

Page 1
Originalbetriebsanleitung 5
Original operating manual 9
Notice d’utilisation d’origine 13
Manual de instrucciones original 17
Istruzioni per l’uso originali 21
Originele gebruiksaanwijzing 25
Originalbruksanvisning 29
Alkuperäiset käyttöohjeet 33
Original brugsanvisning 37
Originalbruksanvisning 41
Manual de instruções original 45
Оригинал Руководства по эксплуатации 49
Originální návod k použití 53
Oryginalna instrukcja eksploatacji 57
GD 320
GD 460
GD 460 A
768245_001
Page 2
GD 320
GD 460
2
Page 3
GD 460 A
3
Page 4
4
Page 5
Originalbetriebsableitung
1 Technische Daten
Zimmerei - Bohrständer GD 320 GD 460 GD 460 A
Bohrerlänge max. 320 mm 460 mm 460 mm
Bohrtiefe max. 240 mm 380 mm 310 mm
Führungsteller für Bohrer Ø 8, 10, 12 ... 26 mm
Bohr - Ø ohne Führungsteller max. 45 mm
Schwenkbar für Winkelbohrungen - - bis 45° stufenlos
Aufnahme für Bohrmaschinen mit Spannhals 57/43 mm
Gewicht 2,8 kg 3,2 kg 3,7 kg
Gesamthöhe 532 mm 672 mm 672 mm
Grundplatte 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallelanschlag einstellbar 8 - 190 mm
- senkrecht - - 25-185 mm
Zubehör, nicht im Lieferumfang Bestell-Nr.
Führungsteller für Bohrer 6,7,9,11 ... 27 mm 621947
Spannelemente (4 Stk) zum Festspannen des Bohrständers 621949
an Werkstücken bis 105 mm (bis 127 bei GD 460 A)
Konsolen (2 Stk) zur Aufnahme von Spannelementen 622471
am Bohrständer für breite Werkstücke bis 300 mm
2 Symbole
Warnung vor allgemeiner Gefahr
Anleitung/Hinweise lesen!
Nicht in Hausmüll werfen!
Hinweis, Tipp
3 Bestimmungsgemäße Verwendung
Die Bohrständer GD 320 und GD 460 sind zur
Herstellung von präzisen Bohrungen im exakten
Winkel von 90° bestimmt. Mit dem Führungsteller
können Schlangenbohrer von Ø 8 bis 26 mm bzw.
von Ø 6 bis 27 mm präzise und sicher geführt
werden. Ohne Führungsteller sind Bohrungen bis
max. Ø 45mm möglich. Zwei Parallelanschläge
dienen zur einfachen Positionierung bzw. Führung auf dem Werkstück. Spannelemente zum
Festspannen des Bohrständers sind als Zubehör
erhältlich. Der Bohrständer kann mit sämtlichen
elektrischen Handbohrmaschinen genutzt werden, deren Spannhals Ø 57 oder 43mm beträgt
und deren Höchstdrehmoment 75 Nm nicht übersteigt.
Der Bohrständer GD 460 A kann für Bohrungen
in jedem beliebigen Winkel von 90° bis 45° eingesetzt werden.
4 Sicherheitshinweise
WARNUNG! Lesen Sie sämtliche Sicherheitshinweise und Anweisungen. Fehler
bei der Einhaltung der Warnhinweise und Anweisungen können elektrischen Schlag, Brand und/
oder schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und Anweisungen für die Zukunft auf.
- Durch die Verbindung einer Handbohrmaschi-
ne mit dem Bohrständer entsteht eine Vorrichtung, für die auch die Sicherbeitshinweise und
Anweisungen der Bohrmaschine gelten. Lesen
und befolgen Sie deshalb auch die Sicherheitshinweise und die Betriebsanleitung der Bohrmaschine.
- Die Vorrichtung ist bei der Arbeit immer mit
beiden Händen an den dazu bestimmten Griffen zu halten.
- Vor Arbeitsbeginn ist sicherzustellen, dass es
während des Bohrvorgangs zu keiner Kollision zwischen rotierenden Bohrmaschinenteilen
und festen Bohrständer - oder Werkstückteilen
kommt.
- Vor Arbeitsbeginn ist zu prüfen und sicherzu-
stellen, dass alle Elemente zur Sicherung der
Position und Einspannung ordnungsgemäß
festgezogen und justiert sind.
- Lose Splitter, Späne und ähnliche Teile dürfen
in der Nähe des Arbeitswerkzeugs nicht mit
der Hand beseitigt werden.
5
Page 6

