verktøy fi nner
du i Festool-katalogen eller på Internett under
„www.festool.com“.
8 Vedlikehold og pleie
Trekk alltid støpselet ut av stikkon-takten
før du utfører (reparasjons) arbeid på
maskinen .
60
Page 61

Alt vedlikeholds- og servicearbeid som
krever at motorhuset åpnes skal alltid
utøres på et autorisert kundeservice-
verksted.
Maskinen og ventilasjonsspaltene må alltid holdes rene.
Maskinen er utstyrt med spesialkull som slås
automatisk av. Dersom disse er slitt ut skjer et
automatisk strømavbrudd og maskinen stanses.
Anmerkning
På grunn av kontinuerlige forsknings- og utviklingsarbeid tas det forbehold om endringer av de
tekniske spesifi kasjonene i dette dokumentet.
11 EU-samsvarserklæring
Overfresene Serienr.
OF 1010 Q 490108
OF 1010 EQ 491991
9 Avhending
Kast aldri elektroverktøy i husholdningsavfallet!
Returner maskin, tilbehør og emballasje til et
miljøvennlig gjenvinningsanlegg. Følg bestemmelsene som gjelder i ditt land.
Kun EU: I henhold til EU-direktiv 2002/96/EF
må elektroverktøy som ikke lenger skal brukes,
samles separat og returneres til et miljøvennlig
gjenvinningsanlegg.
10 Ansvar for mangler
For våre apparater er vi ansvarlig for materialeller produksjonsfeil i samsvar med gjeldende
nasjonale bestemmelser, i minst 12 måneder.
Denne tiden 24 måneder innenfor EU-stater
(bevises med regning eller følgeseddel). Skader
som spesielt skyldes slitasje, overbelastning,
ufagmessig håndtering, eller skader forårsaket
av brukeren eller annen bruk i strid med bruksanvisningen, eller skader som var kjent ved kjøp
av apparatet omfattes ikke av dette ansvaret. I
tillegg unntas skader som kan føres tilbake til
bruk av ikke-originalt tilbehør og forbruksmaterialer (f.eks. slipetallerken). Reklamasjoner kan
bare godtas hvis apparatet ikke ble demontert
og returneres til leverandøren eller et autorisert
Festool-serviceverksted. Ta godt vare på bruksanvisningen, sikkerhetsforskrifter, reservedelsliste
og kvittering. Dessuten gjelder produsentens
aktuelle betingelser for ansvar ved mangler.
OF 1010 EBQ 490174
År for CE-merking: 2000
Vi erklærer under eget ansvar at dette produktet
er i samsvar med følgende normer eller normdokumenter:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3.2, EN 61000-3-3 iht. bestemmelsene i rådsdirektivene 98/37/EF (til 28. des.
2009), 2006/42/EF (fra 29. des. 2009), 2004/108/EF.
Dr. Johannes Steimel 11.01.2010
Leder for forskning, utvikling, teknisk dokumentasjon
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh for Festool-produkter, tilbehør og forbruksmateriell
REACh har siden 2007 vært gjeldende kjemikalievedtekt over hele Europa. Som produsent av produkter som inneholder kjemikalier, er vi bevisst
på vår informasjonsplikt overfor kundene. For at
vi alltid skal kunne holde deg oppdatert og gi deg
informasjon om mulige stoffer i våre produkter
som fi nnes på listen, har vi opprettet følgende
nettside: www.festool.com/reach
61
Page 62

Fresadora superior
Dados técnicos OF 1010 EBQ OF 1010 EQ OF 1010 Q
Potência 1010 W 1010 W 720 W
Número de rotações (em vazio) 10000 - 24000 rpm 9500 - 23000 rpm 26500 rpm
Ajuste rápido de profundidade 55 mm 55 mm 55 mm
Ajuste de profundidade de precisão
8 mm 8 mm 8 mm
Rosca da conexão do veio de
accionamento M16x1,5 M16x1,5 M16x1,5
Diâmetro de fresa máx. 35 mm v máx. 35 mm
Peso (sem cabo) 2,7 kg 2,7 kg 2,7 kg
Classe de protecção
/ II / II / II
As fi guras indicadas encontram-se no início das instruções de operação.
Símbolos
Perigo geral
Utilizar protectores de ouvido!
Ler indicações/notas!
Usar óculos de protecção.
1 Utilização em conformidade
No emprego das ferramentas de fresa indicadas
nos documentos de venda da Festool, também
podem ser processados alumínio e papelão de
gesso. Conforme as prescrições, as fresas de face
são concebidas para fresar madeira, materiais
sintéticos e materiais semelhantes à madeira.
O utilizador é responsável por danos e
acidentes devidos a uma utilização não
própria conforme as disposições.
2 Avisos de segurança
2.1 Regras gerais de segurança
ATENÇÃO! Leia todas as indicações de
segurança e instruções. O desrespeito das
advertências e instruções pode ocasionar choques eléctricos, incêndios e/ou ferimentos graves.
Guarde todas as indicações de segurança e instruções para futura referência.
O termo “Ferramenta eléctrica” utilizado a seguir
nas indicações de advertência, refere-se a ferramentas eléctricas operadas com corrente de rede
(com cabo de rede) e a ferramentas eléctricas
operadas com acumulador (sem cabo de rede).
2.2 Indicações de segurança específi cas da
máquina
- A rotação máxima indicada na ferramenta não
deve ser excedida e a gama das rotações há de
ser cumprida.
- Fixe apenas ferramentas especiais com o diâ-
metro de fuste previsto para a pinça de aperto.
- Atente ao aperto fi rme da fresa e certifi que-se
do seu giro perfeito.
- A pinça e a porca de fi xação não podem apre-
sentar danifi cações.
- Fresas que apresentam fi ssuras ou aquelas,
cuja forma se modifi cou, não devem ser utilizadas.
Use equipamentos protectores
adequados e individualmente
adaptados: protecção auditiva,
óculos de protecção, máscara
contra pós no caso de trabal-hos
em que seja produzido pó, luvas
de protecção ao tratar materiais
rugosos e ao mudar ferramentas.
- As ferramentas eléctricas Festool só devem ser
montadas em bancadas de trabalho projectadas
pela Festool para esse efeito. Se a ferramenta
eléctrica for montada numa outra bancada de
trabalho ou numa de fabrico próprio, ela pode
fi car instável e provocar acidentes graves.
3 Informação relativa a ruído e vibração
Os valores determinados de acordo com a norma
EN 60745 são, tipicamente:
Nível de pressão acústica/potência do nível
acústico
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Factor de insegurança de medição K = 3 dB
Utilizar protectores de ouvido!
62
Page 63

Níveis totais de vibrações (soma vectorial de
três sentidos) determinados em função da NE
60745:
Nível de emissão de vibrações
(3 eixos) a
= 5,5 m/s
h
Punho ah = 8,0 m/s
2
2
Incerteza K = 2,0 m/s²
Os valores de emissão (vibração, ruído) indicados
foram medidos de acordo com as condições de
ensaio na NE 60745 e servem de comparativo de
ferramentas. São também adequados para uma
avaliação provisória do coefi ciente de vibrações
e do nível de ruído durante a aplicação. Os níveis
de emissão indicados representam as aplicações
principais da ferramenta eléctrica. No entanto,
se a ferramenta eléctrica for utilizada para outras aplicações, com outros acessórios ou com
uma manutenção insufi ciente, tal pode aumentar
claramente o coefi ciente de vibrações e o nível de
ruído durante todo o período de funcionamento.
Para uma avaliação precisa durante um determinado período de funcionamento, devem também
observar-se os tempos de trabalho em vazio e
de paragem da ferramenta abrangidos. Tal pode
reduzir consideravelmente o esforço durante todo
o período de funcionamento.
4 Ligação eléctrica e colocação em funcio-
namento
A tensão da rede deve estar sempre de
acordo com a indicação na chapa de po-
tência.
O interruptor (1.2) serve como interruptor para
ligar/desligar (ON/OFF) (I = ligado / 0 = desligado). Para um funcionamento contínuo pode ser
engatado o botão de bloqueio lateral (1.1). Premindo novamente o interruptor soltase de novo o
bloqueio. Para ligar e desligar o cabo de conexão
à rede, veja ilustração 1A.
5 Ajustes na máquina
Antes de se efectuar qualquer trabalho na máquina retirar sempre a fi cha de ligação da tomada
de corrente!
5.1 Sistema electrónico
(OF 1010 EBQ/OF 1010 EQ)
Não trabalhar com a máquina se o sistema electrónico estiver defeituoso, já que isso poderia
originar rotações demasiado elevadas. Pode
identifi car-se um sistema electrónico defi ciente
pela falta de arranque suave ou se não for possível
efectuar uma regulação das rotações.
A OF 1010 EBQ, OF 1010 EQ possui um
sistema electrónico de onda completa com as seguintes características:
Arranque suave
O arranque suave providencia um arranque da
máquina isento de solavancos.
Regulação do número de rotações
Através da roda de ajuste (1.16) é possível ajustar
progressivamente o número de rotações entre
10000 e 24000 rpm (OF 1010 EQ: 9500 e 23000
rpm). Pode deste modo ajustar-se adequadamente a velocidade de corte ao respectivo material a
trabalhar:
Diâmetro de fresa [mm]
3 - 14 15 - 25 16 - 35
Posição da roda reguMaterial
Madeira dura 6 - 4 5 - 3 3 - 1 HW (HSS)
Madeira mole 6 - 5 6 - 3 4 - 1 HSS (HW)
Placas de
aglomerado
revestidas
Sintetico 6 - 4 5 - 3 2 - 1 HW
Aluminio 3 - 1 2 - 1 1 HSS (HW)
Papelão de
gesso
6 - 5 6 - 3 4 - 2 HW
2 - 1 1 1 HW
ladora
Material
de corte
recomendado
Número de rotações constante
O número de rotações pré-seleccionado é mantido, em vazio e durante o trabalho, de modo
constante.
Disjuntor térmico
Ao ser atingida uma temperatura do motor crítica, o sistema electrónico de protecção desliga a
máquina, para efeitos de protecção contra sobreaquecimento. A máquina estará novamente pronta
a funcionar após um período de arrefecimento de
aprox. 3-5 minuto. O período de arrefecimento é
menor com a máquina a trabalhar (marcha em
vazio).
Travão (OF 1010 EBQ)
A OF 1010 EBQ dispõe de um freio electrónico, o
qual pára o fuso com a ferramenta, dentro de 2
segundos, após o desligamento da máquina.
5.2 Trocar a ferramenta
Para se mudar de ferramenta pode virar-se a
máquina ao contrário.
63
Page 64

a) Colocar a ferramenta
- Introduza a ferramenta de fresar o máximo
possível na pinça de fi xação aberta, pelo menos
até à marca (
- Girar o fuso o sufi ciente, até que, se premida, a
trava de fuso (1.14) encrava e trava o fuso.
- Apertar a porca (1.13) com o auxílio de uma
chave de boca de 19 mm.
b) Retirar a ferramenta
- Girar o fuso o sufi ciente, até que, se premida, a
trava de fuso (1.14) encrava e trava o fuso.
- Desapertar a porca (1.13), com o auxílio de uma
chave de boca de 19 mm, o sufi ciente até sentir
uma certa resistência. Esta resistência deve ser
vencida com a continuação do giro da chave de
boca.
- Retirar a fresa.
5.3 Substituição da pinça
Estão disponíveis pinças para os seguintes diâmetros de fuste: 6,0 mm, 6,35 mm, 8 mm (Números
de encomenda, ver catálogo Festool ou na Internet
em www.festool.com).
- Sacar a porca completamente (1.13) e retirá-la
do fuso, junto com a pinça.
- Inserir uma nova pinça com a porca no fuso e
apertar a porca levemente. Não apertar demasiado a porca se não houver fresa na pinça!
5.4 Ajustar a profundidade de fresa
O ajuste da profundidade de fresa realiza-se em
três etapas:
a) Ajustar o ponto neutro
- Abrir a alavanca de fi xação (1.6), até que o encosto de profundidade (1.7) fi que livremente
móvel.
- Pôr a fresa de face com a mesa de fresa (1.11)
numa base plana. Desapertar o botão regulador
(1.15) e empurrar a máquina para baixo, até a
fresa encostar na base.
- Fixe a máquina por aperto nesta posição, fechando a manete de aperto (1.15).
- Premir o encosto de profundidade contra um dos
três encostos fi xos do encosto-revolver girável
(1.9).
Com uma chave de fendas, a altura de cada
encosto pode ser ajustada individualmente:
Encosto fi xo Altrura min./Altura máx.
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Empurrar o indicador (1.4) para baixo, de forma
) no fuste da fresa.
que aponte os 0 mm na escala (1.5).
b) Determinar a profundidade de fresar
A profundidade de fresar desejada pode ser determinada pelo ajuste rápido de profundidade ou
pelo ajuste de profundidade de precisão.
• Ajuste rápido de profundidade: puxar o encosto
de profundidade (1.7) para cima o sufi ciente,
para que o indicador aponte à profundidade de
fresa desejada. Imobilizar o encosto de profundidade nesta posição, com auxílio da alavanca
de fi xação (1.6).
• Ajuste de profundidade de precisão: Imobili-
zar o encosto de profundidade com auxílio da
alavanca de fi xação (1.6). A profundidade de
fresa desejada é ajustada, girando a roda de
ajuste (1.3). Girando a roda de ajuste um traço,
a profundidade de fresa muda 0,1 mm. Um giro
completo perfaz 1 mm. A gama máxima de
ajuste desta roda é de 8 mm.
c) Aumentar a profundidade de fresa
- Abrir o botão (1.15) e empurrar a máquina para
baixo, até que o encosto de profundidade toque
no encosto fi xo.
- Fixe a máquina por aperto nesta posição, fechando a manete de aperto (1.15).
5.5 Aspiração
Ligue sempre a máquina a um sistema
de aspiração.
No módulo padrão, as fresas de face estão dotadas de um bocal para a aspiração de aparas e de
pó (1.8). Por meio de uma cobertura de aspiração
(2.2) no encosto lateral, evita-se que as aparas
sejam espalhadas.
Na fresa de cantos obtêm-se excelentes resultados de aspiração com o auxílio da cobertura de
aspiração AH-OF, disponível como acessório.
Pára-aparas KSF-OF
O pára-aparas KSF-OF (9.1) (parcialmente no
âmbito de fornecimento) permite aumentar a efi cácia da aspiração ao fresar cantos. A montagem
é efectuada de modo análogo ao anel copiador. A
tampa pode ser cortada com uma serra de arco ao
longo dos entalhes (9.2) sendo assim diminuída.
O pára-aparas pode então ser utilizado em raios
interiores, até a um raio mínimo de 40 mm.
64
Page 65