- Bei Bohrmaschinen mit einem Höchstdrehmo-
ment von mehr als 55 Nm ist stets die Verlängerung für den Zusatzhandgriff zu verwenden;
diese wird im Vorderteil des Führungsschlittens eingebaut.
- Das Werkstück ist stets auf einer festen Un-
terlage aufzulegen und gegen Verdrehen oder
Wegrutschen zu sichern.
- Schwenkbare Bohrständer (GD 460 A) sind bei
der Herstellung von Winkelbohrungen gegen
Wegrutschen zu sichern. Hierzu empfehlen wir
die Spannelemente (Zubehör) zu verwenden.
Achten Sie bei der Arbeit auf einen sicheren
und festen Stand.
- Bei allen Arbeiten, die zur Vorbereitung, zum
Einbau, Umbau, Einstellen, Bohrerwechsel
usw. sowie zur Wartung und Pfl ege dienen
stets den Netzstecker der Bohrmaschine aus
der Steckdose ziehen.
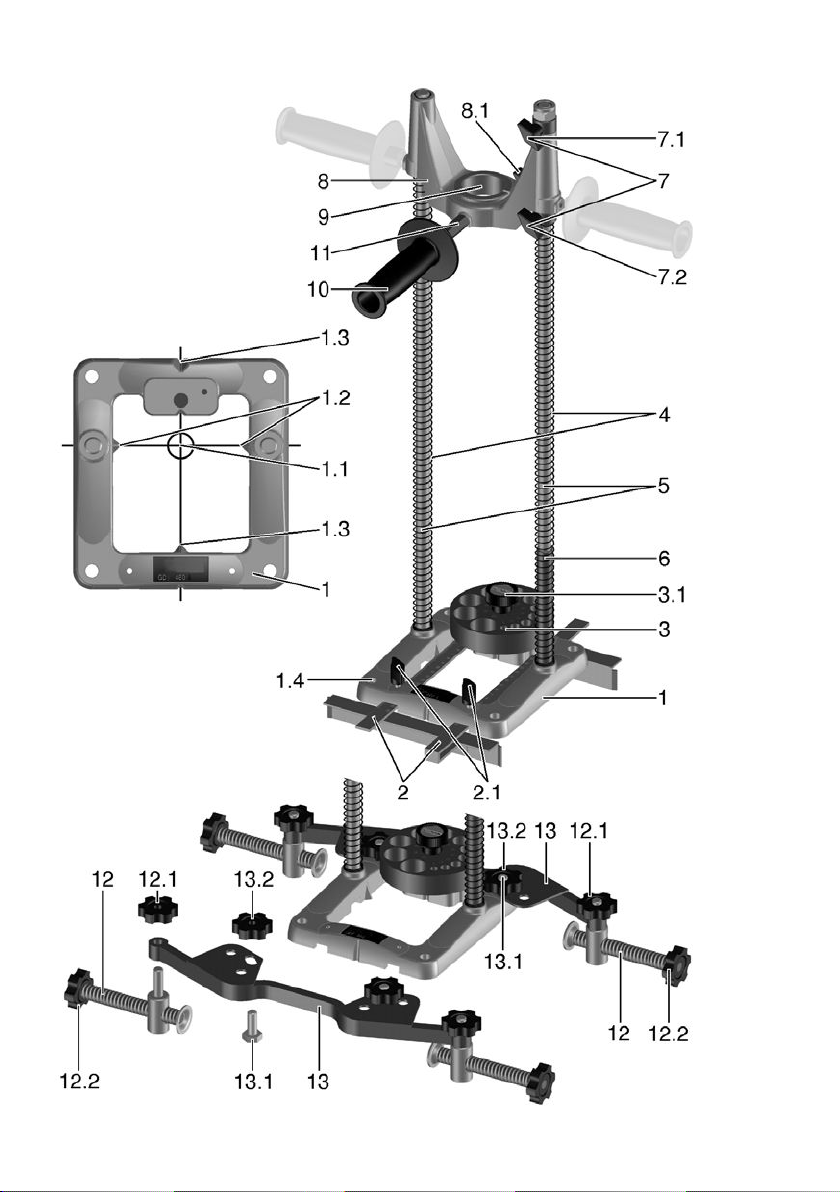
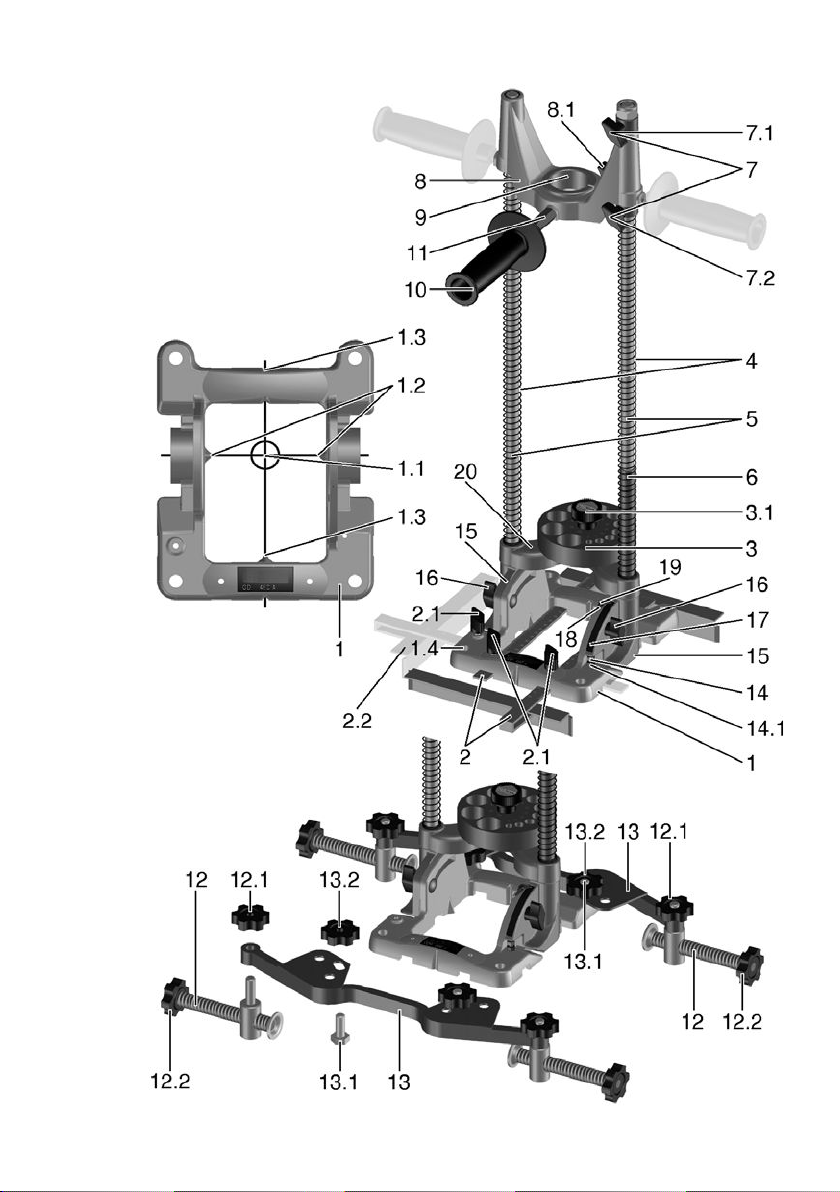
5 Geräteelemente
1 Grundplatte
2 Parallelanschläge
3 Führungsteller für Schlangenbohrer
4 Führungsstangen
5 Federn
6 Anschlaghülse
7 Tiefenanschläge
8 Führungsschlitten zur Bohrmaschine
9 Reduzierring D 57/43 mm
10 Zusatzhandgriff
11 Verlängerung für den Zusatzhandgriff
12 Spannelemente
13 Konsolen
14 Schraube für Einstellung der senkrechten
Lage (nur GD 460 A)
15 Füße
16 Spannmuttern
17 Skala
18 Zeiger
19 Justierschraube
20 Bügel
Das abgebildete oder beschriebene Zubehör gehört teilweise nicht zum Lieferumfang.
Die angegebenen Abbildungen befi nden sich am
Anfang der Betriebsanleitung.
6 Inbetriebnahme und Verwendung
6.1 Führungsteller einstellen
Entsprechend dem gewünschten Bohrer -Ø wird
die Bohrung im Führungsteller ausgewählt und
zur Bohrlochachse (1.1) positioniert:
Drehknopf (3.1) um ca. 5 Umdrehungen nach
links drehen, Führungsteller aus dem Arretier-
6
stift anheben, in die gewünschte Position drehen
und wieder absenken. Darauf achten, dass der
Führungsteller im Arretierstift einrastet.
Drehknopf (3.1) wieder festziehen.
6.2 Bohrer einspannen
Schlangenbohrer im Bohrfutter der Bohrma-
schine einspannen und Bohrfutter festziehen.
Es dürfen nur Schlangenbohrer mit einer Län-
ge verwendet werden, die innerhalb der angegebenen maximalen Bohrerlänge liegen.
6.3 Bohrmaschine einspannen
Bei Bohrmaschinen mit Spannhals -Ø
43 mm den Reduzierring verwenden.
Reduzierring so positionieren, dass der Schlitz
zur Spannstelle (8.1) zeigt.
Bohrmaschine in die Aufnahme einsetzen und
mit der Spannschraube (8.1) festziehen.
6.4 Bohrtiefe einstellen
Die obere Anschlagposition wird mit dem An-
schlagring (7.1) gewählt und mit der Klemmschraube festgezogen.
Die obere Anschlagposition ist so zu wählen,
dass der Bohrer im Führungsteller geführt ist
und die Bohrerspitze etwa 5-10 mm Abstand
von der Aufl agefl äche der Grundplatte hat.
So werden Beschädigungen am Bohrer und Werkstück vermieden. Der untere Anschlagring (7.2)
dient zur Begrenzung der Bohrtiefe.
Bohrtiefe durch Messen oder Probebohrung
ermitteln und Anschlagring (7.2) unter dem
Führungsschlitten (8) festziehen.
Der Anschlagring (7.2) ist dann besonders vorteilhaft, wenn mehrere Löcher gleicher Tiefe gebohrt
werden.
6.5 Zusatzhandgriff
Der Zusatzhandgriff (10) kann wahlweise in drei
Positionen (siehe Skizze) eingeschraubt werden.
Bei Bohrmaschinen, deren Höchstdrehmoment
55 Nm übersteigt ist die Verlängerung (11) zu
verwenden.
Mit Verlängerung ist der Zusatzhandgriff immer
an der Frontseite (siehe Abbildung) des Führungsschlittens (8) zu verwenden.
6.6 Bohren mit Parallelanschlag
Die beiden Parallelanschläge (2) erhöhen die
Sicherheit beim Arbeiten. Gleichzeitig wird die
Genauigkeit erhöht und Zeit gespart, wenn mehrere Löcher im gleichen Abstand zur Kante des
Werkstücks gebohrt werden sollen. Es kann
wahlweise ein Parallelanschlag von einer Seite
oder zwei Parallelanschlägen von beiden Seiten
genutzt werden. Der Parallelanschlag wird ent-
Page 7
weder nach einer Anrisslinie auf dem Werkstück
(Sichtkontrolle nach den Markierungen (1.1) an
der Grundplatte) oder nach der Skala am Parallelanschlag eingestellt.
Den Parallelanschlag in der gewünschten Po-
sition mit der Klemmschraube (2.1) festziehen.
Bei schwenkbarer Ausführung (GD 460A) kann
der Parallelanschlag auch seitlich eingestellt
werden (2.2).
6.7 Bohrungswinkel einstellen (GD 460 A)
Die schwenkbaren Bohrständer (GD 460 A) ermöglichen Winkelsbohrungen im Winkel von 90°
bis 45°. Für senkrechte Bohrungen zeigt der Zeiger (18) an der Skala (17) auf Null.
Zur Einstellung des Neigungswinkels werden
die beiden Spannmuttern (16) gelöst.
Die Führungsstangen können jetzt auf den ge-
wünschten Winkel geschwenkt werden.
Der Winkel kann an der Skala (17) mit der ex-
akten Gradeinteilung ermittelt werden.
Zeiger (18) auf den gewünschten Skalenwert
stellen und die beiden Spannmuttern (16) wieder festziehen.
BEACHTEN: Bei geschwenktem Bohr-
ständer aus Sicherheitsgründen die
Grundplatte am Werkstück gegen Wegrutschen sichern. Idealerweise können
dazu die Spannelemente (Zubehör) verwendet werden.
6.8 Anschlagposition korrigieren (GD 460 A)
Die senkrechte Stellung ist bei den schwenkbaren
Bohrständern durch eine Anschlagschraube (14)
vom Werk eingestellt.
Soll die eingestellte Anschlagposition nachjustiert werden, ist wie folgt vorzugehen:
Sicherungsmutter (14.1.) und Spannmuttern
(16) lösen.
Fuß (15) an den Schraubenkopf (14) anschla-
gen.
Durch Verdrehen der Anschlagschraube in die
gewünschte Richtung, verändern Sie den Winkel in die erforderliche Lage.
Sicherungsmutter (14.1) und Spannmuttern
(16) wieder festziehen.
Der Zeiger (18) kann durch Lösen der Justier-
schraube (19) ebenfalls nachjustiert und in der
gewünschten Position wieder festgeschraubt
werden.
6.9 Bohrständer festspannen
- Zum Festspannen des Bohrständers auf dem
Werkstück dienen die Spannelemente (12) diese können an der Grundplatte (1) befestigt werden.
Spannelement von unten in die Bohrung (1.4)
einstecken und Spannmutter (12.1) von oben
einschrauben und festziehen.
Mit der Spindel (12.2) in der gewünschten Po-
sition festziehen.
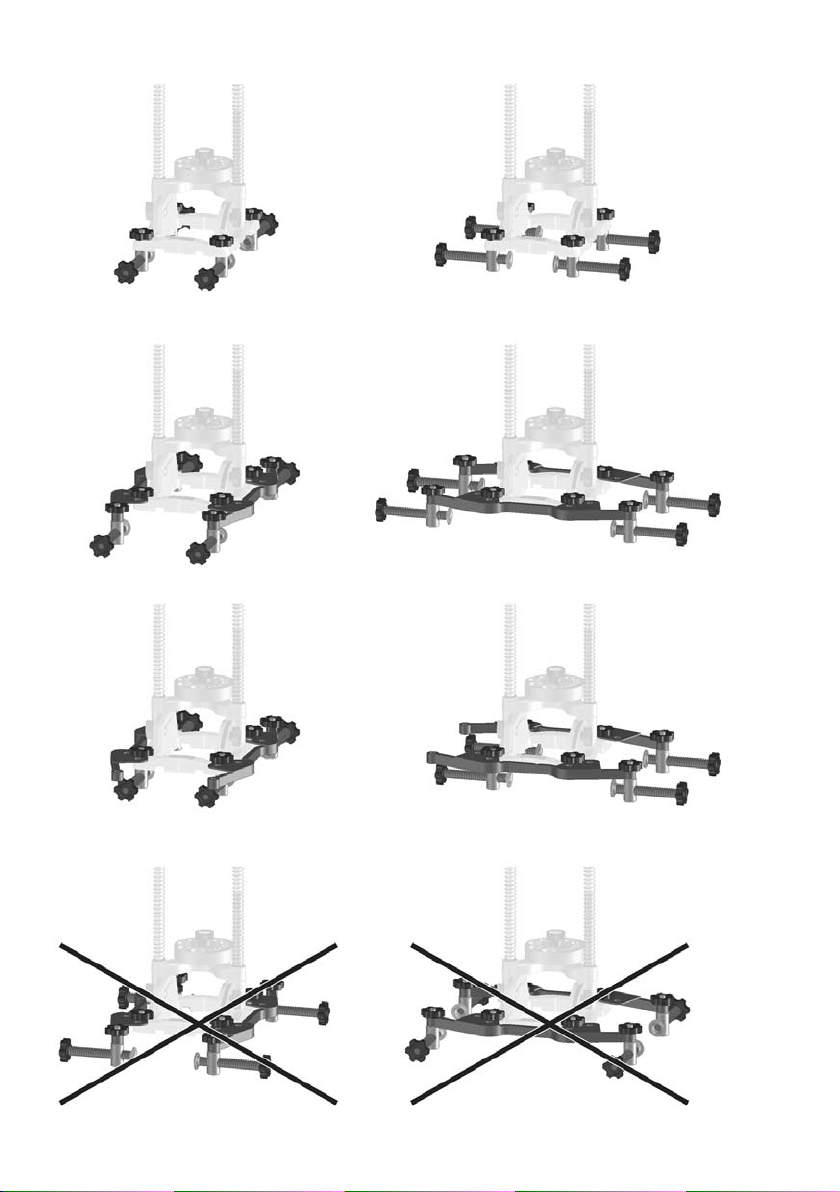
Die Spannelemente (nicht im Lieferumfang, Zubehör) sind immer paarweise von beiden Seiten zu
benutzen. Es empfi ehlt sich vier Spannelemente
einzusetzen.
Für breite Werkstücke bis max. 300 mm können
die Spannelemente an einer Konsole (13) befestigt
werden.
Schraube (13.1) von unten in die Bohrung (1.4)
einsetzen,
Konsole (13) von oben aufsetzen und mit der
Mutter (13.2) festspannen.
Die Konsolen (nicht im Lieferumfang, Zubehör)
werden paarweise (2 Stück) angeboten. Es ist darauf zu achten, dass die Spannelemente innerhalb
eines Konsole gegeneinander (siehe Abbildung)
eingesetzt werden (Kraftverlauf in Längsrichtung
zur Konsole).
Spannelemente nicht zwischen 2 Konsolen gegeneinander einsetzen.
7 Bohren
- Vergewissern Sie sich vor Beginn der Bohrar-
beit, dass der Schlangenbohrer und die Bohrmaschine fest eingespannt sind.
- Anschläge und Führungsteller auf festen Sitz
überprüfen und ggf. die Spannelemente festziehen.
- Arbeiten Sie nicht mit beschädigten oder
stumpfen Bohrern.
- Arbeiten Sie beim Bohren stets so, dass Sie
die komplette Vorrichtung mit beiden Händen
festhalten: Eine Hand am Zusatzgriff des Bohrständers, die andere Hand am Handgriff und
Schalter der Bohrmaschine.
- Zum Bohren auf Sicht nach Anrisslinie dienen
die Markierungen an der Grundplatte (1.2 und
1.3).
7.1 Führungsteller auswechseln
Für Schlangenbohrer mit geradem Durchmesser
wird der im Lieferumfang mitgelieferte Führungsteller verwendet.
Für Schlangenbohrer mit ungeradem Durchmesser wird der Führungsteller (im Zubehör) eingesetzt.
Zum Auswechseln des Führungstellers wird
der Drehknopf (3.1) abgeschraubt.
Dann kann der eingebaute Führungsteller nach
oben abgenommen werden und der andere
7
Page 8
Führungsteller aufgesetzt werden.
7.2 Bohrarbeiten ohne Führungsteller
Für Arbeiten mit Bohrern der Durchmesser größer als 27 mm bis max. 45 mm kann der Führungsteller wie bereits beschrieben ausgebaut
werden.
Je nach Bedarf können auch die Federn (5), die
Anschlaghülse (6) und die Tiefenanschläge (7.1
und 7.2) ausgebaut werden. In diesem Fall ist besonders vorsichtig vorzugehen. Es empfi ehlt sich
auf jeden Fall den unteren Anschlagring (7.2) als
Sicherheit gegen unbeabsichtigte Berührung drehender Teile mit dem Werkstück zu verwenden.
Es ist insbesondere darauf zu achten, dass drehende Teile der Bohrmaschine oder eingesetzte
Bohrwerkzeuge nicht mit Teilen des Bohrständers
in Berührung kommen.
8 Wartung und Pfl ege
Kundendienst und Reparatur nur durch
Hersteller oder durch Servicewerkstätten: Nächstgelegene Adresse unter:
www.festool.com/Service
EKAT
4
Nur original Festool Ersatzteile verwen-
5
3
2
den! Bestell-Nr. unter:
1
www.festool.com/Service
- Halten Sie die Spannelemente und Spannstel-
len frei von Staub, Schmutz und Spänen.
- Reinigen Sie die Führungsstangen von Schmutz
mit einem Lappen, sorgen Sie durch auftragen
von Schmierfett oder Maschinenöl auf die Führungsstangen für gute Gleiteigenschaften.
- Halten Sie die Aufl agefl äche der Grundplatte
sauber, damit bleibt die Präzision und Winkelgenauigkeit der Bohrungen gewährleistet.
Beachten Sie:
- Die ausgewählten Federn am Bohrständer ha-
ben ganz bewusst einen grösseren Abstand zu
den Führungsstangen. Dies ist kein Qualitätsmangel, hierdurch wird eine bessere Kennlinie
der Feder erreicht. Dies führt zu geringerem
Kraftaufwand. Sie bohren mit weniger Kraft bei
zunehmender Bohrtiefe.
9 Umwelt
Gerät nicht in den Hausmüll werfen! Geräte, Zu-
behör und Verpackungen einer umweltgerechten
Wiederverwertung zuführen. Geltende nationale
Vorschriften beachten.
Informationen zur REACh:
www.festool.com/reach
8
Page 9
Original instruction manual
1 Technical Data
Carpenter Stand GD 320 GD 460 GD 460 A
Maximum drill length 320 mm 460 mm 460 mm
Maximum drilling depth 240 mm 380 mm 310 mm
Guiding disk for drills dia. 8, 10, 12 ... 26 mm
Maximum drilling dia. without guiding disk 45 mm
Tilting at an angle - - up to 45° steplessly
Clamping for drilling machines with clamping neck of the dia. 57/43 mm
Weight 2,8 kg 3,2 kg 3,7 kg
Overall height 532 mm 672 mm 672 mm
Base board 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallel stop - adjustable 8 - 190 mm
- in vertical direction - - 25-185 mm
Accessories, not included in the scope of the delivery Order No
Guiding disk for spiral drills of the dia. 6,7,9,11 ... 27 mm 621947
Clamps (4 pcs) for clamping the stand for material up 621949
to 105 mm (up to 127 mm for GD 460 A)
Brackets (2 pcs) for fastening the clamping elements 622471
stand up to the material width of 300 mm
2 Symbols
Warning of general danger
Read the operating instructions/notes!
Do not throw in the household waste!
Advice or tip
3 Intended use
The drilling stands GD 320 and GD 460 are intended for precise drilling at the precise angle of
90°. By means of the guiding disk, it is possible to
guide the spiral drills from dia. 8 to 26 mm, eventually, from dia. 6 to 27 mm, precisely and safely.
Without a guiding disk, the maximum drilling
depth is 45 mm. Two parallel stops server for a
simple placement, or eventually, guiding on the
material. The clamping elements for clamping
the stand can be ordered as accessories. The
stand can be employed with all electric drilling
machines with the clamping neck of the dia. 57 or
43 mm that do not exceed the maximum torque
of 75 Nm.
The drilling stand GD 460 A can be employed for
drilling at an arbitrary angle in the range from
90° to 45°.
4 Safety Instructions
WARNING! Read all safety warnings and
all instructions. Failure to follow the warn-
ings and instructions may result in electric shock,
fi re and/or serious injury.
Save all warnings and instructions for future
reference.
- The combination of the hand drilling machine
with the stand creates a piece of equipment for
which the safety and operating instructions for
the drilling machine apply. Therefore, read also
the safety and operating instructions for the
drilling machine.
- During work, it is necessary to hold the equip-
ment with both hands, gripping the respective
handles.
- Before starting work, it is necessary to check
and make sure that the rotating parts of the
machine may not collide with the stable parts
of the drilling stand or with the material during
the drilling operation.
- Before starting work, it is necessary to check
and make sure that all the elements intended
for securing the position, the clamping etc., are
well tightened and secured.
- During the operation, the loose chips, splinters
and similar pieces must not be removed from
the vicinity of the tool by hand.
9
Page 10
- With drilling machines with a torque of more
than 55 Nm, it is necessary to use always the
extension piece for the additional handle.
- The material must always rest on a stable pad,
and be secured against turning over and slipping.
- The tilting drilling stands (GD 460 A) must be
always secured against shifting when drilling
orifi ces at an angle. For this purpose, we recommend that you employ clamps (accessories).
- During work, stand always in a safe and stable
position.
- During all the tasks that serve for the prepara-
tion, assembly, re-setting, adjustment, replacement of the drills or maintenance and care, it is
always necessary to pull the plug of the drilling
machine out of the mains.
5 Machine features
1 Base board
2 Parallel guide
3 Guiding disk for drills
4 Guide bars
5 Springs
6 Stop tube
7 Depth stops
8 Guiding sleeve
9 Adapter D 57/43 mm
10 Additional handle
11 Extension piece for the additional handle
12 Clamps
13 Brackets
14 Screw for adjusting the vertical position
15 Feet
16 Clamping nut
17 Scale
18 Indicator
19 Clamping screw of the indicator
20 Yoke
All the accessories shown and described here are
not included in the scope of the delivery.
The specifi ed illustrations appear at the beginning
of the Operating Instructions.
6 Bringing the Stand into Operation
6.1 Adjustment of the guiding disk
Choose the corresponding orifi ce in the guiding
disk in compliance with the required drill diameter, and insert it into the axis of the drill (1.1):
turn the rotary button (3.1) to the left through
5 revolutions approximately,
lift the guide disk above the arresting pin,
turn it to the required position and lower it back
10
upon the base board.
Take care that the disk may engage with the
locking pin.
Retighten the rotary button (3.1).
6.2 Clamping of the drill
Clamp the spiral drill into the chuck of the drill-
ing machine, and tighten the chuck.
It is allowed to employ only spiral drills of a
length that does not exceed the indicated maximum drill length.
6.3 Clamping of the drilling machine
For the drilling machines with a clamping
neck of the dia. of 43 mm, use a reducing
ring.
Situate the reducing ring in such a way that its
notch may be directed to the clamping point
(8.1).
Fit the drilling machine into the sleeve and
tighten the clamping screw (8.1).
6.4 Adjustment of the drilling depth
The upper limit of the stop is set up by means
of the stop ring (7.1) and tightened with the
clamping screw.
The position of the upper stop can be chosen in
such a way that the drill may be directed by the
guide ring, and the drill tip may be at a distance
of 5 -10 mm from the surface of the base board.
In this way, you avoid a risk of damage to the drill
or the material. The bottom stop ring (7.2) serves
for limiting the drilling depth.
Find out the required drilling depth by meas-
uring or by a drilling test, and tighten the stop
ring (7.2) under the sleeve.
The stop ring is of importance in particular if you
are to drill several orifi ces of the same depth.
6.5 Additional handle
The additional handle (10) can be mounted in three
positions according to choice (see the sketch). For
the drills the torque of which exceeds 55 Nm, the
extension piece (11) is employed. Always use the
additional handle with the extension piece on the
front side of the sleeve (see the picture).
6.6 Drilling with a parallel guide
Both the parallel guides (2) contribute to the
safety of work. At the same time, they increase
the precision and save time if it is necessary to
drill more orifi ces at the same distance from the
edge of the material. You can choose to use either
one parallel guide at one side, or both the parallel guides at both the sides. The parallel guide is
adjusted either to comply with the mark on the
material (visual control according to the marking
Page 11
(1.1) on the base board or with the scale on the
parallel guide.
The parallel guide is then tightened in the re-
quired position by means of the clamping screw
(2.1).
With the tilting version, the ruler can be ad-
justed in the vertical direction (2.2) as well.
6.7 Adjustment of the angle of inclination
(GD 460 A)
The tilting drilling stands (GD 460 A) allow for
oblique drilling at the angles ranging from 90° to
45°. In perpendicular drilling, the indicator (18)
on the scale (17) reads zero.
Before the eventual adjustment of the angle of
inclination, both the clamping nuts (16) are to
be loosened.
Now it is possible to tilt the guide bars to the
required angle.
This angle can be ascertained on the scale (17)
with an accurate division.
The indicator (18) is set to the required value
of the scale, and then both the clamping nuts
(16) are tightened again.
CAUTION: With the tilted drilling stand,
the base board must be secured against
sliding along the workpiece, because of
safety reasons. The employment of the
clamping elements (accessory) is an ideal way of fastening it.
6.8 Correction of the stop position (GD 460
A)
With the tilting drilling stands, the perpendicular
position has been adjusted in the manufacturing
plant by means of the stop screw (14).
If an additional adjustment of the set stop position
is required, proceed in the following way:
Loosen the securing nut (14.1) and the clamp-
ing nut (16).
Bring the foot (15) to rest upon the head of the
screw (14).
Turning the stop screw in the required direc-
tion, you will change the angle to the required
position.
Tighten the securing nut (14.1) and the clamp-
ing nuts (16) again.
The indicator (18) can also be reset after haying
loosened the screw (19), and screwing it tightly
again in the required position.
6.9 Clamping of the drilling stand
For the clamping of the stand upon the material,
there serve the clamping elements (12). These
can be fastened upon the base board (1).
Insert the clamping element into the orifi ce
(1.4) from below, screw the clamping nut (12.1)
upon it from above, and tighten it.
By means of the screw (12.2), tighten it in the
required position.
The clamping elements (not included in the scope
of the delivery but accessories) are used always
in pairs, from both the sides. We recommend employing four clamping elements.
For materials up to the maximum dimension of
300 mm, the clamping elements can be fastened
on the bracket (13).
Fit the screws (13.1) from below into the ori-
fi ces in the base (1.4).
Set the brackets upon the screws (13.1) from
above, and tighten them with nuts (13.2).
The brackets (which are not included in the scope
of the delivery, accessories) are offered in pairs
(2pcs). It is necessary to pay attention to the stand
to be clamped on the beam between two clamps
(12), situated on one bracket (the distribution of
forces in the longitudinal sense of the bracket),
not by means of two brackets (see the fi gure). The
brackets have been designed in such a way that
it might be possible to clamp them upon both the
basic types of the stands (the vertical ones and
the tilting ones) both in the longitudinal and the
vertical directions.
7 Drilling
- Before you proceed to drilling, make sure that
both the spiral drill and the drilling machine
are well clamped.
- Check the stops and the guide disk, to see,
whether they are set tightly, and if necessary,
tighten the clamping elements.
- Do not work with blunt of damaged drills.
- During the drilling operation, hold the equip-
ment always with both hands: one hand on the
additional handle of the drilling stand, and the
other hand on the handle and the switch of the
drilling machine.
- The marking on the base board (1.2 and 1.3)
serves for drilling with visual control according
to the mark.
7.1 Guiding disk
For the spiral drills with even diameters, there
is employed a guide disk which is included in the
scope of the delivery. For the spiral drills with odd
diameters, there is employed a guide disk with
odd diameters, supplied as an accessory.
For the replacement of the guide disk, unscrew
the rotary button (3.1).
Next, it is possible to remove the installed guide
11
Page 12
disk and to install another one.
7.2 Drilling jobs without a guiding disk
For working with drills of a larger diameter than
27 mm (up to 45 mm as the maximum), the guide
disk can be dismounted in compliance with the
above procedure. According to necessity, it is possible to dismount also the springs (5), the stop
tube (6) and the depth stops (7.1 and 7.2). In such
a case, proceed with utmost care. In any case, we
recommend employing the bottom stop ring (7.2)
for protection against undesirable contact of the
rotating parts with the material.
In particular, take care that the rotating parts of
the drilling machine or the employed drills may
not come into contact with the parts of the drilling stand.
8 Maintenance and care
Customer service and repair only through
manufacturer or service workshops:
Please fi nd the nearest address at:
www.festool.com/Service
EKAT
4
Use only original Festool spare parts!
5
3
2
1
Order No. at: www.festool.com/Service
- Maintain the clamping elements and the clamp-
ing points free of dust, dirt and fi lings.
- Using a rag, remove the dirt from the guide
bars, and applying lubricating grease or machine oil upon them, make sure they can slide
easily.
- Maintain the seating surfaces of the base board
clean; in this way, you will guarantee the accuracy and precision of the angles of the orifi ces.
Respect the following rule:
- The chosen springs of the drilling stand are at
a larger distance from the guide bars intentionally. This is no shortcoming; on the contrary, in
this way, a better functioning of the springs is
achieved. These springs allow for a lower resistance during the drilling
9 Environment
Do not throw the power tool in your household
waste! Dispose of the machine, accessories and
packaging at an environmentally-responsible recycling centre! Observe the valid national regulations.
Information on REACh:
www.festool.com/reach
12
Page 13
Notice d’utilisation d’origine
1 Caractéristiques techniques
Châssis perpendiculaire pour perceuses GD 320 GD 460 GD 460 A
longueur maxi du foret 320 mm 460 mm 460 mm
profondeur maxi de perçage 240 mm 380 mm 310 mm
plateau de guidage pour forets Ø 8, 10, 12 ... 26 mm
Diamètre maxi pour perçage sans plateau de guidage 45 mm
Inclinaision sous l‘angle - - à 45° en continue
Diamètre du manchon de serrage de la perceuse 57/43 mm
Poids 2,8 kg 3,2 kg 3,7 kg
Hauteur de l‘ensemble 532 mm 672 mm 672 mm
Dimensions de la base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Taquet parallèle - ajustable 8 - 190 mm
- dans le sens perpendiculaire - - 25-185 mm
Accessoires spéciaux, en option No. réf.
Plateau de guidage pour les forets spiroïdaux au diamètre 6,7,9,11 ... 27 mm 621947
Dispositifs de serrage pour la fi xation du châssis (4 pièces) 621949
pour les pièces à usiner jusqu‘au diamètre 105 mm (ou bien 127 mm pour le châssis inclinable)
Rallonges (2 pièces) pour les pièces de serrage 622471
pour le diamètre de la pièce à usiner jusqu‘à 300 mm
2 Symbole
Avertissement de danger
Lire l’instruction/les renseignements !
Ne pas mettre aux déchets communaux!
Information, astuce
3 Utilisation en conformité avec les
instructions
Les châssis de guidage GD 320, GD 460 sont destinés pour le guidage de précision au cours du
perçage perpendiculaire (sous l’angle de 90°).
Grâce au plateau de guidage, il est possible de
guider les forets spiroïdaux entre 8 et 26 mm
de diamètre, soit entre 6 et 27 mm de diamètre,
tout en garantissant la précision et la sécurité
de perçage. Le diamètre maxi des trous pour le
perçage sans plateau de guidage: 45 mm. Deux
règles parallèles peuvent être ajustées en position d’arrêt, ou bien peuvent guider la pièce à usiner. Les dispositifs de serrage pour la fi xation du
châssis sur la poutre peuvent être commandés
comme accessoire spécial du présent châssis.
Le châssis de perçage peut être utilisé avec tous
les types des perceuses électriques au diamètre
de manchon de 57 ou de 43 mm, avec le couple
maxi de torsion de 75 Nm.
Les châssis pour perceuses GD 460 A peuvent
être exploités au cours de perçage sous l’angle
choisi entre 90°et 45°.
4 Consignes de sécurité
Avertissement ! Veuillez lire toutes les
consignes de sécurité et instructions. Des
erreurs résultant du non-respect des consignes
d’avertissement et des instructions peuvent occasionner un choc électrique, des brûlures et/ou
des blessures graves.
Conservez toutes les consignes de sécurité et
instructions pour une référence future.
- Pour assurer la sécurité de votre travail avec le
châssis pour perceuses, lire et respecter toutes
les instructions de mise en service et d’utilisation de l’appareil.
- Par l’assemblage du châssis et de la perceuse
on obtient l’appareil, auquel s’appliquent non
seulement les instructions de sécurité et d’utilisation du châssis, mais aussi celles de la perceuse. Nous vous recommandons alors de lire
également les précautions d’utilisation et les
instructions de service de la perceuse.
- Au cours de perçage, l’appareil doit être tenu
fermement à l’aide de deux mains par les poignées appropriées. Avant la mise en service
de l’appareil il est nécessaire de contrôler, si
la course du mandrin rotatif ne sera pas gênée
par l’une des parties fi xes du châssis ou de la
pièce à usiner.
13
Page 14
- Avant de commencer les travaux il est néces-
saire de contrôler et s’assurer, que tous les éléments destinés au serrage et à la limitation de
la course, soient bien serrés à fond.
- Les copeaux et autres éléments de ce genre ne
doivent pas être évacués manuellement de la
zone de travail au cours du perçage.
- La rallonge avec la poignée supplémentaire
doit être utilisée avec des perceuses possédant
un couple supérieur à 55 Nm.
- La pièce à usiner doit être toujours placée sur
une surface rigide et elle doit être fermement
serrée pour éviter son glissement ou sa rotation.
- Les châssis pour perceuses inclinables (GD 460
A) doivent être fi xés, pour éviter leur mouvement au cours du perçage des trous inclinés.
Nous recommandons d’utiliser les dispositifs
de serrage (accessoires). Nous recommandons
d’adopter une posture ferme et sûre au cours
de votre travail sur l’appareil.
- Au cours des travaux préparatifs de montage,
installation, changement des forets, entretien
et soins de l’appareil, il faut retirer la targette
du câble d’alimentation de la perceuse de la
prise de courant.
5 Eléments de l’appareil
1 Plateau de base
2 Règle parallèle
3 Plateau de guidage pour forets
4 Tige de guidage
5 Ressorts
6 Tube de butée
7 Butées de profondeur
8 Manchon de guidage
9 Réduction D 57/43 mm
10 Poignée supplémentaire
11 Rallonge de la poignée supplémentaire
12 Dispositifs de serrage
13 Rallonge
14 Vis d’ajustage de la perpendicularité
15 Pattes
16 Écrou de serrage
17 Échelle
18 Aiguille indicatrice
19 Vis de serrage de l’aiguille indicatrice
20 Bride
Tous les accessoires sur le dessin ne sont pas
inclus dans la livraison, certains éléments sont
optionnels.
Les illustrations indiquées se trouvent au début de
la notice d’utilisation.
14
6 Mise en service et utilisation
6.1 Ajustage du plateau de guidage
Choisir le diamètre de l’orifi ce du plateau de guidage, qui correspond au diamètre du foret. L’ajuster dans l’axe de perçage. (1.1):
dévisser la molette (3.1) de 5 tours environ,
soulever le plateau de guidage au-dessus de
la cheville de fi xation,
faire pivoter en position appropriée et le laisser
à nouveau descendre sur le plateau de base.
Veiller à ce que le plateau rentre correctement
sur la cheville de fi xation.
Resserrer la molette (3.1).
6.2 Serrage du foret
Insérer le foret spiroïdal dans le mandrin de la
perceuse et serrer à fond.
La longueur du foret spiroïdal ne doit pas dé-
passer la longueur maxi déterminée du foret.
6.3 Fixation de la perceuse
Pour les perceuses au diamètre de ser-
rage de 43 mm, utiliser la réduction.
Emmancher l’anneau de réduction de manière,
que l’incision soit dirigée vers l’emplacement
de serrage k (8.1).
Mettre en place la perceuse dans Te manchon
de guidage et serrer la vis de serrage (8.1).
6.4 Limitation de la profondeur de perçage
Délimiter la course de travail en ajustant l’an-
neau de butée supérieur (7.1) et en serrant à
fond la vis de serrage.
La butée devrait maintenir la pointe du foret
(qui passe par le plateau de guidage), dans la
distance de 5 -10 mm de la surface du plateau
de base.
Ainsi, on évite l’endommagement du foret et
de la pièce à usiner. L’anneau de butée inférieur (7.2) sert à la limitation la profondeur du
perçage.
La profondeur de forage peut être soit mesu-
rée, soit acquise par un perçage expérimental.
Serrer l’anneau de butée (7.2) sous le manchon.
L’anneau de butée est utile surtout lorsqu’on
perce plusieurs trous à la même profondeur.
6.5 Poignée supplémentaire
La poignée supplémentaire (10) peut être fi xée sur
trois emplacements selon votre choix (voir dessin). En cas d’utilisation des perceuses au couple
supérieur à 55 Nm, il faut se servir de la rallonge
(11). Si la rallonge de la poignée supplémentaire
est utilisée, la fi xer toujours sur la partie avant
du manchon (voir dessin).
Page 15
6.6 Perçage avec les règles parallèles
Les deux règles parallèles (2) contribuent à la
sécurité du travail. Elles augmentent également
la précision et économisent du temps lorsqu’on
perce plusieurs trous dans la même distance de
l’arrête de la pièce usinée. On peut se servir soit
d’une règle parallèle sur un côté seulement, soit
de deux règles, sur les deux côtés. La règle parallèle est ajustée soit à l’aide d’un repère sur la
pièce à usiner (contrôle visuel du marquage (1.1)
sur le plateau de base), soit à l’aide de l’échelle
de la règle parallèle. La règle parallèle doit être
serrée dans la position choisie à l’aide de la vis de
serrage (2.1). Pour la version inclinable, la règle
peut être ajustée même en direction perpendiculaire (2.2).
6.7 Ajustage de l’angle d’inclinaison
(GD460A)
Les châssis pour perceuses inclinables (GD 460
A) permettent d’effectuer le perçage incliné sous
l’angle de 90° à 45°. Au cours de perçage vertical,
l’aiguille indicatrice (18) doit être sur le zéro de
l’échelle (17).
Pour déterminer l’angle d’inclinaison, desser-
rer les deux écrous de serrage (16).
Ensuite, les tiges de guidage peuvent être incli-
nées sous l’angle désiré.
Cet angle est indiqué sur l’échelle (17) à gra-
duation précise.
Ajuster l’aiguille indicatrice (18) à la valeur
désirée de l’échelle. Enfi n, serrer à nouveau
les deux écrous de serrage (16).
ATTENTION: Lorsque le châssis de per-
çage est incliné, il est nécessaire, pour
les raisons de sécurité, de fi xer le plateau
de base sur la pièce à usiner, pour éviter
son glissement. Nous vous recommandons de vous servir de dispositifs de serrage (Accessoires).
6.8 Correction de position de la butée d’arrêt (GD460 A)
Sur les châssis inclinables, la position de la butée
de l’axe verticale est ajustée par le fabricant au
moyen d’une vis de fi xation. (14).
Pour ajuster la position de cette butée, respecter
le procédé suivant;
desserrer le contre-écrou (14.1) et l’écrou de
fi xation (16).
La patte (15) doit reposer sur la tête de la vis
(14).
Changer l’angle à la valeur désirée en tournant
la vis dans le sens approprié.
Serrer à nouveau le contre-écrou (14.1) ainsi
que l’écrou de fi xation (16).
L’aiguille indicatrice (18) peut être également
ajustée: desserrer la vis (19), orienter l’aiguille
et la serrer à nouveau lorsque l’aiguille se
trouve dans la position désirée.
6.9 Fixation du châssis pour perceuses
Les dispositifs de serrage (12) servent à fi xer
le châssis sur la pièce à usiner. Ces dispositifs
peuvent être fi xés sur le plateau de base (1).
Introduire le dispositif de serrage de dessous
dans l’orifi ce (1.4) et visser de dessus l’écrou
de serrage (12.1) et le serrer à fond.
Serrer dans la position désirée à l’aide de la
vis (12.2).
Les dispositifs de serrage (qui ne font pas partie
de la livraison, accessoire) sont utilisés toujours
en paires, de chaque côté.
Nous recommandons l’utilisation de quatre dispositifs de serrage. Pour les pièces à usiner à
la dimension maxi de 300 mm, les dispositifs de
serrage peuvent être fi xés sur la rallonge (13).
Introduire les vis (13.1) dans les trous de des-
sous de plateau de base (1.4).
Monter les rallonges de serrage sur les vis
(13.1) et les serrer par les écrous (13.2).
Les rallonges de serrage (ne sont pas inclus dans
la livraison, accessoire) sont vendus en paire (2
pièces). La fi xation du châssis sur la poutre doit
être réalisée impérativement au moyen de deux
dispositifs de serrage (12) placés sur une rallonge
de serrage (pour obtenir la décomposition des
forces dans le sens longitudinal de la rallonge de
serrage). Ne jamais utiliser les deux rallonges,
voir l’image. Les rallonges de serrage sont
conçues pour le montage sur les deux types de
bases de châssis (perpendiculaire et inclinable)
dans le sens longitudinal et perpendiculaire.
7 Perçage
- Avant de commencer le perçage, se rassurer
que le foret spiroïdal et la perceuse sont fermement serrés.
- Contrôler également les butées et le plateau de
guidage, s’ils reposent bien dans leur position.
- Si nécessaire, serrer les éléments de serrage.
Ne jamais travailler avec les forets endommagés ou émoussés.
- Au cours de perçage, maintenir l’appareil fer-
mement par les deux mains: une main serre la
poignée supplémentaire du châssis de guidage,
l’autre tient la poignée et l’interrupteur de la
perceuse.
15
Page 16

- Les marques sur le plateau de base (1.2 et 1.3)
servent au perçage avec contrôle visuel des
repères.
7.1 Plateau de guidage
Le plateau de guidage, qui est livré avec l’appareil, est destiné à l’utilisation avec les forets aux
diamètres pairs. Le plateau de guidage pour les
forets aux diamètres impairs ne fait pas partie de
la livraison, il peut être commandé à part comme
accessoire spécial.
Pour changer le plateau de guidage: desserrer
la molette (3.1),
enlever le plateau de guidage actuellement
installé, mettre en place le nouveau plateau
de guidage et serrer à nouveau la molette.
7.2 Perçage sans plateau de guidage
En cas de perçage avec le foret au diamètre supérieur à 27 mm, jusqu’au diamètre maxi de 45
mm, le plateau de guidage peut être enlevé selon
le procédé susmentionné. Si nécessaire démonter également les ressorts (5), le tube de butée
(6) et les butées de profondeur (7.1 et 7.2). En ce
cas, il faut travailler très prudemment. Toutefois,
nous recommandons de se servir de l’anneau de
butée inférieur (7.2) pour éviter la collision entre
les parties tournantes et la pièce à usiner. Il faut
prêter une attention spéciale à la prévention de
la collision entre les parties tournantes de la perceuse et les parties fi xes du châssis.
8 Entretien et soins
Seuls le fabricant et un atelier homologué
sont habilités à effectuer toute répara-
tion ou service. Les adresses à proximité sont disponibles sur:
www.festool.com/service
EKAT
4
Utilisez uniquement des pièces de re-
5
3
2
change Festool d‘origine. Référence sur:
1
www.festool.scom/service
- Les dispositifs de serrage et les points de fi xa-
tion sur le plateau doivent être nettoyés de toute
impureté et copeaux.
- Maintenir les tiges de guidage propres (net-
toyage à l’aide d’un chiffon), et glissantes:
graisser les tiges par la graisse ou par l’huile
de machines. Maintenir propres les surfaces
d’assise du pjateau de base pour assurer la
précision des angles et des trous.
Note importante:
- Les ressorts du châssis pour perceuses sont
assez distants des tiges de guidage. Ceci n’est
pas un défaut de qualité. Au contraire, ce diamètre des ressorts offre les meilleures propriétés d’usage des ressorts. Ces ressorts
présentent moins de résistance au cours de
perçage.
9 Environnement
Ne jetez pas l’appareil avec les ordures ménagères ! Éliminez l’appareil, les accessoires et les
emballages de façon compatible avec l’environnement. Respectez les prescriptions nationales
en vigueur.
Informations à propos de REACh :
www.festool.com/reach
16
Page 17
Manual de instrucciones original
1 Datos técnicos
Soporte de carpintería GD 320 GD 460 GD 460 A
Longitud de broca max. 320 mm 460 mm 460 mm
Profundidad de taladrado max. 240 mm 380 mm 310 mm
Disco guía para brocas Ø 8, 10, 12 ... 26 mm
Diámetro max. de taladradora sin disco guía 45 mm
Inclinación bajo ángulo - - hasta 45° continua
Sujeción para taladradoras con diámetro de sujeción 57/43 mm
Peso 2,8 kg 3,2 kg 3,7 kg
Altura total 532 mm 672 mm 672 mm
Dimensiones de la base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Tope paralelo - ajustable 8 - 190 mm
- en sentido vertical - - 25-185 mm
Accesorios que no forman parte de la entrega N°.pedido
Disco guía para brocas de espiral con diámetro 6,7,9,11 ... 27 mm 621947
Piezas fi jadoras (4 unidades) para fi jar el soporte 621949
en el material hasta 105 mm (en versión incunable hasta 127 mm)
Soportes (2 unidades) para agarrar las piezas fi jadoras 622471
al soporte hasta el ancho del material de 300 mm
2 Símbolos
Aviso ante un peligro general
Leer las instrucciones/indicaciones!
No pertenece a los residuos comunales.
Indicación, consejo
3 Uso conforme a lo previsto
Los soportes de taladrar GD 320, GD 460 están
destinados para el taladrado preciso con el ángulo
exacto de 90°. Mediante el disco guía es posible conducir con precisión las brocas de espiral
desde Ø 8 hasta 26 mm, event. desde Ø 6 hasta
27 mm. Sin el disco guía es posible taladrar hasta 45 mm max. Dos topes paralelos sirven para
simple colocación, event. conducción de material.
Los elementos de fi jación para sujetar al soporte
se pueden pedir como accesorios. El soporte se
puede usar con todas las taladradoras eléctricas
con el diámetro del dispositivo de sujeción de 57
o 43 mm, que no sobrepasen el momento torsor
máximo de 75 Nm.
Los soportes de taladrar GD 460 A se pueden usar
para el taladrado bajo cualquier ángulo entre 90°
y 45°.
4 Indicaciones de seguridad
¡Advertencia! Lea y observe todas las indicaciones de seguridad. Si no se cumplen
debidamente las indicaciones de advertencia y
las instrucciones puede producirse una descarga eléctrica, fuego y/o lesiones graves.
Guarde todas las indicaciones de seguridad e
instrucciones para que sirvan de futura referencia.
- Durante el trabajo es necesario sujetar el equi-
po con ambas manos por las agarraderas correspondientes. Antes de empezar a trabajar
es necesario verifi car si durante el taladrado
no entran en colisión las partes giratorias de
la taladradora con las partes fi jas del soporte o
del material.
- Antes de empezar a trabajar es necesario veri-
fi car y asegurar, que todos los elementos, destinados para la fi jación de la posición, sujeción,
... estén bien sujetos y asegurados.
- Astillas sueltas, virutas y cosas similares no se
pueden quitar con la mano en las inmediaciones del instrumento, cuando está trabajando.
- En caso de taladradoras con el momento de
torsión superior a 55 Nm se tiene que usar
siempre el adaptador para la agarradera adicional.
- El material se tiene que poner siempre sobre
una base resistente y asegurarse para que no
se vuelva ni se deslice.
17
Page 18
- Los soportes de taladrar incunables (GD 460 A)
se tienen que asegurar contra desplazamiento
cuando se realizan perforaciones bajo ángulo.
Para este fi n aconsejamos usar las piezas fi jadoras (accesorios).
- Durante el trabajo mantengan una posición se-
gura y fi rme.
- Durante todos los trabajos que sirven de prepa-
ración, montaje, reconstrucción, ajuste, cambio
de brocas o mantenimiento y cuidado, es necesario desconectar la taladradora de la red.
5 Componente
1 Base
2 Guía paralela
3 Disco guía para brocas
4 Varillas de guía
5 Muelles
6 Tubo tope
7 Topes de profundidad
8 Abrazadera guía
9 Reducción D 57/43 mm
10 Agarradera adicional
11 Adaptador de agarradera adicional
12 Piezas fi jadoras
13 Zapatas
14 Tornillo para ajustar la verticalidad
15 Soportes
16 Tuerca de sujeción
17 Escala
18 Indicador
19 Tornillo de ajuste del indicador
20 Brida
Todos los accesorios representados y descritos
no forman parte de la entrega.
Las fi guras indicadas se encuentran al principio
del manual de instrucciones.
6 Puesta en marcha y empleo
6.1 Ajuste del disco guía
De acuerdo con el diámetro de la broca requerido
se selecciona el orifi cio en el disco guía y se sitúa
en el eje de la broca (1.1):
girar el botón (3.1) unas 5 vueltas hacia izquier-
da, levantar el disco guía sobre la clavija de
retención,
girar hacia la posición deseada y volver a bajar
a la base.
Hay que procurar que el disco se ajuste sobre
la clavija de retención.
Volver a apretar el botón giratorio (3.1).
18
6.2 Sujeción de la broca
Sujetar la broca espiral en el cabezal de por-
tabrocas de la taladradora y apretarlo.
Se pueden usar solamente las brocas de espi-
ral de las medidas que no sobrepasen la longitud máxima indicada.
6.3 Sujeción de la taladradora
En caso de taladradoras con el dispositi-
vo de sujeción de 43 mm usar el anillo de
reducción.
El anillo de reducción situar de tal forma que
la ranura indique el lugar de sujeción (8.1).
Colocar la taladradora en la abrazadera y apre-
tar el tornillo de fi jación (8.1).
6.4 Ajuste de profundidad de taladrado
El límite superior del tope se ajusta mediante
el anillo tope (7.1) y se aprieta con el tornillo
de fi jación.
La posición del tope superior se puede elegir
de tal forma, que la broca pase por el disco
guía y la punta de la broca esté separada unos
5 - 10mm de la superfi cie de la base.
De esta forma se impide que se dañe la broca y el
material. El anillo tope inferior (7.2) sirve para la
limitación de profundidad del taladrado.
Versifi quen la profundidad de taladrado pedida
con medición o con perforación de prueba y
aprieten el anillo tope (7.2) debajo de la abra-
zadera.
El anillo tope es importante sobre todo cuando
están taladrando varios orifi cios de igual profundidad.
6.5 Agarradera adicional
La agarradera adicional (10) puede ser montada en tres posiciones (vea el esbozo) según la
elección. En caso de taladradoras, cuyo momento torsor máximo sobrepasa 55 Nm, se usará el
adaptador (11). La agarradera adicional con el
adaptador se utiliza siempre en la parte delantera
de la abrazadera (vea el dibujo).
6.6 Taladrado con guía paralela
Las dos guías paralelas (2) aumentan la seguridad
de trabajo. A su vez aumenta la precisión y se
ahorra el tiempo, si se necesitan taladrar varios
orifi cios a la misma distancia del borde del material. Según la elección se puede utilizar o una
guía paralela en un lado o las dos guías paralelas en ambos lados. La guía paralela se ajusta, o
en conformidad con la marca en el material (1.1)
(control visual en la base), o de acuerdo con la
escala en la guía paralela.
La guía paralela se fi ja en la posición requerida
Page 19
mediante el tornillo de fi jación. (2.1).
En caso de la versión incunable es posible ajus-
tar la regla también en el sentido vertical. (2.2).
6.7 Ajuste del ángulo de inclinación (GD 460
A)
Los soportes de taladrar incunables (GD 460 A)
permiten perforaciones sesgadas bajo ángulo
desde 90° hasta 45°. En caso de perforaciones
verticales el indicador (18) indica en la escala (17)
el cero.
Antes de eventual ajuste del ángulo de inclina-
ción se afl ojan las dos tuercas de sujeción (16).
Ahora es posible inclinar las varillas en el án-
gulo deseado.
Este ángulo se puede averiguar en la escala
(17) con precisa división gradual.
El indicador (18) se ajusta en la escala en el
valor pedido y se vuelven a apretar las dos tuercas de sujeción (16).
ATENCIÓN: Cuando el soporte de taladrar
está inclinado, por razones de seguridad
es necesario, que se asegure la base de
la pieza labrada contra el resbalamiento.
El modo idóneo para su aseguramiento
es la utilización de las piezas fi jadoras
(accesorio).
6.8 Corrección de la posición del tope (GD
460 A)
Los soportes de taladrar incunables tienen la posición vertical ajustada en la fábrica productora
con el tornillo de tope (14).
En caso de tener que ajustar posteriormente la
posición del tope fi jada, se procede de esta forma:
Afl ojar la tuerca de seguridad (14.1) y la tuerca
de sujeción (16).
Arrimar completamente la zapata (15) a la ca-
beza del tomillo (14).
Girando con el tornillo tope en el sentido re-
querido cambiar el ángulo a la posición necesaria.
Volver a apretar las tuercas de seguridad (14.1)
y de sujeción (16).
El indicador (18) se puede ajustar también des-
pués de haber afl ojado el tornillo (19) y en la
posición requerida se tiene que volver a apretar.
6.9 Fijación del soporte de taladrar
Para sujetar al soporte sobre el material sirven
las piezas fi jadoras (12). Estas piezas se pueden
sujetar a la base (1).
La pieza fi jadora se introduce desde abajo al
orifi cio (1.4) y por arriba se enrosca la tuerca
de sujeción (12.1) y se aprieta.
Con el tornillo (12.2) apretar en la posición re-
querida.
Las piezas fi jadoras (no forman parte de la entrega, accesorios) se utilizan siempre en pares
por ambos lados. Recomendamos utilizar cuatro
piezas fi jadoras.
Para materiales con dimensiones hasta 300 mm
max., las piezas fi jadoras pueden estar sujetas
en el soporte (13).
Los tornillos (13.1) introducir desde abajo en
los orifi cios en la base (1.4).
Los sujetadores colocar desde arriba sobre los
tornillos (13.1) y apretar con las tuercas (13.2).
Los sujetadores (no forman parte de la entrega, accesorios) se ofrecen en pares (2 piezas).
Es necesario procurar que la fi jación del spporte
a la viga se haga entre dos piezas fi jadoras (12)
situadas en un solo sujetador (correlación de las
fuerzas en el sentido horizontal del sujetador)
y no entre dos sujetadores (vea el dibujo). Los
sujetadores están diseñados de tal forma que
es posible sujetarlos en los dos tipos básicos de
soportes (vertical e incunable) en el sentido horizontal y vertical.
7 Taladrado
- Antes de empezar a taladrar verifi quen, si la
broca espiral y la taladradora están bien fi jadas.
- Verifi quen si los topes y el disco guía están bien
ajustados y eventualmente aprieten las piezas
fi jadoras.
- No trabajen con brocas desafi ladas o dañadas.
- Al trabajar con la taladradora, sujeten siempre
el equipo con ambas manos: con una mano la
agarradera adicional del soporte de taladrar y
con la otra mano la agarradera y el interruptor
de taladradora. Para taladrar con el control visual de la marca sirve la indicación en la base
(1.2 y 1.3).
7.1 Disco guía
Para las brocas de espiral con diámetros pares se
usa el disco guía que forma parte de la entrega.
Para las brocas de espiral con diámetros impares
se usa el disco guía con diámetros impares que
se vende como accesorio.
Para cambiar el disco guía se desenrosca el
botón giratorio (3.1).
Después es posible separar el disco guía mon-
tado y colocar el otro.
7.2 Trabajos de taladrado sin disco guía
Para trabajos con brocas de un diámetro mayor
que 27 cmm hasta 45 mm max., el disco guía pue-
19
Page 20

de estar desmontado según el procedimeinto anteriormente descrito.
En caso de necesidad se pueden también desmontar los muelles (5), el tubo tope (6) y los topes
de profundidad (7.1 y 7.2). En ese caso procedan
con mucho cuidado. En todo caso se recomienda
usar el anillo tope inferior (7.2) como dispositivo de seguridad para impedir el contacto de las
partes rotantes con el material. Sobre todo es
necesario impedir que las partes rotatorias de la
taladradora o las brocas usadas entren en contacto con las partes del soporte de taladrar.
8 Mantenimiento y cuidado
El Servicio de atención al cliente y reparaciones solo está disponible por parte
del fabricante o de los talleres de reparación: encuentre la dirección más próxima a usted en: www.festool.com/service
Utilice únicamente piezas de recambio
EKAT
4
Festool originales. Referencia en:
5
3
2
1
www.festool.com/service
- Limpien las piezas fi jadoras y las zonas de su-
jeción del polvo, impurezas y virutas.
- Limpien con paño las varillas de guía de las im-
purezas. Con aplicación de grasa lubricante o
de aceite para máquinas sobre varillas de guía
aseguren buenas propiedades de deslizamiento.
- Mantengan limpias las superfi cies de apoyo de
la base, porque con eso asegurarán la precisión y exactitud de los ángulos.
Respeten lo siguiente:
- Los muelles seleccionados del soporte de ta-
ladrar tienen con plena conciencia una mayor
separación de las varillas de guía. Esto no es
una imperfección de calidad, al contrario, con
eso se alcanza una mejor característica de los
muelles. Estos muelles aseguran menor resistencia durante el taladrado.
9 Medio ambiente
No desechar con la basura doméstica! Recicle
las herramientas, accesorios y embalajes de forma respetuosa con el medio ambiente. Respete
las disposiciones nacionales vigentes.
Información sobre REACh:
www.festool.com/reach
20
Page 21

Istruzioni per l’uso originali
1 Dati tecnici
Cavalietto da carpenterìa GD 320 GD 460 GD 460 A
Lunghezza massima delle punte del trapano 320 mm 460 mm 460 mm
Profondità massima della trapanatura 240 mm 380 mm 310 mm
Disco di guida per le punte del trapano Ø 8, 10, 12 ... 26 mm
Diametro massimo della trapanatura senza disco di guida 45 mm
Ribaltamento con I‘angolo - - entro 45° regolarmente
Fissaggio per i trapani con ii collare di fi ssaggio con il diametro 57/43 mm
Peso 2,8 kg 3,2 kg 3,7 kg
Altezza totale 532 mm 672 mm 672 mm
Piastra di base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Arresto parallelo - posizionatale 8 - 190 mm
- nel senso verticale - - 25-185 mm
Accessori non fanno parte della fornitura n.di ordinazione
Disco di guida per le punte di trapano a spirale del diametro 6,7,9,11 ... 27 mm 621947
(4 pezzi) per il fi ssaggio del cavalietto 621949
per il materiale fi no a 105 mm (fi no a 127 mm per I‘esecuzione a ribaltamento)
Consolle (2 pezzi) per il fi ssaggio degli elementi 622471
di fi ssaggio sul cavalietto fi no alla larghezza dei materiali 300 mm
2 Simboli
Avvertenza di pericolo generico
Leggere le istruzioni/avvertenze!
Non fa parte dei rifi uti comunali.
Avvertenza, consiglio
3 Utilizzo conforme
I cavalietti di trapanatura GD 320, GD 460 sono
destinati per le trapanature precise con l' angolo
preciso 90°. Tramite il disco di guida è possibile
precisamente guidare le punte a spiraleda Ø 8
fi no a 26 mm, eventualmente da Ø 6 fi no a 27
mm. Senza il disco di guida è possibile eseguire
la trapanatura fi no al massimo di 45 mm. Due
arresti paralleli servono per il posizionamento
semplice, per es. la guida sul materiale. Gli elementi di fi ssaggio per il fi ssaggio del cavalietto è
possibile ordinare come accessori. Il cavalietto è
possibile utilizzare con tutti i tipi dei trapani elettrici con il collare di fi ssaggio del diametro 57 o
43 mm, i quali non superano il momento massimo
di torsione 75 Nm.
I cavalietti di trapanatura GD 460 A possono essere utilizzati per la trapanatura con l’angolo a
piacere nel’ estensione da 90° a 45°.
4 Avvertenze di sicurezza
Avvertenza! Leggere tutte le avvertenze
per la sicurezza e le indicazioni.
Eventuali errori nell’osservanza delle avvertenze e delle indicazioni possono provocare scosse
elettriche, incendi e/o gravi lesioni.
Conservate tutte le avvertenze di sicurezza e i
manuali per riferimenti futuri.
- Collegando il trapano manuale al cavalietto
di trapanatura, si crea I’ impianto per il quale valgono anche le disposizioni di sicurezza e
le istruzioni d uso del trapano. Leggete perciò
attentamente le disposizioni di sicurezza e le
istruzioni per I’uso del trapano.
- Il dispositivo è necessario mantenere durante
lavoro sempre con tutte e due mani per le rispettive maniglie.
- Prima dell’ inizio di lavoro è necessario control-
lare e assicurare, che durante lavoro non avverrà la collisione delle parti rotanti della macchina con gli elementi fi ssi del cavalietto o del
materiale.
- Prima dell’ inizio di lavoro è necessario control-
lare e assicurare, che tutti gli elementi che servono per il fi ssaggio della posizione, sono bene
serrati e assicurati.
- Li truciolo e altri elementi che si creano durante
lavoro, non è permesso rimuovere con la mano.
21
Page 22

- Per i trapani con il momento di torsione più alto
di 55 Nm è necessario utilizzare sempre con la
maniglia supplementare anche la prolunga.
- Il materiale è necessario sostenere sempre con
un appoggio solido e assicurarlo contro il giramento parziale e contro lo slittamento.
- Cavalietti di trapanatura ribaltabili (GD 460 A)
è necessario assicurare durante la trapanatura
controlo spostamento. A questo scopo consigliamo di utilizzare i morsetti (accessori) .
- Durante lavoro mantenete la posizione sicura e
fi ssa.
- Durante tutti i lavori che servono per la prepa-
razione, montaggio, regolazione, sostituzione
delle punte, manutenzione e pulizia è necessario scollegare la spina del trapano dalla rete d
alimentazione.
5 Elementi dell'utensile
1 Lastra di base
2 Guida parallela
3 Disco di guida per le punte del trapano
4 Barre di guida
5 Molle
6 Tubo d arresto
7 Arresti di profondità
8 Bussola di guida
9 Riduzione D 57/43 mm
10 Maniglia aggiuntiva
11 Prolunga della maniglia aggiuntiva
12 Morsetti
13 Consolle
14 Vite per regolazione della verticale
15 Scala
16 Dadi di fi ssaggio
17 Scala
18 Indicatore
19 Vite di fi ssaggio dell’ indicatore
20 Staffa
Tutti gli accessori illustrati e descritti non fanno
parte della fornitura.
Le fi gure indicate nel testo si trovano all’inizio delle
istruzioni per l’uso.
6 Messa in esercizio ed uso
6.1 Regolazione del disco di guida
Secondo il diametro della punta del trapano richiesta si seleziona il foro nel disco di guida e si
posiziona nel’ asse del trapano (1.1):
il selettore girevole (3.1) girare circa di 5 giri a
sinistra, alzare il disco di guida sopra il perno
di fi ssaggio, girare nella posizione desiderata
e far scendere sulla lastra dì base.
22
Fare attenzione di far scattare il disco sopra il
perno di fi ssaggio.
Stringere di nuovo il selettore girevole (3.1).
6.2 Fissaggio della punta del trapano
Fissare la punta del trapano a spirale nel man-
drino del trapano e stringere il mandrino.
È ammesso utilizzare solo le punte del trapano
a spirale nella lunghezza, cne non supera la
lunghezza massima della punta del trapano
specifi cata.
6.3 Fissaggio del trapano
Per i trapani con il collare di fi ssaggio del
diametro 43 mm utilizzare la ghiera di
riduzione.
La ghiera di riduzione posizionare nel modo,
di far mirare I’intaglio sul posto del fi ssaggio
(8.1).
Posizionare il trapano nella ghiera e stringere
le vite di fi ssaggio (8.1 ).
6.4 Regolazione della profondità della trapanatura
II limite superiore dell' arresto si regola tramite
la ghiera d'arresto (7.1) e si fi ssa con la vite di
fi ssaggio.
La posizione dell’ arresto superiore e possibile
selezionare nel modo, che la punta del trapano guidata con il disco di guida e la punta del
trapano sarebbe circa 5-10 mm sopra la lastra
di base.
In questo modo si esclude il danneggiamento della punta del trapano e del materiale. La ghiera d’
arresto inferiore (7.2) serve per limitare la profondità della trapanatura.
La profondità richiesta della trapanatura ve-
rifi cate misurandola o tramite la foratura di
prova e stringete Panello d’ arresto (7.2) sotto
la ghiera.
L’ anello d’ arresto ha il signifi cato prima di tutto, quando dovete eseguire più fori della stessa
profondità.
6.5 Maniglia aggiuntiva
La maniglia aggiuntiva (10) può essere montata
secondo la scelta, in tre posizioni (vedi la bozza).
Per i trapani, di cui il momento massimo di torsione supera 55 Nm sarà usata la parte prolungante
(11). Utilizzate sempre la maniglia aggiuntiva con
la parte prolungante sulla parte anteriore della
ghiera (vedi la fi gura).
6.6 Trapanatura con la guida parallela
Tutte e due guide parallele (2) aumentano la sicurezza durante lavoro. Nello stesso tempo aumentano la precisione e risparmiano il tempo, se
Page 23

è necessario forare più fori nella stessa distanza
dal bordo del materiale. È possibile utilizzare, secondo la propria scelta, o una guida parallela su
un lato o tutte e due guide parallele su tutti e due
lati. La guida parallela si regola o secondo incisione sul materiale (controllo visuale secondo il
segno (1.1) sulla lastra di base o secondo la scala
sulla guida parallela.
La guida parallela si stringe nella posizione
desiderata tramite vite di fi ssaggio (2.1).
Per Persecuzione del cavalietto ribaltabile è
possibile regolare la guida anche nel senso
verticale (2.2).
6.7 Regolazione dell’ angolo dell’inclinazione (GD 460 A)
I cavalietti ribaltabili di trapanatura (GD 460 A)
permettono la trapanatura inclinata con l’angolo
da 90° a 45 . Durante trapanatura verticale indica
l’indicatore (18) sulla scala (17) lo zero.
Prima dell’ eventuale regolazione dell’ angolo
dell’ inclinazione si allentano tutti e due dadi
di fi ssaggio (16).
Adesso è possibile inclinare le barre di guida
ali’ angolo desiderato.
Quest’ angolo è possibile verifi care sulla scala
(17) con la divisione precisa degli angoli.
L’ indicatore (18) si posiziona sul valore desi-
derato sulla scala e dopo si stringono di nuovo
tutti e due dadi di fi ssaggio (16).
ATTENZIONE: con il cavalietto di trapa-
natura inclinato è bisogno, per motivi di
sicurezza, assicurare la lastra di base sul
pezzo lavorato, contro lo slittamento. Il
modo ideale del fi ssaggio è utilizzo dei
dispositivi di fi ssaggio (Accessori)
6.8 Correzione della posizione dell’ arresto
(GD 460 A)
La posizione verticale dei cavalietti di trapanatura
ribaltabili è regolata dal produttore tramite la vite
a arresto (14). Se si dovrebbe regolare la posizione
dell’ arresto ulteriormente, bisogna proseguire
nel seguente modo:
Allentare il dado di sicurezza (14.1) e il dado di
fi ssaggio (16).
La base (15) bloccare sulla testa della vite (14).
Girando parzialmente la vite dell’arresto nel
senso desiderato si cambia l’angolo nella po-
sizione voluta.
Il dado di sicurezza (14.1) e i dadi di fi ssaggio
(16) ristringere.
L’ indicatore (18) è possibile riposizionare
ugualmente, dopo aver allentato la vite (19) e
nella posizione richiesta è necessario fi ssarlo
stringendo di nuovo la vite.
6.9 Fissaggio del cavalietto di trapanatura
Per il fi ssaggio del cavalietto sul materiale servono i dispositivi di fi ssaggio (12). Questi elementi è
possibile fi ssare sulla lastra di base (1).
L’ elemento di fi ssaggio inserire dal sotto nel
foro (1.4) e avvitare da sopra il dado di fi ssaggio
(posizione 12.1) e stringerlo.
Con la vite (12.2) stringere nella posizione de-
siderata.
Elementi di fi ssaggio (accessori) i usano sempre
in paio da tutti e due lati. Consigliamo di utilizzare
quattro elementi di fi ssaggio.
Per i materiali fi no a dimensione 300 mm, gli elementi di fi ssaggio possono essere fi ssati sulla
consone (13).
Viti (13.1) infi lare da sotto nei fori nel basa-
mento (1.4).
Consolle posizionare da sopra sulle viti (13.1)
e stringere con i dadi (13.2).
Le consolle (accessorio), sono fornite in paia (2
pz). É necessario fare attenzione di fi ssare il cavalietto tra due morsetti (12) posizionati su una
consolle (distribuzione delle forze nel senso longitudinale della consolle) e non sulle due consolle
(vedi disegno). Le console sono costruite nel modo, che é possibile fi ssarle su tutti i due modelli
base del cavalietto (vertricale e ribaltabile), nel
senso longitudinale e verticale.
7 Trapanatura
- Controllate prima dell’ inizio della trapanatura,
che la punta del trapano a spirale e il trapano
sono fi ssati bene.
- Controllate gli arresti e il disco di guida, se sono
posizionati regolarmente ed eventualmente
stringete i dispositivi di fi ssaggio.
- Non lavorate con le punte del trapano usurate
o danneggiate.
- Durante la trapanatura lavorate sempre nel
modo di mantenere il dispositivo con tutte e
due le mani: con una mano sulla maniglia aggiuntiva del cavalietto di trapanatura, con l’altra
mano sulla maniglia e l’interruttore del trapano.
- Per la trapanatura con il controllo visuale se-
condo il tracciato serve la segnalazione sulla
lastra di base (1.2 e 1.3).
7.1 Disco di guida
Per le punte di trapano a spirale con i diametri
pari si usa il disco di guida, che fa parte della
fornitura. Per le punte di trapano con i diametri
dispari si usa il disco di guida con i diametri di-
23
Page 24

spari ed è fornito da parte come accessorio.
Per la sostituzione del disco di guida bisogna
svitare la manopola girevole (3.1).
dopo è possibile smontare il disco di guida at-
tuale e posizionare il secondo disco.
7.2 Operazioni di trapanatura senza il disco
diguida
Per il lavoro con le punte con i diametri più grandi
di 27 mm fi no al massimo di 45 mm, il disco di
guida può essere smontato secondo descrizione
precedente. Secondo bisogno è possibile smontare anche le mole (5), tubo d’ arresto (6) e gli
arresti della profondità (7.1 e 7.2). in questo caso
è bisogno procedere con massima prudenza. Si
consiglia in ogni caso di utilizzare l’ anello d'arresto inferiore (7.2), come la sicurezza contro il
contatto non voluto delle parti rotanti con il materiale. È bisogno, prima di tutto stare attenti di
non permettere il contatto delle parti rotanti del
trapano o delle punte del trapano con gli elementi
del cavalietto di trapanatura.
8 Manutenzione e pulizia
Servizio e riparazione solo da parte del
costruttore o delle offi cine di servizio autorizzate. Le offi cine più vicine sono riportate di seguito:
www.festool.com/Service
EKAT
4
Utilizzare solo ricambi originali Festool!
5
3
2
Cod. prodotto reperibile al sito:
1
www.festool.com/Service
- Elementi di fi ssaggio e i punti di fi ssaggio pulite
dalla polvere, impurità e truciolo.
- Le barre di guida pulite con lo straccio, assicu-
rate le buone condizioni di scorrimento, lubrifi cando le barre di scorrimento con grasso o I’
olio per le macchine.
- Mantenete pulita la superfi cie di contatto, in
questo modo sarà assicurata la precisione e
correttezza degli angoli.
Dovete sapere che:
- Le molle utilizzate del cavalietto di trapana-
tura hanno appositamente la gradazione più
grande dalle barre di guida. Non si tratta della
mancanza della qualità, al contrario, in questo
modo si ottiene la caratteristica migliore delle
molle. Queste molle assicurano la resistenza
minore durante trapanatura.
9 Ambiente
Non gettare l’apparecchio tra i rifi uti domestici!
Smaltire gli apparecchi, gli accessori e gli imballaggi introducendoli nel ciclo di recupero a tutela
dell’ambiente. Attenersi alle disposizioni di legge
nazionali in materia.
Informazioni su REACh:
www.festool.com/reach
24
Page 25