6 Trabalhar com a máquina
Fixe sempre a peça a trabalhar, de modo
a que não se possa mover, ao ser trabalhada.
A ferramenta deve ser sempre segura,
com ambas as mãos, pelos punhos (1.15,
1.17) previstos para o efeito.
Trabalhar sempre de forma que o sentido de
avanço da fresa de face seja oposto ao sentido de
rotação (fresar no sentido oposto)! Fresar apenas
em contra-rotação (avanço da máquina no sentido
de corte da ferramenta, imagem 5).
6.1 Trabalho em alumínio
Ao trabalhar com alumínio deve, por ra-
zões de segurança, respeitar as seguites
medidas:
- Ligar à entrada um disjuntor de corrente de
defeito (FI, PRCD).
- Ligar a ferramenta a um aspirador adequado.
- Limpar a ferramenta regularmente, retirando
os depósitos de pó da caixa do motor.
Usar óculos de protecção.
6.2 Fresar com guia à mão
Principalmente para fresar letras ou fi guras e no
processamento de cantos, com anel de esbarro
ou pino de guia, conduz-se a fresa de face à mão
livre.
6.3 Fresar com encosto lateral
Para trabalhos a serem efectuados paralelamente
com o canto da peça a ser trabalhada pode ser
empregado o encosto lateral fornecido (3.2) (no
„Módulo 5A“ não existe no âmbito de fornecimento):
- Prenda as duas barras guia (3.7) no batente late-
ral através das duas manetes de aperto (3.3).
- Insira as barras guia até à medida desejada nas
ranhuras (1.10) da mesa de tupia, e prenda as
barras guia através da manete de aperto (3.1).
Esta distância pode ser ajustada mais rápida e
exactamente, por meio do ajuste de precisão (3.6),
fornecido como acessório:
- Girar o parafuso de ajuste (3.4) para dentro do
elemento de plástico do encosto lateral,
- travar as hastes de guia no ajuste de precisão,
com o auxílio dos botões de fi xação (3.5),
- desapertar os botões de fi xação (3.3) no encosto
lateral,
- regular a distância desejada por meio do para-
fuso de ajuste e voltar a apertar os botões de
fi xação.
6.4 Fresar com o alargamento de mesa TVOF
Visando aumentar a superfície de apoio da fresa de face e, assim, melhorar a guia, p.ex., nos
trabalhos perto do canto, pode ser empregado o
alargamento de mesa TV-OF, encontrado como
acessório. O alargamento de mesa é montado da
mesma forma que o encosto lateral.
6.5 Fresar com sistema de guia FS
O sistema de guia disponível como acessório,
facilita fresar ranhuras rectas.
- Fixar o encosto de guia (4.1) na mesa de fresa,
por meio das hastes de guia (3.7) do encosto
lateral.
- Fixar a régua de guia (4.3) na peça a trabalhar
com o auxílio de sargentos (4.4). Atentar a que
seja mantida a distância de segurança X (fi gura
4) de 5 mm, entre o canto dianteiro da régua de
guia e a fresa ou a ranhura.
- Como ilustrado na fi gura 4, pôr o encosto de guia
na régua de guia. A fi m de garantir uma guia
do encosto de fresa isenta de folga, podem ser
ajustados dois blocos de guia, passando uma
chave de fendas pelos dois orifícios laterais
(4.2).
- Aparafusar o apoio (4.6), ajustável na altura, no
furo roscado (6.6) da mesa da fresa, de forma
que a face inferior da mesa da fresa fi que paralela com a superfície da peça a ser trabalha-
da.
Para poder trabalhar conforme um traçado, a
marcação na mesa da fresa (4.5) e a escala no
apoio (4.6) indicam o centro da fresa.
6.6 Fresar com compasso de haste SZ-OF
1000
Com o auxílio do compasso de haste SZ-OF 1000,
disponível como acessório, podem ser produzidas
peças redondas e recortes circulares, com diâmetros entre 153 e 760 mm.
- Introduzir o compasso de haste na ranhura dian-
teira da mesa da fresa, até que o raio desejado
esteja ajustado.
- Imobilizar o compasso de haste com o botão de
fi xação (1.12).
Sugestão de uso
se a marca, provocada pela ponta do com-passo
na peça a ser trabalhada, deve ser evitada, pode
ser colada no centro da ponta uma lâmina fi na
de madeira, usando uma fi ta adesiva em ambos
os lados.
65
Page 66

6.7 Operar como fresa-copiadora
A fi m de reproduzir peças existentes com perfeição, emprega-se um anel-copiador ou um
dispositivo-copiador (ambos disponíveis como
acessórios).
a) Anel-copiador
Fixar o anel-copiador por baixo na mesa de fresa,
ao invés do anel de cobertura (2.1).
Na selecção do tamanho do anel-copiador (5.1),
atentar a que a fresa empregada (5.2) passe pela
sua abertura.
A saliência Y (fi gura 5) da peça a trabalhar, em
relação ao gabarito, é calculada da seguinte forma:
Y = (Ø anel-copiador - Ø fresa)
2
O ringue copiador pode ser exactamente centrado com o cone centralizador ZF-OF (Enc.Nº
486035).
b) Dispositivo-copiador
Para poder trabalhar com o dispositivo-copiador
precisam-se do braço dobrado WA-OF (6.5) e do
conjunto-copiador KT-OF, composto de um portarolo (6.2) e três rolos-copiadores (6.1).
- Aparafusar o braço dobrado na altura desejada
no furo roscado (6.6) da mesa de fresa, apertando o botão de fi xação (6.4).
- Montar um rolo-copiador no porta-rolo e aparafusá-lo no braço dobrado, apertando o botão
de fi xação (6.3). Atentar a que o rolo-copiador e
a fresa tenham os mesmos diâmetros!
- Girando a roda de ajuste (6.7), pode ser regulada
a distância entre o rolo explorador e o eixo da
fresa.
6.8 Fresar rente revestimentos de canto
colados
Revestimentos de canto que sobressaiam da superfície podem ser fresados rente, empregando
o braço dobrado WA-OF (7.6), em conjunto com
a placa de guia UP-OF (7.3), ambos disponíveis
como acessórios.
- Aparafusar o braço dobrado no furo roscado (7.7)
da mesa da fresa, apertando o botão de fi xação
(7.5).
- Aparafusar a placa de guia no braço dobrado,
apertando o botão de fi xação (7.4).
- Ajustar a profundidade de fresar, de forma que
esta corresponda à espessura do revestimento
colado + 2 mm.
- Aproximar a placa de guia (8.1) o mais perto
possível à fresa, desapertando o botão de fi xação
(8.3).
- Efectuar o ajuste de profundidade, por meio da
roda de ajuste (8.2), de forma que, na operação
de fresar rente, permaneça uma saliência de
apenas alguns décimos de milímetro do revestimento de canto colado, que serão lixados à
mão posteriormente.
A protecção contra o espalhamento de aparas
SF-OF (7.2), disponível como acessório, melhora
a aspiração de pó na fresa de revestimentos de
canto colados. O mesmo é fi xado lateralmente na
mesa da fresa, apertando o parafuso de fi xação
(7.1) e, durante o trabalho, cobre a fresa de cima
(fi gura 8).
7 Acessório
Para a sua própria segurança, utilize ape-
nas acessórios e peças sobresselentes
originais da Festool.
A Festool oferece uma extensa gama de acessórios, que lhe permitem uma aplicação variada
e efectiva da sua máquina, p. ex.: compassos,
trilhos-guia com fi la de orifícios, gabarito auxiliar,
mesa de tupia para aplicação estacionária.
Os números de encomenda para acessórios e
ferramentas podem ser encontrados no catálogo
Festool ou na Internet sob ‘www.festool.com’.
8 Conservação e cuidados
Antes de se efectuar qualquer trabalho na
máquina retirar sempre a fi cha de ligação
da tomada de corrente!
Todos os trabalhos de manutenção e
reparação, que exigem a abertura da car-
caça do motor, só podem ser efectuadas
por uma ofi cina autorizada do serviço
após-venda.
Mantenha o aparelho e as aberturas de ventilação
sempre limpos. A máquina está equipada com escovas de carvão especial de interrupção automática. Quando estão gastas actua uma interrupção
automática de corrente e desliga a máquina.
9 Remoção
Não deite as ferramentas eléctricas no lixo doméstico! Encaminhe as ferramentas, acessórios
e embalagens para um reaproveitamento ecológico! Nesse caso, observe as regulamentações
nacionais em vigor.
Apenas países da UE: De acordo com a Directiva
Europeia 2002/96/CE, as ferramentas electrónicas usadas devem ser recolhidas separadamente
e ser sujeitas a uma reciclagem que proteja o
meio ambiente.
66
Page 67

10 Prestação de garantia
Os nossos aparelhos estão ao abrigo de prestação
de garantia referente a defeitos do material ou
de fabrico de acordo com as regulamentações
nacionalmente legisladas, todavia no mínimo 12
meses. Dentro do espaço dos estados da EU o
período de prestação de garantia é de 24 meses
(prova através de factura ou recibo de entrega).
Danos que se devem em especial ao desgaste natural, sobrecarga, utilização incorrecta ou danos
por culpa do utilizador ou qualquer outra utilização que não respeite o manual de instruções ou
conhecidos aquando da aquisição, estão excluídos
da prestação de garantia. Também se excluem os
danos causados pela utilização de acessórios que
não sejam originais e materiais de desgaste (p.
ex., pratos de lixar).
Reclamações só podem ser reconhecidas caso o
aparelho seja remetido todo montado (completo)
ao fornecedor ou a um serviço de assistência ao
cliente Festool autorizado. O manual de instruções, instruções de segurança, lista de peças de
substituição e comprovativo de compra devem ser
bem guardados. São válidas, de resto, as actuais
condições de prestação de garantia do fabricante.
11 Declaração de conformidade CE
Fresadora superior N.º de série
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Ano da marca CE: 2000
Sob nossa inteira responsabilidade, declaramos
que este produto está de acordo com as seguintes
normas ou documentos normativos.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3.2, EN 61000-3-3 de acordo
com as regulamentações das directivas 98/37/CE
(até 28 de Dezembro de 2009), 2006/42/CE (a partir de 29 de Dezembro de 2009), 2004/108/CE.
Dr. Johannes Steimel 11.01.2010
Director de pesquisa, desenvolvimento, documentação técnica
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
Nota
Devido aos trabalhos de investigação e desenvolvimento permanentes, reserva-se o direito às
alterações das instruções técnicas aqui produzidas.
REACh para produtos Festool, respectivos acessórios e material de desgaste
REACh é, desde 2007, o regulamento relativo a
produtos químicos, válido em toda a Europa. Nós,
enquanto „utilizadores subjacentes“, ou seja,
fabricante de produtos, estamos conscientes do
nosso dever de informar os nossos clientes. Para
o manter sempre actualizado e para o informar
sobre possíveis materiais da lista de candidatos
aos nossos produtos, criámos o seguinte website
para si: www.festool.com/reach
67
Page 68