Originele gebruiksaanwijzing
1 Technische gegevens
Timmermansgestel GD 320 GD 460 GD 460 A
max. lengte van de boren 320 mm 460 mm 460 mm
max. diepte van het boren 240 mm 380 mm 310 mm
leischijf voor de boren Ø 8, 10, 12 ... 26 mm
max. Ø van het boren zonder leischijf 45 mm
onder de hoek - - tot 45° vloeiend
spannen voor de boormachines met een spanhals
van doorsnee van 57/43 mm
gewicht 2,8 kg 3,2 kg 3,7 kg
totale hoogte 532 mm 672 mm 672 mm
basisplaat 185 x 172 mm 185 x 172 mm 207 x 172 mm
parallelle aanslag - instelbaar 8 - 190 mm
- in de loodrechte richting - - 25-185 mm
Bijbehoren, geen deel van de levering bestelnr.
Leischijf voor de spiraalboren met de doorsnee van 6,7,9,11 ... 27 mm 621947
De spanners (4 stuk) voor het spannen van het gestel 621949
avoor het materiaal tot 105 mm (tot 127 mm GD 460 A)
Consoles (2 stuk) voor het bevestigen van de spanelementen 622471
op het gestel tot de materiaalbreedte van 300 mm
2 Symbolen
Waarschuwing voor algemeen gevaar
Handleiding/aanwijzingen lezen!
Niet in huisafval.
Aanwijzing, tip
3 Gebruik volgens de voorschriften
De boorgestellen GD 320, GD 460 zijn bestemd
voor precieze boringen onder de precieze hoek
90°. Met behulp van de leischijf is het mogelijk
precies en veilig de spiraalboren van Ø 8 tot 26
mm, eventueel van Ø 6 tot 27 mm in te steken.
Zonder de leischijf zijn de boringen tot max.
45mm mogelijk. Twee parallelle aanslagen dienen tot een eenvoudige aanbrenging, eventueel
tot de leiding aan het materiaal. De spanelementen voor het spannen van het gestel kunnen als
bijbehoren besteld worden. Het gestel kan gebruikt worden met alle elektrische boormachines
met de spanhals van de doorsnee van 57 of 43
mm die het maximale draaiingsmoment van 75
Nm niet overschrijden.
De boorgestellen GD 460 A kunnen voor het boren
onder de willekeurige hoek in de omvang van 90°
tot 45°gebruikt worden.
4 Veiligheidsvoorschriften
Waarschuwing! Lees alle veiligheidsvoorschriften en aanwijzingen. Wanneer men
zich niet aan de waarschuwingen en aanwijzingen
houdt, kan dit leiden tot elektrische schokken,
brand en/of ernstig letsel.
Bewaar alle veiligheidsinstructies en aanwijzingen om ze later te kunnen raadplegen.
- Door de verbinding van de handboormachine
met het boorgestel ontstaat een toestel waarvoor ook de veiligheidsadviezen en gebruiksaanwijzingen van de boormachine geldig zijn.
Daarom ook de veiligheidsadviezen en de gebruiksaanwijzing voor de boormachine lezen.
- Het toestel moet men tijdens het werk altijd
met beide handen op de betreffende handvatten houden. Voor dat men begint te werken is
het nodig te controleren en te verzekeren dat
het tijdens het boren tot geen collisie van de
roterende delen van de machine met de vaste
delen van het gestel of van het materiaal komt.
- Voor dat men begint te werken is het nodig te
controleren en te verzekeren of alle elementen
die voor het zekeren van de positie, het spannen,... bestemd zijn, juist gespand en beveiligd
zijn.
- Het is niet toegestaan losse schaafsels, spa-
nen, en dergelijke delen vlak bij het toestel tijdens het werk met de hand te verwijderen!
25
Page 26

- Bij de boormachines met het draaiingsmoment
boven 55 Nm is het nodig altijd voor de aanvullende handvat net verlengende deel te gebruiken.
- Het materiaal moet altijd met een vaste onder-
legger onderlegd en tegen het doordraaien of
afglijden verzekerd worden.
- De kipbare boorgestellen (GD 460 A) moeten
tijdens het boren van de openingen onder de
hoek tegen de verschuiving verzekerd worden.
Het is raadzaam voor dit doel de spanners (bijbehoren) te gebruiken.
- Tijdens het werk voor een veilige en vaste posi-
tie zorgen.
- Tijdens alle arbeiden die tot de voorbereiding,
montage, ombouw, instelling, vervangen van de
boren of tot onderhoud en behandeling dienen,
is het nodig de stekker van de boormachine uit
het net uit te trekken.
4 Toestelelementen
1 Basisplaat
2 Parallelle leiband
3 Leischijf voor de boren
4 Leistaven
5 Springveren
6 Aanslagbuis
7 Diepteaanslagen
8 Leiverbindingsstuk
9 Reductie D 57/43 mm
10 Aanvullende houder
11 Verlengstuk van de aanvullende houder
12 Spanners
13 Consoles
14 Schroef voor de instelling van de ortho-
gonaliteit
15 Voetstukken
16 Spanmoeren
17 Schaal
18 Wijzer
19 Spanschroef van de wijzer
20 Beugel
Het complete afgebeelde en beschrevene bijbehoren moet geen bestanddeel van de levering zijn.
De vermelde afbeeldingen staan in het begin van
de gebruiksaanwijzing.
6 Ingebruikname en toepassing
6.1 Instelling van de leischijf
Volgens de gewenste doorsnee van de boor kiest
men de opening in de leischijf en deze wordt in
de as van de boor geplaatst (1.1):
de draaiknop (3.1) om ca. 5 wendingen naar
26
links omdraaien, de leischijf over de arretatie
pin opheffen, naar de gewenste positie draaien
en terug naar de basisplaat laten zakken. Ervoor zorgen dat de schijf op de arretatie pin
valt.
De draaiknop (3.1) weer vastdraaien.
6.2 Spannen van de boor
De spiraalboor in de spanvoering van de boor-
machine spannen en de spanvoering vastdraaien.
Er mogen alleen maar de spiraalboren van
een lengte gebruikt worden die de aangegeven
maximale boorlengte niet overschrijdt.
6.3 Spannen van de boormachine
Bij de boormachines met de spanhals met
de doorsnee van 43 mm een reductieringetje gebruiken.
Het reductieringetje op die manier zetten dat
de insnijding tot de plaats van het spannen (8.1)
wijst.
De boormachine in het verbindingsstuk zetten
en de spanschroef (8.1) vastdraaien.
6.4 Instelling van de diepte van de boring
De bovengrens van de aanslag wordt met be-
hulp van een aanslagringetje (7.1) ingesteld en
met een spanschroef vastgedraaid.
Het is mogelijk de positie van de bovenaanslag
zo kiezen dat de boor door de leischijf wordt
geleid en de spits van de boor ca. 5-10 mm
afstand boven de oppervlakte van de basisplaat
heeft.
Zo wordt de beschadiging van de boor en van het
materiaal uitgesloten. Het onder aanslagring (7.2)
dient tot de begrenzing van de boringsdiepte.
De gewenste boringsdiepte door het meten of
door een proefboring vaststellen en het aan-
slagringetje (7.2) onder het verbindingsstuk
vastdraaien.
Het aanslagringetje Is vooral van belang als men
meer openingen van dezelfde diepte boort.
6.5 Aanvullende houder
De aanvullende houder (10) kan naar keuze in
drie posities gemonteerd worden (zie schets). Bij
de boormachines waarvan het maximale draaiingsmoment 55 Nm overschrijdt, gebruikt men
het verlengingsstuk (11). De aanvullende houder
met het verlengingsstuk altijd op de voorzijde (zie
afbeelding) van het verbindingsstuk gebruiken.
6.6 Boren met een parallelle leiband
Beide parallelle leibanden (2) verhogen de bedrijfsveiligheid. Tegelijkertijd wordt ook de nauwkeurigheid verhoogd en de tijd gespaard indien
Page 27

het nodig is meer openingen in dezelfde afstand
van de materiaalkant te boren. Het is mogelijk
naar eigen keuze of een parallelle leiband aan de
ene kant of beide parallelle leibanden aan beide
kanten te gebruiken. De parallelle leiband wordt
of volgens de in gegrifte lijn aan het materiaal
(visuele controle volgens markering (1.1) aan de
basisplaat) ingesteld of volgens de schaal aan de
parallelle leiband. De parallelle leiband wordt in
de gewenste positie met behulp van een spanschroef (2.1) vastgedraaid. Bij de kipbare uitvoering is het mogelijk het liniaal ook in de loodrechte
richting in te stellen (2.2).
6.7 Instelling van de kiphoek (GD 460 A)
Kipbare boorgestellen (GD 460 A) maken de
schuine boringen onder de hoek in de omvang
van 90° tot 45° mogelijk. Bij de verticale boringen
wijst de wijzer (18) op de schaal (17) de nul.
Voor de eventuele instelling van de hoek van de
helling worden twee spanmoeren losgemaakt
(16).
Nu is het mogelijk de leistangen in de gewenste
hoek te hellen.
Deze hoek kan men op de schaal (17) met een
precieze hoekverdeling vaststellen.
De wijzer (18) wordt aan de gewenste waarde
op de schaal ingesteld en dan worden beide
spanmoeren (16) weer vastgedraaid.
LET OP: Bij het gekipte boorgestel is het
om veiligheidsredenen nodig de basisplaat op het werkstuk tegen het glijden
te verzekeren. Een ideale bevestiging zijn
de spanelementen (Bijbehoren).
6.8 Correctie van de aanslagpositie (GD 460 A)
De verticale positie is bij de kipbare boorgestellen
uit de productiebedrijf met een aanslagschroef
(14) ingesteld.
Indien de ingestelde aanslagpositie aanvullend
bijgesteld worden zou, gaat men op volgende manier door:
de veiligheidsmoer (14.1) en de spanmoer (16)
losmaken.
Het voetstuk (15) op de schroefkop (14) vast-
slaan.
Door het draaien van de aanslagschroef in de
gewenste richting wordt de hoek in de nodige
positie gewijzigd.
De veiligheidsmoer (14.1) en de spanmoer (16)
weer vastdraaien.
De wijzer (18) kan ook na het losmaken van
de schroef (19) de positie wijzigen en in de gewenste positie moet hij weer vastgeschroefd
worden.
6.9 Spannen van het boorgestel
Voor het spannen van het gestel op het materiaal
dienen de spanelementen (12). Deze kunnen op
de basisplaat (1) bevestigd worden.
Het spanelement van beneden naar de opening
(1.4) schuiven en van boven de spanmoer (12.1)
vastschroeven en vastdraaien.
Met behulp van een schroef (12.2) in de ge-
wenste positie vastdraaien.
De spanelementen (bijbehoren) worden altijd in
het paar van bijde zijden gebruikt. Het is raadzaam vier spanelementen te gebruiken.
Voor de materialen tot de maximale afmeting van
300 mm kunnen de spanelementen op de console
(13) bevestigd worden.
De schroeven (13.1) van beneden in de openin-
gen in het fundament (1.4) schuiven.
De consoles van boven op de schroeven (13.1)
zetten en met de moeren vastdraaien (13.2).
De consoles (Bijbehoren) worden in het paar (2
stuk) aangeboden. Het is nodig er voor te zorgen
dat het spannen van het gestel op de balk tussen
twee spanners (12) uitgevoerd wordt die op een
console geplaatst zijn (de verdeling van de krachten in de langwerpige richting van de console)
en niet tussen twee consoles (zie afbeelding). De
consoles zijn zo geconstrueerd dat het mogelijk
is deze op beide grondsoorten van de gestellen
(loodrecht en hellend) in de langwerpige en loodrechte richting te spannen.
7 Boren
- Voor dat men begint te boren is het raadzaam
zich te verzekeren dat de spiraalboor en de
boormachine vast bevestigd zijn. De aanslagen
en de leischijf controleren of zij vast gezet zijn
en eventueel de spanelementen vastdraaien.
- Met geen botte of beschadigde boren werken.
- Bij het boren het toestel altijd met beide han-
den houden: met de ene hand op de aanvullende houder van het boorgestel, met de andere
hand op de houder en op de schakelaar van de
boormachine.
- Voor het boren met de visuele controle volgens
de in gegrifte lijn dient de markering aan de basisplaat (1.2 en 1.3).
7.1 Leischijf
Voor de spiraalboren met de even doorsneden
wordt de leischijf gebruikt die een bestanddeel
van de levering is. Voor de spiraalboren met de
oneven doorsneden wordt de leischijf met oneven
doorsneden gebruikt die als bijbehoren wordt geleverd.
27
Page 28

Bij de vervanging van de leischijf wordt de
draaiknop (3.1) losgeschroefd.
Vervolgens is het mogelijk de gemonteerde
leischijf af te nemen en een andere leischijf
op te zetten.
7.2 Boorarbeiden zonder leischijf
Voor de arbeiden met de boren van een grotere
doorsnee dan 27 mm tot max. 45 mm kan de leischijf gedemonteerd worden volgens de boven
genoemde werkwijze. Naar behoefte kunnen ook
de springveren (5), de aanslagbuis (6) en de diepteaanslagen (7.1 en 7.2) gedemonteerd worden. In
dit geval buitengewoon voorzichtig voortgaan. Het
is raadzaam in ieder geval het benedenaanslaagringetje (7.2) te gebruiken als zekering tegen een
ongewild contact van de roterende delen met het
materiaal. In het bijzonder is het nodig op te letten dat de rotatiedelen van de boormachine of de
gebruikte boren in geen aanraking komen met de
delen van het boorgestel.
8 Onderhoud en behandeling
Klantenservice en reparatie alleen door
producent of servicewerkplaatsen:
Dichtstbijzijnde adressen op:
www.festool.com/Service
EKAT
4
Alleen originele Festool-reserveonderde-
5
3
2
len gebruiken! Bestelnr. op:
1
www.festool.com/Service
- Het stof, vuil en vijlsels van de spanelementen
en de spanplaatsen verwijderen.
- Het vuil van de leistangen met een waslap ver-
wijderen, goede glijeigenschappen door het
aanbrengen van het smeervet of de machineolie op de leistangen verzekeren.
- Aanzetoppervlakten van de basisplaat schoon
houden, daardoor wordt de nauwkeurigheid
van de hoeken van de openingen verzekerd.
Volgende waarschuwin g i n ach t nemen :
- De gekozen springveren van het boorgestel
hebben geheel bewust een grotere afstand
van de leistangen. Dat is geen gebrek aan de
kwaliteit, integendeel, men bereikt daardoor
een betere karakteristiek van de springveren. Deze sprinveren garanderen een kleinere
weerstand bij het boren.
9 Speciale gevaaromschrijving voor
het milieu
Geef het apparaat niet met het huisvuil mee!
Voer de apparaten, accessoires en verpakkingen
op milieuvriendelijke wijze af! Neem de geldende
nationale voorschriften in acht.
Informatie voor REACh:
www.festool.com/reach
28
Page 29

Originalbruksanvisning
1 Tekniska data
Timmermansståndare GD 320 GD 460 GD 460 A
Borrarnas längder max. 320 mm 460 mm 460 mm
Borrhålsdjup max. 240 mm 380 mm 310 mm
Ledsklva för borrarna Ø 8, 10, 12 ... 26 mm
Max. bormingsdiameter utan ledskiva 45 mm
Pålutning under vinklar - - till 45° kontinuerligt
Fastspänning för borrmaskiner med spännhalsdiameter 57/43 mm
Vikt 2,8 kg 3,2 kg 3,7 kg
Totalhöjd 532 mm 672 mm 672 mm
Grundplatta 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallelt anslag - inställbart 8 - 190 mm
- i lodrätt riktning - - 25-185 mm
Tillbehör, ej i leveransen inbegripet Ordersnummer.
Ledskiva för spiralformiga borrar med diameter 6, 7, 9, 11 27 mm 621947
Spännklamrar (4 st) för att spänna fast ståndaren på materiaiier till 105 mm 621949
(upp till 127 mm vid på lutningsutförandet)
Konsoler (2 st) för att fästa spännelementena med 622471
på ståndaren till materialsbredd 300 mm
2 Symboler
Varning för allmän risk!
Läs bruksanvisningen/anvisningarna!
Tillhör inte till kommunalavfall.
Information, tips
3 Avsedd användning
Borrståndare GD 320, GD 460 är bestämda för att
göra precisa borrningar under exakta vinkeln 90°.
Med hjälp av ledskivan är det möjligt att leda in
noggrant och säkert spiralformiga borrar från Ø
8 till 26 mm, eventuellt från Ø 6 till 27 mm. Utan
ledskivan är borrningar till max. 45 mm möjliga.
Två parallela anslag tjänar till en okomplicerad
placering, ev. ledning på materialet. Spännelementen för ståndarens fastspänning kan beställas som tillbehör. Ståndaren kan användas för
alla elektriska borrmaskiner med spännhalsens
diameter 57 eller 43 mm, vilka ej överträder maximala vridmomentet 75 Nm.
Borrståndare GD 460 A kan användas för borrning under godtyckliga vinklar i utsträckningen
från 90° till 45°.
4 Säkerhetsanvisningar
OBS! Läs alla säkerhetsföreskrifter och
anvisningar. Om du inte rättar dig efter var-
ningarna och anvisningarna kan det leda till
elektriska överslag, brand och/eller allvarliga
kroppsskador.
Förvara alla säkerhetsanvisningar och bruksanvisningar för framtida bruk.
- Genom sammansättning av handborrmaskin
med borrståndare uppstår en anordning också
besinnad av de säkerhets- och bruksanvisningar för borrmaskinerna. Läs därför sådana direktiv för borrmaskinen likaledes.
- Under arbete måste anordningen hållas med
båda händer på respektiva handtagen. Före arbetsbörjan måste kontrolleras och säkras att
roterande maskinsdelarna ej kolliderar under
arbetet med fasta delar på ståndaren eller med
materialet.
- Före arbetsbörjan måste kontrolleras och säk-
ras att alla elementen syftade på att säkra läget, spänning odl. är ordentligt tilldragta och
säkrade.
- Lossade spån, fl isor och liknande smådelar
i maskinens närhet får under arbetet inte avlägsnas med hand.
- Vid borrmaskiner med vridmoment över 55 Nm
måste för tillsatshandtaget alltid skarvdelen
användas.
29
Page 30

- Materialet måste alltid underläggas med ett
fast underlägg och säkras mot vridning eller
glidning.
- Pålutbara borrståndare (GD 460 A) behöver vid
hålborrning under vinkel säkras mot rubbning
. För detta skälet rekommenderas att använda
spännklamrar (tillbehör).
- Under arbetet bevara din säkra och fasta ställ-
ning.
- För alla arbeten tjänande till beredning, monta-
ge, omdaning, inställning, borrbyte, underhåll
och behandling, stickkontakten till borrmaskinen måste ha tagits ut ur vägguttaget.
5 Maskinens komponenter
1 Grundplatta
2 Parallelt ledstycke
3 Ledskiva för borrarna
4 Ledstänger
5 Fjädrar
6 Anslagsrör
7 Djupsanslagen
8 Ledbussning
9 Reduktion D 57/43 mm
10 Tillsatshandtag
11 Handtagsskarvdel
12 Spännklamrar
13 Konsoler
14 Lodrätt läge inställande skruv
15 Fötter
16 Spännmuttrar
17 Skala
18 Visare
19 Visares tilldragskruv
20 Bygel
I bruksanvisningen avbildat och beskrivet tillbehör ingår inte alltid i leveransen.
De angivna bilderna fi nns i början av bruksanvisningen.
6 Idriftstagande och användning
6.1 Ledskivans inställning
Efter borrens begärda diameter välj en öppning
i ledskivan och placera den i borrens axel (1.1).
Vrid på vridbara knappen (3.1) med ca. 5 varv
till vänster, lyft ledskivan ovanför arreteringspinnen, vänd på dentill begärda positionen och
låt den falla på grundplattan åter. Akta på att
skivan sjunker ned på arreteringspinnen.
Dra vridknappen (3.1) åt igen.
6.2 Borrens fastspänning
Spänn spiralborren i borrmaskinens chuck och
dra chucken till.
30
Bara sådana spiralborrar får användas vilkas
längd ej överträder den angivna maximala
borrlängden.
6.3 Borrmaskinens fastspänning
För borrmaskiner med spännhalsdiame-
ter 43mm använd reduktionsringen.
Placera reduktionsringen sålunda att skåran
visar mot fastspänningsstället (8.1).
Sätt borrmaskinen in i bussningen och dra
spännskruven till (8.1).
6.4 Borrdjupsinställning
Anslagets övre gräns inställs med hjälp av
anslagsring (7.1) och dras till genom spännskruven.
Du kan på så sätt välja den övre an slags posi-
tionen, att borren ledas av ledskivan och borrudden håller avstånd ca. 5-1 0 mm ovanför
grundplattans yta.
Sålunda uteslutas skador på borr och mate-
rial. Nedre anslangsringen (7.2) tjänar till att
inskränka borrningsdjupet.
Säkra det begärta borrdjupet genom mätning
eller försöksborrning och dra till anslagsring-
en (position 7.2) under bussningen.
Anslagsringens betydelse visar sig särskilt när du
borrar fl era öppningar med lika djupet.
6.5 Tillsatshandtag
Tillsatshandtaget (10) kan efter val monteras på
i tre positioner (se skissen). För borrmaskinerna
vilkas maximala vridmoment överträder 55 Nm
används skarvdelen (11). Tillsatshandtaget med
skarvdelen skall användas alltid på bussningens
framsida (se fi guren).
6.6 Borrning med parallelt ledstycke
Båda parallela ledstycken (2) ökar arbetssäkerheten. Samtidigt ökas noggranhet och tidsbesparing,
om fl era öppningar i samma avståndet från materialsrand skall borras. Efter val kan användas
antingen ett parallelt ledstycke på ena sidan, eller
båda parallela ledstycken på båda sidor. Parallela
ledstycket ställs in antingen efter ett ritsiräck på
materialet (visuell kontroll efter markering (1.1)
på grundplattan) eller efter skalan på parallela
ledstycket. Parallela ledstycket fästas i begärda
positionen med hjälp av spännskruv (2.1). Vid pålutningsutförandet kan linjalen inställas i lodrätt
riktning också (2.2).
6.7 Lutningsvinkel inställs (GD 460 A)
Lutbara borrståndare (GD 460 A) möjliggör att
skapa skeva borrningar i vinkelsvidd från 90° till
45°. Vid lodrätta borrningar pekar visaren (18) på
nollan i skalan (17).
Page 31