Фасонно-фрезерная машинка
Технические данные OF 1010 EBQ OF 1010 EQ OF 1010 Q
мощность 1010 Âò 1010 Âò 720 Вт
Число оборотов (холостой ход) 10000 - 24000 îò/ìèí 9500 - 23000 îò/ìèí 26500 от/мин
Грубый диапазон установки глубины 55 мм 55 ìì 55 мм
Точный диапазон установки глубины
Присоединител¾ная рез¾ба
ведущего вала M16x1,5 M16x1,5 M16x1,5
Диаметр фрезы ìàêñ. 35 ìì ìàêñ. 35 ìì макс. 35 мм
Масса (без кабеля) 2,7 êã 2,7 êã 2,7 кг
Безопасность / II / II / II
Прилагаемые иллюстрации находятся в начале руководства по эксплуатации.
8 ìì 8 ìì 8 ìì
Символы
Предупреждение об общей опасности
Носить защиту органов слуха!
Соблюдайте руководство по эксплуата-
ции/инструкции!
Работайте в защитных очках.
1 Применение по назначению
Обрабатыват¾ся могут также алюминий и
гибсовый картон при применении фрезерных
инструментов, специал¾но предписанных для
этого документами по продаже Festool. Фасоннофрезерные машинки предусмотрены по cвоему
назначению для фрезеровки леса, синтетических
материалов и сходных с лесом материалов.
За ущерб и несчастные случаи, связанные
с применением не по назначению,
отвечает Пользователь.
2 Указания по технике безопасности
2.1 Общие указания по безопасности
ВНИМАНИЕ! Прочтите все указания по
технике безопасности и рекомендации.
Ошибки при соблюдении приведенных
указаний и рекомендаций могут привести к поражению электрическим током, пожару, и/или
вызвать тяжелые травмы.
Сохраняйте все указания по технике безопасности и Руководства по эксплуатации в качестве справочного материала.
Использованное в настоящих инструкциях и
указаниях понятие «электроинструмент» рас-
пространяется на электроинструмент с питанием от сети (со шнуром питания от электросети)
и на аккумуляторный электроинструмент (без
шнуром питания от электросети).
2.2 Специфические правила техники
безопасности
- Максимальное число оборотов, указанное
на инструменте, не должно быть превышено,
другими словами, следует всегда придерживаться
указанного количества оборотов.
- Используйте инструмент с диаметром хвостовика,
подходящего по размеру зажимной цанги.
- Проконтролируйте ж¸сткост¾ посадки фрезы и
безупречност¾ е¸ хода.
- Зажимная цанга и накидная гайка не должны
иметь повреждений.
- Фрезы с трещинами или те, форма которых
претерпела изменения, применят¾ся не
должны.
Пользуйтесь подходящими
индивидуальными средствами
защиты: защитные наушники,
защитные очки, респиратор (при
обработке пылеобразующих
материалов), защитные перчатки
(при обработке грубых материалов
и смене рабочего инструмента).
- Электроинструменты Festool разрешает-
ся устанавливать только на специально
предусмотренных для этого рабочих столах,
допущенных к использованию со стороны
Festool. При установке электроинструмента
на другом, самостоятельно изготовленном
рабочем столе, возможно нарушение устойчивости инструмента, что может стать причиной
получения тяжелых травм.
3 Данные по шуму и вибрации
Определенные в соответствии с EN 60745
типовые значения:
уровень шума/звуковая мощность 103 дБ(A)
OF 1010 EBQ, OF 1010 EQ 79/90 äÁ(A)
68
Page 69

OF 1010 Q 87/98 дБ(A)
Допуск на погрешность измерения K = 3 äÁ
Носить защиту органов слуха!
Общий коэффициент колебаний (сумма векторов трех направлений) рассчитывается в соответствие с EN 60745:
Коэффициент эмиссии колебаний
(3-осевой) a
= 5,5 м/сек
h
Рукоятка ah = 8,0 м/сек
2
2
Погрешность K = 2,0 м/сек2
Указанные значения уровня шума/вибрации измерены в соответствии с условиями испытаний
по EN 60745 и служат для сравнения инструментов. Эти значения можно также использовать для предварительной оценки шумовой и
вибрационной нагрузки во время работы.
Указанные значения уровня шума/вибрации
отображают основные области применения
электроинструмента. При использовании
электроинструмента в других целях, с другими
сменными (рабочими) инструментами или в
случае их неудовлетворительного обслуживания, шумовая и вибрационная нагрузки могут
значительно возрастать на протяжении всего
срока эксплуатации. Для точной оценки нагрузок в течение указанного срока эксплуатации
необходимо также соблюдать приводимые в
настоящем руководстве значения времени
работы на холостом ходу и времени простоя.
Это поможет значительно уменьшить нагрузку
в течение всего срока эксплуатации электроинструмента.
4 Электрическое подключение и ввод в
эксплуатацию
Напряжение в сети должно соответствовать
значениям, указанным на заводской
табличке машины.
Выключатель (1.2) служит для включения/выключения
(I = Вкл. / 0 = Выкл.). При длительной работе его
можно зафиксировать боковой кнопкой (1.1).
При повторном нажатии выключателя происходит
освобождение фиксатора. Соединение и отсоединение линии сетевого питания - см. рис. 1A.
5.1 Электронная часть
(OF 1010 EBQ/OF 1010 EQ)
Не работайте с машиной, если неисправна
электронная часть, так как это может привести
к повышенному числу оборотов. Неисправность
электронной части можно определить по
отсутствию плавного пуска или невозможности
регулирования числа оборотов.
Машина OF 1010 EBQ, OF 1010 EQ
оснащена электронным управлением со
следующими характеристиками:
Плавный пуск
Плавный пуск предназначен для плавного, без
рывков, пуска машины.
Регулировка числа оборотов
Число оборотов можно плавно изменять при
помощи регулировочного колесика (1.16) в
диапазоне от 10000 до 24000 об/мин (OF 1010
EQ: 10000 до 24000 об/мин). Таким образом Вы
можете подобрать оптимальную скорость резания
для каждого материала:
Диаметр фрезы [mm]
3 - 14 15 - 25 16 - 35
Материал
твёрдая
древесина
мягкая
древесина
древесностружечная плита с покрытием
пластмасса 6 - 4 5 - 3 2 - 1 HW
Алюминий 3 - 1 2 - 1 1 HSS (HW)
гипсовый
картон
Ступень на маховичке
6 - 4 5 - 3 3 - 1 HW (HSS)
6 - 5 6 - 3 4 - 1 HSS (HW)
6 - 5 6 - 3 4 - 2 HW
2 - 1 1 1 HW
рекомендуемый
режущий
материал
Постоянное число оборотов
Предварительно установленное число оборотов
поддерживается постоянным на холостом ходу и
во время обработки.
Термобиметаллический предох-ранитель
Если температура электродвигателя достигла
критического значения, предохранительная
электроника выключает машину для защиты
от перегрева. Дайте машине остыть в течение
прим. 3-5 минут, и она снова готова к работе.
Если машина работает на холостом ходу, время
охлаждения сокращается.
5 Настройка машины
Перед началом любой работы с машиной всегда
вынимайте штепсель из розетки!
Тормоз (OF 1010 EBQ)
ОF 1010 EBQ оснащена электронным тормозом,
который после отключения машинки останавливает шпиндел¾ с инструментом прибл. за 2
секунды.
5.2 Замена инструмента
Для смены инструмента машину можно
перевернуть.
69
Page 70

a) Установка инструмента
- Вставьте фрезу в зажимную цангу до упора,
как минимум до отметки (
фрезы.
- Поворачивайте шпиндел¾ до тех пор, пока
стопор шпинделя (1.14) при нажатии на него не
войд¸т в канавку и шпиндел¾ не застопорится.
- Затяните гайку (1.13) гаечным ключом SW 19
до отказа.
b) Извлечение инструмента
- Поворачивайте шпиндел¾ до тех пор, пока
стопор шпинделя (1.14) при нажатии на него не
войд¸т в канавку и шпиндел¾ не застопорится.
- Ослабляйте гайку (1.13) гаечным ключом
SW 19 до тех пор, пока Вы не почувствуете
сопротивления. Преодолейте это сопротивление,
продолжая вращат¾ гаечный ключ.
- Снимите фрезу.
5.3 Замена цанги
В наличие имеются зажимные цанги для следующих
диаметров хвостовиков: 6,0 мм, 6,35 мм, 8 мм
(Номера для заказа см. в каталоге Festool или на
сайте „www.festool.com“).
- Отверните гайку (1.13) полност¾ю и вын¾те е¸
вместе с цангой из шпинделя.
- Встав¾те новую цангу с гайкой в шпиндел¾ и
гайку слегка затяните. Пока фреза не вставлена,
гайку до отказа не затягиват¾!
5.4 Установка глубины фрезерования
Установка глубины фрезерования осуществляется
в три операции:
a) Установка нулевой отметки
- Отверните зажимной рычаг (1.6) настолько,
чтобы упор (1.7), ограничивающий глубину,
свободно перемещался.
- Постав¾те фасонно-фрезерную машинку с
фрезерным столиком (1.11) на ровную опорную
поверхност¾. Отверните поворотную кнопку
(1.15) и надавливайте на машинку вниз до тех
пор, пока фреза не насядет на опору.
- При помощи поворотной ручки (1.15)
зафиксируйте машину в этом положении.
- Отжимайте упор, ограничивающий глубину, по
направлению к одному из тр¸х ограничителей
вращающегося фиксатора (1.9).
Каждый из ограничителей индивидуал¾но
регулируется по высоте отв¸рткой:
ограничител¾ мин. высота/макс. высота
A 38 ìì/44 ìì
B 44 ìì/54 ìì
C 54 ìì/67 ìì
- Отведите стрелку (1.4) вниз, чтобы она указывала
на 0 шкалы (1.5).
b) Установка глубины фрезерования
Требуемая глубина фрезерования зада¸тся
приспособлениями для быстрой и точной
установки.
) на хвостовике
• Приспособление для быстрой установки
глубины: Отводите упор (1.7), ограничивающий
глубину, наверх до тех пор, пока стрелка не
укажет на требуемую глубину фрезерования.
В данном положении зафиксируйте упор,
ограничивающий глубину, зажимным рычагом
(1.6).
• Приспособление для точной установки
глубины: Зафиксируйте упор, ограничивающий
глубину, зажимным рычагом (1.6). Установите
требуемую глубину фрезерования вращением
установочного колеса (1.3). Поворот
установочного колеса на один маркировочный
штрих меняет глубину фрезерования на 0,1 мм.
Полный оборот равняется 1 мм. Максимал¾ный
перестановочный диапазон установочного
колеса составляет 8 мм.
c) Подача на глубину фрезерования
- Отверните поворотную кнопку (1.15) и
отжимайте машинку вниз до тех пор, пока
упор, ограничивающий глубину, не косн¸тся
ограничителя.
- При помощи поворотной ручки (1.15)
зафиксируйте машину в этом положении.
5.5 Отсасывание пыли
Всегда подключайте машину к вытяжке.
Фасонно-фрезерные машинки оснащаются серийно присоединением для
вытяжки пыли и стружек (1.8).
Одновременно благодаря кожуху для отсоса
стружки (2.2) на боковом упоре предотвращается
разлетание стружки. При фрезеровании кромок
с испол¾зованием кожуха для отсоса стружки
AH-OF, входящего в комплект принадлежностей,
достигается наиболее оптимал¾ный резул¾тат.
Пылеулавливатель KSF-OF
Пылеулавливатель KSF-OF (9.1) (может входить
в комплект поставки) повышает эффективность
пылеудаления при использовании профильных
фрез. Монтаж выполняется аналогично
копировальным кольцам. Кожух можно укоротить
ножовкой, выполняя пропил вдоль паза (9.2).
Пылеулавливатель можно использовать при
внутренних радиусах не менее 40 мм.
6 Выполнение работ с помощью
машины
Всегда укрепляйте обрабатываемую
деталь так, чтобы она не двигалась при
обработке.
Всегда держите машину двумя руками за
предназначенные для этого ручки (1.15,
1.17).
Работайте всегда таким образом, чтобы
направление подачи фрезерно-фасонной машинки
было противоположно направлению вращения
фрезы (фрезерование против подачи)!
Фрезерование только на встречном вращении
70
Page 71

(направление подачи машины в направлении
резания инструмента, рис. 5).
6.1 Работа с алюминием
При работе с алюминием из соображений
безопасности необходимо соблюдать
следующие меры:
- Подключите выключатель защиты от превышения
тока (FI, PRCD).
- Подключите машину к подходящему устройству
для отсасывания пыли.
- Регулярно очищайте машину от отложений пыли
в корпусе электродвигателя.
Работайте в защитных очках.
6.2 Ручное фрезерование
Фрезерно-фасонная машинка вед¸тся рукой
главным образом при шрифтовом или
художественном фрезеровании, а также при
обработке кромок фрезами с упорным кол¾цом
или направляющим шипом.
6.3 Фрезерование с боковым упором
²ля работ, проводимых параллел¾но к кромке
заготовки, может применят¾ся входящий в
комплект поставки боковой упор (3.2) (Не входит
в комплект поставки „Modul 5A“):
- Закрепите направляющие стержни (3.7)
поворотными ручками (3.3) на боковом упоре.
- Установите направляющие стержни в пазы (1.10)
на необходимую глубину и затяните поворотную
ручку (3.1) для их фиксации.
Быстрее и точнее данное расстояние юстируется
приспособлением для точной установки (3.6),
входящим в комплект принадлежностей:
- Вверните юстировочный винт (3.4) в
пластмассовую детал¾ бокового упора,
- Зажмите направляющие штанги на
приспособлении для точной установки
поворотными кнопками (3.5),
- Отверните поворотные кнопки (3.3) на боковом
упоре,
- отрегулируйте требуемое расстояние
юстировочным винтом и снова затяните
поворотные кнопки.
6.4 Фрезерование с применением плиты-
расширителя TV-OF
Чтобы расширит¾ опорную поверхност¾ фасоннофрезерной машинки и улучшит¾ тем самым е¸
направление, например, при фрезерных работах
в непосредственной близи кромок, возможно
применение плиты-расширителя TV-OF, входящей
в комплект принадлежностей.
Плита-расширител¾ монтируется по аналогии с
боковым упором.
6.5 Фрезерование с применением
направляющей системы FS
Входящая в комплект принадлежностей
направляющая система облегчает фрезерование
прямых пазов.
- Прикрепите направляющий упор (4.1) с
направляющими штангами (3.7) бокового упора
к фрезерному столику.
- Прикрепите шину-направляющую (4.3)
струбцинами (4.4) к заготовке. Проследите
за тем, чтобы между передним краем шинынаправляющей и фрезой либо пазом сохранился
запасной интервал Х (рис. 4) в 5 мм.
- Встав¾те направляющий упор в шину-
направляющую так, как это указано на рис. 4.
Чтобы обеспечит¾ направление фрезерного
упора без зазора, через оба боковых отверстия
(4.2) Вы можете отрегулироват¾ отв¸рткой два
направляющих кулака.
- Ввинтите переставляемый по высоте подпор
(4.6) в рез¾бовое отверстие (6.6) фрезерного
столика таким образом, чтобы нижняя сторона
столика располагалас¾ параллел¾но к повер-
хности заготовки.
При работах по разметочной линии серединную
ос¾ фрезы Вам покажут маркировка фрезерного
столика (4.5) и шкала на подпоре (4.6).
6.6 Фрезерование с применением
штангенци- ркуля SZ-OF 1000
С помощ¾ю штангенциркуля SZ-OF 1000,
входящего в комплект принадлежностей, могут
изготав-ливат¾ся круглые детали и окружности
диаметром от 153 до 760 мм.
- Вводите штангенциркул¾ в передний паз
фрезерного столика до тех пор, пока не
установится нужный радиус.
- Застопорите штангенциркул¾ поворотной
кнопкой (1.12).
Указание
Во избежание на заготовке рубца, оставляемого
остри¸м штангенциркуля, мы рекомендуем
прикрепит¾ к центру тонен¾кую дощечку клейкой
с обеих сторон лентой.
6.7 Копировал¾ное фрезерование
²ля точного воспроизведения заготовок
применяются копировал¾ное кол¾цо и
копировал¾ное устройство (входят в комплект
принадлежностей).
a) Копировал¾ное êîë¾öî
На месте защитного кол¾ца (2.1) закрепите
с нижней стороны фрезерного столика
копировал¾ное кол¾цо.
При выборе размера копировал¾ного кол¾ца (5.1)
следите за тем, чтобы применяемая фреза (5.2)
проходила в его отверстие.
Расстояние Y (рис. 5) от заготовки до шаблона
рассчитывается по следующей формуле:
Y = (Ш копировал¾ного кол¾ца - Ш фрезы)
2
71
Page 72

При помощи центрирующего штифта ZD-OF (¹
для заказа 486035) можно с высокой точностью
выровнять копировальное кольцо соосно с
фрезой.
b) Копировал¾ное устройство:
²ля копировал¾ного устройства необходимы
угловой рычаг WA-OF (6.5) и набор копировал¾ных
щупов KT-OF, состоящий из держателя (6.2) с
тремя копировал¾ными роликами (6.1).
- Ввинтите угловой рычаг в рез¾бовое отверстие
(6.6) фрезерного столика по нужной высоте
поворотной кнопкой (6.4).
- Смонтируйте один копировал¾ный ролик с
держателем и привинтите держател¾ до отказа
к угловому рычагу поворотной кнопкой (6.3).
Убедитес¾ в том, что копировал¾ный ролик и
фреза имеют одинаковый диаметр!
- Вращением установочного колеса (6.7)
регулируется расстояние от копировал¾ного
ролика до оси фрезы.
6.8 Фрезерование кромочных накладок
впотай
Посредством углового рычага WA-OF (7.6) в
сочетании с направляющей платой UP-OF (7.3) (и
то и другое входит в комплект принадлежностей)
выступающие кромочные накладки могут
фрезероват¾ся впотай.
- Ввинтите угловой рычаг в рез¾бовое отверстие
(7.7) фрезерного столика поворотной кнопкой
(7.5).
- Привинтите направляющую плату к угловому
рычагу до отказа поворотной кнопкой (7.4).
- Установите глубину фрезерования таким
образом, чтобы она была равна толщине
кромочной накладки + 2 мм.
- Отвернув поворотную кнопку (8.3), подведите
направляющую плату (8.1) к фрезе как можно
ближе.
- Проведите посредством установочного колеса
(8.2) установку направляющей платы по глубине
таким образом, чтобы при фрезеровании впотай
нескол¾ко десятых миллиметра оставалис¾
нетронутыми и затем сошлифовывалис¾
вручную.
Приспособление для защиты от стружки SF-OF
(7.2), входящее в комплект принадлежностей,
при фрезеровании кромочных накладок улучшает
удаление пыли. Оно закрепляется сбоку
фрезерного столика поворотной кнопкой (7.1) и
во время работы прикрывает фрезу сверху (рис.
8).
7 Принадлежности
Для собственной безопасности
используйте только оригинальные
приспособления и запасные части фирмы
Festool.
Чтобы эффективно и использовать машину для
выполнения разных задач Festool предлагает
широкий спектр оснастки, например: циркуль,
шину-направляющую с рядом отверстий,
приспособление для фрезерования, опорную
пластину для стационарного использования.
Номера заказа для принадлежностей и
инструментов Вы найдете в каталоге Festool или
в Интернет по адресу „www.festool.com“.
8 Обслуживание и уход
Перед началом любой работы с машиной
всегда вынимайте штепсель из розетки!
Все работы по обслуживанию и ремонту,
которые требует открывания корпуса
двигателя, могут производиться только
авторизованной мастерской сервисной
службы.
для обеспечения циркуляции воздуха, все
охлаждающие отверстия в корпусе двигателя
должны быть постоянно чистыми и свободными.
Прибор оснащ¸н специал¾ным угл¸м для
автоматического отключения. Когда он
изнашивается, происходит автома-тическое
отключение тока, и прибор прекращает
работат¾.
9 Утилизация
Не выбрасывайте электроинструменты вместе
с бытовыми отходами! Обеспечьте безопасную
для окружающей среды утилизацию инструмента, оснастки и упаковки. Соблюдайте действующие национальные инструкции.
Только для ЕС: согласно Европейской директиве 2002/96/EG отслужившие свой срок
электроинструменты должны утилизироваться
отдельно и направляться на экологичную утилизацию.
10 Гарантия
Для наших приборов мы предоставляем гарантию, распространяющуюся на дефекты материала
и производства, согласно законодательным предписаниям, действующим в конкретной стране. Минимальный срок действия гарантии 12 месяцев.
Для стран-участниц ЕС срок действия гарантии
составляет 24 месяца (при предъявлении чека
или накладной). Гарантия не распространяется
на повреждения,
полученные в результате естественного износа/использования, перегрузки,
ненадлежащего использования, повреждения по
вине пользователя или при использовании вопреки Руководству по эксплуатации, либо известные
на момент покупки (уценка товара). Исключается
также ущерб, вызванный использованием неоригинальной оснастки и расходных материалов (например, шлифовальных тарелок).
Претензии принимаются только в том случае,
если прибор доставлен к поставщику или авторизованный сервисный центр фирмы Festool в
72
Page 73

неразобранном виде. Сохраняйте Руководство
по эксплуатации, инструкции по технике безопасности и товарный чек. В остальном действовать
согласно соответствующим условиям предоставления гарантии изготовителя.
28 декабря 2009 г.), 2006/42/EG (с 29 декабря
2009 г.), 2004/108/EG.
Примечание
В связи с постоянными исследованиями и новыми
техническими разработками фирма оставляет за
собой право на внесение изменений в технические
характеристики.
11 Декларация соответствия ЕС
Фасонно-фрезерная
машинка
Серийный №
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Год маркировки CE: 2000
Мы со всей ответственностью заявляем, что данная продукция соответствует следующим нормам
и нормативным документам:
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 в соот-
ветствии с положениями директив 98/37/EG (до
Доктор Йоханнес Штаймель 11.01.2010
Руководитель отдела исследований и разработок, технической документации
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
REACh для изделий Festool, их оснастки и расходных материалов
С 2007 года директива REACh является регламентом по химическим веществам, действующим на территории всей Европы. Выступая в
роли «привлекаемого участника» этого регламента, мы, как производители изделий, принимаем на себя обязательство предоставлять соответствующую информацию нашим клиентам.
Чтобы держать вас в курсе последних событий
и предоставлять информацию о веществах,
которые включены в список вышеупомянутого
регламента и которые могут использоваться
в наших изделиях, мы создали специальный
веб-сайт: www.festool.com/reach
73
Page 74

Horní frézka
Technické údaje OF 1010 EBQ OF 1010 EQ OF 1010 Q
Výkon 1010 W 1010 W 1010 V 720 W
Otácky (volnobeh) 10000 - 24000 min
-1
9500 - 23000 min
-1
26500 min
-1
Rychlé seøízení hloubky 55 mm 55 mm 55 mm
Jemné seøízení hloubky 8 mm 8 mm 8 mm
Pøípojný závit hnací høídele M16x1,5 M16x1,5 M16x1,5
Prùmìr frézy max. 35 mm max. 35 mm max. 35 mm
Hmotnost (bez kabelu) 2,7 kg 2,7 kg 2,7 kg
Tøída ochrany
/ II / II / II
Uvádìné obrázky jsou umístìny na zaèátku návodu k obsluze.
Symboly
Varování před všeobecným nebezpečím
Nosit ochranu sluchu!
Přečtěte si návod/pokyny!
Používejte ochranné brýle.
1 Používání k urèenému úèelu
Pøi použití vhodných frézovacích nástrojù,
doporuèených v podkladech firmy Festool, je možno frézovat i hliník a sádrovou lepenku. Horní frézky
jsou urèeny k frézování døeva, umìlých hmot a døevu
pøíbuzných materiálù.
Za škody a úrazy, které vznikly používáním k
jiným úèelùm, než ke kterým je stroj urèen,
ruèí uživatel.
2 Bezpeènostní pokyny
2.1 Všeobecné bezpeènostní pøedpisy
POZOR! Čtěte všechna bezpečnostní upozor-
nění a pokyny. Zanedbání níže uvedených vý-
strah a nedodržování příslušných pokynů
mohou způsobit zkrat, požár, event. těžký úraz elektrickým proudem.
Všechny bezpečnostní pokyny a návody uschovejte, abyste je mohli použít i v budoucnosti.
Ve varovných upozorněních použitý pojem „elektronářadí“ se vztahuje na elektronářadí provozované na el. síti (se síťovým kabelem) a na
elektronářadí provozované na akumulátoru (bez
síťového kabelu).
2.2 Bezpeènostní pokyny specifické pro
stroj
- Maximální poèet otáèek, uvedený na strojku, nesmí
být pøekroèen, rozsah otáèek je tøeba dodržovat.
- Upínejte pouze nástroje o takovém prùmìru stopky,
na který je upínací kleština urèená.
- Zkontrolujte pevné zasazení frézy a její bezvadný
chod.
- Upínací kleština a pøesuvná matice nesmìjí vyka-
zovat žádné poškození.
- Frézky s trhlinami nebo se zdeformovaným tvarem
se nesmìjí používat.
Používejte vhodné osobní ochranné
pomùcky: ochranu sluchu, ochranné brýle a prachovou masku pøi
èinnostech, kdy dochází ke vzniku
prachu a pracovní rukavice pøi
opracovávání hrubých materiálù
nebo pøi výmìnì nástroje.
- Elektrické nářadí Festool se smí montovat pouze
na pracovní stůl, který je k tomu fi rmou Festool určený. Montáž na jiný pracovní stůl nebo
pracovní stůl vlastní výroby může způsobit, že
elektrické nářadí nebude bezpečné, což může
vést k těžkým úrazům.
3 Informace o hluènosti a vibracích
Hodnoty zjištìné podle normy EN 60745 dosahují
následujících hodnot:
Hladina akustického tlaku/hladina akustického
výkonu
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Pøídavná hodnota nespolehlivosti mìøení K = 3 dB
Nosit ochranu sluchu!
Celkové hodnoty vibrací (součet vektorů ve třech
směrech) zjištěné podle EN 60745:
Hodnota vibrací (3 osy) a
= 5,5 m/s2
h
74
Page 75