Innan du eventuellt inställer lutningsvinkeln,
lossa båda spännmuttrar (16).
Nu är det möjligt att luta på ledstängerna till
den begärda vinkeln.
Denne vinkeln kan fastställas i skalan (17) med
noggran graduppdelning.
Visaren (18) ställs på beg ärta värdet i skalan,
varpå båda spännmuttrar (16) dras till igen.
OBSERVERA: Vid pålutad borrståndare
behövs det av säkerhetsskäl att säkra
grundplattan på det bearbetade verkstycket mot glidning. Idealt är att fästa
den med hjälp av spännelementena (tillbehör).
6.8 Anslagsläget korrekteras (GD 460 A)
På lutbara borrståndare har lodrätta positionen
inställts redan i tillverkningsfabriken medelst anslagskruven (14). Skulle den inställda anslagspositionen ändock i efterhand justeras, gå sålunda
fram:
lossa den säkringsmuttern (14.1) och spänn-
muttem (16).
Skjut fram foten (15) till skruvhuvudet (14).
Genom att vrida på anslagskruven i begärd
riktning justera vinkeln till den behövda po-
sitionen.
Sen dra säkringsmuttern (14.1) och spänn-
muttrarna (16) till igen.
Visaren (18) kan likaledes ställas om när skru-
ven (19) har lossats, varefter denne måste i
begärda positionen fastskruvas tifl igen.
6.9 Borrståndarens fastspänning
Till att spänna fast ståndaren på materialet tjänar spännelementena (12). Dessa kan fästas vid
grundplattan (1).
Skjut spännelementet underifrån in i öppning-
en (1.4) och skruva på spännmuttem uppifrån
(12.1) och dra denna fast till.
Med skruvens hjälp (12.2) fästas elementet i
begärda positionen.
Spännelementen (ej begripta i leveransen, kan
beställas som tillbehör) användas alltid parvis på
båda sidor. Vi rekommenderar att använda fyra
spännelementen. För materialier upp till dimension av 300 mm kan spännelementena bli fastade
vid konsolen (13).
Skjut in skruvar (13.1) nerifrån i hål som befi n-
ner sig i en bas (1.4).
Sätt konsoler uppifrån på skruvarna (13.1) och
dra dem åt med muttrar (13.2).
Konsolerna (fi nns inte med i leveransen; det är
möjligt att beställa dem som tillbehör) erbjuds i
par (2 stycken). Se till att stödet är fäst vid bjälken
mellan två fästningsdelar (12) som är placerade
på en konsol (styrkeutbalancering i konsolens
längsgående riktning); inte mellan två konsoler
(se bilden). Konsolerna är konstruerade så att det
är möjligt att fästa dem vid båda grundformer av
stödare (lodrätt och stjälpbart) i både längsgående och lodrät riktning.
7 Borrning
- Innan borrningen startas förvisa dig om att spi-
ralborren och borrmaskinen är pålitligt fastade.
- Kontrollera, om anslagena och ledskivan är fast
insatte, i behovsfall dra spännelementena till.
- Arbeta ej med slöa eller skadade borrar. Under
borrningen bär dig åt så att du håller anordningen med båda händer: med den ena handen
på borrståndarens tillsatshandtag, med den
andra på borrmaskinen handtag med strömbrytaren.
- För borrning med visuell kontroll efter rit-
sträcket tjänar då markeringen på grundplattan (1.2 och 1.3).
7.1 Ledskiva
För spiralborrarna med jämna diametrar användas ledskivan som är del av leveransen. För
spiralborrarna med udda diametrar användas
ledskiva med udda diametrar, levererad som tillbehör.
För att byta ledskivan skruva av vridknappen
(3.1).
Därefter kan påmonterade ledskivan tas av och
en änder ledskiva sättas på.
7.2 Borrarbete utan ledskiva
För arbeten med borrar större i diameter än 27
mm upp till max. 45 mm kan ledskivan demonteras på det anförta viset. Efter behov kan du demontera också fjädrarna (5), anslagsröret (6) och
djupsanslagena (7.1 och 7.2). I sådat fall gå med
ovanlig försiktighet fram. I alla fall rekommenderas att använda nedre anslagsringen (7.2) som
säkring mot varje
oönskad beröring mellan roterande delarna och
materialet. Särskilt skulle tas hänsyn
till att borrmaskinens roterande delar eller använda borrar ej kommer i beröring med borrståndarens beståndsdelar.
8 Skötsel och underhåll
Service och reparation ska endast utfö-
ras av tillverkaren eller serviceverkstäder. Se följande adress: www.festool.com
EKAT
4
Använd bara Festools originalreservde-
5
3
2
lar! Art.nr nedan: www.festool.com
1
31
Page 32

- Rensa spännelementen och spännställen av
damm, smuts och spån.
- Rensa ledstängerna av orenligheter med trasa,
säkra deras goda glidduglighet genom att lägga smörjfett eller maskinolja på ledstängerna
- Bevara grundplattans ytor i renhet; sålunda ga-
ranterar du öppningarnas vinkelsnoggranhet
och exakthet.
Ta följande i akt:
- Borrståndarens valda fjädrar håller avsiktligt
ett större avstånd från ledstängerna. Detta är
intet kvalitésfel, utan just tvärtom ernås därigenom en bättre karakteristik vid fjädrarna.
Fjädrarna garanterar ett mindre mot stånd under borrning.
9 Miljö
Kasta inte elverktygen i hushållsavfallet! Ta
med maskin, tillbehör och förpackning till återvinningsstation när de är uttjänta! Följ gällande
nationella föreskrifter.
Gäller bara EU-länder: Enligt EU-direktiv
2002/96/EG ska uttjänta elverktyg källsorteras
för miljövänlig återvinning.
Information om REACh:
www.festool.com/reach
32
Page 33

Alkuperäiset käyttöohjeet
1 Tekniset tiedot
Pystysuora / Kallistettava porausteline GD 320 GD 460 GD 460 A
Poranterän maksimipituus 320 mm 460 mm 460 mm
Porauksen maksimisyvyys 240 mm 380 mm 310 mm
Ohjauslevy poranterille Ø 8, 10, 12 ... 26 mm
Porauksen ilman ohjauslevyä maksimiläpimitta 45 mm
Kallistuskulma - - 45° saakka portaattomasti
Porakoneessa olevan kiristyskohdan läpimitta 57/43 mm
Paino 2,8 kg 3,2 kg 3,7 kg
Kokonaiskorkeus 532 mm 672 mm 672 mm
Pohjalevy 185 x 172 mm 185 x 172 mm 207 x 172 mm
Paralleelinen ääriasento - säädettävä 8 - 190 mm
- pystysuorassa suunnassa - - 25-185 mm
Lisävarusteet, eivät mukana toimituksessa Til.no.
Ohjauslevy poran spiraaliterille läpimitoiltaan 6,7,9,11 ... 27 mm 621947
Kiinnittimet (4 kpl) telineen kiinnittämiseen korkeintaan 105 mm 621949
vahvuiseen materiaaliin (127mm saakka kallistettavassa mallissa)
Konsolit (2 kpl) telineen kiinnitysosien kiinnittämiseen korkeintaan 622471
300 mm vahvuiseen materiaaliin
2 Symbolit
Varoitus yleisestä vaarasta
Lue ohjeet/huomautukset!
Ei kuulu kunnallisjätteisiin.
Ohje, vihje
3 Määräystenmukainen käyttö
Poraustelineet GD 320, GD 460 on tarkoitettu täs-
mälliseen poraukseen tarkassa 90° kulmassa.
Ohjauslevyn avulla voidaan täsmällisesti ja turvallisesti ohjata poran spiraaliteriä Ø 8-2 6 mm,
mahd. Ø 6 - 27 mm. Ilman ohjauslevyä on mahdollista poraus maks. 45 mm läpimittaan saakka. Kaksi paralleelista ääriasentoa tekevät poran
sijoittamisen tai materiaalia pitkin liikuttamisen
yksinkertaiseksi. Kiinnitysosat telineen materiaaliin kiinnittämistä varten on mahdollista tilata
lisävarusteena. Telinettä voidaan käyttää kaikkien
sähköporakoneiden kanssa, joiden kiristyskohdan läpimitta on 57 tai 43 mm ja joiden maksimi
vääntömomentti ei ylitä
75 Nm.
Poraustelineitä GD 460 A voidaan käyttää poraamiseen vapaasti valittavassa kulmassa 90°- 45°
laajuudella.
4 Turvaohjeet
HUOMIO!: Kaikki turvaohjeet ja ohjeet täytyy lukea. Alla olevien turvaohjeiden ja oh-
jeiden noudattamisen laiminlyönti saattaa johtaa
sähköiskuun, tulipaloon ja/tai vakavaan loukkaantumiseen.
Säilytä kaikki turvaohjeet ja käyttöohjeet huolellisesti.
- Porakone muodostaa telineen kanssa laitteis-
ton, jota koskevat myös porakoneen turvallisuusohjeet. Lue siis myös porakoneen turvallisuusohjeet ja käyttöohje.
- Työskentelyn aikana on laitetta pideltävä aina
molemmilla käsillä siihen tarkoitetuista paikoista. Ennen työn aloittamista on tarpeen tarkistaa, ettei porauksen aikana tapahdu koneen
pyörivien osien törmäystä telineen tai materiaalin kiinteisiin osiin.
- Ennen työn aloittamista on tarpeen tarkistaa,
että kaikki asennon varmistamiseen tarkoitetut
osat ovat kiinni, kunnolla kiristettyjä varmistettu.
- Irronneita tikkuja, lastuja ja muita vastaavia
osia ei saa poistaa laitteen läheisyydestä työn
aikana käsin.
- Porakoneissa, joiden vääntömomentti on yli 55
Nm, on lisäkädensijaa varten aina käytettävä
jatko-osaa.
33
Page 34

- Materiaali on aina tuettava tukevalla alustalla
ja varmistettava kääntymistä tai pois luiskahtamista vastaan.
- Kallistettavat poraustelineet (GD 460 A) täytyy
reikien kulmaporauksessa varmistaa siirtymistä vastaan. Siihen tarkoitukseen suosittelemme käytettäväksi kiinnittimiä (lisävaruste).
- Ota työskennellessäsi turvallinen ja tukeva
asento.
- Laitteen valmistelussa, asennuksessa, muu-
toksissa, säätämisessä, poranterien vaihdossa
tai korjauksissa ja huollossa on sähköpistoke
aina irroitettava verkosta.
5 Koneen osat
1 Pohjalevy
2 Paralleelinen ohjain
3 Poranterien ohjauslevy
4 Ohjaustangot
5 Jouset
6 Ääriasentoputki
7 Syvyysääriasennot
8 Pidike
9 Su pistaja D 57/43 mm
10 Lisäkädensija
11 Lisäkädensijan jatko-osa
12 Kiinnittimet
13 Konsolit
14 Pystysuoruusasennon säätöniuvi
15 Kannat
16 Kiristysmutterit
17 Asteikko
18 Osoitin
19 Osoittimen kiristysruuvi
20 Jalustin
Käyttöohjeissa kuvatut lisätarvikkeet eivät välttämättä sisälly toimitukseen.
Mainitut kuvat ovat käyttöohjeen alussa.
6 Käyttöönotto ja käyttö
6.1 Ohjauslevyn asentaminen
Poranterän halutun läpimitan mukaan valitaan
aukko ohjauslevyssä ja asetetaan poranterän akselille (1.1):
pyörivää nappulaa (3.1) käännetään noin 5 kier-
rosta vasemmalle, nostetaan ohjauslevyä arretointitapin yläpuolelle, käännetään haluttuun
asentoon ja lasketaan takaisin pohjalevylle.
Katso että levy osuu arretointitapille. Pyörivä
nappula (3.1) kiristetään.
6.2 Poranterän kiinnittäminen
Kiinnitetään poran spiraaliterä porakoneen
puristimeen ja kiristetään.
34
Vain sellaisia poran spiraaliteriä saa käyttää,
joiden pituus ei ylitä annettua poranterän maksimipituutta.
6.3 Porakoneen kiinnittäminen
Porakoneissa, joiden kiristyskohdan lä-
pimitta on 43 mm, on käytettävä supistajarengasta.
Supistajarengas asetetaan niin, että uurros-
kohta suuntautuu kiristyskohtaan (8.1).
Asetetaan porakone pidikkeeseen ja kiriste-
tään kiristysruuvi (8.1).
6.4 Poraussyvyyden säätäminen
Ääriasennon ylempi raja asetetaan ääriasen-
torenkaan avulla (7.1) ja kiristetään kiristysruuvilla.
Ylempi ääriasento voidaan valita niin, että oh-
jauslevy ohjaa poranterää ja poranterän kärki
pysyy noin 5-1 0 mm etäisyydellä pohjalevyn
pinnasta.
Niin vältetään poranterän ja materiaalin vahingoittuminen. Alemmalla ääriasentorenkaalla (7.2)
rajoitetaan porauksen syvyys.
Vaadittu poraussyvyys selvitetään mittaamalla
tai koeporauksella ja sitten kiristetään ääri-
asentorengas (7.2) pidikkeen alla.
Ääriasentorenkaalla on merkitystä ennenkaikkea
porattaessa useampia reikiä samaan syvyyteen.
6.5 Lisäkädensija
Lisäkädensija (10) voidaan valinnan mukaan
asentaa kolmeen asentoon (kts. kuva). Porakoneissa, joiden maksimivääntömomentti ylittää 55
Nm, käytetään jatko-osaa (11). Käytä lisäkädensijaa jatko-osan kanssa aina pidikkeen etupuolella
(kts. kuva).
6.6 Poraaminen paralleelisen ohjaimen
kanssa
Molemmat paralleeliset ohjaimet (2) lisäävät työturvallisuutta. Samalla parannetaan tarkkuutta ja
säästetään aikaa, mikäli on tarpeen porata useampia reikiä samalle etäisyydelle materiaalin
reunasta. Valinnan mukaan voidaan käyttää joko
yhtä paralleelista ohjainta toisella puolella, tai
molempia paralleelisia ohjaimia molemmilla puolilla. Paralleelinen ohjain asetetaan joko materiaalissa olevien merkkiviivojen mukaan (visuaalinen tarkistus pohjalevyn merkkien (1.1) mukaan)
tai paralleelisen ohjaimen asteikon mukaan.
Paralleelinen ohjain kiristetään haluttuun
asentoon kiristysruuvin avulla (2.1).
Kallistettavassa mallissa voidaan viivoitin aset-
taa myös pystysuunnassa (2.2).
Page 35

6.7 Kallistuskulman asettaminen (GD 460 A)
Kallistettavat poraustelineet (GD 460 A) mahdollistavat vinon porauksen kulman 90°- 45° laajuudella. Pystysuorassa porauksessa näyttää osoitin
(18) asteikolla (17) nollaa.
Ennen mahdollista kallistuskulman asettamis-
ta avataan molemmat kiristysmutterit (16).
Nyt voidaan kallistaa ohjaustangot haluttuun
kulmaan.
Tämä kulma saadaan selville tarkalla asteja-
olla varustetulta asteikolta (17).
Osoitin (18) asetetaan haluttuun arvoon astei-
kolla ja molemmat kiristysmutterit (16) kiristetään.
HUOMIO: Kallistetulla poraustelineellä
on turvallisuussyistä varmistettava työstettävällä kappaleella oleva pohjalevy
luistamista vastaan. Ideaalinen kiinnitystäpä on kiinnitysosien käyttäminen (lisävaruste).
6.8 Ääriasennon korjaus (GD 460 A)
Kallistettavien poraustelineiden pystysuora asento on asetettu tehtaalla ääriasentoruuvilla (14).
Jos asetettua ääriasentoa on tarpeen myöhemmin säätää, menetellään näin:
Avataan varmistusmutteri (14.1) ja kiristysmut-
teri (16).
Kanta (15) työnnetään kiinni ruuvin kantaan
(14).
Kiertämällä ääriasentoruuvia haluttuun suun-
taan muuttuu kulma tarvittuun asentoon. Varmistusmutteri (14.1) ja kiristysmutteri (16) kiristetään.
Osoittimen (18) asentoa voidaan myös muut-
taa ruuvin (19) avaamisen jälkeen ja halutussa
asennossa se taas kiristetään tiukalle.
6.9 Poraustelineen kiinnittäminen materiaaliin
Telineen materiaaliin kiinnittämistä varten ovat
kiinnitysosat (12). Nämä voidaan kiinnittää pohjalevyyn (1).
Kiinnitysosa työnnetään alapuolelta aukkoon
(1.4) ja yläpuolelta laitetaan kiristysmutteri
(12.1) joka kiristetään.
Ruuvin (12.2) avulla tapahtuu kiristys haluttuun
kohtaan.
Kiinnitysosia (eivät ole toimituksen mukana, ne
voidaan tilata lisävarusteena) käytetään aina pareittain molemmilta puolilta. Suosittelemme käytettäväksi neljää kiinnitysosaa. Korkeintaan 300
mm vahvuista materiaalia varten voidaan kiinnitysosat kiinnittää konsoliin (13).
Ruuvit (13.1) työnnetään alapuolelta pohjan
(1.4) reikiin.
Konsolit asetetaan yläpuolelta ruuveille (13.1)
ja kiristetään muttereilla (13.2).
Konsolit (eivät ole toimituksen mukana, ne voidaan tilata lisävarusteena) ovat saatavissa pareittain (2 kpl). On huolehdittava siitä, että teline kiinnitetään parruun kahden yhteen konsoliin sijoitetun kiinnittimen (12) väliin, (voimien jakaminen
konsolin pitkittäisessä suunnassa) eikä kahden
konsolin väliin (kts. kuva). Konsolit on suunniteltu
niin, että ne voidaan kiinnittää telineen molempiin
perustyyppeihin (pystysuora ja kallistettava) sekä
pitkittäisessä että pystysuorassa suunnassa.
7 Poraaminen
- Varmista ennen porauksen aloittamista, että
poran spiraaliterä ja porakone ovat lujasti kiinni.
- Tarkista, ovatko ääriasennot ja ohjauslevy lu-
jasti paikoillaan ja kiristä mahdolliset kiinnitysosat.
- Älä käytä tylsiä tai vahingoittuneita poranteriä.
- Pidä poratessasi aina laitetta molemmilla kä-
sillä, toisella kädellä poraustelineen lisäkädensijasta ja toisella kädellä porakoneen kädensijasta ja katkaisimesta.
- Merkinnät pohjalevyllä (1.2 ja 1.3) helpottavat
poraamista merkkiviivan visuaalisen tarkkailun
avulla.
7.1 Ohjauslevy
Parillisten läpimitta-arvojen spiraaliteriä varten
on toimituksen mukana ohjauslevy. Parittomien
läpimitta-arvojen spiraaliteriä varten käytetään
parittomien läpimitta- arvojen ohjauslevyä, joka
toimitetaan lisävarusteena.
Ohjauslevyn vaihtamista varten irroitetaan pyö-
rivä nappula ( 3.1).
Sen jälkeen voidaan asennettu ohjauslevy pois-
taa ja asentaa sen tilalle toinen ohjauslevy.
7.2 Poraaminen ilma n ohjauslevy ä
Käytettäessä poranteriä joiden läpimitta on suurempi kuin 27 mm maks. 45 mm saakka, voidaan
ohjauslevy poistaa yllä esitetyllä tavalla. Tarpeen
mukaan on mahdollista poistaa myös jouset (5),
ääriasentoputki (6) ja syyyysääriasentorajoittimet
(7. 1 ja 7.2). Tällaisessa tapauksessa menetelkää
erityisen varovasti. Joka tapauksessa suosittelemme alemman ääriasentoonkaan (7.2) käyttöä estämään pyörivien osien tahaton kosketus
materiaalin kanssa. Erityisesti on varottava sitä,
etteivät porakoneen pyörivät osat tai poranterät
joudu kosketuksiin poraustelineen osien kanssa.
35
Page 36

8 Huolto ja kunnossapito
Huolto ja korjaus vain valmistajan teh-
taalla tai huoltokorjaamoissa: katso sinua
lähinnä oleva osoite kohdasta: www.festool.com/Service
EKAT
4
Käytä vain alkuperäisiä Festool- varaosia!
5
3
2
Tilausnumero kohdassa:
1
www.festool.com/Service
- Puhdista kiinnitysosat ja paikat pölystä, roskis-
ta ja lastuista
- Puhdista ohjaustangot epäpuhtauksista rätillä,
varmista ohjaustankojen hyvät liukuominaisuudet levittämällä niille voitelurasvaa tai koneöljyä
- Pidä pohjaleyyn kosketuspinta puhtaana, niin
varmistat täsmällisyyden ja reikien kulmien
tarkkuuden.
Ota huomioo n seuraava:
- Poraustelineeseen valituilla jousilla on tarkoi-
tuksellisesti suurempi välimatka ohjaustangoista. Se ei ole laatuvirhe, vaan päinvastoin
niin saavutetaan paremmat jousien ominaisuudet. Nämä jouset varmistavat pienemmän vastuksen porauksessa.
9 Ympäristö
Sähkötyökaluja ei saa hävittää talousjätteen mukana! Toimita käytöstä poistettu kone, lisätarvik-
keet ja pakkaus ympäristöä säästävään kierrätykseen. Noudata maakohtaisia määräyksiä.
Koskee vain EU-maita: EU-direktiivin 2002/96/
EY mukaan käytöstä poistetut sähkötyökalut ovat
lajiteltavaa jätettä, joka on asianmukaisesti ohjattava ympäristöä säästävään kierrätykseen.
REACh:iin liittyvät tiedot:
www.festool.com/reach
36
Page 37

Original brugsanvisning
1 Tekniske data
Borestativer GD 320 GD 460 GD 460 A
Borets længde maks. 320 mm 460 mm 460 mm
Boredybde maks. 240 mm 380 mm 310 mm
Føringsskive for bor Ø 8, 10, 12 ... 26 mm
Maks. boregennemsnit uden føringsskive 45 mm
Kan vippes under vinkelen - - til 45° uden afbrud
Spændemekanisme for boremaskiner
med spændehals af gennemsnit på
Vægt 2,8 kg 3,2 kg 3,7 kg
Samlet højde 532 mm 672 mm 672 mm
Grundplade 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallelt anslag - indstillelig 8 - 190 mm
- i vinkelret retning - - 25-185 mm
Tilbehør, ikke indeholdt i leveringen Ordre nr.
Føringsskive for spiralbor af gennemsnit på 6,7,9,11 ... 27 mm 621947
Spændejern (4 stykker) til stativets tilspænding 621949
til emnet indtil 105 mm (indtil 127mm hos vippetype)
Konsoller (2 stykker) for tilspænding af spændedele 622471
på stativet indtil emnets bredde på 300 mm
2 Symboler
Advarsel om generel fare
Læs vejledning/anvisninger!
Bortskaffes ikke sammen med kommu-
nalt affald.
Bemærk, tip
holdelse af advarslerne og instrukserne er der
risiko for elektrisk stød, brand og/eller alvorlige
personskader.
Opbevar alle sikkerhedsanvisninger og vejledninger til senere brug.
3 Korrekt anvendelse
Borestativer GD 320, GD 460 er beregnet til præ-
cis boring under præcis vinkel på 90°. Ved hjælp
af føringsskive kan præcist og sikkert føres spiralbor fra Ø 8 til 26 mm, hhv. fra Ø 6 til 27. Uden
føringsskive kan bores til maks. dybde på 45 mm.
To parallele anslag tjener til simpelt placering,
hhv. føring på emnet. Spændedele for stativets
tilspænding kan bestilles som tilbehør. Stativet
kan bruges med alle elektriske boremaskiner
med spændehalsen af gennemsnit på 57 eller 43
mm, som ikke overstiger maksimal drejemoment
på 75 Nm.
Borestativer GD 460 A kan bruges for boring under hvad som helst vinkel fra 90° til 45°.
4 Sikkerhedsanvisninger
OBS! Læs alle sikkerhedsanvisninger og
instrukser. I tilfælde af manglende over-
57/43 mm
- Håndboremaskine danner sammen med stativ
en mekanisme, for hvilken gælder tillige boremaskinens sikkerhedshenvlsninger og brugsvejledninger. Læs derfor også boremaskinens
sikkerhedshenvisninger og brugsvejledninger
omhyggeligt igennem.
- Apparatet skal under arbejde holdes med beg-
ge hænder ved passende håndtag. Der skal
undersøges og sikres før arbejde, at der ikke
kommer til sammenstød af roterende boremaskinens dele med faste borestativets eller emnets dele.
- Før arbejdets begyndelse skal kontrolleres og
sikres, at alle dele, som er beregnet til posi-
tions sikring, tilspænding....osv. er ordentligt
strammede og sikrede.
- Løse splinter, spåner og lignende dele må ikke
fjernes med hånd i apparatets nærhed.
- Hos boremaskiner med drejemoment større
end på 55 Nm skal for ekstrahåndtag altid bruges forlængerdel.
- Emnet skal altid underlægges med et fast un-
derlag og sikres mod dreje- eller glidebevægelser.
37
Page 38