Rukojeť a
= 8,0 m/s2
h
Nepřesnost K = 2,0 m/s²
Uvedené hodnoty vibrací a hlučnosti byly změřeny podle zkušebních podmínek uvedených v EN
60745 a slouží pro porovnání nářadí. Jsou vhodné
také pro předběžné posouzení zatížení vibracemi
a hlukem při použití nářadí. Uvedené hodnoty
vibrací a hlučnosti se vztahují k hlavnímu použití
elektrického nářadí. Při jiném použití elektrického
nářadí, s jinými nástroji nebo při nedostatečné
údržbě se zatížení vibracemi a hlukem může během celé pracovní doby výrazně zvýšit. Pro přesné
posouzení během předem stanovené pracovní
doby je nutné zohlednit také dobu chodu nářadí
na volnoběh a vypnutí nářadí v rámci této doby.
Tím se může zatížení během celé pracovní doby
výrazně snížit.
4 Elektrické pøipojení a uvedení do pro-
vozu
Síové napìtí musí souhlasit s údaji na
výkonovém štítku.
Spínaè (1.2) slouží jako vypínaè (I = zapnuto / 0 =
vypnuto). Pro trvalý provoz jej lze zajistit postranním
aretaèním knoflíkem (1.1). Opakovaným stisknutím
spínaèe se aretace uvolní.
Pøipojení a odpojení pøípojného vedení viz obr. 1A.
Průměr frézy [mm]
3 - 14 15 - 25 16 - 35
Poloha přepínacího
Materiál
Tvrdé dřevo 6 - 4 5 - 3 3 - 1 HW (HSS)
Měkké dřevo 6 - 5 6 - 3 4 - 1 HSS (HW)
Dřevotřískové
desky potažené
Umělá hmota 6 - 4 5 - 3 2 - 1 HW
Hliník 3 - 1 2 - 1 1 HSS (HW)
Sádrový karton 2 - 1 1 1 HW
6 - 5 6 - 3 4 - 2 HW
kolečka
Doporučený řezný
materiál
Konstantní otáèky
Nastavené otáèky budou trvale udržovány jak pøi
chodu naprázdno tak i pøi opracovávání.
Tepelná ochrana
K ochranì pøístroje pøed pøehøátím vypne zajišovací
elektronika pøístroj pøi dosažení kritické teploty
motoru. Po ochlazení v rozmezí asi 3 až 5 minut je
pøístroj opìt pøipraven k použití. Doba ochlazení se
zkrátí, pokud pøístroj pobìží na volnobìžné otáèky.
Brzda (OF 1010 EBQ)
Frézka OF 1010 EBQ je vybavena elektronickou
brzdou, která po vypnutí strojku uvede vøeteno s
nástrojem pøibl. za 2 vteøiny do klidu.
5 Nastavení na pile
Pøed každou prací na stroji je nutné vždy vytáhnout
síovou zástrèku ze zásuvky!
5.1 Elektronika (OF 1010 EBQ/OF 1010
EQ)
Je-li elektronika porouchána, nepracujte se strojem,
protože jeho otáèky mohou pøesahovat po-volené
hodnoty otáèek. Vadnou elektroniku poznáte podle
toho, že nedochází k pozvolnému rozbìhu a nelze
regulovat poèet otáèek.
Elektronické øízení OF 1010 EBQ, OF 1010
EQ umožòuje:
Pozvolný rozbìh
Pomalý rozbìh zajišuje klidný rozbìh pøístroje.
Regulace otáèek
Otáèky lze plynule nastavit koleèkem (1.16) v rozsa-
-1
hu mezi 10000 a 24000 min
-1
a 23000 min
). Tím mùžete vhodnì pøizpùsobit
(OF 1010 EQ: 9500
rychlost øezu použitému materiálu:
5.2 Výmìna nástroje
Za úèelem výmìny nástroje lze náøadí postavit i
vzhùru nohama.
a) nasazení nástroje
- Do otevøených upínacích kleštin zasuòte frézovací
nástroj pokud možno nadoraz, alespoò však ke
znaèce (
) na stopce frézy.
- Otoète vøetenem natolik, až pøi zatlaèení zaskoèí
aretace vøetene (1.14) a vøeteno se zajistí.
- Utáhnìte matici (1.13) pomocí vidlicového klíèe
SW 19.
b) vyjmutí nástroje
- Otoète vøetenem natolik, až pøi zatlaèení zaskoèí
aretace vøetene (1.14) a vøeteno se zajistí.
- Povolte matici (1.13) pomocí vidlicového klíèe SW
19 natolik, abyste ucítili odpor. Pøekonejte tento
odpor dalším otáèením vidlicového klíèe.
- Vyjmìte frézovací nástroj.
5.3 Výmìna kleštinového upínacího pouzdra
Lze obdržet upínací kleštiny pro následující prùmìry
stopky: 6,0 mm, 6,35 mm, 8 mm (objednací èísla
viz katalog Festool nebo internetové stránky „www.
75
Page 76

festool.com“) .
- Matici (1.13) kompletnì odšroubujte a sejmìte
ji spolu s kleštinovým upínacím pouzdrem z
vøetene.
- Zasaïte nové kleštinové upínací pouzdro s maticí
do vøetene a lehce matici pøitáhnìte. Neutahujte
matici, není-li zasunutá frézka!
5.4 Nastavení hloubky frézování
Nastavení hloubky frézování rozdìlíme do tøí
krokù:
a) Nastavení nulového bodu
- Otáèejte upínací páèkou (1.6) tak, aby byl doraz
hloubky (1.7) volnì pohyblivý.
- Postavte horní frézku podložkou (1.11) na rovný
podklad. Povolte knoflík (1.15) a zatlaète strojek
tak daleko dolù až frézovací nástroj pøilehne k
podkladu.
- Náøadí v této poloze zajistìte utažením otoèného
knoflíku (1.15).
- Zatlaète doraz hloubky drážky proti jednomu ze tøí
pevných dorazù otoèného revolverového dorazu
(1.9).
Šroubovákem mùžete jednotlivì nastavit výšku každého pevného dorazu:
Pevný doraz min. výška/max. výška
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Posuòte rafièku (1.4) dolù tak, aby na stupnici (1.5)
bylo 0 mm.
b) Pøedvolení hloubky frézování
Požadovanou hloubku frézování je možno pøedvolit
buïto pomocí rychlého nebo jemného nastavení
hloubky frézování.
• Rychlé nastavení hloubky: Vytáhnìte doraz
hloubky drážky (1.7) tak dalece smìrem nahoru,
až rafièka ukáže požadovanou hloubku frézování.
V této poloze upnìte doraz hloubky drážky upínací
páèkou (1.6).
• Jemné nastavení hloubky: Utáhnìte doraz
hloubky drážky upínací páèkou (1.6). Otáèením
regulaèního koleèka (1.3) nastavte požadovanou
hloubku frézování. Otoèíte-li regulaèním koleèkem
o jednu rysku, zmìní se hloubka frézování vždy
o 0,1 mm. Jedna kompletní otáèka pøedstavuje
1 mm. Maximální regulaèní rozsah koleèka èiní
8 mm.
- Náøadí v této poloze zajistìte utažením otoèného
knoflíku (1.15).
5.5 Odsávání
Náøadí by mìlo být trvale pøipojeno k odsá-
vacímu zaøízení.
Horní frézky jsou sériovì vybaveny pøípojkou pro odsávání pilin a prachu (1.8). Souèasnì zabraòuje odsávací kryt (2.2) na boèním dorazu vylétání pilin.
Pøi frézování hran dosáhneme nejlepšího odsávání
pomocí ochranného krytu AH-OF, který je souèástí
pøíslušenství.
Lapaè tøísek KSF-OF
Pomocí lapaèe tøísek KSF-OF (9.1) (èásteènì v
rozsahu dodávky) je možné pøi frézování hran zvýšit
úèinnost odsávání. Montáž se provádí analogicky s
kopírovacím kroužkem.
Kryt je možné podél drážek (9.2) seøíznout a tím
zmenšit. Lapaè tøísek ne možné používat u vnitøních
polomìrù až do maximálního polomìru 40 mm.
6 Práce s náøadím
Obrobek upevnìte vždy tak, aby se pøi
opracovávání nemohl pohybovat.
Náøadí držte vždy obìma rukama za
pøíslušná držadla (1.15, 1.17).
Pracujte vždy tak, aby smìr pøedsuvu horní frézky byl v protismìru otáèení frézovacího nástroje
(protichùdné frézování)!
Frézujte pouze v protismìru (smìr posuvu stroje ve
smìru øezu náøadí, obrázek 5).
6.1 Obrábìní hliníku
Pøi opracování hliníku je z bezpeènostních
dùvodù nutné dodržovat následující
opatøení:
- Okružní pilu zapojte pøes jistiè s proudovou ochra-
nou (FI, PRCD).
- K náøadí pøipojte vhodný vysavaè.
- Náøadí pravidelnì èistìte a kryt motoru zbavujte
nánosù prachu.
Používejte ochranné brýle.
6.2 Ruèní frézování
Horní frézu vedeme ruènì pøedevším pøi frézování
písma nebo obrazù a pøi opracovávání hran pomocí
fréz s nábìhovým kruhem nebo vodicím èepem.
c) Pøisun frézovací hloubky
- Povolte knoflík (1.15) a zatlaète strojek smìrem
dolù tak, aby se doraz hloubky drážky dotýkal
pevného dorazu.
6.3 Frézování s boèním dorazem
Pro práce vykonávané rovnobìžnì s hranou je možno použít boèní doraz (3.2), který je souèástí dodávky
(u „modulu 5A“ není v rozsahu dodávky):
76
Page 77

- Obì vodicí tyèe (3.7) uchyte otoènými knoflíky
(3.3) na boèním dorazu.
- Vodicí tyèe zasuòte na požadovaný rozmìr do
drážek (1.10) stolu frézky a upevnìte je otoèným
knoflíkem (3.1).
Rychleji a pøesnìji mùžete tuto vzdálenost nastavit
pomocí jemného seøízení (3.6), které tvoøí souèást
pøíslušenství:
- Zašroubujte justovací šroub (3.4) do umìlohmotné
èásti boèního dorazu,
- upnìte vodicí lišty pomocí knoflíkù (3.5) k jemnému
seøízení,
- povolte knoflíky (3.3) na boèním dorazu,
- nastavte požadovaný odstup pomocí justovacího
šroubu a knoflíky znovu utáhnìte.
6.4 Frézování se zaøízením pro rozšíøení
stolu TV-OF
Za úèelem rozšíøení úložné plochy stolu horní frézky
a zlepšení vedení frézky, napø. pøi frézování tìsnì
pøi okraji je možno použít zaøízení pro rozšíøení stolu
TV-OF, které tvoøí souèást pøíslušenství.
Rozšíøení stolu se montuje stejným zpùsobem jako
boèní doraz.
6.5 Frézování pomocí vodicího systému
FS
Vodicí systém, který je souèástí pøíslušenství,
usnadòuje frézování rovných drážek.
- Pøipevnìte vodicí doraz (4.1) s vodicími lištami
(3.7) boèního dorazu k frézovacímu stolu.
- Pøipevnìte vodicí lištu (4.3) šroubovacími svorníky (4.4) k obrobku. Dbejte na to, aby byl zajištìn
bezpeènostní odstup X (obr. 4) ve vzdálenosti 5
mm mezi pøední hranou vodicí lišty a frézovacímm
nástrojem, pøíp. drážkou.
- Nasaïte vodicí doraz na vodicí lištu, jak je
znázornìno na obr. 4. K zajištìní vedení frézovacího dorazu bez vùle mùžete šroubovákem dvìma
postranními otvory (4.2) nastavit dvì vodicí èelisti.
- Pøišroubujte podpìru (4.6), u které lze nastavovat
požadovanou výšku, k závitovému otvoru (6.6) frézovacího stolu tak, aby spodní strana frézovacího
stolu byla rovnobìžnì s povrchem obrobku.
Aby bylo možno pracovat podle nárysu, ukazuje
znaèka na frézovacím stole (4.5) a stupnice na
podpìøe (4.6), støed osy frézovacího nástroje.
6.6 Frézování s tyèovým kružítkem SZ-OF
1000
Pomocí tyèového kružítka SZ-OF 1000, které je
souèástí pøíslušenství, lze tvoøit kulaté èásti, pøíp.
kruhové výøezy o prùmìru mezi 153 a 760 mm.
- Zasuòte tyèové kružidlo tak daleko do pøední
èásti frézovacího stolu, až dosáhnete požadovaný
polomìr.
- Zaaretujte tyèové kružidlo knoflíkem (1.12).
Praktická rada
Aby nedocházelo k vytvoøení drážky špièkou kružidla,
je možno do støedu pøipevnit oboustrannou lepicí
páskou tenkou destièku.
6.7 Kopírovací frézování
K výrobì navlas stejných výrobkù se používá kopírovací kroužek nebo kopírovací zaøízení (obojí je
souèástí pøíslušenství).
a) Kopírovací kroužek
Pøipevnìte kopírovací kroužek na místo krycího
kroužku (2.1), zespodu k frézovacímu stolu.
Pøi volbì velikosti kopírovacího kroužku (5.1) dbejte
na to, aby frézovací nástroj (5.2) prošel jeho otvorem.
Pøesah Y (obr. 5) mezi obrobkem a šablonou se
vypoèítá následovnì:
Y = (Ø kopírovacího kroužku - Ø frézovacího nástroje)
2
S centrovacím trnem ZD-OF (obj.cís. 486035) se
nechá kopírovací krouzek presne vystredit.
b) Kopírovací zaøízení
Ke kopírovacímu zaøízení je nutné úhelníkové rameno
WA-OF (6.5) a sada kopírovacích hrotù KT-OF, která
se skládá z držáku válce (6.2) a tøí kopírovacích
válcù (6.1).
- Pøišroubujte úhelníkové rameno knoflíkem (6.4)
v požadované výšce k závitovému otvoru (6.6)
frézovacího stolu.
- Kopírovací válec pøipevnìte k držáku válcù a
pøišroubujte jej knoflíkem (6.3) k úhelníkovému
ramenu. Dbejte na to, aby kopírovací válec a frézovací nástroj mìly stejný prùmìr!
- Otáèením regulaèního koleèka (6.7) je možno
nastavit vzdálenost válce k ose frézky.
6.8 Lícované frézování nákližkù
Pomocí úhelníkového ramena WA-OF (7.6), ve spojení s vodicí deskou UP-OF (7.3), obojí tvoøí souèást
pøíslušenství, je možno provádìt lícované frézování
pøesahujících nákližkù.
- Pøišroubujte úhelníkové rameno knoflíkem (7.5) k
závitovému otvoru (7.7) frézovacího stolu.
- Pøišroubujte vodicí desku k úhelníkovému ramenu
knoflíkem (7.4).
- Hloubku frézování nastavte tak, aby èinila tloušku
nákližku + 2 mm.
- Pøitáhnìte vodicí desku (8.1) povolením knoflíku
(8.3) co nejblíže k frézovacímu nástroji.
77
Page 78

- Nastavte regulaèním koleèkem (8.2) hloubku
frézování vodicí desky tak, aby pøi lícovaném frézování zùstalo nìkolik desetin milimetru, které pak
zabrousíte ruènì.
Ochrana proti letu pilin SF-OF (7.2), která tvoøí
souèást pøíslušenství, zlepšuje pøi frézování nákližkù
odsávání prachu. Knoflíkem (7.1) se boènì pøipevní
k frézovacímu stolu a kryje pøi práci (obr. 8) frézovací
nástroj shora.
7 Pøíslušenství
Pro zajištìní vlastní bezpeènosti používejte
pouze originální pøíslušenství a náhradní díly
Festool.
Festool nabízí obsáhlé pøíslušenství, které Vám
umožní mnohostranné a efektivní využití Vašeho
náøadí, napø.: frézovací kružítko, vodicí lišty s øadami
dìr, frézovací pomùcka, stùl frézky pro stacionární
použití.
Evidenèní èísla objednání pro pøíslušenství a nástroje naleznete ve Vašem katalogu Festool, nebo na
internetu pod „www.festool.com“.
8 Údržba a péèe
Pøed každou prací na stroji je nutné vždy
vytáhnout síovou zástrèku ze zásuvky!
Všechny úkony provádìné pøi údržbì a
opravách, které vyžadují otevøení krytu
motoru, smí provádìt pouze autorizovaná
servisní dílna.
K zajištìní cirkulace vzduchu, musejí být chladicí
otvory vzduchu v krytu motoru vždy volné a udržované v èistotì.
Pøístroj je vybaven samovypínacími specielními uhlíky. Pokud se opotøebují, dojde k automatickému
pøerušení proudu a pøístroj se zastaví.
způsobené použitím v rozporu s návodem k obsluze,
nebo škody, které byly při nákupu známy, jsou ze záruky vyloučeny. Rovněž jsou vyloučeny škody, které
byly způsobeny použitím neoriginálního příslušenství
a spotřebního materiálu (např. brusné talíře).
Reklamace mohou být uznány pouze tehdy, pokud
bude strojek v nerozebraném stavu zaslán zpět
dodavateli nebo autorizovanému servisnímu středisku Festool. Dobře si uschovejte návod k obsluze,
bezpečnostní pokyny, seznam náhradních dílů a
doklad o koupi. Jinak platí vždy dané aktuální záruční
podmínky výrobce.
Poznámka
Díky neustálému výzkumu a vývoji jsou zmìny zde
uvádìných technických údajù vyhrazeny.
11 ES prohlášení o shodě
Horní frézka Sériové č.
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Rok označení CE: 2000
Prohlašujeme s veškerou odpovědností, že tento
výrobek je ve shodě s následujícími normami nebo
normativními dokumenty.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 podle ustanovení směrnic 98/37/ES (do 28. prosince 2009),
2006/42/ES (od 29. prosince 2009), 2004/108/
ES.
9 Likvidace
Nevyhazujte elektrická nářadí do domovního
odpadu! Nechte ekologicky zlikvidovat nářadí,
příslušenství a obaly! Dodržujte přitom platné
národní předpisy.
Pouze EU: Podle evropské směrnice 2002/96/ES
musí být stará elektrická zařízení tříděna a předána
k ekologické likvidaci.
10 Záruka
Pro naše přístroje poskytujeme záruku na materiální nebo výrobní vady podle zákonných ustanovení
dané země, minimálně však 12 měsíců. Ve státech
Evropské unie je záruční doba 24 měsíců (prokázání
fakturou nebo dodacím listem). Škody vyplývající z
přirozeného opotřebení, přetěžování, nesprávného
zacházení, resp. škody zaviněné uživatelem nebo
Dr. Johannes Steimel 11.01.2010
Vedoucí výzkumu, vývoje, technické dokumentace
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
Adresa pro výrobky Festool, jejich příslušenství
a spotřební materiál
REACh je nařízení o chemických látkách, platné
od roku 2007 v celé Evropě. Jako následný uživatel, tedy jako výrobce výrobků jsme si vědomi své
informační povinnosti vůči zákazníkům. Abychom
vás mohli vždy informovat o nejnovějším vývoji
a o možných látkách ze seznamu látek v našich
výrobcích, vytvořili jsme pro vás následující webovou stránku: www.festool.com/reach
78
Page 79

Frezarka górnowrzecionowa
Dane techniczne OF 1010 EBQ OF 1010 EQ OF 1010 Q
Moc 1010 W 1010 W 720 W
Predkosc obrotowa (bieg jalowy) 10000 - 24000 min
Szybkie nastawienie g³êbokoœci frezowania
Dok³adne nastawienie g³êbokoœci frezowania
55 mm 55 mm 55 mm
8 mm 8 mm 8 mm
-1
9500 - 23000 min
-1
26500 min
-1
Gwint przy³¹czeniowy wa³u napêdowego M16x1,5 M16x1,5
M16x1,5
Œrednica frezu maks. 35 mm maks. 35 mm maks. 35 mm
Ciê¿ar (bez kabla) 2,7 kg 2,7 kg 2,7 kg
Klasa ochronna
/ II / II / II
Wymienione ilustracje znajduj¹ siê na pocz¹tku instrukcji eksploatacji.
Symbole
Ostrzeżenie przed ogólnym zagrożeniem
Stosowaæ osobiste œrodki ochrony s³uchu!
Instrukcja/przeczytać zalecenia!
Nosić okulary ochronne.
1 Zastosowanie zgodne z przeznacze-
niem
Przy u¿yciu specjalnych narzêdzi do frezowania wymienionych w ofercie firmy Festool mo¿na obrabiaæ
aluminium i karton gipsowy. Frezarki górnowrzecionowe przewidziane s¹ zgodnie z ich przeznaczeniem do frezowania drewna, tworzyw sztucznych i
materia³ów drewnopodobnych.
OdpowiedzialnoϾ za szkody i wypadki
powsta³e na skutek u¿ytkowania niezgodnego z przeznaczeniem ponosi u¿ytkownik.
2 Uwagi dotycz¹ce bezpieczeñstwa
2.1 Ogólne przepisy bezpieczeñstwa
UWAGA! Należy przeczytać wszystkie
zalecenia bezpieczeństwa i instrukcje.
Nieprzestrzeganie następujących ostrzeżeń i instrukcji może stać się przyczyną porażenia prądem elektrycznym, pożaru i/lub ciężkiego obrażenia ciała.
Wszystkie zalecenia odnośnie bezpieczeństwa
pracy i instrukcje należy zachować do wykorzystania w przyszłości.
Użyte w poniższym tekście pojęcie „elektronarzędzie“ odnosi się do elektronarzędzi zasilanych
energią elektryczną z sieci (z przewodem zasilającym) i do elektronarzędzi zasilanych akumulatorami (bez przewodu zasilającego).
2.2 Zalecenia bezpieczeñstwa zwi¹zane z
maszyn¹
- Podanej na narzêdziu maksymalnej iloœci obrotów
nie wolno przekraczaæ wzglêdnie zakres iloœci
obrotów musi byæ zachowany.
- Nale¿y mocowaæ wy³¹cznie narzêdzia o œrednicy
chwytu, dla których przewidziano uchwyt zaciskowy.
- Sprawdziæ zamocowanie freza i jego prawid³owy
bieg.
- Uchwyt zaciskowy i nakrêtka ko³pakowa nie mog¹
byæ uszkodzone.
- Nie wolno stosowaæ olbrzymich wzglêdnie
odkszta³conych frezów.
Nale¿y stosowaæ odpowiednie
osobiste wyposa¿enie zabezpieczaj¹ce: ochronê s³uchu, okulary
ochronne, maskê przeciwpy³ow¹
przy pracach zwi¹zanych z pyleniem, rêkawice ochronne przy
pracach z materia³ami szorstkimi
oraz przy wymianie narzêdzia.
- Elektronarzędzia fi rmy Festool mogą być insta-
lowane tylko na stołach roboczych, które zostały
przewidziane do tego celu przez fi rmę Festool.
Montaż na innym lub samodzielnie wykonanym
stole może spowodować niestabilność elektronarzędzia i doprowadzić do ciężkich wypadków.
3 Informacja odnoœnie emisji ha³asu i
wibracji
W typowym przypadku wartoœci ustalone zgodnie z
norm¹ EN 60745 wynosz¹:
Poziom ciœnienia akustycznego/poziom
ca³kowitego ciœnienia akustycznego
OF 1010 EBQ, OF 1010 EQ 79/90 dB(A)
OF 1010 Q 87/98 dB(A)
Plus ró¿nica w dok³adnoœci pomiaru K = 3 dB
Stosowaæ osobiste œrodki ochrony s³uchu!
79
Page 80