- Vippeborestativer (GD 460 A) skal ved hul-
lers boring under vinkelen sikres mod forrykkelse. Til dette formål anbefales at anvende
spændejern (tilbehør).
- Pas på at De står sikkert og fast under arbejde.
- Ved alle opgaver, som vedrører forberedelse,
montage, ombygning, indstilling, udskiftning
af bor eller pleje og vedligeholdelse, skal boremaskinens stikprop tages ud fra nettet.
5 Betjeningselementer
1 Grundplade
2 Parallel føringslineal
3 Føringsskive for bor
4 Føringsstænger
5 Fjedre
6 Anslagsrør
7 Dybdeanslag
8 Førlngsmuffe
9 Reduktion D 57/43 mm
10 Ekstrahåndtag
11 Forlængerdel til ekstrahåndtag
12 Spændejem
13 Konsoller
14 Skrue for indstilling af vinkelret position
15 Fødder
16 Spændemøtrikker
17 Skala
18 Viser
19 Viserens stramskrue
20 Bøjle
Tilbehør, som er illustreret og beskrevet i
betjenings vejledninger, er ikke altid inteholdt i
leveringen.
De angivne illustrationer fi ndes i tillægget til
brugsanvisningen.
6 Igangsættelse og brug
6.1 Indstilling af føringsskive
I henhold til ønsket borets gennemsnit vælges der
hul i føringsskive og placeres i borets akse (1.1):
knappen (3.1) drejes ca. 5 omdrejninger til ven-
stre, føringsskiven hæves over arretationsstift,
drejes til den ønskede stilling og sænkes tilbage på grundplade.
Pas på, at skiven kommer præcist på arretati-
onsstit. Knappen (3.1) drejes tilbage igen.
6.2 Borets tilspænding
Spiralbor spændes i boremaskinens borepa-
tron og borepatronen strammes fast.
Der må bruges kun spiralbor, som ikke er læn-
gere end borets angivet maksimal længde.
38
6.3 Boremaskinens tilspænding
Hos boremaskiner med spændehalsen
på 43 mm skal bruges reduktionsring.
Reduktionsring placeres på den måde, al: ind-
snit viser mod spændested (8.1).
Boremaskine sættes i muffen og spændeskrue
skrues fast (8.1).
6.4 Indstilling af boredybde
Øverste anslag indstilles ved hjælp af anslags-
ring (7.1) og fæstnes ved hjælp af spændeskrue.
Grænse for øverste anslag kan vælges på den
måde, at boret føres ved hjælp af føringsskiven
og at borets spidse har afstand på 5 -1 0 mm
fra grundplade.
Hermed udelukkes borets samt emnets beskadigelse. Nederste anslagsring (7.2) tjener til at
afgrænse boredybden.
Den ønskede boredybde fastslås ved hjælp
af måling eller ved hjælp af prøvebor, og så
strammes anslagsring (7.2) under muffen.
Anslagsring er af største betydning hvis der bores
fl ere huller på samme dybde.
6.5 Ekstrahåndtag
Ekstrahåndtag (10) kan efter Deres valg monteres
i tre stillinger (jf. tegning). Hos boremaskiner med
drejemoment større end på 55 Nm skal anvendes
forlængerdel (11). Ekstrahåndtaget med forlængerdelen skal altid bruges på muffens forside
(jf- fi gur).
6.6 Boring med parallel føringslineal
Ved brug af begge parallele føringslinealer (2) forøges sikkerhed under arbejde. Tillige arbejdes
mere præcis og spares på tid, hvis der skal bores
fl ere huller på samme afstand fra emnets kant.
De kan vælge enten en parallel føringslineal på
en side eller begge parallele føringslinealer på
begge sider. Parallel føringslineal indstilles enten
i henhold til streg på emnet (visuel kontrol efter
mærkning (1.1) på grundpladen) eller i henhold
til skala på parallel føringsslineal.
Parallel føringsslineal fæstnes i ønskede stil-
ling ved hjælp af spændeskrue (2.1).
Hos vippetype kan føringsslinealen indstilles
også i vinkelret retning (2.2).
6.7 Indstilling af hældningsvinkel (GD 460 A)
Vippeborestativer (GD 460 A) muliggør at bore
skrå under vinkel fra 90° til 45°. Under lodret
boring står skalaens (17) viser (18) på nul.
Før eventuel indstilling af hældningsvinkelen
løsnes begge spændemøtrikker (16).
Nu kan føringsstang vippes til den ønskede
vinkel, som kan fastslås på skalaen (17) med
Page 39

præcis graders opdeling.
Viseren (18) indstilles på den ønskede værdi på
skalaen og så strammes begge spændemøtrikker (16) igen.
PAS PÅ: Er borestativet vippet, skal
grundpladen på emnet med hensyn til
sikkerhed sikres mod glidning. Det bedste er hvis der udnyttes spændedele (tilbehør).
6.8 Korektion af anslagsstilling (GD 460 A)
Hos vippeborestativer er vinkelret stilling indstillet fra fabrikken ved hjælp af anslagsskrue (14).
Skulle den instillede anslagsstilling senere nyindstilles, går man således frem:
Sikringsmøtrik (14.1) og spændemøtrik (16)
løsnes.
Fod (15) rykkes frem til skruehoved (14).
Vinklen ændres til den ønskede stilling ved at
skrue anslagsskrue i den ønskede retning.
Sikringsmøtrik (14.1) og spændemøtrik (16)
strammes igen.
Viseren (18) kan også nyindstilles: skrue (19)
løsnes og hvis viseren er i den ønskede stilling,
skrues den fast igen.
6.9 Borestativets tilspænding
Stativet tilspændes til emnet ved hjælp af spændedele (12). Spændedele kan fæstnes til grundplade (1) .
Spændedelen stikkes nedenfra i hul (1.4) og
spændemøtrik (12.1) skrues ovenfra på og
strammes fast.
Spændedelen strammes ved hjælp af skrue
(12.2) i den ønskede stilling.
Spændedele (ikke indeholdt i leveringen, kan bestilles som tilbehør) bruges altid parvis fra begge
sider. Der anbefales at anvende fi re spændedele.
For emner af størrelse på maksimal 300 mm kan
spændedele fæstnes til konsol (13).
Skruer (13.1) stikkes nedenfra i grundpladens
(1.4) huller.
Konsoller sættes ovenfra på skruer (13.1) og
strammes fast med møtrikker (13.2).
Konsoller (ikke indeholdt i leveringen, kan bestilles som tilbehør) leveres parvis (2 stk). Der er
nødvendigt at passe på at stativets tilspænding
til bjælken foretages mellem to spændejern (12),
som er anbragt på en konsol (opdeling af kræfter
i konsolens længderetning), ikke mellem to konsoller (Jfr. fi g.)
Konsoller er konstrueret således at de kan tilspændes til begge grundtyper af stativer (vinkelret og vippetype) både i længderetning og i vinkelret retning.
7 Boring
- Overbevis Dem, at spiralbor og boremaskine er
godt opspændte, før De begynder med arbejde.
- Hos anslag og føringsskive kontrolleres om de
sidder fast og spændedele vil eventuelt strammes.
- Brug ikke stumpe eller beskadigede bor.
- Apparatet skal holdes med begge hænder un-
der arbejde: en hånd holder ved borestativets
ekstrahåndtag, den anden hånd holder ved
håndtag og boremaskinens afbryder.
- For boring med visuel kontrol efter streg tjener
afmærkning på grundplade (1.2 og 1.3).
7.1 Føringsskive
For spiralbor med lige gennemsnitter bruges
føringsskive, som er indeholdt i leveringen. For
spiralbor med ulige gennemsnitter bruges føringsskive med ulige gennemsnitter, der leveres
som tilbehør.
Føringsskive udskiftes ved at skrue knappen
(3.1) af.
Nu kan den indbyggede føringsskive sættes af
og den anden føringsskive kan sættes på.
7.2 Boring uden føringsskive
For boring med bor af gennemsnit større end på 27
mm til maks. 45 mm kan føringsskive demonteres
(jf- ovennævnte fremgangsmåde). Der kan efter
behov demonteres også fjedre (5), anslagsrør (6)
og dybdeanslag (7.1 og 7.2). I dette tilfælde skal
foregås yderst forsigtigt. Der anbefales i hvert
fald at anvende den nederste anslagsring (7.2)
for at undgå sammenstød af roterende dele med
emnet. Der er frem for alt nødvendigt at passe på,
at boremaskinens roterende dele eller brugte bor
ikke kommer i kontakt med borestativets dele.
8 Service og vedligeholdelse
Kundeservice og reparationer må kun
udføres af producenten eller serviceværksteder: Nærmeste adresse fi nder De
på: www.festool.com/Service
EKAT
4
Brug kun originale Festoolreservedele!
5
3
2
Best.-nr. fi nder De på:
1
www.festool.com/Service
- Spændedeie og spændesteder skal renses for
støv, snavs og splinter.
- Føringsstænger rengøres med klud, gode gli-
deevner sikres ved at smørre føringsstænger
med konsistensfedt eller med maskinolie.
- Grundpladens kontaktfl ader holdes rene, for
derved sikres at hullers vinkler bliver præcise.
39
Page 40

Pas på :
- Der er med vilje, at borestativets valgte fjedre
har større afstand fra føringsstænger. Det er
ingen kvalitativ fejl, hermed opnås tværtimod
bedre egenskaber af fjedre. Disse fjedre garanterer mindre modstand under boringen.
9 Miljø
El-værktøj må ikke bortskaffes med almindeligt
husholdningsaffald! Maskine, tilbehør og embal-
lage skal tilføres en miljøvenlig form for genbrug!
Overhold de gældende nationale regler.
Kun EU: I henhold til det europæiske direktiv
2002/96/EF skal brugt el-værktøj indsamles særskilt og tilføres en miljøvenlig form for genbrug.
Informationer om REACh:
www.festool.com/reach
40
Page 41

Originalbruksanvisning
1 Tekniske data
Tømrerstativ GD 320 GD 460 GD 460 A
Borenes maks. lengde 320 mm 460 mm 460 mm
Borenes maks. dybde 240 mm 380 mm 310 mm
Ledeskivetil bor Ø 8, 10, 12 ... 26 mm
Bonngens maks. diameter uten ledeskive 45 mm
Vipping under en vinkel på - - do 45° fl ytende
Spenning for boremaskiner med spennhals
med en diameter på
Vekt 2,8 kg 3,2 kg 3,7 kg
Total høyde 532 mm 672 mm 672 mm
Grunnplate 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallellamslag - stillbar 8 - 190 mm
- i loddertt retning - - 25-185 mm
Tilbehør, er ikke bestanddel av leveringen Best. Nr.
Ledeskive til spiralbor med en diameter på 6,7,9,11 ... 27 mm 621947
Spennstykker (4 stykker) for stativets spenning 621949
til materialet til 105 mm (til 127mm ved vippbar utførelse)
Konsoller (2 stykker) til å feste spennelementer 622471
på stativet til materialbredden på 300 mm
57/43 mm
2 Symboler
Advarsel mot generell fare
Les anvisning/merknader!
Ikke kommunalt avfall.
Merknad, tips
3 Bruksområde
Borestativer GD 320, GD 460 er bestemt for presi-
se boringer under presis vinkel på 90°. Med hjelp
av ledeskiven er det mulig å lede spiralboret fra Ø
8 til 26 mm, eventuelt fra Ø 6 til 27 mm presist og
sikkert. Uten ledeskiven kan man bore til maks.
45 mm. To parallellanslag tjener til enkel plassering eller ledelse på materialet.
Spennelementer for stativets spenning kan man
bestille som tilbehør. Stativet kan brukes med alle
elektriske boremaskiner med spennhals med en
diameter på 57 eller 43 mm som ikke overstiger
det maksimale dreiemomentet på 75 Nm.
Borestativer GD 460 A kan brukes til boring under
en tilfeldig vinkel i omfang fra 90°til 45°.
4 Sikkerhetsregler
OBS! Les gjennom alle anvisningene. Feil
ved overholdelsen av nedenstående anvisninger
kan medføre elektriske støt, brann og/eller alvorlige skader.
Oppbevar alle sikkerhetsmerknader og anvisninger for fremtidig bruk.
- Ved å forbinde en manuell boremaskin med bo-
restativet oppstår en anordning som også retter seg etter boremaskinens sikkerhetsregler
og veiledning. Les derfor også boremaskinens
sikkerhetsregler og bruksveiledning.
- Anordningen må alltid under arbeid holdes
med begge hender på tilsvarende håndtak. Før
man begynner å arbeide, må man kontrollere
og sikre at det under boring ikke kommer til
noen kollisjon mellom maskinens roterende
deler med borestativets eller materialets faste
deler.
- Før man begynner å arbeide, er det nødvendig å
kontrollere og sikre om alle elementer som er
bestemt for å sikre posisjonen, spenningen,...,
er ordentlig spent og sikret.
- Frie sponer og lignende deler kan ikke fjernes
med hendene under arbeid i nærheten av anordningen.
41
Page 42

- Ved boremaskiner med et dreiemoment over 55
Nm er det alltid nødvendig å bruke en forlengelsesdel til tilleggshåndtaket.
- Materialet må alltid bli underlagt med et fast
underlag og sikret mot å dreie gjennom eller
skli.
- Vippbare borestativer (GD 460 A) må bli sikret
mot forskyvning under boring under vinkel. For
denne hensikten anbefaler vi å bruke spennstykker (tilbehør).
- Pass på sikker og fast stilling under arbeid.
- Under alle arbeider som tjener til forberedelse,
montasje, ombygning, regulering, borutveksling eller vedlikehold og pleie, må man alltid
trekke boremaskinens støpsel ut av nettet.
5 Maskinelementer
1 Grunnplate
2 Parallell føringsskinne
3 Ledeskive til bor
4 Ledestanger
5 Fjærer
6 Anslagsrør
7 Dybdeanslag
8 Ledemuffe
9 Reduksjon D 57/43 mm
10 Tilleggshåndtak
11 Tilleggshåndtakets ansats
12 Spennstykker
13 Konsoller
14 Skrue for regulering av loddretthet
15 Føtter
16 Spennmutrer
17 Skala
18 Viser
19 Viserens spennskrue
20 Bøyle
Tilbehør som er beskrevet og illustrert i bruksanvisningen inngår ikke alltid i leveransen.
De oppgitte illustrasjonene fi nnes fremst i bruksanvisningen.
6 Igangsetting og bruk
6.1 Stilling av ledeskive
Ifølge den ønskede bordiameteren velges en åpning i ledeskiven og plasseres i boreaksen (1.1):
dreie med dreieknappen (3.1) ca. med 5 omdrei-
ninger til venstre, heve ledeskiven opp overfor
arretasjonspinnen, dreie i den ønskede posisjonen og senke igjen på grunnplaten. Passe
på at skiven passer inn på arretasjonspinnen.
Trekke dreieknappem fest igjen (3.1).
42
6.2 Borets spenning
Spenne spiralboret i boremaskinens patron og
trekke patronen fest.
Man kan bruke bare spiralbor med en lengde
som ikke overstiger borets oppgitte maksimale
lengde.
6.3 Boremaskinens spenning
Bruke reduksjonsring ved boremaskinene
med klemmhals med en diameter på 43
mm.
Plasser reduksjonsringen slik at innsnittet vi-
ser til spennpunktet (8.1).
Stille boremaskinen opp i muffen og trekke
spennskruen fest (8.1).
6.4 Innstilling av boringens dybde
Anslagets øvre grense stilles inn med hjelp
av en anslagsring (7.1) og trekkes fest med
spennskruen.
Posisjonen til det øvre anslaget kan velges slik
at boret ledes gjennom ledeskiven og borets
spiss har en avstand på ca. 5 -1 0 mm overfor
grunnplatens fl ate.
På denne måte utelukkes borets og materialets
skader. Den nedre anslagsring (7.2) tjener til å
innskrenke boringens dybde.
Finne ut boringens ønskede dybde ved måling
eller ved prøveboring og trekke fest anslags-
ringen (7.2) under muffen.
Anslagsringen er av betydning særlig hvis man
borer fl ere åpninger med samme dybde.
6.5 Tilleggshåndtak
Tilleggshåndtaket (10) kan etter valg bli montert
i tre posisjoner (se skissen). Ved boremaskinene
hvis maksimale dreiemoment overtrer 55 Nm,
brukes foriengelsesdelen (11). Bruk tilleggshåndtaket med foriengelsesdelen alltid på muffens
fremre side (se bildet).
6.6 Boring med parallell føringsskinne
Begge parallelle føringsskinner (2) øker arbeidssikkerhet. Samtidig økes nøyaktighet og spares
tid når det er nødvendig å bore fl ere åpninger i
samme avstand fra materialets kant. Etter valg
kan man bruke enten en parallell føringsskinne
på en side eller begge parallelle føringsskinner
på begge sider. Parallell føringsskinne stilles inn
enten etter strekmålet på materialet (visuell kontroll ifølge betegnelsen (1.1) på grunnplaten) eller
etter skalaen på den parallelle føringsskinnen.
Den parallelle føringsskinnen trekkes fest i den
ønskede posisjonen med hjelp av en spenn-
skrue (2.1).
Ved vippbar utførelse er det også mufi g å stille
Page 43

linjalen i loddrett retning (2.2).
6.7 Innstilling av vippingens vinkel (GD 460
A)
Vippbare borestativer (GD 460 A) muliggjør skjeve
boringer under en vinkel med omfanget fra 90° til
45°. Ved vertikale boringer viser viseren (18) på
skalaen (17) til null.
Før eventuell innstilling av vippevinkelen løses
begge spennmutrer (16).
Nå er det mulig å vippe ledestanger til den øn-
skede vinkelen.
Denne vinkelen kan man fi nne ut på skalaen
(17) med nøyaktig graddeling.
Viseren (18) stilles inn på den ønskede verdien
på skalaen og etterpå trekkes begge spennmutrer (16) fest igjen.
OBS: Er borestativet vippet ut, er det av
sikkerhetsmessige grunner nødvendig å
sikre grunnplaten på arbeidsstykket mot
å skli. En ideell spennmåte er å utnytte
spennelementer (tilbehør).
6.8 Korreksjon av anslagsposisjon (GD 460
A)
Ved vippbare borestativer er den loddrette posisjonen innstillt fra produksjonsbedriften med en
anslagsskrue (14). Hvis det senere blir nødvendig å regulere den innstillte anslagsposisjonen,
handler man på følgende måte:
Løse sikringsmutteren (14.1) og spennmutte-
ren(16).
Slå foten (15) inn på skruehodet (14).
Ved å dreie anslagsskruen om i ønskede ret-
ning forandres vinkelen til ønskelig posisjon.
Trekke sikringsmutteren (14.1) og spennmut-
teren (16) fest igjen.
Viseren (18) kan også stilles om etter å ha løst
skruen (19) og den må skrues fest igjen i den
ønskende posisjonen.
6.9 Spenning av borestativet
Til å spenne stativet på materialet tjener spennelementer (12). Man kan feste dem på grunnplaten (1).
Skyv spennelementet nedenfra inn i åpningen
(1.4) og skrue påspennmutteren (posisjon 12.1)
ovenfra og trekk den fest.
Trekke fest i den ønskende posisjonen ved hjelp
av en skrue (12.2).
Spennelementer (ikke bestanddel av leveringen,
kan bestilles som tilbehør) brukes alltid i par på
begge sider. Vi anbefaler å bruke fi re spennelementer. Når det gjelder materialer med maks.
dimensjon på 300 mm, kan spennelementer være
festet på konsollen (13).
Skyv skruene (13.1) nedenfra til åpningene i
grunnlaget (1.4).
Still konsollene ovenfra på skruene (13.1) og
trekk fest med mutrene (13.2).
Konsollene (de er ikke del av leveringen, kan bestilles som tilbehør) blir bestilt som et par (2 stykker). Det er nødvendig å passe på at stativet blir
spent på bjelken mellom to spennstykker (12) som
er plassert på en konsolle (plassering av krefter
i konsollene avlange retning), og ikke mellom to
konsoller (se bildet). Konsollene er konstruert
slik at det er mulig å spenne dem på begge grunntyper pa stativer (loddrett og vippestativ) i avlang
og loddrett retning.
7 Boring
- Før man begynner å bore, må man forvisse seg
om at spiralboret og boremaskinen er spent
fest.
- Kontroller anslagene og ledeskiven om de er
plassert fest og spenn eventuelt spennelementene.
- Arbeid ikke med sløve og skadete bor.
- Arbeid under boringen alltid slik at dere holder
anordningen med begge hender: med en hånd
på tilleggshåndtaket til borestativet, med andre
hånd på boremaskinens håndtak og bryter.
- Til boring med visuell kontroll ifølge strekmålet
tjener betegnelsen på grunnplaten (1.2 og 1.3).
7.1 Ledeskiven
Til spiralbor med pardiametrer brukes ledeskive
som er bestanddel av leveringen. Til spiralbor
med odde diametrer brukes ledeskive med odde
diametrer som blir levert som tilbehør.
Vil man veksle ut ledeskiven, skrues dreieknap-
pen av (3.1).
Etterpå kan man ta av den monterte ledeskiven
og stille opp en ny ledeskive.
7.2 Borarbeid uten ledeskive
Arbeider man med bor med en større diameter
enn 27 mm til maks. 45 mm, kan ledeskiven demonteres etter den ovennevnte fremgangsmåten. Blir det nødvendig, kan man også demontere
fjærene (5), anslagsrøret (6) og dybdeanslagene
(7.1 og 7.2). I dette tilfellet må man handle særlig
forsiktig. Det anbefales å bruke den nedre
anslagsringen (7.2) alltid som sikring mot uønsket
kontakt mellom de roterende delene og materialet. Man må først og fremst passe på at boremaskinens rotasjonsdeler eller brukte bor ikke
kommer i kontakt med borestativets deler.
43
Page 44

8 Service og vedlikehold
Kundeservice og reparasjoner skal kun
utføres av produsenten eller serviceverksteder: Du fi nner nærmeste adresse under: www.festool.com/Service
EKAT
4
Bruk kun originale Festoolreservedeler!
5
3
2
Best.nr. fi nner du under:
1
www.festool.com/Service
- Fjern støv, urenheter og sponer av spennele-
menter og spennsteder.
- Fjern urenheter av ledestanger med en klut,
sikre gode skliegenskaper ved å bruke smørefett eller maskinolje på ledestanger.
- Hold grunnplatens kontaktfl ater i renhet for å
garantere nøyaktighet og presisjon av åpningenes vinkler.
Pass på følgende:
- Borestativets valgte fjærer har helt bevisst en
større avstand fra ledestanger. Det er ikke et
tegn på manglende kvalitet, tvert imot - så oppnås en bedre fjærkarakteristikk. Disse fjærene
sikrer mindre motstand under boring.
9 Miljø
Kast aldri elektroverktøy i husholdningsavfallet! Sørg for miljøvennlig gjenvinning av apparat,
tilbehør og emballasje! Følg bestemmelsene som
gjelder i ditt land.
Kun EU: I henhold til EU-direktiv 2002/96/EF
må elektroverktøy som ikke lenger skal brukes,
samles separat og returneres til et miljøvennlig
gjenvinningsanlegg.
Informasjon om REACh:
www.festool.com/reach
44
Page 45

Manual de instruções original
1 Dados técnicos
Suporte de marceneiro GD 320 GD 460 GD 460 A
Comprimento máximo das brocas 320 mm 460 mm 460 mm
Profundidade máxima de perfuração 240 mm 380 mm 310 mm
Disco de guia para brocas Ø 8, 10, 12 ... 26 mm
Diâmetro máximo de perfuração sem disco de guia 45 mm
Ângulo de inclinação - - até 45° continuamente
Fixação para furadeiras com gargalo de fi xação de diâmetro 57/43 mm
Peso 2,8 kg 3,2 kg 3,7 kg
Altura total 532 mm 672 mm 672 mm
Chapa de base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Tope paralelo - ajustável 8 - 190 mm
- na direcção vertical - - 25-185 mm
Acessórios, não fazem parte da entrega Encomenda n.°
Disco de guia para brocas espirais de diâmetro 6,7,9,11 ... 27 mm 621947
Prensas (4 peças) para fi xação da máquina 621949
ao material até 105 mm (até 127 mm se for execução inclinável)
Consolas (2 peças) para prender os elementos de fi xação 622471
ao suporte para materiais com uma largura até 300 mm
2 Símbolos
Perigo geral
Ler indicações/notas!
Não pertence ao resíduo comunal.
Nota, conselho
3 Utilização conforme as disposições
Os suportes de furadeira GD 320, GD 460 destinam-se a perfurações precisas sob o ângulo rigoroso de 90°. O disco de guia possibilita a condução
precisa e segura das brocas espirais de Ø 8 até
26 mm, eventualmente de Ø 6 até 27 mm. Sem
disco de guia é possível fazer perfurações no máximo até 45 mm. Os dois topes paralelos servem
para a colocação simples, eventualmente, para a
condução do material. Os elementos de fi xação
para fi xação do suporte podem ser encomendados como acessórios. O suporte pode ser utilizado
com todos os tipos de furadeiras eléctricas com
gargalo de fi xação de diâmetro de 57 ou 43 mm
e com o momento de torque máximo de 75 Nm.
Os suportes de furadeira GD 460 A podem ser
utilizados para perfuração sob o ângulo arbitrário
na extensão de 90° até 45°.
4 Indicações de segurança
ATENÇÃO! Leia todas as indicações de segurança e instruções. O desrespeito das
advertências e instruções pode ocasionar choques eléctricos, incêndios e/ou ferimentos graves.
Guarde todas as indicações de segurança e instruções para futura referência.
- Ligação da furadeira manual com o suporte da
furadeira compreende uma instalação com as
mesmas indicações e o mesmo modo de emprego válidos para a furadeira. Por isso, leia
também as indicações de segurança e o modo
de emprego válidos para a furadeira.
- Durante o trabalho, segure sempre a instalação
com as duas mãos nas respectivas manivelas.
Antes do início do trabalho verifi que e assegure
que durante a perfuração não ocorra nenhuma
colisão das partes rotatórias da máquina com
as partes fi xas do suporte de furadeira ou do
material.
- Antes do início do trabalho verifi que e assegure
que todos os elementos destinados a segurar a
posição, fi xar etc. sejam devidamente apertados e segurados.
- Não remova à mão as lascas, aparas soltas e
outros desperdícios idênticos na proximidade
da máquina durante o trabalho.
45
Page 46