Wartość całkowita wibracji (suma wektorowa w
trzech kierunkach) ustalona zgodnie z normą EN
60745:
Wartość emisji wibracji
(3-osiowo) ah = 5,5 m/s
Uchwyt ah = 8,0 m/s
2
2
Nieoznaczoność K = 2,0 m/s²
Podane parametry emisji (wibracja, hałas) zostały
pomierzone zgodnie z warunkami pomiarowymi
określonymi w normie EN 60745 i służą do porównywania urządzeń. Nadają się one również
do tymczasowej oceny obciążenia wibracjami i
hałasem podczas użytkowania.
Podane parametry emisji dotyczą głównych
zastosowań elektronarzędzia. Jeśli jednak narzędzie elektryczne zostanie użyte do innych zastosowań, z innymi narzędziami mocowanymi lub
nieodpowiednio konserwowane, może to znacznie
zwiększyć obciążenie wibracjami i hałasem całej
czasoprzestrzeni roboczej. W celu dokładnej
oceny dla danej czasoprzestrzeni roboczej trzeba
uwzględnić również zawarte w niej czasy biegu
jałowego i czasy przestoju urządzenia. Może to
znacznie zmniejszyć obciążenie w całym okresie
czasu pracy.
4 Pod³¹czenie do instalacji elektrycznej i
rozruch
Napiêcie sieciowe musi byæ zgodne z da-
nymi zamieszczonymi na tabliczce znamio-
nowej.
W³¹cznik (1.2) s³u¿y do za³¹czania i wy³¹czania
urz¹dzenia (I = za³./0 = wy³.). Do pracy ci¹g³ej mo¿na
zablokowaæ go za pomoc¹ bocznego przycisku
blokuj¹cego (1.1) . Ponowne naciœniêcie w³¹cznika
powoduje zwolnienie blokady. Pod³¹czanie i
od³¹czanie elektrycznego przewodu zasilaj¹cego
patrz rysunek 1A.
5 Ustawienia w maszynie
Przed przyst¹pieniem do wykonywania jakichkolwiek
prac przy maszynie nale¿y zawsze wyci¹gaæ wtyczkê
z gniazda!
5.1 Uk³ad elektroniczny
(OF 1010 EBQ/OF 1010 EQ)
Jeœli uk³ad elektroniczny jest uszkodzony nie wolno
korzystaæ z maszyny, poniewa¿ mo¿e spowodowaæ
to zwiêkszenie prêdkoœci obrotowej. Uszkodzenie
uk³adu elektronicznego mo¿na rozpoznaæ po braku
³agodnego rozruchu lub jeœli regulacja prêdkoœci
obrotowej nie jest mo¿liwa.
Maszyna OF 1010 EBQ, OF 1010 EQ
posiada elektroniczny uk³ad pe³nofalowy o
nastêpuj¹cych w³aœciwoœciach:
£agodny rozruch
£agodny rozruch zapewnia pozbawiony szarpniêæ
rozruch maszyny.
Regulacja prêdkoœci obrotowej
Prêdkoœæ obrotow¹ mo¿na regulowaæ za pomoc¹
pokrêt³a nastawczego (1.16) bezstopniowo w zakre-
-1
sie od 10000 do 24000 min
-1
do 23000 min
). Dziêki temu mo¿na optymalnie
(OF 1010 EQ: 9500
dopasowaæ prêdkoœæ ciêcia do danego rodzaju
materia³u:
Średnica frezu [mm]
3 - 14 15 - 25 16 - 35
material
twarde
drewno
Miękkie
drewno
Płyty wiórowe
pokryte
tworzywo
sztuczne
aluminium 3 - 1 2 - 1 1 HSS (HW)
karton gipsowy 2 - 1 1 1 HW
Stopnie na kólku
6 - 4 5 - 3 3 - 1 HW (HSS)
6 - 5 6 - 3 4 - 1 HSS (HW)
6 - 5 6 - 3 4 - 2 HW
6 - 4 5 - 3 2 - 1 HW
Polecany
materiał do
cięcia
Sta³a prêdkoœæ obrotowa
Wybrana prêdkoœæ obrotowa utrzymywana jest na
sta³ym poziomie zarówno na biegu ja³owym jak i
przy obróbce materia³u.
Bezpiecznik temperaturowy
Dla ochrony przed przegrzaniem zabezpieczaj¹cy
uk³ad elektroniczny wy³¹cza maszynê po osi¹gniêciu
krytycznej temperatury silnika. Po czasie stygniêcia
wynosz¹cym ok. 3-5 minut maszyna jest ponownie gotowa do pracy. Jeœli maszyna pracuje (bieg
ja³owy) czas stygniêcia ulega skróceniu.
Hamulec (OF 1010 EBQ)
Frezarka OF 1010 EBQ posiada elektroniczny hamulec, który po wy³¹czeniu maszyny zatrzymuje wrzeciono wraz z narzêdziem w przeci¹gu 2 sekund.
5.2 Wymiana narzêdzia
Przy wymianie narzêdzia mo¿na ustawiæ maszynê
do góry nogami.
80
Page 81

a) Wk³adanie narzêdzia
- Wsun¹æ frez w otwarty uchwyt zaciskowy tak daleko jak to jest mo¿liwe, a co najmniej do oznaczenia
) na chwycie frezu.
(
- Przekrêciæ wrzeciono a¿ blokada wrzeciona (1.14)
zadzia³a i zablokuje wrzeciono.
- Mocno przykrêciæ nakrêtkê (1.13) przy pomocy
klucza widlastego SW 19.
b) Wyjmowanie narzêdzia
- Przekrêciæ wrzeciono a¿ blokada wrzeciona (1.14)
zadzia³a i zablokuje wrzeciono.
- Zwolniæ nakrêtkê (1.13) przy pomocy klucza widlastego SW 19, a¿ poczujecie opór. Nastêpnie
nale¿y pokonaæ ten opór przekrêcaj¹c dalej kluczem widlastym.
- Wyj¹æ frez.
5.3 Wymiana uchwytu zaciskowego
Dostêpne s¹ uchwyty zaciskowe dla nastêpuj¹cych
œrednic chwytu: 6,0 mm, 6,35 mm, 8 mm (Numery
do zamówienia patrz katalog firmy Festool lub w
Internecie pod adresem „www.festool.com“).
- Odkrêciæ ca³kowicie nakrêtkê (1.13) i wyj¹æ j¹
razem z uchwytem zaciskowym z wrzeciona.
- Wsadziæ nowy uchwyt zaciskowy z nakrêtk¹ do
wrzeciona, po czym lekko dokrêciæ j¹. Nie zakrêcaæ
mocno nakrêtki, je¿eli nie jest jeszcze wsadzony
frez!
wskazywa³a 0 mm.
b) Ustawienie g³êbokoœci frezowania
³yczon¹ g³êbokoœæ frezowania mo¿na ustawiæ albo
przy pomocy szybkiego ustawienia g³êbokoœci albo
przy pomocy dok³adnego ustawienia g³êbokoœci.
• B³yskawiczne ustawienie g³êbokoœci: poci¹gn¹æ
zderzak do ustawienia g³êbokoœci (1.7) tak daleko do góry, a¿ wskazówka bêdzie wskazywa³a
¿yczon¹ g³êbokoœæ frezowania. Mocno zamocowaæ
zderzak do ustawienia g³êbokoœci w tej pozycji przy
pomocy dŸwigienki napinaj¹cej (1.6).
• Dok³adne ustawienie g³êbokoœci: Zderzak do
ustawienia g³êbokoœci w tej pozycji przy pomocy
dŸwigienki napinaj¹cej (1.6). Ustawiæ ¿yczon¹
g³êbokoœæ frezowania przekrêcaj¹c ko³o nastawcze
(1.3). Je¿eli przekrêcicie ko³o nastawcze o jedn¹
kreskê, to g³êbokoœæ frezowania przestawi siê o
0,1 mm. Ca³kowity obrócenie przestawi g³êbokoœæ
o 1 mm. Maksymalny zakres przestawienia przy
pomocy ko³a nastawnego wynosi 8 mm.
c) Zastawienie g³êbokoœci frezowania
- Odkrêciæ ga³kê obrotow¹ (1.15) i nacisn¹æ
maszynê tak daleko ku do³owi, a¿ zderzak do
ustawienia g³êbokoœci dotknie zderzak twardy.
- Przymocowaæ maszynê w tym po³o¿eniu poprzez
zakrêcenie pokrêt³a (1.15).
5.4 Ustawienie g³êbokoœci frezowania
Ustawienie g³êbokoœci frezowania odbywa siê trzech
krokach:
a) Ustawienie punktu zerowego
- Przestawiæ dŸwigienkê napinaj¹c¹ (1.6), a¿ zderzak do nastawiania g³êbokoœci (1.7) bêdzie siê
rusza³.
- Ustawiæ frezarkê górnowrzecionow¹ sto³em (1.11)
na równej powierzchni. Odkrêciæ ga³kê obrotow¹
(1.15) i nacisn¹æ maszynê tak daleko w dó³, a¿
frez bêdzie nasadzony na podstawê.
- Przymocowaæ maszynê w tym po³o¿eniu poprzez
zakrêcenie pokrêt³a (1.15).
- Przesun¹æ zderzak do nastawiania g³êbokoœci
w stronê jednego z trzech zderzaków twardych
obracaj¹cego siê zderzaka rewolwerowego
(1.9).
Przy pomocy œrubokrêta mo¿ecie indywidualnie
ustawiæ wysokoœæ ka¿dego zderzaka twardego:
Zderzak twardy min. wysokoϾ/max.
wysokoϾ
A 38 mm/44 mm
B 44 mm/54 mm
C 54 mm/67 mm
- Przesun¹æ wskazówkê (1.4) na dó³, aby skala (1.5)
5.5 Odsysanie
Maszynê nale¿y zawsze pod³¹czaæ do
odkurzacza. Frezarki górnowrzecionowe
s¹ seryjnie wyposa¿one w pod³¹czenie do
odsysania wiórów i py³ów (rys. 1.8).
Jednoczeœnie pokrywa odsysaj¹ca (2.2) przy zderzaku bocznym zapobiega ulatywaniu wiórów.
Podczas frezowania krawêdzi najlepsze rezultaty
uzyskuje siê przy pomocy pokrywy odsysaj¹cej AHOF oferowanej w wyposa¿eniu.
£apacz wiórów KSF-OF
Dziêki zastosowaniu ³apacza wiórów KSF-OF (9.1)
(czêœciowo w zakresie dostawy) mo¿na zwiêkszyæ
skutecznoœæ odsysania przy frezowaniu krawêdzi.
Monta¿ odbywa siê w sposób analogiczny jak
pierœcienia kopiowego.
Ko³pak mo¿na odci¹æ za pomoc¹ pi³y kab³¹kowej
wzd³u¿ rowków (9.2) i tym samym zmniejszyæ.
£apacz wiórów mo¿na wtedy stosowaæ przy minimalnych promieniach wewnêtrznych wynosz¹cych
40 mm.
81
Page 82

6 Praca za pomoc¹ maszyny
Obrabiany element nale¿y mocowaæ zawsze
w taki sposób, aby nie móg³ poruszyæ siê
w czasie obróbki.
Maszynê nale¿y trzymaæ zawsze obiema
rêkami za przewidziane do tego celu uchwy-
ty (1.15, 1.17).
Podczas pracy frezarkê górnowrzecionow¹ nale¿y
posuwaæ zawsze w kierunku przeciwnym do obrotu
freza (frezowanie przeciwbie¿ne)!
Frezowanie nale¿y wykonywaæ wy³¹cznie w ruchu
przeciwbie¿nym (kierunek przesuwu maszyny zgodnie z kierunkiem ciêcia narzêdzia, ilustracja 5).
6.1 Obróbka aluminium
Ze wzglêdów bezpieczeñstwa przy obróbce
aluminium nale¿y stosowaæ nastêpuj¹ce
œrodki zabezpieczaj¹ce:
- Zainstalowaæ pr¹dowy wy³¹cznik ochronny (FI,
PRCD).
- Pod³¹czyæ maszynê do odpowiedniego odkurza-
cza.
- Regularnie czyœciæ maszynê z kurzu osadzonego
na obudowie silnika.
- Nosiæ okulary ochronne.
6.2 Frezowanie z rêki
Frezowanie z rêki frezark¹ górnowrzecionow¹
to g³ównie frezowanie liter lub obrazów oraz obróbka krawêdzi, które odbywa siê przy pomocy
frezów z pierœcieniem oporowym lub czopami
prowadz¹cymi.
6.3 Frezowanie ze zderzakiem bocznym
Podczas prac wykonywanych równolegle do
krawêdzi czêœci obrabianej mo¿na u¿yæ zawartego
w dostawie zderzaka bocznego (3.2) (w przypadku
“Modu³u 5A” nie objête zakresem dostawy):
- Przymocowaæ oba dr¹¿ki prowadz¹ce (3.7) po-
przez dokrêcenie obu pokrête³ (3.3) przy prowadnicy bocznej.
- Wprowadziæ dr¹¿ki prowadz¹ce na wybrany wy-
miar w rowki (1.10) sto³u frezarskiego i zacisn¹æ
je pokrêt³em (3.1).
Odleg³oœæ mo¿na ustawiæ szybciej i dok³adniej
przy pomocy precyzera (3.6) zawartego w ofercie
wyposa¿enia:
- Wkrêciæ œrubê ustawcz¹ (3.4) do czêœci z tworzywa
sztucznego zderzaka bocznego,
- zamocowaæ suwaki przy pomocy ga³ek obrotowych
(3.5) do precyzera,
- odkrêciæ ga³ki obrotowe (3.3) zderzaka boczne-
go,
- ustawiæ ¿yczony odstêp przy pomocy œruby ustaw-
czej i ponownie dokrêciæ ga³ki obrotowe.
6.4 Frezowanie przy pomocy poszerzenia
sto³u TV-OF
W celu zwiêkszenia powierzchni sto³u frezarki górnowrzecionowej oraz polepszenia prowadzenia,
np. podczas frezowania blisko krawêdzi, mo¿na
zastosowaæ oferowane w wyposa¿eniu poszerzenie
sto³u TV-OF.
Poszerzenie sto³u jest montowane w ten sam sposób
co zderzak boczny.
6.5 Frezowanie z systemem prowadzenia
FS
System prowadzenia oferowany w wyposa¿eniu
u³atwia frezowanie dok³adnych wpustów.
- Zamocowaæ zderzak prowadz¹cy (4.1) suwakami
prowadz¹cymi (3.7) bocznego zderzaka do sto³u
frezarki.
- Zamocowaæ szynê prowadz¹c¹ (4.3) przy pomocy
œcisków stolarskich (4.4) do materia³u obrabianego. Uwa¿aæ, aby miêdzy przedni¹ krawêdzi¹
szyny prowadz¹cej a frezark¹, wzglêdnie wpustem,
zosta³ zachowany bezpieczny odstêp X (zdjêcie 4)
wynosz¹cy 5 mm.
- Nasadziæ zderzak prowadz¹cy jak demonstruje
zdjêcie nr. 4 na szynê prowadz¹c¹. W celu zapewnienia bezluzowego prowadzenia zderzaka
frezarki mo¿ecie Pañstwo przez obydwa boczne
otwory (4.2) przy pomocy œrubokrêta ustawiæ dwie
szczêki prowadz¹ce.
- Do nagwintowanegom otworu (6.6) sto³u frezarki
przykrêciæ przy pomocy œruby podporê daj¹c¹ siê
przestawiæ na wysokoœæ (4.6) w ten sposób, aby
dolna strona sto³u frezarki le¿a³a równolegle do
powierzchni obrabianego materia³u.
W celu frezowania wed³ug rysy oznakowanie na
stole frezarki (4.5) oraz skala na podporze wska¿e
Pañstwu œrodkow¹ oœ frezarki.
6.6 Frezowanie przy pomocy cyrkla
dr¹¿kowego SZ-OF 1000
Przy pomocy cyrkla dr¹¿kowego SZ-OF 1000 zawartego w ofercie wyposa¿enia mo¿na obrabiaæ
czêœci okr¹g³e lub wykroje ko³owe o œrednicy le¿¹cej
pomiêdzy 153 a 760 mm.
- Wsun¹æ cyrkiel dr¹¿kowy do przedniego wpustu
sto³u frezarki tak daleko, a¿ zostanie ustawiony
¿yczony promieñ.
- Zablokowaæ cyrkiel przy pomocy ga³ki obrotowej
(1.12).
82
Page 83

Wskazówka
W celu unikniêcia naciêcia czêœci obrabianej przez
cyrkiel, mo¿na w punkcie œrodkowym zamocowaæ
przy pomocy taœmy obustronnie klej¹cej drewnian¹
deseczkê.
6.7 Frezowanie kopiowe
W celu dok³adnej i zgodnej z wymiarem reprodukcji
istniej¹cych elementów stosuje siê pierœcieñ kopiowy
lub urz¹dzenie kopiowe.
a) Pierœcieñ kopiowy
Zamocowaæ pierœcieñ kopiowy zamiast pierœcienia
pokrywaj¹cego (2.1) do sto³u frezarki od do³u.
Podczas wyboru wielkoœci pierœcienia kopiowego
(5.1) zwracaæ uwagê na to, aby u¿yty frez (5.2)
pasowa³ do jego otworu.
Odstêp Y (zdjêcie 5) pomiêdzy czêœci¹ obrabian¹
a szablonem oblicza siê nastêpuj¹co:
Y = (Ø pierœcieñ kopiowy - Ø frez)
2
Przy pomocy trzpienia centrujacego ZD-OF (Nr zam.
486035) mozliwe jest ustawienie pierscienia kopiujacego idealnie po srodku.
b) Urz¹dzenie kopiowe
Urz¹dzenie kopiowe sk³ada siê z ramienia k¹towego
WA-OF (6.5) oraz kompletu kopiowego KT-OF,
sk³adaj¹cego siê z uchwytu do rolek (6.2) oraz trzech
rolek do kopiowania (6.1).
- Ramiê k¹towe mocno przymocowaæ przy pomocy ga³ki obrotowej (6.4) na ¿yczon¹ wysokoœæ w
nagwintowanym otworze (6.6) sto³u frezarki.
- Zamontowaæ rolkê do kopiowania do uchwytu
do rolki, a nastêpnie przymocowaæ go œrubami
przy pomocy ga³ki pokrêtnej (6.3) do ramienia
k¹towego. Zwracaæ uwagê, aby rolka do kopiowania oraz frez mia³y tê sam¹ œrednicê!
- Na skutek przekrêcania ko³a nastawczego (6.7)
mo¿na ustawiæ odleg³oœæ rolki stykowej w stosunku
do osi freza.
6.8 Frezowanie poprzeczne wystaj¹cych
krawêdzi doklejek
Przy pomocy ramienia k¹towego WA-OF (7.6) w
po³¹czeniu z p³yt¹ prowadz¹c¹ UP-OF (7.3), zawartych w ofercie wyposa¿enia, mo¿na poprzeczenie
frezowaæ wystaj¹ce krawêdzie doklejek.
- Przykrêciæ przy pomocy ga³ki obrotowej (7.5) ramiê
k¹towe do nagwintowanego otworu (7.7) sto³u
frezarki.
- Przy pomocy ga³ki obrotowej (7.4) przykrêciæ do
ramienia k¹towego p³ytê prowadz¹c¹.
- Ustawiæ g³êbokoœæ w ten sposób, ¿eby wynosi³a
ona tyle co szerokoϾ doklejki + 2 mm.
- Doprowadziæ p³ytê prowadz¹c¹ (8.1) mo¿liwie blisko do freza poprzez odkrêcenie ga³ki obrotowej
(8.3).
- Przy pomocy ko³a ustawczego (8.2) ustawiæ
g³êbokoœæ p³yty prowadz¹cej w ten sposób, aby
podczas frezowania poprzecznego pozostawiæ
kilka dziesi¹tych milimetra doklejki, które nastêpnie
nale¿y zeszlifowaæ rêcznie.
Zawarta w wyposa¿eniu czêœæ chroni¹ca przed
ulatuj¹cymi wiórami SF-OF (7.2) polepsza podczas
frezowania doklejek odsysanie py³ów. Czêœæ ta
mocowana jest przy pomocy ga³ki obrotowej (7.1)
z boku sto³u frezarki i podczas prac (zdjêcie 8) pokrywa frez od góry.
7 Wyposa¿enie
Dla w³asnego bezpieczeñstwa nale¿y
stosowaæ wy³¹cznie oryginalne wyposa¿enie
i czêœci zamienne firmy Festool.
Firma Festool oferuje obszerny zakres wyposa¿enia,
które umo¿liwia wielorakie i efektywne stosowanie maszyny, np.: cyrkiel do frezowania, szyny
prowadz¹ce z systemem do wiercenia rzêdów otworów, przyrz¹d u³atwiaj¹cy frezowanie, stó³ frezarski
do u¿ytkowania stacjonarnego.
Numery do zamówienia wyposa¿enia i narzêdzi znajdziecie Pañstwo w katalogu Festool lub w internecie
pod adresem “www.festool.com”.
8 Przegl¹d, konserwacja i czyszczenie
Przed przyst¹pieniem do wykonywania
jakichkolwiek prac przy maszynie nale¿y
zawsze wyci¹gaæ wtyczkê z gniazda!
Wszystkie prace konserwacyjne i napraw-
cze, które wymagaj¹ otwarcia obudowy
silnika, mog¹ byæ wykonywane wy³¹cznie
przez upowa¿niony warsztat serwisowy.
W celu zabezpieczenia cyrkulacji powietrza nale¿y
utrzymywaæ dro¿noœæ i czystoœæ otworów wentylacyjnych na obudowie silnika.
Urz¹dzenie jest wyposa¿one w specjalne wêgle
samoczynnie wy³¹czaj¹ce. Je¿eli s¹ one zu¿yte,
nastêpuje samoczynne od³¹czenie pr¹du i maszyna
zatrzymuje siê.
9 Usuwanie
Nie wolno wyrzucać narzędzi elektrycznych wraz z
odpadami domowymi! Urządzenia, wyposażenie i
opakowania należy przekazać zgodnie z przepisami o ochronie środowiska do odzysku surowców
wtórnych. Należy przy tym przestrzegać obowiązujących przepisów państwowych.
Tylko UE: Zgodnie z europejską Wytyczną
2002/96/EG zużyte narzędzia elektryczne trzeba
83
Page 84

gromadzić osobno i odprowadzać do odzysku surowców wtórnych zgodnie z przepisami o ochronie
środowiska.
10 Gwarancja
Na urządzenia produkcji naszej firmy udzielamy
gwarancji z tytułu wad materiałowych i produkcyjnych zgodnie z przepisami ustawowymi danego
kraju jednakże, co najmniej 12 miesięcy. Na terenie
Stanów Zjednoczonych i Unii Europejskiej, okres
gwarancyjny wynosi 24 miesiące (dowód w postaci rachunku lub dowodu dostawy). Uszkodzenia,
których przyczyną jest naturalne zużycie / starcie,
przeciążenie, nieprawidłowa eksploatacja względnie
uszkodzenia, za które winę ponosi użytkownik lub
powstałe w wyniku użycia niezgodnego z opisem
w instrukcji eksploatacji względnie, które znane
były w momencie zakupu, są wyłączone z roszczeń
gwarancyjnych. Nie są również uwzględniane szkody, powstałe w wyniku stosowania nieoryginalnego
wyposażenia i materiałów użytkowych (np. talerze
szlifierskie).
Reklamacje mogą zostać uznane wyłącznie wtedy,
jeśli urządzenie zostanie odesłane w stanie nierozłożonym do dostawcy lub jednego z autoryzowanych
warsztatów serwisowych firmy Festool. Instrukcję
eksploatacji, zalecenia odnośnie bezpieczeństwa
pracy, listę częś
ci zamiennych oraz dowód zakupu
należy przechowywać w miejscu dobrze zabezpieczonym. Ponadto obowiązują aktualne warunki
gwarancyjne producenta
.
Uwaga
Ze wzglêdu na sta³y postêp prac eksperymentalnych
i rozwojowych zastrzega siê mo¿liwoœæ zmiany zamieszczonych danych technicznych.
11 Oświadczenie o zgodności z normami
UE
Frezarka górnowrzeciono-
Nr seryjny
wa
OF 1010 Q 490108
OF 1010 EQ 491991
OF 1010 EBQ 490174
Rok oznaczenia CE: 2000
Niniejszym oświadczamy na własną odpowiedzialność, że produkt ten spełnia następujące normy lub
dokumenty normatywne.
EN 60745-1, EN 60745-2-17, EN 55014-1, EN
55014-2, EN 61000-3-2, EN 61000-3-3 zgodnie
z postanowieniami wytycznych 98/37/EG (do 28
grudnia 2009 r.), 2006/42/EG (od 29 grudnia 2009
r.) 2004/108/EG.
Dr. Johannes Steimel 11.01.2010
Kierownik Działu Badań, Rozwoju i Dokumentacji Technicznej
FESTOOL GmbH
Wertstr. 20, D-73240 Wendlingen
Rozporządzenie REACh dla produktów firmy
Festool, ich wyposażenia i materiałów eksploatacyjnych
REACh jest to rozporządzenie o substancjach
chemicznych, które obowiązuje w całej Europie od
2007 r. Firma nasza, jako „użytkownik końcowy“,
a zatem jako producent wyrobów jest świadoma
obowiązku informowania naszych klientów. W
celu dostarczania naszym klientom najnowszych
informacji oraz informowania o możliwych substancjach z listy kandydatów w wyrobach naszej
fi rmy, utworzyliśmy następującą stronę internetową: www.festool.com/reach
84
Page 85

Page 86

 Loading...
Loading...