- No caso de furadeiras com o momento de tor-
que superior a 55 Nm deve ser utilizada, para a
manivela adicional, a parte extensível.
- O material deve ser sempre sotoposto por um
calço e assegurado contra qualquer giração ou
deslizamento.
- Os suportes inclináveis de furadeira (tipo A)
devem ser assegurados, durante a perfuração
sob o ângulo, contra o avanço. A este fi m recomendamos usar as prensas (acessórios).
- Durante o trabalho, garanta um posicionamen-
to fi rme e seguro.
- Ao executar qualquer tipo de trabalho que ser-
ve à preparação, montagem, reconstrução,
ajustagem, mudança de brocas ou manutenção
é necessário retirar o bujão de contacto da furadeira da rede.
5 Elementos de comando
1 Chapa de base
2 Guia paralelo
3 Disco de guia para brocas
4 Barras de guia
5 Molas
6 Cano de tope
7 Topes de profundidade
8 Braçadeira de guia
9 Redução D 57/43 mm
10 Manivela adicional
11 Peça anexa da manivela adicional
12 Prensas
13 Consolas
14 Parafuso para ajustagem da verticalidade
15 Placas de apoio
16 Porca tensora
17 Escala
18 Indicador
19 Parafuso de tensão do indicador
20 Estribo
Os acessórios ilustrados e descritos nas instruções de serviço nem sempre são abrangidos pelo
conjunto de fornecimento!
As fi guras indicadas encontram-se no início do
manual de instruções.
6 Funcionamento e emprego
6.1 Ajustagem do disco de guia
Segundo o diâmetro da broca requerido escolha
a abertura no disco de guia e coloque-a no eixo
da broca (1.1):
gire o botão giratório (3.1) cerca de 5 rotações
para a esquerda, eleve o disco de guia sobre
o pino retentor, gire até à posição requerida e
46
deixe de novo recair na chapa de base.
Dê atenção que o disco caia no pino retentor.
Aperte de novo o botão giratório (3.1).
6.2 Fixação da broca
Fixe a broca espiral ao mandril da furadeira e
aperte o mandril.
Só podem ser utilizadas as brocas espirais de
um comprimento que não ultrapasse o comprimento máximo da broca indicado.
6.3 Fixação da furadeira
Para furadeiras com gargalo de fi xação
de diâmetro de 43 mm utilize um anel de
redução.
Coloque o anel de redução de tal modo que o
entalhe esteja virado para o lugar de fi xação
(8.1).
Insira a furadeira na braçadeira e aperte o pa-
rafuso de fi xação (8.1)
6.4 Ajustagem da profundidade da perfuração
Um limite superior do tope ajusta-se por meio
do anel de tope (7.1) e aperta-se pelo parafuso
de fi xação.
A posição do tope superior pode ser escolhi-
da de modo que a broca seja conduzida pelo
anel de guia e o ponto da broca se encontre
distanciado cerca de 5 -10 mm da superfície
da chapa de base.
Deste modo será eliminada uma danifi cação da
broca e do material. O anel de tope inferior (7.2)
serve para delimitar a profundjdade da perfuração.
Verifi que a profundidade de perfuração reque-
rida pela medição ou por uma perfuração de
ensaio e aperte o anel de tope (7.2) debaixo da
braçadeira.
O anel de tope é aplicável sobretudo quando perfurar mais aberturas de igual profundidade.
6.5 Manivela adicional
A manivela adicional (10) pode ser montada segundo a escolha em três posições (ver a fi gura).
Para as furadeiras cujo momento de torque ultrapassa 55 Nm utilize a peça anexa (11).
Utilize a manivela adicional com peça anexa na
parte dianteira da braçadeira (ver a fi gura).
6.6 Perfuração com guia paralelo
Ambos os guias paralelos (2) aumentam a segurança de trabalho. Ao mesmo tempo aumenta-se
a precisão e poupa-se tempo quando é necessário
perfurar mais aberturas à mesma distância da
aresta do material. É possível aproveitar, segundo
a escolha, quer um guia paralelo num lado, quer
Page 47

dois guias paralelos nos dois lados. O guia paralelo ajusta-se ou segundo um traço no material (o
controle visual segundo a indicação (1.1) na chapa
de base) ou segundo a escala no guia paralelo.
O guia paralelo aperta-se na posição requerida
por meio do parafuso de fi xação (2.1).
Em caso de execução inclinávei, o guia paralelo
pode ser ajustado também na direcção vertical
(2.2).
6.7 Âjustagem do ângulo da inclinação (GD
460 A)
Os suportes de furadeira inclináveis (GD 460 A)
possibilitam executar as perfurações oblíquas sob
o ângulo na extensão de 90° até 45°. No caso de
perfurações oblíquas, o indicador (18) indica na
escala (17) a posição zero.
Antes da eventual âjustagem do ângulo de in-
clinação, desaperte ambas as porcas tensoras
(16).
Só então é possível inclinar as barras de guia
no ângulo requerido.
Este ângulo pode ser venfi cado na escala (17)
com graduação precisa.
Ajuste o indicador (18) à posição requerida na
escala e depois aperte de novo as porcas tensoras (16).
ATENÇÃO: Se o suporte for inclinado, é
preciso, por razões de segurança, assegurar a chapa de base contra o deslizamento. Um modo de fi xação ideal compreende o aproveitamento dos elementos
de fi xação (acessórios).
6.8 Correcção da posição de tope (GD 460 A)
Nos suportes de furadeira inclináveis, a posição
vertical é ajustada, de fabrico, pelo parafuso de
tope (14). Se a posição ajustada tiver de ser posteriormente reacertada, proceda de modo seguinte:
Desaperte a porca de segurança (14.1) e a por-
ca tensora (16).
Fixe a placa de apoio (15) à cabeça do parafuso
(14).
Pela rotação do parafuso de tope na direcção
requerida, mude o ângulo para a posição necessária.
Reaperte a porca de segurança (14.1) e a porca
tensora (16).
O indicador (18) pode ser também colocado
noutra posição depois de desaparafusar o parafuso (19) que, uma vez na posição requerida,
deve ser de novo fi rmemente aparafusado.
6.9 Fixação do suporte de furadeira
Para a fi xação do suporte ao material servem os
elementos de fi xação (12). Estes podem ser fi xa-
dos à chapa de base (1).
Insira o elemento de fi xação por baixo na aber-
tura (1.4), aparafuse por cima a porca tensora
(posição 12.1) e aperte-a.
Por meio do parafuso (12.2) aperte na posição
requerida.
Os elementos de fi xação (não fazem parte da entrega, podem ser encomendados como acessórios) são sempre utilizados aos pares um de cada
lado. Recomendamos utilizar quatro elementos
de fi xação. Para os materiais de dimensão máxima até 300 mm, os elementos de fi xação podem
ser fi xados na consola (13).
Insira os parafusos (13.1) pela parte inferior do
orifício na base de suporte (1 .4).
Posicione as consolas nos parafusos (13.1) por
de cima e ajuste pelas porcas (13.2).
As consolas (não são parte integrante do equipamento básico, podem ser encomendadas como
acessórios) são oferecidas em pares (2pcsú). Cuide de que o ajustamento do suporte na trave seja
feito no espaço entre duas placas de ajustamento
(12) situadas numa so mísula (garantia de divisão
de forcas no sentido longitudinal da consola) e
nunca entre duas consolas (vede fi gura). As consolas são construídas de forma a serem ajustadas nos dois tipos básicos de suportes (vertical
e inclinável) e isso quer no sentido longitudinal,
quer no sentido vertical.
7 Perfuração
- Antes do início da perfuração, verifi que se a
broca espiral e a furadeira se encontram fi xas.
- Verifi que se os topes e o disco de guia estão fi r-
memente assentes e, eventualmente, aperte os
elementos de fi xação.
- Não trabalhe com brocas sem gume ou danifi -
cadas.
- Durante a perfuração, segure a instalação com
as duas mãos: com uma mão na manivela adicional do suporte de furadeira e com outra mão
na manivela e na chave da furadeira.
- A indicação na chapa de base (1.2 e 1.3) serve
de controle visual, segundo o traço, para a perfuração.
7.1 Disco de guia
Para as brocas espirais com diâmetros pares utiliza-se um disco de guia que faz parte da entrega.
Para as brocas espirais com diâmetros ímpares
utiliza-se o disco de guia com diâmetros ímpares
fornecido como acessórios. Se precisar mudar o
disco de guia, desaparafuse o botão giratório (3.1).
Depois é possível retirar o disco de guia montado
47
Page 48

e colocar outro disco de guia.
7.2 Perfurações sem disco de guia
Para os trabalhos com brocas de diâmetro superior a 27 mm e até 45 mm no máximo, o disco
de guia pode ser desmontado segundo o procedimento acima mencionado. Se for necessário, é
possível desmontar também as molas (5), o cano
de tope (6) e topes de profundidade (7.1 e
7.2). Neste caso proceda com muita cautela. Recomenda-se em qualquer caso utilizar o anel de
tope inferior (7.2) como fi xador contra o contacto
involuntário das partes em rotação com o material. É preciso ter cautela especial para que as
partes rotatórias da furadeira ou as brocas utilizadas não entrem em contacto com as peças do
suporte da furadeira.
8 Manutenção e reparação
Serviço Após-venda e Reparação apenas
através do fabricante ou das ofi cinas de
serviço: endereço mais próximo em:
www.festool.com/Service
EKAT
4
Utilizar apenas peças sobresselentes ori-
5
3
2
1
ginais da Festool! Referência em:
www.festool.com/Service
- Limpe os elementos de fi xação e os lugares de
fi xação de poeiras, sujidade e serradura.
- Limpe as barras de guia com um pano e asse-
gure uma boa qualidade de deslizamento lubrifi cando as barras de guia com a graxeira de
lubrifi cação ou com óleo para máquinas.
- Mantendo limpas as superfícies de assento da
chapa de base garante-se a exactidão e precisão dos ângulos das aberturas.
Cuide do seguinte:
- As molas escolhidas do suporte da furadeira
são de propósito mais distanciadas das barras
de guia. Nâo se trata de nenhuma falta da qualidade, pelo contrário, deste modo conseguimos
melhor característica das molas. Estas molas
garantem menor resistência na perfuração.
9 Meio ambiente
Não deite as ferramentas eléctricas no lixo doméstico! Encaminhe a ferramenta, acessórios e
embalagem para um reaproveitamento ecológico!
Nesse caso, observe as regulamentações nacionais em vigor.
Apenas países da UE: De acordo com a Directiva
Europeia 2002/96/CE, as ferramentas electrónicas usadas devem ser recolhidas separadamente
e ser sujeitas a uma reciclagem que proteja o
meio ambiente.
Informações sobre REACh:
www.festool.com/reach
48
Page 49

Оригинал Руководства по эксплуатации
1 Технические данные
Плотницкая стойка GD 320 GD 460 GD 460 A
Максимальная длина сверла 320 мм 460 мм 460 мм
Максимальная глубина сверления 240 мм 380 мм 310 мм
Ведущий диск для сверла Ø 8, 10, 12 ... 26 мм
Максимальный диаметр сверления без ведущего диска 45 мм
Угол наклона - - до 45° плавно
Крепление для сверлильных машин с зажимной
шейкой диаметром
Масса 2,8 кг 3,2 кг 3,7 кг
Общая высота 532 мм 672 мм 672 мм
Основание 185 x 172 мм 185 x 172 мм 207 x 172 мм
Параллельный упор - регулируемый 8 - 190 мм
- в перпендикулярном направлении - - 25-185 мм
Принадлежности не являются составной частью поставки №зак .
Ведущий диск для спирального сверла диаметром 6,7,9,11 ... 27 мм 621947
Части крепежа (4 шт.) для крепления станины 621949
для материала до 105 мм (до 127 мм у наклонного исполнения)
Кронштейны (2 шт.) для крепления частей крепежа 622471
на станине до ширины материала 300 мм
2 Символы
Предупреждение об общей опасности
Соблюдайте Руководство по эксплуата-
ции/инструкции!
77
ME
Не имеет место в коммунальных отхода.
Пошаговая инструкция
не превышает 75 Nm.
Сверлильные стойки GD 460 А можно применять
для сверления под любым углом в диапазоне с
90°по 45°.
4 Указания по технике безопасно-
технике безопасности и рекомендации. Ошиб-
ки при соблюдении приведенных указаний и
рекомендаций могут привести к поражению
электрическим током, пожару, и/или вызвать
тяжелые травмы. Сохраняйте все указания по
технике безопасности и Руководства по эксплуатации в качестве справочного материала.
3 Применение по назначению
Плотницкие стойки GD 320, GD 460 предназна-
чены для прецизионного сверления под углом
90°. С помощью ведущего диска возможно прецизионно и безопасно применять спиральные
сверла с Ø 8 до 26 мм, или же с Ø 6 до 27 мм. Без
ведущего диска возможно сверлить макс, до 45
мм. Два параллельных упора предназначены
для простого расположения, или же перемещения материала. Части крепежа для закрепления станины необходимо заказать в виде
принадлежностей. Станину можно применять
со всеми электрическими сверлильными машинами с зажимной шейкой диаметром 57 или 43
мм, максимальный крутящий момент которых
57/43 мм
сти
ВНИМАНИЕ! Прочтите все указания по
- При соединении ручной сверлильной ма-
шины со сверлильной стойкой образуется
устройство, для которого также действуют
правила безопасности и инструкции сверлильной стойки. Прочитайте также правила
безопасности и инструкцию по эксплуатации
сверлильной машины.
- Во время работы необходимо удерживать
устройство двумя руками в предназначенных
для этого местах /рукоятках/. До начала работы необходимо проверить, и убедиться в том,
что в процессе сверления не произойдет касание вращающихся частей станка с неподвижными деталями сверлильной стойки или
материалом.
49
Page 50

- До начала работы необходимо проверить, и
убедиться в том, что все элементы, которые
предназначены для закрепления позиции,
крепления ... как следует подтянуты и фиксированы.
- Образующуюся в процессе работы стружку, и
похожие части, запрещается удалять рукой в
непосредственной близости от устройства.
- У сверлильных машин с крутящим моментом
выше чем 55 Nm необходимо для дополнительной рукоятки применять насадку.
- Под материал необходимо установить непод-
вижную прокладку и зафиксировать против
прокручивания или смещения.
- Наклонные сверлильные стойки (GD 460 А)
необходимо во время сверления отверстий
под углом, зафиксировать от смещения. Для
данной цели рекомендуется применять части
крепежа (принадлежности).
- Во время работы соблюдайте безопасную и
устойчивую позицию.
- Во время работы для подготовки сборки, пе-
реоборудования, смены сверла или обслуживания, необходимо отсоединить устройство
от источника электрической энергии.
5 Элементы инструмента
1 Основание
2 Параллельная направляющая
3 Ведущий диск для сверла
4 Направляющие штанги
5 Пружины
6 Упорная труба
7 Глубинные упоры
8 Направляющая муфта
9 Редукция Д 57/43 мм
10 Дополнительная рукоятка
11 Насадка дополнительной рукоятки
12 Части крепежа
13 Кронштейны
14 Винт для установки перпендикулярно-
сти
15 Пятки
16 Крепежная гайка
17 Шкала
18 Указатель
19 Затяжной винт указателя
20 Стремя
Не все изображенные или описанные принадлежности входят в комплект поставки.
Иллюстрации находятся в начале Руководства
по эксплуатации.
50
6 Введение в эксплуатацию и при-
менение
6.1 Установка ведущего диска
В соответствии с требуемым диаметром сверла
выбрать отверстие в ведущем диске и установить в его ось сверла (1.1):
поворотную кнопку (3.1) повернуть на 5 обо-
ротов влево, поднять ведущий диск выше
арретировочного пальца, повернуть в требуемую позицию и опустить обратно на основную плиту.
Следить за тем, чтобы диск заскочил на арре-
тировочный палец. Поворотную кнопку (3.1)
опять подтянуть.
6.2 Закрепление сверла
Закрепить спиральное сверло в патрон свер-
лильной машины и патрон подтянуть.
Разрешено применять спиральные сверла
длиной, которая не превышает указанную
максимальную длину сверла.
6.3 Закрепление сверлильной машины
У сверлильных машин с зажимной шей-
кой диаметром 43 мм применять переходное кольцо.
Переходное кольцо установить так, чтобы
просечка указывала в направлении места
закрепления (8.1).
Установить сверлильную машину в патрон и
подтянуть крепежный винт (8.Т).
6.4 Установка глубины сверления
Верхний предел упора установить с помощью
упорного кольца (7.1) и подтянуть крепежным
винтом.
Позицию верхнего упора можно выбрать так,
чтобы сверло было ведено направляющим
диском, и вершина сверла находилась на
расстоянии 5 -10 мм над поверхностью ос-
нования.
Таким образом предотвращаем повреждение
сверла и материала. Нижнее упорное кольцо
(7.2) предназначено для ограничения глубины
сверления.
Требуемую глубину сверления установить из-
мерением или испытательным сверлением и
подтянуть упорное кольцо (7.2) под патроном.
Упорное кольцо эффективно, прежде всего, при
сверлении большого количества отверстий одинаковой глубины.
6.5 Дополнительная ручка
Дополнительную ручку (10) в соответствии с
требованием возможно установить в трех позициях (см. эскиз). У сверлильных машин, мак-
Page 51

симальный крутящий момент которых выше чем
55 Nm, применить насадку (11). Применяйте дополнительную ручку с насадкой всегда на фронтальной стороне (см. изображение) патрона.
6.6 Сверление с параллельной направляющей
Обе параллельные направляющие (2) повышают безопасность труда. Одновременно повышается точность, и экономиться время в случае,
если необходимо сверлить несколько отверстий
находящихся на одинаковом расстоянии
от грани материала. В соответствии с требованием возможно использовать или одну параллельную направляющую или в соответствии с
отметкой на материале (визуальный контроль
в соответствии с обозначением (1.1) на основании) или в соответствии со шкалой на параллельной направляющей.
Параллельную направляющую подтянуть в
требуемой позиции с помощью крепежного
винта (2.1).
У наклонного исполнения возможно устано-
вить линейку и в перпендикулярном направлении (2.2).
6.7 Установка угла наклона (GD 460 A)
Наклонные сверлильные стойки (GD 460 А) позволяют наклонное сверление под углом в диапазоне с 90° до 45°. При вертикальном сверлении указатель (18) на шкале (17) показывает
на нуль.
Для необходимой установки угла наклона
ослабить обе крепежные гайки (16) Теперь
возможно установить управляющие штанги
на требуемый угол.
Данный угол указан на шкале (17) с точным
разделением на степени.
Указатель (18) установить на требуемую ве-
личину на шкале и потом опять обе крепежные гайки (1 б) подтянуть.
ОСТОРОЖНО: Во время наклона свер-
лильной станины необходимо, в соответствии с правилами безопасности,
основание на обрабатываемой детали
зафиксировать от смещения. Идеальный способ закрепления - применение
частей крепежа (принадлежности).
6.8 Коррекция положения упора (GD 460 A)
Перпендикулярная поверхность наклонных
сверлильных стоек установлена на заводе-изготовителе винтом упора (14). Если необходимо
дополнительно корректировать установленное
положение, то необходимо указанное сделать
следующим способом:
Ослабить стопорную гайку (14.1) и зажимную
гайку (16).
Пятку (15) установить до упора головки винта
(14).
Поворотом упорного винта в требуемом на-
правлении изменить угол в требуемое положение Стопорную гайку (14.1) и зажимные
гайки (16) подтянуть.
Указатель (18) возможно также корректиро-
вать после ослабления винта (19) и в требуемом положении необходимо его зафиксировать.
6.9 Закрепление сверлильной станины
Для закрепления станины на материале предназначены крепежные части (12). Указанные
возможно закрепить на основание (1).
Крепежную часть снизу установить в отвер-
стие (1.4), сверху навинтить зажимную гайку
(12.1) и её подтянуть.
С помощью винта (12.2) в требуемом поло-
жении.
Зажимные элементы (не входят в состав поставки, их можно заказать в виде принадлежностей)
применяются всегда в паре с обеих сторон.
Рекомендуется применять четыре зажимных
элемента. Для материалов до максимального
размера 300 мм крепежные элементы установить на кронштейне (13).
Винты (13.1) установить снизу в основание
(1.4).
Консоли установить сверху на винты (13.1) и
подтянут гайками (13.2).
Консоли (не входят в поставку, их можно заказать в виде принадлежностей) предлагаются в
паре (2 шт). Необходимо следить за тем, чтобы
закрепление станины на балку было осуществлено между двумя прихватами (12) расположенными на одной консоли (распределение
сил в продольном направлении консоли), и ни
в коем случае между двумя консолями (см. изображение). Консоли конструированы так, что
их возможно закрепить на оба основных типа
станин (перпендикулярный и наклоняемый) в
продольном и перпендикулярном направлении.
7 Сверление
- До начала сверления убедитесь, что спи-
ральное сверло и сверлильная машина неподвижно закреплены.
- Проверьте упоры и ведущий диск, и если не-
обходимо, то подтяните крепежные элементы.
51
Page 52

- Не работать с тупыми или дефектными свер-
лами.
- Во время сверления необходимо удерживать
устройство обеими руками: одной рукой за
дополнительную ручку сверлильной станины,
другая рука на рукоятке и выключателе сверлильной машины.
- Для сверления с визуальным контролем в
соответствии с отметкой предназначено обозначение на основании (1. 2 и 1.3).
7.1 Ведущий диск
Для спиральных сверл с четными диаметрами
применяется ведущий диск, который входит в
состав поставки. Для спиральных сверл с нечетными диаметрами применяется ведущий
диск с нечетными диаметрами, который поставляется в виде принадлежностей.
При смене ведущего диска отвинтить пово-
ротную кнопку (3.1).
После этого можно установленный ведущий
диск снять и установить другой ведущий
диск.
7.2 Сверлильные работы без ведущего
диска
Для работы со сверлами диаметром больше
чем 27 мм до макс. 45 мм можно ведущий диск
демонтировать в соответствии с выше указанной инструкцией. В соответствии с требованием можно также демонтировать пружины (5),
упорную трубу (6) и глубинные упоры (7.1 и 7.2).
В данном случае вести себя очень осторожно.
Рекомендуем всегда применить нижнее упорное кольцо (7.2) в виде предохранителя, чтобы
не соприкоснуться с движущей частью и материалом. Необходимо смотреть за тем, чтобы
движущиеся части сверлильной машины или
примененные сверла не касались частей сверлильной станины.
8 Техническое обслужи вание и те-
кущий ремонт
Сервисное обслуживание и ремонт
только через фирму- изготовителя или
в наших сервисных мастерских: адрес
ближайшей мастерской см. на
www.festool.com/Service
EKAT
4
Используйте только оригинальные за-
5
3
2
1
пасные части Festool! № для заказа на:
www.festool.com/Service
- Элементы зажима и места зажима очищать
от пыли, грязи и опилок.
- Чистить тряпкой направляющие штанги от
грязи.
- Обеспечить нанесением смазочного жира
или пищевого масла на направляющие штанги хорошие свойства скольжения.
- Поверхности прикосновения основания со-
блюдать в чистоте, этим обеспечивается точность углов отверстий.
Соблюдать следующее:
- Выбранные пружины сверлильной машины
имеют большую дистанцию от направляющих
штанг. Указанное не является качественным
недостатком, наоборот, этим достигаем лучшей характеристики пружин. Указанные пружины обеспечивают меньшую сопротивляемость во время сверления.
9 Опасность для окружающей сре-
ды
Не выбрасывайте электроинструменты вместе
с бытовыми отходами! Передайте инструмент,
оснастку и упаковку для экологичной утилизации. Соблюдайте действующие национальные
инструкции.
Только для ЕС: согласно Европейской директиве 2002/96/EG отслужившие свой срок электроинструменты должны утилизироваться отдельно и направляться на экологичную утилизацию.
Информация по директиве REACh:
www.festool.com/reach
52
Page 53

Originální návod k použití
1 Technické úda
Vrtací stojan GD 320 GD 460 GD 460 A
Délka vrtáků max. 320 mm 460 mm 460 mm
Hloubka vrtání max. 240 mm 380 mm 310 mm
Vodicí kotouč pro vrtáky Ø 8, 10, 12 ... 26 mm
Max. průměr vrtání bez vodícího kotouče 45 mm
Naklopení pod úhlem - - do 45° plynule
Upnutí pro vrtačky s upínacím krkem o průměru 57/43 mm
Hmotnost 2,8 kg 3,2 kg 3,7 kg
Celková výška 532 mm 672 mm 672 mm
Základní deska 185 x 172 mm 185 x 172 mm 207 x 172 mm
Paralelní doraz - nastavitelný 8 - 190 mm
- v kolmém směru - - 25-185 mm
Příslušenství, není obsahem dodávky Obj.č
Vodicí kotouč pro spirálové vrtáky o průměru 6,7,9,11 ... 27 mm 621947
Upínky (4 kusy) pro upnutí stojanu 621949
na materiál do 105 mm (do 127mm u naklápěcího provedení)
Konzoly (2 kusy) pro připevnění upínacích prvků 622471
na stojanu až do šířky materiálů 300 mm
2 Symboly
Varování před všeobecným nebezpečím
Přečtěte si návod/pokyny!
Nepatří do komunálního odpadu.
Upozornění, rada
3 Použití k určenému účelu
Vrtací stojany GD 320, GD 460 jsou určeny pro precizní vrty pod přesným úhlem 90°. Pomocí vodícího kotouče je možno precizně a bezpečně navádět
spirálové vrtáky od Ø 8 do 26 mm, popř. od Ø 6 do
27 mm. Bez vodícího kotouče jsou možné vrty do
max. 45 mm. Dva paralelní dorazy slouží k jednoduchému umístění, popř. vedení na materiálu.
Upínací prvky pro upnutí stojanu je možno objednat jako příslušenství. Stojan je možno používat se
všemi elektrickými vrtačkami s upínacím krkem
o průměru 57 nebo 43 mm, které nepřekračují
maximální kroutící moment 75 Nm.
Vrtací stojany GD 460 A se mohou používat pro vrtání pod libovolným úhlem v rozsahu od 90°do 45°.
4 Bezpečnostní pokyny
POZOR! Čtěte všechna bezpečnostní upozornění a pokyny. Zanedbání níže uvedených vý-
strah a nedodržování příslušných pokynů mo-
hou způsobit zkrat, požár, event. těžký úraz elektric-
kým proudem.
Všechny bezpečnostní pokyny anávody uschovejte, abyste je mohli použít iv budoucnosti.
- Spojením ruční vrtačky s vrtacím stojanem
vzniká zařízení, pro které platí také bezpečnostní pokyny a návody vrtačky. Přečtěte si tedy také
bezpečnostní pokyny a návod k použití vrtačky.
- Zařízení je nutno držet při práci vždy oběma ru-
kama za příslušná držadla. Před začátkem práce je nutno zkontrolovat a zajistit, že během vrtání nedojde k žádné kolizi rotujících částí stroje
s pevnými částmi vrtacího stojanu či materiálu.
- Před započetím práce je nutno zkontrolovat a
zajistit, zda jsou všechny prvky, které jsou určeny k zajištění polohy, upnutí,... řádně utáhnuty a
zajištěny.
- Uvolněné spony, třísky a podobné části není v
blízkosti přístroje při práci dovoleno odstraňovat rukou.
- U vrtaček s kroutícím momentem nad 55 Nm je
nutno vždy pro přídavné držadlo používat prodlužovací část.
- Materiál je nutno vždy podložit pevnou podlož-
kou a zajistit proti protočení či sklouznutí.
- Naklápěcí vrtací stojany (GD 460 A) je nutno při
vrtání děr pod úhlem zajistit proti posunutí. K
tomuto účelu doporučujeme použít upínky (příslušenství).
- Dbejte při práci na bezpečný a pevný postoj.
53
Page 54

- Při všech pracích, které slouží přípravě, montá-
ži, přestavbě, nastavení, výměně vrtáků či údržbě a ošetřování, je nutno vytáhnout zástrčku vrtačky ze sítě.
5 Ovládací prvky
1 Základová deska
2 Paralelní vodítko
3 Vodicí kotouč pro vrtáky
4 Vodicí tyče
5 Pružiny
6 Dorazová trubka
7 Hloubkové dorazy
8 Vodicí objímka
9 Redukce D 57/43 mm
10 Přídavné držadlo
11 Nástavec přídavného držadla
12 Upínky
13 Konzoly
14 Šroub pro nastavení kolmosti
15 Patky
16 Upínací matice
17 Stupnice
18 Ukazatel
19 Utahovací šroub ukazatele
20 Třmen
Zobrazené anebo popsané příslušenství ne musí
být součástí dodávky.
Uvedené obrázky se nachází na začátku návodu
kobsluze.
6 Uvedení do provozu a použití
6.1 Nastavení vodícího kotouče
Podle požadovaného průměru vrtáku se zvolí otvor ve vodicím kotouči a umístí se do osy vrtáku
(1.1):
otočný knofl ík (3.1) otočit asi o 5 otoček dole-
va, zdvihnout vodicí kotouč nad aretační kolík,
otočit do požadované pozice a spustit zpět na
základní desku.
Dbát na to, aby kotouč zapadl na aretační kolík.
Otočný knofl ík (3.1) opět utáhnout.
6.2 Upnutí vrtáku
Upnout spirálový vrták do sklíčidla vrtačky a
sklíčidlo utáhnout.
Smí se používat pouze spirálové vrtáky délky,
která nepřesahuje udanou maximální délku
vrtáku.
6.3 Upnutí vrtačky
U vrtaček s upínacím krkem průměru 43
mm použít redukční kroužek.
Redukční kroužek umístit tak, aby zářez uka-
zoval k místu upnutí (8.1).
54
Nasadit vrtačku do objímky a utáhnout upínací
šroub (8.1).
6.4 Nastavení hloubky vrtání
Horní mez dorazu se nastavuje pomocí dora-
zového kroužku (7.1) a utahuje upínacím šroubem.
Pozici horního dorazu je možno zvolit tak, aby
byl vrták vedený vodicím kotoučem a hrot vrtáku měl odstup asi 5 -10 mm nad plochou zá-
kladní desky.
Tak se vyloučí poškození vrtáku a materiálu.
Spodní dorazový kroužek (7.2) slouží k omezení
hloubky vrtání.
Požadovanou hloubku vrtání zajistěte měřením
nebo zkušebním vrtem a utáhněte dorazový
kroužek (7.2) pod objímkou.
Dorazový kroužek má význam především tehdy,
vrtáte-!i více otvorů stejné hloubky.
6.5 Přídavné držadlo
Přídavné držadlo (10) může být podle výběru namontováno ve třech pozicích (viz náčrt). U vrtaček,
jejichž maximální kroutící moment přesahuje 55
Nm, se použije prodlužovací část (11). Používejte přídavné držadlo s prodlužovací částí vždy na
přední straně (viz obrázek) objímky.
6.6 Vrtání s paralelním vodítkem
Obě paralelní vodítka (2) zvyšují bezpečnost při
práci. Současně se zvyšuje přesnost a šetří čas,
je-li nutno vrtat více otvorů ve stejné vzdálenosti
od hrany materiálu. Je možno využít dle volby buď
jed- no paralelní vodítko na jedné straně nebo
obě paralelní vodítka na obou stranách. Paralelní
vodítko se nastavuje buď podle rysky na materiálu
(vizuální kontrola podle značení (1.1) na základní
desce) nebo podle stupnice na paralelním vodítku.
Paralelní vodítko se utáhne v požadované pozici
pomocí upínacího šroubu (2.1).
U naklápěcího provedení je možno nastavit pra-
vítko i v kolmém směru (2.2).
6.7 Nastavení úhlu náklonu (GD 460 A)
Naklápěcí vrtací stojany (GD 460 A) umožňují
šikmé vrty pod úhlem v rozsahu od 90° do 45°
U svislých vrtů ukazuje ukazatel (18) na stupnici
(17) na nulu.
Před případným nastavováním úhlu náklonu se
povolí obě upínací matice (16).
Nyní je možno naklopit vodící tyče na požado-
vaný úhel.
Tento úhel se dá zjistit na stupnici (17) s přes-
ným stupňovým dělením.
Ukazatel (18) se nastaví na požadovanou hod-
notu na stupnici a pak se obě upínací matice
Page 55

(16) znovu utáhnou.
POZOR: Při vykloněném vrtacím stojanu
je z bezpečnostních důvodů potřeba základní desku na obrobku zajistit proti
skluzu. Ideálním způsobem upevnění je
využití upínacích prvků (příslušenství).
6.8 Korekce polohy dorazu (GD 460 A)
Kolmá poloha je u naklápěcích vrtacích stojanů
nastavena z výrobního závodu dorazovým šroubem (14). Pokud by se měla nastavená poloha
dorazu dodatečně seřizovat, postupuje se takto:
Povolit pojistnou matici (14.1) a upínací matici
(16).
Patku (15) dorazit na hlavu šroubu (14).
Pootáčením dorazového šroubu v požadovaném
směru změní úhel do potřebné polohy.
Pojistnou matici (14.1) a upínací matice (16)
opět utáhnout.
Ukazatel (18) se může rovněž přestavovat po
povolení šroubu (19) a v požadované poloze se
musí znovu pevně přišroubovat.
6.9 Upnutí vrtacího stojanu
Pro upnutí stojanu na materiál slouží upínací prvky (12). Tyto je možno upevnit na základní desku
(1).
Upínací prvek zasunout zespodu do otvoru (1.4)
a našroubovat seshora upínací matici (12.1) a
utáhnout ji.
Pomocí šroubu (12.2) utáhnout v požadované
pozici.
Upínací prvky (nejsou součástí dodávky, lze je
objednat jako příslušenství) se používají vždy v
páru z obou stran. Doporučujeme používat čtyři upínací prvky. Pro materiály do max. rozměru
300 mm mohou být upínací prvky upevněny na
konzole (13).
Šrouby (13.1) nasunout zespodu do otvorů v
základně (1.4).
Konzoly nasadit shora na šrouby (13.1) a utáh-
nou maticemi (13.2).
Konzoly (nejsou součástí dodávky, lze je objednat
jako příslušenství) jsou nabízeny v páru (2 ks). Je
nutno dbát na to, aby upnutí stojanu na trám bylo
provedeno mezi dvěma upínkami (12) umístěnými
najedná konzole (rozložení sil v podélném směru
konzoly) a nikoli mezi dvěma konzolami (viz. obrázek). Konzoly jsou konstruovány tak, že je možno
je upnout na oba základní druhy stojanů (kolmý a
naklápěcí) v podélném i kolmém směru.
7 Vrtání
- Ujistěte se před počátkem vrtání, že jsou spirá-
lový vrták a vrtačka pevně upnuté.
- Zkontrolujte dorazy a vodicí kotouč, zda jsou
pevně usazené, a utáhněte případně upínací
prvky.
- Nepracujte s tupými nebo poškozenými vrtáky.
- Pracujte při vrtání vždy tak, že držíte zařízení
oběma rukama: jednou rukou za přídavné držadlo vrtacího stojanu, druhou ruku na držadle
a spínači vrtačky. Pro vrtání s vizuální kontrolou
podle rysky slouží označení na základní desce
(1.2 a 1.3).
7.1 Vodicí kotouč
Pro spirálové vrtáky se sudými průměry se používá vodicí kotouč, který je součástí dodávky. Pro
spirálové vrtáky s lichými průměry se používá
vodicí kotouč s lichými průměry dodávaný jako
příslušenství.
Pro výměnu vodícího kotouče se odšroubuje
otočný knofl ík (3.1).
Poté je možno namontovaný vodicí kotouč se-
jmout a nasadit druhý vodicí kotouč.
7.2 Vrtací práce bez vodícího kotouče
Pro práce s vrtáky většího průměru než 27 mm do
max. 45 mm může být vodící kotouč demontován
podle výše uvedeného postupu. Podle potřeby je
možno demontovat také pružiny (5), dorazovou
trubku (6) a hloubkové dorazy (7.1 a 7.2). V tomto
případě postupujte mimořádně opatrně. Doporučuje se v každém případě použít spodní dorazový
kroužek (7.2) jako pojistku proti nechtěnému styku
rotujících částí s materiálem. Je potřeba zvláště
dávat pozor na to, aby rotační díly vrtačky nebo
použité vrtáky nepřišly do styku s díly vrtacího
stojanu.
8 Údržba a opravy
Servis aopravy smí provádět pouze vý-
robce nebo servisní dílny: nejbližší adresu najdete na:
www.festool.com/Service
EKAT
4
Používejte jen originální náhradní díly
5
3
2
Festool! Obj. č. na:
1
www.festool.com/Service
- Upínací prvky a upínací místa čistěte od prachu,
nečistot a pilin.
- Čistěte vodicí tyče od nečistot hadrem, zajistěte
nanesením mazacího tuku nebo strojního oleje
na vodicí tyče dobré kluzné vlastnosti.
- Dosedací plochy základní desky udržujte v čis-
totě, zaručíte tak preciznost a přesnost úhlů otvorů.
Dbejte na následující:
55
Page 56

- Zvolené pružiny vrtacího stojanu mají zcela vě-
domě větší odstup od vodicích tyčí. To není kvalitativním nedostatkem, naopak tak dosahujeme lepší charakteristiku pružin. Tyto pružiny
zaručují menší odpor při vrtání.
9 Životní prostředí
Nevyhazujte elektrická nářadí do domovního odpadu! Nechte ekologicky zlikvidovat nářadí, pří-
slušenství aobal! Dodržujte přitom platné národní
předpisy.
Pouze EU: podle evropské směrnice 2002/96/
ES musejí být staré elektrospotřebiče vytříděny
aekologicky zlikvidovány.
Informace k REACh:
www.festool.com/reach
56
Page 57

Oryginalna instrukcja eksploatacji
1 Parametry techniczne
Ciesielski stojak GD 320 GD 460 GD 460 A
Maksymalna długość wierteł 320 mm 460 mm 460 mm
Maksymalna głębokość wiercenia 240 mm 380 mm 310 mm
Tarcza prowadząca do wierteł Ø 8, 10, 12 ... 26 mm
Maks. średnica wiercenia bez tarczy prowadzącej 45 mm
Przechylenie pod kątem - - płynnie do 45°
Zamocowanie do wiertarek z szyjką zaciskową o średnicy 57/43 mm
Waga 2,8 kg 3,2 kg 3,7 kg
Ogólna wysokość 532 mm 672 mm 672 mm
Płyta podstawowa 185 x 172 mm 185 x 172 mm 207 x 172 mm
Równoległy ogranicznik - z możliwością nastawiania 8 - 190 mm
- w kierunku pionowym - - 25-185 mm
Wyposażenie nie wchodzi w zakres dostawy Nr. zamówienia
Tarcza prowadząca do wierteł spiralnych o średnicy 6,7,9,11 ... 27 mm 621947
Element zaciskowy (4 sztuki) do mocowania stojaka 621949
do materiału do 105 mm (do 127 mm w przypadku wykonania wychylnego)
Wsporniki (2 sztuki) do zamocowania elementów zaciskowych 622471
na stojaku aż do szerokości materiału 300 mm
2 Symbole
Ostrzeżenie przed ogólnym zagrożeniem
Przeczytać instrukcję/zalecenia!
Nie wyrzucać do odpadów komunalnych.
Zalecenie, wskazówka
3 Użytkowanie zgodne z przeznacze-
niem
Stojaki do wiercenia typu GD 320, GD 460 przeznaczone są do precyzyjnego wiercenia pod dokładnym kątem 90°. Za pomocą tarczy prowadzącej
można precyzyjnie i bezpiecznie naprowadzać spiralne wiertła od Ø 8 do 26 mm, ewentualnie od Ø
6 do 27 mm. Bez tarczy prowadzącej możliwe jest
wiercenie do maks. 45 mm. Dwa równoległe ograniczniki służą do prostego umieszczenia, ewentualnie prowadzenia materiału. Elementy zaciskowe
do zamocowania stojaka można zamówić jako wyposażenie. Stojak można stosować ze wszystkimi
wiertarkami elektrycznymi z szyjką zaciskową o
średnicy 57 lub 43 mm, które nie przekraczają
maksymalnego momentu skręcającego 75 Nm.
Stojaki do wiercenia typu GD 460 A można stosować do wiercenia pod dowolnym kątem w zakresie
od 90° do 45°.
4 Wskazówki dotyczące bezpieczeń-
stwa
UWAGA! Należy przeczytać wszystkie zale-
cenia bezpieczeństwa i instrukcje. Nieprzestrze-
ganie następujących ostrzeżeń i instrukcji może
stać się przyczyną porażenia prądem elektrycznym, pożaru i/lub ciężkiego obrażenia ciała.
Wszystkie zalecenia odnośnie bezpieczeństwa
pracy i instrukcje należy zachować do wykorzystania w przyszłości.
- Poprzez połączenie ręcznej wiertarki ze sto-
jakiem do wiercenia powstaje urządzenie, do
którego odnoszą się polecenia bezpieczeństwa
i instrukcje wiertarki. Dlatego należy zapoznać
się także z poleceniami dotyczącymi bezpieczeństwa oraz instrukcją obsługi wiertarki.
- Podczas pracy urządzenie należy zawsze przy-
trzymywać oburącz za odpowiednie uchwyty.
Przed rozpoczęciem pracy należy skontrolować
i zabezpieczyć, aby podczas wiercenia nie doszło do żadnej kolizji części obracającej się ze
stałymi częściami stojaka do wiercenia lub materiału.
- Przed rozpoczęciem pracy należy skontrolować
i zapewnić, aby wszystkie elementy przeznaczone do zabezpieczenia pozycji urządzenia,
zaciśnięcia wierteł itp. były w odpowiedni sposób dokręcone i zabezpieczone.
57
Page 58

- Wiórów, skrawków i podobnych elementów po-
wstałych podczas wiercenia nie należy usuwać
ręką podczas, gdy urządzenie jest w ruchu.
- W przypadku wiertarek z momentem skręcają-
cym powyżej 55 Nm do dodatkowego uchwytu
należy zawsze stosować element przedłużający.
- Materiał należy zawsze podkładać trwałą pod-
kładką i zabezpieczać przed przekręceniem lub
ześlizgnięciem.
- Przechylane stojaki do wiercenia (GD 460 A) na-
leży podczas wiercenia otworów pod kątem zabezpieczyć przed przesunięciem. Do tego celu
zalecamy stosować zaciski (wyposażenie).
- Podczas pracy należy przyjąć odpowiednią po-
stawę.
- Podczas wszystkich czynności, które służą do
przygotowania, montażu, przebudowy, nastawiania, wymiany wierteł lub też konserwacji
i naprawy maszyny, wtyczkę wiertarki należy
odłączyć od gniazda sieciowego.
5 Elementy urządzenia
1 Płyta podstawowa
2 Równoległa prowadnica
3 Tarcza prowadząca do wierteł
4 Pręty prowadzące
5 Sprężyny
6 Rurka ograniczająca
7 Ograniczniki głębokościowe
8 Obejma prowadząca
9 Element redukcyjny D 57/43 mm
10 Uchwyt dodatkowy
11 Końcówka (nasadka) dodatkowego
uchwytu
12 Elementy zaciskowe
13 Wsporniki
14 Śruba do nastawiania pozycji pionowej
15 Nóżki
16 Nakrętka zaciskowa
17 Podziałka
18 Wskaźnik
19 Śruba mocująca wskaźnika
20 Kabłąk
Pokazane albo opisane wyposażenie nie należy w
całości do zakresu dostawy.
Podane rysunki znajdują się w załączniku instrukcji obsługi.
58
6 Uruchomienie i zastosowanie urzą-
dzenia
6.1 Nastawienie tarczy prowadzącej
Zgodnie z wymaganą średnicą wiertła należy wybrać odpowiedni otwór w tarczy prowadzącej i
umieścić w osi wiertła (1.1):
przycisk obrotowy (3.1) należy obrócić o 5 ob-
rotów w lewo, podnieść tarczę prowadzącą nad
kołek ustalający, obrócić w wymaganą pozycję
i ponownie opuścić na płytę podstawową.
Należy zwracać uwagę, aby tarcza zaszła na
kołek ustalający. Przycisk obrotowy (3.1) ponownie dokręcić.
6.2 Zamocowanie wiertła
Wiertło spiralne należy zamocować w uchwycie
zaciskowym wiertarki i dokręcić.
Możliwe jest stosowanie wyłącznie wierteł spi-
ralnych o długości nie przekraczającej podanej
maksymalnej długości wiertła.
6.3 Zamocowanie wiertarki
W przypadku wiertarek z szyjką zaciskową
43 mm należy stosować pierścień redukcyjny.
Pierścień redukcyjny należy umieścić w taki
sposób, aby wcięcie wskazywało na miejsce
zamocowania (8.1).
Wiertarkę umieścić w obejmie i dokręcić śrubę
mocującą (8.1).
6.4 Nastawienie głębokości wiercenia
Górną granicę ogranicznika nastawiamy za po-
mocą pierścienia ograniczającego (7.1) i dokręcamy za pomocą śruby mocującej.
Pozycję górnego ogranicznika można wybrać
tak, aby wiertło było prowadzone przez tarczę
prowadzącą a ostrze wiertła znajdowało się w
odległości około 5 - 10 mm nad powierzchnią
płyty podstawowej.
W ten sposób uniemożliwimy uszkodzenie wiertła
i materiału. Dolny pierścień ograniczający (7.2)
służy do ograniczania głębokości wiercenia.
Wymaganą głębokość wiercenia stwierdzimy
za pomocą pomiarów lub próbnego wiercenia
a następnie dokręcimy pierścień ograniczający
(7.2) pod obejmą.
Pierścień ograniczający ma znaczenie przede
wszystkim wtedy, gdy wiercimy wiele otworów o
takiej samej głębokości.
6.5 Dodatkowy uchwyt
Dodatkowy uchwyt (10) może być w zależności
od potrzeby zamontowany w trzech pozycjach
(patrz rysunek). W przypadku wiertarek, których
moment skręcający przekracza 55 Nm stosowa-
Page 59

ny jest element przedłużający (11). Dodatkowy
uchwyt z elementem przedłużającym należy zawsze stosować z przedniej strony (patrz rysunek)
obejmy.
6.6 Wiercenie za pomocą równoległej prowadnicy
Obie równoległe prowadnice (2) zwiększają bezpieczeństwo podczas pracy. Jednocześnie zwiększa się dokładność i oszczędza czas w przypadku,
gdy konieczne jest wiercenie wielu otworów w takiej samej odległości od krawędzi materiału. Według wyboru można zastosować jedną równoległą
prowadnicę z jednej strony lub obie równoległe
prowadnice z obu stron. Równoległą prowadnicę
nastawiamy według kreski na materiale (kontrola wzrokowa według oznakowania (1.1) na płycie
podstawowej) lub też według skali na równoległej
prowadnicy.
Prowadnica równoległa zostaje dokręcona w
wymaganej pozycji za pomocą śruby mocującej
(2.1).
W przypadku wykonania urządzenia z możliwo-
ścią przechylania istnieje możliwość nastawienia linijki także w kierunku prostopadłym (2.2).
6.7 Nastawienie kąta nachylenia (GD 460 A)
Nachylane stojaki do wiercenia (GD 460 A) umożliwiają skośne wiercenie pod kątem w granicach
od 90° do 45°. W przypadku wiercenia pionowego
wskaźnik (18) wskazuje wartość zerową na skali
(17).
Przed ewentualnym nastawianiem kąta nachy-
lenia należy zluzować obie nakrętki mocujące
(16).
Następnie pręty prowadzące można nachylić
pod wymaganym kątem.
Kąt ten można zabezpieczyć na skali (17) z do-
kładną podziałką podaną w stopniach.
Wskaźnik (18) nastawimy na skali na wymaga-
ną wartość a następnie obie nakrętki mocujące
(16) ponownie dokręcimy.
UWAGA: Jeżeli stojak wiertarki jest wy-
chylony, płytę podstawową na obrabianym
przedmiocie należy dla bezpieczeństwa
zabezpieczyć przeciw poślizgowi. Idealnym sposobem zamocowania jest zastosowanie elementów mocujących (wyposażenie).
6.8 Korektura pozycji ogranicznika (GD 460
A)
Pozycja pionowa jest w przechylanych stojakach
do wiercenia nastawiona już w zakładzie produkcyjnym za pomocą śruby ograniczającej (14). Jeżeli okaże się konieczne, że nastawioną pozycję
należy dodatkowo wyregulować, wykonujemy to
w następujący sposób:
zluzujemy nakrętkę zabezpieczającą (14.1) oraz
nakrętkę mocującą (16).
Nóżkę (15) należy dobić na głowicę śruby (14).
Poprzez obracanie śruby ograniczającej w wy-
maganym kierunku zmienimy kąt potrzebnej
pozycji.
Ponownie dokręcimy nakrętkę zabezpieczającą
(14.1) i mocującą (16).
Wskaźnik (18) można także przestawiać po
zluzowaniu śruby (19) i w wymaganej pozycji
należy go ponownie mocno dokręcić.
6.9 Zamocowanie stojaka do wiercenia
Do zamocowania stojaka na materiale służą elementy mocujące (12). Można je zamocować na
płycie podstawowej (1).
Element mocujący należy wsunąć od spodu do
otworu (1.4) a z góry wkręcić nakrętkę mocu-
jącą (12.1) i następnie dokręcić ją.
Za pomocą śruby (12.2) zamocować w wyma-
ganej pozycji.
Elementy mocujące (nie wchodzą w zakres dostawy, można je zamówić jako wyposażenie dodatkowe) stosowane są z obu stron zawsze parami.
Zalecamy stosować cztery elementy mocujące. W
przypadku materiałów o maksymalnych wymiarach do 300 mm elementy mocujące mogą być
zamocowane na wsporniku (13).
Śruby (13.1) należy wsunąć od spodu w otwory
w podstawie (1.4).
Wsporniki nasadzić z góry na śruby (13.1) i do-
kręcić za pomocą nakrętek (13.2).
Wsporniki (nie wchodzą w zakres dostawy, można
je zamówić jako wyposażenie dodatkowe) oferowane są w parach (2 szt.). Należy zwracać uwagę na to, aby zamocowanie podstawki na belce
zostało wykonane między dwoma zaciskami (12)
umieszczonymi na jednym wsporniku (rozłożenie
sił w kierunku podłużnym wspornika) a nie na
dwóch wspornikach (patrz rysunek). Wsporniki
skonstruowane są w taki sposób, że można je zamocować na obu podstawowych typach podstawek (pionowy i przechylany) w kierunku poziomym
i pionowym.
7 Wiercenie
- Przed rozpoczęciem wiercenia należy spraw-
dzić, czy spiralne wiertło i wiertarka są mocno
zamocowane.
- Należy skontrolować osadzenie ograniczników
oraz tarczy prowadzącej, ewentualnie dokręcić
elementy mocujące.
59
Page 60

- Nie należy stosować tępych lub uszkodzonych
wierteł. Podczas wiercenia należy pracować w
taki sposób, aby oburącz przytrzymywać urządzenie: jedną ręką dodatkowy uchwyt stojaka
do wiercenia, drugą ręką uchwyt i wyłącznik
wiertarki.
- Do wiercenia z kontrolą wzrokową według kre-
ski służy znak na płycie podstawowej (1.2 i 1.3)
7.1 Tarcza prowadząca
Do wierteł spiralnych o średnicy parzystej stosowana jest tarcza prowadząca, która wchodzi w
zakres dostawy. Do wierteł spiralnych o średnicy
nieparzystej stosowana jest tarcza prowadząca z
nieparzystymi średnicami, która dostarczana jest
jako wyposażenie.
W celu wymiany tarczy prowadzącej należy od-
kręcić przycisk obrotowy (3.1).
Następnie zamontowaną tarczę prowadzącą
można zdjąć i umieścić zamiast niej drugą tarczę.
7.2 Wiercenie bez tarczy prowadzącej
W przypadku robót wykonywanych za pomocą
wierteł o większej średnicy niż 27 mm, do maksymalnej średnicy 45 mm, tarcza prowadząca może
być zdemontowana zgodnie z powyższym opisem.
W przypadku konieczności moż na zdemontować
także sprężyny (5), rurkę ograniczającą (6) oraz
ograniczniki głębokości (7.1 i 7.2). W tym wypadku należy postępować szczególnie ostrożnie. W
każdym wypadku zalecane jest zastosowanie dolnego pierścienia ograniczającego (7.2) jako zabezpieczenia przed niepożądanym zetknięciem
obracających się elementów z materiałem. Należy
zwracać szczególną uwagę, aby obracające się
elementy wiertarki lub zastosowane wiertła nie
zetknęły się z elementami stojaka do wiercenia.
8 Obsługa techniczna i konserwacja
Obsługa serwisowa i naprawy wyłącznie
u producenta lub w warsztatach autoryzowanych: prosimy wybrać najbliższe
miejsce spośród adresów zamieszczonych na stronie:
www.festool.com/Service
EKAT
4
Należy stosować wyłącznie oryginalne
5
3
2
części zamienne fi rmy Festool.Nr zamó-
1
wienia pod:
www.festool.com/Service
- Elementy mocujące oraz miejsca mocowania
należy czyścić usuwając pył, zanieczyszczenia
i opiłki.
- Pręty prowadzące należy czyścić za pomocą
szmaty, odpowiednie właściwości ślizgowe należy zapewnić za pomocą smaru lub oleju.
- Powierzchnie przylegające płyty podstawowej
należy utrzymywać w czystości zapewniając w
ten sposób precyzyjność i dokładność kątów
otworów.
Uwaga:
- Dobrane sprężyny stojaka do wiercenia celowo
posiadają większy odstęp od prętów prowadzących. Nie jest to spowodowane brakami jakościowymi, przeciwnie, w ten sposób osiągana
jest lepsza charakterystyka sprężyn. Sprężyny
te zapewniają mniejszy opór podczas wiercenia.
9 Środowisko
Nie wolno wyrzucać narzędzi elektrycznych wraz z
odpadami domowymi! Urządzenie, wyposażenie i
opakowanie należy przekazać zgodnie z przepisami o ochronie środowiska do odzysku surowców
wtórnych. Należy przy tym przestrzegać obowiązujących przepisów państwowych.
Tylko UE: Zgodnie z europejską Wytyczną 2002/96/
EG zużyte narzędzia elektryczne trzeba gromadzić
osobno i odprowadzać do odzysku surowców wtórnych zgodnie z przepisami o ochronie środowiska.
60
Informacje dotyczące rozporządzenia REACH:
www.festool.com/reach
Page 61

Festool Group GmbH & Co. KG
Wertstr. 20
D-73240 Wendlingen
Tel.: 07024-804-0
Telefax: 07024-804-20608
www.festool.com
61
 Loading...
Loading...